
全国中级注册安全工程师职业资格考试辅导教材
安全生产专业实务
金属冶炼安全
(2024 版)
中国安全生产科学研究院 组织编写
欢迎加入老姚各免费助考QQ群,群内有最新官方教材、历年真题等PDF,有 推荐老师视频课件。方便您了解考试,初期学习,沟通交流。
【注安】628721411 【消防】609542033 【环评】194270258 【咨
询】716601378
【一建】775392039 【二建】1139145278 【监理】929143727 【造
价】1001317607
更多资料,加入全网最具性价比VIP班,四科180元-220元。只需少量费用,即 可获得高效备考所有资源,省事省心。包含:
1、所有主流网校、所有阶段、所有名师【高清无水印】课件。
2、价值10元/科金考典题库软件。其中:注安、一建铁路老姚自录题库软件, 全网更新最快、有效题量最多。
3、加入VIP小群,共同学习氛围更好。
若有需要,联系老姚微信/QQ:863575556
应急管理出版社
•北 京•
图书在版编目(CiP)数据
安全生产专业实务.金属冶炼安全:2024版/中国
安全生产科学研究院组织编写北京:应急管理出版 社,2024
全国中级注册安全工程师职业资格考试辅导教材
ISBN 978-7-5237 -0526-1
I.①安…U.①中… 皿①冶金-安全技术一资格 考试一教材W.①X931②TF088
中国国家版本馆CIP数据核字(2024)第083938号
安全生产专业实务(金属冶炼安全)2024版
(全国中级注册安全工程师职业资格考试辅导教材)
组织编写中国安全生产科学研究院
责任编辑尹忠昌唐小磊郑素梅李雨恬
责任校对张艳蕾
封面设计卓义云天
应急管理出版社(北京市朝阳区芍药居35号I(X)O29) 010 -84657898 (总编室)Olo-84657880 (读者服务部) WWW. cciph. com. cn
海森印刷(天津)有限公司
全国新华书店
787mm×1092mm'∕16 印张 27% 字数 653 千字
行话址刷销本
发 版 出电网印经开
版 次2024年5月第1版2024年5月第1次印刷
社内编号20240381 定价 89. OO元
版权所有违者必究
本书如有缺页、倒页、脱页等质量问题,本社负责调换,电话:010-84657880 (请认准封底防伪标识,敬请查询)
前
言«
1厶. —1— 刖 ≡
安全生产事关人民群众生命财产安全和社会稳定大局。习近平总书记在 党的二十大报告中指出,要坚持安全第一、预防为主,建立大安全大应急框 架,完善公共安全体系,推动公共安全治理模式向事前预防转型。施行注册 安全工程师职业资格制度,是牢固树立安全发展理念,深入实施“人才强安" 战略的重要举措。
注册安全工程师职业资格考试自2004年首次开展以来,全国累计56. 7万 人通过考试取得中级注册安全工程师职业资格。主要分布在煤矿、金属与非 金属矿山、建筑施工、金属冶炼以及危险化学品的生产、储存、装卸等企业 和安全生产专业服务机构。注册执业的中级注册安全工程师本科及以上学历 占69%以上,年龄在50岁以下占73%以上,已形成一支学历较高、年富力 强、素质过硬且实践经睑丰富的注册安全工程师队伍,为促进我国安全生产 形势好转发挥了重要作用。
为推动注册安全工程师职业资格制度的健康发展,国务院有关部门在总 结多年实践工作的基础上,积极推动注册安全工程师法制化进程。2014年8 月31日修订的《中华人民共和国安全生产法》,首次确立了注册安全工程师 的法律地位。2017年9月,人力资源社会保障部将注册安全工程师列入准入 类国家职业资格目录。
为贯彻《安全生产法》,健全完善注册安全工程师职业资格制度,加强注 册安全工程师专业能力,构建注册安全工程师"以用为本、科学准入、持续 教育、事业化发展"四位一体工作格局,2017年11月,国家安全生产监督管 理总局、人力资源社会保障部联合发布了《注册安全工程师分类管理办法》, 确立了注册安全工程师职业资格按照专业类别实施分专业考试的指导思想, 将注册安全工程师专业类别划分为煤矿安全、金属非金属矿山安全、化工安 全、金属冶炼安全、建筑施工安全、道路运输安全和其他安全(不包括消防 安全)。2019年1月,应急管理部、人力资源社会保障部联合发布了《注册安 全工程师职业资格制度规定》《注册安全工程师职业资格考试实施办法》; 2019年4月,应急管理部颁布了《中级注册安全工程师职业资格考试大纲》 和《初级注册安全工程师职业资格考试大纲》,正式实施注册安全工程师分专 业考试。
• 1 •
»安全生产专业实务金属冶炼安全
为了方便考生复习有关知识内容,2019年,中国安全生产科学研究院根 据《中级注册安全工程师职业资格考试大纲》,组织专家编写了全国中级注册 安全工程师职业资格考试辅导教材。本套辅导教材包括公共科目和专业科目, 其中,公共科目为《安全生产法律法规》《安全生产管理》和《安全生产技术 基础》,专业科目为《安全生产专业实务》,包括煤矿安全、金属非金属矿山 安全、化工安全、金属冶炼安全、建筑施工安全和其他安全。2024年,在更 新辅导教材中涉及的安全生产法律法规、政策和标准的基础上,充实了安全 评价等有关内容,对发现的有关问题(包括读者反馈的问题)进行了修订和 完善。
本套辅导教材具有较强的针对性、实用性和可操作性,可供安全生产专 业人员参加中级注册安全工程师职业资格考试复习之用,也可用于指导安全 生产管理和技术人员的工作实践。
在教材编写过程中,很多专家做了大量的工作,付出了辛勤劳动,在此 表示衷心感谢!由于时间和水平的限制,教材难免存在疏漏之处,敬请批评 指正,以便持续改进!
中国妥企尘产科母研究皖
2024年4月
长按或用微信扫描二维码 关注"注安老姚”公众号
• 2 •
目
次«
目 次
第一章概述................................................................................................1
第一节 基本知识....................................................................................1
第二节现代冶金生产工艺........................................................................2
、 第三节冶金安全生产特点........................................................................6
第二章 烧结和球团安全技术................... 8
第一节 烧结和球团工艺及设备设施概述...................................................... 8
第二节 烧结和球团通用安全技术 ............................................................10
第三节 储料安全技术 ...........................................................................14
第四节 烧结安全技术 ...........................................................................23
第五节球团安全技术...........................................................................32
第三章焦化安全技术.................................................................................47
第一节 工艺设备设施概述 .....................................................................47
第二节备煤安全技术...........................................................................51
第三节炼焦安全技术...........................................................................57
第四节 焦炉煤气净化安全技术 ...............................................................69
第五节 粗(轻)苯加氢及煤焦油加工安全技术..........................................83
第四章炼铁安全技术.................................................................................94
第一节高炉炼铁工艺概述..................................................................... 94
第二节 高炉本体系统安全技术 ...............................................................98
第三节 供装料系统安全技术..................................................................112
第四节 富氧鼓风系统安全技术............................................................... 119
第五节荒煤气系统安全技术..................................................................125
第六节煤粉喷吹系统安全技术...............................................................128
第七节 渣铁处理系统安金技术............................................................... 131
第五章炼钢安全技术.................................................................................137
第一节 工艺、设备设施概述.................................................................. 137
第二节备料安全技术...........................................................................139
• 3 •
»安全生产专业实务金属冶炼安全
第三节转炉炼钢安全技术.....................................................................144
第四节电炉炼钢安全技术.....................................................................152
第五节炉外精炼安全技术.....................................................................159
第六节浇注安全技术...........................................................................164
第七节转炉煤气回收安全技术...............................................................170
第八节 起重(运输)安全技术 ............................................................174
第六章金属压力加工安全技术.....................................................................180
第一节金属压力加工概述.....................................................................180
第二节备料安全技术...........................................................................191
第三节工业炉安全技术.......................................................... 194
第四节热轧安全技术........................................................................... 202
第五节冷轧安全技术...........................................................................209
第六节精整安全技术...........................................................................219
第七节有色金属压力加工安全技术.........................................................226.
第七章煤气安全技术.................................................................................249
第一节煤气基础知识...........................................................................249
第二节煤气安全要求...........................................................................251
第三节煤气设施.................................................................................264
第四节检测.......................................................................................270
第五节煤气事故的预防与抢救...............................................................272
第八章冶金企业常用气体生产与使用安全技术................................................277
第一节空气的组成和空气分离的基本方法................................................277
第二节氧气、氮气和氟气生产安全技术...................................................279
第三节氢气生产安全技术.....................................................................292
第四节气瓶充装安全技术.....................................................................298
第九章铝冶炼安全技术..............................................................................308
第一节 铝冶炼概述............................................................................... 308
第二节氧化铝生产安全技术..................................................................308
第三节铝电解生产安全技术..................................................................340
第四节预焙阳极生产安全技术...............................................................361
第十章重金属冶炼安全技术........................................................................379
第一节 重金属冶炼概述........................................................................379
第二节 铜冶炼安全技术........................................................................385
• 4 ■
目
次«
第三节 铅冶炼安全技术........................................................................ 394
第四节 锌冶炼安全技术........................................................................400
第十一章金属冶炼安全类案例.....................................................................407
案例1某焦化厂苯蒸气爆炸事故分析......................................................407
案例2 某铜业公司余热锅炉蒸汽烫伤致死事故分析....................................408
案例3 某焦化厂施工过程中其他爆炸事故分析..........................................410
案例4 某冷轧薄板厂机械伤害事故分析...................................................412
案例5某钢铁公司炼铁厂高炉煤气中毒事故分析.......................................413
案例6 某氧化铝厂生产安全事故隐患整改................................................414
案例7 某铝厂安全生产现状分析............................................................416
案例8某烧结厂清理带式输送机导致机械伤害事故分析..............................418
案例9 某炼铁厂煤气中毒事故分析.........................................................419
案例10 某氧化铝冶炼企业生产过程安全分析 ..........................................420
案例11某钢铁公司燃气厂高炉煤气柜泄漏事故分析.................................422
案例12 液氨钢瓶泄漏事故与预防措施 ................................................... 423
案例13某钢铁公司棒材厂煤气着火爆炸事故分析 ....................................425
案例14某公司氮气超标窒息死亡事故分析.............................................426
参考文献...................................................................................................427
后记.........................................................................................................429
• 5 •
第一章概
述«
第一章概 述
冶金工业是国家基础工业之一,是国民经济赖以发展的重要基础。冶金工业产品 (铁、钢、铝、铜等)在工业、农业、国防、交通运输和建筑业等领域有着广泛用途。我 国是全球冶金工业大国,钢铁产品总量世界第一,且绝大多数品种的产量也是世界第一。 K)种常用有色金属(铜、铝、铅、锌、锦、镁、钛、锡、锌、汞)产量连续多年实现平 稳增长,截至2017年底,总产量达53. 78 Mt。
第一节基本知识
—■、冶金
冶金是指从矿石或其他原料中提取金属或金属化合物,并用各种加工方法制成具有一 定性能的金属材料的过程和工艺。
二、金属分类
现代工业上习惯把金属分为黑色金属和有色金属两大类,黑色金属主要包括铁、铭、 锦3种,其余的金属都属于有色金属。有色金属分为重金属、轻金属、贵金属和稀有金属 4类。
三、冶金工业分类
冶金工业按照金属分类通常分为黑色金属冶金工业和有色金属冶金工业两大类。黑色 金属冶金包括铁、钢及铁合金(如镂铁、馅铁)的生产,故又称为钢铁冶金。有色金属 冶金包括各种有色金属(如铝、铜、铅、锌等)的生产,统称为有色金属冶金。
四、冶金方法
冶金方法可以分为火法冶金、湿法冶金和电冶金三大类。
(一)火法冶金
火法冶金是指矿石(或精矿)经预备处理、熔炼和精炼等,在高温下发生一系列物 理化学变化,使其中的金属和杂质分开,获得较纯金属的过程。
(二)湿法冶金
湿法冶金是指在低温下(一般低于10。七),用熔剂处理矿石或精矿,使所要提取的 金属溶解于溶液中,而其他杂质不溶解,通过液固分离等制得含金属的净化液,然后再从 净化液中将金属提取和分离出来的过程。
♦ 1 ♦
»安全生产专业实务金属冶炼安全
(三)电冶金
电冶金是利用电能提取和精炼金属的方法。根据利用电能效应的不同,电冶金又分为 电热冶金和电化冶金。
电热冶金:利用电能转变为热能,在高温下提炼金属。按其物理化学变化的实质来 说,与火法冶金过程差别不大,两者的主要区别只是冶炼时热能来源不同:电热冶金的热 能由电能转换而来,火法冶金则以燃料燃烧产生高温热源。
电化冶金:利用电化学反应,使金属从含金属盐类的水溶液或熔体中析出。
第二节现代冶金生产工艺
一、钢铁生产工艺
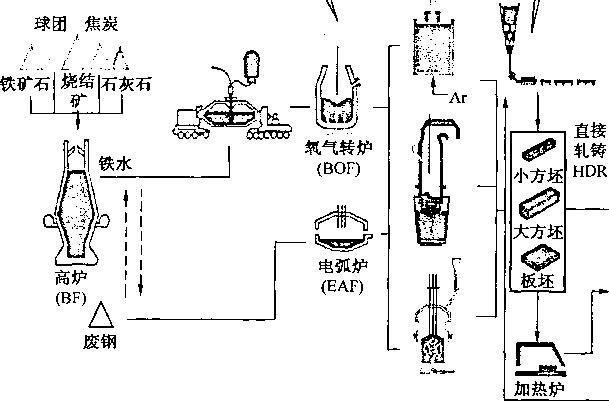
现代钢铁生产过程是将铁矿石在高炉内冶炼成生铁,用铁水炼成钢,再将钢水铸成钢 锭或连铸坯,经轧制等塑性变形方法加工成各种用途的钢材。具有上述全过程生产设备的 企业,称为钢铁联合企业。钢铁联合企业通常设有烧结(球团)厂、焦化厂、炼铁厂、 炼钢厂、轧钢厂、耐火材料厂、能源动力厂及相关配套服务单位。钢铁生产工艺流程如图 1 -1所示。

≡w] (轧钢)(主要产品)
型钢轧制I_
棒线材轧制. 中厚段轧制

热轧板卷轧制
冷连轧机
焊管
桩 材 轨板钢材线 钢钢型棒棒
板 厚 中
热轧板卷 或薄板
冷轧板卷 或薄板
焊管
-匸F二---无缝管
无缝管轧制
------ 铸钢件
图1-1钢铁生产工艺流程
(-)烧结、球团
烧结、球团是粉矿造块的两种工艺,即将高品位粉矿通过烧结法或球团焙烧法制成适
• 2・
第一章概
述«
合高炉冶炼的块矿的工艺过程。
(二)焦化
炼焦生产的基本原料是炼焦煤,将炼焦煤在密闭的焦炉内隔绝空气高温加热,释放出 水分和吸附气体,随后分解产生煤气和焦油等,剩下以碳为主体的焦炭。焦化生产的主要 产品有冶金焦、焦炉煤气和炼焦化学产品。
(三)炼铁
高炉生产是对铁矿石中的铁氧化物进行还原的过程。高炉使用的含铁炉料主要是烧结 矿、球团矿及天然富块矿,燃料为焦炭、煤粉、重油、天然气等。高炉的主要产品是生 铁,用作下游炼钢工序的主要原料;副产品主要是高炉煤气和高炉渣。
(四)炼钢
炼钢是将熔融铁水、废钢、溶剂(石灰、石灰石、萤石等)放入炼钢炉(主要是转 炉和电炉)内,使铁水中的杂质元素氧化,并加入合金元素的过程。通过炼钢,铁水中 的部分碳氧化成C。或co2逸出,其余杂质元素以氧化物或其他形态进人炉渣,使钢液达 到预定的化学成分。
(五)连铸
铸钢生产的连续化,即以连铸代替模铸,是铸钢生产技术的重大革命。钢水不断地通 过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经冷却,全部凝固后切成坯料。
(六)轧钢
将钢锭或钢坯经过轧机轧制成所需的钢材,实际上是塑性加工变形和改善钢内部结构 的过程。通过轧机轧制,不仅使原来粗大、不均匀的铸造结构变成均匀的细晶组织,而且 力学性能得以提高,从而可生产各种形状和不同规格的钢材(型钢、线材、钢轨、钢板、 钢管、车轮、轮毂等),以供应有不同用途和性能要求的用户。除热轧外,在常温下经冷 轧机轧制的钢材具有更好的精度、力学性能、表面光洁度和内部组织。
二、有色金属生产工艺
在有色金属生产方面,火法冶金一般具有处理精矿能力大,能够利用硫化矿中硫的燃 烧热,可以经济地回收贵金属、稀有金属等优点。湿法冶金常用于处理多金属矿、低品位 矿和难选矿。电冶金则适用于铝、镁、钠等活性较大的金属的生产。这些方法要针对所处 理的矿物组成选择使用或组合使用。以下以铝、铜为例,简要介绍有色金属生产工艺。
(一)铝生产工艺
铝在生产过程中由4个环节构成一个完整的产业链:铝矿石开采T氧化铝制取->电解 铝冶炼一铝加工生产。
氧化铝制取过程就是从铝矿石中提取氧化铝使之与杂质分离的过程。氧化铝生产方法 大致可分为4类,即碱法、酸法、酸碱联合法、热法。但目前普遍用于工业生产氧化铝的 是碱法。
碱法生产氧化铝就是用碱(NaOH或Na2CO3)来处理铝矿石,使矿石中的氧化铝 (Al2O3)变成可溶解的铝酸钠溶液(Na?0∙ AI2O3),而矿石中的硅、铁、钛等杂质成为 不溶解的化合物,将不溶解的残渣(统称尾矿,由于该残渣中含氧化铁而呈红色,故也
• 3 •
»安全生产专业实务金属冶炼安全
称为赤泥)与溶液分离。与赤泥分离后的纯铝酸钠溶液(Na2o∙AUO3)经净化处理后, 分解析出氢氧化铝[Al(OH)3],氢氧化铝经过焙烧后变成氧化铝产品。碱法生产氧化铝 的基本过程如图1 -2所示。
铝矿石
碱处理卜....-........
铝酸钠浆液
分离
铝酸钠溶液 赤泥(Fe、Ti、Si等杂质)
分解分离
Al(OH)3 母液
]焙烧 ]蒸发
AbO3 循环母液---------
图1-2碱法生产氧化铝的基本过程
电解铝冶炼采用霍尔-埃鲁铝电解法。该方法由美国的霍尔和法国的埃鲁于1886年 发明。以氧化铝为原料、冰晶石(NasAlFf)为熔剂组成的电解质,在950 ~ 970 K的条件 下通过电解的方法使电解质熔体中的氧化铝分解为铝和氧,铝在碳阴极以液相形式析出, 氧在碳阳极上主要以二氧化碳气体的形式逸出。铝液通过真空抬包从电解槽内抽出,送至 铸造车间,在保温炉内经澄清或净化后,浇铸成铝锭或直接加工成线坯、型材等。电解铝 冶炼生产基本工艺流程如图1-3所示。
直流电 冰晶石氧化铝氟化盐炭素材料
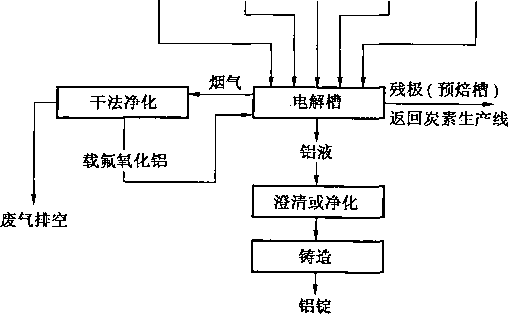
图1-3电解铝冶炼生产基本工艺流程
• 4 •
第一章概
述«
(二)铜生产工艺
铜冶炼技术的发展经历了漫长过程,包括火法冶炼技术和湿法冶炼技术。铜的火法冶 炼工艺一般包括熔炼和精炼等环节。铜的湿法冶炼技术一般包括浸出、萃取和电积等环 节。当前铜冶炼以火法冶炼为主,其产量占世界铜总产量的80%以上。特别是硫化铜矿, 基本上是采取火法冶炼。
铜熔炼作为铜冶炼工艺的重要环节,其常用技术有闪速熔炼技术和富氧吹炼铜技术。 其中:闪速熔炼技术是世界铜熔炼的主流工艺技术,成熟可靠、热强度高、单炉处理量 大、炉子寿命长、环保效果好。
粗铜的火法精炼分为氧化过程和还原过程。粗铜中多数杂质对O的亲和力大于Cu对 0的亲和力,且杂质氧化物在CU中的溶解度非常小,因此,通过精炼可以将铜矿中的杂 质去除。但在杂质氧化的同时,部分氧化铜也随之产生,因此,最终还需要通过还原得到 粗铜。
1.氧化过程(氧化除渣阶段)
空气进入铜熔体,首先与铜反应生成CuzO,再与其他金属杂质作用使杂质氧化,化 学反应如下:
Cu + O2---Cu2O
Cu2O + Me---► MeO+Cu
反应式中的Me代表金属杂质。
2.还原过程(还原得到阳极铜)
氧化除渣后铜液中的Clh0,用还原剂进行还原:
Cu2 0 + H2---► Cu + H2O
Cu2O + CO *■ Cu + CO2
Cu2O + C ► Cu + CO
还原剂有重油、天然气、液化石油气、木炭等。得到的阳极铜送电解车间进行电解 精炼。
|
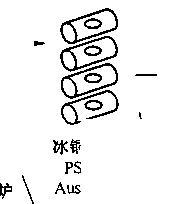
铜精矿熔炼: \ Outokumpu 闪速炉 \ Inco闪速炉,三菱 \ 炉 、 诺兰达炉,Isa∕AUSmeIt炉' Teniente转炉,瓦 钮可夫炉 COntoP炉,白银炉, 水口山炉 图1-4 |
冰铜吹炼J ■ S PS转炉\ 常规始极片工艺 烟气制酸 PC工艺 铜的现代强化熔炼工艺流程 • 5 • |

»安全生产专业实务金属冶炼安全
铜的电解精炼,是将火法精炼的铜浇铸成阳极板,用纯铜薄片作为阳极片,相间地装 入电解槽中,用硫酸铜和硫酸的水溶液作为电解液,在直流电的作用下,阳极上的铜和电 位较负的金属溶解进入溶液,而贵金属和某些金属(硒、硫)不溶,成为阳极泥沉淀于 电解槽底,溶液中的铜在阳极上优先析出(图1-4)。
第三节冶金安全生产特点
冶金企业具有规模大、工艺流程长、配套专业多、设备大型化、操作复杂、连续作业 等特点,这也决定了其在安全生产方面具备下述特点。
一、生产作业环境复杂
冶金企业生产场所既可能存在高温、高湿、噪声、粉尘,也可能存在易燃易爆、有毒 有害物质。冶金企业生产场所通常还配置有众多大型生产设备及连续化生产设备,且其中 还有相当数量的特种设备。
二、作业现场人员类型复杂
冶金企业生产场所作业人员除本单位在岗编制人员外,还可能包括临时工作人员、外 协人员及其他外来人员等。各类人员接受安全教育培训力度不同,对生产现场危险认识程 度不一,给安全管理带来较大难度。
三、危睑作业类别众多
冶金企业生产过程中,涉及检修作业、有限空间作业、动火作业、吊装作业、抽堵盲 板作业、高处作业、动土作业、断路作业等危险作业,具有时空立体交叉、动态控制困 难、事故多发等特点。
四、危险有害因素种类众多
冶金企业生产工艺流程长,涉及的专业多,作业连续性强,炉窑、塔器、管道与大型 机械纵横交错,作业空间狭窄,存在各种危险有害因素,容易引发中毒窒息、火灾、爆 炸、灼烫、高处坠落、触电、起重伤害、机械伤害等事故和尘肺病、噪声聋、职业性肿瘤 等职业病。
五、可能发生重特大人员伤亡事故
冶金企业生产场所危险源点多,且危险源的危害性大。例如,冶金生产高温冶炼过程 中产出的铁水、钢水危险性极大。罐体倾翻、泼溅、炉体烧穿导致铁水、钢水遇水爆炸, 可能引发重特大事故,造成重大经济损失。
六、可能引起次生安全事故
冶金企业主体生产系统对辅助系统的依赖程度较高,辅助系统故障极易诱发全局性生
• 6 •
第一章概
述«
产安全事故。例如,煤气是冶金生产的副产品和重要能源,生产和使用量大,作为燃料被 广泛使用。炼焦、炼铁、炼钢产生大量煤气,轧钢及其他辅助生产将煤气作为燃料,同 时,煤气管网分布区域广、周围环境复杂。如果煤气系统故障,极易导致主体生产系统瘫 痪,并引发次生安全事故。
• 7 •
»安全生产专业实务金属冶炼安全
第二章烧结和球团安全技术
第一节 烧结和球团工艺及设备设施概述
铁矿石经过开采和处理后得到的矿粉,不能直接进入高炉,必须将其制成具有一定粒 度的块矿,才能满足高炉冶炼的要求。另外,冶金工业生产中产生大量的粉尘和烟尘,为 保护环境和回收利用这些含铁粉料,也需要进行造块处理。
粉矿造块方法很多,应用最广泛的是烧结法和球团法。粉矿经造块后获得的烧结矿 和球团矿统称为人造富矿或熟料,具有优于天然富矿的冶金性能,入炉还原性好,有 合适的强度和较高的软熔温度。粉矿造块已成为钢铁冶金工业中不可或缺的重要生产 工序。
一、烧结工艺及设备设施
烧结是利用烧结机将添加一定数量燃料的粉状料或细粒料(如粉矿、精矿、熔剂及 综合利用料)进行高温加热,在不完全熔化的条件下烧结成块的过程,烧结成块的结矿 为烧结矿,为炼铁高炉提供冶炼的原料。
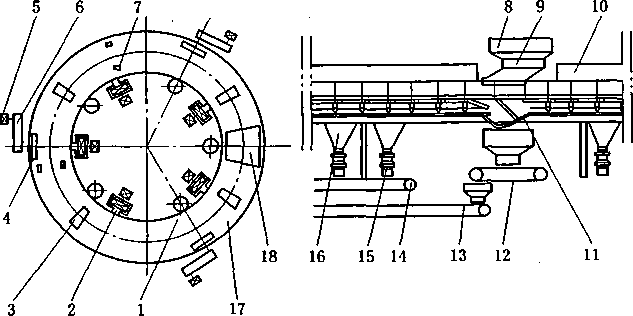
烧结方法按其送风方式和烧结特性不同,可分为抽风烧结、鼓风烧结和在烟气中烧 结;若按所用设备不同,可分为连续式带式烧结机烧结、环冷烧结机烧结、步进式烧结机 烧结、回转窑烧结、间歇式烧结盘烧结、烧结锅烧结和平地吹烧结等。现代烧结生产大多 采用带式烧结机抽风烧结工艺流程连续作业方式,典型的带式烧结机抽风烧结工艺流程如 图2 - 1所25。 注需魚费Q群:628721411
现代烧结生产大体上可分为原料准备(储料)和烧结两部分。老琳蹒⅝∕QQ: 863575556
原料准备(储料)包括含铁原料准备、熔剂破碎和燃料破碎。含铁原料(混匀 矿等)、石灰石、白云石、蛇纹石和焦粉等原料从原料场用带式输送机送到储矿槽中 储存。生石灰由专用的密封罐车运入厂内,经压缩空气压送至专用的生石灰槽中 待用。
烧结主作业线从配料开始,包括配料、混料、烧结、冷却及成品矿整粒等主要环节。 在烧结机上完成点火、燃料燃烧、传热和各种液相生成及冷却和再结晶过程。
典型的带式烧结机抽风烧结生产主要设备包括:原料准备设备(如翻车机、堆取料 机、破碎机、带式输送机等)、配料混合设备(如配料秤、圆盘给料机、圆筒混合机等)、 烧结设备(如烧结机、单辐破碎机、主抽风机等)、烧结矿成品处理设备(如环冷机、振 动筛等)及环境保护设备(如布袋除尘器、电除尘器等)。
• 8 •
第二章烧结和球团安全技术《
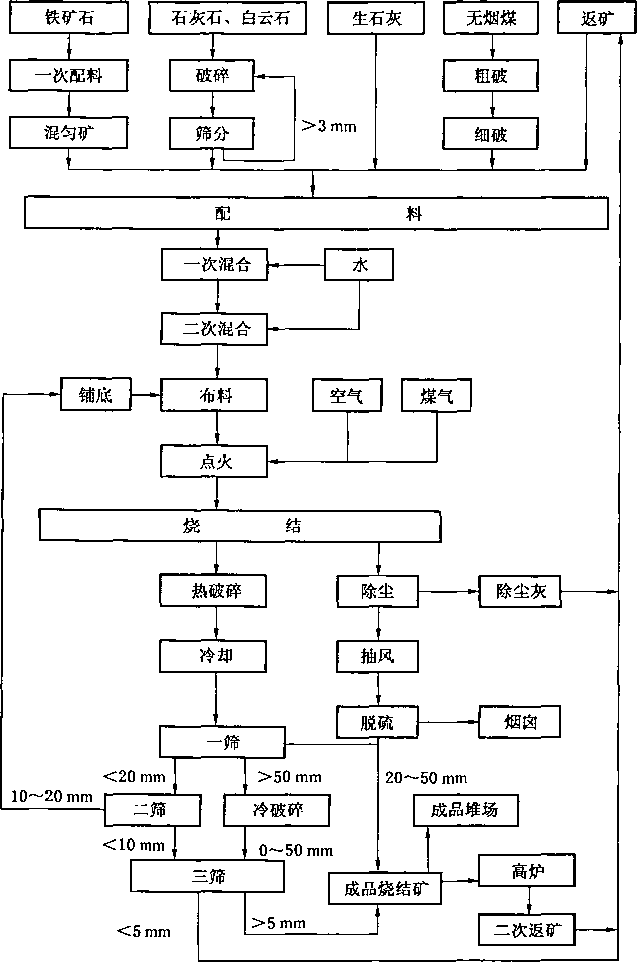
图2-1典型的带式烧结机抽风烧结工艺流程
二、球团工艺及设备设施
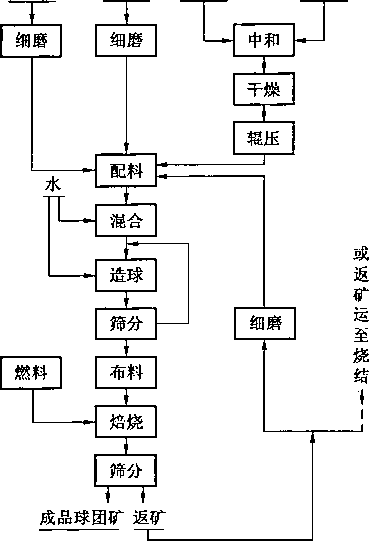
球团是将准备好的原料(细磨精矿或其他细磨粉状物料,添加剂或黏结剂等),按一 定的比例经过配料、混匀,在造球机上经滚动而制成一定尺寸的生球,然后采用干燥和焙 烧或其他方法使其发生一系列的物理化学变化而硬化固结。这一过程就叫做球团过程,这
• 9 •
» 安全生产专业实务.金属冶炼安全
种方法称为球团法。它所得到的产品称为球团矿。
根据球团矿固结温度等差异,球团法所得产品分为氧化球团矿、冷固球团矿、金属化
球团矿等。按照球团矿的碱度一般分为酸性球团矿和熔剂性球团矿。酸性球团矿与熔剂性
球团矿相比,前者在生产上不会引起操作上的困难,而且其品位高、强度也好,便于长途
运输;同时也由于大多数烧结厂生产高碱度烧 结矿,需要酸性球团矿配合使用以满足高炉冶 炼的要求,所以,目前世界各国仍以生产酸性 球团矿为主。球团法是一种高效的造块方法, 球团矿无论是在高炉、转炉或电炉中都能 使用。
目前铁矿球团法和烧结法一样,已经成为 人造富矿的主要方法之一,得到了广泛应用。 生产铁矿氧化球团矿,有竖炉法、带式焙烧机 法、链篦机-回转窑法3种工艺。后两种生产 工艺已成为主流工艺。
球团生产工艺过程由一系列的工序环节组 成(图2-2),这些工序环节按作业目的及其 工序特性构成了球团生产的三大阶段:原料准 备、生球制备及球团焙烧。原料准备包括原料 的接受、储存、干燥及其预处理等环节,生球 制备包括配料、混合、造球、生球筛分及返料 处理等环节,球团焙烧包括生球干燥、预热、 焙烧、均热、冷却等环节。
图2-2带式焙烧机工艺流程
带式焙烧机工艺生产设备主要包括:圆盘 给料机、配料秤、干燥窑、辐压机、混合机、
造球机、带式焙烧机、振动筛、风机及除尘器等,其中球团焙烧由带式焙烧机单台设备完 成。链篦机-回转窑工艺生产设备基本与带式焙烧机工艺相同,其区别为球团焙烧由链篦 机、回转窑、环冷机3台设备完成。
第二节 烧结和球团通用安全技术
一、烧结和球团通用的危险有害因素
烧结和球团都属于粉矿造块工艺,虽然产品不同,但工艺、设备特点相近,所以危险 有害因素及安全控制措施有相同的部分。
烧结和球团工艺涉及的主要危险有害因素有:机械伤害(如设备运行部位、设备检 修或故障处理时靠近或接触设备、进入设备内部检修时)、起重伤害(检修吊运物件时物 件坠落)、高处坠落(设备梯子、平台及吊装孔盖板部位等区域)、火灾(配电室、电缆
• 10 •
第二章烧结和球团安全技术«
通道、油库、液压站等区域)、触电(电气设备、工具及照明设施)、爆炸(焦炉煤气、 高炉煤气、转炉煤气)、中毒和窒息(有限空间作业)、粉尘(物料转运过程)及噪声 (风机运行区域)等。
二、烧结和球团设备通用的安全技术措施
(-)一般安全要求
(1)车间主要危险源或危险场所,应设有醒目的安全标志。安全色和安全标志应分 别符合《安全色》(GB 2893)和《安全标志及其使用导则》(GB 2894)的规定。
(2)直梯、斜梯、防护栏杆和平台,应分别符合《固定式钢梯及平台安全要求》 (GB 4053.1 -GB 4053.3)的有关规定;梯子踏板、平台底板、盖板及栏杆等完好、可 靠;人员通过或上下时应扶稳踩牢。
(3)通道、走梯的出入口,不应位于吊车运行频繁的地段或靠近铁道。否则,应设 置安全防护装置。
(4)水封槽和水沟上应设安全设施。
(5)装置、设备裸露的运转部分,应设有防护罩、防护栏杆或防护挡板。
(6)吊装孔应设置防护盖板或栏杆,并应设警示标志。
(7)行车及布料小车等在轨道上行走的设备,两端应设有缓冲器和清轨器,轨道两 端应设置电气限位器和机械安全止挡。
(8)厂房内、转运站、带式输送机通廊,均应设有洒水清扫或冲洗地面等设施。排 水沟、池应设有盖板,砂泵坑四周应设置安全栏杆。
(9)应建立操作牌、工作票制度以及停送电和安全操作确认制度。
(W)应建立严格的设备使用、维护保养和检修制度。
(II)设备检修或技术改造,应制定相应的安全技术措施。多单位、多工种在同一现 场施工时,应建立现场指挥机构,协调作业。
(12)进入设备内部检修作业时,设备人孔外部要有专人监护,作业后要对人员、工 具等进行清点,确认无误后方可撤离。
(13)进入有限空间作业时要保持充足的通风,并采取降温措施;有限空间照明用电 电压应小于或等于24 V,在潮湿容器或狭小空间电压应小于或等于12 V ;应佩戴便携式 氧气检测报警器,内部有煤气的要佩戴便携式一氧化碳检测报警器并提前检测一氧化碳 浓度。
(14)人员进入料仓捅料时,应系安全带,在作业平面铺设垫板,并应有专人监护, 不应单独作业。应尽可能采取机械疏通。
(15)在有粉尘、潮湿或有腐蚀性气体的环境下工作的仪表,应选用密闭式或防护型 的,并安装在仪表柜(箱)内。
(16)仪表系统的接地(包括保护接地、工作接地、屏蔽接地以及保安仪表接地等) 应符合国家有关规定。
(17)配电室、电缆室(电缆垂直通道),应设有烟雾火灾自动报警器、监视装置及 灭火装置,火灾报警系统宜与强制通风系统联锁;应采取防火墙、防火门间隔;油库、液
• 11 •
»安全生产专业实务金属冶炼安全
压站等区域应设置专门的防火设施。
(二)动力设施安全控制措施
(1)厂内煤气使用应遵守《工业企业煤气安全规程》(GB 6222)相关规定。
(2)厂内各种气体管道应架空敷设。易挥发介质的管道及绝缘电缆,不应架设在热 力管道之上。
(3)各燃气管道在厂入口处,应设总管切断阀。燃气管道不应与电缆同沟敷设,并 应进行强度试验及气密性试验。
(4)应有蒸汽或氮气吹扫燃气的设施,各吹扫管道上,应设防止气体串通的装置或 采取防止串通的措施。
(5)厂内使用表压超过0.1 MPa的油、水、煤气、蒸汽、空气和其他气体的设备和 管道系统,应安装压力表、安全阀等安全装置,并应采用不同颜色的标志,以区别各种阀 门处于开或闭的状态。
(6)管道的涂色和标识,应符合《工业管道的基本识别色、识别符号和安全标识》 (GB 7231)的规定。
(7)使用煤气,应根据生产工艺和安全要求,制定高、低压煤气报警限值标准。
(8)煤气管道应设有大于煤气最大压力的水封和闸阀;蒸汽、氮气闸阀前应设放散 阀,防止煤气反窜。
(9)煤气设备的检修和动火、煤气点火和停火、煤气事故处理和新工程投产验收, 应执行《工业企业煤气安全规程》(GB 6222)的相关规定。
(10)厂内供水应有事故供水设施。
(11)水冷系统应按规定要求经试压合格,方可使用。水冷系统应设流量和水压监控 装置,使用水压不应低于0. 1 MPa,出口水温应低于50 cC。
(12)最低气温在-5ρ以下的场所,对间断供水的部件或采取保温措施。
(三)厂区布置与厂房建筑安全技术措施
(1)新建的烧结、球团厂,应位于居民区及工业厂区全年最小频率风向的上风侧, 厂区边缘至居民区的距离应大于1000 mo
(2)烧结室和球团焙烧室的主厂房的配置,应与季节盛行风向相垂直。
(3)厂区办公、生活设施宜设在烧结机或球团焙烧机(窑)季节盛行风向上风侧 100 m以外。
(4)带式输送机通廊净空高度,一般不应小于2. 2m,热返矿通廊净空高度一般不应小 于2. 6 m。通廊倾斜度为6。~ 12。时,检修道及人行道均应设防滑条,超过12。时,应设踏步。
(四)电气安全及照明安全技术措施
(1)应执行国家有关电气安全的规定,并参照《电业安全工作规程(发电厂和变电 所电气部分)》(DL 408)的规定执行。
(2)产生大量蒸汽、腐蚀性气体、粉尘等的场所,应采用封闭式电气设备;有爆炸 危险的气体或粉尘的作业场所,应采用防爆型电气设备。
(3)电气设备(特别是手持式电动工具)的金属外壳和电线的金属保护管,应有良 好的保护接零(或接地)装置。
• 12 .
第二章烧结和球团安全技术《
(4)烧结机厂房、烟囱、竖炉等,应设有避雷装置。
(5)重油、煤粉等的金属罐区,应采取防静电措施。
(6)不应带电作业。特殊情况下不能停电作业时,应按有关带电作业的安全规定 执行。
(7)厂房自然采光和照明,应能确保作业人员工作和行走的安全。
(8)车间工作场所照明的选用,应遵守下列规定:
①在有腐蚀性气体、蒸汽或特别潮湿的场所,应采用封闭式灯具或防水灯具。
②在易受机械损伤和振动较大的场所,灯具应加保护网和采取防振措施。
③有爆炸危险的气体或粉尘的工作场所,应采用与环境分区一致的防爆型灯具。
(9)需要使用行灯照明的场所,行灯电压一般不应超过36 V,在潮湿的地点和金属 容器内,不应超过12 V。
(五)起重与运输安全技术措施
(1)起重机械的使用、维修和管理,应遵守《起重机械安全规程第1部分:总则》 (GB 6067.1)、《起重机械安全规程 第5部分:桥式和门式起重机》(GB 6067.5)和 《起重机 手势信号》(GB/T5082)的规定。
(2)起重机械应标明起重吨位,应装设卷扬限制器、行程限制器和启动、事故、超 载的信号装置。
(3)吊物不应从人员或重要设备上空通过,运行中的吊物距障碍物应在0.5 m以上。
(4)拆装吊运备件时,不应在屋面开洞或利用桁架、横梁悬挂起重设施。不应用煤 气、蒸汽、水管等管道作起重设备的支架。
(5)厂内运输应遵守《工业企业厂内铁路、道路运输安全规程》(GB 4387)的规定。
(6)铁道运输车辆进入卸料作业区域和厂房时,应有灯光信号及警示标志,车速不 应超过5 km∕ho
(7)带式输送机应符合《带式输送机安全规范》(GB 14784)规定。
(8)人员不应乘、钻和跨越带式输送机。
(六)职业卫生防护技术措施
(1)所有产尘设备和尘源点,应严格密闭,并设除尘系统。作业场所粉尘和有害物 质的浓度,应符合《工业企业设计卫生标准》(GBZ 1)、《工作场所有害因素职业接触限 值 第1部分:化学有害因素》(GBZ 2.1)、《工作场所有害因素职业接触限值 第2部 分:物理因素》(GBZ 2. 2)的规定。
(2)除尘设施的开停,应与工艺设备联锁;收集的粉尘应采用密闭运输方式,避免 二次扬尘。
(3)接触粉尘人员要严格按要求佩戴防尘口罩、眼罩等个人防护用品。
(4)对散发有害物质的设备,应严加密闭。
(5)工作场所操作人员每天连续接触噪声的时间、接触碰撞和冲击等的脉冲噪声,应 符合《工作场所有害因素职业接触限值第2部分:物理因素》(GBZ 2. 2)的规定。应积极 采取防止噪声的措施,消除噪声危害。达不到噪声标准的作业场所,作业人员应佩戴防护 用具。
• 13 .
»安全生产专业实务金属冶炼安全
(6)作业场所放射性物质的允许剂量,不应超过《电离辐射防护与辐射源安全基本 标准》(GB 18871)的标准。使用放射性核素时,应遵守《电离辐射防护与辐射源安全基 本标准》(GB 18871)的规定。
(7)使用放射性装置的部位或处所,周围应划定禁区,并设置放射性危险标志。
(8)使用放射性同位素的单位,应建立健全放射性同位素保管、领用和消耗登记等 制度。放射性同位素应存放在专用的安全储存场所。
第三节储料安全技术
-、工艺简介
由于烧结厂所处的地理位置、生产规模以及原料来源不同,所需原料的运输方式也不 尽相同。沿海地区、离江河较近的主要采用船运方式,不具备船运条件的则以陆运方式为 主,大中型烧结厂陆运烧结原料主要以火车运输为主,有的产品采用汽车运输。
烧结厂用料量大,品种多,而且一般远离原料产地,为了获得稳定的产品供应以满足 烧结连续生产,应设置原料场或原料仓库。
(-)原料中和
根据生产要求的原料配比,利用混匀设施将原料均匀堆置在料场内,铺成又薄又长的 料层,这种作业称为原料的平铺混匀作业,也称为原料的中和,经混匀后的原料混合物称 为混匀矿。
为缓解原料供应和生产用料的不平衡,保障输出原料成分的稳定,对于矿源远离钢铁 厂的大厂而言,往往建设混匀料场。根据料场建设情况可分为室内混匀料场和露天混匀 料场。
(二)熔剂破碎加工
烧结生产除对熔剂化学成分有要求外,对其粒度也有一定的要求,一般要求粒度为 O ~3 mm的含量不低于90%。通常在烧结厂使用的熔剂(石灰石或白云石)的粒度为0~ 40 mm,有时高达IOOmm,在配料前必须将熔剂破碎至生产所要求的粒度。
为了保证熔剂破碎产品的质量和提高破碎机生产能力,由破碎机和筛分机共同组成破 碎流程。一种为一段破碎与筛分组成闭路流程,筛下物为合格产品,筛上物返回与原矿一 起破碎;另一种为预先筛分与破碎组成闭路流程,原矿首先经过预先筛分,分出合格的粒 级,筛上物进入破碎机破碎后返回,与原矿一起进行筛分。
(三)燃料破碎加工
烧结厂常用的固体燃料有碎焦和无烟煤,其破碎流程是根据进厂燃料粒度和性质来确 定的,一般固体燃料要求0~3 mm的含量不低于70%。当进厂粒度小于25 mm时,可采 用一段四辐破碎机开路破碎流程;如果粒度大于25 mm,应考虑两段开路破碎流程,采用 对辑破碎机粗破,再采用四辑破碎机细破。
(四)原料运输 .
烧结厂的物料运输一般采用带式输送机,这种设备输送量大、投资省、易维护。此
• 14 .
第二章烧结和球团安全技术《
外,还有斗式提升机、板式输送机和链板式输送机等。随着科学技术的发展,在带式输送 机的基础上使用了气垫带式输送机和管状带式输送机,还有风动输送设备等。
二、安全技术注安VIP(课件+题库+小群)老姚微/Q:863575556
(-)储料设备主要危险有害因素及安全技术措施
原料储料设备设施分布广、人员比较分散、粉尘大、作业环境差,工人的劳动强度 大、易疲劳,存在诸多危险有害因素。原料储料设备主要有:翻车机、堆取料机、锤式破 碎机、对辐破碎机、四辎破碎机及带式输送机等。
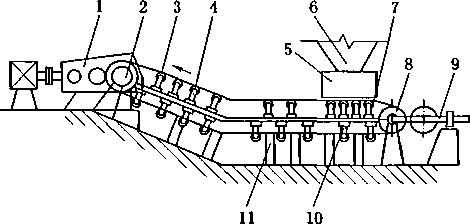
1.翻车机
翻车机是一种大型的卸车设备。它具有效率高、 耗电少等优点。翻车机分为转子式和侧翻式两种。翻 车机结构示意图如图2 - 3所示。
D翻车机主要危险有害因素
(1)在翻车机区域车辆进出频繁,易造成人员 碰撞伤害。
(2)翻车作业时,易发生机械碰撞伤害。
(3)矿槽算子磨损或缺失,易发生跌倒摔伤或 坠落伤害。
(4)处理捅槽堵料、粘料故障时,易发生风管 脱落伤人或物料飞溅伤眼的危险。
2)翻车机安全控制措施
(1)翻车机区域严格控制无关车辆、人员进入, 应设置火车进出的声光报警装置。
(2)翻车前,必须检查确认压车、靠车装置处 于松开状态,平台上下、矿槽内及运转部位无人和障 碍物;确认信号处于正常状态。
(3)翻车机作业时3 m以内范围及车皮内不得有 人;翻车时,二格挡矿墙两侧入口禁止站人。
(4)翻车完毕,必须切断电源开关;需进入翻 车机检查或处理故障时必须先停电。
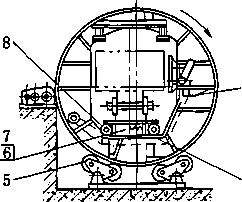
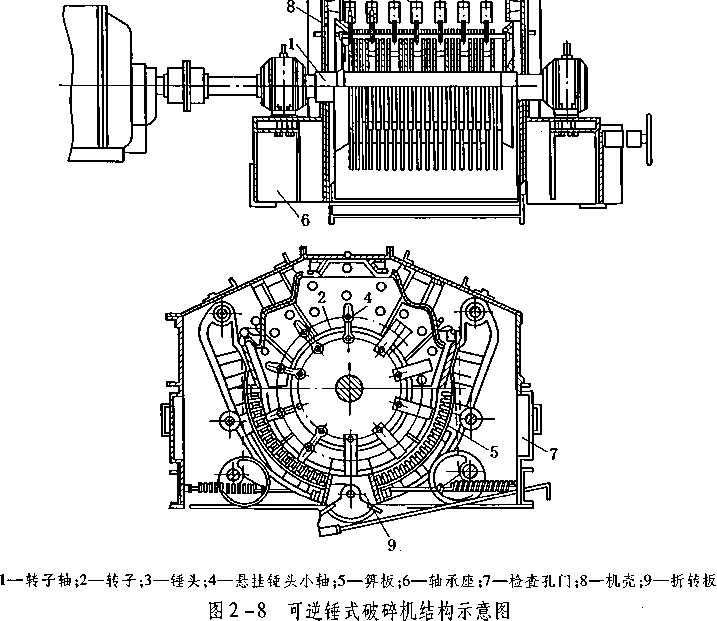
1—传动装置;2一齿圈;3-转子;4-滚圈; 5-托轮装置;6一压车装置;7一平台; 8一滚轮装置;9一摇臂机构; K)-弹簧装置
图2-3翻车机结构示意图
(5)进行检尺、取样时,必须先联系配车员,经允许后再上车工作,上下车皮必须 确认车皮搁置稳当,站稳扶好,轮架及摇枕复位时,必须确认手在安全位置;上下车皮手 要握紧爬梯,严禁在车帮上行走,防止滑跌。
(6)进行槽口清理作业时要对槽口算子进行检查确认,人员站立位置铺设垫板,防 止出现滑倒或踩空的危险。
(7)捅槽时,必须戴好防护镜,严禁图省事不搭跳板直接在隔板上作业,算板磨损 严重或缺失,必须先联系处理,严禁冒险作业。
(8)处理车皮掉道前,必须确认进车口已给红灯,在车皮未掉道一端轮下放上
• 15 .
» 安全生产专业实务 金属冶炼安全
铁锲。
(9)禁止在吊起的车皮下作业,"心盘"销子应使用长的棍棒拨直复位。
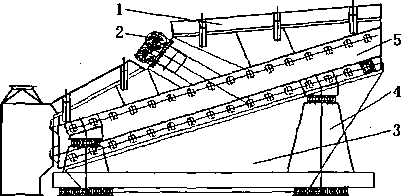
2.堆取料机
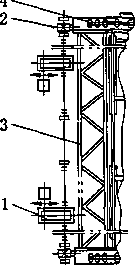
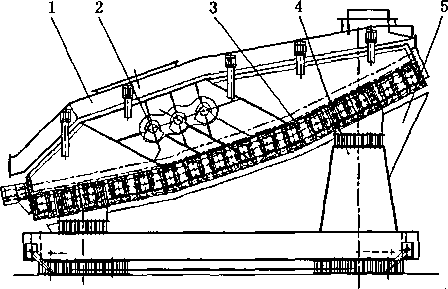
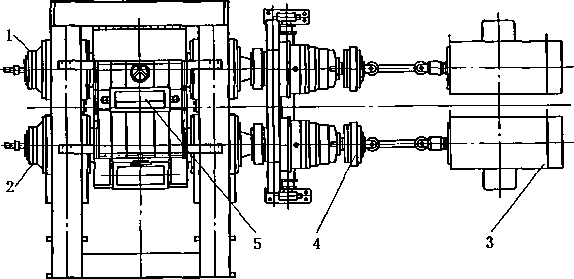
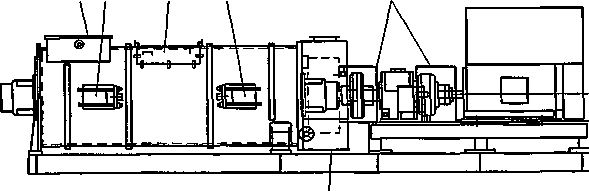
堆取料机是现代化工业大宗散状物料连续装卸的高效设备,已广泛用于钢铁厂散料存 储料场的堆取作业。按照功能不同可以分为堆料机(图2-4)、取料机(图2-5)、堆取 料机(图2-6)等。
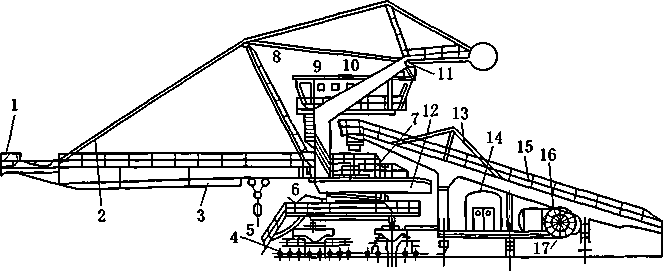
1 一卸料端;2一俯仰装置;3-悬臂梁装置;4一走行装置;5-悬臂带式输送机装置;6-门座架装置; 7一回转装置;8-支承梁架;9一司机室;10-配电室;U-润滑装置;12-门型旋转架装置; 13-尾车;14-变压器室;15-除尘装置;16-通信电缆卷筒装置;17-动力电缆卷筒装置 图2-4堆料机结构示意图
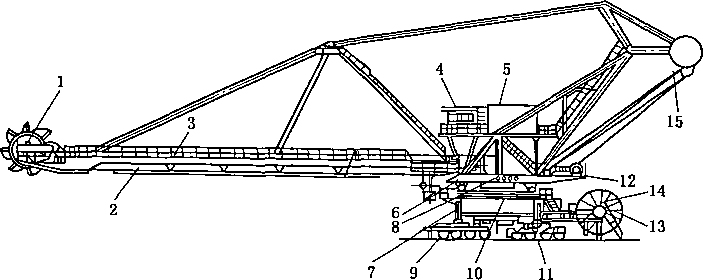
I-斗轮;2-前臂架;3-悬臂带式输送机;4一司机室;5-电气室;6一旋转架;7-门座架; 8一回转机构;9一前驱动合车;10-导料架;11一后驱动台车;12一变幅机构; 13一电机系统;14-电缆卷筒;15一平衡架 图2-5取料机结构示意图
1)堆取料机主要危险有害因素
(I)堆取作业时悬臂未抬升到足够距离就启动回转,存在机械伤害危险。
(2)堆取料机行走时存在被轨道轮轧伤和机架碰撞的危险。
16 .
第二章烧结和球团安全技术«
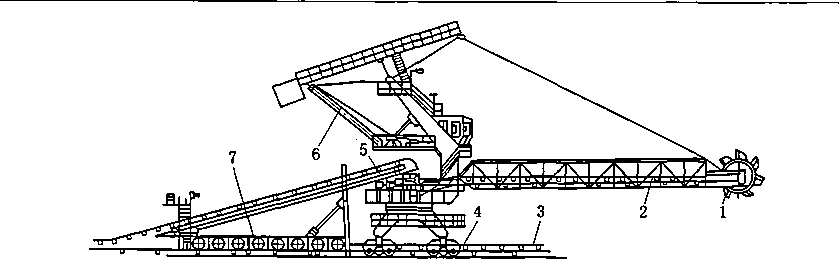
I-斗轮机构;2一悬臂带式输送机;3一主带式输送机;4一行走机构;
5一旋转机构;6一变幅机构;7-尾车架 图2-6堆取料机结构示意图
(3)作业中调整带式输送机时站位不当,动车悬臂梁摆动大,存在滑倒或摔伤危险。
(4)作业中,在悬臂头部观察物料堆积情况时由于悬臂晃动易发生人员摔倒或坠落 危险。
(5)设备运行中点检设备传动部位油位时存在润滑油溅出高温烫伤危险。
2)堆取料机安全控制措施
(O上下机车时,必须走安全通道,同时抓紧扶牢,严禁跨越带式输送机或从堆取 料机下部通过。
(2)堆取料机应具有以下安全保护装置,并应保证其有效:
①斗轮取料机构的机械式安全保护装置,回转机构的安全联轴器。
②俯仰机构的防止悬臂超速下降的保护措施及过载保护装置。
③电缆卷筒的过张力保护装置。
④在堆取料机输送线路“逆物流”前设置物流量过载保护装置。
⑤料斗的堵料报警装置。
⑥防止臂架与料堆相碰撞的装置。
⑦升降、回转和行走的限位装置和清轨器。
⑧停机或大风紧急情况时使用的夹轨装置。
⑨行走时的声光报警装置。
(3)堆取料机的行走轨道两端必须设有极限开关和安全装置,两车在同一轨道、同 一方向运行时相距不应小于5 mo
(4)在回转机构、仰俯机构及行走机构运行的极限位置应设置两极终端限位开关。
(5)开车前,首先松开夹轨器,确认无误后送电;下班停机或长时间离开堆取料机 时要切断机上总电源开关,并夹紧夹轨器。
(6)进行点检作业时要严格遵守以下4点:
①点检悬臂带式输送机运行状况时,必须在大车行走静止情况下进行,避免由于悬 臂晃动造成人员站立不稳,造成伤害。
②点检动力电缆时,不得在电缆带电的状况下用手摸查电缆是否破损。
• 17 •
»安全生产专业实务金属冶炼安全
③点检钢丝绳时,不得靠近卷扬传动部位,以免造成卷入伤害。
④点检传动部位油位时,必须在机械静止状况下进行。
(7)堆取作业时悬臂抬升到足够距离后再启动回转。
3.锤式破碎机
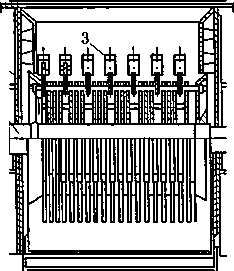
烧结厂石灰石和白云石破碎时所用的破碎机多为锤式破碎机,它具有产量高、破碎比 大、单位耗电量小和易维护等优点。锤式破碎机按转子旋转方向不同分为不可逆式破碎机 (图2-7)和可逆式破碎机(图2-8)两种。可逆式破碎机作业率高,锤头倒向使用寿 命长,且能保证较好的破碎效率。目前,烧结厂较普遍使用可逆式锤式破碎机。
1一条筛;2—架体;3—格板;4-转子;5—单通轴承;6-贯通轴承;7-弹性联轴器;8-电动机 图2-7不可逆锤式破碎机结构示意图
D锤式破碎机主要危险有害因素
(1)破碎机壳体破损或人孔门封闭不严,存在物料飞出伤人危险。
(2)处理破碎机堵料故障存在物料飞溅和塌落伤人危险。
(3)清理除铁器杂物时,存在机械伤害危险。
2)锤式破碎机安全控制措施
(1)设备开机前要确认机壳完好无破损及人孔门封闭严密。
(2)用风管处理破碎机堵料故障时,要戴好防护眼镜;严禁人员在破碎机下部出口 捅料。
(3)清理电磁铁杂物时,必须先停带式输送机,再停磁铁电源,严禁直接用手拉拽 电磁铁吸附的铁器。
4.燃料破碎设备
目前,国内烧结厂用于固体燃料破碎的设备有对辑破碎机(图2-9)、四辐破碎机
• 18 .
第二章烧结和球团安全技术《
(图2-10)、反击式破碎机(图2-11)。对辎破碎机是二段破碎流程中常见的用于粗破 的设备,四辐破碎机一般用于细破。
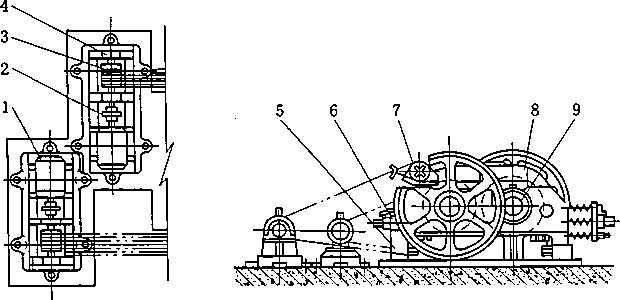
1—电动机;2-齿轮联轴器;3—小胶带轮;4-轴承座;5-架体部; 6-活动轴承部;7一切削部;8-罩子;9一報子
图2-9对辎破碎机结构示意图
• 19・
»安全生产专业实务金属冶炼安全
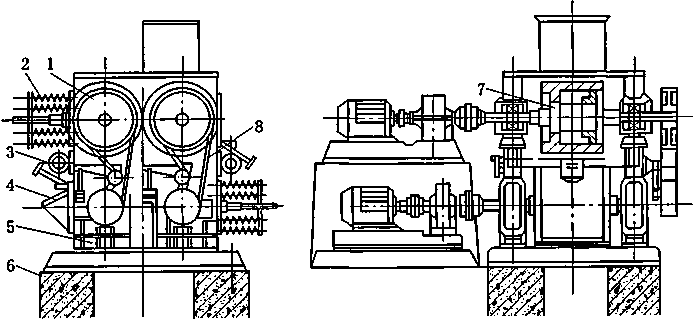
I—揺子;2-调整螺杆;3-液压机构;4—车提机构;5一下料槽;
6—混凝土基础;7-辎轴;8—传动皮带
图2-10四掘破碎机结构示意图

1—电动机;2-联轴器;3-机体;4-前反击板;5-转子;6-后反击板 图2-11反击式破碎机结构示意图
燃料破碎设备的危险有害因素及安全技术措施与锤式破碎机相同。
5.带式输送机
≡費 Q 群」628721411
⅛∕⅛i 863575556
带式输送机具有基建投资省、运输量大、工作可靠、操作方便、转向灵活、维护便捷
等特点,它的使用范围相当广泛,可作为冶金、煤炭、化工、电力、交通运输等部门的运 输设备。适用于运输密度为0∙5 ~2.5 t/n?的各种块状、颗粒状、粉状散料或成件物品,
是烧结厂物料运输的最主要运输设备。图2 -12所示为带式输送机结构示意图。
D带式输送机主要危险有害因素
(1)带式输送机通廊内照明不足,行走通道内有散料或杂物,易造成滑倒摔伤事故。
(2)带式输送机两侧防护栏杆及转动部位防护罩缺失,拉绳开关等保护装置失灵, 易造成机械绞伤事故。
(3)带行走小车的带式输送机在小车走行中,人员擅自进入行程区域或手脚放在轨 道上,易发生机械伤害事故。
(4)输送带压料打滑,未查原因,图省事不扒料,向头轮塞异物,强行运转,易发
• 20・
第二章烧结和球团安全技术«
1-驱动机构:2-头轮;3-输送带;4-上托報;5—导料拦板;6—漏斗; 7-缓冲托辑;8一尾轮;9-螺杆张紧装置;10一下托輾;U-支撑架 图2-12带式输送机结构示意图
生机械伤害事故。 .
(5)检查托轮、输送带时,直接用手拨弄或身体部位伸入输送带二层等,易发生机 械伤害事故。
2)带式输送机安全控制措施
带式输送机系统应采用具有监视、操作、控制和保护功能的工业控制计算机系统。带 式输送机应安装下列安全装置:输送带打滑、跑偏及溜槽堵塞的探测器;机头、机尾自动 清扫装置;倾斜带式输送机的防逆转装置;紧急停机装置(两侧通行时,两侧均应安 装);自动调整跑偏装置;所有转动和活动部位安全防护装置。带式输送机卸料小车应设 夹轨器,其轨道两端应有限位开关。带式输送机安全防护装置应设专人定期检查和校验, 并应在整个寿命周期内保持安全防护水平不下降。维修时临时拆除或移位的安全防护装置 在维修完成后应及时复原。
带式输送机支架高度应使输送带最低点距地面不小于0.4 m,通廊两侧人行通道净宽 不应小于0.8 m,单侧人行通道则不应小于1. 3 m。沿输送机走向每隔50 ~ 100 m应设一 个过桥,过桥走台平面的净空高度应不小于1. 6 m。带式输送机的传动装置、机头、机尾 和机架等与墙壁的距离不应小于1 m。机头、机尾和拉紧装置应有防护设施。带式输送机 侧面的人行道倾角大于6。时,应有防滑措施;大于12。时,应设踏步。采用长溜槽运料, 应设防堵振料装置。需人工清扫的溜槽,上部应设平台,以利于操作安全。带式输送机通 廊,应设置完整、可靠的通信联系设备和足够照明,并应设有消防设施。封闭式带式输 送机通廊,应根据物料及扬尘情况设除尘设备,并保证带式输送机与除尘设备联锁 运转。
带式输送机宜加罩。未加罩的应在机架两侧的下列地点设置钢制挡板:人工挑拣杂物 处,除铁器下需要人工拣出铁物处,起落输送带分流器及清扫溜槽处,人工跑盘及人工采 样处,其他经常有人操作的地方。
带式输送机应执行以下安全操作规程:
(1)正常情况下应采用联动开、停机操作方式,特殊情况可手动操作,但必须严格
执行下道工序运行后方可启动,上道工序停转后方可停机的制度。
• 21 .
》安全生产专业实务金属冶炼安全
(2)开车前应认真检查带式输送机所属部件是否齐全、完好,转动部位是否有障 碍物卡住,电气设备接地是否良好,发现问题,应及时处理。发出声响信号后方可 开车。
(3)开车后要按时检查电动机、减速机、辑筒轴承运转是否正常,输送带是否跑偏、 过载,发现异常情况,应迅速采取措施。
(4)运行中无特殊情况,不允许重负荷停车。
(5)输送带运转时,禁止站在机架上进行铲料、打水、捅料等作业。
(6)处理输送带压料、堵料时,清理、更换托辐、辐筒、机架等时,应停机挂检修 指示牌,并有专人监护。
(7)处理输送带打滑、倒转时,严禁用棍棒、扫把、破布等填塞传送轮,应及时停 机处理。
(8)在进行机械、电气维修时应断开电源,以确保输送机无法启动,并挂检修指 示牌。 "
(9)严禁人员在带式输送机上行走、躺卧或骑坐。在没有跨越梯时,不得跨越带式 输送机。
(二)储料安全通用技术措施
(1)原料场应有下列设施:工作照明和事故照明;防扬尘设施;车辆运行的警示标 志;行走机械的主电源,采用电缆供电时应设电缆卷筒;采用滑线供电时,应设接地良好 的裸线防护网,并悬挂明显的警示牌或信号灯;原料场设备设施应设置防电击、雷击安全 装置。
(2)原料场卸车设施和中和混匀设施的检修,应遵守下列规定:
①检修作业区域设明显的标志和灯光信号。
②检修作业区上空有高压线路时,应架设防护网。
③检修期间,相关的铁道设明显的标志和灯光信号,有关道岔锁闭并设置路挡。
(3)原料仓库应符合下列要求:
①堆料高度应保证抓斗吊车有足够的安全运行空间,抓斗处于上限位置时,其下沿 距料面的高度不应小于0. 5 m0
②应设置挡矿墙和隔墙。
③容易触及的移动式卸料漏矿车的裸露电源线或滑线,应设防护网,上下漏矿车处 应悬挂警示牌或信号灯。
④粉料、湿料矿槽倾角不应小于65。,块矿矿槽不应小于50。。采用抓斗上料的矿 槽,上部应设安全设施。
(4)职业危害防护:储料生产过程中的职业病危害因素主要是粉尘、噪声。
①粉尘。从原料翻车、卸料、堆料、取料到运输,整个生产过程都会产生粉尘。粉 尘可通过呼吸道、眼睛和皮肤等进入人体,易造成尘肺等呼吸系统疾病。
②噪声。噪声主要来源于破碎机、振动筛、风机等生产设备运转。长期接触噪声可 引起人的听力下降甚至造成噪声性耳聋,还可引起神经衰弱、消化不良等疾病。
• 22 •
第二章烧结和球团安全技术《
第四节烧结安全技术
一、工艺简介
烧结工艺流程包括配料、混合制粒、烧结、成品整粒等工序。
(-)配料
配料是指按烧结矿的质量指标要求和原料成分,将各种原料(含铁料、熔剂、燃料 等)按一定比例配合在一起的工艺过程。
(二)混合制粒
混合制粒是将配料配好的各种物料进行混合,在混合的过程中添加必要的水分,使混 合料润湿、造球的工艺。一般采用两次混合工艺。一次混合的目的是将配好的烧结混合料 混匀并加水润湿;二次混合主要是对已润湿混匀的烧结混合料进行造球并补加水分,提高 烧结混合料的透气性。有的烧结厂还采用三次混合工艺,一是进一步制粒,二是进行固体 燃料二次添加,以达到改善烧结混合料透气性和降低燃料消耗的目的。有的还采用造球盘 制粒,实施小球烧结。
(三)烧结
通过布料将混合料平铺在烧结机台车上,用气体或液体燃料对烧结料表面点火,使烧 结料中的固体燃料被点燃,并在抽风条件下自上而下继续燃烧,烧结料在高温的条件下产 生一系列物理化学反应,产生一定量的液相,在液相冷却、结晶后形成烧结饼。
(四)成品整粒
成品整粒是通过热破碎、冷却、冷筛分及成品运输等工艺将烧结饼进行冷却、整粒分 级。粒度为5 ~50 mm的部分为成品烧结矿,其中,分出粒级为10 ~ 20 mm的部分作为铺 底料,粒度小于5 mm的为返矿。
二、安全技术
(-)烧结主要设备危险有害因素辨识及安全控制技术
烧结工艺涉及的机械设备多,生产过程中采用高炉煤气或焦炉煤气点火,在主抽风机 运转产生高负压作用下生产高温的烧结矿,还涉及蒸汽、压缩空气等能源介质。生产过程 中存在诸多危险有害因素。
烧结主要设备包括:混合机、烧结机、环式冷却机(简称环冷机)、抽风机、成品振 动筛和除尘器等。
1.混合机
圆筒混合机是烧结生产中用于混合料混匀和制粒的主要设备。设备部件包括筒体、托 轮装置、齿轮传动装置、挡轮装置、进料端漏斗及密封罩、出料端漏斗及密封罩、加水 (蒸汽预热)装置等。图2-13所示为圆筒混合机结构示意图。
1)混合机设备危险有害因素辨识
(1)混合机托辐上部安装有喷油系统,在该区域行走存在滑跌摔伤的危险。
• 23 •
»-安全生产专业实务 金属冶炼安全
I-加水装置;2-出料端漏斗及密封罩;3一防护罩;4-挡轮装置;5-筒体;
6—齿轮传动装置;7-托轮装置;8一进料端漏斗及密封罩
图2-13圆筒混合机结构示意图
(2)检修进入筒体内部清理粘料或检修作业,存在多种危险因素:
①筒体内湿滑,易发生摔伤。
②筒体内有蒸汽管道与喷头,易发生烫伤。
③筒体内壁粘料,易造成人员砸伤。
④筒体内属于受限空间,存在窒息、中暑的危险。
⑤电焊作业时存在触电危险。
⑥筒体内存在生石灰、除尘灰等粉尘,易造成人员皮肤、眼睛等部位烧伤,并易导 致作业人员罹患尘肺病。
2)混合机设备安全控制措施
(1)对混合机托辐点巡检时应注意区域地面油污,对接油盒定期进行清理。
(2)进入筒体内部作业要确认周边环境安全状态,采取有效安全措施:
①注意观察筒体粘料情况,将顶部不牢固的粘料先捅下来。
②注意确认筒体内壁的湿滑、积水情况,行走时要踩稳。
③注意确认加水装置、蒸汽预热装置的位置,防止磕碰、烫伤。
④筒体内使用电焊、电动工具等要保证绝缘措施到位。
⑤进入筒体前要戴好防尘面罩及防护眼镜,防止粉尘对身体的伤害。
⑥在筒体内作业时执行有限空间安全措施。
⑦清理筒体内部粘料措施:
a)照明、通风设备要到位。
b)先清理浮料、松散料。
c)人员站在粘料的侧面清理,严禁人员站在顶部粘料的正下方。
d)安排人员互保,随时注意筒体上部粘料的状态,做到及时提醒。
e)清理一部分粘料后需要微动转车时,人员、工具必须撤出,转车后等筒体停稳人 员才可进入继续作业,同时在混合机托圈与托辐之间打木楔以防止筒体溜车。
2.烧结机
烧结的目的是将铁矿粉进行造块,为高炉提供优质的人造富矿。按照烧结设备和供风
• 24 .
第二章烧结和球团安全技术《
方式的不同,可分为鼓风烧结、抽风烧结和烟气中烧结。抽风烧结又分为连续式和间歇式 烧结。连续式烧结设备有带式烧结机和环式烧结机等。目前,大多数烧结厂采用带式烧结 机抽风烧结。带式烧结机主要由主电机、柔性传动装置、头部星轮装置、烧结机轨道及骨 架、风箱装置及烟道系统、台车、尾部星轮移动架、点火炉装置、铺底料装置、圆辐给料 装置、辐式布料装置、单辐破碎设备及料仓结构等构成。带式烧结机配置示意图如图2-14所示。
1 2 3
ΛΛ
ΛΛ
8
八
9
10
抽风机■
双层卸灰阀
:3
I
t
j
¥
£
一大烟道
八八
Λ
7Vw∖
3
f
81驯嘿驟聶晶
敲料皮带
I-头部星轮;2-柔性传动;3-铺底料装置;4—圆瓶给料装置;5—辑式布料器;6一点火器; 7-主驱动电动机;8一台车;9-风箱装置;10-机尾移动架装置;11-机尾移动架配重 图2-14带式烧结机配置示意图
1)烧结机危险有害因素辨识
(1)煤气管道及管道阀门、煤气排水器、烧结机头部点火器等煤气区域存在煤气泄 漏中毒的危险。
(2)煤气管道及烧结机点火炉存在煤气爆炸的危险。
(3)烧结机圆辎给料机、烧结机台车、烧结机尾部框架结构及尾部星轮、单辑破碎 机密封罩及料仓、烧结机风箱支管及大烟道等区域存在高温烫伤的危险。
(4)烧结机台车区域存在运行的车轮碾压伤害危险。
(5)检修更换台车存在台车撞击伤害危险。
(6)处理单辑故障进人设备内部作业存在高处台车上的悬料落下砸伤的危险。
(7)大烟道属于有限空间,检修进入大烟道作业存在中暑、窒息和煤气中毒的危险。
(8)生产中处理大烟道灰斗堵料存在被吸入的危险。
2)烧结机安全控制措施
(1)煤气区域。烧结机点火器使用焦炉煤气或高炉煤气作为点火燃料,在烧结生产 或检修过程中易造成煤气泄漏。因此,煤气区域应满足以下要求:
• 25 •
»安全生产专业实务金属冶炼安全
①煤气加压站和煤气区域的岗位,应设置监测煤气泄漏显示、报警、处理应急和防 护装置。
②进入煤气区域要携带便携式一氧化碳检测报警器,确认一氧化碳含量在安全状态 下才允许进入作业。
③烧结机煤气总管设置煤气切断阀及眼镜阀,并应安装在进入烧结机主厂房前的露 天区域。
④定期对煤气排水器工作情况进行检查,发现问题及时处理。
⑤点火器操作与检修应遵守下列规定:点火器应设置空气、煤气比例调节装置和煤 气低压报警及自动切断装置;烧嘴的空气支管应采取防爆措施;点火器检修应先切断煤 气,打开放散阀,用蒸汽或氮气吹扫残余煤气;烧结机点火之前,应进行煤气爆发试验, 点火时附近禁止明火,在烧结机点火器的烧嘴前面,应安装煤气紧急事故切断阀;清理火 嘴时,必须站在火嘴上风向,以防煤气中毒;检查维护点火器必须两人以上配合操作,确 认煤气阀门已关闭,炉内温度降至60七以下时才能进入炉膛,指定一人监护并确保与外 部有有效的联系信号;关火、点火、检修等煤气作业严格遵守《工业企业煤气安全规程》 (GB 6222)的要求。
⑥煤气泄漏应急处置:发现煤气泄漏者第一时间必须向中控室报告,中控室立即将 煤气、空气阀门远程关闭,并向上级报告。由专人组织该区域相关人员撤离并疏散到警戒 线以外安全地带,组织人员戴好空气呼吸器,佩戴便携式一氧化碳检测报警器,备好灭火 器,搜寻现场未疏散人员,并在现场设置警戒线。如有人中毒应将人员搬至安全区域救 治,等待医护人员救援。
(2)圆辐区域。矿槽内的混合料内有蒸汽,混合料温度最高能到70 P ,在该区域作 业要采取以下措施:
①处理矿槽蓬料、卡料时要关闭蒸汽阀门,戴好防护面罩、眼镜等工具,防止烫伤 或眼睛伤害。
②处理矿槽仓壁粘料时,要先在仓内灌一部分返矿,在返矿料面与粘料平齐或稍低 于粘料后,人员才能进入矿槽内部清理,做到清理一部分后排出一部分,再清理再排出, 直至清理完毕,每次排料前人员要从矿槽内撤出。
(3)烧结机台车区域。在台车运行及检修过程中应注意以下6点:
①台车运行过程中严禁踩踏或接触烧结机轨道轨面。
②尽量避免在线补充算条,采用更换台车的方式解决料面窟窿问题。
③更换台车应采用专用吊具,并有专人指挥,更换栏板,添补炉算条等作业,应停 机、停电进行。
④生产过程中短暂停机更换台车时要避免直接接触台车,防止烫伤。
⑤检修处理算条或隔热件时要关闭风箱翻板阀,并确认翻板关严,解决上下交叉作 业的安全隐患。
⑥检修过程中转动台车前要确保台车运转区域人员撤离。
(4)在单辑区域处理故障及检修过程要采取以下措施:
①接触单辑密封罩或进入密封罩内作业要采取隔热措施,避免皮肤直接接触设备造 • 26 .
第二章 烧结和球团安全技术 《
成烫伤。
②进入密封罩内之前要确认烧结机尾星轮上的台车上没有悬料,如有悬料,必须将 悬料处理掉,确保不会塌落。
③清理内部积料时,口罩、眼镜、防尘帽等防护用品要齐全,领口、袖口要系好, 防止物料接触身体造成烫伤,通风、照明设备要到位,脚下要垫好隔热木板。
④检修进行算板小车拉入、拉出作业时,人员要撤离卷扬钢丝绳区域,避免钢丝绳 断开时造成甩伤事故。
(5)烟道区域。处理灰斗堵料或检修进入烟道作业时要采取以下措施:
①生产中处理灰斗堵料或悬料时严禁打开灰斗卸灰阀上侧的人孔直接捅料,可以将 两层卸灰阀中间的小门打开,打开上阀,用长钎子向上逐步捅料。
②检修进入烟道内作业执行有限空间安全措施。
③检修过程严禁单人进入烟道内部。
④烟道内部检修作业要确认上方风箱翻板阀关闭,尽量避免烧结机台车添补算条作 业与烟道作业同时进行。
3.环冷机
从机尾卸下的烧结饼温度为750 ~ 800七,需要冷却到150七以下,才有利于运输和 高炉的冶炼。冷却方式有机上冷却和机外冷却。机外冷却最常见的是带式冷却机(简称 带冷机)和环冷机。大型烧结工艺冷却多采用鼓风环冷机(图2-15)。
I-挡轮;2-鼓风机;3一台车;4一摩擦轮;5-电动机;6-驱动机构;7一托轮;8-破碎机 下溜槽;9—给矿斗;10-罩子;11 -曲轨;12-板式给矿机;13-运料皮带; 14一卸灰皮带;15-卸灰阀;16-灰斗;17-摩擦盘;18一卸料斗
图2-15鼓风环冷机结构示意图
1)环冷机危险有害因素辨识
环冷机和带冷机的危险有害因素基本相同,本书以环冷机为例来介绍。
(1)生产中在环冷机内外环作业时存在高温粉尘及热风灼烫的危险。
• 27 •
»安全生产专业实务金属冶炼安全
(2)环冷机运行中存在车轮碾压伤害危险。
(3)检修进入给料斗、卸料斗内或区域范围内的台车内部存在高温烫伤危险。
(4)向内环吊运备件时存在撞击伤害危险。
2)环冷机安全控制措施
(1)生产中在环冷机内外环作业时要将风帽、领口、衣袖及裤脚等系紧,戴好防护 眼镜,防止吹过来的料渣烫伤。
(2)巡检观察时,严禁脚踏设备轨道。
(3)检修进入给料斗、卸料斗内或区域范围内的台车内部时采取有效的防烫措施。
(4)向环冷机内环吊运备件时,要采用对讲机沟通指令,人员撤离吊运区域。
(5)进入给料斗内检修作业要确认料斗上部无悬料,上下交叉作业时作业面之间要 有封闭隔离措施。.
4.抽风机 .
烧结的风机主要采用叶片单级式、尺寸大型化、高功率、高电压、中等转速的离心式 抽风机,起到提供助燃空气,使烧结料中的固体燃料充分燃烧,强化烧结,提高烧结生产 率的作用,同时将烧结过程中产生的各种气体经烟道、除尘器后由烟囱排出。抽风机主要 由电机、联轴器、风机转子、机壳、风门调整机构、润滑系统构成。图2-16所示为抽风 机传动示意图。
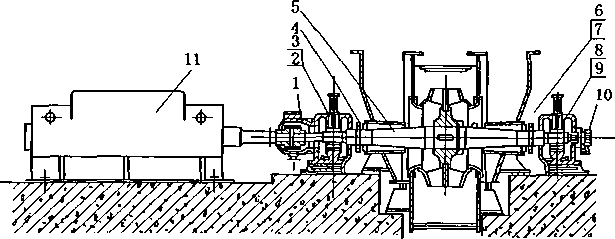
1-联轴器;2一支承轴承箱;3-支承轴承;4-风扇;5-转子;6—密封;7一端盖;
8-止推轴承箱体;9一止推轴承:10一轴头齿轮油泵:11 —电动机 图2-16抽风机传动示意图
1)抽风机危险有害因素辨识
(1)风机厂房内存在噪声伤害。
(2)进入风机厂房和检修进入风机机壳内部存在煤气中毒危险。
(3)接触风机机壳及进出口风道存在高温烫伤危险。
(4)在主抽风机高压带电体周围作业,存在电击伤害危险。
2)抽风机安全控制措施
(ɪ)在风机厂房作业应戴防噪耳塞及便携式一氧化碳检测报警器。
(2)主抽风机室应设有一氧化碳等有毒气体浓度的检测报警装置。
28 •
第二章烧结和球团安全技术《
(3)检修进入风机机壳内部必须佩戴便携式一氧化碳检测报警器和氧气报警器。
(4)进入风机机壳及进出口风道内作业要先确认机壳温度降到允许范围内。
(5)主抽风机室高压带电体的周围应设围栏,地面应敷设绝缘垫板。
5.成品振动筛
成品振动筛在烧结工艺过程中主要起到分级整粒的作用,即将冷却后的烧结饼料分成 大小成品、铺底料和返矿,铺底料和返矿返回烧结流程重新进行烧结,大小成品输送至高 炉。振动筛按振动轨迹可分为直线振动筛、圆振动筛和椭圆振动筛等。成品振动筛大多采 用直线振动筛(图2-17)和椭圆振动筛(图2-18)。
I-除尘罩;2-激振器;3—漏斗;4-隔振架;5-筛箱 图2-17直线振动筛
1-除尘罩;2-激振器:3-筛箱:4一隔振架;5一漏斗 图2-18椭圆振动筛
1)成品振动筛危险有害因素辨识
(1)在成品振动筛区域作业存在高温烫伤危险。
(2)运行中检查筛面布料情况存在物料砸伤危险。
(3)检修进入筛箱作业存在滑倒或跌落危险。
(4)处理进出口料库堵料存在物料砸伤危险。
2)成品振动筛安全控制措施
• 29 •
» 安全生产专业实务 金属冶炼安全
(1)在成品振动筛区域作业要采取防高温烫伤措施。
(2)检查筛面布料情况时严禁将身体的任何部分探入密封罩内。
(3)成品振动筛筛板面为斜面,检修进入筛箱内作业时要采取有效的防滑措施,筛 箱内空间狭小,更换筛板、激振器等备件时要防止磕碰。
(4)处理料库堵料时可采取振打或是用长钎子捅料等方式,禁止身体探入料库内或 在筛箱内料库下方直接捅料。
6.除尘器
烧结过程产生的粉尘较多,根据实际情况采用不同的除尘器进行除尘,按照除尘机理 主要分为机械除尘器(重力沉降室、惯性除尘器和旋风除尘器)、过滤式除尘器(布袋除 尘器和颗粒层除尘器)、湿式除尘器(低能湿式除尘器和高能文氏管除尘器)、电除尘器、 电袋复合除尘器等。最常用的是脉冲布袋除尘器(图2-19)和电除尘器(图2-20)。
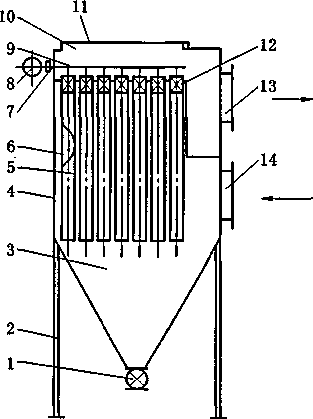
1-卸灰阀;2-支架;3-灰斗;4-箱体;5-滤袋;6一袋笼;7—电磁脉冲阀;8-储气罐;
9-喷管;10-清洁室;U-顶盖;12一环隙引射器;13-净化气体出口; 14—含尘气体入口 图2-19脉冲布袋除尘器结构示意图
D除尘器危险有害因素辨识
(1)运行中处理灰斗堵料存在被吸附危险。
■(2)烧结机机头电除尘器、烧结机机尾布袋除尘器和脱硫布袋除尘器的烟气温度在 100~200K之间,作业时存在高温烫伤危险。
(3)烧结机机头电除尘器和脱硫布袋除尘器烟气腐蚀性较强,在除尘器顶部作业存 在顶部塌陷坠落危险。
(4)烧结机机头电除尘器和脱硫布袋除尘器烟气中有煤气,存在火灾、爆炸危险; 检修进入除尘器箱体存在中毒和窒息危险。
• 30 •
第二章烧结和球团安全技术《
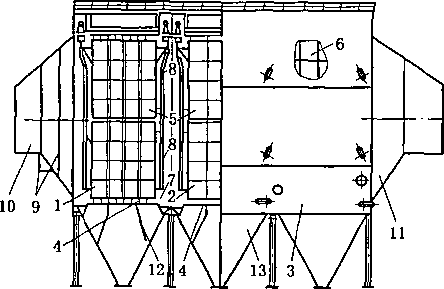
I-第一电场;2-第二电场;3-第三电场;4一收尘极板;5-芒刺型放电线;6-星形放电线; 7一收尘极振打装置;8-放电极振打装置;9—进口气流分布板;10-进口喇叭管; Il-出口喇叭管;12一阻流板;13—贮灰斗 图2-20电除尘器结构示意图
(5)除尘器箱体内部属于有限空间,存在中暑、中毒和窒息危险。
(6)检修处理灰斗内仓壁粘料,存在粘料脱落砸伤危险。
(7)电除尘作业存在电击伤害危险。
(8)检修进入电除尘内部摘除或更换阴极线存在高空坠落危险。
(9)检修进入电除尘器保温箱作业存在中暑危险。
2)除尘器安全控制措施
(1)运行中处理灰斗堵料身体不要靠近灰斗,应使用长钎子或风管捅料,并戴好防 护眼镜。
(2)在烧结机机头电除尘器、烧结机机尾布袋除尘器及脱硫布袋除尘器等高温除尘 器区域作业要采取防高温烫伤措施。
(3)在烧结机机头电除尘器、脱硫布袋除尘器顶部及内部作业前,先检查确认设备 本体及内部结构的腐蚀情况,在强度满足要求的前提下才允许作业。
(4)除尘器箱体内作业执行有限空间安全措施。
(5)电除尘器检修前要确认停电并将高压发生器对地完全放电。
(6)电除尘器正常生产中,严禁进入高压隔离柜、保温箱等危险区域,严禁擅自开门。
(7)进入电除尘器保温箱进行绝缘套管、瓷瓶清扫作业时,要做好现场通风和监护。
(8)烧结机机头电除尘器和脱硫布袋除尘器应设有防火防爆装置。
(二)烧结安全通用技术措施
(1)烧结平台上不应乱堆乱放杂物和备品备件,每个烧结厂房烧结平台上存放的备 用台车,应根据建筑物承重范围内准许5 ~ 10块台车存放。载人电梯不应用作检修起重工 具,不应有易燃和爆炸物品。
(2)烧结工艺中的燃料加工系统,其除尘设施不应使用电除尘器,应使用布袋除 尘器。
• 31 •
» 安全生产专业实务 金属冶炼安全
(3)烧结面积50 n?以上的烧结机应设置中间过桥,烧结机台车旁应设观察平台。
(4)烧结机双烟道烟囱底部应设隔墙,防止窜烟。
(5)职业卫生防护方面:
烧结生产过程中的职业病危害因素主要是粉尘、物理因素(噪声和高温)、化学毒物 及放射性物质。
①粉尘。从烧结原料翻车、卸料到配料、混合、烧结及破碎、冷却、筛分和返矿运 输等,整个生产过程都会产生粉尘。
②物理因素。噪声主要来源于破碎机、振动筛、风机等生产设备运转以及物料在生 产过程中对设备的撞击,是持续性稳态噪声。
高温主要存在于烧结机、单辎破碎机、冷却机、筛分系统及成品运输机等岗位。高温主 要影响人体体温调节、水盐代谢的生理功能,可引起中暑。此外对人体的消化系统、神经系 统、心血管系统等也有影响。高温危害的防控主要有:有效隔热、通风降温及个体防护等。
③化学毒物。供给烧结机点火用的煤气在使用中如存在管道、闸阀的泄漏,则会导 致工人急性一氧化碳中毒。
④放射性物质。有部分钢铁厂烧结生产过程中利用核子秤等放射性密封源自动对物 料质量进行检测,存在放射性辐射危害。
第五节球团安全技术
一、工艺简介
球团工艺包括熔燃制备、预配料、干燥、辐压、配料、混合、造球、焙烧和成品分级 等工序。
(-)熔燃制备.
燃料和熔剂一般进厂粒度都比较大,为了满足球团生产的需要,必须进行细磨。燃料 和熔剂细磨后的粒度都要求为-200目(小于0.074 mm)大于95%。
(二)预配料
预配料就是根据配料要求的球团矿的品位,通过计算,将使用的各种铁精矿按照比例 进行给料,完成铁精矿的预先配料。
(三)干燥
球团厂生产用铁精矿一般都是由选矿厂脱水后供应的。但精矿含水量都比造球适宜水 分高,因此球团厂要采取措施控制水分才能达到良好的造球效果。干燥设备一般选用圆筒 干燥机。
(四)⅛L压
铁精矿原料的粒度较粗,不符合造球工艺对原料的要求,一般选用高压辐磨机对原料 进行辐压,以增加物料的比表面积,改善原料的成球性能。铁精矿经过辐压处理,比表面 积增加300 ~500cm2/g,并且精矿颗粒多为针状、片状、条状颗粒,在造球过程中引起的 搭桥式机械咬合力,提高了生球的强度。
• 32 .
第二章烧结和球团安全技术《
(五)配料
配料就是根据高炉要求的球团矿化学成分,通过计算,将使用的各种原料按照比例进 行给料。
(六)混合
原料混合的主要目的是将配合料中各组分仔细的混匀,从而得到成分均一的混合料。 只有均匀的混合料才能保证造球过程稳定,降低黏结剂用量,才能生产出质量均匀的球 团矿。
(七)造球
造球又称滚动成型,细磨物料在造球设备中被水润湿后,通过机械力和毛细水的作用 而成球,并且由于存在毛细引力、颗粒之间的摩擦力及分子引力等,使生球具有一定的机 械强度。
(八)焙烧
焙烧球团矿包括生球干燥、预热、焙烧、均热和冷却5个阶段。生球干燥阶段进行的 主要反应是蒸发生球中的水分。预热阶段的主要反应是磁铁矿氧化成赤铁矿,碳酸盐矿物 分解,硫化物的分解和氧化,以及某些固相反应。焙烧阶段的主要反应有铁氧化物的结晶 和再结晶,晶粒长大,固相反应以及由此而产生的低熔点化合物的熔化,形成部分液相, 球团矿体积收缩及结构致密化。均热阶段主要目的是使球团矿内部晶体长大,尽可能使它 发育完整,使矿物组成均匀化,消除一部分内部应力。冷却阶段将球团矿的温度冷却到运 输皮带可以承受的温度。
(九)成品分级
冷却后的球团矿通过振动筛分出一部分大于9 mm粒级的成品作铺底、边料用,其他 的成品球团矿用成品带式输送机系统转运至高炉矿槽,也可通过带式输送机运送至料场 堆存。
二、安全技术
(-)球团主要设备危险有害因素辨识及安全控制技术
球团工艺涉及的机械运转设备多,使用煤气高温焙烧,特种设备多,同时存在煤粉、 天然气等易燃易爆物质,生产过程中存在诸多危险有害因素。
球团主要设备包括:干燥窑、辐压机、立式磨煤系统、混合机、造球机、链篦机-回 转窑-环冷机或带式焙烧机、抽风机、成品振动筛和除尘器等。其中抽风机、成品振动筛 和除尘器设备与烧结工艺中的相关设备相同,其危险因素及安全控制措施见烧结部分。
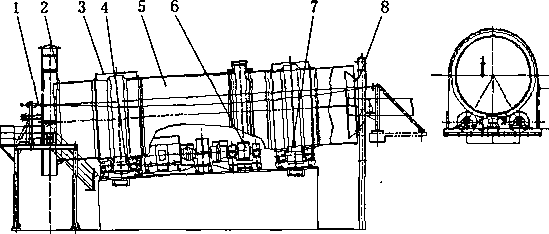
1.干燥窑
干燥窑是球团生产中用于铁精矿干燥的设备。设备部件主要包括燃气炉、窑体、托轮 装置、齿轮传动装置、引风机、布袋除尘器等。图2-21所示为干燥窑结构示意图。
D干燥窑危险有害因素辨识
(1)煤气管道及阀门、煤气排水器、煤气炉点火器等煤气区域存在煤气泄漏造成中 毒的危险。
(2)煤气管道及煤气炉点火器存在煤气爆炸的危险。
• 33 •
» 安全生产专业实务 金属冶炼安全
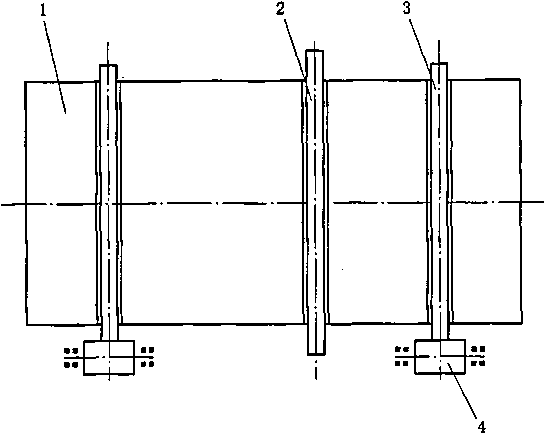
1一筒体;2一齿圏;3一托轮圈;4一托轮 图2-21干燥窑结构示意图
(3)干燥窑托轮装有润滑油盒,在该区域行走存在滑跌摔伤的危险。
(4)托轮抹油和打楔时,未使用专用工具,或手扶托轮,可能造成人体卷入、夹碾、 挤压伤害。
(5)液压系统泄漏,高压液压油喷出,可能造成人身伤害。
(6)检修进入筒体内部清理粘料或检修作业,存在多种危险因素:
①窑内积料未排净,可能造成物料坍塌砸伤人事故。
②筒体内属于有限空间,存在窒息、中暑、煤气中毒的危险。
③电焊作业时存在触电危险。
④检修人员在干燥窑或燃气炉温度较高时进入,可能造成灼烫事故。
(7)干燥窑为高温生产设备,高温生产存在多种危险因素:
①干燥窑周边堆放易燃易爆物品,可能引燃易燃易爆物品,引起火灾、爆炸事故。
②操作人员在干燥窑附近作业,与之接触不当可能导致灼烫事故。 蠶羅需
③点火时,操作人员站在燃气炉炉门或补风阀前,可能导致爆燃喷火伤人。 J
④干燥窑燃气炉周边温度高,人员长期处于该区域将对操作人员的身体健康造成 影响。
2)干燥窑安全控制措施
(1)煤气区域:干燥窑点火器使用焦炉煤气或高炉煤气作为点火燃料,在生产或检 修过程中易造成煤气泄漏事故。煤气设备的检修和动火、煤气点火和停火、煤气事故处理 和新工程投产验收,应执行《工业企业煤气安全规程》(GB 6222)的相关规定,煤气设备
628721411
863575556
• 34・
第二章烧结和球团安全技术《
生产应执行煤气区域安全控制措施。
(2)干燥窑托轮抹油和打楔时,要使用专用工具,严禁手扶托轮。
(3)对干燥窑托轮点、巡检时注意地面油污,对地面油污定期进行清理。
(4)进入筒体内部作业要确认周边环境安全状态,采取有效安全措施:
①注意观察筒体粘料情况,对顶部不牢固的粘料应先捅下来。清理筒体顶部不牢固 粘料及筒体内部粘料,必须采取可靠的安全措施。
②筒体内使用电焊、电动工具等要保证绝缘措施到位。
③进入筒体前要戴好防尘面罩及防护眼镜,防止粉尘对身体的伤害。
④在筒体内作业时执行有限空间安全措施。
⑤干燥窑温度低于60七时,检修人员方可进入。
(5)干燥窑液压系统发生泄漏,严禁用手触摸或封堵。
(6)干燥窑燃气炉点火,操作人员严禁面对炉门或补风阀,以免爆燃喷火伤人。
(7)燃气炉周边温度高,该区域应采取以下防火措施:
①干燥窑周边禁止堆放易燃易爆物品。
②定期检查干燥窑燃气炉周围高温区域的设备设施,防止过热发生火灾。
③润滑系统发生泄漏及时处理,防止油遇热着火。
④液压站内禁止堆放易燃易爆物品,严禁吸烟和动火。
2.辐压机
球团生产对原料的粒度及粒度组成有严格要求,高压辐磨机普遍用于球团原料的细 磨。高压辎磨机是在传统辐机的基础上改进而成的,通过给活动辐施以高压使得边界受约 束的物料通过两个相向转动的辐子受挤碎产生细粒级。高压辑磨机主要由工作辐、传动系 统、压力系统、机架、给料和排料装置、控制系统组成。图2-22所示为辐压机结构示 意图。
I一定褪;2-动辎;3-电机;4一传动装置;5-下料口 图2-22報压机结构示意图
1)辐压机危险有害因素辨识
• 35 •
» 安全生产专业实务 金属冶炼安全
(1)辑压机运转中,操作人员打开辑压机检查门或外盖,物料可能溅出伤人;人员 接触运转中的辑子,可能造成人体卷入、夹碾、挤压、碰撞伤害。
(2)液压系统泄漏,高压液压油喷出,可能造成人身伤害。
(3)处理辐压机堵料存在物料砸伤危险。
2)辐压机安全控制措施
(1)褪压机正常运转时传动部位严禁有人靠近,严禁打开辐压机检查门或外盖,用 手或物接触运转中的辑子。
(2)液压系统发生泄漏,严禁用手触摸或封堵。
(3)处理辐压机堵料时应采取长轩子捅料等方式,禁止身体探入防护罩内或在辑压 机下方直接捅料。
3.立式磨煤系统
球团生产系统中,回转窑喷煤或物料配加使用的煤粉由立式磨煤系统制备。立式磨煤 系统配套设备:收集器、排粉风机、燃气炉、立式磨煤机和全封闭电子皮带秤等。
1)立式磨煤系统危险有害因素辨识
(1)煤气管道及阀门、煤气排水器、燃气炉点火器等煤气区域存在煤气泄漏造成中 毒的危险。
(2)煤气管道及燃气炉点火器存在煤气爆炸的危险。
(3)检修时,立式磨煤系统交叉作业多,上层平台的工具、物件放置在边缘,因外 力作用产生运动,可能造成物体打击伤害。
(4)进入磨煤机检修,磨煤机上方有粘料,可能造成塌料伤人。
(5)磨煤机内部属于有限空间,存在窒息、中暑、煤气中毒的危险。
(6)立式磨煤系统燃气炉为高温生产设备,高温生产存在的危险因素与干燥窑燃气 炉相同。
(7)生产中,立式磨煤机排渣门处物料外溢,人员接触可能造成灼伤事故。
(8)立式磨煤机制备煤粉过程中存在火灾爆炸危险:
①烟煤存贮时间过长(如球团或制粉系统故障停车),可能蓄热自燃,造成火灾 事故。
②制、喷煤粉过程控制不当(干燥气流温度高或流量大,导致煤粉过热;原料投入 量过少;系统内氧含量过高等),煤粉可能发生爆炸事故。
③煤粉外溢或取样带出时,未立即清扫,车间内有煤或煤粉堆积,可能造成火灾 事故。
④开机前未认真检查,煤粉仓、袋式收尘器易堵塞部位及输送设备内部有煤粉及杂 物,可能导致火灾爆炸事故。
⑤开车前未先启动排风机,将袋式收尘器及管道中的易燃易爆气体排出,可能导致 爆炸事故。
2)立式磨煤系统安全控制措施
(1)煤气区域:立式磨煤系统燃气炉使用焦炉煤气或高炉煤气作为点火燃料,在生 产或检修过程中易造成煤气泄漏事故。煤气设备的检修和动火、煤气点火和停火、煤气事
• 36 .
第二章烧结和球团安全技术《
故处理和新工程投产验收,应执行《工业企业煤气安全规程》(GB 6222)的相关规定,煤 气设备生产应执行煤气区域安全控制措施。
(2)进入磨煤机检修时,应确定磨煤机上方是否有粘料,防止垮塌伤人,并与上下 岗位联系好,停电并挂上"禁止启动”的标志牌,设专人监护。
(3)立式磨煤系统燃气炉温度低于60霓时,检修人员方可进入;检查煤粉喷吹设备 时,应使用铜质工具。
(4)立式磨煤系统燃气炉点火,操作人员严禁面对炉门、泄爆口或补风阀,以免爆 燃喷火伤人。
(5)立式磨煤系统燃气炉周边温度高,该区域生产应采取防火措施。
(6)立式磨煤机生产的煤粉易燃易爆,生产中应采取有效安全措施:
①如果煤粉由于偶然原因外溢或取样带出时,要立即清扫,车间内禁止有煤或煤粉 堆积。
②立式磨煤机开机前,应检查煤粉仓、袋式收尘器易堵塞部位及输送设备内部有无 煤粉及杂物;开机前应先启动排风机,将袋式收尘器及管道中可能产生的易燃易爆气体全 部排出。
③立式磨煤机生产中,磨煤机出口气体温度应保持在合适温度范围内,不能过高, 注意煤粉细度及水分,减少过粉磨或过烘干现象,当喂煤量过高或过低时,应严格监视各 点工艺操作参数,防止磨煤机出口温度过高等现象发生。
④立式磨煤机停机后,应把磨煤机、袋式收尘器及输送设备的煤粉全部排空;磨煤 机停车后,应立即停主排风机,关闭袋式收尘器入口调节阀及风机(主排风机)入口阀 门。长时间停机,原煤仓、煤粉仓要排空。
⑤生产中,当袋式收尘器出口气温迅速上升,判断袋式收尘器内着火,应立即紧急 停止立式磨煤系统,停止主排风机,关闭袋式收尘器进、出口调节阀,向袋式收尘器内喷 入氮气;磨煤机内着火,立式磨煤系统应紧急停车,严禁打开仓顶各人孔门、观察孔等进 行灭火,向仓内喷入氮气或生料粉,直到控制火情,严禁在未采取任何措施情况下轻易将 燃烧的煤粉排出仓外。
⑥煤在罐内贮存的时间:烟煤不应超过5 h,其他煤种不应超过8 h。罐体结构应能 保证煤粉从罐内完全自动流出。贮煤罐中的煤尘温度应低于70 K ,并应有温度记录和超 温、超压警报装置。煤粉仓罐应设充惰气设施。
⑦煤粉仓应设温度计、一氧化碳检测器、氧气含量检测器;喷煤系统中所有设备、 容器、管道上的防静电接地保护装置应保持良好状态;煤粉燃烧器和煤粉输送管道之间, 应设有逆止阀和自动切断阀;煤粉罐及输送煤粉的管道应有泄爆孔,泄爆孔的朝向应考虑 泄爆时不致危及人员和设备。
4.混合机
原料混合的主要目的是将配合料中各组分仔细地混匀,从而得到成分均一的混合料, 球团矿质量的好坏在很大程度上取决于混合料中各组分分布的均匀性。目前,我国球团大 多用轮式混合机和强力卧式混合机混匀物料。强力混合机为水平圆筒混合机,筒体为固定 卧式圆筒,内装特殊设计的安装在实心轴上的混合耙,混合耙在圆筒中随轴做高速运转,
• 37 .
»安全生产专业实务金属冶炼安全
使物料产生剧烈运动。图2 - 23所示为强力卧式混合机结构示意图。
1 2 3 2 5
4
I—装料端;2-检查盖;3—人孔门;4一卸料装置;5一驱动装置 图2-23强力卧式混合机结构示意图
1)混合机危险有害因素辨识
(1)混合机运转中,操作人员打开筒体检查盖,易造成人体卷入、夹碾、挤压、碰 撞伤害。
(2)混合机粉尘含膨润土等极细微粒,除尘效果不佳时,烟尘泄漏,作业人员长期 接触,可能导致罹患职业病。
(3)进入混合机内部检修作业,存在多种危险因素:
①筒体内湿滑,易发生摔伤。
②筒体内属于有限空间,存在窒息、中暑的危险。
③电焊作业时存在触电危险。
2)混合机安全控制措施
(1)混合机运转时严禁操作人员打开筒体检查盖。
(2)混合机下料口等扬尘点应设除尘设施,并保证除尘设施正常投入使用。
(3)进入筒体内部作业要确认周边环境安全状态,采取有效安全措施:
①注意确认筒体内壁的湿滑、积水情况,行走时要踩稳。
②筒体内使用电焊、电动工具等要保证绝缘措施到位。
③在筒体内作业时执行有限空间安全措施。
④人员进入混合机作业,需采取措施防止筒体溜车。
5.造球机
造球是细磨物料在造球设备中被水湿润,借助机械力的作用而滚动成球的过程。目前 球团生产主要采用圆盘造球机和圆筒造球机进行造球。圆盘造球机是一个带边板的平底钢 质圆盘,工作时绕中心线旋转。它的主要构件是:圆盘、刮刀、给水管、传动装置和支撑 机构。图2-24所示为圆盘造球机示意图。
1)造球机危险有害因素辨识
(1)清理球盘积料时,因物料在盘内偏重带动球盘,可能造成传动部分突然动作而 伤人。
• 38 •
第二章烧结和球团安全技术«
1-圆盘;2-齿圈;3-主轴;4-端盖;5一机座;6一较链;7—液压千斤顶;8一洒水喷嘴;9一传动齿轮 图2-24圆盘造球机结构示意图
(2)更换造球机刮刀,拆卸或安装刮刀棒时,上下交叉作业,可能导致工具、刮刀 棒掉落伤人。
(3)造球机生产过程中扬尘多,操作人员长期未采取良好的防护措施在造球区域工 作,可能造成粉尘影响健康问题。
(4)造球区域湿气较重,气温高的夏季,造球机区域通风不畅,可能导致操作人员 闷热中暑。
(5)造球盘运行过程产生噪声和振动,操作人员长期接触该区域可能引起听觉系统 受损和其他身体系统的损伤;振动则易引起人体患振动病、引起脚部的伤害及神经系统 损害。
2)造球机安全控制措施
(1)清溜料板粘料时,严禁触及转动部位,严禁逆球盘旋转方向铲料。
(2)清理造球盘下方积料时,应使用专用耙子,严禁进入球盘下方清料。
(3)清理球盘积料时,应保证球盘传动部位区域内无人作业,防止因物料在盘内偏 重带动球盘,造成传动部分突然动作而伤人。
(4)更换造球机刮刀前,应先将跳板搭好,扎牢。拆卸或安装刮刀棒时,应由两人 以上相互配合作业,应保证站位牢靠,同时应防止工具、刮刀棒掉落伤人。
(5)操作人员进入造球区域工作,应戴防护耳塞,应禁止人员长期在噪声及振动区 域工作。
• 39 •
» 安全生产专业实务 金属冶炼安全
6.链篦机
链篦机是链篦机-回转窑球团法生产工艺的专用履带式热工设备,其作用是将合格生 球依次经过鼓风干燥段、抽风干燥段区域和预热段区域,从而完成脱水、预热、氧化过 程,之后经铲料板送入回转窑中。图2-25所示为链篦机结构示意图。
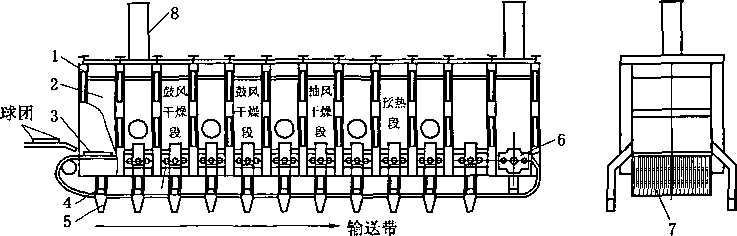
1一机架;2一上罩;3-运行链;4一风箱;5-灰箱;6-主传动;7-篦板;8—烟囱 图2-25桂篦机结构示意图
1)链篦机危险有害因素辨识
(1)煤气管道及阀门、煤气排水器、链篦机烧嘴等煤气区域存在煤气泄漏造成中毒 的危险。
(2)煤气管道及烧嘴存在煤气爆炸的危险。
(3)链篦机运转或检修过程中,操作人员更换篦板,可能造成烫伤或绞伤。
(4)链篦机为高温生产设备,生产过程中存在以下6种危险因素:
①链篦机篦条、尾部框架结构及星轮、烟罩、风箱支管及大烟道等区域存在高温烫 伤的危险。
②正常生产时,检查孔未封闭,链篦机压力异常,喷热烟气,操作人员与之接触可 能导致烫伤事故。
③处理异常情况时,操作人员面对蒸汽管、高温水管、有热源的孔、口,可能导致 烫伤事故。
④生产过程中,操作人员卸灰或处理下料口堵料时防护不当,或在易脱落高温球的 位置下方作业时,可能导致烫伤事故。
⑤链篦机周边堆放易燃易爆物品,若厂房内通风不良,厂房内温度过高,可能引燃 易燃易爆物品,引起火灾、爆炸事故。
⑥气温高的夏季,链篦机区域通风不畅或隔热效果不好,将对操作人员的身体健康 造成影响。
(5)链篦机烟尘中二氧化硫含量较高且具有毒性,吸入过量二氧化硫会导致中毒。
(6)链篦机大烟道属于有限空间,检修进入大烟道作业存在中暑、窒息和煤气中毒 的危险。
• 40 .
. 第二章 烧结和球团安全技术《
(7),部分链篦机进料口使用放射线料位仪,若使用过程中密闭不严、未有效隔离、 人员距离放射源过近等可能造成人员放射线辐射伤害。
(8)检修时,人员进入链篦机烟罩,存在耐火材料掉落伤人危险。
2)链篦机安全控制措施
(1)煤气区域:链篦机烧嘴使用焦炉煤气或高炉煤气作为点火燃料,在生产或检修 过程中易造成煤气泄漏事故。煤气设备的检修和动火、煤气点火和停火、煤气事故处理和 新工程投产验收,应执行《工业企业煤气安全规程》(GB 6222)的相关规定,煤气设备生 产应执行煤气区域安全控制措施。
(2)链篦机单个烧嘴的煤气管道应装有快速切断阀;突然停电、停风,烧嘴的煤气 管道与氮气管道应有可靠的程序安全联锁。
(3)链篦机预热段观察孔、人孔应有封堵煤气措施。
(4)链篦机正常运转时传动部位严禁有人靠近,严禁进入围栏内,用手直接捡篦床 上的杂物;尽量避免在线更换篦条。
(5)链篦机为高温作业区域,该区域作业应采取以下措施:
①链篦机各段温度低于60 K时,检修人员方可进入,进入前先确认侧墙、顶无坍塌 迹象。
②卸灰或处理下料口堵料时,防止烫伤,禁止在脱落高温球的下方作业。
③处理异常情况时,严禁面对蒸汽管、高温水管、有热源的孔、口,检查或处理顶 部故障时,严禁踩踏耐火材料顶部。
④生产中各检查孔要关闭,防止火焰烧伤。
⑤生产中严禁篦板沾水,防止蒸汽伤人。
⑥链篦机厂房应保证通风良好,厂房内禁止堆放易燃易爆物品。
⑦定期检查链篦机周围高温区域的设备设施,防止过热发生火灾,润滑系统发生泄 漏及时处理,防止油遇热着火。
(6)链篦机生产中发生异常正压喷烟气时,禁止在该区域长期停留,防止吸入过量 二氧化硫。
(7)检修过程严禁单人进入烟道内部,检修进入烟道内作业执行有限空间安全措施。
(8)链篦机放射源使用中应严格密闭,设置有效隔离设施;放射源周围应挂警示牌, 禁止人员靠近放射源。放射源按职业卫生防护要求管理。
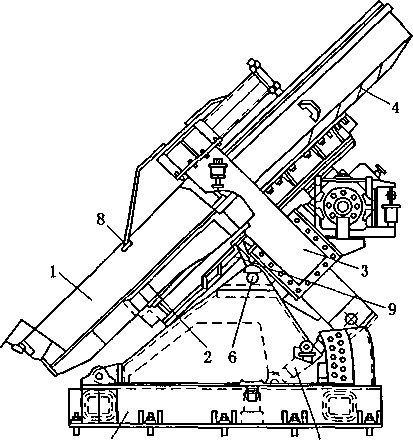
7.回转窑
回转窑是对散状物料或浆状物料进行加热处理的一种回转圆筒形的燉烧设备,在链篦 机-回转窑球团生产系统中用于完成氧化球团的焙烧工序。
回转窑是一个带有一定斜度倾斜安装在支承装置上的薄壁圆筒,由传动装置带动其缓 慢转动。经链篦机预热的球团从窑的进料端(窑尾)加入,由于筒体倾斜安装,窑内物 料在沿周向翻滚的同时沿轴线移动,从窑尾缓缓地流经整个筒体,在卸料端(窑头)排 出筒体,燃料从窑头喷入窑内高温区(1250 ~ 1350七)燃烧,并向窑尾流动,热烟气与 物料逆向流动。物料在筒体内翻转和移动的过程中,同时进行高效率热交换和复杂的物理 化学变化,完成物料的焙烧过程。图2-26所示为回转窑结构示意图。
• 41 •
»安全生产专业实务金属冶炼安全
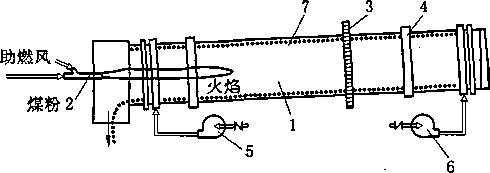
I—简体,2-喷枪:3-齿圈;4—托轮圈;5-容头冷却风机;6-窑尾冷却风机i 7-耐火窑衬 图2-26回转窑结构示意图
1)回转窑危险有害因素辨识
(1)部分厂矿回转窑中央烧嘴使用焦炉煤气点火,煤气管道及阀门、煤气排水器、 点火器等煤气区域存在煤气泄漏造成中毒的危险。
(-2)回转窑烧嘴煤气压力低熄火或点火不当,易发生爆炸。
(3)托轮抹油和打楔时,未使用专用工具,或手扶托轮,可能造成人体卷入、夹碾、 挤压、伤害。
(4)液压系统泄漏,高压液压油喷出,可能造成人身伤害。
(5)检修进入筒体内部作业,存在以下5种危险因素:
①清理回转窑结圈,未采取安全防护措施或不按安全规定执行,可能造成结圈坍塌 砸伤人事故。
②筒体内属于有限空间,存在窒息、中暑、煤气中毒的危险。
③电焊作业时存在触电危险。
④检修人员在回转窑温度较高时进入,可能造成灼烫事故。
⑤检修进入窑内作业时,回转窑倒转,可能造成机械伤人事故。
(6)回转窑为高温生产设备,在该区域生产可能造成高温伤人事故:
①处理异常情况时,操作人员面对蒸汽管、高温水管、有热源的孔、口,可能导致 烫伤事故。
②生产过程中,操作人员窑头取样、观察窑况、窑头扒块、处理下料口堵料或处理 窑头算子上堵块时防护不当,可能导致烫伤事故。
③窑头算子堵块严重时,未及时降窑速,减小环冷机鼓风量,窑头正压可能造成高 温气体喷出伤人。
(7)回转窑用煤粉和重油为燃料,生产中存在火灾或爆炸危险:
①存贮的重油遇明火等可能发生火灾、爆炸事故。
②油管内油速超过4m∕s,油管未采取保护措施,可能造成油爆燃事故。
③回转窑内温度低于800七时,单独喷煤,可能造成煤粉爆燃事故。
④窑头需重新点火前,窑内气氛中有悬浮煤粉和油雾,可能造成爆燃事故。
⑤油枪点不着时,未停油检查,可能造成爆燃事故。
• 42 .
第二章烧结和球团安全技术«
⑥窑内点火用汽油、酒精等点火和助燃,可能造成爆燃事故。
2)回转窑安全控制措施
(1)煤气区域:部分厂矿回转窑中央烧嘴使用焦炉煤气点火,在生产或检修过程中 易造成煤气泄漏或事故。煤气设备的检修和动火、煤气点火和停火、煤气事故处理和新工 程投产验收,应执行《工业企业煤气安全规程》(GB 6222)的相关规定,煤气设备生产应 执行煤气区域安全控制措施。
(2)回转窑托轮抹油和打楔时,要使用专用工具,严禁手扶托轮。
(3)液压系统发生泄漏,严禁用手触摸或封堵;在检修液压系统时,必须停泵,并 需放泄压力至零,才能进行检修,以免发生事故。
(4)进入筒体内部作业要确认周边环境安全状态,采取以下安全控制措施:
①清理回转窑结圈,按规定采取安全防护措施,操作人员应从顶部向下清理结圈, 避免造成结圈坍塌。
②筒体内使用电焊、电动工具等要保证绝缘措施到位。
③进入筒体前要戴好防尘面罩及防护眼镜,防止粉尘对身体的伤害。
④在筒体内作业时执行有限空间安全措施。
⑤进入窑内作业,应采取防窑倒转的安全措施,并设专人监护。
⑥干燥窑温度低于60 K时,检修人员方可进入,进入前先确认窑衬无坍塌迹象。
(5)回转窑为高温生产区域,该区域作业应采取以下4种控制措施:
①处理异常情况时,严禁面对蒸汽管、高温水管、有热源的孔、口。
②窑头算子堵块严重时,应及时降低窑速,减小环冷机鼓风量,保持窑头负压,防 止高温气体喷出。
③窑头扒块、处理下料口堵料时要有专人组织,并严格执行安全措施。
④窑头取样、观察窑况、处理窑头算子上堵块时,应确认窑内负压,佩戴好防护 面罩。
(6)回转窑生产中,重油和煤粉的使用应按以下安全要求进行:
①油罐周围设防火围墙或铁丝网,并定期检查和维修,油泵室内采用防爆型电气 设备。
②油管内油速不应超过4∏√s,油管应采取伴热和保护措施,吹洗油管路时,应关闭 各计示仪表通路及油泵两端的阀门。
③窑中温度低于800七时,不许单独喷煤,必须油煤混喷。
④窑头需重新点火前,窑内气氛中严禁有悬浮煤粉和油雾,如有必须先用引风机 抽走。
⑤油枪点不着时,必须停油检查,防止爆燃。
⑥严禁用汽油、酒精等点火和助燃。
(7)回转窑一旦出现裂缝、红窑,应立即停火。在回转窑全部冷却之前,应继续保 持慢转,停炉时,应将结圈和窑皮烧掉。
8.环冷机
从回转窑排出的温度大约1250七的热球团矿,需要冷却到15° CC以下,才有利于运
• 43 .
»安全生产专业实务金属冶炼安全
输和高炉的冶炼。冷却方式有机上冷却和机外冷却。机外冷却常用的设备有环式冷却机、 带式冷却机、盘式冷却机、桥式冷却机、塔式冷却机和振动冷却机等。目前,最常用的机 外冷却设备是环式冷却机和带式冷却机,大型球团生产多采用环式冷却机。球团采用的环 冷机结构形式与烧结采用的基本相同。
1)环冷机危险有害因素辨识
球团环冷机危险有害因素基本与烧结环冷机相同,此外:
(1)球团环冷机地面有散球,巡检时,可能造成磕碰和摔伤。
(2)球团物料面易高出环冷机溢流板产生溢流现象,溢出高温红球可能造成灼烫 事故。
2)环冷机安全控制措施
球团环冷机安全控制措施基本与烧结环冷机相同,此外:
(1)环冷机放料时要对周围环境进行确认,保证地面无散球,防止磕碰和摔伤。
(2)通知主控停机处理故障,进行排料时注意,防大量物料塌落下来溅出伤人和压 停皮带。
(3)操作扇形阀时,要检查液压推杆固定端是否固定牢靠,防范被掉落的推杆砸伤。
(4)如环冷机物料面高出溢流板产生溢流现象,则应尽快采取措施降低环冷机前部 回转窑系统和链篦机系统的生产速度。
9.带式焙烧机
带式焙烧机是带式焙烧机球团法生产工艺的热加工设备,其作用是将合格生球依次经 过鼓风干燥、抽风干燥、预热、焙烧、均热、一次冷却和二次冷却等若干工艺段,从而完 成脱水、预热、氧化、高温固结和冷却等,以使球团矿理化性能和冶金性能满足高炉冶炼 要求。单台带式焙烧机完成全部焙烧过程,代替链篦机-回转窑球团法生产工艺中的链篦 机、回转窑、环冷机。图2-27所示为带式焙烧机结构示意图。
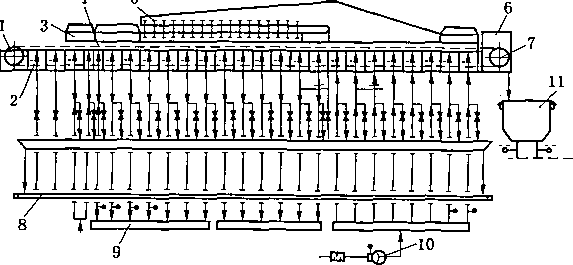
ɪ-头部星轮:2-风箱;3-烟罩;4-台车;5-风箱;6-机尾移动架; 7-尾部星轮;8—散料皮带:9一烟道;10-风机:机尾卸料仓 图2-27带式焙烧机结构示意图
• 44・
第二章烧结和球团安全技术《
1)带式焙烧机危险有害因素辨识
(I)煤气管道及阀门、煤气排水器、煤气加压站、带式焙烧机烧嘴等煤气区域存在 煤气泄漏造成中毒的危险。
(2)煤气管道及带式焙烧机烧嘴存在煤气爆炸的危险。
(3)检修更换台车存在台车撞击伤害危险;在线更换台车时,吊钩未固定到位导致 台车发生脱落,可能造成人员被砸伤。
(4)带式焙烧机台车区域存在运行的车轮碾压伤害危险。
(5)大烟道属于有限空间,检修进入大烟道作业存在中暑、窒息和煤气中毒的危险。
(6)部分焙烧机进料口使用放射线料位仪,若使用过程中密闭不严、未有效隔离、 人员距离放射源过近等可能造成人员辐射伤害。
(7)带式焙烧机为高温生产设备,存在高温生产危险因素,与链篦机相同。
(8)带式焙烧机烟尘中二氧化硫含量较高且具有毒性,吸入过量二氧化硫会导致 中毒。
(9)检修时,人员进入带式焙烧机烟罩,存在耐火材料掉落伤人危险。
2)带式焙烧机安全控制措施
(1)煤气区域:带式焙烧机烧嘴使用焦炉煤气或高炉煤气作为点火燃料,在生产或 检修过程中易造成煤气泄漏事故。煤气设备的检修和动火、煤气点火和停火、煤气事故处 理和新工程投产验收,应执行《工业企业煤气安全规程》(GB 6222)的相关规定,煤气设 备生产应执行煤气区域安全控制措施。
(2)带式焙烧机每个烧嘴的煤气管道应装有快速切断阀;突然停电、停风,烧嘴的 煤气管道与氮气管道应有可靠的程序安全联锁。
(3)带式焙烧机各段观察孔、人孔应有封堵煤气措施。
(4)台车运行及检修时应注意:
①台车运行过程中严禁踩踏或接触带式焙烧机轨道轨面。
②更换台车应采用专用吊具,并有专人指挥,更换台车应停机、停电进行。
③生产过程中短暂停机更换台车时要避免直接接触台车,防止烫伤。
④检修过程中转动台车前要确保台车运转区域人员已撤离。
(5)带式焙烧机为高温作业区域,该区域作业应采取措施防止高温或火灾伤害,措 施内容与链篦机部分相同。
(6)带式焙烧机生产中发生异常,出现正压喷烟气,人员禁止在该区域长期停留, 防止吸入过量二氧化硫。
(7)检修过程严禁单人进入烟道内部,检修进入烟道内作业执行有限空间安全措施。
(8)带式焙烧机放射源使用中应严格密闭,并设置有效隔离设施;放射源周围应挂 警示牌,禁止人员接近放射源。放射源按职业卫生防护要求管理。
(二)球团安全通用技术措施
(1)各厂房平台上不应乱堆乱放杂物和备品备件,高温作业区域周边严禁堆放易燃 易爆物品。
(2)应设有完整的消防水管路系统,正常生产中保证消防水压力,确保消防供水。
• 45 .
> 安全生产专业实务 金属冶炼安全.
主要的火灾危险场所,应设有与消防站直通的报警信号或电话,各厂房内灭火用沙子、干 粉灭火器应齐备。
(3)配料矿槽上部移动式漏矿车的走行区域,不应有人员行走,其安全设施应保持 完整。粉料、湿料矿槽倾角不应小于65。,块矿矿槽倾角不应小于50。。采用抓斗上料的 矿槽,上部应设安全设施。
(4)使用煤粉的设备检修时,只能用低压灯(36 V以下)。
(5)职业卫生防护方面:
球团生产过程中的职业病危害因素主要是粉尘、物理因素(噪声和高温)、化学毒物 及放射性物质。凡进入有害作业场所进行作业的人员,必须按规定穿戴好劳动防护用品, 同时按照可能接触的有害物质种类,佩戴性能可靠的检测仪器进入作业现场,严禁患有职 业禁忌证人员从事禁忌作业。
①粉尘。从熔燃制备、预配料、干燥、辑压、配料、混合、造球、焙烧到成品分级, 整个生产过程都会产生粉尘。产生粉尘的设备应有效密封,不得向外泄漏粉尘,如果发生 粉尘外泄,必须当班向设备管理部门进行报告,并在设备运行记录中做好记录。工作区内 易造成粉尘堆积的作业场所,必须及时清洗地面灰尘,防止造成二次扬尘。在粉尘区域作 业,必须佩戴防尘口罩,不得使用纱布口罩代替。
②物理因素。噪声主要来源于立式磨、排粉风机、给料机、燃气炉混合机、造球机、 带式焙烧机、链篦机、回转窑、环冷机、助燃风机、风机、成品分级器等生产设备运转。 进入噪声区域必须佩戴耳塞或防噪声耳罩,以减少噪声对听力的损伤。在噪声较大的区域 连续工作,宜分批轮换作业,尽可能减少作业时间。
高温主要涉及带式焙烧机、链篦机、回转窑、环冷机及成品运输机等岗位。持续接触 热源后,应轮换作业和休息,休息时应脱离高温环境,并适当饮用含盐饮料,以补充身体 流失的盐分。现场配备防暑药品,当身体出现头晕、恶心等中暑征兆时,应当及时脱离高 温场所,服用防暑药品,并躺下休息;如果身体状况无好转,应立即送往医院治疗。工作 人员在高温区作业时,应佩戴防高温手套、穿隔热服。
③化学毒物。球团的干燥窑、回转窑或焙烧机使用高炉煤气或焦炉煤气作为燃料, 煤气在使用中如存在管道、闸阀的泄漏,则会导致作业人员急性一氧化碳中毒。
④放射性物质。有部分钢铁厂球团生产过程中利用核子秤等放射性密封源自动对物 料质量进行检测,存在放射性辐射危害。
• 46 •
第三章焦化安全技术《
第三章焦化安全技术
第一节工艺设备设施概述
根据不同需求,把性质各异的煤按一定的比例混合在一起,隔绝空气加热到950 ~ 1050 ℃ ,经过干燥、热解、熔融、黏结和固化等阶段最终形成焦炭的过程,叫高温炼焦。 高温炼焦制得的焦炭主要用于高炉炼铁,同时也是铸造、电石、气化及有色金属冶炼等工 业的燃料或原料。炼焦过程中生成的荒煤气经过分离、净化和精制可回收到多种芳香燈和 杂环化合物,是医药、染料、合成纤维、涂料和国防等工业的原料。净化后的焦炉煤气既 是高热值的燃料,也是合成燃料、合成氨、甲醇等有机合成工业的原料。高温炼焦既是冶 金工业的重要组成部分,也是煤炭综合利用最成熟、应用最广泛的方法。
焦化工艺一般分为备煤、炼焦、焦炉煤气净化及化工产品深加工等工序。
一、备煤
备煤是指炼焦煤的准备过程,是把单种煤加工制备成符合质量要求的炼焦用煤的工艺 过程。其主要工序包括原料煤受卸、储存、配合、粉碎、混匀及输送等。北方寒冷地区还 有解冻和冻块破碎等工序。
为了充分利用宝贵的煤炭资源,工业炼焦过程均采用配煤炼焦。配煤炼焦是把不同煤 化程度的煤按一定比例配合,利用不同煤种在性质上的互补原理,生产符合质量要求的焦 炭。配煤装置有两种:一种为独立的配煤室,另一种为近几年广泛采用的储配合一的大直 径筒仓室内煤库。
为扩大配煤炼焦资源,提高焦炭质量,降低配煤成本,可采取的主要技术措施有:装 炉煤调湿(CMC)、捣固炼焦、配型煤炼焦、风力选择粉碎以及添加瘦化剂炼焦等。
选择合理的备煤工艺流程对于长期稳定焦炭质量至关重要。其主要区别在于煤的粉碎 装置、配合装置及加工方式不同。常见的工艺流程有先配煤后粉碎工艺(图3-1)、先粉 碎后配煤工艺(图3-2)、分组粉碎工艺等。
炼焦煤—ɪ TIUlHIHS
图3-1先配煤后粉碎工艺流程
炼焦煤一1制一倒唱甩
图3-2先粉碎后配煤工艺流程
• 47 •
» 安全生产专业实务 金属冶炼安全
二、炼焦
炼焦是配合煤在焦炉炭化室内吸收燃烧室热量,经过高温干窗形成焦炭和荒煤气的工 艺过程。为达到稳产、优质、低耗、长寿、环保的目的,要求各炭化室的焦饼在规定的结 焦时间内沿长向和高向同时均匀成熟,制定并严格执行焦炉加热制度是炼焦生产的主要内 容。焦炉生产操作主要包括装煤、推焦、拦焦和熄焦等过程,这些操作均由焦炉机械 完成。
炼焦煤从煤塔进入装煤车,称量计重后装入炭化室进行高温干馆,达到规定的结焦时 间焦炭成氯后,由推焦车和拦焦车分别打开机、焦侧炉门,拦焦车将导焦栅对准待出焦的 炭化室,推焦车将焦炭从炭化室内推出,落入熄焦车车厢(或焦罐),送往熄焦塔用水熄 焦(或送往干熄焦炉用循环气体熄焦),湿法熄焦后的焦炭,经晾焦台通过带式输送机送 往筛焦楼贮存、筛分(干熄炉排出后的焦炭,通过带式输送机经炉前焦库缓冲后送往筛 焦楼贮存、筛分),筛分后的冶金焦直接送往炼铁厂。炼焦煤干倒过程中产生的荒煤气经 上升管、桥管、集气管、吸气管,被循环氨水冷却后送往煤气净化车间进行净化。炼焦生 产工艺流程如图3 -3所示。
煤塔
装煤车
焦炉
推焦车、拦焦车
焦罐 熄焦车
干熄炉熄焦塔
晾焦台
筛焦楼
小焦
粉焦
荒煤气送煤气净化车间
图3-3炼焦生产工艺流程
三、焦炉煤气净化
在炭化室内隔绝空气高温加热的条件下,煤质发生一系列的变化,在生成焦炭的同 时,还裂解生成挥发性产物荒煤气。荒煤气中含有许多种化合物和杂质,必须经过净化处 理才能使用。一般采用冷却和各种吸收剂处理,可提取或制得煤焦油、硫酸佞、蔡、粗 苯、硫黄等化学产品,并得到净焦炉煤气。
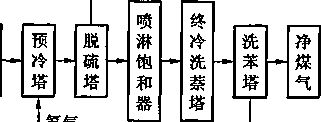
焦炉煤气净化过程通常包括冷凝鼓风、脱硫脱竄、氨回收、苯回收等工序,焦化厂可 根据自身情况选择不同的工艺路线。图3 -4所示为常见的焦炉煤气净化工艺流程。
四、粗(轻)苯加氢及煤焦油加工
(一)粗(轻)苯加氢
粗苯主要由苯、甲苯、二甲苯等苯族姪组成,另外还有不饱和化合物和少量含硫、 氮、氧的化合物,其中苯、甲苯、二甲苯含量占90%以上。粗苯精制就是将粗苯加工成
• 48 •
焦油渣
再生塔
第三章焦化安全技术《
硫黄
荒煤气
气液分离器
初冷器
电捕焦油器
鼓风机
化水槽 械氨清 机油
焦澄
氨水槽
剩余氨水
蒸氨塔
结晶槽
脱苯塔
粗苯
焦油槽
循环氨水 送焦炉
生物脱酚

图3-4焦炉煤气净化工艺流程
苯、甲苯、二甲苯等产品,其方法主要有酸洗精制法和加氢精制法。酸洗精制法净化效果 差,苯类产品收率低,产生的酸焦油、再生酸等严重污染环境,因此我国产业政策明令淘 汰该工艺。
粗苯加氢,就是利用催化剂加氢净化,清除粗苯中的各种杂质,再精询得到苯类产 品。按反应温度的不同分为低温加氢、中温加氢和高温加氢3种工艺(表3-1)。
表3-1粗苯加氢工艺类型
|
苯加氢工艺 |
加氢反应温度/( |
催化剂 |
_____工艺特点 |
|
低温加氢 |
350 ~380 |
CoO - MoO2 - Fe2 O3 |
主要进行脱硫、脱氮、脱氧和加氢饱和反应。采用 共沸精倒、萃取精禰等方法 |
|
中温加氢 |
500 ~550 |
Cr2。3 - MOO? — ʌɪi θ3 |
脱烷基反应和芳泾加氢裂解反应弱。当苯、甲苯中 饱和烽含量高时,采取萃取精馆分离出饱和泾 |
|
高温加氢 |
600 -650 |
Cr2 O3 - Al2 O3 |
主要进行脱硫、脱氮、脱氧、加氢裂解和脱烷基反 应。采用高效精馆法,分离加氢油 |
高温(LrrOL法)加氢精制框图,如图3-5所示。
粗苯-预蒸懐f 加氢预处理—LlToL加氢一加氢油
氢精制一重整转化-T甲苯清洗-脱除硫化氢
氢储存
图3-5高温(LlToL法)加氢精制框图
• 49・
» 安全生产专业实务 金属冶炼安全
低温(K-K法)加氢净化工艺框图,如图3-6所示。
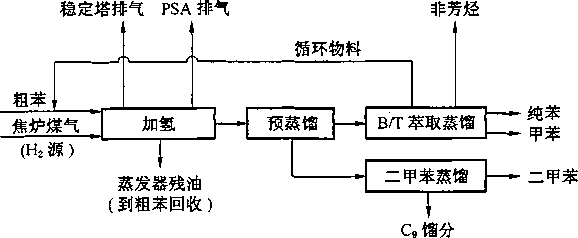
图3-6低温(K-K法)加氢净化工艺框图
(二)煤焦油加工
煤焦油是煤在干馆气化过程中生成的黏稠状液体。根据工艺和干馆温度不同,煤焦油 分为低温煤焦油(干t≡温度450 ~650七)、中温煤焦油(干Ig温度600 ~800七)、高温 煤焦油(干馆温度900~1000七)。
高温煤焦油是由芳香燈组成的复杂混合物。通常根据煤焦油组分沸点不同,采用蒸馆 方法把其分割成轻油用分(V 17。七)、酚油馆分(170-210霓)、蔡油馆分(210 ~230七)、 洗油馆分(230 ~300七)、一蔥油馆分(300 ~330K)和二蔥油馆分(330 ~360K),蒸 傅残液为煤焦油沥青。
煤焦油蒸馆包括加热、蒸发、分储及冷凝冷却等化工单元。按蒸駕塔压力一般分为常 压蒸馆、常-减压蒸谓和减压蒸用等工艺流程。煤焦油蒸儀工艺流程如图3-7所示。蒸 馆所得各组分馆分采用物理和化学方法进一步处理,可取得多种化工产品。
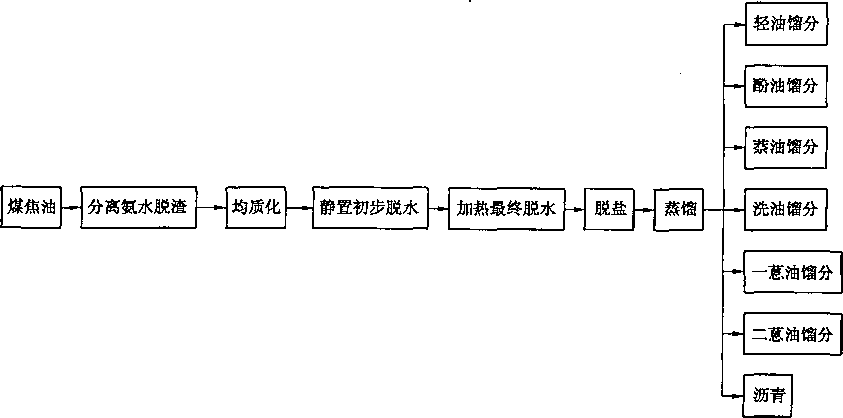
图3-7煤焦油蒸傭工艺流程
• 50 •
第三章焦化安全技术《
第二节备煤安全技术
一、工艺概况
为给焦炉提供数量充足、质量合格的煤料,备煤车间通常建有煤的受卸、储存、配 合、粉碎、输送等工序和设施。寒冷地区还需设置解冻库和破冻块装置。为扩大炼焦煤资 源,改善焦炭质量,节能降耗,有的企业采用了煤调湿、成型煤、风选粉碎等煤预处理 技术。
(-)煤的解冻
寒冷地区的焦化厂,采用铁路运输炼焦煤时,冬季在运输途中会发生冻结现象,影响 车辆周转,甚至影响炼焦生产,为此,需建解冻库。解冻库主要有热风式解冻库和煤气红 外线解冻库两种形式。热风式解冻库主要由解冻库房、燃烧炉、鼓风机、仪表室、热风管 道和废气循环管道等组成。煤气红外线解冻库的辐射器由煤气喷嘴、壳体和金属网组成, 由于此方法对煤气质量要求高,易发生着火、煤气中毒事故,故很少采用。
(二)煤的受卸
炼焦煤一般采用公路、铁路运输方式,有的企业采用水路运输方式。汽车运输非自卸 车采用汽车螺旋卸车机及受煤坑进行卸车,主要设备为汽车螺旋卸煤机,自卸车可到受煤 坑自动翻卸。铁路运输采用翻车机自动卸车作业线或螺旋卸车机及受煤坑卸车。翻车机自 动卸车作业线有通过式和折返式两种形式。其主要设备有:翻车机、重车调车机、空车调 车机、迁车台、夹轮器和逆止器等。火车螺旋卸车机及受煤坑卸车主要设备为火车螺旋卸 车机。
(三)煤的储存
煤的储存采用3种形式:斗轮堆取料机露天储煤场、筒仓煤库和圆形室内煤场。斗轮 堆取料机露天煤场具有投资省,储存量大,利于煤料均匀化和脱水的优点,但也存在着煤 料自然流失、环境污染等缺点。其主要设备为斗轮堆取料机,辅助设备为推土机或装载 车。筒仓煤库的优点有环境污染小、煤料损耗低、占地少,可实现储配合一;缺点是缺少 了煤料脱水和混匀过程。圆形室内煤场主要由圆形煤场堆取料机、带式输送机、振动给料 器、通风系统、土建结构及辅助设施组成。该方式优点在于环境污染小,煤料流失少,储 量大,占地少,但缺少煤料混匀的过程,此法在我国应用较少。
(四)配煤
配煤装置目前有独立配煤和储配合一的筒仓煤库两种方式。配煤操作和系统组成大体 相同,其主要组成部分有:筒体、下料装置、给料设备、称量设备(电子秤或核子秤) 和控制系统。为防止堵料,还设有空气炮等辅助系统。
(五)成型煤
成型煤或称部分煤压块配煤,是将炼焦原料煤的一部分(30% ~40%)加一定量的 黏结成型煤剂混捏(或不加黏结剂),压制成具有一定形状、大小的型块,再按一定比例 和原料煤配合,装入焦炉炼焦。
• 51 ♦
» 安全生产专业实务 金属冶炼安全
成型煤是炼焦生产中应用最成熟的新技术之一,这种技术可以扩大炼焦煤资源,将弱 黏煤或不黏煤用于炼焦,摆脱或减轻焦炭生产受煤种制约的被动局面,特别是对于缺少炼 焦煤却有非炼焦煤的地区,利用当地煤炭生产型煤,进行配型块炼焦,可以减轻运输负 担,降低生产成本,提高经济效益。
(六)煤的粉碎
由于焦炭质量与配合煤的粒度及粒度分布密切相关,为此必须对原料煤进行粉碎,以 使得各种煤粒度及粒度分布处于最佳状态。煤的粉碎设备有笼型、反击式和锤式等多种形 式。笼型粉碎机的优点在于粉碎粒度均匀、粉碎细度高,粉碎后煤中小于0∙5 mm粒级含 量少。但也存在着生产能力低,设备重,能耗高,检修量大等缺点,因此采用较少。采用 较多的为锤式或反击式粉碎机,反击式粉碎机以冲击粉碎为主,结构简单、能耗低,质量 轻,维修方便,但锤头转动速度较大,锤头磨损快,作业环境较差。
(七)煤的输送
备煤和运焦系统的煤和焦炭都是经过带式输送机运送。主要由输送带、托辐、卷筒、 传动装置和张紧机构组成,具有结构简单、操作可靠、维修方便等优点。
(八)煤调湿
煤调湿(CMC)是“装炉煤水分控制工艺"的简称,是利用外加热能在装炉前对炼 焦煤料的水分进行调节,以达到降低炼焦耗热量、提高焦炉产能、改善焦炭质量或扩大弱 黏煤用量的目的。煤调湿工艺流程主要有:导热油调湿、蒸汽调湿和焦炉烟道气调湿。其 主要设备包括煤干燥器、除尘装置、焦油渣添加装置及输送装置等。
二、安全技术 輙镰囑:863575556
(一)备煤主要危险有害因素分析
1.机械伤害
备煤生产过程中使用的主要设备中既有移动设备,也有转动设备,有的设备作业需要 多方配合(如卸车)。备煤作业现场环境差,有的属于露天作业,工人劳动强度大,因此 一旦出现管理不到位,职工违章操作,或设备存在缺陷,极易发生碰撞、夹挤、缠绕、碾 压、抛射等机械伤害。备煤带式输送机输煤流程长,程序复杂,开、停车操作频繁,如果 联锁装置失灵,人工联系不到位,就会发生机械伤害事故。统计资料显示,带式输送机的 辑筒、托辐夹挤、绞碾导致人员伤亡的事故占有较大比例,应引起高度重视。
2.火灾与爆炸
煤在与空气接触的条件下,会吸附氧气形成煤氧络合物,使温度升高,并分解产生 CO2、C。和H?0等。低变质程度的煤气孔率高,吸附氧多,更易被氧化。煤所含矿物质 中的硫化铁,与空气中的氧和水蒸气发生氧化反应,放出热量,如果煤存放时间长,热量 不能及时散发,就会发生煤自燃现象。若处理不及时,或处理方法不得当,会酿成大的煤 堆火灾事故。
运煤系统积存的煤粉与空气中的氧长期接触发生氧化,会发热使温度升高,从而进一 步加剧煤粉的氧化,当温度达到煤粉的燃点时就会引起煤粉自燃,因此,积灰积料要及时 清理,特别是有煤调湿装置时,煤料湿度低,细度高,更易发生自燃,或在输送带摩擦,
■ 52 •
第三章焦化安全技术《
暖气烘烤,电线打火,未熄灭的烟头等外界条件作用下,发生输送带着火事故。
煤粉为可燃粉尘,属乙类危险物质,具燃爆性,着火点在300 ~500霓之间,爆炸下 限浓度33~45g∕∏?(粉尘平均粒径:5~10 μm)o高温表面堆积粉尘(5 mm厚)的引燃 温度为225 ~285 K,云状粉尘的引燃温度为580 ~ 610七。当煤粉在空气中达到一定浓 度,在激发能源作用下会引起爆炸,爆炸后产生的气浪会使沉积的粉尘飞扬,造成二次爆 炸事故。煤粉爆炸后不仅产生冲击波伤人和破坏建筑物,同时产生大量的一氧化碳,导致 中毒死亡事故。
煤调湿工艺使煤的水分有较大幅度的降低,除尘捕得的细粒水分更低,且粒度小,极 易满足粉尘爆炸条件,因此必须采取对应措施。
3.中毒和窒息
每年冬季,解冻库都担负着卸煤解冻工作。送煤气、停煤气或煤气管道抽卡盲板作 业,可能发生煤气泄漏。煤气管道排水器由于巡检不到位或发生故障,可能发生煤气泄 漏,导致人员中毒。
储煤仓(配煤槽)、煤塔需要定期清理挂料,由于储煤仓(配煤槽)、煤塔体积较大, 进出口受限、通风不良,仓塔内可能存在易燃易爆、有毒有害物质或缺氧,导致作业人员 中毒或窒息。
4.坍塌
露天煤场煤堆过高,堆料取料不规范,特别在雨天,易发生煤堆坍塌事故,甚至造成 人员伤亡。处理煤仓、斗槽、煤塔蓬煤,清理仓壁积煤作业,安全措施及监护不到位,可 能发生煤料突然坍塌伤人事故。
5.车辆伤害
运煤汽车在卸车前要经过人工采样或机械采样质检环节,卸车过程中要经过开车门, 螺旋卸煤机卸车,人工清车底等过程,加之卸煤现场场地狭窄,等待卸车车辆拥挤,如果 管理不到位,运输车辆本身缺陷(如制动、灯光、声响失效)或司机误操作,可能造成 车辆伤害。露天煤场需要推土机、装载车配合作业,煤堆较高时也可能发生车辆伤害 事故。
6.触电
备煤系统供配电设施布置在备煤综合电气室,其用电设备普遍环境恶劣,受煤系统地 下设备环境潮湿,堆取料机露天作业,粉碎机、煤调湿及带式输送机等环境粉尘大,给电 气设备维护与保养带来难度,如果管理松懈,设备维护不到位,各种电气保护措施缺失, 极易发生电气事故。电气设备检修时,没有严格执行停、送电挂牌制度,也会造成触电 事故。
7.高处坠落
在煤塔、斗槽、储煤仓、带式输送机转运站、堆取料机等高处作业、检修,由于栏 杆、平台、梯子等腐蚀或缺陷,操作、检修人员未进行有效防护,易造成高处坠落 事故。
(二)备煤安全控制措施
1.炼焦煤的储存安全
• 53 •
»安全生产专业实务金属冶炼安全
为防止炼焦煤存放过程中氧化变质,结焦性能降低,甚至发生自燃,其储存时间不宜 过长。煤堆表面应压实,减少与空气的接触面。堆煤时不应定点布料,以免造成偏析,使 大块煤堆在下部形成风道。储煤过程中应定期检查煤堆温度,测量点应在离底部1/3堆高 处。发现温度接近50 K时,应尽快取用。如温度达到65七时,应立即进行冷却处理。
当煤堆发生自燃着火时,如果仅是局部或表层(深度不超过Im)自燃,可用水喷淋 灭火。如果自燃部位较深,直接往煤堆上浇水,往往浸透不到着火点,还会产生水蒸气, 加速燃烧,这种情况可用钢管直接插入煤层深部,连接水源灌注,以达到降温抑制氧化自 燃的目的,同时把发生自燃部位的外层扒掉,露出氧化自燃层散热冷却。也可用机械进行 翻堆处理,并配合喷淋降温。在扑灭煤堆着火时,应特别注意防止煤堆突然塌陷,造成人 身伤害事故。
2.卸煤与堆取煤安全
1)翻车机的安全措施
翻车机铁路线及其周围的工业建筑布置和配挂车设备应符合《工业企业厂内铁路、 道路运输安全规程》(GB 4387)和铁路部门的其他相关管理规定。翻车机应设置事故开 关、自动脱钩装置、翻转角度极限信号和开关、人工清扫车厢时的断电开关,并应设置制 动闸。在卸车线上,除具有各设备联锁保护控制外,各单机设备动作机构也应具备联锁保 护功能。各设备应设故障声光报警,还应设启动声光提示。重车和空车调车机前后,应设 置行程限位开关和信号装置,并应有制动闸。
翻车机自动卸车作业时,铁路线路应集中联锁控制。翻车机系统启动前应进行手动单 体试车,既可对液压系统进行压力补偿,又可对各限位开关、光电开关进行检测。翻车 时,应确认车厢内、格筛上和卷扬机两侧无人时方可进行,翻车过程中应对翻车监控画面 进行及时、有效监控。车辆未停到翻车机指定位置严禁翻车。对冻块严重的车辆禁止翻 卸。翻车机转到90。时,其红色信号灯熄灭前禁止清扫车底。翻车机正常运行应采用中央 操作台操作,确需现场机旁操作时应经领导同意并有现场人员监护,严禁私自进行现场机 旁操作。禁止在翻车机转子平台行走。车辆进人迁车平台未停稳妥,推车机未归原位严禁 迁车。拨车机牵引重车前应确认车厢内及危险区域无人时方可迁车,防止人员碰伤或摔 伤。严禁在车厢连接时上下车。用调车机牵引时,其轨道上应设置活动挡车器。
2)螺旋卸煤机和链斗卸煤机的安全措施
螺旋卸煤机和链斗卸煤机均应装夹轨器。螺旋卸煤机的螺旋和链斗卸煤机的链斗起落 机构应设提升高度极限开关。卸车前应确认车厢内无人时方可卸车,车门未打开时严禁卸 车。卸煤操作中要特别注意车厢里的拉筋和钢丝绳等杂物,发现绞轮缠绕时,应立即停止 螺旋转动,防止人员受伤。车厢内的煤卸完后,螺旋或链斗升起,发出信号,卸煤工方可 进入车厢清扫车底。人工卸车或清扫车底时,严禁开卸煤机经过正在工作的车厢。卸完煤 后螺旋卸煤机的螺旋起落机构,应提到高度极限开关处,防止列车带车时的碰撞。
用调车机牵引时,轨道上应设置活动挡车器。严禁在调车时上下车。严格执行调车对 位联系制度,避免调车过程中发生螺旋或链斗挂擦、碰撞事故。
3)斗轮堆取料机的安全措施
斗轮堆取料机应设置的安全保护措施有:紧急停止开关;主电源短路、过载保护;手
• 54 •
第三章焦化安全技术《
动或具有独立电源的电动夹轨装置;走行声光报警器;防臂架与料堆相碰撞装置;尾车上 设打滑检测装置;风速仪和大风报警、自动夹轨装置;俯仰机构的防止悬臂超速下降的保 护措施及过载保护装置;带式输送机联锁装置;回转、升降、行走的限位装置和清轨器; 电缆卷筒过张力保护装置;与煤场调度通话装置以及走行轨道两端极限开关和行移终端挡 块等。斗轮堆取料机供电地沟应有保护盖板或保护网,并设排水设施。煤场堆取料机平行 布置时,两条线上堆取料机悬臂前端回转轨迹不宜发生相交。
斗轮堆取料机应具备的联锁保护功能主要有:臂架带式输送机与地面带式输送机联 锁;斗轮堆取料机和中央控制室故障联锁;大车走行与夹轨器、锚定装置联锁;斗轮机构 与臂架带式输送机联锁,以及回转机构与俯仰安全高度联锁等。
开车运行时,先松开夹轨器,鸣响警示铃,确认机上和周围不存在不安全因素时,才 可闭合主电源,依次开动堆取料机各部分。斗轮堆取料机两车在同一轨道、同一方向走行 时相距不应小于5 m。除专门设置的通道以外,禁止跨越或从堆取料机下通过。禁止用堆 取料机悬臂吊装重物,禁止用堆取料机作牵引动力。只有当悬臂架抬起并与轨道方向平行 时,才允许堆取料机快速行走。不应利用限位开关停车。不应用紧急停止开关作为正常停 车手段。使用、维修、更换零部件过程中,凡需顶升的部件在顶升后,必须用实体垫块支 承,不应用千斤顶作为支承件。当斗轮被塌方煤料埋没时,俯仰机构和回转机构不得动 作,只能由行走退出料堆后才可投入正常运转。当风速大于20 m/s时,应停止工作并将 堆取料机锚定住。下班停机或长期离开堆取料机时,应切断机上总电源开关,并夹紧夹 轨器。
4)门式或桥式起重机的安全措施
门式或桥式抓斗起重机应设卷扬小车作业时大车不能行走的联锁装置、卷扬小车机电 室门开自动断电联锁或检修断电开关、抓斗上升极限位装置、双车间距限位装置和夹轨器 等。大型门式抓斗起重机应设风速计、扭斜极限装置和上下通话装置。抓斗作业时必须与 车厢清理作业人员分开进行。处理抓斗故障时必须在指定位置进行,不准将抓斗停放在漏 斗口上处理,以免滑落造成人身伤害事故。禁止推土机横跨门式起重机轨道。
3.粉(破)碎机的安全措施
粉(破)碎机应有紧急停车装置,必要时能迅速停车。粉(破)碎机应有电流表、 电压表和盘车自动断电联锁。粉(破)碎机空载运转1 ~2 min且运转正常后才可投料生 产,给煤要连续均匀。停止给煤后,粉(破)碎机继续运转,直到把机腔内的煤料处理 完毕后方可停车。运转时,工作人员不应站在转子惯性力作用线内,并禁止进行加油、清 理、调整、检修等作业。禁止打开其两端门和小门,禁止向粉(破)碎机内窥视。
为保护粉(破)碎机,送往粉(破)碎机的煤料必须经过除铁器,以清掉煤料中的 铁质杂物。锤式粉碎机应有打开上盖的起重装置。粉(破)碎机应设有除尘效果良好的 除尘设施,确保厂房内粉尘含量达到国家标准。
4.储煤仓(配煤槽)和煤塔的安全措施
为防止发生坠落事故,储煤仓(配煤槽)、煤塔上部的人孔、检修孔应安装金属盖板 或围栏。为防止大块煤或杂物落入煤仓,煤流的入口应安装算子,受煤坑的算格不得大于 0.2m×0.3m,翻车机下煤槽算格不得大于0∙ 4 m x0. 8 m,粉碎机后各煤槽算缝不得大于
• 55 •
»安全生产专业实务金属冶炼安全
0∙2 m。.禁止在算子上行走,以防坠落。储煤仓和煤塔顶层除运煤通廊外,应另设安全 出口。
为防止仓壁严重挂料、蓬料,储煤仓(配煤槽)、煤塔要定期清理。由于储煤仓(配 煤槽八煤塔较深,属于高空作业,在进行上述清理作业时,不仅有人员坠落风险,而且 可能发生煤料坍塌、伤人事故,还存在煤粉爆炸的可能性。因此,应采取切实可行的安全 防护措施。清理过程应遵守以下安全事项:
(1)清理中的煤仓、煤塔不准上煤,并要切断带式输送机电源。
(2)清理工作应安排在白天进行。
(3)严格遵守高空作业的相关安全规定。
(4)明确专人负责煤塔上下与煤车的联系工作,往煤车下煤的仓不准清理,清理的 煤仓不准下煤。
(5)安全绳要结实可靠,并由专人负责管理。
(6)清理工作应按先上后下的顺序进行,不得由下而上清理,以防挂煤突然坍塌 伤人。
(7)清理时的临时照明应采用12 V的防爆安全灯,并严禁烟火,以防止粉尘爆炸。
此外,储煤仓(配煤槽)、煤塔清理作业应执行《危险化学品企业特殊作业安全规 范》(GB 30871)有限空间作业的相关规定。
配煤操作应自动化;采用核子秤配煤时,其辐射量应满足职业健康安全卫生要求,应 设置醒目的警示标识。检修带式输送机时,必须关闭核子秤电源,并将放射源开关置于 "关”的状态。在核子秤放射源处于“开”的状态时,严禁进入核子秤框架内的射线辐射 区,严禁在放射源附近逗留。
5.带式输送机的安全措施
带式输送机的安全措施见第二章第三节的相关内容。在此特别强调,配煤盘下的带式 输送机与配煤斗槽立柱之间的距离,在跑盘一侧不应小于1m。
6.煤调湿的安全措施
为保证煤调湿系统的安全,应采取氮气保护措施。调湿机、细粒分离器及细粒回收装 置应设泄爆装置。排灰接口应采用氮气密封。细粒分离器及细粒回收灰仓应设防蓬料装 置。除尘器的滤料应采用防静电材质,除尘系统应设防静电接地。以焦炉烟道气为热源的 煤调湿厂房内应设一氧化碳、氧含量检测和声光报警装置。
焦炉烟道气调湿机应设气体出口氧含量上限联锁,当氧含量超过H值(高值)时, 逐渐开启调节阀充氮气;当氧含量超过AH值(高高值)时,立即开启切断阀大流量充 氮,待氧含量恢复到"值以内后延时关闭充氮。调湿机应设除尘器灰仓料位联锁,当料 位达到8值(高值)时,自动开启振动器或氮气炮;达到""值(高高值)时,系统自 动停机。调湿机还应设煤料出口温度上限联锁和主电机电流上限联锁。
蒸汽调湿机应设凝液罐液位上下限联锁,当凝液罐内液位低于Z,值(低值)时,关 闭凝液罐液位调节阀;达到"值(高值)时,开启凝液罐液位调节阀;达到也值(高高值) 时,开启紧急排水阀,若仍不下降,延时后关闭蒸汽加热系统。还应设闪蒸罐液位上下联锁, 当闪蒸罐内液位低于Z值(低值)时,关闭闪蒸罐液位调节阀;达到"值(高值)时,开启闪蒸
• 56 •
第三章焦化安全技术《
罐液位调节阀;达到7/H值(高高值)时,延时后关闭蒸汽加热系统。
当进入调湿机、除尘器等设备内清料、检修时,必须严格执行有限空间作业管理制 度,携带便携式氧气含量检测报警器和一氧化碳检测报警器,并设专人监护。严禁私自打 开除尘器仓顶盖板。
焦炉烟道气调湿机在暖机过程中须维持床内压力微正压(O ~50Pa),在正常生产 过程中床内压力控制在-IOO ~Q Pa。干燥床排气温度不应低于65七,以防凝露。为防 止调湿机着火,结束运行时,必须清床,床上不得存留煤。清床完毕后必须充氮气降 温,当干燥床温度低于40Κ时关闭氮气。由于其他原因结束运行时,床上有煤层而无 法清床,必须采取充氮措施,待有条件时,立即清床。清床后,检查排煤阀后落料口 的排煤皮带上是否有余煤,确认落料管内煤已排空,才可关闭排煤阀,防止余煤在下 次启动排煤时着火。
发生调湿机内着火事故时,第一,中控操作人员应立即点击"控制区”中的“紧急 停机”旋钮,进入调湿机系统急停状态;第二,启动风室充氮和出口充氮,对干燥机及 排料管进行冷却;第三,迅速关闭排煤皮带出口干燥除尘器;第四,迅速关闭焦炉烟道总 阀、风机进出口阀门,确保焦炉安全;第五,待调湿机冷却至常温后,停止充氮,打开前 墙装配门孔,待机内空气适宜后人工进入内部清除余火和板结的煤料。若是排煤口着火, 则需先迅速关闭排煤皮带出口干燥除尘器,之后再进入紧急停机操作。
总风管漏煤着火时,第一,中控操作员应立即点击“控制区”中的“紧急停机”旋 钮,进入调湿机系统急停状态;第二,确认调湿机系统紧急停机后,应立即启动风室充氮 和出口充氮(火源可能随热烟气进入调湿机内),迅速关闭焦炉烟道总阀,风机进出口阀 n;第三,启动总风管漏煤螺旋输送机电机(清除火源),直至螺旋输送机排煤口温度小 于热烟气温度;第四,需等总风管冷却至常温且空气适宜后,打开人孔门,进入总管内 部,人工清除可能存在的余火火源,再人工清除未排出的漏煤余料。
除尘器着火时,应立即关闭热风机与排烟风机,切断送风系统;向除尘器内充氮气降 温,同时置换其中的氧气,严禁用水灭火;待温度降至常温,再人工清除除尘器内煤灰。
第三节炼焦安全技术
一、工艺概述
炼焦工艺大体经历了成堆干I®式窑、倒焰炉、废热式焦炉及现代蓄热室焦炉4个发展 阶段。现代蓄热室焦炉具有以下特点,被广泛采用:热工效率高,加热系统阻力小,能源 消耗低;自动化程度和劳动生产率高;炉温易调节,焦饼成熟均匀,焦炭质量好;化工产 品二次裂解少,可回收宝贵的化工产品;炉体结构合理,坚固耐用,窜漏少,寿命长;能 较好地解决环境污染问题。
(-)焦炉砌体
焦炉砌体由燃烧室、炭化室、蓄热室、斜道区、炉顶区、烟道与基础组成,如图3-8 所示。
• 57 •
»安全生产专业实务金属冶炼安全
I-上升管孔;2-炭化室;3一燃烧室;4-装煤孔;5—看火孔;6-炉顶;7-立火道;
8-斜道;9-祷煤气道;IO-蓄热室;II-小烟道;12一算子砖;13-烟道 图3-8焦炉砌体结构示意图
1.炭化室与燃烧室
煤在炭化室中隔绝空气干馆,煤气在燃烧室中燃烧,产生热量通过炉墙传递给煤,两 者依次相间。在生产过程中,燃烧室墙面温度高达1300 ~ 1400七。墙体既要承受炉顶机 械和上部砌体的重力,又要承受煤料的膨胀压力和推焦时的侧压力,墙面还要经受焦炭灰 分和荒煤气的化学侵蚀,因此,要求墙体导热性高,透气性低,高温抗蚀性强,荷重软化 温度高,整体结构强度高。焦炉炉墙均采用带舌槽的异型硅砖砌筑。
2.蓄热室
蓄热室由小烟道、算子砖、格子砖、顶部空间以及主墙、单墙和封墙组成。蓄热室位 于炭化室的正下方,其上经斜道同燃烧室相连,其下经废气交换开闭器分别与分烟道、贫 煤气管道及大气相通。主要作用是回收焦炉燃烧废气的热量,并预热贫煤气和空气。
3.斜道区
斜道区是连接蓄热室和燃烧室的通道,位于两者之间。
4.炉顶区
炉顶区是指炭化室盖顶砖以上的部位。炉顶区设有装煤孔、上升管孔、看火孔、烘炉 孔、拉条沟和装煤车轨道座等。
5.烟道与基础
• 58 •
第三章焦化安全技术«
蓄热室下部设有分烟道,来自各下降蓄热室的废气流经各废气盘分别汇集到机、焦侧 分烟道,在炉组端部的总烟道汇合后,借烟囱吸力排入大气,使用脱硫脱硝系统的,利用 引风机吸力将烟气引入脱硫脱硝系统处理后经过烟囱排入大气。
焦炉基础包括基础结构和抵抗墙构架两部分。
(二)焦炉工艺设备
焦炉工艺设备包括护炉设备和煤气设备两部分。
1.护炉设备注安VIP(课件+题库+小群)老姚微/Q:863575556
护炉设备包括:炉门、炉框、保护板、炉柱、纵横拉条及大小弹簧。其主要作用是利 用可调节的弹簧势能,连续不断地向砌体施加足够的、分布合理的保护性压力,使砌体在 自身膨胀和外力作用下,保持完整、严密,以保证焦炉正常生产。
2.煤气设备
煤气设备包括荒煤气导出设备和加热煤气设备。
荒煤气导出设备有:上升管、桥管、阀体、集气管、吸气管、焦油盒、吸气弯管调节 翻板及氨水喷洒系统。其主要作用一是适度冷却荒煤气,既保持焦油和氨水良好的流动 性,又不致因温度过高引起设备变形,鼓风冷凝负荷过大;二是顺利导出荒煤气,既保证 各炭化室结焦过程中始终保持正压,又不因煤气压力过大导致炉门、炉框冒烟着火。
加热煤气设备包括加热煤气管道和交换传动装置。加热煤气管道用于向焦炉供给加热 用煤气,分为单热式(单烧焦炉煤气或单烧高炉煤气)和复热式(既可烧焦炉煤气,又 可烧贫煤气)。为防止焦炉煤气中的蔡等杂质沉积,焦炉煤气管道上设有预热器。为使两 种煤气混合均匀,混合煤气管道上设有混合器。交换传动装置包括交换机和交换传动机 构。其作用是改变焦炉加热系统内煤气、空气和废气的流动方向。
(三)焦炉机械
焦炉机械分为顶装煤焦炉机械和侧装煤焦炉机械(捣固焦炉机械)。
顶装煤焦炉机械包括:
装煤车:将煤塔的煤定量装入煤斗,按计划装入规定的炭化室。
推焦车:打开炉门将成熟焦炭推出,并将装入炭化室的煤拉平。
拦焦车:打开炉门对上导焦栅,将推焦车推出的焦炭导入熄焦车(焦罐)内。
熄焦车:将焦炭接入车厢运到熄焦塔下熄焦,控水后放到晾焦台上。
焦罐车:用于干熄焦,将红焦接入焦罐内,运到干熄炉干熄。
电机车:牵引熄焦车或焦罐车。
侧装煤焦炉机械的拦焦车、熄焦车、焦罐车、电机车与顶装煤焦炉相同。但推焦、装 煤、捣固操作组合方式不同,分为推焦装煤一体、推焦装煤分体、推焦装煤捣固一体3种 方式。侧装煤焦炉炉顶设有消烟车、燃烧导烟车。
此外,焦炉机械设备还有余煤单斗提升机、炉门修理卷扬机、熄焦水泵、粉焦抓斗 机、焦炭带式输送机及焦炭筛分装置等。
(四)焦炉加热制度
要保证各炭化室的焦饼在规定的结焦时间内沿长向和高向均匀成熟,提高焦炭和化工 产品的收率,降低煤气消耗,必须制定并严格执行焦炉加热制度。焦炉加热制度包括温度
• 59 .
»安全生产专业实务金属冶炼安全
制度、压力制度、煤气流量和空气过剩系数等。
焦炉温度制度有:标准温度、直行温度、横排温度、炉头温度、蓄热室顶部温度、小 烟道温度及炉顶空间温度等。一般规定:燃烧室立火道温度最高不应超过1450℃,不应 低于IK)OtC。蓄热室顶部温度不应超过1320七,不应低于900七。炉顶空间温度应保持 在(800 ±30) cC,不应超过850 K。炉头温度不应超过其平均温度±50 K。小烟道温度 不应超过450七(高炉煤气加热不应超过400(),不应低于200七,分烟道温度不应超过 350 cCo焦饼中心温度为(Io(X) ±50)七。加热用焦炉煤气温度不低于50七,高炉煤气温 度不高于35七,高炉煤气含尘量小于15 mg∕m3 o
焦炉压力制度有:集气管压力、炭化室底部压力、看火孔压力、蓄热室顶部吸力和分 烟道吸力等。一般规定:燃烧室立火道看火孔压力应保持在0~5 Pa。集气管压力根据炉 型和季节不同应保持在80 ~ 160 Pa。单个蓄热室顶部吸力与标准蓄热室顶部吸力相比,上 升气流为±2 Pa,下降气流为±3 Pa。加热煤气主管压力不应低于500 Pa。全炉炭化室底 部压力在结焦末期应为5 Pa以上。
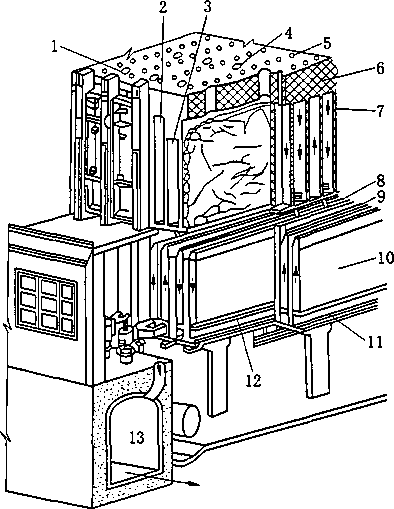
(五)干熄焦
干熄焦是将红焦从干熄炉顶装入,低温循环气体(主要成分为氮气)由循环风机鼓 人干熄炉冷却段红焦层内,吸收红焦热量,冷却后的焦炭从干熄炉底排出。从干熄炉循环 烟道出来的高温循环气体流经干熄焦锅炉进行热交换,锅炉产生蒸汽,供发电或工艺使 用。冷却后的循环气体由循环风机重新鼓入干熄炉,循环气体在封闭的系统内循环使用。 干熄焦基本流程如图3 - 9所示。
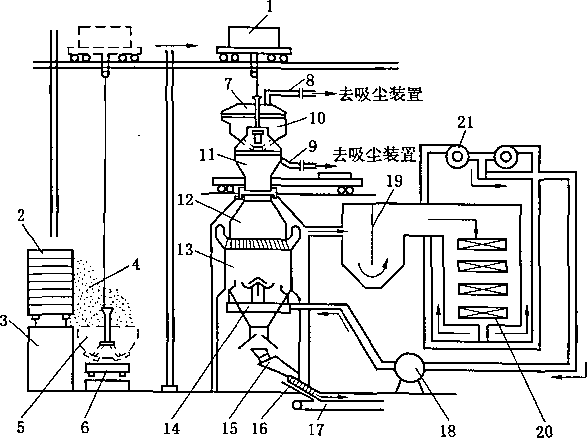
1-提升机;2-导焦槽;3-操作台;4一红焦;5-焦罐;6-台车;7—#; 8、9—排尘管; 10—焦罐;11一装料装置;12一预存室;13一干熄室;14-气体分配帽;15一排焦装置; 16-焦台;17一带式输送机;18一循环风机;19-重力沉降槽;20一編炉;21—旋风除尘器 图3-9干熄焦基本流程
• 60 .
第三章焦化安全技术《
二、安全技术
(-)炼焦主要危险有害因素分析
炼焦生产具有高温、露天、明火、多层交叉和连续作业的特点,用于焦炉加热的煤气 (焦炉煤气、高炉煤气或转炉煤气等)和干馆产生的荒煤气具有易燃易爆、易中毒的特 性。焦炉机械与一般车辆相比既有相同之处,又有其自身特性,需要相互协调、相互配 合,才能安全地完成操作。因此,炼焦生产存在着较高的危险性,必须认真辨识生产过程 中的危险有害因素,加以控制与防范,才能避免发生事故。
1.火灾与爆炸
炼焦生产过程中涉及的可能引起火灾与爆炸的危险物质主要有焦炉煤气、高炉煤气、 干熄焦循环气体、煤粉和焦粉等。焦炉煤气含有H2、CH4、CO、H2S以及CZlHjn等可燃成 分,其爆炸极限为5. 3% ~32% (体积分数),着火温度为550 ~650七,因其具有着火点 和爆炸下限低的特点,故应采取具有针对性的措施,严防泄漏、着火和爆炸事故发生。高 炉煤气主要可燃成分为CO、H?和少量的CH-其着火温度为750七,爆炸极限为35% ~ 72% (体积分数)。干熄焦循环气体的主要成分为N?,但同时含有H2、CH八CO等可燃 成分,当循环气体中的可燃成分达到一定浓度,与空气中的02混合会形成爆炸性气体, 遇明火或高温有可能爆炸,因此,应重视循环气体的爆炸特性,采取措施,使可燃成分含量 始终处于安全范围。焦粉末属可燃物,引燃温度为430七,云状粉尘的引燃温度为750 CC , 可与空气形成爆炸性混合物。
焦炉地下室发生煤气泄漏时,由于通风不良,煤气与空气形成爆炸性混合气体,遇激 发能源就会发生火灾与爆炸事故。焦炉的煤气管网系统检修时,吹扫置换不彻底,或未采 取有效的隔断措施,在管道中形成爆炸性气体,盲目动火,可能发生火灾与爆炸事故。在 装煤、出焦除尘过程中,由于除尘风机能力不足或风机转速突然下降等原因,造成大量荒 煤气集聚或煤粉燃烧,达到爆炸极限,发生着火爆炸。干熄焦余热锅炉因超温、超压、缺 水,安全阀、压力表失效或超期使用等原因,可能发生爆炸事故。
袋式除尘器是利用滤布将气体中的粉尘过滤出来的设备。含尘气体由下部进气管进 入,分散通过布袋时,粉尘被阻留在袋的外侧,通过布袋净化后的气体,从上部出口排 出。滤袋外附着的粉尘,部分借重力落至灰斗内,其他在布袋上的粉尘每隔一段时间用压 缩空气喷吹一次,使粉尘落人灰斗,经排灰阀排出。炼焦生产中的粉尘大多属可燃性粉 尘,由于粉尘粒径小,表面积增大,易悬浮,易发生粉尘爆炸。
干熄焦循环气体中含有H2、CO等可燃成分,当循环气体泄漏造成某一区域H2、CO 浓度达到一定范围时,遇明火会燃烧甚至爆炸;排焦装置及运焦带式输送机通廊某一区域 焦粉浓度达到爆炸极限时,遇明火也会燃烧甚至爆炸;此外,当干熄焦焦炭处理量较大 时,若未能控制好排焦温度,有可能会排出少量未完全熄透的焦炭,这部分焦炭遇空气后 会慢慢燃烧。因此,在干熄焦排焦装置部位及运焦带式输送机通廊内应安装火灾自动监测 报警装置并将系统信息接入控制中心,一旦发生火警、火灾,可触发消防装置并及时报 警,快速启动灭火救援预案。
2.中毒与窒息
・61 •
»安全生产专业实务金属冶炼安■全
炼焦生产涉及的焦炉煤气、高炉煤气、焦炉烟道废气及干熄焦循环气体等都具有窒息 性,并含有毒成分,特别是高炉煤气,C。含量高达25% ~30% o当空气中含有0.2%的 CO,人吸入后就会失去知觉,当空气中的CO浓度达到0.4%时,人一旦吸入,就会立即 死亡。
焦炉地下室、交换机室等煤气区域因管道、阀门腐蚀等原因发生煤气泄漏时,未及时 采取通风措施,会发生煤气中毒事故。煤气设备、管网检修时,置换吹扫没达到安全要 求,既没有采取有效隔断措施,又没有采取有效的防护措施,也可能会造成煤气中毒。检 修时,吹扫、置换煤气管道放散过程中,没有按规定疏散人员,放散管冒出的煤气可能会 造成人员中毒。
带煤气抢修事故时,由于空气呼吸器等防护用具使用不当或出现故障,有造成人员中 毒的可能。干熄焦排焦装置附近、运焦带式输送机通廊地下部分区域可能聚集一氧化碳和 氮气,易发生人员中毒或窒息事故。进入干熄炉、除尘器等密闭环境检修时,置换吹扫不 彻底,贸然进入作业,也会引起中毒或窒息。
3.机械伤害
炼焦生产过程主要由焦炉机械运行和人工操作配合来完成。焦炉机械车体庞大、笨 重,运行频繁,视线不开阔,机械运行和人工活动空间狭窄,露天作业,加之高温、粉 尘、烟雾等恶劣的操作环境,如果防护措施落实不到位,规章制度不健全,管理不严格, 甚至违章指挥、违章操作,就极易发生碰、撞、挤、压等机械伤害事故。
焦炉机车、单斗提升机、干熄焦提升机、炉门修理卷扬机等设备运行过程中,人员精 神不集中,站位不当,躲避不及时,会发生挤伤、撞伤甚至死亡事故。推焦车、拦焦车、 熄焦车推焦联锁失灵、解除或操作失误,会造成红焦落地事故,甚至造成车毁人亡的严重 后果。转动设备在运转过程中进行清扫、加油或检修,会造成机械伤害事故。设备检修 时,没有严格执行检修挂牌制度,或由于联系不到位误操作,导致设备突然运转,可能造 成人身伤害事故。
4.灼烫
燃烧的煤气和火红的焦炭使整个炼焦生产始终处于高温环境之中。焦炉炉顶、机侧、 焦侧等属于高温区域,劳保用品穿戴不全,极易发生烧伤与烫伤事故。
推焦、装煤过程中上升管、装煤口等处会有火焰、火星外喷,机焦两侧炉门会冒烟冒 火,若操作人员注意力不集中,站的位置不合适,可能会发生烧伤与烫伤。
安全防护措施缺失,会造成烧伤、烫伤的后果,如上升管护板缺失或缺陷,可能烫伤 操作人员。熄焦池护栏损坏,可能造成人员掉入熄焦池,发生烫伤或溺水事故。违反操作 规程也会发生烧伤与烫伤事故,如用脚蹬盖斜了的装煤孔盖等。
干熄焦余热锅炉属于高温高压危险设备,运行操作或检修时应严格执行规程要求,防 止烫伤。锅炉排污或冲洗锅炉锅筒液位计时,要与中控室取得联系。开关阀门时要戴好手 套,身体侧向一方,防止蒸汽烫伤。
5.触电
炼焦系统一般设有供配电、发电和用电设施。供配电设施包括炼焦综合电气室、干熄 焦综合电气室。发电设施有干熄焦汽轮发电站。用电设施包括焦炉四大车、交换机、余煤
• 62 •
第三章焦化安全技术《
提升机、除尘风机、干熄焦提升机、干熄焦循环风机、余热锅炉循环泵、熄焦泵及运焦带 式输送机等。当触电保护、漏电保护、短路保护、过载保护、电气隔离、绝缘及屏护等由 于各种原因不能正常运行时,现场环境粉尘较大或潮湿漏雨时,没有严格执行电气管理制 度和操作规程时,操作人员误操作时均会导致人员触电或引发电气系统的安全事故。
焦炉机械车辆的动力线多为裸露的钢轨滑线,沿焦炉长向分别安装在炉台下部、上 部、炉顶顶部侧面等处,而焦炉操作与检修经常使用铁制长工具或长材料,稍不小心就会 发生触电事故。
6.高处坠落
在焦炉上作业的各部位离地面均有一定的高度,达到了国家规定的高处作业的标准。 由于机焦两侧分别有推焦车和拦焦车运行,机焦侧平台一般不便设防护栏杆。平台场地狭 窄,炉顶、炉台、炉底多层交叉作业,现场烟尘浓、蒸汽大(特别是冬季),环境恶劣, 稍有不慎就会造成高处坠落事故。
由于注意力不集中、违反操作规程或安全防护设施缺陷,会造成人员高处坠落事故。 如果操作失误,加之安全防护设施不完备可能造成装煤车、拦焦车高处坠落事故。违规操 作,安全设施缺失或缺陷,会导致发生物体从高处坠落的事故。如炉门坠落、清扫孔盖或 活动盖板坠落等。
(二)炼焦安全控制措施
1.焦炉机械安全措施
推焦车、拦焦车、电机车、装煤车应设走行声光警示信号,除走行外,焦炉机械的各 单元操作应实现程序控制。四大车应设工业电视用于监视前后走行,并要求电视监视与走 行自动切换。在司机视线不好的地方应安装摄像头,摄像头设在非高温的适当位置,并采 取防尘、防腐措施。
推焦车的走行装置应与炉门启闭、推焦、平煤等装置设置联锁。装煤车的走行装置应 与螺旋(圆盘)给料、炉盖启闭、导套升降、集尘干管对接阀启闭及煤塔受煤等装置设 置联锁。拦焦车的走行装置应与摘门装置及导焦装置设置联锁。捣固装煤推焦机的走行装 置应与送煤、推焦及炉门启闭等装置联锁。导烟除尘车的走行装置应与炉盖启闭、集尘干 管对接阀启闭等装置设置联锁。推焦车、装煤车和电机车应设压缩空气压力超限时空压机 自动停转的联锁。司机室内应设置风压表及压力极限声光信号。各种可靠的联锁措施,能 有效防止误操作或违章操作造成的设备事故和人身伤害事故,因此,禁止私自解除联锁进 行操作。
推焦车、拦焦车和电机车之间应能实现通话联系和信号联系,并应设置可靠的联锁装 置,生产过程中必须严格按信号逻辑关系操作,不得擅自解除联锁,否则,极易发生红焦 落地事故,带来严重的后果。在紧急状态或联锁解除状态操作时,在醒目位置设置声光 报警。
采用固定煤塔式捣固装煤方式时,装煤车煤槽活动壁、前挡板、锁壁的张开和关闭应 设置信号显示,煤槽活动壁和前挡板未关好时,捣固机不应进行捣固。装煤车应设置活动 接煤板升起和落下的信号显示,并应设置活动接煤板升起与装煤车走行的联锁。装煤车应 设置托煤板位置与装煤车走行的联锁。装煤车应设置托煤板前进、后退和锁壁后退限位装
• 63 •
» 安全生产专业实务 金属冶炼安全
置,严禁限位装置缺失或失灵的装煤车进行装煤操作。捣固机应设置捣固锤的落下和提 起、安全挡的开关显示信号。捣固机还应设置捣固锤落下与装煤车走行的联锁装置。
推焦车和拦焦车宜设置自动清扫炉门、炉框及清理炉头尾焦的设施,以减轻工人在恶 劣环境下的劳动强度,减少发生事故的可能性。为防止发生推焦杆掉入炭化室的事故,推 焦杆应设置行程极限信号、极限开关和尾端洁牙或机械止挡。带翘尾的推焦杆其翘尾角度 应大于90。且小于96。。推焦杆和平煤杆应设手动装置,且有手动时自动断电的联锁,以 便于事故处理和检修。拦焦车的走行轨道分别设在焦炉焦侧平台、除尘管道支架上,拦焦 车轨道两端应分别设置安全挡,其目的在于预防意外情况下,把拦焦车推歪,甚至掉下焦 侧平台。拦焦车导焦栅的锁闭应设置信号显示。电机车司机室应设置指示熄焦车车厢车门 关严的信号装置,以防车门未关严便开始接焦,使红焦落到地面。
焦炉车辆上电磁站的人行道净宽不得小于0∙8 m,裸露导体布置于人行道上部,且离 地面高度小于2. 2 m时,其下部应有隔板,隔板离地面应不小于1. 9 m。 ■
焦炉车辆电源滑触线高度不宜小于3. 5 m,低于3. 5 m时,其下部应设防护网,防护 网应接地良好。推焦车、熄焦车电源滑触线在机焦侧平台下时,烟道走廊窗户应用铁丝网 防护,并应设雨搭,既防止红焦掉落到电源滑触线上,又防止发生触电事故。焦炉车辆电 源滑触线应设有明显的安全警示标志。电源滑触线的分段电源开关应设置在明显位置,便 于紧急情况下的操作。焦炉车辆轨道应重复接地,轨道接头应用跨条连接。司机室和电气 室应铺绝缘板。
焦炉车辆开车前应发出警示声响信号,走行过程中应发出声光警示信号。行车过程中 严禁上下车。推焦车、拦焦车、装煤车和熄焦车在操作中,要分别直接观察或通过显示器 观察走台、道心、车辆走行、炉号对位、推焦杆、平煤杆、取门、清门、清框、导焦栅对 位、接焦对位等情况,一旦发现异常状况,应及时采取措施。推焦过程中因故中断推焦 时,熄焦车和拦焦车司机未经推焦指挥许可,不得把车开离接焦位置。严禁在机旁操作箱 上操作推焦杆、平煤杆进入炭化室推焦、平煤。严禁从推焦车跨爬到炉顶或由炉顶跨到推 焦车。严禁从装煤车跨到上升管平台,或从非爬梯处跨到装煤车。拦焦车车身与炉柱间距 较小,在行驶过程中严禁将身体的任何部位伸到车外,以免挤伤。焦炉车辆轨道端部应设 牢固的安全挡和轮挡。车辆行驶到端部时应减速慢行,严禁撞安全挡。横铁可以旋转的炉 门上下横铁之间应设拉杆,其他结构的炉门应确保炉门横铁与炉框门钩能自动锁住。机焦 侧对炉门完毕,必须认真确认门闩到位、放平,有安全针(安全钩)的要插好(挂好), 才能移动到下一炉操作,以杜绝炉门掉落事故。.车辆用完后应停到指定位置,关闭总 电源。
余煤单斗提升机应有上升极限位置报警信号,限位开关及切断电源的超限保护装置。 地坑的门开启时,提升机应自动断电。单斗提升机停电时,单斗应能自动锁住。提升机正 面的栏杆不应低于1.8 m,栅距不应大于0.2 m。焦炉机侧操作台上预留的向余煤提升机 的下部煤斗放煤的下煤口,应有算缝不大于0. 2 m的算子。余煤单斗提升机司机要经常检 查提升机钢丝绳是否有断股现象,极限是否灵敏可靠。在单斗升降过程中,严禁将头、手 等伸入提升机构架内,机下不能有人逗留或作业。炼焦机械运转过程中,禁止加油、清 扫、检修等作业。机械、电气进行检修时,必须挂牌确认,避免误操作,发生人身伤害
• 64 .
第三章焦化安全技术《
事故。
湿法熄焦应符合下列要求:粉焦沉淀池周围应设置防护栏杆,水沟应设置盖板;晾焦 台应设置水管;不应使用未达到国家相关标准的废水熄焦;粉焦抓斗司机室应设在旁侧或 采用遥控操作方式。
2.炼焦炉的安全措施
焦炉炉顶表面应平整,纵、横拉条不应突出炉顶面,以便于炉顶操作。焦炉上升管应 设防热挡板或采取其他隔热措施,防止烫伤。桥管、集气管和吸气管上的清扫孔盖和活动 盖板应用小链与相邻构件固定,防止掉下砸人。焦炉炉顶、上升管平台、炉端台、炉间台 部位均应设安全护栏、爬梯、挡脚板,并符合《固定式钢梯及平台安全要求》(GB 4053.1 ~ GB 4053.3)的规定。集气管的荒煤气放散管应设置自动点火装置,放散管的高度应高于 集气管走台5 m以上,如果为人工操作,其开闭应能在集气管走台上进行。焦炉机侧、焦 侧抵抗墙四角,操作平台上方Im处应设置压缩空气管接头(用于灭火、喷浆等)。炉门 修理站旋转架上部应有防止倾倒的锁紧装置或自动插销,下部应有防止自行旋转的销钉。 卷扬的升降开关应与旋转架的位置联锁,并能点动控制。旋转架的上升限位开关应准确 可靠。
在焦炉区域作业时,要注意焦炉机械车辆的来往,严禁在车辆轨道上坐、卧休息,严 禁将工具等物品放在轨道上。禁止从炉顶、炉台往地面抛扔东西,如确实需要时,应设专 人监护。禁止在打开上升管盖的炭化室5 m以内清扫集气管、上升管。清扫上升管石墨 时,应将压缩空气吹入上升管内压火并站在上风侧。清除装煤孔石墨时,不得打开机焦两 侧炉门,不得关闭上升管盖,防止装煤孔冒火造成烧伤事故。打开燃烧室测温孔盖时,应 站在上风侧,并侧身、侧脸,以防正压喷火烧伤。从焦炉煤气下喷管往上观看砖煤气道 时,应佩戴防护眼镜,防止灰渣掉入眼睛。在炉顶作业时,要特别注意打开的装煤口,不 准踩踏装煤孔盖和看火孔盖。装煤过程中捅煤时,钢轩插入炉口不得超过1200 mm。测温 打看火孔盖时,禁止倒退行走。煤塔漏嘴不宜采用煤气火焰保温。若采用煤气火焰保温, 必须采取相应的安全措施。
焦炉推焦、装煤除尘装置应符合以下规定:应设置阻断烟尘中高温明火颗粒的设施。 净化装置内部不得存在死角,收集的粉尘应及时、连续排出。应采取防静电积聚措施,并 设置安全泄爆装置。推焦除尘应设置降低烟气温度的措施,宜采用自然冷却方式进行冷 却。装煤除尘烟气连接管道上应设置事故断电紧急切断设施,并应采取降低烟尘黏结性的 措施。
3.炼焦煤气系统安全措施
焦炉加热用的煤气设施主要布置在焦炉地下室,有可能泄漏有毒有害气体,因此,焦 炉地下室应设置通风换气设备,其两端应有安全出口。进入地下室时,先通风换气,以保 证操作环境空气新鲜。焦炉地下室应设置固定式一氧化碳检测及报警装置,一旦超标报 警,应立即查找泄漏点,采取相应措施。焦炉地下室煤气管道末端应设自动放散装置,以 防止焦炉换向等原因致使瞬时管网压力过大,煤气旋塞等处发生煤气泄漏。放散管的根部 应设清扫孔,便于清扫。焦炉地下室煤气管道末端应设泄爆装置和安全网,并应引至操作 走廊之外,以防管道爆炸,造成设备严重损坏和人员伤亡。焦炉地下室煤气管道排水器应
• 65 •
»安全生产专业实务金属冶炼安全
保持完好状态,水位保持满流,冷凝液排放旋塞不应采用铜材质。
焦炉的交换传动装置应按照先关煤气,再交换空气、废气,最后开煤气的顺序动作, 交换机应设有手动装置。机焦两侧烟道走廊和地下室应设换向前3 min和换向过程中声响 报警装置,通知操作、检修人员换向时停止工作。交换开闭器调节翻板应有安全孔,以保 证蓄热室封墙和交换开闭器内任何一点的吸力均不低于5 Pa,防止形成正压,发生煤气泄 漏造成中毒事故。煤气调节蝶阀和烟道调节翻板应设有防止其完全关闭的装置,有自动充 氮保护装置的,充氮前应关闭。
加热煤气管道应设有低压报警系统,并在低压报警后采取停止加热的措施,防止事故 发生。煤气管道操作压力过高易发生泄漏,可能发生煤气中毒事故,因此,煤气加热时操 作压力应控制在规定压力以下。焦炉中控室应配备足够的便携式一氧化碳检测报警器、空 气呼吸器、急救用品和灭火器材,操作人员要熟悉其性能,并能熟练使用。
焦炉地下室、机焦侧烟道走廊、炉间台和炉端台底层等区域属于爆炸危险区域,所有 电气设备均应采用防爆型。该区域严禁堆放易燃易爆品,严禁烟火,确需动火时,必须按 相关程序办理动火工作票。非工作人员不经允许,不得进入上述区域。
焦炉生产过程中,出现下列情况之一时,应立即停止焦炉加热:主管压力低于 500 Pa,以防压力突然降低出现负压形成爆炸性混合气体而发生爆炸;烟道吸力下降,无 法保证蓄热室、交换开闭器等处吸力不小于5 Pa;换向设备发生故障或煤气管道损坏,无 法保证安全加热;煤气鼓风机停止运转时。
往焦炉内送煤气时,炉内燃烧系统应具有一定的负压,必须先给火源后送煤气,严禁 先送煤气后给火源。送煤气后不着火,或者着火后又熄灭,应关闭煤气考克,查清原因, 再按规定程序重新点火。煤气管道停煤气后重新向管道送煤气时,必须经化验或爆发试验 合格后,才可送入炉内。高炉煤气因压力低停止使用后,在重新使用前,必须把充压的焦 炉煤气放散掉。
焦炉的煤气设施停煤气检修时,必须可靠地切断煤气气源,根据不同目的采用蒸汽、 氮气等吹扫置换,直至氧含量分析或爆发试验合格。吹扫时应停止出炉操作,炉顶放散管 周围人员要疏散到安全区域。不准在烟道走廊和地下室带煤气抽堵盲板。
4.干熄焦安全措施
(1)干熄焦应设置对整个生产过程进行操作、监视、控制和管理的工业控制计算机 系统。控制系统应采用功能完备的控制站、人机接口、软件及其他外围设备。应具有完善 的过程控制、顺序控制、联锁、保护和报警功能。在中央控制室设有提升机紧急停止、干 熄焦本体紧急停止装置,紧急停止装置应采用继电器回路控制,同时应以急停按钮的形式 布置于操作台的醒目位置。
(2)干熄焦中控室应装设电视监视系统,主要监视位置有:焦罐底闸门吊辐、提升 机导向架下部、APS对位装置处、提升机吊钩、提升机的待机位、提升机走行平台处、装 入装置、锅炉汽包水位表处以及运焦带式输送机等。
(3)提升机是把炽热的红焦焦罐提升至干熄炉炉顶的起重设备,其运行可靠性对干 熄焦的安全生产至关重要。因此,提升机应达到以下要求:
①提升机应按《起重机械安全规程 第1部分:总则》(GB 6067. 1)要求,具备自
• 66・
第三章焦化安全技术《
动运行所要求的完善的联锁、控制及安全保护功能。
②提升机应采用能自锁的、可自动开闭的板式吊钩。
③提升焦罐的钢丝绳中一根或不同侧的两根钢丝绳断裂时,应确保吊具不会发生过 度倾斜,焦罐不会跌落。
④提升机提升及运行机构的制动器应具备制动间隙自动补偿和自动补偿失效报警功 能。提升及走行机构应采用变频调速控制。
⑤在提升机顶部应设风速、风向仪,当风速大于20 m/s时,提升机应停止作业。
⑥横移牵引装置、提升机和装入装置应设置限位和位置检测装置,横移牵引装置和 提升机应设置速度检测装置,提升机和装入装置应设置逻辑联锁。
⑦提升机应设过荷载、偏荷载检测器,钢丝绳切断检测器等安全设施,并设置防坠 落装置。
(4)干熄焦装入装置应采用变频调速控制的电动缸(或电液缸),并设双重保护的行 程限位开关。为应对事故停电,装入装置应设手摇装置。装入装置可移动区域应设置安全 护栏,生产过程中,严禁人员进入。装入装置轨道两端应设安全挡。干熄焦主框架装入层 平台及干熄焦底层平台应设置事故用水管。
(5)干熄焦循环风机应与干熄焦锅炉给水泵、锅炉汽包水位、主蒸汽温度、仪表用 净化压缩空气压力、强制循环泵流量、除氧水箱液位联锁。生产运行过程中应保证干熄焦 循环气体系统的严密性,对出现的泄漏点应及时修复,投产前或大修后均应进行系统气密 性试验。干熄焦气体循环系统的锅炉出口和二次除尘器上部应设泄爆装置,并不得在泄爆 孔和循环气体放散口附近停留。应通过循环气体自动分析仪对CO、H2、O?和CO2含量进 行分析记录,一旦超出标准,要立即采取措施,使其达到规定范围之内。除尘器的布袋等 滤材应采用防静电材质,并对设施进行可靠接地。
(6)旋转密封阀应设置过负荷检测,并与旋转密封阀停机联锁。旋转密封阀两侧密 封腔的气体压力应大于干熄炉入口循环气体压力。旋转密封阀的入口或出口应设置焦炭温 度检测装置,排出装置应与干熄炉预存室低料位联锁。旋转密封阀应设置检修时与环境除 尘相连通的管道和阀门(排出装置应设检修用除尘阀门),并应设负压检测装置。
(7)干熄焦排出装置区域应通风良好,振动给料器和旋转密封阀周围应设置一氧化 碳和氧浓度检测、声光报警装置。干熄焦排出装置的排焦溜槽及运焦带式输送机位于地下 时,排焦溜槽周围及运焦带式输送机通廊地下部分应设一氧化碳和氧浓度检测、声光报警 装置。
(8)干熄焦余热锅炉系统应设有水位、温度、流量及压力等参数的检测、控制、报 警和安全联锁装置,对生产过程进行检测、监控,并实现安全联锁。
(9)汽轮机、发电机应设有危急保护、轴向位移保护、轴瓦保护、油温保护装置及 紧急停机按钮等。汽轮发电车间内应设高位油箱和本体油箱,室外地下应设事故油箱。
(10)运焦带式输送机应设置排焦温度检测装置,当温度高于上限值时进勺事故喷 淋,高于250 K时停止排焦。运焦带式输送机应采用耐热输送带,耐热温度应高于排焦 温度。 —
(11)进入干熄炉、排出装置和循环系统内检查或作业前应关闭放射源快门,并进行
• 67 .
»安全生产专业实务金属冶炼安全
系统内气体置换和气体成分检测。进入人员应携带一氧化碳、氧浓度检测报警器和与外部 联络的通信工具,并有专人监护。
(12)出现下列情况之一时,应立即停止干熄炉装焦:
①通过调节仍无法控制循环气体中的可燃气体超标。■
②干熄炉内料位达到上上限报警值。
③排焦温度持续超限。
④炉体出现异常。
⑤除尘设备出现故障停止运转。
⑥循环风机因故障停机。
⑦锅炉系统因故障无法正常工作。
5.焦炉烘炉开工安全措施
焦炉烘炉开工操作程序复杂,涉及人员、工种多,交叉作业,危险因素多,必须统一 协调指挥,严格执行烘炉开工方案,落实相关安全规程。
(1)所有参加烘炉开工的人员都要认真学习烘炉开工方案,穿戴好劳动保护用品。
(2)无论采用固体、液体、气体燃料烘炉,都存在着火灾与爆炸的危险性,必须配 备足够的消防器材,如灭火器、砂子、黄泥、蒸汽接头等。
(3)焦炉炉顶、机焦侧平台以及焦炉车辆上的人员严禁随意往下抛扔工具、砖块、 杂物等。
(4)烘炉时清出的灰渣要运到指定地点,并及时熄灭,不得堆放在钢柱附近。
(5)煤气区域作业要严格执行煤气作业安全规程。烘炉点火前,应做煤气爆发试验, 合格后才能往炉内送煤气点火。
(6)点火前应先将火把点燃,放在煤气出口前方,然后再打开煤气阀门,严禁先送 煤气后点火。
(7)当煤气管道压力低于500 Pa时,应关小烘炉小灶的支管旋塞。如果煤气压力继 续下降,要停止加热。
(8)预热油时温度不能过高,一般不超过90七,要严防沸腾现象发生J储油槽应接 地良好,储油槽的油位不能太高。
(9)在燃油设备和管线上进行明火作业时,要严格执行动火规定,采取蒸汽吹扫、 冷水冲洗、通风处理或用防火物覆盖等安全措施,动火时必须有专人监护。
(10)在燃烧室或蓄热室封墙刷浆时,应使用安全梯子进行操作,禁止踏在烘炉小灶 或废气开闭器上。
(II)拔测温管时要戴好石棉手套,防止烫伤。
(12)发现烘炉小灶火焰外喷时,要及时查找原因,必要时停止加热。
(13)扒封墙和内部火床时,由于场地狭窄,要特别注意防止人员掉至炉台下。
(14)拆除封墙所用工具不准碰到推焦车和拦焦车的电源滑触线上。
(15)在连通集气管、吸气管及启动风机时,应停止拆除封墙和内部火床作业。
(16)焦炉送煤气后在立火道内应立即燃烧,如果不燃烧要立即停止送煤气,查找原 因,及时处理。
• 68 .
第三章焦化安全技术《
(17)总烟道吸力达到200 Pa以上时炭化室小灶才准点火。
(18)炭化室小灶煤气熄灭时不准立即点火。
(19)燃气管道系统应设置末端放散管、气体置换用吹扫管、冷凝液排放管、取样 管、测温、测压管及末端泄爆装置等。
(20)低热值燃气的燃烧器应采取防灭火措施,高热值燃气的燃烧器应采取保证燃气 完全燃烧的喷射措施。
(21)采用气体燃料烘炉时,根据燃气的发热值不同选择不同管径的输送管道。机焦 侧主管中燃气的最大流速不应超过10 m/s ,总管中燃气流速不应超过12 m∕s,进入机焦侧 燃烧器支管中燃气流速不应超过10 m∕so
(22)气体燃料烘炉火床采用黏土砖砌筑。机焦侧火床的高度应大于L 2 m,长度应 大于2 m。火床与炭化室墙面间放置IOmm厚硅酸铝纤维毡。采用带炉门烘炉时,炉门衬 砖与火床间应留30 mm间隙。
第四节焦炉煤气净化安全技术
一、工艺概述
根据鼓风机位置不同焦炉煤气净化工艺流程可分为正压工艺流程、半负压工艺流程和 全负压工艺流程。焦炉煤气净化工艺的功能在于焦炉煤气的冷却与输送,焦炉煤气中的焦 油、氨、苯、硫化氢等的脱除,并得到净焦炉煤气。焦炉煤气净化过程中回收的产品除净 煤气、焦油、粗苯(轻苯)夕卜,根据工艺不同而异。半直接法或间接法氨回收可生产硫 铁或无水氨,氨分解法可回收低热值的尾气。吸收法脱硫可回收硫黄或硫酸,氧化法脱硫 及废液处理可回收熔融硫及副盐(硫氟酸盐、硫代硫酸盐)。
(一)冷凝鼓风
冷凝鼓风工序由4部分组成。
(1)煤气初步冷却。按煤气与冷却介质接触方式不同分为直接式初冷和间接式初冷。 目前采用较多的是间接式两段(或三段)横管初冷工艺,可以把煤气冷却到较低温度 (22七),并在段间喷洒冷凝液,使初冷后的煤气含茶量低于500mg/m3,还可充分利用荒 煤气余热供采暖或其他工艺用热水。其主要设备是横管初冷器、冷凝液储槽及循环泵。
(2)焦油雾捕集。主要设备是电捕焦油器。电捕焦油器的主要功能是通过使煤气中 的焦油雾带电后沉积于沉淀极板,自流而下加以收集,使煤气得到净化。
(3)焦油氨水分离。荒煤气中的焦油氨水混合液和横管初冷器、电捕焦油器、煤气 鼓风机等设备中冷凝的焦油氨水混合液均在焦油氨水分离装置进行分离,分离出的焦油送 往焦油库,分离出的氨水一部分送往焦炉集气管循环喷洒,剩余氨水送往下道工序处理, 焦油渣送往备煤车间配煤。目前采用较多的工艺为机械化氨水澄清槽、焦油分离槽和焦油 离心分离三级分离工艺。主要设备有:机械化氨水澄清槽、焦油分离槽和超级离心机。
(4)煤气输送。输送煤气的风机按结构不同分为离心式和容积式,一般大多采用输 送能力较大的离心式煤气鼓风机,容积式煤气风机仅用于输送煤气量较小的场合。煤气鼓
• 69 •
»安全生产专业实务金属冶炼安全
风机的功能是把荒煤气从焦炉集气管吸出,经过所有煤气净化设备后,送至煤气用户,其 在煤气净化工艺中的位置可设置在电捕焦油器后、初冷器后、脱硫塔后或整个净化系统 后,以满足不同工艺的需要。煤气鼓风机大多采用电动机驱动(电动煤气风机),可采用 液力偶合器或变频调速电机两种方式来调节转子转速。也可采用蒸汽透平机驱动(汽动 煤气风机),通过调节蒸汽量改变透平机的转速进而改变煤气风机转子转速,实现煤气风 机的调节。煤气鼓风机是焦化厂的关键设备,其能否平稳运行对煤气净化系统的安全至关 重要。
(二)煤气脱氨
炼焦煤在高温干僧过程中,15% ~20%的氮生成氨。在煤气初冷时,一部分氨溶解于 剩余氨水中,其余的则留在焦炉煤气中,初冷后煤气含氨4~6g/rh3。由于焦炉煤气的冷 凝液含有氨,环保要求不能随意排放。焦炉煤气中的氨与氟化氢、硫化氢化合,腐蚀程度 加剧。煤气中的氨在燃烧时生成氧化氮,污染环境。在粗苯回收过程中,氨使洗油和水形 成乳化物,影响油水分离。氨是制造氮肥的重要原料。因此,必须脱除煤气中的氨。我国 焦化厂回收氨的方法主要有饱和器法生产硫酸钱、用磷酸吸收氨制取无水氨的工艺以及水 洗氨-氨分解工艺。 注宥免费Q群:628721411
1.喷淋式饱和器法生产硫铁工艺老碗掰863575556
喷淋式饱和器法生产硫筏工艺的主体设备是喷淋饱和器,采用不锈钢材质,设备使用 寿命长,集酸洗吸收、结晶、除雾等功能为一体,具有煤气系统阻力小、鼓风机能耗低、 工艺简捷、便于操作、硫酸筱结晶颗粒大、质量好等优点。其原理就是用硫酸吸收煤气中 的氨反应生成硫酸铁。喷淋式饱和器法生产硫酸钱工艺流程如图3 - 10所示。
此工艺的主要设备有:喷淋式饱和器、煤气预热器、母液循环泵、满流槽、结晶泵、 结晶槽、离心机、振动式流化床干燥器、空气热风机等。
2.磷酸吸氨法回收煤气中的氨
磷酸吸氨法生产无水氨工艺,是用磷酸溶液从焦炉煤气中选择性吸收氨,吸氨的磷俊 富溶液解吸得到氨气,冷凝成氨水,精僧后制得高纯度无水氨产品。其工艺流程如图3-11所示。
该工艺的主要设备有吸收塔、解吸塔、精僧塔、冷凝冷却器和蒸发器等。
3.剩余氨水蒸氨
剩余氨水主要由炼焦煤表面含水(约占入炉煤的10%)、炼焦过程中的化合水(约占 入炉煤的2%)、粗苯装置分离水、焦油装置分离水以及煤气终冷装置冷凝水等组成。剩 余氨水的成分主要与焦炉操作制度、煤气初冷形式、初冷后煤气温度以及初冷冷凝液的分 离方法等有关。将氨水蒸用可得到含氨量为10% ~ 12%的氨气,氨气可直接通入饱和器 生产硫酸俊。在HPF脱硫系统中,氨气冷凝成氨水进入反应槽补充脱硫液中的碱源。剩 余氨水蒸氨的主要设备有:蒸氨塔、氨分缩器、氨水储槽、蒸氨废水泵、废水换热器、碱 液槽以及碱计量泵等。
(三)煤气脱硫脱氨
在炼焦过程中,原料煤中的硫30% ~40%以气态硫化物形式进入焦炉煤气中。硫化 物按其化合状态分为两类:一类是硫的无机化合物,主要是硫化氢(ES),一般焦炉煤
• 70 •
硫酸库来98%的硫酸



第三章焦化安全技术«
煤气去终冷洗苯
~吧羲装置来氨气
&来 汽捕 蒸电
气 煤
冷蒸油槽 气去焦放
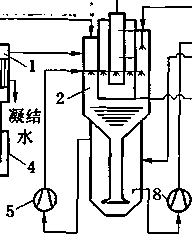


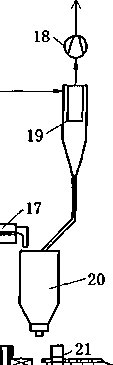
11
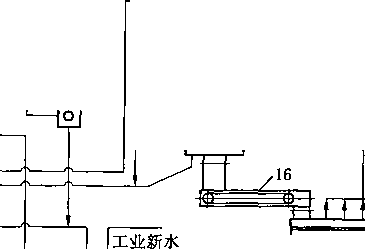

7N
公6
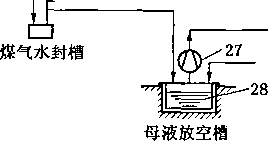
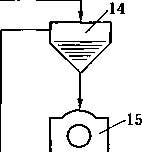
, 12
3_oZn ]酸焦油^^ 卜131"LɪJ
煤焦油送配煤系统
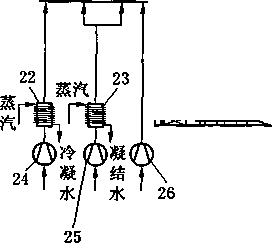
1一煤气预热器;2—喷淋式饱和器;3—捕雾器•; 4—煤气水封槽;5一母液循环泵:6—小母液循环泵;
7-■满流槽;8-结晶泵;9-硫酸储槽;10—硫酸泵;11—硫酸高位槽;12—母液储槽;13一渣箱;
14一结晶槽:15—离心机;16一带式输送机;17-振动式流化床干燥器;18-尾气引风机; 19-旋风除尘器;20—硫酸钱储斗;21-称重包装机;22、23-空气热风器; 24、25-空气热风机;26-空气冷风机:27—自吸泵;28一母液放空槽
图3-10喷淋式饱和器法生产硫酸铁工艺流程
气中H?S含量为4~10g/m3;另一类是硫的有机化合物,如噫吩(C4H4S)、二硫化碳 (CS2)、硫氧化碳(COS)等,有机硫化物含量较少,在焦炉煤气中含量为0∙3 g∕⅛3左 右。进入焦炉煤气的氮化物中,氧化氢(HCN)含量为0.5 ~1.5 g/n?。硫化氢燃烧产物 二氧化硫(SO2)、氟化氢燃烧产物二氧化氮(NO?)均易形成酸雨,造成大气污染。含 硫化氢、氟化氢的焦炉煤气在处理和输送过程中会腐蚀设备和管道。焦炉煤气用作合成原 料气时,硫化氢会造成催化剂中毒。用于炼钢、轧钢时,会降低钢材质量。因此,必须对 焦炉煤气中的硫化氢、竄化氢予以脱除。
焦炉煤气脱硫脱氟方法按脱硫剂的物理形态不同可分为干法脱硫和湿法脱硫。
干法脱硫采用的脱硫剂有:氢氧化铁、氧化锌、活性炭等。干法脱硫工艺简单,成熟 可靠,能较完全地脱除无机硫和有机硫,还可脱除竄化氢、氧化氮及煤焦油雾,净化程度 高,但存在着设备笨重、更换脱硫剂劳动强度大、废脱硫剂难以利用等缺点。此法适用于 煤气含硫量较低,要求净化程度高或煤气处理量较小的情况。
湿法脱硫工艺包括吸收和再生两部分,其吸收部分大体相同,按再生方法不同,分为 氧化法脱硫和吸收法脱硫两种工艺。氧化法脱硫工艺有TH法、FRC法、HPF法、PDS +
• 71 •
» 安全生产专业实务 金属冶炼安全
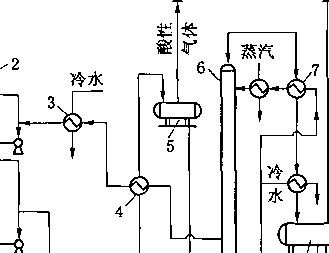
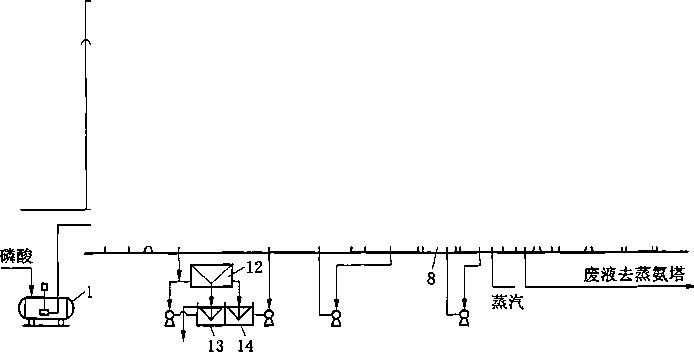
焦炉煤气
焦炉煤气
IXlIrlIΛJf
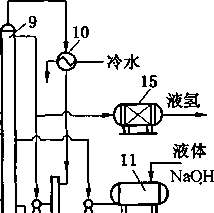
I—磷酸槽;2—空喷吸收塔;3—贫液冷却器;4—贫富液换热器;5-蒸发器;6-解吸塔;
7—部分冷凝器;8一精僧塔给料槽;9—精信塔;10-精饵塔冷凝器;11-氨气冷凝冷却器;
12一泡沐浮选除煤焦油器;13—煤焦油槽;14—溶液槽;15—活性炭吸附器 图3-11磷酸吸收法生产无水氨工艺流程
楮胶法、改良ADA法等。吸收法脱硫工艺有AS法、真空碳酸盐法和单乙醇胺法等。湿 法脱硫具有脱硫与再生能连续进行,处理能力大,劳动强度小,硫化氢、氟化氢同时脱除 等优点,其缺点是工艺复杂,投资较大。
1. HPF法脱硫
HPF法脱硫是利用焦炉煤气中的氨为碱源,以HPF (酿钻铁类)为复合型催化剂, 煤气中的H2S等酸性组分由气相进入液相与氨反应,转化为硫氢化氨等酸性核盐,再与 空气中的氧发生氧化反应转化为元素硫。HPF法脱硫效率可达99% ,主要设备有预冷塔、 脱硫塔、再生塔、反应槽、泡沫槽、熔硫釜等,其装置既可设在鼓风机前的负压侧,也可 设在鼓风机后的正压侧。正压HPF脱硫工艺一般流程如图3 - 12所示。
1、 由蒸氨装置 输送来的氨气
焦炉煤气
焦炉煤气
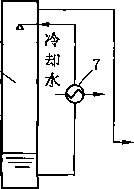
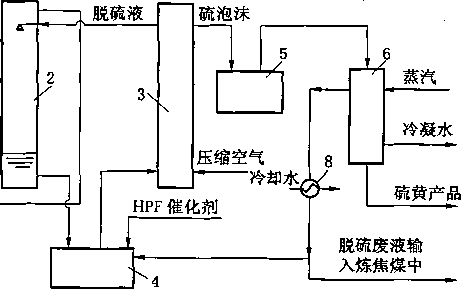
1-预冷塔;2-脱硫塔;3「再生塔;4-反应槽;5-泡沫槽;6—熔硫釜;
7一预冷循环液冷却器;8一清液冷却器
图3 -12正压HPF脱硫工艺一般流程
• 72 •
第三章焦化安全技术《
2.真空碳酸盐法脱硫
真空碳酸盐法脱硫是利用碳酸盐溶液吸收焦炉煤气中的H2S和HCN,再经解吸得到 含有HzS和HCN的酸气,送往制酸装置生产硫酸,也可送往克劳斯炉生产硫黄。主要设 备有:脱硫塔、再生塔、真空泵、富液槽、碱液槽、冷凝冷却器、加热器等。该装置一般 设置在洗苯装置之后,其工艺流程如图3 - 13所示。
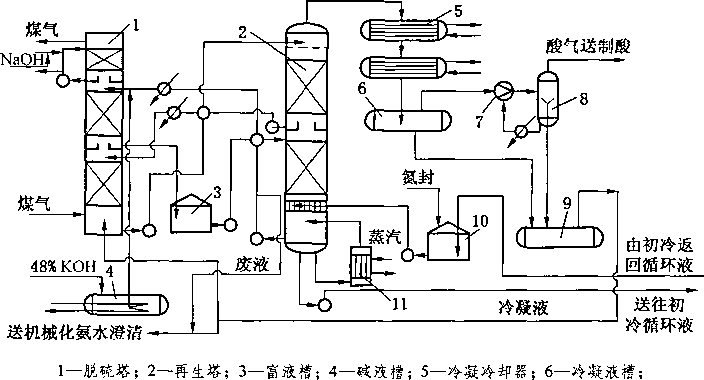
7-真空泵;8—分离槽;9一收集槽;K)-循环液槽;11-加热器 图3-13真空碳酸盐法脱硫工艺流程
(四)煤气脱苯
粗苯(轻苯)是具有广泛用途的基础化工产品,在焦炉煤气中含量为30~45g/rn3, 经回收后的焦炉煤气中苯族煌降到2~4g/m3。焦炉煤气脱苯主要经过煤气终冷、洗苯、 富油脱苯3个环节。
1.煤气终冷脱蔡
焦炉煤气温度在25 ~ 28七时最有利于粗苯吸收,为提高粗苯收率,要把焦炉煤气温 度冷却到28 K以下,同时进一步除去煤气中的蔡等杂质。煤气终冷工艺主要有间接式终 冷和直接式终冷两种方式。间接式终冷是采用横管式间冷器对煤气进行间接冷却,若入口 煤气温度较高,可采用由循环冷却水和低温水两段冷却的终冷器,并利用循环喷洒冷凝液 对终冷器管间进行清洗,防止堵塞。直接式终冷是采用填料式或空喷式直冷塔,密闭循环 喷洒冷却水直接冷却煤气,再用塔外冷却器从循环喷洒液中取走热量。
2.洗苯
用焦油洗油吸收焦炉煤气中苯族羟的工艺简单、经济,被广泛采用。终冷后的煤气进 入洗苯塔,在此用脱苯后的贫油洗涤吸收煤气中的苯,得到富油送往脱苯装置。洗苯塔主 要有填料塔、板式塔和空喷塔3种类型,使用最多的为填料塔。主要设备有:洗苯塔、贫 油泵、半富油泵、富油泵、贫油槽和新洗油槽等。其工艺流程如图3-14所示。
3.富油脱苯
为把粗苯从富油中解吸出来,广泛采用管式炉煤气加热富油,利用脱苯塔脱苯的工
• 73 •
» 安全生产专业实务 金属冶炼安全
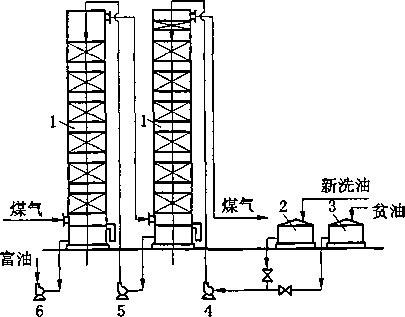
1 一洗苯塔;2一新洗油槽;3—贫油槽;4一贫油泵;5-半富油泵;6一富油泵 图3-14从煤气中吸收苯族炬的工艺流程
艺。按脱苯塔的结构和产品品种不同,一般分为单塔粗苯工艺、单塔轻苯工艺和双塔轻苯 工艺。主要设备有管式炉、脱苯塔、再生器、热贫油槽、换热器、冷凝冷却器、分离 槽等。
二、安全技术
(-)焦炉煤气净化主要危险有害因素分析
焦炉煤气净化车间承担着焦炉煤气的输送、净化和化工产品回收等任务,生产过程中 涉及大量易燃易爆、有毒物质,生产环境多处于火灾爆炸危险区域。因此必须积极采取有 效的措施预防事故,并对各种可能发生的事故制定应急预案。
1.焦炉煤气净化车间主要危险化学品
焦炉煤气净化车间涉及的危险化学品较多,详见表3-2。
表3-2煤气净化装置中涉及的危险化学品
|
装置名称 |
危险化学品名称 |
|
煤气排送 |
氨水、焦炉煤气、焦油 |
|
煤气脱硫 |
焦炉煤气、硫酸、氨气、碳酸钠、碳酸钾、脱硫液、二氧化硫、苦味酸、硫化氢、硫黄 |
|
无水氨 |
____________氢氧化钠、焦炉煤气、液体无水氨、磷酸____________ |
|
硫钱口比陡 |
焦炉煤气、硫酸、氨气、硫酸钱母液、粗毗咤 |
|
蒸氨 |
氨水、浓氨水、氢氧化钠 •_____________ |
|
溶剂脱酚 |
氨水、苯、酚、氢氧化钠 |
|
粗苯回收 |
________________焦炉煤气、粗苯、洗油、轻油______________ |
|
废水处理 |
_____________, 磷酸、碳酸钠_____ |
• 74 .
第三章焦化安全技术《
2.煤气净化车间主要危险物质的特征
焦炉煤气净化车间涉及的危险化学品主要有以下特征,详见表3 -3。
表3-3煤气净化车间主要危险物质特征
|
名称 |
是否具燃爆性 |
自燃点/ r |
燃爆极限 (体积分数) |
车间空气中最高允许 浓度/(mg ∙ m^3) |
特 征 |
|
焦炉煤气 |
是 |
560 |
5. 3% ~32% |
CO: 30 |
主要有毒成分为CO,在焦炉煤气 中含量为5% ~7% o人体吸入C0 会造成缺氧中毒 |
|
酸气 |
是 |
260 |
4. 3% ~45% |
H2S: 10 |
主要成分为HzS,在酸气中含量 为30% ~70%, H2S对人体神经有 强烈刺激作用,并造成眼角膜、呼 吸道黏膜损害 |
|
氨及氨气 |
是 |
630 |
15% ~28% |
NH3; 30 |
主要成分为N也,在氨中的含量 大于99% ;在氨气中的含量为10% -70% o NH3对人体呼吸道黏膜有 刺激作用,并会造成灼烧,吸入浓 度高时,可引起急性化学性水肿 |
|
苯类 |
是 |
555 |
1.2% ~8% (苯蒸气) |
C6H6: 40 |
包括粗苯、轻苯,主要成分为 C6H6,在粗苯中的含量为55%; 80%,苯主要造成人体神经系统及 血液(造血机能)损害 |
|
硫黄 |
(云状粉尘)是 |
235 |
燃爆下限 2. 3 g∕m3 |
— |
易燃固体,云状粉尘具燃爆性 (平均粒径30-50 μm) |
3.火灾与爆炸
(1)鼓风机前负压系统由于设备损坏或操作不当,造成空气大量进入煤气管道达到 爆炸极限,遇激发能源可能发生火灾爆炸事故。
(2)电捕焦油器氧含量超标时,如果没有安装氧含量超标联锁停车装置,或联锁装 置故障未及时停车,绝缘箱的电晕极放电,可引发火灾爆炸事故。
(3)煤气净化设备、工艺管道等检修时,没有有效置换、隔离物料气体(如焦炉煤 气、苯蒸气)或排净残渣,检修过程中发生可燃气体倒流、串漏或挥发,遇激发能源, 可能发生火灾爆炸事故。
(4)生产过程中,温度、压力、液位控制不当,导致塔、釜、罐等设备内物料失控 发生火灾或爆炸。
(5)因设备腐蚀老化或检修质量问题等原因造成物料泄漏,遇激发能源,发生火灾 爆炸事故(如风机房煤气管道泄漏、苯槽泄漏、贫富油泵密封泄漏等)。
(6)生产装置区域、储罐区的设备及工艺管道未设置静电接地设施,或静电接地设
• 75 •
» 安全生产专业实务 金属冶炼安全
施电阻阻值不符合规定,或静电接地设施检修后未及时恢复,物料在设备和管道中流动产 生的静电不能及时导出,聚积到一定电压时放电产生的火花,可能引发系统发生火灾爆炸 事故。
(7)生产装置区域、储罐区未安装防雷接地设施,或安装的防雷接地设施不合格, 当发生雷击时不能有效地将雷击电流导出,强大的雷击电流会导致火灾爆炸事故发生。
(8)防爆区域电气设施不防爆,在设备运转时易产生电火花,引燃泄漏在空气中的 易燃、可燃物质,导致火灾爆炸事故发生。电气不防爆主要有以下列方式存在:
①防爆区域安装的物料输送泵电机、照明设施及其相关的附属设施等未采用防爆 电器。
②虽采用防爆电器,但防爆等级低。
③使用的防爆电器因失修等原因失去防爆性能。
④使用的防爆电器不合格,非有资质的生产厂家制造,或属国家明令禁止的淘汰 产品。
⑤爆炸危险场所使用的电缆未穿阻燃管,或阻燃管密封效果差。
(9)管式加热炉加热盘管材质不符合要求,没有采取耐火隔热措施,或盘管焊接缺 陷,均会造成物料泄漏,导致火灾事故发生。
(10)蒸馆过程中,工艺管道和设备容易被凝固点高的物质凝结堵塞,如果蒸馆设备 压力表失灵,没有对设备、管道中残存的凝结物及时清理,一旦发生堵塞,会造成设备超 压,有发生爆炸的危险。
(11)由于操作失误,向已经装满原料或成品的储罐继续充装,在储罐未安装高低液 位报警装置,或高低液位报警装置失灵的情况下,会导致冒罐现象发生,泄漏的物料有发 生火灾爆炸的危险。
(12)原料、成品储罐没有安装放空阀,或安装的放空阀不符合要求,当选用的泵较 大时,会造成储罐被抽瘪(出料时)或胀裂(进料时),导致物料泄漏,有引发火灾、爆 炸的可能。
(13)废热锅炉(如氨分解炉、克劳斯炉)、压力容器等因超压、超温、缺水、安全 阀失效等原因发生爆炸事故。
(14)硫钱、硫黄厂房未安装通风设施或通风设施安装位置不合理,没有按规定的次 数进行通风,粉尘在室内积聚,有可能形成粉尘爆炸条件,遇激发能源发生爆炸。
4.中毒
(1)进入槽、塔、釜、罐等密闭空间检查、检修,未进行有效置换,或采取防护措 施不到位,可能发生中毒(如苯中毒、硫化氢中毒等)事故。
(2)生产场所没有配备通风设施,或通风设施损坏,有毒物质泄漏、挥发积聚,引 起中毒。
(3)苯类、酚类、氨水等有毒液体因操作不当喷溅或跑、冒、滴、漏,可能引起 中毒。
5.灼烫与酸碱灼伤
(1)蒸汽、导热油等高温介质管道、设备保温层脱落或保温效果差,不慎接触可能
• 76 •
第三章焦化安全技术《
烫伤。
(2)蒸汽、导热油、焦油、酸、碱等介质发生泄漏,易造成烫伤或酸碱灼伤。
(3)生产装置检修前未进行泄压或残液未排净,又未有效隔离工艺介质,造成液体 喷溅伤人事故。
(4)作业人员进入酸碱储槽等密闭、狭小空间时,没有对其进行彻底清洗,不慎接 触到酸碱,会造成灼伤事故。
(5)有酸碱的生产区域,未按规定配备洗眼器、淋浴器,当发生化学灼伤事故时, 不能及时清洗,导致事故后果扩大。
6.机械伤害
(1)对正在运转的风机、泵等设备进行加油、清扫或检修,易造成人身伤害事故。
(2)检修设备时,未按规定执行挂牌制度,因误操作导致设备运转,可能造成机械 伤害。
7.触电
电气设备在生产运行中,由于产品质量缺陷,绝缘效果差;现场环境恶劣(如高温、 潮湿、腐蚀、振动等),机械损伤,维修不善等导致绝缘老化或放电;设计不合理,安装 工艺不规范,安全距离不足;安全设施和安全措施不完备,没有接地或接零,违章作业, 接触带电设备,都有可能发生触电事故。
8.高处坠落
在高处作业、检修时,由于栏杆、平台、梯子腐蚀或缺陷,又未进行有效防护,可能 造成高处坠落事故。
(二)焦炉堞气净化安全控制措施
1.焦炉煤气净化区域建筑物火灾危险性分类及爆炸危险环境区域划分
焦炉煤气净化区域大部分属于爆炸和火灾危险场所,其主要生产场所建筑物火灾危险 性分类、爆炸危险环境区域划分,见表3-4。
表3 -4煤气净化区域主要生产场所建筑物火灾危险性分类和爆炸危险环境区域划分表
|
_____装置或场所_____ |
火灾危险性类别 |
爆炸危险环境区域 |
备注 |
|
_______煤气鼓风机室_______ |
______甲 |
1区 | |
|
冷凝泵房 |
- 丙 |
2区 | |
|
初冷及电捕 |
2区 |
室外 | |
|
______预(中)冷塔、脱硫塔______ |
2区 |
室外 | |
|
______氨苯洗涤塔、终冷塔______ |
2区 | ||
|
________苯洗涤泵房________ |
丙 |
2区 | |
|
________硫铁饱和器________ |
2区 |
室外 | |
|
_____脱苯塔、两苯塔、再生器_____ |
2区 |
室外 | |
|
_______粗苯产品泵房_______ |
甲 |
1区 | |
|
________粗苯储槽 |
2区 |
室外 |
・77・
» 安全生产专业实务 金属冶炼安全
表3-4 (续)
|
_____装置或场所_____ |
火灾危险性类别 |
爆炸危险环境区域 |
备注 |
|
________脱酸塔、蒸氨塔_______ |
2区 |
室外 | |
|
_______脱酸蒸氨泵房_______ |
乙 |
2区 | |
|
硫黄冷却、结片、包装等部位及硫黄仓库 |
乙 |
21区 | |
|
______溶剂脱酚的萃取塔______ |
2区 |
室外 | |
|
______溶剂脱酚的溶剂泵房______ |
甲 |
1区 | |
|
________精脱蔡塔________ |
2区 |
室外 | |
|
干式脱硫塔 |
2区 |
室外 | |
|
无水氨吸收塔 |
2区 |
室外 | |
|
______无水氨解吸塔、精馆塔 |
2区 |
室外 |
2.焦炉煤气净化区域通用的安全规则
为有效消除焦炉生产过程中的激发能源对煤气净化区域的影响,煤气净化车间应布置 在焦炉的机侧或一端,其建(构)筑物最外边缘距焦炉炉体边缘不应小于40 m。当采用 捣固炼焦工艺时,煤气净化车间布置在焦侧时,其建(构)筑物最外边缘距焦炉熄焦车 外侧轨道边缘不应小于45 m (当焦侧同时布置有干熄焦装置时,该距离为距干熄炉外壁 边缘的距离)o煤气净化区内不应布置与煤气净化装置无关的设施及建筑物。
储槽、塔器及其他设备的外壳应有设备编号、名称及规格等醒目标志。阀门应有开、 关旋转方向和开、关程度的指示,旋塞应有明显的开、关方向标志。盲板和其垫圈的手柄 应有明显区别,以方便职工操作。
由于放散管放散出的有毒有害气体可能威胁职工的身体健康和人身安全,因此,建 (构)筑物内设备的放散管应引出建(构)筑物,而且应不危及人员安全;室外设备的放 散管应高出本设备2 m以上,而且应高出相邻有人操作的最高设备操作平台2 m以上。设 备经常放散的有害气体、蒸汽宜按种类分别集中,引入煤气系统或经净化处理后再放散, 以降低操作环境异味,适应环保要求。
为消除静电、雷电等激发能源,生产、储存和装卸甲类液体、可燃气体的设备和管线 应设可靠的接地装置。直径小于20 m的储槽应至少两处接地,大于20 m时应至少4处接 地。管线应至少两端接地。仅用于防静电的接地,其电阻一般不大于IoO C,兼作防雷时 应遵守《建筑物防雷设计规范》(GB 50057)的相关规定,与其他用途的接地极共用时应 取其中数值最小者。汽车罐车、铁路罐车和装卸栈台、铁路钢轨应设专用接地,进出苯类 储罐的管道法兰应作静电跨接。用泵输送苯等炫类液体应按《防止静电事故通用导则》 (GB 12158)的规定限制管道流速,当管道内明显存在水等第二物相时,其流速应限制在 lm/s以内。甲、乙类液体储槽的注入管应有消除静电的措施,储罐的进料管应从罐体的 下部接入,如果从上部接入,应延伸到距罐底20Omm处。
塔器、容器的对外连接管线应设置可靠的隔断装置,禁止用管道上的调节配件代替隔 断阀门,禁止以关阀门代替堵盲板,以免造成有毒有害或可燃介质串漏引发中毒、火灾爆
• 78 •
第三章焦化安全技术《
炸事故。停产不用的塔器、容器、管线等应清扫干净,并应打开放散管,隔断对外连接; 报废不用的,清扫干净后应立即拆除。
输送易凝、可燃液体的管道及阀门均应保温,不应使用明火烘烤。检修操作温度不低 于物料自燃点的密闭设备,不得在停止生产后立即打开大盖或人孔盖。用蒸汽清扫可能积 存有硫化物的塔器后,必须冷却到常温方可开启;打开塔底人孔之前,必须关闭塔顶油气 管和放散管。
禁止用轻油、洗油、苯类等易散发可燃蒸气的液体或有毒液体擦洗设备、工具、衣物 及地面。在易燃易爆场所禁止使用易产生火花的工具,作业人员禁止穿着化纤服装。严禁 在蒸汽管道或暖气管上搭烤衣物,放置易燃易爆品,以免发生火灾。
甲、乙类生产场所的设备及管线,其保温应采用不燃或难燃保温材料,并应防止可燃 物渗入绝热层。煤气净化各种洗涤塔下应设有液位报警或自动调节,或采用液封。塔器的 窥镜、液面计,其玻璃应能耐高温,并应严密。可燃液体的储罐应设液位计和高位报警, 必要时可设自动联锁切断进液装置。酸、碱和甲、乙、丙类液体高位储槽应设满流管或液 位控制装置。
甲、乙、丙类液体及可燃气体管线不应穿越变电站、配电室、仪表室、办公室、休息 室及与该管线无关的储槽区或生产厂房,并且不宜地下敷设,如果采用管沟敷设时,在管 沟进出装置和厂房处应采取隔断措施,管沟内不应积聚可燃气体或蒸汽,以消除介质泄漏 带来的安全隐患。
为防止酸、碱灼伤,输送酸、碱、酚和易燃液体时,应选用密封性能可靠的泵,其管 道的法兰应加保护罩,法兰位置应尽量避开经常有人操作的位置。在酸、碱泵及介质易外 泄的生产设施附近,应设置洗手盆、淋洗器、洗眼器,以备急用。
易燃易爆气体和甲、乙、丙类液体的设备、管道动火时,必须先办理动火证,动火前 应与其他设备、管道可靠隔断,清除、置换达到合格标准(体积百分浓度):爆炸下限大 于4%的易燃易爆气体,含量小于0.5%;爆炸下限小于或等于4%时,其含量小于 0. 2%。
在有毒物质的设备、管道或容器内检修时,应可靠地切断物料进出口,有毒物质浓度 应小于允许值,同时含氧量应在19. 5% ~23% (体积百分浓度)范围内。监护人不应少 于2人,应备好防毒面具和防护用品,并且检修人员应熟悉防毒面具的性能和使用方法。 设备内照明电压应小于或等于36 V,在潮湿、狭小容器内作业应小于或等于12 Vo
对易燃易爆、易中毒物质的设备动火或进入内部作业时,安全分析取样时间不应早于 工作前30 min,工作中应每2 h重新分析一次,工作中断30 min以上也应重新分析。
3.冷凝鼓风安全措施
(1)冷凝鼓风工段应有两路电源和两路水源,采用两台以上蒸汽透平鼓风机时,应 采用双母管供汽,以提高风机的动力保障能力。鼓风机仪表室应有如下参数的显示:煤气 吸力、压力,鼓风机的转速、轴向位移和轴承温度,鼓风机油箱油位和液压泵出口油压, 电机的电压、电流和轴承温度,蒸汽透平用蒸汽压力和温度,集气管压力,初冷器前后煤 气温度和煤气含氧量,还应配备测振仪和听音棒。为及时发现煤气泄漏,鼓风机室应设置 一氧化碳浓度检测报警装置。为便于紧急情况下逃生,鼓风机应有直通室外的走梯,底层
• 79 •
»安全生产专业实务金属冶炼安全
出口不应少于两个。
(2)为保证鼓风机的安全,每台鼓风机应设置单独控制箱,并应设如下报警、联锁 停车装置:
①鼓风机的开停车与液压泵的联锁。
②鼓风机液压泵与副液压泵自动切换联锁。
③鼓风机润滑油箱油位、油温、油压报警及油压联锁停车装置。
④轴瓦温度、电机定子温度超限报警和联锁停车装置。
⑤鼓风机过负荷、轴位移超限、两台同时运转的鼓风机故障停车报警、联锁停车 装置。
⑥采用液力偶合器调速时,液力偶合器进出口管应设油温、油压、油管阻力等报警 和联锁停车装置。
⑦焦炉集气管煤气压力上、下限报警信号。
(3)蒸汽透平鼓风机的蒸汽入口应有过滤器,紧靠入口的阀门前应安装蒸汽放散管, 并有疏水器和放散阀。蒸汽调节阀应设旁通管;应设置自动危急遮断器;蒸汽冷凝冷却器 出入口阀门不应关闭。
(4)为保证鼓风机前后冷凝液排放顺畅、安全,鼓风机煤气吸入管底部与水封满流 口中心高度差不应小于2. 5 m,水封高度不应小于鼓风机的最大吸力(以mmHzO计)力口 500 mmo鼓风机煤气出口管道排冷凝液管的水封高度应超过鼓风机计算压力(以mmH20 计)加500 .(室外)~ IOOO mm (室内)。鼓风机、电捕焦油器等冷凝液下排管的扫汽管应 设两道阀门。
(5)鼓风机应采取有效的防喘振措施,在启动、停机、倒机操作及运行过程中,不 应处于喘振区。为减少空气吸入量,清扫鼓风机前煤气管道时,同一时间内只准打开一个-塞堵。
(6)鼓风机出现以下情况应紧急停机:
①风机本体有明显的金属撞击声或强烈震动。
②吸力突然增大,无法调节。
③轴瓦处冒烟。■
④电机着火,机前煤气管道着火。
⑤轴瓦温度以每分钟1 ~2 K速度增高达65 CC ,无法处理。
⑥油系统管道破裂,无法处理,辅油泵油压过低,油箱油位快速下降。
(7)鼓风机前煤气系统设备、管道着火时,应立即停机,通蒸汽(或氮气)灭火。 鼓风机后煤气系统设备、管道着火时严禁停机,应立即降低机后压力,通蒸汽(或氮气) 灭火。
(8)电捕焦油器采用高压供电方式,电晕极附近常发生电晕现象(火花放电),为防 止发生爆炸事故,电捕焦油器应设连续式自动氧含量分析仪,并与电捕焦油器电源联锁。 煤气含氧量超过1%时报警,超过2%时自动断电。电捕焦油器位于鼓风机后时,应设泄 爆装置。当电捕焦油器遇到下列情况之一,自动断电装置失灵时,应立即手动断电:
①煤气含氧量大于2. 0%。
• 80 .
第三章焦化安全技术《
②绝缘箱温度低于70七(无氮气保护为90 K )。
③煤气系统发生事故时。
(9)为保持绝缘瓷瓶清洁,并防止绝缘装置内产生凝结水,使绝缘装置发生爬电 (短路)现象,绝缘性能遭到破坏,甚至导致绝缘瓷瓶炸裂,电捕焦油器电瓷瓶周围宜用 氮气保护。绝缘箱保温应采用自动控制,绝缘箱温度应设自动报警,并与电捕焦油器联 锁。未采用氮气保护的绝缘箱温度低于100電时报警,低于90 CC时自动断电。采用氮气 保护的绝缘箱温度低于80七时报警,低于70七时自动断电。
(10)停电捕焦油器检修时,必须先断电,并接地放电,防止电捕焦油器内残余高压 静电击伤。电捕焦油器因故敞开人孔或清理焦油渣时,应及时采取用水冷却降温等安全措 施,以防止器内积存的硫化亚铁氧化自燃。
(11)初冷器冷凝液出口与水封槽液面高度差不应小于2 m。水封高度不应小于鼓风 机的最大吸力(WmmH2OH)力[1500 mm,以保证排液顺畅、安全。
4.煤气脱氨安全措施
硫佞生产中硫酸、硫钱母液具有极强的腐蚀性,要防止其喷溅或跑、冒、滴、漏。
(1)为防止硫酸高置槽溢流,应在高置槽上设液位的高位报警、联锁装置及满流管, 满流管的满流能力应大于进料能力,槽下方应设防漏围堰。
(2)半直接法硫铁饱和器母液满流槽的液封高度应大于鼓风机的全压。
(3)间接法硫佞生产中,送酸气前应检查确认饱和器酸气出口阀门处于开启状态。 满流槽、回流槽、稠化槽等产生尾气设施的装置应盖严,防止酸气外逸引起中毒。
(4)开工前要先保证饱和器及其满流槽附水封槽液位达到满流状态。除酸器排液管、 饱和器满流管、硫酸高置槽满流管应保持畅通。
(5)检修饱和器时,应在饱和器进、出口煤气管道及其他有可能泄漏煤气处堵盲板, 堵好盲板之前不应抽出器内母液。
(6)浓硫酸输送应采用泵送或自流方式,不应使用压缩气体输送。不应使用蒸汽吹扫 浓硫酸设备及管道。用浓硫酸配硫钱母液时,应缓慢调节流量,防止集中放热造成母液飞溅。
(7)从满流槽捞酸焦油时,操作人员不应站在满流槽上,非操作人员不应靠近满流 槽和酸焦油槽。
(8)进入毗曉设备的管道应设高度不低于Im的液封装置。毗咤的生产、计量及储 存装置应密闭,其放散管应导入鼓风机前的吸气管道,以确保毗噓装置处于负压状态,放 散管应设置吹扫蒸汽管。
(9)毗咤装桶处应设有通风装置和围堰,其地面应坡向集水坑。ρ比咤产品的保管、 运输和装卸应防止阳光直射和局部加热,并应防止冲击和倾倒。
(10)黄血盐吸收塔尾气通过冷凝器和气液分离器后应导入鼓风机前负压管道。吸收 塔需要开盖或长期停塔时,应采用降温或隔绝空气等措施,以防止塔内硫化亚铁自燃。
5.煤气脱硫脱氨的安全措施
(1)干法脱硫的脱硫箱宜采用高架式,装卸脱硫剂应采用机械设备。脱硫箱应设煤 气安全泄压装置。废脱硫剂应在当天运到安全场所妥善处理。停用的脱硫箱拔去安全防爆 塞后当天不应打开脱硫剂排出孔。未经严格清洗和测定,严禁在脱硫箱内动火。
• 81 •
»安全生产专业实务金属冶炼安全
(2)采用TH法脱硫时,吸收塔底部必须设有溶液满流管。进氧化塔的空气管液封应 高于氧化塔的液面,防止溶液进入空气压缩机。进入氧化塔的溶液管液封应高于氧化塔的 液面,并应设防虹吸管。
(3)采用改良ADA法脱硫工艺时,应设溶液事故槽,其容积应大于脱硫塔和再生塔 的溶液体积之和,进再生塔的压缩空气管和溶液管均应高于再生塔液面,溶液管上应设防 虹吸管或采取其他防虹吸措施。脱硫塔和再生塔间的溶液管应设U形管,其液面高度应 大于鼓风机全压(以mmHz0计)力口 500 mm。熔硫釜排放硫膏时,周围严禁烟火。
(4)采用真空碳酸盐法脱硫时,脱硫塔底部液位不应超过入口煤气管道最低处。解 吸塔负压不应超过上限值,防止设备出现"吸瘪”现象。正常生产过程中,不宜打开真 空泵后设备和管道的放散管,确需开关放散管时,应站在上风侧操作,防止中毒。
(5) HPF法、PDS法、ZL法脱硫应遵守以下规定:应设溶液事故槽,其容积应大于 脱硫塔和再生塔的溶液体积之和。进再生塔的压缩空气管应高于再生塔液面。再生塔与脱 硫塔间的溶液管应设U形管,其液面高度应大于鼓风机全压(以mmH2O计)加500 mmo生 产过程中应控制压缩空气流量及压力,防止再生塔溢塔,泡沫槽溢流。添加催化剂应缓慢 进行,防止溅出伤人。采用熔硫釜生产熔融硫时,其周围严禁明火。采用压滤机生产硫膏 时,压滤机的滤板不应随意拆卸,防止压滤机伸长杆伸长量超过最大值而伤人。
(6)采用AS法脱硫时,脱酸蒸氨泵房应配备固定式或手持式有毒气体检测器。脱酸 塔液相正常循环时,其顶部温度大于40七时,不宜打开放散管,确需打开时,应站在上 风侧,以防中毒。脱酸塔不应形成负压。
(7)克劳斯法生产硫黄工艺已列入《国家安全监管总局关于公布第二批重点监管危 险化工工艺目录和调整首批重点监管危险化工工艺中部分典型工艺的通知》(安监总管三 [2013〕3号)附件3《调整的首批重点监管危险化工工艺中的部分典型工艺》(氧化工 艺),采用克劳斯法生产硫黄(含氨分解)及湿接触法生产硫酸工艺时,克劳斯炉、氨分 解炉应设煤气、空气低压报警和自动停机联锁保护,应设温度和压力报警和联锁装置,应 设H?S和SO2比例控制和联锁装置,应设紧急断料装置(三阀组)和紧急送入惰性气体 的系统。点火前应检查确认无泄漏,系统吹扫检查合格后方可点火。若点火失败,应再次 吹扫并确认合格后方可再次点火。严禁炉内床层温度超过1300七。为防止鎳催化剂的挥 发和催化剂小球粘接,在800七以下时,严禁向炉内通入蒸汽。为防止催化剂小球粉化, 必须调节保持克劳斯系统尾气为还原气氛。停产时,应用加热气体吹扫,防止设备急剧冷 却。硫封、硫槽等液硫设施周围严禁烟火,切片机、硫管检修时,应确认管内无液硫,夹 套管蒸汽放空。焚烧炉突然灭火时,应立即打开酸气去荒煤气管道阀门,关闭人焚烧炉阀 门,不应排放未经焚烧的气体。进入棒式过滤器作业时,应采取可靠的安全措施,防止中 毒和灼伤。吹扫过滤棒时,送气应由小到大,身体避开易外漏部位,防止烫伤。
6.煤气脱苯安全措施
(!)粗苯储槽应密封,并装设呼吸阀和阻火器,或采用其他排气控制措施。人孔盖 和脚踏孔应有防冲击火花的措施。粗苯储槽阻火器、呼吸阀、人孔、放散管等金属附件应 保持等电位连接。
(2)管式炉点火前必须确保炉内无爆炸性气体。出现下列情况之一,应立即停止煤
• 82 •
第三章焦化安全技术《
气供应:
①煤气主管压力降到500 Pa以下,或主管压力剧烈波动,危及安全加热。
②炉内火焰突然熄灭。
③烟筒吸力下降,不能保证安全加热。
④炉管漏油。
管式炉点火时,应双人配合作业,先用蒸汽吹扫,然后遵循“先送富油后点火,先 点引火后送煤气”的原则。
(3)管式炉的操作要保证工艺参数符合规程要求。若富油脱水效果不好,水分带入 管式炉迅速汽化,发生爆炸,易造成管道爆裂。若富油流量过低或富油泵故障,富油在管 式炉内停留时间过长,会使炉管结焦,甚至烧穿,发生泄漏着火事故。
(4)管式炉加热煤气管道应设煤气低压报警快速切断装置。
第五节粗(轻)苯加氢及煤焦油加工安全技术
一、工艺概述
(-)粗(轻)苯加氢工艺概述
1.粗(轻)苯加氢的原理及基本反应
粗(轻)苯加氢是把粗(轻)苯中的硫化物加氢脱硫生成碳氢化合物和硫化氢,氮 化物加氢脱氮生成碳氢化合物和氨,氧化物加氢脱氧生成碳氢化合物和水,不饱和燈化合 物通过加氢或脱氢生成饱和度,直链烷屋和环烷泾等饱和姪加氢裂解转化为低分子的饱和 捶。其主要化学反应如下:
1)加氢脱硫
轻苯中的硫化物主要是二硫化碳、喔吩及同系物:
CS2(二硫化碳)+4H2 —>CH4 +2H2S
C4H4S(喔吩)+4H2 —> C4 H10 + H2S
2)加氢脱氮
C5H5(PfcPg) +5H2—>CH3(CH2)3CH3(戊烷)+NHs
3)加氢脱氧
C6H5OH(酚)+H2-^6瓦(苯)+H2O
4)不饱和羟加氢或脱氢
C6H5 ∙ CH=CH2 (苯乙烯)+H2-→C6H5 ∙ CH2CH3(乙基苯)
CeH8(环己二烯)一^6α(苯)+H2
CgHgC 苛)+H2―>C9Hκ>(苛满)
5)饱和度的加氢裂解
轻苯中的饱和煌主要是直链烷羟和环烷燈,加氢裂解后转化为低分子的饱和煌而被 分离。
e6旦2(环己烷)+3H2 ..>3CzH6(乙烷)
• 83 •
» 安全生产专业实务 金属冶炼安全
CfH/环己烷)+2H2—4C3%(丙烷)
C7HA庚烷)+2H2—^3旦(丙烷)+2(2声6(乙烷)
6)环烷度的脱氢
大约50%的环烷煙因脱氢而生成芳煙和氢气。
C6%(环己烷)一>C6α(苯)+3H2
C10H12(1,2,3,4-四氢化蔡)一-&。旦(蔡)+ 2H2
7)加氢脱烷基
原料油进入主反应器后,苯的同系物将发生某些加氢脱烷基反应。
C6H5CH3(甲苯)+国一^64(苯)+CHJ 甲烷)
C6H4(CH3)2(二甲苯)+H2—>C6H5CH3(甲苯)+CHJ 甲烷)
2.高温加氢工艺
粗苯经过蒸溜得到轻苯,将轻苯通过预加氢处理和高温加氢处理而得到加氢油和加氢
反应气体。加氢油经过精制即得到纯苯产品。加氢反应气体首先要脱除硫化氢,脱除硫化 氢的反应气体大部分作为循环气体,加热后返回预加氢处理设备作为氢源和热源。另一部
分加氢气体用甲苯洗净,再经重整和转化,最后经吸附精制,用作循环气体的补充氢。
高温加氢净化工艺具有的特点:能生产出高纯度纯苯。能用反应气体制成高纯度氢 气,做到加氢用氢完全自给。催化剂能选择性地将甲苯、二甲苯脱烷基,制成单一产品即 纯苯,其收率大于100%。催化加氢完成得彻底,苯精制用一般精僧方法即可。粗苯加氢
工艺流程如图3-15所示。

628721411 863575556
去真空系统
氢气
粗苯,
蒸汽15
• 84 •
f 一循环氢
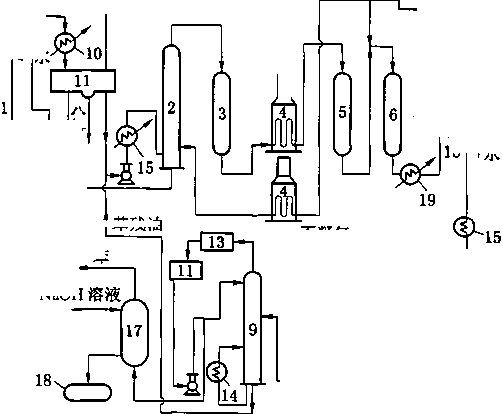
分 离 水

去脱硫塔
NaOH
苯残油
苯
8
9
16
空 槽
厘

14
1一预蒸億塔;2-蒸发器;3-预反应器;4-管式加热炉;5一第一反应器;6-第二反应器; 7一稳定塔;8-白土塔;9-苯塔;10-冷凝冷却器;Il-分离器;12-冷却器;13-凝缩器; 14-重沸器;15一预热器;16一热交换器;17一碱洗器;18—中和槽;19-蒸汽发生器 图3-15粗苯加氢工艺流程
第三章焦化安全技术《
3.低温加氢工艺
粗苯首先经蒸发汽化,然后进行催化加氢净化反应处理,得到加氢油和加氢反应气 体。加氢油经过萃取蒸窗制得纯苯、甲苯、二甲苯。加氢反应气体经加压并补入新鲜氢气 后循环使用。
低温加氢及萃取蒸ig技术先进、成熟、可靠,产品质量高,纯苯纯度能达到99. 9% 以上。产品总收率高,纯苯、纯甲苯的收率为96. 9%以上。装置操作温度、压力低,原 料量和原料组成可在较大范围内变化,可利用余热,降低能耗。轻苯低温加氢工艺流程如 图3-16所示。
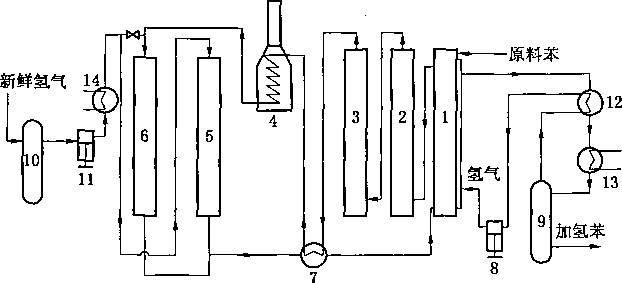
I-换热器;2-蒸发器;3一预加氢反应器;4 -加热炉;5、6-主反应器;7、12-换热器;8一循环气体压缩机;
9—分离器;10-新鲜氢气储槽;U-新鲜氢气压缩机;13-冷却器;14一加热器
图3-16轻苯低温加氢工艺流程
(二)煤焦油加工工艺概述
煤焦油加工前的预处理主要包括均质化、脱水和脱盐等工序。煤焦油蒸镣通常由加 热、蒸发、分馆及冷凝冷却等化工单元组成。有常压蒸馆、常-减压蒸馆和减压蒸储等3 类工艺流程。蒸馆所得各组分馆分采用物理和化学方法进一步处理,可得到各种化工产 品。煤焦油常压蒸馆工艺流程如图3-17所示。
二、安全技术
(-)主要危险有害因素分析
1.火灾与爆炸
苯加氢和煤焦油加工生产装置处于带压(或负压)、高温下运行,所涉及的主要介质 有苯类、氢气、二硫化碳、煤气、焦油、蔡、酚等易燃易爆危险化学品,罐区(原料罐 区、成品罐区)物料的贮存量大,火灾爆炸的危险性高,可能构成重大危险源,一旦发 生事故将造成严重的后果。生产过程中涉及的介质大多为芳泾类或屋类物质,由于其电阻 率大,在物料输送过程中易产生静电危害。生产装置中大型的塔器、框架、罐区等建 (构)筑物高大突显,在雷雨天气极易产生雷电危害。危险物料在输送、过滤、换热、分
• 85・
» 安全生产专业实务 金属冶炼安全
高位槽
管式炉

蒸汽
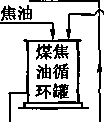
,煤焦油

一段柱塞泵
一段蒸发器及 且水焦油槽
二蕙油⅛⅛ 冷却器c≡≡τ
水 一蕙油 回流泵
蔥接槽 二油受

分is塔
B
段油凝 一轻冷
殳由薩然
水
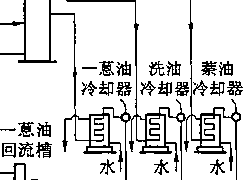
轻油 冷却器
轻油 冷却器
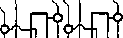
X=L
P
轻油
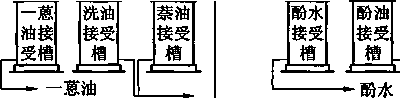
轻油 接受 槽
.回流槽轻油
回流泵
T一^轻油
LR轻油泵
—⅛X^ 蔡洗油 二蔥油泵二蕙油
氨水
酚油
图3-17煤焦油常压蒸储工艺流程
离过程中,若发生泄漏会与空气形成爆炸性混合物,遇激发能源引发燃爆事故。粗苯加氢 时,因为化学反应是与氢气(爆炸极限为4% ~75%)在高温、高压条件下进行(如高温 加氢工艺操作温度为600 ~650七,操作压力为5.8 ~ 5. 9 MPa),操作失误或因设备缺陷 有氢气泄漏,极易与空气形成爆炸性混合物,如遇激发能源即会爆炸。同时加氢反应为放 热反应,氢气在高温、高压下与钢材接触,钢材内的碳分子易与氢气发生反应,生成碳氢 化合物,使钢制设备强度降低,发生氢脆;如果反应温度失控,反应器压力随即上升,会 使催化剂床层和反应器受到损坏,严重时酿成爆炸事故。实际生产时反应压力的平稳是系 统控制的重要参数,若压力波动大,不仅加氢反应器波动大,同时也会造成稳定塔、预蒸 倒塔等波动幅度增大,难以操作,极易引发事故。加氢反应尾气中有未完全反应的氢气和 其他杂质在排放时易引发着火或爆炸。在生产过程中,由于操作不当、温度、压力控制失 常,设备、设施老化腐蚀,疲劳损伤,安全联锁装置失效等原因均会引发火灾爆炸事故, 造成严重后果。
在蒸储或精t≡过程中,若回流量调节过大或加热蒸汽量调节供应过大,均可造成液泛 即淹塔。若处理不及时,严重的雾沬夹带有可能使可燃液体带至塔顶及冷凝器,造成产品 质量(纯度)下降。而物料带出系统外将引发安全事故。萃取物中溶剂与芳姪的分离是
• 86 •
第三章焦化安全技术《
通过减压蒸馆来实现的,系统的密闭性十分重要,否则一旦外界空气进入设备内部将形成 爆炸性混合物,遇激发能源会发生燃爆事故。
生产作业区排出的废水若含有泄漏的苯类物质,因其微溶于水且比水密度低,漂浮于 水面遇激发能源将会燃烧,火势将随水面无限制的蔓延。生产装置运行过程中,若冷凝冷 却系统能力不足,系统中的气相物料不能冷凝造成系统压力升高易发生物料泄漏,同时也 会因压力增大造成泄漏物料瞬间气化喷出,产生静电火花引发火灾爆炸事故。
2.中毒
苯类对人体中枢神经和血液毒性极强,属于极度危害毒物。硫化氢是一种强烈的神经 毒物,对人体黏膜有强烈的刺激作用,高浓度时可直接抑制呼吸中枢,引起迅速窒息而死 亡。而氨对黏膜有刺激作用,高浓度可造成组织溶解性坏死,引起化学性肺炎及灼伤。恶 臭气体若不经处理直接排放,对生产区域周边大气环境造成的污染也将十分明显。苯类、 酚类、初用分等有毒液体喷溅或跑、冒、滴、漏可能引起中毒,必须采取有效措施。泵 房、仓库等生产场所通风不良,造成有毒物质积聚,也会引起中毒。检查、检修时,进入 密闭容器,没有进行彻底置换,未采取有效防护措施,也可能造成中毒的后果。
烧伤与酸碱灼伤、高处坠落、机械伤害、电气伤害等危险因素与焦炉煤气净化类似, 不再赘述。
(二)安全措施
1.危险化学品防火防爆措施
易燃易爆物质只有与空气混合成适当比例,并遇到激发能源时才发生火灾爆炸事故, 因此,防止形成这些条件,就是防火防爆应采取的措施。
1)设法清除导致火灾爆炸的物质条件
采取通风排气措施能有效防止爆炸性混合气体在某区域内积聚。杜绝跑、冒、滴、 漏,保持设备的严密性,是防止形成爆炸性混合物的有效措施。在停送煤气等可燃气体 时,用蒸汽或氮气置换、清扫,是防止形成爆炸性混合气体的可靠方法,因此,煤气管 道、设备等均应设吹扫或灭火用的蒸汽、氮气等置换设施,进行可燃或有毒气体浓度测 定和含氧分析,是鉴别混合气体是否达到爆炸危险程度的方法,便于根据测定结果采 取相应安全措施。为消除易燃、有毒物质在人员集中的操作室泄漏的可能性,不应把 易燃、可燃或有毒介质的导管直接引入仪表操作室,而应通过变送器把信号引进仪表 操作室。
2)采取措施清除激发能源的形成条件
杜绝火源是防止火灾爆炸事故的重要措施。首先,应预防化学火源。防止硫化铁、带 油破布、棉纱自燃,并采取隔离措施。杜绝氧化剂进入防火区域,防止强氧化剂反应着 火。其次,要预防物理火源。采用铜、铝合金等不产生火花的工具,防止工具敲击、摩擦 起火。防止运转设备轴承,皮带摩擦起火。禁止穿带钉鞋进入禁火区。对热表面要采取隔 热保温措施,以防压缩热源和传导热。变、配电所不应设置在甲、乙类厂房内或贴邻建 造,且不应设置在爆炸性气体、粉尘环境的危险区域内。供甲、乙类厂房专用的IOkV及 以下的变、配电所,当采用无门窗洞口的防火墙隔开时,可一面贴邻建造,并应符合 《爆炸危险环境电力装置设计规范》(GB 50058)等规范的有关规定。爆炸和火灾危险场所
• 87 •
» 安全生产专业实务 金属冶炼安全
不宜采用电缆沟配线,若需设电缆沟,则应采取防止可燃气体、易燃、可燃液体或酸碱等 物质漏入电缆沟的措施,装置内的电缆沟应有防止可燃气体积聚或含有可燃液体的污水进 入沟内的措施。在爆炸和火灾危险场所设置的检修电源应为满足环境危险介质要求的防爆 电源。在爆炸危险环境1区内应采用铜芯电缆,在2区内宜采用铜芯电缆,当采用铝芯电 缆时,与电气设备的连接应有可靠的铜铝过渡接头等措施。在容易积存爆燃性粉尘的环 境,非铠装电缆或阻燃电缆表面附着的可燃性导电粉尘应及时清扫。根据爆炸和火灾危险 场所的区域等级和爆炸物质的性质,对电气动力设备、仪器仪表、照明装置和电气线路分 别采取防爆、封闭隔离措施,以消除电气火源。采取有效的防静电措施,防止静电引起火 灾爆炸事故。
3)从生产工艺上进行安全控制
甲、乙、丙类液体的高位储槽应设满流槽或液位控制装置,用以保证不溢料。不准用 压缩空气输送、搅拌易燃液体。严格执行操作规程,控制工艺技术参数,特别要控制操作 压力、温度,杜绝超负荷生产,是防止火灾爆炸的基本保证。严格执行设备定期检修制 度,及时消除隐患,是实现安全运行,防止爆炸事故的有效措施。
4)采取限制火灾爆炸蔓延的措施
首先,安装防爆泄爆装置,如安全阀、防爆膜、放空管等。若发生爆炸或压力骤增 时,能够通过这些装置释放能量,以减小巨大压力对系统和设备的破坏或爆炸事故的 发生。
其次,采用阻火装置,如阻火器、安全液封、防火闸门、单向阀等。其作用在于防止 外部火焰窜入有火灾爆炸危险的设备、管道、容器或阻止火焰在设备或管道间蔓延。
为达到限制火灾爆炸蔓延扩大的目的,厂址选择及厂房的布局和结构应按照相关要求 建设。如根据所在地区主导风的风向,把火源置于易燃物质可能释放点的上风向。要按规 范建设相应等级的厂房,采用防火墙、防火门等对易燃易爆的危险场所进行防火隔离,并 确保防火间距。
煤气净化、苯加氢及煤焦油加工工艺宜布置在露天或敞开的建(构)筑物内。易燃 与可燃物质生产厂房或库房的门、窗应向外开,油库泵房靠储槽一侧不应设门窗。有爆炸 危险的甲、乙类厂房宜采用敞开或半敞开式建筑,必须采用封闭式建筑时,应采取强制通 风换气措施。
甲、乙、丙类液体储槽之间的防火间距不应小于表3-5的规定。
表3-5甲、乙、丙类液体储槽之间的防火间距
|
液体类别 |
单槽容量/m3 |
一 _储二曹形式. | ||||
|
固定顶槽 |
浮顶储槽 |
卧式储槽 | ||||
|
地上式 |
半地下式 |
地下式 | ||||
|
甲、乙类 |
≤1000 |
0. 75D |
0.5D |
0. 4D |
0. 40 |
⅛0. 8 m |
|
AlooO |
0. 6厶 | |||||
|
丙类 |
不限 |
0. 4D |
不限 |
不限 |
— |
⅛0. 8 m |
注:D为相邻较大立式储罐的直径,单位为m。
• 88 .
第三章焦化安全技术《
汽车槽车的装车鹤管与装车用的缓冲槽之间的防火间距不应小于5 m,距装油泵房不 得小于8 m。铁路油品装卸设备与建(构)筑物之间的防火间距应符合表3-6的要求。
表3-6铁路油品装卸设备与建(构)筑物之间的防火间距 m
|
建(构)筑物名称 |
耐火等级 |
防火间距 |
建(构)筑物名称 |
耐火等级 |
防火间距 |
|
油泵房 |
-■、二级 |
8 |
变、配电室 |
一、二级 |
30 |
|
桶装库房 |
一、二级 |
15 |
有明火的生产建筑物 |
一、二、三级 |
30 |
甲、乙、丙类液体的地上、半地下储槽或储槽组应设置非燃烧材料的防火堤。闪点高 于120七的液体储槽,桶装乙、丙类液体的堆场,甲类液体半露天堆场,均可不设防火 堤,但应有防止液体流散的设施。储槽组内,甲类和乙、丙类液体储槽之间应设分隔堤, 高度不得小于0∙5m。
防火堤应符合下列要求:
(1)防火堤内储槽的布置不宜超过两行,但单槽容量不大于1000 m3且闪点高于 120 CC的液体储槽,可不超过4行。
(2)防火堤内有效容积不应小于最大槽的容量,但对于浮顶储槽,可不小于最大储 槽容量的一半。
(3)防火堤内侧基脚线至立式储槽外壁的距离不应小于槽壁高的一半。卧式储槽至 防火墙内侧基脚线的水平距离不应小于3 mo
(4)防火墙的高度宜为1 ~ 1.6 m,实际高度应比按容积计算的高度高0.2 m。
(5)沸溢性液体地上、半地下储槽,每个槽应设一个防火堤或防火隔堤。
(6)含油污水排水管出防火堤处应设水封设施,雨水排水管应设阀门等封闭装置。
5)应具备的消防设施及常见火灾扑救方法
为保证发生火灾事故后能迅速灭火,焦化厂要按有关规范设置必要的消防设施,配备 足够的消防器材。
(1)消防站。大中型焦化厂宜设消防站,消防站应设在便于消防车辆迅速出动的位 置。粗苯生产、苯加氢和煤焦油加工等主要火灾危险场所应有直通消防站的报警信号或电 话,并应有灭火设施。
(2)消防给水设施。消防给水管网应采用环状管网,其输水干管不应少于两条。多 层生产厂房应设消防栓和消防水泵。甲、乙、丙类液体储槽还应有消防给水系统,消防栓 应设在防火堤外,距槽壁15 m范围内的消火栓不应计算在该槽可使用的数量内。
(3)煤气净化系统、苯加氢及煤焦油加工的塔区各层操作平台应按规定配备灭火器, 并宜设蒸汽灭火接头。粗苯和苯加氢的洗涤室、蒸馆室、原料泵房、产品泵房、精苯、工 业蔡、蔡酊及焦油泵房,精蔡和工业蔡的转鼓结晶机室,口比咤储槽室、装桶间,均应设固 定式或半固定式蒸汽灭火设施。二甲酚、蔥、沥青、酚油等闪点大于120七的可燃液体储 槽或其他设备和管道易泄漏着火地点,应设半固定式蒸汽灭火设施。管式炉炉膛及回弯头 箱,蔡酊生产中的汽化器、氧化器、薄壁冷却器,应设固定式蒸汽灭火设施。灭火蒸汽管
• 89 •
»安全生产专业实务金属冶炼安全
线蒸汽源的压力不应小于0∙4 MPa,其操纵阀门或接头应安装在便于操作的安全地点。
(4)粗苯和苯加氢槽区应设固定式或半固定式泡沫灭火系统。与泡沫发生器连接的 立管段应固定在槽壁上,防火堤内的水平管段应敷设在管墩管架上,但不应固定。泡沫混 合液管线宜地上敷设,不得从槽顶跨越。
(5)各厂房、建筑物、库房等应备有灭火器,灭火器的类型及配置数量应符合《建 筑灭火器配置设计规范》(GB 50140)的规定。
焦化厂一旦发生火灾应根据不同性质的介质使用不同的灭火器材,采取不同的扑救方 法。发生煤气着火事故,可用化学干粉、高压水等灭火、降温,应逐渐降低煤气压力,同 时通入大量蒸汽或氮气,但管道或设施内的煤气压力不得低于IooPa。严禁突然关闭煤气 阀门,防止回火爆炸。直径小于或等于IoOmm的煤气管道着火,可直接关闭阀门灭火。 煤气隔断装置、压力表和蒸汽、氮气接头应有专人监控、操作。油类(如粗苯、煤焦油等) 物质着火时,可用化学干粉、二氧化碳或泡沫灭火剂灭火。电气设备设施(如电动机、变压 器等)发生火灾,可用干粉、二氧化碳灭火器扑救。在未确认切断电源前,严禁用水灭火,以 防发生触电事故。其他可燃物(如木材、化纤等)着火,可用大量水进行灭火扑救。
2.粗(轻)苯加氢安全措施
(1)粗(轻)苯加氢工艺属于国家首批公布的重点监管的危险化工工艺,应重点监 控的工艺参数有加氢反应器的温度和压力、循环气体流量、氢气压缩机运行参数等。
粗苯加工工程设计应在基础设计阶段进行HAZOP分析。工艺安全控制的主要措施包 括温度及压力的报警和联锁、气油的比例控制和联锁、氢气紧急切断、循环氢压缩机停机 报警和联锁、氢气检测报警装置和加装泄爆装置等。
(2)苯加氢区域一般会构成危险化学品重大危险源,危险化学品重大危险源辨识应 符合现行国家标准《危险化学品重大危险源辨识》(GB 18218)的有关规定。
(3)苯加氢区域不宜布置在焦化厂的中心地带,所属建(构)筑物最外边缘与焦炉 炉体之间的净距不应小于50 m,以消除炼焦生产过程中的明火对苯加氢装置的影响。宜 设高度不低于2. 2 m的围墙,其出入口不应少于两个,应配备足够的安全保卫人员。
(4)苯加氢区域不应布置化验室、维修间和生活室等辅助建筑,禁止穿带钉鞋或携 带火种者以及未采取有效防火措施的机动车辆进入。入口处应设人体静电导除装置。
(5)封闭式厂房应通风良好,设备和储槽上的放散管应引出室外,并设阻火器。
(6)在集中操作室应设置应急备用照明,在厂房内1区场所应设置应急疏散照明。
(7)苯类储槽和设备上的放散管应集中设洗涤吸收处理装置、惰性气体封槽装置或 其他排气控制设施。
(8)苯类储槽宜采用内浮顶储槽。采用固定顶槽时,其槽体表面未采用隔热涂料时, 则应设防日晒的固定式冷却水喷淋系统或其他降温措施。固定顶罐应设阻火器和呼吸阀。
(9)莱托尔反应器的主要高温法兰,应设消防蒸汽喷射环,器壁应涂变色漆,以便 发现局部过热。
(10)使用燃料气的设备及管道应设有开停工时蒸汽或氮气吹扫装置,并应在设备、 管道放散管上设有取样阀。
(ɪɪ)对氢气设备、管道、阀门等连接点进行漏气检查时,应使用中性肥皂水或便携
• 90 .
第三章焦化安全技术《
式可燃气体报警仪,严禁使用明火进行漏气检查。
(12)氢气管道应设取样口、吹扫口,在管口处应设阻火器,湿氢管道最低点应设排 水装置。
(13)氢气管道、阀门及水封发生冻结时,应使用热水或蒸汽解冻,且应戴面罩操 作,严禁使用明火烘烤或使用锤子等工具敲击。
(14)各系统均应设含氧量小于0.5%的氮气或惰性气体吹扫设施,经氮气或惰性气 体保压气密性试验合格,且含氧量小于0.5%方可开工。
(15)应设置紧急停车系统,加氢反应釜内温度或压力超标时自动停止加氢,进入紧 急停车状态。
(16)氢气压缩机应设以下报警和联锁:
①氢气进口温度高报警、高高停机联锁。
②氢气出口温度高报警、高高停机联锁。
③氢气出口压力高报警、高高停机联锁。
(17)加热炉应设以下报警和联锁:
①流量低报警、低低联锁。
②物料出口温度高报警、高高联锁。
③燃料压力低报警、低低联锁。
(18)加氢精制应设以下报警和联锁:
①反应器出口温度高报警、高高联锁。
②补充氢、循环氢流量低报警、低低联锁。
③蒸发罐、高压分离槽液位低报警、低低联锁。
(19)加氢装置应设置急冷系统,在反应器“飞温”的情况下利用冷氢对系统进行 冷却。
(20)加氢装置停运后,应用盲板或其他有效措施隔断与运行设备的联系,并用氮气 或惰性气体置换清扫,保持正压。
(21)萃取塔、蒸僻塔应设置塔顶压力高报警、高高联锁。
(22)可燃气体和有毒气体可能泄漏的危险部位及场所应设置可燃气体和有毒气体检 测报警装置。取样时应装好静电消除器。加热炉和改质炉烟道废气取样应用防爆真空泵。
(23)制氢还原态催化剂不应接触空气和氧气,停工时应处于氮封状态。
(24)二硫化碳泵与其电气开关的距离应大于15 m。
(25)装置内火炬的设置应满足下列要求:
①火炬的高度应使火焰的辐射热不影响人身与设备安全。
②火炬顶部应设长明灯或其他可靠的点火设施。
③距火炬筒30 m范围内严禁可燃气体放空。
④液体、低热值可燃气体、空气、惰性气体、酸性气体及其他腐蚀性气体不应排入 火炬系统。
⑤可燃气体放空管道在接入火炬前,应设置气液分离和阻火设备,严禁可燃气体夹
带可燃液体进入火炬燃烧。
• 91 •
» 安全生产专业实务 金属冶炼安全
⑥可燃气体放空管内的凝结液应密闭回收,不应随地排放。
3.煤焦油加工安全措施
(1)煤焦油加工车间宜布置在厂区全年最小频率风向的上风侧,沥青生产装置宜布 置在焦油蒸馆生产装置的端部,并位于厂区的边缘。
(2)煤焦油加工工程设计涉及重点监管危险化工工艺、重点监管危险化学品和危险 化学品重大危险源时,应在基础设计阶段进行HAZOP分析。
(3)在有酸、碱等腐蚀性或有毒性危害介质的工作场所应设置淋洗器、洗眼器等卫 生防护设施。
(4)在集中操作室应设置应急备用照明,在厂房内1区场所应设置应急疏散照明。
(5)可燃气体和有毒气体可能泄漏的危险部位及场所应设置可燃气体和有毒气体检 测报警装置。
(6)输送高温、高压、腐蚀性介质管道及转动设备轴接手应设有法兰保护罩。
(7)蒸馆釜旁的地板和平台应用耐热材料制作,并应坡向燃烧室对面。蒸馆釜的排 沥青管应与燃烧室背向布置。
(8)管式炉二段泵出口应设压力表和压力极限报警信号装置。
(9)焦油蒸馆应设事故放空槽,并经常保持空槽状态。
(10)洗涤厂房、泵房和冷凝室的地板、墙裙以及蒸聞厂房地板,宜砌瓷砖或采取其 他防腐措施。
(H)不得采用直接在大气中冷却液态沥青的工艺。中温沥青冷却到200七以下,改 质沥青冷却到230 K以下方可放入水池。
(12)沥青系统的蒸汽管道,应在其进入系统的阀门前设疏水器。
(13)沥青高置槽下应设防止沥青流失的围堰,高置槽有水时,禁止放入高温沥青。
(14)由于沥青烟气和粉尘对人身体健康带来严重影响,因此,凡可能散发沥青烟气 的地点,均应设烟气捕集净化装置,净化装置不能正常运行时,应停止沥青生产。不宜采 用人工包装沥青,特殊情况下需要人工包装时,应采取个人防护措施。
(15)为防止蔡的粉尘污染,蔡的结晶片包装及输送宜采用机械化,包装制品封口处 宜设除尘设施。
(16)为防止蔡粉尘爆炸,蔡转鼓结晶机传动系统、螺旋给料器的传动皮带和皮带翻 斗提升机,均应采取防静电积累的措施,若使用皮带传动,应采用导电的橡胶皮带。蔡转 鼓结晶机的刮刀应采用不发生火花的材料制作。
(17)开工前,工业蔡的初、精傭塔及有关管道,应用蒸汽进行置换,并预热到100七 左右,以防止蔡凝结,堵塞管道和设备。
(18)蔡蒸储塔应设液面指示器和安全保护装置。
(19)输送液体蔡的管道应有蒸汽夹套或蒸汽伴随管保温,应采用氮气或蒸汽吹扫, 不应用压缩空气输送蔡或吹扫蔡管道。
(20)热油泵室、地面和墙裙应铺瓷砖,泵四周应砌围堰,堰内经常保持一定的水 层,以防止热油泵泄漏。
(21)庖汽化器、氧化器和薄壁冷凝冷却器应设防爆膜。庖汽化器出口温度不应超过
• 92 •
第三章焦化安全技术《
设计规定,并应按技术要求缓慢升温。薄壁冷凝冷却器出口应设尾气净化装置。
(22)热风炉和熔盐炉应设有温度计、防爆孔和温度、压力高报警联锁停炉装置。
(23)粗酚、轻毗曉、重毗咤的蒸倒釜应设有安全阀、压力表(或真空表)和温度 计。分解酚盐时,加酸不应过快,若分解器内温度达90 K ,应立即停止加酸。轻口比咤的 装釜作业应在常温下进行。
(24)酚、口比嗟产品装桶处应设抽风装置,毗咤产品装桶时,不应大于桶容积的90%。
(25)蔥的结晶及输送宜实行机械化,并加以密闭。粗蔥生产中严禁敞开溶解釜人孔 加热。蒸发器运行时严禁打开预热人孔盖。蔥醞生产中,热风温度不应超过395七,汇合 温度不应超过热风温度。
(26)焦油渣应送焦化厂煤场配入炼焦煤中或送有资质的危险废物处理场。
• 93 .
»安全生产专业实务金属冶炼安全
第四章炼铁安全技术
第一节高炉炼铁工艺概述
高炉炼铁是现代炼铁的主要方法,高炉炼铁工艺是由古代竖炉炼铁工艺发展、改进而 成的,由于高炉炼铁技术具有经济指标良好、工艺简单、劳动生产率高、生产量大、能耗 低等优势,到目前为止,高炉炼铁方法生产出的铁仍占世界铁总产量的95%以上。除此 之外,高炉炼铁工序也是冶金钢铁工业生产中最主要的环节。
一、高炉炼铁工艺流程
高炉炼铁是从铁矿石中将铁还原出来,并熔化成生铁。还原铁矿石需有还原剂,为了 使铁矿石中的脉石生成低熔点的熔融炉渣而排除,必须有足够的热量并加入熔剂(主要 是用石灰石)。在高炉冶炼中,还原剂和热量都是由燃料供给的。高炉生产时,从炉顶分 批不断地装入铁矿石、焦炭、熔剂,从高炉下部的风口吹进热风(IooO~1300 K),喷入 油、煤等燃料。装入高炉中的铁矿石,主要是铁和氧的化合物,在高温条件下,焦炭和喷 吹物中的碳及碳燃烧生成的一氧化碳(还原剂)将铁矿石中的氧分离出来,得到铁,这 个过程叫做还原。铁矿石通过还原反应炼出生铁,铁水从铁口放出;铁矿石中的脉石、焦 炭及喷吹物中的灰分与加入炉内的石灰石等熔剂结合生成炉渣,小型高炉分别从渣口和铁 口排出,大、中型高炉伴随铁水从铁口排出。煤气从炉顶导出,经除尘净化后,作为工业 用煤气。因此,高炉生产的主要产品是生铁,副产品有高炉煤气、高炉渣(水渣、干渣) 和瓦斯灰等。
高炉炼铁的生产工艺流程是比较定型的,如图4-1所示,高炉生产工艺过程由高炉 本体和供装料系统、富氧鼓(送)风系统、荒煤气系统、煤粉(燃料)喷吹系统及渣、 铁处理等辅助系统组成。
二、高炉本体的构造与生产技术经济指标
(-)高炉本体的基本构造
高炉本体是炼铁生产工序上的核心设备,也是矿石还原成液态生铁全过程的载体。目 前,我国高炉炉体的结构形式示意图如图4-2所示。
从图4-2高炉炉体结构的4种类别中可以看到,炉体都是一个竖式的圆筒形炉窑, 是由炉基、炉壳、炉衬、冷却设备构成的容积大小不同的高炉型体。企业根据生产的不同 规模、不同强度、不同负载压力需求和投资的合理性,选择最为经济的、又能满足安全生 产要求的炉体结构。
• 94 •
第四章炼铁安全技术«
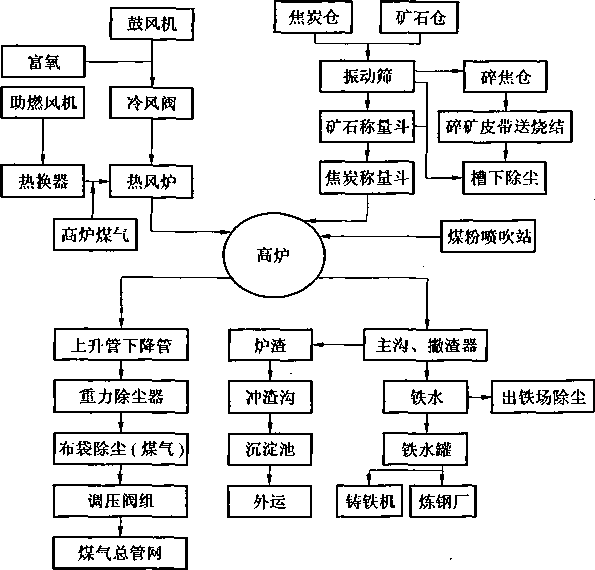
图4-1高炉本体及辅助系统示意图
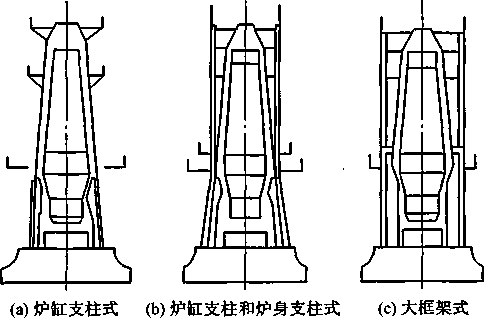
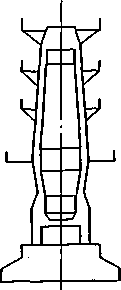
(d)自立式
图4-2高拧炉体结构形式示意图
高炉本体结构主要由高炉内型及内衬、高炉炉体冷却设备(冷却壁、冷却板等)、炉 喉钢砖、风口、出铁口(渣口)装置、炉壳、炉体钢结构及平台、高炉基础(钢筋混凝 土基础和耐热基墩)、冷却系统、送风装置(热风围管、支管、直吹管)和自动化检测装 置组成。
• 95 .
» 安全生产专业实务 金属冶炼安全
(二)高炉炼铁生产的主要经济技术指标
衡量一座高炉的先进与落后,除了高炉的装备水平,还取决于生产经济技术指标:
利用系数=24 h生产生铁量/高炉有效容积,该系数是高炉生产率的重要指标,越高 越好。
焦比(kg∕t) =24 h消耗干焦量/24 h生产生铁量,焦比是高炉生产的重要能耗指标, 越低越好。
煤比(kg∕t) =24h煤粉消耗量/24h生产生铁量,煤比因考虑置换比,所以应适量。
冶炼强度[t/(m3 ∙ d)] =24 h入炉焦炭量/高炉有效容积,往往与利用系数成正比。
焦炭负荷(t/t):每吨焦炭能冶炼多少吨矿石量(烧结矿、铁矿石、错矿),该负荷应 适量控制。
冶炼周期:从炉料装入到降至风口所经过的时间。显示的是炉料下降的速度,冶炼周 期越短,产量越高。
休风率(% )=休风时间/规定作业时间Xlo0% ,休风时间占规定作业时间的百分比, 越小越好。
生铁合格率(% )=(生铁总量-不合格生铁量)/生铁总量XuX)% ,为质量指标,越 大越好。
三、高炉炼铁辅助系统的工艺设备简介
高炉生产工艺过程中的5个辅助系统包括:供装料系统、富氧鼓风系统、荒煤气系 统、煤粉(燃料)喷吹系统及渣铁处理系统。
(-)供装料系统
供装料系统是指从原(燃)料进入炼铁到装入高炉炉喉的整套系统,包含原(燃) 料供应、上料和装料3个环节。
(1)原燃料供应所采取的运输方式包括火车运输、汽车运输和带式输送机运输。炼 铁工序的原(燃)料的运输工具主要是带式输送机。通过带式输送机直接将烧结工序的 烧结矿、球团矿,焦化工序的焦炭,矿石厂料场的其他原燃料输送到栈桥上的贮矿(焦) 槽。从地坑到贮矿(焦)槽,一般被称为槽上,实际上就是“供料”环节。其主要设备 是带式输送机及附属设备(如给料机、卸料小车、转运站漏斗等)、贮矿(焦)槽。供料 环节主要任务是原(燃)料运输、贮存,关键应做到不混料。
(2)从贮矿(焦)槽下部的卸料口到高炉受料斗为上料环节。其主要任务是:根据 高炉的要求,对原(燃)料进行筛分、称量、中和,并做到及时、准确、稳定地将合格 原燃料送入高炉。工艺流程是通过微机指令或手动操作将原(燃)料经过给料机T振动 筛T带式输送机T称量漏斗T斜桥大料车或主带式输送机,送至炉顶受料斗。该区域主要 设备除流程中的执行设备外,还有槽下电控操作室、料车上料的主卷扬机室、带式输送机 上料的输送带驱动室。
(3)炉顶装料环节。目前,国内炉顶装料设备分钟式炉顶和无钟式炉顶两种。钟式 炉顶的装料工艺流程及设备是:受料斗T旋转布料器布料,开小钟放散→开小钟放料人大 钟漏斗f关小钟T关小钟放散T开均压阀冲压(转入下一循环几次后)-* 开大钟放散一开
• 96 •
第四章炼铁安全技术《
大钟将原燃料放入炉喉f关大钟放散和小钟均压T关大钟进入下一循环。无钟式炉顶装料 的工艺流程及设备是:原燃料通过料车或输送带(并罐活动小车移动漏斗)进入受料斗 (上罐)下料T打开下料罐放散阀一打开上密封阀T装料一次T关闭上密封阀与放散阀T 放均压煤气进料罐均压T开下密封阀通过中心喉管和旋转溜槽将料布入炉喉T开均压阀放 散T关下密封阀进入下一循环。炉顶装料系统设备除工艺流程所述设备外,还有一套关键 驱动设备--炉顶齿轮箱。装料制度是高炉生产重要操作制度之一,对原燃料装入炉内的 顺序、料线、批重、布料矩阵及下料闸开度的选择工作是由高炉操作岗位人员确定的。因 为只有通过对装料制度中各种因素的调整,才能控制各种炉料在炉内的分布,使煤气流分 布合理,改善煤气利用,保持料柱良好的透气性,维持合理的操作炉型,控制炉顶温度, 保护炉顶设备,促进高炉稳定顺行。
(二)富氧鼓风系统
富氧鼓风系统的主要任务是将鼓风机送来的冷风,加入纯氧经热风炉加热后送进高炉 炉内。富氧鼓风系统的设备除鼓风机、冷风主管和富氧站(台)前的高压氧气输送管道 不在炼铁工序范围之内外,富氧站(台)及各种阀门和安全装置、冷风管道、热风炉及 其附属设备燃烧器、热风阀、冷风阀、煤气调节阀、煤气闸板、燃烧阀、烟道阀、废气 阀、混风阀、混风保护阀(亦称冷风大闸)、热风总管、热风管路(热风围管和热风支 管)以及管路上的各种阀门等,均属于炼铁富氧鼓风系统范围。送风制度是高炉下部操 作制度,富氧鼓风也是高炉下部操作的核心技术。鼓风机风量的调剂,对高炉料速的 控制、气流的稳定起着决定性作用;风温是高炉的主要热量来源之一,提高风温对增 加炉缸的热量收入、降低焦比、促进喷吹燃料的燃烧有着十分重要的作用。富氧是提 高产量的有效途径,在不增加风量的前提下,富氧率每增加1%,产量可提高3% 以上。
(三)荒煤气系统
荒煤气系统的任务是将高炉冶炼所产生的煤气进行回收,通过重力除尘器的初始净化 生成半净化煤气,其中一小部分通过回压管送回炉顶作均压使用,其余大部分送燃气工序 进一步净化后并入净煤气管网系统。
荒煤气系统设备包括上升管、下降管、重力除尘器、煤气切断阀和水封、高压高炉的 高压阀组、回压管道及其附属均压阀等。
(四)煤粉喷吹系统
煤粉喷吹系统的主要任务是将经过加工制成的煤粉(无烟煤、烟煤、混合煤3类煤 种)均匀、稳定地喷入炉内,代替部分昂贵的冶金焦,改善炉缸工作状态,为提高风温 和富氧鼓风创造条件,从而达到降低焦比、强化冶炼、提高产量、降低炼铁成本的目的。 工艺流程为:原煤贮运T干燥(含干燥气体制备)-煤粉制备T煤粉输送(含供气动力系 统)一煤粉喷吹。主要设备设施包括原煤场、桥式起重机、磨煤机(球磨机、中速磨)、 加热炉、粗粉分离器、煤粉仓、喷吹罐、给煤机、带式输送机、布袋收粉器、分配器、煤 粉输送管道、供气动力系统(空气压缩机、压缩空气罐、氮气罐及附属设施)、喷煤 枪等。
(五)渣铁处理系统
• 97 •
» 安全生产专业实务 金属冶炼安全_______________________
渣铁处理系统是一个大的辅助系统,也是设备设施、作业活动、在线作业人员最多的 系统。渣铁处理系统的主要任务是及时将炉内的渣、铁排放出来,铁水通过铁罐送给转炉 炼钢,或利用铸铁机浇注成铁块。炉渣有的通过冲渣池生产水渣外销;有的形成干渣后再 加工综合利用。渣铁处理系统的主要设备设施包括炉前工作平台、出铁场、渣铁沟、开口 机、泥炮、堵渣机、铁水罐、活动摆动溜嘴、炉前吊车、挖掘机、搅拌机、渣罐、铸铁 机、炉渣处理设备(水冲渣沟、渣池、转鼓渣过滤系统、带式输送机、轮法冲渣设施)、 大修停炉放残铁设施等。
四、高炉冶炼生产的特点
(1)高炉炉体是一个密闭容器,除了装料、出铁、出渣以及渣铁口的煤气火苗以外, 其他冶炼的全过程,操作人员都无法直接观察到其反应状况,只能凭借仪器仪表间接观 察、分析、判断完成冶炼操作。
(2)高炉冶炼是在炉料与煤气流的逆向运动过程中完成各种复杂的化学反应和物理 变化,除回旋区外,其反应气氛是还原性气氛。
(3)高炉生产过程是长久连续性的循环往复过程,高炉从开炉到大修停炉前一直不 停(除设备检修或发生事故时被迫停产休风外)地连续运转。
(4)大规模(发展趋势是越来越大)、高强度、高压力、高风温、高消耗的生产 工序。
(5)机械化和自动化程度越来越高。为完成每日数千上万吨原料及产品的装入和 排放,以及改善劳动条件、提高劳动生产率,逐步采用有较高机械化和自动化水平的 装备。
(6)生产的联合性。从高炉炼铁本身来说,从上料到排放渣铁,从送风到煤气回收, 形成了有机、协调的联合系统;从建设的投资上看,高炉本体建设投资仅占高炉新建项目 投资的15% ~20%,辅助系统占80% ~85%,说明系统互相联系、互相制约、互相配合 才能形成巨大的生产能力。
第二节高炉本体系统安全技术
高炉本体是矿石还原成液态生铁熔炼全过程的载体,是炼铁生产工序中的核心装备。 本节将重点介绍高炉炉体各部位的构建及功能、高炉冶炼生产的特点、危险有害因素与控 制措施、事故预防与应急要点。
一、高炉炉体主要设备设施的构造
(-)高炉基础
高炉基础承受着整座高炉炉体、框架及依托在框架上所有设备和渣铁水、炉料的全部 载荷。炉基的作用是将所承受的重量均匀地传递给地层。通常炉基底面受力吨位值为高炉 容积值的13~18倍。炉基由基座(下部)和基墩(上部)组成。基座是钢筋混凝土结 构,基墩用耐热混凝土砌筑,基座形状多为八角形或十六角形。基座在高炉生产期间最高
• 98 •
第四章炼铁安全技术《
温度不得超过200 ~250七。炉基基础结构分两 种:基墩包围着炉底的称为封闭式炉缸,炉底 暴露在空间的称为敞开式炉缸。由于封闭式炉 缸不易探测炉底侵蚀状况,易造成基础温度过 高,当炉缸烧穿时有发生爆炸的危险。因此, 我国钢铁企业很少采用这种炉基结构。高炉基 础构建示意图如图4-3所示。
(二)高炉炉体钢结构
钢结构是加固炉体和支撑各种附属设备的 构件,高炉钢结构主要包括支撑高炉的支柱、 炉壳等。
图4 - 2所显示的4种钢结构构造不是高炉炉体钢结构的全部,仅是高炉支柱和炉壳, 钢结构应包括所有附着在支柱或炉壳上的楼梯、通道、栏杆和支撑机电设备及各种管网的 平台、支柱等。
1.高炉支柱
图4-2中,炉缸支柱式结构炉顶全部重量通过炉壳传递给炉缸支柱,当炉壳变形时 炉顶结构容易偏斜。炉缸支柱和炉身支柱式结构炉顶设备除装料设备和上升管外,都通过 炉顶框架传给炉身支柱,再由炉腰支圈传给炉缸支柱,减轻了炉壳承重,炉腰支圈焊在炉 壳上,更换炉壳时还需要注意保持炉身支柱的稳定,需要消耗大量的钢材,延长检修工 期,此外,因支柱多,各层工作平台面积较小。大框架式结构的炉顶各部重量通过塔形 大框架传给基础,炉身重量由炉缸支柱承担,这种结构炉顶与炉身之间完全没有力的 联系。实践证明,高炉生产时由于炉壳上涨,砖衬重量由炉壳承担,炉缸支柱失去了 作用,只在长期休风时炉缸支柱才起承重作用。目前我国新建大型高炉采用大框架式 结构,并将下部炉壳适当加厚。这种结构优点是结构稳固,在风口、渣口的布置上没 有受到炉缸支柱的限制,高炉操作、维护方便。自立式结构没有支柱和框架,炉顶和砖 衬全部重量由炉壳传递给基础,这种结构在国内不少小型高炉采用。在一代炉龄尾期,很 难保持结构的稳定,特别是炉内出现爆震时,就可能出现炉体因爆炸而坍塌的重大事 故。
2.炉壳
炉壳各部位的厚度应考虑高炉不同的容积和冶炼过程中强度需求不同,各部位开孔的 多少与大小不等而产生应力不同,炉内附着力的不同等因素。
各部位炉壳厚度按下列经验公式计算:
S = RD (4-1)
式中 6--炉壳厚度,mm;
R--系数(表4-1);
D..炉壳外径,mo
凡带有支柱或框架式钢结构的高炉,其钢结构与炉壳之间是不存在固定式(受接、 聊接)连接关系的,它们之间的连接方式都采用了管托式滑动连接形式。这是因为高炉
• 99 •
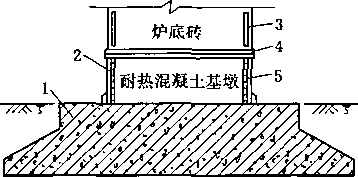
1—钢筋混凝土; 2—耐热基墩;3—冷却壁;
4一水冷管;5-炉壳
图4-3高炉基础构建示意图
»安全生产专业实务金属冶炼安全
生产时,炉体随温度的上升而涨炉,框架钢结构是相对稳定的,如果采用固定式连接,可 能破坏支架,拉损炉壳和附着管道。
表4-1各部位R值
|
部 位 |
R值 |
部 位 |
R值 |
|
炉喉和煤气导出口处 |
3.2 |
托圈第二段 |
2.2 |
|
炉缸下部及炉底 |
3.0 |
炉身其他各段 |
2.0 |
|
风口区、炉腹、薄壁炉腰 |
2.7 |
3.高炉附属钢结构
高炉附属钢结构构件包括楼梯、通往炉顶的各层通道(平台)、防护栏杆、支撑机电 设备及各种管网的平台、栏杆和支柱等。
钢结构的安全问题主要是机座强度不满足要求,平台、栏杆不符合规范,结构钢性老 化而疲劳,平台、走道腐蚀锈烂,检查维护、除锈刷油漆等工作不及时而造成破损、垮塌 伤害。
(三)裸炉体
裸炉体是指高炉本体脱去基础、支柱和支柱上附着设施后的高炉炉窑本体。
裸炉体的炉壁是由炉壳、冷却设备、炉衬3层相互依存的不同材质构成的圆形工作空 间的型体。人们把周边混合体称为炉壁。炉壳是炉壁的外壳,由特种钢材制作,其功能是 承受载荷,固定冷却设备,保证内衬砌体牢固,防止煤气逸出,便于特定条件下喷水冷 却。炉衬是由耐火材料砌筑而成的,是阻断炉内高温气流和渣、铁熔融液体烧毁冷却设备 和炉壳的防火、防爆墙。冷却设备是保护炉衬、炉壳完好,有效实现一代炉龄而进行水冷 保护的设施。高炉内部工作空间的形状称为炉型。它的形状和主要尺寸必须适应炉料和煤 气在炉内运动的规律。炉料在下降时受热膨胀,被部分还原。初生渣及软熔带产生,使炉 料透气性变差,故高炉上部断面较大,以保证炉料顺利下降,同时与煤气上升过程中的温 度下降、体积缩小相适应。当炉料到达下部时,由于渣、铁逐渐熔化而体积缩小,故断面 也逐渐收缩。高炉内型主要与原、燃料条件和操作制度有关,合理的内型有利于高炉操作 顺行、高产、低耗。
高炉内型从下往上分为炉缸、炉腹、炉腰、炉身和炉喉5个部分(图4-4),该容积 的总和为高炉的有效容积,它反映高炉的生产能力。
从图4-4可以看出,炉缸部位布置有铁口、渣口、风口,炉身上部有煤气取样装置, 炉喉布置有探尺口、红外线监测仪、温度监测器、煤气回收出口和装布料入口。铁口、渣 口分别是液态铁、渣的排出口,与渣铁处理系统相连接;风口是热风和煤粉的入炉口,它 分别与富氧鼓送风和煤粉喷吹系统相连接;煤气回收出口是高炉生产的煤气输出口,它与 荒煤气系统相连接;装布料入口是高炉所有原料的入炉通道,它与供装料系统相连接。其 他附着在炉体上的装置都属于高炉安全生产保护和监测装置。
• IOO •
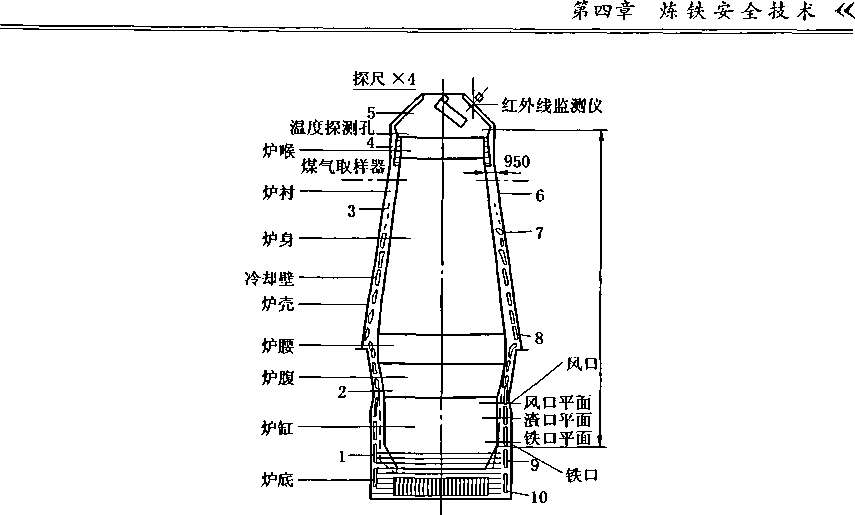
注:图中1 ~5所标识的是不同材质内衬的分段;6~10所标识的是炉内不同冷却强 度的装置分段。另此图在温度探测孔的相对平行的圆周上方应有4个平均分布 煤气出口与上升管相连接未表示
图4-4高炉炉型构造图
二、高炉本体主要事故的类别及分析
(一)炉基的危险有害因素分析
(1)高炉炉基出现不均匀沉降。如果高炉炉基缺少足够的耐热性能和强度,高炉冶 炼生产过程中,在各种应力的作用下,炉基会发生不均匀沉降,不仅破坏高炉与辅助设施 的联系,造成炉基、炉壳开裂,煤气泄漏,而且会使炉料偏行,炉况失控,甚至出现生产 无法进行的局面。
(2)炉基耐热基墩开炉后大幅上涨、破损,致使大量煤气泄漏。如果耐热基墩浇注 未按设计要求用料,施工过程未按施工工艺要求施工,导致开炉生产后耐热基墩大幅上 涨、破碎,致使炉底煤气密封板被顶破裂,造成较大范围煤气泄漏,会导致大范围人员中 毒和高炉报废的严重后果。
(3)炉基区域属于煤气区域。炉底水冷管、炉缸冷却壁的进出口水管与炉壳焊接点 不可避免会渗漏的煤气,铁口下窜的煤气等,使炉基区域成为煤气区域,若防护措施不到 位,会造成该区域作业人员中毒。
(4)炉基排水槽不畅或炉基周边积水,炉底水冷管冷却强度不够,炉基温度升高, 导致炉缸烧穿引起炉基区域着火爆炸,造成人员伤亡事故。
(二)冶炼中液态渣铁水遇水产生的爆炸
高炉在冶炼生产中所发生的爆炸事故主要是高温铁水遇水发生的爆炸,其爆炸机理
• IOl •
»安全生产专业实务金属冶炼安全
是:水与其他高温物质接触时,发生快速传热,水被加热,暂时处于过热状态,而引起伴 随急剧汽化的蒸汽爆炸。其压力超过IOOOkPa,温度超过3000七,这种爆炸的破坏力非 常大。水与高温物体接触引起的蒸汽爆炸非常有代表性,据资料统计,容易发生此类事故 的行业以钢铁业为最多,约占全部爆炸事故的60%。一般说来,水蒸气爆炸无须点火源 和可燃物,它的预防措施与需点火源爆炸的预防措施完全不同,平常被认为是最安全的 水,在一定条件下,变成爆炸性的水蒸气这样一种危险物质,乃是这种事故的特征。炼铁 发生蒸汽爆炸基本上是高炉生产事故的延续扩大和次生事故。
(三)煤气中毒
煤气中毒是高炉生产的主要危险之一。高炉煤气主要成分为CO、CO2、N2、H2、 CH4等,其中Co约占25% ,H2 ,CH4的含量很少。按《工业企业煤气安全规程》(GB 6222) 规定,可较长时间工作环境中Co含量不应超过24 XlO-6。
由于炼铁生产工艺、设备的特性,炉体炉壳开有安装各类设备设施的大小孔6000 ~ 7000个,这些接口焊缝可能渗漏,加上出渣出铁时均能产生大量的一氧化碳,高炉风口、 渣口、铁口的泄漏,煤气取样作业时的泄漏,炉顶设备的泄漏和均压过程的排放等因素的 存在,高炉本体风口平台及以上各层平台、炉基均属于煤气区域。当设备泄漏严重、作业 场所通风不良、作业人员未佩戴防护用品或防护用品使用不当,可造成作业人员煤气中 毒。高炉煤气群体中毒多发生在高炉看水岗位和维修人员中,而多人中毒的事故往往发生 在正常休风检修和事故休风期间。
(四)高炉本体高温物质导致的灼、烫、烧伤事故
灼、烫、烧伤是高炉冶炼生产中主要危害之一。高炉生产过程中,渣口、铁口正常排 出的液态渣、铁,炉身炉壳开裂或烧穿事故状况喷射出的火红炉料和高温气流,风口、渣 口、铁口烧穿事故喷涌出的液态和熔融状态的渣、铁,炉缸、炉底烧穿事故泄漏的铁水及 落地后产生爆炸的飞溅物,风口、渣口及冷却壁更换时拆除烧坏的高温设施,拆除管道内 残留的高温水或蒸汽等;发红的直吹管和烧坏的风口、渣口更换,煤气取样,透风口取 样,渣、铁取样,铁口框架及保护板更换,喷煤枪更换等作业,都很容易因热辐射、高温 喷溅物或明火造成相关作业人员灼、烫、烧伤事故。
(五)高炉大、中修内型空间出现的高空坠物事故
高炉大、中修期间内型空间出现的高空坠物事故造成的后果是惨重的,因为设备安装 阶段立体交叉作业比较普遍。我国曾经出现过大钟坠入炉缸,砌筑炉衬的活动工作吊盘坠 入炉缸,挖炉缸、装枕木作业时炉顶施工工具和边角废料坠入炉缸等多种伤害事故。由于 高炉内型空间是一个有限空间,炉膛内作业活动一般都是集中人员较多的团队作业,任何 一个坠物,都可能给作业人员造成伤害。
三、高炉冶炼生产中的危险有害因素分析与对策措施
(一)炉基事故原因分析及预防、控制与应急措施
高炉基础在高炉建成后就成为隐蔽部分。高炉基础出现问题所造成的经济损失和人身 的伤害往往是惨痛的。当高炉投产后,基础自身出现不均匀沉降可能导致炉料偏行、炉况 失控的严重事件;耐热基墩膨胀顶破煤气密封板造成大范围煤气泄漏,很难找到有效的控
• 102 •
第四章炼铁安全技术《
制补救措施。
1.高炉基础出现的不均匀沉降
1)事故原因
(1)炉基设计未能满足以下要求:炉基传给地层的压力应不大于地层的承载力,使 高炉基础在工作期间下沉不大于20 ~30 mm,尤其不允许有不均匀的下沉,对于大型高 炉,基础的许可倾斜值在0. 1 % ~0.5%范围,炉基设计要求地耐力大于2 kg/cm"虽 然出现事故的补救措施目前很难做好,但防止这类事故发生的预防措施确是很容易做 到的。
(2)高炉就地扩容改造过程中,有些企业为节省投资,利用原有基础进行扩大加固 为扩容高炉的基础,可能出现新旧基础中心偏离,新加部分周边不对称,再加上设计和施 工中存在缺陷,基础在重载荷状态下难以均匀沉降。
2)防护控制措施
(1)当不均匀沉降现象出现、炉基混凝土、炉壳开裂煤气泄漏时,首先要对炉基区 域进行警戒警示,禁止非作业人员进入。
(2)岗位作业人员进入必须按进入煤气区域作业的防护要求佩戴好个体防护用品和 检测仪器,尽快组织休风、采取清缝二次浇灌和炉壳焊补加固等补救性控制措施。
(3)高炉恢复生产后,当补救性措施不生效,出现炉基、炉壳再次开裂并有加大迹 象,同时出现炉料偏行、炉况失控的现象时,就应休风停炉,进一步诊断进行补救或者拆 除重建。
3)预防措施
(1)新建高炉时,地质勘查和设计单位必须按高炉基础设施建设的地质及设计技术 规范要求设计,各项基础技术参数必须达到规范要求。
(2)原地扩容改造的高炉,建议彻底拆除高炉旧基础,重建新炉基。确实需要利用 老基础扩建时,应让新、老基础的中心不变,以保持其相对的对应性。
(3)参加高炉建设的设计人员、施工监理及产权单位的有关人员必须清楚炉基的构 筑技术要求、施工工艺流程,做到基础从开挖到回填全过程现场监控,以保证炉基基础质 量的可靠性。
2.炉基耐热基墩大幅上涨顶破煤气密封板导致大范围煤气中毒事故
1)事故原因
(1)设计单位在设计选材上未本着“膨胀系数越接近零越好"的原则,而选择了膨 胀系数较大的耐火材料。
(2)施工单位在施工过程中没有严格按照设计要求使用材料,而是使用了膨胀系数 较大的骨料和耐火材料,当投产后受高温条件影响,耐热基墩在有限空间急剧膨胀,将煤 气密封板和炉体向上顶起,由于各方强度有限就出现了耐热基墩破碎、煤气密封板破裂、 炉基与炉壳严重撕裂、炉壳大幅上移、高炉煤气从裂缝中大量泄漏,可能导致大范围煤气 中毒事故发生。
(3)施工监理和建设单位的管理人员对耐热基墩的技术要求不明确,对施工过程的 监控流于形式,施工单位就地选材、自由施工而埋下祸根。
• 103 •
» 安全生产专业实务 金属冶炼安全
2)预防措施
出现炉基耐热基墩大幅上涨顶破煤气密封板导致大范围煤气中毒事故,除采取紧急休 风、停炉和撤离煤气区域人员的应急措施外,很难找到有效的防护和控制性措施来维持生 产。为避免新建高炉耐热基墩发生类似事故,只能针对事故原因提出事故预防措施,供 借鉴。
(1)设计单位在选材上本着"膨胀系数越接近零越好”的原则,选择膨胀系数较小 的耐火材料。
(2)施工单位施工过程严格按设计要求使用材料,按施工工艺要求,各种材料进入 现场后必须送样到检验机构,检验合格后方可使用,严禁私自改变材料品种和材质。
(3)施工监理和建设单位的管理人员对耐热基墩的技术要求要明确,对施工用料的 送检和检验结果要监督审核,对连续浇注的施工工艺应跟班监控,从而保证炉基耐热基墩 的质量。
3.炉基区域煤气渗漏造成人员煤气中毒
1)控制措施
(1)落实炉壳和冷却装置(炉底水冷管、炉缸冷却壁)套管的点检制度,发现渗漏 点可先点明火烧掉渗漏的煤气,然后利用休风机会安排对渗漏点进行焊补。
(2)铁口泄漏的煤气应采用常明火烧掉,尽可能杜绝炉基煤气渗漏和铁口下窜煤气。
(3)进入炉基作业人员必须按照煤气区域作业的个体防护要求佩戴防护用品和检测 仪器,并禁止单独作业。
(4)应按规定在可进入炉基的通道设立煤气危害的警示标志,禁止无关人员进入该 区域。
(5)编制《炼铁工序煤气泄漏(中毒、着火、爆炸)事故应急救援预案》。
2)事故应急与防护措施
(1)当发生煤气中毒事故,应马上撤离煤气区域,将人员安置在空气清新且通风的 场地,利用高炉主控室救助装置现场急救,同时通知调度室和厂区卫生所到现场救护。
(2)现场救助人员进入煤气区域必须佩戴好空气呼吸器,确保自身安全,控制事故 扩大、升级。
(3)出现多人中毒应启动煤气泄漏(中毒)事故应急救援预案。
4.炉底水冷管冷却强度不够,炉基温度升高导致炉底烧穿的爆炸事故
1)控制措施
(1)落实炉底水冷管点检和维护制度,做好点检和清洗维护记录,发现水压、进出 口水温差变化及时向高炉主控室报告。
(2)加强炉基温度连续自动检测系统的检查、维护,保证炉内监控画面监测显示值 准确无误。
(3)加强炉基周边维护,保持清洁、干燥和良好的照明,定期对炉基排水槽进行清 理,保持畅通无积水。
(4)密切关注炉基是否出现裂缝、冒气、冒火等情况,并做好记录,发现问题及时 报告,并及时安排休风处理。
• 104 •
第四章炼铁安全技术《
(5)编制《炉底水温差及热流强度控制与处理》处置方案。
2)事故预防与应急措施
(1)出现炉底温度监测值超出设计值(确认不是检测系统失真)时,值班工长应经 常检查炉底各测点变化,并每班记录各测点的温度值。
(2)值班看水工应根据高炉需要及时测量炉底水温差,并做好记录。
(3)炉长每周必须检查炉缸、炉底一次,重点关注炉基冒火、基础裂缝、炉皮温度 等,并做好记录。
(4)当发现渣铁量显著减少,同时炉基冒火和基础裂缝发展时,应及时查明原因, 并采取果断措施处理。
(5)应编制《炉缸、炉底烧穿的专项应急预案》。
(二)冶炼中液态渣铁水遇水产生的爆炸事故
1.冶炼中液态渣铁水遇水产生的爆炸原因
(1)风口、直吹管烧穿,渣铁水大量喷出,覆盖风口平台。如果风口平台未按规范 要求做成内高外低的坡面,当出现炉身炉壳发红或开裂进行炉皮打水时,或风口烧坏、直 吹管发红打水时,冷却水不能及时排走形成风口平台积水,就会发生爆炸事故。采用工业 水冷却的高炉,如果在风口平台与炉壳之间布置的排水箱上口与风口平台持平,当渣铁覆 盖住排水箱时,也会发生爆炸。
(2)当风口损坏向炉内漏水时,更换风口前闭水量不当,延长了漏水时间,加大了 漏水量,导致向炉内大量漏水而发生爆炸。休风换风口前,风口烧损堵塞了循环通道,出 水口破损,当休风闭水换风口时,停留在水阀与风口间的积水受炉内高温影响急剧汽化而 导致金属软管瞬间爆炸。
(3)高炉炉缸、炉底烧穿,大量铁水将流淌到炉基及周边地面,若炉基排水槽或周 边地面有积水,就可能发生爆炸。
2.冶炼中液态渣铁水遇水产生爆炸的控制措施
(1)加强缺陷风口、直吹管的监视检查,尽快安排休风更换,避免或减少风口、直 吹管烧穿事故。按照规范要求,将风口平台建成内高外低的坡面平台,并砌筑耐火传,将 炉身炉壳和风口、直吹管的喷淋水引流外排。小型高炉的排水箱箱体应升高或移位。这 样,即便发生风口、直吹管烧穿事故,也不会导致爆炸。
(2)提高看水工对风口套破损征兆的判断能力,强化风口套破损的处置技能,择机 适量减水,力求做到不凝铁、不烧穿、不向炉内大量进水。这样,不仅避免了破损风口处 大量进水引起的爆炸事故,也避免或减少了金属软管爆炸和风口烧穿的可能性。
(3)加强炉缸、炉底冷却系统和自动测温设备设施的检查、维护,保持其完好状态。 出现炉底温度升高,看水工和炉内操作人员必须按炉底、炉缸烧穿事故预防与处理的处置 方案进行操作控制,尽量避免炉底、炉缸烧穿事故的发生。高炉炉基排水槽应定期维护清 理,使其始终保持畅通无积水;定期对炉基周边环境清扫、维护,保持干燥。
3.冶炼中液态渣铁水遇水产生爆炸的预防与应急要点
任何造成人身伤害的事故都是生产过程中设备操作事故的延续和发展的结果。高炉冶 炼中液态渣铁水遇水产生的爆炸事故也不例外。其预防与应急要点如下:
• 105 •
» 安全生产专业实务 金属冶炼安全_________
(1)实行点检定修制。对风口套、渣口、直吹管按周期定期更换,通过控制风口套、 渣口磨损、烧穿等设备事故,来避免液态渣铁落地导致风口平台的爆炸事故。
(2)制定风口套破损征兆的判断与处理操作规程,指导看水工实际操作,防止出现风 口烧穿时冷却水大量进入炉内引起局部爆炸和闭水量不适宜而导致金属软管爆炸。
(3)落实对高炉冷却设备和冷却管网系统检查和清洗制度,对冷却系统定期清洗, 保持系统各区段的水压、水量始终满足设计要求,以完好的冷却设备和适宜的冷却强度来 实现炉衬、炉壳的完好,从而有效预防炉缸、炉底烧穿引起爆炸事故的发生。
除此之外,从操作上应依据高炉冶炼过程失常的表象,完善低料线、管道行程、悬 料、连续塌料、炉墙结垢、炉缸堆积、炉热、炉凉、炉缸、炉底水温差及热流强度的控制 范围及处理,软水和非软水冷却高炉炉缸,炉底烧穿的预防和处理等的操作方法,来指导 操作人员及时有效控制和扭转炉况失常。同样,应针对高炉冶炼过程中容易引起的操作设 备事故和突发事件,编制、完善炉缸冻结、炉缸烧穿、高炉大灌渣、高炉内壁结瘤、风口 及以上炉壳烧穿等事故应急处置方案,针对不同条件的停水、停电、停气(汽)、停风等 事件编制处置方案,供岗位人员应急救援时对照执行,以减少损失和伤害。
(三)煤气中毒事故
1.造成煤气中毒的原因
(1)高炉冷却壁漏水检查,按照工艺条件,只能在正常生产过程中进行。由于炉壳 与管网之间的间距小,佩戴空气呼吸器无法进入,检查人员被迫在煤气区域用湿毛巾将口 鼻捂住进行作业,查漏时间一长,易造成集体煤气中毒。
(2)在炉顶检修(含炉身、炉顶平台、排水槽清扫)过程中,出现人员中毒倒下后, 救援人员在没有任何防护措施的情况下,进入煤气浓度极高的环境中救人,易造成集体煤 气中毒事故。
(3)高炉的年修(小修)时间一般都在年底或年初进行,检修单位在检修部位附近 搭建临时工棚,进入下半夜后,大多数人在工棚内休息避寒,若炉口煤气飘出,工棚聚积 大量煤气,未及时发现,没有有效及时切断炉内煤气来源,此时,既无专人监护又缺少一 氧化碳报警器,高炉风口的堵泥漏风无人补堵,料面煤气熄火无人看管,可能造成集体煤 气中毒事故。
(4)高炉炉基开裂、炉底煤气密封板破损,大量煤气泄漏,煤气随着炉壳周边与炉 台的间隙和渣铁罐线及天井窜入炉台,易发生煤气中毒。造成伤害的原因可能是未告知炉 前作业人员炉基煤气泄漏情况,出铁场未按规范安装一氧化碳检测器,炉前作业没有预备 防护器材。
另外,重力除尘器泄漏,煤气从下水通道窜入澡堂也会造成中毒事故。
2.煤气中毒控制措施
(1)查水人员煤气中毒的控制。一是要配备长管式呼吸器,解决佩戴后查水作业间 距受限问题;二是在查水平台安装轴流式风机,通过强制性通风来降低一氧化碳浓度和改 善炉身作业环境;三是安全管理人员现场监护,发现险情果断组织撤离。
(2)高炉生产期间炉顶工作压力设定值严禁超过设计文件规定的最高工作压力,炉 顶工作压力监测装置应与炉顶放散阀联锁,炉顶放散阀的联锁放散压力设定值严禁超过设
• 106 •
第四章炼铁安全技术«
备设计压力值。
(3)不论是在正常生产还是休风条件下,进入炉顶、炉身作业必须配备便携式一氧 化碳检测报警器,并备好空气呼吸器,当炉顶个别作业人员出现煤气中毒晕倒,现场指挥 应立即派人佩戴好空气呼吸器,迅速将中毒人员和其他人员撤离煤气区,并通知厂内卫生 站到现场抢救。
(4)针对检修单位夜间可能发生集体中毒的原因分析,其控制措施有施工前应有效 切断气源,特别是炉内来源;施工单位应派人看好料面煤气明火情况,发现熄火马上通知 产权单位,同时应有在线作业人员监护;施工单位在各个作业点必须配备便携式一氧化碳 检测报警器。
(5)炉台作业人员煤气中毒的控制措施,主要是按规范完善出铁场固定式一氧化碳 报警装置;高炉工长或炉长在班前应向全体职工通报炉基煤气泄漏的情况,正常生产和休 风未处理煤气进行炉顶设备检修作业应有煤气专业人员现场指导,危险出现时应知道撤离 线路和方向。
3.群体煤气中毒事件的预防与应急
(1)按照《工业企业煤气安全规程》(GB 6222)的要求,在高炉平台(特别是作业 人员集中的平台)设置固定式一氧化碳检测器,并应在中控室集中显示,同时,在主要 通道口设置当班一氧化碳检测值公告栏;高炉中控室应备有应急用的空气呼吸器;有高炉 煤气危险区域作业的登记和监护管理制度;高炉应编制有《煤气中毒事故应急预案》,以 备在发生事故时启动响应;炼铁厂区应设置医疗卫生站以备应急救援。
(2)煤气生产、回收净化、加压混合、储存、使用设施附近的会议室、活动室、休 息室、操作室、交接班室、更衣室等6类人员聚集场所,以及可能发生煤气泄漏、积聚的 场所和部位应设置固定式一氧化碳浓度监测报警装置,或者监测数据接人24 h有人值守 场所。
(3)无论休风时炉顶是否吹扫煤气,进人受料斗或料罐作业前必须关闭眼镜阀和料 罐均压煤气、氮气阀门,并确保有效切断煤气来源。
(4)加强对炉壳所有设备安装孔点的安装、焊接质量的检查,避免或减少孔点的渗 漏和泄漏,高炉生产过程中加强对炉壳的点检,并利用休风机会,组织对漏点的焊补,从 而减少漏点、降低炉体各层平台煤气浓度。
(5)凡进入煤气区域作业,必须将呼吸器带入现场,以备作业中出现煤气浓度升高 或作业人员中毒时急用。
(6)定期对职工进行煤气中毒应急救援知识和现场急救常识的教育培训和演练,以 避免现场误判和处置不当而扩大事故。
(四)高炉本体灼、烫、烧伤事故
1.导致灼、烫、烧伤事故的原因
(1)不注重劳保用品的正确佩戴引起的灼、烫、烧伤。如在渣口、铁口区域作业不 穿阻燃服,不佩戴瓜皮帽、护目镜或面罩、长手闷子等个体防护用品,当高温喷溅物袭来 或触碰到高温物体时,就会导致不同程度的灼、烫、烧伤事故。
(2)炉体设备事故导致灼、烫、烧伤。炉身炉壳开裂或烧穿喷射出的火苗和滚烫炉
• 107 •
»安全生产专业实务金属冶炼安全
料及高温气流,风口、渣口、铁口烧穿时喷诵出的液态和熔融状态的渣、铁,炉缸、炉底 烧穿泄漏的铁水及落地后产生爆炸的飞溅物的袭击,均可导致灼、烫、烧伤。
(3)操作过程中站位不当而造成的灼、烫、烧伤事故。换风口时看水工被水蒸气烫 伤;煤气取样和炉顶点火作业被喷出的火焰烧伤;泄漏煤气的风口、渣口、铁口有明火时 被煤气火焰烧伤;停风事故状态下开风口视孔大盖被流出的液体渣铁烧伤等。上述灼、 烫、烧伤事故大多数是由于站位不当造成的。
(4)违章作业是灼、烫、烧伤事故的主要原因。正常生产时,炉口以上的设备故障 需检修工上炉顶抢修,此时若有人因故指挥岗位强制将大、小钟都打开的话,炉顶就会成 为一片火海,导致正在炉顶的检修人员烧死;液压系统的违规动火检修作业,也会造成 事故。
2.灼、烫、烧伤事故的控制措施
(1)会议室、活动室、休息室、操作室、交接班室、更衣室(含澡堂)等6类人员 聚集场所,以及铁水罐冷(热)修工位严禁设置在铁水吊运跨的地坪区域内。
(2)各岗位人员必须正确穿戴好个人防护用品。
(3)炉体设备事故导致灼、烫、烧伤。为避免或减少这种伤害,一是必须加强高炉 自身操作能力保证长期稳定的炉况,减少炉况失常处理时所采用的一些手段给炉体内衬 带来的侵蚀、破坏;强化炉体冷却设备的检查、维护、清洗,保持炉体各段冷却强度达到 设计要求。以完好的炉体来避免各类设备烧穿事故,从而有效控制人身伤害。二是在出现 有烧穿迹象或烧穿点位较小的情况下,应采取减风降压和打水控制的手段,控制事故的扩 展。三是在高炉正常生产期间,应严格控制非岗位人员进入风口平台、炉基和铁口、渣口 区域。四是夜间应关注炉体中上部是否有发红迹象,因为炉壳烧穿有个发展过程,只要早 期发现发红并得到有效控制,就可避免炉壳开裂或烧穿喷射出的火红炉料和高温气流给人 带来的灼、烫、烧伤事故。
(4)站位不当造成的灼、烫、烧伤。控制这种伤害主要有两个措施:一是作业人员 应熟练掌握本岗位各类非正常状况下的处理方法,明确自己在作业中应处的安全位置,实 现自我保护;二是落实安全互保制度,作业人员之间相互协作、相互帮助、相互监护,从 而避免站位不当而造成的伤害。
(5)对违章指挥、违章作业而酿成的灼、烫、烧伤事故的控制,主要靠各级管理者 和职工在作业现场有识别违章行为和制止违章行为的能力,只有在违章行为还在萌芽状态 得到制止,才能有效避免违章作业。
3.灼、烫、烧伤事故的防护与应急措施
(1)企业应有较完善的工种、岗位、特殊性作业劳动保护用品的配置标准,并根据 作业现场的实际需要,及时地修订发放标准,满足保护需求。定期组织不同工种、岗位职 工进行个体劳保用品和特殊情况下防护用品的正确使用方法和防护知识的培训。消除因防 护用品配置不足、使用不当而发生灼、烫、烧伤事故。
(2)防止或减少炉体设备事故(如风口、炉底、炉缸、铁口、渣口和炉壳烧穿等) 发生后造成较大的灼、烫、烧伤事故。一是企业对高炉炉体可能发生的各类设备事故都应 制定事故应急预案,预案中不仅要有操作方法、减轻损失的技术措施,还应有逃生方法、
• 108 •
第四章炼铁安全技术《
人身伤害的救援措施;二是职工熟练掌握炉体出现各类事故时本岗位的职责和自我保护方 法,事故发生后,按处置方案进行有序救援;三是凡参加事故救援的非岗位人员,在进入 现场前必须配备必要的劳保用品,并进行简要的安全交底。
(3)避免站位不当而造成的灼、烫、烧伤的防护与应急措施:一是穿戴好劳保用品, 并用毛巾将面部遮挡、双手戴上手闷子,避免人体与高温物体直接接触,做好自我防护; 二是当高温物体或明火引着衣物时,应果断脱掉着火的衣物,阻断火源,避免造成人体伤 害,实现自救;三是互保人员要充分利用现场的水管协助灭火救助,把伤害降到最低 程度。
(4)违章指挥、违章作业酿成的灼、烫、烧伤事故的预防与应急措施:一是企业应 建立健全完善的反"双违”管理制度并严格执行;二是现场各级指挥作业的领导者和作 业人员要熟悉自己管辖和作业范围内各种设备、安全技术规程及管理规定;三是要根据生 产工艺、设备设施的变化不断完善三大规程和各项管理制度,企业内部要全方位做到有章 可循。
(五)高炉大、中修期间内型空间出现的高处坠物事故分析
1.高炉大、中修内型空间出现的高空坠物事故的原因
(1)大钟坠落造成人员伤亡。大钟安装调整时,炉内有大量砖衬砌筑作业人员,大 钟吊装前未在锥台穿入两根平置的钢梁,一旦调整失控,大钟坠落炉缸,会造成重大人身 伤亡事故。
(2)炉顶施工工具和边角废料坠入炉缸造成伤害事故的原因:由于高炉内型空间是 有限空间,而挖炉缸、装枕木作业活动,是在炉膛内集中较多人员的团队作业,高炉在前 期施工中,会有人把工具、边角废料搁置在上升管爆破孔或管道拐弯处,炉顶设备安装调 试也可能从受料口、放散口、爆破口等部位掉入物体,造成炉缸内作业人员伤亡。
2.内型空间出现高空坠物事故的控制措施
(1)控制大钟坠落造成人员伤亡的措施是,在大钟吊装之前,先将两根钢梁穿入炉 体锥台并找水平固定,把大钟牢靠地放置在钢梁上,再组织安装、调试,不应利用焊接或 吊钩悬挂大钟,检修完毕,确认炉内人员全部撤离后,方可将大钟从防护梁上移开。
(2)炉顶施工工具和边角废料坠入炉缸造成伤害事故的控制措施有:一是要求所有 施工单位施工完毕,三清退场;二是在挖炉缸和装枕木作业前,安全主管部门到现场对可 能造成物体坠落部位进行安全检查确认后,将可能封堵的入口用钢板网封盖固定;三是无 钟式炉顶高炉检修,凡有人进入炉缸作业,眼镜阀必须保持关闭状态。
3.内型空间出现的高空坠物事故的预防与应急措施
一是作业期间派专人到炉顶守护,不让任何人进入炉顶作业,防止人为因素导致物体 坠落造成伤害;二是开、停炉期间,厂区医疗机构应派专人现场守护,以备事故应急;三 是进入炉缸内作业,必须拆除足够数量的二套,确保在发生事故时,作业人员能就近逃 生,救援人员有更多的救援通道。■
高炉本体作为炼铁的核心设施和主体系统,远不止上述5种类型事故。表4-2和表 4-3分别将部分高炉本体主要设施和本体部分作业活动中的危险辨识和控制措施进行了 归纳汇总。
• 109 •
»安全生产专业实务金属冶炼安全
表4-2高炉本体设施危险辨识和控制措施表
|
部位 |
事故模式 |
主要控制措施________ |
|
高炉本体 |
炉基区域煤气泄漏,导致进入该区域 人员煤气中毒 |
炉基区域作业必须两人以上,并携带便携式一氧化碳 检测报警器,配备空气呼吸器;对炉基煤气区域采取围 栏隔离、挂牌警示、防止无关人员误人的措施 |
|
风口小套、二套破损,导致高炉休风 率升高或风口烧穿事故后造成人身伤害 |
从操作上长期保持炉缸储铁量控制在接近安全容铁量 以内,保持炉况顺行,避免悬料导致的坐料操作;把冷 却水的压力、流量控制在规定范围内;从备品质量和煤 枪喷吹轨迹上来减轻对风口的磨损,控制或减少烧穿 事故 | |
|
炉墙耐火材料因侵蚀、浸泡而脱落, 造成炉皮发红、裂变或烧穿等事故 |
从操作上避免悬料、结瘤而被迫坐料和洗炉的作业; 从冷却设备的运行控制上,保证炉体冷却系统各部位水 温差、热流强度控制在允许范围,并根据风口套和冷却 壁系统的漏水征兆及时判断和处理漏点,避免冷却水大 量进人炉内 | |
|
出现炉皮发红、裂纹,采用炉皮打水 等特护作业时,易发生煤气中毒、烫伤 和爆炸事故 |
护炉必须首先制定完整的、有针对性的护炉方案,方 案除技术措施外必须有可靠的安全措施和排水措施,还 应明确保证各项措施落实的管理制度,以避免对特护人 员的伤害和因排水不当引发设备事故 | |
|
高炉突然停水、停电、停风、停气, 会造成极大的危险,必须尽力控制或减 少财产损失和人身伤害事故 |
停水时启动备用柴油机水泵供水。单炉停风时用拨风 装置拨风维持。停气时用氮气罐维持。停电时有两路电 源供电互为备用,但一旦出现电网跳闸而全面停电,就 必须分别按照停电、停水、停风、停气的应急方案处理, 将事故的损失和伤害程度降到最低 | |
|
高炉炉壳有60∞ ~ 7000个穿孔焊接点 和设备安装口,煤气泄漏使炉体的各层 平台均为煤气区域,进入炉体平台,可 能造成煤气中毒 |
进人煤气区域作业应遵守该区域作业的规定;利用休 风机会焊补漏点;无关人员禁止在高炉区域逗留;在通 往炉身、炉顶的各通道口(重力除尘、斜桥或主皮带通 廊、电梯人口及炉台通往炉身楼梯人口等)设立"煤气 危险区禁止单独工作"的警示标志;执行上炉身、炉顶 作业必须到中控室办理手续的规定;在炉体各层平台 (特别是风口平台和炉顶检修平台)安装一氧化碳检测 器,并集中在中控室显示 | |
|
风口大套、二套间,大套与炉壳的法 兰密封损坏变形,煤气泄漏而导致人员 中毒 |
在新建和大、中修过程中保证安装、焊接质量,尽量 控制相应的焊缝无夹渣、气孔和裂纹,保证大套、二套 接触面不受损伤和稳固;高炉生产过程中加强点检,发 现渗漏应点明火,并利用休风机会进行处理 | |
|
炉缸以下部位温度升高得不到有效控 制,可能出现炉缸烧穿,引发事故 |
从操作上保持炉缸储铁量控制在安全容铁量以内(炉 缸容积的60%);定期检查冷却系统,保证炉缸冷却器 进出水温差和热负荷保持在冷却制度范围,确保炉缸不 烧穿 |
• IlO •
第四章炼铁安全技术《
表4-3高炉本体作业活动危险辨识和控制措施表
|
作业名称 |
___事故模式 |
_____主要控制措施 |
备注 |
|
挖炉缸 |
有限空间作业,残留炉渣扬尘成分 复杂,造成人体皮肤及呼吸道疾病 |
人员必须做好两穿一戴,佩戴防尘口罩,配 发并涂抹护肤膏,在风口大套孔安装吹、抽两 向轴流式风机加大炉缸内空气流通,降低炉尘, 减轻对人体伤害 |
该作业的 具体操作程 序都应在开 炉方案中有 明确规定 |
|
带式输送机输出炉渣过程中,由于 小型带式输送机是整体活动安置的, 机械调整部分外露,人机配合不当可 能出现机械伤害,带式输送机机架倾 倒砸伤,引入炉缸内的照明、带式输 送机电源线破损导致触电事故 |
炉缸内小型带式输送机传动部分应装防护罩, 挖炉缸作业期间,机械、电气、结构维修人员 应现场跟班监督维护,确保电路、带式输送机 安全运行 | ||
|
炉缸内空气混浊,温度偏高,噪声 较大,且作业劳动强度大等,连续作 业时间过长,可能导致急性晕厥 |
挖炉缸连续作业时间应根据炉缸内的环境温 度和强度,分时段确定,作业班次应有专人负 责成班更替,轮休人员应安排在空气流通、温 度适宜的环境中休息 | ||
|
在作业过程中,上方出入口坠物, 造成人员伤亡 |
按"内型空间出现高空坠物事故的控制措 施”中措施(2)执行 | ||
|
装枕木 |
在炉台吊运枕木途中,由于人多, 吊具捆绑不当、吊装指挥不当、堆放 场地复杂等可能发生砸伤、碰撞和挤 压形式的伤害 |
吊装枕木的捆绑作业应指定专门的起重(架 ɪ)工负责,吊装指挥由专人指挥,堆放场地 由专人疏通 |
该作业的 具体操作程 序都应在开 炉方案中有 明确规定 |
|
枕木向炉内输送过程中,由于枕木 轻重不一,人们在传递时,容易引起 掉落和相互碰撞,从而造成划伤和 砸伤 |
建议加装枕木输送的专用滚筒架来减轻人工 传递的劳动强度和减少传递过程中的失手现象, 从而避免相互碰撞、划伤和失落引起的砸伤 | ||
|
炉缸内排放枕木作业活动中,由于 排放不当而出现倒垮伤人和调整枕木 时的划伤和扭伤 |
炉缸内排放枕木作业由炉前专业人员指挥, 按照先平面、后周边立靠的程序 | ||
|
枕木是易燃物料,枕木装炉和入炉 后到点火开炉期间,若火种进入,枕 木燃烧,会影响整个开炉计划 |
装枕木作业人员不得将火种带入现场,采用 阻隔措施切断热风系统窜入火种的隐患,派人 现场值班守护,避免枕木提前燃烧的事故 | ||
|
在作业过程中,上方出入口坠物, 造成人员伤亡 |
按"内型空间出现高空坠物事故的控制措 施”中措施(2)执行 |
• Ill •
» 安全生产专业实务 金属冶炼安全
表4-3 (续)
|
作业名称 |
事故模式___ |
主要控 制措施_____ |
备注 |
|
炉顶点火 |
点火前开上升管人孔、锥台人孔时, 因残留煤气突然与空气混合,发生爆 燃,作业人员站位不当可能被喷射的 火焰伤害 |
无论是钟式炉顶还是无钟式炉顶,开上升管 人孔、锥台人孔时,都应预留螺栓,在撤出正 面所有人员后再拆除预留螺栓,远距离将人孔 门拉开 |
无论是采 用点火枪点 火还是原始 的手动点火 都应有操作 规程 |
|
料面火未点着之前,炉顶检修作业 人员进入现场,可能出现煤气中毒和 烧伤事故 |
料面火未点着之前,炉顶检修作业人员不得 进入炉顶区域,待料面火点燃后方可进入炉顶 作业现场 | ||
|
料面着火出现中途熄灭,可能导致 煤气中毒 |
料面煤气火点燃后,炉顶必须有专人看火, 风口必须堵严,发现料面煤气火熄灭,应撤离 炉顶作业人员、通知煤气专业人员组织重新点 燃料面煤气火后再进行作业 | ||
|
高炉短期休风和长期休风煤气处理 程序、方法不当造成煤气中毒、着火、 爆炸 |
分别严格按短期休风煤气处理程序和长期休 风煤气处理程序进行作业,避免煤气中毒、着 火、爆炸 |
高炉炉体区域的职业病危害因素主要是高炉煤气中的CO,其危害性、防护、控制、 预防措施在高炉事故分析和设施、作业危险辨识与控制措施表中进行了介绍。
第三节供装料系统安全技术
供装料系统是指从原(燃)料进入炼铁工序到布入高炉炉喉的整套系统,包含原燃 料供应、上料和装料3个环节。供装料系统工艺设备流程如图4-5所示。
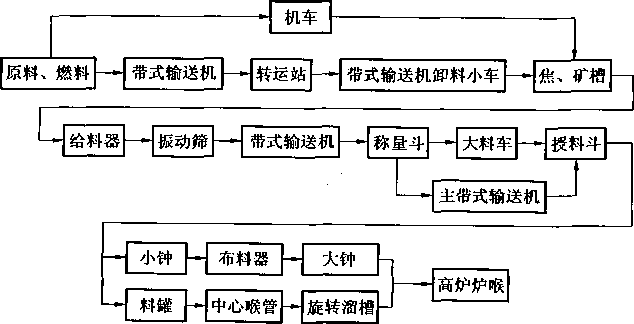
图4-5供装料系统工艺设备流程
• 112 •
第四章炼铁安全技术"
一、供料设备
供料设备是指接纳原料厂、烧结厂、焦化厂等输送来的原燃料,并进行转运、分装、 贮存的装置。带式输送机是原燃料转运的主要方式,带式输送机卸料小车是原燃料分装的 主要设备,矿、焦槽是原燃料贮存的设施,带式输送机通廊和栈桥建筑物是容纳供料设备 的设施。
(-)带式输送机对人体的伤害事故分析
带式输送机常出现绞伤、挤压事故,在检修中出现头、尾轮击伤、夹击等事故,卸料 小车也常出现撞伤、挤伤和走行轮压伤事故,矿、焦槽易出现坍塌事故,更为严重的是带 式输送机通廊、栈桥屋面垮塌、栈桥吊装孔物体坠落等事故。
(二)带式输送机卸料小车对人体的伤害事故分析
1.卸料小车对人体造成伤害的原因
(1)由于多条带式输送机同时运行,现场环境噪声大、扬尘大、桥面通道窄小且地 面洒落碎矿路滑,会发生车体爬梯或下料口漏斗的碰撞和挤压致伤事故。
(2)在矿槽边看槽存、捅料作业或地面行走跟车现场操作卸料小车时,出现滑倒, 伸手抓住卸料小车轨道,出现被卸料小车轮碾压掉手指伤害。
(3)卸料小车漏斗检修时,操作人员误操作而启动带式输送机或开动卸料小车,导 致在斗内或带式输送机上作业人员被挤压伤亡。
2.卸料小车对人体伤害事故的控制与防护措施
(1)定期对通道撒料停机清扫,避免滑倒与卸料小车碰撞,被卸料小车挤压伤害。
(2)槽内、槽面和输送带清扫作业必须在停机状态下进行,同时,作业人员必须办 理停电手续,取得带式输送机和卸料小车设备操作牌方可作业。
(3)小车两端安装声光报警与小车走行联锁,小车轮外侧应设防护罩、两端应设扫 轨板,现场操作箱应有与车体一体化的操作平台。
(4)岗位操作人员停、送电前必须确认操作牌是否在手,启动带式输送机和卸料小 车前应用现场广播告知和警铃提示后,再启动运转设备。
3.卸料小车对人体伤害事故的预防与应急措施
(1)焦、矿槽卸料、看槽存实现自动远程控制,减少现场操作作业;当需要现场操 作卸料小车时,操作人员应站立在现场操作箱的固定操作平台上作业,避免意外伤害。
(2)岗位人员应加强对卸料小车的转动防护和声光报警设施及联锁控制设备的检查, 发现故障及时排除,以保持安全防护装置的完好与有效性。
(3)出现卸料小车碾压伤害事故时,应果断停机。
二、上料设备
上料工艺设备流程中,矿槽出口到集中称量斗或中间焦、矿称量斗区间,基本上采用 的是振动器、振动筛筛分给料、带式输送机送料至称量斗称量,从称量斗到炉顶受料斗的 上料设备有大料车和主钢丝带式输送机两种上料方式。上料机的机械设备由铺有两股轨道 斜桥、料车卷扬机、料车3部分组成。 ,
• 113 •
»安全生产专业实务金属冶炼安全
(-)料车上料设备对人体伤害事故的类别及原因
(1)在检查正在运转的料车卷扬机时,因触碰设备转动部位,被钢丝绳绞碾或其他 活动部位伤害。
(2)料坑检查料车,因扬尘大、照明不足、加上站位不当而被大料车挤压伤害。
(3)斜桥底部封闭漏洞、炉顶杂物或料车洒出的块料滚落砸伤路过斜桥下方的行人。
(4)料车衬板与料车钢丝绳同步检修作业,因联系环节失误,出现料车轮将把衬板 螺栓人员的手、腿碾压或将料车内作业人员倒入炉顶受料斗的伤害事故。
(5)料车卷扬机的安全保护装置失灵,造成料车脱轨、料车钢丝绳拉断,料车摔落 等事故。
(二)料车上料设备对人体伤害事故的防护与控制措施
(1)料车卷扬机的卷筒两侧应安装活动护栏,料车牵引钢丝绳出墙一侧端头应设 "严禁通行”的警示标牌,岗位和专检人员检查应与转动设备保持一定距离,以确保人体 不受伤害。
(2)进入料坑检查料车和中间焦矿闸门时,必须保证料坑照明完好,并随身携带强 光电筒辅助照明,找准安全站位,避免被大料车挤压伤害。
(3)按规范要求将斜桥底部采用钢板封闭,避免炉顶杂物或料车洒出的块料滚落砸 伤路过斜桥下方的行人。
(4)料车衬板与料车钢丝绳不安排同步检修作业,若抢时间需要同步作业,检修单 位应派专人负责拿料车卷扬机操作牌,进行现场协调控制,方可避免出现料车轮对把衬板 螺栓人员的伤害,将料车内作业人员倒入炉顶受料斗的伤害事故。
(5)料车卷扬机的安全保护装置,包括超速和低速保护、钢丝绳松弛保护、过负载 保护,只有加强维护,保持安全保护装置的完好,才能控制料车脱轨、料车钢丝绳拉断、 料车摔落等事故发生。
(三)料车上料设备对人体伤害事故的预防与应急措施老疏翻1憲:863575556
(1)加强现场警示,防护装置应完好、有效,发现缺损,及时修复完善,避免因警 示、防护装置的缺失而造成人员伤亡。
(2)在料坑安装良好的通风除尘设施,改善料坑的作业环境,增强能见度,从而避 免料车对作业人员的伤害。,
(3)进入料坑进行料车、闸门检查,必须两人以上,检查人员必须熟悉料车与闸门 的联锁控制系统,当同行人员被料车伤害时,应果断断开接点,停止料车运行,避免二次 伤害或扩大事故。
(4)出现料车碾压伤害事故时,除了果断停机,组织人员抢救,还应注意如有脱落 的肢体,应及时寻找并送医院进行再植手术,以降低受害人最终的伤残程度。
三、炉顶装料设备
炉顶装料设备划分为钟式和无钟式两种。而钟式炉顶装料设备又有双钟式、三钟式、 四钟式和双钟双阀式等多种形式;无钟式炉顶装料设备也有并罐式和串罐式(其中串罐 分为卢森堡型、SS型和紧凑型3种)。图4-6所示为国内典型的炉顶装料设备示意图。
• 114 •
第四章炼铁安全技术《
炉顶装料设备
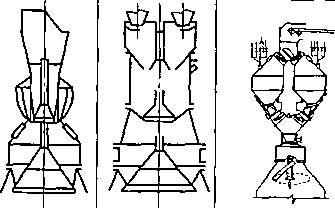
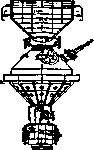

|
双钟式 |
双钟双阀式 |
并罐式 |
(假)串罐式 |
(真)串罐式 |
|
马基式 |
回转斗 |
卢森堡型 |
SS型串 |
卢森堡型 |
|
布料器 |
布料器 |
并罐式炉顶 |
罐式炉顶 |
串罐式炉顶 |
常用钟式炉顶装料设备
常用无钟式炉顶装料设备
图4-6国内典型的炉顶装料设备示意图
上述几种结构配置在我国钟式炉顶高炉都有采用,但随着无钟式炉顶设备的引进,双 钟双阀式基本被淘汰。钟式的两种结构配置在初期都有企业采用过。通过广泛实践探索, 国内比较公认和广泛使用的是SS型串罐式炉顶装置。
(-)钟式炉顶
1.钟式炉顶工艺设备在生产检修中事故种类与原因分析
(1)高炉正常生产时,由于均压管堵塞、管道积水过多、蒸汽压力不足和大小钟漏 煤气等原因,达不到均压程度,大小钟就不能按程序自动开闭,若未查明原因就强行多次 开闭大小钟,会发生大小钟拉杆弯曲、折断,大小钟脱落掉入炉内,引发重大生产、设 备、人身事故。
(2)大小钟的使用周期分别是4年和1年,在尾期都会出现严重磨损而泄漏煤气, 使炉顶成为煤气重灾区,导致炉顶点检、维护(清灰、布料器加油等)作业人员煤气 中毒。
(3)高炉短期休风不处理炉顶煤气,靠大小钟压料来实现煤气密封,更换受料斗衬 板或大钟拉杆保护套作业,煤气渗漏聚积导致作业人员中毒,若违规动火可能发生火灾而 引发作业人员伤亡。
(4)大小钟及大小钟漏斗焊补作业,因人员处于有限空间,料面煤气及火苗,钟、 斗体所保留的炽热高温,不同程度地给作业人员带来中毒、烫、烧、窒息等人身伤害 事故。
2.钟式炉顶设备对人体伤害事故的防护与控制措施
(1)为保证水银压差计工作正常,必须做到压差计不漏煤气、水银接点动作灵活、 压力调整适当、每班放水一次。当均压继电器失灵影响大小钟动作时,必须查明不均压的
»安全生产专业实务金属冶炼安全
原因,待压力表证实均压后,才能短接均压电气线路,开闭大小钟。只有这样,才能控制 大小钟拉杆弯曲、折断、大小钟脱落掉入炉内的事故。
(2)大小钟严重磨损泄漏煤气,而高炉小、中修周期又未到,为消除或降低炉顶煤 气的危害,必须休风采取焊补和接触面打磨补救措施,对漏洞进行修复,以控制煤气泄漏 量来避免或减少炉顶点检、维护作业人员煤气中毒。同时,到炉顶作业人员必须按煤气区 域作业的防护要求,做好自我防护。
(3)高炉短期休风不处理炉顶煤气的条件下,更换受料斗衬板或大钟拉杆保护套作 业,必须佩戴空气呼吸器,严禁动火作业。如果压料高度不适,还应佩戴安全带和软梯。 禁止使用铁锤敲击衬板和钢制保护套,避免产生火花引起煤气爆燃和摔伤。
(4)大小钟及大小钟漏斗焊补作业应在处理完荒煤气、点火、锥台压料通风降温后 进行。应做到:在锥台人孔安装轴流式风机、在大小钟和漏斗表面垫石棉板隔热、在炉顶 大平台搭建作业人员休息工棚,配备便携式一氧化碳检测报警器和定时取样化验,大平台 工棚处配备空气呼吸器,煤气专业人员在工棚值班,备清凉饮料和茶水等物资。应配备隔 热服、长手闷子、护目镜、绝缘鞋等个体防护用品。作业应采取分批限时更替方法。从而 避免料面煤气及火苗,钟、斗体残留的炽热高温,电弧光、烟尘、打磨粉末,有限空间有 害气体等给作业人员带来中毒窒息、灼、烫、烧伤等人身伤害事故。
3.钟式炉顶设备对人体伤害事故的预防与应急措施
(1)在处理炉顶均压故障过程中,如果炉顶现场有人,不应以任何方式同时开启大 小钟。
(2)休风处理炉顶煤气,在炉顶料面煤气火未点燃之前,检修人员严禁进入炉顶区 域,避免发生煤气中毒事故。
(二)无钟式炉顶
1.无钟式炉顶工艺设备在生产检修中事故种类与原因分析
(1)并罐的活动小车漏斗的下料口堵塞时,除影响正常自动上料程序和装料速度外, 在正常生产状况下进行疏通作业时,容易引起煤气中毒。因为单罐上料时,上料罐每开一 次上密封阀就会放出煤气,可能造成煤气中毒。
(2)无论并罐还是串罐的罐内作业,为缩短休风时间未关闭眼镜阀和均压阀,可能 会造成炉内煤气或回压管煤气窜入罐内,致使作业人员煤气中毒。
2.无钟式炉顶工艺设备在生产检修中事故的防护与控制措施
(1)并罐的活动小车漏斗出现堵塞时,在不休风的条件下进行疏通作业,必须佩戴 空气呼吸器。
(2)凡进入料罐(不论并罐还是串罐)作业必须在休风条件下进行,进入料罐前必 须关闭眼镜阀和均压阀(含氮气充压阀),同时将回压管水封,有效可靠地切断煤气、氮 气来源;按照罐内气体置换程序进行置换、检测,合格后,方可进入作业。否则,应佩戴 呼吸器作业,并严禁动火。
3.无钟式炉顶工艺设备在生产检修中事故的预防与应急措施
(ɪ)选择串罐方式可以减少活动小车漏斗装置,避免小车漏斗堵塞和疏通作业,因 而,可以避免疏通、小车油管渗漏处理等作业活动中出现的煤气中毒、着火事故。
• 116 •
第四章炼铁安全技术《
(2)企业应制定无钟式炉顶设备检修安全作业标准,任何检修单位和个人必须严格 执行炉顶设备检修安全作业标准,避免炉顶设备检修出现的各类事故。
(3)企业应制定《煤气(中毒、着火、爆炸)事故的应急预案》,并做好预案的培 训演练,当炉顶出现煤气中毒、着火事故时,应立即响应,避免救援不当而扩大事故的事 件发生。 注安VIP(课件+题库+小群)老姚微/Q:863575556
四、供装料系统常见事故及控制、防护措施
表4-4、表4-5以危险辨识和控制措施表的形式,综合供装料系统的工艺、设备、 环境和作业活动中的主要危险有害因素及控制措施。
表4-4供装料系统危险辨识和控制措施表
|
部位 |
____事故模式 |
______主要控制措施______ |
|
供装料 系统 |
地面撒有球团、碎料,上下楼梯不抓扶 手、冬季冰雪打滑、矿槽周边栏杆且下料 口钢筋格栅间距过大或缺失导致人员摔落; 工程施工和生产现场物体摆放不规范等, 造成行走途中摔倒致伤 |
对撒料(特别是球团)及时清扫,上下楼梯要抓好 扶手,冬季应提前做好防冻防滑保护,按规范完善格 栅或采用小车活动密封胶带加盖密闭;工程施工和生 产作业现场进行定置管理,保持畅通的人行通道 |
|
转运站、栈桥、卷扬机室等的吊装孔栏 杆缺失、锈蚀,孔洞盖板不严实而造成高 空坠落;孔洞处和下方地面缺少"禁止抛 物"和"防止高空坠物”的警示标识,出 现高处抛物伤害事故 |
完善所有吊装孔的围栏或墙面孔栏杆,及时还原盖 严吊装孔盖板,避免栏杆缺失、锈蚀,孔洞盖板踩翻 而造成高处坠落伤亡;在孔洞处和下方地面悬挂“禁 止抛物”和"防止高空坠物"的警示标识 | |
|
进入矿槽打槽瘤出现料瘤垮塌,进入漏 斗作业突然进料,焦、矿槽下料口出现堵 塞,在槽口捅料或清除物体时突然坍塌大 量焦、矿料流,都会导致作业人员被埋、 窒息事件 |
打槽瘤应配置软梯、照明,佩戴安全带,不得进入 槽瘤下方部位;进入漏斗作业,应联系停漏斗上下方 带式输送机,停止运料;焦、矿槽下料口清除堵塞料 块或杂物时,闸门不要开启过大,动用切割应选择安 全方位便于逃生。这类作业必须有专人监护,出现埋 人事故及时进行救援 | |
|
栈桥屋面因积灰过多,屋面结构负载不 足而出现垮塌;带式输送机通廊出现火灾 或改造拆除过程中因缺少安全措施而垮塌, 造成人员伤亡事故 |
定期清理栈桥屋面积尘,加强对屋面结构的监测和 加固,避免垮塌事故;带式输送机通廊应安装消防水 便于火灾扑救,发现斜面通廊上接点位移或立柱倾斜, 应立即撤离通廊及可能倒塌的区域,避免通廊倒塌造 成人员伤亡事故 |
• 117 •
»安全生产专业实务金属冶炼安全
表4-4 (续)
|
部位 |
事故模式 |
主要控制措施______ |
|
供装料 系统 |
振动筛安全防护装置缺失,在运行过程 中会给点检人员造成伤害,由于振动筛检 修,前方运料输送带、筛下返矿输送带都 在正常运行,若防护措施不到位,就会给 检修人员造成伤害. |
振动筛的偏心轮及三角皮带转动装置应装防护罩。 更换电机等,皮带作业处应设置检修小平台,筛体上 下应设密封罩。后方应设置检修平台,控制人体接触 和部件脱落飞出造成打、摔、击伤害;在筛体前方和 筛下返矿斗内搭建临时作业脚手架,避免作业人员接 触运转的皮带而造成伤害 |
|
胶接皮带接头作业中,由于工具使用不 当、劳保用品穿戴不全、站位不当、注意 力不集中,可能造成被硫化工机具砸伤; 电动工具脱线漏电触电;汽油遇火星、火 源而导致火灾;加温胶接和拆卸硫化器作 业时的烫伤事故 |
使用前对工机具进行检查,保证工机具完好;电动 工具在使用时发现漏电,应请检修人员检修,检修完 毕,确认正常,方可使用,避免触电;人体与加温设 备保持合适距离,以免烫伤;清洗汽油应摆放易燃物 以外区域,并严禁火种;劳保用品穿戴齐全;打磨、 加温应选择合理站位;搬运、拆除作业要注意力集中, 避免硫化工机具砸伤等 |
表4-5供装料系统职业危害辨识与控制措施表
|
部位 |
____危害模式 |
______主要控制措施______ |
|
供装料 系统 |
供装料系统全线设备运转过程中,普遍 存在扬尘情况。如除尘设备不能与生产设 备同步运行,劳保用品配备不到位,长时 间在粉尘污染岗位工作的作业人员就可能 发生职业病--尘肺 |
在全系统安装良好的负压除尘装置,对所有扬尘点 (所有带式输送机转运站、卸料小车进出口、振动筛 上下口、料坑上方、炉顶受料口等处)进行密闭收 尘,并实现除尘设备与生产设备同步运行;为全系统 从事现场作业人员配备防尘口罩;现场悬挂职业危害 告知牌;提高系统自动化水平、减少与产尘点的直接 接触频率和时间;定期接受职业健康体检 |
|
供装料系统的带式输送机、卸料小车、 振动器(筛)、料车、卷扬机等机电设备, 各转运站、斗、槽等设备在原、燃料转运 过程中发出噪声 |
操作控制室安装双层门和玻璃,进行隔声;提高视 频监控范围,减少与产生噪声设备的直接接触频率和 时间;为现场作业人员配备耳塞 | |
|
焦炭称量漏斗采用的中子水分仪放射源 发射出来的射线具有一定的能量,它可以 破坏细胞组织,从而对人体造成伤害。当 人员受到大量射线照射时,可能会产生诸 如头昏乏力、食欲减退、恶心、呕吐等症 状,严重时会导致机体损伤,甚至可能导 致死亡 |
防止或减少放射源发出的射线对人体的伤害,主要 有以下3种防护手段: (1)距离防护。距离放射源越远,接触的射线就越 少,受到伤害也越小,因此应设置禁区。 (2)屏蔽防护。选取适当的屏蔽材料(如混凝土、 铁或铅等)做成屏蔽体遮挡放射源发出的射线。 (3)时间防护。尽可能减少与放射源的接触时间, 给岗位人员配备计量剂,实现时间总量控制;在管理 上实行点检监控及交接班制度,严防放射源丢失而引 起社会恐慌和伤害无辜人员 |
• 118-
第四章炼铁安全技术«
第四节 富氧鼓风系统安全技术
富氧鼓风系统包括富氧站(台)及各种阀门和安全装置、冷风管道、热风炉及其附 属设备和冷热风管路上的各种阀门等。送风制度是高炉强化的主导因素,它决定炉缸煤气 的初始分布和炉缸的活跃程度,富氧鼓风是高炉下部操作的核心技术,风温是高炉的主要 热量来源之一,提高风温能增加鼓风动能,提高炉缸温度、活跃炉缸工作,促进煤气气流 初始分布合理,促进喷吹燃料燃烧,达到降低焦比的目的。富氧可提高风口前的氧势,有 利于燃料燃烧提高燃料置换比,提高理论燃烧温度和促进高炉边缘煤气流发展。
一、高炉富氧的安全技术
高炉富氧是往高炉鼓风中加入工业氧气(一般含氧量85% -99.5% ),使鼓风中含氧量 超过大气中的含氧量,其目的是提高冶炼强度,以增加高炉产量和强化喷吹燃料在风口前燃 烧。富氧量的表示方式是富氧率,富氧量的单位为Nm3/min,风量的单位为NnZ/min。
富氧率=风黑寫量"I。。% (4-2)
从高炉安全生产的需要出发,富氧量是有限制的,目前,国内基本明确将富氧量控制 在5%以内。
(-)富氧方式和富氧工艺流程
1.常用的富氧方式
(1)将氧气厂送来的高压氧气经部分减压后,加入冷风管道,经热风炉预热再送进 高炉。这种富氧方式可远距离输送,氧气压力高,输送管道直径可适当缩小,在放风阀前 加入,易于联锁控制,休减风前先停氧,保证供氧安全,但热风炉系统一般存在一定的漏 风率,特别是中小高炉漏风率更高,氧气损失较多。适用于有制氧工序的大、中型钢铁 企业。
(2)低压制氧机的氧气(或低纯度氧气)送到鼓风机吸入口混合,经风机加压后送 至高炉。这种富氧方式的动力消耗最省,它可低压输送至鼓风机吸入口,操作控制可全部 由鼓风机系统管理,但氧气漏损较多。适用于小型企业。
■ (3)利用氧煤枪或氧煤燃烧器,将氧气直接加入高炉风口,旨在提高煤枪出口区域 的局部氧浓度,改善氧煤混合,提高煤粉燃烧率,扩大喷吹量;其缺点是供氧管线要引至 风口平台,安全防护控制措施较烦琐,未经热风炉预热的氧气冷却煤粉的作用大于水冷及 空气冷却效果,又存在不利于燃烧的一面。正因为这种方法安全上存在着很大风险,不少 企业试用后放弃了。
2.富氧工艺流程
经过实践比较,第一种富氧方式比较安全适宜,如图4-7所示。
(二)高炉富氧的危险性分析与控制
1.高炉富氧危险性分析
氧气的主要危险性:氧化反应,纯氧中进行的氧化反应异常激烈,同时放出大量热,
• 119 •
» 安全生产专业实务 金属冶炼安全
截止阀4
T*
⅞nr>-IMHHMj-
截止阀1
截止阀2
氧气过滤器
压力调节阀
!).施量计
流量调节阀
快速切断阀
逆止阀
截止阀3
冷风〉...............L热风肮)
图4-7富氧工艺流程
温度极高。各种油脂与压缩氧气接触,易自燃;氧是优良的助燃剂,与一切可燃物可发生 燃烧、爆炸(与可燃气体,如氢气、乙快、甲烷、煤气、天然气等,按一定比例混合后 容易发生爆炸)。氧气纯度越高,压力越大,越危险。因此,我国把富氧量控制在5%以 内,并在炉况不顺和炉况恢复阶段明确不宜富氧。特别是在热风炉出现炉壳及热风系统管 道开裂,高炉炉壳发红、开裂时,必须果断、迅速地先停氧后减风,控制烧穿事故的发 生。在停风的过程中要可靠切断氧气管路,防止发生爆炸。
2.高炉富氧安全控制措施
(1)氧气管道及设备的设计、施工、生产、维护,应符合《深度冷冻法生产氧气及 相关气体安全技术规程》(GB 16912)的规定;在氧气输入冷风管网之前,应设有氧气调 压站(最好是露天高架平台),调节装置系统必须有逆止阀和快速自动切断阀,氧气调压 萌或露天高架平台必须有相对应的两个门或楼梯通道,以利事故逃生;富氧系统及富氧量 应实现远程操作控制。
(2)富氧调压系统应设在通风部位,高炉送氧、停氧应事先通知富氧操作人员。若 遇烧穿事故,立即关闭快速切断阀和流量调节阀,先停氧后减风;鼓风中氧浓度超过 25%时,如发生热风炉漏风,高炉坐料及风口灌渣、返焦炭,应停止送氧,按照停氧程序 进行停氧操作;突然停氧气时,立即关闭快速切断阀和流量调节阀,按照突然停氧的应急 措施处理。
(3)富氧设备、管道及其附件等须是不锈钢材质制成,工作人员(操作、点检、检 修)使用的工具、防护用品,不应有油污;使用的工具还应镀铜、脱脂;检修时应穿戴 防静电衣物;富氧设备周围不应动火;氧气管道所属阀门、仪表和调节机构应有专人维 修,定期检查和维护。
(4)氧气阀门应隔离,不应沾油,检修富氧设备、管道动火前必须按规定制定动火 方案,经主管部门现场审批后,办理动火证。动火前,应用干燥的氮气或无油的干燥空气 置换,并取样化验合格,经主管部门现场审核同意,方可动火。
• 120 •
第四章炼铁安全技术《
(5)正常送氧时,氧气压力应比冷风压力大0.1 MPa,否则,立即停止供氧。
(6)在氧气管道中,干、湿氧气不应混送,也不应交替输送。
(7)检修后和长期停用的氧气管道,应经彻底检查、清扫,确认管内干净、无油脂、 无锈屑,方可重新启用。
(8)进入充装氧气的设备、管道、容器内检修,应先切断气源,堵好盲板,进行空 气置换后,检测氧含量在19. 5% ~ 23%范围内,方可进行。
3.高炉富氧安全预防与应急措施
(1)编制详细的高炉富氧操作程序,包括:送氧操作;长期停氧操作;停氧后的送 氧操作和日常操作的操作指南,让操作人员熟练掌握。
(2)突然停氧的应急措施:
①突然停氧后,立即通知厂调度。
②逆止阀自动关闭,压力报警。
③快速切断阀切断,操作人员通过控制系统关闭流量调节阀、压力调节阀。
④关闭截止阀(1号、2号、4号),并在2号和4号截止阀前端堵盲板,可靠切断 与氧气总管的联系。
⑤中控操作人员调节风量、煤比、风温、加湿等,尽可能保证平稳过渡到停富氧的 条件。
⑥查明原因,故障处理完送氧时,按照停氧后的送氧操作进行。
二、热风炉(高炉鼓风)安全技术
高炉鼓风在炼铁工序的设备除冷风主管外,其他设备都在热风炉的热风系统中。热风 炉是为高炉炼铁生产提供热风的设备,所提供的热量约占其全部热量消耗的1/4。热风炉 的构造类型根据燃烧方式不同分为3种,如图4-8所示。
燃烧室
热风出口
燃烧口
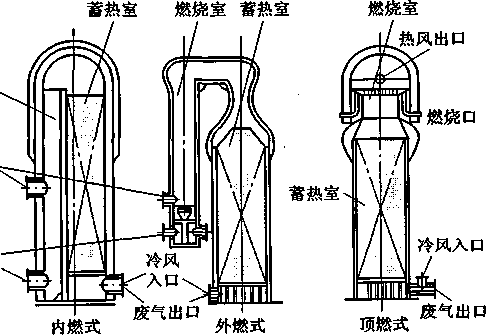
图4-8热风炉外形示意图
• 121 •
» 安全生产专业实务 金属冶炼安全
(一)鼓风系统恶性事故分析与控制
热风炉可能发生的恶性事故有冷风管道煤气爆炸、热风炉拱顶吹塌、炉壳大面积炸飞 和煤气中毒等。
1.热风炉冷风管煤气爆炸事故的分析
1)事故原因
(1)由于高炉休风时未堵风口,也未拆卸风管,从而在高炉炉缸与冷风管之间形成 一条通道。而冷风大闸同热风阀一样是靠压力密封的,休风没压力时,阀柄处于中间位 置,阀板与阀体之间有空隙。
(2)在未关闭烟道阀的情况下,关鼓风机出口风门,使冷风管道呈现负压。由于冷 风阀处于开启位置,形成冷风管道与烟道连通,炉缸的残余煤气抽入冷风管道,当烟道阀 关闭,煤气与空气混合积存在冷风管道中。
(3)当休风倒流阀关闭后,使更多的残余煤气通过冷风大闸进入冷风管道,煤气本 身的热量,可能导致爆炸。
2)防护与控制措施
(1)停鼓风机或关闭鼓风机出口阀门之前,必须堵风口、卸风管,断绝高炉与冷风 管的联系。
(2)在冷风管道无压力的情况下,始终将倒流阀开启,以便将炉缸的残余煤气抽走。
(3)在混风管道设水封,防止炉缸残余煤气窜入冷风管和风机内。
3)预防与应急
(1) .在冷风大闸与风温调节阀之间加设温度监测报警和气(氮气)封。
(2)混风管道发生爆炸,应启动《煤气(中毒、着火、爆炸)事故应急预案》,按 预案组织救援。
2.热风炉炉壳开放式爆炸事故的原因与教训
热风炉拱顶吹塌或进砖口处大面积炸飞的事故性质和原因基本一致,只是部位不同。
1)事故原因
(1)热风炉炉壳使用时间过长,钢板老化、腐蚀、破损而反复焊补,造成钢性疲劳、 变质;加之在拱顶下部开有两个进砖口,其焊缝只能采用对接形式焊接,也在一定程度上 降低了强度。这些都是造成拱顶吹塌事故的潜在因素。
(2)上部人孔变形、周边炉壳经常出现发红、鼓包逐步发展到进砖口,致使焊缝开 裂,使耐火材料吹出,迅速加快了对炉壳的破坏。
(3)发现炉顶炉壳发红,进砖口开焊、漏风后,仍然继续使用,可能发生事故。
2)事故教训
(1)由于高炉的大型化和高压操作,使热风炉已变成了一个受压容器,炉壳已成为 关键,而热风炉炉身的走行平台有限,企业应配备远程检测仪器,对热风炉炉壳进行定期 检测,做到发现问题及时处理,有效控制热风炉炉壳爆炸开窗事故。
(2)热风炉炉顶是热风炉的关键部位,不允许有漏风、发红的现象存在,一经发现, 要及时停炉彻底修复,避免因停炉检修不及时而导致爆炸事故发生。
3)预防与应急
• 122 •
第四章炼铁安全技术《
(1)热风炉(特别是拱顶部位)炉壳,应明确使用年限,并实行定期更换。
(2)办公楼、休息室和浴室应远离热风炉。
(3)当发生爆炸事故时,除高炉休风外,应根据事故的大小,启动《火灾、爆炸事 故的应急预案》,组织事故救援。
(二)热风炉工艺设备的本质安全和操作安全要求
1.工艺设备的本质安全要求
(I)热风炉及其管道内衬耐火砖、绝热材料、泥浆及其他不定型材料应符合设计要 求,并符合国家的有关规定。
(2)热风炉烟道应留有清扫和检查用的人孔,烟道系统还要有残氧监测;采用地下 烟道时为防止烟道积水应配备水泵;各主要操作平台应设两条通道。
(3)热风炉煤气总管应有符合《工业企业煤气安全规程》(GB 6222)要求的可靠隔 断装置,煤气支管应有煤气低压快速切断阀;当燃烧器风机停止运转或助燃空气切断阀关 闭或煤气压力过低时,该切断阀应有自动切断煤气并发出警报的功能;煤气管道应有煤气 流量检测及调节装置,管道最高处和燃烧阀与煤气切断阀之间应设煤气放散管。
(4)热风炉管道及各种阀门应严密,热风炉与鼓风机站之间、热风炉各部位之间, 应有必要的安全联锁;突然停电时阀门应向安全方向操作。自动切换放风阀应设在冷风管 道上,可在高炉中控室或泥炮操作室机旁进行操作,为监测放风情况手动操作处应设有风 压表。
(5)热风炉应使用净煤气烘炉,净煤气含尘量应符合表4-6的要求。
表4-6净煤气含尘量合格标准
|
炉容/m3 |
炉顶压力/kPa |
净煤气含尘量/(mg∙m-3) |
|
V 750 |
N30 |
<15 |
|
750 |
>80-120 |
<10 |
|
1200 |
100 -200 |
VlO |
|
1200 - 2000 |
150-200 |
<10 |
|
N2000 |
200-280 |
<10 |
(6)经湿法除尘的煤气,正常生产外供煤气的温度不应高于55七,机械含水量不宜 大于 10 g∕m3。
(7)热风炉净煤气支管的煤气压力,应符合表4-7的要求。
表4-7热风炉净煤气支管的煤气压力
|
______炉容/m3______ |
煤气压力/kPa |
炉容/m3 |
煤气压力/kPa |
|
<750 |
N3. 34 |
⅛1000 |
36. 00 |
|
750 |
M4. 90 |
• 123 •
» 安全生产专业实务 金属冶炼安全
(8)烘炉应通过烘炉燃烧器进行,而不应单独采用焦炉煤气直接通过热风炉燃烧器 进行。
2.热风炉操作过程的安全要求
热风炉的操作特点是燃烧和送风交替进行,每座高炉至少有2座热风炉,大多数是3 座或4座热风炉。热风炉的操作正确与否,直接关系到人身、设备的安全和炉体寿命。因 此,热风炉的操作必须按顺序进行。
1)由燃烧转为送风的换炉操作程序
(1)停止燃烧:关煤气调节阀一关煤气闸板T停止燃烧器鼓风机T关燃烧闸板T关 烟道阀。
(2)送风:逐渐打开冷风小门T炉内灌满风后开热风阀T全开冷风阀。
2)由送风转为燃烧的换炉操作程序
(1)停止送风:关冷风阀T关热风阀T开废气阀放净废风。
(2)烧炉:开烟道阀T关废气阀一开燃烧闸板T开煤气闸板T小开煤气调节阀点火 燃烧,开动燃烧器鼓风机T调整煤气调节阀使煤气和空气按比例达到合理燃烧。
3)倒流休风热风炉操作程序
(1)接到倒流休风信号后关送风炉的冷、热风阀并开废气阀。
(2)关倒流炉的煤气闸板和煤气调节阀。
(3)开倒流炉的热风阀进行煤气倒流后,将倒流完毕的信号通知高炉。
4)倒流休风后的送风程序
(1)接到高炉停止倒流转为送风的信号后,关倒流炉的热风阀。
(2)开送风炉的冷风阀和热风阀,同时关废气阀。
(3)给信号通知高炉复风后,开冷风大闸(混风保护阀)。
5)热风炉操作工安全要求
(1)必须经煤气工岗位安全培训合格,取得了煤气工岗位安全作业许可证。
(2)熟悉岗位所属设备的操作、维护规程、岗位技术操作和安全规程,明确岗位故 障及事故应急处置方案。
(3)必须随身携带便携式一氧化碳检测报警器,实现自我保护。
3.编制热风炉常见事故及处理的安全操作控制程序和倒流休风的注意事项
热风炉常见操作故障及处理,常见的主要设备故障及处理的处置方案,供岗位实际操 作遵照执行。
(三)富氧鼓风系统职业病危害因素
除CO已在事故分析和工艺设备操作安全要求中明确外,该系统主要的职业病危害因 素还有煤气调节阀组(也称高压阀组)、冷风管道上的放风阀和助燃风机产生的噪声 污染。
(I)噪声的危害严重影响人们的心理、生理健康:使人烦躁、精力不集中,妨碍 睡眠和休息;会使人耳聋、头痛、消化不良、视觉模糊等,严重的神志不清、休克或 死亡。
(2)控制噪声的途径:
• 124-
第四章炼铁安全技术«
①防止噪声产生(在声源处减弱)。
②阻断它的传播(在传播过程中减弱)o
③防止它进入人耳(在人耳处减弱)。
(3)富氧鼓风系统噪声控制措施。
①煤气调节阀组的减振降噪目前尚未见有效途径,它处于煤气区域,附近很少有集 中人群,对进入该区域的点检人员配备耳塞。
②放风阀减振降噪可采用比较成熟的圆柱形消声器装置,在条件许可的前提下,可 将放风阀设置在离人群较少地段,选择体积较大的消声器装置,有效阻断噪声的传播,达 到在传播过程中减弱噪声的效果。
③助燃风机减振降噪可根据风机的大小,采用风机机壳与基础之间增加弹簧减振器、 橡胶减振器的减振方法,在声源处减弱噪声的传播;也可修建隔声房来阻断或减弱噪声的 传播。
第五节 荒煤气系统安全技术
荒煤气系统设备包括上升管、下降管、重力除尘器、煤气切断阀和水封、回压管道及 其附属均压阀、放散阀、高压高炉的高压阀组等,如图4-9所示。荒煤气系统常见事故 主要是煤气着火、爆炸和中毒。
一、荒煤气系统常见煤气着火事故分析
(一)炉顶放散阀及管道人孔着火事故 分析
1.着火的原因
(1)高炉在常规长休风驱赶煤气点火时, 如果出现炉内大量漏水未被查出,当打开人 孔、关闭炉喉蒸汽后,就会着火,火从人孔窜 出,导致人孔附近设施烧毁、人员伤亡。
(2)高炉停炉降料面过程中,如果炉顶 打水量不足,又未减风控制顶温,使炉顶温度 大于400 K ,瞬间最高温度达900七,基本形 成为一个高温压力容器。只要出现冷却设备向 炉内漏水,炉顶便会着火。
2.防护与控制措施
(1)高炉在常规长休风驱赶煤气点火的 着火预防与控制措施:休风前将干式除尘器中 的瓦斯灰卸空,防止残存灼热的瓦斯灰;无钟 式炉顶点火必须先打开炉喉人孔,再关闭蒸汽 投入引火物;炉体内有漏水冷却箱,休风后,
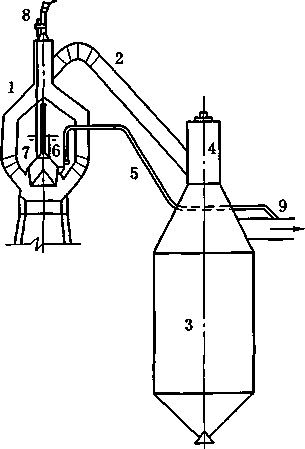
I一上升管;2—下降管;3—重力除尘器;4一煤气 切断阀;5一回压管;6 次均压阀;7-煤气 密封罩;8-小钟均压阀;9一半净化煤气出口 图4-9荒煤气系统工艺装备示意图
• 125 •
» 安全生产专业实务 金属冶炼安全
先关水冷却箱水源,再进行炉顶点火,这样就可以控制着火事故发生。
(2)高炉停炉降料面着火事故的预防与控制措施:在降料面前进行一次小于4 h的休 风检修,进行炉壳焊补防止空气进入,安装炉顶打水管,要求打水管的出水孔圆周径向均 匀,雾化效果好,打水作业远程监控;降料面中,炉顶温度严格控制在300 ~40。七之间, 前期用炉顶打水控制,当炉内频繁出现爆震或煤气中氢气含量大于10% ,就不宜用加大 炉顶打水量控制顶温,而应采用减风措施来控制炉顶温度,只要把炉顶温度严格控制在 400七以内,停炉降料面的着火事故就不会发生。
3.应急处理办法
(1)高炉在常规长休风驱赶煤气点火炉顶着火时,可采用关闭有疑问的漏水阀门, 切断漏水水源,料面火力很快就恢复正常火苗。
(2)高炉停炉降料面着火事故只能靠压料来实现。当出现此类情况,应组织上料 灭火。
(二)重力除尘器事故分析
1.重力除尘器着火的原因
(1)除尘器卸灰阀损坏,高炉不断产生的瓦斯灰积压在除尘器得不到排放,造成瓦 斯灰温度升高。
(2)炉顶温度长时间偏高,造成除尘器内积压的瓦斯灰温度不断上升。
(3)高炉被迫休风后,只能开除尘器下部人孔放灰,当人孔打开,带有残余煤气的 高温瓦斯灰与空气相遇,瞬间着火,若开人孔作业人员站位不当就会发生事故。
2.重力除尘器放灰着火事故的防护与控制
(1)除尘器卸灰阀应实行定期更换,出现卸灰阀不能放灰应及时通知高炉安排休风 放瓦斯灰后尽快组织更换,避免延误形成瓦斯灰积压。
(2)高炉从操作上严格控制炉顶温度长时间偏高的情况。
(3)出现高炉被迫休风后开除尘器下部人孔放灰,应有煤气专业人员现场指导,安 全管理人员现场监控,并选择远距离拉开人孔的方式,安排好作业人员的逃生通道,避免 着火后造成人员伤亡。
3.重力除尘器放灰着火事故的预防与应急
(1)从设计上在卸灰口增设旁通装置,当正常渠道发生故障时,采取用旁通放灰, 避免积灰引发事故。
(2)在出现高温积灰可能导致着火的强制放灰作业时,联系消防队员及消防车现场 待令,以防着火后造成更大的财产损失或人员伤亡。
二、荒煤气系统主要煤气爆炸事故的案例分析
煤气与空气形成爆炸性混合物,如遇高热气流就有爆炸危险。荒煤气系统的炉顶管网 部分在正常运行时,有炉顶放散的保护,往往只会发生着火现象。荒煤气系统的煤气爆炸 事故主要发生在休风检修期间的重力除尘器。
1998年12月,某厂一座大型高炉进行定修的收尾工作换风口时,重力除尘器与 下降管连接处的上端设施炸毁,高炉被迫停炉抢修。
• 126 •
第四章炼铁安全技术《
(-)事故原因
(I)高炉休风检修期间,炉顶Im放散检修调试,检修人员在Im放散阀盖处于关闭 状态时就向岗位进行了交接,而岗位未确认,该阀一直维持着关闭状态。
(2)由于放散阀的关闭,炉内未被完全烧完的残余煤气,一部分顺着下降管窜入切 断阀室部位聚积,形成爆炸性混合气体。
(3)当进行更换风口作业时,大量空气从风口进入,炉顶温度突然升高,形成高热 气流迅速沿上升管窜入下降管与积聚在切断阀室部位的混合气体相遇,爆炸事故瞬间 出现。
(二)事故教训及控制措施
(1)高炉休风检修期间,炉顶所有放散阀均应处在全开状态,风口用泥沙封堵,检 修人员对放散阀检修调试完毕后,应将放散阀还原到开启状态。
(2)在更换风口作业前,炉内操作人员应进一步确认放散阀处于开启状态。
(3)在更换风口作业前,煤气专业人员应全面确认煤气系统是否具备更换风口条件。 确认后,才能进行更换风口作业。
三、荒煤气系统常见煤气中毒事故安全注意事项
(1)除尘器和高炉煤气管道如有泄漏,应及时处理,必要时应作减风、降压或休风 处理。
(2)除尘器的下部和上部,应至少各有一个直径不小于0.6 m的人孔,并应设置两 个出入口相对的清灰平台,其中一个出入口应能通往高炉中控室或高炉炉台,以便自然通 风和发生煤气泄漏时逃生。
(3)除尘器应设置带旋塞的蒸汽或氮气管头,与相应的介质来源采用软连接,且不 应堵塞或冻结;进入除尘器内作业,用氮气吹扫煤气后,应采取强制通风措施,直至除尘 器内残余气体经检测一氧化碳和氧气浓度符合安全要求,方可进入。作业期间炉顶放散阀 应始终保持开启状态,系统煤气应保证有效隔断。
(4)高炉重力除尘器荒煤气入口的切断装置应采用远距离操作,重力除尘器应设有 安全放散阀。除尘器清灰和输灰,应采用能有效防止二次扬尘的装置,并采用电动开关。 操作作业时应选择上风向站位。
(5)高炉重力除尘器至少每天应清灰一次,清灰应经高炉工长同意。在高炉悬料、 坐料,排风、休风时,未采取可靠的安全措施,禁止放灰作业。
(6)系统内所有作业活动,应随身携带一氧化碳检测报警器。
荒煤气系统的危险物质是高炉煤气,而煤气中的一氧化碳也是系统工艺过程中的重要 的职业病危害因素。除此之外,炉顶的煤气均压放散的噪声和停炉时排放的炉尘污染物, 不仅给厂区职工造成伤害,也给附近居民带来一定的危害。
炉顶的煤气均压放散的噪声,目前国内大型高炉基本上采用放散管消声器。由于煤气 放散气体中含尘高、湿度大,经常会出现堵塞,所以,在设计消声器的同时,应考虑旁通 系统,在降低噪声污染的同时,保证高炉正常生产。
停炉时排放的炉尘会给周边居民带来伤害,这就要求我们做好停炉准备,合理安排停
• 127 •
» 安全生产专业实务 金属冶炼安全
炉计划,并将计划报当地政府部门,尽可能降低污染对居民的直接危害。
第六节 煤粉喷吹系统安全技术
目前,国内大部分企业采用的是混合煤喷吹工艺,《高炉喷吹烟煤系统防爆安全规 程》(GB 16543)要求:"混合煤喷吹应采取与烟煤喷吹相同的安全措施"。
一、煤粉喷吹生产工艺流程介绍
煤粉喷吹生产工艺流程主要包括煤的储运、干燥、制粉、喷吹4个系统。
煤的储运系统:喷吹用煤由汽车或火车运至干煤棚,并在干煤棚分品种储存,然后由 桥式抓斗起重机抓取至配煤槽进行配煤,或由带式输送机直接送配煤槽配煤,配好后再输 送至制粉站的煤仓。
干燥系统:热风炉烟气从热风炉烟气总烟道由引风机抽到干燥炉,与燃烧煤气产生的 高温烟气相混合送至磨煤机,对磨煤机产出的煤粉进行干燥。
制粉系统:煤仓内的煤通过给煤机进入磨煤机,干燥气体从磨煤机进气口进入磨煤 机,煤经磨煤机研磨后,煤粉气固两相进入布袋收粉器,收集后的煤粉经煤粉筛筛除杂物 后进入煤粉仓储备,净化后的尾气经主风机排入大气。
喷吹系统:煤粉仓下面设2台或3台带有标量装置的喷吹罐并列布置,一台喷吹罐喷 吹时,另一罐准备,通过一根喷煤总管将煤粉送至分配器,由分配器把煤粉均匀地分配到 高炉各个风口的吹管喷枪。
二、煤粉喷吹火灾爆炸危险性分析
煤在空气中与氧发生氧化反应,能产生自燃。煤的氧化是放热反应,如果放出的热量 不能及时散发,在煤堆或煤层中就会越积越多,使煤的温度升高,当温度达到一定值时, 就会引起煤自燃。煤在堆放过程中易发生自燃,煤粉制备、输送、喷吹过程中也可能产生 煤粉尘爆炸。
(-)粉尘爆炸的必要条件
可燃粉尘在一定的条件下,就会发生粉尘爆炸。粉尘爆炸的必要条件:
(1)可燃粉尘浓度处于爆炸极限范围内。
(2)有足够氧化剂支持燃烧。
(3)有足够能量的激发能源点燃粉尘。
(4)粉尘处于分散悬浮状态,即粉尘云状态。
(5)可燃粉尘云处于定容空间(密闭或部分密闭)内,这样压力才会急剧增大,使 包围体有被爆破危险。
煤尘,尤其是烟煤粉尘,其挥发分高。悬浮的煤粉与空气或其他氧化剂混合极易发生 爆炸,随着挥发分含量的增加,爆炸性也越大。一般认为,煤粉无灰基(可燃基)挥发 分小于10%为基本无爆炸性煤,大于10%为有爆炸性煤,大于25%为强爆炸性煤。煤粉 爆炸性也与粒度有关,煤粉越细,越易爆炸。
• 128 •
第四章炼铁安全技术«
(二)煤粉自燃及爆炸危险性分析
(1)煤在堆放过程中易发生自燃,煤粉在磨煤机、输送管道内沉积,极易发生阴燃。 煤自燃也可能造成煤粉制备、输送、喷吹过程中煤粉尘爆炸。
(2)如磨煤机出口处热风的温度过高,则煤粉中挥发性成分易析出,造成煤粉在短 时间被引燃而发生爆炸,或磨煤机出口处因煤结焦而出现堵塞,温度突然升高,也有发生 爆燃的可能;磨煤机的热风管道内积聚煤粉,也易发生爆炸事故;煤粉仓结构设计不合 理,煤粉仓内壁不平整光滑,存在有长期积粉的死角,如运行操作和管理不当,就可能因 积煤自燃而产生爆炸等。
(3)在煤粉喷吹系统,磨煤机和高浓度煤粉收集器内,当含氧量达到一定浓度时, 会和煤粉形成爆炸性混合物,遇激发能源会发生燃烧爆炸事故。
(4)高浓度煤粉收集器贮灰斗等处,如果煤粉积聚过多,温度过高,可能会引起煤 粉自燃。
(5)如果高浓度煤粉收集器、风管和输煤管道发生结露,有可能引起煤粉积聚而发 生燃烧。
(6)高浓度煤粉收集器,煤粉通风机和输煤管道等,可能产生静电,当静电积聚到 一定量时,会放电产生火花,有可能造成煤粉燃烧和爆炸事故。
三、煤粉喷吹系统工艺、设备、作业的安全要求和危险控制
(一)工艺、设备装置的安全防护要求
(1)煤粉仓应封闭严密,减少开孔,不应使用敞开式煤粉仓,煤粉仓的进粉装置必 须具有锁气功能。
(2)喷吹罐、输煤罐等压力容器应设置泄压装置,安全阀导出管朝向应不危害人员 及其他设备。
(3)除压力容器外,所有煤粉容器、与容器连接的管道端部和管道的拐弯处均应设 置足够面积的泄爆孔;当需要设泄爆导管时,其朝向应不致危害人员及其他设备;其长度 不应超过泄爆管直径的10倍,且不宜带有弯头。
(4)制粉系统磨制混合煤或烟煤时,应在磨煤机入口设置氧气和一氧化碳在线监测 和自动报警装置。
(5)磨制混合煤或烟煤时,布袋收粉器应满足以下要求:布袋材质应选用防静电型; 漏风率W2% ~3%;最高使用温度W120七;设置有安全可靠的泄爆装置,泄爆孔的朝向 应不致危害人员和设备;出口处应设有氧气、温度在线监测报警,并与事故充氮装置联 锁;在磨煤机入口还应有断煤和堵煤信号。
(6)煤的输送系统应设有除铁设备和杂物筛,扬尘点应有通风除尘设施。
(7)喷吹罐、贮气罐等压力容器的制造、安装和维修应符合《压力容器》(GB 150. 1 ~ GB 150.4)和《固定式压力容器安全技术监察规程》(TSG 21)的有关规定。
(8)煤粉仓、喷吹罐等下部锥体以及收粉设备灰斗壁、落粉管路等内壁应光滑,下 料锥体壁与水平面夹角不应小于70。。 .
(9)所有设备、容器、管道均应设防静电接地,法兰之间应用导线跨接,并进行防
• 129 •
»安全生产专业实务金属冶炼安全
静电设计校核。
(10)喷吹混合煤或烟煤时,喷吹系统应设置气控装置和顺序控制系统,超温、超 压、含氧超标等报警装置,还应设置防止和消除事故的装置。[《炼铁安全规程》(AQ 2002—2018),第 13. 2. 8 条]
(11)制粉间厂房应按《建筑设计防火规范》(GB 50016)规定的火灾危险性进行设 计;各危险部位设置氮气或蒸汽灭火装置,并有充氮自动停止的联锁措施;各种电气设备 按《爆炸危险环境电力装置设计规范》(GB 50058)进行防爆设计。
(12)煤粉仓、喷吹罐组、氮气罐及氮气分气包等均应在室外布置;煤粉分离器和旋 风收尘器等均应设置在露天顶层;喷煤罐组和煤粉仓与磨煤机、上料系统应用防火墙隔 开;制粉、喷吹的值班室及供电室均应设置在主厂房外侧,如果与主厂房建在一起,也必 须用防火墙隔离。
(13)喷吹、倒罐、事故充氮及各阀门控制应分别设置分气包,从分气包到各设备、 管道的管路通道上设置逆止阀;在空压机和贮罐之间、气源贮罐至各分气包之间也应设置 逆止阀。
(二)煤粉喷吹系统操作、检修作业的安全及控制措施
(1)为了防止煤的自燃,煤在储煤槽内贮存时间一般要求如下:烟煤不超过2天, 无烟煤不超过4天;喷吹罐、输煤罐停止输送煤粉时,无烟煤粉储存时间应不超过12 h; 烟煤粉储存时间应不超过8 h,若罐内有氮气保护且罐内温度不高于70七,则可适当延 长,但不宜超过12 h。
(2)煤场在车辆进出口处应安装声光报警器;煤场抓斗吊除保持吊车本身的安全装 置完好外,作业期间要加强瞭望,保持车辆距离,防止撞击吊车和抓斗碰撞地面作业 人员。
(3)干燥炉炉膛温度一般控制在700 ~ IlOOcC ,不应超过1200七;点火作业应严格 遵守危险性作业操作规程,防止误操作而导致煤气中毒和爆炸事故。
(4)磨煤机出口最高温度应严格控制,无烟煤只受设备允许使用温度的限制;其他 煤种的磨煤机出口最高温度启动时不应超过70七;正常运转作业不应超出80霓;尾气氧 含量正常运转作业不应超出12% ;非正常停车和重新启动时氧含量不应超过8% ,以此来 控制煤粉爆炸。磨煤机检修作业前,必须做好系统氮气的隔断和机内通风吹扫置换,经检 测氧含量达标后方可进行检修作业,防止窒息事故发生。
(5)煤粉仓及布袋除尘器出口混合气体氧含量不大于12% (对于烟气自循环系统不 大于14% )。
(6)氧煤喷枪投用时应先用氮气替代氧气,待喷吹正常后方可改为氧气;在停止喷 吹拔枪前亦须先用氮气替代氧气。
(7)喷吹工在高炉全风操作时不允许进行插拔喷枪作业,否则必须具备可靠的安全 设施或装置,同时穿戴特制的防火、防烫伤、防噪声劳动防护用品;选择在出铁时或出铁 后进行,以便于出现意外时高炉采用应急处理措施,避免事故扩大;插拔喷枪作业,必须 利用高炉休风并确认高炉倒流阀打开后方可进行作业,防止炉内煤气外溢、热气流伴随熔 融渣铁喷出伤人。
• 130 •
第四章炼铁安全技术《
(8)应按规范要求定期校验制粉、喷吹系统的压力、温度、氧气与一氧化碳浓度在 线监测仪器仪表;定期校验检查压力容器及附属设备,避免检测信息错误而造成各类 事故。
(9)人员进入喷煤系统封闭或半封闭容器、设备内,须经主管人批准,外部须有人 监护,并制定急救措施;进入前应清除残粉,切断煤粉、氮气和高温气体的来源,通风换 气使内部温度降低至40七以下,测定氧气浓度在19. 5% ~23%范围内,一氧化碳浓度在 安全范围,确保无窒息、中毒和其他事故发生。
(10)喷煤系统检修后进行负荷联动试车时,系统联锁、报警设施应灵敏,泄爆、抑 爆设施应可靠,防爆灯具、通信设备、消防器材应齐全完好,并有事故应急处置预案。
第七节 渣铁处理系统安全技术
渣铁处理系统是炼铁工序中一个大的辅助系统,也是设备设施、作业活动等最多的 系统。
一、渣铁处理系统工艺流程及主要设备
(-)渣铁处理系统的生产工艺流程
渣铁处理系统工艺流程实际上是由出铁(含出残铁)、放渣及渣处理、铸铁和修罐4 个相对独立而又配合紧密的生产工序组成。其系统工艺流程如图4-10所示。
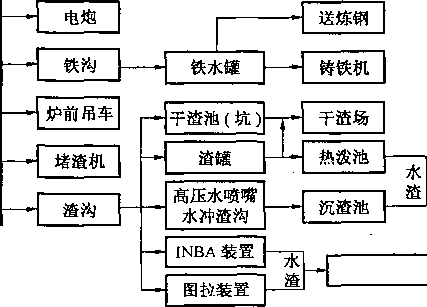
抓斗吊上车外运
带式输送机送水渣堆场外运
图4-10渣铁处理系统工艺流程
(二)铁口结构和主要设备介绍
1.铁口结构
铁口是高炉铁水流出的孔道,由铁口框架、铁口保护板、泥套和铁口砖通道组成。
2.系统主要设备及类型介绍
• 131 •
»安全生产专业实务金属冶炼安全
1)开口机
开口机是高炉打开铁口的专用设备,目前国内外采用的开口机主要形式有5种:
(1)悬挂式电动开口机。我国不少高炉(特别是中、小型高炉)在普遍使用,这种 开口机是采用电动机构送进钻孔机钻到铁口赤热层后,人工用长钢钎捅开铁口。
(2)悬挂式全气动开口机。我国使用得不多,它以压缩空气为动力源,由钻机结构、 导向轨梁、提升机构、安全钩装置和旋转机构组成。
(3)气、液复合传动式开口机。在我国部分大型高炉使用,它主要由钻冲机构、送 进机构、倾动机构和旋转机构组成。
(4)全电动开口机。全电动开口机是从苏联引进的,用于32Q0m3高炉,它由钻削机 构、送进机构和旋转机构组成。
(5)全液压开口机。在大型企业的大、中型高炉均有采用,开口机由开口机设备本 体和开口机液压驱动装置两大部分构成,具有能力强、功率大、效率高的特点。
2)泥炮
泥炮是高炉出铁后采用耐火材料将铁口迅速堵住的专用设备。它要在高炉全风压条件 下将炮泥压进铁口通道,其压力必然大于炉缸内压力。按驱动方式不同,泥炮分为气动 式、电动式和液压式3种。由于气动泥炮活塞推力小,打泥压力不稳而已被淘汰。
电动泥炮:由打泥机构、压紧机构、回转机构和锁紧机构组成。因打泥能力问题,电 动泥炮现在主要在中、小型高炉使用。
液压泥炮:目前我国大型高炉普遍采用BG型矮式液压泥炮和SGXP -400型矮式液压 泥炮。主要特点是泥炮打泥推力大,满足炉内高压和无水炮泥的需求;结构简单且体积 小,可停放在风口平台下方,不影响风口平台的完整性;故障率低;操作简单;技术先进 并完全实现设备国产化。
3)炉前吊车
炉前吊车是出铁场吊运材料、备件,配合设备检修、清理炉台废渣铁的吊运设备。炉 前起重设备有吨位不同的桥式起重机、桥式单轨吊和环型起重机等。
4)渣处理系统的设备设施
渣处理系统的设备设施繁杂,如早期采用渣罐运往干渣场倾翻干渣或运往热泼池 (热泼法)泼成水渣的方法在不少企业保留下来;目前,高炉熔渣一般在炉前冲制成水 渣,根据水渣的过滤方式不同可分为过滤池过滤(具有代表性的"OCP"法,我国大部 分高炉都采用改型"OCP”法);脱水槽脱水(具有代表性的“RASA”法、"永田” 法);机械脱水(具有代表性的"螺旋”法、“INBA”法、“图拉”法)等和与其相配套 的应急处理装置--干渣池。
5)铸铁机
铸铁机是为了将铁水铸造成铁块而设置的,把高炉出铁场出完的铁水由铁水罐车经铁 路运到专用铸铁机浇注成生铁块。铸铁机在联合企业的作业频率虽然不高,但在炼铁工序 中,它又是不可缺少的工艺,否则铸铁产品不能成型,炼钢工序一旦发生故障,需求减少 或完全不要铁水,高炉只能被迫部分或全部停产。铸铁和修罐主要任务是保证铁水罐正常 周转。
• 132-
第四章炼铁安全技术《
二、渣铁处理系统常见较大事故及控制措施
由于渣铁处理系统设备设施、作业活动等较多,系统常见事故也较多,这里介绍6类 较大事故及控制措施。
(-)铁口爆炸事故
1.事故原因
(1)出铁口严重潮湿,连续过浅,长期维护不好,从而导致铁口前泥包蚀掉、砖衬 破坏,直接威胁冷却壁。
(2)由于传衬不好,铁水由缝隙渗入烧坏冷却壁,冷却水聚积于铁口区域造成流铁 孔道严重潮湿,处理不当,潮铁口出铁就会由潮泥爆炸引发铁口大爆炸。
(3)新建高炉投产后,因铁口区域捣料不实、烘炉不好、炉壳无排气孔、砖衬中的 蒸備水积聚到铁口、铁口处理不当、潮铁口出铁等原因也会引发铁口爆炸,甚至炸毁冷 却壁。
(4)因开铁口操作不当,钻头不对中心或钻头摆动过大跑出铁口眼而钻坏泥套。出 铁过程中烧穿冷却壁造成放炮、爆炸。这类爆炸可能导致人员伤亡,也可能造成铁口附近 炉缸烧穿,引发更大恶性事故。
2.事故的预防控制措施
(1)加强铁口维护,每次开铁口前对铁口进行察看,看是否有水迹和常明煤气火的 变化,只要有水,就必须用煤气火烤干后再出铁。
(2)在高炉新建和大修工程管理中,加强炉墙砖衬砌筑施工质量监控,保证缝隙达 标,避免生产时发生缝隙渗漏铁水现象。
(3)新建高炉工程,对铁口区域捣料必须严实,烘炉应保证炉壳排气孔畅通,砖衬 无蒸储水积聚现象。
(4)加强对铁口的维护,每次拔炮后应在铁口眼中心抠出一个深50 mm以上的深窝, 以防开口时钻头跑偏超出极限造成冷却壁破损向炉缸内漏水。炉前人员应严格控制铁口各 阶段规定的标准角度,防止开铁口时超出铁口角度极限而造成铁水烧穿冷却壁和炉底大墙 破损,从而避免铁口爆炸至炉缸烧穿等重大事故的发生。
3.应急措施
一旦发现铁口有爆炸迹象,必须减风降压,马上堵铁口,检查原因进行处理;若爆炸 已经发生,按铁口爆炸处置方案处理;爆炸引起炉缸烧穿,按炉缸烧穿事故的应急预案组 织处理。
(二)渣口爆炸事故
渣口爆炸是放渣操作中的重大事故。可能造成小渣口被崩出,甚至渣口全套遭到损 坏,迫使高炉长期休风处理。渣口与铁口、风口比较,其事故频率较高,不少大中型高炉 在20世纪80年代中后期,从尝试不从渣口出渣到改造为取消渣口。所以,现在只有小型 高炉还保留渣口和渣口放渣工艺。
1.渣口爆炸事故原因
渣口爆炸主要是炉缸工作状态恶化,渣口严重带铁,在小渣口被烧坏漏水又未及时发
• 133 •
»安全生产专业实务金属冶炼安全
现的情况下,继续放渣所致。
2.渣口爆炸事故的预防控制措施
防止渣口爆炸,主要是避免小渣口严重带铁时继续放渣。措施是当发现渣口破损又带 铁,必须立即堵上渣口,待出铁完毕后更换坏渣口。对常坏渣口状况,要注意彻底清理渣 口通道内部残铁,并放些食盐或暂停从该渣口放渣,以除去凝结物,以此来控制和减少渣 口爆炸事故。
- 3.应急措施
如果发生渣口爆炸,可根据情况切断冷却水;当渣套被烧坏,炉渣会大量涌出,为避 免喷焦,高炉应迅速减风降压,打开另一渣口放渣,然后组织出铁进行休风处理。
炉缸冻结和中修开炉期间的放渣,必须卸下小渣口或三套,并切实做好泥套,以免铁 水烧坏引起爆炸。
(=.)砂口爆炸事故
砂口爆炸将迫使提前堵铁口,当铁流大时不仅有害铁口维护,还有可能烧坏炮头或引 起风口灌渣和人身伤害事故,最坏的情况是封不住铁口,使渣铁溢出罐外,烧毁铁轨。
1.事故原因
砂口爆炸事故一般是由于新制作的砂口,在未完全烘干的情况下交付使用,当铁水流 人潮湿砂口时发生的。
2.砂口爆炸事故的预防措施
新制作的砂口必须完全烘干后才能交付使用,必要时可适当延缓出铁时间来保证砂口 干燥。
此类事故应引起只有一个出铁口的中小型高炉的重视。
(四)蝶气中毒事故
在渣铁处理系统的出渣出铁,风口、渣口更换,渣口、铁口操作维护,铁口保护罩焊补与 更换,渣沟、铁沟及沙坝的烘烤,摆动溜嘴烘烤,修罐库修复罐烘烤等作业场所和作业活动 中,重力除尘器、炉基等处泄漏的煤气,均可造成渣铁处理系统作业人员煤气中毒。
1•煤气中毒的原因
(1)风口、渣口和铁口在正常情况下都有大量煤气泄漏,出铁场烘烤用的焦炉煤气 及其管网的接点泄漏、烘烤点的常明火熄灭后的煤气;重力除尘器、炉基大量泄漏的煤气 随风向变化而窜入炉台,可能造成出铁场、罐库烘烤区域煤气中毒。
(2)出铁场和烘烤点未按规范要求在现场设置固定式一氧化碳检测器和煤气低压、熄 火检测报警装置,或监测报警装置失效,使区域煤气中毒事故失去了基本的预防、控制措施。
2.煤气中毒事故预防控制措施
(1)将风口、渣口和铁口泄漏煤气点明火烧掉,在风口平台和渣口、铁口作业区域 安装适量的轴流式风机,加速空气流通,稀释空气中煤气浓度。
(2)在出铁场的不同方位装设固定式一氧化碳检测器,在摆动溜嘴和铁水罐烘烤点 设置低压、熄火检测报警装置,实行连续监测报警提示。
(3)在上炉台的主要通道口设置当班风向和各煤气监测点煤气浓度的公告牌。
3.现场应急方案
• 134-
第四章炼铁安全技术《
发现有人煤气中毒,应迅速将其撤离煤气区域,安置在空气清新且通风的环境中进行 施救,所有作业人员撤离现场,再查找原因并进行处理。
(五)高温辐射、灼烫伤事故
灼烫伤是高炉冶炼生产中主要危险之一,高炉生产过程中铁渣液体的高温,电焊的电 弧、热辐射强,高温液体易喷溅,设备与环境的温度很高,极易发生高温辐射、灼烫伤 事故。
1.事故原因
(1)高炉铁水、熔渣遇水会发生爆炸,铁渣熔液喷溅造成作业人员严重灼烫伤。
(2)铁水罐、渣罐及其吊运设备、运输线路和车辆,因穿孔、渗漏,以及起重机断 绳、罐体断耳和倾翻造成铁渣熔液与水接触喷溅而导致灼烫伤。
(3)测温电偶、样模、样勺及炉前使用的各类工具等,因潮湿或过凉遇铁水引起放 炮喷溅,造成灼烫伤害。
(4)铸铁机倾翻卷扬,在铁水罐对位、复位作业中,由于偏位或铁水包倾覆,导致 铁水外溅;修罐库吊车倾翻罐底残留的渣铁飞溅,造成灼烫伤害。
(5)炉前在使用氧气烧铁口、铸铁机前部用氧气烧铁水罐的凝结盖作业时,喷溅出 氧化铁渣,造成灼烫伤害。
(6)在出铁、出渣、做铁口泥套、更换铁口保护板和更换渣口等作业活动中,渣铁 水出现高温辐射,带压煤气火焰等热源也会发生高温辐射等,因作业人员防护用品穿戴不 规范,导致烫伤事故。
2.渣铁处理系统高温辐射、灼烫伤事故的预防与应急措施
(1)开铁口前要检查确认开口机、液压炮、摆动溜嘴等装置运行可靠,无故障。液 压炮空顶泥时,炮口前端严禁站人,防止热泥喷出烧伤。
(2)开铁口前检查确认渣铁罐对位是否准确,并且渣铁罐内应无积水、潮湿的炉渣 和杂物。
(3)开铁口过程中铁口对面严禁站人,炉前起重机吊运物品应远离铁口,严禁跨越 主沟(含非出铁时段)。预防喷溅物造成人员伤害或炉前起重机损毁事故。
(4)开口机钻铁口至“红点”后要及时退回开口机,更换铁棍捅开铁口,尽量避免 钻透铁口出现喷溅。
(5)出现开口机钻不动,需要用大氧烧铁口,要注意处理好吹氧管与软管的接头, 杜绝漏气,开气人员要避免急开、急停氧气阀门,防止供气量忽大忽小烧伤人员。
(6)出铁期间,渣铁沟收尘罩要盖好,无除尘设施的高炉应按《炼铁安全规程》 (AQ 2002)规定,设置有规范的防护罩和渣铁沟过桥,避免冒烟、扬尘或人员滑入。
(7)铁口流铁正常后要注意观察主沟、撇渣器、沙坝和渣铁沟、摆动溜嘴的渣铁流 动情况,及时清除大块物料,防止卡堵导致高温液态渣铁溢流,防止渣中带铁和大渣块进 入水冲渣沟放炮、爆炸飞溅伤害。
(8)使用的工具在接触液态铁水前,必须烘干,防止放炮。
(9)出铁过程中禁止往渣铁沟内抛扔杂物,防止爆炸飞溅伤害。
(10)从业人员在现场作业必须穿戴好劳保用品和专用个体防护用品。
• 135 •
»安全生产专业实务金属冶炼安全
(11)铸造生产区域的事故坑、炉下渣坑,以及熔融金属泄漏和喷溅影响范围内的炉 前平台、炉基区域、厂房内吊运和地面运输通道等6类区域严禁产生积水。
(六)渣铁处理系统的职业病危害因素简析
渣铁处理系统设备设施、作业活动较多,环境也很复杂,相对其他系统,不仅危险因 素多,职业病危害因素也不少。例如:炉台高炉煤气、焦炉煤气中的一氧化碳,出铁的大 量有害烟尘,劣质的沟泥、浇注料中掺杂的有害物质在搅拌和烘烤过程中产生的有害气 体,液态渣铁的高温辐射,炉台噪声等有害因素严重损害了炉前职工的身心健康。
1.渣铁处理系统职业危害的控制与预防
系统区域按《炼铁安全规程》(AQ 2002)要求设置固定式一氧化碳报警装置;对风 口、渣口、铁口的泄漏煤气按煤气中毒事故预防控制措施处理;将噪声污染较严重的放散 阀、助燃风机等设施安置在远离炉台处;对沟泥、浇注料等耐火材料进行送检化验,预防 劣质材料进入,特别是新材料必须进行安全性论证,防止新的职业病危害因素进入渣铁处 理系统。
2.出铁场的职业病危害因素的综合治理
高炉出铁场是渣铁处理的主要场地,出铁场配置足够的除尘设施是实现出铁场的职业 病危害因素综合治理的必备条件。足够的负压风机和优质的除尘器,可使出铁场的烟尘大 量回收利用;出铁场的所有渣铁沟全面上罩密闭并通过负压风机抽风,出铁场的大多数烟 尘和渣铁沟中耐火材料释放出的有毒有害物质和气体就很容易被除尘器收集和处理,能有 效改善出铁场环境,降低职业危害程度,从而保障职工的身心健康。
欢迎加入老姚各免费助考QQ群,群内有最新官方教材、历年真题等PDF,有 推荐老师视频课件。方便您了解考试,初期学习,沟通交流。
【注安】628721411 【消防】609542033 【环评】194270258 【咨
询】716601378
【一建】775392039 【二建】1139145278 【监理】929143727 【造 价】1001317607
更多资料,加入全网最具性价比VIP班,四科180元-220元。只需少量费用, 即可获得高效备考所有资源,省事省心。包含:
1、所有主流网校、所有阶段、所有名师【高清无水印】课件。
2、价值10元/科金考典题库软件。其中:注安、一建铁路老姚自录题库软 件,全网更新最快、有效题量最多。
3、加入VIP小群,共同学习氛围更好。
若有需要,联系老姚微信/QQ:863575556
• 136 •
第五章炼钢安全技术《
第五章炼钢安全技术
第一节 工艺、设备设施概述
钢的生产过程,概括地说,是一个高温氧化的物理化学反应过程。
目前,钢铁生产流程可分为高炉-转炉流程(所谓长流程)和电炉流程(所谓短流 程)两大类,这两种流程并存和共同发展。转炉炼钢是先加入废钢,然后兑入铁水,经 过一定时间的熔化与提温,当温度合适后,进入氧化期;电炉炼钢是加入废钢铁(也可 以兑入20% ~30%的铁水),经过长时间的熔化和提温,再进入氧化期。炼钢是通过氧化 反应脱碳、升温、合金化的过程。其主要任务是脱硫、脱磷、脱碳、脱氧,去除有害气体 和非金属夹杂物,提高温度和调整成分,可简单地归纳为“四脱”“二去”“二调整”。所 采用的主要技术手段为供氧、造渣、升温、加脱氧剂和合金化操作。
-、炼钢工艺流程
炼钢生产由原材料准备、冶炼和浇注3部分组成,其工艺流程如图5-1所示。各种 原材料经过加工、破碎、烘烤或加热以及处理后方能入炉冶炼。
石灰、萤石等
烧结矿等
废钢等
计量秤
计量秤
计量秤
转炉
变压器
里巒叨
S1
脱气
调质
至连铸
电弧炉
图5-1转炉、电炉系统炼钢工艺流程
调温
(-)炼钢工艺及主要设备设施
1.转炉炼钢工艺及主要设备设施
转炉炼钢是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理 热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。
• 137 •
»安全生产专业实务金属冶炼安全
转炉主要用于生产碳钢、合金钢及铜和鎳的冶炼。转炉按耐火材料分为酸性转炉和碱 性转炉,按气体吹入炉内的部位有顶吹转炉、底吹转炉和侧吹转炉,按气体种类分为空气 转炉和氧气转炉。其中,碱性氧气顶吹转炉和顶底复吹转炉的生产速度快、产量大,单炉 产量高、成本低、投资少,为目前使用最普遍的炼钢设备。顶底复吹转炉炼钢的设备由4 个系统组成。这4个系统分别是作为炼钢容器的转炉本体系统;提供炼钢所需的氧气和底 部搅拌气体的供气系统;提供炼钢所需的金属料和造渣材料的供料系统;对高温含尘烟气 进行降温除尘处理,并回收余热和煤气的烟气净化处理系统。
2.电炉炼钢工艺及主要设备设施
电炉炼钢的原料和工艺方法与转炉生产的工艺方法有所不同。电炉的炉料熔化过程在 转炉生产过程中不存在。其过程可以分为点弧、穿井、主熔化和熔末升温。电炉炼钢主要 利用电弧热,在电弧作用区,温度高达4000 (。冶炼过程一般分为熔化期、氧化期和还 原期,在炉内不仅能造成氧化气氛,还能造成还原气氛,因此脱磷、脱硫的效率很高。电 炉种类有电弧炉(简称EAF)、感应电炉、电渣炉、电子束炉、自耗电弧炉等。通常所说 的电炉钢是指用碱性电弧炉生产的钢。电炉钢多用来生产优质碳素结构钢、工具钢和合金 钢。这类钢质量优良、性能均匀。电炉钢用相近钢种废钢为主要原料,也可用海绵铁代替 部分废钢,通过加入铁合金来调整化学成分、合金元素含量。
电炉炼钢设备可以分为机械结构和电气设备两大部分。电炉的机械结构主要由4部分 组成:炉体装置、炉子倾动机构、电极升降机构和炉盖升降机构。电气设备包括主回路设 备和电控设备。 注点角费Q群628721411
(二)精炼工艺及主要设备设施者躺儉,863575556
将转炉或电炉中初炼过的钢液移到另一个容器中进行精炼的炼钢过程,叫做二次炼 钢。炼钢过程因此分初炼和精炼两步进行。,初炼:炉料在氧化性气氛的炉内进行熔化、脱 磷、脱碳和主合金化。精炼:将初炼的钢液在真空、惰性气体或还原性气氛的容器中进行 脱气、脱氧、脱硫,去除夹杂物和进行成分微调等。为了创造最佳的冶炼反应条件,所采 用的基本手段不外乎搅拌、真空、加热、渣洗、喷吹及喂丝等几种或几种的组合。
常见的精炼设备有吹鏡设备、喂丝设备、LF炉、RH炉、VD炉、VoD炉等。
(三)浇注工艺及主要设备设施
在钢铁厂生产各类钢铁产品过程中,使钢水凝固成型的方法有两种:传统的模铸法和 连续铸钢法。由于连续铸钢技术具有大幅提高金属收得率和铸坯质量,节约能源等显著优 势,应用较为广泛。连续铸钢(简称连铸)是将高温钢水连续不断地浇到一个或几个用 强制水冷带有“活底”(叫做引锭头)的铜模内(叫做结晶器),钢水很快与"活底"凝 结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出"活底”,这样已凝固 成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。带 有液芯的铸坯,一边走一边凝固,直到完全凝固。待铸坯完全凝固后,用氧气切割机或剪 切机把铸坯切成一定尺寸的钢坯。
连铸机主要设备由钢包回转台、中间包(车)、结晶器、结晶器振动装置、二次冷却 和铸坯导向装置、拉坯矫直装置、切割装置、出坯装置等部分组成。
• 138 •
第五章炼钢安全技术«
二、炼钢过程的危险有害因素
炼钢生产过程中高温作业线长,设备种类多,起重作业和运输作业频繁,主要危险因 素有钢水和熔渣喷溅与爆炸、氧枪回火燃烧爆炸、煤气中毒、机械伤害、,起重伤害、高处 坠落等。整个生产过程,都是在高温状态下进行的,每道生产工序和环节都与高温液体金 属相关联,稍不注意就会发生事故。同时,炼钢生产还存在高温、噪声、粉尘、电离辐射 和工业毒物等有害因素。统计表明,炼钢发生生产安全事故的主要原因有:人为违章作业 和误操作,作业环境条件不良,设备缺陷,技术操作不熟悉,作业现场缺乏督促检查和指 导,安全规程不健全或执行不严格,个体防护措施和用品有缺陷等。
第二节备料安全技术
一、工艺概述
原料是炼钢的基础,原料的质量和供应条件对炼钢生产的各项技术经济指标产生重要 影响。对炼钢原料的基本要求:既要保证原料具有一定的质量和相对稳定的成分,又要因 地制宜充分利用本地区的原料资源,不宜苛求。炼钢原料分为金属料和非金属料(辅助 材料)。
(-)金属原料
1.铁水
铁水是氧气转炉炼钢的基本原料,一般占金属料的70% ~ 100% ;电炉只用生铁块作 配碳用。铁水成分和铁水温度是否适当和稳定,对简化和稳定转炉操作并获得良好的技术 经济指标非常重要。
1)铁水供应
铁水供应主要有3种方式:混铁炉、混铁车(鱼雷罐车)、铁水罐直接热装。
(1)混铁炉方式流程:高炉铁水-铁水罐车T混铁炉T铁水罐T转炉。混铁炉可起 到均匀铁水成分和温度的作用,并能均衡高炉和转炉之间的铁水供应。混铁炉投资大,运 行费用高,影响环境,铁水热损失大。适合于小型高炉向小型转炉提供铁水。新建的大中 型转炉车间已不再用这种铁水供应方式。
(2)混铁车(鱼雷罐车)方式流程:高炉铁水T鱼雷罐车T铁水罐T转炉。这种供 应方式的优点是投资省、铁水温降小和有较好的生产环境。适合于大型高炉向大型转炉 (IOOt以上)供应铁水。
(3)铁水罐直接热装即所谓的“一包到底”。"一包到底”铁水运输技术与鱼雷罐车 运输比较,具有显著的经济效益、社会效益和环境效益。
2)铁水预处理
铁水预处理是指铁水兑入炼钢炉之前,为脱硫或脱硅、脱磷而进行的处理过程。除上 述普通铁水预处理外,还有特殊铁水预处理,如针对铁水含有特殊元素提纯精炼或资源综 合利用而进行的提凯、提規、提筲等预处理技术。
• 139 •
»安全生产专业实务金属冶炼安全
铁水预脱硫方法:依据采用脱硫剂的种类及其搅拌方法,目前生产中采用的炉外脱硫 方法可分为铁流搅拌法、机械搅拌法、气体搅拌法和插入法4类。用得较多的为机械搅拌 法(KR法)和气体搅拌法(顶部喷吹法)。
(1) KR法•(图5-2):用实心旋转器搅拌铁水,脱硫剂为电石粉(CaJ)和石灰粉 (CaO)加苏打灰(Na2(X)3)。
(2)顶部喷吹法(图5-3):以载气($)将脱硫剂经顶部喷嘴喷入鱼雷型混铁车 和铁水包的铁水中,常用的脱硫剂有苏打灰(Na<03)∖石灰粉(Ca0)、电石粉(CaC2) 和金属镁等。
1—脱硫剂;2-搅拌器;
3-除尘
图5 - 2 KR法示意图
1-喷枪;2-脱硫剂;3-料仓;
4-称量料仓;5-载气(N2) 图5-3顶部喷吹法示意图
2.废钢
废钢是电炉炼钢的基本原料,用量占钢铁料的70% ~90%。对转炉来说,既是金属 料又是冷却剂。合金钢废钢应按所含合金分组堆放。应严防混入有害杂质和危险品,并减 少带入的泥沙、耐火材料和炉渣等。对外形尺寸和单重过大的废钢,应预先进行解体和切 害U;对轻薄料要打包或压块,以缩短装料时间。
向转炉供应废钢一般采用废钢槽方式,流程:磁盘起重机装槽-›桥式起重机+废钢 槽T转炉。
3.铁合金
铁合金是指炼钢中广泛使用的各种脱氧和合金化元素与铁的合金。如镂铁合金、硅铁 合金、铭铁合金,复合脱氧剂(如硅镐合金、硅钙合金、硅毓铝合金),以及铝、^,鎳 等金属。铁合金应合理选用以降低成本,使用前应烘烤以减少气体带入。另外要纯净,不 得混有其他夹杂物,块度要适当。
(二)辅助材料
辅助材料包括造渣剂(石灰、萤石、轻烧白云石)、冷却剂(废钢、铁矿石、氧化 铁、烧结矿、球团矿)、氧化剂、还原剂和增碳剂。
转炉造渣剂采用以下供应方式:地下储料仓T带式输送机T高位料仓T称量漏斗一汇
• 140 •
第五章炼钢安全技术《
总漏斗T溜槽T转炉,如图5 -4所示。
二、安全技术
(一)备料存在的主要危险性分析
炼钢过程中所需要的原材料、半成品、 成品都需要起重设备和机车进行运输,运输 过程中有很多危险因素,稍有不慎,就会发 生机械伤害、车辆伤害、起重伤害等。废钢 在收集过程中,常夹带或沾染一些杂质成 分,如防蚀处理所镀上的锌、铝、^,铜等 有色金属,这些金属在电弧炉炼钢过程中会 因电弧产生的高温及吹氧助熔,导致钢液沸 腾,并造成钢液中锌、铅、镉等危害环境的 有毒元素大量挥发。若废钢中混有封闭器 皿、爆炸物、易燃易爆品及有毒物品,在炉
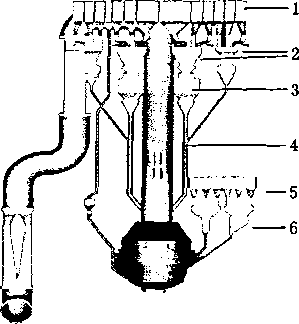
I 一高位料仓;2一称量料斗;3-汇总料斗;
4一下料溜槽;5-合金料仓;6-称量与汇总料斗
图5-4转炉造渣剂供应示意图 内会产生爆炸等事故。
(二)备料的安全控制措施
1.铁水贮运和预处理的要求
(1)铁水运输应用专线,不应与其他交通工具混行。
(2)向混铁炉兑铁水时,铁水罐口至混铁炉受铁口 、(槽)应保持一定距离;混铁炉 不应超装,当铁水面距烧嘴达0∙4 m时,不应兑入铁水;混铁炉出铁时,应发出声响信 号;混铁炉在维修、炉顶有人或受铁水罐车未停到位时,不应倾动;当冷却水漏入混铁炉 时,应切断水源,待水蒸发完毕方可倾炉。
(3)混铁车倒罐站倒罐时,应确保混铁车与受铁坑内铁水罐车准确对位;混铁车出 铁至要求的量并倾回零位后,铁水罐车方可开往吊罐工位。
(4)混铁炉与倒罐站作业区地坪及受铁坑内,不应有水。凡受铁水辐射热及喷溅影 响的建(构)筑物,均应采取防护措施。
(5)起重机龙门钩挂重铁水罐时,应由专人检查是否挂牢,指挥人员应在5 m以外, 待核实后发出指令,起重机才能起吊;吊起的铁水罐在等待往转炉兑铁水期间,不应提前 挂上倾翻铁水罐的小钩。
(6)铁水预处理设施,应布置在地坪以上;若因条件限制采用坑式布置,则应采取 防水、排水措施,保证坑内干燥。
(7)预脱硫的反应容器,宜选用转炉兑铁水罐。铁水罐内铁水面以上自由空间高度, 喷吹法时不应小于500 mm,机械搅拌法时不应小于700 mmo
(8)往炼钢炉兑铁水时,铁水罐不应压在转炉炉口或电炉受铁槽上,人员应位于安 全区域。
(9)铁水预处理粉料发送罐的设计、制造与使用,应严格执行压力容器有关规范的 规定。
• 141 •
» 安全生产专业实务 金属冶炼安全
(10)采用CaCz与镁粉作脱硫剂时,其贮粉仓应采用氮气保护;泄压时排出的粉尘 应回收;该区域应防水、防火。CaC?仓附近区域,应设乙烘检测和报警装置。
(11)不应采用严重污染环境的Na<O3等钠系脱硫粉剂。
(12) CaJ与镁粉着火时,应采用干碾磨氮化物熔剂、石棉毡、干镁砂粉等灭火,不 应使用水、泡沫灭火器等灭火。
2.废料分选和存放的要求
(1)废钢的外形尺寸和块度应保证能从炉口顺利加入转炉。废钢的长度应小于转炉 口直径的1/2,单块废钢尺寸和质量应符合《废钢铁》(GB/T 4223)的有关规定。废钢中 不得混有铁合金,严禁混入铜、锌、铅、锡等有色金属和橡胶,不得混有封闭器皿、爆炸 物、易燃易爆品及有毒物品。在签订废钢采购合同时,必须按国家有关规定,注明废钢的 品种、规格及质量要求,明确不得在废钢中混入爆炸物、易燃易爆品和不明密闭容器等, 从进料源头把好废钢的安全和质量关。
(2)废钢进场后必须进行落地分选检查,清除废钢中的爆炸物、易燃易爆品、密闭 容器、重金属等有毒有害物品。卸车后的废钢要进行分层分选,不得漏查。没有经过质量 检查的废钢不准与已检查过的废钢混放在一起,已分选过的废钢要单独堆放并挂牌显示。 从废钢中分选出的各种爆炸物、易燃易爆品、有色金属等,应统一管理,并做好原始记录 和台账。废钢分选过程中判断不准确的物品,不得擅自处理,严禁切割、剪压。各种爆炸 物、易燃易爆品,未经鉴定不得随意拆卸、解体。
(3)可能存在放射性危害的废钢,不应进厂。进厂的社会废钢,应进行分选,拣出 有色金属件、易燃易爆品及有毒物品等;对密闭容器应进行切割处理;废武器和弹药应由 相关专业部门严格鉴定,并进行妥善处置。
(4)废钢应按来源、形态、成分等分类、分堆存放;人工堆料时,地面以上料堆高 度不应超过1. 5 mo
(5)炼钢厂一般应设废钢配料间与废钢堆场,废钢配料作业直接在废钢堆场进行的, 废钢堆场应部分带有房盖,以供雨、雪天配料。混有冰雪与积水的废钢,不应入炉。
(6)废钢配料间与废钢堆场,应设置必要的纵向与横向贯通的人行安全走道。
(7)废钢坑沿应高出地面0∙3 ~ 1.0m,露天废钢坑应设集排水设施,地面废钢料堆 应距运输轨道外侧1. 5 m以上。
(8)废钢配料间或废钢堆场进料火车线与横向废钢运输渡车线相交时,火车线入口 应设允许进车的信号装置,当渡车在废钢区运行时,火车不应进入。
(9)废钢装卸作业时,电磁盘或液压抓斗下不应有人,起重机的大车或小车启动、 移动时,应发出声光报警信号,以警告地面人员与相邻起重机避让;起重机司机室应视野 良好,能清楚观察废钢装卸作业点与相邻起重机作业情况。
3.铁合金存放和运输的要求
铁合金是脱氧及合金化材料。用于钢液脱氧的铁合金叫做脱氧剂。用于调整钢液成分 的铁合金叫做合金剂。作为炼钢脱氧剂,应用最广泛的是硅镐、镐铁和硅铁。强烈的脱氧 剂为铝(铝铁)、硅钙、硅错等。用作合金添加剂的常用品种有毓铁、馅铁、硅铁、鸨 铁、铝铁、飢铁、钛铁、鎳铁、規(≡)铁、稀土铁合金、硼铁、磷铁等。对于易潮、
• 142 •
第五章炼钢安全技术《
易氧化及其他贵重合金材料,必须按有关规定进行特殊的保管与贮存。铁合金的入炉块度 应根据种类、熔点、烧损与加入方法、用量及炉子的容量等因素综合决定。一般均采用块 度较小的材料,以减少烧损和保证其全部熔化,使钢的成分均匀。加入钢包中的尺寸为 5~50mm,加入炉中的尺寸为30 ~ 200 mm。炼钢车间不应设置铁合金破碎加工设施,根 据需要可设置铁合金烘烤干燥设施。铁合金存放和运输的要求:
(1)厂房要有盖,四周设雨搭。
(2)设计和修建渣料及磁性料、合金料存放间时,须有较好的防水层和排水沟,其 水位应低于料坑底800 mmo
(3)料槽(斗)底部要有足够数量的淌水孔。要用密闭容器运输和贮存易于吸潮粉 化的石灰等物料。
(4)不能满足上述要求的厂房条件,要尽量缩短贮料周期。重力密度大,易于吸收 水分,能沉入钢液的铁合金(如锦铁、硅锦合金、钢铁等)和铁矿石,加入炉内(或罐 内)容易发生物理爆炸。因此,必须烘烤至红热后,每槽分2 ~3次加入炉内。
4.非金属料存放和运输的要求
(1)应根据入炉散状材料的特性与安全要求,确定其贮存方法;入炉物料应保持 干燥。
(2)采用有轨运输时,轨道外侧距料堆应大于1. 5 m。
(3)具有爆炸和自燃危险的物料,如CaJ粉剂、镁粉、煤粉、直接还原铁(DRI) 等应贮存于密闭贮仓内,必要时用氮气保护;存放设施应按防爆要求设计,并禁火、 禁水。
(4)地下料仓的受料口,应设置格栅板。
5.铁水罐、钢水罐、中间罐、渣罐使用和检查的要求
铁水罐、钢水罐、中间罐都是用来装高温液体的容器,由于砌筑、铁水钢水冲刷、侵 蚀等原因,容易发生事故,需要严格管理。
(1)铁水罐、钢水罐、中间罐的壳体上应有排气孔。
(2)罐体耳轴,应位于罐体合成重心以上0.2 ~0.4 m的对称中心,其安全系数应不 小于8,并以1. 25倍负荷进行重负荷试验合格方可使用。
(3)应对罐体和耳轴进行探伤检测,耳轴每年检测一次,罐体每2年检测一次。凡 耳轴出现内裂纹、壳体焊缝开裂、明显变形、耳轴磨损大于直径的10%、机械失灵、衬 砖损坏超过规定,均应报修或报废。
(4)铁水罐、钢水罐和中间罐修砌后,应保持干燥,并烘烤至要求温度方可使用。
(5)用于铁水预处理的铁水罐与用于炉外精炼的钢水罐,应经常维护罐口;罐口严 重结壳,应停止使用。
(6)钢水罐需卧放地坪时,应放在专用的钢包支座上;热修包应设作业防护屏;两 罐位之间净空间距,应不小于2 m。
(7)渣罐使用前应进行检查,其罐内不应有水或潮湿的物料。
(8)钢水罐滑动水口,每次使用前应进行清理、.检查,并调试合格。
(9)铁水罐、钢水罐内的自由空间高度(液面至罐口),应满足工艺设计的要求。
• 143 •
»安全生产专业实务金属冶炼安全
(10)铁水罐、钢水罐内的铁水、钢水有凝盖时,不应用其他铁水罐、钢水罐压凝 盖,也不应人工使用管状物撞击凝盖。有未凝结残留物的铁水、钢水罐,不应卧放。
(11)吊运装有铁水、钢水、液渣的罐,应与邻近设备或建(构)筑物保持大于 1.5 m的净空距离。
6.铁水罐、钢水罐、中间罐烘烤器及其他烧嘴安全设施配置及操作的要求
(1)烘烤器应装备完善的介质参数检测仪表与熄火检测仪。
(2)采用煤气燃料时,应设置煤气低压报警及与煤气低压信号联锁的快速切断阀 等防回火设施;应设置供设备维修时使用的吹扫煤气设施,煤气吹扫干净方可修理 设备。
(3)采用氧气助燃时,氧气不应在燃烧器出口前与燃料混合,并应在操作控制上确 保先点火后供氧(空气助燃时也应先点火后供风)。
(4)烘烤器区域应悬挂"禁止烟火"“当心煤气中毒”等警示牌。
第三节转炉炼钢安全技术
-、工艺概述
转炉炼钢是把氧气鼓入熔融的生铁里,使硅、错等氧化。在氧化的过程中放出大量的 热量(含1%的硅可使生铁的温度升高200 t),可使炉内达到足够高的温度。因此,转 炉炼钢不需要另外使用燃料。转炉炼钢广泛采用氧气顶吹转炉或顶底复吹转炉,生产速度 快、品种多、质量好,可炼普通钢,也可炼合金钢。
(-)氧气转炉工艺特点
1.氧气顶吹转炉工艺特点
氧气顶吹转炉(图5-5a)具有操作灵活,可以控制脱碳、脱磷反应同时进行,容易 拉碳冶炼中、高碳钢,炉渣氧化性强,成渣条件好,便于吹炼前期脱磷,废钢比高等优 点。缺点是熔池搅拌差,熔池成分和温度不均匀程度大,钢液和炉渣易过氧化,易产生喷 溅和金属损失。
2.氧气底吹转炉(或氧气侧吹转炉)工艺特点
氧气底吹转炉(图5-5b)熔池搅拌能力强,渣金反应易于接近平衡,可以避免钢液 和炉渣的过氧化,吹炼过程平稳,金属损失小,容易冶炼低碳钢。缺点是成渣速度慢,脱 磷、脱硫反应滞后,废钢比低,炉底寿命短。
3.氧气顶底复吹转炉工艺特点
氧气顶底复吹转炉(图5-5C)综合了顶吹转炉和底吹转炉的优点,同时避免了两者 的缺点。顶底复吹转炉所具有的冶金特点是炉渣氧化性比顶吹转炉明显降低。因此钢的含 氧量少,金属和合金元素收得率高,终点残毓量增加,炉衬侵蚀量下降。熔池搅拌强烈, 使得脱磷、脱硫反应更加接近平衡,渣金间的磷、硫分配比高。吹炼平稳,喷溅量少,冶 炼成本低,原材料适应性强。
氧气顶底复吹转炉炼钢操作程序和工艺流程如图5 - 6和图5 - 7所示。
• 144 •
第五章炼钢安全技术《
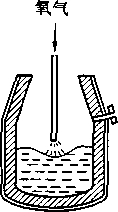
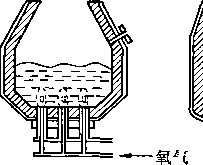
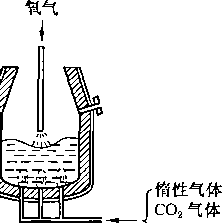
(a)氧气顶吹转炉
'氧气
(b)氧气底吹转炉 ⑹氧气顶底复吹转炉
图5-5氧气转炉分类示意图
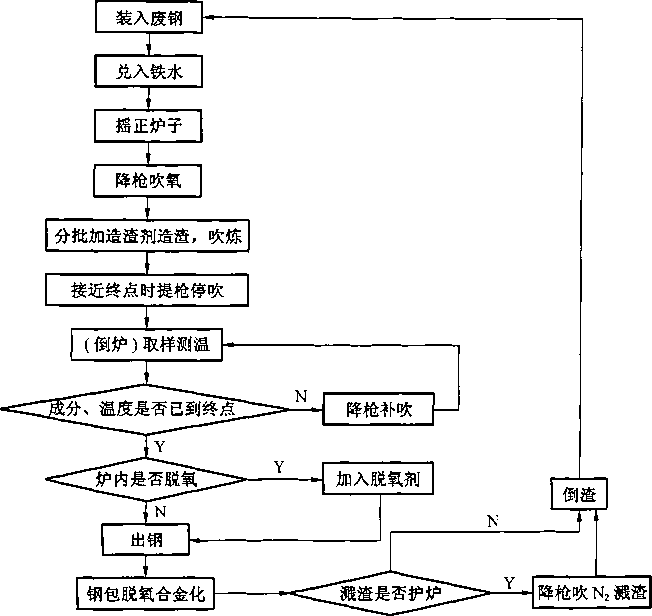
图5-6氧气顶底复吹转炉炼钢操作程序
(二)转炉双联工艺特点
转炉双联法将转炉冶炼功能分为脱磷和脱碳两部分,两个转炉分别进行脱磷和脱碳操
• 145 •
»安全生产专业实务金属冶炼安全
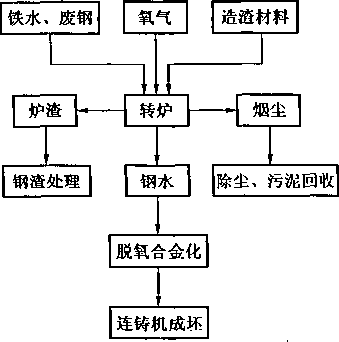
图5-7氧气顶底复吹转炉炼钢工艺流程
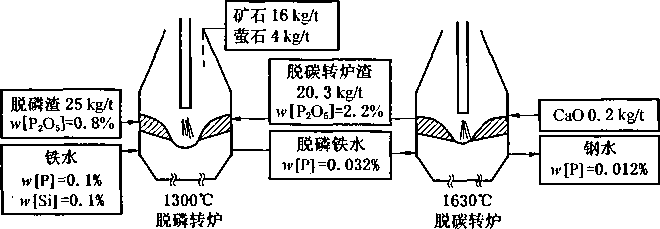
图5-8转炉双联工艺示意图
作。转炉双联工艺(图5-8)特点:
(1)采用顶底复吹转炉进行铁水脱磷。采用顶底复吹转炉进行铁水脱磷处理,有 较为理想的条件,转炉容量大,形状好,有充分的反应空间,强烈的熔池搅拌可加快 炉渣与铁水的反应速度,并可消除铁水和炉渣间的温度差(30~50七),使脱磷能力得 到增强。
(2)减少渣量。由于分别在两转炉进行脱磷和脱碳,所以只有脱磷转炉需要合适的 炉渣用于脱磷,脱碳炉可无渣或少渣冶炼。脱磷炉在低温阶段的单一脱璘效率甚高,脱磷 渣不进入脱碳炉,所以没有回磷的顾虑,脱磷炉的炉渣用量也比常规冶炼的低。
(3)转炉的功能专一化,冶炼周期缩短。由于转炉的功能专一化,使每炉吹氧时间 大大缩短。转炉双联法冶炼可减少转炉喷补次数,从而使生产节奏加快。
(4)提高转炉炉龄。由于转炉双联法冶炼生产节奏快,冶炼时间缩短,使热循环得 到改善,转炉炉底部位侵蚀减轻,可大大提高该转炉的炉龄。
• 146 •
第五章炼钢安全技术《
(5)脱磷炉可以使用脱碳炉炉渣。脱碳炉的炉渣可直接返回脱磷炉使用,这对综合 利用炉渣、相对减少炉渣量、改善环境和降低成本是有益的。脱碳炉炉渣用于脱磷炉,可 使吨钢减少石灰的消耗。
二、安全技术
(一)转炉存在的主要危险性分析
转炉生产主要事故类别包括中毒窒息、火灾、爆炸、灼烫、起重伤害、机械伤害、车 辆伤害、物体打击、高处坠落、触电和其他伤害等。
1.转炉冶炼过程中的喷溅
1)吹炼过程中的喷溅
(1)爆发性喷溅。多发生于熔池温度降低时加入批料,或二、三批料加入矿石过多 时。由于熔池温度下降,脱碳反应受到抑制,但供氧仍继续进行,熔池中积蓄了大量氧化 铁,一旦温度升高就会发生剧烈的碳氧反应,产生爆发性喷溅。或因吊吹时间长,后 又突然降枪引起爆发性碳氧反应。因渣量过大,炉渣发泡,炉膛空间过小,CO气体排 出受阻,达到一定程度便会形成大喷。又因新炉炉膛小,炉温低,渣中Feo多也易产 生大喷。
(2)金属喷溅。前期渣未化好,加入二批料过晚,渣子不化或者中期返干,均使炉 渣不能很好地覆盖金属液面,氧气流把炉渣推向炉墙,流股直接冲击金属液使部分金属被 冲碎,加上反射气流和CO气体的推动作用而造成金属喷溅。或是由于炉渣太黏而又发 泡,渣中含有较多的金属液滴,炉渣距炉口较近,当产生激烈的碳氧反应时,可能将金属 液滴带出炉口,造成金属喷溅。 ■
(3)泡沫渣喷溅。在吹炼前期由于熔池温度低,渣中Feo和酸性氧化物(SiO" P2O5)高,炉渣黏度大,容易形成大量泡沫渣充满整个炉膛。如炉渣严重发泡,渣面接 近炉口,此时脱碳速度稍有增加,即可将炉渣推出炉外,造成泡沫渣喷溅。分析表明,熔 池内发生爆发性碳氧反应,瞬时产生大量CO气体是造成喷溅的根本原因。
2)兑铁、加废钢时发生的大喷
发生在留渣作业,留渣操作中,若兑入铁水,炉内条件发生根本变化,一方面铁水带 来大量碳,另一方面铁水温度较低,使炉内残留炉渣及钢水温度骤然下降,促进碳氧反应 的剧烈进行,就会发生"爆炸”性大喷。
3)终点倾炉大喷
.后吹时间长或由于操作不当,炉内尚在剧烈反应,使大量钢渣外涌,形成喷溅。补炉 料黏结不牢,倾炉时突然塌落,造成钢渣猛烈外涌性喷溅。出钢或兑铁过程中炉衬大面积 塌落,也会形成大喷。
4)钢水回炉大喷
回炉就是把不合格钢水回到炉内重新冶炼。炉内回炉钢水量一般要少于总装入量的 1/2,回炉钢水因钢中氧与铁水中碳发生反应,向炉内兑铁(钢)水时又有搅拌作用,很 易造成C-O的剧烈反应,造成喷溅事故。
2.火灾、爆炸
• 147 •
»安全生产专业实务金属冶炼安全
1)电缆隧道着火
电缆长期浸泡在积水的电缆隧道中,外皮腐烂,绝缘层严重受潮,造成击穿短路;电 缆头制作工艺粗糙,绝缘层暴露时间太长,致使运行中着火;电缆长期过载发热,导致绝 缘层老化失效;电缆沟盖板不严,电焊火花、钢铁渣飞溅物、锅炉热灰渣等落入沟内使电 缆着火;电缆排上积煤粉,煤粉自燃也可以使电缆着火;浸油电气设备故障喷油起火,油 流入电缆隧道内引起电缆着火。
2)液态金属遇水爆炸
炼钢过程基本为氧化过程,铁水在高温下进行脱碳、去磷、去气、去杂质。冶炼过程 放出热量,热平衡上有热量富余,从而使铁水、钢水均维持在高温状态。高温铁水、钢水 遇水、遇湿就会发生爆炸,当Ikg水完全变成蒸汽后,其体积要增大约1500倍,破坏力 极大。冶炼中发生氧枪坠落、冷却设施漏水、爆炸物或含水的炉料入炉等均会引发爆炸, 铁水、钢水、钢渣遇水及易燃易爆物质会发生火灾爆炸事故。
3)氧气爆炸
冶炼过程不间断地喷吹具有一定压力要求(大于0.6 MPa)的氧气。高温、高压条件 下氧气的氧化能力更强,若管线上更换的管件没有按安全要求严格脱脂,残存的脂类可燃 物可发生燃爆,造成人员伤亡。炼钢用的氧气接触油脂,与煤气、丙烷等易燃易爆气体混 合达到爆炸极限会发生火灾爆炸。违章动火作业易引发火灾事故。
3.灼烫
炼钢高温设备、物料较多。铁水、钢水温度达IOOOK以上,连铸钢坯料为高温,在 运输、预处理、混铁炉、吊装过程中铁水流出,冶炼过程靠近转炉观察、补炉过程靠近炉 口,在输送、吊运、浇注过程中钢水包钢水流出,人员靠近热方坯、板坯,倾倒、运输炉 渣与人体接触等均会造成灼伤、烫伤事故。
4.中毒和窒息
炼钢产生大量煤气,煤气设备故障、密封不良、管道阀门腐蚀、设备检修、操作失误 等情况会导致煤气外泄,进入煤气区域作业未佩戴便携式一氧化碳检测报警器或空气呼吸 器易中毒。现场存在氮气、氫气,防护不当会引起缺氧窒息。(在转炉煤气回收章节详细 叙述)
5.起重伤害
炼钢过程起重吊装作业频繁,且多为重级起重机,起吊物坠落、碰撞,铁水或钢水包 倾翻伤人事故多见。许多事故是因吊运不当或安全装置失效所致。起重机吊具、防护装 置、钢丝绳等故障,或操作、指挥不当,起重量超载,起吊物悬挂不当,钢丝绳、吊钩、 钢包耳轴断裂,制动装置失灵,限位限量及联锁装置失灵,违章指挥,违章起吊,起吊物 下方站人均可造成起重伤害。
(二)转炉冶炼的安全控制措施
1.设备设施的安全措施
(!)转炉的公称容量为其炉役期的平均出钢量,最大出钢量为公称容量的1. 05 ~ 1. 1 倍,转炉宜采用分阶段定量法操作。
(2)转炉的炉容比应合理。
• 148 •
第五章炼钢安全技术《
(3)转炉炼钢车间必须采用两路电源供电,关键工艺设备应设置失电事故驱动装置, 基础自动化和过程控制计算机系统必须设置应急电源。
(4)转炉应采用3 ~6孔拉瓦尔型水冷氧枪,氧气在枪体内的最大设计流速不应超过 50 m/s,喷孔出口马赫数应在1.8~2. 1之间(脱磷转炉除外)o氧枪冷却水硬度不得超过 178mg∕L,悬浮物应小于50mJL,冷却水出水温度不应超过50七(夏季),进水水温差 不应超过15七。
(5)转炉氧枪与副枪升降装置,应配备钢丝绳张力测定、钢丝绳断裂防坠、事故驱 动等安全装置;各枪位停靠点,应与转炉倾动、氧气开闭、冷却水流量和温度等联锁;当 氧气压力小于规定值、冷却水流量低于规定值、出水温度超过规定值、进出水流量差大于 规定值时,氧枪应自动升起,停止吹氧。转炉氧枪供水,应设置电动或气动快速切断阀。
(6)氧气阀门站至氧枪软管接头的氧气管,应采用不锈钢管,并应在软管接头前设 置长1. 5 m以上的铜管。氧气软管应采用不锈钢体,氧枪软管接头应有防脱落装置。
(7)转炉宜采用铸铁盘管水冷炉口;若采用钢板焊接水箱形式的水冷炉口,应加强 经常性检查,以防止焊缝漏水酿成爆炸事故。
(8)转炉传动机构应有足够的强度,应能承受正常操作最大合成力矩;不大于200 t 的转炉,按全正力矩设计,靠自重回复零位;20Ot以上的转炉,可采用正负力矩,但必 须确保两路供电;若采用直流电机,可考虑设置备用蓄电池组,以便断电时强制低速 复位。
(9)转炉工作平台至上层平台之间,应设置转炉围护结构。炉前后应设活动挡火门, 以保护操作人员安全。
(10)烟道上的氧、副枪孔与加料口,应设可靠的氮封。转炉炉子跨炉口以上的各层 平台,应设固定式煤气检测与报警装置,除就地报警外,煤气检测和报警应在转炉主控室 集中显示;上述平台作业应携带便携式煤气报警仪,并采取可靠的安全措施。
(H)转炉余热锅炉与汽化冷却装置的设计、安装、运行和维护,应遵守国家有关锅 炉压力容器的规定。
(12)转炉炉下渣罐容量应能盛下1 ~2炉炉渣,渣量应按40~120kg∕t钢水确定。
2.生产操作的安全措施
(1)炉前、炉后平台不应堆放障碍物。转炉炉帽、炉壳、溜渣板和炉下挡渣板、基 础墙上的黏渣,应经常清理。
(2)废钢配料,应防止带入爆炸物、有毒物或密闭容器。废钢料高不应超过料槽上 口。转炉留渣操作时,应采取措施防止喷渣。
(3)兑铁水用的起重机,吊运重罐铁水之前应验证制动器是否可靠;不应在兑铁水 作业开始之前先挂上倾翻铁水罐的小钩;兑铁水时炉口不应上倾,人员应处于安全位置, 以防铁水罐脱钩伤人。
(4)新炉、停炉进行维修后开炉及停吹8 h后的转炉,开始生产前均应按新炉开炉的 要求进行准备;应认真检验各系统设备与联锁装置、仪表、介质参数是否符合工作要求, 出现异常应及时处理。若需烘炉,应严格执行烘炉操作规程。
(5)开新炉第一炉为全铁水炼钢不加废钢,烘炉的焦炭没有燃烧完,会影响化渣,
• 149 •
»安全生产专业实务金属冶炼安全
应适量加入萤石帮助化渣,同时又要注意防止炉渣过泡而产生大喷。出钢前先检查出钢 口,拉碳后快速组织出钢。开新炉第一炉不回收煤气。
(6)炉下钢水罐车及渣车轨道区域(包括漏钢坑),不应有水和堆积物。转炉生产期 间需到炉下区域作业时,应通知转炉控制室停止吹炼,并不得倾动转炉。无关人员不应在 炉下通行或停留。
(7)转炉吹氧期间发生以下情况,应及时提枪停吹:氧枪冷却水流量、氧压低于规 定值,出水温度高于规定值,氧枪漏水,水冷炉口、烟罩和加料溜槽口等水冷件漏水, 停电。
(8)吹炼期间发现冷却水漏入炉内,应立即停吹,并切断漏水件的水源;转炉应停 在原始位置不动,待确认漏入的冷却水完全蒸发,方可缓慢动炉。
(9)转炉修炉停炉时,各传动系统应断电,氧气、煤气、氮气管道应堵盲板隔离, 煤气、重油管道应用蒸汽(或氮气)吹扫;更换吹氧管时,应预先检查氧气管道,如有 油污,应清洗并脱脂干净方可使用。
(10)安装转炉小炉底时,接缝处泥料应铺垫均匀,炉底车顶紧力应足够,均匀挤出 接缝处泥料;应认真检查接缝质量是否可靠,否则应予处理。
(11)倾动转炉时,操作人员应检查确认各相关系统与设备正常,并遵守下列规定:
--测温取样倒炉时,不应快速摇炉;
——倾动机械出现故障时,不应强行摇炉。
(12)倒炉测温取样和出钢时,人员应避免正对炉口;采用氧气烧出钢口时,手不应 握在胶管接口处。
-(三)转炉区域事故应急处理要求
1.氧枪、烟道、烟罩、炉口等漏水,造成炉内积水紧急处理程序
在吹炼过程中,若操枪工发现火焰异常怀疑炉内进水,要提枪停吹,立即通知班长, 当确认炉内有积水后,严禁动炉,并切断转炉操作电源,关闭快速切断高压水阀门,操枪 工要在操作台前进行监护。班长通知点检人员确认和关闭高、中压水阀门,组织当班炉前 工将转炉周围所有人员撤离至安全位置,无关人员严禁进入转炉区域,直至恢复正常 生产。
(1)炉内积水的确认:初步确认由班长和摇炉工到氮封口共同确认(操枪工不能离 开工作台)。若确认无水,由班长先点动向炉后摇炉,无异常,向炉前摇炉并对炉内状况 进行再次确认,仍无异常后方可正常冶炼。如不能确认,班长立即通知值班调度,由值班 调度通知作业长和点检人员到现场,共同确认。经共同确认无水,由调度下达继续冶炼指 令,班长先向后点动摇炉,无异常后开始正常冶炼;若有积水则由调度通知电工给转炉停 电,停电后电工原地值班监护,调度同时通知生产厂长、安全员及相关负责人到现场,组 织处理炉内积水事故。
(2)炉内积水的处理:应由生产厂长、安全员及相关负责人和转炉作业区长组织指 定人员查看炉内积水情况,未查明情况前严禁动炉,待炉内积水自然蒸发完后,由指定人 员(两人以上)到氮封口确认,无水后才能点动摇炉。每小时观察一次炉内积水情况, 确认无水后,可投掷扫把、纸壳等物品进行观察。若不燃烧说明炉内还有水没蒸发完,继
• 150 •
第五章炼钢安全技术《
续观察直至燃烧,确认炉内无积水。
(3)准备动炉:确认炉内没有积水后,动炉前调度经请示主管厂长同意,由班长和 安全员确认转炉周围所有人员撤离现场后,由调度通知值班电工送电。
(4)动炉:动炉时,操枪工先点动向炉后摇炉一下,无异常,再缓慢点动向炉后摇 炉,仍无异常情况后,把炉子摇至离开烟罩处确保炉内不能再进水。
(5)漏点确认和处理:由值班调度长组织通知维修工对氧枪、烟罩、烟道、炉口等 转炉的水冷系统通水检漏。
(6)正常生产:处理完毕,确认不漏水后,由调度向班长下达正常冶炼指令,进行 正常生产。
2.耳轴、炉口、进水管等漏水严重,造成炉下大面积积水紧急处理程序
当耳轴、炉口、进水管等漏水严重,造成炉下大面积积水时,原则上不允许生产,待 积水处理干净后方可生产。一旦漏点处理不及时就会造成炉下积水,因此在生产过程中应 做好以下3项工作:
(1)放钢、倒渣操作由摇炉工操作,力求平稳准确,避免倒渣时将部分钢水倒入渣 罐,造成熔漏渣罐事故。
(2)到渣跨换罐必须更换完好无损没有裂纹的空罐,罐内垫适量干渣或者防粘剂, 每个渣罐接渣次数不能超过3次。
(3)在倒渣、放钢过程中,渣车工负责监护好炉下两侧,保证附近不能有人。在出 完钢后,渣车工根据炉下的积水量,定时指挥铲车司机用干渣将积水推至渣跨。
3.炉口、烟罩等水冷件内部供排水失衡紧急处理程序
(1)当炉前发现炉口、烟罩等水冷件供水不正常导致发红或其他征兆时,立即停止 吹炼,禁止动炉。
(2)通知周围所有人员躲至安全位置。由班长组织人员进行现场监护,同时通知调 度安排点检人员进行检查,若确认需要进一步进行检修的,由调度通知安排检修。
(3)停炉检修时,属炉口故障则将转炉摇至零位,向炉口外表面打水冷却,然后再 进行检修;属其他水冷件故障可将转炉摇至适当角度,然后打水冷却,进行检修。
(4)检修完毕,即可正常供水。炉口处理正常后,若更换了炉口可直接正常供水; 若未更换炉口,则应向炉口表面打水冷却,当炉口表面水量蒸发很慢时,可向炉口正常供 水;其他水冷件,检修完毕即可正常供水。为预防意外,供水时应通知所有人员处于安全 位置。
4.钢水包漏钢紧急处理程序
(1)转炉出完钢发现包壁漏钢时,如挂小钩侧漏钢,可立即进行倒包操作,将钢水 全部倒出后处理此钢包;如挂小钩对侧漏钢,可等至包壁不漏钢水后,处理好包壁再进行 倒包操作。
(2)钢水倒出,如果钢水温度低可上LF炉加热保温。
(3)倘若发现滑板系统漏钢,应立即将钢包车打到钢水接受跨,安排倒包。发现透 气砖部位漏钢,也应立即将钢包车打到钢水接受跨,安排倒包。注意备用钢水包一定要充 分烘烤,否则翻包时易出现大翻。
• 151 •
»安全生产专业实务金属冶炼安全
第四节电炉炼钢安全技术
一、工艺概述
目前,世界上95%以上的电炉钢都是由电弧炉生产的,因此电炉炼钢主要指电弧炉 炼钢。电弧炉炼钢是以电能作为热源的炼钢方法,它是靠电极和炉料间放电产生的电弧, 使电能在弧光中转变为热能,并借助电弧辐射和电弧的直接作用加热并熔化金属炉料和炉 渣,冶炼出各种成分合格的钢和合金的一种炼钢方法(图5-9)。冶炼过程一般分为熔化 期、氧化期和还原期,在炉内不仅能造成氧化气氛,还能造成还原气氛,因此脱磷、脱硫的效 率很高。电弧炉炼钢是用来生产特殊钢和高合金钢的主要方法(现在也用来生产普通钢)。
直接还原铁和造渣料
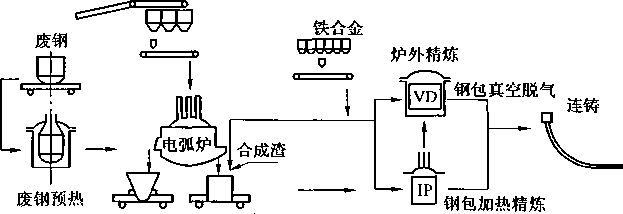

炉渣处理间
图5-9电弧炉炼钢工艺流程
(一)电炉炼钢的特点
(1)电炉炼钢的设备比较简单,投资少,基建速度及资金回收快。
(2)因电炉炼钢的热源来自电弧,电弧温度高达4000 ~6000宽并直接作用于炉料, 所以热效率较高,一般在65%以上。此外,在冶炼过程中钢水温度控制灵活,容易冶炼 含有难熔元素的合金钢。
(3)电炉炼钢可采用冷装或热装,不受炉料的限制,并可用较次的炉料熔炼出优质 的钢水,还能将高合金废料进行重熔或返回冶炼,回收大量的贵重合金元素,符合循环经 济的要求。
(4)适应性强,可连续生产,也可间断生产,即使长期停产恢复也快。
(5)在电弧的作用下,炉气或水分能离解出大量的氢、氮,而使钢中的气体含量 增高。
(二)电弧炉的种类及特点
1.竖炉
• 152 •
第五章炼钢安全技术«
竖炉是指炉盖上带有竖井,并利用电弧炉排出的高温废气在竖井内预热废钢的超高功 率电弧炉,如图5-10所示。
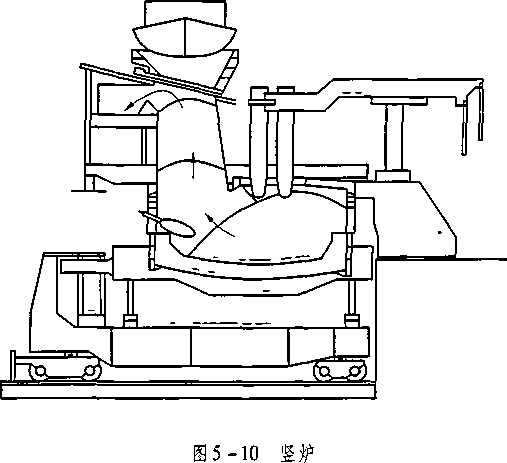
设备特点:炉盖上带一可升降与移动的竖井,总体结构庞大,设备总重大。
冶炼工艺特点:竖井内预热废钢,冶炼同常规电炉。
后燃烧技术的应用:竖井内后燃烧。
设置电炉密闭罩的难易程度:难度大。
2. Consteel 炉
Consteel炉是指废钢通过传送带连续加入,并经自身高温废气预热废钢的超高功率电 弧炉,如图5-11所示。
设备特点:炉盖上开孔与废钢传送带相接,总体结构庞大,设备总重大。
冶炼工艺特点:传送带内预热废钢,废钢连接在熔池内熔化,电弧稳定,电流小。
后燃烧技术的应用:在废钢传送带前段后燃烧。
图 5-11 COnSteel 炉
• 153 •
»安全生产专业实务金属冶炼安全
设置电炉密闭罩的难易程度:不需密闭罩。
3. Danarc 炉
Danarc炉如图5-12所示。
设备特点:高阻抗,炉底设碳氧风口,炉壁设氧燃烧嘴与氧枪。
冶炼工艺特点:大量使用燃料与氧气代替电能,操作同常规电弧炉。
后燃烧技术的应用:内部分后燃烧。
设置电炉密闭罩的难易程度:一般。
图 5 -12 Danarc 炉
长按或用微信扫描二维码 关注“注安老姚"公众号
4. Danarc Plus2000 炉
Danarc Plus2000炉是指设有废钢料篮旋转装置,并利用自身高温废气预热废钢的超高 功率电弧炉,如图5-13所示。
设备特点:在DanarC炉基础上增加回转式废钢预热装置,总体结构庞大。
冶炼工艺特点:与DanarC炉相同。
后燃烧技术的应用:在废钢预热系统内后燃烧。
设置电炉密闭罩的难易程度:难度大。
图 5 -13 Danarc Plus2000 炉
5. Korfarc 炉
KOIfarC炉是指炉壁装设多组氧枪、烧嘴和浸入式风口,利用化学能与后燃烧技术节 • 154-
第五章炼钢安全技术«
约电能的超高功率电弧炉,如图5-14所示。
设备特点:壁上带3 ~ 4个自进式氧燃烧嘴和多个吹氧风口 o
冶炼工艺特点:大量用氧与燃料,操作控制复杂。
后燃烧技术的应用:炉内后燃烧。
设置电炉密闭罩的难易程度:一般。
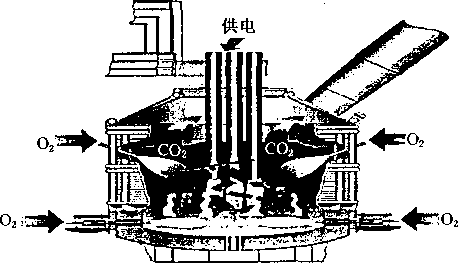
图 5-14 KOlfarC 炉
6.双壳电弧炉
双壳电弧炉如图5-15所示。
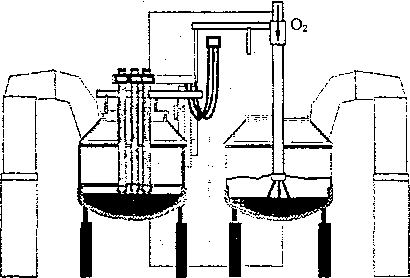
图5-15双壳电弧沪
设备特点:两个炉壳共用一套电极机构,各自有一套炉下车辆。
冶炼工艺特点:两个炉壳轮换冶炼,消除了停电时间,操作同常规。
后燃烧技术的应用:无。
设置电炉密闭罩的难易程度:不能设置密闭罩。
• 155 •
» 安全生产专业实务 金属冶炼安全
二、安全技术
(-)电炉存在的主要危险性分析
电炉生产主要事故类别包括火灾、爆炸、灼烫、中毒窒息、起重伤害、机械伤害、车 辆伤害、物体打击、高处坠落、触电和其他伤害等。
电炉炼钢生产是高温多相的物理化学反应,可变因素较多,如果钢液与炉渣中含氧量 及氧化铁浓度过高,钢液中有突然增加的大面积的反应界面和低温加矿石氧化,就可能产 生钢液大喷溅甚至崩塌炉盖的事故。在生产过程中,如果电炉附属水冷构件大量漏水与高 温液态熔体接触,会造成爆炸,形成炉喷。电极烧断、违章压放电极、埋弧操作都会造成 爆燃、炉喷。当电缆自身故障或高温物体与电缆接触时,极易引起电缆着火,且电缆着火 的蔓延速度极快,易酿成火灾。电炉冶炼烟气中的一氧化碳在进入烟道系统前没有充分燃 烧,炉气净化系统有泄漏,会造成巡检人员或操作人员中毒、窒息。在停炉检修过程中, 如果进入炉气管道或炉气净化装置之前没有对炉气管道进行充分的置换,贸然进人管道, 可能造成中毒、窒息。由于电气设备漏电,电气安全防护设施失效,电气作业人员在作业 中未办理操作票,检修中未设置安全警示标志,未按电气作业操作规程操作,随意接临时 电源等情况下,人体接触带电物体可能导致触电事故发生。
(二)电炉冶炼的安全控制措施
1.设备设施的安全措施
(1)电炉的最大出钢量,不应超过平均出钢量的110%。
(2) 30 t及其以上的电炉,均应采用高架式布置,并采用钢水罐车出钢。
(3)电炉炼钢车间必须设置两路电源供电,基础自动化与过程控制计算机系统必须 设置应急电源。
(4)电炉及钢包精炼炉等高温工作的工艺设备应具备30~60 min的事故安全供水 能力。
(5)电炉液压系统宜采用水乙二醇非燃介质。液压系统应保证其工作的可靠性,当 发生停电事故时,应仍能将电极提升一定高度,并应能倾炉出钢。
(6)电炉炼钢车间内邻近钢水、液体炉渣等热辐射区的平台梁柱、起重机梁、厂房 柱及其他建(构)筑物必须采取隔热防护措施。
(7)电炉倾动机械应设零位锁定,电极升降应有上限位锁定;电炉炉盖升降与旋转、 电极升降与旋转、炉子倾动等动作的机械之间,应设有可靠的安全联锁。
(8)根据《建筑设计防火规范》(GB 50016)的规定,单台额定容量大于或等于 40 MV ∙ A的电炉变压器应设置自动灭火系统,且宜采用水喷雾灭火系统。
(9)氧气阀门站至氧燃烧嘴和碳氧喷枪的氧气管线,应采用不锈钢制作,并应在软 管接头前焊接长1.5 m以上的铜管;火源不应接近氧气阀门站。进入氧气阀门站不应穿钉 鞋。油污或其他易燃物不应接触氧气阀及管道。
(1°)设在密闭室内的氮、氫炉底搅拌阀站,应设氧浓度监测装置,浓度偏低时应有 人工或自动联锁排气扇开启的保护措施。阀站应加强维护,发现泄漏及时处理,并应配备 排风设施;人员进入前应排风,氧浓度达标确认安全后方可入内,维修设备时应始终开启
• 156 •
第五章炼钢安全技术《
门窗与排风设施。
(II)采用煤气烧嘴时,应设置煤气低压报警及与之联锁的快速切断阀等防回火设 施,还应设置煤气吹扫与放散设施。 注安VIP(课件+题库+小群)老姚微/Q:863575556
(12)水冷炉壁与炉盖的水冷板、ConSteel炉连接小车水套、竖井水冷件等,应配置 出水温度与进出水流量差检测、报警装置。出水温度超过规定值、进出水流量差报警时, 应自动断电并升起电极停止冶炼,操作人员应查明原因,排除故障,然后恢复供电。
(13)竖炉、DanarCPIUS2000炉、ConSteel炉的废钢预热段废气出口,以及KOrfarC炉 炉盖弯管出口,应设置废气成分连续分析系统;废气中的氧与一氧化碳超过规定值,燃烧 室中的点火烧嘴便应工作,并供入适量空气,使排出废气继续完全燃烧。
(14)电炉直接排烟除尘系统的设计,应遵守《工业企业煤气安全规程》(GB 6222) 和《钢铁工业大气污染物排放标准》(GB 28664)的规定,系统中应有泄爆措施。
(15)竖炉的竖井移动与停留区域下方空间,不应设置阀站等有火灾危险的建筑物, 不应有电缆架或易燃管线穿越,否则应采取可靠的防护措施。DanarCPIUS2000炉废钢预热 的预热料篮旋转区域下方空间,不应有任何易燃物;料篮旋转时,人员应处于安全位置。
(16) ConSteel炉废钢传送带,两侧应设置宽度不小于0. 9 m的安全走道。传送带支 架下方,不应有人员通行;若有道路通过,应采取可靠的防护措施。
(17)除COnSteel炉以外,其他各种电炉宜在电炉周围设置密闭罩或导流罩。密闭罩 的内形尺寸应适应电炉前后倾动和炉盖旋开时的临界尺寸,移动加料门的开启度应满足炉 壳吊换作业的要求,抽气口应设在出钢口上方。密闭罩内壁应敷设隔热吸声材料。
(18)电炉供电设施及其各部位的绝缘电阻,应符合有关电气规程、规范的规定;炉 壳与电极、炉盖升降装置,应可靠接地。供电设施附近,不应有易造成短路的材料与 物件。
(19)炉后出钢操作室(或操作台)应设在较安全的位置,其正对出钢口的窗户应有 防喷溅设施。操作室出入口应设在远离出钢口一侧。炉下钢水罐车运行控制应与电炉出钢 倾动控制组合在一个操作台上,以便协调操作。电炉出钢倾动应与炉下钢水罐车的停靠位 置及电子秤联锁,出钢水量达到规定值,电炉回倾到适当位置后,钢水罐车方可从出钢工 位开出,以保证出钢作业安全。
(20)偏心炉底出钢口活动维修平台,只有在电炉出钢完毕回复原始位置,方可开向 工作位置。
(21)炉前喷粉设施与电炉热喷补机的发送罐,其设计、制造、验收与使用应符合压 力容器规范的规定。
(22)直流电弧炉水冷钢棒式底电极,应有温度检测,应采用喷淋冷却方式,避免采 用有压排水方式。炉底冷却水管,应悬挂设置,不应采用落地管线,以防漏钢时酿成爆炸 事故。 . 、
(23)应在电炉炉下不同厚度的耐火材料中设置温度测量元件,当某特定测量点温度 超过规定值时,应立即停止冶炼,修理炉底。
(24)上电炉炉顶维护梯口应设安全门,人员上梯时,安全门开启,电极电流断开,
电炉不会倾动,炉盖不会旋转
• 157 •
» 安全生产专业实务 金属冶炼安全
(25)采用铁水热装工艺的电炉,应能正确控制兑铁水小车的停车位和铁水罐倾动的 速度与位置,防止造成跑铁事故。
(26)采用炉前热泼渣工艺的电炉,热泼渣区域周围的建(构)筑物与地坪、上方的 管线或电缆,应有可靠的防护措施,并应采取措施防止因作业区内积水酿成爆炸事故。
(27)采用活动炉座的电炉,应由一台吊车吊运;因条件限制只能用两台吊车抬运 时,应采取措施,保证作业安全。电炉的修炉区,应设置炉壳底座(或支架)、修炉坑或 修炉平台。
(28)电极连接站,应设置可靠的防护设施,以防红热电极灼伤人员或损坏周围 设施。
2.生产操作的安全措施
(1)电炉开炉前应认真检查,确保各机械设备及联锁装置处于正常的待机状态,各 种介质处于设计要求的参数范围,各水冷元件供排水无异常现象,供电系统与电控正常, 工作平台整洁有序无杂物。
(2)电极通电应建立联系确认制度,先发信号,然后送电;引弧应采用自动控制, 防止短路送电。
(3)竖炉第一料篮下部的废钢,单块质量应不大于400kg;待加料的废钢料篮吊往电 炉之前,不应挂小钩,废钢料篮下不应有人。
(4)电炉吹氧喷碳粉作业,应加强监控。当泡沫渣升至规定高度时,应停止喷碳粉。 水冷氧枪应设置极限位,以确保氧枪与钢液面的安全距离。
(5)氧燃烧嘴开启时应先供燃料,点火后再供氧;关闭时应先停止供氧,再停止供 燃料。
(6)炉前热泼渣操作,应防止洒水过多,以避免积水产生事故。
(7)电炉通电冶炼或出钢期间,人员应处于安全位置,不应登上炉顶维护平台,不 应在短网下和炉下区域通行。
(8)电炉冶炼期间发生冷却水漏入熔池时,应断电、断气,关闭烧嘴,停止一切操 作,并立即处理漏水的水冷件,不应动炉。直至漏入炉内的水蒸发完毕,方可恢复冶炼。
(9)正常生产过程中,应经常清除炉前平台流渣口和出钢区周围构筑物上的黏结物。 黏结物厚度应不超过0.1m,以防坠落伤人。
(10)电炉炉下区域、炉下出钢线与渣线地面,应保持干燥,不应有水或潮湿物。
(H)电炉加料(包括铁水热装和吊铁水罐)、吊运炉底、吊运电极,应有专人指挥。 吊物不应从人员和设备上方越过,人员应处于安全位置。
(12)维修炉底出钢口的作业人员与电炉主控人员之间,应建立联系与确认制度。
(三)电炉恶性大沸腾事故紧急处理程序
1.预防措施
(1)严格按工艺规程要求控制炉料中配碳量。
(2)严格执行废钢分类管理制度,减少来源不明的高碳废钢混入。
(3)严格按工艺规程进行冶炼操作,使脱碳与升温同步。
(4)避免高温(>156OCIC)时进行脱碳量大于0. 15%的操作。一般情况下,钢水温
• 158 •
第五章炼钢安全技术《
度大于1560 ℃、碳含量在0. 20% -0. 80%时极易发生大沸腾事故。
(5)氧气压力低于0.8 MPa时,严禁电炉冶炼。
(6)不得在停止供电、停止喷碳的情况下进行强化吹氧脱碳操作。
(7)控制好碳氧枪的插入角度及深度,避免供氧不均或局部过氧化。
2.恶性大沸腾事故发生以后的处理方法
(1)发现大沸腾的预兆时立即停氧、碳和电,将电极升至最高位、除尘烟道调节阀 全部打开,此时不得动炉子。
(2)发现火苗发白并且钢渣大量外溢或者喷出时,立即停止一切冶炼操作,将碳氧 枪旋至(或者退回)停泊位,电极提升至最高位,滑动烟道提升至最高位,除尘风门全 部打开,不得动炉子。
(3)所有人员迅速撤离电炉工作现场,电炉主控室将防护卷帘门放下。
(4)立即通知机修、电修及仪表等设备人员到电炉,以免延误处理时间。
(5)如果事故没有造成大的设备损坏,可以继续进行冶炼操作,应立即确认各种联 锁信号是否正常,然后应尽快将炉内钢水出掉,加完废钢之后再由维护人员进行常规检查 处理,同时通知有关责任人。
(6)如果事故造成的破坏比较大,电炉无法继续冶炼操作,应立即将准备好的切头 吊起来,准备加入炉内降温,并且通知有关负责人员,确认下一步的处理措施。
第五节炉外精炼安全技术
-、工艺概述
炉外精炼是一种将由炼钢炉初炼的钢水倒人钢包或专用容器内进一步精炼的方法,即 将一步炼钢法变为二步炼钢法。炉外精炼过程中对钢液进行搅拌,使钢液成分和温度均匀 化,促进冶金反应,进一步提升钢种的质量。炉外精炼手段分为渣洗、真空、搅拌、喷吹 和调温O
(一)炉外精炼的种类
炉外精炼的种类:AoD氨氧脱碳法、CAB钢包密封吹氨搅拌法、CAS钢包密封吹氫、 调整成分精炼法、DH真空提升脱气法、RH真空循环脱气法、VoD真空吹氧脱碳法、VD 真空脱气法、LF埋弧加热吹氫法、VAD真空、搅拌、电弧加热精炼法、TN喷粉法、WF 喂丝法等。
(二)炉外精炼技术的功能
(1)降低钢中的硫、氧、氢、氮和非金属夹杂物含量,改变夹杂物形态,以提高钢 的纯净度,改善钢的机械性能。
(2)深脱碳,在特定条件下把碳降到极低含量,满足低碳和超低碳钢的要求。
(3)微调合金成分,将成分控制在很窄的范围内,并使其分布均匀,降低合金消耗, 提高合金元素收得率。
(4)将钢水温度调整到浇铸所需要的范围内,减少包内钢水的温度梯度。
• 159 •
»安全生产专业实务金属冶炼安全
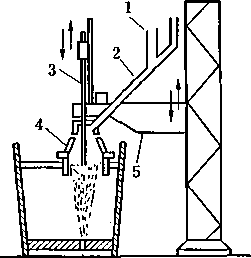
I—除尘罩;2-合金溜槽;3-氧气喷枪; 4一浸渍罩;5-浸渍罩升降系统; 6-透气塞
・图5-16 CAS-OB精炼工艺 装置示意图
意图如图5-17所示。
(三)主要的炉外精炼工艺
1. CAS-OB精炼工艺
在钢水罐内底吹気搅拌(不对应)钢水均匀成分 温度,并通过充满氫气的浸渍罩往钢水加合金调整成 分,提高合金收得率。
为了补偿精炼过程中温降的问题,增设顶吹氧枪 和加铝粒或硅铁,通过溶入钢水内的铝氧发热,实现 钢水升温,这种工艺称为CAS-OB精炼工艺。CAS-OB精炼工艺装置示意图如图5-16所示。
2. LF炉精炼工艺
在常压下对钢水罐内钢水底吹氣搅拌的同时,用 电弧加热钢水。用于均匀并调整钢水成分和温度,降 低钢水的硫、氧与夹杂物含量。LF炉取代了电炉还原 期,具有加热、搅拌、脱氧、脱硫、合金化功能,投 资少、设备简单、操作灵活,是最常用的精炼工艺。 这种工艺称为LF炉精炼工艺。LF炉精炼工艺装置示
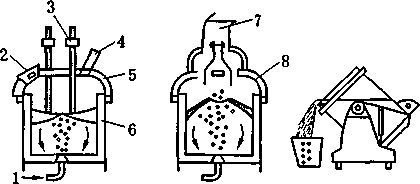
(a)加热
(b)脱气
⑹除渣
1-吹續.;2-取样、测量;3-电弧加热;4一加料口; 5—加热时用炉盖;
6-钢包;7-抽气管道;8—真空炉盖
图5-17 LF炉精炼工艺装置示意图
3. VD精炼工艺
将满罐钢水置于密闭真空罐内,在真空下往钢水罐内底吹氨搅拌钢水进行真空脱气, 可降低钢内的[H]、[0]、[N]与夹杂物含量,均匀钢水温度与成分,可精确微调钢水 成分,提高合金收得率。这种工艺称为VD精炼工艺。VD精炼工艺装置示意图如图5 -18所示。
4. VoD精炼工艺
VOD精炼工艺是在VD精炼工艺装置基础上增加顶吹氧枪,在真空下往钢水罐内钢水 吹氧,对含辂钢水进行"脱碳保辂"精炼,可生产0.03%以下的超低碳不锈钢,不吹氧 • 160 •
第五章炼钢安全技术《
时具有VD功能。VOD精炼工艺装置示意图如图5-19所示。
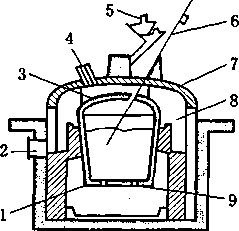
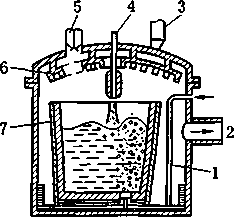
1-滑板;2-抽风口; 3—防溅盖;4—摄像头;
5一真空料斗;6一测温取样枪;7一真空盖;
8—真空室;9-氢气砖
图5-18 VD精炼工艺装置示意图
I-吹氮装置;2一脱气真空室;3一铁合金 加料装置;4-吹氧装置;5-取样和 测量装置;6-保护盖;7一钢包 图5-19 VoD精炼工艺装置示意图
5. RH精炼工艺
真空室底部两根环流管插入钢水罐的钢液内,通过上升管内充気气产生的"气泡泵” 作用,使钢水不断从上升管流入真空室,再从下降管回入钢水罐,形成循环流动,并在真 空室内实现对钢水的真空脱气处理,称循环法钢水真空处理,其功能与VD法相同。这种 工艺称为RH精炼工艺。RH精炼工艺装置示意图如图5 -20所示。
6. RH-KTB精炼工艺
RH-KTB精炼工艺是在RH精炼工艺装置上增加顶氧枪,进行真空吹氧脱碳可至 0. 03%以下,主要用来生产超低碳钢。RH - KTB精炼工艺装置示意图如图5 -21所示。
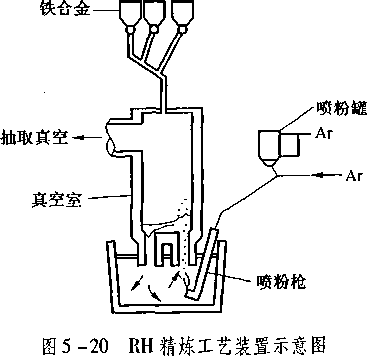
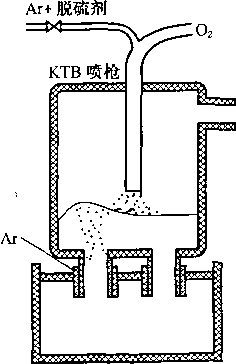
图5-21 RH-KTB精炼工艺
装置示意图
• 161 •
»安全生产专业实务金属冶炼安全
二、安全技术
(-)精炼存在的主要危险性分析
精炼工序主要事故类别包括灼烫、中毒窒息、物体打击、起重伤害、火灾、爆炸、高 处坠落、触电等。
精炼水冷系统漏水,没有终止冶炼;精炼过程中,钢包耳轴、渣线、包壁等处发生钢 水渗漏均有可能发生爆炸。氣气、氮气管道破裂,阀门损坏等大量窒息性气体泄漏,使操 作或检修人员造成中毒窒息。
精炼系统用电设备较多、容量较大、电压较高、环境比较恶劣(高温、潮湿、烟气、 振动等),一旦电气设备、线路短路、过负荷、接地等可能发生电气火灾。使用煤气、天 然气的场所,若设备损坏泄漏或使用不当,遇激发能源,都有发生火灾的危险。
(二)精炼的安全控制措施
1.设备设施的安全措施
≡費Q群,628721411
⅛∕QQ: 863575556
(1)炉外精炼设施必须设置两路电源供电,基础自动化与过程控制计算机系统必须 设置应急电源,关键设备应设置断电事故驱动。
(2)钢液面以上钢包的自由空间,应能满足不同炉外精炼设施的最大钢水处理量的 要求。
(3)钢水炉外精炼装置,应有防事故漏钢措施。VD、VOD等钢包真空精炼装置,其 蒸汽喷射真空泵系统应有抵制钢液溢出钢包的真空度调节措施,并应设彩色工业电视,监 视真空罐内钢液面的升降。
(4) VOD、CAS-OB、RH-KTB等水冷氧枪升降机械,应有事故驱动等安全措施; 氧气阀站至氧枪的氧气管道,应采用不锈钢管,且应在软管接头前设置长度超过L5m的 铜管。
(5)受钢液高温影响的水冷元件,应设可靠的断电供水设施,确保在断电期间保护 设备免遭损坏;可能因冷却水泄漏酿成爆炸事故的水冷元件,如VOD、CAS-OB, IR-UT、RH-KTB精炼工艺装置中的水冷氧枪,应配备进出水流量差报警装置;报警信号发 出后,氧枪应自动提升并停止供氧,停止精炼作业。
(6) VD、VoD中的真空罐以及各种精炼装置的钢水罐运输车轨道基础,必须采取漏 钢事故的处理措施。钢水罐车升降式RH、RH-KTB装置必须采取防止漏钢钢水浸入地 下液压机械的措施。
(7) VOD与RH-KTB等真空吹氧脱碳精炼装置、蒸汽喷射真空泵的水封池应采取 密闭措施,真空泵与水封池的废气放散管应引至厂房屋顶以上2 m。厂房所在区域应设置 安全警示牌。
(8) LF与RH电加热的供电设施,应遵循有关电气规程、规范,设备与线路的绝缘 电阻应达到规定值,电极与炉盖提升机械应有可靠接地装置;若RH与RH-KTB采用石 墨电阻棒加热真空罐,真空罐应有可靠接地装置。
(9) RH装置的钢水罐或真空罐升降液压系统,应设手动换向阀装置。
(10)真空精炼装置,用氮气破坏真空时,应设大气压平衡阀及恢复大气压信号。信
• 162 •
第五章炼钢安全技术《
号应与真空罐盖开启、RH吸嘴抽出钢液的动作联锁,当真空罐内外存在压差时,不应开 启真空罐盖或抽出RH吸嘴;VoD与RH-KTB破坏真空系统,应有氮气稀释措施。
(H)蒸汽喷射真空泵的喷射器,应包裹隔声层,废气排出口与蒸汽放散口应设消 声器。
(12)炉外精炼装置中的粉料发送罐、贮气罐、蒸汽分配器、汽水分离器、蓄势器等 有压容器,其设计、制造、验收和使用,应符合《固定式压力容器安全技术监察规程》 (TSG 21)的规定。
2.生产操作的安全措施.
(1)精炼炉工作之前,应认真检查,确保设备处于良好待机状态、各介质参数符合 要求。
(2)应控制炼钢炉出钢量,防止炉外精炼时发生溢钢事故。
(3)应做好精炼钢包上口的维护,防止包口黏结物过多。
(4)氫气底吹搅拌装置应根据工艺要求调节搅拌强度,防止溢钢。
(5)炉外精炼区域、钢水罐运行区域,以及地坪不得有水或潮湿物品。
(6)精炼过程中发生漏水事故,应立即终止精炼,若冷却水漏入钢包,应立即切断 漏水件的水源,钢包应静止不动,人员撤离危险区域,待钢液面上的水蒸发完毕方可 动包。
(7)精炼期间,人员不得在钢包周围行走和停留。
(8) RH或RH-KTB新的或修补后的插入管,应经烘烤干燥方可使用;VD、VOD、 RH或RH-KTB真空罐新砌耐火材料以及喷粉用喷枪,应予干燥。在VD、VOD真空罐 内清渣或修理衬砖,应采取临时通风措施,以防缺氧。
(9) LF通电精炼时,人员不应在短网下通行,工作平台上的操作人员不应触摸钢包 盖及以上设备,也不应触碰导电体。人工测温取样时应断电。RH、RH-KTB采用石墨棒 电阻加热真空罐期间,人员不应进入真空罐平台。
(10) RH、RH-KTB的插入管与CAS-OB、IR-UT的浸渍罩下方,不应有人员通 行与停留;精炼期间,人员应处于安全位置。
(Il) AOD的配气站,应加强检查,发现泄漏及时处理。人员进入配气站应预先开启 门窗与通风设施,确认安全后方可入内,维修时应始终开启门窗与通风设施。
(12)吊运满包钢水或红热电极,应有专人指挥;吊放钢包应检查确认挂钩、脱钩可 靠,方可通知司机起吊。
(13)潮湿材料不应加入精炼钢包;人工往精炼钢包投加合金与粉料时,应防止液渣 飞溅或火焰外喷伤人。精炼炉周围不应堆放易燃物品。
(14)喷粉管道发生堵塞时,应立即关闭下料阀,并在保持引喷气流的情况下,逐段 敲击管道,以消除堵塞;若需拆检,应先将系统泄压。 一
(15)喂丝线卷放置区,宜设置安全护栏;从线卷至喂丝机,凡线转向运动处,应设 置必要的安全导向结构,确保喂丝工作时人员安全;向钢水喂丝时,人员应站在安全 位置。
(三)精炼炉发生钢包漏钢事故应急要求
• 163 ・
»安全生产专业实务金属冶炼安全
(1)迅速提升电极和炉盖,并立即切断高压电源。
(2)立即将钢包车开出加热位,运行到钢包出站位。
(3)通知电工、钳工、焊工到现场。
(4)若有着火,用黄沙、灭火器灭火,视情况动用水冷却。
(5)及时组织起重机开至精炼炉区域。
(6)注重观察和保护液压站、滤波室、高压室。
第六节浇注安全技术
一、工艺概述
从炼钢炉或精炼炉中出来的纯净钢水,其温度合适、化学成分调整合适以后,即可出 钢。钢水经过钢水包注入钢锭模或连续铸钢机内,即得到钢锭或连铸坯。浇注分为模铸和 连铸两种方式。
(一)模铸
模铸分为上铸法和下铸法两种。上铸法是将钢水从钢水包通过铸模的上口直接注入模 内形成钢锭。下铸法是将钢水包中的钢水浇入中注管、流钢砖,钢水从钢锭模的下口进入 模内。钢水在模内凝固即得到钢锭。钢锭经过脱保温帽送入轧钢厂的均热炉内加热,然后 将钢锭模等运回炼钢厂进行整模工作。
(二)连铸
连铸是将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入 中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之 一,它使铸件成型并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件 拉出,经冷却、电磁搅拌后,切割成一定尺寸的连铸坯,最后送往轧钢轧制。连铸主要设 备包括回转台、中间包、结晶器、拉矫机等。
1.连铸机的机型
D按外形分类
按外形分类,连铸机有立式连铸机、立弯式连铸机、弧形连铸机、直弧形连铸机和水 平式连铸机等,如图5 -22所示。
2)按铸坯断面分类
(1)方坯连铸机。连铸坯为方坯,其横截面四边长度相等,四内角均为90。。
(2)矩形坯连铸机。连铸坯为矩形坯,其横截面两相对边长度相等,四内角均为 90。,长边长度不大于短边长度的2. 5倍。
(3)板坯连铸机。连铸坯为板坯,其横截面两相对边长度相等,四内角均为90。,长 边长度大于短边长度的2. 5倍。
(4)圆坯连铸机。连铸坯为圆坯,其横截面为圆形。一种主要生产无缝钢管用管坯 的连铸坯。
(5)异形坯连铸机。异形坯主要指工字形坯,用于轧制宽缘工字梁和轧制轨梁的
• 164∙
立式
立弯式 D
直结晶器
第五章炼钢安全技术《
Q 3 ≡:
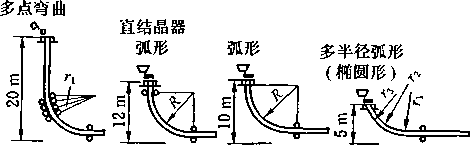
水平式

Iol
图5-22连铸机的机型筒图
坯料。
各种机型浇注的铸坯断面见表5-lo
表5-1各种机型浇注的铸坯断面
|
铸坯断面形状 |
最大断面 |
最小断面 |
经常浇注断面 | |
|
板坯 |
300 mm × 2640 mm 310 mm x 2500 mm |
130 mm ×250 mm |
180 mm × 700 mm 300 mm × 2000 mm | |
|
方坯 |
大方坯 |
600 mm × 600 mm |
200 mm x 200 mm |
250 mm ×250 mm ~450 mm ×450 mm 240 mm ×280 mm ~400 mm ×560 mm |
|
小方坯 |
160 mm X 600 mm |
55 mm X 55 mm |
90 mm × 90 mm 150 mm × 150 mm | |
|
圆坯 |
φ450 mm |
ψlOO mm |
¢200 〜300 mm | |
|
异形坯 |
工字形坯 460 mm ×460 mm × 120 mm 中空坯 <∏50∕6100 mm |
椭圆形坯120 mm × 140 mm | ||
2.连铸机的主要设备
连铸机的主要设备包括钢包及其回转台、中间包及中间包车、结晶器及其振动装置、 二次冷却装置(扇形段)、拉坯矫正装置、引锭装置、铸坯切割装置、铸坯输出装置(打 号或喷印装置、铸坯输送辑道)等。图5-23所示为板坯连铸机示意图。
二、安全技术
(一)浇注主要存在的危险性分析
浇注工序主要事故类别包括灼烫、中毒和窒息、火灾、爆炸、物体打击、起重伤害、 高处坠落、触电等。
若钢包回转台发生故障、中间罐车制动器失灵,不能很好对位或在浇注过程中突然移 位,则钢水会流到外边;钢水包、中间罐衬砖太薄或掉砖、罐壁钢板烧穿会发生跑漏钢; 钢水包滑动水口、中间罐塞棒关闭失灵,会造成中间罐或结晶器溢流;浇注结束后,钢水
• 165 •
»安全生产专业实务金属冶炼安全
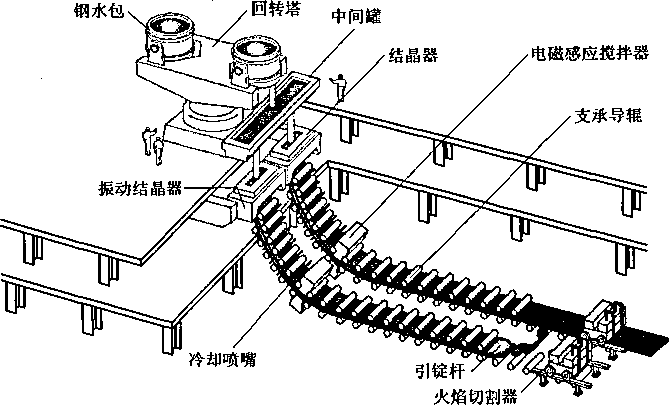
图5-23板坯连铸机示意图
罐内残钢、残渣倒入渣罐时遇水;在浇注过程中遇有突发停电,事故水源未能及时供水或 水压太低,造成流量不足;结晶器烧穿而跑漏钢等,均有可能发生爆炸。
中间罐、塞棒、水口烘烤温度低,时间短,内部水分未能全部烘干;结晶器内存有水 分或结露,当注入钢水时,就会发生爆炸。引锭头、保护渣及其他所用材料潮湿,骤然接 触钢水,也有可能发生爆炸。中间罐、水口烘烤装置使用煤气(天然气),铸坯切头、切 尾和定尺切割设施使用丙烷气,如遇烧嘴熄火,未经吹扫、置换,违章重新点火或在检修 相关设备时,未切断气源并吹扫置换合格而动用明火,也会造成天然气或丙烷气爆炸事 故。钢水跑漏发生爆炸,高温液体金属四处飞溅,遇有易燃物极易引发火灾。液压站、润 滑站跑漏油,遇有明火,也可能造成火灾事故。
电气设备、配电系统未按规定装设漏电保护、过电压保护等装置,或虽有上述装置, 但已损坏失效,线路绝缘层破损、短路,以及电气线路长期过负荷、开关接触不良发热 等,均可发生电气火灾。
(二)模铸的安全控制措施
ɪ.设备设施的安全措施
(1)新建、改建或扩建炼钢工程,必须采用部分模铸时,应采用小车铸系统,不应 采用地面浇注或坑铸系统(不包括铸钢车间)。
(2)铸锭平台的长度,除满足工艺要求外,还应留有一定的余量;其高度应低于有 帽钢锭模的帽口和无帽钢锭模的模口,宽度应不小于3 m。
(3)铸锭车外边缘与钢水罐车外边缘的距离,应不小于1m。
(4)靠车间外侧纵向布置的铸锭平台,应在平台外设安全平台,其宽度应不大于 0∙ 9 m;两种平台之间有隔墙时,平台之间通道门的间距应不小于36 m。
• 166 •
第五章炼钢安全技术《
2.生产操作的安全措施
1)浇注时应遵守的规定
(I)浇注前应详细检查滑动水口及液压油路系统;往罐上安装液压缸时,不应对着 传动架调整活塞杆长度;遇有滑板压不动时,确认安全之后方可在铸台松动滑动水口顶 丝;液压缸、油带漏油,不应继续使用;机械封顶用的压盖和凹型窝内,不应有水。
(2)开浇和烧氧时应预防钢水喷溅,水口烧开后,应迅速关闭氧气。
(3)浇注钢锭时,钢水罐不应在中心注管或钢锭模上方下落。
(4)使用凉铸模浇注或进行软钢浇注时,应时刻提防钢水喷溅伤人。
(5)出现钢锭模或中注管漏钢时,不应浇水或用湿砖堵钢。
(6)正在浇注时,.不应往钢水包内投料调温。
(7)指挥摆罐的手势应明确;大罐最低部位应高于漏斗砖0.15 m;浇注中移罐时, 操作者应走在钢水罐后面。
(8)不应在有红锭的钢锭模沿上站立、行走和进行其他操作。
(9)取样工具应干燥,人员站位应适当,样模钢水未凝固不应取样。
2)整模时应遵守的规定
(1)应经常检查钢锭模、底盘、中心注管和保温帽,发现破损和裂纹,应按报废标 准报废,或修复达标后使用。
(2)安放模子及其他物体时,应等起重机停稳、物体下落到离工作面不大于0∙ 3 m, 方可上前校正物体位置和放下物体。
(3)钢锭模应冷却至200 K左右,方可处理。
(4)列模、列帽应放置整齐,并检查确认无脱缝现象。
(三)连铸的安全控制措施
1.设备设施的安全措施
(1)确定连铸机的弯曲半径、拉速、冷却水等参数时,应确保铸坯凝固长度小于冶 金长度。
(2)连铸机宜由两路电源供电。
(3)连铸车间内邻近钢水、钢坯、液体炉渣等高温热辐射区的平台梁柱、起重机梁、 厂房柱及其他建(构)筑物必须采取隔热防护措施。
(4)钢包回转台承载并运送装满钢液的钢包,机械结构设计时,除常规的机械设计 安全系数外,其冲击安全系数应区分不同部件和工况,按照L3~1.6选取。设计钢筋混 凝土基础时冲击安全系数按照L6 ~2. O选取,宜大不宜小。大包回转台的支承臂、立柱、 地脚螺栓设计,应进行强度计算,计算中应考虑满包负荷冲击系数(l∙5-2)o大包回转 台旋转时,包括钢包的运动设备与固定构筑物的净距,应大于0∙5m。大包回转台应配置 安全制动与停电事故驱动装置。
(5)在连铸浇注平台上的钢包回转台和中间罐区域应设置钢包、中间罐钢流失控应 急系统,阻止钢液失控流出,或把失控流失的钢液收集并输送至安全位置。该应急系统的 主要设备包括事故钢包、事故流槽、中间溢流罐、钢液罐漏钢事故溜槽以及中间罐渣盘等 并做好日常维护工作。为了避免钢水罐滑板油缸管路连接错误,连接管必须明确标明尺寸
• 167 •
»安全生产专业实务金属冶炼安全
大小。应保持以上应急设施干燥,不得存放其他物品,以保证流通或容量。
(6)对大包回转台传动机械、中间罐车传动机械、大包浇注平台,以及易受漏钢损 伤的设备和建(构)筑物,应采取防护措施。
(7)结晶器、二次喷淋冷却装置应配备事故供水系统;一旦正常供水中断,即发出 警报,立即停止浇注,事故供水系统启动,事故供水系统运行期间应降低拉速,并在规定 的时间内保证铸机的安全;应定期检查事故供水系统的可靠性。
(8)高压液压泵发生故障或发生停电事故时,液压系统蓄势器应能维持拉矫机压下 辐继续夹持钢坯30 ~40 min,并停止浇注,以保证人身和设备安全。
(9)采用放射源控制结晶器液面时,放射源的装卸、运输和存放,应使用专用工具, 应建立严格的管理和检测制度;放射源只能在调试或浇注时打开,其他时间均应关闭;放 射源启闭应有检查确认制度与标志,打开时人员应避开其辐射方向,其存放箱与存放地点 应设置警告标志。
(10)连铸主平台以下各层,不应设置油罐、气瓶等易燃易爆品仓库或存放点;钢包 回转台、中间罐所处的专用操作平台和连铸区域内的熔融金属吊运通道等漏钢事故涉及的 区域,在生产过程中不得有积水,以防止漏钢溢钢引起爆炸。
2.生产操作的安全措施
(1)浇注之前,应检查确认设备处于良好待机状态,各介质参数符合要求;应仔细 检查结晶器,其内表面应干净并干燥,引锭杆头送入结晶器时,正面不应有人,应仔细填 塞引锭头与结晶器壁的缝隙,按规定放置冷却废钢等物料。浇注准备工作完毕,拉矫机正 面不应有人,以防引锭杆滑下伤人。
(2)新结晶器和检修后的结晶器,应进行水压试验,合格的结晶器在安装前应暂时 封堵进出水口。使用中的结晶器及其上口有渗水现象,不应浇注。
(3)钢包或中间罐滑动水口开启时,滑动水口正面不应有人,以防滑板窜钢伤人。
(4)浇注中发生漏、溢钢事故,应关闭该铸流。
(5)输出尾坯时(注水封顶操作),人员不应面对结晶器。
(6)浇注时应遵守下列规定:
①二次冷却区不应有人。
②出现结晶器冷却水减少报警时,应立即停止浇注。
③浇注完毕,待结晶器内钢液面凝固,方可拉下铸坯。
④大包回转台(旋转台)回转过程中,旋转区域内不应有人。
(7)引锭杆脱坯时,应有专人监护,确认坯已脱离方可离开。
(8)采用煤气、乙焕和氧气切割铸坯时,应安装煤气、乙块和氧气的快速切断阀, 在氧气、乙烘和煤气阀站区域,不应有明火,并应配备灭火器材。
(9)切割机应由专人操作。未经同意,非工作人员不应进入切割机控制室。切割机 开动时,切割机上不应有人。
(1°)大包开浇、引流和中间包引流、连铸坯人工切割时,应佩戴好专用防护眼镜或 面罩。
(II)钢包或中间包采用煤气烘烤时,应定时检查煤气系统有无泄漏,检查时携带便
• 168 •
第五章炼钢安全技术《
携式一氧化碳检测报警器,以防煤气中毒。
(12)钢锭(坯)处理:
①钢锭(坯)堆放高度,应符合下列规定。
大于3 t的钢锭 0.5~3t的钢锭 小于0.5 t的钢锭 人工吊挂钢锭
不大于3. 5 m 不大于2. 5 m 不大于1. 9 m 不大于1- 9 m
长度6m及以上的连铸坯 不大于4m
长度6~3m的连铸坯 不大于3 m
长度3 m以下的连铸坯 不大于2. 5 m
圆坯堆垛应设置钢架堆放。
②修磨钢锭(坯)时,应佩戴好防护用具,严格按操作规程进行。
③钢锭(坯)库内人行道宽度应不小于1 m;锭(坯)垛间距应不小于0.6m;进入 锭(坯)垛间应有警示标识,警示标识应高出钢锭(坯)垛。
(四)连铸区域事故应急要求
1-发生钢包漏钢事故紧急处理程序
关闭大包滑动水口,立即转包。根据打眼方向(滑板穿),用电控箱或液压控制箱驱 动回转台旋转。转包同时,通知主电室拉闸断电。通知平台操作人员从安全方向撤离。通 知主控室停液压泵。关闭烘烤器总阀门。转包后听从调度指令是否吊走,如不吊走将滑板 打开让钢水流入事故包内;如需挂走,而液压缸无法摘下时,直接指挥起重机将钢包、液 压缸及液压管随钢包挂走。中间包关闭塞棒,必要时使用闸板。利用蓄能器压力将铸坯拉 出二冷(至少拉出结晶器)。转包后,撤离人员迅速集中,听从指挥进行救火,处理废 钢,检查设备。
2.发生结晶器爆炸事故紧急处理程序
浇注过程中一旦出现结晶器冷却水故障、塞棒失控或结晶器上口漏水现象,浇注工应 该立刻停止该流浇注。发生溢钢事故,浇注班长首先要检查结晶器密封圈是否漏水,如漏 水则立即停止该流浇注,不得冒险处理溢钢;如没有漏水则用割枪清理残钢,同时注意不 得切伤结晶器密封部位以防漏水爆炸。发生结晶器爆炸事故,大包浇注工立即停止浇注收 回保护套管;中包浇注工停止各流浇注,浇注班长按紧急事故行走按钮,开走中间罐车; 其他人员由连铸平台两侧走梯迅速撤离到安全地带。连铸主控室立即上报调度室,调度室 确认情况后立即启动紧急程序报告相关部门并负责现场人员疏散。
突发的重大结晶器爆炸事故,中包浇注岗位及大包浇注岗位的职工应立即自行撤离, 由连铸平台两侧走梯迅速撤离到安全地带,避免造成人员伤亡的事故发生;等待事故状态 减弱或中间罐车紧急行走至事故斗位置和该事故流铸坯在拉矫机的牵引下拉出结晶器后再 迅速返回处理事故。
• 169 •
»安全生产专业实务金属冶炼安全
第七节转炉煤气回收安全技术
一、工艺概述
转炉在吹炼时会产生大量的高温和高浓度的一氧化碳烟气,烟气中可燃性气体成分高 达85%,可以作为工业燃料。转炉煤气回收是冶金企业实现循环经济、节能减排的有效 途径,回收利用的方法有燃烧法和未燃法。但是转炉煤气在回收过程中,由于操作技术运 用不当或存在设计缺陷会引起一系列的安全问题。因此,充分掌握转炉煤气的回收与使用 工艺过程,熟悉回收系统设备的功能,避免各类事故的发生和正确处理发生的事故,具有 十分重要的意义。
转炉煤气回收的成熟技术有OG湿法除尘回收工艺和LT干法除尘回收工艺。目前, 我国钢铁企业运行中的煤气回收系统多是在上述两种工艺原理基础上,根据自身情况改造 设计而成的,其运行效率在不断提高。
(一)OG湿法除尘回收工艺
采用OG法回收的转炉煤气热值高、回收量大、除尘效率高,其设备寿命长、安全性 好、自动化程度高。OG湿法除尘回收工艺中,转炉烟气净化系统采用湿式未燃法比肖夫 系统,其流程如下:转炉烟气借风机吸力进人汽化冷却烟道,回收部分烟气余热。从汽化 冷却烟道出来的烟气在上部进入比肖夫除尘冷却装置。比肖夫除尘冷却装置上部是一个洗 涤塔,气液同向而行,进行降温和粗除尘。然后,气体进入下部的可调文氏管进行精除 尘,经除尘后的气体由下部返入筒体进行脱水,然后从中部引出比肖夫除尘冷却装置。经 降温除尘的净煤气经风机加压后通过三通切换阀,当烟气中的CO及O2含量符合回收要 求时,再被送入干式煤气柜缓冲。从煤气柜出来的煤气经过电除尘器,使煤气的含尘量由 100 mg∕m3降至10 mg∕m3,被进一步净化的煤气经煤气加压机加压到10 kPa后送至用户使 用。在烟气不合格时,通过三通切换阀将烟气送至放散管点火放散。
OG湿法除尘回收工艺流程如图5-24所示。
(二)LT干法除尘回收工艺
LT法是德国鲁奇公司与蒂森公司合作开发的转炉烟气净化、回收、利用的干式工艺, 其基本原理是:当转炉吹炼时,O?和C之间发生反应产生含有高浓度CO和烟尘的转炉 煤气(烟气)。为了回收利用高热值的转炉煤气和减少污染,需对烟气进行净化,首先将 转炉烟气经过废气冷却系统,然后进入蒸发冷却器,喷水蒸发使烟气得到冷却。由于烟气 在蒸发器中得到减速,使烟气中粗颗粒的粉尘沉降下来,通过链式输送机及闸板阀将粉尘 排出。同时,烟气通过荒煤气管道导入设有4个电场的静电除尘器,在电场作用下使粉尘 和雾状颗粒物吸附在收尘极板上,使烟气得到净化。电除尘器下部的集灰用扇形刮灰器刮 到位于其下部的链式输送机中,并送入中间料仓,然后通过气力输送系统再将干灰送到压 块系统的集尘料仓中。切换站由联锁控制,当符合煤气回收条件时,回收侧钟形阀自动开 启,高温净煤气进入煤气冷却器喷淋降温至约73 K ,然后送入煤气柜。经柜后的煤气加 压机将高洁度转炉煤气(含尘Iomg/m3以下)提供给用户使用。吹炼前期和后期不符合
• 170 •
第五章炼钢安全技术«
图5-24 OG湿法除尘回收工艺流程
回收要求的煤气,则自动开启放散侧钟形阀,通过放散塔点燃放散,以达到工业炉窑大气 污染物的排放标准。
LT干法除尘回收工艺流程如图5 -25所示。
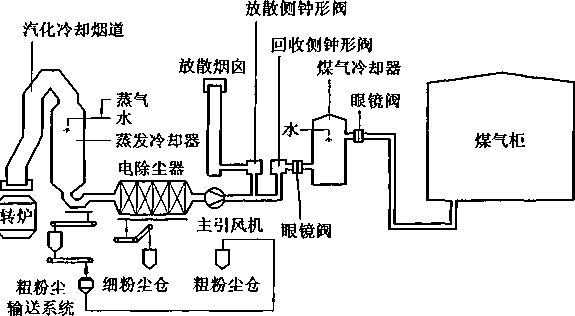
图5-25 LT干法除尘回收工艺流程
二、安全技术
(一)转炉煤气回收存在的主要危险性分析
转炉煤气是转炉烟气经过除尘、净化处理后得到的。由于转炉煤气的密度和空气相 似,导致泄漏后长时间和空气混合在一起,不易扩散,且其爆炸极限范围比较大 (18.2% ~83.2%)。特别是,在转炉煤气回收过程中,存在溢渣、烟道及氧枪漏水,氧
• 171 •
»安全生产专业实务金属冶炼安全
气、空气被吸入烟道和人孔,三通阀、水封逆止阀泄漏煤气,以及操作失误、监测仪器故 障等问题,极易发生中毒、爆炸和着火事故。
1.转炉煤气中毒
煤气中的CO浓度高低,直接与其毒性大小成正比,转炉煤气中Co含量在50%以 上,最高可达80%,这比焦炉煤气(C。含量6% ~9%)、高炉煤气(C。含量20%左右) 的毒性要大得多。在储存、输送、使用过程中必须严防泄漏,特别是煤气加压风机到各用 户的管网为正压系统,都有煤气泄漏的危险,一旦泄漏可能导致中毒事故。
2.转炉煤气爆炸
由于转炉煤气具有易爆性,当泄漏的煤气与空气混合达到煤气的爆炸极限时就可能发 生爆炸事故,所以应采取措施,避免产生爆炸性混合气体,消灭系统火种。.
3.汽化冷却系统的超压爆炸
转炉汽化冷却用余热锅炉是冷却烟气、回收余热的重要设备。汽化冷却系统水位和压 力的波动要比锅炉大得多,一旦误操作就有可能造成超压爆炸、满水、断水和转炉烟罩烧 损等严重事故,必须严加防范。
(二)转炉煤气回收的安全控制措施
在转炉煤气回收操作中,要实行前后期提罩放空和中间降罩回收。在前后期提罩,二 文大开度吸入大量空气在炉口完全燃烧,产生的废气在清扫管道放空,这样一氧化碳和空 气交替进入净化系统就能避免产生爆炸性混合气体。预防吹氧过程中的氧枪、烟道大量漏 水,减少高温烟气中的含氢量(水煤气的爆炸上限为72% ),预防氧枪冷却水及汽化冷却 系统突然泄压,一旦突然泄压应立即提枪停止吹氧;加强吹氧过程监控,防止氧枪漏氧; 消灭系统火种,保持烟气管道可靠接地;CO、O?分析值实行自动监控与人工监控,防止 高氧煤气进入气柜,当煤气中的氧含量大于2%时立即停止煤气回收,三通阀立即打到放 散位实施点火燃烧放散。
1.设备设施的安全措施
(1)采用未燃法或半燃法烟气净化系统设计的转炉,应符合《工业企业煤气安全规 程》(GB 6222)的规定;转炉煤气回收系统的设备、风机房、煤气柜及可能泄漏煤气的其 他设备,应位于车间全年最小频率风向的上风侧。转炉煤气回收时,风机房属乙类生产厂 房,其设计应采取防火、防爆措施,配备消防设施、火警信号、通信设施及通风设施;风 机房正常通风换气每小时应不少于7次,事故通风换气每小时应不少于20次。
(2)转炉煤气回收,应设一氧化碳和氧含量连续测定和自动控制系统;回收煤气的 氧含量不应超过2%;煤气的回收与放散,应采用自动切换阀,若煤气不能回收而向大气 排放,烟囱上部应设点火装置。
(3)转炉煤气回收系统,应合理设置泄爆、放散、吹扫等设施。
(4)为保证煤气回收的可靠性和安全性,达到良好的回收目的,工艺设计及实际运 行中应考虑必要的联锁控制,如氧枪和烟罩的联锁、回收放散切换的自控与联锁、罩口微 差压调节系统与冶炼操作的联锁、鼓风机调速与冶炼操作的联锁、煤气柜高低位的联锁、 水封逆止阀与三通阀的联锁等。
(5)做好系统的密封、旁通、防爆和水封的设计。
• 172 •
第五章炼钢安全技术《
①氧枪口及下料口用N?密封,防止生产过程中外界空气被吸入烟道内。应在三通阀 处设一旁通阀,回收操作中三通阀在事故状态下或煤气柜阻力异常增高时,可自动开启旁 通阀使其由回收态改为放散态,旁通阀的开启与进煤气柜的煤气压力值联锁控制,实际运 行中旁通阀起到了应急作用。回收煤气操作时若发生爆炸应做到迅速泄压,以保护回收系 统设备,减少爆炸导致的损失。
②煤气汽化冷却系统。煤气汽化冷却系统要严格控制水位和压力,压力控制设置工 作压力、报警压力和安全压力,保证水位计、压力表、安全阀三大安全部件灵敏可靠,采 用中水位操作,防止高水位和缺水断水操作。
③一文防爆。烟气的熄火降温主要由一文进行,一定要保证一文给水流量,防止因 水量不足导致一文管壁烧坏、烧穿。为防止事故的发生,一文后的烟气温度实行自动监控 与人工监控相结合,防止进入系统的烟气温度高于610 K (Co的最低着火温度);在最 易发生爆炸的一文溢流文氏管上部设置溢流水封盘,当爆炸能量不大时水封可起到泄爆作 用,一文下重力脱水器应设置防爆铝板。
④水封是湿法除尘与煤气使用中不可缺少的设备,不同水封的作用不同,要保证水 封在正常状态下运行,水封的设计安装要规范合理、排污管路畅通,并及时进行排污操 作。生产过程中要确保负压水封不抽空,正压水封箱不击穿。
⑤煤气加压机前安全措施。煤气加压机前,即一文、二文活动烟罩部分及管道为负 压段,要确保设备有良好的密封。确保系统Co和6的检测设备灵敏可靠,数据超标后 能自动报警并与三通阀连通、超标时能自动将煤气放空;三通切换阀要灵敏可靠,防止灰 尘堆积在阀板四周,破坏密封性,造成打不开、关不严的状况。
(6)每座转炉的煤气管道与煤气总管之间应设可靠的隔断装置。
(7)转炉煤气抽气机应一炉一机,放散管应一炉一个,并应间断充氮,不回收时应 点燃放散。
(8)湿法净化装置的供水系统应保持畅通,确保喷水能熄灭高温气流的火焰和炽热 尘粒。脱水器应设泄爆装置。采用半干半湿法和干法净化的系统,排灰装置必须保持 严密。
(9)煤气回收净化系统应采用两路电源供电。
(10)活动烟罩的升降和转炉的转动应联锁,并应设有断电时的事故提升装置。
(11)转炉操作室和抽气机室、加压机房之间应设直通电话和声光信号,加压机房和 煤气调度之间设调度电话。
(12)转炉煤气回收净化区域应设消防通道。
2.生产操作的安全措施
(1)采用计算机自动控制煤气回收,确保烟气中Co的含量在规定范围内,提高回收 煤气的发热值。在风机后三通阀前安装C。、02分析仪,监测烟气中的C。、Oz含量值, 煤气回收条件及数据均输入炉前主控室计算机,由计算机控制全系统的自动回收操作。 。2含量是一个重要参数,在实际运行中要控制煤气中的02含量在2%以下,确保煤气治 理和安全回收。
(2)工艺控制中要保证前烧期与后烧期的时间,在回收制度上采用中间回收法。用
• 173 •
»安全生产专业实务金属冶炼安全
前、后烧期烧掉成分不合格的前、后期烟气,在前期依靠其烟气冲刷回收系统的管路,防 止煤气与空气在系统中直接大量接触;在吹炼后期抬罩使炉气尽可能大量燃烧,避免停止 供氧时空气大量吸入并与未燃烧的煤气混合而发生爆炸。
(3)转炉煤气回收是不连续过程,炉前操作主控室的煤气回收岗位、转炉风机房的 风机操作工岗位与煤气柜的操作岗位是回收系统中的3个关键环节。煤气回收岗位要与炉 前摇炉工紧密配合,了解熟悉炉前状况,确认冶炼条件是否满足回收的需要。风机房操作 工在回收过程中起承上启下作用,应密切关注风机运行情况、三通阀及水封运行状态,做 好巡检工作。煤气柜操作岗位要做好煤气进出柜的平衡,确保煤气柜的正常运行。风机 房、煤气柜出现任何一点有影响煤气回收的问题,都要把自己岗位的确认开关放到不允许 回收煤气状态,正在进行回收煤气过程中,任一岗位均可控制三通阀动作,使其由回收转 为放散,避免意外事故的发生。
(4)转炉煤气回收运行中的巡检要保证两人同行,在冶炼间隙进行负压水封的排污 操作,并站在上风向。定时检查各处的水封状况,保证水封的水位正常。 -
(5)转炉煤气含CO浓度高,煤气在回收和非回收期间的C。值均可导致人员中毒。 因此,从加压风机后到各用户的正压段要确保煤气设施、管网无泄漏,必须安排在非冶炼 时间检修。
(6)检修前要做好各项确认工作,风机房部位检修前要把水封注满水,确认溢流管 有水溢流,保证煤气可靠地切断,吹扫管路,定时对水封进行巡检。进入除尘烟道检修 时,应保证冶炼结束后风机运转30 min以上,用便携式一氧化碳检测报警器检查确认Co 含量符合安全要求后,有关人员方可进入作业,检修过程中要随时用报警器检测。
(7)检修结束后要将关键部位清理干净,防止因风机内的金属屑高速运转产生火花 引起爆炸。煤气净化系统要确保严密,防止漏入空气后与Co混合形成爆炸性气体。
第八节起重(运输)安全技术
一、工艺概述
冶金专用桥式起重机在钢铁生产过程中可参与特定的工艺操作,其基本结构与普通桥 式起重机相似,但在起重小车上还装有特殊的工作机构或装置。这种起重机的工作特点是 使用频繁、条件恶劣、工作级别较高。冶金专用桥式起重机包括铸造起重机、夹钳起重 机、脱锭起重机、加料起重机、锻造起重机等,如图5-26所示。
在各种冶金起重机中,铸造起重机[《起重机 术语 第1部分:通用术语》(GB/T 6974.1)定义为装备钢(铁)水包升降和倾翻机构的桥架型起重机]工作级别最高,吊 运的液态金属最危险,具有工作频繁、负荷作业率高、工作条件恶劣、速度高等特点,因 此铸造起重机结构和安全保障措施相对复杂。炼钢车间内吊运铁水、钢水和液体渣罐时必 须米用铸造起重机。
(一)铸造起重机的分类
1-按工艺流程分类
• 174 •
第五章炼钢安全技术《
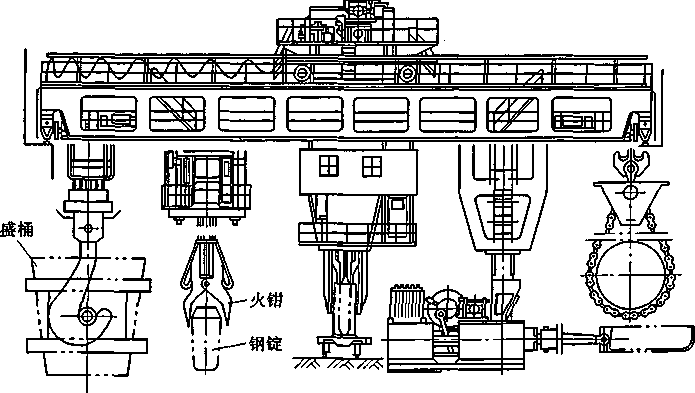
铸造起重机 火钳起重机 脱锭起重机 加料起重机 锻造起重机
图5-26冶金专用桥式起重机
铸造起重机按工艺流程可分为兑铁水用铸造起重机和铸锭(连铸)用铸造起重机。
1)兑铁水用铸造起重机
将铁水罐从铁水车或地坑(地面)吊起并将铁水倒入转炉(电炉)的铸造起重机称 为兑铁水用铸造起重机。其特点如下:
(1)从低于地面的地坑里挂起铁水罐,因此起升高度比较大。
(2)工作要比铸锭或连铸用铸造起重机频繁。
(3)装炉时,炉内会放出大量含有粉尘的高温气体和铁合金粉尘,有时会直接遭受 火焰辐射或烘烤,所以对起重机的防尘、防热、防火焰等都提出了极严格的要求。
2)铸锭(连铸)用铸造起重机
将转炉(电炉)钢水运到铸锭坑或浇入连铸机的铸造起重机称为铸锭(连铸)用铸 造起重机。其特点如下:
(1)起升高度没有兑铁水用铸造起重机高。
(2)工作没有兑铁水用铸造起重机繁重。 .
(3)长时间经受来自盛在钢水包内的铁水、钢水的热辐射,所以对起重机的防热辐 射要求高。
2.按总体构造分类
铸造起重机按总体构造可分为双梁双轨、四梁四轨、四梁六轨等形式。双梁双轨和四 梁四轨形式一般用于中、大吨位铸造起重机,四梁六轨双小车形式一般用于特大吨位铸造 起重机。
(二)铸造起重机的使用特性
• 175 •
»安全生产专业实务金属冶炼安全
(1)高度可靠。由于该类起重机起吊的是灼热铁水、钢水,在使用过程中必须在安 全方面有绝对的可靠性。因此,主起升机构中设置了多种安全装置,以保证起重机在使用 过程中安全可靠。
(2)稳定运行。由于炼钢效率高,周期短,要求起重机频繁作业,所以在正常情况 下,应保证平稳运行。
(3)维修方便。一旦出现故障要求对炼钢车间的生产影响减少到最低限度,并能很 容易地进行快速维修。因此,维护检修必须非常方便。
(三)铸造起重机的结构形式
目前,铸造起重机大部分为四梁四轨双小车(主、副小车)结构。大型铸造起重机 的主小车可由1个上小车和2个下小车组成,并通过4个球较连在一起,组成四梁六轨形 式的结构,该结构的铸造起重机起重量大,整车外形尺寸较宽,整机较重,投资较大。副 小车从主小车下面通过,具有使用方便等特点。小、中型铸造起重机目前发展有双梁双轨 单小车,即主、副起升机构布置在一个小车上的结构形式。此结构铸造起重机,整车的宽 度尺寸较小,整机质量较轻,投资较小,但主、副起升机构的间距调整不大,使用上受到 -■定限制。
1.主起升机构的传动形式
目前国内使用的铸造起重机,从主起升机构传动方式的不同,大致可分为3种:一是 传统用的棘爪减速器传动形式,二是行星减速器的传动形式,三是硬连接的传动形式。以 上3种传动形式均由过去的开式齿轮传动改进为闭式齿轮传动。
2.电机的布置形式
(1)双电机从两边传动一个长减速器,卷筒布置在中间,两卷筒轴上的齿轮又与中 间的两个过轮相啮合,使低速齿轮同步联锁,运行安全可靠。但长减速器加工制造工艺较 为复杂。
(2)双电机在长减速器中间高速轴联接传动,两高速轴同步,卷筒装置布置在两边, 这种结构比上述布置安全性差一些。
(3)三减速器呈“品"字形布置。即双电机或四电机同时传动一台减速器,该减速 器通过全齿联轴器或浮动轴与另两台减速器相连,这两台减速器又通过卷筒联轴器传动卷 筒。该布置形式分组性好,加工制造简单,易安装、维护、检修,但使用的安全可靠性比 第一种差一些。当减速器二轴上设有棘轮棘爪装置时,减速器为棘轮棘爪减速器传动;无 棘轮棘爪时,称为硬连接;当减速器中设有行星机构时即变成了星形传动。星形减速器传 动的优点为一台电机出故障,另一台电机可以50%额定速度继续工作。
3.桥架的结构形式
桥架是铸造起重机的主要承载构件,应具有足够的强度、刚度和稳定性,有相对较长 的使用寿命。主梁的结构形式是偏轨大箱型结构。梁内有足够的空间,电气设备均布置在 主梁内。端梁分为刚性端梁和较接端梁。刚性端梁有"元宝"形梁或水平直梁。铸造起 重机特别是兑铁水用铸造起重机的防热辐射、防火焰装置要考虑周全,防触电装置和检查 平台也不可缺少。
• 176 •
第五章炼钢安全技术«
二、安全技术
(-)起重(运输)存在的主要危险性分析
炼钢过程中所需要的原材料、半成品、成品都需要起重设备和机车进行运输,运输过 程中有很多危险因素。特别是铸造起重机在高温、高粉尘的恶劣环境中工作,一旦发生设 备故障、人员操作问题,如龙门钩焊缝开裂,钢丝绳变形,卷筒与卷筒联轴器分离,电气 接触器触点粘连,限位开关失效导致发生断绳、脱钩,联轴器脱齿、剃齿等事故,甚至坠 包,造成较大财产损失和人员伤亡严重后果。
(二)起重(运输)的安全控制措施
1.设备设施的安全措施
(1)起重机械及工具,应遵守《起重机械安全规程 第5部分:桥式和门式起重机》 (GB 6067. 5)的规定;炼钢厂用起重机械与工具,应有完整的技术证明文件和使用说明; 桥式起重机等起重设备,应经有关主管部门检查验收合格,方可投入使用。
(2)起重设备应经静、动负荷试验合格,方可使用。
(3)钢丝绳、链条等常用起重工具,其使用、维护与报废应遵守《起重机械安全规 程 第5部分:桥式和门式起重机》(GB 6067. 5)的规定。
(4)吊运高温熔融金属的起重机应建立严格的点检制度和管理台账。点检制度应包 括岗位点检和专业定期点检,确保各机构运行性能良好,声响与灯光信号和各项安全保护 机构功能完好。检查的重点部位为钢丝绳、压板螺栓、卷筒、滑轮、吊钩横梁、销轴及压 板、钢丝绳平衡臂、双制动器、位置限制器、超载限制器、联轴器、各机构的机械限位及 电气限位等。对检查出的故障、隐患应及时整改、记录。
(5)吊运高温熔融金属的起重机吊钩、板钩、横梁等吊具部件应每年至少进行一次 离线探伤检查;吊钩、板钩等出现严重磨损、钩片开片等情况应进行更换,并对板钩、横 梁的轴进行探伤检查;必要时进行金相检查,防止发生蠕变现象。
(6)吊运重罐铁水、钢水或液渣,应使用带有固定龙门钩的铸造起重机,铸造起重 机额定能力应符合《炼钢工程设计规范》(GB 50439)的规定;电炉车间吊运废钢料篮的 加料吊车,应采用双制动系统。
(7)龙门吊钩组的升降必须保持平衡,不得发生倾斜,以防钢水溢出。
(8)吊钩在两个方向自由摆动,在设计中板钩与横梁之间增设吊叉,以避免在大车 运行机构启动、制动时吊钩承受异常的侧向载荷。
(9)电控设备密封防尘,隔热降温。将电气设备设置在主梁内,并加隔热层以防辐 射热,并在电气室内增设冷风机进行降温,确保电气元件的使用寿命。
(10)铸造起重机主起升机构的安全保护:
①电动机功率较大,主起升机构多为双电机驱动,正常工作时两电机同时启动和制 动。在工作中若有一台电机发生故障,另一台电动机能继续短期工作,紧急处理,将负荷 吊运到安全地方。一般单电机的功率是起升机构总功率的60% ~65%0星形传动时,一 台电机功率为总功率的50%。
②由减速器中的2个大齿轮通过2个隋轮互相啮合,在工作中,如其中一套卷扬装
• 177 •
»安全生产专业实务金属冶炼安全
置高速轴发生故障,另一套卷扬装置仍可驱动故障侧的卷筒,将悬吊着的钢水包安全地降 落至安全位置。
③钢丝绳系统由4根钢丝绳组成,每组2根钢丝绳缠绕系统中设有平衡臂,保证钢 丝绳受力均匀。另外,在工作中如有1根或相对位置上的2根钢丝绳发生破断,其余的钢 丝绳能支承载荷,而不会造成吊钩平衡横梁倾斜或坠落。
④每一组驱动电机设置2个工作制动器,每个制动器的制动力矩是主起升机构总负 载1.1倍以上。大型铸造起重机一般选用盘式制动器,以便降低主起升机构高速轴上的转 动惯量,减少启动、制动时的能量消耗,并且维护检修方便。
⑤在星形减速器传动的大型起重机的起升机构中应增设安全制动器。
⑥铸造起重机应设有超载限制器或电子秤,以便进行机构的超载保护或称量。
⑦起升限位开关,采用2套起升限位开关。一套为重锤限位,安装在上滑轮组旁; 另一套为旋转限位,安装在卷筒轴上。
⑧主起升电动机的安全保护:在电机轴上安装有超速开关,当起升速度超过额定速 度的1.2 ~1. 3倍时,超速保护起升电机停止转动。同时,还有过流保护、过热保护、缺 相保护、线路保护、短路保护、接地保护、零位保护及失压保护。
⑨对于铸锭起重机应设有三维定位装置或铸锭对准仪,使铸锭对位准确,提高生产 效率。
⑩大车运行应设有红外线防碰撞装置等。
对于铸造起重机吊运液体金属,《起重机设计规范》(GB/T 3811 )、《起重机械安全规 程 第1部分:总则》(GB 6067. 1 )、《起重机械安全规程 第5部分:桥式和门式起重机》 (GB 6067. 5)、《冶金起重机技术条件 第5部分:铸造起重机》(JB/T 7688. 5)等标准对 铸造起重机提出了特殊要求,在此不再赘述。
2.生产操作的安全措施
(1)起重机应由经专门培训、考核合格的专职人员指挥,同一时刻只应一人指挥, 指挥信号应遵守《起重机 手势信号》(GB/T5082)的规定。
(2)司机应严格执行《起重机械安全规程 第1部分:总则》(GB 6067. 1)起重机械 操作要求。
(3)司机应熟悉吊运工艺的全过程,了解各个环节的动作要求及彼此衔接关系,以 确保吊运工作顺利进行。
(4)吊运重罐铁水、钢水、液渣,应确认挂钩挂牢,方可通知起重机司机起吊;起 吊时,人员应站在安全位置,并尽量远离起吊地点。
(5)起重机启动和移动时,应发出声响与灯光信号,吊物不应从人员头顶和重要设 备上方越过;不应用吊物撞击其他物体或设备(脱模操作除外);吊物上不应有人。
(6)吊运满包钢水罐时,大、小车运行启动与制动应平稳。
(7)重铁水、钢水罐不能挂在空中长时间等待,等待时间超长会造成吊车钢丝绳、 抱闸等失控,铁水、钢水罐坠落泼洒。
(8)吊运盛装熔融金属罐时,应先试吊。试吊前,起重机司机及地面指挥人员应确 认板钩两侧均挂牢。试吊时,先点动起升机构提升罐体,确认盛装熔融金属容器与其运输
• 178 •
第五章炼钢安全技术《
车辆无粘连后,将容器(罐)起升离开地面或运输车辆200 ~500 mm,再停车试闸,观察 制动装置是否存在溜钩及其他异常情况,确认抱闸灵敏可靠后,方可在专人指挥下将罐起 升到运行高度。起重作业时禁止歪拉斜吊,禁止超载吊运。作业等待时应将保护盘电源 停下。
(9)盛装熔融金属的罐体、包体在空中停留时间不宜大于10min。吊运装有熔融金 属、熔渣的罐体和包体,应与邻近设备或建(构)筑物保持大于L5m的净空距离。
(10)重铁水罐在炼钢平台等待时,罐要落至平台面0.5 m处。
3.地面车辆要求 注安VIP(课件+题库+小群)老姚微/Q:863575556
(1)车间内的有轨车辆,轨道面应与车间地坪一致。
(2)车辆运行时,应发出红色闪光与轰鸣等警示信号。
(3)电动铁水罐车、钢水罐车、渣罐车的停靠处,应设减速、停止两个限位开关; 轨道端头应设止轮器或车挡。
(4)铁水罐车、钢水罐车、渣罐车台面,应砌砖防护。应根据需要,在轨道端头设 置事故滑轮。带有电子秤的钢水罐车,应对电子秤元件进行防护。
(5)进出车间的废钢料篮车与渣罐车,其运行轨道与车间外道路相交的道口,应设 置交通指挥信号;运行距离较长时,车辆运行过程中应有专人监视;其他地面有轨车辆的 运行,也应贯彻目视监控的原则。
(6)所有车辆,均应以设计载荷通过重车运行试验合格,方可投入使用。
4.外部运输设备
(1)车间内部铁路线应为平道,且不应低于车间外铁路线轨道标高,铁路线弯曲半 径与建筑接近限界应遵守《钢铁企业总图运输设计规范》(GB 50603)的规定。
(2)尽头铁路线末端,应设车挡与车挡指示器。室内车挡后6 m、露天车挡后15 m 范围内,不应设置建筑物与设备。铁路线两侧堆放物品必须满足铁路限界要求,如车辆超 限,应按照《钢铁企业总图运输设计规范》(GB 50603)的规定,根据车辆设备尺寸计算 确定。
(3)无关人员不应乘坐锭坯车、铁水罐车、钢水罐车、渣罐车或运渣车、废钢料篮 车及其他料车;运输炽热物体的车辆,不应在煤气、氧气管道下方停留。 .
(4)进出炼钢生产厂房的铁路出入口或道口,应根据《工业企业厂内铁路、道路运 输安全规程》(GB 4387)的要求设置声光信号报警装置。
(5)应根据炼钢厂的特种车辆(如自抱罐汽车、料篮车、运坯车等)的特殊要求设 计道路路面,并设立明显标志;特种车辆道路应与普通车辆道路分开。困难时,应通过交 通组织,减少运输线路上其他车辆的通行。
(6)炼钢厂内的道路,应按《道路交通标志和标线》(GB 5768.2、GB 5768.3)的规 定设立交通标志和标线。道路建筑限界应符合《厂矿道路设计规范》(GBJ 22)的规定, 跨越道路上方的管线,距路面净高应符合《钢铁企业总图运输设计规范》(GB 50603)和 《工业企业煤气安全规程》(GB 6222)的规定。
(7)载运炽热物体应使用专用的柴油车,其油箱应采取隔热措施。
(8)采用带式输送机运输,应遵守《带式输送机安全规范》(GB 14784)的规定。
• 179 •
» 安全生产专业实务 金属冶炼安全
第六章金属压力加工安全技术
金属压力加工是利用金属在外力作用下所产生的塑性变形,来获得具有一定形状、尺 寸和力学性能的原材料、毛坯或零件的生产方法。金属分黑色和有色金属两大类,其生产 加工过程十分严谨,设备设施多种多样,工艺流程错综复杂。金属压力加工涉及的危险因 素多,易引发生产安全事故;其职业病危害因素多,也易引发职业病,给金属压力加工行 业带来的负面影响极大。为此,本章结合金属压力加工生产实际,重点介绍金属压力加工 主要设备和工艺流程,重点分析压力加工行业存在的危险因素和职业病危害因素,提出压 力加工行业较大危险因素和职业病危害因素的控制措施,归纳提出压力加工生产过程中危 险因素和职业病危害因素造成事故的应急处置措施和职业病的预防措施。
第一节金属压力加工概述
一、金属概念
金属分为黑色金属和有色金属两大类。黑色金属是工业上对铁、辂和毓的统称,也包 括这3种金属的合金。事实上纯净的铁及铳是银白色的,而馅是银灰色。由于钢铁表面通 常覆盖一层黑色的四氧化三铁,而辂及毓主要应用于冶炼黑色的合金钢,故称为黑色金 属。除此之外的其他金属称为有色金属。工业上通常应用的有色金属元素有十几种,主要 分为4类:轻有色金属、重有色金属、稀有金属、贵金属。轻有色金属密度小,化学性质 活泼,主要包括铝、镁及其合金。重有色金属一般密度在4. 5 g∕cn?以上,主要包括铜、 線、锌、铅及其合金,其中以铜合金应用最为广泛。铜合金依据其不同的性能被应用于国 防、轻工、汽车、仪表、电器与电子等领域。
黑色金属和有色金属可加工成板材、带材、条材、箔材、管材、棒材、型材、线材、 自由锻件和模锻件等,在航空、航海、汽车、交通运输、桥梁、建筑、电子、电器、机械 制造、包装等各个领域都获得了广泛的应用。
二、金属压力加工工艺过程
金属压力加工一般包括轧制(轧钢)、挤压、冲压、拉拔、锻造工艺过程。
(I)轧制(轧钢):使金属坯料通过一对回转轧辐之间的空隙而受到压延的过程。包 括冷轧(金属坯料不加热)和热轧(金属坯料加热),用于制造板材、棒材、型材、管材等。
(2)挤压:把放置在模具容腔内的金属坯料从模孔中挤出来成型为零件的过程。包 括冷挤压和热挤压,多用于制造壁厚较薄的零件及无缝管材等。
(3)拉拔:将金属坯料拉过模孔以缩小其横截面的过程。可分为冷拉拔和热拉拔,
• 180 •
第六章金属压力加工安全技术«
用于制造丝材、小直径薄壁管材等。
(4)冲压:使金属板坯在冲模内受到冲击力或压力而成形的过程。可分为冷冲压与 热冲压。
(5)锻造:主要包括自由锻造(简称自由锻)和模型锻造(简称模锻)两种基本方 式,用于制造各种零件或型材毛坯。
自由锻造是指使已加热的金属坯料在上下砧之间承受冲击力(自由锻锤)或压力 (压力机)而变形的过程,用于制造各种形状比较简单的零件毛坯。
模型锻造是指使已加热的金属坯料在已经预先制好型腔的锻模间承受冲击力(自由 锻锤)或压力(压力机)而变形,成为与型腔形状一致的零件毛坯,用于制造各种形状 比较复杂的零件。
三、金属压力加工的特性
金属铸锭的显微组织一般都很粗大,经过压力加工后,能细化显微组织,提高材料组 织的致密性,从而提高金属的机械性能,能比铸件承受更复杂、更苛刻的工作条件,如承 受更高载荷等,因此许多重要的承力零件都采用锻件来制造。
压力加工能直接使金属坯料成为所需形状和尺寸的零件,可以大大减少后续的加工 量,提高生产效率;同时,由于强度、塑性等机械性能的提高还可以相对减少零件的截面 尺寸和质量,从而节省了金属材料的消耗,提高了金属材料的利用率。
有些零件形状很复杂,往往难以采用一般的机械加工手段制成,但是可以通过模锻来 实现(特别是精密模锻)。
黑色金属的轧制、挤压、拉拔、冲压、锻造工艺与有色金属基本一致,统称为冶金行 业的压力加工。由于冲压工艺主要在机械加工行业中使用较多,故本书不加以论述。
四、金属压力加工工艺与特点
轧制是将炼钢生产的钢锭与钢坯轧制成钢材的过程。它是一个物态形变与金相改变的 物理过程,是在高温与常温状态下,通过外力的作用,被轧制成金属坯料,在压延设备的 两个可回转孔隙中受压,沿宽度和长度方向产生塑性形变,使其横截面积变小,断面形状 成型,获得各种产品的加工方法。
轧制生产工艺是按照一定的生产标准,对各类化学组成的钢锭、钢坯原料,通过不同 的压延轧制设备与流程,为用户生产不同用途的型材、板材产品或深加工的过程。不同的 产品,不同的压延设备和轧制手段存在着很大的差别,其结果不仅带来了相同品种之间质 量、性能、成本的差异,同时也带来了安全生产技术的差别。
(-)金属压力加工基本工艺流程
金属压力加工基本工艺流程主要由原料准备、加热、轧制、热处理、精整5个部分组 成,如图6-1所示。
原料准备的关键过程是控制好钢锭、钢坯、连铸坯质量和尺寸。
加热的关键过程是控制好加热温度、加热速度、加热时间。
轧制的关键过程是控制好变形温度、变形程度、变形速度。
• 181 •
» 安全生产专业实务 金属冶炼安全
原料准备一加热一轧制一热处理-精整
图6-1金属压力加工基本工艺流程
热处理的关键过程是控制好加热和冷却温度。
精整的关键过程是矫直、定尺剪切、检验等工序。
(二)金属压力加工特点
压力加工生产特点:被轧制原料通过轧机压延产生塑性形变,实现产品成型与力学性 能控制;通过均匀坯料温度、时效、退火、脱碳等工艺调质处理,提高钢材的塑性,改变 结晶组织,控制钢材的物理性能。
压力加工技术特点:工艺复杂,控制先进,具有"三高”,即生产速度高、控制精度 高、质量要求高。
压力加工安全特点:危险有害因素多,安全风险高,潜在的火灾、爆炸事故难以控 制,具有"三多”,即机械伤害多、起重伤害多、职业病危害因素多。
(三)黑色金属压力加工产品链
黑色金属轧制的主要工艺流程是从钢锭和钢坯起,沿棒型材和板卷材两个工艺路径延 伸。棒型材有各种牌号的工字钢、槽钢、角钢、钢轨、型钢、棒材、线材、螺纹钢、有缝 管材及无缝管材等产品。板卷材有门类齐全、用途广泛的中厚热轧板卷材,普板、彩板等 冷轧带钢,高低牌号的取向与无取向冷轧硅钢等产品。
黑色金属轧制产品链如图6-2所示。该图简单描述了黑色金属压力加工的主要生产 工艺过程及钢材产品。蠶羅糜箫晶魄
(四)有色金属压力加工产品链
有色金属压力加工是对各种有色金属进行轧制(轧钢)、挤压、冲压、拉拔、锻造的 工艺过程。以铝、铜制品的压力加工为例,有色金属压力加工主要是从铝锭、铜锭或铝、 铜液通过铝铜材熔炼、铸造、轧制、精整、热处理、挤压、拉拔、锻造等工序,最终形成 铝铜卷材、板材、管材、棒材、型材等铝、铜材的加工过程。铝、铜板带压延加工坯料的 来源有两种方式:一种是直接使用铸轧方式生产成铸轧卷,提供给轧制工序进行压延;另 一种是通过铸造形成长方体大扁板锭,经过锯切、钱面、加热炉加热、热轧等工序形成热 轧卷,提供给冷轧工序进行压延。熔炼铸造的圆铸锭可直接深加工为管材、棒材、型材等 工业用材。
有色金属压力加工产品链如图6-3所示。该图简单描述了有色金属压力加工的主要 生产工艺过程及有色金属产品。
(五)金属压力加工的主要设备
1.黑色金属压力加工的主要设备
黑色金属压力加工的主要设备是轧机。目前,国内常用的轧机有中厚板粗轧机、万能 轧机、热连轧机、钢管轧机、棒材轧机、线材轧机、冷连轧机、森吉米尔轧机等。
• 182-
第六章金属压力加工安全技术«
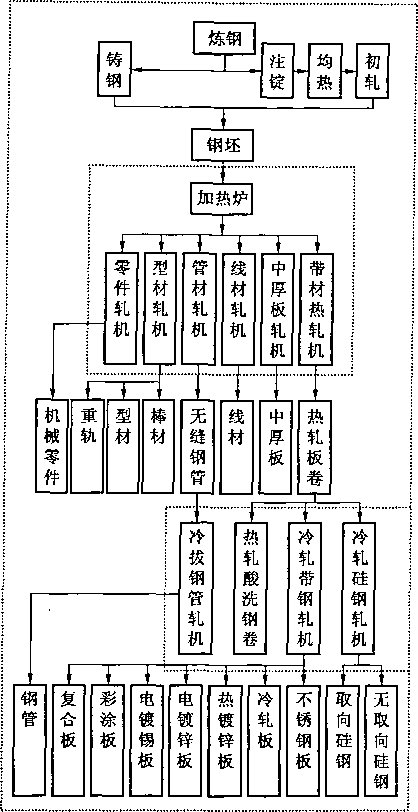
图6-2黑色金属压力加工产品链
轧机的基本形式一般按以下5种形式分类:按板材加工分为热轧机和冷轧机,按轧制 板材厚度分为中厚板轧机和中薄板轧机,按机架分为单机架轧机、双机架轧机和多机架轧 机,按冷轧带钢生产工艺分为连续式轧机和可逆式轧机;按历史发展分为传统热连轧机和 连铸连轧机。
2.有色金属压力加工的主要设备
有色金属压力加工的主要设备主要有熔炉(又称熔炼炉)、静置炉(又称保温炉)。 压延设备有铸轧机、热粗轧、热精轧、四辐冷轧机、六辐冷轧机、十二辐冷轧机、多辐冷 轧机等。常见的热处理设备有退火炉、淬火炉和时效炉、钟罩式炉等。精整工序有开卷机 切头剪、圆盘剪、去毛刺辐、张力垫转向辐、卷取机、包装机等主要设备。
• 183 •
»安全生产专业实务金属冶炼安全
有色金属加工工艺流程
原 料
铝液
铝锭
熔炼铸造
熔铸铸造
锭 圆
压 延
热轧
冷轧
精 整
横切
纵切
拉矫
拉伸
成 品
铝板带材
精加工
压 挤
管材、棒材、型材
图6-3有色金属压力加工产品链
五、轧制工艺及设备概述
轧制是借助旋转轧辐的摩擦力将轧件拖入轧辐间,同时依靠轧辑施加的压力,在轧辑 间发生压缩变形,使轧件的横断面减小,形状改变,厚度变薄而长度增加的一种压力加工 的方法。轧制又可分为纵轧、横轧、斜轧。
轧制时工作幌的转动方向相反,轧件的纵轴线与轧辐的轴线相互垂直(图6-4),这 种方法称为纵轧,是铝合金板、带、箔压延轧制最常用的方法。
轧制一般分为热轧和冷轧。热轧是金属在再结晶温度以上的轧制。热轧生产基本工
图6-4纵轧图示
序:备料T上料T加热T轧制一热处理T精整T包装。冷轧是 金属在再结晶温度以下的轧制(一般指常温下直接轧制)。冷 轧生产基本工序:备料T上料T酸洗T轧制T热处理T涂镀T 精整T包装。
轧制生产系统一般由黑色金属、有色金属的型钢生产系 统、棒材生产系统、线材生产系统、板带生产系统、钢管生产 系统组成(图6-5)。
• 184 -
第六章金属压力加工安全技术«
(一)热轧
1.热轧工艺原理
热轧是金属在再结晶温度以上的轧制。再结晶就是当退 火温度足够高,时间足够长时,在变形金属或合金的纤维组 织中产生无应变的新晶粒(再结晶核心),新晶粒不断长 大,直至原来的变形组织完全消失,金属或合金的性能也发 生显著变化,其中开始生成新晶粒的温度称为开始再结晶温 度,显微组织全部被新晶粒所占据的温度称为终了再结晶温 度。通常所说的再结晶温度是开始再结晶温度和终了再结晶
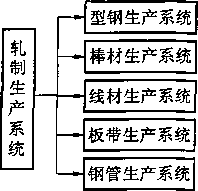
图6-5轧制生产系统
温度的算术平均值。一般再结晶温度主要受合金成分、形变程度、原始晶粒度、退火温度 等因素的影响。.
2.热轧工艺特点
热轧工艺能耗低,塑性加工良好,变形抗力低,加工硬化不明显,易进行轧制,减少 了金属变形所需的能耗。热轧通常采用大铸锭、大压下量轧制,生产节奏快,产量大,这 样为规模化大生产创造了条件。通过热轧将铸态组织转变为加工组织,通过组织的转变使, 材料的塑性大幅度提高。轧制方式的特性决定了轧后板材性能存在着各向异性:一是材料 的纵向、横向和高向有着明显的性能差异;二是存在着变形结构和再结晶组织结构,在冲 制性能上存在着明显的方向性。

图6-6单机架 可逆式热轧机
3.热轧设备组成
热轧机是生产热轧卷材的轧制设备。热轧是对加热后的板锭进 行压延轧制的工序,使用含水95%左右的乳化液进行冷却润滑轧 制。一般有"1+1""1+3”“1+4”“1+5”“1+6”等不同的生产方 式。前面的“1"表示热粗轧,进行大板锭厚料压延轧制,为热精 轧提供坯料;“+”号后面的数字表示热精轧,通过精轧直接形成 目标厚度的热轧卷材或板材。热轧机常由立式推进式加热炉、带立 辐轧制的热粗轧机、重型剪、轻型剪、热精轧机、卷取机和运输辐 道组成。热轧机的主要形式如图6-6至图6-9所示。
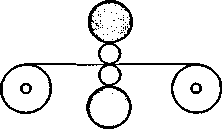
图6-7单机架双卷取可逆式热轧机
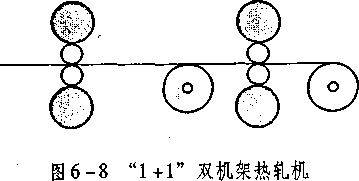
多机架热连轧机是由可逆式热粗轧机和多台热精轧机串联起来构成多机架连续热轧生 产线。通过四辑可逆式粗轧机往复开坯轧制到30 ~50 mm,然后再通过后续串联的多机架 四辐连轧机组轧至所需的厚度,然后卷取成带卷。这种生产方式具有生产工艺稳定、工序
• 185 •
»安全生产专业实务金属冶炼安全
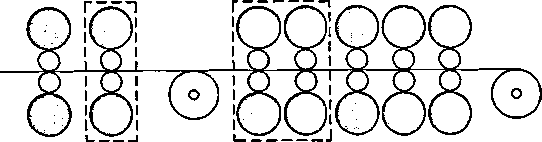
图6-9多机架串联式热轧机
少、产量大、生产效率高。
"1+4”热连轧机组如图6 - 10所示。
图6-10 "1+4”热连轧机组
(二)冷轧
冷轧是金属在再结晶温度以下的轧制(一般指常温下直接轧制)。现代化冷轧机往大 型化、自动化、高速化方向发展,轧制速度IOOO ~3000m∕min,轧制轧件带宽度l~3m。
1.常用冷轧机的形式
轧机结构通常是指轧辐在工作机座中的布置形式及数量。冷轧机根据机架数分为单机 架冷轧机、双机架冷轧机或多机架冷轧机。卷材轧机根据轧辐数分为二辐冷轧机、四辑冷 轧机、六辑冷轧机及多辐冷轧机,如图6-11至图6-13所示。
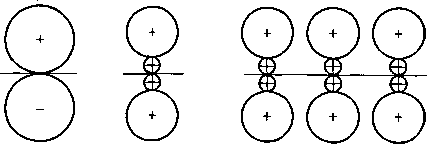
图6-11二報冷轧机、四辐冷轧机、三机架冷轧机
• 186 •
第六章金属压力加工安全技术《
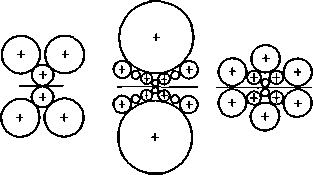
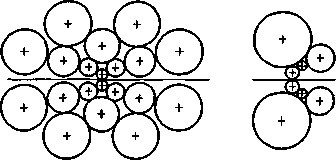
图6-12六辐冷轧机、十六辑冷轧机、 十二報冷轧机
图6-13二十報冷轧机、 八報冷轧机
2.冷轧机的组成
单台轧机一般由3部分组成:工作机座、轧辑的传动装置、驱动主电机。轧机的工作 机座是直接承受金属塑性变形的工作部件,它主要包括轧辑、轴承座、牌坊架、压下机构 和平衡装置。轧机的传动装置包括减速机、齿轮机座、联接轴和联轴节等,它把电动机的 运动和能量传递给轧辐完成金属的塑性变形。驱动用的主电机是轧辑的动力源,它把电能 转变成机械能使轧辑转动,根据要求不同分为直流电动机和交流电动机两种。
四辐冷轧机采用小直径工作辐和大直径支撑辎,分为工作辐传动和支撑辑传动两种形 式,如图6-14所示。四辐冷轧机轧制时,轧制压力通过工作辐的辑身传递给支撑辐,再 由支撑辑的辐颈传聲给轴承,最后传递给牌坊架。支撑辐承担主要载荷,一般支撑辐直径 比工作辐大2 ~4禧,因此挠度大为减少。为了进一步减少轧制工作辐的挠曲变形,在四 辐冷轧机上安装了弯馄控制系统。四辐冷轧机是冷轧加工中应用最广泛的轧机,在国内外 都有大量应用。
为了在四辑冷轧机的基础上轧出更薄、精度要求更高的产品,需进一步增加轧机的刚 度,并使工作辐更细,因而人们开发了六辐冷轧机,六辐冷轧机是当今的发展趋势。为实 现高效自动化生产,提高产品成品率,采用多机架连续生产的冷连轧生产线,双机架冷轧 机和三机架冷轧机不断应用于生产,冷连轧技术已经较为成熟。三机架冷轧机组如图6-15所示。
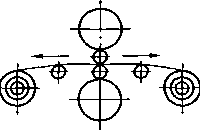
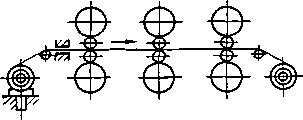
图6-14四報冷轧机组
图6-15三机架冷轧机组
六辑冷轧机本体牌坊架内垂直放置6根轧辐,分别为工作辐、中间辐、支撑辐,生产
• 187 •
» 安全生产专业实务 金属冶炼安全
方向为入口到出口(从右到左)单方向。六辐冷轧机工艺流程及结构简图如图6-16 所示。
Q
图6-16六混冷轧机工艺流程及结构简图
冷轧生产的工序及流程:托盘运输线上料T准备站T入口侧T轧机本体(轧制)一出 口侧T托盘运输线下料。
(三)现代轧制生产的基本工艺
现代轧制工艺技术采用了先进的新工艺、新技术。在炼钢到钢坯的流程中,大都采用 了薄板坯连铸连轧生产线(CompactstripProduction, CSP)和连铸热连轧薄板生产线 (Inline Strip Production, ISP) o现代轧制技术,正朝着高效节能、机组一体化的短流程方 向发展,如炼钢连铸连轧生产线,棒线材一体化连续生产线,冷轧酸轧联机生产线,带清 洗及平整功能的冷轧连续退火生产线等。
(四)现代连续铸轧工艺
连续铸轧工艺是液体铝(炉内铝液的正常操作温度为720 ~750七)连续通过旋转的 结晶器(铸轧机)制成毛坯同时轧制成为板带的一种金属铸轧方法。铝带坯连续铸轧工 艺是20世纪80年代从国外引进的一种先进的生产工艺,通过供料嘴从铸轧辐的一侧源源 不断地供应液体金属铝,经过铸轧辐的连续冷却、铸造、轧制,从铸轧辐的另一侧铸轧出 铸轧板,同时进、出铸轧区的金属量始终保持平衡,使之达到连续铸轧的稳定过程,具体 内容如下:
液体金属铝通过供料嘴进入铸轧区时,立即与两个相转动的铸轧辐相遇,液体金属铝 的热量从垂直于铸轧辐辑面的方向传递到铸轧辎中,使附着在铸轧辐表面的液体金属铝的 温度急剧下降,因此,液体金属铝在铸轧辑表面冷却、结晶、凝固。随着铸轧辐的不断转 动,液体金属铝的热量继续向铸轧辐中传递,并被铸轧辐中的冷却水带走,晶体向液体中 生长,凝固层随之增厚。液体金属铝与两个铸轧辐同时接触,同时结晶,其结晶过程和条 件相同,形成凝固层的速度和厚度相同,当两侧凝固层厚度随着铸轧辐的转动逐渐增加, 并在两个铸轧辐中心线以下相遇时,即完成了铸造过程,随之受到这两个铸轧辐对其凝固 组织的轧制作用,给予一定的轧制加工率,使液体金属铝被铸造,轧制成铸轧板,这就是 连续铸轧的基本原理,其工艺流程简图如图6-17所示。
六、轧制安全生产特点
(-)轧制生产设备特点 '
轧制生产设备主要是由原料供应设备、轧制设备、冷却设备、加热炉设备、热处理设
• 188 •
第六章金属压力加工安全技术《
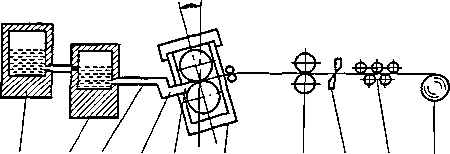
熔炼炉静止炉流槽前箱铸嘴铸轧机 牵弓机剪机矫直机卷取机
图6-17连续铸轧工艺流程简图
备、涂镀设备、精整设备、控制设备及公辅设备等构成,其危害风险与采用的设备、工艺 息息相关。轧制生产具有工艺流程长、科技含量高、危险有害因素多的特点。
(二)主要危险因素分析
轧制的工序特点决定了轧制生产具有以下主要危险因素。
1.机械伤害
轧制流程可以概括成轧制材在一系列辑组中移动的过程,操作维护人员与辑系接触的 机会甚多,伤害事故统计证明,辐系对人体挤压伤害是机械伤害的主要构成。
2.灼烫
热轧工艺需要对板锭加热后进行压延轧制,生产过程中涉及热轧机、加热炉、熔炼炉 等高温设备,而且轧制基材也处于高温运行状态,因此易引发作业人员灼烫事故。
3.起重伤害
起重设备是轧制厂的主要设备之一,它承担着各类原料、半成品、成品的吊运,设备 检修的安装拆除,各类备件及构件的吊运任务。起重设备安全装置的缺失和维护检修不 良,司机的违章操作、指挥和站位不当,钢丝绳和吊具的缺陷等均能造成起重伤害。
4.物体打击
轧制一般是在高速动态状态下进行的。设备传动零部件疲劳断裂的飞出,高强度、高 硬度轧辐疲劳破损碎块的飞溅,带材断带碎片的飞溅等均易造成物体打击。
5.高处坠落
轧制厂房空间高,地下液压站和钢卷小车的地坑深,轧制工序油泥多,容易造成高处 坠落。
6.中毒和窒息
轧制工序大量使用一些保护气体,如N2、H2、Ar以及主要加热气体焦炉煤气等,当 这些气体在人群活动空间浓度过高,作业人员进入无氧化炉(NoOxygenationFumace, NOF)内检修、进炉前氧气置换量不够、阀门关闭不严、未进行强制通风、设备泄漏时, 气体会引起人员缺氧窒息,轻者头晕、恶心、呕吐,重者神志不清、窒息昏迷,救治不及 时还会危及生命;还有部分气体(如煤气等)过度吸入体内,会发生中毒和窒息事故。
7.触电
检修或操作人员因超越安全距离,靠近超过安全电压的裸露带电体时,可能会遭电击 伤害;当电路老化、电机绝缘层损坏或保护接地失效时,人体接触带电体,则可发生触电事
• 189 •
» 安全生产专业实务 金属冶炼安全
故;当人体直接位于变压器边,电气短路所产生的电弧可能造成电弧灼伤,甚至引发火灾。
8.火灾
轧制生产的火灾事故主要包括电气火灾、油脂火灾、气体火灾和明火作业引起的火灾。
(1)电气火灾:由于轧制设备负荷大,大功率电气设备多,当超温、超负荷运行时, 变压器、高压柜、配电柜、控制柜、电气设备、电气线路短路等,均可能引发电气火灾。
(2)油脂火灾:液压油库、液压泵站、高压油液管线是传递控制轧制的重要动力介 质,几乎覆盖轧制所有工序。油库泵站加油换油,设备管件跑、冒、滴、漏(可燃物) 为燃烧提供了必要条件,虽然大多数液压油都采用了阻燃油,但当维护不到位,处理不及 时,超温过闪点或外因引发火源时,均可能引发火灾。
(3)气体火灾:轧制生产经常使用易燃易爆气体(如氢气、煤气、乙快、丙烷等)。 燃气管道及储罐泄漏、容器升温升压、气瓶使用不当等都可能引起火灾事故。燃气在管道 内高速流动,会产生静电,如管道未做防静电接地或接地效果不好,静电火花可能导致火 灾事故。
(4)明火作业引起的火灾:轧制生产设备抢修、检修中,电、气焊明火作业管理和 现场动火措施落实不到位,特别是动火后确认不到位,均易产生火灾。
9.爆炸
使用可燃气体为燃料的加热炉、预热炉、干燥炉等,点火时,一旦吹扫不充分,可燃 气体与空气混合时,形成爆炸性混合物,遇明火、高热和摩擦,撞击的火花均能引起着火 爆炸事故。此类事故应引起企业主要领导和相关负责人的高度重视。
10.其他伤害
主要是指因轧制生产现场环境恶劣,导致的滑跌、划伤等其他伤害。
‘(三)轧制生产过程中涉及的职业病危害因素
L化学有害因素
轧制工序大量使用各类化学油脂、化学溶剂等,在轧制工序生产时高温引起化学油气 分子挥发,冷轧过程中乳化液冷却剂汽化,以及酸洗、清洗、镀锌、镀锡、彩色涂层过程 中大量使用强酸、强碱、辂酸酊、重辂酸钠、油漆、稀释剂、化学溶剂等,会对作业人员 产生职业病危害。
2.粉尘
轧制生产中热轧加热炉除鳞等工序的粉尘,冷轧、硅钢酸洗机组抛丸机除鳞的氧化铁 皮粉尘,酸轧联机机组头部、活套及拉矫机的氧化铁皮粉尘,冷轧平整时氧化铁粉,轧制 生产的油烟粉尘及硅钢氧化镁粉尘、碎边卷取机粉尘、酸再生二氧化硅粉尘等都会对人体 造成职业病危害。
3.噪声
轧制各工序如轧制、剪切、高速运行辎道等均产生噪声。
4.高温
在高温轧制和热处理过程中,若隔热措施防护不到位,人长期在高温条件下作业,会 感到热、头晕、心慌、烦、渴、无力、疲倦等不适感,工作效率下降,动作协调性差,易 发生误操作,也易导致中暑。
• 190 •
第六章金属压力加工安全技术«
5.工频电磁场
高压配电站所、大功率电机及电磁站设备设施运行时或者电气设备维修时可能产生工 频电场。设备出现异常、老化等现象,有可能会增大工频电场。
6.电离辐射
在钢板厚度检测中,用到X、)、α射线检测仪表,作业人员受到大剂量X、Y、a射 线的外照射后,可能引起外照射放射病。特别是当机器发生故障,自动控制失灵,作业人 员必须用手制动安全轮,使辐射源复位;操作室防护屏蔽厚度不够或有裂缝;射线防护装 置的铅板脱落;作业人员违反安全操作规程未有效利用防护设备,在上述情况下极易使得 作业人员患放射病。
第二节备料安全技术
一、工艺概述
备料是轧制生产的第一道工序,该工序的作用是根据轧制生产计划将即将轧制的原料 拖运到原料库区,按规定要求存放、标识,并根据生产要求将原料送到加热炉的输入辐道 或轧机、机组的钢卷存放鞍座上。
(-)线材、棒材、钢管钢坯的备料
线材、棒材、钢管钢坯的备料是线材厂、棒材厂、钢管厂轧制生产的第一道工序。其 作用是将热轧的方坯、棒坯、连铸坯、铸坯拖运到原料库储存、标识。然后,根据生产计 划的要求,提前将钢坯吊运到加热炉输入辎道。
(二)热轧板坯的备料
热轧板坯的备料是热轧轧制生产的第一道工序。一般有两种方式:一是将炼钢的热连 铸坯通过保温罩的车皮直接送到热轧板坯库,直接将热板坯吊到加热炉输入辑道;二是将 炼钢的板坯拖运到热轧的原料库储存、标识、修磨等。然后,根据生产计划的要求,将钢 坯吊到加热炉输入辑道。
(三)冷轧、硅钢钢卷的备料
冷轧、硅钢钢卷的备料是冷轧和硅钢轧制生产的第一道生产工序。其作用是将热轧和 CSP连铸连轧厂的冷轧卷和硅钢卷拖运到冷轧和硅钢的原料库储存、标识。然后,根据生 产计划的要求,提前将钢卷吊运到酸轧联机机组和酸洗机组入口的钢卷存放鞍座上。
二、安全技术
轧制备料主要生产过程:库区准备、原料吊运、原料堆放、原料清理、原料运输等。
轧制备料过程中因危险有害因素导致的主要事故:起重伤害、车辆伤害、物体打击、 高处坠落、灼烫等。
(-)危险因素分析及控制措施
1.起重伤害
1)主要危险因素分析
• 191 •
» 安全生产专业实务 金属冶炼安全
(1)桥式起重机司机吊运钢坯、钢卷在操作室和危险气体管道上方通过,易造成砸 坏操作室、设备和危险气体管道的起重伤害事故和火灾爆炸事故。
(2)桥式起重机设备设施、吊具等点检、专检、维护、检修不到位,设备缺陷未及 时处理,易造成钢丝绳断裂致使钩头和钢卷或钢坯落地、吊车遛钩砸坏设备和操作人员、 小车卷扬极限失灵造成小钩冲顶落地砸坏设备和人员伤害的事故。
(3)吊具、夹钳危险断面易出现裂纹,未按期进行探伤检验,易造成吊具危险截面 断裂砸坏设备和人员伤害的事故。
(4)指吊人员站位不当,站在危险区内指挥,易造成人员被吊运物体撞击的伤害事故。
(5)桥式起重机司机违章作业,如酒后驾驶,未按要求鸣笛,未按要求确认开车, 开车时打手机,同时操作大、小车,C型钩吊卷时未进满钩(钢卷的一侧必须靠近钩 壁),易发生翻卷伤人事故等。
2)主要预防控制措施
(1)吊车司机吊运的钢坯、钢卷严禁在操作室、易燃易爆气体管道及设施上方通过。
(2)严格执行吊具、吊车检修、维护、专检、点检、巡检、月检、周检、日常性检 查管理制度。
(3)发现设备缺陷及时处理,确保设施完好无损。
(4)指吊人员必须站位得当,严禁站在危险区内指挥。
(5)吊车司机吊运作业时必须严格执行相关安全管理制度,严禁违章作业。
2.车辆伤害
1)主要危险因素分析
(1)厂内钢卷运输卡车、叉车、电瓶车刹车失灵和驾驶员违章驾驶,易造成厂内机 动车辆伤害事故。
(2)厂内自管铁路、道口未设置自动声光报警器、安全防护和警示标识或道口安全 防护设施损坏未及时修复;道口工脱岗、离岗等,易造成火车撞车、撞人事故。
(3)厂内钢卷过跨小车的驾驶人员开车前,未确认车下是否有检修人员和轨道上是 否有障碍物,违规操作、瞭望不够或警报器失效等,将造成事故。
2)主要预防控制措施
(1)车辆管理和使用单位应落实钢卷运输车和厂内机动车设备的检查、保养、大修、 年检管理制度,确保厂内运输车辆设备完好率达100% ;司机出车前必须检查确认车辆刹 车等安全系统完好后,方能出车。
(2)企业必须重视、落实厂内自管铁路、道口安全防护设施的建设,确保道口自动 声光报警器、安全栏杆、警示标识安装并保持完好。
(3)道口工应培训合格后方能上岗,认真落实道口工安全操作规程,严禁道口工脱 岗、离岗等,发现隐患及时报告处理。
(4)加强厂内钢卷过跨小车和操作人员日常的安全管理,确保设备本质化安全,做 好操作、检修过程中的安全确认,严禁违章作业。
3-物体打击
1)主要危险因素分析
• 192 •
第六章金属压力加工安全技术《
(I)钢卷库区未设置钢卷存放鞍座,易造成钢卷失稳滚动致使伤人的事故。
(2)钢卷运输车上的存放鞍座未固定或脱焊,易造成钢卷运输车转弯时,钢卷和鞍 座一同从车上滑下致使伤人的事故。
(3)钢卷打捆不牢,造成钢卷散卷后带头伤人的事故。
(4)库区原料堆放超高、超宽,造成翻卷致使伤人的事故。
2)主要预防控制措施
(1)钢卷库区设置钢卷存放鞍座,并保持完好;准备三角铁或三角木,防止钢卷滚动。
(2)钢卷运输车存放鞍座必须与车体固定焊牢,防止钢卷从车上滚落。
(3)热轧坯料,有钢架堆放的垛高要求不超过钢架高度,无钢架堆放的钢坯层间要 交叉放置,垛高要求不超过4. 5 m,且不影响起重机作业和司机视线。人与原料间隔不能 小于2 m;堆垛要放置平稳整齐,垛间保持一定安全距离并考虑热坯辐射因素。
(4)冷轧原料钢卷必须堆放在有鞍座的库区内;多层堆垛必须呈梯形,高度不能超过3 层,垛距大于0.4 m,钢卷凸出端面部分必须小于带宽的1/4,堆垛与人行道间距大于2 m。
(5)钢卷辅助套筒等工具应设置专用托架。
4.高处坠落
1)主要危险因素分析
(1)夹钳、C型钩危险断面发生裂纹或断裂。
(2)未设置安全销或防脱钩装置。
(3)电磁吊防止断电的安全措施失效。
(4)指吊人员站在原料堆垛上指挥。
2)主要预防控制措施
(1)作业人员应每天检查夹钳和C型钩的危险断面是否出现裂纹。
(2)每2年应定期对夹钳和C型钩的危险断面进行一次探伤检测。
(3)夹钳、C型钩必须设置安全销或防脱钩装置。
(4)电磁吊断电后延续保护时间必须达到30 miπo
(5)指吊人员必须安全站位,严禁站在原料堆垛上或吊车司机视线盲区内指挥。
5.灼烫
1)主要危险因素分析
(1)库区定置管理不到位,无安全通道。
(2)随意触摸炽热的钢坯和热轧卷。
2)主要预防控制措施
(1)加强库区定置管理。
(2)严禁触摸炽热的钢坯和热轧卷。
(二)主要职业病危害因素分析及控制措施
轧制备料存在的职业病危害因素主要是高温。原料库热板坯、热方坯、热钢卷均会产 生高温。其控制措施如下:
(1)合理设计工艺过程,高温热源区域设置散热、通风装置,使工作区域温度降低。
(2)高温介质设备均采用相应的隔热保温措施。
• 193 •
» 安全生产专业实务 金属冶炼安全
(3)合理安排高温作业工人的劳动和休息时间,调整夏季高温作业劳动和休息制度, 尽量避免高温时段作业。采取轮流作业方式,增加工间休息次数和休息时间。
(4)供给合理的饮料和补充营养。
(5)原料工作业时必须穿隔热服、耐高温防砸鞋,戴安全帽、隔热面罩、耐高温手套等。
(6)在高温区域设置职业危害告知牌,定期检测并公示测量结果。
第三节工业炉安全技术
一、工业炉生产工艺概述
(一)加热与加热炉
加热是指热源将热能传给较冷物体而使其变热的过程。加热可分为直接热源加热和间 接热源加热两类。加热是轧制生产的一个重要工序。
热处理是将金属材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部 的金相组织结构来控制其性能的一种金属热加工工艺。
加热炉是将金属物料或工件加热到轧制或锻造温度的工业炉。按炉温分布,炉膛沿长 度方向分为预热段、加热段和均热段。进料端炉温较低为预热段,其作用在于利用炉气热 量,以提高炉子的热效率。加热段为主要供热段,炉气温度较高,以利于实现快速加热。 均热段位于出料端,炉气温度与金属料温度差别很小,以保证出炉料坯的断面温度均匀。 工业炉按燃料分为电炉、固体燃料炉、液体燃料炉、燃气炉,按炉型分有箱式炉、井式 炉、罩式炉、环形炉、常化炉、卧式连续炉、立式连续炉,按工作温度分有高温炉、中温 炉、低温炉。工业炉有的具有加热功能,有的具有热处理功能。
(二)煤气设施
煤气设施是指所有流经煤气的设施,包括与其相连的其他介质(如蒸汽、氮气、水 等)的管路、设备到与煤气介质第一个切断装置都视为煤气设施。
工业炉的煤气设施:工业炉配气平台(快速切断阀、眼镜阀、吹扫装置)、工业炉烧 嘴、辐射管、煤气在线检测装置、防爆装置(防爆膜、防爆板)、煤气管道及辅助设施 (水封、放散管等)。
(三)工业炉工艺
轧制工业炉分类:步进式加热炉、CSP辑底式隧道炉、连续退火炉(立式、卧式)、 全氢罩式炉、罩式炉、钟罩式炉、环形退火炉、酸洗常化炉等。
1.步进式加热炉生产工艺
步进式加热炉主要适用于轧制生产的热轧工序。步进式加热炉工作原理示意图如图6-18所示。步进式加热炉利用升降液压缸和平移用液压缸,通过连杆对步进梁完成载钢平移。
2. CSP辐底式隧道炉生产工艺
CSP生产线是一条能将炼钢、连铸、轧制3个工序同时完成,实现炼、轧一体化薄板 坯连铸连号生产线。CSP辐底式隧道炉位于CSP生产线连铸设备与热连轧机之间,如图 6-19所示。CSP辑底式隧道炉主要由炉体及摆动机构、炉辐传动、炉底隧道、加热系
• 194 •
第六章金属压力加工安全技术《
汩Emnnnnmmmn
5 4


3步进梁运动轨迹
I-步进一梁;2-固定梁;3一连杆;4-升降液压缸;5-平移液压缸;6-烧嘴 图6-18步进式加热炉工作原理示意图
连铸机夹送辑A隧道炉B隧道炉剪切机连轧机 层流冷却卷取机
图6-19 CSP報底式隧道炉生产工艺流程
统、排烟净化系统、进出口密封、煤气报警系统等组成。
3.连续退火炉生产工艺
连续退火炉的布置形式有立式、卧式两种。目前,冷轧的连退机组大部分为立式,硅 钢的连退机组大部分为卧式,其特点各有利弊。
立式连续退火炉由进口密封辐、加热室、保温室、炉底小车、控制冷却室、快速冷却 室、出口密封辐组成。其特点是占地面积小,工艺布置紧凑,工作效率高,但由于炉体为 立式布置,厂房高,给检修吊装施工带来风险。
卧式连续脱碳退火炉一般由入口密封室、预热炉、无氧化加热、辐射管加热炉、均热 炉保护、气体冷却、空气冷却、出口密封室组成。其特点是机组长,占地面积大,但炉体 不高,厂房矮,建设安全风险小,日常检修换辐方便。
4.全氢罩式炉生产工艺
全氢罩式炉由保护气体内罩的外壁与加热罩的内壁共同组成退火炉燃烧室主体,通过 加热罩上燃气接头获取的燃气与经过助燃风机提供的经热交换器预热的空气混合进行燃 烧,对内罩外壁加热,或通过加热罩内壁上排列的电阻丝或电阻带对内罩外壁加热。
全氢燃气罩式炉与一般的高、低氢罩式炉相比,具有结构先进、设计严谨、安全可靠 的特点。
5.罩式炉生产工艺 •
罩式炉是电热式二层二垛铃形退火炉,在炉底板上放置一层钢卷及支柱,在支柱上放 置隔板,在隔板上放置二层钢卷,在此基础上扣内罩,之后再扣外罩。
• 195 •
»安全生产专业实务金属冶炼安全
罩式炉生产工艺流程:装炉(退火工具、钢卷的装入)T扣内罩T扣加热罩T通入保 护气体(。2清扫,气体转换操作,通入混合气体—3H2+N2,比清扫--确认Hz的浓 度为O)T冷态密封试验T顶部吹扫f加热T保温T带加热罩冷却T辐射冷却T快速冷 却一> 吊外罩T吊内罩T钢卷出炉。
6.钟罩式炉生产工艺
钟罩式炉是一种间歇式退火设备,它投资省、能耗低、效率高、生产比较灵活。适于 铜带卷的中间退火和成品退火。炉子最大工作温度外罩800工,内罩200 ~700 P。钟罩 式炉由冷却罩、内罩、喷水装置、料卷、气流方向、对流盘、冷却风机、循环风机、导向 柱、密封装置等组成。
钟罩式炉生产工艺流程:装料->扣内罩T液压锁紧T抽真空->达到设定真空度T气密 数检测T通安全气T达到规定压力T通保护气及排废气T罩上加热罩T加热开始T循环风 机启动T按照工艺进行恒流调节T达到目标温度T保温计时开始T切除部分加热功率,保 证保温功率T切断主加热电路T发出换冷罩指示报警T吊开加热罩,罩上冷却罩开始冷 却T冷却风机启动T达到循环风机停机温度T停循环风机T达到水冷温度T冷却风机停 止T风冷开始T延时120 S后电机启动T达到出炉温度T水冷停止f循环风机停止,保护 气和排废气停止T发出冷却结束指示T出炉抽真空T抽真空完毕T通安全气T达到一定压 力T保证内罩压力平衡T松开锁紧机构T吊开加热罩T手柄回到原位T卸料。
7.环形退火炉生产工艺
取向硅钢高温退火是将涂敷有氧化镁的钢卷置于特定的设备中按照设定工艺进行退 火,其主要目的:一是充分完成二次再结晶,取得良好的磁性;二是生成良好的硅酸镁底 层,为后序绝缘涂层创造条件;三是净化钢质,将s、N杂质净化到15 X 10-6以下。
环形退火炉是取向硅钢高温退火的关键设备。环形退火炉具备以下优点:一是自动化 程度高,实现工艺自动化控制,提高了工艺控制水平;二是整体煤气加热方式与单座电阻 带加热相比,能源利用率高,降低了能耗;三是环形退火炉燃烧产生的废气温度由1150 cC 下降到250七,节省了能源。
8.酸洗常化炉生产工艺
酸洗常化炉功能:去除钢带表面氧化铁皮;进行切边和月形处理,切除带钢头、尾和 边裂;对高牌号取向硅钢和高牌号无取向硅钢等特殊钢种在酸洗常化炉中进行退火处理。
酸洗常化炉由人口密封室、无氧化加热炉、均热炉、水喷淋冷却、出口密封室组成。 该炉的特点是使用煤气或天然气,不使用氢气;无预热炉;钢带的热处理速度快。
二、安全技术
工业炉尽管用途不同,但都有加热源,工业炉主要以煤气、天然气、石油气作为加热 燃料,而这些燃料的理化特性决定了加热炉的危险特性。
工业炉生产过程中的关键过程:点火作业、通氢通氮、煤气操作、炉子运行、停炉作业等。 工业炉生产过程中主要安全事故:中毒和窒息、容器爆炸、火灾、灼烫等。
(一)危险因素分析及控制措施
1-中毒和窒息 ^
• 196 •
第六章金属压力加工安全技术«
1)主要危险因素分析
(I)工业炉煤气管道、煤气阀门泄漏,可能造成煤气中毒事故。
(2)工业炉未按要求设置煤气放散管,导致工业炉检修煤气放散时,煤气直接向厂 房内放散,造成煤气中毒事故。
(3)工业炉区域地下一端闭塞或滞留煤气、氮气的地沟内,未设置一氧化碳和氧含 量报警器和通风装置,一旦发生煤气、氮气气体泄漏,可能造成该区域作业人员煤气中毒 和氮气窒息事故。
(4)炉内清扫后和检修前未检测Co含量和O2含量,未保持炉内通风等安全措施, 将造成煤气中毒和氮气窒息事故。
(5)炉内检修完毕送煤气后,未检查加热炉所有管道、阀门连接部位和隔断装置是 否有煤气泄漏,可能造成煤气中毒事故。
(6)‘工业炉煤气区域及操作室未设置Co报警器,或设置了 CO报警器,但失效、超 期未检不能正常使用,可能造成煤气中毒事故。
(7)加热炉操作室未配备空气呼吸器,或操作工不会使用空气呼吸器,将导致作业 人员在煤气区域巡检和处理煤气泄漏时无安全防护用具,造成煤气中毒事故。
2)主要预防控制措施
(1)工业炉煤气区域及操作室必须按规范要求设置固定式CO报警器和便携式CO报 警器;并按周期定期送检校准,张贴检定标识,确保完好有效。加热设备与风机之间应设 安全联锁、泄爆装置,并采取防煤气倒灌的措施。
(2) 一端闭塞或可能滞留燃气、有毒气体的地沟,必须设可燃气体、有毒气体在线 报警器,并采取通风措施。
(3)加热炉操作室内应配备空气呼吸器,气瓶必须按期检验,并确保空气呼吸器完 好有效,加热工必须人人会使用、维护空气呼吸器。
(4)加热炉必须按相关煤气安全规程的要求设置煤气放散管,放散管应高出厂房 4 mo
.(5)氮气使用场所,应设氧含量在线连续监测和报警装置,并有防窒息的应急措施。 氮气供应系统应设置事故工况下持续供应氮气的储罐设施,氮气管道安全防护的基本要求 应遵循《压力管道规范 工业管道 第6部分:安全防护》(GB/T 20801. 6)的相关规定。
(6) 一旦发现煤气、氮气泄漏,作业人员必须立即报告,并按要求进行应急处置。
(7)炉内清扫和检修前,必须可靠地切断危险气体阀门,并按规范要求进行炉内吹 扫、保持炉内通风,检测氧含量合格后,办进炉许可证,派专人监护、联络,至少两人携 带便携式CO报警器和O2报警器进炉作业。
2.容器爆炸
1)主要危险因素分析
(1)加热炉使用的压力容器、安全阀、压力表超压使用或未按周期送检。
(2)连续退火炉加湿器使用的N" O?含量超标。
2)主要预防控制措施
(1)加热炉使用的压力容器、安全阀、压力表严禁超压使用,并按周期检验、检定、
• 197 •
»安全生产专业实务金属冶炼安全
校准。
(2)使用氮气设备必须设有粗氮、精氮含氧量极限显示和报警装置,有紧急防爆的 应急措施。
(3)严格控制氮气中的氧含量,确保氧含量自动监测设施有效。
3.火灾
1)主要危险因素分析
(1)加热炉煤气、天然气、燃油泄漏。
(2)加热炉检修违章动火,遗留易燃物。
(3)加热炉区域灭火器失效。
(4)燃油加热炉贮油罐或重油池未设置安全防护装置。
2)主要预防控制措施
(1)发现煤气、天然气、燃油泄漏必须立即处置。
(2)加热炉检修严禁违章动火,严禁遗留易燃物。
(3)灭火器检查维护到位,失效灭火器必须及时更换。
(4)贮油罐或重油池,必须安装排气管和溢流管。
(5)输送重油的管路,必须设置火灾时能很快切断重油输送的专用阀。
4.灼烫
1)主要危险因素分析
(1)直接接触加热炉炉体或热钢坯。
(2)长期在高温下暴露。
(3)炉内温度未达到室温进炉。
2)主要预防控制措施
(1)加热设备应设可靠的隔热层,其外表面温度应遵守《评价企业合理用热技术导 则》(GB/T3486)的规定。
(2)严禁触摸高温炉壳和加热钢坯。
(3)现场作业必须穿隔热服、戴手闷子等防护用品。
(4)严格按规定的温度进炉作业。
5.其他事故
D设备设施缺陷
(1)主要危险因素分析:
①加热炉未设置燃气快速切断阀和有效隔断装置。
②加热炉、常化炉、干燥炉未按要求设置泄爆装置。
③连续退火炉未设置炉压安全控制装置和自动报警装置。
④燃气加热炉未设置燃气防爆装置。
⑤加热炉、均热炉、常化炉等未设置高位水源。
⑥加热炉、均热炉、常化炉等所有密闭性水冷系统未试压。
⑦加热炉水压、出口水温不合格。
⑧加热炉未按要求设置放散管。
• 198 •
第六章金属压力加工安全技术«
⑨工业炉安全保护装置失效。
(2)主要预防控制措施:
①工业炉窑应设各种安全回路的仪表装置和自动警报系统,对使用低压燃气和燃油 的工业炉窑,炉前输配介质管道应设在线连续压力检测、低压报警以及压力过低联锁快速 切断阀关闭以防止回火燃爆的保护措施。
②加热炉、常化炉必须设置泄爆阀,其泄爆口不准正对操作室和通道。
③连续退火炉必须设置炉压安全控制装置和自动报警装置。
④加热炉、常化炉、干燥炉应按要求设置泄爆装置。
⑤加热炉、均热炉、常化炉等必须配置高位水源。
⑥加热炉、均热炉、常化炉等所有密闭性水冷系统必须按规定试压合格。
⑦加热炉水压不得低于0. 1 MPa ,出口水温不得高于50 K。
⑧加热炉必须按要求设置放散管。
⑨必须确保连续退火炉快速切断阀,氮用快速切断阀,氢用快速切断阀,辉光加热 器(安装在连续退火炉的出口密封室上方,燃烧剩余煤气,防止因煤气积聚而产生的炉 内爆炸的装置),设置在出口密封室上方的防爆盖,以及停电、停氮、停水安全保护设施 安全可靠。
2)炉子点火
(1)主要危险因素分析:
①长期停炉或检修过的炉子点火前,未对主煤气管道进行氮气或蒸汽吹扫,且取样 分析氧含量未达标就向主管道送煤气;送完煤气后,未取样作煤气的爆发试验便进行炉子 的点火操作。
②加热炉点火前加热工未确认输入煤气压力,煤气配管、增湿器、烟道、炉内经过 氮气吹扫后的氧含量,现场点火烧嘴燃烧情况,气体配管的渗漏试验、气密性试验情况, 炉压处于的状态,煤气与氮气置换管道间“硬连接”情况,主风机工作情况,计算机程 序控制情况。
③干燥炉辐射管烧嘴点火前,未首先启动主风机向炉内送风,未确认吹扫合格后就 开煤气主阀。
④炉子点火时,除看计算机画面及控制程序确认外,操作人员未到现场确认烧嘴是 否完全点燃后,就进行送主煤气的操作。
⑤未按要求对煤气区域进行点检、巡检,发现煤气、天然气泄漏未立即按应急处置 要点处置。
⑥在煤气吹扫过程中,在煤气设施上拴、拉电焊线,煤气设施周围40 m内有火源。
(2)主要预防控制措施:
①长期停炉或检修过的炉子点火前,必须对主煤气管道进行氮气吹扫;对其取样分 析氧含量达标合格后,方能向主管道送煤气;送完煤气后,还要取样做煤气的爆发试验, 确认合格后才能进行炉子的点火操作。
②加热炉点火前必须确认主煤气阀开启的8个条件:输入的煤气压力正常;煤气配 管、增湿器、烧嘴、烟道、炉内经过氮气吹扫,氧含量达标;现场点火烧嘴燃烧正常;气
• 199 •
» 安全生产专业实务 金属冶炼安全
体配管的渗漏试验、气密性试验完成;炉压处于正压状态;煤气与氮气管道间不存在 "硬连接";主风机工作正常;计算机程序控制正常。
③干燥炉辐射管烧嘴点火前,必须首先启动主风机向炉内送风,吹扫合格后方可再 开煤气主阀。
④炉子点火时,除看计算机画面及控制程序确认外,操作人员还必须到现场确认烧 嘴完全点燃后,方可进行送主煤气的操作。
⑤按要求对煤气区域进行点检、巡检,发现煤气、天然气泄漏立即按应急处置要点处置。
⑥吹扫和置换煤气设施内部的煤气过程中,严禁在煤气设施上拴、拉电焊线,煤气 设施周围40 m内严禁火源。
3)炉内通氢气
(1)主要危险因素分析:
①连续退火炉加热工不清楚危险气体爆炸的“三要素”。
②连续退火炉加热工未掌握通氢气前的确认事项。
(2)主要预防控制措施:
①加热工必须熟知危险气体爆炸的“三要素"。
②炉内通氢气前,加热工必须确认以下操作条件全部具备以后,方能打开氢气总阀, 缓慢打开氢气流量调节阀使流量达到工艺要求为止。
一一确认气体配管的渗漏试验、气密性试验已完成;
--确认炉内已用氮气吹扫干净,炉内氧含量WL 0%;
--确认所有保护气体管道及增湿器已用氮气清洗,且氧含量WL 0% ;
--确认无氧化炉已点火;
--确认各炉温度在760七以上;
--确认辉光灯已通电,红色指示灯已亮;
--确认入口炉门、出口密封辐的开度合适;
——确认炉内压力为正压,炉子头、尾部压力正常;
——确认非常用氮电磁阀正常,前后手动阀已按设定打开(入口手动阀全开,出口 手动阀半开),计算机及计量等仪表装置运行正常。
4)炉子运行
(1)主要危险因素分析:
①加热炉及连续退火炉中易燃易爆气体泄漏,致使氢气、煤气、天然气在空气中的 含量达到爆炸极限。
②紧急停电没有事故氮或事故氮系统失效。
(2)主要预防控制措施:
①确保加热炉煤气设施和安全报警设施点巡检到位,发现煤气泄漏,立即处置;处
理煤气泄漏应至少两人佩戴空气呼吸器进行泄漏处置。 ~
②设置柴油机发电系统,并确保完好。确保事故氮系统检查、维护、检修到位,随 时可用。当出现紧急停电,炉内氢气无法排出时,立即向炉内补充氮气。
5)停炉
• 200 •
第六章金属压力加工安全技术«
(1)主要危险因素分析:
①停炉时,未按停炉程序要求操作。
②氮气吹扫后,未及时将氮气与煤气管道间法兰脱开或堵盲板。
(2)主要预防控制措施:
①关闭加热炉所有烧嘴,关闭加热炉上燃气自动阀和手动阀,关闭加热炉的"零” 阀,各煤气管道系统打开末端放散管进行放散。
②氮气吹扫后,必须及时将氮气与煤气管道间法兰脱开或堵盲板。
(二)主要职业病危害因素分析及控制措施
1.主要职业病危害因素分析
1)化学有害因素
工业炉使用的煤气中含有CO、CO2、SO2、NO,等物质,会对作业人员产生职业病 危害。
2)粉尘
工业炉生产过程中会出现氧化铁皮的金属粉尘。另外,工业炉将产生大量的烟尘;清 扫炉体时,会产生较大的扬尘。
3)噪声
工业炉气体燃烧、炉辑传动均会产生噪声。
4)高温
热板坯、热方坯、热钢卷及工业炉炉体均会产生高温。
2.控制措施
1)化学有害因素和粉尘控制措施
(1)工业炉采取负压排烟装置,加强其密闭性,防止化学有害因素和粉尘外泄。
(2)工作场所加强通风,降低有害物质浓度。
(3)设置局部通风系统,将炉体产生的烟尘进行收集处理达标后再排放。
(4)定时清扫炉顶、炉底、炉内等部位,减少扬尘。
(5)在可能逸散化学有害因素和存在粉尘的作业场所设置职业危害告知牌,定期检 测并公示测量结果。
2)噪声控制措施
(1)在设备选型时优先选用低噪声、含减振装置的设备。
(2)结合实际调节工业炉烧嘴的空燃比,确保现场噪声达标。
(3)煤气放散阀增加消声器,减少噪声。
(4)在噪声区域设置职业危害告知牌,定期检测并公示测量结果。
(5)操作室设置双层隔声玻璃降低岗位噪声。
3)高温控制措施
设置自然通风、机械通风,降低工业炉工作区域温度,其余的高温控制措施见本章第 二节的相关内容。
• 201 •
» 安全生产专业实务 金属冶炼安全
第四节热轧安全技术
一、热轧工艺概述
热轧的产品主要是板材与型材,它既为市场提供成品材,又为冷轧、硅钢提供原料。 随着计算机技术不断发展、检测手段日益丰富、工艺水平逐步提高,重环保、降成本、多 工序、短流程工艺备受青睐,CSP与ISP薄板坯连铸连轧技术,以“Coliplant”工艺为代 表的炉板卷轧机技术,棒线连轧机组,多机架热连轧薄板机组,代表了热轧的发展趋势。
(-)棒材轧制工艺
1.工艺概况
棒材生产线主要产品:建筑用螺纹钢筋、圆钢、优特钢圆钢棒材及工业纯铁和抗震钢 筋等高附加值棒材产品。
棒材生产线的主要设备:上料台架、步进式加热炉、高压水除鳞、粗轧机组、1号中轧机 组、2号中轧机组、切头剪、精轧机组、水冷系统、夹送辐、倍尺飞剪、冷床、定尺剪等。
2.工艺流程
棒材生产工艺流程:铸坯T加热炉加热T高压水除鳞T开坯轧机一热剪T粗轧机组T 1号飞剪切头、切尾、碎断->1号中轧机组-2号飞剪切头、切尾、碎断->精轧机组一控 制冷却->3号、4号飞剪T冷床冷却一定尺剪T短尺剔除T计数、分离T收集T打捆T吊 运T入库。
(二)线材轧制工艺
1.工艺概况
高速线材生产线主要由加热炉、粗轧机、中轧机、预精轧机、精轧机、斯太尔摩线、 集卷、PF线、打捆机、卸卷站等设备组成。该生产线自动化程度高,设备精良。
2.工艺流程
高速线材工艺流程:原料准备T称重T装炉T加热T六机架粗轧T剪头T十机架中 轧T剪头T四机架预精轧T剪头T十机架精轧T水冷T吐丝T空冷T集卷T检验TPF 线一>•打捆机一》■卸卷一k包装一>•入库。
(三)重轨型材轧制工艺
连铸钢坯进入步进梁式加热炉加热后,重轨坯料经高压水除鳞进入开坯机、连轧机、 精轧机轧制后进入重轨后续处理工序,经冷床冷却、余热淬火、锯切矫直等工序,生产出 含重轨在内的各类纵轨和型材产品。
1.重轨生产工艺流程
重轨生产工艺流程:上料f加热T除鳞T开坯轧制一万能轧机轧制T钢轨打印一切 头、切尾T钢轨余热淬火T冷床冷却T复合矫直T无损探伤一平直检验T压力补矫T锯钻 加工一轨端淬火T检查收集T入库T装车。
2.型钢生产工艺流程
型钢生产工艺流程:上料T加热T除鳞T开坯轧制T万能轧机轧制T切头、切尾T水
• 202 •
第六章金属压力加工安全技术«
平辐式矫直一冷锯切定尺一检查堆垛一打捆、称重一收集入库->装车发货。
(四)炉卷轧制工艺
炉卷工艺最早由美国Tippins公司提出,并最先应用于美国Tuscaloosa钢厂的2845 mm 的炉卷轧机上。这种工艺的轧机具有3种轧制方式:传统的单板轧制;轧制前后采取保温 卷取轧制,卷取过后采取倍尺飞剪、喷水冷却、热矫送冷床后再经横剪裁为定尺,.或钢板 喷水冷却后送地下卷取机卷取成钢卷;轧制后直接卷取成卷。
(五)中厚板轧制工艺
1.工艺概况
中厚板是指钢板不固定边部变形的热轧扁平材,包括直接轧制的单轧制板和由中宽带 剪切成的连轧带钢。中厚板材生产方式有中厚板单机架、双机架可逆式(往复)轧机轧 制,连续式、半连续式轧机轧制,单炉、双炉卷轧机轧制。一般小于4 mm (或6 mm)的 板材由连续式、半连续式轧机轧制或单炉、双炉卷轧机轧制。
2.工艺流程
中厚板轧制工艺流程:原料验收一表面清理一加热-除鳞T轧制-矫直T冷却T定尺 剪切T钢板热处理一性能检验-入库。
(六)薄板带轧制工艺
随着CSP薄板坯连铸连轧工艺的问世,热轧薄板带已突破了 2 mm以下的极薄规格, 达到0. 8 mmo国内热轧薄板带工艺流程如图6-20所示。
图6-20国内热轧薄板带工艺流程
(七)管材轧制工艺
1.工艺概况
≡扎群:628721411
J/QQ: 863575556
管材轧制的生产方法有热轧法、热挤压法、冷加工法、焊管生产法。
2.工艺流程
管材轧制工艺流程:上料T剪断T加热一热定心一>穿孔T轧管一均整T定径T冷却一 矫直T切管T检验T入库。 ,
• 203 •
»安全生产专业实务金属冶炼安全
二、安全技术
热轧主要设备包括:各种轧机、原料清理设备、加热炉、除鳞机、层流冷却、卷取设 备、矫直设备、剪切设备、热锯、吊具、特种设备、辅助设备、电气设施、辐类设备、辅 助站所、钢卷运输设备等。热轧设备机械自动化程度高,产品精度高,结构复杂,危险有 害因素较多。
热轧生产过程中可能产生的主要安全事故:机械伤害、起重伤害、高处坠落、物体打 击、车辆伤害、灼烫、火灾、淹溺等。
(-)危险因素分析及控制措施
1.机械伤害
1)主要危险因素分析
(1)初轧机未设置防止过载、误操作或出现意外情况的安全装置,易产生机械伤害事故。
(2)高线轧钢工在测量轧机孔型时,一手拿铅样棒测孔型,一手指挥操作工开机, 经常发生手被带入辐缝内的事故。
(3)高线轧钢工轧制过程中观察轧机孔型时站位不当,易发生机械伤害事故。
(4)高线PF线封闭不严,经常有人横穿运转的传送作业线,易产生运输机械伤害事故。
(5)矫正机台上操作工未确认台下操作工是否站位安全,便提前开机,易产生机械 伤害事故。
(6)轧制时检查和调整导卫板、夹料机、摆动式升降台和翻钢机,站位不当,易发 生机械伤害事故。
(7)型钢专用加工作业线上各设备之间,未设置安全联锁装置,易产生机械伤害事故。
(8)轧钢工不小心触摸棒材轧机运转轧辐的进口导卫辐,很容易将手带入导卫辐内。
(9)热轧在碎边剪溜槽卡钢处理过程中,未停机,联系呼应不到位,易产生机械伤 害事故。
(10)穿孔机、轧管机、定径机、均整机和减径机等主要设备与辅助设备之间,未设 置可靠的电气安全联锁,极易造成机械伤害事故。
2)主要预防控制措施
(1)初轧机必须设置防止过载、误操作或出现意外情况的安全装置。
(2)高线轧钢工在测量轧机孔型时,必须确认轧机停机后,方能测量,严禁边测量、 边开机的违章作业。
(3)高线轧钢工在观察轧机孔型时必须站位得当,轧机停机后方能观察。
(4)高线PF线必须实行封闭管理,有叉车和人行的地方必须设置声光报警器,并检 查维护到位。
(5)台上操作工开机前,必须"一看、二问、三点动、四操作”,未经台下操作工允 许,严禁开机。
(6)轧机轧制时,严禁检查和调整导卫板、夹料机、摆动式升降台和翻钢机。
(7)型钢专用加工作业线上各设备之间,穿孔机、轧管机、定径机、均整机和减径 机等主要设备与辅助设备之间,必须设置安全联锁装置。
• 204-
第六章金属压力加工安全技术《
(8)严禁触摸运转棒材轧机入口的导卫辐和其他装置。
(9)圆盘剪、碎边剪溜槽卡钢处理过程中,必须停机,调试时联系呼应必须到位, 严禁误操作。
2.起重伤害
1)主要危险因素分析
(1)钢管表面光滑,吊运捆绑不牢,桥式起重机运行时钢管滑落。
(2)穿孔机、轧管机、定径机和减径机等主要设备的轧辑更换,未采用液压换辑方式。
(3)轧管作业更换顶头、顶杆和芯棒未采用机械化作业。
(4)轧管作业换芯棒时钢丝绳受力不均,桥式起重机运行时钢丝绳断裂。
(5)夹钳、吊具、C型钩等吊具无防脱钩装置。
(6)吊车司机违章作业。
(7)钢丝绳、吊具检查、管理不到位。
2)主要预防控制措施
(1)吊车司机必须严格执行安全操作规程及其他安全管理规定,严禁违章作业、违 章指挥。
(2)必须确保桥式起重机设备运行良好,安全防护设施有效。
(3)热管件吊运必须使用管件专用夹钳吊运,成品吊运必须整捆吊运。吊运时起重 工必须找好中心,锁好绳扣,垫好防割胶垫。
(4)穿孔机、轧管机、定径机和减径机等主要设备的轧辐更换,应优先采用液压换 辐方式。
(5)轧管作业更换顶头、顶杆和芯棒必须采用机械化作业。
(6)轧管作业换芯棒时挂吊钢丝绳必须认真检查,确保钢丝绳受力均匀,精心指挥。
(7)起重作业指挥人员应经专门培训,同一时刻只应一人指挥,指挥人员应有起重 机司机易于辨认的明显的识别标识,指挥信号应遵守《起重机 手势信号》(GB/T5082) 的规定。
3.高处坠落
1)主要危险因素分析
热轧地下卷取机小车地坑较深,地面较滑,未设置安全防护装置。
2)主要预防控制措施
(1)热轧地下卷取机危险区域必须设置安全警示牌、防滑地板。
(2)检修调试和处理生产事故的人员必须穿耐砸防滑鞋,佩挂安全带。
4.物体打击
1)主要危险因素分析
(1)高速棒线轧机输出辐道两侧未设置防止高速炽热的轧件冲出的防护网。危险区 域设置防护网损坏后未修复。
(2)输送溜槽、导入装置、防护罩内部结瘤,易卡钢,未及时停机处理。棒材输出 辑道两侧未设置安全栏杆或栏杆拆除后未及时恢复。
(3)作业人员处理冷床及其他设备冲钢故障时,未停机挂警示牌。
•205 •
» 安全生产专业实务 金属冶炼安全
(4)预精轧机、精轧机、定径机、减径机的机架以及高速线材轧机未设置金属防护罩。
(5)轧件、喂料装置修磨时作业人员未佩戴护目镜。
(6)管件修磨时,手动砂轮机压下量过大,砂轮片破碎。
(7)轧制钢管过程中带锯下料未落地,用手托棒料。
(8)热轧地下卷取机外围未设置安全防护装置,或安全防护措施缺失。
(9)热轧主轧线未完全封闭,作业人员随意穿越主轧线。
(10)轧机除鳞装置未设置防止铁鳞飞溅的安全护板和水帘。
(11)热连轧机与卷取机之间输送辐道的两侧未设防护挡板等。
2)主要预防控制措施
(1)高速棒线轧机危险区域必须设置防止红钢冲出的防护网;保持输送溜槽、导入 装置、防护罩内部无结瘤、无卡钢,发现缺陷必须立即停机处理。
(2)棒材输出辐道两侧必须设置安全栏杆,并保持完好,临时拆除的栏杆,检修后 必须立即恢复。
(3)处理冷床及其他设备冲钢故障时,必须停机、挂警示牌。
(4)预精轧机、精轧机、定径机、减径机的机架以及高速线材轧机,必须设置金属 防护罩。
(5)轧件、喂料装置等修磨时作业人员必须佩戴护目镜。
(6)管件修磨时,严禁手动砂轮机压下量过大。
(7)带锯下料前,必须将管件两端支撑好、固定好,严禁用手托起管件。
(8)地下卷取机危险区域必须设置安全警示牌、安全防护栏杆和门禁系统,并确保 其完好有效。
(9)主轧线必须完全封闭,严禁有人穿越主轧线。
(10)轧机除鳞装置必须设置防止铁鳞飞溅危害的安全护板和水帘。
(H)热连轧机与卷取机之间的输送辐道两侧必须设置不低于0. 3 m的防护挡板。
5.车辆伤害
1)主要危险因素分析
(1)热轧换辐小车与轧线通道平交处,两边未设置安全防护装置。
(2)热轧钢卷运输车维护不良,刹车失灵,驾驶员违章驾驶。
2)主要预防控制措施
(1)热轧换辐小车与轧线通道平交处两边必须设置"当心换辐小车”的警示标志。
(2)在轧钢跨与磨辐跨之间开安全门,设置人车分流通道。
(3)设置声光报警或语言提示系统。
(4)热轧钢卷运输车必须维护检修到位,定期中修、大修,定期检验,确保车辆各 系统安全有效。
(5)热轧钢卷运输车驾驶员必须认真落实开车前的安全检查确认制度,杜绝车辆带 病运行。
(6)热轧钢卷运输车驾驶员必须认真落实安全操作规程,严禁超载、酒驾、疲劳驾 驶等违章作业。
• 206 •
第六章金属压力加工安全技术《
6.灼烫
D主要危险因素分析
(ɪ)在初我机和前后推床的侧面,未设防止氧化铁皮飞溅和钢渣爆炸危害的挡板、 索链或金属网。横跨轧机辐道的主操作室,以及经常受热坯烘烤或有氧化铁皮飞溅的操作 室,应采用耐热材料和其他隔热措施,并采取防止氧化铁皮飞溅影响以及防雾的措施。
(2)热锯机未设置防止锯屑飞溅的安全设施。
2)主要预防控制措施
(1)在初轧机和前后推床的侧面,必须设置防止氧化铁皮飞溅和钢渣其他爆炸危害 的挡板、索链或金属网。
(2)热锯机必须设置防止锯屑飞溅的安全设施,在有人员通行的方向必须设置防护挡板。
(3)横跨轧机辑道的主操作室,以及经常受热坯烘烤或有氧化铁皮飞溅的操作室, 应采用耐热材料和其他隔热措施,并采取防止氧化铁皮飞溅影响以及防雾的措施。
7.火灾
1)主要危险因素分析
(1)电缆隧道上方动火安全措施不到位,电焊火星掉入电缆隧道引起电缆隧道发生火灾。
(2)电缆绝缘层老化、过热可引起电缆着火。
(3)轧机的液压油泄漏会导致火灾事故发生。
2)主要预防控制措施
(1)在能通往电缆隧道、地下液压站、地下润滑站、小车地坑等重点防火部位上方 动火,必须查清能通往隧道和地下站所、小车盖板的孔洞,并进行封堵。
(2)必须办理动火证,动火时电缆隧道和地下站所、小车盖板的孔洞必须派专人在 其下方监护,配置灭火器或打开消火栓,落实各项消防措施。
(3)轧机应设超温、超压、超速报警联锁装置;油雾发生器应有超温报警联锁装置; 油烟风道应安装防火挡板;风道的适当位置上应安装灭火探头,并定期检测。
(4)全油轧机及其板式过滤器和油箱室(地下室)应配置火灾自动报警和灭火系统; 轧辑轴承箱、支撑辐轴承箱、轧制液压泵轴承应安装温度监控联锁装置,并定期检测。热 轧机应配备防液压油泄漏起火的灭火设施或器材。
(5)有色压力加工高速轧机应设断带保护装置,防止断带时轧制油着火。
(6)有色压力加工全油轧机的自动灭火系统应与主电源系统、润滑系统、送排风系 统设联锁装置,自动灭火系统应由有资质的单位进行维护保养,并定期试喷。
8.淹溺
1)主要危险因素分析
(1)热轧清理水冲渣沟时,作业人员未关闭冲水阀门,未挂警示牌,未锁定能源介 质;未落实联系呼应确认制,可能发生淹溺事故。
(2)水处理站接收池、沉淀池、曝气池、中和池等的安全栏杆和警示标识缺失,酸 再生接收池、中和池的安全栏杆和安全过桥锈蚀、失修。
(3)轧机油库油箱及乳化液箱防坠落措施不到位等。
2)主要预防控制措施
• 207 •
» 安全生产专业实务 金属冶炼安全
(1)热轧清理水冲渣沟时,作业人员必须关闭冲水阀门,并锁定、挂牌;在机组操 作台上挂警示牌;落实联系呼应确认制。
(2)加强对水处理站和酸再生工业梯台、安全栏杆、安全过桥的检查、维护、防腐 检修,设置“当心淹溺”警示牌。 .
(3)确保轧机各类油箱、乳化液箱上方的安全防滑、防坠落措施到位。
(二)主要职业病危害因素分析及控制措施
1.主要职业病危害因素分析
D化学有害因素
工业炉使用的煤气中含有co、Co2、SO2λ NO,等物质。
在高温、油雾润滑轧制时,作业人员可能受到油和油中所含添加剂的危害。
2)粉尘
精轧机和粗轧机在轧制时,其钢坯上的氧化铁皮被轧辐碾碎,并随着高速旋转的轧掘 抛出,将产生粉尘。
3)噪声
各种设备(风机、精轧机、粗轧机、剪切机、卷取机及辐道等)在运转过程中会产 生较大的噪声。
4)高温
加热炉及炽热钢坯等生产性热源均会产生高温。
5)电离辐射
生产过程中使用X射线测厚仪进行测厚,工作人员可能受到电离辐射。
-2.控制措施
D化学有害因素控制措施
(1)确保轧机油烟排烟装置、通风装置完好。
(2)油乳化液作为冷却剂和润滑剂时,应保证油和添加剂的比例正确,这样不但能 减少它们对黏膜的刺激,而且还能防止与之接触的工人患急性皮炎。
(3)作业人员必须佩戴防毒口罩。
(4)煤气控制措施见本章第三节的相关内容。
2)粉尘控制措施
(1)工业炉采取负压排烟装置,加强其密闭性,防止有害物质外泄。
(2)精轧机、粗轧机和矫直机等产生粉尘的地方设置抽风设施或通过采取洒水降尘 等措施来降低粉尘浓度。
(3)在粉尘区域设置职业危害告知牌,定期检测噪声并公示测量结果。
3)噪声控制措施
(1)在设备选型时优先选用低噪声设备。
(2)对高噪声设备和环境应当采取有效的综合降噪措施,如对噪声较大的精轧机、 粗轧机、卷取设备等,可通过阻尼减振并安装隔声罩等措施进行隔声降噪。装卸料、加料 时可采取选择最佳角度与坡度、减少物料落差等方式,避免物料大落差的直接撞击。
(3)加强机械设备的维护,减少设备松动产生的噪声。
• 208 •
第K章金属压力加工安全技术《
(4)使操作区尽量远离噪声源。
(5)在高噪声场所作业时,应佩戴护耳器。
(6)在噪声区域设置职业危害告知牌,定期检测噪声并公示测量结果。
4)高温控制措施
见本章第二节的相关内容。
5)电离辐射控制措施
(1)时间防护:尽量减少在辐射场所逗留的时间。准备充分,尽量操作迅速,也可 采用轮流制、替换制,减少每个作业人员的暴露时间。
(2)距离防护:增加作业人员与辐射源之间的距离。一般认为距离增加1倍,剂量 减少为原来的1/4 0
(3)屏蔽防护:在人与辐射源之间设置合适的防护屏蔽。防护材料为铅、铁、水泥等。
(4)加强对作业人员的职业健康检查,有血液系统疾病,晶体浑浊,肝肾疾病,内 分泌疾病,皮肤疾病,严重的呼吸、消化、泌尿、免疫系统疾病,神经精神异常者,不能 从事放射作业。
(5)作业人员结束工作后应及时清理用具,清除放射性污染物;在离开作业场所时 应洗手或淋浴。正确使用防护用品,如穿戴工作服、防护镜、口罩等。在放射性工作场所 内严禁饮食、喝水、抽烟。
第五节冷轧安全技术
一、工艺概述
(-)冷轧生产的特点
冷轧是在常温状态下,通过轧机设备对轧制钢材进行冷态压延、拉拔、挤压等形成最 终产品,获得合适硬度、强度、塑性的机械性能,改善产品平直度、光洁度等使用性能。 冷轧是轧制企业中危害因素较多的轧制工序。
(二)冷轧工艺及生产机组
1.冷轧酸轧联合轧机组
冷轧酸轧联合机组工艺流程如图6 -21所示。
2.普通酸洗机组
普通酸洗机组装备有双开卷机、双刃剪、激光焊机、双活套、拉伸矫直机、酸洗漂洗 烘干系统、双卷取机等设备;采用浅槽紊流酸洗槽技术,酸液浓度、温度在线测量、自动 控制技术,循环泵、循环罐系交流变频技术,还配备有酸再生机组。
普通酸洗机组工艺流程:开卷T矫直T剪切T焊接T入口活套T拉矫T酸洗漂洗T干 燥T出口活套一月牙剪T圆盘剪T涂油机T出口剪T卷取机。
3.森吉米尔轧机机组
森吉米尔轧机主要用于轧制硅钢,其辐型布置为二十辐放射性排列。该轧机具有如下 特点:整体铸钢机架,刚度大,轧制压力大;先进的板型自动检测系统;一中间轴向自动
• 209 •
» 安全生产专业实务 金属冶炼安全
1-开卷机:2-矫直机;3、12-液压剪;4-激光焊机;5-拉矫机;6-酸洗槽;7一漂洗槽:8一烘干机;
9—月牙剪;10一圆盘剪;Il-检查室:13一连轧机组;14-飞剪;15-卡罗赛尔卷取机 图6-21冷轧酸轧联合机组工艺流程
调整机构;弯辐凸度调整机构;先进的AGC电液伺服液压压下系统;轧制精度高。
森吉米尔轧机机组工艺流程:上料T开卷T矫直T可逆轧制T测厚T卷取T卸卷。
4.连续退火机组
连续退火机组具有生产周期短、产品质量好、成材率高、占地面积小、劳动定员少等 优点,是集传统工艺中减张清洗、退火、平整、精整等工序为一体的轧后短流程处理机 组,它与传统分散机组工艺相比,除生产一般用途钢板卷外,还可生产包括高成型性软 钢、高强钢在内的高新品种,尤其适合薄规格优质带钢、汽车面板生产。
5.镀锌机组
热镀锌机组和电镀锌机组都是将冷轧后的硬态带钢脱脂去污、再结晶退火、热镀锌或 电镀锌、光整、拉伸矫直、表面化学处理、精整等工序联合在一起的连续化宽带钢生产 线。热镀锌与连续退火线的前工艺段有相同的开卷、清洗、退火工艺。
6.电镀锡机组
电镀锡机组工艺流程:开卷T剪切T焊接T圆盘剪剪切T入口活套T电解碱洗T热风 干燥T拉矫T电解酸洗T电镀T带出镀液回收T热风干燥T差厚镀层打印T测厚仪T软熔 淬火T钝化处理T热风干燥T静电涂油T出口活套T质检T针孔探测仪T边部针孔探测 仪T分卷剪切一卷取。
7.彩色涂层机组
彩涂板是当今世界钢铁企业板材深加工的终极产品,具有轻质、美观等特点,防腐蚀 性能良好,广泛应用于建筑、轻工、家电等行业。彩涂板产品主要有聚酯、硅改性聚酯、 环氧树脂、氟碳、丙烯酸树脂、塑料熔胶和家电聚酯及表面贴膜、压花等产品。
彩色涂层机组工艺流程:开卷机T缝合机T压辐T张力辐T开卷活套T碱洗脱脂T清 洗T烘干-› 钝化T烘干T初涂T初涂烘干T面漆精涂T面漆烘干T风冷降温-> 收卷活套T 收卷机T卸卷。
彩涂机组工艺流程如图6 -22所示。
二、安全技术
冷轧主要生产机组包括:酸洗机组、酸连轧机组、酸再生机组、森吉米尔轧机、六辐
• 210-
第六章金属压力加工安全技术«
轧机、HC轧机、偏八辐轧机、焊接机组、碱洗机组、连续退火机组、平整机组、热平整 拉伸机组、罩式炉、全氢炉、镀锌机组、镀锡机组、彩涂机组等。
导致冷轧生产过程中主要危险因素的设备有:具有煤气、天然气、氢气、氨气、氮气 或其混合气体的连续退火炉、辅助站所(液氨站、氢气站、煤气发生站、氮气站)、酸洗 及再生设备、开卷设备、卷取设备、矫直设备、剪切设备、辐类设备、活套设备、吊具夹 钳、特种设备(桥式起重机、锅炉、压力容器、叉车)、电气设施、铁路道口设施等。
(-)危险因素分析及控制措施
冷轧生产过程中可能产生的主要事故:机械伤害、起重伤害、高处坠落、物体打击、 中毒和窒息、灼烫、触电、其他伤害。
1.机械伤害
1)主要危险因素分析
(1)张紧辎、压辑、双刃剪夹送辐压辑未设置安全销。
(2)酸连轧活套车两侧钢丝绳快速移动区域无防护栏杆或其封闭不严。
(3)张紧辐两侧未设置安全防护网和警示牌。
(4)剪切机未设置安全网、安全销及警示牌。
(5)打包机安全防护栏和包装接卷机行走报警器失效。
(6)剪切机及圆盘剪换剪刃或维修时,未切断电源,未插安全销,导致手指、胳臂 剪断。
(7)碎边卷取机溜槽封闭不严或未关闭,碎边溢出,将作业人员的腿带入碎边卷取 机内。
(8)擦拭卷取机夹送辐入口带钢上面的水渍,手臂转入夹送辐内。
(9)步进梁、钢卷小车、轧机传动侧等地坑入口未设置安全门和警示标识。
(10)在平整机入口测量辐观察钢板质量缺陷时,作业人员未按规定着装,导致衣物 带入测量辑内。
•211 •
»安全生产专业实务金属冶炼安全
(11)操作工作业时打领带、挂胸牌,致使领带、胸牌缠入夹送辐内,导致死亡 事故。
(12)处理板头、碎边卡钢时,室内外操作工配合不当,导致手被带入圆盘剪刃内。
(13)穿带作业时,室内外操作工联系呼应不到位,导致室外操作工被张紧辐挤压, 造成重伤事故。
(14)开卷机、卷取机扇形块拆装时和调试焊机时无专人指挥,联系呼应不到位,造 成作业人员手被挤伤的事故。
(15)处理卷取机塔卷、抽芯卷卸卷时,旁边其他设备未停机、误操作导致手指被 挤伤。
(16)切头飞剪取样或处理卡钢时未停机,且将剪切模式设置在自动位置,导致手指 被剪断。
(17)圆盘剪、碎边剪卡钢处理及更换剪刃时,地面较滑、照明不良、误操作等可能 导致手指被挤伤或剪伤。
(18)更换张紧辑压辎、更换双刃剪压辎、检修导板台时未插安全销。
(19)处理辑面异物未停机,人被带入辐内。
2)主要预防控制措施
(1)开卷机、卷取机扇形块拆装和调试焊机必须派专人指挥,联系呼应必须到位。 冷轧机机架之间应设置可移动式安全门。卷取机工作区周围,应设置安全防护网或板、 ∏□地下式卷取机的上部,周围应设有防护栏杆,并有防止带钢冲出轧线的收集器。
(2)酸连轧活套车两侧钢丝绳快速移动区域防护栏杆必须封闭,开安全门,挂警 示牌。
(3)张紧辐两侧必须设置避免手指触摸带钢的安全防护网和警示牌,张紧辐压辐必 须设置安全销。
(4)剪切机入口应设置安全网,剪切机活动剪刃的连杆上应设置安全销孔,剪切机 应设置"当心机械伤害”警示牌。
(5)处理卷取机塔形卷、抽芯卷时,旁边其他设备必须停机,并支撑牢固;台上和 台下操作人员必须配合密切,严禁误操作。
(6)处理板头、碎边卡钢时,室内外操作工必须确认无误后,方能操作。
、(7)切头飞剪取样或处理卡钢时必须停机,且将剪切模式设置在手动位置,室内外 操作工联系呼应必须到位,严禁误操作。
(8)卡钢处理及更换剪刃前,必须及时清理地面油污,设置专用照明,严禁误操作。
(9)作业人员在危险区域观察质量缺陷时必须穿好"三紧”工作服,扣好衣扣,严 禁打领带、挂胸牌;设置安全可靠的质量缺陷观察点;处理辐子质量缺陷时必须停机、两 人同行;在经常产生辐面压印张紧辑处,增设自动刮刀装置。
(10)剪切机及圆盘剪换剪刃或维修时,必须切断电源,插好安全销。
(H)碎边卷取机溜槽运行时,必须盖好溜槽盖板;发现碎边溢出,立即停机处置。
(12)严禁在辐子的入口擦拭运行中的带钢,严禁触摸运转中的张紧辐、夹送辑、转 向辐等旋转体。
• 212-
第六章金属压力加工安全技术«
(13)步进梁、钢卷小车、轧机传动侧等地坑入口必须设置警示标识和安全门,安全 门必须常闭。严禁跨越运行中的步进梁和运输链。
(14)打包机安全防护栏和包装接卷机行走报警器必须保持完好。
(15)更换张紧辑压辐、更换双刃剪压辐、检修导板台时必须插安全销,并锁定压缩 空气阀门。
(16)机组穿带作业时室内外操作工联系呼应必须到位,严禁误操作。
2.起重伤害
1)主要危险因素分析
(1)装卸全氢炉对流板时,吊车司机视线不好,指吊人员站位不当。
(2)立式连续退火机组换辐检修时,未检查钢丝绳是否完好、专用吊具的顶丝是否 顶住,就进行吊装作业。
2)主要预防控制措施
(1)桥式起重机、电葫芦、龙门吊、汽车吊等起重设备应符合《起重机设计规范》 (GB/T3811)和《起重机械安全规程 第1部分:总则》(GB 6067.1)的要求。
(2)起重设备吨位牌、通电指示灯、限位器、联锁开关(门极限)、制动器、限载 器、报警器、安全栏杆等安全设施应齐全有效。
(3)吊车司机装、卸全氢炉对流板等易发生坠落的设备时必须精心操作,指吊人员 必须站位合理;控制好对流板堆放高度及偏心度,且必须确保天棚照明完好。
(4)立式连续退火机组换辐检修时,必须检查钢丝绳完好、专用吊具的顶丝顶住辐 轴后,方能进行吊装作业。
3.高处坠落
1)主要危险因素分析
(1)冷轧机出入口及钢卷小车地坑较深,地面油渍太多,未设置防滑地板和安全栏 杆,钢卷输送小车两侧未设置移动托板盖板等安全设施。
(2)步进梁上料及开卷区域深坑较多,安全栏杆封闭不严,步进梁地面和地坑未实 施封闭管理。
(3)酸连轧机组开卷机、卷取机扇形块检修地坑较深,安全防护措施不到位。
(4)在腐蚀严重的酸洗、酸再生钢结构厂房和机组平台上行走。
(5)立式连退、镀锌机组退火炉检修时,换辐临边高空作业多。
(6)开卷小车盖板接头易脱落,修理时作业人员未佩戴安全带。
(7)连续作业线穿带作业时,无专人指挥,高处作业未佩戴安全带。
2)主要预防控制措施
(1)冷轧机出入口及钢卷小车地坑地面必须设置花纹地板,并派人定期清扫拖地; 轧机两侧的钢卷输送小车应设置移动托板,或设置防护栏杆和警示标识。
(2)步进梁上料及开卷区域用安全栏杆全封闭,开安全门,挂警示牌。
(3)酸连轧机组开卷机、卷取机扇形块检修必须搭设好符合安全要求的安全跳板。
(4)严禁在腐蚀严重的酸洗、酸再生钢结构厂房和机组平台上行走;酸洗、酸再生 钢结构厂房按工业建筑要求定期进行防腐维修,定期进行厂房钢结构检验、大修。
•213 •
»安全生产专业实务金属冶炼安全
(5)立式连退、镀锌机组退火炉换辐检修时,活动栏杆拆除后,指吊人员必须佩戴 安全带作业;确认换辐吊具及钢丝绳安全可靠;现场必须有专人监护,换辑吊装完毕应立 即恢复安全栏杆。
(6)开卷小车盖板接头易脱落,修理时作业人员必须佩戴安全带。
(7)连续作业线穿带作业时,作业人员高处作业必须佩戴安全带,做好联系呼应。
(8)步进梁区域必须实施封闭管理,设置安全栏杆和警示牌;步进梁深坑应设法铺 设伸缩盖板,并保持完好。
4.物体打击
1)主要危险因素分析
(1)抛丸机丸粒管道和机舱被击穿,丸粒外溢,抛丸工巡检和加丸粒时,未佩戴护 目镜,易发生眼睛被丸粒击伤的事故。
(2)板带冷轧机未设置防止断带碎片飞出的安全网,易造成碎片伤人的事故。
(3)酸连轧机工作馄爆辐,飞出的碎块,造成伤人事故。
(4)冷连轧机机架之间未设置可升降式安全门或活动安全网,造成作业人员被断带 碎片击伤事故。
(5)活套车钢丝绳未定期更换,钢丝绳接头锁扣脱落;活套车钢丝绳接头接好后未 铅封。活套两端未设置防止钢丝绳断裂伤人的防护装置。
(6)检修轧机导板台、刮油辐未插安全销、挂安全钩。
(7)穿带作业时带头与穿带绳、穿带棒的连接不牢靠。
(8)收集废边和废切头未采用机械或用机械辅助。
(9)冷轧管机与冷拔管机未设置防止钢管断裂和管尾飞甩的措施。
2)主要预防控制措施
(1)酸洗车间和磨辐车间的抛丸工现场巡检和加丸粒时,必须佩戴防尘口罩和护目镜。
(2)板带冷轧机必须设置防止断带碎片边飞出的安全网。
(3)强化轧辑质量验收,减少轧辐应力集中源;刚换下和加工后的工作辐辐面必须 用石棉布覆盖。
(4)大型轧机必须配置轧辐机械更换装置,并指派专人指挥。
(5)冷轧机机架之间必须设置可升降式安全门或活动安全栏杆。
(6)活套车钢丝绳必须定期更换,钢丝绳接头接好后必须铅封。
(7)活套两端必须设置防止钢丝绳断裂伤人的防护装置。
(8)检修轧机导板台必须挂安全钩,更换刮油辐必须插好安全销。
(9)穿带作业时带头与穿带绳、穿带棒的连接必须牢靠。
(10)收集废边和废切头等必须采用机械或用机械辅助。
(II)冷轧管机与冷拔管机必须采取防止钢管断裂和管尾飞甩的措施。
5.中毒和窒息
1)主要危险因素分析
(I)煤气区域未设置煤气在线Co报警器。作业人员煤气区域巡检时未携带便携式 CO报警器。现场煤气泄漏未及时按要求处理。
• 214-
第六章金属压力加工安全技术《
(2)作业人员进炉、罐清扫、检查、维修未办进炉证,未执行有限空间管理措施导 致煤气中毒或氮气窒息。
(3)酸洗、酸再生车间内通风设施失效或未设置,或设置但未开启通风装置导致氯 化氢中毒。
(4)连续脱碳退火机组煤气设施安装在炉台操作侧栏杆之外或传动侧废料斗吊运通 道旁边,被撞坏导致煤气中毒。
(5 )启动二氧化碳和七氟丙烷自动灭火装置前未确认区域内是否有人导致窒息事故。
(6)现场惰性气体(氢气、氨气)和氮气气瓶阀门、管道泄漏,导致有限空间人员 中毒和窒息。
(7)氨气泄漏处理不及时,导致人员中毒。
2)煤气泄漏控制措施
(1)酸再生焙烧炉区域必须设置CO报警器;焙烧炉区域巡检时,作业人员必须两人 同行,携带CO报警器。
(2)发现煤气泄漏,立即按煤气泄漏现场处置方案进行处置。
(3)凡是进入炉、罐、箱、仓等有限空间内检查、清扫、检修须切断煤气、氮气等 危险气体阀并堵盲板,进行气体置换,增加强制通风,测氧含量达到19.5% ~23.5%, 保持炉内通风,专人监护,办进炉证后方能实施作业。
(4)酸洗、酸再生车间内必须设置通风设施,并保证其完好有效,严禁酸泄漏、酸 槽开盖排酸作业时,关闭通风装置。
(5)连续脱碳退火机组煤气设施严禁安装在炉台操作侧栏杆之外和传动侧废料斗吊 运通道旁。
(6)二氧化碳和七氟丙烷自动灭火装置灭火区域的门口须设警示牌、警示灯,并保 持完好,必须确认二氧化碳和七氟丙烷自动灭火装置灭火区域内无人后方能操作。
(7)现场惰性气体气瓶存放处、氮气通往现场作业线的第一道阀门处必须设置"当 心窒息”警示牌,并由专人负责,专人检查,发现气瓶阀门、管道泄漏时,必须及时派 专人佩戴空气呼吸器进行处置。
3)氨气泄漏控制措施
(1)液氨站液氨罐上方必须按要求设置氨气报警器及水喷淋自动灭火装置,下方四 周必须设置防泄漏围堰,卸氨处、球罐入口必须设置消除人体静电装置。
(2)液氨站、氢气站、煤气站及操作室内必须配置有毒气体、可燃气体在线和便携式 报警器、强制通风设施、防爆型电气设施、火灾报警设施和灭火设施、两个逃生出口、站外风 向标、应急照明和应急逃生指示灯。严禁操作室、电气室设置在液氨站爆炸危险区域内。
(3)操作工巡检时,必须两人同行,并持便携式气体报警器。
(4)按要求检查、维修气体管道、阀门、设备,确保其性能完好,不泄漏;发现危 险气体泄漏,立即报告,并按应急方案处置。
(5)气体置换后,氨气、煤气与氮气吹扫管道阀门间必须脱开或堵盲板。
(6)操作工卸氨、处理危险气体泄漏时,必须至少两人同行,按要求穿防护服,戴 防毒口罩、防护眼镜、防护手套,按要求佩戴空气呼吸器。
• 215 •
» 安全生产专业实务 金属冶炼安全
(7)维护检修人员必须按要求使用铜质工具。
(8)站内严禁吸烟、违章动火,动火必须按程序办理动火证。
(9)现场消防器材、消火栓、消防报警设施必须按要求配置,并保持有效。
(10)进入液氨站的机动车辆应安装阻火器。
6.灼烫
1)主要危险因素分析
(1)酸、碱洗工作业时未穿防酸服,未佩戴防护眼镜及防酸碱手套。
(2)采用人工卸酸、碱,加酸、碱。
(3)酸、碱洗区域未设置水喷淋及洗眼器。
(4)酸洗、酸再生化验,化学品管理不到位。
(5)锌锅周边未设置可靠的、可拆卸的安全防护栏杆,或缺失安全防护栏杆。
2)主要预防控制措施
(1)酸、碱洗工和酸再生工作业时必须穿防酸服,佩戴防护眼镜及防酸手套。
(2)采用酸、碱泵向酸、碱洗槽供酸、碱,严禁人工搬运酸、碱罐,加酸、碱。
(3)酸、碱洗区域必须设置水喷淋及洗眼器,并确保完好。
(4)酸洗、酸再生化验,化学品必须使用专柜,并指派专人管理。
(5)锌锅周边必须设置安全警示牌和可靠的、可拆卸的安全防护栏杆,并确保设施 完好。
7.火灾
D主要危险因素分析
(1)酸洗机组、酸轧机组、轧机开卷机与开卷器下方液压油泄漏严重,加上带尾打 击设备产生火星可能造成火灾。
(2)步进梁、钢卷输送机深坑处液压油泄漏、检修破布未及时清除等遇激发火源, 可能造成火灾。
(3)连续脱碳退火机组煤气设施安装在炉台操作侧栏杆之外,易被桥式起重机撞击; 连续脱碳退火线煤气管道安装在传动侧废料坑旁,易被吊运的废料斗撞击,导致煤气泄 漏,造成火灾。
(4)镀层与涂层的溶剂室、配制室、涂层黏合剂配制间,未采用防爆型电气设备和 照明装置,设备未良好接地,可能造成该区域火灾。
(5)溶剂、树脂溶液、黏合剂未贮存在密闭容器中;生产中剩余的溶剂和配制剂未 集中贮存,易燃物遇激发能源发生火灾。
(6)涂镀层磷化、钝化和涂胶干燥时,未防止热源与物料接触;涂层烘烤炉未设置 易燃易爆气体检测、控制安全联锁装置,可能导致火灾。
(7)涂胶机及其辅助设备,未良好接地,易产生电气火灾。
(8)易产生静电的部位未设消除静电积聚的装置。作业使用钢质工具以及穿戴化纤 衣物和带钉鞋,易导致静电产生的火灾。
(9)溶剂室或配制间周围Iom以内有烟火,易发生火灾事故。
2)主要预防控制措施
• 216 •
第六章金属压力加工安全技术«
(1)重点防火设施应通过消防设计审查及消防部门竣工验收。主要生产场所消防建 设应符合《建筑设计防火规范》(GB 50016)的相关规定。
(2)供电主控室、配电值班室、主电缆隧道和电缆夹层应按相关标准设置火灾自动 报警器、烟雾火警信号装置、灭火装置和防止小动物进入的措施;整流及动力变压器设施 应设置防火墙,电缆预留孔洞应用防火泥密封。合理布置消防水栓,并保证水量、水压。 灭火器的配置应符合《建筑灭火器配置设计规范》(GB 50140)的相关规定,并应定期检 查维护。
(3)供电主控室、室内开关站、整流器室、变配电室、计算机室、地下油库、地下 液压站、地下润滑站等要害部位,应按规定设置安全出入口,出入口设置的门应向外开。
(4)厂房、车间紧急出入口、通道、走廊、楼梯及主要会议室、操作室、计算机室、 室内开关站、整流器室、变频室、配电室、电缆隧道、地下室、液压站、油库、泵房、酸 碱洗槽、监控中心、供气站等关键场所,应按规定设置应急照明、应急逃生指示灯;对于 现场一端通向闭塞和危险区域的出口应挂置“非安全出口”警示牌,并定期检查记录。
(5)经常清理开卷机、开卷器、链式输送机、步进梁设备下方液压油和破布,发现 泄漏及时处理,焊接处理前必须落实各项防火措施。
(6)连续退火机组煤气设施必须安装在炉台操作侧栏杆之内,严禁连续退火线煤气 管道安装在传动侧废料坑旁。
(7)镀层与涂层的溶剂室、配制室、涂层黏合剂配制间必须采用防爆型电气设备和 照明。设备必须良好接地。
(8)溶剂、树脂溶液、黏合剂,必须贮存在密闭容器中;生产中剩余的溶剂和配制 剂,必须集中贮存。
(9)涂镀层磷化、钝化和涂胶干燥时,必须防止热源与物料接触;涂层烘烤炉必须 设置易燃易爆气体检测、控制安全联锁装置。
(10)涂胶机及其辅助设备,必须良好接地;易产生静电的部位,必须设置消除静电 积聚的装置。
(11)作业时严禁使用钢质工具,严禁穿戴化纤衣物和带钉鞋。
(12)涂料、溶剂室、配制间、涂层间周围Iom范围内,不应有烟火。
8.触电
D主要危险因素分析
(1)酸洗及酸再生未配置防腐电气盘、箱、柜和电缆桥架。
(2)酸洗及酸再生电气盘、箱、柜及其他电气设施未按要求进行维护、检修、报废。
(3)发现酸泄漏腐蚀电气盘、箱、柜及其他电气设施未及时处理。
2)主要预防控制措施
(1)酸洗及酸再生必须按要求配置防腐电气盘、箱、柜和电缆桥架及其他电气设施。
(2)酸洗及酸再生电气盘、箱、柜及其他电气设施必须按要求进行维护、检修、报废。
(3)发现酸泄漏应及时处理。
9.其他爆炸
1)主要危险因素分析
• 217 •
» 安全生产专业实务 金属冶炼安全
(1)接触锌液的工具以及投入镀锌液中的物料未预热干燥就放入锌锅内,锌液受冷 导致爆炸。
(2)锌锅厂房漏雨,锌锅周围有渍水未及时处理,造成水流入炽热的锌锅,导致锌 锅爆炸。
(3)镀层与涂层的溶剂室、配制室、涂层黏合剂配制间,未采用防爆型电气设备和 照明装置;设备未良好接地,可能造成火灾、爆炸。
(4)涂层烘烤炉未设置易燃易爆气体检测、控制安全联锁装置,导致爆炸。
2)主要预防控制措施
(1)镀锌设备和接触锌液的工具,以及投入镀锌液中的物料必须预热干燥。
(2)锌锅周围不应积水,发现厂房漏雨必须及时维修。
(3)镀层与涂层的溶剂室、配制室、涂层黏合剂配制间必须采用防爆型电气设备和 照明装置,设备必须良好接地。
(4)涂层烘烤炉必须设置易燃易爆气体检测、控制安全联锁装置。
(二)主要职业病危害因素分析及控制措施
1.主要职业病危害因素分析
D化学有害因素
冷轧生产过程涉及的化学有害因素主要有煤气中的c。、Co2、SO2、NO,、NH3,以 及辂酸酊,高辂酸钾,HCl, H2SO4, NaOH等物质。
2)粉尘
(1)轧辑车间和酸洗车间抛丸机除尘器管道泄漏产生的粉尘。
(2)酸连轧机组带钢高速运行,拉矫机和进口活套现场到处存在氧化铁粉尘。
(3)硅钢热平整拉伸机组取向硅钢生产,产生氧化镁粉尘。
3)噪声
(1)加热炉、罩式炉、环形炉烧嘴、辐射管燃烧、气体放散产生的噪声。
(2)各机械设备如剪切机、碎边剪、传送辑道、气刀等运行时产生的噪声。
4)高温
加热炉、罩式炉和环形炉等生产性热源均产生高温。
5)电离辐射
生产过程使用X、Y射线测厚仪进行测厚,工作人员可能受到电离辐射。
2.控制措施
D化学有害因素控制措施
(1)煤气中毒、氨气中毒控制措施见本章第五节的相关内容。
(2)有毒有害场所如镀层与涂层的溶剂室、配制室、涂层黏合剂配制间、酸库、酸 再生泵房必须设置机械通风装置,降低有害物质浓度。
(3)酸碱区域设置洗眼器、水喷淋装置。
(4)有毒区域的作业人员必须佩戴防毒口罩和防护眼镜,液氨泄漏必须穿防护服。
(5)有毒物的场所(镀层与涂层的溶剂室、配制室、涂层黏合剂配制间、酸库、酸 再生泵房)应设置机械通风装置和安全警示牌、职业危害告知牌,加强毒物现场管理,
• 218-
第六章金属压力加工安全技术«
认真做好接触职业危害人员的体检,发生职业危害事故,立即启动职业卫生应急预案。
(6)在酸碱区域作业人员应穿戴防护服、面罩、耐腐蚀手套等防护用品。
2)粉尘控制措施
(1)工业炉采取负压排烟装置,加强其密闭性,防止有害物质外泄。
(2)各厂房应设置自然通风口。
(3)酸连轧机组头部活套和拉矫机、喷丸机氧化铁皮粉尘区域、热平整拉伸机组头 部氧化镁粉尘较大的区域设置功率较大的除尘器;同时,在这些粉尘较大的区域设置多处 吸尘口,避免清扫时二次扬尘。
3)噪声控制措施注安VIP(课件+题库+小群)老姚微/Q:863575556
见本章第四节的相关内容。
4)高温控制措施
见本章第二节的相关内容。
5)电离辐射控制措施
见本章第四节的相关内容。
第六节精整安全技术
一、工艺概述
选用热轧或者铸轧工艺生产的坯料卷材经过冷轧后,由于工艺参数、装机水平、辐 形、辑缝的形状、金属对辑的反作用力使轧辑弯曲,金属的变形热使轧辎膨胀,尽管轧辎 已经按照工艺要求磨削成一定的凸度,但是由于某些轧制因素的波动,也会引起辐形的较 大变化,使带材在宽度方向上的纵向延伸不均匀,出现了内应力的结果,导致带材产生波 浪、裂边等。一般工艺上经常出现的有双边波浪、单边波浪、中间波浪、两肋波浪等,甚 至还有头尾翘曲、侧弯及瓢曲、潜在不良板型、裂边、油斑、太宽等缺陷。这些缺陷如果 不消除,就会影响带材的深加工。为消除带材在冷轧过程中产生的表面及板型不良的各种 缺陷,就必须对冷轧后的带材进行清洗、拉伸弯曲矫直、切边、分卷,这些精加工工序统 称为精整工序。
精整工序的主要设备有拉伸弯曲矫直机、纵剪、横剪、高速切边机、纯拉伸、厚板 剪、清洗线等。
(-)拉伸弯曲矫直机
拉伸弯曲矫直机(图6-23)综合了连续张力矫直机与辐式矫直机的特点,在张力辐 的拉伸和弯曲辑连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得矫直的工艺过 程。矫直过程是使处于张力作用下的带材,经过弯曲辐剧烈弯曲时,带材由于弯曲应力和 拉伸应力的联合作用产生弹塑性延伸变形,从而使三元形状缺陷得以消除,随后再经矫直 辐将残余曲率矫平。弯曲辎的作用使得带钢单面受到塑性延伸变形,并且造成整个横截面 上的应力不均,根据这种变形原理,带张力的带钢至少要通过两个弯曲辐,进行整个板面 均匀的延伸,再经过一个矫直辑,对残余应力进行重新分布均衡。
• 219 •
>>安全生产专业实务金属冶炼安全
1 2 3 4 6
QO⅛C⅞⅛z^⅛
1、6-张力辎组;2一进料辑;3一夸曲辎组;4、5一矫直褪组
图6-23拉伸弯曲矫直机示意图
此外,带材在冷轧制过程中,因轧程与铝板表面摩擦和碾压,其表面会产生细微的氧 化铝粉脱落和吸附,轧制油及其附带悬浮成分会残留在铝板表面,对铝板带复合、涂装等 成品加工造成不利影响。而拉弯矫直时由于带材在辐上产生剧烈弯曲变形,对带材施加的 张力一部分转化为带材对张力辑的压力,并最终形成摩擦力,带动辑组。因此,如果带材 表面未经清洗,变形时氧化铝粉脱落,随着油污一起附在张力辐的辎面,使辑面产生磨 损,并造成板面刮伤,故必须通过专门的清洗装置进行清洗。清洗就是利用压力泵对清洗 介质加压,对带材表面进行非接触式喷洗或接触式刷洗,使材料表面的铝粉油污溶解脱落 到清洗介质中,再经挤干辎挤干和高压空气吹扫,甚至高温空气烘干,以获得洁净干燥的 带材。同时,通过不断补充清洗介质与在线循环过滤系统同时使用,使清洗介质保持足量 和清洁,节约热能和清洗介质。
(二)纵向切边机(圆盘剪切机)
按照被剪切金属的温度,剪切分为热剪和冷剪。根据被剪切金属的切断方向,剪切分 为横剪和纵剪。横剪是为了切去金属板带材的头尾和把金属板带材切成客户要求长度的板 材。纵剪用于金属板带材生产时切去带材的不规则侧边,或将宽带卷(或宽板)切成若 干个窄带卷(或窄板)。
通常按剪切机的剪刃形状、剪刃彼此位置、剪切机的用途和轧件(带材)相对剪切 机的运动状态剪切机可分为平刃剪切机、斜刃剪切机、圆盘剪切机和飞剪机。
圆盘剪切机是由两片剪刃在直线运动、曲线运动或圆周运动中将金属板带材切断。剪 切过程可分为两步,即刀片压入金属(包括弹性压入和塑性压入)和金属滑移直至断裂。 刀片采用碳素工具钢、合金工具钢或热模具钢制成。
圆盘剪切机除用电动机传动外,也有采用液压传动的。剪切机的布置由各类剪切机的 用途和生产需要决定。
圆盘剪切机工作原理(图6-24):剪切时,利用设备的圆盘 t 刀同步于板带的运动速度做圆周运动,形成一对无端点的剪刃,
- 进行连续剪切。板带的剪切过程是上下刀的刃口距离随着刀盘不 _ 断转动逐渐减小,上下刀刃之间的板带被圆盘刀不断地切人,使 板带材料发生变形,经由弹性变形、塑性变形和断裂分离3个阶 , 段最终被完全切断的过程。
图6-24圆盘剪切机 (三)横剪机组
工作原理示意图 横剪机组其主要设备部件包括:上卷机构、开卷机构、剪切
• 220-
第六章金属压力加工安全技术"<
机构、矫直机构、真空传送堆垛机构、废边卷取等。卷材经过行车吊运后存放于悬挂式的 准备站内,该设备配备有前后两个悬臂式的准备站。准备站上的卷材通过轨道小车运送到 开卷机,开卷机为双锥膨胀式料台,开卷机上有一压靠辎协助穿带,带材经入口夹送辐驱 动牵引后,依次经切边、矫直、长度定尺剪切、传送、堆垛,切边产生的废边导入地下室 的废边卷取机内,废边经过废边卷取机将废边卷紧、卷实退出后,经过地下室窗口吊出。
(四)纯拉伸机组
纯拉伸机组与拉伸弯曲矫直机有着异曲同工之效,其最终目的都是:通过对不良板型 的带材施加合理的材料屈服极限应力,将不良板型带材的同一宽度上纵向长短纤维同时产 生一定的塑性变形,在去除应力后,带材的同一宽度上的纵向纤维长度和内应力变得更加 均匀,且应力方向一致,从而达到改善带材的板型。但由于普通的拉伸弯曲矫直机组中矫 直单元制约,生产高精PS板容易产生烙伤和坑点等严重的质量问题。而纯拉伸机组的纯 拉伸结构正好可以消除这种弊端。纯拉伸机组如图6 - 25所示。

卷取机 纯拉伸段圆盘剪切机清洗段 带材黏结站开卷机
图6-25纯拉伸机组简图
二、安全技术
(一)主要辅助材料危险有害因素分析
1.碱液
碱液主要适用于纯拉伸机组的清洗工段,其主要成分为氢氧化钠溶液,可用作卷材加 工的碱性清洗剂。碱液有强烈刺激和腐蚀性,烟雾会刺激眼和呼吸道,腐蚀鼻中隔,皮肤 和眼与NaOH直接接触会引起灼伤,误服可造成消化道灼伤,黏膜糜烂、出血和休克。
2.清洗剂(溶剂油)
清洗剂(溶剂油)主要适用于拉伸弯曲矫直机的矫直机工段,其蒸气(溶剂油闪点 46~48七)与空气可形成爆炸性混合物,遇激发能源引起燃烧爆炸。与氧化剂能发生强 烈反应。其蒸气密度比空气大,能在较低处扩散到相当远的地方,遇火源会着火回燃。
3.二氧化碳
在拉伸弯曲矫直机中的矫直机工段,为防止清洗剂(溶剂油)起火产生的危险,同 时考虑到降低对设备及卷材本身的伤害,行业内均采用co?对清洗剂(溶剂油)产生的 火灾进行扑救。 _
矫直机清洗剂(溶剂油)起火时,需要立即启动CO2自动灭火系统对火情进行紧急 扑灭,需要释放的气体一般为15Okg左右,大量气体释放后,周边地面会被")2气体覆
• 221 •
» 安全生产专业实务 金属冶炼安全
盖,作业区域人员未及时撤出会导致C02气体窒息事故。意外情况下误启动COz自动灭 火系统,也会导致窒息事故。
4.天然气
卷材清洗段需要使用热水,即需要对使用水进行加热升温,目前广泛采用的是天然气 燃烧媒介锅炉。天然气主要成分为甲烷,在空气中含量达到一定程度后会使人窒息,遇激 发能源会发生爆炸。
(二)主要危险有害因素分析及控制措施
精整工序设备所涉及的危险有害因素类型相近,因此这里选用涵盖因素较多的拉伸弯 曲矫直机作为剖析对象进行说明。
行业内拉伸弯曲矫直机具有卷材拉伸、矫直、清洗、切边中的一种或多种功能,而矫 直机段往往添加清洗液,可能导致矫直机起火。纵剪生产线设置IQm左右深度的活套坑, 存在高处坠落风险。各精整设备均配置废边卷取机,存在防护不当废边割伤的风险。
1.主要危险有害因素分析
1)机械伤害
精整加工生产过程中使用切边机、矫直机等各种机械设备,如导向辐、张力程、S 辐、矫直辑等,旋转方向入口存在旋转部件夹入风险,若机械防护装置不齐全,个体防护 不当,生产操作人员误操作等均可能造成机械伤害。
主要危险因素:
(1)剪切及碎边危险区域无防护栏杆或其封闭不严。
(2)剪切机未设置安全网、安全销及警示牌。
(3)夹送辐两侧未设置安全防护网和警示牌。
(4)剪切机及圆盘锯机换刀片或维修时,未切断电源,未插安全销,导致手指、胳 臂剪断。
(5)打包机安全防护栏和包装接卷机行走报警器失效。
(6)碎边卷取机溜槽封闭不严或未关闭,碎边溢出,将作业人员的腿带入碎边卷取 机内。
(7)擦拭卷取机夹送馄入口带钢上面的水渍,手臂转入夹送辐内。
(8)操作工作业时打领带、挂胸牌作业,致使领带、胸牌缠入夹送辐内,导致死亡 事故。
(9)处理板头、碎边卡钢时,室内外剪切工配合不当,导致手被带入圆盘剪刃内, 产生重伤事故。
(10)开卷机、卷取机扇形块拆装时和调试焊机时无专人指挥,联系呼应不到位,造 成作业人员手被挤伤的重伤事故。
(11)切头飞剪取样或处理卡钢时未停机,且将剪切模式设置在自动位置,导致手指 被剪断。
(12)圆盘剪、碎边剪卡钢处理及更换剪刃时,地面较滑,光线不好、误操作,导致 手指被挤伤或剪伤。
(13)更换夹送辑、压辑,更换双刃剪剪刃,检修导板台时未插安全销。
• 222 •
第六章金属压力加工安全技术《
(14)步进梁、钢卷小车、轧机传动侧等地坑入口未设置安全门和警示标识等。
2)火灾
拉伸弯曲矫直过程中,使用大量用于润滑的清洗剂(溶剂油),且清洗剂(溶剂油) 闪点较低,因矫直机长期工作导致轴承润滑失效,或机械变形导致摩擦发热,最终会导致 清洗剂(溶剂油)起火,发生火灾事故。
天然气在使用过程中,输送天然气的管道及阀门等存在泄漏风险,如果管道泄漏部位 在相对密闭的空间,可能发生火灾、爆炸事故。
3)窒息
拉伸弯曲矫直过程在扑灭清洗剂(溶剂油)火灾过程中采用CO?自动灭火系统进行 保护,CO?灭火系统启用时会产生大量的CO?气体,可能造成窒息。
矫直过程中清洗剂(溶剂油)产生的挥发性气体,若浓度过高或长时间吸入,会对 人体造成中毒、窒息危险。
4)高处坠落
精整工序中,高速切边机、纯拉伸碱液清洗段因其两层的设备工艺设计,人员在二层 维护、操作、走动过程中可能涉及高处坠落的风险。
带有活套坑的纵剪设备,人员在圆盘剪旁维护或进行废边相关操作时,也涉及高处坠 落的风险。
5)起重伤害
在机组进行上料、下料、换辐等吊运过程中配合不当、站位不当、违章操作、起重机 故障等均可能导致起重伤害的发生。
重点强调的是,在纯拉伸机组、高速切边机组的二层平台上作业、维护时,与起重机 械作业的交叉过程中存在较大风险。
6)物体打击
精整设备生产时,卷材因拉力可能产生断带,导致卷材板面甩出,存在物体打击风 险。精整车间起重作业频繁,容易发生高处落物造成物体打击事故。
7)车辆伤害
厂内机动车、过跨车等车辆运行过程,因超速、违章驾驶、空间狭小、视线不良,可 能导致被车辆撞击、挤压等不同类型的车辆伤害事故。
另外,精整区域的成品库通常设置有厂内自管铁路,经常有运输成品的火车往返,作 业人员容易被火车伤害。
8)触电
精整区域电气设备较多,主电室管理不到位,现场配电箱、电源箱接地、接零不规 范,固定电气线路、临时电气线路老化、乱拉乱接、设备绝缘层破损,可能导致触电 事故。
9)灼烫
纯拉伸机组所使用的碱液主要成分为氢氧化钠,意外接触可能导致作业人员灼烫。
2.控制措施
1)防止机械伤害的控制措施
•223 •
»安全生产专业实务金属冶炼安全
(1)严禁触摸精整设备轧辑等入口、出口的所有旋转部件,防止卷入,入口、出口 平台可设置安全门进行防护隔离。
(2)清除板带上或馄道上的异物时,严禁使用手直接接触,应使用专用工具。
(3)入口开卷、出口卷取区域运行部件多,采用集中式的安全互锁按钮集中控制, 防止人员在该区域操作维修时意外动作,确保机械安全。
(4)生产运行过程中,严禁跨越辑道或设备。
(5)检查和清除轧辐表面缺陷时,作业人员应在轧馄转动的反方向进行作业。在作 业线上人工修磨和检查轧件的区段,应采取相应的防护措施。
(6)剪切板带头尾料时,不准许人靠近剪刀,严禁将手从剪刀下方穿过。
(7)穿带引料时,应采用辅助专用工具。
(8)上下卷时,不准站在移动小车上跟随作业。
(9)设备维修维护时,在危险部位必须停止电气、液压或气压动力,悬挂"禁止操 作,有人工作”提示牌。有条件的应对动力部分进行机械或电气安全锁控制,彻底防止 能量意外释放。
(10)进入皮带助卷机和导板台活动范围内作业时,必须插安全销。
2)防止火灾、爆炸的控制措施
(1)生产运行前,对CO?自动灭火系统电气和机械设备进行检查,确保灭火系统使 用剂量符合要求,确定灭火系统安全后才能开机生产。
(2)矫直机组使用的矫直辐需要进行经常性点检,检测其是否卡死或温度超高,导 致发生火灾。
(3)矫直机组周边应定期进行卫生清理,避免在日常维护检修过程中,动火作业发 生火灾。
(4)矫直机组应处在相对空旷的空间,避免油气局部积聚不散,造成火灾、爆炸。
3)防止触电的控制措施
(1)电气设备做好可靠接地和保护接零。
(2)电气作业人员取证上岗。
(3)进行电气作业必须严格按照停电、验电、挂牌、能量锁定的电气安全操作程序 进行,停电后挂好禁止操作牌,有条件的进行电气安全锁具锁闭,防止人员启动。
(4)严禁违章带电作业。
(5)电气设备区域隔离门禁,防止无关人员随意进入。
(6)手持工具设备使用36 V以下安全电压。
(7)外壳为金属的日用电气设备应考虑设备前端设置漏电保护器。
(8)电气设备应经常检查检修,确保绝缘有效、接地可靠、稳定运行。
4)防止高处坠落的控制措施
(1)高处作业的人员应佩戴安全带。
(2)开卷机上料小车、卷取机卸料小车、步进梁地坑入口三边应设置安全栏杆,另 一边设置安全门或安全链并配置“非岗位人员禁止入内"警示牌。
(3)发现开卷机上料小车、卷取机卸料小车盖板脱落,必须及时修复。
• 224 •
第六章金属压力加工安全技术《
(4)自由活套地坑较深,安全栏杆和直爬梯的安全护笼必须完好。
5)防止起重伤害的控制措施-
(1)行车操作人员应遵守“十不吊"规范。
(2)起重作业优先使用电动吊具,实现本质安全。
(3)起重吊运不得从人和重要设备上方经过。.
(4)吊运不同重物应使用规范、匹配的起重吊具,起重必须捆绑牢固。
(5)起重作业应一人指挥,不得多人指挥。
(6)起吊前指挥人员和行车工必须确认人员站位,手脚放置位置安全后才能起吊。
6)防止物体打击的控制措施
(1)设备机组生产时,严禁站在开卷机和卷取机正前方进行检查,防止断带伤人。
(2)剪钢带时应站在钢带侧面进行,禁止站在正面,防止钢带绷出伤人。
(3)电机检修时,必须切断电机电源,并挂牌,有条件的要采用电气安全锁具锁定, 防止异常启动。
(4)维修液压设备时必须释放蓄能器中压力。 ,
7)防止车辆伤害的控制措施
(1)车辆刹车、灯光、倒车报警等设施确保正常。
(2)严禁载人、超速行驶,不急转弯。
(3)驾驶员佩戴安全帽、安全带。
(4)特种车辆持证上岗。
(5)倒车前先观察确认安全。
(6)拐角处设置反光镜。
(7)人车分流不同路行,交叉位置设置隔离、减速设施。
(8)斜坡处不斜向行驶,防止翻车。
(9)叉车前方物品较高,应倒车行驶。
(10)不叉运超高、超宽、超长物品。
(H)运输物品应捆绑牢固。
(三)主要职业病危害因素分析及控制措施
1.主要职业病危害因素分析
D化学有害因素
(1)纯拉伸机组清洗工段使用的氢氧化钠。
(2)拉伸弯曲矫直机的矫直机工段使用的溶剂油。
(3)加热锅炉使用的天然气(含甲烷、乙烷、丁烷、硫化氢、二氧化碳、一氧化 碳等)。
2)粉尘
(1)碎边剪切或清除作业时会产生金属粉尘。
(2)热平整拉伸机组开卷机开卷时产生氧化镁粉尘。
3)噪声
剪切机、切边机等设备在运行过程中将产生噪声。
•225 •
»安全生产专业实务金属冶炼安全
2.控制措施
1)化学有害因素控制措施
(1)加强设备设施密闭性,防止有害物质外泄。
(2)使用天然气场所应设置机械通风装置,降低有害物质浓度。
(3)拉伸弯曲矫直机区域宜设置油雾回收处理系统。
2)粉尘控制措施
剪切机组和热平整拉伸机组头部设置除尘器,并确保其完好有效。
3)噪声控制措施
见本章第四节的相关内容。
第七节有色金属压力加工安全技术
有色金属铝带压力加工是从铝锭和铝废料通过铝材熔炼、铸轧/铸造、热轧、冷轧、 切边、精整、退火等主要工序,最终形成铝卷材或铝板材的加工过程。铝板带加工初始坯 料的提供有两种方式:一种是直接使用铸轧方式把铸轧卷提供给冷轧工序进行压延;另一 种是通过铸造形成长方体板锭,经过锯切、钱面、加热炉加热、热轧等工序形成热轧卷, 提供给冷轧工序进行压延。
铸轧机是熔炼铝水通过轧制熔体过滤后,在铸轧机轧辎内通水的同时,在压延和冷却 的通过作用下实现对铝液成型的连铸连轧。铸造机是对熔炼铝水通过轧制熔体过滤后,利 用铸造机的结晶器周边的强制冷却水进行强制冷却成型的方式。铸轧与铸造均通过铝液熔 炼炉、保温炉进行铝液熔化精炼,铝液温度一般在700 CC左右,为高温金属液体,存在铝 液泄漏和遇水爆炸的危险。
有色金属热轧的危险因素及控制措施和职业病危害因素及控制措施见本章第四节的相 关内容。
有色金属冷轧的危险因素及控制措施和职业病危害因素及控制措施见本章第五节的相 关内容。
有色金属精整的危险因素及控制措施和职业病危害因素及控制措施见本章第六节的相 关内容。
退火炉是将铝卷材的中间产品或成品进行均匀化退火、中间退火、稳定化退火,从而 满足产品继续进行冷轧,达到产品需要的机械性能的工序。退火炉一般使用电加热或天然 气加热,也有使用窒息性气体氮气进行保护性退火。故存在天然气、氮气使用安全 问题。
铝板带压力加工过程还有锯切机、钱面机、切边机、轧辑磨床、锅炉、行车、叉车等 配套辅助设备,设备检修维护也存在各类风险。压力加工过程中产生的安全风险均可能对 生产过程产生影响,需要采取相应的安全控制措施予以防范控制。
一、熔炼及铸造安全技术
(一)工艺概述
• 226 •
第六章金属压力加工安全技术《
1.熔炼
熔炼是铝合金加工过程中的首要工序。铝合金熔炼是采用加热的方式改变金属物态, 使基体金属和合金化组分按要求的配比熔制成成分均匀的熔体,并使其满足内部纯洁度、 铸造温度和其他特定条件的一种工艺过程。铝及铝合金熔炼工艺流程见表6-l0
表6 -1铝及铝合金熔炼工艺流程
|
序号 |
工序 |
_________________简 介_________________ |
|
1 |
配料 |
根据合金成分,计算各种原料需要的数量,新铝、废料、中间合金及纯金属等 |
|
2 |
装炉 |
将准备好的原材料装入熔化炉内,根据炉子大小,可一次性或分批加入 |
|
3 |
熔化 |
冷料装炉完成后升温熔化,若熔化炉配置磁力搅拌,可开启搅拌加快冷料熔化 |
|
4 |
扒渣 |
冷料全部熔化后,通过机械扒渣装置或人工扒净熔体表面的浮渣_______ |
|
5 |
取样分析 |
对熔体进行取样分析,如果全部采用新铝(铝锭、电解铝液)可以不分析 |
|
6 |
调整成分 |
根据取样分析结果及合金成分控制要求,对成分进行调整__________ |
|
7 |
取样分析 |
对熔体进行取样分析,确认成分在控制范围内,如果超标,进行补料或冲淡 |
|
8 |
炉内精炼 |
成分合格且温度达到精炼温度时,进行炉内精炼,一般采用喷粉精炼_____ |
|
9 |
扒渣 |
精炼完成后,扒净熔体表面浮渣______________________ |
|
10 |
转炉 |
成分和温度均符合工艺要求后,将熔体转入保温炉(保持炉、静置炉) |
|
11 |
炉内精炼 |
温度达到精炼温度时,进行炉内精炼,一般采用喷粉精炼__________ |
|
12 |
扒渣 |
精炼完成后,扒净熔体表面浮渣______________________ |
|
13 |
炉内除气 |
若配置炉底除气系统,则进行炉内除气___________________ |
|
14 ~~ |
熔体静置 |
便于熔体内部夹杂的充分上浮或沉淀,同时调整熔体温度在铸造要求的范围内 |
|
扒渣 |
将熔体表面的浮渣扒干净,避免卷入熔体_________________ |
铝合金的熔炼设备有熔化炉、保温炉,按照热能源不同又可分为燃料加热式和电加热 式两种。燃料包括天然气、液化石油气、.柴油、重油、焦炭等。在铝合金的熔炼过程中伴 有高温、有毒、易燃易爆物料产生。因此,如果管理不善或操作不当,容易引起铝熔体爆 炸、气体爆炸、中毒等事故。
通用熔炼铸造过程简述:装有固体料的加料车将固体料运至熔炼炉前,炉门打开 (圆形炉属于顶加料方式,通过揭盖机打开炉盖),固体料加入熔炼炉内,加满料后炉门 关闭。然后,熔炼炉燃烧系统启动,在炉内铝液达到熔池的1/3左右时,使用炉底电磁搅 拌装置进行搅拌使铝液温度和成分均匀,待铝液满足要求后通过传输流槽转入保温炉 中进行静置、保温,然后铝液通过保温炉倾斜,在重力作用下进入传输流槽内,经过 在线除气装置除气,再进入过滤装置过滤,最后通过铸造机上的分配流槽流入结晶器 内进行铸造。
2.铸造
铝合金铸造是一种使液态金属冷却成形为给定形状零件毛坯的方法。它是将符合铸造 要求的液态金属通过一系列浇注工具浇入具有一定形状的铸模(结晶器)中,使液态金
•227 •
» 安全生产专业实务 金属冶炼安全
属在重力场和外力场(如电磁、离心力、振动惯性力、压力等)的作用下充满铸模型腔, 冷却并凝固成具有铸模型腔形状铸件的工艺过程。
铸造机的用途是把化学成分、温度合格的铝液铸造成规定截面形状、内部组织均匀、 致密、具有规定晶粒组织结构、无缺陷的铸锭。目前,应用最多的铸造机是直接水冷立式 半连续铸造机,它可以生产各种铸锭。立式半连续铸造机按照铸锭从结晶器中拉出的牵引 动力可分为液压缸式、钢丝绳式和丝杠式。直接水冷式铸造中,当铝液通过分配流槽进入 结晶器,与铝液接触的结晶器壁带走铝液表面少量热量并形成凝壳,结晶器底部喷射到铝 液凝壳上的冷却水继续带走铝液结晶器凝固产生的热量。随着铝液逐步凝固的同时,引锭 平台在牵引力作用下下降,铸锭被缓缓拉出结晶器,随引锭平台进入铸造井,直至铸锭长 度达到要求后铸造结束。铝及铝合金铸造工艺流程见表6-2。
表6 - 2铝及铝合金铸造工艺流程
|
序号 |
工序 |
_________________简 介_________________ |
|
1 |
在线晶粒细化 |
熔体自炉子流出后,在流槽内加入晶粒细化剂,如铝钛硼、铝钛碳等_____ |
|
2 |
在线除气 |
熔体通过在线除气装置的过程中,通过该装置将熔体中的氢和部分夹杂物除去 |
|
3 |
在线过滤 |
熔体通过在线过滤装置的过程中,通过该装置将熔体中的夹杂物除去_____ |
|
4 |
铸造 |
通过立式或水平铸造机将熔体铸造成合金锭,如扁锭、圆锭等________ |
|
5 |
取样 |
在铸造过程中,从浇注流槽内取化学成分试样 |
|
6 |
检查 |
铸造完成后检查铸锭外观和中心裂纹等缺陷,缺陷铸锭直接回炉_______ |
在线除气过滤装置如图6-26所示。同水平铸锭生产示意图如图6-27所示。铸造示 意图如图6 -28所不。
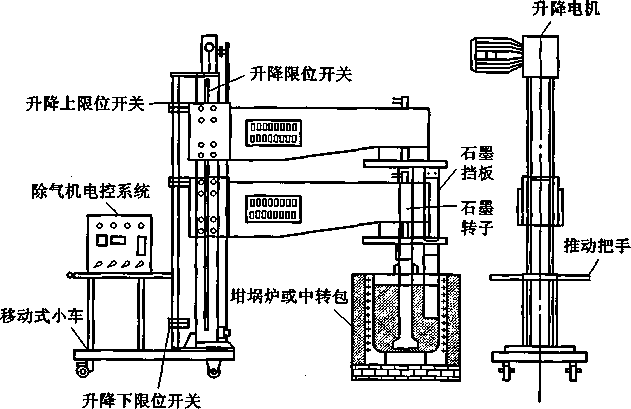
图6-26在线除气过滤装置
• 228 •
第六章金属压力加工安全技术«
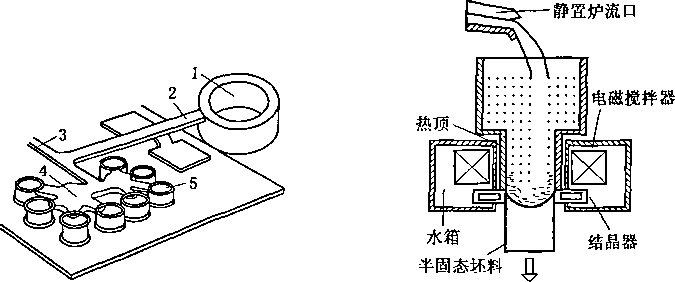
1一流盘;2一流槽;3-分流槽;4-分流盘;5—结晶器
图6-27同水平铸锭生产示意图 图6-28铸造示意图
(二)主要辅助材料危险有害因素分析
铝加工熔炼工艺中使用的设备是熔炼炉,主要有燃气熔炼炉、电阻式熔炼炉、油炉, 用于燃气加热炉的气体燃料主要有天然气和发生炉煤气等,用于油炉的燃料主要是工业 燃油。
1.天然气
天然气中的主要成分是甲烷(CH4),其余有少量的乙烷(C?H6)、丙烷(CsHg)、 丁烷(e4乩。)、二氧化碳(Co2)、氮气(风)和微量氧气(02)。天然气的爆炸极限为 4% -15% ,火焰最高温度为1950 K ,其燃烧热值约为37800 kJ/Nn?,是空气密度的 50% ~70% o发生天然气着火、爆炸的原因:
(1)在天然气浓度较高的地方动火作业或从事产生激发能源的作业。
(2)设备系统存在天然气泄漏,遇明火发生火灾爆炸。
(3)切断天然气不彻底,没有完全切断燃气来源。如不堵盲板,而单靠阀门切断燃 气来源。
2.燃油
油炉一般使用工业燃油作燃料,工业燃油的密度在0. 79 X IO3 -0. 92 X IO3 kg∕m3之 间,与空气混合的蒸气爆炸极限下限为L4% ,上限为6%。
燃料重油为黑褐色稠状可燃性液体,具有燃烧性能好、发热量大、含水低、灰分少等 特点,闪点大于130七。对油炉使用不当或管理不善,就容易发生火灾或爆炸事故。燃料 重油蒸气闪点:10号油,65七;20号油,80七;40号油,100cC; 80号油,11。七。
发生工业燃油着火、爆炸的原因:
(1)点炉时,如果炉内油气浓度过高,会发生燃油爆炸事故。
(2)油罐及输油管路如发生燃油泄漏,遇激发能源会发生火灾事故。
3.氯气
氯气属于剧毒品,为了提高产品质量,一些产品在精炼时需要使用氯气,在氯气精炼
• 229-
»安全生产专业实务金属冶炼安全
过程中,如果发生气体泄漏,会造成氯气中毒事故。
(三)主要危险因素分析及控制措施
1.主要危险因素分析
1)火灾、爆炸
(1)油气着火、爆炸:在装入熔炼炉的铝料里若含有大量的油污,包括不易燃烧的 润滑油等重油类时,在高温炉膛环境下所产生的油蒸气与空气混合,可形成爆炸性混合气 体,发生火灾爆炸事故。
(2)铝液爆炸:熔炼时,熔炉内的液体温度大多处于750 P以上的高温,炉膛温度 能达到900 ~ 1000七。在加料过程中,若带入的水、冰雪或潮气与熔融铝相遇时,过热到 沸点以上后立即变成蒸气,体积扩大为原始状态的1603倍,极易发生爆炸,爆炸的同时, 还伴随大量铝液爆喷和溢流的连锁反应,易造成严重烫伤和火灾事故。铝熔体在铸模 (结晶器)中铸造或浇铸,若使用的工具不合要求或操作不当时,容易跑流,铝熔体遇潮 湿或有水时,容易发生爆炸。
(3)火灾:转炉、精炼、铸造过程中,铝熔体一旦泄漏遇到可燃物质易造成火灾。
(4)压力容器爆炸:由于压力容器及附件超期未检,点检、巡检不落实等会造成压 力容器爆炸事故。
2)灼烫
(1)高温铝液在750七以上,在往熔炼炉中添加铝锭或废料时可能会引起高温铝液 迸溅。
(2)在扒渣或精炼时也会引起高温铝液迸溅,接触铝液的工具潮湿时也会引起高温 铝液爆溅,流眼钎子和渣扒子等工具使用后均为高温状态,员工意外接触高温工具或高温 铝液都可能导致灼烫事故。
(3)倒炉、精炼、铸造过程中,铝熔体一旦泄漏,员工处置不当可能引起烫伤。
(4)铝熔体在起重运输过程中,若不严格执行铝液吊运安全操作规程,会引起浇包 坠落、铝水淌出伤人事故。
3)起重伤害
金属液包及金属液包吊具的生产、使用、维修、检验、报废等不符合国家法律法规、 规范、标准的要求。起重机进行铸锭、铸造设备吊运操作,起重机械故障、人员操作不规 范均可能发生起重伤害事故。
4)物体打击
(1)熔炼工序中经常会往炉内补料、投加添加剂,使用渣扒子搅拌、扒渣,使用氫 气或氯气进行精炼等,存在物体打击的风险。
(2)铝合金(特别是2A12与7A04合金扁锭)在铸造过程中,经常会出现由于冷却 水问题,熔体中杂质或气泡问题,铸造速度问题,以及铸造完成后铸锭存在很大的内应 力,在降温时易使铸锭炸裂而造成人员伤亡。
(3)在铸造井中掏井渣时,高空坠物易造成人员伤害。
5)触电
(1)电阻式熔炼炉采用电加热的方式使铝锭融化,如果电阻带安全防护不到位,扒 • 230-
第六章金属压力加工安全技术«
渣精炼不停电,员工意外触碰会发生触电事故。
(2)铸造过程中,需要进行除气、过滤精炼,或进行流槽电加热保温等,可能发生 触电事故。
6)机械伤害
(1)熔炼炉有炉门升降机构、炉盖开闭机构、电机传动机构等,如果设备出现故障、 安全防护不到位或员工误操作,易发生机械伤害事故。
(2)铸造过程中由于设备设施安全防护不到位,容易发生机械伤害事故。
7)高处坠落
(1)铸造结束起吊铸锭时,由于吊钳问题或捆绑方式不对,容易造成铸锭高处坠落、 起重伤害事故。
(2)铸锭堆放区容易发生铸锭堆垛倒塌事故。
(3)在铸造工作前或在日常检修铸造井时,如果炉台防护措施不到位或职工注意力 不集中,容易造成高处坠落事故。
8)中毒
在氯气精炼过程中,如果发生氯气泄漏,可能造成氯气中毒事故。
2.控制措施
1)防止火灾的控制措施
(1)防止天然气发生火灾的安全技术措施:
①新建或大修后的设备,要进行强度及严密性试验,合格后方可投产。
②易发生天然气泄漏区域的电气设施应按《爆炸危险环境电力装置设计规范》 (GB 50058)采用防爆设计。
③在车间或有天然气的场所设置可燃气体报警器,局部抽风。同时,可配备便携式 报警器或对有可能泄漏的部位,用肥皂泡法和压力试验的方法进行检查并形成相关的检查 制度,防止天然气泄漏。
④在煤气支管上设置有切断阀和自动调节阀,两阀之间应设吹扫接口。
⑤在车间内每台设备上要有一个切断阀,在车间外部设一个总阀,在车间生产设备 总燃气管道的一端引出一根排气管道,应高出屋顶4 m。
⑥在有燃气存在的条件下进行维修工作时,必须采用盲板将有天然气的管路与检修 系统完全隔离,检修工具采用铜质工具或采取不产生火花措施。
⑦盲板厚度要经过计算并满足要求。
⑧在停送天然气放散时,放散管周围40 m内不准有明火存在。
⑨烧嘴停止燃烧时,应先关闭天然气,然后再关闭空气。
(2)防止工业燃油着火的安全技术措施:
①必须制定和遵守向烧嘴送空气和重油的顺序及停油顺序的规定。
②开始点燃前要往炉内吹风和打开烟道闸门,以排除炉内的爆炸性气体。
③为了避免渗漏的燃油挥发的油气在燃烧室内积聚,在点燃烧嘴前应先通入一段时 间空气,然后供给重油。
④为安全起见,最好采用电点燃等先进安全的点火方法。
• 231 •
» 安全生产专业实务 金属冶炼安全
⑤重油管道上应设发生事故时能迅速关闭燃料的装置。
⑥重油的储存、向炉内的输送,油罐的容积、安放的位置等必须遵守相关安全规程 的规定。
⑦重油储罐应放在车间室外,保持必要的防火间距。
⑧油罐区应划为禁火区。储罐、管道和阀门等燃油设备需要动用明火时,应首先办 理动火证审批手续,如果地面有污油,必须彻底清理,并采取防火措施后方可动火作业。
⑨消耗油罐应设置于不可燃的与车间隔离的房间,与大型储槽用管道连接。小于 5π?的消耗重油油罐(或小于1 m3的轻柴油油罐)可以放在车间内,但应安装在单独的 房间内。
⑩油罐的密封性应良好,并配置温度计、放油阀、呼吸阀和阻火器等安全设施。
⑪液体燃料在管道中流动可能会产生火花导致油蒸气和空气混合气体燃烧和爆炸。 为消除静电,排油管道和构架必须接地。
⑫重油炉的车间内要配备泡沫灭火器和消防沙池。
⑬油炉必须配置有抽风罩的风机,提高职业卫生防护功能。
(3)防止油气着火的安全技术措施:
①对油污严重的物料进行特殊保管,不可与其他废料混料。
②对油污严重的物料在熔炼前要采用热水清洗、干燥等除油措施。
③对压制成包的废料合成体要有抽样检查制度,严把收料关。
④做好各类处理边角废料的设备,尤其是处理废料的打包机等的维护保养工作,严 防设备漏油。
(4)防止漏铝液引起可燃物着火的安全技术措施:
①铸造现场不得有可燃物。
②铸造场地应消除铝液泄漏到地下室的隐患,缝隙要采取密封措施。
③铸造现场电缆应采取防铝液接触引起着火的措施。
2)防止铝液爆炸的控制措施
(1)熔炼炉、保温炉和铸造机周边地面应干燥,周边不应有积水坑(铸造井、铸造 坑除外);铸造厂房内的地坑应进行防渗漏设计和施工,防止地下水渗入;熔炼设备、铸 造设备、盐浴槽上方不应设置存在滴、漏水隐患的设施。
(2)真空熔炼炉应设有泄爆阀等装置,真空自耗炉应设有泄爆口并通室外,电子束 炉应设有防辐射设施。
(3)铸造机升降平台或托架等,不应有储水空间。
(4)固定式熔炼炉铝水出口应设置机械锁紧装置。高温铝水出口和流槽接口位置应 配置液位传感器和报警装置,液位传感器与流槽上的快速切断阀和紧急排放阀实现联锁。
(5)铸造倾翻炉应设置紧急复位操作系统,以及液位自动检测、控制系统等联锁保 护装置。
(6)深井铸造结晶器的冷却水系统应配置进出水温度、进水压力、进水流量监测和 报警装置;监测和报警装置应与流槽上的快速切断阀和紧急排放阀实现联锁,应与倾动式 熔炼炉控制系统联锁。
• 232 •
第六章金属压力加工安全技术«
(7)用水冷却的熔炼炉、铸造机应设置应急冷却水源。
(8)铸井应涂刷防爆涂料,并定期检查防爆层是否完好。
(9)铸造浇注生产流程中应设置金属液紧急排放和储存的设施。过滤除气装置放干 放流口(流眼处)应备有该装置1. 5倍以上金属液容量的放干箱。
(W)装炉前要除掉铝锭及其废料上的冰雪,对潮湿的炉壁和物料要采取烘干或晾晒 的办法除去水和潮气。加入熔炼炉的添加剂应干燥。做好设备冷却水、消防水管路的预防 性维修和检查工作,防止管路泄漏导致水进入熔炼炉引起爆炸。熔炼炉上方不应设置天 窗、上下水管等。
(11)铸造等作业场所不应存在非生产性积水或存放易燃易爆物品。
(12)钢丝卷扬系统引锭盘托架钢丝绳应定期检查和更换,卷扬系统设置应急电源; 液压铸造系统设置手动泄压系统。
(13)作业台保持干燥。进行高温作业的工作台,特别是铸造台和熔炉周围,必须保 持干燥。防止铝液意外外溢而发生爆炸事故。
(14)保证操作工具、盛装铝熔体的容器及熔炼铸造现场干燥。工作中使用的工具要 专门设置存放区域,以保证工具干燥,对盛装铝熔体的容器一般情况下要在使用前进行烘 烤,以避免潮气或水分。
(15)高温废弃物应堆弃在干燥的地方,而不应投入水沟、水槽中。如熔炼产生的铝 渣应放入有防潮的专门堆放装置内,既可防止事故,又有利于回收。
(16)熔炼炉周围地面应向外倾斜,并备有排水系统,保证熔炼炉附近无积水,以防 铝熔体遇水爆炸。
(17)加强设施的定期维护,保证设备完好,避免因设备问题发生铝熔体泄漏。
(18)铸造前,过滤器出入口连接缝应塞严,放干流眼堵牢,结晶器缝隙应塞严,防 止冷却水进入结晶器内腔。
(19)熔炼炉、保温炉放流口(流眼处)应备有塞棒(流眼轩子),每个眼备用两 个,并定期检查记录。
3)防止压力容器爆炸的控制措施
(1)蒸汽缓冲器、压缩空气储罐、真空罐等压力容器应符合《固定式压力容器安全 技术监察规程》(TSG 21)的要求。
(2)压力管道应符合《压力管道安全技术监察规程--工业管道》(TSGDOOOl)的 规定。
(3)各种安全附件(安全阀、压力表、温度表等)应齐全,并按照相关规定定期检查。
(4)压力容器、压力管道、安全阀、压力表必须按周期定期检定、校验、校准,并 张贴标识。
4)防止灼烫的控制措施
(1)要定期对设备进行检修维护,保证设备完好,避免因设备问题发生铝熔体泄漏。
(2)使用的工具和熔炼铸造场地要保持干燥,防止铝水遇潮湿发生爆炸烫伤人事故。
(3)进行扒渣、精炼、投加原料或添加剂等作业时,员工要按规定穿戴好劳动防护 用品,禁止穿化纤工作服和内衣。
•233 •
»安全生产专业实务金属冶炼安全____
(4)铸造前,过滤器出入口连接缝应塞严,放干流眼堵牢,结晶器缝隙应塞严,防 止冷却水进入结晶器内腔。
(5)扒渣后的工具和炽热的物料应定置管理,设置安全警示标识。
(6)炉子和除气箱等流眼处要备好不少于两个具备使用条件的流眼轩子。
(7)吊包盛装铝熔体不得超过吊包外沿150 mm。
(8)加强职工安全教育,增强安全意识,按章操作,注意力集中,防止出现跑液, 特别是在操作时要按照规定佩戴好符合规定的劳动防护用品。
5)防止起重伤害的控制措施
(1)吊运铝熔体吊包的起重设备必须符合国家《冶金起重机技术条件第5部分: 铸造起重机》(JB/T 7688.5)的要求。
(2)金属液包及金属液包吊具的生产应符合《铁水浇包 第1部分:基本参数》 (JB/T 5771.1)和《铁水浇包 第2部分:技术条件》(JB/T5771.2)的有关规定,并定 期检查记录。
(3)定期由技术监督管理部门对桥式起重机进行检测检验。
(4)不许专用吊具与吊物不配套或有吊具缺陷;桥式起重机吊物时,不准许从人上 方经过;铸锭(棒)从出井至平放过程中,与人要保持安全距离。
(5)定期检查、检修维护起重机械或吊索具。
(6)铸造结束起吊铸锭时,要正确使用吊钳,捆绑方式正确。
(7)应由取得行车操作资格证书、有操作经验的专人操作。
(8)行车司机工作时,不准用限位开关停车。铸锭起吊后,应确认铸锭固定牢靠后 方可吊运。
6)防止物体打击的控制措施
(1)往熔炼炉中补料、投加添加剂时,员工应按规程规定进行站位并投加料。
(2)使用渣扒子搅拌、扒渣,使用氨气或氯气进行精炼时,员工应按规程规定操作。
(3)容易崩裂的合金硬铝与超硬铝扁铸锭,应合理安排该类铸锭储放的安全位置或 专门的防爆区,并要有警示牌,防止人员靠近,避免伤人。
(4)铸锭堆放区地基要夯实、平整,用于垫放铸锭的木方或铁轨要符合要求,垛与 垛之间要留有一定的安全距离,堆垛高度符合规定。
(5)铸造井检修或掏井渣子时,井口应设置护栏等安全防护装置,进入井内人员佩 戴好安全帽。
7)防止触电的控制措施
(1)高压配电装置设计应符合《3 ~ IlOkV高压配电装置设计规范》(GB 50060)的 规定。低压电气装置设计应符合《低压配电设计规范》(GB 50054)的规定。电力装置的 继电保护、非电量保护和自动装置设计应符合《电力装置的继电保护和自动装置设计规 范》(GB/T 50062)的规定。
(2)长期停用、检修后或新装电动机,电加热炉和退火炉长时间停用,送电前应检 测其绝缘情况;定期对电机,变压设备,油烟较重及潮湿、粉尘场所的电气设备设施进行 绝缘测量,并做好记录;电气安全绝缘工器具由具备检测资质的部门进行定期检测。
• 234-
第六章金属压力加工安全技术«
(3)防护罩处理或设备维护、检修作业时,应在停电状态下进行。
(4)电炉扒渣、搅拌、精炼时应停电。
(5)除气、过滤精炼装置或流槽电加热保温装置应按规范进行布线,采取接地保护 措施。
(6)定期对压力加工设备的配电控制盘、箱、柜进行清灰、端子紧固等。
(7)电炉炉壳外部的带电部位应设置完好的安全防护罩。
8)防止机械伤害的控制措施
(1)对熔炼铸造设备定期进行检修维护,确保炉门升降机构、炉盖开闭机构、电机 传动机构等完好,防护装置到位。
(2)检查运转的设备应确保安全,处理故障应停机。
(3)加强员工设备使用培训,熟悉设备使用程序,避免误操作。
(4)铸锭专用読床刀盘、刀具应安装牢固,并安装防刀盘飞出和防止金属屑飞溅的 设施。
(5)清理、擦拭铸锭下表面异物时,应配置专用料架,并安全可靠。
9)防止高处坠落的控制措施
(1)厂区内的坑、沟、池、井、洞、孔和高处的边缘等,应设置安全盖板、防护栏 杆、平台和梯子。
(2)牵引机轨道、中断锯、淬火炉水槽周围应设置防护栏杆。
(3)淬火炉本体上应设置防护栏杆、楼梯,需到顶部作业、检修的油箱应设置走廊、 栏杆、梯子。
(4)油箱梯子与走廊表面必须经防滑处理,并在醒目位置放置防滑防摔警示牌。
(5)直梯、斜梯、防护栏杆和工作平台应符合《固定式钢梯及平台安全要求 第1 部分:钢直梯》(GB 4053.1)、《固定式钢梯及平台安全要求 第2部分:钢斜梯》(GB 4053.2)、《固定式钢梯及平台安全要求 第3部分:工业防护栏杆及钢平台》(GB 4053.3)的规定。
(6)铸造井检修或掏井渣子时,井口应设置防护栏杆等安全防护装置或人员佩戴安 全带。
(7)到炉子顶部检修或工作时,人员应佩戴安全带。
10)防止氯气中毒的控制措施
(1)氯气瓶要定期检验,应符合规范要求。
(2)氯气设备管路、阀门等要定期检查、维护、维修,确保其完好、不泄漏。
(3)氯气间及炉体氯气阀门处设置氯气固定监测报警装置,并定期检定,确保有效。
(4)氯气间设置碱水池或其他应急处理泄漏氯气的装置。
(5)配备空气呼吸器及应急救援器材,并保持完好,定期演练。
(6)氯气应储存在空旷、通风、无人的地方,悬挂"有毒物品,禁止靠近"安全警 示牌和职业病危害告知牌。
(四)职业病危害因素分析及控制措施
1.熔炼与铸造生产过程中主要职业病危害因素分析
-235-
» 安全生产专业实务 金属冶炼安全
1)化学有害因素
(1)熔炼炉燃料使用天然气(含CH4、C2H6. C3H8^ H?S、Co2、Co)和发生炉煤 气(含 CO、CO2、SO2、NO,)。
(2)精炼车间内用到的Cl2。
(3)铸轧取样检验晶粒度,使用HQ、H2SO4^ HF等进行表面处理,还用NaoH进 彳丁中和。
2)粉尘
铝熔炼的加料、搅拌、扒渣过程中,产生的烟尘中含有AU03、So2、NO*等物质。
3)高温
熔炼炉为生产性热源,会产生高温。 ^
4)低温
熔炼炉、保温炉净化精炼使用低温高压液氮、液氣。液氮和液氮使用过程中汽化需要 吸热,汽化器结冰,可能造成低温危害。注安免费Q群628721411
2.控制措施 ⅛W⅛∕QQ: 863575556
1)粉尘及化学有害因素控制措施 ^
(1)工业炉采取负压排烟装置,加强其密闭性,防止有害物质外泄。
(2)熔炼炉炉门上侧必须安装排烟系统,并确保收尘、排放效果良好。
(3)烟尘必须经净化处理后方可排放。
(4)有毒有害场所必须设置机械通风装置,降低有害物质浓度。
(5)氯气工程技术防护措施:
①生产或使用氯气,应采用先进的生产工艺,使生产过程机械化、自动化、密闭化, 工人在远离生产设备的控制室内操作,将有害作业和无害作业分开,消除或减少氯气接触 机会。
②氯气生产设备可设置在自然通风良好的框架式露天或半露天场所,不能采用自然 通风的场所,应采用有效机械通风,但不宜使用循环风。
③使用和储存氯气的管道设施、设备、容器、阀门等应具备防腐性能,其设计制造 应符合《固定式压力容器安全技术监察规程》(TSG 21)的有关规定。
④液氯生产系统必须设置事故氯吸收装置,具备独立电源和24 h能连续运行的能力, 并与电解故障停车、动力电失电联锁控制。液氯系统安装逆止阀,可防止突然停电氯气倒 逆排放。
⑤工作场所应设置事故通风装置及与事故排风系统相联锁的泄漏报警装置,参见 《工作场所有毒气体检测报警装置设置规范》(GBZ/T 223 )。事故通风宜由经常使用的通风 系统和事故通风系统共同保证。发生事故时,应保证提供足够的通风量,事故通风的风量 宜根据工艺设计要求并通过计算确定。事故通风装置的控制开关应分别设置在室内外便于 操作的地点。排风口设置应尽可能避免影响作业人员。其供电系统的可靠性等级,应由工 艺设计确定,并应符合《供配电系统设计规范》(GB 50052)的要求。
⑥工作场所应设置固定式和便携式氯气检测报警仪。在不具备设置固定式氯气检测 报警仪的工作场所应配置便携式氯气检测报警仪。氯气的报警设定值为1 mg∕m3o检测报
• 236 •
第六章金属压力加工安全技术《
警仪的运行记录、标定记录、维护记录和计量检定资料等应及时存档。
⑦用人单位应当在施工区或厂区明显处设置风向标;工作场所应在便于观察处设置 醒目的风向标,风向标的设置宜采用高点和低点双点的设置方式,高点设置在场所最高 处,低点设置在人员相对集中的作业区、控制室、休息室等区域。
⑧在厂区全年主导风向的两侧设立安全区域用于人员疏散或集结,应急疏散路线和 安全集结区域应有明显的标志。
⑨在工作场所的醒目位置应设置职业病危害警示标识和中文警示说明。警示说明应 当载明产生职业病危害的种类、后果、预防及应急救治措施等内容。
⑩应经常检查、维修生产和使用氯气的设备、阀门、安全设施、泵等,防止跑、冒、 泄、漏发生。
2)高温控制措施
见本章第二节的相关内容。
3)低温控制措施
(1)槽罐车充气过程中,人员巡查过程要接触设备阀门构件时,应佩戴厚防护手套。
(2)尤其在冬天,在冷环境中连续作业时间不宜过长,适当增加工作中的休息次数, 延长休息时间,防止身体受冷时间过长。
二、挤压与拉拔安全技术
(-)工艺概述
有色金属压力加工中,绝大多数铝及铝合金管材、棒材、型材、线材(90%以上) 都是用挤压法、轧制法、拉拔法、旋压法生产出来的。就生产过程而言,管材、棒材、型 材主要采用挤压法生产,线材主要采用拉拔法生产。
1.挤压
挤压成型是对盛在容器(挤压筒)内的金属锭坯施加外力,使之从特定的模孔中流 出,从而获得所需断面形状和尺寸的一种塑性加工方法。按设备结构分为立式挤压和卧式 挤压,按挤压方法分为正向挤压和反向挤压,按传动方式分为油压传动、水压传动、机械 传动。
2.拉拔
拉拔生产主要是指铝及铝合金管材、棒材、型材、线材的拉伸及矫直。拉伸生产主要 有链式拉伸机、液压拉伸机及用于线材生产的圆盘拉伸机。这里的"拔"主要是指利用 张力矫直机的拉伸和扭转变形来消除制品的弯曲和扭转缺陷。张力矫直机多为床身式结 构,由动夹头、静夹头、床身、液压传动装置、上下料装置控制系统等组成。
联合拉拔机的布置如图6 -29所示。
(二)主要辅助材料危险有害因素分析
铝及铝合金管材、棒材、型材、线材在生产中,挤压机的动力传动方式由水泵蓄势器 传动逐步发展成自给液压泵直接驱动操作方式,同时也由手动操作、半自动操作发展到全 自动操作。 亠
在挤压生产工艺中,常采用液压油或高压水作为挤压动力传递的介质。液压油或高压
• 237 .
»安全生产专业实务金属冶炼安全
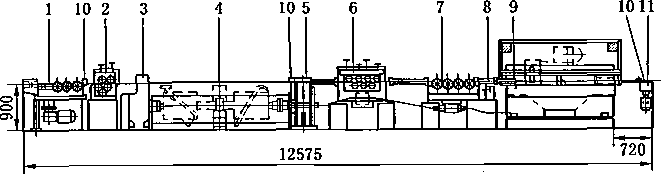
I—吸入報和立矫直領;2—水平预矫直;3—拉模座和清洗润滑装置;4一连续拉拔机;
5—主传动减速箱;6—水平精矫直;7一立精矫直;8—打印导向辗;9-夹头和飞锯;
10一信号发生器;U-送料辎 图6-29联合拉拔机布置示意图
水在泵的作用下,工作压力在20 MPa以上,常见的在20 ~32 MPa之间,如果压力管道出 现泄漏或其他故障,液压油或高压水在20 MPa以上的压力下突然释放,会对周围的人员、 设备造成物体打击事故。如果液压油喷射到高温物料或高温挤压筒等物件上后,会发生 火灾。
在拉拔生产中,多采用链式传动方式,钢丝绳式和液压式拉拔在我国较少用于铝管棒 的拉制。液压式拉拔工艺中高压油系统出现高压油泄漏等故障,会对周围的人员、设备造 成物体打击事故。
(三)主要危险因素分析及控制措施 .
1.主要危险因素分析
1)物体打击
(1)挤压生产过程中是一种高压作业,若操作不当或设备发生故障,可能造成物体 打击事故。
(2)挤压机在“闷车”(设备处于开启状态,但未运行,设备处于能量积蓄的状态) 时,容易发生模具损坏崩出伤人和挤压轴折断事故。
(3)拉拔过程中,容易产生物料突然拉断、物料甩出伤人或夹头运动过程中挤伤、 撞伤、夹伤人员的事故。
2)机械伤害
(1)挤压作业中涉及原料输送、传动的机械装置,防护不到位、设备出现故障、员 工误操作都会造成机械伤害。
(2)拉拔过程中,有旋转的矫直辐、运动夹头等高速运转的部件,防护不到位、设 备出现故障、员工误操作都会造成机械伤害。
3)灼烫
挤压生产过程是在铸锭加热到一定温度后进行的作业,物料及挤压头、挤压筒的温度 都很高,容易发生灼烫事故。
4)触电
铝材挤压及拉拔设备均有电气驱动及控制系统,铝锭加热往往采用电加热炉进行加
• 238 •
第六章金属压力加工安全技术《
热,如果电气系统发生故障或员工误操作,易发生触电事故。
5)火灾
(1)挤压生产过程中,铸锭、挤压料头、挤压筒等温度都很高,遇可燃物可发生火 灾事故。
(2)铝材挤压、拉拔及铸锭加热设备均需电气系统,易发生电气短路放炮引起火灾 事故。
(3)目前,大多数挤压机为液压挤压机,在设备检修动火作业中,如措施不到位易 发生火灾事故。
2.控制措施
1)防止物体打击的控制措施
(1)水压机开动前首先要确认回水阀门已经打开,否则不能开动设备。
(2)开水压机时,一定要先开低压阀门后开高压阀门,停车时顺序则相反。
(3)换水压机挤压筒、挤压轴和其他主要工具前,必须把低压罐中的压缩空气放掉。
(4)挤压过程中严禁操作人员进入挤压筒和挤压机活动横梁间的部位,严禁将头部 伸向前机架或压型嘴处,严禁在挤压机出口处探视。
(5)当“闷车”或挤压时,操作人员不得俯身往导路口内窥,以免模子压碎或制品 崩出伤人,不准在制品压出后俯视制品,以免制品突然翘起伤人。
(6)发生"闷车”后,要及时停车进行处理,不可蛮干,防止事故发生。
(7)对挤压出的制品应制作专用工具进行承接和控制,防止其颤动打伤操作人员。
(8)管材、棒材、型材拉伸机在拉伸制品时,人与前后夹头两侧保持安全距离,不 得站在危险区域内。
(9)工作人员的肢体不得放在拉伸机动夹头运行区域内。
(10)在拉伸制品时,不得用手来触动拉伸模和传动的索引链和钢丝绳,移动时不得 触动小车轨道,小车返回时要防止被车碰伤。
(H)拉伸机钳口表面禁止涂油,以免物料滑出伤人。
(12)拉伸机钳口与垫板必须正确安放,垫板不得露在钳口外面,以免伤人。
2)防止灼烫的控制措施
(1)挤压出的制品应用专用工具进行承接和控制,防止其烫伤操作人员。
(2)对压挤废料应及时装入废料箱内,不得随地堆放,以免烫伤操作人员。
(3)在对刚挤压出的制品进行质量检查时,应佩戴齐全的防护用品,并按规程作业。
3)防止火灾的控制措施
(1)对挤压出的热制品、压挤残料等高温料及物件应专区存放,存放区不应有易燃 可燃物。
(2)挤压、拉拔及铸造加热设备的电气系统应定期检修、维护、检查,避免发生电 气放炮短路事故。
(3)油压机检修动火作业前,应办理审批手续,对现场污油进行清理,采取相应的 防火措施后进行动火。
(4)热设备的电气系统应定期检修、维护、检查,避免发生电气短路事故。
•239 •
»安全生产专业实务金属冶炼安全
(四)职业病危害因素分析及控制措施
1.挤压与拉拔生产过程中主要职业病危害因素分析
1)噪声
挤压生产时,往挤压机内上铸锭、挤压过程、挤压模具更换以及加压成品吊运过程中 均会产生噪声。
2)高温
挤压工艺一般都要采用加热炉对材料进行加热,炉子散发热量,尤其是在打开炉门 时,厂房内环境温度更高。
2.控制措施
1)噪声控制措施
见本章第四节的相关内容。
2)高温控制措施
见本章第二节的相关内容。
三、热处理和表面处理安全技术
热处理是通过加热、保温和冷却3个阶段,使铝及铝合金零件获得优良的机械、工 艺、物理和化学性能,满足加工和使用要求的一种工艺方法。热处理可分为普通热处理、 表面热处理和形变热处理3种基本类型。
(-)盐浴炉热处理主要危险因素分析及控制措施
1.主要危险因素分析
1)灼烫
盐浴炉热处理是将硝盐加热到500七左右,对铝材进行淬火或高温回火,操作人员接 触到高温盐液或热处理后的铝材时,极易发生灼烫事故。
2)触电
盐浴炉利用电对硝盐进行加热,易发生触电事故。
3)爆炸
(1)在盐浴炉遇水后,水在高温状态下会被迅速汽化,体积急剧增大,压力骤然上 升产生物理爆炸。
(2)硝盐是强氧化剂,有助燃作用,硝盐熔浴中带进可燃的有机物(生物有机物、 有机化合物等)后,会引起强烈的化学爆炸;资料表明,硝盐温度超过600霓时发生分 解,其分解产物与钢铁反应而产生爆炸,而铝的还原性比钢铁强,所以高温熔融的硝盐与 铝反应的爆炸危险性更大。
(3)盐浴炉检修或更新后,开炉时炉底和侧面的硝盐首先熔化,而顶部表面仍结有 固体盐壳,随着温度升高,内部液体不断膨胀,产生很大压力,最后冲击表壳产生物理 爆炸。
2.控制措施
D防止灼烫的控制措施
(1)员工应按规定穿戴好劳动防护用品。
• 240 •
第六章金属压力加工安全技术«
(2)需要接触处理后的物料时,应使用专用工具。
2)防止触电的控制措施
(1)盐浴炉加热装置应按规范进行接线,不应有电源线裸露情况,炉体应采取接地 保护措施。•
(2)设备维护、检修作业时,应在停电状态下进行。
3)防止爆炸的控制措施
(1)保证盐浴炉房顶完好,不漏雨水。
(2)补充的新盐和要人炉的工件、夹具等必须充分烘干。
(3)盐浴炉启动时,应将表面的固体壳打碎,使熔盐与大气相通。
(4)硝盐温度不应超过550七,应设有双重自动控温、报警的保护装置。
(5)严禁将棉织物、木炭、油脂和石墨带入硝盐中。
(6)硝盐必须保存在金属容器中,严禁用木箱、布袋包装。
(7)硝盐炉发生火灾时,应使用干砂扑灭,切不可用泡沫灭火。
(8)严禁用硝盐炉处理镁的质量分数大于10%的铝合金。
(9)盐浴槽、淬火油池不准许超温淬火,不准许其他液体进入槽体,液面高度控制 在槽体的安全液面以下。
(二)电阻炉热处理主要危险因素分析及控制措施
1.主要危险因素分析
1)触电
(1)电阻炉采用电加热,在检修或进出物料时易发生触电事故。
(2)电源线破断或有裸露情况时,员工误接触也会发生触电事故。
2)灼烫
员工接触热处理高温物料时易发生灼烫事故。
3)火灾
高温电炉周围存放易燃可燃物质,可能引发火灾。
4)物体打击
热处理物料摆放不好,容易发生倒塌,造成物体打击事故。
2.控制措施
1)防止触电的控制措施
(1)为防止热处理工人在操作电炉时触电,当进出料开启炉门时,电源应有自动切 断的联锁装置。
(2)对电热设备的高压带电部分应尽可能隔离和屏蔽,设备不带电的金属部分还应 做好接地或接零保护。
(3)变压器和电路都应设继电器保护。
(4)热工仪表、电表应装在独立的控制柜上。当电力装置和热工仪表都在一个电控 柜时,接触器应分别安装在相互分隔的两块配电盘上。
(5)导电部分应有良好的绝缘。应经常监控电炉设备的接地情况和电缆绝缘情况,
发现不正常现象应及时纠正。
•241 •
»安全生产专业实务金属冶炼安全
(6)必要时采用12~36 V的低压操作,或用绝缘棒、绝缘钳、橡皮垫等手段防止触电。
(7)固定式和移动式照明降压变压器外壳必须接地,移动式照明降压变压器(12 ~ 36 V)要用软电缆连接,绝不容许使用普通电线。
(8)定期对电炉进行检修维护,确保电气系统完好。
(9)设备维护、检修作业时,应在停电状态下进行。
2)防止灼烫的控制措施
(1)员工应按规定穿戴好劳动防护用品。
(2)需要接触热处理后的物料时,应使用专用工具。
3)防止火灾的控制措施
(1)所有电炉都应设温度自动调节器。
(2)对高温状态的热处理件应专区存放,存放区不应有易燃可燃物。
(3)加热设备的电气系统应定期检修维护、检查,避免发生电气短路放炮着火事故。
4)防止物体打击的控制措施
(1)装炉时要将工件排列整齐或用料筐、料架、料箱装好,不得任意将加工件装入 炉内。
(2)吊装时由专人进行指挥,严禁工件损坏炉衬、炉底板,避免其与炉子电阻丝 接触。
(三)感应炉热处理主要危险因素分析及控制措施
1.主要危险因素分析
从生产安全和职业卫生角度,进行感应加热处理时,各种频率的强电流和电磁辐射对 人体会造成一定伤害。若对电气设施管理不善,也容易发生触电事故。
2.控制措施
(1)中频发电机应安装在隔离的生产场地,如直接装在车间和生产流水线上要使用 特制防护罩。
(2)车间内的电容器组应设置在封闭上锁的金属柜中,如放置在单独场所时,允许 用丝网隔离,设网门并上锁。变压器应置于淬火间内或其带电部分用外壳封闭。变压器次 级线圈和感应器若不屏蔽,则感应器的一个接头必须接地。如果工艺允许,感应器和淬火 器应放在专用空间内。
(3)电子管式高频电源应有机械和电气联锁,以及避免和带电部分接触的栏杆。
(4)高频电源的阳极回路上的交流和直流高压最危险,因此除感应器外的其他带电 部分都必须封闭,而高压部分必须闭锁。
(5)电子管式电源外壳必须接地,接地电缆要接在设备或淬火机床基座上。采取墙 壁和天花板的金属板和网的屏蔽,防止对无线电广播的干扰。
(6)感应加热的作业人员,应穿戴好合格的防护用品,经培训合格后方可作业。
(四)职业病危害因素分析及控制措施
1-热处理和表面处理工艺过程的主要职业病危害因素分析
1)化学有害因素
(1)工艺过程用到辅助材料如酸、碱、金属盐、硝盐等。
• 242 •
第六章金属压力加工安全技术《
(2)盐浴炉中熔融的硝盐与工件的油污作用产生氮氧化物。
(3)热处理过程中经常使用的甲醇、乙醇、丙烷、丁烷、丙酮及汽油等有机溶剂。
2)粉尘
主要是热处理及表面作业工艺过程中产生的烟尘。
3)噪声
(1)主要来自加热炉的燃烧器。
(2)各种电机、风机、工业泵和机械运转设备均可产生噪声与振动。
4)高温
机械零件的正火、退火、渗碳、淬火等处理工序都是在高温下进行的,车间内各种加 热炉、盐浴槽和被加热工件都是热源,这些热源均可能造成高温与强热辐射的工作环境。
5)高频电磁场
利用高频电炉进行热处理时,可产生高频电磁场职业危害。
2.控制措施
1)化学有害因素及粉尘控制措施
(1)尽量用无毒或低毒物质代替有毒高毒物质。
(2)工业炉采取负压排烟装置,加强其密闭性,防止有害物质外泄。
(3)将劳动者与有毒有害工艺过程隔离,或采取远距离操作。
(4)有毒有害场所必须设置机械通风装置,降低有害物质浓度。
(5)对产生有毒物质的工艺作业场地应制定切实可行的监测制度。
2)噪声控制措施
见本章第四节的相关内容。
3)高温控制措施
见本章第二节的相关内容。
4)高频电场控制措施
(1)设备接地良好,降低对地的脉冲高频电位,从而减少电磁辐射强度。
(2)加强屏蔽,减少人体附近空间的磁场强度。屏蔽材料多用薄铁板或铝合金。
(3)降低作业现场的温度、湿度,利用加强通风降温,控制作业场所的温度和湿度, 以减少电磁场对机体的辐射影响。
(4)保证良好绝缘性能。高频回路及高压电路的绝缘导线应有足够的抗电强度,不 能漏电。
四、锯切、钱面安全技术
(-)工艺概述
锯切工艺是采用机床加工的方式,将经熔铸生产的铝铸锭头尾使用自动高速锯切片切 除的工艺。虢面工艺是采用机床加工的方式,将熔铸生产的铝铸锭两端除头尾之外的4个 面的表面使用钱刀钱削的工艺。板锭6个面经过锯切钱面后提供给立式推进式加热炉加热 后进入热轧工序。
(二)锯切、钱面的主要危险因素分析及控制措施
•243 •
» 安全生产专业实务 金属冶炼安全
1.主要危险因素分析
锯切、钱面存在的主要危险因素:火灾、机械伤害、起重伤害、车辆伤害、触电、高 处坠落、物体打击。
1)火灾
锯切、虢面工序使用机械液压、电气设备进行机械加工,存在火灾风险。
2)机械伤害
锯切机、钱面机设备外围未设置带有电气联锁门的全封闭式防护网和"非岗位人员 严禁入内”警示牌,人员未经允许违章进入危险区域,可能造成机械伤害。
3)起重伤害
使用行车进行板锭上下料吊运操作,行车故障、人员操作不规范均可能导致起重伤害 的发生。板锭一般长度达到6 m左右,宽度l~2.5m,质量一般在15 ~30 t之间,板锭覆 盖面积大,起重吊运过程中转动困难,人员在下方操作存在起重伤害危险。
4)车辆伤害
铸轧厂房内叉车、过跨车等车辆运行过程,因超速、空间狭小、人员视线不良、违章 驾驶等,可能发生车辆伤害事故。
5)触电
电气设备如果发生绝缘失效、设备未进行可靠接地漏电,未使用手持安全电压工具, 可能发生触电事故。
6)高处坠落
锯切、钱面装置设备高处,加工废屑收集装置上部,厂房内超过2 m的平台、楼梯, 均存在高处坠落危险。
7)物体打击
物体未紧固或被冲击,可能导致物件飞出。
8)铝粉尘起火、爆炸
钱面机钱屑通过通风除尘管道进行收集,末端一般设置钱屑破碎机、旋风除尘和湿法 除尘。铝粉尘收集过程可能产生静电,细的铝粉尘可能会散落在管道、屋架、地面,可能 存在铝粉尘起火,甚至爆炸的危险。
2.控制措施
1)防止火灾的控制措施
对液压设备和电气设备进行检查、维护保养,确保设备可靠。
2)防止机械伤害的控制措施
锯切机、钱面机生产时,严禁在入口、出口方向位置站立,防止意外飞出物体打击。 设备应进行全封闭护网防护,设置安全门限位,防止人员进入设备加工核心区域。
3)防止起重伤害的控制措施
使用行车进行板锭上下料吊运操作时,应确保行车运行正常,严禁行车带病作业。作 业人员应严格执行安全操作规程,严禁违章操作。铸锭吊运应使用长工具辅助推动转动和 控制方向。
4)防止车辆伤害的控制措施
• 244-
第六章金属压力加工安全技术«
厂房内叉车、过跨车等车辆运行时,严禁超速行驶,保证有足够的运行空间,并确保 驾驶员视线良好。
5)防止触电的控制措施
现场电气设备必须绝缘良好,进行可靠接地,使用手持电动工具,严格执行电工安全 操作规程。
6)防止高处坠落的控制措施
锯切、読面装置设备,加工废屑收集装置等高处作业面安全防护装置必须完好,高处 作业时必须佩戴安全带。
7)防止铝粉尘起火、爆炸的控制措施
锯切机、钱面机钱屑通风除尘设备应可靠接地,电气设施符合防爆要求,设置防雷防 静电装置,管道、屋架、地面上堆积的铝粉尘应定期清理。
(三)职业病危害因素分析及控制措施
1.锯切耕面工艺过程主要职业病危害因素分析
1)粉尘
锯切、钱面工艺过程中会产生铝粉尘,铝粉尘可能会散落在管道、屋架、地面上,对 作业人员造成职业危害。
2)噪声
锯切、虢面工艺设备运行中会产生机械性噪声。
2.控制措施
1)粉尘控制措施
(1)在钱面机产生的铝粉用通风除尘管道收集后送至旋风除尘器处理。
(2)尽量采用湿式作业,作业场地增设雾化喷嘴等设备,清扫粉尘时及时洒水,减 少二次扬尘。
2)噪声控制措施
见本章第四节的相关内容。
五、锻压安全技术
(-)工艺概述
锻压是对塑性材料施加冲击力或静压力,使其在固态范围内分子发生流动,从而获得 具有一定形状、尺寸、内部组织和良好机械性能制件的压力加工方法。锻压可分自由锻 压、胎模锻压和模型锻压3种。锻压方法机械化和自动化程度不高,手工操作比较多,劳 动强度比较大,目前,普遍运用在我国的铝加工生产中。
铝合金毛坯件在锻压前都要进行加热,为了保证在规定的锻造温度范围内变形,改善 变形的均匀性,增加金属的流动性,以利于充满型腔,锻造铝合金用的模具也要进行预 热,预热温度为300 ~ 420 K。
自由锻压一般是在没有模腔的两个平模或型模之间进行,它使用的工具形状简单、灵 活性大、制造周期短、成本低,但是劳动强度大、操作困难、生产率低,锻件的质量不 高、加工余量大,仅适用于对制件性能没有特殊要求且件数不多的情况。自由锻压往往需
• 245 •
» 安全生产专业实务 金属冶炼安全
要锻造车夹持锻件配合生产。
模型锻压有两种情况:一种情况是用其他设备预先制造出异形坯料,然后将坯料放在 模具上模锻;另一种情况是将切割好的毛坯直接放在锻模上模锻。铝合金在锻压机上模 锻,一般采用预锻和终锻两个步骤。
(二)主要辅助材料危险有害因素分析
模锻铝合金时,型槽必须润滑。常用的润滑剂有人造蜡、动物脂、含石墨的油等。目 前使用最为广泛的是石墨与机油混合的润滑油。与其他粉尘相比,石墨对人的危害微乎其 微,但不注意佩戴防尘口罩,长期接触石墨会造成尘肺病。
(三)主要危险因素分析及控制措施
1.主要危险因素分析
1)物体打击
(1)锻压时由于锻锤与工件接触应力大,可能发生模具的突然破裂和工件、工具、 料头飞出,从而造成伤亡事故。小锻件需要人工送到锻压机上并用工具夹持,如夹持不牢 会导致锻件掉落或飞出,造成事故。
(2)锻压过程中,锻件形状多样,常常有圆形、棒形等难堆放的形状,堆放过高, 发生锻件滚落、倾倒,造成事故。
(3)老式的锻压机大多采用水压作为动力,高压水的压力一般都在30 MPa左右,由 于密封不严或其他故障导致高压水泄漏,造成伤亡事故。
2)灼烫
(1)生产现场炽热的模具、锻坯、锻件容易灼伤作业人员。
(2)锻压时可能发生模具的突然破裂和工件、工具、料头飞出,造成灼伤事故。
(3)为了防止模具与锻坯粘连,保证锻件表面质量,锻压过程中往往要在模具上涂 上一层含有石墨的润滑油。在模压过程中,高温润滑油及燃烧的火焰飞出,易造成事故。
3)车辆伤害
锻造过程中,大型锻件需要有锻造车配合,用于锻件坯料的夹持、翻转等工作,与现 场工作人员进行交叉、配合作业,可能发生车辆伤害事故。
4)起重伤害
桥式起重机进行模具、锻件等吊运操作,起重机械故障、人员操作不规范等可能导致 起重伤害的发生。
5)火灾
锻压生产过程中,锻件、模具的温度很高,遇可燃物可发生火灾事故。
6)容器爆炸
高压水泵站是为水压机提供动力的场所,水压往往在30 MPa以上,如果安全阀、压 力表、水位控制装置等失灵或水压机、压力罐、压力管道等出现故障,就会发生压力容器 爆炸事故。
7)机械伤害
锻造或矫直时,调整工件未使用专用工具处理。
2.控制措施
• 246-
第六章金属压力加工安全技术《
1)防止物体打击的控制措施
(1)搬运锻件时,控制单人搬运的重量,防止由于操作不当或配合不默契而造成扭 伤和砸伤事故。
(2)用工具往锻压机运送小型锻件时,要确认锻件夹牢。
(3)锻压作业时,除非工作需要必须靠近锻件,人员应站在安全区域。
(4)工作中禁止到活动横梁下部探视冲模及半成品,需要检查时必须将工作台移出。
(5)锻件应按规定摆放,严禁超高、超宽等不规范堆放,容许立放的锻环等锻件应 采取防倾倒、防滚动措施。
(6)定期对高压水系统进行检查、维修,确保不泄漏。
2)防止灼烫的控制措施
(1)高温状态的模具、锻件要进行定置管理,设置安全警示标识。
(2)严禁职工直接用手触摸锻件,防止烫伤。
(3)润滑冲模及毛料时,必须使用长把油刷,把长不应小于0∙5 m,脸部要远离模子 和毛料,佩戴防护面罩。
3)防止车辆伤害的控制措施
(1)厂内机动车驾驶员必须持证上岗。
(2)厂内机动车必须每年定期进行检测检验,粘贴标识。
(3)厂内机动车应定期检修、维护、中修、大修,确保车辆完好,安全装置有效。
(4)电动轨道平板车应有明确运行方向的按钮、声光报警装置、扫轨器,轨道两端 应安装阻挡装置,并定期检查;过跨车应设置专有安全区域。
(5)电动轨道平板车开车前,作业人员必须确认轨道上和车下无人,开启声光报警 器后方能开车。
4)防止起重伤害的控制措施
(1)定期由技术监督管理部门对起重机械进行检测检验。
(2)起重机械应由取得行车操作资格证书的专人操作。
(3)定期检查、检修维护起重机械和吊索具。
(4)起吊锻件时,要正确使用吊具,捆绑方式正确,小型锻件要装箱(料架)吊运。
(5)用起吊棒起吊模具时,要将起吊棒插到位,并在吊运过程中不能离地面太高。
5)防止火灾的控制措施
(1)对高温状态的模具、锻件应专区存放,存放区不得有易燃可燃物。
(2)锻压及加热设备的电气系统应定期检查、维护、检修,避免发生电气短路放炮 事故。
(3)油脂存放处必须设置专用且远离火种的存放区,油桶定置分开管理。
(4)锻压生产车间应设置消防器材、消火栓和“当心火灾"警示牌。
6)防止容器爆炸的控制措施
(1)高压水系统要有防止超压的自动控制装置和报警装置,并确保其灵敏性。
(2)应设有高、低水位控制装置,防止空气跑入高压水管道和超压等事故的发生。
(3)对水位控制系统及超压报警装置应制定专门的检查测试和维护保养制度,并按
• 247 •
»安全生产专业实务金属冶炼安全
规定进行检查测试及维护保养工作。
(4)对高压管道,特别是连接部位及应力集中部位要经常检查有无变形或其他异常 现象发生。
(5)检修高压系统时,对更换的零部件必须先确认材质,质量合格方可更换。
7)防止机械伤害的控制措施
(1)压力加工设备应设有压力、油温、油位、速度检测及显示系统,并定期检测。
(2)锻压机工作台与中顶器、侧顶器应设置联锁装置,并定期检查。
(3)除水压机外,在压力加工设备主操作台、辅操作台应设有电源紧急停电按钮, 并定期检查。
(4)锻造或矫直时调整工件应使用专用工具处理。机列头尾剪的料头无法通过时, 应用专用工具引料。
(四)职业病危害因素分析及控制措施
1.职业病危害因素分析
1)化学有害因素
锻压工艺中用到的润滑剂有石墨与锭子油、气缸有混合的润滑油。
2)粉尘
(1)锻压工艺中的模锻工艺,为防止锻件与模具黏结,往往需要在模具中抹一层润 滑脂。当润滑脂接触到高温锻件时,会被点燃,并产生大量烟尘。
(2)锻件在机械加工过程中也会产生铝粉尘。
3)噪声
锻压生产时,往锻压机内上锻件、锻压过程及锻定成品吊运摆放过程中均会产生 噪声。
4)高温
锻压生产中使用高温炉对锻压用材料进行加热,会产生高温。
2.控制措施
1)粉尘及化学有害因素控制措施
(1)模锻工艺中采用新的润滑剂,取代目前使用的石墨,从源头上解决粉尘问题。
(2)锻造机应有排烟系统,锻造机上侧安装排烟尘管道,使风机随时能抽走模锻过 程中产生的烟尘。
(3)机械加工锻件设备安装粉尘收集系统。
(4)锻造厂房内应增加通风系统,保证厂房内新鲜空气流通。
2)噪声控制措施
见本章第四节的相关内容。
3)高温控制措施
见本章第二节的相关内容。
• 248-
第七章煤气安全技术«
第七章煤气安全技术
第一节煤气基础知识
煤气作为气体燃料,具有输送方便,操作简单,燃烧均匀,温度、用量易于调节等优 点,是工业生产的主要能源之一。在冶金企业中煤气是高炉炼铁、焦炉炼焦、转炉炼钢的 副产品,又是冶金炉窑加热的主体燃料。此外,还可用煤气化的发生炉煤气和从油气田输 人的天然气,补充或调节煤气量的不足。
一、煤气的组成
煤气为可燃性混合气体,是由可燃气体(如一氧化碳、氢气、甲烷)和不可燃气体 (如氮气、二氧化碳)等组成。煤气和空气在一定比例下混合达到爆炸极限,遇激发能源 (如机械能、热能、光能、电能等)即产生爆炸;煤气中含有大量一氧化碳,散发在作业 场所时,容易使人中毒;煤气含有少量甲烷,散发在作业点或厂房内,易爆炸或使人窒 息。防止煤气中毒、着火和爆炸,是做好煤气安全工作的重要组成部分。
由于制气原料和煤气的生产、回收方法不同,所以各种煤气的组成部分及所占的百分 比也不同,冶金企业常见的有高炉煤气、焦炉煤气、转炉煤气、发生炉煤气等。根据冶金 炉窑对热值的不同需要,高炉煤气与焦炉煤气混合,或者高炉煤气与天然气按一定比例混 合叫做混合煤气。
煤气的组成及性能见表7-1。
表7-1煤气的组成及性能
|
名称 |
单位 |
高炉煤气 |
转炉煤气 |
发生炉煤气 |
焦炉煤气 |
天然气 |
|
CH4 |
(体积)% |
0.2-0. 5 |
L 8左右 |
23 ~28 |
95以上 | |
|
C2H6 |
(体积)% |
0. 3 ~ 1. 3 | ||||
|
CmHfI |
(体积)% |
-1 |
0. 1 ~2 |
2 ~4 | ||
|
CO |
(体积)% |
23-30 |
60 -70 |
23 -27 |
5 ~8 | |
|
H2 |
(体积)% |
2 ~4 |
<1.5 |
10^18 |
55 -60 | |
|
θ2 |
(体积)% |
<0.8 |
v2 |
0. 15 -0.5 |
0.4-1 | |
|
CO2 |
(体积)% |
16~18 |
15 ~20 |
5 -8 |
1.5 ~3 | |
|
N2 |
(体积)% |
51 ~56 |
10-20 |
48 ~60 |
3 ~5 | |
|
热值 |
kj∕m3 |
3349 -4187 |
6800 -100∞ |
3768 -6280 |
16800 ~18900 |
35700-37800 |
• 249 •
» 安全生产专业实务 金属冶炼安全
表7-1 (续)
|
名称 |
-单位- |
高炉煤气 |
转炉煤气 |
发生炉煤气 |
焦炉煤气 |
天然气 |
|
密度 |
kg∕m3 |
1.295 |
1.368 |
1. 125 |
0. 45 ~0∙ 55 |
0.7~0. 8 |
|
相对密度 |
0. 99 |
1.05 |
0.8 -0.9 |
0. 34 ~0.42 |
0. 53 -0.61 | |
|
着火温度 |
℃ |
730 |
530 |
650-700 |
550-650 |
550 |
|
理论燃烧温度 |
1500左右 |
1300 |
2150 |
23∞ |
二、煤气事故及事故机理.
煤气事故主要是中毒、着火、爆炸,事故一旦发生,影响较大,易造成重特大伤亡事 故,因此防止煤气事故应从了解事故机理着手,这样才能做到有效预防。
(-)煤气中毒机理
所谓煤气中毒是指一氧化碳中毒。CO具有多种引起缺氧的作用,是一种较强的窒息 性毒物。正常时人体中HbOz (氧合血红蛋白)与其他正铁血红素分解产生的C。反应生 成HbCO (碳氧血红蛋白),其浓度为0. 5% o只要HbCO不严重地干扰血液中O2的运输, 即HbCo的浓度低于20% ,是相对无害的。
Co与Hb (血红蛋白)结合成HbC0, CO与Hb之间的亲和力要比O?与Hb之间的 亲和力大200 -300倍。CO与Hb结合的速度比O2与Hb结合的速度快,所需时间仅为后 者的1/10。当吸入C。后,血浆中CO便迅速把Hbo2中的O2排挤出来,形成HbC0。CO 亦和肌红蛋白(Mb)结合,其化学亲和力为O?的30 ~50倍,一旦结合后形成HbCO和 MbCO, CO的解离是较缓慢的,排出方式主要是通过肺。在常压下,HbCO脱离速度仅为 HbO2的1/3600,空气中CO由血液释放的半量排除期平均为320 min,如吸入一个大气压 的纯氧可缩短排除期至80. 3 min,吸入3个大气压的纯氧可缩短到23. 3 min。这是高压氧 舱治疗CO中毒的理论基础。
急性中毒发病较急,症状严重,通常分轻度中毒、中度中毒、重度中毒三级。
轻度中毒:血液碳氧血红蛋白浓度小于30%。中毒者出现头痛、头昏、头沉重、恶 心、呕吐、全身疲乏等症状;有的出现轻度至中度意识障碍,但不会昏迷。中毒者离开中 毒场所,经过治疗或不经过任何治疗,数小时后或次日即可好转。
中度中毒:血液碳氧血红蛋白浓度为30% ~50%o中毒者除上述症状加重外,面部 呈樱桃红色,呼吸困难,心跳加快,意识障碍表现为浅至中度昏迷,经抢救可恢复。
重度中毒:血液碳氧血红蛋白浓度高于50%。患者深度昏迷或有意识障碍,且具有 下列症状之一:脑水肿,休克或严重的心肌损害,肺水肿,呼吸衰竭,上消化道出血,脑 局灶损害。重度中毒死亡率高,存活者也常有后遗症。
(二)煤气爆炸机理
爆炸是系统的一种非常迅速的物理的或化学的鶴量释放过程,在这个过程中,系统内 物质所含的能量迅速转变为机械能以及热和光的辐射。爆炸具有三大特征,即放热性、瞬 时性和放出大量气体。
• 250-
第七章煤气安全技术《
煤气爆炸必须具备3个条件:一是煤气和空气(或氧气)在煤气管道、设备或炉窑 里混合,二是煤气浓度达到爆炸极限,三是要有激发能源。3个条件同时存在才能发生爆 炸。防止煤气爆炸事故可从以上3个方面采取措施,但重点是控制煤气和空气的混合,使 其达不到爆炸极限。表7-2所列为各种煤气的爆炸极限。
表7-2煤气爆炸极限
|
煤气种类 |
________________爆炸极限(体积)/% | |
|
_______下限_______ |
________上限________ | |
|
_______高炉煤气______ |
30.8 |
89.5 |
|
_______焦炉煤气______ |
4.5 |
35.8 |
|
______转炉煤气______ |
18.2 |
83.2 |
|
______发生炉煤气______ |
21.5 |
67.5 |
爆炸极限在安全工作中得到广泛应用,可燃气体在空气中的浓度低于某一极限时,氧 化反应产生的热量不足以弥补散失的热量,则燃烧不能进行;浓度超过某一极限时,由于 缺氧也无法燃烧。爆炸极限可用于评定可燃气体的火灾危险性大小;作为确定可燃气体火 灾危险性类别的标准,确定建筑物的耐火等级,评定气体生产、贮存的火灾危险性类别及 设计厂房通风系统、防爆电器的选型等,可作为制定安全生产操作规程的依据。
(三)煤气燃烧机理
燃烧是可燃物质与氧或氧化剂剧烈化合而放出光和热的物理化学反应。在燃烧过程 中,物质会改变原有性质而变成新的物质。
燃烧应具备的条件:可燃物质,助燃物质,.激发能源。3个条件在燃烧过程中缺一不 可,统称燃烧三要素。但即使具备了燃烧三要素,也不一定发生燃烧。因此,燃烧三要素 只是发生燃烧的3个必要条件,三者共同作用才能发生燃烧。
第二节煤气安全要求
一、平面布置
炼铁、焦化、炼钢企业以及煤气发生站都应视为污染企业或车间。为防止交叉污染, 企业与企业之间,煤气生产车间与其他车间之间,煤气设施之间,煤气设备与建筑物之 间,以及煤气设施与生活间、办公室之间应有安全距离,对风向的要求应符合有关规定。
散发烟气、粉尘等污染物较大的生产区应布置在散发烟气、粉尘等污染物相对较小的 生产区全年最小频率风向上风侧,将厂前区、居住区布置在全年最小频率风向下风侧。
平面布置时宜将可能产生严重职业性有害因素的设施远离产生一般职业性有害因素的 其他设施,应将车间按有无危害、危害的类型及其危害浓度(强度)分开;在产生职业 性有害因素的车间与其他车间及生活区之间宜设一定的卫生防护绿化带。
高温车间的纵轴宜与当地夏季主导风向相垂直。当受条件限制时,其夹角不应v45。。
• 251 •
»安全生产专业实务金属冶炼安全一
高温热源应尽可能地布置在车间外当地夏季主导风向的下风侧;不能布置在车间外的高温 热源,应布置在天窗下方或靠近车间下风侧的外墙侧窗附近。
煤气站区的厂房布置,其防火间距应符合《建筑防火通用规范》(GB 55037)的有关 规定。煤气站主厂房的正面,宜垂直于夏季最大频率风向;室外煤气净化设备,宜布置在 煤气站主厂房夏季最大频率风向的下风侧。循环水系统、焦油系统和煤场等建(构)筑 物,宜布置在煤气站主厂房等的夏季最大频率风向的下风侧,并应防止冷却塔散发的水雾 对周围环境的影响。
焦化企业煤气净化车间应布置在焦炉的机侧或一端,其建(构)筑物最外边线距焦 炉炉体边线不应小于40 m,距中、小型焦炉不应小于30 m。当采用捣固炼焦工艺,煤气 净化车间布置在焦侧时,其建(构)筑物最外边缘距焦炉熄焦车外侧轨道边缘不应小于 45 m (当焦侧同时布置有干熄焦装置时,该距离为距干熄炉外壁边缘的距离)。煤气冷 却、净化系统的各种塔器与厂区专用铁路中心线的距离应不小于20 m,与厂区主要道路 的最近边缘的距离应不小于10 mo
高炉厂区办公室、生活室应设置在离高炉IOOm以外的地方。为便于人员操作,各单 独设备(洗涤塔、除尘器等)间的净距不少于2 m,设备与建筑物间的净距不少于3 m。
有煤气设施的区域属危险区域,不应设置与本工序无关的设施及建(构)筑物。避 免将生产必需的仪表室和值班室,设在经常可能泄漏煤气的设备附近。
煤气危险区域,包括焦炉地下室、加热炉地下室、退火炉地下室、煤气柜进出口管道 地下室、煤气柜活塞上部、加压机房、抽气机房、烘烤器、预热器、高炉风口及以上各层 平台(炉顶大方孔以上各层平台除外)、高炉炉顶液压站(含封闭式油泵间、封闭式工具 间)、热风炉煤气自动切断阀操作平台、喷煤干燥炉、煤粉制备间、煤气发电设施间(含 TRT透平机隔音罩)、除尘器卸灰平台、转炉炉口以上各层平台、煤气加热炉、煤气预热 炉、煤气热处理炉、烧结球团主抽风机室、烧结点火炉、球团竖炉(回转窑)点火器、 白灰竖窑(回转窑)点火器,均应设置固定式一氧化碳监测报警装置。报警信号应发送 至现场报警器和有人值守的控制室或现场操作室的指示报警设备,并且进行声光报警。
煤气生产、回收净化、加压混合、储存、使用设施附近的会议室、活动室、休息室、 操作室、交接班室、更衣室等6类人员聚集场所,以及可能发生煤气泄漏、积聚的场所和 部位应设置固定式一氧化碳浓度监测报警装置,监测数据应接入24 h有人值守场所。
对于工业噪声的控制:首先,应控制声源,选用低噪声的工艺与设备;其次,应采取 消声或隔声措施,振动筛、放散阀、煤气鼓风机、除尘风机、工业泵等噪声大的设备均应 采取隔声措施或配置消声器,设置隔声间,办公室、值班室、控制室、工人休息室应采取 隔声措施;最后,噪声大的岗位应加强个体防护,佩戴耳塞等防护用品。
炉顶、炉前等高温作业场所的休息室应采取空调等降温措施,加强作业现场的通风, 设置供应含清凉饮料的专用房间和设施。
凡产生粉尘的地方尽可能密闭,结合局部抽风除尘,使密闭系统内保持一定负压,防 止粉尘外逸。所采取的密闭系统,应便于观察、操作和检查,必须设置操作口应尽可能 小,通风吸尘口应接近粉尘发生部位,排尘方向应与粉尘运动方向一致。
可能存在或产生有毒物质的工作场所应根据有毒物质的理化特性和危害特点配备现场
• 252 •
第七章煤气安全技术《
急救用品,设置冲洗喷淋设备、应急撤离通道、必要的泄险区及风向标。
二、煤气平衡
煤气发生设备在正常生产时,煤气发生量一般是较稳定的,但在发生事故或有计划停 产检修时,煤气产量变化较大,相应出现煤气压力波动。此外,煤气用户的使用量也是波 动的。因此,煤气生产和使用中的调节平衡,是保证安全生产的重要措施。
煤气调节平衡可利用煤气柜稳压,利用缓冲用户稳压,利用剩余煤气放散装置稳压。 剩余煤气放散装置不仅在生产中用以放散过剩煤气,在发生事故时还可作为应急措施。
三、煤气混合站和加压站
冶金企业各生产系统,由于产品的品种不同,生产工艺不同,炉窑加热制度不同,所需 要的煤气流量、压力、发热量也不同,因此需要设置混合站、加压站调节煤气配比及压力。
煤气混合站和加压站的建筑物属防火、防爆区域,根据其配置方式和设施,按煤气爆 炸下限可分为:焦炉煤气及其他爆炸下限小于10%的煤气或混合煤气的加压站厂房,属 具甲类火灾危险性、有爆炸危险的厂房;爆炸下限大于或等于10%的转炉煤气、发生炉 煤气和混合煤气加压站的厂房,属具乙类火灾危险性、有爆炸危险的厂房。
煤气混合站和加压站的火灾危险性分类及耐火等级见表7-3。
表7-3煤气混合站和加压站的火灾危险性分类及耐火等级
|
名 称 |
火灾危险性类别 |
耐火等级 |
|
__________焦炉煤气加压站主厂房 |
______甲 |
二级 |
|
_________转炉煤气抽气机室及加压机室 |
乙 |
二级 |
|
__________发生炉煤气加压站主厂房__________ |
乙 |
二级 |
|
混合煤气加压站主厂房(当混合煤气发热值大于12552 kj∕m3 , 爆炸下限小于10%时,煤气混合站按甲类生产厂房设计) |
乙 |
二级 |
|
___________煤气混合站管理室___________ |
— |
二级 |
|
___________煤气加压站管理室___________ |
— - |
二级 |
依据上述煤气混合站和加压站的火灾危险性分类及耐火等级(表7-3),可以确定其 防火间距,如焦炉煤气加压站主厂房为甲类生产厂房。甲类生产厂房与其他厂房、仓库 (耐火等级为一、二级)的距离应大于12 m,与民用建筑(裙房,单、多层)的距离应大 于25 m,与高层民用建筑的距离应大于25 m,与重要公共建筑的距离应大于50 m,与架 空电力线的最近水平距离应大于电杆(塔)高度的L5倍,与厂内铁路中心线的距离应 大于20 m,与厂内主要道路路边的距离应大于10 m,与厂外道路路边的距离应大于15 m 等。另外,对煤气加压站的厂房及设施还有下列要求:
(1)单独设置有爆炸危险的甲、乙类生产厂房,建议采用敞开式或半敞开式。其承 重结构采用钢筋混凝土或钢框架、排架结构。
(2)有爆炸危险的甲、乙类生产厂房应设置泄压设施,其泄压面积应按照《建筑设
• 253 •
»安全生产专业实务金属冶炼安全
计防火规范》(GB 50016)中厂房(仓库)的泄压面积计算公式进行计算确定。
(3)厂房的每个防火分区、一个防火分区内的每个楼层,其安全出口的数量应经计 算确定,且不应少于两个;当符合《建筑设计防火规范》(GB 50016)相关要求时,可设 置一个安全出口。
(4)站房应建立在地面上,禁止在厂房下设地下室或半地下室。如为单层建筑物, 操作层至屋顶的层高应高于3. 5 m;如为两层建筑物,上层高度不应低于3. 5 m,下层高 度不应低于3 m。
(5)站房内主机之间以及主机与墙壁之间的净距大于L 3 m;如用作一般通道时,不 小于1.5 m;用作主要通道时,不小于2 m,以便于操作及应急。房内应留有放置拆卸机 件的地点,不应放置与加压机械无关的设备。
(6)煤气鼓风机室与仪表室应隔开,不应使用同一通风系统。
(7)电气设备应采用防爆型。
(8)煤气加压机械应有两路电源供电(两路供电有困难的,应采取防止停电的安全 措施),如用户允许间断供应煤气,可设一路电源。
(9)加压机房或压缩机房毗邻而建的控制室隔墙应为防火墙,且墙上不应开设门窗 和孔洞,防火墙的耐火极限不应低于3. 0 ho
(10)增压机、压缩机等噪声大的设备均宜安装在单层厂房内。当设计需要将这些生 产设备安置在多层厂房内时,宜将其安装在底层,并采取有效的隔声和减振措施。
(11)煤气加压站、混合站、抽气机室在设备选型时应注意选用低噪声设备,并设置 消声器。对于增压机、压缩机等设备应采取基础减振,如在增压机、压缩机组基础周围建 造减振沟将机组的基础与外界隔断,阻止振动以弹性波的形式在固体中的传播,从而控制 声波外传。另外,煤气加压站、混合站和抽气机室可以考虑设置隔声控制室、设备隔声罩 和隔声屏障等技术措施,达到降噪减振的效果。
四、煤气管道
为便于维护检修,冶金企业的煤气管道应架空敷设,这样泄漏煤气时不仅可以及时发 现处理,而且还可避免地面杂散电流腐蚀管道。若架空敷设有困难,也可埋地敷设。但 是,发生炉煤气、高炉煤气、转炉煤气等管道,因其Co含量比较高,严禁埋地敷设。
(-)架空敷设煤气管道安全要求
(1)煤气管道应敷设在非燃烧体的支柱上或栈桥上,不能敷设在燃料、木材和易燃 易爆物等堆场和仓库区,不能敷设在输电线路下和配电室、变电所内。
(2)敷设在煤气管道上方的其他管道托架应焊在加固筋或弧形垫板上,不应直接焊 在煤气管道壁上。
(3)煤气管道靠近高温热源或在管道下方有装载炽热物件的车辆经过时,应采取隔 热措施。
(4)各种高温煤气管道,采取隔热材料进行包裹。
(5)煤气管道穿过与其相关的建筑物的墙壁和楼板时,应设套管,管道与套管间应 采用不燃材料填埋,套管伸出长度不应小于Ioomm。
• 254 •
第七章煤气安全技术《
(6)架空煤气管道与建筑物、铁路、道路和其他管线的最小水平净距,应符合表7-4的规定。
|
表7-4架空煤气管道的最小水平净距 m | ||||
|
序号 |
建筑物或构筑物名称 |
________最小水平净距 | ||
|
一般情况 |
_____特殊情况_____ | |||
|
1 |
________房屋建筑 |
5 |
3 | |
|
2 |
_____铁路(距最近边轨外侧) |
3 |
2 | |
|
3 |
________道路(距路肩) |
1.5 |
0.5 | |
|
4 |
架空电力 线路外侧 边缘 |
电压1 kV以下 |
1.5 | |
|
电压1 ~20 kV |
3 | |||
|
电压35 ~ IlOkV |
4 | |||
|
5 |
绝缘电缆(无套管)______ |
1.2 | ||
|
6 |
电缆套管、桥架或电缆沟____ |
1 | ||
|
7 |
其他地下平行敷设的管道____ |
1.5 | ||
|
8 |
熔化金属、熔渣出口及其他火源 |
10 |
可适当缩短,但应采取隔热保护措施 | |
|
融化金属铁路运输线_____ | ||||
|
9 |
煤气管道 |
0.6 |
0.3 | |
|
10 |
皮带通廊边缘_______ |
3.0 | ||
注:1.架空电力线路与煤气管道的水平距离,应考虑导线的最大风偏情况。
2.安装在煤气管道上的栏杆、走台、操作平台等任何凸出结构,均作为煤气管道的一部分。
3.架空煤气管道与地下管、沟的水平净距,系指煤气管道支柱基础与地下管道或地沟的外壁之间的距离。
(7)煤气管道与铁路、公路及其他线路交叉时的最小垂直净距,按表7-5的规定选取。
表7-5架空煤气管道的最小垂直净距 m
|
序号 |
建筑物和管线名称 |
最小垂直净距_________ | ||
|
___管道下 |
___管道上___ | |||
|
1 |
______厂区铁路轨顶面 |
6.0 | ||
|
2 |
_______厂区道路路面_______ |
5.0 | ||
|
3 |
人行道路面 |
2.5 | ||
|
4 |
架空电力 线路 |
电压1 kV以下 |
1.5 |
3.0 |
|
电压1 ~30 kV |
3.0 |
3.5 | ||
|
电压 35 ~ HO kV |
不允许架设 |
4.0 | ||
|
5 |
架空索道(至小车底最低部分) |
3.0 | ||
|
6 |
电车道的架空线 |
1.5 | ||
|
7 |
其他管道 |
管径V 300 mm |
同管道直径,但不小于si |
同管道直径,但不小于0.1 |
|
管径三300 mm |
0.3 |
0.3 | ||
注:L表中序号1不包括行驶电气机车的铁路。
2.架空电力线路与煤气管道的交叉垂直净距,应考虑导线的最大垂度。
•255 •
» 安全生产专业实务 金属冶炼安全
新建、改建的高炉脏煤气、半净煤气、净煤气总管一般架设高度:管底至地面净距不 低于8m (如该管道的隔断装置操作时不外泄煤气,可低至6m),小型高炉脏煤气、半净 煤气、净煤气总管可低至6 m。
(8)架空煤气管道与其他管道共架敷设时,要注意:
①煤气管道与水管、热力管、燃油管、不燃气体管在同一支柱或栈桥上敷设,其上 下敷设的垂直净距不小于250 mmo
②氧气管道与煤气管道共架敷设时应布置在一侧,且平行布置时净距不应小于 500 mm,交叉布置时净距不应小于250 mm。氧气管道与煤气管道之间宜用公用工程管道隔开。
③为便于操作、检修和抽堵盲板,重油管和氧气管不要敷设在同一侧,要与其他管 道保持一定距离。
④与输送腐蚀性介质的管道共架敷设时,煤气管道架设在上方,对于容易漏气、漏 油、漏腐蚀性液体的部位如法兰、阀门等,应在煤气管道上采取保护措施。
⑤其他管道架设在管径大于或等于1200 mm的煤气管道上时,管道上面预留600 mm 的通行道。
⑥其他管道的固定点一般应与煤气管道重合,以减少推力和简化支架设计,同时其 他管道的敷设不应妨碍煤气管道的胀缩。
⑦其他管道的托架均应焊在煤气管道的加固圈上,而不应直接焊在煤气管道壁上。 加固圈的长度可根据荷载的大小选定,一般为(1/6-1)管道周长,但不小于200mm。
(二)埋地敷设煤气管道的要求
(1)所有埋地管线必须敷设于土壤稳定层内。输送湿煤气管线的埋深应在冻冰层以下。
(2)埋地管道上的地面一般不允许载重车辆通过。与铁路、公路交叉时,应设有大 于管道直径IOOmm的套管:穿越公路的套管顶至路面应保持Im距离,穿越铁路的套管 顶至轨枕底应保持1. 5 m距离。严禁在管道上的地面或附近建筑房屋。
(3)按实际情况设计管道倾斜度,低洼处设排水器,同时地面上应设有明显的标志, 排出的冷凝水要集中处理。
五、煤气设备与管道的附属装置
煤气设备与管道的附属装置包括安全装置、隔断装置、放散管、排水器、补偿器、泄 爆装置、流量孔板、平台、梯子及警告牌等。
(-)隔断装置
煤气隔断装置是重要的生产装置,也是重要的安全装置。煤气隔断装置的基本要求: 安全可靠,操作灵活,便于控制,经久耐用,维修方便,避免干扰。冶金企业常用的煤气 隔断装置主要有以下9种。
(1)闸阀。是以往煤气管道使用最广泛的切断装置,通常选用明杆楔式双闸阀、伞 轮传动明杆楔式双闸板阀和电动明杆楔式双闸板阀3种类型。闸阀结构笨重、严密性差, 因此已逐渐被球阀和蝶阀代替。煤气管道上使用的明杆闸阀,其手轮上要有"开"或 "关”的字样和箭头,螺杆上应有保护套;闸阀在安装前,必须重新按出厂技术要求进行 气密性试验,合格后才能安装。闸阀单独使用不能作为可靠隔断装置。
• 256 •
第七章煤气安全技术《
(2)密封蝶阀。不能作为隔断装置,只有在其后和水封、眼镜阀等并用时才是隔断 装置。密封蝶阀是低压煤气管道上常动部位的断流切断装置,主要用于高炉煤气、焦炉煤 气、混合煤气等的管道上,但密封蝶阀在检修时不便于拆卸。
(3)水封。具有隔断功能,但因其隔断、开启过程存在煤气泄漏危险或在保持隔断 的可靠性上存在缺陷,故不能单独作为可靠隔断装置。按煤气流向,水封必须装在蝶阀、闸 阀、球阀等其他切断装置之后并用时,其组合才是隔断装置。水封主要用于净高炉煤气、焦 炉煤气、转炉煤气管道上。水封的有效高度应为煤气计算压力加5kPa(510mmHzO)与煤气 计算压力1.2倍的较大值,并不得小于3 m。为保持水封的有效性,应定期检查水封高度。
(4)扇形阀和眼镜阀。扇形阀和眼镜阀不应单独使用,应设在密封蝶阀或闸阀、球 阀后面。扇形阀适用于介质压力WO. 98 X IO4Pa,眼镜阀的工作压力WO. 196 x IO5Pa。扇 形阀和眼镜阀均应安装在室外,一般用于管径小于1000 mm的支管上。
(5)盘形阀。盘形阀(或钟形阀)不能作为隔断装置,一般安装在荒热煤气管道上。
(6)旋塞。一般用于需要快速启闭的支管上。旋塞的头部应有明显的开关标志。焦 炉的交换旋塞和调节旋塞应用2 X IO4Pa (2040 mmH2O)的压缩空气进行泄漏性试验,经 30 min后压降不超过5 X IO2 Pa (51 mmH20)为合格。试验时,旋塞密封面可涂稀油 (NlOO润滑油为宜);旋塞可与0. 03 m3的风包相接,用全开和全关两种状态试验。
(7)双板切断阀(平行双闸板切断阀、NK阀)。分为非注水型和阀腔注水型两种。 阀腔注水型且注水压力为煤气计算压力至少加5000 Pa,并能全闭到位(应考虑长期使用 的设备或管道内积存杂质或焦油等,导致闸板等关闭不到位的情况),保证煤气不泄漏到 被隔断的一侧的双板切断阀才是隔断装置。
(8)插板阀。配置在闸阀、蝶阀等的后面,组合使用能可靠地隔断煤气。安设插板 阀的管道底部离地面的净空距:金属密封面的插板阀不小于8 m,非金属密封面的插板阀 不小于6 m,在煤气不易扩散地区须适当加高;封闭式插板阀的安设高度可适当降低。
(9)盲板。配置在闸阀、密封蝶阀等的后面组合使用,能可靠地隔断煤气,主要适 用于煤气设施检修或扩建延伸的部位。盲板应用钢板制成,并无砂眼,两面光滑,边缘无 毛刺,应采用整块钢板结构。如需拼接,应对接焊缝作100%无损检测。堵盲板的地方应 有撑铁,便于撑开。
焦炉煤气、发生炉煤气管道的隔断装置不能使用铜质部件,因此类煤气中的H2S、 NH3等对铜质部件有腐蚀作用,尤其NH3能与铜离子生成络合物,络离子易溶于水,如 采用铜质的,部件易发生变形,以致造成强度不够,气密性不好。寒冷地区的隔断装置要 采取防冻措施。凡是经常检修的部位应设可靠的隔断装置。
(二)补偿器
管道因输送煤气高于常温以及季节等因素,本身发生热胀冷缩,其长度发生变化,当 温度变化较大或管道较长时,由管道变形产生的应力有可能超过管道本身极限应力而使管 道破裂,或使与管道连接的设备、支架遭到破坏,因此需安装补偿器或借助于管道弯曲部 分的变化进行补偿。
补偿器有填料型、鼓形、方形、波纹等形式。目前,广泛应用的是波纹补偿器。
(三)排水器
• 257 •
»安全生产专业实务金属冶炼安全
排水器在煤气管网中的作用是排出冷凝水、其他积水和污物,以保证管道内不积水。
排水器按密封煤气的方式分为干式、水封式排水器。水封式排水器可分为立式、卧式 水封式排水器。立式水封式排水器根据本体水封级数不同分为单级、多级水封式排水器。
排水器的安全要求主要有两个:一是水封的高度,水封式排水器水封的有效高度应取 煤气计算压力加500 mmH2O与煤气计算压力1. 2倍的较大值,并不得小于3 m,高压高炉 从剩余煤气放散管或减压阀组算起300m以内的厂区净煤气总管排水器水封的有效高度, 应不小于40 kPa;二是给水与排水都要与供水管道和排水沟可靠隔断,主要是防止停水时 煤气窜入水管,而排水口与下排水管断开是防止排水器冒煤气时煤气进入地沟。
排水器不能设在生活间窗外或附近地区,可设在露天,但寒冷地区应采取防冻措施; 设于室内的排水器,应有良好的通风条件;排水器应设有清扫孔和放水的闸阀或旋塞;每 只排水器均应设检查管头;排水器的满流管口应设漏斗;排水器装有给水管的,应通过漏 斗给水;排水管应设闸阀或旋塞,加上、下两道阀门;连接管不宜与煤气管道垂直连接, 应带有一定的倾斜弯度,防止因排水器地基沉降等因素拉裂煤气管道。
排水器冒煤气的主要原因:由于误操作,风机升压过高造成排水器跑冒煤气;低压煤 气管网窜入了大量的高压煤气,会在排水器跑冒煤气;排水器水封、桶体、隔板等处腐蚀 穿孔使排水器水封有效高度不够,导致跑冒煤气;自动排水器失灵、设备冻坏,排水器保 温气量过大而又无法充水,也会有煤气从排水器冒出。
处理排水器冒煤气事故,应先将排水器下水管阀门关上,查找故障原因。做好防护准 备工作,作业区域严禁火源,禁止行人通过以免煤气泄漏对人造成伤害。作业人员应戴好 防护用具,作业时要两人以上,设专人监护。如排水器本身跑冒煤气,只需予以更换;如 非排水器本身缺陷,可重新装水运行(高压排水器装水时应将高压放气头打开。防泄漏 智能型排水器从高压侧头室丝堵对排水器加水,当末端溢流口持续排水后,停止加水;带 浮筒的防泄漏排水器首次投运或整体排水清污后需从低压侧加水将浮筒套提升至正常位 置,然后执行高压侧加水操作)。
(四)放散管
煤气设备和管道上的放散管,可分为吹刷煤气放散管、剩余煤气放散管和事故放散管 3种。
(1)吹刷煤气放散管。在下列位置应安设放散管:
--煤气设备和管道的最高处;
--煤气管道以及卧式设备的末端;
--煤气设备和管道隔断装置前;
--管道网隔断装置前后,支管闸阀、蝶阀等在煤气总管旁0.5 m内,可不设放散 管,但超过0. 5 m时,应设放气头。
放散管口应高出煤气管道、设备和走台4m,离地面不小于Iom。厂房内或距厂房20m以 内的煤气管道和设备上的放散管,管口应高出房顶4 m。厂房很高,放散管不经常使用时,其 管口高度可适当减低,但应高出煤气管道、设备和走台4 m。不应在厂房内或向厂房内放散煤 气。放散管口应采取防雨、防堵塞措施。放散管根部应焊加强筋,上部用挣绳固定。放散管的 阀门前应装有取样管。煤气设施的放散管不应共用,放散气集中处理的除外。
• 258 •
第七章煤气安全技术《
(2)剩余煤气放散管。应安装在净煤气管道上并控制放散,其管口高度应高出周围 建筑物,一般距离地面不小于50 m,所放散的煤气应点燃,并有灭火设施。经常排放水 煤气(包括半水煤气)的剩余煤气放散管,应设有消声装置。 注安VIP(课件+题库+小群)老姚微/
Q:863575556
六、煤气设备的计算压力
在煤气设备的设计中,计算压力是个重要参数,也是计算水封有效高度,进行气密性 试验的主要依据。计算压力小于105pa,可只进行气密性试验。煤气管道的计算压力,见 表 7-6。
表7-6煤气管道的计算压力
|
____煤气管道类别• |
_________计算压力_________ |
|
常压高炉至半净煤气总管的管道 |
高炉炉顶最大工作压力_______________________ |
|
高炉净煤气总管及以后的管道 |
剩余煤气自动放散装置最大设定压力(净高炉煤气管道系统设有自动煤 气放散装置时,计算压力等于高炉炉顶的正常压力) |
|
高压高炉至减压阀组前的管道 |
高炉炉顶的最大工作压力______________________ |
|
减压阀组后的煤气管道 |
煤气自动放散装置的最大设定压力___________________ |
|
_____焦炉煤气吸气管 |
抽气机所产生的最大负压力的绝对值_________________ |
|
焦炉净煤气管道 |
煤气自动放散装置的最大设定压力(净煤气管道系统没有自动放散装置 时,计算压力等于抽气机最大工作压力) |
|
热煤气发生炉煤气管道 |
发生炉出口自动放散装置的设定压力 _______ |
|
加压机(抽气机)入口前管道 |
剩余煤气自动放散装置的最大设定压力 |
|
加压机(抽气机)出口后管道 |
加压机(抽气机)入口前的管道计算压力+加压机(抽气机)最大升压 |
|
_____混合煤气管道_____ |
按混合前较高的一种管道压力计算 . |
|
转炉煤气抽气机前煤气管導 |
抽气机产生的最大负压力的绝对值__________________ |
|
天然气管道 |
最大工作压力___________________________ |
七、煤气管道的试验
进行煤气管道的试验时,应注意:检查管道各处连接部位和焊缝合格后,才能进行试 验,试验前不应涂漆和保温;试验前应将不能参与试验的系统、设备、仪表及管道附件等 加以隔断;必须拆卸泄爆装置,设置盲板部位应有明显标记和记录;管道系统试验前,应 用盲板与运行中的管道隔断;管道以闸阀隔断的各个部位,应分别进行单独试验,不应同 时试验相邻的两段;在正常情况下,不应在闸阀上堵盲板,管道以插板阀或水封隔断的各 个部位,可整体进行试验;用多次全开、全关的方法检查闸阀、插板阀、蝶阀等隔断装置 是否灵活可靠;检查水封、排水器的各种阀门是否可靠,测量水封、排水器水位高度;排 水器凡有上下水和防寒设施的,应进行通水、通蒸汽试验;清除管道中的一切脏物、杂 物,放掉水封里的水,关闭水封上的所有阀门,检查完毕并确认管道内无人,封闭人孔 后,才能开始试验;试验过程中如遇泄漏或其他故障,不能带压修理,测试数据全部作 废,待正常后重新试验。
•259 •
»安全生产专业实务金属冶炼安全
(-)煤气管道的强度试验
强度试验是作为检查煤气管道明显缺陷的预试压,因为煤气正常运行的压力远小于管 道和焊缝的实际机械强度值。
强度试验的试验压力:架空管道应为计算压力的L 15倍,埋地管道应为计算压力的 L5倍。
强度试验压力应逐级缓升,首先升至试验压力的50% ,检查有无泄漏和异常现象, 然后将试验压力以10%为间隔逐级升压,每级稳压5 min,直至达到所要求的试验压力为 止。强度试验时,稳压时间应不少于Ih,以无泄漏,目测无变形为合格。
(二)煤气管道的气密性试验
新建或大修后的煤气设备必须进行气密性试验,这是检查施工质量的重要环节,也是 保证煤气安全运行的重要手段。
经检查合格后的低压煤气管道(压力v0. 098 MPa)以及经强度试验合格后的中压管 道(压力N0. 098 MPa),可进行气密性试验。
试验压力应符合表7 - 7的规定。
试验的允许泄漏率标准应符合表7 - 8的规定。
表7-7气密性试验压力 Pa
|
_______管道部位_______ |
____试验压力_____ | |
|
加压机前 |
室外管道 |
计算压力+ 5000 (但不小于20000 ) |
|
_________室内管道_________ |
计算压力+15000 (但不小于30000) | |
|
加压机、 抽气机后 |
室外管道 |
加压机、抽气机最大升压+20000 |
|
_________室内管道______ |
加压机、抽气机最大升压+30000 | |
|
常压高炉(炉顶压力小于30 kPa)的煤气管道 (包括净化区域内的管道) |
500∞ | |
|
高压高炉 |
减压阀组前煤气管道 |
______炉顶工作压力的Lo倍______ |
|
______减压阀组后净煤气管道 |
50000 | |
|
________常压发生炉污煤气、半净煤气管道_______ |
炉底最大送风压力(但不应低于3000) | |
|
_____转炉煤气抽气机前煤气冷却、净化设备及管道_____ |
_________计算压力+5000__________ | |
表7-8允许泄漏率标准
|
管道计算压力/Pa |
___管道环境___ |
试验时间/h |
每小时平均泄漏率/% |
|
<105 |
室内外、地沟及无围护结构的车间 |
2 |
1 |
|
⅛105 |
室内及地沟 |
24 |
0. 25 |
|
室外及无围护结构的车间 |
24 |
0.5 |
注:管道计算压力大于或等于IOSPa的允许泄漏率标准,仅适用公称直径为0. 3 m的管道,其余直径的管道的压力降 标准,尚应乘以按下式求出的校正系数C:
„0.3
式中4一试验管道的公称直径,mo
• 260 •
第七章煤气安全技术«
架空煤气管道气密性试验泄漏率的计算式为
"叶(「窯 "1°°% (7T)
式中 A--每小时平均泄漏率,% ;
"、E--试验开始、结束时管道内气体的绝对压力,Pa;
骞、T2--试验开始、结束时管道内气体的绝对温度,K;
t..试验时间,ho
(三)地下煤气管道的气密性试验
在进行气密性试验前应检查地下管道的坐标、标高、坡度、管基和垫层等是否符合设 计要求,试验的临时加固措施是否安全可靠;对于仅需做气密性试验的地下煤气管道,在 试验开始之前,应采用压力与气密性试验压力相等的气体进行反复试验,消除泄漏点,然 后进行正式试验。此外,也应遵守对架空管道试验前的要求。
地下煤气管道应将土回填至管顶50 Cm以上,为使管道中的气体温度和周围土壤温度 一致,需停留一段时间后才能开始气密性试验,不同的管径其规定的停留时间不同,不同 的试验压力采用不同的试压时间。
八、煤气柜
煤气柜分湿式和干式两种。按照《危险化学品重大危险源辨识》(GB 18218),煤气属 于该标准表1范围内的危险化学品,当煤气柜中煤气量大于等于20 t即构成重大危险源。 重大危险源辨识、分级过程举例如下。
假设某钢铁厂设有一座转炉煤气柜(V = 50000 m3),气柜最大工作压力p = 3. 08 kPa (表压),最高温度为60七,当地大气压PO=IOI.325 kPa。依据《危险化学品重大危险源 辨识》(GB 18218)和《危险化学品重大危险源监督管理暂行规定》,对该气柜是否构成危险化 学品重大危险源和属于哪一级别重大危险源进行判定。已知转炉煤气密度P = 1. 35 kg∕m3, 温度为0七,压力为101. 325 kPa,转炉煤气临界量Q=20 t。
(1)计算转炉煤气实际最大储量g:
q =唯 P (7-2)
将已知数据代入,贝U q =50000 X(肝證:黑X 1. 35 = 57.02(t)o
(2)计算转炉煤气实际最大储量与其临界储量比值:g/Q =57.02/20 =2. 85 >1,即 转炉煤气实际最大储量超过其临界储量。
(3)重大危险源辨识:依据《危险化学品重大危险源辨识》(GB 18218) 4.2.1可知, 该气柜构成危险化学品重大危险源。
(4)危险化学品重大危险源级别:依据《危险化学品重大危险源监督管理暂行规定》 附件1,转炉煤气校正系数3=2。假定该转炉煤气柜区域边界向外扩展50Om范围内常住 人口数量为1。0人,则暴露人员校正系数ɑ取2. 0。故
R = Qi(BI 巻 L)= 2. 0x2.0 X(^^)=I1.4
•261 •
» 安全生产专业实务 金属冶炼安全
50›RN10,由此确定该气柜重大危险源的级别为三级。蠶謔應爲通
因此,该转炉煤气柜构成三级危险化学品重大危险源。
干式煤气柜在运行中煤气压力稳定,较适合钢铁企业煤气管网稳压的要求,干式煤气 柜按其结构形式可分为阿曼型、克隆型和威金斯型。
煤气柜不能建在居民稠密区和大型建筑、仓库、通信和交通枢纽等重要设施附近,并 应布置在通风良好的地方。湿式螺旋式煤气柜不能承受强烈的风压,故不宜建在强台风侵 袭的地区。
煤气柜周围应设有围墙、安全警示牌、消防车道和消防设施,柜顶应设防雷装置。当煤 气柜容积小于或等于200000 m3时,柜体外壁与围墙的间距不宜小于15. 0 m;当煤气柜容积 大于200000 m3时,柜体外壁与围墙的间距不宜小于18. 0 mc,
湿式煤气柜的防火要求以及与建筑物、储罐、堆场的防火间距应符合表7-9的规定。 干式煤气柜的防火间距:当所储煤气密度比空气大时,应按表7 -9的规定增加25% ;当 所储煤气密度比空气小时,可按表7-9确定。
|
表7-9湿式煤气柜的防火要求以及与建筑物、储罐、堆场的防火间距 m | ||||||
|
名 称 |
防火间距 _______ | |||||
|
VWlOOO m3 |
1000 m3< V ≤10000 m3 |
I(XX)O m? VV ≤50000 m3 |
5∞00 K? V Y ≤I(XX)OO m3 |
100000 m3 < V ≤300000 m3 | ||
|
甲类物品仓库 明火或散发火花的地点 甲、乙、丙类液体储罐 可燃材料堆场 - 室外变、配电站 |
20.0 |
25.0 |
30.0 |
35.0 |
40.0 | |
|
高层民用建筑 |
25.0 |
30.0 |
35.0 |
40.0 |
45.0 | |
|
裙房,单、多层民用建筑 - |
18.0 |
20.0 |
25.0 |
30.0 |
35.0 | |
|
其他建筑 |
耐火等级为一、二级 |
12.0 |
15.0 |
20.0 |
25.0 |
30.0 |
|
耐火等级为三级 |
15.0 |
20.0 |
25.0 |
30.0 |
35.0 | |
|
耐火等级为四级 |
20.0 |
25.0 |
30.0 |
35.0 |
40.0 | |
注:V为湿式煤气柜的总容积。
《建筑设计防火规范》(GB 5∞16)规定到50000 m3≤V≤ 100000 m3湿式煤气柜的防火间 距,要求数个固定容积储罐的总容积大于200000 π?时,分组布置。《钢铁冶金企业设计防 火标准》(GB 50414)对IOoOOO m3 V V≤300000 m3湿式煤气柜作出了规定,见表7-9。
湿式煤气柜之间、干式煤气柜之间、湿式煤气柜与干式煤气柜之间的防火间距,不小 于相邻较大罐直径的1/2 o
煤气柜与铁路、道路的防火间距应符合表7-10的规定。
表7-10煤气柜与铁路、道路的防火间距 m
|
名称 |
厂外铁路线中心线 |
厂内铁路线中心线 |
厂外道路路边 |
厂内道路路边 | |
|
主要 |
次要 | ||||
|
_^煤气柜 |
25.0 |
20.0 |
15.0 |
10.0 |
5.0 |
• 262-
第七章煤气安全技术«
煤气柜在设备结构上要采取以下措施:
湿式煤气柜每级塔间水封的有效高度,应不小于最大工作压力的1.5倍;煤气柜出入 口管道一般分开设置,管道上应设隔断装置,并在最低处设排水器;在设计时考虑煤气柜 地基下沉可能引起的管道变形,管道连接处应留有伸缩的裕度;煤气柜上应有容积指示装 置,柜位达到上限时关闭煤气入口阀,并应有放散设施及煤气柜位降到下限时,自动停止 向外输出煤气或自动充压的装置;寒冷地带,湿式煤气柜的水封应采取相应的防冻措施; 煤气柜柜顶和柜壁外的爆炸性气体环境危险区域应按《爆炸危险环境电力装置设计规范》 (GB 50058)要求划分。
干式煤气柜的外部电梯和内部吊笼必须采用防爆型。
干式煤气柜应设现场控制室,干式煤气柜的控制、监视和报警等信号应送至24 h有 人值守处。
干式煤气柜运行与维护岗位应按储存气体性质配置便携式一氧化碳检测报警器,并配 备防爆型无线对讲机和防爆手电筒等设施。
干式煤气柜活塞上部应设置固定式一氧化碳检测器,其监测信号应送到干式煤气柜的 控制室并设置声光报警的显示和记录,还应符合下列规定:对储存无毒燃气的干式煤气 柜,在达到爆炸下限的20%时应有报警信号;对储存有毒燃气的干式煤气柜,在有毒燃 气泄漏到活塞上方达到国家现行有关工作场所有害因素职业接触限值所规定的浓度限值 时,应有报警信号。
干式煤气柜区内严禁烟火。干式煤气柜柜体侧板外侧6 m范围内不应有障碍物、腐蚀 性物质和易燃物。
运行中的干式煤气柜柜体侧板外侧40 m范围内的动火作业应执行动火审批制度。
下列干式煤气柜作业应制定安全技术措施和应急预案:柜体基础模板施工,稀油密封 型干式煤气柜浮升法安装、柜顶固定和活塞落底,膜密封型干式煤气柜柜顶整体吊装,柜 体涂装,调试,柜体检修。
活塞下部严禁出现负压。
干式煤气柜防爆分区应按《爆炸危险环境电力装置设计规范》(GB 50058)的要求划 分,其中:干式煤气柜活塞与柜顶间的空间和煤气进出口管地下室应为防爆1区,干式煤 气柜外部电梯机房和井道内的电气装置应按防爆2区配置。
在制造和施工过程中,湿式煤气柜的检验对保证煤气设施的质量和安全十分重要,施 工结束后应检查柜体内外涂刷的防腐油漆和水槽底板上浇的沥青层,并应进行升降试验, 以检查各塔节升降是否灵活可靠。有条件的企业可进行快速升降试验,升降速度为LO~ 1.5m∕mino没有条件的只做快速下降试验。升降试验应反复进行,不少于2次。
湿式煤气柜安装完毕后应进行气密性试验。气密性试验的方法分为涂肥皂水的直接试 验法和测定泄漏量的间接试验法两种。
直接试验法是在各塔节及钟罩顶的安装焊缝全长上涂肥皂水,然后在反面用真空泵吸 气,以无气泡出现为合格。
间接试验法是往气柜内充空气,充气量约为全部贮气容积的90% 0以静置1天后的 柜内空气标准容积为起始点容积,以再静置7天后的柜内空气标准容积为结束点容积,起
• 263 •
»安全生产专业实务金属冶炼安全
始点容积与结束点容积比较,泄漏率不超过2%为合格。测定的柜内空气容积可用下式换 算成标准容积:•
y y 273(8 +尸-3) (7 -3)
n^ , 101325(273 +«) 〈 丿
式中Vn--标准状态下的气体容积,nΛ
Κ--测定的(平均温度为t及大气压力为2)柜内空气容积,m3;
3-在湿式煤气柜的1/2高度处测定的大气压,Pa;
P--湿式煤气柜工作压力,Pa;
ω--湿式柜内饱和水蒸气分压,Pa;
f--充人湿式煤气柜内空气各点的平均温度,七。
气柜在静置7天的试验期内,每天都必须测定一次,并选择日出前、微风时、大气温 度变化不大的情况下进行测定,如遇暴风雨等温度波动较大的天气,测定工作应顺延。
干式煤气柜气密性试验与湿式煤气柜相同。采用油封结构的干式煤气柜,还要检查柜 侧壁是否有油渗漏。
稀油密封型干式煤气柜油封供油泵的油箱应设蒸汽加热管,密封油在冬季要采取防冻 措施;底部油沟应设油水位观察装置。干式煤气柜除设内外部电梯外,还应设救护提升装 置,在活塞上部工作时必须备有一氧化碳检测报警装置及空气呼吸器。
第三节煤气设施
燃烧加热用或其他目的使用煤气的炉、窑、机组都要设有煤气低压报警和联锁自动切 断装置、炉上支管系统煤气置换装置、各类煤气和热工的仪控装置及冷凝水排除装置,并 保证这些装置灵活可靠。
一、煤气设施使用
(1)检查烧嘴阀门能否开关灵活,关时能否关闭严密,开关标志是否正确,以防止 开关标志颠倒而引发事故。
(2)炉窑机组点火前,要使炉膛、烟道保持一定负压,并确认炉膛、烟道内无爆炸 性气体,再在烧嘴前放置引火炬,然后缓缓通入煤气,严禁先给煤气后点火。燃烧不正常 或着火后又熄灭,应立即关闭煤气阀门,查明原因,消除故障隐患、排除炉内残存煤气再 按规定程序重新点火;送煤气前已烘炉的炉子,其炉膛温度超过800七时,可不点火而直 接送煤气,但应监视其是否燃烧。
(3)强制送风的炉子,点火时应先开鼓风机但不送风,待点火送煤气燃着后,再逐 步增大供风量和煤气量;停煤气时,应先关闭所有的烧嘴,然后停鼓风机。
(4)停炉止火后,将加热炉煤气总管来源方向的煤气隔断后,打开加热炉末端放散 管,通入氮气或蒸气对煤气管道进行置换。置换合格后,可实施动火作业。
(5)用煤气时要经常注意煤气是否完全燃烧,发现异常应予调整或对自动控制系统 进行维修。
• 264 •
第七章煤气安全技术«
(6)应经常检查煤气设施有无煤气泄漏,供应压力等参数是否正常,系统有无阻塞、 有无积水等。发现问题及时处理,或联系煤气供应单位、调度指挥单位给予解决。
二、煤气设施的维护与检修
(1)煤气设施操作,除特殊情况外均应保持正压状态,在设备停止生产,保压又有 困难时,必须可靠地切断煤气来源,并将设备内残余煤气吹扫干净。
(2)煤气设施停煤气检修时,必须可靠地切断煤气来源并将内部煤气吹净。为防止 硫化物自燃,长期检修的设备,检修前应对设备采取降温、保湿的措施后,再打开上下人 孔和放散管等,保持设施内部的自然通风;备用的煤气设施应间歇性地通入惰性气体,防 止自燃。
(3)进入煤气设备内工作时,应事先取空气样作检测分析,作业连续时间要根据作 业环境中的一氧化碳含量确定。一氧化碳含量不超过30 mg/n? (24 ppm)时,可较长时 间工作;一氧化碳含量不超过50mg∕π? (40 ppm)时,连续工作时间不应超过1 h; 一氧 化碳含量不超过IOomg/m3 (80 ppm)时,连续工作时间不应超过0. 5 h; 一氧化碳含量 不超过200 mg/n? (160 PPm)时,连续工作时间不应超过15 ~ 20 min (包括无呼吸防护 措施下的应急撤离时间)。
作业区域或煤气设施内的一氧化碳含量超过200 mg/n? (160 PPm),以及开展煤气作 业应急处置与救援时,必须在落实个人安全防护措施后方可实施。
(4)带煤气作业或在煤气设备上动火,要制定作业方案和安全措施,并要取得煤气 防护站或安全主管部门的书面批准。作业时应有煤气防护站人员在场监护,使用不产生火 花的工具,如铜器或涂有很厚润滑油的铁工具,并应备有防毒器具及消防器材。工作场所 应备有必要的联系信号、煤气压力表及风向标志等,距作业点Iom以外才可安设投光器, 距工作场所40 m内禁止有火源,并应采取防止着火的措施,非工作人员要离开煤气作业 现场。作业结束后应清点人数。不应在具有高温源的炉窑建(构)筑物内进行带煤气作 业;否则,要采取可靠的安全措施。
(5)在运行的正压煤气设备或管道上动火较为安全,因为正常运行的煤气设备,煤 气内无空气,即使在IOOOK以上的高温下焊接,设备或管道内的煤气也不会燃烧,但要 防止管壁或设备外壳被烧穿引起煤气外逸着火或周围有其他易燃物着火。
煤气设备或管道动火时,动火部位要可靠接地,装压力表须与附近仪表室联系,以测 量设备或管道内的煤气压力。
在备用的煤气设备或管道内动火时,首先要可靠地切断煤气来源,并用蒸汽吹扫。动 火前要将动火处1.5 ~2m以内的焦油、沉积物铲干净或通上蒸汽。经一氧化碳含量分析 后,还应进行含氧量分析,且测爆合格后,方可动火。
(6)加压机或抽气机前的煤气设施应定期检验壁厚,若壁厚小于安全限度,必须采 取措施才能继续使用。打开煤气加压机、脱硫、净化和贮存等煤气系统的设备和管道时, 要采取防止硫化物等自燃的措施。
(7)进入煤气设备内部工作,所用照明电压不应超过12 V。
• 265 •
» 安全生产专业实务 金属冶炼安全
三、煤气管道不停输带压开孔、封堵技术
煤气管道不停输带压开孔、封堵技术主要应用在不降低煤气管网压力,保证管线正常 运行的情况下,对管线进行维修、加接旁路、更换管段和管线局部改道等的施工作业以及 处理管线内部故障等。煤气管道不停输带压开孔、封堵,避免了煤气管网停止运行对煤气 用户正常生产、生活带来的影响,具有良好的经济效益和社会效益。
从事煤气管道不停输带压开孔、封堵作业的单位应获得特种设备安全监督管理部门颁 发的作业许可证,参与开孔、封堵设备操作的人员应经过专业培训,并持证上岗。封堵作 业应参照执行《钢质管道带压封堵技术规范》(GB/T 28055)。
煤气管道不停输带压开孔、封堵一般按照如下工艺流程进行。-
(一)开孔、封堵作业准备
(1)开孔、封堵等危险作业开始前,现场应设置警戒区、安全警示标志,由专职安 全员负责联络。
(2)煤气管道调查及现场勘测:对开孔、封堵作业管段的走向、高差、作业距离、 周围环境等进行现场调查,地下管道还应调查管道埋深及土壤情况,并了解管道技术规 格、输送煤气参数、管道运行参数、防腐方式、清管情况、最低允许输送压力等内容。
(3)材料复核:对提供的管件进行复核,待开孔钢管及开孔辅件不应有磨损、裂纹、 气孔、褶皱、重皮、夹渣等缺陷,无超过壁厚负偏差的锈蚀和缺陷。密封材料不应有气 孔、杂质、飞边、毛刺、裂纹等缺陷,且应满足管道介质和运行温度的要求。
(4)尺寸复核:对提供的管件尺寸、筒刀尺寸进行复核。同时检查筒刀和中心钻的 刀齿是否完好。
(5)施工现场应有足够的作业场地和操作空间,道路通畅。
(6)架空煤气管道施工,应搭建操作平台。操作平台应牢固可靠,并应有护栏与上 下走梯。
(7)埋地煤气管道施工,作业坑应分封堵作业坑和动火作业坑,两作业坑之间宜设 隔墙(图7-1)。作业坑与地面距离较大时应搭建作业平台,两侧应有方便上下的安全 通道。
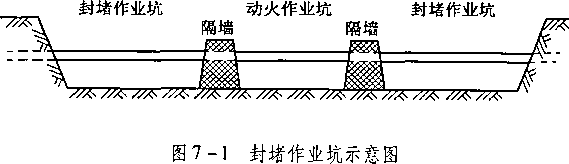
(二)不停输带压开孔作业
(1)开孔作业位置应选择在直管段上,管道圆度误差不得超过管外径的1% ,开孔部 位应尽量避开管道焊缝。
• 266 •
. 第七章煤气安全技术《
(2)焊接:
①焊接前应测量施焊部位管道壁厚,要满足施焊最小壁厚要求。
②焊接时应按焊接工艺规程施焊。管道允许带压施焊的压力、焊缝处理、焊工数量、 焊接顺序、焊接质量检验应执行《钢质管道带压封堵技术规范》(GB/T 28055)、《钢质管 道焊接及验收》(GB/T 31032)等相关规定。
(三)安装封堵夹板阀及刀具
(1)在夹板阀关闭的状态下安装封堵夹板阀。
(2)确保刀具上的中心钻提取鞍形板装置能可靠工作,安装刀具。刀具、夹板阀与 开孔机主轴之间的锥度连接不应有松动。夹板阀内孔与对开三通法兰内孔、筒刀与开孔结 合器内孔的同轴度误差应控制在Imm之内。
(四)试验压力
开孔前应用氮气或蒸汽将焊接到管道上的管件和组装到管道上的板阀、开孔机等部件 中的空气进行置换。同时对部件进行密封性检验及整体试压,试验压力宜等于管道运输压 力,不应超过运输压力的Ll倍。密封性试验或试压不合格的应检修更换。
(五)开孔
(1)开孔前应打开开孔结合器上的排气阀,等排气完毕,关闭排气阀后进行开孔。
(2)开孔时,当开孔机切削到预定尺寸时,停机,手动操作开孔机使开孔刀前进5 ~ 10 mm,确认孔完全被开透。
(3)开孔完成后将刀退出,关闭闸板阀。排出开孔结合器内的煤气后拆卸开孔机。
(六)安装旁通管并投用
(1)旁通管路的材质及管径应符合管道工艺条件要求。
(2)旁通管路的焊接应有焊接工艺规程,并对焊缝进行无损检测。
(3)旁通管路应支撑固定,保证管线平稳运行。
(七)封堵
(1)焊接压力平衡短节。
(2)在封堵的位置上采用同样的方法不停输带压开孔。
(3)安装封堵结合器及封堵器。
(4)下封堵头时应先下下游封堵头,后下上游封堵头。
(5)封堵效果验证:打开平衡孔降压,压力降为零后观察5 min,若封堵隔离段管道 压力没有回升,则封堵成功,如图7-2所示。
(6)将封堵隔离段管道内的煤气安全排空。
(八)管道改造作业
管道改造时按焊接工艺规程进行焊接,焊缝应进行无损检测。
(九)封堵段投用
(1)封堵隔离段投用前应用氮气或蒸汽置换空气。
(2)通过管道内煤气导入置换掉氮气或蒸汽。
(3)确认封堵头前后压力平衡后解除封堵,解除封堵应先提上游封堵头,后提下游 封堵头。
•267 •
»安全生产专业实务金属冶炼安全
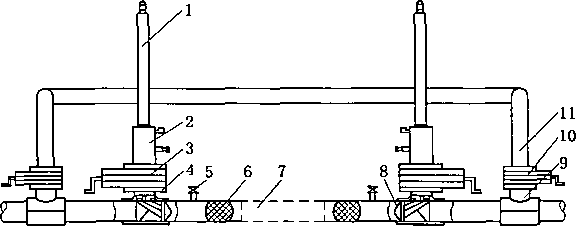
1—封堵器;2-封堵结合器;3—封堵夹板阀;4一封堵三通;5—压力平衡短节;
6—隔离囊(墙);7—维修改造管段;8一封堵头;9一旁通三通;
10一旁通夹板阀;U—旁通管路
图7-2管道不停输机械封堵工艺示意图
(4)关闭闸阀板,拆除封堵结合器。
(十)拆除旁通管路
(1)关闭旁通管路两端夹板阀。
(2)将管道内的煤气进行安全排空,拆除旁通管路。
(十一)下塞堵
(1)安装塞堵结合器,将夹板阀的内旁通接口与压力平衡管路连接,打开阀门,使 压力平衡。
(2)开启平板阀,将开孔时切下的鞍形板与下堵塞一起装回管道,保证鞍形板的方 向与管道方向一致。下堵塞完成后拆除塞堵结合器与封堵夹板阀,安装盲板。
四、抽堵盲板作业
带煤气抽堵盲板作业是一项很危险的作业,为确保安全,作业前应向煤气防护站或安 全部门提出申请,经批准后方可进行。
(-)盲板的厚度和直径
盲板厚度应按下式计算:
式中 A..盲板厚度,mm;
0..管道计算直径,mm;
K一系数,取0.5 (常压堵板或盖板取0.45); P——计算压力,MPa;
[。]——许用应力,MPa;
C...安全裕度,取L 5 ~ 2 mmo
盲板直径D计算式为
• 268 •
第七章煤气安全技术《
Z)=O.3185+2〃-10 (7 -5)
式中D..盲板直径,mm;
S--法兰附近管道外圆周长,mm;
H—法兰螺栓孔至管道外壁的距离,mm。
盲板用钢材制作,要无砂眼,两面光滑;边缘无毛刺,至少有1个手柄,直径较大的 盲板应该有2 ~3个手柄。尽量避免拼接,如果拼接则要求打剖口,双面焊且必须经过探 伤检测。
垫圈厚度及大小:垫圈直径小于1000 mm时,垫圈厚度为3 mm,垫圈直径大于1000 mm 时,垫圈厚度为4 ~5 mm;垫圈直径与盲板直径相同;垫圈宽度通常为25 ~30 mm,要留 1~2个手柄,并用高压石棉绳沿垫圈两侧顺铺,铺满铺平并用麻绳缠紧,轻轻打平。此 夕卜,应在使用盲板垫圈时备有高压石棉绳。
(二)准备工作
(1)外围准备。包括搭脚手架、斜梯、架设吊盲板用的起重桅杆,同时在抽堵盲板 方向的管道两侧焊接两对相对称的支架(支撑架长度为350 ~400 mm、宽度为350 mm、 高度为300 mm,钢板厚度不应小于20 mm),法兰两侧用临时支架架住煤气管道。
(2)在有煤气的一侧管端安装压力表,如需吹扫,还应引一蒸汽或氮气管道,蒸汽、 氮气阀门距盲板不应大于20 mo
(3)夜间操作时应准备足够的防爆照明灯具。
(4)准备必要的螺栓、螺母、垫圈、铅油、机械油等备品、备件。
(5)尽量避免室内带煤气抽堵盲板作业,如必须进行,应经企业主管部门特殊批准, 并采取特殊措施以保安全。
(三)作业要求
(1)抽堵盲板前应采取措施尽可能降低带煤气作业段的煤气压力。
(2)抽堵盲板作业区内严禁行人通过,40 m以内禁止存在火源及高温热源,如作业 区附近有裸露高温管道,则应在作业前将该管道作绝热处理,抽堵盲板作业区要派专人 警戒。
(3)加热炉前进行煤气管道抽堵盲板作业时,应先在管道内通入蒸汽或氮气以保持 正压。
(4)距火源较近的地点进行抽堵盲板作业时,禁止带煤气作业,应事先通蒸汽或氮 气清扫,并保持蒸汽在正压状态下方可操作。
(5)抽堵盲板作业点离支架较远时,应设临时支架以防反口。
(6)参加抽堵盲板作业人员所使用的呼吸器及防护面罩等均应安全可靠,如作业中 呼吸器压力低于5 MPa或发生故障,应立即撤离煤气区域。作业人员使用防爆及不发火花 工具,严禁穿带钉鞋。
(7)抽堵盲板作业前,法兰上所有螺栓应全部更新并保证灵活可靠,卸不动的螺栓 可在正压情况下动火割掉,换上新螺栓并拧紧,但禁止同时割掉两个以上螺栓,以防煤气 泄漏着火。作业场所,应清除一切障碍物,如妨碍操作的围栏等。
(8)带煤气抽堵盲板作业应做好救护、消防等准备工作,雷雨天气严禁抽堵盲板。
• 269 .
»安全生产专业实务金属冶炼安全
(9)在电捕焦油器等前从事煤气作业时,电捕焦油器等应停止供电,以避免爆炸事 故发生。
第四节检 测
一、煤气安全检测方法
(一)化学分析法
化学分析法利用煤气中的各种成分与相应的化学物质反应来分析煤气各成分的百分含 量。奥氏法是最早使用的化学分析法,做法是量取一定体积的气样,使之依次通过几种专 用的吸收溶液,根据气体体积的减少,可得出CO" CmHn,02、Co等成分的百分含量, 然后加氧燃烧,即可根据燃烧后气体减少的体积和生成CO2的体积,得出H2和CH4的百 分含量。化学分析法特点是劳动强度大,污染环境,分析结果不精确,重现性差,且分析 组分不全。所用仪器有奥氏分析仪、韩氏分析仪、苏氏分析仪等,统称奥氏类气体分 析仪。
(二)电化学传感器检测法
当气体通过半透膜进入传感器时,在电介质的作用下发生化学反应,并在电化学传感 器的收集极收集电子,形成微弱电流,通过放大线路,再经过A/D转换,即可从液晶显 示屏上直接读出所测的Cο气体浓度。电化学传感器反应灵敏、准确度高,已被广泛 应用。
(三)光谱吸收法
光谱吸收法的原理是当波长连续的光源照射气体分子时,与气体分子振动、转动或电 子运动频率相同的特定波长的光将被气体吸收,光强发生衰减,通过检测衰减的程度可分 析气体的浓度。目前,应用较为广泛的有红外气体分析仪、紫外气体分析仪及激光气体分 析仪。
(四)氧化错法
稳定的氧化错的结晶在高温下(600七以上),四价的错被二价的钙或三价的忆所置 换,形成氧离子空穴,变成良好的氧离子导体,在氧化错管内外两侧涂制钳电极,根据管 两侧气体中氧的浓度比,可测定氧的浓度。
(五)顺磁法
利用氧的顺磁性,带动悬挂在非线性磁场中的哑铃使之偏转,经光电装置来测定氧气 的浓度。
(六)热催化法
根据气体在检测元件上的催化燃烧引起的温度上升和电阻率变化测定可燃气体浓度。
(七)气相色谱分析法
气相色谱分析法是利用被分析物质在色谱柱中的气相和固定相间分配系数的微小差别 来测定气体组分的。当两相作相对流动时,被分析物质在两相间作反复多次分配,使原来 微小差别变大,从而使气体内各组分得以分离。
• 270 •
第七章煤气安全技术«
气体混合物(气样)由载气携带作为流动相通过固定相,分离后的单一气体组分从 固定相中依次流出,经色谱检定器转换成电信号输出,并由记录仪记录,再通过微机算出 气样各组分的百分含量。色谱检定器有热导池检定器和离子化检定器两种。
二、检测仪器、设备
为确保工业煤气使用过程中的人身和设备安全,国内外普遍在生产的关键部位设置固 定式检测报警装置,作业人员在煤气危险区域配备便携式报警装置。
便携式检测报警器分为不带记忆型和带记忆型两种:不带记忆型检测报警器可在现场 直接给出气体浓度,但不能贮存数据;带记忆型检测报警器既可在现场直接给出所测气体 浓度,又可以把所测数据贮存起来供以后查看。便携式检测报警器还有组合型的,有 “二合一”“三合一”“四合一”等组合形式,一个仪表可以同时监测多种气体。
固定式检测仪器有在线测试型和扩散型两种:前者用于监测生产线中的气体,后者用 于监测气体的泄漏情况。固定式检测仪器的检测头有多种形式,标定方法也各不相同,有 的要求在清洁的环境中标定,有的在现场就可标定。固定式报警器以前多采用并联式连接 方法,现在可采用串联式连接方法。
煤气加压站房、风机房、煤气柜等封闭或半封闭空间等,应设置一氧化碳检测器。检 测报警点的设置应满足《石油化工可燃气体和有毒气体检测报警设计标准》(GB/T 50493)、 《工作场所有毒气体检测报警装置设置规范》(GBZ/T 223)的规定。
(1)在生产或使用可燃气体及有毒气体的工艺装置和储运设施的区域内,对可能发 生可燃气体和有毒气体的泄漏进行检测时,应按下列规定设置可燃气体检(探)测器和 有毒气体检(探)测器:
①可燃气体或含有毒气体的可燃气体泄漏时,可燃气体浓度可能达到25%爆炸下限, 但有毒气体不能达到最高容许浓度时,应设置可燃气体检(探)测器。
②有毒气体或含有可燃气体的有毒气体泄漏时,有毒气体浓度可能达到最高容许浓 度,但可燃气体浓度不能达到25%爆炸下限时,应设置有毒气体检(探)测器。
③可燃气体与有毒气体同时存在的场所,可燃气体浓度可能达到25%爆炸下限,有 毒气体的浓度也可能达到最高容许浓度时,应分别设置可燃气体和有毒气体检(探) 测器。
④同一种气体,既属于可燃气体又属于有毒气体时,应只设置有毒气体检(探) 测器。
(2)下列可能泄漏可燃气体、有毒气体的主要释放源应布置检(探)测点:
①气体压缩机和液体泵的密封处。
②液体采样口和气体采样口。
③液体排液(水)口和放空口。
④设备和管道的法兰和阀门组。
(3)释放源处于露天或敞开式厂房布置的设备区域内,检(探)测点与释放源的距 离宜符合下列规定:
①当检(探)测点位于释放源的全年最小频率风向的上风侧时,可燃气体检(探)
• 271 •
» 安全生产专业实务 金属冶炼安全
测点与释放源的距离不宜大于15 m,有毒气体检(探)测点与释放源的距离不宜大于 2 mo
②当检(探)测点位于释放源的全年最小频率风向的下风侧时,可燃气体检(探) 测点与释放源的距离不宜大于5 m,有毒气体检(探)测点与释放源的距离不宜大于1m。
(4)可燃气体释放源处于封闭或局部通风不良的半敞开厂房内,每隔15 m可设一台 检(探)测器,且检(探)测器距其所覆盖范围内的任一释放源不宜大于7∙ 5 m。有毒气 体检(探)测器距释放源不宜大于1m。
(5)比空气轻的可燃气体或有毒气体释放源处于封闭或局部通风不良的半敞开厂房 内,除应在释放源上方设置检(探)测器外,还应在厂房内最高点气体易于积聚处设置 可燃气体或有毒气体检(探)测器。
第五节煤气事故的预防与抢救
预防煤气事故应从分析煤气中毒、着火、爆炸的发生机理入手,从以下3个方面考 虑:防止煤气从设施中泄漏如防止车间和作业场所空气中一氧化碳含量超过国家标准,以 避免煤气中毒事故的发生等;防止煤气和空气混合形成爆炸性气体,如控制设施中氧含 量、通入惰性气体等;控制激发能源等。同时,应制定发生煤气中毒或着火、爆炸事故时 的抢救措施,准备抢险设备。
每个生产、供应和使用煤气的企业,应设煤气防护站或煤气防护组,并配备必要的人 员,建立紧急救护体系。防护站应经常组织检查煤气设备及其使用情况,对煤气危险区域 定期作检测分析,发现隐患,及时向有关单位提出改进措施,并督促按时解决。审查各单 位提出的带煤气作业(包括煤气设备的检修,运行时动火焊接等)的工作计划,并在实 施过程中严格监护检查,及时提出安全措施及参与安排抽堵盲板、开孔等特殊煤气作业。
一、煤气事故的预防
(一)煤气中毒事故的预防
(1)加强煤气安全管理。对于煤气作业人员,应进行生产操作及安全技术培训考核, 合格后方准上岗工作。制定严格的岗位责任制,并确保实施。
(2)从生产设施的密闭式入手,提高系统的自动化程度,防止和减少一氧化碳在生 产环境中形成危及人的健康与安全的浓度;加强对生产环境的一氧化碳浓度监测和警报。
(3)采取措施,降低作业过程中的中毒危险,如设备或管道检修时,首先要把设备 或管道内煤气吹扫干净(煤气设施内部气体置换是否达到预定要求,应按预定目的,根 据含氧量和一氧化碳分析或爆发试验确定);新建或大修的煤气设备及管道要进行强度或 气密性试验;在煤气区域工作,须两人以上,并要携带便携式一氧化碳检测报警器。一旦 发生煤气泄漏,则要站在上风侧监视,严禁任何无关人员进入危险区域,同时立即通知有 关单位处理。
(4)采取有效的个体防护,建立煤气中毒事故的抢救和急救体制,配备必要的防护 器具和急救器材,如一氧化碳检测报警器、空气呼吸器等,平时要经常检查,确保器具有
• 272 •
第七章煤气安全技术《
效。佩戴时,也须认真检查,尤其注意不应在煤气危险区域摘掉防护面罩或防护面具。进 入高浓度一氧化碳环境中工作时,一定要戴好防护面具,控制时间,并有足够的监护和抢 救措施。
(二)煤气爆炸事故的预防
煤气发生爆炸除煤气与空气混合必须达到一定浓度外,还必须有激发能源。因此,杜 绝这两个条件同时出现,即可防止爆炸事故发生。
(I)首先应对煤气危险区域进行辨识、判断、分级,并采取相应预防措施,防止爆 炸性混合气体的产生。
(2)对容易泄漏煤气的场所,应防止激发能源,并设置自动报警装置,同时定期调 校自动报警装置,以免误报警或失效。
(3)各类设备及电气照明应依据爆炸场所等级,采用相应的防爆类型。
(4)从设计及生产过程中考虑抑爆、隔爆、泄爆等安全措施,如设置泄爆装置,相 关的建筑物应有符合规定的泄爆面积等。
(三)煤气着火事故预防
(1)防止煤气泄漏,保证煤气设施的严密性,发现泄漏及时处理。经常检查阀芯、 法兰、膨胀器、焊缝口、计量导管、接头、排水器、煤气柜与活塞间、风机轴头、蝶阀轴 头等易泄漏部位。
(2)煤气设施要有良好的接地装置,对接地线要定期检查测试。
(3)严格执行煤气设施和煤气区域动火作业的管理制度,动火时应事先办理动火证, 应有防火措施,并经有关部门检查确认,按规定的要求、时间、地点动火。
(4)带煤气作业应在降低压力的状况下进行,并应使用符合规定的工具。
(5)工作场所规定的范围内应禁止火源(防加热、防静电、防自燃等),不应堆放易 燃易爆物品;带煤气作业地点附近的裸露高温管道,应作绝热处理。
二、防护及急救设备
煤气事故的防护及急救设施主要包括呼吸器、通风式防毒面具、充填装置、万能检查 器、苏生器、隔离式自救器、担架、各种有毒气体分析仪、防爆测定仪及供危险作业和抢 救用的其他设施(如对讲电话),并应配备救护车和作业用车等。
根据《呼吸防护用品的选择、使用与维护》(GB/T 18664)中呼吸防护用品分类方法, 呼吸器分为过滤式和隔绝式两种(表7-11)。
表7-11呼吸防护用品分类
|
过滤式 |
隔绝式_____________ | |||||
|
自吸过滤式 |
送风过滤式 |
供气式 |
__携气式___ | |||
|
半面罩 |
全面罩 |
正压式 |
负压式 |
正压式 |
负压式 | |
过滤式呼吸器借助过滤材料,将空气中的有害物质去除后供呼吸使用。
• 273 •
»安全生产专业实务金属冶炼安全
隔绝式呼吸器是将使用者呼吸器官与有害空气环境隔绝,从本身携带的气源或导气管 引入作业环境以外的洁净空气呼吸器。
在冶金企业中,背负式压缩空气呼吸器、氧气呼吸器、长管式呼吸器、逃生呼吸器等 呼吸器的使用较为广泛。
背负式压缩空气呼吸器由背板、压缩空气瓶、面罩和呼吸量需求阀组成,将清洁的空 气压缩在碳纤维瓶中供使用。空气呼吸器是煤气救护和防护重要的及常用的设备之一,根 据现场情况和呼吸时间要求,可配置大小不同的气瓶,一次充气后可供一个中等强度工作 量的人员连续使用60~80 min,且具有低压报警功能,当气瓶中气压低于5 MPa时即鸣叫 报警。使用空气呼吸器前要进行功能检查:打开气瓶,观察压力表的压力是否充足;展开 腰带、肩带、背板,检查是否完好;打开气瓶,戴好面罩,吸气,吸气阀被激活。憋住呼 吸,装置应平衡听不到泄漏声;继续呼吸,呼出的空气应容易从呼吸阀流出;按吸气阀的 橡胶盖中央,检查补充供气;关闭气瓶阀,正常呼吸,使系统排气,压力表指示为零时, 憋住呼吸,面罩粘住面部,表明密封良好;压力降到5 MPa时,应有哨声报警。
氧气呼吸器根据使用时间长短不同分为2 h氧气呼吸器、3 h氧气呼吸器、4 h氧气呼 吸器3种。工作人员从肺部呼出的二氧化碳大部分被吸收剂吸收,少量未被吸收的二氧化 碳与氧气瓶中的氧混合成含氧的气体供工作人员呼吸。氧气瓶是一种小型高压容器,稍有 不慎就可能造成着火爆炸事故。因此,该呼吸器已逐渐被淘汰。
长管式呼吸器可以长时间向使用者供气,而且免去了背负碳纤维瓶的负担,更有利于 操作。供气方式有碳纤维瓶供气和现场压缩空气系统供气,也 可由带滤毒装置的气泵直接供气,可供2人或3人以上同时 作业。
逃生呼吸器适用于现场紧急情况下使用,使用者把呼吸面 罩套在头上,其附带的小气瓶将自动连续提供10 ~ 15 min的新 鲜空气,可有效地在5 ~ 10 min内使现场人员得到保护,以便逃 离有毒气体的现场。逃生式呼吸器的供气方式有过滤式和压缩 空气式两种。
自动苏生器(图7-3)是自动进行正负压人工呼吸的急救 设备,它能把含有氧气的新鲜空气自动输入伤员肺内,然后又
1、2、3一接头 自动将伤员肺内的气体抽除并连续工作。
图7-3自动 自动苏生器的工作原理如下:高压氧气由氧气瓶经减压器
苏生器示意 进入配气阀,在配气阀上有3个接头,带喷嘴的接头1与唾液
瓶相连接;并用细的吸引胶管经遇险人员的鼻孔插入口腔内, 利用喷嘴喷射造成的负压吸取堵塞于呼吸道内的黏液或污物。这一工作要在人工呼吸前进 行。接头2与自动肺相连接,以便对遇险人员进行人工呼吸。接头3与带调节气囊的面罩 相连接,用于对已恢复呼吸能力的遇险人员补给氧气。在抢救中毒人员时应注意:将中毒 者头偏向一侧,解开衣扣腰带;扩口,检查喉腔;插入吸引管抽黏液;清理口腔,压舌器 放在舌根上;戴好面罩,调整自动肺;自动肺动作紊乱时,调慢自动肺频率,改为自主 呼吸。
• 274 •
第七章煤气安全技术《
高压氧舱是指医疗上给病人进行氧气治疗用的高压密封舱。将病人放入富氧空气的舱 内,逐渐增加舱内气压到2 ~3个绝对大气压,然后让病人吸入并渗入氧气。在高压下给 氧,可以迅速提高血液氧含量、血氧张力和氧弥散率,从而改善全身细胞和组织的氧合情 况。对中毒人员进行高压氧治疗,特别是对煤气中毒人员的抢救,治愈率高达97. 6%。
常见的高压氧舱有单人舱和多人舱两种,前者只能容纳1个煤气中毒者,特点是造价 较低,可随汽车移动,但需医务人员随车护理。后者分为3个舱室:进行外科手术的手术 舱,容纳一批中毒者同时进行高压氧治疗的舱,医务人员进出的过渡舱。
高压氧舱禁忌证包括:
(1)未经处理的恶性肿瘤和气胸。
(2)肺部疾病,包括感染损伤、出血、明显肺气肿;上呼吸道感染,急慢性副鼻窦 炎,中耳炎。
(3)颅内活动性出血或内出血未控制者。
(4)高血压在160/10OmmHg以上。
(5)孕妇及妇女月经期。
(6)有氧中毒史或对高压氧耐受较差者。
上述第(1)条为绝对禁忌证,第(2)~(6)条为相对禁忌证。
三、煤气事故的抢救
(-)煤气中毒事故的抢救
煤气中毒事故的现场与一般事故发生后的现场不同,爆炸、坍塌、机械事故等发生后 现场不保持原有的危险状态,而中毒事故发生后现场一般保持原有的危险状态。所以,进 行中毒事故现场抢救时,救护人员首先应做好个人自身的防护。
(1)将中毒者迅速及时地救出煤气危险区域,抬到空气新鲜的地方,解除一切阻碍 呼吸的衣物,并注意保暖。抢救场所应保持清静、通风,并指派专人维持秩序。
(2)抢救煤气中毒者时,应根据其中毒轻重程度采取相应的处理措施:中毒轻微者, 如出现头痛、恶心、呕吐等症状,可直接送往附近卫生所急救。中度中毒者,如出现意识 模糊,口吐白沫等症状,应立即进行现场输氧,等其恢复知觉、呼吸正常后,再送附近卫 生站治疗,如有高压氧舱可进舱治疗。重度中毒者,如出现失去知觉、呼吸停止等症状 时,应立即施行人工呼吸或强制苏生;在恢复知觉之前,不准用车送往较远的医院;中毒 者身上没有出现尸斑或未经医务人员允许,不得停止急救。
(3)在抢救中毒人员同时,应对事故现场进行控制,严禁火源和其他无关人员进入, 保持现场空气流通,室内应打开门窗通风,将有害气体排出与稀释,难以进行自然通风的 场所,应采用人工强制通风。
(4)严格检查事故现场,找出泄漏点进行修复。
(二)煤气爆炸事故的抢救
煤气设备一旦发生爆炸,不仅损坏设备本身,还有可能伤人,而且可能发生煤气中 毒、着火事故,或者产生第二次爆炸。抢救爆炸事故应首先救人,救护人员进入有残余煤 气区域时应戴防护面具,抢救组织者应采取有效措施防止事故扩大。
• 275 •
» 安全生产专业实务 金属冶炼安全
(1)对已经爆炸的煤气设施,应立即切断其煤气来源,迅速把煤气处理干净,防止 二次爆炸。
(2)对出事地点应加强警戒,以防发生煤气中毒事故。
(3)在爆炸地点40 m以内禁止火源,以防发生煤气着火事故。
(4)迅速查明爆炸原因,在查明原因之前,不准送煤气。
(三)煤气着火事故的抢救
煤气设施着火时,处理正确,能迅速灭火;若处理错误,则可能造成爆炸事故。灭火 时,应设法降低煤气压力或局部停止使用煤气;往着火的设施内通入大量的蒸汽或惰性气 体;保护周围设施不被烧红或烧坏。
.(1)由于设施不严密而轻微泄漏引起的着火,可用湿泥、湿麻袋等堵住着火处,待 火熄灭后再按有关规定补好泄漏处。
(2)煤气管道着火,管道直径在IOOmm以下者可直接切断煤气灭火;管道直径大于 等于100 mm者应逐渐降低煤气压力,但煤气压力不应低于100 Pa,不应突然关闭煤气阀 ∏,以防回火爆炸。煤气压力下降后引起的管道着火,可用黄泥、湿麻袋、石棉布等堵 灭、捂灭,也可用蒸汽或灭火器扑灭。在通风不良的场所,煤气压力降低以前不要灭火, 否则,灭火后煤气仍大量泄漏,会形成爆炸性气体,遇烧红的设施或火花,可能引起 爆炸。
(3)煤气设施内沉积物(如蔡、焦油、硫化铁等)着火时,可将设施的人孔、放散 管等一切与大气相通的附属孔关闭,使其隔绝空气自然灭火;同时应通入蒸汽或氮气。但 灭火后不要立即停送蒸汽或氮气,以防设施内沉积物自燃引起爆炸。
(4)煤气设施已烧红时,不应用水骤然冷却,以防煤气设施急剧收缩造成变形断裂 而泄漏出煤气。
(5)煤气隔断装置、压力表、蒸汽或氮气管接头,应有专人控制操作。
(6)火警解除后恢复通气前,应仔细检查,保证管道设施完好,并进行置换操作后 才允许通气。
应该注意的是,如果扑灭了火焰,煤气不经过燃烧直接外泄,则危险区域的作业人员 可能会发生中毒事故,处理不当还可能发生爆炸事故。所以处理煤气燃烧事故,应由事故 单位、消防队和煤气防护站共同组成临时指挥机构,以便统一指挥;应设立警戒范围,灭 火人员要做好自我防护准备;对已被烧伤的病人,不可盲目处理创面,应由医务人员处 理,并及时送医院诊治。
• 276 -

长按或用微信扫描二维码 关注"注安老姚”公众号
第八章冶金企业常用气体生产与使用安全技术《
第八章冶金企业常用气体生产与 使用安全技术
世界上有几十万种无机物,上千万种有机物,它们在不同状态条件下,均以固态、液 态、气态3种相态形式存在。每种物质随着环境条件的变化,其相态相互转换。因此,物 质的相态是相对的,是有一定条件的。只有环境条件确定后,再讨论气体、液体、固体才 有意义。各国的实际状况不同,界定的标准存在差异,难以统一。ISO/FDISIl622: 2005 中对气体界定为,压力为1.013 X IO5pa,温度为20k时完全是气态,或在50七时蒸汽压 超过3x105 pa的任何物质。
冶金企业涉及的气体众多,其中最常见的气体主要包括:氧气、氮气、煤气、氢气、 氨气等。在本书第七章已对煤气安全技术进行了系统分析,本章重点对氧气、氮气、氢 气、氫气等气体及气瓶充装安全技术作简要介绍。
第一节空气的组成和空气分离的基本方法
-、空气的组成
通常状况下,空气的主要成分是氮气、氧气,此外,还有儘气、速气、氢气、氮气、 気气等稀有气体(表8-1)。这些稀有气体被广泛应用在国防、科研及工业上。
表8-1空气的主要成分
|
空气的主要成分 |
组分含量/% |
液化温度/" |
|
氮气 |
78. 12 |
-195. 8 |
|
氧气 |
20. 93 |
-183.0 |
|
氨气 |
0. 934 |
-185.9 |
|
氣气 |
1. 821 ×10'3 |
-246. 1 |
|
氮气 |
5. 24×10^4 |
-268.9 |
|
気气 |
L 14x10-4 |
-153.3 |
|
仮气 |
8.7 ×10^6 |
-108. 1 |
|
氢气 |
5 XlO-5 |
-252.8 |
• 277 •
» 安全生产专业实务 金属冶炼安全
空气中除上述气体和灰尘外,还包括水分、二氧化碳及碳氢化合物(表8-2)。在常 压下,当温度低于Ot时,水分将凝结成固体状态(冰),当温度低于零下78. 6七时,二 氧化碳将凝结成固体状态(干冰)。
表8-2空气的其他成分
|
空气的其他成分 |
组分含量/% |
液化温度/K |
|
H2O |
0. 1 ~2.8 |
O |
|
CO2 |
3.5×10"2 |
-78.6 |
|
CH4 |
1 ×10^4 ~3 Xi。-’ |
-161.5 |
|
NO |
5 X10-5 | |
|
CO |
6×10"6 ~1 ×10^4 | |
|
O3 |
1 ×10~6 ~1 ×10~5 | |
|
C2H6 |
1 ×10~6 ~1 ×10~5 | |
|
C2H4 |
0~2x10-4 | |
|
C?% |
0~l ×10-4 | |
|
C3H8 |
O ~1 X 10-5 | |
|
C4H10 |
0~2x10-5 | |
|
C5H12 |
O ~8 ×10-7 |
二、空气分离的含义和基本方法
(-)空气分离的含义
空气分离就是利用物理或者化学方法将空气混合物各组分分开,获得高纯氧气、氮气
及一些稀有气体的过程。 注望球Q群:628721411
(二)空气分离的基本方法老琳微穏/QQ, 863575556
空气的主要成分是氮气和氧气,它们分别以分子状态存在,均匀地混合在一起,通常 要将它们分离出来比较困难,目前工业上主要有3种实现空气分离的方法。
(1)深度冷冻法(又称低温法):先将空气通过压缩、膨胀进行降温,直至空气液 化,然后利用氮气、氧气汽化温度(沸点)的不同(在标准大气压下,氧气的沸点为-183七, 氮气的沸点为-195.8(),沸点低的氮气相对于氧气要容易汽化的特性,在精憫塔内让 温度较高的蒸气与温度较低的液体不断相互接触,低沸点组分氮较多地蒸发,高沸点组分 氧较多地冷凝,使上升蒸气中的氮含量不断提高,下流液体中的氧含量不断增大,从而实 现氧氮分离。
要将空气液化,需将空气冷却到- 173 CiC以下的温度,这种制冷叫深度冷冻(深冷);
•278 •
第八章冶金企业常用气体生产与使用安全技术《
而利用沸点差将液态空气分离的过程称之为精馆过程。深度冷冻法实现空气分离是深冷与 精饵的组合,是目前应用最为广泛的空气分离方法。
(2)吸附法:利用多孔性物质分子筛对不同的气体分子具有选择性吸附的特点,对 气体分子不同组分有选择性地进行吸附,得到较高纯度的产品。吸附法分离空气流程简 单,操作方便,运行成本较低,但不能获得高纯度的产品。
(3)膜分离法:利用一些有机聚合膜的潜在选择性,当空气通过薄膜或中空纤维膜 时,氧气穿过膜的速度比氮气快得多的特点,实现氧氮分离。这种分离方法得到的产品纯 度不高,规模也较小,目前只适用于生产富氧产品。
第二节氧气、氮气和氫气生产安全技术
-、氧气、氮气和氮气制取工艺流程概述
空分装置是集精馆塔、换热器、吸附器、循环液体泵等设备于一冷箱中,包括各类阀 门、仪表等的总称。内压缩空分装置制取工业氧气、氮气和気气的工艺流程如图8-1 所示。
具体过程如下:从大气吸入的原料空气经过空气过滤器滤去灰尘杂质后,进入空气压 缩机,加压后进入空气冷却塔降温洗涤,随后进入空气纯化器清除空气中的水分、二氧化 碳和部分碳氢化合物。
净化后的空气分为两股:一股进入冷箱主换热器与返流的污氮气和产品气换热后进入 下塔进行精馆。另一股经空气增压机进一步压缩后再分为两股:一股相当于膨胀量的空气 从增压机一段抽出经膨胀机的增压端增压后经气体冷却器冷却,进入冷箱主换热器并从中 部抽出后进入膨胀机进行膨胀,膨胀后的空气与出主换热器的低压空气汇合后,进入下塔 进行精储;另一股气体经增压机继续增压,进入主换热器换热冷却,节流后进入下塔。
空气进入下塔经初步精^后,在下塔底部获得液化空气(简称液空),在下塔顶部获 得纯氮。从下塔底部抽取的液空送入上塔相应部位作为上塔回流液。从下塔顶部抽取的纯 液氮一部分作为下塔回流液,另一部分送入上塔相应部位作为上塔回流液,同时抽取一部 分液氮直接进入液氮贮罐。液氮贮罐内的液氮可经过液氮充车泵给液氮槽车加液,也可经 过液氮充瓶泵加压经高压汽化器汽化后经管路送到气瓶充装岗位进行氮气瓶充装。从上塔 顶部得到纯氮气,经主换热器复热后出冷箱经氮气压缩机加压后送入减压阀组减压后作为 产品输送至使用客户。
经上塔进一步精馆后,在上塔底部获得纯液氧,经液氧泵加压至所需压力后进入主换 热器复热出冷箱得到氧气产品,进入氧气减压阀组,分配到管道客户。液氧产品从主冷凝 蒸发器底部抽出送入进液氧贮罐。贮罐中的液氧可通过液氧充车泵进行液氧罐车加注,也 可经过液氧充瓶泵加压经高压汽化器汽化后送到氧气充装间进行氧气瓶充装。
从上塔中部抽取一定量的氫馆分进入粗氫塔进行精馆,除去氨I®分中的氧。经粗気塔 精瑠得到粗氨气,送入精氫塔的中上部,并在精気塔中进行量:氮分离,最后在精儘塔底部 得到高纯度的产品液氨送入贮罐。液氨贮罐中的液儘可经过液氨充车泵给罐车加注,也可
• 279 •
・280•
户 用
户 用
1寥y
气 空
汕雌器
r~{≡-r
减压 阀组
减压 阀组
气
r
机 压 氮
气 氧

空气
过滤器
余^却塔
主换热器
空气压缩机
項
Vv ^^^^^
」液氮罐
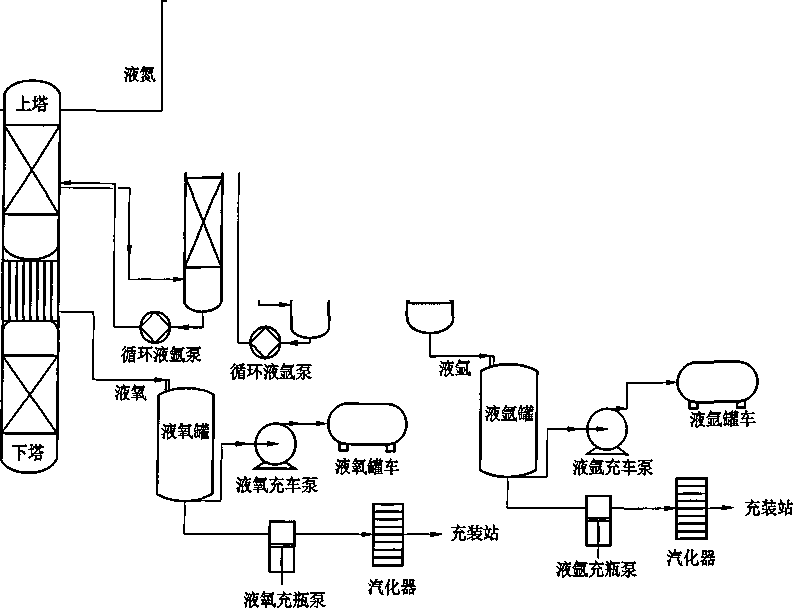
n粗気塔



图8-1内压缩空分装置制取工业氧气、氮气和氮气的工艺流程示意图
第八章冶金企业常用气体生产与使用安全技术《
经过液氨充瓶泵加压经高压汽化器汽化后经管路送到气瓶充装岗位进行氫气瓶充装。
二、氧气、氮气和氮气安全生产的基本要求
(一)选址及其他要求
(1)生产场所建设地点选择应符合当地城市与工业区总体规划,经技术经济比较与 安全评估,择优选取经济效益、社会效益、环境效益好且安全可靠的厂址。相关建设必须 经应急管理、市场监督、生态环境等政府部门批准。
①生产场所应具有良好的地质条件,应选择在环境清洁地区并布置在有害气体和固 体尘粒散发源的全年最小频率风向的下风侧,应考虑周围企业扩建时可能对本生产场所的 安全带来的影响。
②生产场所宜靠近主要用户并应有方便、经济的交通运输条件。
③生产和储存场所距国家铁路不应小于200 mo
④生产场所距居民区的距离要考虑噪声影响,应符合《工业企业厂界环境噪声排放 标准》(GB 12348)的有关规定。
(2)深冷法空气分离设备的原料空气吸风口与散发乙快、碳氢化合物等有害气体发 生源之间的距离、吸风口的高度,氧气站火灾危险性为乙类的建筑物及氧气贮罐与其他各 类建(构)筑物之间的防火间距,应符合《氧气站设计规范》(GB 50030)的有关规定。
(3)其他各建(构)筑物生产类别、耐火等级及建(构)筑物与其他工业、民用设 施的防火间距,应符合《建筑设计防火规范》(GB 50016)的有关规定。
(4)氧气贮罐之间的防火间距不应小于相邻较大罐的半径。氧气贮罐与可燃气体贮 罐之间的防火间距不应小于相邻较大罐的直径。
(5)液氧贮罐和输送设备的液体接口下方周围5 m范围内不应有可燃物,不应铺设 沥青路面,在机动输送液氧设备下方的不燃材料地面长度不应小于车辆的全长。
(6)碳氢化合物,特别是乙焕极易与液氧发生强烈的化学反应,引起爆炸,因此清 除空气中的杂质十分必要,必须坚决避免乙焕和其他碳氢化合物在液空、液氧中积聚或浓 缩而引起空分装置的爆炸。
(7)氧气及相关气体生产作业应符合《深度冷冻法生产氧气及相关气体安全技术规 程》(GB 16912)的相关规定。
(二)工艺概况
1.检漏、裸冷
空分设备基本具备开工条件后,常温下对各部设备本体和接口,管路焊口,法兰盘和 仪器仪表接口全面进行检查,避免发生施工安装过程中因遗漏或施工质量等原因造成的 跑、冒、滴、漏隐患。
常温检查完成后,冷箱内装填绝热材料之前,要用空气介质对整套系统进行降温,在 低温下进行检漏。
2.空气的吸入
在空气压缩机启动前,要将空气过滤室内的过滤网全部更新或吹扫干净,检查压缩机 的油、水、电、气均处于正常状态,报警系统灵敏可靠。保证各部位的阀门动作正常,仪
•281 •
» 安全生产专业实务 金属冶炼安全
表校验零点正常。空气压缩机运转正常后,逐步增加加工空气量,查看过滤室阻力是否正 常。投入预冷系统和空气纯化器。观察空气纯化器的压力和温度变化,确保水分和二氧化 碳的清除质量。送入精窗塔的下塔底部,确保精t≡塔的工作压力稳定。
3.主塔精馆
主塔是空分能否正常运行的关键,是保证氧气、氮气和気气的纯度和产量的主要设 备。先将空气通过压缩、膨胀降温,直至空气液化,再利用氧、氮的汽化温度(沸点) 不同,沸点低的氮相对于氧要容易汽化这个特性,在精馆塔内让温度较高的蒸气与温度较 低的液体不断相互接触,液体中的氮较多地蒸发,气体中的氧较多地冷凝。使上升蒸气中 的含氮量不断提高,下流液体中的含氧量不断增大,以此实现氧氮分离。
4.气、液体的取出
在主塔工作正常情况下,经过压缩、净化并冷却后的空气进入下塔底部自下而上地穿 过每块塔板,至下塔顶部便得到一定纯度的气氮。下塔塔板数越多,气氮纯度越高。氮进 入冷凝蒸发器的冷凝侧时,由于它的温度比蒸发侧液氧温度高,被液氧冷却变成液氮。一 部分作为下塔回流液沿塔板流下,至下塔塔釜便得到含氧36% ~40%的富氧液空;另一 部分聚积在液氮槽中经液氮节流阀后,送入上塔顶部作为上塔的回流液。
下塔塔釜中的液空经节流阀后送入上塔中部,沿塔板逐块流下,参加精馆过程。只要 有足够多的塔板,在上塔的最下一块塔板上就可以得到纯度很高的液氧。液氧进入冷凝蒸 发器的蒸发侧,被下塔的气氮加热蒸发。蒸发出来的气氧作为上升蒸气自下而上穿过每块 塔板进行精镭,气体越往上升,其中氮浓度越高。
双级精禰塔可在上塔顶部和底部同时获得纯氮和纯氧,上塔顶部的纯氮气可以作为产 品直接取出。也可以在冷凝蒸发器的蒸发侧和冷凝侧分别取出液氧和液氮。内压缩流程取 部分液氧通过液氧泵加压后通过主换热器汽化后作为气体产品送出。
从精馆塔上塔的适当部位抽取气相氨馆分,进入粗氨塔进行精馆。在粗僦塔顶部是粗 氨冷凝器,冷源是来自液空过冷器后的液空。从粗氫塔上升的粗儘气大部分被粗儘冷凝器 冷凝下来作为回流液,在粗儘塔U (图8-1)底部的液体通过循环液氨泵增压后送入粗 気塔I (图8-1)塔顶作为粗儘塔的回流液。在粗僦冷凝器中部分粗液氨被送入精氫塔 的中上部,并在精氨塔中进行敬氮分离。在精氨塔底部是精氫蒸发器,热源是来自下塔顶 部的压力氮,在精氣塔顶部是精儘冷凝器。冷源为节流后的液氮。粗液氫在精氫塔内精 馆,除去氣中的氮,最后在塔釜中得到高纯度的产品液氨。
5.低温液体的储存
为长期贮存液体,必须采用有效的绝热措施。通常是双层结构,内容器(亦称内胆) 内贮存液体,内容器与外容器(外壳)之间形成绝热夹层,以减少由传导、对流或辐射 而导入内容器的热量。
低温液体容器的工作压力,需按使用要求确定。固定式低温液体容器主要用于低温液 体的贮存,它安装在低温液体的生产地、使用点或供液站。运输式低温液体容器将低温液 体从生产地或供液站运往使用地点。低温液体容器是贮存和运输液化气体的设备的总称, 也是杜瓦容器、贮液器和储槽的统称。图8 - 2和图8 -3所示为5 m3低温储罐与常压珠 光砂堆积液体储罐的结构示意图。
• 282-
接槽车
第八章 冶金企业常用气体生产与使用安全技术 《
外筒\
内筒、 珠光砂、 吸附器、
真空泵 H⅛V00UI 增压器 l⅞ -H- ⅞τl
Ia滤器
f残液放空
IOOO

09000
0O
图8-2 5 B?低温储罐结构示意图 图8-3常压珠光砂堆积液体储罐结构示意图
6.气、液体的输送
气体输送的方式主要有压缩机和液体泵两种形式。压缩机输送是将气体增压后出口达 到使用压力,通过管路送入使用单元。液体泵是用来输送低温液体(如液氧、液氮、液 M)的特殊泵,它的用途是将低温液体从压力低的场所输送到压力高的场所。包括储罐 内的液体由低温液体泵增压送入管道和高压汽化器。其在空分装置中的主要作用或是用于 液体循环;或是从储槽抽取液体压入汽化器,汽化后送给用户。
(三)氧气、氮气和氢气生产的主要设备
1.空气除尘过滤器
空气中含有大量尘埃,空气压缩机在长时间高速运行中,存在的粉尘会造成机器内部 的叶轮、叶片等部件的磨损、腐蚀和结垢,缩短机器使用寿命,因此须设置原料空气除尘 过滤器。
过滤过程:在压缩机吸气负压作用下,吸入周围的环境空气。当空气穿过高效过滤筒 时,粉尘由于重力、静电、接触被阻留在滤筒外表面,净化空气进入净气室后由出风管 送出。
自洁过程:当计算机发出指令,电磁阀启动并驱动隔膜阀,瞬间释放一股压力为 0.4 ~0.6 MPa的脉冲气流,经专用喷头整流喷出,文氏管卷吸、密封、膨胀从滤筒内部
•283 •
》安全生产专业实务金属冶炼安全
均匀地向外冲击,将积聚在滤筒外表面的粉尘吹落,自洁过程完成。
清灰控制有3种方式:
(1)定时定位,可任意设定间隔时间和自洁时间。
(2)差压自洁,当压差超指标时,进入自动连续自洁。
(3)手动自洁,当电控箱不工作或粉尘较多时,可采用手动自洁。
2.压缩机
压缩机是一种用于压缩气体以提高气体压力的运动机械。压缩机按工作原理可分为容 积式和速度式两种。
3.空气冷却塔
空气冷却塔(简称空冷塔)采用的方式有填料塔、筛板塔和空心喷淋塔。空气冷却 塔用于空气的冷却和洗涤,是一种混合式换热器。即空气与喷淋的冷却水直接接触进行换 热,换热的同时还伴随着传质的过程。空气和水直接接触,既换热又受到了洗涤,还能够 清除空气中的灰尘和溶解一些有腐蚀性的杂质气体,如H?S、SO" SJ等。同时由于空 气冷却塔的容积较大,对加工空气还可以起到缓冲作用,空气压缩机在切换时不易超压。
4.水冷却塔
水冷却塔(简称水冷塔)的作用是将冷却空气后温度升高的冷却水在冷却塔中使水 温降下来,以便供空气冷却塔循环使用。从空气冷却塔来的温度较高的冷却水从顶部喷淋 向下流动,从主换热器来的温度较低的氮气自下而上流动,二者直接接触,既传热又传 质。在水冷却塔中,利用氮气冷却水的同时,还有部分水因蒸发到氮气中而吸收热量,使 水的温度进一步降低。水冷却塔按结构形式划分,主要包括填料塔、旋流板和筛板塔。
5.空气纯化器
空气是多组分的混合气体,除氧气、氮气及稀有气体外,还含有水蒸气、二氧化碳及 碳氢化合物等。这些杂质如随空气进入空气压缩机,继而进入空分设备将是非常有害的。 水分和二氧化碳会随着空气温度的下降,从空气中析出,冻结和堵塞气体通道。乙快和其 他碳氢化合物在空分设备内积聚,在一定条件下还会引起爆炸。
为了使空分设备长期安全可靠运转,必须设置专门的净化设备。空气纯化器就是关键 基础设备,.它的作用就是吸附、清除原料空气中的水分、乙快、二氧化碳及一些能吸附的 碳氢化合物,保证空分设备的正常运行。
6.精僧塔
氧氮分离是通过精窗来实现的。精馆过程必须有上升蒸气和下流液体。为了得到氧、 氮产品,精馆过程是在上塔和下塔内实现双级精窗的过程。冷凝蒸发器是联系上塔和下塔 的纽带。它用于上塔底部回流的液氧和下塔顶部上升的气氮之间的热交换。
双级精馆塔可在上塔顶部和底部同时获得纯氮和纯氧,也可以在冷凝蒸发器的蒸发侧 和冷凝侧分别取出液氧和液氮。
7.膨胀机
膨胀机是利用压缩气体膨胀降压时向外输出机械功使气体温度降低的原理以获得能量 的机械。在空分装置中,膨胀机是十分关键的机组。启动空分装置时,需要膨胀机提供大 量的冷量使空气液化,正常运行时,要依靠膨胀机制冷以补偿冷损失。制冷有两种方法,
• 284 •
第八章冶金企业常用气体生产与使用安全技术«
即等温节流循环制冷和膨胀机制冷。
8.换热器
使热量由热流体传给冷流体的设备称为换热设备,或称为换热器。空分设备中设置了 许多换热器,主要有氮水预冷器、切换式换热器(或蓄冷器)、主热交换器、冷凝蒸发 器、过冷器、液化器、汽化器、加热器及空气压缩机的冷却器等。这些换热设备是实现空 气液化、分离及维持装置正常运转所必不可少的重要设备。空分设备中的换热器可分为3 种类型:间壁式、蓄热式和混合式。
9.低温液体泵
低温液体泵是用来输送低温液体(如液氧、液氮和液気)的特殊泵,它的用途是将 低温液体从压力低的场所输送到压力高的场所。其在空分装置中的主要作用或是用于液体 循环,或是从储槽抽取液体压入汽化器,汽化后送给用户。
低温液体泵在抽送介质过程中须保持低温,如果从泵体周围吸收了较多热量,则泵内 液化了的气体又会重新汽化,产生气体,影响泵的工作,所以低温液体泵在结构、材料、 安装和运行等方面都有特殊要求,以达到低温液体输送目的。低温液体泵可分为往复式和 离心式两种。
三、生产中常见故障分析及预防措施
(-)氮水预冷系统故障分析及预防措施
氮水预冷系统常见的故障有填料环破碎与结块、喷头堵塞、空冷塔出口带水、水冷塔 顶部喷水等。开车时很容易发生此类事故。在开车时空冷塔出口向水冷塔导气过快,冷态 开车时向冷箱导气过快,塔内低温液体蒸发过快使上塔压力上升过快,都会使塔内填料环 受气流冲击影响而破碎或发生水冷塔顶部喷水事故。填料环破碎将会使塔内阻力升高。
预防措施:在操作时导气速度缓慢进行,可以预防喷水及填料环破碎现象。要提高水 质,减少水中污垢。
(二)空冷塔出口带水故障分析及预防措施
1.主要原因
(1)空冷塔液面过高,达到空气人口高度而大量带水。
(2)水质不好,使填料结块,气体流道变窄,从而使气流流速增大,把水分带出空 冷塔。
(3)冷冻水或冷却水量过大,冷却水中泡沫多,致使塔出口丝网除沫器负荷大而无 法清除。
(4)由于开关阀门过快等原因使空冷塔压力降低,引起气流过大而联锁未投用或联 锁未动作。
(5)丝网除沫器除水效果不好或游离水回水管堵塞阀门未开。
(6)空冷塔冷却效果不好,使塔出口温度太高,增加了饱和水含量。
空冷塔出口大量带水,将会使空气纯化器吸附负荷变大或分子筛失效等,空气纯化器 出口将有大量水分、二氧化碳及碳氢化合物等未被吸附就带入冷箱内,在换热器热端冷凝 成冰堵塞换热器通道,甚至将换热器冻裂等;碳氢化合物进入塔内影响空分设备安全运
•285 •
» 安全生产专业实务 金属冶炼安全
行;干冰粒进入主冷后相互摩擦产生静电荷,可能导致主冷发生爆炸事故。
2.预防措施
(1)空冷塔启动时,应先导气,待压力达到设定值时再启水泵;停车时,应先停水 泵再停气降压。空冷塔启动后及早将各联锁投用,使其能够及时发现问题。
(2)进空冷塔的水量要严格控制在设计范围之内,不要随意加大进水量,防止因为 空冷塔变负荷能力不足带水。
(3)系统导气加负荷开关阀门时要缓慢进行,不可因开关阀门引起压力波动使空冷 塔出口带水。
(4)注意观察空冷塔出口压力和塔内水位变化,如超过设定值而自动阀未能及时调 节或保护联锁未动作,应及时调节或作紧急停车处理。
(5)经常检查空气纯化器下部管道的最低处排放导淋阀门,使空气纯化器析出的水 能够经常排放。
(三)空气纯化系统常见故障分析及预防措施
(1)空气纯化器一般采用活性氧化铝-分子筛双层床结构。分子筛被油类、燈类污 染后不能解吸,也称中毒。分子筛中毒的原因主要是空气压缩机由于密封不好,使润滑油 进入气缸,压缩空气过程中油分就随空气带入系统。
预防措施:保证压缩机密封气压力及流量,防止由于压力、流量低而使润滑油进入 气缸。
(2)由于泄压、充压或系统导气时开关阀太快,造成空气纯化器中分子筛受气流冲 击而破碎粉化。分子筛粉化将使其吸附效果下降,阻力增加,通过气量下降;粉末带进后 堵塞阀门或换热器通道及分窗塔塔板筛孔,影响系统正常运行。
预防措施:在空气纯化器进行切换使用时,阀门不能开关过快;系统导气时,不可造 成系统压力降低波动过大,引起气流速度过大冲击分子筛,使分子筛粉化。空气纯化器在 正常生产中应保证加热、冷吹的时间,保证气量的稳定,避免泄漏。
(四)主换热器故障分析及预防措施
(1)热端温差过大。热端温差过大将会使系统冷损增加,主冷液位不能保持,膨胀 机负荷增大。
(2)换热器阻力增加进气量减少,将会使塔内精馆工况破坏,造成产品质量、产量 下降。阻力增加堵塞严重时,主换热器将会被冰块胀裂引起泄漏等恶性事故。
预防措施:引起阻力增加的原因是空气净化不干净,里面含水或二氧化碳超标,再就 是空气中带有分子筛粉末。应对空气纯化系统的运行状况进行监测,确保加热时间和 温度。
(五)精情塔故障分析及预防措施
(I)塔内产生液泛或液悬。原因是塔板上的液体难于沿溢流斗流下,造成溢流斗内 液面升高,液体无法下流。发生液泛往往是阀门动作过猛或在运转周期已很长时发生。因 此,开关阀门时要细心、缓慢地操作。
(2)主冷泄漏。产生泄漏的原因有以下3个方面:
①管子因振动碰撞磨漏。
• 286 •
第八章冶金企业常用气体生产与使用安全技术《
②管内积水冻裂,当加温不彻底水冻结成冰,体积膨胀,就有可能将小管冻裂。
③主冷轻微地局部爆炸。
主冷严重泄漏时,压力较高的氮气大量漏入低压氧侧,使压力和产品纯度发生变化, 直至无法正常生产而停车。
预防措施:正常操作时,应避免进行大幅度的调整引起气流冲击;在系统加温解冻时 要加温彻底;注意空气纯化器的工作状况,保持主冷工况正常,经常排放液氧,避免主冷 内碳氢化合物积聚而引发爆炸。
(六)透平式压缩机喘振故障分析及预防措施
喘振是透平式压缩机在流量减少到一定程度时所发生的一种非正常工况下的振动。喘 振对于离心式压缩机有着很严重的危害。离心式压缩机发生喘振时,典型现象包括:出口 压力急剧先升后降,呈周期性大幅波动;流量急剧下降,甚至出现空气倒灌至吸气管道; 机器产生强烈的振动,同时发出异常的气流噪声。
预防措施:为了防止喘振发生,离心式压缩机都设有防喘振的自动放散阀,一旦出口 压力过高,压缩机接近喘振区或发生喘振时,该阀应自动打开。如未自动打开,应及时手 动打开。要经常检查和保养自动放散阀,使之灵活有效。
(七)低温液体泵常见的故障分析及预防措施
1.常见故障
(1)泵不能启动或启动后不排液。
(2)泵发生振动及噪声。
(3)外露中间座结霜。
(4)电机电流超过额定值。
2.预防措施
(1)离心式液体泵的气堵和气蚀现象。降低泵的安装高度,以提高泵的进口压力。 加强液氧管路的保冷,以防液氧因吸收热量造成温度升高而汽化。不应让液氧泵在空转状 态运转时间过长。如发生气蚀现象,应立即进行排气,直至停泵处理,以确保液氧泵 安全。
(2)液氧泵、液氮泵最常见的故障是密封处泄漏。对于机械密封的结构,提高密封 面的研磨质量、泵轴及波纹管的装配质量是关键。减少泄漏点,做好裸露部分的保温 工作。
四、危险有害因素分析
(一)机械伤害
机械伤害事故是机械设备运转时造成人员伤害的主要事故类型。空分装置设备(空 气压缩机、空气增压机、氧气压缩机、氮气压缩机、膨胀机、水泵、低温液体泵等)如 果机械转动部件外露,防护措施和必要的安全防护装置不完善,可能使操作人员的头发、 服饰等缠绕其上而造成人身伤害。
(二)爆炸和火灾
空分装置发生的容器爆炸主要有空分塔冷凝蒸发器爆炸、氧气压缩机爆炸、罐体或管
• 287 •
» 安全生产专业实务 金属冶炼安全
道爆炸等,其中以空分塔冷凝蒸发器爆炸所造成的损失最为严重。
在低温下储存的液氧、液氮、液気遇热发生汽化膨胀,由于压力急剧上升,可引起设 备、管道因超压而产生物理爆炸。液氧常温下会急剧蒸发,体积可扩大800倍。在空分装 置运行过程中,当发生设备机械故障或误操作时会造成设备超压而发生爆炸事故。装置中 碳氢化合物积聚,带油、断水温度升高也会引起爆炸。
(三)高处坠落
空分装置冷箱很高,一般都高达40 ~50 m。空分装置许多设备如空气冷却塔、水冷 却塔、透平膨胀机组、氧气压缩机组等,其巡检处均高于2m (含2m),工人作业或巡检 需要沿着不同的运转层,经过不同高度的平台和钢梯,存在着高处坠落危险。
(四)中毒和窒息
氧中毒:尽管适当吸氧能提高人体细胞新陈代谢能力、增强人体免疫力,但长期吸入 高浓度氧气会发生肺泡表面活性物质减少,引发肺泡内渗液,出现肺水肿,出现头昏、面 色苍白、心跳加快等诸多问题。更为严重的是,氧中毒不容易被觉察,往往在2 ~3天后 才会发生临床症状,此时再进行抢救往往容易贻误时机。
窒息:氮气、気气是无色、无味、无毒的不可燃气体。空气中氮、儘含量增高时,就 减少了其中的氧含量,使人呼吸困难。若吸入纯氮气或纯氨气时,将造成严重缺氧而窒息 甚至死亡。值得重视的是,氨气的密度(1.784 kg∕m3)大于空气的密度(1.29kg/m3), 因此氨气容易积聚在不通风房间的下方,比氮气更容易导致人员窒息。
因珠光砂而导致的事故较多。珠光砂是密度很小的颗粒,易飞扬,侵入人体五官会刺 激喉头和眼睛,甚至经呼吸道吸入肺部,引起咳嗽。由于珠光砂的流动性很好,人落入珠 光砂层内会被淹没窒息。在空分冷箱检修排泄珠光砂时易发生喷砂事故,造成人员伤亡、 设备损坏,其主要原因是空分塔内管道、容器泄漏,特别是低温液体的泄漏,使珠光 砂中贮存了液体,严重时造成冷箱爆炸。扒砂未经彻底加温、汽化就进行,卸砂时温 度升高,流动速度很快,产生摩擦静电,导致液体急剧膨胀,气压升高,使得珠光砂 大量喷出。
(五)触电
厂区内的电气设备、电缆及配电装置随处可见,可能由于电气设施、电气设备因防火 防爆、防水防潮、安全保护设施不完善,电缆敷设不合理等而造成人体触电事故。另夕卜, 防雷接地措施不完善也会发生雷击伤害事故。
(六)高、低温伤害
大型转动设备长期运转会形成设备内部及表面的高温,人体接触后会造成烫伤。
低温环境会导致体温降低而引起冻伤,严重时甚至导致死亡。低温作业人员受低温环 境影响,操作功能随温度的下降而明显下降。人体裸露表面承受780 kJ/(π? ∙ h)的冷 量,在IoOS内就会出现表面组织冻结。低温冻伤轻则皮肤形成水泡、红肿且疼痛,重则 将冻坏内部组织和骨关节。空分装置生产的液氧等产品为低温液体,如果输送这些产品的 管道、液体泵、阀门及贮罐等设备密封不严,设备产生裂纹或破碎将发生泄漏,一旦喷洒 到操作人员的身体上,由于它们的沸点非常低,加之汽化时要吸收大量的热量,会造成人 体冷冻伤害。如果落入眼内,将造成眼损伤。
• 288 -
第八章冶金企业常用气体生产与使用安全技术«
(七)噪声伤害
空分装置的噪声主要来自高速运转的压缩机和气体排放口。噪声的频谱特性与压缩机 的种类和转速、管道的布置、阀门的结构形式和开启度、气体排放的压力及流速等因素有 关。放空管应按规定设置。
五、重点区域、重点环节安全控制措施
(-)氮气、氫气区域安全控制措施
(1)有氮气存在的设备、容器,人员出入口处应设置清晰醒目的安全标识。
(2)有氮气放散或可能泄漏的区域存在着氮气窒息危险。要防止氮含量的局部升高, 发现区域内氧含量降低,必须清楚标记、发出警示并强制通风。
(3)检修人员进入原盛装液氮和气氮的有限空间工作前,必须用新鲜空气置换并检 测合格后才能进入。在容器内停留期间,应连续强制通风并随时检测容器内氧含量。在容 器外必须有专人监护。工作人员应有两人以上组成小组,轮流进行作业。检修时,应有人 监护,对氮气阀门设专人看管。必要时佩戴空气呼吸器。
(4)使用氮气的实验室、化验室等应保持良好的通风,配备具有声光报警功能的氧 含量报警器,具备强制通风措施并在入口处设置醒目的安全标识。
(二)低温容器、低温液体安全控制措施
(1)低温容器是压力容器,要按照国家相关规定进行压力容器检验,防止发生泄漏 等事故。低温容器材质应选择耐低温材料,如不锈钢、铝镁合金、铜和铜合金;运行时还 要防止低温容器的热应力破坏。在管路连接上,需要设置温度补偿器,否则会发生设备脆 性断裂。
(2)低温液体储槽应设有液位计、温度计、压力表及高液位报警设施,还应设有超 压及真空泄放装置。防止由于液体迅速汽化而造成的超压。低温液体储槽的最大充装量为 几何容积的95%,严禁过量充装。液体储存系统设置的中、高压液体泵与汽化器间应设 安全保护联锁装置。低温液体储槽的压力表、安全阀要定期校验。安全阀冻结时应及时解 冻,储槽带压贮存时要有专人监视,严禁超压运行。低温液体储槽有液体时,禁止动火检 修,必须排尽液体后,加温至常温才能从事检修作业。
(3)在操作、检修盛有低温液体的管道、阀门或容器时,不要直接接触低温物体, 应正确使用防护用品,防止液体灌入冻坏机体和皮肤。
(4)操作人员应经专业培训,考试合格才能上岗。不得穿戴化纤等能产生静电的服 装,鞋子不得带铁钉。
(三)低温液体贮运安全控制措施
(1)液化气体只能装入专用的容器中,用专用的颜色标明容器用途并作标记。
(2)安全装置,安全附件灵敏可靠。 .
(3)禁止随意排、倒低温液体。排放时要有隔离措施,禁止行人、车辆通行。液氧 排放区域严禁明火。
(四)检修氮水预冷系统安全控制措施
氮水预冷系统的检修,最需注意的是防止氮气窒息事故发生。检修时,往往同时对装
•289 •
»安全生产专业实务金属冶炼安全
置用氮气进行加温,而加温的氮气常会通过污氮三通阀窜入冷却塔内,造成塔内氮浓度过 高。因此,在对装置进行加温前,要把空冷塔、水冷塔用盲板与装置隔离开;要分析、检 测空冷塔、水冷塔内的氧含量。当氧含量在合格区间时才允许检修人员进入;若在氧含量 低于19.5%的区域内工作,则必须戴好正压式空气呼吸器或软管面具等隔离式呼吸保护 器具,并有专人监护。
(五)低温液体汽化器安全控制措施
(1)设置低温液体出汽化器的低温控制联锁装置。将气体出口温度控制在5 ~ 30七。 当出口温度低于OK时,自动切断液体泵,中止液体进入汽化器。不带液体泵的汽化器则 发出声光报警。
(2)设置水温控制联锁装置。控制水温在40 ~60工。当水温低于30霓时,自动切断 液体泵,中止液体进入汽化器。
(3)设置气体出口压力控制联锁装置。将压力控制在设定值。当出口气体压力高于 设定值时,会发出声光报警;压力继续升高则会自动切断液体泵,中止液体进入汽化器。
(4)在液体泵两头设有截止阀的部位应装设安全阀和放空阀,以确保不因误操作而 引发事故。
(5)汽化器配套的压力表、安全阀应定期校验。
(6)用水浴加热的汽化器,使用前必须先将水槽的水充满,并加热到40 ~60七后才 能供入液体。在停汽化器前,则应先切断输液阀,热后再切断加热电源。汽化过程中应经 常注意水位,及时补充水量。
(7)工作过程中由于流量的改变,会影响汽化后的温度,所以要及时调整水温。
(8)若发生水温降至30(以下,应检查电热管是否损坏。必要时应减少输出流量, 确保汽化后的温度。汽化器至充装的管道发现结冰或结霜时应停止充装。
(六)珠光砂作业安全控制措施
(1)作业人员应经过专业培训,熟练掌握并严格执行操作规程和发生事故时的应急 处置、安全撤离措施。
(2)作业人员应戴好披风帽、口罩或防毒面具、避风镜,穿好工作服、防护鞋等劳 动防护用品。
(3)对装卸珠光砂场地应采取隔离措施,设明显警示标志,无关人员不得入内。
(4)搭设好脚手架,按冷箱人孔自下而上装填珠光砂,并在冷箱顶部人孔及装料位 置安装安全铁栅,防止人员跌入或整袋珠光砂掉落。
(5)拆卸大方形人孔盖板,应先卸掉盖板下部螺栓,松开上部螺栓后,将盖板底部 缓慢移开,视珠光砂流出量的大小决定盖板移开的角度。
(6)冷箱内应保有0.02 MPa压力并有人监护,发现压力下降或塔内有明显珠光砂喷 出现象,应停止装填珠光砂,查明原因、消除隐患后再装填。
(7)冷箱内的珠光砂长期处于低温状态,在扒珠光砂时应采取防冻措施。
(8)有条件的企业应尽可能采用机械输送自动装卸珠光砂。
(七)氧气管道安全控制措施
(1)氧气管道宜架空敷设。氧气管道宜沿生产氧气或使用氧气的建筑物构件上敷设。
• 290-
第八章冶金企业常用气体生产与使用安全技术《
(2)氧气管道不应穿过生活间、办公室,不宜穿过不使用氧气的房间,若必须穿过 时,则该房间内应采取防止氧气泄漏等措施。
(3)出氧气厂(站、车间)边界阀门后,氧气干管送往一个系统支管阀门后,进车 间阀门后,调节阀组前,以及调节阀前、后的氧气管道应设阻火铜管段。
(4)架空氧气管道、管架与熔融金属地点和明火地点等之间的最小净距不应小于 10 m。明火及油污不应靠近氧气管道及阀门。
(5)氧气管道必须通过高温区域时,应在该管段增设隔热设施,管壁温度不应超过 70七。
(6)氧气管道与乙焕、氢气管道共架敷设时,应设在乙快、氢气管道的下方或支架 两侧;与油质、有可能泄漏腐蚀性介质的管道共架敷设时,应设在该类管道的上方或支架 两侧。
(7)氧气管道与可燃气体管道共架平行敷设时,阀门应相互错开一定距离。
(8)氧气管道不应与可燃气体管道(不含乙焕)、油质管道、腐蚀性介质管道、电缆 线同沟敷设,且氧气管道地沟不应与该类管线地沟相通。
(9)氧气(包括液氧)设备、管道、阀门上的法兰连接和螺纹连接处,应采用金属 导线跨接,其跨接电阻应小于0.03,C。架空氧气管道应在管道分岔处、与电力架空电缆 的交叉处、无分岔管道每隔80 ~ IOOm处及进出装置或设施等处,设置防雷、防静电接地 措施。
(10)氧气管道的连接应采用焊接,但与设备、阀门连接处可采用法兰或螺纹。螺纹 连接处,应采用聚四氟乙烯薄膜作为填料,不应用涂铅红的麻、棉丝或其他含油脂的 材料。
(11)氧气管道的阀门应选用专用氧气阀门,工作压力大于0. 1 MPa的氧气管道,不 应采用闸阀;公称压力大于或等于LoMPa,且公称直径大于或等于15Omm 口径的手动 氧气阀门,宜选用带旁通的阀门。
.(12)经常操作的公称压力大于或等于LO MPa,且公称直径大于或等于15Omm 口径 的氧气阀门,宜采用气动遥控阀门。
(13)氧气管道的弯头、三通不应与阀门出口直接连接。调节阀组、干管阀门、供一 个系统的支管阀门、车间入口阀门,其出口侧的管道宜有长度不小于5倍管道公称直径且 不小于1.5 m的直管段。
(14)供切焊用氧气支管与切焊工具或设备用软管连接时,供氧阀门及切断阀应设在 用不燃烧体材料制作的保护箱内。
(15)当氧气调节阀组设置独立阀门室或防护墙时,手动阀门的阀杆宜伸出防护墙外 操作。若不单独设置阀门室或防护墙时,氧气调节阀前后8倍调节阀公称直径的范围内, 应采用铜合金(含铝铜合金除外)或線基合金材质管道。
(16)氧气调节阀前应设置可定期清洗的过滤器。氧气过滤器壳体应用不锈钢或铜及 铜合金,过滤器内件应用铜及铜合金。滤网除满足过滤功能外,并应有足够的强度以防滤 网碎裂。滤网宜优先选用鎳铜合金材质,其次为铜合金(含铝铜合金除外)材质,网孔 尺寸宜为0.16 ~0. 25 mm (60 ~80 目)。
• 291 •
A安全生产专业实务金属冶炼安全
(八)其他重点控制措施
(1)为防止触电事故发生,应选择合格的电气设备设施,规范安装,保证安全距离 并应可靠接地,安装过压、过载、防触电、漏电保护设施,设明显警示标志,采取防雨、 防潮保护措施。
(2)氧气压缩机、液氧泵、冷箱内设备、氧气及液氧储罐、氧气管道和阀门、与氧 接触的仪表、工机具、检修氧气设备人员的防护用品等,不应被油脂污染。
(3)应定期化验空分装置液氧中的乙焕、其他碳氢化合物和油脂等有害杂质的含量。 大、中型制氧机液氧中乙快含量不应超过Q∙1 XK)-6,小型制氧机液氧中乙快含量不应超 过1.0 ×10^6,超过时应排放。大、中型制氧机液氧中碳氢化合物总含量不应超过IOOX IO-6,超过时应排放。大型空分降膜式主冷应对氧化亚氮进行监控。
(4)当低温液体贮罐出现外筒体大面积结霜时,应立即停用,排液加温至常温,可 靠切断贮罐与外部连接的管道,进行查漏。
(5)作业区域应采取防高空坠落措施并设明显警示标志。
(6)工作现场应设置氧气浓度报警器和强制通风设施。
(7)为避免被液空、液氧、液氮、液氫等低温液体冻伤,相关设备及管道应设置保 温层,现场作业人员应配备使用防冻伤劳动防护用品,采取可靠防护措施,现场设明显警 TK标志。
(8)现场作业人员要佩戴好防噪声耳塞或耳罩等防护用具。
第三节氢气生产安全技术
一、氢气制取工艺流程
(-)电解法制取氢气工艺流程
图8 -4所示为电解法制取氢气工艺流程:将交流电源通过可控硅原件转化为直流电, 提供可靠的电源保证。电解槽内18%的氢氧化钾(又称碱液)和82%的水混合介质通过 正、负电极的作用,在正极产生氧气,负极产生氢气。电解产生的气体进入收集室回收。 气体经过和水进行交换后把碱液洗涤掉,在分离室内完成氢气和水分离,获得氢气和氧 气。气体再分别进入均压洗涤容器内积攒到一定量且分析氢气纯度符合要求收入氢气储罐 中储存。当氢气储罐达到0∙2 MPa以上就可启动氢气压缩机(水环式氢气压缩机)送至 用户使用。收集的氧气达到一定的量时就可送往用户使用或直接放空。
(二)天然气蒸汽转化法制取氢气工艺流程
图8 - 5所示为天然气蒸汽转化法制取氢气工艺流程:原料天然气经过压缩机加压配 人3% ~5%的氢气进入转化炉,预加热到400七,在炉子内进行加氢反应把有机硫转化 为硫化氢。进入氧化锌触媒炉内脱除硫化氢。然后混入中压的蒸汽使水与碳的比值为1 : 3.5,进入转化炉经过两次加热使最终温度达到800 cC ,天然气与蒸汽发生转化反应,甲 烷含量为5%左右,进入蒸汽蒸发器。最后气体进入中温变换反应器,经过冷却降温,完 成气和水的分离。气体进入变压吸附系统获得纯氢气,经过减压后送入管道至用户,也可
•292 •
冷却器
第八章冶金企业常用气体生产与使用安全技术《
放空
高位水箱


氢气罐
蒸汽(I=I) 冷却器' i~T=ij
冷却器C^^)
气体分离1^^1
气体洗涤n□
均压洗涤
氢压、用户
蒸汽..
气体收集室∩^∏
+
天然气
返
氢
用户
氢气ʃ
PSA部分
C^^)冷却器
≡

电解槽
气体分离
气体洗涤
气体收集室
可控硅 电源
图8-4电解法制取氢气工艺流程
O-
天然气 压缩机

中变气 分水罐


加氢脱硫 反应器


蒸汽
转化炉
冷却器 中温变换
反应器嘰麗汽

图8-5天然气裂解法制取氢气工艺流程
∙293∙
» 安全生产专业实务 金属冶炼安全
经过减压后送入储罐进行储存待用。
二、氢气站选址及其他要求
氢气站选址除应遵循通用要求外,还要注意下述8个方面。
(1)氢气站、供氢站、氢气罐宜布置在全年最小频率风向的下风侧,并应远离有明 火或散发火花的地点。
(2)宜布置为独立建(构)筑物,且远离人员密集地段和主要交通要道邻近处。
(3)氢气站、供氢站和氢气罐区宜设高度不小于2.5 m的不燃烧体的实体围墙与四 周隔断,并设安全警戒标志。
(4)氢气站、供氢站、氢气罐与建(构)筑物的防火间距应符合《氢气站设计规 范》(GB 50177)的有关规定。
(5)氢气罐或罐区之间的防火间距应符合下列规定:
①湿式氢气罐之间的防火间距,不应小于相邻较大罐(罐径较大者,下同)的半径。
②卧式氢气罐之间的防火间距,不应小于相邻较大罐直径的2/3;立式罐之间、球形 罐之间的防火间距,不应小于相邻较大罐的直径。
③卧式、立式、球形氢气罐与湿式氢气罐之间的防火间距,应按其中较大者确定。
④一组卧式或立式或球形氢气罐的总容积,不应超过3000Om3。组与组的防火间距, 卧式氢气罐不应小于相邻较大罐长度的一半;立式、球形氢气罐不应小于相邻较大罐的直 径,并不应小于Io m。
(6)氢气压缩机安全保护装置的设置应符合下列规定:
①压缩机出口与第一个切断阀之间应设安全阀。
②压缩机进、出口应设高低压报警和超限停机装置。
③润滑油系统应设油压过低或油温过高的报警装置。
④压缩机的冷却水系统应设温度或压力报警和停机装置。
⑤压缩机进、出口管路应设有置换吹扫口。
(7)氢气站、供氢站的氢气罐安全设施的设置应符合下列规定:
①应设有安全泄压装置,如安全阀等。
②氢气罐顶部最高点应设氢气放空管。
③应设压力测量仪表。
④应设含氧量小于0. 5%的氮气吹扫置换设施。
(8)氢气站应按外销氢气量选择氢气灌装方式。氢气灌装系统的设置应符合下列 规定:
①应设有超压泄放用安全阀。
②应设有氢气回流阀,氢气回流至氢气压缩机前管路或氢气缓冲罐。
③应设有分组切断阀、压力显示仪表。
④应设有吹扫放空阀,放空管应接至室外安全处。
⑤应设有气瓶内余气及含氧量测试仪表。
• 294 •
第八章 冶金企业常用气体生产与使用安全技术 «
三、制氢装置的主要设备
(一)制氢转化炉
制氢转化炉是制氢装置的核心设备,设有数根转化管,原料混合气在装有催化剂的转 化管内进行蒸汽转化反应,得到H2、CO、CO2、未反应的CH4和水为主要组分的转化气。 它在高温、高压、临氢状态(临氢条件是指介质含有氢气的一种状态,温度>250七,氢 分压>1.4MPa)下操作,对炉管材质及结构有严格要求。有3种炉型:一是侧烧炉,二 是顶烧炉,三是阶梯式转化炉。
(二)PSA吸附塔
PSA吸附塔是对气体混合物进行提纯的工艺装置。该工艺是以多孔性固体物质(吸 附剂)内部表面对气体分子的物理吸附为基础,在两种压力状态之间工作的可逆的物理 吸附过程。它是根据混合气体中杂质组分在高压下具有较大的吸附能力的原理,在高压下 增加杂质分压以便将其尽量多地吸附于吸附剂上,从而得到高纯度的产品,简称PSA。
(三)废热锅炉
废热锅炉即利用废热来产生蒸汽的设备。制氢装置中的废热锅炉系统通常指产生工艺 蒸汽的诸多设备,主要由转化气废热锅炉、设在转化炉对流段的烟气废热锅炉和中变气废 热锅炉,还有它们共用的上汽包和蒸汽过热器等组成。
(四)电解槽
电解槽是通过电解水产生氧气和氢气的设备,有碱液参与电解过程加强电解速度。
(五)氢气收集室、气体分离室
氢气收集室、气体分离室是为获取较高质量和相对数量的氢气而设置的过程控制单元。
(六)氢气储罐
氢气储罐是储存纯度合格的氢气,为使用提供稳定气源的压力容器。按照《危险化 学品重大危险源辨识》(GB 18218)的有关规定,氢气数量等于或超过5 t就构成重大危险 源,相关单位要依据有关规定强化辨识、评估、登记建档、备案等日常安全管理工作。
(七)活塞式天然气压缩机
当活塞式天然气压缩机的曲轴旋转时,通过连杆的传动,活塞便做往复运动,由气缸 内壁、气缸盖和活塞顶面所构成的工作容积则会发生周期性变化。活塞式天然气压缩机的 活塞从气缸盖处开始运动时,气缸内的工作容积逐渐增大,这时,气体即沿着进气管,推 开进气阀而进入气缸,直到工作容积变到最大时为止,进气阀关闭;活塞式天然气压缩机 的活塞反向运动时,气缸内工作容积缩小,气体压力升高,当气缸内压力达到并略高于排 气压力时,排气阀打开,气体排出气缸,直到活塞运动到极限位置为止,排气阀关闭。当 活塞式压缩机的活塞再次反向运动时,上述过程重复出现,从而实现天然气压力的升高。
(ʌ)加氢脱硫反应器
加氢脱硫反应器是通过化学反应将原料中含硫化合物进行氢解,转化成相应的長和硫 化氢,进而将硫原子脱除。
(九)氢气压缩机
氢气压缩机是用来提高氢气压力和输送氢气的设备。
• 295 •
»安全生产专业实务金属冶炼安全
四、氢气生产常见故障分析与预防措施
(一)故障分析
(1)氢气是极强的还原气体,生产设备、管路和阀门等开关不到位会造成泄漏。
(2)电解槽生产制氢工艺中,由于正负极由小室组成,碱液具有强腐蚀性,如导致 极间隔膜的击穿就会造成氧气和氢气的混合,形成爆炸性气体。
(3)天然气原料气体和氢气都是可燃气体,进入生产区域的人员要导除身上的静电。 开关阀门要缓慢,使气体在管道内匀速流动,防止阀前和阀后压差过大造成静电积累引发 燃爆事故。
(4)生产工艺中会有硫化氢产出,脱硫工艺应严细操作,防止因设备腐蚀严重造成 泄漏。
(5)设备操作与检修严禁使用产生火花的工器具,设备和管路首次投入使用应采用 氮气置换,控制含氧量小于O- 5% o
(6)设备的放空口应引至室外且高于建筑物顶部Im以上,放空管路上设置阻火器。 采用集中放散时,应有效防止气体倒回和相互影响。
(二)预防措施
(1)在室内的生产设备上方要安装氢气监测报警器,设置强制通风。
(2)加强电解槽小室电压的测量,防止极板被击穿。
(3)与生产无关的人员严禁进入生产区域。入口设置导除人体静电设施并按规定 使用。
(4)定期对设备进行维护和检修,加强气体分析。
(5)操作区域内配置专用工具且由专人监管。
(6)缓慢操作放空阀,禁止高压向低压端倒气。
五、重点危险有害因素分析及安全控制措施
(一)氢气
氢气的爆炸极限是4.1% -74. 2% (体积浓度),极易发生爆炸事故。氢气的点火能 极低,发生泄漏后最明显的特征就是着火。针对上述情况,必须采取下列安全控制 措施:
(1)氢气站内严禁烟火,制氢间内不准放置易燃易爆物品。周围应设置明显的“严 禁烟火”警示标识。不准穿带钉鞋和化纤或其他产生静电的衣、帽等进入生产、使用氢 气的现场。氢气站内严禁使用非防爆通信设备。氢气站严禁使用明火和电热散热器取暖。
(2)氢气站、供氢站的防雷分类不应低于第二类防雷建筑。其防雷设施应防直击雷、 防雷电感应和防雷电波侵入。氢气站、供氢站内的设备、管道、构架、电缆金属外皮、钢 屋架和突出屋面的放空管、风管等应接到防雷电感应接地装置上。管道法兰、阀门等连接 处应采用金属线跨接。
(3)氢气站内所有电器必须符合《爆炸危险环境电力装置设计规范》(GB 50058)的 有关规定,并应有良好的绝缘保护。
•296 •
第八章冶金企业常用气体生产与使用安全技术《
(4)每天至少应测量一次电解槽的极间电压并应符合有关规定。电解槽运行时,严 禁用导体材料制作的工具直接接触电解槽或其他电气设备。电解槽周围地面应铺设绝缘 胶板。
(5)制氢设备、管道、容器上的安全水封及阻火器等安全装置,应完好、灵敏、 可靠,并应定期检查。氢气洗涤器出口,以及湿式氢气储罐出口和进口等均应设置 水封。
(6)应采用灵敏、可靠的自动控制系统,保持氢氧分离器及洗涤器的压力平衡,最 大压差不应超过规定值。
(7)制氢系统开车前,必须用氮气置换系统内的空气,并经化验合格,认真检查电 极的接线是否正确,对地电阻应大于1MC。
(8)对重要运行参数的监控,宜设置报警、停车联锁保护装置。操作人员应执行巡 回检查制度,发现异常情况及时处理。
(9)宜设置氧中氢含量和氢中氧含量在线检测装置。当未设置在线检测装置时,应 每小时分析一次氢气、氧气纯度,保证氢气纯度和氧气纯度均不低于99.5%。当氢气 纯度小于98%时应采取措施。处理不好,应立即停止运行,排除故障后方可重新投入 运行。
(10)氢气管道宜架空敷设。在氢气管道低点处设排水装置。在管道最高点处应设放 散管,并在管口处设阻火器。
(H)严禁氢气管道穿过不使用氢气的房间。氢气管道安装后,应进行压力试验、气 密性试验和泄漏量试验,试验介质和试验压力应符合《氢气站设计规范》(GB 50177)的 有关规定。
(12)新安装和停产检修后再投入生产的氢气管道应吹扫处理后,方可投入使用。送 氢气前应先用纯氮气吹扫管道、容器内的空气,再用氢气置换氮气后,方可投入正常生产 运行。
(13)氢气管道及储罐的接地应良好,法兰连接应设导体跨接,其跨接电阻不大于 0. 03 ∩o
(14)氢气使用时,严禁与空气、氧气等气体混合而形成爆炸气体。
(15)氢气所用的仪表及阀门等零部件的密封必须良好,并定期检查,发现漏点应及 时处理。
(16)室内氢气易泄漏和积聚处,应设置浓度报警装置。
(17)氢气系统应设氮气置换吹扫接头,使用时用软管与氮气管道连接,用毕 拆除。
(18)接触氢气的阀门不应采用铜和铜合金材料。
(二)锅炉
锅炉爆炸时破坏性极大,后果严重。爆炸时,高压力的蒸汽、水在很短时间内突降至 大气压力,体积膨胀70 ~ 100倍,释放出巨大能量,形成的冲击波直接伤人毁物;同时高 温水、蒸汽扩散会发生烫伤或窒息,而停产停电也会造成其他间接损失。针对上述情况, 必须采取下列安全控制措施: ■
• 297 •
»安全生产专业实务金属冶炼安全
(1)防止超压措施。合理设置、定期调校、正确维护安全阀、压力表、水位表。
(2)防止过热措施。合理设置、监视、维修、冲洗水位表,防止缺水,防止结垢和 异物、油脂进入锅筒。
(3)防止腐蚀措施。水质指标应符合国家有关技术法规、标准,加强维修保养。
(4)防止槽裂措施。不骤冷骤热,减少交变应力,检查易起槽部位,及时修理。
(5)防止水击措施。注意汽水系统的疏水,保持水位稳定,无水位异常情况。
(6)加强设计审查、制造监检和修理、改造的审批工作,消除事故隐患。
(三)天然气
天然气是一种易燃易爆气体,比空气轻,如发生泄漏能迅速扩散,并可能引起燃烧和 爆炸。针对上述情况,必须采取下列安全控制措施:
(1)在天然气设备设施上抽堵盲板、动火作业,必须办理审批。
(2)进行天然气设备设施的检修作业,作业前必须进行检测,合格后方可作业。
(3)对新建、改建、扩建或大修后的天然气设备在投产前必须进行气密性试验,合 格后方可投产。
(4)定期对天然气场所进行天然气含量检测,发现超标及时处理。
(四)硫化氢
硫化氢气体化学性质不稳定,在空气中容易爆炸,爆炸极限为4. 3% ~45.5%。同 时,硫化氢是一种神经毒剂,亦为窒息性和刺激性气体,其毒作用的主要靶器是中枢神经 系统和呼吸系统,亦可伴有心脏等多器官损害,对毒作用最敏感的组织是脑和黏膜接触部 位,长期摄入易引起慢性中毒,对脑部损害最大。针对上述情况,必须采取下列安全控制 措施: 注安免费Q群:628721411
(1)进行涉及硫化氢作业时,需佩戴防毒面具,有专人监护。老琳葡ɪ儉,863575556
(2)需要进入设备、容器进行检修作业时,需经过吹扫、置换、卡盲板、采样分析 合格后方可进行作业。
(3)涉及硫化氢的作业场所应安装固定式硫化氢检测报警器。
(4)对有硫化氢泄漏的地方要加强通风,防止硫化氢积聚。
第四节 气瓶充装安全技术
一、瓶装气体分类
气瓶充装就是将不同气体或气、液混合状态的介质通过设备加压充入包装物(气瓶) 的全过程。瓶装气体就是以压缩、液化、低温液化(深冷型)、溶解、吸附等方式装瓶储 运的气体。
《瓶装气体分类》(GB/T 16163)明确了瓶装气体的分类原则:临界温度低于或等于 -50七的气体为压缩气体。临界温度高于-50七的气体为液化气体,也是高压液化气体 和低压液化气体的统称。临界温度高于-50 CC且低于或等于65(的气体为高压液化气 体。临界温度高于65Κ的气体为低压液化气体。 "
• 298 •
第八章冶金企业常用气体生产与使用安全技术«
根据压缩气体的临界温度和在气瓶内的物理状态进行分类;按其化学性能、燃烧性、 毒性、腐蚀性进行分组;按FTSC编码标示每种气体的基本特性,以此作为分类依据,构 成系统的综合分类。
(1)第1类压缩气体和低温液化气体。
a组:不燃无毒气体和不燃有毒气体。
b组:可燃无毒气体和可燃有毒气体。
C组:低温液化气体(深冷型)。
a组和b组气体在正常环境温度(-40~60t,下同)下充装、贮运和使用过程中 均为气态。
C组气体在充装时及在绝热焊接气瓶中运输为深冷液体形式,在使用过程中是以液态 或液体汽化及常温气态使用。
(2)第2类液化气体。
①高压液化气体。
a组:不燃无毒气体和不燃有毒气体。 -
b组:可燃无毒气体和可燃有毒气体。
C组:易分解或聚合的可燃气体。
高压液化气体在正常环境温度下充装、贮运和使用过程中随着气体温度、压力的变 化,其状态也在气、液两态间变化,当此类气体在温度超过气体的临界温度时为气态。
②低压液化气体。
a组:不燃无毒气体和不燃有毒气体。
b组:可燃无毒气体和可燃有毒气体。
C组:易分解或聚合的可燃气体。
在充装、贮运和使用的过程中,正常环境温度均低于低压液化气体的临界温度。
(3)第3类溶解气体。
a组:易分解或聚合的可燃气体。
(4) FTSC编码:FTSC是由气体的燃烧性、毒性、状态和腐蚀性的英文词组中第一 个字母组成的缩写词。FTSC编码用4个数字按顺序组成,直接标示了每种气体的基本 特性。
编码的依据是下面4个基本特性:
①燃烧性--根据燃烧的潜在危险性,分为不燃(惰性)、助燃(氧化性)、可燃 (甲类、乙类)、自燃、强氧化性、分解或聚合6个类型。
②毒性--根据接触毒性的途径和毒性大小,按急性毒性吸入Ih,半数致死量浓度 LCSO分为无毒、毒、剧毒3个等级。
③状态——根据瓶内充装气体的状态和在20七环境温度时及瓶内压力的大小分为6 个类型。
④腐蚀性--根据气体不同的腐蚀性,分为无腐蚀、氢卤酸腐蚀、非氢卤酸腐蚀、 碱性腐蚀4个类型。
编码的含义见表8-3。
• 299 ■
»安全生产专业实务金属冶炼安全
表8-3 FTSC编码含义
F燃烧性(第一位数)
|
0 1 2 3 4 5 |
不燃(惰性)气体 助燃(氧化性)气体 ' 可燃气体: (1)可燃气体甲类--在空气中爆炸下限小于10%的可燃‘气体 (2)可燃气体乙类--在空气中爆炸下限大于或等于10%的可燃气体 自燃气体:在空气中自燃温度小于K)OClC的可燃气体 强氧化性气体 易分解或聚合的可燃气体 |
T毒性(第二位数)吸人半数致死量浓度ZGO/1 h
|
1 2 3 |
无毒上以> 5000 X 10-6 毒 200 X10 "6≤Z,C5o ≤5000 × 10 ^6 剧毒 ZZ⅛)W2(X)x10-6 |
S状态(第三位数)标识气瓶内气体的状态
|
1 2 3 4 5 6 |
低压液化气体 高压液化气体 溶解气体 压缩气体(1) 压缩气体(2),适用于氟、二氟化氧 低温液化气体(深冷型) |
C腐蚀性(第四位数)
|
0 1 2 3 |
无腐蚀性 酸性腐蚀,不形成氢卤酸的气体 碱性腐蚀 酸性腐蚀,形成氢卤酸的气体 |
(5)吸附气体:在压力下吸附于吸附剂中的气体。《瓶装气体分类》(GB/T 16163) 不适用于吸附气体。
二、充装站对气瓶的日常管理
充装站日常对气瓶实施管理的主要环节包括:气瓶的装卸运输、贮存保管和发送等。
(-)气瓶的装卸运输
装卸运输气瓶的单位必须严格遵守国家危险品运输相关规定及要求,建立完善相应安 全管理制度、应急预案,对气瓶的装卸人员、押运员和车辆驾驶人员都应进行相关的气体 知识培训教育,并应会使用消防器材、防毒面具等。
(I)熟知气体性质。在装卸运输前,应了解气体名称、性质和安全搬运注意事项, 备齐工器具,穿戴好相应防护用品。
(2)检查气瓶的气体产品合格证、警示标签是否与充装气体及气瓶标示的介质名称
• 300 •
第八章冶金企业常用气体生产与使用安全技术《
一致,要佩戴瓶帽、防震圈。运送要注意:
①轻装、轻卸。
②严禁抛、滑、滚、碰。
③严禁拖曳、随地平滚、顺坡横或竖滑下或用脚踢,严禁肩扛、背驮、怀抱、臂挟、 托举等。当人工将气瓶向高处举放或气瓶从高处落地时必须两人同时操作。
吊运气瓶应做到:
①将散装瓶装入集装箱内,固定好气瓶,用起重机械吊运。
②不得使用电磁起重机吊运气瓶。
③不得使用金属链绳捆绑后吊运气瓶。
④不得吊气瓶瓶帽吊运气瓶。
(3)严禁用叉车、翻斗车或铲车搬运气瓶。
(4)在气瓶运输车上,应注意:
①氧气瓶不可与可燃气体气瓶同车。
②气瓶立放时车厢高度应在瓶高的2/3以上;卧放时,瓶阀端应朝向一方,垛高不 得超过5层且不得超过车厢。
③运输气瓶的车上严禁烟火。
④夏季时气瓶要防晒。
(5)运输可燃性、助燃性永久气体的气瓶容量超过300 B?,毒性气体的气瓶容量超 过Ioom3,运输同类化学性质液化气体的气瓶容量分别是30OOkg或Ic)Ookg,必须有押运 人员押运。
(6)运输可燃性、助燃性或毒性气体气瓶的运输里程超过40Okm时,要有两名司机 轮换驾驶,防止疲劳驾驶。
(7)化学性质相抵触的气体(如氧气、氯气与氢气,乙烘和液化石油气)不得同车 运输,氧化或强氧化气体气瓶不允许和易燃品、油脂及沾有油脂的物品同车运输。
(8)严禁用自卸汽车、挂车或长途客运汽车运送气瓶,同时也不允许装运气瓶的货 车载客。
(9)运送气瓶的汽车应遵守公安交通部门有关危险品运输的相关规定,严禁在机关、 居民密集处、超市闹市区及学校等处停车。运输车停靠时,司机和押运员不得同时离开 车辆。
(10)司机、装卸工及押运员均应明确所运输的气体性质,安全注意事项和紧急处置 措施。
(二)气瓶的贮存保管
瓶装气体品种多,性质复杂,具有可燃性、腐蚀性、毒性、窒息性、氧化性等特点。 有的气瓶内压力高达30 MPa以上。气瓶在贮存过程中,经常发生事故,因此气瓶的贮存 场所应符合相关规范要求,管理人员应具备相关知识和技术业务素质,还应建立健全贮存 气瓶的各项规章制度和应急预案。
(1)气瓶瓶库的建设必须经安监、质监、环保、消防等政府部门的批准。气瓶的储 存必须有专用瓶库,应符合《建筑设计防火规范》(GB 50016)的有关规定。
• 301 •
»安全生产专业实务金属冶炼安全
(2)气瓶瓶库不得少于两个出口,屋顶应为轻型结构,应有足够的泄压面积、透明 的玻璃上应涂白漆,应有通风换气装置,地面平坦且不打滑,瓶库内不得有地沟、暗道, 严禁明火和其他热源;冬季集中供暖库房设计温度为10七,严禁采用煤炉、电热器取暖。 可燃、有毒、窒息性气体库房应有自动报警装置。
(3)气瓶入库应按照气体的性质、公称工作压力及空实瓶严格分类存放,应有明确 的标志。可燃气体的气瓶不可与氧化性气体气瓶同库储存;氢气不可与一氧化二氮、氨、 氯乙烷、环氧乙烷、乙焕等同库。
(4)气瓶的库房应与其他建筑物保持一定的距离,应为单层建筑,墙壁及屋顶的建 筑材料应为防火材料。
(5)应当遵循先入库先发出的原则。应设立明显的警示标识,如"禁止烟火”“当心 爆炸"等。
(6)库房应设有相应的灭火器材,库房周围严禁存放易燃易爆物品。库房内应设有 适当的通道。
(7)空瓶与实瓶应分开放置并有明显标志,毒性气体气瓶和瓶内气体相互接触能引 起燃烧、爆炸、产生毒物的,应分室存放并设置防毒用具。
(8)气瓶放置应整齐并佩戴瓶帽,立放时,应有防倾倒措施;横放时,头部朝向 一方。
(9)为便于气瓶的装卸,应设置装卸平台,宽度为2 m,高度为1.1 ~ 1.4 m。为减少 气瓶在搬运时的损伤,应设置防滑设施。
为防止气瓶混放,避免气瓶混淆,气瓶充装单位应设置待检气瓶区、待充气瓶区、实 瓶存放区、不合格气瓶存放区等,并应按气体性质分类存放。保证足够的防火安全距离。
(三)气瓶的发送
充装单位气瓶的出库、发送应有专人负责,建立气瓶出库安全管理制度。瓶库的账目 应准确,做到账物相符。
气瓶发送前应检查:安全附件是否齐全,不全的应补齐;气瓶警示标签是否齐全;气 瓶发送应随带气体质量证明或气体检验合格证。
气瓶发送前,充装单位应向使用单位或购买气瓶人员宣传相关的气体知识及气瓶常 识;应向相关人员讲解气瓶内气体的性质、安全防护知识及应急处理方法等。气瓶发送人 员应每天检查库存数量。发送气瓶要填写气瓶发放记录表,内容至少应包括:气体名称、 气瓶编号、入库日期、出库日期、领用单位、领用人签字、发送人员签字、备注等。
三、气瓶充装管理
气瓶充装管理应符合《气瓶安全技术规程》(TSG 23)和《压缩气体气瓶充装规定》 (GB/T 14194)的有关规定,并必须经过由特种设备安全监察机构批准,办理注册登记的 单位方准进行气瓶的充装工作。气瓶充装单位应有保证充装安全的管理体系、各项管理制 度,有熟悉气瓶充装安全技术的管理人员和经过专业培训的操作人员,有与所充装气体相 适应的场地、设施、装备和检测手段。
(一)气瓶充装前的准备
• 302-
第八章冶金企业常用气体生产与使用安全技术《
1.对充装气瓶的检查
气体充装前必须对气瓶逐只进行检查,防止所有不符合要求和规定的气瓶混入。要坚 决避免气瓶在充装、运输、贮存和使用过程中,由于混装、错装、改装,误用报废气瓶或 气瓶超期服役等原因而发生各种事故或者出现质量问题,保证气瓶在充装和使用过程中的 安全。《气瓶安全技术规程》(TSG 23)规定的检查内容如下:
(1)气瓶来历是否可靠。
(2)气瓶性能状况与所充装气体的一致性。
(3)气瓶的安全附件是否齐全、完好并且符合《气瓶安全技术规程》(TSG 23)的 要求。
(4)气瓶外表面是否符合相关要求。
(5)对于在检查中存在下列不符合项的气瓶禁止充装:
①不具有"气瓶制造许可证”的单位生产的。
②进口气瓶未经安全监察机构批准认可的。
③将要充装的气体与气瓶制造钢印标记中充装气体名称或化学分子式不一致的。
④警示标签上印有的瓶装气体名称及化学分子式与气瓶制造钢印标记中不一致的。
⑤将要充装的气瓶不是本充装站自有产权的,气瓶技术档案不在本充装单位的。
⑥原始标记不符合规定,或钢印标志模糊不清的、无法辨认的。
⑦颜色标记不符合.《气瓶颜色标志》(GB/T 7144)规定或者严重污损、脱落、难以 辨认的。
⑧气瓶使用超过年限的。
⑨超过检验期限的。
⑩安全附件不全、损坏或不符合规定的。
⑪氧气瓶或强氧化性气体气瓶瓶体或瓶阀沾有油脂的。
⑫氢气等可燃气体气瓶首次充装,事先未经氮气置换和抽真空的。
⑬气瓶生产国的政府已宣布报废的。
⑭经过改装的。
2.对残液、残气的处理
充装站应当有判别瓶内气体性质的仪器装置,有处理易燃、有毒介质残液、残气的设 施,并应做好记录。残液应进行酸碱中和处理后有效回收。残气的排放应在进行置换后 进行。
气瓶内易燃易爆气体严禁随时随地放散,充装站应设置专人、专用场地进行处理。
3.对不符合气体充装要求气瓶的处理
气瓶充装站应对气瓶的完好率负责。对气瓶进行逐只检查,发现不符合规范要求的气 瓶严禁充装并做好记录,送检验单位检验。发现外表面有明显缺陷的气瓶,如气瓶瓶体颜 色、色环、字色模糊或脱落应及时进行刷漆补色工作,充装站应设有专门场地进行相关 作业。
充装站在充装前、充装中和充装后都要强化对气瓶的逐只检查,发现气瓶无论是外表 面、安全附件和气瓶内的剩余气体不符合规定时,都应对气瓶做好标记,统一管理。充装
•303 •
»安全生产专业实务金属冶炼安全
站对气瓶应分库管理,包括空瓶区、实瓶区、待检区、不合格区(待处理)、充装作业区 等;不合格气瓶应设专人管理气瓶的入库和提用,并建立入库记录和台账,应标注不 合格气瓶的瓶号、介质、容积及不合格的项目、日期等内容,并应有入库和出库的确 认签字O
经检查不符合气体充装要求的气瓶,应按照以下原则进行处理:
(1)新投入使用、定期检验、更换瓶阀或因故放尽余气后首次充装的气瓶,除压缩 空气气瓶以外,均应按照规定对气瓶进行置换或抽真空处理。
(2)当气瓶无剩余压力或有不明剩余气体时,应按要求进行置换或抽真空处理。
(3)对于有残液出现的气瓶,应称量气瓶内残液积存量是否超过规定值。残液量超 过充装质量4%的气瓶,需要对气瓶进行抽残或抽空处理。
(4)气瓶外表面发现有火烤、烧伤迹象的一律判废。
(5)颜色或其他标记以及瓶阀出口螺纹与所装气体的规定不相符及有不明剩余气体 的气瓶,除不予充气外,还应查明原因,报告上级主管部门和安全监察机构,进行妥善 处理。
(6)在检验有效期限内的气瓶,如外观检查发现有重大缺陷或对内部状况有怀疑的 气瓶,发生交通事故后,车上运输的气瓶、瓶阀及其他附件,应先送检验机构,按规定进 行技术检验与评定,检验合格后方可重新使用。
(7)气瓶水压试验有效期前1个月应向气瓶检验机构提出定期检验要求。
(8)经检验,不符合标准规定的气瓶应报废。报废气瓶应进行破坏性处理,销毁方 式为压扁或锯切。
(二)气瓶的充装
1.气瓶充装设备及流程
气瓶充装设备主要包括:
(1)气体储罐或低温液体储罐等。
(2)压缩机。
(3)液体泵。
(4)高压汽化器。
(5)汇流排。
(6)充装计量衡器。
(7)测量元件。气体充装流程如图8-6所示。
2.压缩气体温度的确定
《气瓶安全技术规程》(TSG 23)规定气体的充装基准温度为20 CC。在国内使用的气 瓶,温度范围为-40 ~60七,可以看出最高使用温度为60七,在此是指气瓶充装结束时 气瓶内气体的实际温度,它是与气体的充装压力相互对应的。《压缩气体气瓶充装规定》 (GB/T 14194)中确定充装温度的方式为:取充气车间的环境室温加上充气温差(指在 测温试验时实际测定得出的气体充装温度与室温之差)作为气瓶的充装温度。包括有 两种以上的压缩气体组成的混合气体气瓶的充装压力不得超过由式(8-1)计算的压 力值。
• 304 •
第八章冶金企业常用气体生产与使用安全技术《
空 放
温储 低体

1X?^UE ivδmue IVAgXJ Ξ IXgXJ Ξ IZXUE
量器 测仪
焊热
接气
绝瓶

<
力 压
器 化 汽
IVA?O ^
空
放
表 力
ΠVΔ≥AU
图8-6气瓶充装流程
(8-1)
式中P--气瓶的最高充装压力 T——气瓶的充装温度,K; Z--在压力为P、温度为T时气体的压缩系数; Po--气瓶的许用压力(绝对压力),MPa; ‰--气瓶的最高使用温度,K;
Z。--在压力为p。、温度为7。时气体的压缩系数。
3.气体充装计量的确定
(1)计压充装。
(2)计重充装。
(3)同时计压、计重充装。
液化气体只以计重方式充装。充装量由气瓶的容积、所充装介质的充装系数确定。 《液化气体气瓶充装规定》(GB 14193)中明确了不同介质的液化气体有不同的充装系数。 充装系数用户表示,是指每升气瓶容积充装液化气体的质量(单位为kg)。
(三)气瓶充装后的检查
充装后的气瓶,应有专人负责逐只进行检查。不符合要求时,应进行妥善处理,检查 内容包括:
(1)瓶内压力(充装量)是否符合安全技术规范及相关标准要求。
(2)气体质量是否符合相应技术规范及相关标准要求。
• 305 •
(绝对压力),MPa;
»安全生产专业实务金属冶炼安全
(3)瓶阀及其与瓶口连接的密封是否良好。
(4)气瓶充装后是否出现鼓包变形或泄漏等严重缺陷。
(5)瓶体的温度是否有异常升高的迹象。
(6)气瓶的瓶帽、防震圈、充装标签和警示标签是否完整。
四、气瓶充装危险有害因素分析
(-)火灾和其他爆炸
(1)充装站内极易发生火灾和其他爆炸事故,其主要原因是由于大量的易燃易爆气 体聚积遇有激发能源后发生燃烧和爆炸。
在气瓶充装过程中发生燃烧和其他爆炸事故的主要原因是由于充装前检查不严格,造 成气体介质混装,在加压过程中形成化学爆炸。
气瓶实瓶在瓶库贮存时发生燃烧和其他爆炸的主要原因是充装后检查不细致导致泄 漏,造成易燃易爆气体的聚积。
(2)气体储罐和低温液体储罐充装过程中发生大量的气体泄漏遇有激发能源后发生 火灾事故。如储罐的本体焊缝泄漏;充装的软管快速接头连接不严、不实;软管在加注过 程中本体泄漏等。
(3)由于充装现场的设备控制电源按钮等失去防爆作用而引发的火灾和其他爆炸 事故。
(4)由于室外的气体和低温液体储罐遭到雷击,设施的防雷和导除静电装置失效造 成的火灾和其他爆炸事故。
(5)其他原因造成的火灾和其他爆炸事故。如充装过程中人员未按要求穿戴防护用 品,进入充装间前未按要求导除人体静电,充装现场接打手机等。
(二)容器爆炸
(1)由于设备本体的振动造成高压部分松动,在遇有压力变化时,当压力持续上升 超过极限,可能发生容器爆炸事故。
(2)由于安全设施失灵造成的损害。增压设备的本体安全阀或管路上的安全设施未 按期进行校验,造成安全阀等设备在超压状态下不能正常起跳泄压。高压状态下,可能发 生容器爆炸事故。
(三)中毒和窒息
(1)中毒:压缩气体中如一氧化碳和硫化氢等气体都是具有化学毒性的气体,充装 过程中极易造成中毒。
(2)窒息:氮气、儘气是无色、无味、无毒的不可燃气体。空气中氮、錮:含量增高 时,减少了其中的氧含量,使人呼吸困难。若吸入纯氮气或纯氨气,将造成严重缺氧进而 窒息甚至死亡。
五、气瓶充装过程的安全控制措施
(1)气瓶充装的整体工艺布置应符合《气瓶充装站安全技术条件》(GB 27550)的 规定。
• 306 •
第八章冶金企业常用气体生产与使用安全技术《
(2)不同介质充装设备、管道和阀件的选择应选用与充装介质特性不相容的材料。
(3)特种设备管理和作业人员应当持有“特种设备作业人员证"。
(4)操作人员应穿戴好相应劳保防护用品。
(5)充装站内要有足够的供电和照明设施,操作电源应便于操作人员开停设备,设 置紧急停车按钮。应采用防爆设计,严禁裸露和乱拉临时电源线。
(6)设备间、充装间,气瓶空、实瓶库要有气体泄漏和含氧量检测的报警装置并确 保灵敏可靠。充装介质密度小于空气的气体,充装站排气泄压设施应设在建筑物顶部;充 装介质密度大于或等于空气的气体,充装站的排气泄压设施应设立在建筑物靠近地面的位 置上。通风装置应与报警系统联锁,每2 h启动一次,防止惰性气体聚积浓度超标造成窒 息,也防止易燃易爆气体浓度升高达到爆炸极限。
(7)检修氮气、氫气设备、容器、管道时,需先用空气置换,缺氧危险场所在作业 时必须关闭氮气、鏡气及其他窒息性气体的阀门或加装盲板。缺氧危险场所严禁封闭作 业。要控制、检测空气中的氧含量,工作时应有专人看护。
(8)液氮、液氫及窒息性气体作业场所不可设置在低凹处,应保证通风良好,不易 通风的场所应使用空气呼吸器,严禁使用过滤式面罩、口罩等,应配备抢救器具、隔离式 呼吸保护器具等。
(9)充装站应设置符合安全技术要求的通风、遮阳设施。建筑物、设备、管道、汇 流排等要有良好的防雷和静电接地设施并定期检测。充装可燃气体的设备及电器应符合相 应级别防爆要求。
(10)液氧是强氧化剂,氧及液氧储罐场所应远离油、脂、沥青、煤油、油漆、木材 及各种可燃物;液氧储罐场所应有足够的水源用于灭火、去污;液氧储罐场所槽车出入通 道应宽敞并有足够照明。
(H)充装易燃易爆气体,禁止携带手机和一切可能产生明火、火花的器具进入工作 现场。
(12)气瓶充装前、中、后要逐只进行检查。液化气体还要逐只进行复称,严禁超 装,发现超装要立即将多余介质导出。
(13)充装过程中发现气瓶或充装连接管路有泄漏时,严禁带压紧固。应先关闭汇流 排阀门,再关闭气瓶阀门。充装完毕待压力卸净后再检查处理。充装汇流排加压已充入气 瓶后,严禁加入新的空瓶进行充装,避免造成绝热压缩。
(14)充装冷冻液化气体过程中,操作人员应远离放空口,避免造成冻伤。
(15)液化气体的充装量不得大于气瓶的公称容积与充装系数的乘积。充装完毕后气 瓶内不得满液。充装衡器每次充装前要用硅码进行校正。衡器应设置气瓶超装时报警和自 动切断气源的联锁装置。
(16)充装用的设备凡是转动部位严禁在启动过程中进行擦拭,且应保证防护完好, 避免伤人和杂物卷入。
•307 •
» 安全生产专业实务 金属冶炼安全
第九章铝冶炼安全技术
第一节铝冶炼概述
一、铝工业发展概况
铝(AD在地壳中的含量仅次于氧和硅,居第三位,属于含量最丰富的金属元素, 其蕴藏量在金属中居第二位。在金属品种中,仅次于钢铁,为第二大类金属。由于金属铝 具有较强延展性、强度大、导电性好、质量轻和耐腐蚀等优良特性,使得其用途广泛,尤 其在航空、建筑、汽车三大重要工业领域。
铝主要以铝硅酸盐矿存在,1。0多年前,人们最先使用金属钠(Na)来制取铝,铝的价值 比较昂贵。直到19世纪末,法国的Heroult和美国的C. M. Hall于1886年分别发明了将氧 化铝溶解在冰晶石(NasAlFf)中电解的方法。这项创举使铝得以大规模生产,奠定了当今 世界电解铝的工业方法。铝才开始走向大工业化生产,走向生活的每一个角落。
二、铝冶炼生产工艺概述
氧化铝生产和铝的电解是铝生产的两个重要生产环节。氧化铝生产过程就是从铝矿石 中提取氧化铝使之与杂质分离的过程。铝电解生产过程就是将氧化铝通过电解成原铝。
氧化铝生产方法大致可分为4类,即碱法、酸法、酸碱联合法、热法。但目前普遍用 于工业生产氧化铝的大都属于碱法。铝电解就是采用冰晶石一氧化铝融盐电解法。
三、主要设备设施
氧化铝生产主要大型设备设施有破碎机、磨机、溶出器、沉降槽、过滤机、分解槽、 蒸发器、熟料窑、焙烧炉、泵、特种设备(起重机械、压力容器、压力管道)等。
铝电解主要设备设施有整流器、电解槽、烟气净化器、铸造炉、多功能天车等。
阳极制造主要设备设施有燉烧炉、混捏锅、成型机、焙烧炉、热媒油储罐、沥青端等。
第二节 氧化铝生产安全技术
氧化铝具有广泛的工业用途,90%以上用于生产金属铝,还可作为净水剂、人造石、 干燥剂、吸附剂、陶瓷、研磨材料的原料等。在冶金、化工、医药、陶瓷、玻璃、耐磨材 料、电力、国防、航空、建材等工业领域被广泛应用。用于电解冶炼金属铝的氧化铝称为 冶金用氧化铝,除此以外使用的氧化铝称为非冶金用氧化铝或多品种氧化铝(又称特种
• 308 •
第九章铝冶炼安全技术《
氧化铝或化学品氧化铝),目前非冶金用氧化铝达300多个品种。
一、氧化铝生产工艺概述
工业氧化铝生产工艺主要采用碱法,碱法生产氧化铝按照生产过程的特点,又分为拜 耳法、烧结法、拜耳-烧结联合法(包括并联、串联、混联)。
(-)氧化铝拜耳法生产原理和基本工艺流程
拜耳法生产氧化铝的原理:用苛性碱溶液在一定温度、一定压力条件下溶出铝土矿, 氧化铝被溶出制得铝酸钠溶液,铝酸钠溶液净化后经过降温、添加晶种、搅拌分解析出的 氢氧化铝,经分离、洗涤、焙烧后得到氧化铝。反应方程式如下:
溶屮
Al2O3 • (1 ^3)H2O+2NaOH+aq^==^2NaAl(OH)4+aq
拜耳法生产氧化铝的基本流程主要由原矿浆制备、溶出、溶出矿浆稀释及赤泥分离和 洗涤、晶种分解、氢氧化铝分离和洗涤、氢氧化铝焙烧、母液蒸发及苏打碱苛化等工序组 成。氧化铝拜耳法生产工艺流程如图9 - 1所示。
铝土矿 苛性钠
破碎
湿磨
加压溶出
分离
石灰
蒸发母液
冷凝水
_洗液 洗涤—
苛化
苛化溶液
I 碳酸钠结晶
石灰石渣
氧化铝
冷凝水
热母液
赤泥
母液J
铝酸钠溶液,殛

图9-1氧化铝拜耳法生产工艺流程
(二)氧化铝烧结法生产原理和基本工艺流程
烧结法生产氧化铝的原理:将铝土矿与一定量的纯碱、石灰、无烟煤等配成炉料在高 温下烧结成熟料,熟料和调整液在湿磨中粉碎溶出,溶出液经赤泥分离得到粗液,粗液经 脱硅、叶滤后的铝酸钠精液送入碳酸化分解,析出氢氧化铝经焙烧得到产品氧化铝。赤泥 经6 ~8次反向洗涤送赤泥堆场,赤泥洗液配调整液。碳分母液经蒸发返回配料。
烧结法生产氧化铝主要工序:生料浆制备、熟料烧结、熟料溶出、赤泥分离及洗涤、 粗液脱硅、硅渣分离、精液碳酸化分解和晶种分解、氢氧化铝分离及洗涤、母液蒸发、氢 氧化铝焙烧等。氧化铝烧结法生产工艺流程如图9-2所示。
(三)氧化铝联合法生产原理和基本工艺流程
联合法是由拜耳法与烧结法组成并联、串联和混联3种流程,拜耳-烧结混联法以串 联法为主,兼有在烧结法系统中添加部分高硅铝矿石来稳定烧结法的工艺技术条件,并充
• 309 •
»安全生产专业实务金属冶炼安全
石灰石敏烧
渣•
二氧化碳
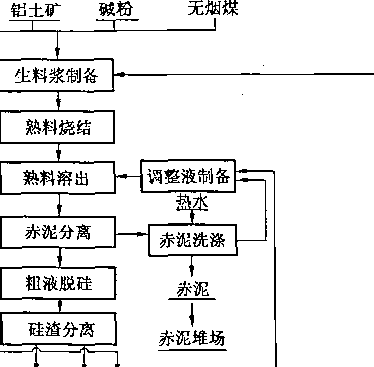
碳分蒸发母液
种分母液蒸发
精液种分精液碳分
碳分母液蒸发
晶种
种分母液
氢氧化铝分离
氢氧化铝洗涤
氢氧化铝焙烧
氧化铝
图9-2氧化铝烧结法生产工艺流程
分发挥拜耳法与烧结法两部分的生产能力。
二、氧化铝生产主要工序及设备
氧化铝生产基本可以分为原料制备、熟料烧结、溶出、沉降、分解、母液蒸发、氢氧 化铝焙烧7个生产工序。
氧化铝生产设备设施主要有固体输送设备、流体输送设备、磨矿及分级设备、燉烧设 备、液固分离设备、压力容器、起重设备、除尘设备、其他相关设施等。
固体输送设备主要用于输送颗粒状或粉状物料。目前用于氧化铝生产的主要固体输送 设备有带式输送机、板式输送机、链式输送机、螺旋输送机、斗式提升机等,在氧化铝生 产中还涉及一些与固体物料运送的有关设备,如翻车机、堆料机、取料机等。
流体输送设备主要包括输送液体和气体的设备。输送液体的机械设备主要是泵,包括 离心泵、往复泵、旋转泵等;气体输送设备包括通风机、鼓风机、空气压缩机、真空泵等。
破、磨矿设备主要是破碎机、球磨机,分级设备主要有螺旋分级机和水力旋流器。
煨烧设备主要有石灰竖炉、熟料回转窑、焙烧炉、熔盐炉等。
液固分离设备主要有沉降槽、过滤机(立盘真空过滤机、折带式过滤机、平盘过滤
• 310 •
第九章铝冶炼安全技术《
机)、加压过滤机等。
氧化铝生产中的压力容器较多,主要有蒸汽缓冲器、压煮器、蒸发器、空压机、压缩 空气储罐等,还有大量的压力管道。
起重设备主要有桥式起重机、门式起重机等。
氧化铝生产中常用除尘设备有旋风除尘器、静电除尘器、布袋除尘器等。
氧化铝生产中其他相关设备设施主要有各类储仓、储槽、换热设施(冷却塔、板式 热交换器)、主要阀体、变(配)电设施、电机、放射性同位素监控仪表(料位计、液位 计、核子秤等)、自控系统、各类仪器及仪表等。
三、主要原料、燃料、辅助材料
氧化铝生产使用原料有铝土矿、石灰石、碱等,燃料有天然气、煤气、重油、煤等, 辅助材料有絮凝剂、熔盐、酸、蒸汽等。氧化铝生产系统的中间体有石灰、石灰乳、含碱 液体、氢氧化铝,排放废渣为赤泥及附液。
矿石在破碎、输送过程中产生粉尘。天然气、煤气、重油、柴油等燃料具有易燃的性 质,天然气、煤气易使人中毒窒息;石灰、碱具有较强的腐蚀性,易发生化学灼伤;熔盐 属氧化剂,有毒、致癌、有腐蚀作用。
四、生产过程中的主要危险有害因素分析
氧化铝生产过程的特点是工艺复杂、设备多、流程长,生产场所存在着大量的高温、 高压、强碱性物质,危险有害因素分布较广。生产运行与检修中使用的设备设施涉及压力 容器、压力管道、起重机械、厂内机动车辆等特种设备。系统的管理、运行、检修又涉及 电工作业、焊接与热切割作业、煤气作业、高处作业等特种作业,另外还有特种设备的操 作如起重机械作业、厂内机动车辆驾驶、压力容器操作、放射性同位素作业等。可能存在 的主要危险因素有火灾、爆炸、灼烫、机械伤害、电气伤害、高处坠落、起重伤害、坍 塌、淹溺、车辆伤害、中毒窒息等;存在的主要有害因素有粉尘、噪声、高温、辐射等。 氧化铝生产系统各工序主要危险有害因素一览表见表9 -1。
表9-1氧化铝生产系统各工序主要危险有害因素一览表
|
序号 |
工序 |
岗位名称 |
主要设备设施 |
危险有害因素___ |
|
1 |
原料制备 |
原料储运及破碎 |
堆料机、取料机、带式输送 机、破碎机、抓斗桥式起重机、 装载机、翻车机 |
粉尘、机械伤害、起重伤害、 车辆伤害、坍塌 |
|
2 |
原料磨制 |
棒磨机、球磨机、碱液槽、板 式输送机、桥式起重机 |
机械伤害、触电、碱灼伤、物 体打击、起重伤害、粉尘、噪声 | |
|
3 |
石灰烧制 |
石灰窑或竖式石灰炉、罗茨鼓 风机、电收尘、带式输送机、链 斗输送机 |
中毒窒息、高处坠落、机械伤 害、噪声、粉尘、高温辐射 | |
|
4 |
石灰乳制备 |
化灰机、石灰乳槽、热水槽 |
碱灼伤、机械伤害_______ |
• 311 •
» 安全生产专业实务 金属冶炼安全
表9-1 (续)
|
序号 |
工序 |
岗位名称 |
主要设备设施 |
危险有害因素___ |
|
5 |
熟料 |
煤粉制备 |
磨煤机、煤粉仓、粗细粉分离 器、排粉机、带式输送机 |
火灾、爆炸、中毒窒息、粉尘、 机械伤害、高温 |
|
6 |
熟料烧制 |
熟料窑、冷却机、收尘器、螺 旋输送机 |
机械伤害、高温、粉尘、噪声 | |
|
7 |
溶出 |
熟料溶出 |
溶出湿磨、分级机、分离槽 |
碱灼伤、机械伤害、粉尘、 噪声 |
|
8 |
预脱硅及高压 泵房 |
预脱硅槽、碱液槽隔膜泵、矿 浆泵、碱液泵、桥式起重机 |
高处坠落、碱灼伤、烫伤、机 械伤害、起重伤害、坍塌、噪声 | |
|
9 |
管道化溶出 |
熔盐炉、套管预热器、溶出 器、自蒸发器、冷凝水罐、稀释 槽、脉冲缓冲器、桥式起重机 |
爆炸、碱灼伤、酸灼伤、物体 打击、烫伤、起重伤害、电离 辐射 | |
|
10 |
高压溶出 |
高压喂料泵、预热器、反应溶 出器、自蒸发器、稀释槽 |
爆炸、碱灼伤、.酸灼伤、物体 打击、烫伤、起重伤害、电离 辐射 | |
|
11 |
沉降 |
赤泥沉降分离洗 涤(含絮凝剂制备) |
分离沉降槽、洗涤沉降槽、溶 液泵、稀释后槽、热水槽、絮凝 剂制备槽 |
碱灼伤、电离辐射、高处坠落、 物体打击、坍塌、机械伤害、 粉尘 |
|
12 |
赤泥外排泵房 |
隔膜泵、过滤器 |
爆炸、碱灼伤、机械伤害、 噪声 | |
|
13 |
分解 |
铝酸钠溶液精滤 |
粗液槽、立式叶滤机、精液 槽、滤饼槽、石灰乳槽、输送泵 |
碱灼伤、高处坠落、爆炸、 高温 |
|
14 |
精液降温 |
板式换热器、碱液槽、碱液 泵、酸洗槽 |
碱灼伤、高处坠落、机械伤害、 高温 | |
|
15 |
种子分解 |
分解槽、输送泵、宽流道板式 换热器、水旋器 |
碱灼伤、高处坠落、物体打击、 坍塌 | |
|
16 |
种子过滤 |
立盘过滤机、真空泵、精种 槽、溢流槽、母液槽、输送泵 |
机械伤害、碱灼伤、高处坠落 | |
|
17 |
蒸发 |
液碱卸车及储运 |
液碱储槽、液碱泵 |
碱灼伤、高处坠落、坍塌 |
|
18 |
母液蒸发(含蒸 发排盐) |
原液槽、管式降膜蒸发器、自 蒸发器、冷凝水罐、输送泵、沉 降槽、转鼓过滤机、过滤机滤 饼槽 |
碱灼伤、高处坠落、爆炸、物 体打击、机械伤害、起重伤害 | |
|
19 |
碱液调配 |
碱液槽、蒸发母液槽、液碱 槽、输送泵 |
碱灼伤、高处坠落、机械伤害 | |
|
20 |
过滤 |
氢氧化铝过滤 |
氢氧化铝料浆贮槽、水平盘式 过滤机、真空受液槽、母液槽、 滤液槽、输送泵、带式输送机、 真空泵 |
碱灼伤、机械伤害、起重伤害、 噪声 |
• 312-
表9-1 (续)
第九章铝冶炼安全技术«
|
序号 |
工序 |
岗位名称 |
主要设备设施 |
___危险有害因素___ |
|
21 |
焙烧 |
氢氧化铝焙烧 |
焙烧炉、燃烧器、流态化冷却 器、电收尘、排风机 |
火灾、爆炸、高温、高处坠落、 中毒窒息、机械伤害、粉尘、 噪声 |
|
22 |
氧化铝输送及包 装、堆放 |
带式输送机、鼓风机、大型储 仓、叉车、包装机 |
机械伤害、粉尘、高处坠落、 坍塌 |
五、原料制备安全技术
≡免费Q群:628721411
., — 一 微蓿/QQ: 863575556
原料制备是氧化铝生产中的第一道工序,它包括铝土矿的破碎、配矿、磨矿、料浆的 制备和石灰燃烧及石灰乳制备等。
配矿:进厂后的铝土矿送原矿槽贮存,需要经中碎和细碎后按不同品位分开堆放,碎 铝土矿再进行一次调配合格后才能送去配料。配矿主要设备有破碎机、带式输送机、抓斗 桥式起重机、堆取料机等。
磨矿:将碎铝土矿按配比要求配入石灰和循环母液经磨机磨制成合格的原矿浆的过 程。磨矿主要设备有格子型球磨机、管磨机、分级设备等。
料浆制备:磨制出的生料浆送料浆槽经3次调配合格后即得合格生料浆,这一过程主 要调配生料浆的碱比和钙比。主要设施为配料槽、混合槽。原矿浆磨制流程如图9-3 所示。
石灰 碎铝土矿 循环母液-补充新苛性碱
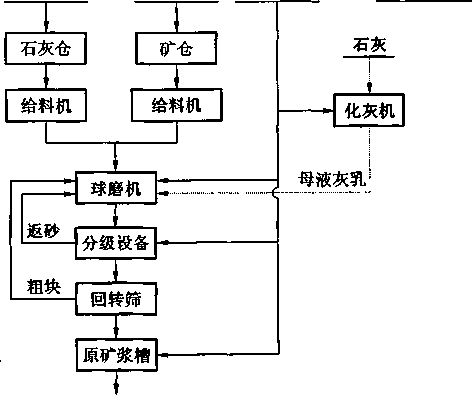
合格原矿浆
图9-3原矿浆磨制流程
•313 ♦
» 安全生产专业实务 金属冶炼安全
1 500C 700C'
I 800 C
900 C 1200 匕 1100Γ
900 C
700 V
500 C
气体温度
1—100 〜120IC
预热区
卜燉烧区
”冷却区
/777777777777777777
图9-4立式石灰炉示意图
石灰燈烧:以碳酸钙为主要成分的石灰岩原料在 900 ~ 1300 CC下嫂烧后得到石灰,在燉烧过程中碳酸钙 原料分解为氧化钙和二氧化碳气体。主要设备是立式 石灰炉或卧式回转窑。立式石灰炉示意图如图9-4 所示。
(二)原料制备主要危险有害因素分析
1.主要危险有害物质及特性
原料制备生产过程中使用的主要原料为铝土矿、 石灰石,辅助原料有碱等,它们含有二氧化硅、氧化 钙和氢氧化钠等有害成分。燃料主要有用于石灰烧制 的焦炭或者煤。石灰煨烧过程中产生一氧化碳、二氧 化碳等有毒气体。 注安VIP(课件+题库+小群)老姚微/Q:863575556
1)二氧化硅
铝土矿、石灰石在破碎、转运和磨制生产过程中 产生的游离二氧化硅粉尘含量较高。二氧化硅是一种
无毒、无味的非金属材料。二氧化硅的粉尘极细,比表面积达到IOOm2/g以上,可以悬 浮在空气中。人长期接触游离二氧化硅粉尘易发生矽肺病。矽肺病的治疗较困难,目前尚 无能使矽肺病变完全逆转的药物。'
2)氧化钙
氧化钙属碱性氧化物,与人体中的水反应,生成强碱氢氧化钙并放出大量热,有刺激 和腐蚀作用。对呼吸道有强烈刺激性,吸入氧化钙粉尘可致化学性肺炎。对眼和皮肤有强 烈刺激性,可致灼伤。长期接触氧化钙可致手掌皮肤角化、皱裂、指变形(匙甲)。
3) 一氧化碳、二氧化碳
一氧化碳是一种无机化合物、有毒气体。在水中的溶解度甚低,但易溶于氨水。在空 气中混合爆炸极限为12.5% ~74%。一氧化碳是含碳物质不完全燃烧的产物,也可以作 为燃料使用。急性一氧化碳中毒是吸入高浓度一氧化碳后引起以中枢神经系统损害为主的 全身性疾病,中毒起病急、潜伏期短。轻、中度中毒主要表现为头痛、头昏、心悸、恶 心、呕吐、四肢乏力、意识模糊,甚至昏迷,但昏迷持续时间短,经脱离现场进行抢救, 可较快苏醒、一般无明显并发症。重度中毒者意识障碍程度达深昏迷状态,往往出现牙关 紧闭、强直性全身痉挛、大小便失禁。部分患者可并发脑水肿、肺水肿、严重的心肌损 害、休克、呼吸衰竭、上消化道出血、皮肤水泡或成片的皮肤红肿、肌肉肿胀坏死、肝和 肾损害等。
二氧化碳常温下是一种无色无味、不助燃、不可燃的气体,密度比空气大,略溶于 水。当吸入二氧化碳少时对人体无危害,但其超过一定量时会影响人的呼吸,原因是血液 中的碳酸浓度增大,酸性增强,并产生酸中毒,严重时使人神志不清、呼吸逐渐停止以致 死亡。
2.机械伤害
配矿系统使用的带式输送机、斗式提升机、螺旋输送机、卷扬机、堆取料机等固体输
• 314-
第九章铝冶炼安全技术«
送设备较多,在这些设施运转过程中,经常会出现输送带打滑、跑偏、漏料、出现杂物等 故障。当操作人员在不停机情况下处理输送带打滑、跑偏、清理杂物、设备擦拭、力口油, 或者在进行设备检修,设备突然启动,或者从输送带上跨越等,使用的工具或者衣物、头 发、身体某部位直接触碰到输送带、托辐等转动部位,易发生机械伤害事故。
磨机运转时,作业人员进行巡检、维护、润滑等作业,身体部位或者衣物碰到旋转的 轴承、磨机、电机对轮等部位,也会造成机械伤害。在对磨机检修时,或者进入磨机内安 装、拆除衬板时,磨机被违规启动,或者磨机出现偏重引起自转,可能造成伤害。
3.灼烫
在料浆磨制过程中添加含氢氧化钠的循环母液和苛性碱,烧制后的石灰经化灰机制成 石灰乳并加入磨机,氢氧化钠和石灰乳都属于强碱性物质,人体一旦接触,就会造成化学 灼烫伤害。由于氢氧化钠和石灰乳的使用量大,处于溶液状态,加压转移环节多(经泵、 管道、槽进行连续输送或者存储),易出现泄漏、喷溅、溢流。
4.中毒和窒息
石灰烧制过程中同时产生一氧化碳和二氧化碳,进入一氧化碳和二氧化碳积聚区域, 未采取有效的防护措施,易发生中毒窒息事故。
5.起重伤害
配矿中将矿石加人受料斗内,一般采用大吨位抓斗桥式起重机,同时,还用于清理矿 石储槽货位。抓斗桥式起重机数量多,作业频繁。原料制备在生产、检修、维护、清理过 程中也常使用起重设备辅助作业,如电动葫芦、单梁起重机、桥式起重机等,存在起重伤 害的危险性。
6.触电
设备运行和现场照明都是靠电力,变配电室、输电线路和电气设备较多,电力输送、 使用和检修过程中可能发生电气短路、漏电,易引起火灾、触电等事故。原料储存和输送 大多是露天作业,各种电气设施因日晒雨淋,易造成绝缘损坏漏电及短路放炮。另外,矿 石在加工过程中会产生大量的粉尘,粉尘大量积聚,会造成电气设备的接触不良、短路和 散热不良,可能发生火灾和触电事故。
7.高处坠落
石灰炉、配料槽、矿石料仓都比较高,现场地坑比较深,楼梯、平台和栏杆等大多处 于露天、潮湿和碱性的环境,锈蚀较快,易造成高处坠落事故。
8.坍塌
原矿储仓和矿石预均化堆场都堆存有大量矿石,矿石堆放较高、边坡较陡(多数是 自然安息角),现场运输车辆、装载机、推土机、堆取料机等作业频繁,一旦发生堆场坍 塌,易造成人员伤亡。
当矿石较湿、黏度大时,会在下料口、受料口堵塞,形成"篷仓",若作业人员处理 不当,堵塞矿石会瞬间下泄坍塌,作业人员可能会被下落矿石掩埋,或者被带入破碎机、 输送带上,造成人员伤亡。
9.车辆伤害
矿石的运输、转移离不开火车、汽车、装载机等,厂内道路不够宽敞、弯道和交叉
•315 •
» 安全生产专业实务 金属冶炼安全
多,并且缺乏红绿灯、限速、限高等必要的安全设施和警示标志,同时,缺少有效交通指 挥和严格管理,外来车辆司机不熟悉现场情况,易造成车辆伤害。
10.粉尘
铝土矿、石灰石等主要原料都处于干燥的粉末状态,在运输、装卸、破碎、筛分、输 送过程中会产生大量粉尘,烧制成的石灰及石灰粉在输送过程中同样产生粉尘,粉尘中含 有游离态二氧化硅,人长期接触可能造成职业病。
11.噪声
破碎机、磨机、风机、带式输送机、振动筛、泵、电机等设备在运行时产生的振动、 噪声,可对人产生危害,长时间会造成职业性噪声聋。
(三)原料制备主要安全防范措施
带式输送机安全防范措施详见本书第二章有关内容。
1.堆取料机安全防范措施
(1)堆取料机的轨道和其他设备应设置良好的接地保护装置,以防触电事故的发生。
(2)在轨道两端应设止挡器,操作人员应确定合理的停车位置,禁止缓冲器撞上止 挡器,以免行程开关失误时撞坏缓冲器,造成事故。
(3)应对钢丝绳进行经常性检查,发现有过度磨损、断丝和其他损坏情况,应及时 进行更换,避免钢丝绳断裂造成事故。
(4)堆料机门座架、回转平台、平衡架和变幅机构、悬臂架、行走机构、尾车、电 缆穿线管等金属结构体须经常检查,确保无开缝、无开焊、无拱挠弯曲、无变形移位等 缺陷。
(5)开启取料机前,应查看道轨沿线有无障碍物,清除道轨两侧输送带积料,避免 积料过高碰撞限位造成事故。
(6)取料机在俯仰过程中,悬臂梁上下禁止有人员存在。清理料斗时,应停电,采 取机械固定,防止斗轮重力偏心伤人。
(7)严防斗轮取料深度过大,造成物料塌方埋住斗轮。一旦发生,不允许使用臂架 提升强行摆脱,应开动行走大车慢行退出,严重时应进行扒料后再进行摆脱。
(8)为防止堆取料生产过程中粉尘危害,应在取料及物料转运等扬尘处采取通风、 收尘和洒水等防尘措施,作业人员佩戴防尘口罩。
2.磨机安全防范措施
(1)磨机周围应设置完好的护栏、平台,转动部位、管道法兰等部位设置防护罩等 防护设施,应设慢转驱动装置(简称慢驱),并保持齐全完好。
(2)磨机运行时,禁止一切硬物或人体接触运转中的筒体,禁止用钢钎等物捅料口。 禁止清理环形筛和排矿流槽杂物,需清理时必须依照规程停车清理。
(3)上磨机顶部进行紧固螺栓作业时,应采取系安全带或搭建平台等防滑、防跌倒 措施后,方可作业。
(4)进入磨机之前应进行摇磨、倒料,使磨内无存料、无母液。磨机在慢转倒料时, 人员要远离磨体,防止磨皮螺栓松动或断裂时,料浆甩出造成灼烫伤害。进入前应提前数 小时停车,打开磨门进行通风降温,等磨机内温度降至40 CC以下时,办理工作票,确认
• 316 •
第九章铝冶炼安全技术《
采取措施后方可进入磨机。
(5)给球磨机进行补球,或者给棒磨机进行加棒时,球包下、棒捆下及磨机周边禁 止人员靠近,以防球体坠落伤人。
(6)拆除或安装磨机内衬板作业时,磨机外必须有人监护,应合上慢拖电机或钢丝 绳拉紧,防止磨机偏重引起自转,作业人员进入磨机后禁止开动慢拖;衬板拆卸时要同时 拆除相应的端部衬板;磨机底部必须进行有效的安全隔离,挂好警示牌,防止无关人员误 入危险区域;应及时把拆下的衬板全部清出磨机。
(7)进入磨机内检查或处理问题时,必须待设备已完全停止,确认已切断电源后, 挂好“有人检修,严禁合闸”安全警示牌;检修人员在现场将设备的紧停开关断开,然 后才可进入磨机内,同时,必须有专人在设备外进行安全监护。
(8)磨机宜采用无螺栓衬板降低运转噪声,现场应设置隔噪声操作室,作业人员应 配备防噪耳塞,尽量减少人员与噪声的接触时间。
3.石灰烧制安全防范措施
(1)石灰炉应设置相应的通风和排烟设施,并保持运行正常,防止一氧化碳积聚。
(2)石灰炉区域应设置风向标,便于作业人员观察风向;相对密闭区域应设置一氧 化碳在线检测、报警装置。
(3)石灰炉炉体及卷扬、下料漏斗、布料器等应定期进行检查,设备出现裂纹、破 损、炉体焊缝开裂、料斗走轮明显变形、机械失灵、衬砖损坏、脱落等应及时维修处理。
(4)登炉顶作业应与司炉人员联系,应采取停鼓风机、关闭布料盅罩、打开炉顶风 帽、在司炉岗位挂牌等措施,经岗位许可后登炉。
(5)到炉顶开始工作前,应在接近炉顶的下级平台稍事休息。作业前要注意观察气 象、风向,人应站在上风口,使用便携式一氧化碳检测报警器监测一氧化碳含量。在炉顶 工作应2人以上共同作业,相互监护,工作时间不宜过长。
(6)不停风清理炉或处理结瘤,应2人同时进行,作业前应对作业现场进行一氧化 碳气体、氧含莖检测,符合安全标准方可进行作业。
(7)打瘤子前应通知主控室停机后方可进行,打瘤子过程中应站在炉门两侧,防止 瘤子滚下时伤人。
(8)输送系统送灰、送矿开车前应打铃报警,并与相关岗位联系好方能开车。石灰 炉出灰温度不宜高于40七,正常生产严禁输送带上带料启动或停车。
(9)石灰输送系统各设备的启停应设置程序联锁(如带式输送机),确保前一程序未 完成,后一程序不能启动,无论是手动还是自动操作都应遵守程序联锁,但单体试运转可 以暂时隔离联锁。
(10)清理洗涤塔、二氧化碳管道等应制定可靠措施及事故应急预案,由专人负责隔 绝炉气,二氧化碳管道应设明显断开点,采取隔离切断措施,并且挂牌;同时检测内部气 体浓度是否达到标准以下;现场设置通风设施,外部派专人进行监护。
(11)发现人员中毒时不要盲目施救,应佩戴专门的防毒面具,在确保自身安全的情 况下实施救助。及时将中毒人员移到通风良好区域,并采取人工呼吸、心肺复苏等急救措 施,或者送医院。
• 317 •
»安全生产专业实务金属冶炼安全
(12)石灰石、焦炭、煤及石灰输送系统宜采用密闭设施,在各个转运点、下料口等 部位应设收尘设施,并定期对收尘设施进行清理、维护,保持良好的收尘效果。作业人员 应佩戴防尘口罩。
4.原料堆场安全防范措施
(1)矿石应根据矿场地形及矿石粒径堆存,可错层储存,每层高度不应高于5 m,安 息角应小于36。,矿堆边缘应设有高于Im的安全护坡,矿堆顶面为平面。
(2)矿堆进出车道为单向循环车道,路面宽度大于5 m,道路两边应设有高于Im的 安全护坡。
(3)矿堆装卸料应分错层作业,装上层料,将料卸在下层料堆,装下层料,将料卸 在上层料堆,上层装料工作应面积大于30 m2 o
(4)矿石堆场边坡要经常检查,坡底不应有人员活动,矿石堆顶边沿2 m内不应 站人。
(5)保持矿石干燥,减少堵塞下料口的情况发生。
(6)人员清理料口堵塞时,禁止直接站在矿石上,或者站在下料口的正下方,应站 在一侧,佩戴安全带等防护设施。
六、熟料烧结安全技术
(-)工艺及设备概述
熟料烧结是烧结法生产氧化铝的关键工序。熟料烧结的主要任务是将来自原料制备合 格后的生料浆在回转窑中(生产中称熟料窑)高温烧结,烧结过程中使生料各成分互相 反应,使氧化铝和氧化铁转变成易溶于水或稀碱溶液的化合物铝酸钠和铁酸钠,而二氧化 硅转变成基本不溶于水或稀碱溶液的硅酸钙,并使粉状物料黏结成具有一定密度和孔隙率 的粒状物料——熟料。其主要包括煤粉制备和熟料烧成两大工序。
1.煤粉制备
煤粉制备就是通过磨煤系统将原煤烘干、研磨成粉,为熟料窑提供合格燃料的过程。 主要设备有磨煤机、煤粉仓、粗细粉分离器、输送设备等。工艺过程为原煤经原煤仓进入 磨煤机,由排粉机从窑头抽出热风进入磨煤机,经磨制后的煤粉从磨煤机出来后进入粗粉 分离器进行分离,不合格的煤粉返回磨煤机,合格的煤粉进入煤粉仓,再经给煤机送入熟 料烧成窑。分离煤粉后的气体进入排粉机,一部分经风门进入窑头鼓风机,一部分作为循 环风再入磨煤机。
2.熟料烧成
煤粉由窑头经鼓风机喷入燃烧室燃烧,生料从熟料窑的冷端(窑尾)喷入,物料在 窑内随着窑的转动向热端(窑头)移动,并在高温的作用下,经过一系列物理化学变化, 最终生成熟料,由窑头进入冷却机冷却回收。燃烧的烟气以及部分带走的生料,由窑尾收 尘排烟装置处理,窑灰返回窑内处理。主要设备有熟料窑、冷却机等。熟料烧成工艺流程 如图9 -5所示。
根据物料在熟料窑中的反应阶段,熟料窑从窑尾至窑头大致划分为烘干带、预热带、 分解带、烧成带和冷却带。
• 318-
第九章铝冶炼安全技术《
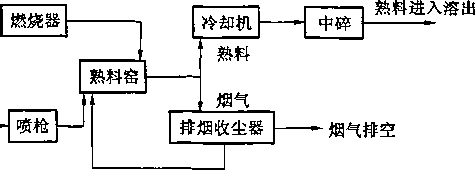
窑灰
图9-5熟料烧成工艺流程
(二)主要危险有害因素分析
熟料烧结工序的主要危险有害因素有火灾、爆炸、灼烫、机械伤害、高处坠落、粉 尘、噪声、高温辐射等。
1.火灾、爆炸
煤粉的爆炸极限较宽,原煤在磨制、储存、输送过程中若操作不当,浓度易达到爆炸 极限范围。积粉清理不及时,易氧化或自燃,甚至造成爆炸。当煤粉在空气中达到一定的 浓度,在激发能源的作用下会产生爆炸。煤粉爆炸的气浪扬起沉积的煤尘易造成二次爆 炸。煤粉爆炸不仅产生冲击波伤人和破坏设备设施,同时,可能产生大量一氧化碳使人中 毒死亡。制粉系统爆炸点,主要在长期积煤或积粉的位置,制粉系统处于封闭状态,引爆 的激发能源主要是磨煤机及其出入口积煤、细粉分离器水平段入口管积粉及粗粉分离器积 粉自燃。
2.烫伤
熟料窑最高温度达1200 ~ 1350霓,即使经冷却后的熟料温度也会大于80 cC ,易造成 烫伤。
3.机械伤害
煤粉制备的带式输送机、磨煤机、熟料窑托轮、饲料泵、收尘螺旋输送机等旋转和运 转部位,缺乏有效的防护,或者操作不当时,极易造成机械伤害。
4.粉尘
原煤经过带式输送机输送到原煤仓,再输送到磨煤机,磨制后产生的煤粉经过粗细分 离,细煤粉进入煤粉仓,然后再送入熟料窑燃烧。在输送和磨制过程中易产生煤粉尘,若 未采取抑尘措施,作业人员长期吸入煤尘,会造成尘肺病。
(三)安全防范措施
1.煤粉制备系统火灾、爆炸安全防范措施
(1)煤粉的制备、输送、储存系统在设计和制造上应避免流入管道、容器的死角存 在,减少制粉系统及设备内部可能积煤的部位。
(2)磨煤机磨头、煤粉仓、粗粉分离器、细粉分离器、煤粉经过的管道、磨煤机袋 式收尘器各气室等部位必须安装防爆装置。
(3)煤粉仓、收尘灰斗设置一氧化碳检测器及温度检测点进行实时监控,设置二氧
• 319-
» 安全生产专业实务 金属冶炼安全
化碳灭火系统及消防水、干粉灭火器。
(4)制粉系统上配置的蒸汽灭火系统和二氧化碳灭火系统等消防设施应完整好用, 做好定期检查。
(5)启动制粉系统时,应进行全面检查,系统内部、外部无积粉自燃现象。
(6)运行中加强检查和维护,及时消除磨煤机入口积煤、积粉现象。加强制粉系统 运行监视与调整,严格控制磨煤机出口温度,防止堵断煤。
(7)运行中加强对煤粉细度的控制,若煤粉过细,应及时进行调整。
(8)加强运行巡回检查,发现制粉系统漏油、漏粉、漏风,应及时采取措施处理, 清理外漏煤粉,应杜绝明火,防止粉尘爆炸,外漏煤粉发生自燃应使用花洒水喷洒灭火, 严禁使用柱状压力水灭火,以防积粉扬起发生爆炸。
(9)对制粉系统的温度及风量控制应加强监视,将其控制在规定范围内。
(10)停止制粉系统时,应充分通风吹扫,系统内部的煤粉必须抽净后方可停止磨煤 机,磨煤机停止后仍应加强对进、出口温度的监测,制粉系统再循环门、磨煤机入口热风 风门应严密关闭。
(11)在制粉系统焊接时,要将地线拉到焊接处,将周围煤粉清扫干净,并采取可靠 的安全措施,方可工作。
(12)运行中发现制粉系统煤粉着火时,要立即停止制粉系统的运行,采取紧急措施 进行处理,待火源消除后,对制粉系统进行全面检查。
(13)在处理粉仓下粉不畅,敲击粉仓下料口时,宜使用铜质工具,发现不严密处漏 粉,应停止敲粉工作。
(14)细粉分离器、煤粉收尘器及所属管道、煤粉仓发生着火,应立即关停排风机。
(15)煤及煤粉的输送宜采用管道等密闭设施,在各个转运点、受料口及下料口等部 位设置收尘设施,减少扬尘产生。作业人员现场巡检、操作、清理时应佩戴防尘口罩等防 护用品。
2.熟料窑安全防范措施
(1)熟料窑新换耐火砖点火烘窑时,应打开窑尾立烟道门,防止煤粉在电收尘系统 积存燃烧、爆炸,防止大量水分进入电收尘影响送电。
(2)观火孔应设防火玻璃罩,并保持完好。
(3)高温区域应设置必要的隔离、保温等措施,并设置相应的安全警示标识。
(4)熟料窑饲料泵必须设置压力检测、超压报警、自动停车等安全装置。
(5)熟料窑点火时现场人员严禁正对窑口站立,应站在窑口两侧,冷却机、电收尘 及喷枪平台不应有人。喷煤时窑头不应站人或通过,防止回火伤人。
(6)取样时禁止将捣棒(取样棒)插在窑体上,别在取样孔上;卸压时应戴上眼镜, 操作人员应站在侧面;卸压后方可拆卸喷枪。
(7)熟料窑运转时,严禁无关人员在下料口处聚集或正面窥视,以防反扑熟料烧伤。
(8)捣下料口时,必须戴好防尘面具、防尘帽、手套、眼镜等,在捣料过程中,不 应正面对着工具或把工具抱在怀里。捣窑尾罩结疤时,应有专人负责安全工作,如翻窑必 须事先联系好,人员离开窑尾小门,防止烧伤。
• 320-
第九章 铝冶炼安全技术 《
(9)在窑内温度高或有明火的情况下,试送煤系统设备应提前开启排风机转窑,以 防止煤粉爆燃放炮。
(10)窑内煤粉燃烧不充分,应停窑观察,查明原因。
(H)排风机故障停止运转,应立即停止向窑内喷煤。排风机启动时风门转速应设在 最低,在“0”位启动。
(12)停窑后进窑内检查或处理问题,应沿物料一侧向里行走,以防止烫伤。
(13)处理堵、烧喷枪时,先关闭考克阀门,再拿下喷枪,严禁将喷枪头对着窑尾罩 或有人的地方,以免火焰伤人。
(14)检修转窑前,应检查窑顶、窑内、冷却机进料口等部位,确认无人后方可进 行。转窑时,人员应离开窑尾现场,防止喷料伤人。
(15)打窑圈时,应当设置监护人员,打圈作业人员不得站在窑圈正下方作业。
(16)检修、清理作业时,应采取合上慢拖电机或钢丝绳拉紧等防止窑体偏重自转的 安全防护措施。
(17)熟料窑运转时,巡检和操作人员应远离高温区域,减少高温区域的作业时间; 熟料窑停运检修时,必须采取降温措施,窑内温度降低后,检修人员才能进入,并且要穿 隔热防护服。高温季节,岗位配备空调等降温设施,并应配防中暑应急冷饮和药品。
七、溶出安全技术
(-)工艺及设备概述
溶出是指铝土矿中的氧化铝(AI2O3)转入铝酸钠溶液的过程。根据生产工艺不同, 分为烧结法熟料溶出和拜耳法溶出。烧结法熟料溶出是铝土矿与碱经过高温烧结成为熟料 以后,再用水或稀碱溶液溶解制取铝酸钠溶液的过程。拜耳法溶出是在一定温度、压力的 条件下用苛性碱溶液将铝土矿中的氧化铝溶出成为铝酸钠溶液的过程。
1.烧结法熟料溶出
熟料溶出工业上一般采用两种方法进行:一种是颗粒溶出,又称对流溶出;另一种是 湿磨粉碎溶出,它是将熟料与调整液一道加入球磨机内进行粉碎细磨,溶出氧化铝 (Al2O3y和氧化钠(Na?0)。国内一般采取后一种方法进行熟料溶出。
熟料的湿磨溶出又分为一段磨料和二段磨料溶出工艺。一段磨料溶出工艺就是熟料的 磨细溶出作业在一个球磨机内完成,由分级机分离出的粗颗粒(称返砂)返回球磨机内 再磨,即一段闭路磨料。二段磨料溶出由两个球磨机完成第一段分级机分离出的粗颗粒 (返砂)进入第二段球磨机内再磨。目前,国内烧结法氧化铝厂都采用二段磨料溶出工 艺。二段磨料溶出工艺流程如图9-6所示。
2.拜耳法铝土矿溶出
铝土矿的溶出是拜耳法生产氧化铝的主要核心工序之一。溶出就是将铝土矿中固态不 溶解的氧化铝在一定的温度和压力条件下,通过与碱反应变成溶解的铝酸钠溶液。不同的 矿石其溶出条件不同,三水铝石型铝土矿的溶出温度一般为14。~ 145七,用苛性碱 (Na2Oκ)浓度为120 ~ 140 g/L的母液溶出。一水铝石型铝土矿通常是在温度为24° ~ 250七,用苛性碱(NazOQ浓度为140 ~220 g/L的母液溶出。我国铝土矿多数为一水铝
• 321 •
»安全生产专业实务金属冶炼安全
熟料 调整液 白泥洗液
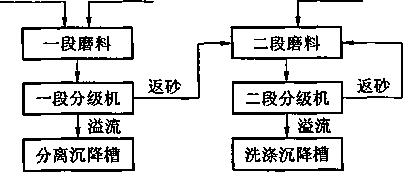
图9-6二段磨料溶出工艺流程
石型。
目前,我国氧化铝拜耳法溶出典型工艺有直接加热高压溶出、单管预热一压煮溶出、 双流法溶出、管道一停留罐溶出等。溶出设备主要有压煮器和管道化溶出装置两种类型。
(二)主要危险有害因素分析
1.灼烫
氧化铝溶出主要靠碱性溶液进行反应溶解氧化铝,溶出工序都存在碱性溶液,温度基 本在IOO ~280霓之间。通过管道、泵、溜槽、地沟等进行转移,在储槽、地坑、容器内 反应、沉淀和储存,存在化学灼烫的岗位比较多。发生碱灼伤的主要原因有:
(1)现场存在不应有的跑、冒、滴、漏。当输送矿浆及碱液的管道之间、管道与设 备之间、管道与泵体之间的盘根、法兰等连接部位垫子破碎或者老化,管道焊缝脱焊有裂 缝,输送泵壳有裂缝,管道和储槽腐蚀严重,储槽或地坑、容器内进出物料不平衡时,含 碱物料会出现跑、冒、滴、漏现象。由于管道内带有一定的压力,储槽位置较高具有势 能,在压力作用下,泄漏的含碱物料极易造成无序飞溅和刺射。
(2)安全防护设施不完善。放料地沟、溜槽、储槽、地坑缺乏盖板、栏杆等防护设 施,作业人员跌倒、坠落时,易被碱性物料浸泡,造成灼伤。预脱硅槽溢流管、放料管出 口垂直对地沟或容器,没有缓冲消能装置,在放料时,料浆可能朝着操作者的方向飞溅, 造成人员伤害。
(3)作业环境不良。车间现场地面湿滑,有泄漏物料未及时清理,现场照明不足等, 作业人员容易跌倒在含碱物料上。
(4)运行压力不稳定。由于操作不规范、物料进出不平衡、容器出口堵塞等,造成 超压运行,易造成含碱物料无序飞溅和刺射。
(5)清理检修安全措施不到位。被清理的管道、容器等设备内物料没有放净,在有 余料、余压情况下打开管道、容器、泵等设备。清理检修设备的来料没有切断,没有采取 加装堵头和盲板措施。
(6).作业人员防护不到位。作业人员防护用品穿戴不符合要求,未戴面罩、防护眼 镜,未穿胶鞋等。
另外,管道化溶出生产工艺需要使用高温熔盐作为热载体,将矿浆加热到280七左 右。高温熔盐流动性强,保温性能强。外漏高温熔盐表层固结后,内部温度很难降下来,
• 322 •
第九章铝冶炼安全技术《
作业人员一旦踩踏容易发生烫伤。
2.压力容器及管道爆炸
氧化铝生产系统中使用的压力容器较多,主要分布于氧化铝工艺、动力系统和暖通系 统。管道化溶出系统中的高压隔膜泵、停留溶出罐、旋流处理槽、各级自蒸发器、各级汽 液分离器、各级冷凝水罐等为中、高压容器(设备)。压力管道主要有压缩空气管道、蒸 汽管道、天然气管道、煤气管道等。
氧化铝生产过程中压力容器及管道发生事故主要是物理爆炸。物理爆炸现象是容器内 高压气体迅速膨胀并以高速释放内在能量。其爆炸后产生的危害主要表现为:一是冲击波 超压会造成人员伤亡和建筑物的破坏;二是爆破碎片在飞出过程中具有较大的动能,也可 以造成较大的危害,还可能损坏附近的设备和管道,引起连续爆炸或火灾;三是容器及管 道内介质外泄的伤害,释放的高温蒸汽会造成人员烫伤,释放的天然气、煤气会造成人员 中毒窒息;四是二次爆炸及燃烧危害。
3.辐射
为更好地进行流程控制,需要对氧化铝生产的管道、储槽内的料浆密度、液位等进行 检测,这些物料含碱量高、腐蚀性强且具高温、易结疤的特性。一般选用同位素密度计测 量矿浆密度和液位。常用的放射源为Csl37,主要在溶出和蒸发工序设置放射源。
放射源发射出来的射线具有一定的能量,它可以破坏细胞组织,从而对人体造成伤 害。当人受到大量射线照射时,可能会产生诸如头晕乏力、食欲减退、恶心、呕吐等症 状,严重时会导致肌体损伤,甚至可能导致死亡。
(三)安全防范措施
1•化学灼烫安全防范措施
氧化铝生产过程中最易发生的伤害是碱灼伤事故,关于化学灼烫安全防范措施在本节 集中表述。其主要防范措施如下:
(1)各种储槽应设料位计,对料位进行检测,一旦出现高料位报警,应立即停止 进料。
(2)储槽应设置溢流管,溢流管连接地沟、地坑,或其他空置容器,当储槽物料过 多时,通过溢流管将物料引入安全区域,避免冒槽事故发生。
(3)湿法生产区域车间地坪应有一定的坡度,并设地沟及污水槽,一旦碱性物料或 者酸性物料泄漏,应及时冲洗、回收。
(4)储槽、储罐区应设置围堰和地沟,拦截泄漏物料,并及时回收,避免发生冒槽 事故时物料漫流。
(5)稀释前储槽温度较高,液体处于沸腾状态,为避免含碱物料飞溅,槽顶要进行 密封,并设置乏汽回收和排气设施。
(6)储槽、储罐顶部应设置专门人行安全通道;地沟、溜槽应设置盖板,防止人员 踏入地沟、溜槽。
(7)输送碱性和酸性物料的阀门及管道法兰应设置法兰防护罩,防止泄漏物料伤人。
(8)在经常有人员通过的地方和操作室附近,物料管道不宜设法兰和阀门等。
(9)根据物料腐蚀的特性,选择储槽的材质,管道、阀门、垫片按规定、规范选用
•323 •
»安全生产专业实务金属冶炼安全
优质材料。
(10)泵类接头不应使用橡胶伸缩接头等易损件,老化设备应定期检查和更换。
(11)管道焊接部位应定期检查,高压管道应定期检测壁厚。
(12)作业人员应严格遵守操作规程,避免超压、超温运行。
(13)作业现场应设置必要的警示标识,作业人员应配备防酸碱的工作服、手套、胶 鞋和护目镜等防护用品。
(14)开关料浆阀门作业时,不应直接面对法兰。
(15)检修承压设备前,应将压力泄放为零,并采取有效的防护措施防止带余压料浆 喷溅。
(16)拆卸阀门、管道、泵、容器的连接螺栓时应由下而上、对角错位拆卸。
(17)检修、清理各类容器、贮罐、槽、管道、泵等设备前,应通知相关运行岗位人 员,并对所有可能来料的管道或设备采取可靠的隔离措施,如加盲板等,关键部位的阀门 应关闭,排空容器、贮罐、槽、管道内物料,作业期间,外部应设置专人监护。
(18)设备清理检修作业应严格实施停电挂牌。应关闭进出料、风、汽、水等管道、 溜槽的阀门,并加盲板,挂警示牌,进行安全确认后方可施工。
(19)有碱存在的区域应设置洗眼器、淋洗器等应急设施,现场配备硼酸水,可供操 作人员发生碱或酸灼伤时现场及时清洗。
(20) 一旦发生碱或酸灼伤立即用清水或者岗位配备的药水冲洗,身上衣物如果也沾 有碱或酸应立即脱掉。冲洗后仍感到不适,应到医院就诊。
2.熔盐炉安全防范措施
熔盐又称为导热盐,主要由硝酸钾(KNO3)、亚硝酸钠(NaNo2)、硝酸钠(NaNO3) 3种成分构成,具有腐蚀性、刺激性、助燃性、氧化性。遇可燃物着火时,能助长火势。 与有机物、还原剂、易燃物如硫、磷等接触或混合时有.引起燃烧爆炸的危险。燃烧分解 时,放出有毒的氮氧化物气体。受热分解,放出氧气。
吸入熔盐粉尘对呼吸道有刺激性,高浓度吸入可引起肺水肿。大量接触可引起高铁血 红蛋白血症,影响血液携氧能力,出现头痛、头晕、紫维、恶心、呕吐。重者引起呼吸紊 乱、虚脱,甚至死亡。口服引起剧烈腹痛、呕吐、血便、休克、全身抽搐、昏迷,甚至死 亡。对皮肤和眼睛有强烈刺激性,甚至造成灼伤。皮肤反复接触引起皮肤干燥、皱裂和皮 疹。主要防范措施如下:
(1)熔盐应储存于阴凉、干燥、通风良好的库房,硝酸钾(KNO3)、亚硝酸钠 (NaNO2)ʌ硝酸钠(NaNO3)平时不得混放,不得受热、受潮,不可在阳光下暴晒,远离 火种、热源。库内温度不超过30七,相对湿度不超过80%。
(2)熔盐应与还原剂、酸类、易(可)燃物、活性金属粉末分开存放,切忌混储。 储区应备有合适的材料收容泄漏物。
(3)混盐时应在非常干净的场所进行,不准混入任何有机物、氧化物、易燃易爆物 等,如纸张、油品、木屑、纱布等,以免引起氧化造成燃烧或爆炸。
(4)工作人员应穿戴好防尘面具等劳保用品,避免盐尘吸入人体;应使用木锹装卸, 禁止使用铁质工具;装卸熔盐时,不得撞击摩擦。
• 324-
第九章铝冶炼安全技术《
(5)熔盐罐应经过1.3倍的水压试验,水加温IOOK循环抽空烘干后方可使用。
(6)熔盐易潮解,加热熔盐时盐罐应敞口,以保证水蒸气充分挥发,特别是在200 ~ 400七之间要非常缓慢地进行,避免熔盐沸腾溅出伤人。
(7)为防止熔盐在加热过程中,熔盐罐超压引起熔盐外泄,熔盐罐应设置防爆阀, 并将防爆阀出口引入应急储槽。
(8)熔盐熔化后及时关闭蒸汽加热盘管蒸汽阀门,做好排水工作,以免发生意外。 运行时还应注意盐罐安全阀是否失灵,防止盐罐超压。
(9)如遇原盐结块,可用木锤敲碎,但木锤有掉渣要及时更换。
(10)熔盐严禁烟火,防雨防火,一旦发生火灾先用砂土灭火。
(II)泄漏应急处理:隔离泄漏污染区,限制出入。建议应急处理人员戴防尘面具 (全面罩),穿防毒服。不要直接接触泄漏物。勿使泄漏物与有机物、还原剂、易燃物接 触。如小量泄漏用大量水冲洗,冲洗水稀释后放人废水系统。如大量泄漏用塑料布、帆布 覆盖,然后收集回收或运至废物处理场所处置。 -
(12)熔盐加热升温过程中防止热辐射,应对熔盐罐、熔盐管道进行保温,或者采取 隔离和警示措施,并尽量减少作业人员接触高温的作业时间。
(13)熔盐加热使用煤气、天然气等燃料。
3.管道化溶出装置及溶出器安全防范措施
(1)管道化溶出装置各罐体及管道均属于压力容器和压力管道,应按照特种设备进 行设计、安装、使用,监控系统应设报警联锁且齐全可靠。
(2)自蒸发器、压力管道、停留罐及附属的压力表、安全阀、保护装置等安全附件 应定期校验,且校验合格、完好、准确、灵活好用;其附属设施应定期检查,设备零部件 应齐全,紧固可靠,无缺陷。各仪表、控制器、阀门灵活,电动终端阀调节显示开关度与 现场阀门实际开关度一致。
(3)溶出系统设置压力、温度、料位等参数检测和监控设施,并设置相应的联锁系 统,以保证当容器内料位至高限或压力超压时保护设备安全。
(4)冷凝水自蒸发器、蒸汽缓冲器、新蒸汽总管上应设置安全阀,每台压力容器或 每处应设置不少于2个安全阀,并应确保泄压排出点符合安全要求。
(5)溶出系统的换热器、溶出器和自蒸发器上都应设合理、安全、可靠的不凝气排 出设施。
(6)溶出工序设置脉冲缓冲器,以稳定系统的进料压力,防止系统超压,保护整个 溶出机组。
(7)经常对溶出器系统的结疤情况进行检查,发现大块结疤要及时清理,防止堵塞 出口。溶出管道堵塞,不应带料高压冲击,应停机泄压后进行清理。
(8)溶出装置及蒸汽管道在启动时,应排出内部冷凝水,方可逐步提温。
(9)溶出装置预热,应详细检查流程,确保料、汽、水走向正确,内、外管道应同 时预热,防止膨胀系数不一样造成管道密封泄漏伤人。 _
(10)若遇预热段内管泄漏、熔盐加热段内管泄漏时应立即停车,现场巡检人员要远 离泄漏位置,同时设立警戒线,将物料排出并泄压后,才能开始检查泄漏位置。
• 325 •
»安全生产专业实务金属冶炼安全
(11)气液分离器、自蒸发器、冷凝水罐检修时,应将装置内压力降到零后方可拆 卸;禁止带压工作,进罐内清理应打开上下人孔通风检测,并采取可靠的安全措施后方可 进行作业。
(12)溶出器不应超压运行,防止密封泄漏。带压管道不应受外力击打。
(13)活动阀门时,禁止用锤敲打,以免损坏阀门、物料伤人。
(14)对溶出套管进行高压清洗时,必须划定警界区域,无关人员不得进入。
(15)槽罐类支架及管道支架应定期进行沉降观测。
(16)为防止采用高温熔盐或者高压蒸汽对料浆加热过程的热辐射,高温管道、自蒸 发器应进行保温,或者采取隔离和警示措施。
.(17)溶出厂房顶部设置自然通风天窗,或者采取机械通风措施,及时将含氢氧化钠 蒸汽外排,降低厂房等相对密闭区域内氢氧化钠含量。
4.压煮器安全防范措施
(1)每台压煮器连接口上应装设2个安全阀,安全阀、压力表、法兰处安全防护罩、 蒸汽管道表面保温层应齐全,机体上安全附件灵敏可靠,定期校验,符合《固定式压力 容器安全技术监察规程》(TSG 21)要求。
(2)压煮器的设备安装及运行过程中的各类参数应符合设计要求,监控系统齐全 可靠。
(3)压煮器及其附属设施应定期检查,设备零部件应齐全,紧固可靠,无缺陷。各 仪表、执行器、阀门灵活,电动执行器的调节显示开关度与现场阀门实际开关度一致。
(4)开车前,进行脉冲缓冲器压力和料位安全试验时,必须缓慢进行,严禁升压过 快;缓冲器安全试验合格后,系统压力、料位报警正常,方能进行填充管道溶出器和压煮 器作业。
(5)溶出器预热,应详细检查流程,确保料、汽、水走向正确。送汽前应放水,缓 慢打开阀门,预热管道后方可提压。内、外管道应同时预热,防止膨胀系数不一样造成管 道密封泄漏伤人。溶出器(压煮器)不应超压、超温运行,防止密封泄漏。
(6)机组出料,操作阀门时,应戴防护眼镜,从侧面进行观察,以免热料溅出烫伤 作业人员。操作时应注意监控阀门的开度,避免大量料浆溢出伤人。
(7)出现高料位报警,应采取降低机组进料量或停泵倒压处理,使其料位降低至正 常值,确保机组安全运行。
(8)溶出器(压煮器)停用,应进行物理隔离。清扫管内余料应降低槽内液位,防 止物料溢出伤人。隔离出来的压煮器在检修、清理之后,经水压试验合格才能投入使用。
(9)拆卸蒸汽、料浆管道时,应将汽、料流程完全隔离并泄压,工作时不能正面对 法兰,拆卸螺栓由下而上进行,注意物料喷出、泄漏伤人;打开槽罐人孔时,必须先松开 底部螺栓,看有无料浆流出,再松开顶部螺栓。当螺栓松动时,先用撬棍撬松人孔,放完 积料后打开人孔;动火作业前,应用水冲洗干净管道,打开管道通风放气。
(10)酸洗作业应按酸加入水的原则进行。酸储罐应设防泄漏围堰,周围应有明显的 警示标识。
(Il)生产现场操作岗位应配备存放浓度为2% ~3%的硼酸洗液,半径15 m内应设
• 326 •
第九章铝冶炼安全技术《
紧急冲洗、喷淋装置。
5.辐射安全防范措施
(1)放射性同位素仪表使用场所及其人口处应设置放射性标志和必要的防护安全联 锁、防盗报警装置或工作信号。
(2)放射性同位素仪表源罐外应设防盗保护罩,对每个放射源安装GPS定位装置, 有条件的可以对每个放射源进行视频监控。
(3)放射性同位素仪表尽量安装于设备高处,远离操作人员经常活动的场所。
(4)放射性同位素的装卸、使用、保存和销毁应符合《放射性同位素与射线装置安 全和防护条例》(中华人民共和国国务院令〔2019]第709号修改)和《电离辐射防护与 辐射源安全基本标准》(GB 18871)的要求,应有严格的防盗及防护监控措施,现场应设 置警示标志。
(5)在生产现场设置明显的放射性标识和中文警示说明、划定警戒范围、配备防护 用品、定期检测,操作和管理人员上岗前必须接受辐射防护专业培训等。
(6)放射性同位素仪表使用场所要落实安全监护措施。放射性同位素仪表检修、维 修期间应执行严格的巡查监护。
(7)进行放射源操作时充分考虑放射源活度、操作距离、操作时间和防护屏蔽等因 素,采取最优化的防护措施,以保证操作人员所受剂量控制在可以合理做到的尽可能低的 水平。
(8)放射源的操作必须由经过培训的专业人员进行。
(9)发生放射源事故后,对事故区域进行隔离,同时进行技术检测,检查放射源本 体,确定放射源是否丢失,有无泄漏和污染程度。
(io)发现放射源丢失,但没有造成泄漏污染情况,立即报警并展开全方位的放射源 的调查和搜寻,直到找到丢失的放射源为止。
(11)确认放射源已经发生泄漏和污染,应当由专业人员处理,直到检测结果达到国 家安全标准。
八、沉降、分解安全技术
(一)工艺及设备概述
1.沉降生产工艺概述
沉降是将矿浆中溶解的铝酸钠溶液与其他不溶解的有害杂质,经过重力沉降进行分 离,得到的溶液就是粗制的铝酸钠溶液(习惯称为"粗液”),剩下的固体残渣就是赤泥。 分离后的赤泥要尽可能地用热水洗涤干净,以减少碱和氧化铝的机械损失(赤泥附液损 失)。目前,氧化铝生产中赤泥分离与洗涤大多采用重力沉降或重力沉降与过滤联合的方 法来实现。
该工序主要设施有沉降槽及搅拌设备、过滤机、赤泥外排泵等,为更好地实现沉降分 离效果,在沉降槽中添加絮凝剂(阴离子型聚丙烯酸钠)。沉降槽属于较大型设施,外形 尺寸直径一般在6 ~40 m之间,高度一般在15 m以上。目前常用的沉降槽有3种:锥底 型沉降槽(图9-7)、平底型沉降槽(图9-8)、深锥型沉降槽(图9-9)。
• 327 •
» 安全生产专业实务 金属冶炼安全
2.分解工艺概述
分解是将精液中已过饱和状态存在的NaAl(OH)4结晶析出AI(OH)3的生产过程。通 常采用的方法有两种:一种是晶种分解,拜耳法工艺常采用晶种分解的方法制得氢氧化 铝,同时亦获得苛性比值较高的种分母液,作为溶出铝土矿的循环碱液。另一种是碳酸化 分解,烧结法工艺大部分采用碳酸化分解方法制得氢氧化铝,同时获得碳分母液,碳分母 液一部分送熟料溶出工序作调整液,另一部分经蒸发后返回原料工序配料。
晶种分解就是向过饱和的铝酸钠溶液中添加晶种、降低温度,在不断搅拌的情况下, 使之分解、结晶析出Al(OH)3。其反应式如下:
晶种搅择
NaAl(OH)4+aq^⅛⅛=Al( OH) 3+NaOH +aq
晶种分解流程,目前工业上一般采用一段法和两段法两种。
一段法工艺流程:拜耳法铝酸钠溶液分解在机械搅拌种分槽中连续进行,种分槽数一 般由分解的时间及总体液量而定。
• 328-
桥架
第九章铝冶炼安全技术«
图9-9深锥型沉降槽结构示意图
拜耳法精液首先经过板式换热器与母液(或水)换热降温后与晶种混合,用种子泵 送入种分槽首槽,在高压风的作用下通过提料管及溜槽依次流入下一级种分槽,中间经过 板式换热器逐级降温,在机械搅拌作用下不断分解,至末槽达到一定的分解率。种分出料 通过出料槽自压送入立盘过滤机进行种子过滤,分离的氢氧化铝与精液混合返回首槽作种 子,产出的母液送蒸发。成品出料由出料槽液下泵送入成品旋流器,经过旋流分级后,颗 粒较粗的底流送到平盘过滤机,溢流返回到出料槽,如图9-10所示。
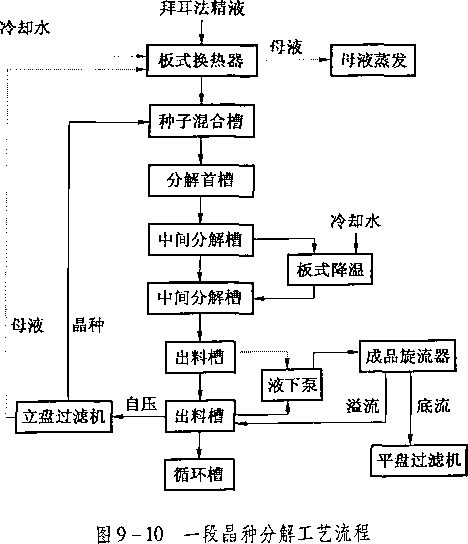
• 329 •
» 安全生产专业实务 金属冶炼安全
两段法工艺流程:拜耳法精液首先经过板式换热器降温后与细种子混合,用细种子泵 送入一段种分槽首槽,在高压风的作用下通过提料管及溜槽依次流入下一级种分槽。一段 分解结束后由一段末槽出料至真空降温,经降温后与粗种子混合送入二段种分槽首槽,经 过中间降温,在机械搅拌作用下不断分解,至末槽达到一定的分解率。种分出料由末槽出 料泵送至种子旋流器经旋流分级后,溢流送入细种子过滤机进行过滤,产出细种子返入一 段种分槽首槽,底流送入粗种子过滤机进行过滤,产出粗种子返入二段种分槽首槽,成品 出料由出料液下泵送入成品旋流器,底流送平盘过滤机,溢流进入末槽,如图9 - 11所示。
拜耳法精液
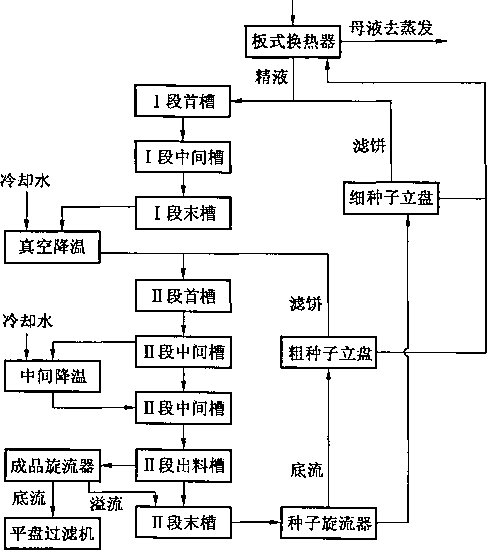
图9-11两段晶种分解工艺流程
另一种是碳酸化分解,即给过饱和的铝酸钠溶液中不断通入二氧化碳气体,使其分 解、析出氢氧化铝,分离氢氧化铝后的母液称为碳分母液。在碳酸化分解过程中一般认 为,通入溶液中的二氧化碳使部分游离苛性碱被中和,使溶液中苛性碱(OH-)的活度 大大降低,溶液中αA (铝酸钠溶液中所含苛性碱与氧化铝的摩尔比叫做铝酸钠溶液的苛 性比值)降低,使铝酸钠溶液稳定性下降,从而引起铝酸钠溶液分解析出氢氧化铝,反 应如下:
2NaOH + CO2 = Na2CO3 +H2O
2NaA102 +4H2O---2A1(0H)3 J +2NaOH
碳酸化分解工艺流程:碳分精液首先进入碳分闪蒸器降温后送至高位缓冲槽,通过自
• 330 •
第九章铝冶炼安全技术《
压进人连续碳分首槽,由连通管在高压风作用下提至下一个槽,直至末槽,在分解槽中不 断通入二氧化碳(CO2)气体,进行碳酸化分解。根据各槽碳分分解梯度的不同要求,调 整各槽通气量,使碳分分解达到工艺要求的分解率。碳分出料由出料泵给入旋流器分级,旋 流器底流进入底流混合槽送成品过滤机,溢流进入沉降槽,沉降槽的溢流与底流过滤机的母 液一起送蒸发,沉降槽的底流除大部分作自身种子外,其余部分送底流混合槽。分解主要设 备设施有分解槽、叶滤机、板式换热器、输送泵等。碳分连续分解工艺流程如图9-12所示。
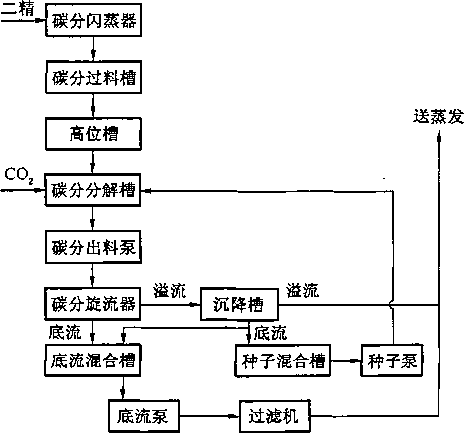
图9-12碳分连续分解工艺流程
(二)主要危险有害因素分析
1.坍塌
沉降槽、分解槽发生坍塌有两种情况,一是槽体结构破坏性坍塌,二是槽体内部结疤 或赤泥大量脱落和滑塌。
氧化铝生产中使用的矿浆槽、沉降槽、洗涤槽、液碱槽,这些储槽的结构尺寸大,直 径一般都是IOm以上,最大直径达40 m,高度超过20 m,储存物料容量大,并且都是温 度高、强碱性物料。一旦出现槽体坍塌,大量物料外泄,会造成人员、设备掩埋,极易发 生群体性伤害事故和环境污染事故。引起这些储槽坍塌的主要原因:一是基础处理不到位 承载力不够,或者基础长期受到碱性溶液浸泡、流水冲刷等破坏。二是荷载增加,如槽体 加高、槽内运行液位抬高、槽内物料变化等。三是槽体受到损坏。许多钢制槽体在高温碱 液的浸泡下,腐蚀较快,使槽体变薄、渗漏,引起坍塌。
氧化铝生产流程中主要物料存在大量的钙、镁、硅等物质,极易形成结疤附着在容 器、储槽内壁上,当结疤达到一定的厚度时需要及时清理。结疤厚度有时超过2 m。当储 槽中矿浆等物料退出运行状态时,槽壁结疤可能因为受潮、风化等影响,大面积脱落、坍 塌。在人工清理结疤过程中,如果未采取防护措施,清理先后顺序不当,先清理底部,上
• 331 •
» 安全生产专业实务 金属冶炼安全
部结疤可能会坍塌。
2.灼烫
该工序沉降槽内全部是高温强碱矿浆,钢制槽体一旦腐蚀严重,作业人员经常上槽顶 巡查,易坠落槽内造成碱灼伤;槽体腐蚀泄漏,输送矿浆的管道、泵体产生泄漏,槽内液 位过高造成冒槽泄漏等,易造成碱灼伤;进行检修、清理作业时,未实施有效的放空、切 断、隔离等措施,或者管道、容器及泵体前的过滤筛箱被拆卸开后,由于内存余料或者突 然来料,灼伤作业人员。
3.中毒和窒息
碳酸化分解使用石灰炉烧制石灰过程中产生的二氧化碳,通过管道输送到分解槽内, 二氧化碳泄漏造成局部聚积,易发生中毒窒息。在对分解槽清理检修作业过程中,如果二 氧化碳没有切断,或者槽内二氧化碳浓度较高,作业人员易发生中毒窒息事故。
(三)安全防范措施
1.沉降系统安全防范措施
(1)沉降槽基础应严格按照规范设计,并做好承载力计算和基础处理。沉降槽不应 超额定荷载使用或改变用途,不得随意改变储槽设计高度、运行液位高度和物料,矿浆和 料浆固相参数不得超出设计值。
(2)沉降槽槽体、框架结构、平台等设施应保持完整,并定期检测检验钢板厚度、 定期防腐;不应在结构件上进行切割、打孔等削弱结构强度的作业。
(3)沉降槽槽顶应设安全通道和相应的检修平台,作业人员不应直接站在槽顶上进 行作业。沉降槽搅拌装置旋转部位应有防护装置;底流泵出口法兰、人员经常通行部位的 管道法兰应设置法兰防护罩,防止泄漏物料伤人。
(4)沉降槽上设置排气筒,减少槽内部碱性蒸汽积聚,降低对槽顶腐蚀速度。排气 筒不得封闭,沉降槽排气筒、溢流管应定期检查清理、保持畅通。
(5)储槽周围应设置排水设施,防止基础长期浸泡。
(6)应定期对槽体沉降、位移、倾斜度、槽壁厚度进行观测。对出现的沉降、位移、 腐蚀、变形和裂缝等异常情况应及时进行处理。
(7)进入储槽内清理结疤时,应制作专用升降设施,或者搭设脚手架,遵循由上向 下、分层的顺序。
(8)进入沉降槽内部检修清理作业应执行有限空间作业审批制度。
(9)槽体下方及周围紧邻区域内不得设置人员聚集场所(操作室、休息室、会议室、 更衣室、澡堂)。
(10)沉降槽区域应设置围堰,围堰厚度至少150mm,其容积足以容纳围堰内最大的 常压贮槽的容量,围堰最小高度不小于450 mmo
(H)沉降槽区域地坪应平整并有一定的坡度,并坡向区域内地沟,地沟应坡向污水 槽;地沟应设置盖板,盖板算子间距不应大于4 cm,盖板应有定位措施确保稳固。
(12)进入沉降区域作业人员应佩戴防护眼镜或面罩,带压处理管道泄漏时应穿戴专 用防护服。
(13)沉降槽区域应设置应急冲洗装置,包括应急喷淋、洗眼器和硼酸水;供水管道
• 332 •
第九章铝冶炼安全技术《
及喷淋装置应有防冻措施;供水水源及压力应可靠。应急装置应定期检查保持完好,应急 装置的位置应布置在宽敞安全区域,尽可能直线到达,避免越层;应尽可能保证人员在 10 S之内能快步到达喷淋装置。
2.叶滤系统安全防范措施
(1)叶滤机厂房应有自然通风和机械通风设施。
(2)叶滤机应设置安全阀、压力检测、超压联锁停车装置,并且应定期检测检验。
(3)叶滤机应有现场压力显示装置,现场人员应能直接观察到压力状况。
(4)叶滤机安全阀泄压口应连接收集槽。
(5)立式叶滤机系统应有可靠的备用压缩空气气源。
(6)叶滤机碱洗泵应设置压力联锁停车系统,在碱洗压力达到设定压力时碱洗泵应 能自动停车。
(7)凯利卧式叶滤机应安装液位联锁系统并保证运行正常,防止误操作引发事故; 机筒顶部应设排气阀,确保能正常排气,避免机筒内气体压力聚积。
(8)叶滤机开车前应仔细检查粗液、精液、碱液、水流程是否正确、畅通,特别是 碱洗流程的倒用和恢复要对流程进行逐个确认,防止因流程倒错造成大面积冒槽和人员碱 灼伤事故的发生。 注靑兔麼Q群628721411
3.种分分解槽安全防范措施 老麻微蓓/QQ: 863575556
(1)槽体应设置液位计,保持槽体液位,防止槽内物料溢出。
(2)槽顶开关箱、作业点和巡检部位应设置专用安全通道和检修作业平台。槽罐顶 部观察孔、取样孔应安装防坠落算子。
(3)槽顶边沿应设置安全护栏,并符合《固定式钢梯及平台安全要求 第3部分: 工业防护栏杆及钢平台》(GB 4053. 3)的要求。
(4)槽顶物料溜槽悬空没有紧贴槽壁的部位和溜槽闸板部位应设置检维修平台,上 下平台需设置钢斜梯或爬梯。
(5)槽下检修人孔门应设置门轴或在上部设置吊装杆。
(6)槽下应设置低位和高位且垂直中心线相距>50Omm的2个放料阀,放料阀应设 置二道阀,放料阀高于1.5 m应设置作业平台。
(7)种分槽应设置事故搅拌装置,事故搅拌装置的动力应与原搅拌动力不是一个动 力源。搅拌停止、槽溢流应有事故报警装置。
(8)放料阀处应设置放料地沟,地沟要有地沟盖板,槽下应设置泄险区并应根据槽 体容积设置相应容积的防渗围堰,围堰设置标准参考本节中沉降系统安全防范措施。
(9)分解槽不应超额定荷载使用或改变用途,不得随意改变储槽设计高度、运行液 位高度和物料,精液固含参数不得超出设计值。
(10)清理分解槽结疤禁止采用爆破作业。
4.碳分槽安全防范措施
(1)进入碳分槽生产区域作业时,应配置便携式二氧化碳报警器和一氧化碳报警器, 要设置专人监护。
(2)检修工作前应联系生产岗位,办理相关工作票,切断与待修设备相连通的气源,
•333 •
» 安全生产专业实务 金属冶炼安全
加装盲板并悬挂安全警示标识。若碳分槽内部动火或长时间检修时,可将与被修容器相连 的一段管道拆卸下来,但与生产系统相连的管道接口必须加装盲板。
(3)进入碳分槽内作业时应详细检查槽内、槽顶结疤情况,发现结疤松动现象,严 禁进入槽内作业,待清理完毕安全确认后再进行作业。
(4)槽内电气焊作业,必须保持通风良好,有双人孔的必须同时打开,单人孔的要 设置通风机等通风设施。
(5)在槽内进行搅拌器桨叶维修作业时,应详细地检查搅拌系统的设施安全状况, 是否存在断裂与塌架现象,并设专人监护。
5.板式换热器安全防范措施
(1)板式换热器物料进出口和冷源进出口应设置滤渣器、压力表和温度计。
(2)板式换热器侧向应有防护垂帘,高于L5m的进出口闸阀门应有作业检修平台。
(3)板式换热器作业区域应设置泄险区,并应设置与板式换热器产能相匹配容积的围堰。
(4)开停板式换热器时,物料和冷源应同时开关,严防因偏压密封泄漏喷料伤人。
(5)放料阀处应设置放料地沟,地沟应设置地沟盖板。
(6)设备进出口管道的法兰,应安装法兰罩,并保持完整。
九、母液蒸发安全技术
(-)工艺及设备概述
蒸发的目的就是排除流程中多余的水分,保持氧化铝生产系统的液量平衡。其原理是 利用加热的方法,在沸腾状态下使溶液的水分汽化排除,从而使溶液被浓缩,达到排水提 高母液浓度的目的。
蒸发工艺:按内部的压力可分为加压、常压和减压3种方式。在减压(真空)状态 下进行的蒸发,叫做真空蒸发。因为真空条件下溶液的沸点低,所以大多数的蒸发是在真 空条件下进行的。根据蒸发器中蒸汽和物料的流向不同可分为顺流、逆流、错流3种不同 的工艺流程,如图9-13至图9 - 15所示。
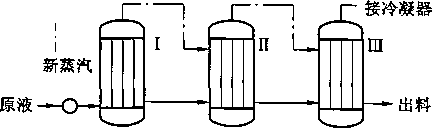
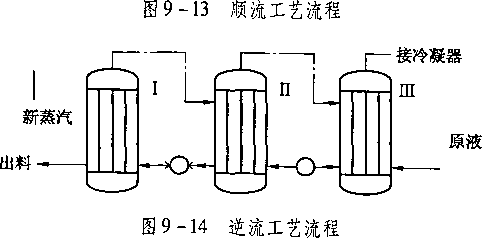
• 334 -
第九章铝冶炼安全技术《
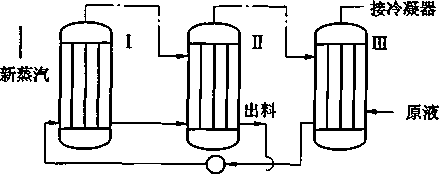
图9-15错流工艺流程
蒸发工序主要设备设施有蒸发器、储槽等。
(二)主要危险有害因素分析
1.灼烫
蒸发工序化学灼烫主要有物料中的强碱灼烫和蒸发器清洗使用盐酸可能造成的灼烫。 蒸发器一般都是负压运行,但加热蒸汽都是正压运行,蒸发器运行时超压、焊缝出现裂 缝、输送物料管道法兰垫片破损等引起的泄漏,易造成作业人员灼伤。
2.爆炸
在蒸发生产中结疤是个很大的问题,尤其是混联法生产氧化铝的蒸发器。结疤的主要 构成:碳酸钠、硫酸钠和钠硅渣等。在蒸发过程中,尤其是浓度高的出料较容易产生碳酸 钠和硫酸钠的结疤,高温低浓度的最容易产生钠硅渣结疤。结疤是热的不良导体,会降低传 热系数;结疤导致加热管直径变小,甚至堵塞加热管(死眼),减少加热面积,降低蒸发效率。
蒸发器运行一定周期后就应清理结疤。清理结疤的方法:一是倒流程法。倒流程使得 出料效改成进料效,出料效的结疤被溶解起到除结疤的作用。二是水煮法。蒸发器运行一 段时间要用水彻底煮洗。三是酸洗法。硅酸钠结疤不溶于水,能溶于酸。用盐酸进行浸 泡、冲洗。在酸洗过程中,铁质容器和铁锈也与盐酸反应,产生氢气。反应式如下:
Fe+2HC1-FeCl2 +H2 t
酸洗过程中生成的可燃气体,易积聚在蒸发器内,如果不进行置换或通风,在进行动 火作业时可能发生火灾、爆炸事故,易造成作业人员的伤亡。
蒸发器及蒸汽缓冲器、蒸汽管道等承压设备,如果操作不当,或者设施存在缺陷,造 成超压而引起容器爆炸事故。
3.高温
蒸发主要使用低压蒸汽对含铝酸钠溶液进行加热,使溶液中水分变成蒸汽,再经冷却 后变成冷凝水。加热温度超过Ioo霓,若未采取有效隔热措施,可使作业工人感到热、头 晕、心慌、烦、渴、无力、疲倦等,可出现一系列生理功能的改变。
(三)蒸发器安全防范措施
(1)蒸发器各罐体及管道应按照特种设备进行设计、安装、使用,并按照要求定期 进行检测检验。
(2)蒸汽缓冲器、蒸发器等压力容器应符合《固定式压力容器安全技术监察规程》 (TSG 21)的要求,各种安全附件(安全阀、防爆膜、紧急切断阀、减压阀、压力表、温
• 335 .
»安全生产专业实务金属冶炼安全
度表、报警器等)应齐全,安全阀应定期进行手动试验;并根据《固定式压力容器安全 技术监察规程》(TSG 21)的要求定期校验,且在校验有效期内。
(3)蒸汽缓冲器、新蒸汽总管上应设置安全阀,每台压力容器或每处应设置2个安 全阀,并应确保泄压排出点符合安全要求。
(4)容器人孔、目镜(液位计)、封头的垫子、密封应完好。蒸发器上各效逆止阀可 靠,定期检查、清理,符合要求。
(5)对人员有可能接触到的蒸汽管道、高温料浆设备设施应采取有效的保温和隔离 防护措施,保温层及保温铁皮连接牢固。
(6)蒸发器组停车超过4 h以上,重新开车通蒸汽前须先暖管,暖管过程应不小于 15 min:结束暖管后,打开主蒸汽控制阀,应缓慢通汽进入系统。
(7)作业人员操作系统阀门时动作应缓慢。向蒸发的循环母液中补碱作业应戴防护 眼镜和面罩。
(8)蒸发器组运行不应超压、超温,防止密封泄漏。
(9)进行打压作业时应停止蒸发器内部其他的作业,打开蒸发器封头顶部排气阀。
(10)检修蒸发器应执行《缺氧危险作业安全规程》(GB 8958),应停电挂牌、断料 加盲板。蒸发器内温度40七以下方可进入,照明应使用安全灯,电压不得大于12 V。
(H)蒸发器运转中,严禁用水冲洗液位计表面和用冷水冲洗目镜,严禁带压紧固目镜 螺栓,紧固目镜螺栓时操作人员的眼睛不应正对目镜。更换目镜时应首先消除容器内的压 力;卸目镜时,人不能面对目镜;打碎的目镜应立即清除;更换高处的目镜时,应采取安全措施。
(12)酸洗作业时,应将清洗的蒸发器和其他各效蒸发器进行隔离,往稀酸槽加浓硫 酸前,稀酸槽新水注入量务必淹过搅拌装置,且搅拌运行。蒸发器酸洗后未经置换、通 风、检测氢气(国),不应进行动火作业。酸洗过程中严禁在蒸发器系统内及附属管道进 行动火作业。
(13)检修人员在更换或补焊酸管和酸槽时,要确认没有残存酸液并彻底通风换气后 才能进行作业,以防爆炸伤人。
(14)液碱、酸储槽要作专门的防腐处理,经常检查槽体是否有渗漏,有问题及时维 修。槽罐区现场设置围堰、地沟和应急储槽。槽顶要密封,并设酸雾、碱雾稀释中和器和 泄压装置。
(15)生产现场操作岗位应配备存放浓度为2% ~3%的硼酸洗液,半径15 m内应设 紧急冲洗、喷淋装置,防碱烧伤喷淋装置完好。
(16)蒸发器及蒸汽管道应采取保温措施,现场应设置隔离或警示标识。
(17)蒸发厂房顶部应设置自然通风天窗,或者采取机械通风措施,及时将含氢氧化 钠蒸汽外排,以降低厂房内空气中氢氧化钠含量。
十、氢氧化铝焙烧安全技术
(一)工艺及设备概述
氢氧化铝焙烧是氧化铝生产工艺过程中最后一道工序,焙烧的目的就是把氢氧化铝中 的附着水、结晶水脱除,并完成部分y - AUO3向α - AUO3转变,生成物理和化学性质符
• 336 •
第九章铝冶炼安全技术《
合电解要求的氧化铝。一般来说,氢氧化铝在焙烧过程中要经过烘干、脱水、晶型转变3 个过程。其主要反应式如下:
2A1(OH)3 =^Al2O3+3H2O ↑
氢氧化铝焙烧可分为回转窑燉烧和流态化焙烧2种工艺技术。回转窑燉烧从窑尾起划 分为烘干带、脱水带、预热带、嫂烧带及冷却带5个带。流态化焙烧一般可分为4个阶 段:干燥、预热和预焙烧、焙烧、冷却。目前,国内氧化铝企业多采用流态化焙烧工艺。 国内使用的氢氧化铝流态化焙烧炉主要有3种:美国铝业公司开发的流态化闪速焙烧炉 (FFC),德国鲁奇-联合铝业公司开发的循环流态化焙烧炉(CFBC),丹麦史密斯公司开 发的气态悬浮焙烧炉(GSC)o
焙烧炉主要使用液体或气体燃料。液体燃料包括汽油、柴油、煤油、重油等。气体燃 料有天然气、煤气。目前,国内焙烧炉用煤气作为燃料比较多,极少数使用重油、天然气 作为燃料。
焙烧工序主要设备设施有带式输送机、平盘过滤机、焙烧炉、燃烧器、油站、电除尘 器、排风机等。
(二)主要风险分析
1.火灾、爆炸
由于氧化铝焙烧的天然气、煤气都属于易燃气体。在系统氧含量超标或天然气发生泄 漏等意外情况下,有火灾爆炸危险。重油是闪点大于120七的可燃液体,常温下呈现固态 或稠黏状胶质液体,在使用时采用蒸汽进行加热变成易流动的液体。重油输送管道地沟如 果出现泄漏,在蒸汽管道加热作业下极易发生火灾、爆炸。油罐设施遭雷击会引起油品起 火和爆炸。
焙烧炉生产中发生燃爆危险的原因:
(1)生产中燃气(天然气、煤气)管网及阀门腐蚀、开裂、损坏,或其他外界因素 影响等造成燃气泄漏。
(2)焙烧炉燃烧器的喷嘴腐蚀、结疤,如燃烧器突然熄火,气阀又继续进气的情况 下,炉膛内蓄热,温度很高,甚至烟道的温度也很高,超过燃气的引燃温度,有可能发生 气体燃爆。若燃气在炉膛内燃烧不完全,甚至可能发生二次燃烧和爆炸。
(3)焙烧炉发生供气压力下降,则可能使燃烧速度大于燃气管供气速度,发生回火 爆炸事故。
2.机械伤害
氢氧化铝进入焙烧炉一般采用带式输送机,焙烧成品氧化铝进入氧化铝储仓采用带式 输送机或者采用风动溜槽输送。焙烧炉风机、氧化铝包装机等,机械设备的转动、传动部 位在运转过程中,由于操作不当或者在进行检修、维护保养中未采取有效安全措施,人体 不慎接触到运动转动设备的危险部位,可能造成机械伤害。
3.高处坠落
焙烧炉采取竖向布置高度达30 m左右,氧化铝储仓一般高度也在30 m以上,在这些 高空岗位作业,如果安全防护设施不全,或者人员作业失误,极易造成高处坠落事故。
• 337 •
» 安全生产专业实务 金属冶炼安全
4.热辐射
焙烧炉采用燃气(煤气、天然气)或者油品(柴油、重油)燃烧,高温段温度高达 IOOO ~ 1200 ℃ ,热辐射强度较大。
5.中毒
燃烧使用的煤气或者天然气在管道连接处或者破损部位泄漏,可能造成人员中毒窒 息、。燃料在焙烧炉内燃烧过程中,由于燃烧不充分,产生的废气中含有一氧化碳气体,如 果未采取通风措施,易造成作业人员中毒窒息。
6.噪声
罗茨风机的电机功率较大,运行时会产生较大噪声,如果基础振动,会增加噪声强 度。长期接触工业噪声可引发人员职业病。
(三)焙烧安全防范措施
(1)天然气、煤气等燃气管道应设置放散、接地装置,埋地管道应有防腐保护设施, 管道与周围其他设施的安全距离应符合《工业企业煤气安全规程》(GB 6222)和《城镇燃 气设计规范》(GB 50028)的要求;用燃气作燃料的现场应设置可燃或有毒气体泄漏报警 装置。
(2)煤气输送管道应设气水分离设施。
(3)新建天然气、煤气储罐或管道投产前应进行燃气置换,进行检修前应用惰性气 体进行置换。
(4)输送管线接头及阀门连接部位安装要规范,确保垫圈材质符合要求,各部位不 得泄漏。
(5)埋地输送管线应采取阴极保护防腐措施,架空管线定期进行防腐处理,并对管 道定期进行检测,确保管道完好,无泄漏。
(6)工作场所加强通风,降低有害物质浓度。易形成燃气积聚的区域设置在线泄漏 检测报警装置。
(7)燃气输送系统应设置必要的紧急切断阀、放散管、防爆阀等。
(8)燃气系统应做好防静电、防雷接地。
(9)焙烧炉燃烧器设置阻火器,并保持完好、可靠;应有失压联锁装置和应急切断装置。
(IO)点火前,应对燃气炉及燃气管道、阀门进行检查,确认管道不泄漏,阀门安全 可靠,仪器仪表性能可靠,炉内无聚积可燃气体,作业现场通风良好,方可点火。停火 后,要立即关闭所有燃气阀门,并进行检查确认。
(11)焙烧炉现场严禁吸烟,禁止使用明火作业。确需明火作业,应严格执行动火作 业逐级审批制度,落实相应的安全措施,在确认安全无误时,方可进行。禁止穿带有铁钉 或铁掌的工作鞋进入作业现场。
(12)炉子点火时,炉内燃烧系统应具有一定的负压,点火程序应是先点燃火种后给 煤气,严禁先给煤气后点火。
(13)送煤气时不着火或者着火后又熄灭,应立即关闭煤气阀门,查清原因,排净炉 内混合气体后,再按规定程序重新点火。
(14)凡强制送风的炉子,点火时应先开鼓风机但不送风,待点火送煤气燃着后,再
• 338 •
第九章铝冶炼安全技术《
逐步增大供风量和煤气量。停煤气时,应先关闭所有的烧嘴,然后停鼓风机。
(15)通蒸汽吹扫煤气系统时,不应关闭放散管;用蒸汽置换空气合格后,可送入煤 气,待检验煤气合格后,才能关闭放散管,严禁在设备内存在蒸汽时骤然喷水,以免形成 真空压损设备。
(16)重油贮罐应远离明火和能散发火花的地方,离厂房及其他生产装置15 m以上, 贮罐间距不应小于最大罐径的1/2 o
(17)站区应有完善的防火和灭火设施;油罐组周围应设防火堤;应设置视频监控、 应急报警和通信联络系统;禁止存放危险品、爆炸品和其他易燃物品;消防通道上,不准 堆放任何材料、设备等障碍物品,以保证消防车通行无阻。
(18)重油贮罐的贮油量应控制在容积的90%以内,其油位应低于消防泡沫剂进口 400 mmo油罐必须有准确可靠的液位指示,并应设置高限报警装置。
(19)罐区、装卸作业区、油泵房、消防泵房、配发电间等重点部位设置安全标志和 警示牌。
(20)站区电气设施应选用防爆型,电气线路应采用阻燃电缆或钢管配线,不应有架空线。
(21)油罐区和卸油区必须安装独立避雷针,禁止采用在罐壁上焊接避雷装置。油罐 必须有可靠的接地装置。油罐区及卸油区应有可靠的防静电接地装置,油罐接地线和电气 设备接地线应分别装设,并定期检测、维护。
(22)卸油和输油系统应采用密闭管道;机动车辆进入站区应有防止产生火花的安全 措施,应有可靠的静电接地部位,静电接地拖带应保持有效长度,符合接地要求。
(23)重油贮罐的基础外露部分、装卸栈台、安全梯、管架及保温材料,均不应使用 可燃材料。各油罐顶部严禁无关人员攀登,不许在罐顶行走。
(24)站区应制定门岗制度,并在门口显著位置进行公示,所有进出站区人员要登记 备案,严禁携带火柴、打火机和易燃易爆物品,严禁穿外露钉子的鞋进入站区,严禁在油 库内使用无线电通信设备。
(25)站区值班人员应穿着防静电、全棉服装,配备的工器具应能防止火花产生。
(26)输油管倒换泵时,作业人员不应正对密封点;卸车时作业人员不应正对出油 口;放水时不应正对放水阀门。
(27)站区内用火应严格执行动火作业审批制度,办理作业许可证,落实安全措施。
(28)焙烧炉系统启动前,应先启动预热燃烧器,将焙烧炉预热到80。CC以上。预热 过程中,不应开启电收尘。
(29)旋风筒发生堵塞需处理时,应戴好防护眼镜、高温手套等劳保用品,捅料时面 部不应正对下料口,以防热料喷出伤人。
(30)应在电收尘入口设置焙烧尾气在线气体分析装置,为防止电收尘内部爆炸,电 收尘应联锁停电。
(31)罗茨风机采用减振基础,并宜设置单独的隔声围挡措施,降低噪声;岗位作业 人员配备防噪声耳塞。
(32)焙烧炉高温部位采取保温和隔离措施,现场设置警示标识,现场作业岗位配备 空调降温设施,夏季岗位应配备防中暑冷饮和应急药品。
• 339 -
»安全生产专业实务金属冶炼安全
第三节铝电解生产安全技术
-、铝电解生产工艺概述
现代铝工业采用大型预焙阳极电解槽生产。电解阴、阳极采用炭阳极和炭阴极,直流 电由阳极导入,经过电解质与铝液层从阴极导出,在两极间发生电化学反应。阴极上铝离 子析出得到铝液,阳极上释放二氧化碳和一氧化碳等混合气体。铝液用真空抬包抽出,经 过净化和澄清之后,熔铸成商品铝锭或变形铝合金锭。阳极气体中含有70% ~80%二氧 化碳和20% ~ 30% 一氧化碳,还含有少量的氟化物和二氧化硫等气体,经过净化之后,废气 排放人大气,收回的氟化物返回电解槽。铝电解生产主要有原料贮运、变供电、电解车间、烟 气净化、浇注和残极处理等工序组成。铝电解生产流程如图9-16所示。
氧化铝
氟化盐
冰晶石
炭阳极
交流电
新鲜水
新阳极组
送电解
• 340-
图9-16铝电解生产流程
第九章铝冶炼安全技术《
二、贮运及净化安全技术
(一)工艺简介及主要设备
1.工艺简介
原料贮运:生产所需的氧化铝在卸料站,袋装料在氧化铝仓库内拆袋,经带式输送 机、管道或浓相输送管线等送至双层贮槽中的新鲜氧化铝贮仓内。新鲜氧化铝进入电解烟 气净化系统吸附烟气中氟化物后成为载氟氧化铝,由气力提升机送入双层贮槽中的载氟氧 化铝贮仓中,载氟氧化铝由超浓相输送系统送至每台电解槽的料箱中丁
烟气净化系统:电解槽阳极气体及粉尘,经密闭罩集气后采用氧化铝吸附干法净化回 收技术治理,其原理是利用氧化铝对氟化氢的吸附性,使烟气中的氟化氢由气相进入固 相,再通过布袋除尘器实现气固分离,达到烟气净化,同时去除氟化物和粉尘的作用。预 焙电解槽干法净化设备工艺流程如图9-17所示。
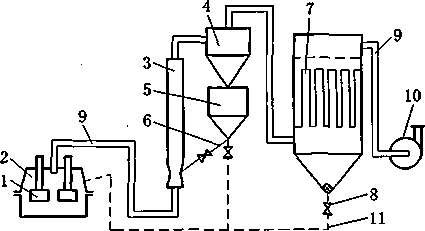
I-电解槽;2一集气罩;3-吸附反应器;4一旋风分离器;5-料仓;6-加料管;
7-布袋除尘器;8-料阀;9-烟气管道;10一排风机;H-回料管 图9-17预焙电解槽干法净化设备工艺流程
2.主要设备
原料贮运设备主要有浓相输送管线或带式输送机、氧化铝料仓槽、装卸起重机械等。
净化设备主要由布袋除尘器、风机、输送管线、烟道等组成。
(二)主要危险有害因素分析
1.中毒窒息
人员进入有限空间(含氧量低于19.5%)时,易造成生理缺氧窒息事故。原料仓、 净化除尘设备、烟气管道等检修或更换布袋等作业时,因违章作业,安全防护不当,人员 不慎坠入料仓内和抢救措施错误等会造成窒息事故。
2.高处坠落
原料储罐高8 ~ 15 m,净化布袋除尘器高15 m以上,烟气管道、原料输送管道高架铺 设,作业人员在从事检修、巡视检查或操作时,因安全防护设施缺失、失效,人员防护措 施不得当、违章作业和恶劣环境影响,易造成高处坠落事故。
3.粉尘
• 341 ■
»安全生产专业实务金属冶炼安全
物料储运、输送过程中产生的粉尘主要是氧化铝尘及其他尘。生产性粉(烟)尘主 要是氧化铝、碳粉和氟化盐等细微颗粒。人体长期过量吸入生产性粉(烟)尘并在肺内 潴留,会引起以肺组织弥漫性纤维化为主的尘肺等职业病。
4.化学有害因素
化学有害因素主要包括氟化氢、氟化物、一氧化碳、氮氧化物、二氧化硫、二氧化 碳、臭氧、六氟化硫等。
电解槽阳极的废气含有气态氟化氢、二氧化硫、一氧化碳等有毒物质,人体吸入过量 的氟,常常会引起骨硬化、骨质增生、斑状齿等氟骨病,严重者使人丧失劳动能力。氟化 物还对呼吸道黏膜及皮肤有强烈的刺激和腐蚀作用。
生产过程中因建(构)筑物通风设施、防毒防尘设备的配置和选型不符合规范,防 尘毒设备缺失或故障停运,生产、设备非正常状态的物料遗洒;员工操作行为不规范,造 成物料飞扬、遗洒和烟气的无组织排放等,易产生尘毒物排放。
5.噪声和振动
电动设备如风机、带式输送机、空压机等设备运行会产生噪声和振动。
6.高温
高温烟气、铝溶液、加热的熔炼炉等产生的高温热辐射。
(三)安全防范措施
1.原料贮运安全防范措施
(1)袋装氧化铝、氟化盐等原料应贮存在防雨、防潮仓库内,散装料贮存在贮仓内; 原材料在贮存与运输过程中必须有可靠的防水、防雨雪、防散漏措施。
(2)密闭料仓应配备减压装置、安全爬梯和作业照明。架空敷设的输送管线应设有 检修平台、防护栏杆、安全爬梯和作业照明,并保持完好。
(3)主要原料氧化铝应采用质量不低于《氧化铝》(GB/T24487)规定的二级标准, 比表面积60 m2及以上的砂状氧化铝,受潮后的氧化铝应经干燥后才能加入电解槽使用。 冰晶石-氟化盐采用低能耗、环保的新工艺生产的氟化盐。
(4)原料的储运、输送采用浓相输送、超浓相输送、气力提升机或机械输送,输送 设备和管道保持全密闭,采用自动联锁控制。气力输送氧化铝时,受料仓应设仓顶袋式收 尘器或相应的收尘设备。
(5)袋装料的堆高不应超过6 m,仓库内设有拆、卸及物料输送装置时,应设置通风 收尘设施。库内清扫地面应采取吸尘设备,不宜采用清扫或吹扫方式。
(6)氧化铝贮槽应设料位指示装置和上、下极限报警器。人员进入含尘毒作业现场, 应规范佩戴防护眼镜、呼吸器或防尘口罩。
(7)厂房、料仓、净化设施登高直梯应符合《固定式钢梯及平台安全要求 第1部 分:钢直梯》(GB 4053. 1)的规定,人口应设置门禁装置或非工作人员禁止攀登警示标 识。定期检查扶梯、护栏、平台腐蚀情况,确保刚度、强度、完整性符合要求。
(8)操作位置高度超过1.5 m的作业区,应设固定式或移动式平台,高于1.5 m的平 台,宽于0.25 m的平台缝隙,深Im的敞开沟、坑、池其周边,如净化除尘设施、原料 储仓、高架物料输送设备和烟道应设置人员行走和检修的平台,临边口、井口、门洞口等
• 342 •
第九章铝冶炼安全技术《
的周边应设置符合《固定式钢梯及平台安全要求第3部分:工业防护栏杆及钢平台》 (GB 4053. 3)规定的安全栏杆。
(9)高空作业应采取安全防护,设置围栏、安全网等,作业用具和锚点应检查、评 估确认安全有效,作业人员应佩戴安全带。
(10)普通起重作业按照《起重机械安全规程 第1部分:总则》(GB 6067. 1)和 《起重机 手势信号》(GB/T5082)的规定执行。
(11)进入储料仓进行检查作业时,应停止进料、出料作业,同时仓外应有人监护, 检查人员系安全带,佩戴安全照明工具和对外联络设备。
2.烟气净化系统安全防范措施
(1)检查或更换除尘器布袋时,应有人监护,检查人员应系好安全带。料仓顶部、 料仓内等高处作业点巡视检查不应一人作业。谨防从高处坠落。
(2)尘毒作业场所以及有毒物料的储存场所应按照《工作场所职业病危害警示标识》 (GBZ 158)的要求设置警示标识,在主要污染物场所悬挂职业卫生标识。天井处上、下 应悬挂醒目的警示牌,通过天井需绕行。
(3)应定期检查和清理压力罐各电磁阀、气缸、物料切断阀、手动阀处的脏物,保 证各阀门灵活可靠。
(4)供料人员在检查电解槽供料情况时,应严格遵守电解车间相关规程;检查槽上 部料箱确认料箱量时,不应使用金属工具,应使用干燥木棒。
(5)巡视溜槽时,不应攀爬防护栏杆;上下溜槽钢架平台直爬梯时,应随手将盖子 盖上;雨、雷电天气不应上溜槽检查;巡视时应注意格子板、护栏等安全可靠。
(6)在进入布袋室前,应关闭出口阀门,打开人孔通风,作业人员应将工作服口袋 内物品清理干净,布袋室内严禁烟火,检查布袋时不应用利器敲打。
(7)打开除尘器盖进入单元体空洞,应执行锁死程序和限制性区域程序。
(8)加强输送设备、净化设备的日常维护保养,确保设备设施的完好率、运转率, 发现故障应及时排除,减少设备破损和停运,,杜绝泄漏和遗洒飞扬情况的发生。对作业点 进行尘毒监测,粉尘和毒物监测每季度不得少于一次。
(9)按照《职业病防治法》建立职业病档案,实施上岗前、岗中、离岗后的职业健 康体检。已被诊断为职业病的作业人员应及时进行治疗和定期复查。尘肺患者、π期和m 期工业性氟病患者应调离危害岗位。
(10)对产生噪声、振动危害的设备,如各类风机、电机、空压机等采取减振隔振措 施,空压机进气口安装空气过滤器和消声器。对空压机房、风机房及附属值班室等采取隔 声措施。
(11)为作业人员配备劳动防护用品,尘毒污染严重的作业场所应配备防毒面具。噪 声较大的现场配备耳塞。
3.窒息应急措施
(1)监护人发现作业人员出现中毒窒息症状时,应立即报告、求救,并及时抢救人 员,拖拽安全绳将受害者拖出危险环境。
(2)无安全绳时,应及时采取向有限空间内送风或新鲜空气,并不断与受害人沟通,
• 343 •
»安全生产专业实务金属冶炼安全
了解受害人状况。如对方有意识应积极沟通并送入安全绳施救。
(3)穿戴正压自呼吸防护用品进入有限空间内施救,将人员救出放置在通风处,使 伤者平躺,头部侧向一方,观察生命特征,结合特征采取急救措施。
三、供电系统安全技术
(-)工艺简介和主要设备
现代铝厂一般有2 ~4个以上的电解槽系列,每个系列各由多台电解槽串联组成。交 流电由外线送入电解厂的变电站,降压后送至整流器前的变压器,经整流器整流后,输出 直流电,供给电解槽。系列中各电解槽串联,直流电从整流器的正极经铝母线送到电解槽 的阳极,流经熔融电解液层和铝液层导至阴极,再串联到下一台电解槽的阳极,依次类 推,从最后一台电解槽阴极出来的电流,返回整流器的负极,形成一个系列回路,预焙阳 极铝电解槽供电系统如图9 - 18所示。
供电系统的主要设备有变压器、整流柜、铝母线等。
直流电源
300 kA, 1200 V
H
2
3
14
120
119
118
121 2401
122 239∣
1123 2381
阳极母线74^1
/ V 槽电压:KHS

Al2O3下料
电解质
*56789。 包、555556
属
/极 阴
阴极母线
5 4 3 2 1
6 6 6 6 6
-67890 一7 7 7 7 8
6 5 4 3 2 1
8 8 8 8 8 8 lɪ lɪ Ii lɪ Ix 1
图9-18预焙阳极铝电解槽供电系统
(二)主要危险有害因素分析
1.触电
经过人体的电流强度超过IoOmA时,机体组织产生针刺感、痛感、痉挛、血压异常、 昏迷、心律不齐、心室颤动;严重时会破坏人的心脏、肺部和神经系统的正常工作,形成 危及生命的伤害。电伤是电流的热效应、化学效应、机械效应等对人体所造成的伤害。造 成电伤的电流通常比较大。电伤包括电烧伤、电烙印、皮肤金属化、机械损伤、电光性眼 炎等。
• 344-
第九章铝冶炼安全技术«
铝电解槽供电系统采取高压工频交流电经整流后以低电压、高电流串联供电,正常生 产时系列电压达数百伏至上千伏,系列电流160 ~600 kA,单槽电压4~4.5V,系列两端 对地电压仍高达700 ~ 1500 V,在电力车间高压电源与电解车间联网路的连接点可能发生 严重的电伤害:
(1)直接触电。因隔离措施缺失、安全保护措施失效或缺失,人员违章进入高压场 所或发生带电作业或防护措施不当等不安全行为,身体直接接触高电压、强电流带电体。
(2)间接触电。因绝缘破坏、接零接地保护缺失或破坏,电解槽零点漂移(在铝电 解正常生产中,由于电解槽绝缘老化或施工中遗留金属导体的搭接,系统存在着大量的电 流泄漏点,电解系列零电位发生漂移)等异常情况,造成原本不带电体转变成带电体, 人员接触后造成触电。电解生产采用直流串联供电,槽上电气设备用交流电,若直流窜入 交流系统,会引起设备事故。当电解槽出现阳极效应时,短时最高至50 ~ 100 V;槽子出 现短路、断路故障时,电压会快速升高,人员若在此时从事槽上作业时会造成事故。
(3)电灼伤。电解供电整流系统,因铝母线短路口接触不良造成打火发热,严重时 发生爆炸;变配电室倒闸、维修作业,其他采用工频交流电供电的设备发热、打火引发电 弧灼烧。
2.火灾、爆炸
(1)母线、短路口打火事故。在电解槽启动和恢复生产过程中,由于短路口中间绝 缘板、绝缘套管老化,发热碳化;高电压造成短路口绝缘板击穿引起放炮;作业人员操作 不当或电解槽电流分布不均,造成局部电流过于集中,击伤或击断阳极导杆或阴极母线。
(2)整流机组爆炸。主要表现为整流柜元件发生爆炸,导致整台整流机组停运,系 列电流下降,电解槽限负荷运行。主要原因:
①整流元件击穿,产生弧光,快熔不能及时熔断,引起弧光扩大,发展为整流柜内 正负母线短路,造成爆炸。
②电气元件质量差或绝缘件受潮,使元件表面温度低于环境温度,当温度低至凝露 点后,元件表面将结露,引起短路,进而发生爆炸。整流柜内冷却管路渗漏,也可能造成 绝缘能力降低,引起爆炸。
③绝缘件表面灰尘积聚,引起绝缘破坏,发生爆炸。
④不停电检修或运行中测试时造成短路,引发正负母线弧光短路,引起爆炸。
⑤设计缺陷或制造安装质量不符合规范。
(3)供电母线系统短路、断路事故。串联供电出现短路现象时,槽电压异常升高或 降低,造成生产波动。出现断路时,系统失去动力,生产异常终止。同时,因短路、断路 可能伴随电解槽内放炮或熔融电解质大量外溢,引发灼烫、火灾等次生事故。主要原因:
①电解生产发生滚铝(因炉膛不规整而导致电流分布不均匀,使铝液受电磁力影响 在槽内发生剧烈滚动的现象)、漏炉等异常情况,处理不及时。
②抬阳极框架时操作失误或故障,炭阳极与电解槽拉脱或压死。
③保护失效,操控箱元器件故障。
④人的不安全行为和管理失误,导体搭接供电母线或相邻电解槽。
(4)变压器、配电柜、电缆火灾事故。因电气元件质量差、绝缘破坏、电气故障、
• 345 •
» 安全生产专业实务 金属冶炼安全
操作失误,检查维护不够和过载保护失效等造成电气设备运行时发热、短路等造成火灾。
(三)安全防范措施
1.变、配电所安全防范措施
(1)变电整流所应符合《铝电解厂工艺设计规范》(GB 50850)的规定要求。配套变 电整流所供电电源,不应少于两个独立电源,并利用同级电压供电。
(2)供电整流主控室、室内或露天开关站、整流及动力变压器间隔、整流器室、配 电室、冷却循环水泵房等关键场所应设置视频监视系统、交直流监视仪表、直流大电流测 量装置和直流电流自动稳定调节控制装置。
(3)变压器、整流器等设备应设置防护栏,裸露交流母线或线路设置防护网。
(4)生产使用电气设备应按电源系统中性点是否接地,分别采用保护接零或保护接 地,中性点接地的低压电网应优先采用TN-S、TN-C-S保护系统。
(5)供电整流机组一次回路应设置避雷器、二次回路设置防止操作过电压及浪涌的 装置。整流机组及动力变配电系统的电操控设备应有安全联锁、快停、急停等安全设计与 装置。
(6)整流机组及动力变配电设备应设置继电保护装置和非电量保护装置。整流机组 及动力变配电系统的电、操控设备应有安全联锁、快停、急停等安全设计与装置。
(7)供电、变电所应符合《供配电系统设计规范》(GB 50052)、《20kV及以下变电所 设计规范》(GB 50053)、《低压配电设计规范》(GB 50054)、《35 kV ~110 kV变电站设计规 范》(GB 50059)、《3 ~ 110 kV高压配电装置设计规范》(GB 50060)的规定。
(8)变电所应有防火、防漏、防雷、防潮和防止小动物窜入带电部位的措施。控制 室、电气室的门均应向外开启。
(9)电气作业人员应经过专门培训取得相应操作证后方可上岗,作业人员操作时穿 绝缘鞋等防护用品。
(10)作业时执行电气作业安全规定,不应用湿手检查电气设备、启动按钮,不应用 水冲洗电机、开关盒;不应将盛水容器放在电器开关箱上。
(11)在电气检修工作中执行停电、验电、挂警示牌制度。电动机、变配室、操控机 接线符合安全要求。
(12)整流柜应定期校验直流隔离刀闸的短路动、热稳定性,防止隔离刀闸产生严重 变形,无法操作。定期测量整流柜元件表面温度,如温度有异常,应进一步测量均流系 数,加强水管等附属设施的巡视,发现水管渗漏,及时处理。
(13)在可能发生触电危险的场所、区域和电力设备上悬挂安全警示牌和警示标志。 电解车间内应设置紧急停电按钮和报警装置。
(14)整流所、变电站等高大建(构)筑物应设置避雷装置,并定期检测,符合安全 标准。
(15)主控室、电气间、电缆隧道等建(构)筑物,应设置火灾报警装置、消防水系 统与消防通道,并设置警示标志。
2.供电铝母线安全防范措施
(1)导电母线裸露在地坪3. 5 m以下的部位,设置瓷瓶绝缘和防护隔离带。母线进
• 346-
第九章铝冶炼安全技术《
出端应设置防护栏,设置非专业人员严禁入内、高压危险等警示标识。
(2)母线、短路口焊接、装配质量应符合相关要求,安装前进行打磨、涂抹导电膏 等,监测绝缘板和绝缘套管阻值符合规程要求。
(3)电解槽上部机构水平母线应设置限位保护装置、电压异常报警装置、离极保护 装置。操控箱应设置紧急切断按钮。
(4)作业人员不应在母线地沟使用过长金属工具,防止短接,外来人员不能进入母 线地沟。
(5)检修作业时应设置绝缘层,防止间接触电事故。
(6)定期检查检测各短路口绝缘,测短路口压降,并及时处理不合格部位。定期检 测电解槽绝缘、短路口各绝缘板的电阻值是否符合安全要求,发现破损或炭化应及时 处理。
(7)建立关键设备点、巡检制度,认真执行制度。健全安全操作规程并严格执行。
四、电解铝安全技术
(-)工艺简介及主要设备
1.工艺简介
电解槽上部氧化铝料箱,在计算机控制下通过点式下料器,经打壳下料口加到电解质 中。通过预焙阳极导入强大的直流电,电解槽中氧化铝、冰晶石、氟化铝在950 ~970七 温度下,变为熔融状态的电解质并发生电化学反应,氧化铝被分解,在阴极(电解槽底 部)析出液态金属铝,阳极释放反应废气。铝液定期用真空抬包抽出,运至熔铸车间。 电解主要作业活动包括出铝作业、抬母线作业、阳极更换作业、加工加料作业等。
2.主要设备
(1)预焙阳极电解槽。铝电解电化学反应主要在中间下料预焙阳极电解槽内完成, 100-200台电解槽串联形成一个电解系列。按照现行铝电解行业技术进步和规范要求, 铝电解生产已经淘汰自焙槽和160 kA以下电解槽,大型槽电流强度可达500 kA、600 kAo 20OkA预焙阳极铝电解槽结构图如图9-19所示;通常分为阴极结构、上部结构、母线结 构和电气绝缘四大部分。
(2)多功能机组。多功能机组是电解车间不可缺少的关键性专用设备,主要有以下7 种功能:①打壳;②往电解槽内加氧化铝;③更换阳极;④从电解槽内用真空抬包抽吸铝 液;⑤吊运母线提升架转接阳极母线;⑥吊运电解槽槽壳;⑦吊运其他重物。
(二)主要危险有害因素分析
1.灼烫
铝电解槽生产时,电解温度950 ~ 970 tC、槽内铝液温度920七左右、烟气温度近 900 电解槽内保温料(氧化铝、氟化盐骨料)温度近600 CC。电解槽本体结构表面温 度60 K以上。人体接触60七以上高温时易发生灼、烫伤,造成皮肤、器官机理坏死。
2.熔融物质遇水发生爆炸
熔融铝液、电解质接触水、湿冷物料和氧化铁时易引发蒸汽爆炸。
生产过程中,高温物料和熔融物质因电解槽漏炉;吊运、运输时容器失稳,出铝包、
• 347 •
»安全生产专业实务金属冶炼安全
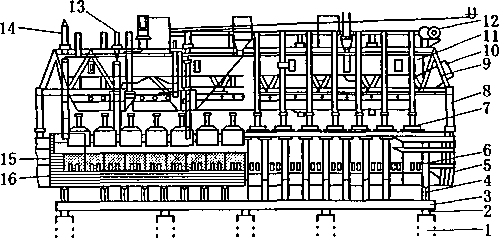
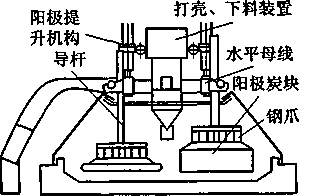
1—混凝土支柱;2-绝缘块;3、4—工字鋼;5—槽壳;6-阴极窗口; 7-阳极炭块组; 8—承重支架或门;9-承重桁架;10—排烟管;11—阳极大母线;12-阳极提升机构; 13—打壳、下料装置;14一出铝打壳装置;15-阴极炭块组;16-阴极内衬
图9 -19 20OkA预焙阳极铝电解槽结构图
电解质箱等物料过多外溢,造成高温物质遗洒;湿冷物品或潮湿物料、工器具等未进行先 期预热;工作区域潮湿、熔融物质工作场所地面积水,生产设备事故或故障状态下的应急 措施不当。例如:电解槽滚铝、漏炉、处理炭素阳极脱落、短路口打火爆炸等,易造成湿 冷物质遇高温熔融物质产生爆炸。
3.触电 '
铝电解槽系列电流160 ~600 kA,单槽电压4~4.5V,在生产作业活动中因隔离措施 缺失、安全保护措施失效或缺失,身体直接接触强电流带电体;电解槽零点漂移等异常情 况,造成原本不带电体转变成带电体,人员接触后造成触电。电解生产采用直流串联供电 模式,槽上电气设备用交流电,若直流窜入交流系统,会引起设备事故。当电解槽出现阳 极效应时,短时最高至50 ~ 100V;槽出现短路、断路故障时,电压会快速升高,人员若 在此时从事槽上作业,会造成事故。
4.起重伤害
起重伤害是指在进行起重作业过程中发生的重物(包括吊具、吊物或吊臂)坠落、 夹挤、物体打击事故,可造成重大的人员伤亡或财产损失。造成伤害的主要原因:
(1)选用生产、安装无资质单位产品,存在设计、制造、安装缺陷。诸如选材不当、 加工质量问题、安装缺陷等,使带有隐患的设备投入使用。
(2)使用过程中因超载、钢丝绳断裂、吊钩脱落、吊索断裂等引起的重物坠落。
(3)起吊作业人员不安全行为,起吊速度和行走速度过快,起吊高度不足,起吊物 不均衡,以及人员配合失误等,导致地面操作人员遭受物体打击。
(4)进行起重机的安装、拆卸、检查、维修或操作等作业时,无防护措施或防护措 施不完善,引发事故。
5.高处坠落
电解作业过程中抬母线作业、槽上部检修维护设备、检修烟道以及处理起重机轨道、 滑线故障等作业时,距离基准面高度在2 m以上,如果防护措施有缺陷,存在坠落的 • 348 •
第九章铝冶炼安全技术《
危险。
6.粉尘
电解铝生产粉(烟)尘是散发的颗粒物,主要含有氧化铝、碳粉和氟化盐等。
7.化学有害因素
电离反应散发的阳极烟气中含有氟化氢、二氧化硫、一氧化碳等有毒物质,以及二氧 化碳、六氟乙烷和四氯化碳等温室气体。人体吸入过量的氟,常常会引起骨硬化、骨质增 生、斑状齿等氟骨病,严重者使人丧失劳动能力。氟化物还对呼吸道黏膜有强烈的刺激和 腐蚀作用。电解槽启动、更换阳极、长阳极效应等作业时,槽内电解质的挥发、氟化铝的 升华以及含氟粉尘产生量较大,风量不进行调整、集气罩打开过多以及员工操作行为不规 范、安全防护用品佩戴不规范等均易造成废气排放。
8.电离辐射
强磁场主要来源于电解系列供电系统,铝电解生产采用直流供电,母线周围会产生电 磁场,引发人体神经衰弱综合征与植物神经功能紊乱,表现为精神不振、昏昏欲睡、食欲 差等。磁场使现场铁质工具及设备产生磁性,作业时需克服磁场力作用,疏忽、用力过猛 易引发肌肉扭伤、拉伤等伤害。磁场对现场焊接质量、电子设备产生磁化造成影像变形 现象。
9.噪声
电解槽下料系统气动噪声、空压机运行均会产生噪声。噪声能引起人听觉功能敏感度 下降甚至造成耳聋,或引起神经衰弱、心血管疾病及消化系统等疾病,噪声影响信息交 流,促使误操作发生率上升。
10.高温
铝电解生产中电解温度为950 ~970七。电解车间电解槽周边作业环境温度较高。高 温作业时人体热负荷增加,心血管系统的紧张度增高,影响人体的体温调节和水盐代谢及 循环系统等。高温还可以抑制中枢神经系统,使工人在操作过程中注意力分散,肌肉工作 能力降低,从而导致伤害事故。
(三)安全防范措施
1.建(构)筑物和设备安全防范措施
(1)铝电解车间符合《工业企业设计卫生标准》(GBZ 1)、《铝电解厂工艺设计规范》 (GB 50850)和《铝电解生产防尘防毒技术规程》(GB/T 17397)的要求。
(2)厂房应做好防雨措施。雨水、地下水、地面水不应进入电解厂房,车间内不应 有排水点。厂房须设置畅通的排水设施和防止雨水进入槽下的防水堤,母线地沟或底层保 持干燥,防止熔融铝液、电解质泄漏与水接触发生爆炸。
(3)电解槽应采用密闭罩板封盖、负压抽风除尘毒设施。
(4)打壳气缸放气口应设有消声装置,空压机操作间采取隔噪门窗等。
(5)母线焊接作业应采用铁皮挡板,摄像机、照相机等成像设备加装铁质防护罩, 机械表、带磁条金融卡不应带入电解车间。
(6)定期对作业点进行尘毒监测,粉尘和毒物监测每季度不得少于一次。
(7)电解槽的槽壳与上部机构支腿、风格板、槽壳支座、母线之间必须设置绝缘,
• 349 •
» 安全生产专业实务 金属冶炼安全
绝缘值不小于0.5 M∩o
(8)电解槽上部机构的各打壳气缸与支座、烟道与厂房、烟道端与上部机构相连的 管道等必须设置绝缘,绝缘值不小于2 MΩo
(9)电解槽上部机械电气设备的进线管应采用非导电材料,使用良导体时,应设置 二级绝缘。电解槽排烟支管采用二级绝缘。
(10)厂房内操作面以上、2 m以下的建(构)筑物不应设置可能接地的金属埋件, 柱子楼板上的钢筋、铁丝不得外露;柱间支撑为金属结构时,操作面以上4 m范围内设有 木质围栏或采取绝缘材料包裹。
(11)厂房内使用的风管、烟道管、操控箱接线管等良导体材料,应在操作面2 m以上 设置绝缘间隔。
(12)电解车间内设置的作业工具、抬包、阳极提升框架等金属构件存放区与槽壳、 金属地沟盖板和电气设备外侧的间距不应小于4 m。
(13)盛装高温物料的设备设施应采取耐高温材料筑砌,电解槽应采取隔热措施,正 常生产时保持关闭状态。表面温度高于60寬,且人员易接触的设备设施、管道应采取隔 热措施。
(14)电解槽作业面周边应保持干燥。不应向电解槽内直接加入湿冷物料,潮湿物料 应预热后方可加入槽内;不应投掷湿冷物料、罐装物品、不明化学性质物品至熔融物内。
(15)与熔融电解质、铝液直接接触的工器具、盛装容器使用前应进行预热,人员作 业时应慢、稳、准,避免高温熔融物质飞溅。
(16)在电解厂房内使用铁质工具时,应注意磁场影响。不应坐在槽罩板、槽沿板及 立柱母线短路口上;不应用金属工具搭接相邻生产电解槽。
(17)电解槽加工、出铝、更换阳极作业时除加工面外,其余各面的密闭罩板不应打 开,停止作业时应关闭密闭罩。
(18)启罩作业时将排烟支管阀门调到设定点的最大值,作业完毕后立即关闭密闭 罩,并将阀门恢复到原设定位置。清除电解槽和设备上的积尘采用吸尘机具,不应采取压 缩空气吹扫方式。
(19)桥式起重机和多功能机组驾驶室应密封,操作室配备降温设施。电解槽内部加 氟化盐、新鲜氧化铝和骨料时,宜采用上部料仓加料,避免人工加料。
(20)进入电解厂房不应穿潮湿、带铁钉鞋;作业人员应配备耐高温、阻燃的防护服 装,佩戴防尘防毒口罩、耳塞、手套、面罩等个体劳动防护用品。
(21)电解槽焊接作业时,电焊机电源应使用漏电保护装置,外壳应接零保护,不应 用厂房金属结构或生产管线、槽壳代替二次回路线。
(22)定期检测电解槽绝缘、短路口各绝缘板的电阻值是否符合安全要求,发现破损 或炭化应及时处理。电动机、操控机接线符合安全要求。
(23)开展职业卫生培训,建立职业病档案,实施上岗前、岗中、离岗后的职业卫生 体检。铝电解作业人员上岗前有职业禁忌证者不得上岗作业。已被诊断为职业病的作业人 员应及时进行治疗和定期复查。尘肺患者、∏期和HI期工业性氟病患者应调离危害岗位。
(24)尘毒作业场所以及有毒物料的储存场所应按照《工作场所职业病危害警示标
• 350-
第九章铝冶炼安全技术《
识》(GBZI58)的要求设置警示标志,在主要污染物场所悬挂职业卫生标识。
(25)减少漏炉、长阳极效应、病槽、掉阳极大块异常情况发生的频次。
(26)从槽内取出的残极不要在炉前长时间存放,应尽快移至残极冷却间,冷却间内 排风管道将含氟废气集中送至净化系统。
(27)清除旧槽内衬(刨炉)宜采用机械化作业。拆下的内衬应有固定的堆放点。采 用喷砂设备清理阳极棒、阴极棒时,设备应设在密闭隔离间内,作业人员在室外操作。
(28)作业人员严格执行休息、就餐、洗漱及衣物洗涤等管理制度。
2.电解槽作业安全防范措施
(1)测量作业:
①测量作业时,注意防止工器具同时接触两槽;发生效应时应立即停止作业,待效 应熄灭后方可继续作业。
②阴极钢棒温度、侧壁温度、炉底钢板温度的测量、测试中应做好安全防护措施, 防止电解槽漏槽烫人等事故。
③入槽作业工器具使用前应充分预热,用完后放回指定位置。
(2)操控机操作:
①操作人员严格执行规程操作,先确认操作项目,再进行相应操作。’
②操作操控机按钮时,应轻按轻放;操作完毕应将操控机按钮恢复到使用前位置, 及时关好箱门。
③如发生阳极升/降失控现象,应迅速切断动力电源,并启动相关预案。
④不应将金属工器具靠立在立柱母线、操控箱、气控箱和槽罩板旁。严禁一手拿金 属工器具,一手操作操控机。
(3)换极作业:
①在残极提出、新极未装好之前,操作人员不应站在槽沿板上,在残极脱离电解质 液面后或新极插入电解质之前,作业人员应防止阳极脱落带出液体电解质。
②操作卡尺划线时,应事先检查阳极卡具是否会脱落,不应迎面站在卡具的下方, 不应将脚伸入阳极底掌下面。
③新极装入后进行收边作业时,不应站在阳极、壳面上作业;不应用潮湿的物料进 行收边作业。处理热块应佩戴防护眼镜或面罩。
(4)抬母线作业前,应确认电解槽状态,电解槽处于效应等待期间不应进行抬母线 作业;电解槽上部作业、检修时,应佩戴安全带并系在可靠位置,防止安全带被转动设备 缠绕,谨防从高处坠落。
(5)熄灭阳极效应作业,在向电解槽插入或拔出效应棒时,不应将身体正对电解槽 出铝口,插入时不得用脚踩踏效应棒,以防电解质或铝液溅出烫伤。
(6)通电作业前,应认真测量短路口的绝缘情况,绝缘等级不能低于2 MC;不应事 先松开短路口螺栓,防止断路爆炸事故发生。
(7)出铝作业:
①新使用或间断使用的铝抬包应预热后方可使用,不应使用受潮冷包;修补过的铝 包应作标识。预热后的铝包不能用潮湿工具、物件进行除灰。
•351 •
» 安全生产专业实务 金属冶炼安全
②出铝时,作业人员应在距观察口侧面15 Cm以外进行观察;铝液盛装不能过满, 应低于铝包口 20 Cm左右,以免运输时溅出。
③出铝时,若发生阳极效应立即停止出铝,并将吸出管抽出,若发现包体外侧异常 发热,应立即停止使用。
④铝包通道应与人员通道分开布置,运输速度控制在15 km/h以内。铝包车后部出 铝口处应有防遗洒器具,防止运输时溅出。
⑤运输高温铝液的场所,不应与值班室、待机室、会议室等人员聚集场所在同一地 点内,并应当与以上场所保持安全距离。
(8)清包时,应把抬包吊耳放置在吸出管一端,防止包架倾倒伤人。完成清包后, 抬包应摆放平稳,抬包吊耳用卡子卡稳。
(9)地沟作业:
①在地沟测量时应通知地上作业人员,并在相应区域(地上、地下)设立警示标志。
②在地沟通行时应避免炉门位置,通过炉门口时动作应迅速。
③地沟作业时身体不能靠近母线墩休息,身体不能同时接触母线墩和母线。工作服 潮湿应风干后方可进行地沟清理作业。
④地沟内禁止存放可燃物品,地沟内应保持清洁无杂物。
3.多功能机组安全防范措施
(1)电解铝企业应配置铝电解多功能机组专用设备,用于电解槽的生产作业。铝电 解多功能机组设计制造,应符合《冶金起重机技术条件 第5部分:铸造起重机》(JB/T 7688.5)、《铝电解多功能机组》(YS/T7)的要求。机组安全联锁装置齐全有效,绝缘等 级符合安全要求,并按照特种设备管理规定进行定期校验,在有效期内使用。
(2)多功能机组从吊钩到大梁应设置二级以上的机械绝缘,阻值大于2MC。从打击 头、阳极扳手旋拧马达、阳极夹头、抓斗接触电解槽的机构,到起重机大梁之间应设置三 级以上的机械绝缘,阻值大于2MC。多功能机组遇故障需检修时,须停放至检修位置。 严禁将多功能机组的抓斗、打击头放置在电解槽槽沿格栅板上。多功能机组吊运物品时, 严禁长距离跨越电解槽或从人员头顶通过。
(3)操作人员应经过培训考核取得相应资质方能操作。操作人员严格按照操作规程 作业,在吊运铝包、阳极炭块时要小行程、低速进行试吊,不应直接吊运。在行走前和行 走过程中,应先打开声光报警信号,提醒地面操作人员注意。
(4)不挂阳极纵向或横向运行条件下,打壳机头应转到与机组移动方向一致的位置。 吊阳极纵向或横向运行条件下,应把吊装的阳极旋转到与机组移动方向一致的位置,保持 打壳机头斜向45。。
(5)更换阳极时,应用低速挡事先把挂吊阳极的卡具装置下降到导杆上方暂时停止, 观察确认卡销与导杆销孔对正后,方可下降卡具装置,以免撞坏卡头和导杆;从槽中更换 出来的残极炭块应按指定位置放稳。
(6)不应用高速强力往来调整卡销和锁孔间隙,以免损坏机组和电解槽。上紧卡具 后应把吊具或阳极提升机升到上限位后方可开动机组。
(7)吊运铝包在通道运行时,应确认吸出管与机组移动方向一致方可运行;不应在
• 352 •
第九章铝冶炼安全技术《
行驶中的出铝车上起吊、放下铝包。
(8)挂铝包钩环时,应确认钩头完全进入钩内并小行程试吊。升降机构和行进机构 不应同时操作,以免铝包底部挂碰运输车槽边缘造成铝液外洒或铝包车侧翻。
(9)在吊运放置母线提升机时,应有专人指挥机组作业,与电解槽保持安全距离。 吊运、升降母线框架时应保持吊钩在上限位;抬完母线吊放框架时,在不明确指挥信号 时,不应任意操作。
(10)其他作业执行普通起重机安全作业规程。
4.运输车辆安全防范措施
(1)铝包、阳极应使用专用车辆运输,禁止使用汽油车辆;运输铝包车辆须安装 GPS定位装置、行车记录仪和危险品运输声光警示装置;车厢底板要采取隔热措施,防止 铝包热量辐射油箱和轮胎;运输铝包车辆设置防铝液泄漏到驾驶室的挡板,运输过程中, 必须制定防止铝液溢出的安全控制措施。
(2)运输过程应严格遵守相关作业规程,控制车速符合厂内限速规定,避免紧急制 动;运输铝包应设置专用通道,不应与人行通道相邻设置。
(3)厂内道路根据交通量设置安全标志。其设置、位置、形式、尺寸、图案和颜色 等符合《工业企业厂内铁路、道路运输安全规程》(GB 4387)的规定。
(4)厂内车辆应定期检验,做到出车前检查,收车后保养;保证车辆状况完好。驾 驶人员应取得相应资质。
(5)原铝液运输宜设置专用通道,专用通道应设置防护栏或护墩,与其他道路进行 隔离,在道路路面涂刷醒目的"铝液运输专用通道”标识,并采取相应的管理措施确保 与人及其他车辆分流。
5.漏槽事故应急措施
(1)发生漏槽时,立即用电话汇报调度和有关领导,根据情况做好系列停电准备, 迅速组织人员对漏点进行抢救。
(2)首先揭开风格板,判断出是侧部或还是底部漏槽,当确认为底部漏槽时,首先 应系列停电;在未停电之前,安排抬包吸铝,指定人员下降阳极,电压不应超过5.0 V。
(3)集中力量保护槽周边母线及下部电缆不被烧坏。
(4)如果侧部漏槽,要集中力量用电解质块、袋装氟化钙或氧化铝等原材料配合多 功能机组扎堵漏洞。
(5)在扎堵无效、漏铝量增大,电解槽内电解质温度异常增高时应立即系列停电, 积极组织人力恢复生产。
五、熔铸安全技术
(-)工艺简介及主要设备
1.工艺简介
熔铸主要有配料、精炼、晶粒细化和铸造4个工序。铝液从真空抬包中直接注入混合 炉,经配料、精炼、搅拌后扒去铝液表面浮渣,按产品牌号及品种的要求,进行合理调 配。普通铝锭采用连续铸锭法,板、棒锭采用半连续或水平铸造法,线、板坯采用连铸连
• 353 •
»安全生产专业实务金属冶炼安全
轧法。铸成品经质量检验、打捆、称重后送入成品堆场。
2.主要设备
(1)保温炉。有固定式和倾斜式两种,容量分别为10 ~50 t和10 ~ 30 t。热源有燃 气、燃油和电。根据产品品种和铸造机的能力选择炉型、容量和台数。
(2)精炼装置。主要有SNlF型、MlNT型(美国)和ALUR型(法国)。SNIF型和 ALUR型精炼装置通精炼气体的喷嘴可旋转,ALUR型精炼装置炉体可倾动,MlNT型精 炼装置本身带陶瓷过滤板。
(3)铸造设备。有链式和带结晶器的水平式连续铸造机、垂直式半连续铸造机和连 续铸造机。普通铝锭用链式连续铸造机铸成铝锭,经水冷后自动堆垛、打捆。棒锭(或 铝母线)用水平式连续铸造机,机上带同步锯切成所需长度。板锭、棒锭采用垂直式半 连续铸造机,铸造长度一般为8 m左右(因受地坑深度限制)。线坯和板坯采用连铸连轧 机,线坯轧成直径为9.5 ~ 10. 5 mm,绕成线捆,板坯厚6 ~9 mm。
(二)主要危险有害因素分析注安VIP(课件+题库+小群)老姚微/Q:863575556
1.熔融铝液爆炸
熔融高温铝液遇水、潮湿物料产生大量蒸汽,出现"铝包水”时,蒸汽体积瞬间扩 大,压力增高,当蒸汽聚积到一定压力时,引发蒸汽爆炸。产生的冲击波引发设备设施损 坏,人员被冲击波冲出,高温铝液烫伤人员。产生爆炸的主要原因:
(1)模具潮湿、过冷,湿冷物品或潮湿物料、工器具等未进行先期预热直接与高温 熔融物质接触,工作区域潮湿、熔融物质工作场所地面积水。
(2)设备故障、铝液结晶速度慢等异常情况,造成底座引锭装置卡死或突然下降, 处理方法不当,大量铝液外溢进入冷却水竖井内,造成"铝包水"引发爆炸。
(3)连续铸造机在铸造过程中,由于铸模裂纹、断裂或潮湿,以及混合炉出铝口突 发漏铝,导致大量铝液进入冷却水箱或循环水道,瞬间形成大量蒸汽无法排出,引发爆炸 事故。
2.灼烫
铝的凝固温度为650七,熔铸工艺温度要求在680 ~ 720七;作业人员与高温铝液直 接接触,工作现场温度较高,操作时因高温物料或熔融物质的意外释放,失误、隔离措施 缺失,安全距离不够,设备故障等造成人员接触高温物体,造成灼烫伤害。
3.起重伤害
起重机作业过程中造成的伤害事故主要原因有机械故障、操作失误、安全装置失效、 起吊参数选择不当、防护设施不完整、设计缺陷、指挥失误等,重物坠落原因有物件捆扎 不牢、吊具损坏、挂钩不当、起升机构的零部件故障等。挤压事故经常发生在运行起重机 或回转起重机与周围固定物之间。运行机构的操作失误、指挥联系失误存在人员从高处坠 落、挤压等危险。
4.火灾、爆炸
易燃气体、可燃固体遇激发能源在空气中易发生火灾事故,造成人员伤亡和财产损 失。熔铸车间混合炉保温、抬包预热采用天然气或煤气,因燃气管道破损、点火装置失 效、燃气管道安全措施失效造成燃气泄漏;厂房内存放可燃物,间距不足或安全措施不
• 354 •
第九章铝冶炼安全技术《
当;排烟管道因燃烧不充分,长时间未清理,形成积碳现象;遇飞溅铝液等引发火灾。炉 内加热时先通气后点火,或点火装置失效造成炉内燃气聚积,达到爆炸极限时,会引发 燃爆。
5.高温
铝的凝固温度为650 cC,熔铸工艺温度要求在680 ~ 720七;作业人员与高温铝液直 接接触,作业环境温度较高。高温作业时人体热负荷增加,心血管系统的紧张度增高,影 响人体的体温调节和水盐代谢及循环系统等。高温还可以抑制中枢神经系统。
6.粉尘
混合保温炉内搅拌、扒渣、净化过程’中产生粉尘飞扬,对人体也会造成伤害。
(三)安全防范措施
1.建筑及设施安全防范措施
(1)熔铸厂房内作业区域和运输通道不应设置集水坑、盛水井;车间内冷却水池应 单独设置在厂房外部,且不与外部下水管网连通;铸造厂房内的地坑应进行防渗漏设计和 施工,防止地下水渗入。
(2)车间内各类燃气管线应架空敷设,并应在车间入口设总管切断阀。油管道、天 然气管道和氧气管道不应敷设在同一支架上,且不应敷设在管道的同一侧;氧气与燃油管 道、天然气管道不应共沟敷设。
(3)天然气进入车间前的管道,应装设可靠的隔断装置。在管道隔断装置前、管道 的最高处及管道的末端,应设置放散管;放散管口应高出天然气管道、设备和走台及人员 巡检点4 m以上,且应引出厂房外。
(4)吊运高温铝液的场所,不得与值班室、待机室、会议室等人员聚集场所在同一 地点内,并应当与以上场所保持安全距离。铝包运输道路应平坦、安全,道路坡度应容易 行车。铝水倒包作业区地坪干燥,不应有积水。
(5)运输炽热物体的车辆,不应在天然气或氧气管道、电缆通廊、管架等下方停留; 载运铝水应使用专用的柴油车,其油箱应采取隔热措施。
(6)熔铸炉、保温炉设置紧急排放和应急储存设施。熔铸炉、保温炉的闭路循环水 冷元件应设置出水温度、进出水流量差监测报警装置,以及进水压力、进水流量监测报警 装置,并同熔铸炉、保温炉的控制系统进行联锁。
(7)混合炉、熔炼炉、保温炉的炉下区域,应采取防止积水的措施;炉子周围地坑 应按防水要求设计施工;地面应保持干燥。
(8)铸造中的混合炉和铸造机主要操作地带应设局部送风降温装置。
(9)混合炉炉门口要设置排烟罩并进行烟气净化,抬包清理处产生粉尘的地点应安 装收尘设备。
(10)在铸造过程中要及时扒渣和清炉,扒渣和清炉尽可能使用机械作业。含铝灰渣 应在有防雨水措施的固定堆放点堆存,并应综合回收利用。
2.入铝作业安全防范措施
(1)吊运铝包起重机使用冶金起重机,经专业资质机构检验合格,取得安全使用证
或安全标志后方可使用,在使用过程中应定期检验。
• 355 •
»安全生产专业实务金属冶炼安全
(2)使用中的抬包,耳轴部位应定期进行探伤检测。铝包吊运时应检查吊具、包梁、 卡具、吊耳等部件是否安全可靠无变形;确认挂钩稳固后小行程、低高度试吊,行进时应 警铃平稳运行。防止速度过快包内铝液遗洒、飞溅。
(3)吊运装有铝水的抬包,应与邻近设备或建(构)筑物保持大于1∙5 m的净空 距离。
(4)新砌的开口包使用前应经过8 h以上的烘烤,烘烤温度不应低于300七,彻底除 去水分和潮气。
(5)捞渣作业时,使用的工器具应预热干燥,人员应站在捞渣平台上作业,非作业 人员不应在作业区域内行走或停留。 '
(6)手动倒包时应把包扶正、扶稳,自动倒包时将抬包扶稳挂好后人员应远离作业 区3 m以外。
(7)不应向抬包内加入带水分、潮气、油垢的固体铝及其他物品。
3.混合炉安全防范措施
(1)向混合炉内入铝时,应检查炉眼是否堵好、有无松动现象,包口要正对注铝口。
(2)炉内铝液高度不宜过满,距离炉口 IOCm以上,防止铝液扒渣作业时溢出。
(3)混合铝扒渣、打开出铝口,连续铸造机除渣、半连续铸造打底、收尾作业,操 作人员应佩戴防护面罩,配备耐高温、阻燃劳动防护用品。
(4)铸造倾翻炉应设置紧急复位操作系统,流槽液位自动检测、控制系统;铸造熔 炼炉、保温炉、倾翻炉、铸机、轧机流铝槽、除气过滤装置等,周围应设置防止铝液遇水 爆炸的挡铝墙。
(5)向入料后的混合炉内加固体物料时,应用专用工具将物料缓慢推入,不应两人 同时向炉内投料,投料时不应用手握住铝锭前端。
(6)深井铸造工艺的浇铸炉铝液出口流槽、流槽与模盘(分配流槽)入口连接处设 置液位监测报警装置,铝液流槽设置紧急排放阀,或者快速切断阀(断开装置),液位监 测报警装置与快速切断阀(断开装置)、紧急排放阀联锁。
(7)电炉操作要求:
①使用前应检查电气系统是否正常,检查入铝口是否畅通;检查炉眼是否堵好,是 否有松动现象,防止铝液渗漏。
②炉眼应指定专人负责操作,发现异常现象及时处理。
③入铝液时应时刻观察铝液面上升情况,防止铝液溢出炉膛。铸锭时应保持入铝口 畅通,并控制好流量。
④打开炉眼时,应佩戴好面罩。
⑤进入炉膛作业(维修、清理等),应切断电源。
(8)燃气炉操作要求:
①检查炉门升降装置、虹吸电葫芦升降装置、点火装置是否正常,如有异常应及时 处理。
②点火前应检查燃气是否有泄漏,如果泄漏立即关闭主管道阀门,并通知专业人员 处理。
• 356 •
第九章 铝冶炼安全技术 «
③通过控制柜按钮开关打开或关闭炉门,炉前不应站人。
④随时检查阀门、密封垫有无泄漏现象,定期检查燃气总管压力是否正常,如有泄 漏,需及时停气、停炉处理。
⑤建立管道检查监测制度,对燃气的泄漏应做到早发现、早排除、早控制,防止事 故发生和蔓延。应在可能发生泄漏的区域设置检测报警装置。
⑥使用煤气时,应在压力正常的情况下才能点火。点火时应先点火后给燃气,并将 烟道闸门和炉门打开。
4.铝锭铸造安全防范措施
(1)铸造浇注生产流程中必须设置铝液紧急排放和储存的设施;铸造熔炼炉、保温 炉出铝口,应设置炉眼机械锁紧装置,应急塞铝杆配套件齐全。
(2)垂直铸造机、连铸连轧机、扁锭铸机的浇注冷却系统应设置应急冷却水源;铸 井内壁应涂刷防爆涂料。
(3)浇注前应确保铸造机、堆垛机、混合炉和供水系统正常,将溜槽、分配器、渣 铲等接触高温铝液的扒渣、出渣、精炼等工器具进行预热。
(4)铝锭浇注前应将溜槽、分配器、渣铲等进行预热,铸模使用间歇8 h或新换铸模 以及阴雨、寒冷天气,使用前铸模应预热。浇注时,应在每个铸模都工作一次后,方可给 水冷却。
(5)流槽使用前应进行烘烤保持干燥,连接处严密不泄漏;流槽应有防止铝水溅出 措施。盛装高温铝液的容器、溜槽应预热。
(6)混合炉堵炉眼时,严禁将炉眼和塞子头浇湿,以防爆炸。
(7)铝锭堆放高度不应超过2盘,堆放应垂直、平稳、安全。
(8)扁锭生产线的结晶器应设置液位检测、控制系统。
(9)连续铸造机除渣、半连续铸造打底、收尾作业操作人员应佩戴防护面罩。配备 耐高温、阻燃劳动防护用品。
(io)制定完善安全操作规程,并定期检查执行情况;现场悬挂安全警示标志。
5.铝包吊运安全防范措施
(1)吊运熔融金属应使用符合《冶金起重机技术条件 第5部分:铸造起重机》 (JB/T 7688.5)的要求。经专业资质机构检验合格,取得安全使用证或安全标志后方可 使用,在使用过程中应定期检验。
(2)起重机启动和移动时,应发出声响与灯光信号,吊物不应从人员和重要设备上 方越过;吊物上不应有人,也不应用起重设备载人。
(3)吊运重罐,起吊时应进行试吊,人员应站在安全位置,并尽量远离起吊地点。
(4)吊运铝包时,抬包应平稳地放置在开口包底座上,包梁的卡具应卡到位防止翻 包。操作人员不可站在抬包底座、开口包沿、抬包减速机构上进行作业。
(5)挂铝包钩环时,应确认钩头完全进入钩内并小行程试吊。升降机构和行进机构 不应同时操作,以免铝包底部挂碰运输车槽边缘造成铝液外洒或铝包车侧翻。
(6)通过电动葫芦操作铝包时应点动进行。
(7)起重作业人员严格执行"十不吊"规定,非作业、指挥人员应与起吊作业保持
• 357 •
»安全生产专业实务金属冶炼安全
安全距离,吊运物品下方不应有人员。起重机作业结束应停在指定位置,钩头应保持上限 位高度。
(8)检修设备时应严格执行作业规程,建立联保互保制度。
6.应急措施
(1)应建立停冷却水、停电、停气事故应急预案。制定炉眼堵不住、铝液泄漏事故 应急救援预案。岗位配备防烫伤应急药品。高温季节配备防暑降温药品。
(2)发生燃气爆炸事故时,要立即止火,切断气源,关闭阀门或水封并堵盲板。煤 气管道局部着火时,可用黄泥堵塞着火处。如裂缝太大,用黄泥堵塞不住时,应立即切断 气源。
(3)发生灼烫事故时,应迅速使人员脱离热源,脱除高温防护用品,清理伤口表面 高温物质和灰尘,涂抹治疗烫伤药品。
六、残极处理及阳极组装安全技术
(-)工艺简介及主要设备
1.工艺简介
从电解槽换下的残极,待冷却以后装到悬挂式输送机上,清理掉残极表面的电解质。 残阳极经自动压脱机将导杆和残阳极分离,导杆经铁环压脱机、导杆校直机、导杆清刷、 蘸石墨等工序,进入阳极组装台与焙烧后的阳极炭块,经过浇注以后组成新预焙阳极,供 电解槽使用。清理下来的电解质经过破碎后,进入电解质仓,供电解使用。残阳极经破碎 后返回炭素阳极生产流程使用。
2.主要设备
(1)无芯感应电炉。工频感应炉的工作原理可以用电磁感应定律和焦耳-楞次定律 来描述。炉体是站堪式感应炉的主要工作部分,它由炉架、磁梔和紧固装置、感应线圈、 生坍模、水冷架和水冷电缆等部分组成。中频感应炉所用电源主要频率在150 ~2500 Hz 范围。
(2)自动残极压脱机。液压系统提供动力,由PLC控制各部分按照程序动作,使残 极受到挤压而破碎并从钢爪上脱落。设备主要由液压系统、机架、导杆夹具、钢爪固定装 置、刀具等部分组成。
(3)铁环压脱机。液压系统提供动力,由PLC控制各部分按照程序动作,使铁环受 到挤压而破碎并从钢爪上脱落。设备主要由液压系统、机架、推车机、钢爪夹具、冲头等 部分组成。
(4)阳极组装台。液压系统提供动力,由PLC控制各部分按照程序动作,把炭块和 导杆组装在一起。设备主要由液压系统、机架、推进器、钢爪夹具、导杆夹具等部分 组成。
(5)浇注机。由电机提供动力,分别完成整机运行、抬包提升和抬包倾斜,从而完 成浇注工作。
(6)悬挂式输送机。由电动机驱动链条转动,从而带动单轨小车运动。设备主要由 机架、电动机、链条、张紧装置、润滑装置、停止器和道岔组成。
• 358-
注育免费Q群:628721411 老姚微信/QQ : 863575556
第九章铝冶炼安全技术《
(二)主要危险有害因素分析
1.熔融铁水爆炸
高温铁水及熔渣等熔融物,与水、潮湿物料接触产生大量蒸汽,蒸汽体积瞬间扩大, 压力增高,引发蒸汽爆炸。炭素阳极组装熔化铸铁普遍采用电炉(无芯工频、中频感应 电炉),中频炉漏炉、倾翻时高温熔融铁水泄漏爆炸;往潮湿的容器内盛装铁水时引起 爆炸,向炉内添加潮湿物料或使用潮湿工具进行操作时引起爆炸;工作面潮湿、积水 时与泄漏铁水接触发生爆炸;中频炉冷却水系统故障泄漏,流入工作面遇熔融铁水。 中频炉子内漏采取紧急处置时接触潮湿地面引发爆炸;向炭碗内注入铁水时设备故障、 操作失误等,铁水外溢发生爆炸;铁水抬包耳轴和机构缺陷,造成铁水包坠落和脱落 以及倾翻。
2.机械伤害
机械伤害有以下3种:①挤压;②碰撞和撞击;③接触,包括夹断、剪切、割伤和擦 伤、卡住或缠住等。操作人员易于接近的各种可动零、部件都是机械的危险部位,机械加 工设备的加工区也是危险部位。悬链运行、炭块输送机等转动部件外露或防护措施和必要 的安全装置不完善,很容易造成人身伤害事故。设备检修、故障处理时人员误操作或安全 措施不到位易造成伤害事故。
3,物体打击
物体打击是指失控的物体在惯性力或重力等其他外力的作用下产生运动,打击人体而 造成伤亡事故。残极处理时挂悬链、残极压脱、残极炭块破碎、铁环压脱、导杆清刷过程 中因压力作用残极块、铁链头、铁环飞边等物体造成崩裂飞出,如设备设施防护装置缺 陷、间距不足、站位行走错误,劳动防护缺失可能发生事故;残阳极放置不平稳或导杆与 残阳极脱离引发倾倒伤人;人员误入残极悬链作业通道、残极脱钩等情况引发撞击和 砸伤。
4.粉尘
残极处理和阳极组装工艺产生粉尘、烟气主要有电解质清理、炭块处理时产生的电解 质颗粒物,铝导杆清刷时的铝粉以及磷铁熔化炉、浇注过程中产生的烟气。
在抬包清理间,抬包清理机、砌砖机、磨砖机设备运行时有粉尘产生;从电解槽换下 的残极温度较高,氟尘和粉尘随热空气对流散发到环境中;在残极堆放区,运入的残极采 用叉车搬运会有少量粉尘散发;磷铁熔化炉、磷铁浇注过程中产生烟气、粉尘。残极块在 进入阳极组装车间前需要进行人工清理,多采用手提风镐,产生粉尘量较大。在装卸站残 极上链处,对托盘内余留电解质和阳极残渣粉料采取托盘倾翻倾倒,会有粉尘产生。残极 在进入电解质清理机、抛丸机、磷铁环压脱机和清理机作业时会产生电解质和碳粉颗粒粉 尘;铝导杆清刷产生少量铝粉废料。大块电解质进行破碎及筛分处理,期式破碎机、锤式 破碎机、斗式提升机、带式输送机设备运行时粉尘产生量大。
人体长期过量吸入生产性粉(烟)尘并在肺内潴留,会引起以肺组织弥漫性纤维化 为主的全身性疾病,易发尘肺等职业病。
(三)安全防范措施
1.残阳极处理安全防范措施
• 359-
» 安全生产专业实务 金属冶炼安全
(1)厂房、通风防尘设计应符合《建筑设计防火规范》(GB 50016)、《铝电解厂通风 除尘与烟气净化设计规范》(GB 51020)和《铝电解厂工艺设计规范》(GB 50850)的 要求。
(2)车间布置与阳极库房相连,采光、自然通风应符合要求;车间平面人行通道、 悬链通道应分开设置,避免交叉,各站布置合理,保持安全距离。
(3)阳极组装的残极托盘倾翻机、残级压脱机、破碎机、残极运输设备、电解质清 理设备、导杆清刷机、钢爪抛丸清理机等设备和作业点应设收尘系统。
(4)加强收尘设备的日常维护保养,定期检查是否符合设计要求,确保设备设施的 完好率、运转率,发现故障应及时排除,减少设备破损和停运,杜绝泄漏和遗洒飞扬情况 的发生。
(5)人员进入含尘、有害气体作业现场,应佩戴好防护眼镜、呼吸器或防尘口罩。
(6)设备运行过程中,身体的任何部位不应接触设备的运转部分,不应将坚硬的物 体(如撬棍)伸入设备内部,操作人员应该站在安全区域内进行操作。
(7)装残极时,应将小车挂斗两孔挂好方可排除,不应小车单孔挂残极;作业时 严禁在平台车托盘上站人,平台车行走区域严禁站人;设备运行中严禁清扫、擦拭 设备。
(8)在处理掉入清理平台或地坑内的残极、导杆、铁环时,应停机并有专人进行监 护。铁环打磨设备运行时,下料口不应站人,设备故障应停车处理。
(9)悬链系统运行区域要进行物理隔离,隔离区域出入口应安装急停装置,悬链运 行时不应用手触摸;小车转向不正确时,立即处理;检修设备应在停机时进行,上平台 时,应注意悬链、转盘及各转动部位,当心身体部位被卷入。若确实需要在设备运行时检 修设备,则地面必须有人监护。
(10)做好设备的卫生清扫、巡视检查、润滑紧固、防腐防漏。
(H)尘毒作业场所以及有毒物料的储存场所应按照《工作场所职业病危害警示标 识》(GBZI58)的要求设置警示标识,在主要污染物场所悬挂职业卫生标识。
2.中频电炉安全防范措施
(1)工作区域地面保持干燥,阳极炭碗应保持干燥,浇注抬包应进行先期预热。
(2)不应向中频化铁炉膛中加入潮湿的炉料和溶剂。
(3)不应向潮湿和缺陷抬包内倾倒铁水。
(4)不应在没有冷却水的情况下运行。
(5)使用的工器具应保持干燥,扒渣前应对渣瓢进行烘烤。
(6)抬包内的铁水不能太满,浇铸机拐弯时要减速,防止铁水溢出。
(7)浇注时应做到“五不浇注”,即废炭块不浇,铝脱焊不浇,钢脱焊不浇,导杆弯 曲不浇,偏中心不浇。
(8)电感应化铁炉应有漏炉报警装置,且应设事故地坑;对电感应炉的漏炉装置进 行定期检验。
(9)中频化铁炉应采用双路供电,设置备用水箱。当发生停水故障时,应立即打开 备用水箱。
• 360-
第九章铝冶炼安全技术«
第四节 预焙阳极生产安全技术
一、预焙阳极生产工艺概述
铝电解用预焙阳极生产采用骨料(石油焦、沥青焦)经过燉烧炉1250 K高温嫂烧, 除去挥发分等杂质;煨后焦、沥青和返回料(电解铝厂返回的电解残极、焙烧碎料、生 碎料)为原料,经破碎机破碎、筛分成为各种粒度料,分别进入指定的料仓,再根据配 方从各料仓提取不同粒级原料进入混捏锅,注入一定量的黏结剂沥青搅拌混合,达到要求 后用成型机或电极挤压机挤压成型出生坯阳极,再将成型后的电极坯在隔绝空气的条件下 按一定的升温曲线加热,在1300七的温度下,使黏结剂完全焦化得到预焙阳极产品。阳 极炭块生产工艺流程如图9-20所示。
残极 石油焦沥青焦 沥青
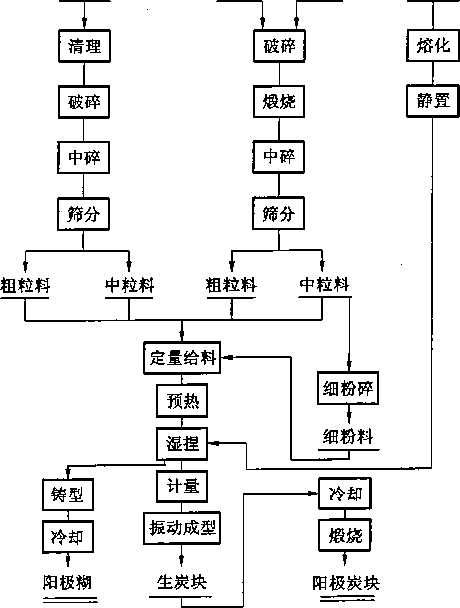
图9-20阳极炭块生产工艺流程
• 361 •
» 安全生产专业实务 金属冶炼安全
二、煨烧安全技术
(一)燉烧工艺概述
嫂烧就是炭素材料在基本隔绝空气条件下的高温热处理过程。通过嫂烧使炭素原料获 得良好的综合性能,燃烧目的:①排除原料中的水分;②排除原料中的挥发物;③使原料 得到充分收缩,提高原料的真密度和机械强度;④提高原料的导电性能;⑤提高原料的抗 氧化性能。
炭质原料石油焦经电磁振动给料器、带式输送机等设备喂入破碎机进行破碎,粗碎后 的料由带式输送机送到燉前仓贮存,储料仓中的物料经圆盘或振动给料机加入燉烧炉中, 经过1250 ~ 1300 ℃的高温进行燉烧,进入冷却机冷却。冷却后的合格燉后焦经带式输送 机和电子皮带秤计量后,由斗式提升机、带式输送机等设备送入煨后贮仓。而不合格的嫂 后焦则通过换向挡板送入废料斗内,送回煨前带式输送机,再次入窑煨烧。
(二)燉烧主要设备
原料带式输送机、题式破碎机;燉烧石油焦的设备主要有3种:回转窑、罐式嫂烧炉 和回转床式燉烧炉。
1.回转窑
燉烧回转窑分为两部分:一是大窑(嫂烧窑),二是小窑(冷却窑)。而大窑包括窑 头、筒体和窑尾3部分(图9-21)。
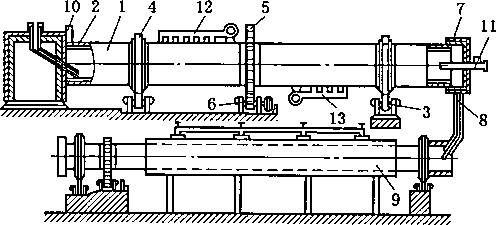
ɪ-简体;2-炉衬;3-托報;4-轮缘;5-大齿轮;6-传动齿轮;7-窑头;8-排料口; 9-冷却机;U)-沉灰室(燃烧室);11-燃烧喷嘴;12—三次风管;13—二次风管 图9-21回转窑结构示意图
2.罐式煨烧炉
罐内嫂烧物料流向与火道内热气流运动方向相反的罐式嫂烧炉叫逆流式罐式嫂烧炉 (图9-22)。逆流式罐式燉烧炉主要由以下4个部分组成:
(1)炉体——罐式燉烧炉罐体,加热火道和空气预热道。
(2)加排料和冷却装置。
(3)煤气管道、挥发分道和控制阀门。
(4)余热锅炉、烟道、排烟机和烟囱。
• 362 •
第九章 铝冶炼安全技术 《
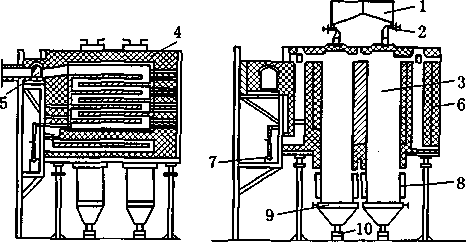
I-加料贮斗;2一螺旋给料机;3一煨烧罐;4-加热火道;5-烟道;6—挥发分道;
7一燃气管道;8-冷却水套;9一排料机;10-振动输送机
图9-22逆流式罐式殻烧炉
(三)燉烧主要危险有害因素分析
1.灼烫
人体接触高温物体时,皮肤出现发红或灼痛感,严重的出现水泡、皮下组织坏死等烫 伤事故。眼睛长时间观察燃烧强光引发视力损伤。
煨烧炉工艺要求煨烧温度1250七以上,煨烧后物料经冷却、破碎、筛分后储存到料 仓。炭索生产嫂烧工艺要求,燉烧炉周边温度40Κ左右,作业现场环境温度较高,生产 作业中的异常情况如“放炮”"棚料”时,因物料洒落,防护保温设施缺失或失效造成烫 伤。在沥青融化、燭烧工序、高温烟气余热利用岗位易造成高温伤害。
2.火灾、爆炸
炭素生产原料石油焦、煤沥青、煤等均属于含碳可燃物,挥发分较高,易发生自燃现 象。原料粉尘接触明火、高温等激发能源时易造成火灾事故;当粉尘浓度到达爆炸极限 时,可引发粉尘爆炸事故。嫂烧炉温度1250七以上,高温物料泄漏接触易燃可燃物;破 碎、筛分、提升机、带式输送机输送场所,产生细微的粉尘,达到爆炸极限范围,遇激发 能源,易发粉尘爆炸事故。
燉烧炉烟气余热锅炉发电时,锅炉因超压运行、满水、缺水事故引发锅炉爆炸。
燉烧导热油系统、原料储存站;热媒油站、.物料破碎、筛分输送厂房、廊道等易发火 灾事故。
3.机械伤害
原料制备过程中使用的带式输送机、斗式提升机、螺旋输送机、破碎机、泵及其他机 械转动部位,缺少安全装置;机械传动带、接近地面的联轴节、飞轮等易伤害人体部位未 设置完好的防护装置,有可能发生机械伤害事故。
4.粉尘
炭阳极生产所使用的原料、辅料以碳元素居多,生产和使用过程中产生的粉粒含有二 氧化硅的量不同,含量在5%以下的粉尘所引起的尘肺称为石墨肺,如果在粉尘作业环境
• 363 •
»安全生产专业实务金属冶炼安全
中长时间吸入高浓度的含碳、石墨粉尘会引起肺部组织纤维化、硬化,丧失呼吸功能,引 发炭黑尘肺、活性炭尘肺等炭素尘肺;粉尘还会引起刺激性疾病、急性中毒或癌症。
5.化学有害因素
沥青是一种棕黑色有机胶凝状物质,包括天然沥青、石油沥青、页岩沥青和煤焦油沥 青等4种。主要成分是沥青质和树脂,其次有高沸点矿物油和少量的氧、硫和氯的化合 物。有光泽,呈液体、半固体或固体状态,低温时质脆,黏结性和防腐性能良好。4种沥 青中以煤焦油沥青危害最大,在沥青融化和输送中要排出大量的沥青烟。由于沥青中含有 荧光物质,其中含致癌物质苯并花高达2. 5% ~3.5%,高温处理时随烟气一起挥发出来。 沥青烟气是黄色的气体,其中大部分是0∙ 1 ~ 1 μm的焦油细雾粒。沥青烟和粉尘可经呼吸 道和污染皮肤而引起中毒,发生皮炎、视力模糊、眼结膜炎、胸闷、腹部疾病、心悸、头痛等症 状。沥青和沥青烟中所含的苯并花是引起皮肤癌、肺癌、胃癌和食道癌的主要原因之一。
原料石油焦的含碳颗粒度、沥青的毒性;在物料破碎、筛分、输送过程中,因建 (构)筑通风、设备设施的配置和选型不符合相关标准规范,工艺落后;防尘毒设备缺失 或故障停运引起的粉尘、废气的无组织排放;生产、设备非正常状态的物料遗洒;防护用 品佩戴不规范吸入尘毒物质,除尘、净化系统停电等情况均易引发事故。
(四)安全防范措施
1.建筑及设备安全防范措施
(1)车间应为单层厂房,保持高度,设置避风天窗,最大限度地利用自然通风。当 自然通风不能满足要求时,应设机械通风。
(2)回转窑应设事故电源或事故驱动装置,电嫂烧炉冷却水循环系统应设事故电源, 燉烧烟气管道及主要设备应设防爆孔。
(3)嫂烧炉(窑)、高楼部应配置安全水源或设置高位水箱。熔化沥青储罐应设有液 位显示及高位报警装置,储罐周围应设置围堰。
(4)罐式燉烧炉和电烟烧炉、沥青熔化库和原料库厂房应有组织自然通风,排风宜 采用避风天窗。
(5)燉烧设备和中碎设备,沥青熔化部的沥青熔化槽、沥青熔化器和熔化后的沥青 储槽应设局部排风系统。
(6)散发有害气体、气溶胶和粉尘的工艺设备均应密闭,并设排气装置,保持负压。 不能密闭的尘毒逸散口应设吸风罩。
(7)生产过程中可能突然产生大量有毒气体、粉尘或有爆炸危险气体的车间,应设 危险气体或粉尘监测装置,必要时设自动报警装置,并应设事故排风装置。
(8)毒性较大、有烟尘、粉尘积落的燉烧厂房,其内部结构表面应光滑,不易积尘, 便于清扫。应采用不吸收毒物的材料,必要时加设保护层,以便清洗。清扫应配备吸尘装 置,避免二次扬尘。
(9)进入尘毒现场应穿戴防护用品。在产生有毒有害气体等危险场所,作业人员应2 人以上,并有专人监护。
(IO)原材料的破碎、筛分、配料、运输设备和料仓等应设收尘系统。
2.原料储存安全防范措施
• 364 •
第九章铝冶炼安全技术《
(1)堆存场所设计应符合《炭素厂工艺设计规范》(GB 50765)和《炭素生产安全卫 生规程》(GB 15600)的要求。建(构)筑物的火灾危险性分类和耐火等级应符合《建筑 设计防火规范》(GB 50016)的规定。
(2)原材料库、料场应集中设置并配备防火设施,宜做到贮用合一。料场应防雨和 防风沙。无烟煤、石油焦、沥青等原料堆场、仓库应通风良好,地下禁止敷设电缆、采暖 管道和易燃、可燃液体管道,并合理配置消防栓。
(3)厂房内生石油焦、无烟煤的堆存高度应小于6 m,沥青的堆存高度应小于4 m, 防止因堆存过高和时间较长发生自燃。室内储煤应有良好的通风,煤堆距顶棚距离不应小 于1.9 m,距可燃墙壁距离不应小于1. 5 m。
(4)沥青储存,应采用防止沥青黏结的措施,中温沥青储存在库房内,不应露天堆 存。熔化沥青应采取蒸汽或热媒油加热,不应用烟气加热。沥青熔化应密闭,沥青熔化 槽、干燥器和破碎机应设通风除尘设施,烟气应净化。
(5)沥青库、油库、导热油储罐等应远离有火灾危险的车间和仓库,布置在厂区地 势较低的地带。周围应留有空旷的安全地带,应设符合安全要求的防火围堰,与明火的防 火间距不得小于10 mo
(6)沥青熔化、导热油等易燃易爆场所,应采用防爆灯具和开关,在潮湿或有灰尘 的场所,应装防尘、防潮灯具和开关。
(7)料仓内检查或检修作业应按照进人有限空间的规定,办理工作许可票,人员应 设监护,防止坠入料仓内。'
3.原料输送作业安全防范措施
(1)原料输送作业,易发生高处坠落、机械、电气伤害,格筛处使用大锤作业时易 伤人,粉尘飞扬易造成粉尘伤害,视线不清易造成其他伤害。
(2)开机前,应清除破碎机内各种杂物,检查各部件紧固程度、电线完好状态及润 滑情况。
(3)原料输送作业应设置紧急停车、程序联锁装置,手动或自动操作应遵守程序联 锁。启动应按逆流程顺序,停机应按顺流程顺序进行。系统内排空料后方可停机。
(4)破碎机运转中禁止调整、清洗或检修。破碎机运转时上料要均匀。注意观察运 转情况,如发现异常情况应迅速停机。
(5)破碎机运转时不应从破碎机下料口向机器内观察,以防崩料伤人。
(6)破碎机进料口、出料口被异物卡住时,应停机处理,不应在开机状态下使用任 何物体捣打或使用手、脚清理。
(7)带式输送机打滑或主、被动轮挤进物料时,应停车处理。
(8)检修、维护作业,应切断电源挂好停电牌后方可进行。清理带式输送机下料口 时,输送机和电磁分选器应停电。
4.调温作业安全防范措施
1)罐式燈烧炉安全防范措施
(1)罐式般烧炉应采取密闭加料和排料,并保证良好的通风。加料和排料应在控制 室操作。炉体最外侧距离厂房最内侧宽度不应小于3 m;工作平台应采用防滑、非易燃材
• 365 .
» 安全生产专业实务 金属冶炼安全
料铺设,且不能与炉体和厂房墙壁固定连接。
(2)接班时应做到当面交接。交清、接清每台燉烧设备运行、故障及故障处理情况。 操作人员在工作前应详细检查燉烧仪表和温度情况。
(3)应定期清理燉烧炉每个溢出口,保持挥发分溢出顺畅,保持炉子下火口、横道 和火道畅通,横道定期彻底清理一次,下火口、火道随挂随清。
(4)应保持挥发分系统畅通,每班应检查清理首层挥发分下口及溢出口,挥发分、 空气拉板应经常活动并清理,避免结焦黏住无法移动。拉不动时细心处理,避免用力过猛 造成拉板破损。
(5)罐式燉烧炉各区域温度应在操作规程控制范围内,防止局部高温烧坏罐体。
(6)严格按照技术规程的加热升温制度调节温度和负压,以免炉温、烟道温度过高 烧坏炉体和设备,或温度达不到要求而导致产品质量不合格。
(7)负压烟气闸板调整应结合嫂烧炉工艺温度的要求,小幅度适量调整,否则会造 成燉烧炉温度波动较大。
(8)定期检查、校验测温、测压等仪表设备。确保仪表在正常的状态下工作。
(9)料罐不下料时,应及时与排料工取得联系,检查排料系统故障,排除故障后, 应立即检查是否是棚料、结焦等原因,避免放炮。
(10)棚料或结焦时应立即捅料,应2人以上操作,站稳,穿戴好劳保用品,避免火 焰烫伤。捅料时握紧轩子,防止掉进罐里,捅料时严禁加料,加料时严禁捅料。
(11)因停电、维修等原因造成停炉时,短时间内停炉采用保温措施:降低负压、减 少空气进入量;时间较长时,采用人工加料以保证炉温不低于900 K。
(12)根据嫂烧炉运行及罐壁结焦情况,定期对料罐内进行清炉。清炉前应制定好相 应的清炉计划,合理安排作业人员,并准备好相应的工具。
2)回转窑安全防范措施
回转窑调温作业易发生烧伤、烫伤、机械、电气伤害、高处坠落等事故,应采取以下 安全防范措施:
(1)回转窑烘炉前,大窑内浇注料确保坚固、平滑、无裂纹和孔洞。点火前必须将 内部清扫干净。天然气各部阀门确保密封,必须整体打压合格后才能涂上黄甘油。确保蒸 汽、压缩空气、水阀门灵活好用,天然气管道应有打压检验记录,确认后方准点火。送天 然气前应使用一次风吹扫燃气管路及喷嘴。
(2)开启排烟机,将窑头负压调到0~ 10 Pa,并保持平稳。
(3)燃气站送燃气前,应打开放散管,关闭其他燃气阀门。
(4)开始送气时,操作人员应用检测仪分析燃气浓度,合格后(燃气浓度大于 95%)方可点火,或打开窑头燃气放散5 ~ 10 min,在放散管点火燃烧后,方可进行点火。
(5)点火前,启动窑尾引风机,风门适当开启,使窑内保持一定负压。
(6)应由专人指挥回转窑烘炉点火,其他无关人员禁止进入操作现场。
(7)回转窑各区域温度应在操作规程规定控制范围内。经常检查燉烧带温度,特别 是高出控制温度时应逐渐降低,且不可急剧降低。防止局部高温烧坏窑体。
(8)窑头温度调节采用燃气量、窑尾负压合理配合进行。调整烟气闸板时,应采用
• 366 •
. 第九章铝冶炼安全技术《
规范的楼梯及扶手,作业时应认真操作确保安全。
(9)根据煨烧带的位置、长短和温度,调节排烟机开度大小。排烟机应设温度报警 装置。如果泵房无双电源自投装置,窑头及窑尾应分设事故贮水箱。窑体应采取防止热辐 射的措施。
(10)停窑操作过程中,禁止打开窑门和观察孔,避免空气进入影响大窑内衬寿命。
(H)清理回转窑沉灰室料时,应先通知调温工,再慢慢逐步打开风门翻板及入口检 修门。清理过程中应防止烫伤,积料过多、温度过高时,不应进入沉灰室作业。
(12)根据料量及时调整冷却水用量,间接冷却水在设备运行中不应中断。
(13)处理回转窑加料口堵塞时,应站在侧面,禁止正对火口。■回转窑下料口堵塞时 应停燃气,保持窑头有一定负压并及时排除堵塞。
(14)进入回转窑内工作应遵守下列规定:应切断电源,配电盘上挂检修牌,窑外设 专人监护,窑内温度降到60電以下。
5.脱硫作业安全防范措施
脱硫作业易发生碱液烧伤、高处坠落、烟气烫伤、机械伤人等事故,应采取以下安全 防范措施:
(1)脱硫除尘器启动运行时,应首先打开循环水泵和喷淋系统,待脱硫除尘器出水 口有水流出后方可通人烟气;风机停止或烟气系统停运后即可关闭相关脱硫除尘器供水系 统,停止供应。
(2)脱硫系统机器转动部位应安装防护罩或其他防护设备(如栅栏),轴端露出应加 设防护盖,避免衣服绞卷。机器转动时,禁止从背轮和齿轮上取下防护罩或其他防护设备。
(3)加碱或石灰操作时,作业人员应佩戴防尘口罩和长皮手套,并随时清理搅拌浆 池的杂物,以免堵塞浆泵。
(4)设备运行中禁止清扫、擦拭和润滑机器的旋转部位和移动部位,不应将手伸入 栅栏内。
(5)禁止将抹布缠在手或手指上清试运转中的机器,在转动部位对作业人员无危险 时方允许使用长嘴油壶或油枪向油盅和轴承里加油。
(6)压滤机取板、排渣操作应2人协调进行,避免速度过快和排渣不彻底。 .
(7)巡检过程中应注意脚下孔洞、盖板,防止坠落。
6.导热油系统安全防范措施
导热油作业易发生高处坠落、导热油泄漏烫伤、着火、爆炸等事故,应采取以下安全 防范措施:
(1)导热油系统严禁超温、超压工作。热媒烟气闸板调整应结合温度需要,同时满 足燉烧设备负压要求,配合工艺温度要求小幅度调整。如热媒设备突发性断电,应在 5 min内落下闸板切断热源。
(2)应保证热油炉出口处导热油的温度不得超过最高使用温度,热油炉的最高膜温 应小于允许油膜温度,膜温与导热油主流体温度应始终存在一个温度差(一般20~ 30 七)。
(3)正常停炉时,循环泵要继续运转一段时间,打开旁路,以使导热油继续流动,
• 367 •
» 安全生产专业实务 金属冶炼安全
停止送风、引风,待油温降至100七以下时,循环油泵方可停转。导热油系统管线严禁埋 入地下或设置在潮湿环境中,防止管道腐蚀后雨水进入,应定期对管路进行巡检和维护。
(4)导热油管线处严禁动火作业;严禁接地线、天线及重力敲打。导热油操作间严 禁堆放易燃易爆物品。导热油管线设备检修应降温回油并采取安全防火措施。
(5)进入导热油加热炉内检修时,应进行空气吹扫热油盘管及炉内盘管后,人员方 可进入。
(6)导热油站应设自动火灾报警装置、监控系统和应急照明。配备消防设施和器材。
7.余热锅炉安全防范措施
(1)锅炉的安全附件如安全阀、压力表、水位计、高低水位报警器、送风引风联锁 装置、火焰监视器、紧急切断阀、防爆门、排污装置以及测温、测压、测流量的仪表等必 须齐全、可靠。
(2)锅炉运行中,遇有下列情况之一时,应立即停炉:
①严重缺水。
②严重满水。
③超压时安全阀已动,采取措施后压力仍继续上升。
④给水机械全部失灵,已无法向锅炉供水。
⑤水位表、压力表及安全阀全部失效。
⑥锅炉元件损坏,危及运行人员安全。
⑦燃烧设备损坏,炉墙倒塌或锅炉构架被烧红等,严重威胁锅炉安全运行,水质软 化装置损坏。
⑧其他异常运行情况。
(3)锅炉运行时,人员应严格执行设备点检制,保证安全运行,经常检查锅炉承压 部件无泄漏,锅炉三大安全附件准确、完好,水位应保持在规定范围内。
(4)如遇到突然停电,关闭连排、关闭供水阀门,并使各控制按钮归复零位。如遇 停水,当除氧器、软水箱无法确保锅筒水位时,应及时补水。
(5)因严重缺水事故而紧急停炉时,严禁向锅炉给水,禁止进行排污调整作业。
(6)冲洗水位计时应站在水位计的侧面,打开阀门时应缓慢小心,防止汽水烫伤、 防止玻璃板破碎伤人。
(7)锅炉运行中禁止带压对承压部件进行焊接、紧固螺栓作业。
三、混捏、成型安全技术
(-)工艺简介及主要设备
1.工艺简介
煨后焦以及其他骨料经过破碎、研磨将部分熾后焦磨成细粉,将不同粒级的焦粒 (包括粉料)按一定的比例配合混合均匀并加热;各种粒级的骨料与黏结剂在一定温度下 搅拌、混合,使各种原料均匀混合,不同颗粒堆积合理、形成密实程度较高的糊料。将混 捏好的炭素糊料用加压设备压制成具有一定形状和具有较高密度的半成品(生块)。
2.主要设备
• 368 •
第九章铝冶炼安全技术«
(1)筛分设备:一般在炭素厂多使用振动筛,此外,还有回转筛、摇摆筛等。
(2)磨料设备:球磨机。
(3)混捏设备:双(单)轴搅拌混捏锅是间歇生产方式,比较适合于规模不大的炭 素厂。双轴搅拌连续式混捏机是连续生产方式,适合于规模较大的炭素厂。目前,混捏设 备的加热方式(热源)主要是蒸汽或电热。
①单轴连续混捏机。锅体内部在中心线上装有一根中空并设有套管的主轴,主轴上 活动套管表面有硬金属的转动搅刀,搅刀在左螺旋线上一个导程上分三段(即成三齿) 均匀分布,搅刀在锅体内作顺时针方向旋转的同时主轴轴向往复窜动。锅体为圆筒形,沿 纵轴对开,内衬以衬板,在其内腔按左螺旋线轨迹上每导程均匀分布有3个脊形固定搅 刀。锅体外围是加热套管,供混捏物料时加热。混捏时,主轴在旋转窜动的过程中,借转 动搅刀和固定搅刀的运动使工效大为提高。
②双轴搅拌混捏锅。混捏锅一般由双层锅体和一对S型搅刀以及减速传动装置组成。 锅体内镶有铳钢衬板,锅体加热分蒸汽加热、导热油加热和电加热,锅体下部为两个半圆 形槽焊接而成,锅体上部为锅盖,锅盖上有骨料加入口及沥青加入口。两根互相平行的S 型搅刀分别在锅内一侧转动,彼此转动的方向相反,转速不一样。
双轴搅拌混捏锅混好的糊料有两种卸料方式:一种是用传动机构使混捏锅向一侧倾翻 一定角度同时打开锅盖,将糊料倒出来;另一种是混捏锅位置固定不动,在锅的底部留有 长方形的卸料口,混捏时用盖板盖上,卸料时用电动机及传动机构打开盖板使糊料卸出。
(4)成型设备:在炭素材料生产中常用的成型方法有挤压法和模压法,还有振动成 型法、等静压成型法和捣固法。铝用炭素阳极的成型方法多用振动成型法,使用的设备为 振动成型机。双轴振动成型机主要由双轴振动台、模具及提升机构、重锤及提升机构、加 料及称量装置、真空装置、重锤及模具喷淋装置、模具加热装置、生坯测高及编号装置、 液压系统等组成。
(5)生坯冷却输送设备:冷却输送设备一般用辐道输送机、链板输送机、悬挂式链 式输送机等。
(二)主要危险有害因素分析
1.火灾、爆炸
配料、混捏、成型工序采用多层建筑,物料、混捏、成型自上而下布置,"锻后焦、煤 沥青、导热油、液压油等物料属于易燃物质。
沥青:预热螺旋机和混捏机所用的原料之一是煤沥青。煤沥青的软化点为IOO ~ 115℃,闪点大于200七,沥青属于高分子有机物的混合物,在一定的条件下,能够发生 猛烈的燃烧,具有火灾危险性。
电气电缆着火:碳粒、沥青烟量大、面广、颗粒细,附着力强,导电能力好,易燃; 生产中碳粉随风、空气对流,大量积聚在机械及电气设备上,运行时发生短路、放电引起 火灾。电缆设计、施工未采取防火措施或阻燃盖板、阻燃底板、防火隔板等阻燃措施不完 善,外界火灾或运行中电缆终端盒及电缆中间接头因潮湿、积污短路或电缆头爆炸,或雷 击以及电气设备短路等均可引起电缆火灾事故,电缆着火后蔓延速度极快,因而会使与之 相连的电气仪表、设备烧毁,酿成火灾事故。配料、混捏、成型厂房多采用多层布置,输
• 369 •
» 安全生产专业实务 金属冶炼安全
送过程中遗洒,筛分、细碎过程中产生粉尘。输送沥青采用热媒油保温输送,管道出现故 障阀门、管路破损泄漏等遇高温点火源易发生火灾,当粉尘达到一定浓度时,可引发粉尘 爆炸。现场使用明火;灯具、电气不符合防火防爆要求,检修动火作业未审批;电缆破 损、老化接地短路;过载或接头接触不良发热;人员带火种进入现场等可能引发事故。
2.灼烫
间断混捏锅出料温度120 ~ 150 cC ,连续混捏机出料温度170七以上,物料在高温下 发生物理化学变化。生产设备设施、操作岗位周边温度40七以上,作业中因限制措施失 效,引发高温物料异常释放,可能造成烫伤事故。人员在操作过程中违章作业,防护用品 缺失,安全意识、技能不足,接触高温物料和设施可能导致烫伤事故。
3.噪声及振动 '
噪声能引起职业性噪声聋,造成神经紧张、失眠、心血管疾病及消化不良等;噪声干 扰睡眠和正常交谈,降低工作效率,使人烦躁、易怒,会使操作人员的失误率上升,严重 的会导致事故的发生。
振动是指振幅超过了正常值而能引起固体结构发生疲劳破坏的情况。有振动发生时, 不但噪声水平会大大提高,而且设备因振动也会使寿命降低,在振动严重的情况下甚至会 造成设备损坏危及生产和人员的安全。振动有全身振动和局部振动,可导致中枢神经、植 物神经功能紊乱、血压升高,也可导致设备、部件的损坏。
成型机、振动筛和磨机等设备运行时因减振、降噪措施缺失或缺陷;人员防护用品缺 失等可造成伤害。
4.高温
高温作业时,人体内热负荷增加,心血管系统的紧张度增加,长期在高温环境中工 作,人员判断力下降,易出现失误。高温、高湿环境还可能影响劳动者的体温调节,水盐 代谢及循环系统、消化系统、泌尿系统等,严重时引起循环衰竭和热痉挛,易发高温中 暑。间断混捏锅出料、连续混捏机出料等操作岗位区域的环境温度达40Ρ以上,作业人 员容易受到高温危害。
5.机械伤害
磨料生产中使用的球磨机,混捏设备的传动部位,炭块成型过程中的成型机,生坯的 辑道输送机、链板输送机、悬挂式链式输送机等,因人员在操作过程中违章作业可能造成 机械伤害事故。
(三)安全防范措施
1.建(构)筑物和设备安全防范措施
(1)建(构)筑物的火灾危险性分类和耐火等级应符合《建筑设计防火规范》 (GB 50016)的规定。工序、装置应根据相关规范采取防火间隔和保持安全间距。
(2)控制危险物料。系统密闭及负压操作,应采用密闭设备输送物料,应尽量少用 法兰连接;输送危险气体、液体的管道应采用无缝管。
(3)电缆、电缆桥架穿墙及穿楼板处、电缆沟穿墙处、交会处;电气盘、箱、柜的 电缆出入口;电缆通过易燃、高温等有火灾危险的区域,应采取防火阻燃、密闭封堵 措施。
• 370-
第九章铝冶炼安全技术«
(4)混捏、导热油、沥青库等易燃易爆场所,应采用防爆灯具和开关,在潮湿或有 灰尘的场所,应装防尘、防潮灯具和开关。电气设备应采用防爆、防尘型。
(5)电气设备的金属外壳应有良好的接地,静电除尘器外壳应安装两处以上的接地 线,其高压整流室应装有保护开关、铜质放电接地线和绝缘棒。高压整流室的门必须安有 保护开关。
(6)油库、导热油储罐应远离有火灾危险的车间和仓库,宜布置在厂区地势较低的 地带。周围应留有空旷的安全地带,应设符合标准要求的防火围堰。
(7)混捏机(锅)、成型机、成型沥青烟净化系统、高楼部液体沥青储槽、重油罐 等,应设有火灾自动报警器或烟雾火警信号装置、监视装置、灭火装置,且完好有效。配 电控制室、主控室、计算机室应设感烟报警装置。混捏厂房必须有良好的通风设施和排烟 系统。
(8)间断混捏锅的传动,应为密封式,糊料出口安装抽风罩。裸露式齿轮传动的, 必须加设铁质箱式保护罩。
(9)连续混捏机四周Im处,应有栅栏。中轴热媒油循环管,必须用软管。糊料出 口,必须设通风防尘设备。
(10)根据易燃易爆物质的理化性质,合理设计灭火系统、报警系统及选择灭火设备 类型(如非水灭火)。合理布置消防水栓,并保证水量、水压。
(H)磨机、破碎机、振动筛、空压机、风机、水泵等设备采用基础减振、隔声、安 装消声器等措施进行治理。振动筛、球磨机、破碎机等高噪声设备,应设隔声间,并在车 间内墙装设吸声材料降噪;作业场所的噪声不得超过85 dB(A)o
(12)振动成型机的基础应采用防振措施。振动成型机的振动台和操作台应分开,两 者不应接触,外围Im处应安装栅栏,振动子应密封消声。
(13)混捏厂房应设排烟系统并有良好的通风设施。混捏锅的沥青下料口和干料下料 口均应密闭,糊料出口应安装抽风罩。
(14)高温物料应采用密闭隔热措施。外表温度高于60七且人员容易接触设备设施 应采取隔热措施。
(15)高温管道、烟道等应采取保温、隔热措施或隔离栏杆,悬挂安全警示标志或涂 安全色。
(16)倾翻式混捏锅后部应设护栏,下料前应先开抽风机,出料时翻转角度不得大于 90ο,应等翻锅到位后方可开动绞刀。
(17)回转窑、球磨机、转台式成型机等大型旋转设备应明确安全巡视距离,并设置 防护栏或防护绳索。
2.沥青库安全防范措施
(1)沥青槽或罐消防防护措施应采用自动泡沫喷淋装置。经常进行沥青工作的现场, 应设置足够的温水淋浴,水质应符合卫生要求。偶尔进行沥青工作的现场,可设简单的洗 澡用具。
(2)沥青的装卸、搬运,应在夜间或无阳光照射的情况下进行。桶装的沥青一般可 在白天进行装卸、搬运,但炎热的中午不应进行。人员上沥青罐车顶部卸车时应佩戴安全
• 371 •
» 安全生产专业实务 金属冶炼安全
带并系挂在牢固位置。
(3)使用沥青,应遵守下列规定:
①沥青操作岗位必须位于上风侧。
②应采用人与沥青不直接接触的生产工艺。
③沥青的加工过程应密闭。
④产生沥青粉尘、烟气的作业场所,应设通风或净化设施。
(4)沥青装卸、搬运、熔化和使用时,作业人员应做好防护,向沥青熔化槽内加入 沥青时禁止过量,避免沥青膨胀溢出造成事故。
(5)接班前对设备进行全面检查。检查设备时禁止将手伸进转动部位。工作时定期 检查储罐、储槽、沥青高位槽液位情况。
(6)清理沥青熔化池时应佩戴专用劳保用品,沥青温度应冷却到软化点以下。
(7)沥青池(沥青储槽)周边应安装护栏(围堰),上部盖板处于常闭状态,熔化 沥青时如需打开盖板应采用相应保护措施。
(8)沥青池部位严禁用火。检修或清理时如需动火,应制定详细方案并进行审批, 将动火区内沥青清理干净,并采用安全可靠的保护措施后方可作业。
(9)沥青池应设置明显的警示标识,建立门卫登记检查制度,非工作人员严禁靠近。
(10)电捕焦油器启动时,应严格按照技术规程操作,输出电压应保持在规定范围之 内,禁止超高或超低。电压调整应缓慢进行防止打火。
(11)定期排出电捕焦油器中的煤焦油,避免从人孔溢出。
3.中碎作业安全防范措施
(1)启动前应确保润滑部分、紧固螺栓、走料管道、设备运行情况正常后方可启动。
(2)应按照技术规程规定的开车与停车顺序进行操作。
(3)振动筛开机时,设备各部件确保完好,防护罩完好放置到位。运行中靠近筛子 两侧禁止站人。人工清理筛下料时应停机。
(4)提升机开机时应确保无负荷开机,待运转正常后再给料。
(5)处理提升机故障时应严格执行设备检修停电挂牌制度,主动轮应采取机械固定, 现场设专人监护后方可作业。
(6)反击式(环锤式)破碎机调速应先慢后快。
(7)清理提升机出口时应停车处理,清理带式输送机下料口时,带式输送机和磁选 器应停电。
(8)如出现设备故障等异常情况,应先切断电源并悬挂警示牌“禁止合闸,有人工 作”后方可工作,并专人监护。
4.磨粉作业安全防范措施
(1)开动磨机前,油包顶起后才可启动。磨机运转过程中,操作人员应站在安全防 护栏外,禁止进行维护保养和修理。在球磨机内检修必须切断电源,悬挂检修标识牌,专 人负责监护。
(2)磨机加油应先切断电源及事故开关后方可进行,禁止将头、手伸进转动部位, 以避免发生伤害。
• 372-
第九章铝冶炼安全技术«
(3)球磨机装球时应确认磨机内无人,球磨机向外倾倒钢球时,操作人员应距离料 斗落点2 m以外。球磨机大齿轮防尘罩应严密,以防灰尘泥沙侵入。
(4)启动球磨机前应检查系统各电机、减速机,确保紧固件螺栓牢固可靠,检修门 关闭严密。禁止粒度过大的物料进入机体,禁止空车长时间运行,造成磨轴磨环损坏。
(5)设备运转中禁止对其进行清扫、紧固工作。严禁带料启动设备或绝缘达不到要 求时强行启动设备。
5∙配料混捏作业安全防范措施 注琴群:628721411
1)间断式配料混捏作业安全防范措施老姚微稽曲:863575556
(1)开机前应对沥青烟气净化、混捏锅、沥青和焦粒配料秤、糊料输送机及其附件 进行检查,确保开机不会对人员造成伤害。
(2)禁止用手直接触摸检查糊料温度,应戴好手套。严禁将头、手或身体其他部位 伸进未完全停止旋转的缸体中,取样或观察锅内温度时应停锅操作。
(3)糊料在锅内停留时间过长,禁止启动混捏锅。操作时维护门应关闭。
(4)应定期检查混捏锅缸体与墙板链接处的螺栓、内衬磨损情况,确保正常。物料 最大粒度不应超过搅刀与内衬板间间隙。
2)连续式配料混捏作业安全防范措施
(1)开机前应对沥青烟气净化、预热螺旋、混捏机、沥青和焦粒配料秤、糊料冷却 设备及其附件进行全面检查,确保开机安全。
(2)配料系统启动前应检查通风除尘管路、螺旋输送机及配料秤各润滑点润滑情况 正常,配料秤皮带下各托喪应定期进行校正,确保在同一水平面上。
(3)启动前应打开各冷却水阀门,保证冷却水畅通无阻。润滑系统、减速机油经检 查确认正常后,空负荷运转10 min再带料生产。
(4)停产时空转20 min后,再清理混捏机内糊料及电动机循环冷却风内空气过滤器。
(5)预热螺旋或混捏机内积铁或者有其他杂物时,应立即停车处理。电流突然急剧 上升,说明机内有杂物,应立即停机处理,严禁用手代替工具清理杂物。
6.成型作业安全防范措施
(1)振动台启动和停机应在零振幅状态。振动给料机处于自动位且振幅设定符合要 求,三工位转动式成型机振台转动时,作业人员应远离振台及炭块推出端。
(2)成型时重锤下严禁站人,在重锤下操作时应插好保险销。重锤提到上限位后, 严禁人员到磨具内工作,应将重锤安全夹关闭。禁止把手、脚伸进磨具或重锤下。清理重 锤粘料时,应注意脚下防止滑倒,抓紧手持工具防止掉入模具内。
(3)运转时禁止检修;托盘运输炭块时密切监视托盘、提升机、推出装置确保到位, 防止炭块歪、斜、掉下后砸坏设备和人员。
(4)成型磨具、重锤表面润滑宜采取自动喷油装置进行,采用人工刷油或人工喷油 时应远离设备操作,佩戴防护用品。
(5)在振动给料机处理观察糊料或清理料斗黏结时,应停电、停液压后专人指挥清 理,检查糊料时应佩戴手套。
(6)成型机运行时禁止检修或故障处理,检修或故障处理应停机、停电。检修时若
• 373 •
»安全生产专业实务金属冶炼安全
要拆液压管必须降压,避免液压油喷出伤人。
(7)严禁在冷却链板或生坯输送辑道上走动、翻越、摆放工器具和其他杂物。
四、焙烧安全技术
(-)工艺简介及主要设备
1.工艺简介
生阳极经链式输送机、升降机、辑式输送机送到焙烧炉炉面,用多功能桥式起重机把 生阳极装入炉内。将填充料倒入填充焦坑内,按要求补充装炉所需的填充料。生阳极和填 充焦由多功能桥式起重机按要求装炉完毕后,进行升温焙烧。焙烧后的炭块经风机强制冷 却后,由多功能桥式起重机从炉内取出,经运输、升降设备送至炭块库清理。合格炭块送 至炭块库堆垛贮存。焙烧炉排出的烟气,首先经重力沉降室分离出粗粒粉尘,然后进入洗 涤塔,从喷淋塔顶喷淋下来烧碱溶液与烟气充分接触,洗涤烟气中的硫、氟、部分粉尘和 焦油,从洗涤塔出来的烟气经过电捕焦油器进一步净化,然后通过烟囱排入大气。洗涤塔 排出的污水送污水处理站处理。
2.主要设备
(1)焙烧炉。铝用炭素阳极的焙烧设施有隧道窑、导焰窑和多室环式焙烧炉(也称 为轮窑)等,国内外应用最多的是环式焙烧炉,这类焙烧炉一般可分为两类:敞开式和 带盖式。炭素厂多用敞开式炉生产铝电解用预焙阳极,多用带盖式炉生产石墨电极。
敞开环式焙烧炉结构:①混凝土炉壳;②炉底和侧墙;③火道墙和横墙;④连通烟 道;⑤环行烟道。
(2)焙烧多功能桥式起重机、炭块编组及清理机组。
(二)焙烧危害因素分析
1.灼烫
焙烧工艺要求温度:低温段300七左右、高温段IloOK左右,炭块出炉温度200 CC 以上,烟气温度约800七,生产过程采用燃气加热,炉内填充料温度200霓以上。易发灼 烫环节:炭块出炉作业,焙烧炉作业巡视,炭块冷却区;氧气管道和净化设备。人员操作 时,可能因麻痹大意,防护用品穿戴不符合要求,物料突然遗洒、飞溅,违章进入危险场 所等原因造成高温灼烫伤害。
2.火灾、爆炸
焙烧使用的燃料有天然气、煤气,因操作违章,管道、阀门及计量器连接处发生泄 漏,遇激发能源引发火灾,当泄漏浓度达到爆炸极限时造成燃爆。
焙烧过程中,由于沥青加热所排放的挥发分不同,随着时间增加,烟道的底部、收尘 器等会沉积部分焦油,在一定条件下会引发火灾,达到爆炸极限浓度,造成爆燃事故。
3.高处坠落
生产场所坠落基准面超过2 m的作业场所较多,如果无防护设施或防护措施不完善, 作业人员进行设备检修过程中易发生高处坠落事故。
焙烧炉采用地下式或半地下式,炉底距作业面高度根据容量不同,深度3~7m,人 员在进行装出炉作业、维修炉体、清理炉底等作业时,因疏忽或防护不当造成坠入炉内情
• 374 •
第九章铝冶炼安全技术«
况,造成伤害。
4.起重伤害
起重伤害是指在进行起重作业过程中发生的重物(包括吊具、吊重或吊臂)坠落、 夹挤、物体打击等事故。起重伤害主要表现在以下方面:起重设备缺陷和故障、超载,起 重物品捆扎不牢,操作、指挥失误,作业环境不良等。
焙烧工序起重作业较多,操作过程中因起重机维护保养不够,造成设备缺陷和故障, 安全保护、联锁装置失效,捆扎不牢、超载和吊索断裂等物的不安全状态;作业人员无证 上岗、违章作业、违章指挥,进入危险区域等人的不安全行为;作业现场环境采光不够, 视线不清,高温尘毒危害等环境因素,易发生事故。
焙烧工序起重伤害易发环节:炭块的转运,装、出炉作业,填充料的出、装作业,炉 子检修、修补施工物资的吊运,以及设备的检修维护作业。
5.坍塌危害
炭阳极、半成品、废品堆放超高,因防护缺失,堆放不稳或外力撞击,引发炭块滑 落、坠落,造成坍塌事故。
6.高温
焙烧工艺现场作业热源较多,作业环境温度高,存在高温作业危害。
(三)焙烧风险安全防范措施
1.建(构)筑物及设备安全防范措施
(1)建(构)筑物的生产火灾危险性分类和耐火等级应符合《建筑设计防火规范》 (GB 50016)的规定。
(2)带盖式、敞开式和隧道窑焙烧车间应为单层厂房,应采用屋面自然通风。焙烧烟气 净化系统的管道及主要设备应设置防爆孔。净化系统入口管道上应设置蒸汽或水灭火设施。
(3)厂房内的一般照明,距地面高度应在2.5 m以上。如系潮湿或危险作业区域, 应将电压降为36 V以下或加防护网、罩等。
(4)车间应配备有毒或可燃气体检测装置,定期检测各燃气接口、阀门有无泄漏。
(5)焙烧炉体最外侧与墙最内侧之间的距离,不应小于1m。严禁在环式焙烧炉上及 两旁的管道上堆放产品。
(6)焙烧炉修炉时,严禁相邻两条火道同时施工,进入料箱施工时,应有专人在炉 上监护。焙烧炉因故临时停电时,应及时停排烟机、电除尘器,并打开旁路烟道。
(7)应根据易燃易爆物质的物理化学性质,合理设计灭火系统、报警系统及选择灭 火设备类型(如非水灭火)。合理布置消防水栓,并保证水量、水压。
(8)焙烧厂房顶部应配置引风机,呼吸带位置采取负压机械通风装置或尘源局部通 风换气装置。
(9)在产生有毒有害气体等危险场所,应佩戴好防护用品;作业人员应2人以上。
(10)应加强防尘防毒的管理,防尘防毒设施的运转率不得低于90%。
2.堆垛作业安全防范措施
(1)堆垛作业易发生炭块脱落、砸伤设备和人员事故。作业前检查各种安全设施、 卡具、吊具、钢丝绳完好。
• 375 •
»安全生产专业实务金属冶炼安全
(2)严禁通过堆垛专用桥式起重机中间轨道通道攀爬上另一台堆垛专用桥式起重机。 堆垛专用桥式起重机运行禁止打倒车,夹块提到上限位才能行走大车。
(3)严禁天车悬挂重物长时间停顿,夹具夹持炭块时,应确认夹紧指示灯亮后方可 起吊。吊物下严禁站人。指挥人员必须与堆垛专用桥式起重机密切配合,人员远离吊物。
(4)炭块堆垛应整齐、平稳,最多不应超过8层,长度小于60Omm的不应超过6 层。跺距、高度、层数应严格控制,做到齐、平、稳。
(5)夹具夹块时采用低挡并对正,避免滑块、歪拉斜吊,听从指挥。停运时应将手 柄打到零位后方可停电下车。
(6)编解组作业前对设备油路、电路、限位、工具等情况进行检查。设备运转中禁 止将头手及身体其他部位伸进设备内,身体禁止接触翻转机。
(7)不应在转动设备上进行清焦、撬炭块。作业中不应跨越带式输送机及在带式输 送机上蹲、坐和行走。
(8)多功能桥式起重机向接受台夹放炭块时禁止启动接收台。禁止在桥式起重机作 业区域内行走和停留。
(9)多功能桥式起重机夹块作业应走专用通道;夹具下降、起落、夹运过程中,所 有人应避开夹具,在距夹具正下方5 m外位置避让。
(10)编制品应平齐禁止歪斜,并及时纠正倾斜制品。夹具工作时禁止编组机工作。
3.装出炉作业安全防范措施
(1)焙烧装出炉应与多功能桥式起重机协同工作,指挥手势、信号要清楚明确,避 免挤伤。
(2)严禁作业人员在相邻两个炉室同时作业,上下炉室时应使用梯子,禁止站在炭 块上或使用桥式起重机钢丝绳上下炉室。
(3)检查炉室、火道、炉体维修时,炉室应充分冷却后方可进入,并采取安全措施 防止烫伤。热炉室禁止装炉。
(4)严禁从人的上部传递工具或材料,禁止从料箱上向下抛掷任何物品。
(5)修炉室、待装炉室等应有禁止跨越标识。维修料箱应有安全防护栏,并有专人监护。
4.焙烧调温作业安全防范措施
(1)要经常检查燃气压力、温度确保正常。保持燃气管道畅通、阀门严密,应有便 携式或固定式气体检测报警器。
(2)在炉面作业时要细心,禁止在料箱、火道间跳跃、跨越,避免踩空或坠入料箱。
(3)观察火道和燃烧孔、清理或取放热电偶、调整负压时,应佩戴专用劳保用品, 防止接触高温排烟架或套管等高温物体烫伤。
(4)进行移炉作业,移动燃烧架、测温架和排烟架时,应专人统一指挥,详细检查 吊具、挂钩和钢丝绳扣,确保牢固。
(5)定期清理排烟架内沉积的沥青烟垢和焦油,避免发生火灾。点火作业应按规程 先点火后送天然气或煤气。如果燃气点不着或发生灭火现象时,应查明原因,排净炉内混 合气体,检测合格后,方可再次点火。
(6)若发现有燃气泄漏应立即查明原因,并采取防漏措施。
• 376 •
第九章铝冶炼安全技术《
(7)焙烧炉在操作时应遵守下列规定:
①在焙烧过程中更换排烟机或移动转接烟斗时,应暂停天然气(煤气)加热或减少 煤气用量。
②移动烧火架时,应对天然气(煤气)进行吹洗放散。
③烟道内的焦油至少每年清理一次。
④严禁在焙烧炉上清理炭块。
(8)煤气点火必须遵守下列规定:
①在同一管道上分点煤气时,应先点末端使用点,再按煤气逆向依次进行。
②炉子点火时,炉内应有一定负压。如送煤气时不着火,或点着了又熄灭,应查明 原因,排尽炉内混合气后再行点火。
③运行中不允许有回火、脱火、熄火等现象发生。否则,应及时排除,排除不了时, 应立即停炉。
(9)带煤气作业(如带煤气抽堵盲板)、带煤气接管,应在醒目处悬挂警示牌,并有 煤气防护或医务人员在场。操作人员应戴好防毒面具,并采取可靠的安全措施。
(10)停煤气检修应遵守下列规定:
①用盲板切断煤气来源。
②如需动火,应先清除可燃物,准备好灭火器材,用蒸汽或氮气吹扫,经检测一氧 化碳浓度低于24 X 10 Y或生物试验无问题后,方可进行。
(H)进入烟道进行检查清理作业时,检查人员应穿戴特殊防护用品,设置安全绳并 系好安全带,配有安全照明工具和对外联络设备,同时烟道外应设专人监护。
(12)使用氢气或分解氨作为保护气体的连续电炉,在通电前应先通保护气体,维护 一段时间,待点燃排出管口火苗后,再通电。
5.焙烧净化作业安全防范措施
(1)净化系统运行时,监控电压、电流情况,防止打火。应密切监视烟道各处温度、 负压情况,如发现温度过高、负压波动应立即关闭净化系统改为旁道。
(2)净化系统送电运行时禁止在电捕焦油器上进行检查,检修时低压配电室应先停 电并悬挂警示牌,再接地放电。应及时排放电捕焦油。
(3)除尘器内作业应制定方案按照有限空间作业票执行。
(4)动火作业应办理动火工作票。
6.修炉作业安全防范措施
(1)应设置安全标志,严禁作业人员在相邻两个炉室同时作业。在空炉室内进行修 炉时,炉室上面应有人监护。
(2)人员下炉室前应检查炉室温度,符合要求方可进行。上下炉室梯子应放稳,在 炉室内作业设置安全绳并系好安全带,禁止向炉面抛掷物品。
(3)指挥桥式起重机不应从检修炉室上面经过。
7.炭块清理安全防范措施
(1)检查温度防止烫伤,清理时相互间保持安全距离,多功能桥式起重机夹炭块时
应离开。
• 377 •
»安全生产专业实务金属冶炼安全
(2)打磨炭块清理铲时应戴好防护眼镜。
8.多功能桥式起重机安全防范措施
(1)起重机械的使用与管理应遵守《起重机械安全规程 第1部分:总则》 (GB 6067.1)的规定。起重作业现场指挥人员和起重机司机所使用的基本信号和有关安 全技术要求应遵守《起重机 手势信号》(GB/T5082)的规定。
(2)起重机不得超负荷作业。作业时严禁吊物从人员上方通过,无关人员严禁进入 起重机作业区。
(3)焙烧车间的起重机司机室应采取隔热、降温和防尘措施。在沥青熔化等存在粉 尘或有害气体场所使用的起重机司机室,应设有防尘、防毒设施。
(4)开车前检查设备情况符合安全运行要求。动车前应按铃鸣警。启动时应由低向 高逐步加速。
(5)多功能桥式起重机夹运炭块、吊运燃烧架或其他物品时,应先将夹物、吊物垂 直提升距离工作面10 Cm以上,确定夹紧挂牢后方可起步移动。
(6)炉面所有作业均应有人指挥。作业结束停在指定位置。
(7)在装卸物品时,起重机钢丝绳与起重物应垂直,不得斜拉,重物下不得有人停 留或行走。
(8)起重作业人员严格执行“十不吊”规定,非作业、指挥人员应与起吊作业保持 安全距离,吊运物品下方不应有人员。行车操作结束应停在指定位置,钩头应保持上限位 高度。
• 378 -
第十章重金属冶炼安全技术《
第十章重金属冶炼安全技术
第一节重金属冶炼概述
有色金属主要分为轻金属、重金属、贵金属、稀有金属。重金属主要有铜、铅、锌、 锦、钻、锦、轻、镉、汞、锡等十余种。重金属冶炼方法工艺繁杂,主要有火法、湿法、 电冶金等,目前以火法为主,湿法为辅。冶炼方法大致可分为3类:造毓熔炼(以毓为中 间产物的冶炼方法),还原熔炼(MS-Mo-M),湿法冶金(MS/MO -金属盐水溶液-M)。 本节选取有代表性的铜、铅、锌3种金属主要的冶炼工艺和相关设备设施、主要危险有害 因素及控制措施作简要介绍。
一、铜冶炼主要工艺和设备设施
现代铜冶炼主要是火法冶金。铜精矿经配料、干燥后,经加料系统喷入熔炼炉内,在 燃料(天然气、油料)和氧气形成的高温氧化氛围内生产铜毓;铜镣进入吹炼炉得到含 铜大于95%的粗铜;粗铜进入阳极精炼炉经氧化、还原过程得到含铜大于98%的阳极铜; 阳极铜浇铸成阳极板,采用湿法电解工艺得到99. 99%的阴极铜。熔炼和吹炼过程产生的 含高浓度S6烟气经余热锅炉回收余热和收尘后,采用两转两吸工艺生产硫酸;熔炼渣经 缓冷后送渣场堆存或采用磨浮工艺回收铜精矿;电解过程产生的阳极泥经火法熔炼加湿法 电解工艺回收金、银、硒等有价元素,余热锅炉富余蒸汽可用于发电,废水经处理回用或 达标外排。铜冶炼主体工序有熔炼、精炼、电解,收尘、制酸、贵金属回收、渣选矿、余 热发电、废水回收处理,辅助工程有天然气站(煤气发生炉)、制氧站、总降变压站等。 火法炼铜工艺流程如图10-1所示。
(-)铜铳熔炼主要工艺和设备设施
铜铳熔炼是在高温和氧化气氛条件下将硫化铜精矿熔化生成MeS共融体的方法,又 称造毓熔炼。铜毓熔炼将精矿中的铜富集于铜毓中,而大部分铁的氧化物与加入的熔剂造 渣,属于氧化熔炼,以闪速熔炼和熔池熔炼为代表的强化冶炼先进技术,逐渐取代了传统 的鼓风炉、电炉炼铜,其中最重要的突破是氧气或富氧的广泛应用。熔池熔炼主要反应发 生在熔池内,反应体系连续相是液相(毓、金属或炉渣)。熔池熔炼是在细小的硫化精矿 加入熔体的同时,向熔体鼓入富氧空气或工业氧气。熔池熔炼特点:具有很大的搅拌能, 熔体与炉料的传热、传质速率很大,可使精矿迅速熔入熔体;硫化物氧化、造渣反应放出 的热来源于熔体,传热在强烈搅拌的熔体内进行,传热效果优于闪速熔炼;由于分散性的 氧化性气泡和熔体间的接触面很大,传质系数和氧化反应速度也很大,氧的利用系数高。 根据供风和加料方式的不同,熔池熔炼可分为侧吹、顶吹和底吹3种类型。熔池熔炼法主
• 379 •
» 安全生产专业实务 金属冶炼安全
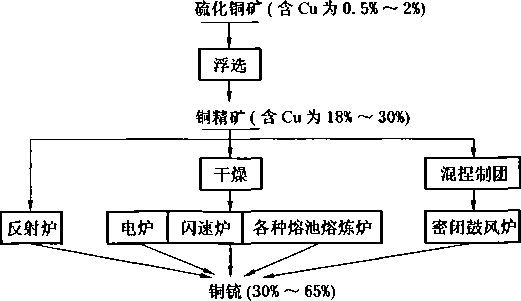

长按或用微信扫描二维码
关注"注安老姚”公众号
图Io-I火法炼铜工艺流程
要包括三菱法、奥斯麦特法、艾萨熔炼法、诺兰达法、白银炼铜法、水口山炼铜法、东营 底吹富氧熔炼法等。
铜毓熔炼主要设备设施:精矿仓、抓斗吊、带式输送机、煤粉站、熔炼炉、电炉、铜 毓包、渣包、余热锅炉等,配套有收尘系统、硫酸系统、渣处理系统、余热发电系统等。
(二)铜統吹炼主要工艺和设备设施
铜毓吹炼是把熔炼产出的铜毓,在高温和氧化气氛下吹炼,使铜毓中的FeS氧化变成 Feo和SO2, Feo与加入的石英熔剂造渣,而CqS则被氧化为Cu20和SO?。CqO与C%S 进一步反应生成Cu,即为粗铜。
成熟的吹炼技术包括PS转炉吹炼、固定式反射炉侧吹连续吹炼等。PS转炉吹炼是一 个周期性的作业,可分为两个阶段:第一阶段为造渣期,主要进行FeS的氧化和造渣反 应;第二阶段为造铜期,主要进行Cu*氧化及CUZS和CqO相互反应变成粗铜。造渣期 间断排放炉渣,造铜期无须加溶剂,不产出炉渣。PS转炉吹炼技术成熟可靠,但存在间 断操作、烟气量波动大等缺点,为此国内外都在研究开发连续吹炼新工艺取代PS转炉, 如闪速吹炼、AUSmelt顶吹浸没吹炼。
• 380 -
第十章重金属冶炼安全技术《
铜毓吹炼主要设备设施:吹炼炉(PS转炉等)、冶金用桥式起重机、制氧或供风设 备、余热锅炉、铜水包等。
(三)粗铜火法精炼主要工艺和设备设施
粗铜火法精炼是使其中的杂质氧化成氧化物,并利用氧化物不溶于或极少溶于铜,形 成炉渣浮在表面而被除去;或者借助某些杂质在精炼作业温度下,呈气态挥发除去。每一 精炼周期包括装料、熔化、氧化、还原和浇铸5个阶段。常用的炉型有反射炉、回转式精 炼炉、倾动式精炼炉3种。
粗铜火法精炼主要设备设施:回转式阳极炉、固定式反射炉、浇铸圆盘机组、桥式起 重机、轨道运输机车等。
(四)铜电解精炼主要工艺和设备设施
铜电解精炼是将阳极铜板作为阳极,用纯铜薄片(始极片)或不锈钢板作为阴极, 阴、阳极相间地装入电解槽中,用硫酸铜和硫酸的混合溶液作电解液,在直流电的作用 下,阳极上的铜和电位较负的贱金属溶解进入溶液,而贵金属等不溶解,成为阳极泥沉于 电解液中,待电解液定期净化除去。阴极上析出的为高纯度电解铜。在电解液中逐渐积累 的贱金属杂质,当其达到一定的浓度,就会影响电解过程的正常进行,因此必须定期定量 地抽出部分电解液进行净化,铜、鎳等有价元素将以硫酸盐的形态析出,硫酸则返回电解 系统重复使用。
铜电解精炼主要设备设施:电解槽、硅整流电气系统、电解液循环系统、桥式起重 机、轨道运输机车等。
二、铅冶炼主要工艺和设备设施
目前,铅的生产方法主要是火法,湿法炼铅尚未实现工业化。火法炼铅主要有传统炼 铅法和直接炼铅法。传统炼铅法包括烧结-鼓风炉熔炼法、密闭鼓风炉熔炼法(ISP法)、 电炉熔炼法等。
烧结-鼓风炉熔炼法由于工艺简单、生产稳定、回收率高等优点,多年来被广泛采 用,所生产的粗铅占世界铅产量的80%以上。传统的鼓风炉炼铅流程存在返料循环量大、 能耗高、烧结机烟气含SO?浓度偏低、劳动条件差、环境污染严重等缺点。
直接炼铅法由于省去了烧结工序,流程短,能耗低,占地面积少,自热熔炼降低能 耗,铅、锌、硫回收率高,烟气S02浓度高,可制酸或制取液体S02,较好地解决了环保 问题。
硫化铅精矿直接熔炼采用富氧强化氧化熔炼、液态高铅渣直接还原炼铅工艺获得粗 铅,后采用粗铅火法精炼-电解精炼的联合工艺流程,粗铅由火法初步精炼、铅阳极板浇 铸、阴极制造、电解精炼、电解液净化、阴极洗涤及抽棒、残极洗刷、阳极泥洗涤和压 滤、阴极铅精炼及铸锭等工序得到电铅。硫化铅精矿直接熔炼工艺流程如图10-2所示。
硫化铅精矿直接熔炼主要设备设施:熔炼炉、还原炉、烟化炉、铅电解槽等。
(-)粗铅熔炼主要工艺和设备设施
1.富氧底吹熔炼炉
球粒料仓中的粒料经仓下的两条电子皮带秤计量后,通过两台移动式皮带加料机连续
•381 •
»安全生产专业实务金属冶炼安全.
铁矿石石灰石铅精矿铅膏碎煤 铅烟尘
配料
氧气
返回配料
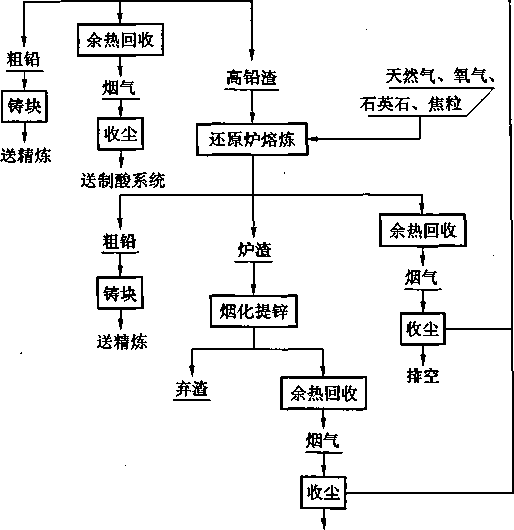
排空
图10-2硫化铅精矿直接熔炼工艺流程
均衡地加入氧气底吹熔炼炉。通过设在氧气底吹熔炼炉炉底的氧枪向底吹炉喷入氧气,熔 炼产出粗铅、液态渣和含尘烟气。液态高铅渣直接进入还原炉,含尘烟气经水冷罩后进入 余热锅炉系统,粗铅铸成铅锭后送电解。
2.还原炉
还原炉仓内的焦炭、锯末等辅料通过仓下的点振给料机定量喂入电动加料小车,经电 子轨道衡称量后,从还原炉两侧加入炉内。由富氧底吹熔炼炉熔炼后的液态高铅渣经溜槽 输送至还原炉内,底部喷枪送入天然气和氧气。天然气和煤粒部分氧化燃烧放热,维持还 原反应所需温度,气体搅拌传质下,实现高铅渣的还原。还原炉炉体侧面出铅,铸成铅 锭,端头流出的渣进入电热前床沉淀铅并保温,待烟化提锌使用。
3.冶炼烟气制酸
♦ 382 ・
第十章重金属冶炼安全技术«
氧气底吹熔炼炉产生的SOz烟气,经冷却降温后进入电收尘净化,后经硫酸系统转化 生成工业硫酸。
粗铅熔炼主要设备设施:精矿仓、抓斗吊、带式输送机、熔炼炉、还原炉、熔铅锅、 阳极板铸造机组、余热锅炉等,配套有收尘系统、硫酸系统等。
(-)粗铅电解精炼主要工艺和设备设施
初步火法精炼产出的阳极粗铅一般含铅98% ~98.5%,杂质1.5% ~2. 0% o阴极板 是利用析出铅(纯铅)熔化制作的始极片(阴极),按一定的间距装入盛有电解液的电解 槽中,电解液由硅氟酸铅和硅氟酸的水溶液组成。将电解槽通直流电,铅自阳极溶解进入 电解液,并在阴极放电析出。电解精炼是利用阳极中不同元素的阳极溶解或在阴极析出难 易程度的差异来提纯金属。粗铅电解精炼工艺流程如图10-3所示。
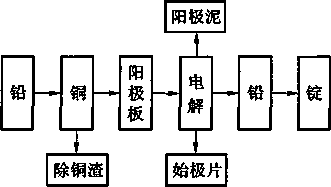
图10-3粗铅电解精炼工艺流程
粗铅电解精炼主要设备设施:电解槽、硅整流电气系统、电解液循环系统、阳极铸型 机组、始极片机组、电铅铸型机组、桥式起重机、电铅锅等。
三、锌冶炼主要工艺和设备设施
锌冶炼方法可分为火法冶炼和湿法冶炼两类,火法冶炼因其能耗高,锌回收率低等问 题,已逐渐淘汰。目前湿法炼锌的锌产量占世界锌总产量的80%以上,湿法炼锌根据不 同的原料,分别采用如下冶炼工艺:
(1)硫化锌精矿一焙烧一浸出一电积工艺。
(2)硫化锌精矿一直接加压酸浸—电积工艺,亦称全湿法工艺。
(3)氧化锌矿和氧化锌烟尘一直接酸浸一电积工艺。
本节选取沸腾焙烧T两段浸出一三段净液T锌电积一熔铸以及渣处理系统的湿法工艺 进行说明。湿法炼锌工艺流程如图10 -4所示。
(一)硫化锌精矿焙烧主要工艺和设备设施
硫化锌精矿焙烧的主要目的是让其中的硫化锌在高温下氧化,生成氧化锌和少量硫酸 锌,并使珅、睇等氧化成挥发性的氧化物除去,硫则以二氧化硫进入烟气。精矿经给料 机、分配圆盘、抛料机定量加入沸腾焙烧炉内,在有氧条件下高温焙烧,精矿中的ZnS氧 化生成ZnO和SO2,同时使精矿中的铅、镉、碑等杂质氧化为易挥发化合物,焙烧烟气中 尘、SO2经余热锅炉回收余热、二级旋风收尘器和电除尘器除尘后送制酸车间制酸。沸腾
• 383 •
»安全生产专业实务金属冶炼安全
烟气至制酸系统
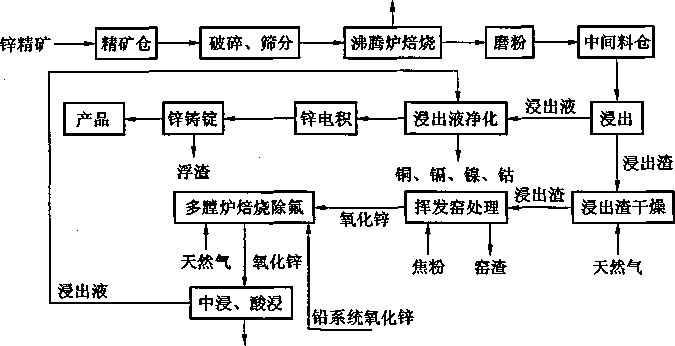
铅渣
图10-4湿法炼锌工艺流程
炉产出的热ZnO焙砂与余热锅炉收下的烟尘一同进入高效冷却圆筒冷却到IoOK以下, 经球磨机磨细后送往浸出车间。旋风收尘器和电除尘器收下的烟尘直接送浸出车间。沸腾 炉焙烧对炉料成分稳定性和物理规格要求较严格,烟尘率高,收尘设备庞大。
硫化锌精矿焙烧主要设备设施:精矿仓、给料机、分配圆盘、抛料机、沸腾炉、收尘 器、余热锅炉等。
(二)锌焙烧矿浸出主要工艺和设备设施
' 锌焙烧矿浸出是用稀硫酸(电解废液)作溶剂,将锌的化合物从焙烧矿中溶解出来, 达到与不溶解的固体残渣分离的目的。常采用两段浸出(中性浸出、酸性浸出)工艺。
1.中性浸出及浓密
焙砂和焙烧收尘灰经电子皮带秤计量后加入中性浸出槽内进行浸出。控制浸出过程终 点溶液的PH值(5.2 ~5.4),焙砂中ZnO溶解浸出,其他杂质(Fe、As、Cu、Cd等) 水解沉淀,矿浆经中性浓密机浓密后底流用泵送酸性浸出槽,上清液送净液工序处理。
2.酸性浸出及浓密
中浸浓密底流在酸性浸出槽内进行连续酸性浸出,控制浸出过程终点溶液的PH值, 使矿浆中ZnO溶解浸出,浸出矿浆送酸浸浓密机浓密。浓密底流经加水洗涤后压滤送入 渣处理工序的挥发窑中进行处理,酸浸上清液再返回中性浸出工序进一步除杂后送净液工 序处理。
锌焙烧矿浸出主要设备设施:氧化槽、浸出槽、浓密机、压滤机、凝聚剂溶解槽、矿 浆搅拌槽等。
(三)硫酸锌溶液净化主要工艺和设备设施
中浸上清液采用三段净液处理工艺:
• 384 •
第十章重金属冶炼安全技术《
第一段为低温加锌粉除铜、镉。在净液槽内加锌粉连续作业,控制温度,净化后溶液 自流到中间贮槽。再用泵打入板框压滤机进行压滤,滤液经螺旋板式换热器加热后送第二 段净液。滤渣即铜镉渣,浆化后送镉回收系统。
第二段为高温加锌粉、睇盐深度净化除钻、锦。在净液槽内加锌粉连续作业,控制温 度,净化后溶液泵至板框压滤机进行压滤,滤液经鼓风式冷却塔,冷却后送第三段液化。
第三段为低温加锌粉净化除铜、镉。冷却后的二次净化液,自流入净液槽,在净液槽 内加锌粉连续作业;净化后溶液泵至板框压滤机进行压滤,滤液经新液泵送锌电积工序。 滤渣为含锌的铜渣,返回第一段净液处理。
净化的主要设备设施:净化槽、压滤机、置换槽、沉钻槽、液位槽、搅拌槽等。
(四)硫酸锌溶液电解沉积主要工艺和设备设施
以净化的硫酸锌溶液为电解液,以铅银合金板或铅银钙勰合金板作阳极,压延铝板作 阴极进行电解。阴极上析出金属锌,在阳极上放出氧气。定期取出阴极,将析出锌剥下送 熔化铸锭,成为锌产品。
电解沉积主要设备设施:电解槽、循环槽、冷却塔、真空受液槽、阴极洗槽、供电设 备、剥锌机、熔铸感应电炉、浮渣分离机等。
(五)浸出渣处理主要工艺和设备设施
浸出工序产生的浸出渣压滤后,人挥发窑前先经转筒干燥窑干燥,干燥窑采用逆流干 燥。干燥后的浸出渣送至挥发窑储矿仓,挥发窑采用焦粉作燃料和还原剂,浸出渣和焦粉 按比例进行配料、混合,加入挥发窑内进行挥发处理,在高温时渣中有价金属锌、铅、镉 等的氧化物被还原、挥发进入气相,在气相中重新氧化成氧化物,收集于余热锅炉、旋风 及电除尘装置内,用埋刮板输送机送往多膛炉焙烧处理。
(六)氧化锌脱氟氯及浸出主要工艺和设备设施
氧化锌脱氟氯采用多膛炉焙烧和浸出工艺。
1.多膛炉焙烧
铅冶炼系统、挥发窑产生氧化锌及熔铸车间产生的氧化锌浮渣含有氟离子和氯离子, 浸出时大部分氟、氯离子进入溶液中,使电解液中氟、氯离子升高将造成阴极和阳极的腐 蚀,降低锌析出率。目前主要采用多膛炉焙烧除氟、氯工序。
2.氧化锌浸出及压滤
经多膛炉焙烧后的氧化锌在浸出槽内进行间断的中性浸出,浸出矿浆送至压滤机过 滤。滤液送焙烧矿中性浸出工序处理,滤渣浆化后送氧化锌酸浸槽间断酸浸。浸出矿浆压 滤,浸出液送净化工序处理。
第二节铜冶炼安全技术
一、铜冶炼主要危险有害因素辨识与分析
(-)铜冶炼主要危险有害因素辨识
铜冶炼生产过程中存在的危险有害因素:火灾、爆炸、机械伤害、起重伤害、高处坠
• 385 •
» 安全生产专业实务 金属冶炼安全
落、灼烫、触电、中毒等。涉及的危险化学品:硫酸、二氧化硫、氧(压缩的)、氮(压 缩的)、氯气、天然气(或煤气)、盐酸、氢氧化钠、硝酸、碑化氢、硫化氢、五氧化二 飢、液氨(氨水)、柴油等。
生产过程中主要危险有害因素见表10 -1。
表10-1生产过程中主要危险有害因素
|
生产场所 |
主要设施 |
主要危险有害因素 |
|
备料系统____ |
行车、带式输送机__________ |
起重伤害、机械伤害 |
|
熔炼、吹炼、精炼系统 |
熔炼炉、电炉、吹炼炉、精炼炉、氧 气管道、天然气管道(煤气管道)、烟 气管道 |
灼烫、火灾、爆炸、高处坠落、机械伤 害、中毒、物体打击 |
|
余热锅炉系统 |
烟道、水冷壁、汽包、蒸汽管道 |
爆炸、灼烫、高处坠落 |
|
电解系统 |
阳极剥片机、行车、电解槽、电机车 |
机械伤害、灼烫、中毒、触电、车辆伤害 |
|
收尘系统____ |
电除尘器、烟道管 |
触电、中毒、灼烫 |
|
制酸系统 |
转化塔、废酸处理站 |
灼烫、中毒 |
|
制氧系统 |
制氧机、氧气储罐 |
机械伤害、爆炸 |
|
天然气系统(煤气发生炉) |
天然气管道(煤气管道) |
火灾、爆炸 |
|
煤粉制备系统 |
磨煤机、煤粉储罐 |
火灾、爆炸 |
|
余热发电系统 |
蒸汽管道、蒸汽发电机组 |
灼烫、触电 |
(二)铜冶炼主要危险有害因素分析
1.火灾、爆炸
(1)熔炼炉、吹炼炉、精炼炉上方配套有余热锅炉,熔炼炉炉口、余热锅炉烟道水 套等冷却设施因材质选择、制作安装未严格执行相关标准规范,冷却系统使用前未进行水 压试验,烟道水冷壁严重结渣等原因,可能导致余热锅炉大量漏水,流入熔炼炉内,产生 大量高温蒸汽,通过炉口喷出,严重时发生爆炸。
(2)熔炼炉、吹炼炉、精炼炉窑水冷件:如阻溅板、排放口水套、溜槽和电极冷却 系统等发生泄漏,冷却水与高温熔体接触发生爆炸。
(3)如果未设置防止泡沫渣冒出装置,未采取有效的泡沫渣控制措施,由于炉渣渣 型、炉渣温度、渣中磁性氧化铁含量等控制不当造成炉渣黏度提高,溶池中反应气体排出 受阻,使炉渣体积急剧膨胀,可冒出炉外发生泡沫渣喷爆事故。
(4)耐火砖蚀损或掉落,炉体发红、烧穿、损坏,造成高温熔体泄漏。安全坑内有 积水,如与高温铜水接触,发生爆炸。
(5)吊车运转时铜水包坠落、铜液溢出等原因使高温熔体突发性跑料,导致火灾事 故发生。
(6)煤粉制备车间火灾危险性为乙类,设备设施存在隐患,或违章作业易导致火灾、 爆炸。
(7)火法精炼过程中,吹炼后的液态粗铜用铜水包倒入阳极炉,如果煤粉喷吹管道
• 386 •
第十章重金属冶炼安全技术《
破裂,造成煤粉在车间内喷洒、弥漫,煤粉遇激发能源可迅速燃烧、爆炸。
(8)天然气(煤气)泄漏,遇激发能源,会发生火灾、爆炸。
(9)氧气站存在的主要危险为碳氢化合物积聚造成的火灾爆炸危险。氧为助燃物质, 在氧气的制取、储存及输送的过程中,氧在设备、管道内运行或因设备损坏发生泄漏,可 能导致火灾、爆炸。在氧气输送过程中,当泵及管道中留有铁锈、珠光砂、铝末等杂质, 在流体冲刷、杂质摩擦、遇静电火花等情况下也会发生火灾、爆炸。
(10)生产过程中涉及易燃、可燃物,如熔炼炉、吹炼炉、精炼炉的烤炉用柴油和重 油。这些易燃物遇到激发能源时会发生火灾。油泵房内油雾聚积易形成火灾爆炸危险性 环境。
(H)生产过程中压力管道及压力容器,由于材料缺陷,安全阀、压力表等安全附件 失效,压力容器及压力系统有超压发生爆炸的可能。
(12)余热锅炉未按要求装设安全泄压装置或装置失灵,余热锅炉装液过量或严重受 热,泄压装置失效等导致余热锅炉压力超过临界压力,可能发生余热锅炉爆炸。
(13)除尘设施、输粉管路不光滑,形成积尘,温度检测和报警失效,系统的防雷接 地措施不完善等,容易引起火灾、爆炸。
(14)氧枪的氧管内有渣或脱脂不干净,诱发高纯、高压、高速氧气燃爆。
(15)高温对电气设备造成损坏,引发电气火灾。
2.灼烫
(1)若熔炼炉、吹炼炉、精炼炉的出铜(渣)岗位通风除尘效果差,将导致作业区 充满烟尘,烟气中含有腐蚀性的硫化物,人体吸入可灼伤呼吸系统。
(2)冰铜、炉渣熔融物可能会从冶金炉顶各开孔喷出,炙热的烟气可能也会突然或 间断地喷出,造成人员伤害。
(3)如果在出渣、出铜、铜水包运输等作业时,防护距离不足或未采取屏蔽措施, 肢体不慎与高温金属熔融物或炉渣接触可造成灼烫。
(4)人工烧熔炼炉排放口时使用氧气进行操作,违反规程会发生熔体喷溅和氧气回 火,造成人员伤害。
(5)阳极板浇铸作业场所未采取防护措施,肢体不慎接触尚未冷却的高温阳极板或 铜液可造成灼烫。
(6)高温蒸汽因管道破裂等原因泄漏烫伤人员。
(7)大面积停电时,如果联锁装置失灵或操作失误,会造成工艺失控,倾动式精炼 炉严重下滑,引发高温熔体泄漏、二氧化硫烟气泄漏的恶性事故。
(8)各种酸碱性腐蚀品对设备、管道、管件的腐蚀性均较大,各密封垫的密封材料 受其影响容易出现老化、龟裂。在装卸、配料和输送过程中,一旦设备管道上金属材质的 防腐措施不到位,受腐蚀严重出现容器或管道破裂,或密封材料破裂后在内部压力作用下 发生喷溅事故,可能对操作人员造成化学品灼伤事故。
3.机械伤害
铜冶炼全流程使用的机械设备数量多、种类多。机械设备的快速转动部件、快速移动 部件、摆动部件、啮合部件等若缺乏良好的防护设施,有可能伤及操作人员的手、脚、头
• 387 •
»安全生产专业实务金属冶炼安全
等身体部位。
4.起重伤害
铜冶炼全流程使用大量的起重机械,如吊运铜毓的冶金起重机等。若起吊物件质量超 过最大起吊质量,抓斗或吊钩吊索由于长期受力内部组织被破坏,电动机开关等电气设备 发生故障或破损,人员与吊件或起重机可移动部位接触,违章起吊作业,都有可能发生起 重伤害,严重时会有人员伤亡。电解槽面作业人员多,桥式起重机吊运电解铜出入槽作业 频繁,人工配合桥式起重机作业环节多,起吊物与人员交叉情况多,极易发生起重伤害 事故。
5.触电
电气设备漏电、室内线路安全距离不够、绝缘损坏老化、保护接地接零失效、手持电 动工具类别选择不当、未做到电气“五防一通”、作业人员的不安全用电行为,均可能导 致触电事故的发生。
6.高处坠落
熔炼、吹炼、精炼工序涉及大量操作平台,如梯子无防滑措施或强度不够、人字梯无 拉绳、护栏等锈蚀严重或强度不够、未穿防滑鞋或防护用品穿戴不当,可能会发生高处坠 落,导致人员伤亡。
7.中毒
1)烟气中毒
在熔炼、精炼、吹炼等系统,产生大量的烟气,经集烟收尘系统后制酸,尾气经烟囱 达标排空。烟气中含有二氧化硫,属于有毒气体,对眼及呼吸道有强烈的刺激作用,大量 吸入可引起肺水肿、喉水肿、声带痉挛而窒息。若二氧化硫风机出现故障、跳闸等意外, 容易导致熔炼装置出现正压,造成大量含二氧化硫烟气外泄,导致环境污染和人员中毒 事故。
在出铜、出渣过程中,操作人员与烟气长期低密度接触,可能有头痛、头昏、乏力等 症状以及慢性鼻炎、咽喉炎、支气管炎、嗅觉及味觉减退、牙齿酸蚀症等。
2)碑及其化合物中毒
铜矿中含碑、铅、鎳等杂质,在冶炼过程中,由于高温环境可从炉体、溜槽等部分以 气态形式散发出来,在大气环境中遇冷又变为固体粉尘,由于密度大而沉降下来,烟气和 粉尘会对现场的工作人员造成不同程度毒害。
3)煤气中毒
煤气中的一氧化碳在血中与血红蛋白结合而造成组织缺氧。轻度中毒者出现头痛、头 晕、耳鸣、心悸、恶心、呕吐、无力,血液碳氧血红蛋白浓度可高于10% ;中度中毒者 除上述症状外,还有皮肤黏膜呈樱红色、脉快、烦躁、步态不稳、意识模糊、昏迷,血液 碳氧血红蛋白浓度可高于30% ;重度患者深度昏迷、瞳孔缩小、肌张力增强、频繁抽搐、 大小便失禁、休克、肺水肿、严重心肌损害等,血液碳氧血红蛋白可高于50%。部分患 者昏迷苏醒后,经2 ~60天的症状缓解期后,可能出现迟发性脑病。
8.高温
铜冶炼存在较多的高温作业,如出铜、出渣等。电解槽面夏季温度较高,酸雾重,劳
• 388 •
第十章重金属冶炼安全技术《
动强度大,人员易发生高温中暑。
9.车辆伤害
铜冶炼全流程物料转运频繁,使用轨道运输车、叉车等,厂内机动车易发生车辆伤害 事故。
10.物体打击
铜冶炼涉及大量操作平台,若梯台边缘未设计防护挡板或挡板设计、架设不合格,高 处梯台或设备设施上放置的工具、物体由于自然或人为因素下落;高处维修作业时工具、 物体未固定下落,或上、下层同时进行高处作业,人员未佩戴安全帽等劳动防护用品,或 高处作业时违章拋掷工具或物体等,都容易引发物体打击危害。
二、铜毓熔炼安全技术
(-)防止水冷件漏水进入炉体,高温:⅛体遇水爆炸安全技术
(1)余热锅炉与铜冶炼炉应有安全联锁装置;余热锅炉不正常信号(水流量低、汽 包液位低)应反馈给铜冶炼炉自动化控制系统,保证铜冶炼炉实现自动停产。
(2)带有水冷件、余热回收的铜冶炼炉,应设置流量、温度报警装置;其参数应上 传至自动控制系统;应有防止水进入炉内的安全设施(如切断阀、水冷闸板、泄流口 等)。
(3)加强工艺控制,减少余热锅炉水冷壁结渣,有大量结渣时应及时处理。
(4)在放铜、取样、堵口的过程中,应严格检查水冷元件的温度、水流量是否存在 异常,避免漏水与高温冰铜接触时发生爆炸。
(5)余热锅炉或汽化冷却装置安全附件、监测控制设施应完备;给水系统必须有备 用装置,并实现安全联锁控制;余热锅炉系统有强制循环泵的必须配备备用泵,并实现双 回路供电,根据重要工艺参数(流量、温度、压力等)实施可靠的安全自启联锁。
(6)为防止爆炸,所有铜冶炼炉的水冷装置或汽化水套等必须定期检修,清除锈垢, 并进行水压试验。所有阀门,除专职人员外,其他人员不得操作。汽化装置要定期排污, 用水要经软化处理。
(7)突然停水时,应及时关闭冷却水入口阀门,并使所产生的蒸汽及时排出;来水 后,应缓慢通入冷却水。如严重缺水烧干时,严禁立即通入冷却水。
(8)直接喷入铜冶炼炉熔体中的压缩空气必须设置汽水分离设备。
(9)接触熔体和半熔体的高温炉渣、高温炉料及阳极板的作业岗位人员,必须正确 穿戴岗位要求的劳保用品。
(IO)严格执行操作规程及应急预案。
(二)防止高温熔体泄漏安全技术
(1)熔池熔炼炉应配备重要工艺参数的测量装置,测量数据传输至工业自动化控制 系统,应有出现炉体发红情况的应急处置设施;出现紧急情况应有风冷或其他应急处置设 施,应有炉体温度监测报警装置。
(2)铜冶炼炉冷却水系统必须配备应急备用泵。
(3)加强炉体检查,观察是否有发红现象;密切关注耐火砖热电偶温度的变化情况,
• 389-
»安全生产专业实务金属冶炼安全
并做好记录。
(4)应设置熔体泄漏后能够存放熔体的安全设施,如安全坑、挡火墙、隔离带等。
(5)对炉墙变薄的部位加装轴流式风机强制冷却。
(6)熔融金属生产、处置和贮存设施附近、运输线路及附近区域不得有积水,正上 方不应存在滴、漏水隐患。
(7)对原料、辅助材料严格检查,确保加入炉中的原料、辅助材料满足入炉要求。
(8)熔融金属运行区域内的设备、电线电缆、管线和建(构)筑物等应当采取隔热 防护措施。
(9)承受重荷载和受高温辐射、热渣喷溅等危险的建(构)筑物,应定期进行结构 安全鉴定。
(10)熔融金属泄漏后,在保证安全的前提下应及时用熔剂或沙土挡住已流出的金属 液体,防止熔融金属大面积流淌或流入积水,尤其是半封闭空间环境中的积水。
(H)当熔融金属引起可燃物着火时,应使用干燥沙子或其他耐火材料扑救,不应使 用水或二氧化碳灭火器、水剂灭火器灭火。
(12)存在高温辐射及熔融金属喷溅危险岗位的作业人员,应当配备阻燃服及其他防 护用品。
(三)防止炉内形成喷发性泡沫渣安全技术
(1)易受高温辐射、炉渣喷溅或物体撞击的梁柱结构和墙壁、设备、操作室等,应 有隔热、防撞击设施。
(2)储备一定数量的应急处置物资,如灭火器、沙袋、防火服等。
(3)调整工艺控制,适当降低渣型控制,便于炉体挂渣。控制好炉渣磁性铁及熔池 温度。
(4)冶炼炉控制室应避开加料、排料(渣)炉口等区域,控制室在炉体方向不应设 窗户。控制室必须设置安全疏散通道。
(5)操作人员必须做到:每次排放取磁性铁样品,如果样品磁铁矿的含量超过15% , 不准操作熔池熔炼炉;定期检查上料系统,定期清理加料口黏结物,防止下料口漏料或堵 塞;每次喷枪加热期间,必须适当加入还原煤;处理磁铁矿含量过高的熔池时,不得将喷 枪插入炉渣中,应把喷枪保持在熔池之上,这样可以减缓反应速度并减低形成泡沫渣的危 险;炉温突然上升时,必须立即进行检查。
(四)防止二氧化硫烟气泄漏安全技术
(1)各冶炼炉应安装收尘及二氧化硫烟气收集处理系统。
(2)安装二氧化硫烟气浓度检测装置。
(3)调整引风机转速。
(4)引风机与铜熔炼炉间应有安全联锁装置。
(五)防止电收尘系统触电、防爆安全技术
(1)除尘设施的开、停应与工艺设备一致;收集的粉尘应采用密闭运输方式,避免 二次扬尘产生。
(2)主抽风机操作室应与风机房隔离,应有隔声设施。
• 390 •
第十章重金属冶炼安全技术《
(3)处理含易燃易爆介质的除尘器应安装易燃易爆气体检测装置、联锁报警控制系 统、防爆装置。
(4)电除尘器高压供电系统应具备安全联锁装置。
(5)进入电除尘器内部作业前应确保接地可靠。
(6)气力输送系统中的贮气包、吹灰机及罐车,均应设有安全阀、减压阀和压力表。
(7)硫酸系统风机与铜熔炼炉间应有安全联锁装置。
三、铜毓吹炼安全技术
(-)防止转炉喷炉安全技术
转炉易发生喷炉事故,即炉内所产生的二氧化硫气体因体积急剧增大,夹带冰铜自炉 口喷出,造成设备损毁,人员伤亡。喷炉的原因:
(1)转炉进料超量或加入冷料过多,使炉温过低。
(2)第一周期熔剂加入不及时或量不足,造成渣黏,阻碍二氧化硫排出。
(3)放渣不及时,过吹,渣黏。
(4)在新炉挂炉后进料过急。
(5)粗铜过吹,再加入冰铜进行还原。
防止转炉喷炉的办法是按规程操作。尤其当粗铜发生过吹,需用冰铜进行还原时,冰 铜的倾人,必须由熟练的吊车司机,在炉长的指挥下,十分谨慎缓慢地进行。发现炉内沸 腾剧烈立即中止,等待沸腾减弱时再缓慢倾入。
(二)吊运高温铜水包安全技术
(1)起重机应选用符合《冶金起重机技术条件 第5部分:铸造起重机》(JB/T 7688.5)要求的铸造起重机。
(2)吊运熔融金属起重机的吊具(钩)、钢丝绳,盛装熔融金属的容器(设备)的 耳轴等应定期进行检验。吊运熔融金属起重机的定期检验周期为1年。
(3)盛装熔融金属的容器(罐、包)的制造应当符合有关质量要求,并定期进行检 测和修补,保证完好。
(4)金属液包及金属液包吊具的生产应符合《铁水浇包第1部分:基本参数》(JB/T 5771. 1)和《铁水浇包 第2部分:技术条件》(JB/T5771.2)的有关规定,并定期检查。
(5)吊具应在其额定载荷范围内使用。钢丝绳和链条的安全系数、钢丝绳的报废标 准、限重标识应符合《起重机械安全规程 第5部分:桥式和门式起重机》(GB 6067.5) 的有关规定。
(6)起重机滑线应安装通电指示灯或采用其他标识带电的措施;裸露滑线应布置在 吊车驾驶室对面;若布置在驾驶室同一侧,应采取安全防护措施。
(7)熔炼炉及保温炉区域起重机的司机室,应有良好的降温、防尘、防烟、防喷溅 设施。 .
(8)承受重荷载和受高温辐射、热渣喷溅等危险的建(构)筑物,应定期进行结构 安全鉴定。起重设备进行改造时,应当同时对承重厂房结构进行荷载核定,保证承重结构 具有足够的承重能力。
•391 •
» 安全生产专业实务 金属冶炼安全
(9)高温熔融金属吊运应当与建(构)筑物之间保留足够的安全距离,不应与其他 物体碰撞或跨过其他生产设施。
(10)会议室、活动室、休息室、更衣室等人员密集场所应当设置在安全地点,不应 设置在高温液态金属的吊运影响范围内。
(11)熔融金属运行区域内设备、电线电缆、管线和建(构)筑物等应当采取隔热防 护措施。吊运的熔融金属液面应保持与盛装容器口至少300 mm的距离。
(12)包耳每年至少进行一次探伤检查。
(13)从事吊车作业的人员应当按照有关规定,经考核合格取得"特种设备作业人员 证”,方可从事相应的工作。吊车工上岗前应按规定佩戴好安全帽、防毒口罩,穿戴好工 作服及劳保鞋等劳动保护用品。上岗前不得饮酒,严禁酒后驾车。吊车工应经过严格培 训,了解起重机的结构、性能、用途,掌握一定的操作技能,并持证上岗,按章操作,发 现隐患及时处置或者报告。
(14)存在高温辐射和熔融金属喷溅等危险岗位的作业人员,应当配备阻燃服和其他 防护用品。
(15)熔炼车间吊运高温熔体的起重机,其各种安全装置必须齐全有效,钢丝绳和吊 钩应每班检查,钢丝绳要定期窜绳和浸油。在吊运高温熔体时,副钩必须回收,不应钩于 铜水包尾部吊环上。到达倾倒位置时,副钩才可挂上,以免吊车司机误操作或出机械故障 引起铜水包倾转,熔体流出,造成事故。
(16)吊运重铜水包时,必须先行紧钩,经检查确认吊钩与包梁,包梁与包耳位置正 常后,才能起吊。
(17)运输熔融体物料应设置安全专用通道;在铜毓等熔融介质水渣池的两侧,应设 置混凝土的防爆(防火)墙。
四、粗铜火法精炼安全技术
(一)煤粉系统安全技术-
(1)煤粉罐及输送煤粉的管道,应有供应压缩空气的旁路设施,除尘降噪设施;油 料及气体燃料需单独设置输送管道,储存粉煤、液化石油气、煤气或天然气的罐体应设置 泄爆阀;泄爆孔的朝向,不应存在泄爆时危及人员和设备的可能性。
(2)燃料燃烧器和输送管道之间,应设有逆止阀、自动切断阀或防回火装置。
(3)根据使用燃料的特点,设立温度、Co浓度、CO2浓度、O2浓度等检测装置,并 配置报警装置及除尘降噪设施。
(4"燃气站、油站及粉煤储存区应设有烟雾火灾自动报警器、监视装置及灭火装置; 应设有防火墙、防火门等建筑设施。
(5)采用煤气燃烧的冶炼炉,应达到以下要求:工作场所应配备固定式和便携式一 氧化碳检测装置;煤气管道必须有低压报警和低压快速切断装置,并纳入工业自动化控制 系统;煤气使用场所必须有煤气应急防护用品。
(6)处理含易燃易爆介质的除尘器应安装易燃易爆气体检测装置、联锁报警控制系 统、防爆装置。
• 392 •
第十章重金属冶炼安全技术《
(7)气力输送系统中的贮气包、吹灰机或罐车,均应设有安全阀、减压阀和压力表。
(8)为预防还原性气体进入烟道引起爆燃,应在烟道系统上设置多处防爆孔,使爆 燃时瞬间产生的压力及时泄出,减弱其作用,防止喷火及损坏炉顶。
(9)为预防还原性气体窜入烧油送风管引起爆燃,在进行还原前应将烧火系统切断, 并用黏土严密封闭精炼炉的烧火孔,使炉内还原性气体不致漏入烧火系统中。
(二)阳极浇铸安全技术
主要防范高温熔体遇水爆炸事故,防范措施:
(1)阳极浇铸系统应有防爆、防烫伤、防火灾、防泄漏措施。
(2)浇铸阳极板前,确保溜槽、中间包、浇包、铜模干燥。
(3)浇铸过程中应有相应的模温控制设施或相应的控制措施,确保在浇铸位铜模无 积水。
(4)烘烤溜槽、浇包等辅助设备应有相应的安全控制设施。
(5)应设置蒸汽收集及排气装置。蠶羅嶽皤缁無
(6)浇铸操作室应有相应的防铜水喷溅进入室内的设施,如操作室窗户使用夹胶玻 璃或铁丝网。
(7)浇铸系统配置有液压站的应与高温区进行隔离,液压油应设置油温、油压报警 装置及液位检测装置。
(8)固定式铜冶炼炉的排放口应配置堵口工具、设施或装置。
(三)大面积停电安全技术
大面积停电时,各冶炼炉、设备设施突然停止运行,可能引发火灾、灼烫、中毒和窒 息事故。
主要防范措施:
(1)倾动式精炼炉窑应配备应急电源或发电装置;具备紧急停车装置。
(2)工艺用风的流量、压力与炉子倾动角度应有联锁控制装置。
(3)应设置熔体泄漏后能够存放熔体的安全设施,如安全坑、挡火墙、隔离带等; 并储备一定数量的应急处置物资,如灭火器、沙袋、防火服等。
(4)冶金炉窑周围不应有易燃易爆物质,并确保安全通道畅通。
五、铜电解精炼安全技术
(-)电解液净化安全技术
(1)脱碑应设抽风系统,槽面抽风系统与硅整流应设联锁装置。
(2)应设置碑化合物自动检测报警器,声光报警信号装置应完好有效。
(3)脱碑岗位等区域应设置冲淋、洗眼装置。
(4)电积脱伸槽出装槽前须停电30 min以上,并保持抽风。脱碑生产过程中,操作 人员应检查抽风机确保其正常运行,确保覆盖槽面、负压作业,防止发生碑化氢气体中毒 事故。
(二)电解槽安全技术措施
(1)在浓酸储存处应设置防泄漏设施。
• 393 •
» 安全生产专业实务 金属冶炼安全
(2)应配置安全存放电解液的设施;存放设施应能满足紧急停电时电解液的存放; 需设置应急泵类设施。
(3)电解车间槽面和浓酸储存处应设置冲洗装置。
(4)电解液循环系统应设置酸雾排空装置。
(5)电解厂房应设置氢气或可燃气体报警装置。
(6)电解厂房应具备符合生产安全要求的通风条件。
(7)合理安排作业劳动时间。
(8)阴极铜吊入烫洗槽时,操作人员离烫洗槽应保持Im以上安全距离。
第三节铅冶炼安全技术
一、铅冶炼主要危险有害因素辨识与分析
直接炼铅系统存在的主要危险有害因素:火灾爆炸(含冶金炉爆炸)、中毒窒息、灼 烫(高温烫伤、化学灼伤)、锅炉爆炸、压力容器(管道)爆炸、机械伤害、起重伤害、 车辆伤害、触电、高处坠落、物体打击、坍塌、淹溺、粉尘、噪声、振动、非电离辐射、 电离辐射等危险有害因素。化学有害因素:二氧化硫、氨、氮氧化物、碑及其化合物、碑 化氢、氟化物、氟化氢、铜及其化合物、铅及其化合物、镉及其化合物、氧化锌、二氧化 锡等。
1.火灾、爆炸
直接炼铅系统使用了较多的易燃易爆物质,如冶金炉热源(含点火烘炉)采用的天 然气、柴油、煤及煤粉、焦粉等,大部分冶金炉采用喷吹富氧空气进行熔炼,并配套建设 有制氧站,设置有液氧储罐,此外,大量设备使用润滑油、液压油,变压器使用变压器 油,汽轮机使用汽轮机油,这些可燃、易燃易爆物品遇到激发能源有可能发生火灾、爆炸 事故。
各生产车间中电气设备运行时,电气设备老化、过负荷运行、短路等,可能导致电气 火灾事故。
2.中毒和窒息
氧化炉、还原炉、烟化炉在冶炼过程中,均产生大量的烟气,烟气中含有一氧化碳、 二氧化硫、三氧化硫以及少量氮氧化物等有毒有害气体,当烟气管道发生破损或冶金炉意 外正压时,可能导致冶金炉烟气大量泄漏,现场作业人员接触烟气,造成人员中毒窒息 事故。
生产系统使用氮气、氫气等惰性气体,并根据需要配备有储罐,制氧厂还设置有液 氮、液氨储槽,当储槽、管道发生大量泄漏时,有可能发生窒息事故。•
动力厂水处理工序使用的氨水,易于挥发产生氨气,若未合理进行通风,人员吸入过 量,也会造成人员中毒。生产过程中存在大量的铅粉尘、含铅溶液、含铅烟尘等,这些物 质中含有铅及其化合物,也具有一定的毒性,如果个体防护不当,长期接触会造成人员中 毒。在熔炼过程中,三氧化二伸挥发出来并在制酸前骤冷器中冷却沉降,人员意外接触,
• 394 •
第十章重金属冶炼安全技术《
可能造成碑中毒。
制酸转化器中使用含有五氧化二机的触媒,当更换触媒或运输时,人员意外接触,可 能造成中毒。
3.灼烫
直接炼铅生产系统中,有大量高温设备,氧化炉、还原炉、烟化炉及各类浇铸机存在 大量的熔融金属,锅炉及蒸汽管道、烟气管道存在大量的高温烟气及蒸汽,如果发生喷炉 事故、熔融金属泄漏事故、烟气泄漏、蒸汽泄漏或人员误触高温设备,都会造成灼烫 (高温烫伤)事故。
生产过程中使用大量的酸(硫酸、盐酸、氟硅酸、硝酸等)、碱(氢氧化钠、石灰、 氨水等)等腐蚀品,烟气制酸系统还会生产出大量的浓硫酸,酸碱等腐蚀品在生产、使 用、装卸等过程中由于人员操作失误或设备损坏等原因造成泄漏,可能导致灼烫(化学 灼伤)事故。
4.锅炉爆炸
余热锅炉超压使用、超温运行、缺水、长时间缺水后突然进水、安全附件失效等原 因,可能引起锅炉爆炸事故。
5.压力容器(管道)爆炸
直接炼铅系统使用压力容器及压力管道,如液氧储槽、液気储槽、液氮储槽、氮气储 罐、压缩空气储罐、天然气储罐及其管道等。设备检修时,还使用氧气瓶、乙快瓶,由于 使用不当、安全附件损坏等原因,可能造成压力容器、压力管道爆炸。
6.机械伤害
生产过程中使用的机械设备种类较多,如带式输送机、电机、泵、风机等机械设备, 在运行过程中可能直接与人体接触造成夹击、打击、卷入、碰撞等伤害,设备检修检查 时,设备转动外露部分缺少安全装置,也容易发生机械伤害事故。
7.起重伤害
生产及检修过程中使用大量的起重设备,尤其是熔融金属吊运过程使用的冶金铸造起 重机,其作业过程具有较大的危险性。当违章操作、违章指挥、设备(吊钩、钢丝绳等 吊具)失效、缺少防护装置和设备、工具不全、吊物捆绑不当、作业场所狭窄杂乱以及 组织管理混乱等时,都有可能造成起重伤害。
8.车辆伤害
原、辅材料及产品运输的汽车、火车、叉车、装载机,由于管理、技术、环境的缺 陷,可能造成车辆伤害。
.9.触电
各电气装置、电力线缆等由于设计、安装存在缺陷、漏电保护装置失灵、裸露带电体 无防护措施、潮湿环境下电气设备选型不合理、接地不良、误操作、检修维护不及时、缺 乏用电常识、违章作业、安全生产管理制度不完善等原因,可能发生触电伤害。
10.高处坠落、物体打击
由于主要生产车间采用多层布置,生产区内设置有高大设备及地坑,较多生产场所或 操作平台与地面之间存在较大高差,当工作人员进行高处生产操作、设备检修等活动时,
• 395 •
» 安全生产专业实务 金属冶炼安全
由于设备作业平台不满足要求、爬梯设置不合理、作业平台临空处无防护设施、防护设施 不完备或损坏、高处作业时作业人员安全带等劳保用品使用不当、安全警示标志不符合要 求、照度不足等原因或积灰、积水等原因,可能发生高处坠落事故。
立体交叉作业多,工具摆放不合理、护栏下方未设置挡板、人员随意乱扔物品、未设 置警示标志等,可能造成物体打击伤害。
11.坍塌
建(构)筑物由于基础质量差、强度低、过负荷、地震、强风、暴雪等因素可能导 致建(构)筑物、操作平台、管道等坍塌。高温作业区熔融金属、熔渣等产生的热辐射 对建(构)筑物的材料寿命产生较大的影响,如果选材不当且未进行防护,长期热辐射 可能降低其强度,进而造成建(构)筑物坍塌。各冶金炉炉内部耐火砖在拆除或重新砌 筑、浇注时,砌筑不当,可能导致炉体内衬耐火传坍塌。原料储仓、精矿仓、耐火材料库 耐火传等原、辅材料以及成品库等产品如果堆积高度过高,也有可能造成坍塌。
12.淹溺
循环水池、液体储槽、浓缩池、反应容器等,如未采取必要的防护措施,可能造成 淹溺。
13.电离辐射
原料工序生产过程中的放射源,存在电离辐射。达到一定累积剂量,可能造成人身 伤害。
二、粗铅熔炼安全技术
(一)铅冶金炉窑点火安全技术
铅冶金炉窑使用柴油、天然气等进行烘炉时,若违章点火,先通油(气),后点火; 或点火不成功时,再次点火前未进行彻底吹扫;油(气)管道阀门内漏,未及时发现, 且点火前未对炉膛进行充分吹扫,在炉膛内形成爆炸混合气体,就会发生爆炸事故。
防范炉窑点火爆炸事故的主要措施:
(1)制定炉窑点火规程,实行作业票制度,并严格按照流程执行,点火时,现场专 人监护,并设置警戒,防止无关人员误入。
(2)点火前检查燃料阀门严密可控,确保未发生内漏。
(3)点火前炉膛、烟道彻底通风换气,并检查管道、烟道,确保其通畅。
(4)检查点火程序控制器完好,严格执行"先点火,后通油(气)”的点火程序。
(5)点火失败后再次点火前,重新按照点火规程或流程执行,炉膛内进行彻底吹扫。
(6)点火机构装设自动灭火保护装置或设置火焰观察孔(窗)。
(7)合理控制通风量和油(气)给入量,适当加大通风量,确保充分燃烧。
(8)封闭的炉窑设置泄爆装置。
(9)对作业人员加强教育,使其熟悉点火作业各项操作要领及事故应对措施。
(10)定期对制定的应急预案进行演练,发现问题及时改进。
(二)氧化炉主要安全技术
1-造成氧化炉喷炉主要原因
•396 •
第十章重金属冶炼安全技术《
(1)受渣型渣温影响,炉内渣黏度大,在配焦沫量较大情况下,炉内形成泡沫渣, 在出现泡沫渣的情况下,若焦沫量较多,大量COz气体裹在渣中不能及时溢出,炉内渣 线升高,严重时出现喷炉现象。
(2)在炉内渣黏的情况下,下料口堵塞,炉内氧料比急剧上升,炉内生成Fe3O4量 增加,造成渣黏度急剧上升,形成泡沫渣,严重时发生喷炉事故。
(3)在下料口堵塞的情况下,当下料口打通的瞬间,料斗内积料落入炉内,在炉内 剧烈反应,瞬间产生的大量气体来不及排出,对高铅渣内气体产生一定压力,渣内气体排 不出去,形成泡沫渣,同时物料含有一定水分,进入渣后引起爆炸。炉内会出现短时喷火 或喷炉现象。
2.防范氧化炉喷炉安全技术措施
(1)控制合适的物料含硫量,使配焦沫量控制尽可能低,可维持炉内热平衡。在配 焦沫量较大,炉内泡沫渣较为严重的情况下,降低铅泥、烟灰配入量,同时降低焦沫配入 量。严格控制焦沫配料量的稳定性,防止瞬间焦沫量过大。
(2)在炉内有泡沫渣存在的情况下,控制高铅渣在合理的范围内,使渣的黏度降低。 同时控制放渣操作,保持炉内低渣线。
(3)有泡沫渣的情况下,严格控制下料口操作,避免出现下料口堵塞现象。
(三)还原炉主要安全技术
1.造成还原炉喷炉原因
(1)还原炉渣受渣温低和渣型不当,渣熔点高影响,渣黏度变大,当碎煤加入后, 大量CO、COz气体熔进渣内,因渣黏度大,气体与渣之间界面张力增大,气体裹在渣中 不能及时溢出,导致形成泡沫渣,炉内渣线急剧升高,烟气流通不畅,情况会更加恶化, 导致渣从下料口和出烟口溢出形成喷炉。
(2)在渣黏度大的情况下,操作工放渣困难,未将炉内渣放净便开始进渣,导致炉 内渣线高,烟气流通不畅,在炉内对渣面产生一定压力,对渣中气体溢出产生不利影响, 导致形成泡沫渣,严重时出现喷炉。
(3)碳粒加入过于集中,大量热量及烟气散发不出去,导致炉内泡沫渣形成,严重 时出现喷炉。
2.防范还原炉喷炉安全技术措施
(1)控制还原炉渣温度,主要通过调整氧气量和天然气量来实现,在温度低时需适 当提高氧气量和天然气量来提高渣温,以降低渣的黏度。
(2)控制氧化炉炉况稳定,使还原炉进渣量基本稳定,并通过氧化炉和还原炉进行 良好的炉时衔接来实现,控制炉时稳定在2h左右,稳定炉内渣量,使提供的热量和燃 料、辅料保持稳定的情况下,能维持炉内的热平衡,维持渣温相对稳定。
(3)根据氧化炉放渣间隔时间、还原炉进渣前后的渣线对比、氧化炉的渣铅等方面 情况确定渣量,根据渣量调整石子及碳粒的加入量,并适当调整天然气和氧气量,保持炉 内热平衡。
(4)炉前加强操作控制,放渣前测渣线,以明确炉内渣量,估计放渣时间,渣放完 后测渣线,以明确渣是否放净,保持炉内渣线得到有效控制。
• 397 •
» 安全生产专业实务 金属冶炼安全
(5)在渣黏度大,渣口放渣流动性极差的情况下,还原炉不得再进渣。除靠加碳粒 提温外,中控还可以提高氧气、天然气量来提高渣温,以防形成泡沫渣。提温后在下料口 测炉内渣黏度情况,正常后方可重新进渣生产。
(6)控制加碳粒的速度,不可大量集中加入。
(四)熔融金属及熔渣安全技术」
粗铅熔炼系统(氧化炉、还原炉、烟化炉)和精炼工序电解车间熔铸系统(熔铅锅、 始极锅、电铅锅、铸锭机、阳极板浇铸机)都存在熔融铅液及熔渣,温度较高,部分高 达400 ~500 K,甚至1250 K ,可能引发火灾、爆炸及灼烫事故。
1.造成熔融金属液体及熔渣爆炸、灼烫事故的主要原因
(1)工艺控制不当,导致熔融金属溶液温度过高、炉内液位过高,对耐火砖冲刷和 侵蚀加强,炉砖烧损严重,却没有及时更换炉砖。
(2)各种原因(如停电、设备故障、人员操作失误等)导致冷却水系统停止运行, 进而引起炉砖严重烧损,严重时,可能烧穿冷却水套,冷却水遇熔融金属引起爆炸。
(3)冶金炉附近存在潮湿场地或水源,且人员操作失误,导致熔融金属泄漏遇水或 潮湿场地发生爆炸、飞溅。
(4)熔铸场地各熔融金属流槽在出料前未进行检查、清理,导致出料时熔融物料 溢出。
2.防范熔融金属及熔渣泄漏、爆炸及灼伤事故的主要措施
(1)存在熔融金属液体和熔渣的冶金炉、浇铸及其周边地面、地坪采用防潮、防水 措施,并保持干燥。
(2)炉体衬砌的耐火砖采用正规厂家的合格产品,及时对冶金炉耐火材料进行检查、 修补及更换。
(3)合理控制炉内熔体温度,确保各冶金炉工艺参数正常。
(4)冶金炉冷却水系统采用符合工业冷却水水质标准的冷却水。在冷却水进、出水 管道设置冷却水水温、水压、流量监测装置以及声光报警装置,冷却水水温超温、冷却水 水压超压、冷却水流量超低值、断电等情况下,报警装置启动,报警装置与感应电炉供电 系统进行联锁,报警情况下停止供电。
(5)冶金炉冷却水系统分别设置备用冷却水泵,采用双电源进行供电。
(6)冶金炉冷却水系统设置冷却水罐及高位保安水箱,冷却水罐及高位保安水箱设 置水位计,并标示出最低水位,值班人员定时观察,及时补水。
(7)中频炉等以电为能源的冶金炉供电系统设置检测及报警装置,报警系统采用声 光报警装置,缺相、短路、电流超高限、电流超低限、电压超高限、电压超低限、变压器 油温高、变压器重瓦斯时报警装置启动。除此之外,感应电炉设置炉壳保护接地,在高压 侧加装过电压保护器。
(8)转动的冶金炉设置耐高温的转炉电机,并设置转炉限位装置以及紧急抱闸装置, 加强检查,确保装置有效。
(9)熔炼、熔铸场地设置警戒,防止无关人员误入,并设置供熔融金属液体及熔渣 紧急排放的锌、镉、锢液包。
• 398 •
第十章 重金属冶炼安全技术 《
(1。)接触熔融金属液体及熔渣的专用工器具烘干后方能投入使用。炽热的工件、吊 具、夹具等实行定置管理,不随意摆放。
(11)及时对熔炼、熔铸场地流槽进行检查、清理,保持流槽通畅。
(12)在熔炼、熔铸场地设置工业监视系统。
(13)提前准备耐火泥、泥枪以备堵漏时使用。
(14)定期对应急预案进行演练,发现问题及时改进。
(15)应配备有常用救援物资,如防护服、耐高温工作鞋、耐高温工作服、防护面罩 等,并保证可靠,加强培训,确保人人会用。
三、粗铅电解安全技术
(-)熔铅安全技术
熔铅锅安全防护措施缺失或失效,会引发火灾、灼烫事故。主要防范措施:
(1)作业时必须使用专用工具,严禁用手探摸,严禁用铁棍等工具捅压锅内物品。
(2)除机械捞渣、舀铅外,其他时候都应加盖防护锅罩,避免人员掉入铅锅造成 烫伤。
(3)熔铅过程中,严禁用大量冷水降温;回残片及舀铅时应距离锅台Iom以上,锅 台上严禁站人。
(4)放置铅泵、搅拌机时,应小心谨慎,防止跌入铅锅。
(二)铸阳极板安全技术
铸阳极板前吊泵时离锅太近,向阳极模上浇水,可能引发火灾、灼烫事故。处理机械 故障,能源未隔离(断电),会引发机械伤害、物体打击事故。主要防范措施:
(1)铸阳极板前吊泵时不应离锅太近,防止跌入锅内;放泵后锅上应立即加盖防护 锅罩。
(2)铸阳极板时,严禁向阳极模上浇水,防止铅液爆炸伤人。严禁在浇铸小车上站 立或走动,以免踩脱陷入铅液中烧伤。
(3)机组上出现挤片、掉片等故障时,应停机处理;提片机上方挂有极板时,应先 将极板取下。
(4)停机处理故障时,PLC系统开关应断电,悬挂警示牌或专人看管,严禁任何人 私自启动各种开关。
四、铅冶炼职业危害防护措施
(一)鼓风炉熔炼防护措施
(1)鼓风炉进料应采用自动控制装置。
(2)鼓风炉加料口应安装排烟罩并净化。加料口应保持严密,防止烟尘外逸。
(3)鼓风炉放渣口及至前床的铅渣溜槽,前床排渣口、活动溜槽及渣包,放铅口、 铸锭等放散烟气的部位,应靠近设置排烟罩或活动排烟罩,并进行净化。
(4)渣包的倾渣点应设置排风罩。
(5)密闭鼓风炉冷凝器铅泵池上方,熔剂槽、分离槽、贮锌槽等工作门上方及冷却
• 399 •
» 安全生产专业实务 金属冶炼安全
槽出料口等放散烟尘的部位,应设置通风净化装置。
(6)浮渣破碎点应设置密闭罩并通风净化。
(7)鼓风炉和烟化炉水淬池冲渣入口处上方设置通风净化装置。
(8)烟化炉作业场所宜设排风装置。烟化炉加料口可采用侧吸罩。
(9)粉煤制备的破碎、筛分和输送应进行尘源密闭并通风净化。
(10)扬尘的物料场,应设有固定式或移动式喷水或喷雾装置。
(11)凡用于吊运熔融铅、高温渣的桥式吊车司机室,采用空气调节与净化装置。
(二)粗铅火法精炼防护措施
(1)熔铅锅和浇铸机应设密闭罩或吹吸式通风装置;装置应满足操作方便的要求。
(2)熔铅操作应减少操作人员在锅台的作业时间,装完锅后,应立即盖好烟罩。
(3)加入反射炉的粉料、碎料应采取控制粉尘逸散措施。
(4)反射炉加料、放铅、放渣溜槽处应设通风排烟装置。
(5)散装物料远距离运输时,应采用自动卸料的集料箱、密闭罐或其他专用运输 设备。
(6)用于熔铅锅和反射炉作业的桥式吊车司机室,采用空气调节与净化装置。
(三)电解精炼安全防护措施
(1)电解厂房应设整体全面通风换气装置。
(2)电解残渣(阳极泥、碎渣)暂时堆存时,应设专门容器或堆放,不应放在露天 或有水流失的地方,避免造成污染。
(3)制造硅氟酸及硅氟酸铅的设备应加盖密封,作业间设排风净化装置。
(4)粉状物料不论散装或袋装,不应露天存放,应储存在料库或料仓中。
(5)冶炼车间作业场所及允许湿扫的生产设备的清扫,应采取湿扫、湿抹的方式。 含铅废水应集中处理、达标排放或净化后循环使用。
(6)制造阴极的阴极锅、电铅锅及铸锭设备均应设置排风净化装置。
第四节锌冶炼安全技术
一、锌冶炼主要危险有害因素辨识与分析
湿法炼锌系统存在的主要危险有害因素:火灾爆炸(含冶金炉爆炸)、中毒窒息、灼 烫(高温烫伤、化学灼伤)、锅炉爆炸、压力容器(管道)爆炸、机械伤害、起重伤害、 车辆伤害、触电、高处坠落、物体打击、坍塌、淹溺等。
1.火灾
湿法炼锌系统使用了较多的易燃易爆物质,如冶金炉热源(含点火烘炉)采用天然 气、柴油等,除此之外,设备使用大量润滑油、液压油、汽轮机油,变压器使用变压器 油,这些可燃、易燃易爆物品遇到激发能源可能发生火灾、爆炸事故。
电气设备运行时,当遇到电气设备老化、过负荷运行、短路等情况时,可能导致电气 火灾。
• 400-
第十章 重金属冶炼安全技术 《
2.中毒和窒息
湿法炼锌系统所用原料大部分采用硫化矿,在冶炼过程中产生含硫烟气,含硫烟气一 旦泄漏,可能造成现场作业人员中毒窒息,此外,部分烟气中还含有少量一氧化碳成分, 也可能造成人员中毒。净液车间、精錮工序的生产过程中产生少量的伸化氢气体,如果通 风排风不合理,人吸入会造成中毒事故。发烟硫酸储存、装卸过程中,逸散出来的三氧化 硫烟气也有可能使人员中毒。氧气泄漏,人员吸入高浓度的氧会造成氧中毒。
3.高温
湿法炼锌生产系统中存在大量高温设备,如沸腾炉、电炉、回转式挥发窑等冶金炉以 及锅炉、蒸汽管道和各类热交换设备,高温会造成人体散热困难,热量积蓄在人体内造成 中暑,损害身体健康,引起心肌损伤,肾脏功能下降和呼吸道疾病,高温环境下工作容易 使人疲惫、烦躁、降低人体反应能力。
炼锌生产系统中存在大量高温设备设施、高温物料、工件等,如果人体接触,可能造 成高温烫伤。锅炉管道、压力容器爆破引起的高温、高压蒸汽泄漏;操作不规范导致高 温、高压蒸汽泄漏等,可能会造成灼烫。作业过程中人体接触强酸、碱,可能导致灼烫。
4.锅炉、压力容器爆炸
湿法炼锌系统电厂的锅炉工段,熔炼炉配套建设的余热锅炉存在发生锅炉事故的潜在 风险,锅炉超压使用、超温运行、安全附件失效等,可能引起锅炉爆炸。余热锅炉腐蚀严 重,可能引起爆炸事故。
湿法炼锌系统的空压机和压缩空气储罐,液氧储槽,各个工序维修时使用的氧气瓶、 乙焕瓶,受腐蚀、光照、撞击、操作不当、管理不善、存储不当等影响,会发生压力容器 爆炸事故,一旦发生爆炸事故将造成财产损失,甚至是人员伤亡。崩裂形成的物质碎片高 速飞出,也会造成人身伤亡和财产损失。
5.机械伤害
湿法炼锌系统生产过程中使用的机械设备种类较多,如带式输送机、泵、压模机、车 床、风机等机械设备,在运行过程中可能直接与人体接触从而造成夹击、打击、卷入、碰 撞等伤害,另外,设备在检修时忽视安全措施或者设备转动外露部分缺少安全装置,也容 易造成人员伤亡,发生机械伤害。
6.起重机械伤害
湿法炼锌系统生产及检修过程中使用大量的起重设备,尤其是熔融金属吊运过程使用 的冶金铸造起重机,其作业过程具有较大的危险性。当违章操作、违章指挥、设备(吊 钩、钢丝绳等吊具)失效、缺少防护装置和设备、工具不全、吊物捆绑不当、作业场所 狭窄杂乱以及组织管理混乱时,有可能造成起重伤害。
7.车辆伤害
湿法炼锌系统的原、辅材料及产品运输使用机动车辆、叉车等厂内机动车辆。由于厂 内道路、车辆的装卸和驾驶、车辆及驾驶员的技术管理等方面存在缺陷可能引发车辆伤人 事故。常见的车辆伤害事故:车辆行驶中引起的挤压、撞车或倾覆等造成的人身伤害,车 辆运行中碰撞建(构)筑物、堆积物引起坍塌和伤人事故。
8.触电
•401 •
» 安全生产专业实务 金属冶炼安全
各电气装置、电力线缆等由于漏电保护装置失灵、裸露带电体无防护措施、违章作 业、安全生产管理制度不完善等原因,有可能造成触电伤害。
9.高处坠落
湿法炼锌系统的主要生产车间均采用多层布置,大多生产场所或操作平台与地面之间 存在较大高差,由于设备作业平台不满足要求、爬梯设置不合理、作业平台临空处无防护 设施、防护设施不完备或损坏、高处作业时作业人员安全带等使用不当、安全警示标志不 符合要求、照度不足等原因或积灰、积水等因素,可能发生高处坠落。
10.物体打击
当高处作业场所物体存放不当,或在日常操作安装检修过程中由于人的失误,高处物 体发生坠落时,其下方区域的工作人员有遭受物体打击的危险。
11.坍塌
由于建(构)筑物基础质量差、强度低,过负荷、地震、强风等因素导致建(构) 筑物、操作平台、管道等坍塌,造成人身伤亡事故。
12.淹溺
湿法炼锌系统内存在循环水池、各类液体储槽、浓缩池、各类反应容器等,当未采取 必要的防护措施或采取的防护措施不到位时,如缺少警示标志、未设置安全盖板或周边未 设置防护栏杆、人员没采取防护措施、夜晚照明亮度不够等,人员上水池操作和检修时, 可能发生淹溺事故。
13.电离辐射
湿法炼锌系统生产过程中存在放射源,若放射源未设置警示标志、放射源屏蔽失效, 人体受到一定剂量的放射线辐射,可引起放射病。达到一定累积剂量当量后可能引起以造 血系统损伤为主并伴有其他系统改变的全身性疾病,使人体遭受暂时的或永久的损害,严 重的甚至有可能造成死亡。
二、硫化锌精矿焙烧安全技术
(-)干燥窑安全技术
锌精矿备料工序的干燥窑在煤气(天然气)突然熄火或点不着火时,因操作不当、 误点火,可能引发爆炸、中毒和窒息。主要安全技术措施:
(1)使用煤气(天然气)过程中,突然熄火或点不着火时,应马上关闭燃气阀门, 放散燃烧室余气,待试点火正常后,才能再次点火。
(2)严禁熄火后立即点火,煤气(天然气)管道堵塞时,排污阀应慢慢打开。煤气 (天然气)正常后,应及时关好排污阀和放散阀。
(3)使用燃气时打开燃烧室两个以上的煤气嘴,并调整燃气开关大小来调整燃烧室 温度。停用燃气时关闭燃气阀,并从燃烧室操作孔确认燃烧已终止。
(4)干燥窑点火作业,应先开窑尾风机,煤气(天然气)点燃后,再开窑头风机。
(二)沸腾炉安全技术
沸腾炉因开炉或烘炉燃烧介质使用防护不当,引发火灾、爆炸、中毒和窒息。主要安 全技术措施:
•402 •
第十章重金属冶炼安全技术《
(I)在开炉或烤炉中,如果使用煤气,应防止煤气中毒、火灾和爆炸等事故。如果 使用柴油或重油,应采取相应的防火措施。
(2)开炉点火应及时调整沸腾炉排风机入口负压,避免炉膛正压过大向外冒烟气。
(3)清理沸腾炉排料出口时,应先缩减风量并清理下料入口后,再清理排料出口。
(4)使用压缩风吹沸腾层时,操作人员要戴好面罩式安全帽,应先把风管插入炉内, 然后开风,开阀门时应缓慢进行,停吹时应先关风,然后拿出风管,防止风管烫伤人。
(三)电除尘安全技术
电除尘设施未可靠接地,引发触电。主要安全技术措施:
(1)电除尘壳体、收尘极、气流分布板、灰斗楼梯、操作台和保温箱等处接地可靠。
(2)除尘器各人孔与高压供电设备联锁。 ^
(3)处理电场故障时应2人以上,1人负责安全监督。应将电场对应的硅整流停车断 电,确认接地完好,挂上停电牌,反复核准故障电场后,方能处理。
(4)故障处理完后,应将所有人员、工具和其他金属杂物全部清出场外,断开接地, 关闭检修场所,方可取走警告牌,开车送电。
三、锌焙烧矿浸出安全技术
(一)浸出反应槽罐安全技术
浸出反应槽罐酸碱度控制不当,人罐前未断电、未良好通风,造成灼烫、触电、中毒 和窒息。主要安全技术措施:
(1)严格控制溶液酸度,防止剧烈反应造成溶液冒槽、飞溅。
(2)入罐清渣时,首先应将设备断电、挂安全警示牌,检查检修设备可靠,同时,
防止槽盖上物品坠落,操作时,罐内应保持良好通风。
(二)加酸作业安全技术
为浸出系统酸损失补酸时,在操作浓硫酸时,酸泄漏造成灼烫、爆炸。主要安全技术 措施:加酸作业现场严格管理水和浓硫酸,防止两类物质接触。同时应准备碱、石灰等应
急物资,配备清水喷淋装置等应急设施。 (三)球磨机安全技术
注霁免费Q群,628721411
考姚微信/QQ: 863575556
球磨机运行中,易造成操作、检修人员机械伤害。主要安全技术措施:
(1)开动球磨机时,开车前做好检查工作,注意转动部位不能有人有物,开车时先
开球磨机后进矿浆。
(2)球磨机检修时,要通知电工将配电室内电源切断,拿下保险,并挂上"禁止合 闸"的警示标牌。筒内有人时,派专人监护,检修完试车时,应检查球磨机内外是否有 人和障碍物,确认无误后方可开车。
四、硫酸锌溶液净化安全技术
(一)净化作业安全技术
净化罐未密封加盖,现场未配备神化氢气体检测、报警装置,现场存在烟火,引发灼
烫、火灾、爆炸和碑化氢中毒。主要安全技术措施:
•403 •
»安全生产专业实务金属冶炼安全
(1)净化罐应加盖密封,配有抽风装置,减少和杜绝碑化氢自罐面溢出对操作人员 造成危害。
(2)保持作业现场通风,现场应配备碑化氢气体检测、报警装置。
(3)作业现场严禁烟火。操作时应防止金属相碰产生火花,以免引起氢气爆炸。
(二)锌粉安全技术
生产净化过程、镉回收过程使用锌粉置换铜、镉、钻。锌粉遇湿易燃,有刺激性,具 有强还原性。与水、酸类或碱金属氢氧化物接触能放出易燃的氢气。与氧化剂、硫黄反应 会引起燃烧或爆炸。粉末与空气能形成爆炸性混合物,易被明火点燃引起爆炸,潮湿粉尘 在空气中易自行发热燃烧。主要安全技术措施: 注安VIP(课件+题库+小群)老姚微/Q:863575556
(1)严禁烟火,防止氢气爆燃。
(2)锌粉、辅料定点堆放,保证通道畅通,做好锌粉防潮措施,严禁将水或液体喷 洒到锌粉上,避免因锌粉接触水受潮而发生爆燃事故。
五、硫酸锌溶液电解沉积安全技术
(一)硫酸电解槽安全技术
槽体断路、短路,工作区域有明火,可能引发火灾、灼烫、其他爆炸。主要安全技术 措施:
(1)电解槽出槽时从槽内最多同时吊出一半阴极,待全部装完新的阴极,并确认导 电后方可再取出另一半阴极进行更换,以防放电断路。
(2)平整单片阳极时,应采取防止发生断路的措施。
(3)经常检查,防止电解槽漏液,采取保障措施保持槽内液面。槽上作业,要严防 槽间短路。
(4)锌电解工序,楼面禁止烟火,防止氢气爆炸。
(二).起重机械安全技术
电解车间起重机械作业频繁,极易发生起重伤害。主要安全技术措施:
(I)严格执行起重机械、吊具检修、维护、专检、点检、巡检、月检、周检、日常 性检查管理制度,吊具必须在其安全系数允许范围内使用。
(2)起重机械必须装有能从地面辨别额定荷重的标识,严禁超负荷运行。吊车滑线 必须安装通电指示灯或采用其他标识带电的措施。滑线必须布置在吊车司机室的另一侧; 若布置在同一侧,必须采取安全防护措施。
(3)吊车必须设有安全装置。包括吊车之间防碰撞装置;大、小型车端头缓冲和防 碰撞装置;过载保护装置;主、副卷扬限位、报警装置;登吊车信号装置及门联锁装置; 露天作业的吊车必须设置防风装置;端梁内侧应设置安全防护设施。
(4)起重作业应按规定路线进行。
(5)起重机启动和移动时应发出声响与灯光信号,吊物不应从人员头顶和重要设备 设施(操作室、易燃易爆气体管道及设施)上方越过;吊运时,吊车司机必须鸣笛,严 禁同时操作大、小车;不应用吊物撞击其他物体或设备;吊物上不应有人。
(6)起重作业应遵循国家标准对现场指挥人员和起重机司机所使用基本信号和有关
•404 •
第十章重金属冶炼安全技术《
安全技术规定。起重机指挥人员应易于被起重机司机所识别。
(三)炫铸安全技术
熔铸炉入炉物料潮湿,作业工具潮湿或有缺陷,易引发灼烫事故。主要安全技术 措施:
(1)入炉锌片应干燥,有少量水分时一次进料量要少。扒渣口(进料口)前有人时, 不能进行进料作业。
(2)现场各类入炉物料应保持干燥,并做到定置堆放,同时保证现场安全通道畅通。
(3)各类作业工具要经常检查,防止受潮发生锌爆伤人,或由于缺陷引发突发事故。
六、职业病危害防治技术
(1)对产生粉尘、毒物的生产过程和设备(含露天作业的工艺设备),应优先采用机 械化和自动化,避免直接人工操作。为防止物料跑、冒、滴、漏,其设备和管道应采取有 效的密闭措施,密闭形式应根据工艺流程、设备特点、安全要求及便于操作、维修等因素 确定,并应结合生产工艺采取通风和净化措施。对移动的扬尘和逸散毒物的作业,应与主 体工程同时设计移动式轻便防尘和排毒设备。
(2)对于逸散粉尘的生产过程,应对产尘设备采取密闭措施;设置适宜的局部排风 除尘设施对尘源进行控制;生产工艺和粉尘性质可采取湿式作业的,应采取湿法抑尘。当 湿式作业仍不能满足卫生要求时,应采用其他通风、除尘方式。锌火法冶炼生产过程中带 式输送机转运点、振动筛、沸腾炉及圆筒冷却机等处,以及球磨机的进出料口等处采取设 置密闭通风小室、整体密闭罩、密闭通风罩等密闭措施。
(3)产生或可能存在毒物或酸碱等强腐蚀性物质的工作场所应设冲洗设施;高毒物 质工作场所墙壁、顶棚和地面等内部结构应采用耐腐蚀、不吸收、吸附毒物的材料,必要 时加设保护层;车间地面应平整防滑,易于冲洗清扫;可能产生积液的地面应作防渗透处 理,并采用坡向排水系统,其废水纳入废水处理系统。
(4)工作场所粉尘、毒物的发生源应布置在工作地点的自然通风或进风口的下风侧; 放散不同有毒物质的生产过程所涉及的设施布置在同一建筑物内时,使用和产生高毒物质 的工作场所应与其他场所隔离。
(5)防尘和防毒设施应依据车间自然通风风向、扬尘和逸散毒物的性质、作业点的 位置和数量及作业方式等进行设计。经常有人来往的通道(地道、通廊)应有自然通风 和机械通风,且不宜敷设有毒液体或有毒气体的通道。
(6)在生产中可能突然逸出大量有害物质或易造成急性中毒或易燃易爆的化学物质 的室内作业场所,应设置事故通风装置及与事故排风系统相联锁的泄漏报警装置。
(7)可能存在或产生有毒物质的工作场所应根据有毒物质的理化特性和危害特点配 备现场急救用品,设置冲洗喷淋设备、应急撤离通道、必要的泄险区以及风向标。泄险区 应低位设置且有防透水层,泄漏物质和冲洗水应集中纳入工业废水处理系统。
(8)在满足工艺流程要求的前提下,宜将高噪声设备相对集中,并采取相应的隔声、 吸声、消声、减振等控制措施。
(9)为减少噪声的传播,宜设置隔声室。隔声室的天棚、墙体、门窗均应符合隔声、
•405 •
^安全生产专业实务金属冶炼安全
吸声的要求。
(10)产生噪声的车间,应在控制噪声发生源的基础上,对厂房的建筑设计采取减轻 噪声影响的措施,注意增加隔声、吸声措施。
(H)产生振动的车间,应在控制振动发生源的基础上,对厂房的建筑设计采取减轻 振动影响的措施。对产生强烈振动的车间应采取相应的减振措施,对振幅、功率大的设备 应设计减振基础。
七、其他危险有害因素安全技术
锌冶炼过程中其他危险有害因素,如压力容器(管道)爆炸、机械伤害、车辆伤害、 触电、高处坠落、物体打击、坍塌、淹溺、电离辐射等危险有害因素的安全技术参考有关 章节通用内容。
• 406-
第十一章金属冶炼安全类案例《
第十一章金属冶炼安全类案例
案例1 某魚化厂苯蒸气爆炸事故分析
A焦化厂为民营企业,从业人员IOOO人,2010年发生生产安全事故2起、造成2人 轻伤。该厂因精苯工业废水兑水稀释后外排,被环保部门责令整改,该厂采取的整改措施 是将废水向煤场内煤堆喷洒,这样既抑制了扬尘,又避免了废水外排。为防止相关事故发 生,该厂制定实施了《A焦化厂精苯污水喷洒防尘管理办法》。
2011年5月11日15时20分许,A焦化厂备煤工甲、乙在进行带式输送机巡检作业 时闻到强烈异味,随后两人分别前往不同部位查找原因。15时38分,乙听到从甲的方向 传来一声闷响,气浪迎面扑来,发现通廊部分坍塌。乙立即呼救。厂领导接到报告后,迅 速组织对带式输送机通廊坍塌现场进行搜救,在带式输送机通廊北端发现甲倒在废墟中。 甲头部有明显外伤,身上大面积烧伤,经医务人员确认已死亡。
事故调查确认,此次事故为1号煤仓内苯蒸气爆炸事故。在含苯废水向煤场内煤堆喷 洒1年后,废水管道断裂,废水从管道断裂处流入煤堆底部,经带式输送机运输,大量含 苯煤粉进人1号煤仓,从含苯煤粉中挥发出的低浓度苯蒸气聚积达到爆炸极限,遇到火源 后引起爆炸。
根据以上场景,回答下列问题(1~3题为单选题,4~7题为多选题):
1.根据《中华人民共和国安全生产法》关于安全生产管理机构设置及安全管理人员 配备的规定,A焦化厂( )。
A.应当配备兼职安全生产管理人员
B.必须委托注册安全工程师事务所代管企业安全生产
C.可以委托具有安全评价资质的评价机构代管企业安全生产
D.应当设置安全生产管理机构或配备专职安全生产管理人员
E.可以委托具有注册安全工程师执业资格的个人代管企业安全生产
2.事故发生后,A焦化厂需要招收新从业人员,新上岗的从业人员安全培训时间不
得少于( )学时。
A. 12 B. 24
C. 36 D. 48
E. 72
3. A焦化厂2010年度百万工时伤害率为( )0
A. 1 B. 2
C. 3 D. 4
E. 5
•407 •
»安全生产专业实务金属冶炼安全
4.根据《中华人民共和国安全生产法》规定,A焦化厂安全生产管理机构 中()。
A.应当聘请注册安全工程师进行兼职安全管理
B.应当有注册安全工程师从事安全生产管理工作
C.安全生产管理人员的任免,应当告知主管的负有安全生产监督管理职责的部门
D.必须有高级工程师从事安全管理工作
E.应当有安全评价师从事安全管理工作
5.引发苯蒸气爆炸的原因可能有( )o
A.输电线路短路产生电火花
B.职工点燃随身携带的打火机
C.输煤带式输送机停止运行
D.在密闭或半密闭空间内,且排风效果不佳
E.苯蒸气达到一定浓度
6. A焦化厂要恢复生产,在修复被破坏的设备设施后,还需( )。
A.重新申办安全生产许可证
B.完善安全生产制度和操作规程
C.将事故责任人移送司法机关
D.全面落实事故调查报告中的整改要求
E.进行一次全面的安全生产检查
7.按照《中华人民共和国安全生产法》《危险化学品安全管理条例》等法律法规要 求,危险化学品生产企业( )应通过有关主管部门对其安全生产知识和管理能力
考核。
A.企业主要负责人 B.从业人员
C.特种作业人员 D.安全管理人员
E.设备管理人员
b参考答案:
1. D 2. E 3. A 4. BC 5. ABDE 6. BDE 7. AD
案例2 某铜业公司余热锅少蒸汽烫伤改死事故分析
A铜业公司主要工艺设备有艾萨熔炼炉、电炉、余热锅炉等,艾萨熔炼炉产生的高温 烟气进入余热锅炉,经热交换后产生蒸汽,热交换后的烟气经除尘净化系统处理后排放。 余热锅炉设计额定蒸汽压力2. 5 MPa、额定蒸发量35t/h、额定蒸汽温度350七。
2009年11月24日20时,当班调度甲听到一声巨响,随即在监控系统屏幕上看到余 热锅炉房有大量蒸汽喷出。甲按照应急救援预案要求立即拉响警报,通知紧急停炉和现场 人员撤离,报告公司总经理乙。乙接报后,立即向上级有关部门报告,同时赶往现场指挥 救援。21时,经人员清点,仍有5名职工下落不明,乙派2名工人进入现场查看情况, 因现场蒸汽太大,2名工人被烫伤。于是紧急外调防护服,救援人员穿上防护服进入余热 锅炉房,发现有4名职工死亡、1人重伤。
• 408 •
第十一章金属冶炼安全类案例《
事后查明,事故发生时余热锅炉的运行压力2. 3 MPa、蒸汽温度310(,从熔炼炉到 余热锅炉的冷却屏波纹金属软管爆裂,大量高温饱和蒸汽喷出,导致现场人员伤亡。此次 事故的直接经济损失为420万元。
根据以上场景,回答下列问题(1~3题为单选题,4~6题为多选题):
1.根据《生产安全事故报告和调查处理条例》,该起事故属于( )。
A. 一般事故 B.较大事故
C.重大事故 D.特大事故
E.特别重大事故
2.根据《企业职工伤亡事故分类》(GB 6441),该起事故的类别是( )。
A.物体打击 B.灼烫
C.锅炉爆炸 D.容器爆炸
E.火灾
3.该起事故的直接原因可能是( )o
A.熔炼炉烟气温度过高
B.熔炼炉高温烟气压力过高
C.波纹金属软管质量不合格
D.现场职工未佩戴劳动防护用品
E.现场救援指挥人员失误
4.根据规定,该起事故调查组的组成应包括( )o
A.所在地安全生产监督管理部门
B.所在地负有安全生产监督管理职责的有关部门
C.所在地监察机关
D.所在地公安机关以及工会
E. A铜业公司安全生产管理部门
5.该起事故调查中,针对技术缺陷方面的分析应包括( )。
A.余热锅炉的操作规程
B.冷却屏波纹金属软管的质量
C.余热锅炉的工程设计
D.冷却屏波纹金属软管的爆炸当量
E. A铜业公司的安全生产责任制
6.从该起事故应急过程看,A铜业公司事故应急预案中应补充完善的内容包 括( )。
A.调度员应急响应程序 B.事故报告程序
C.应急装备配备要求 D.应急处置程序
E.人员清点程序
b参考答案:
1. B 2. B 3. C 4. ABCD 5. BC 6. CD
•409 •
»安全生产专业实务金属冶炼安全
素例3 某焦化厂施工过程中其他壕炸事故分析
C焦化厂为民营企业,独立法人单位。其主要设备主要包括复热式捣固型机焦炉1 座、脱硫塔2座及相应配套设施,设计焦炭年生产能力40 X 1041。C焦化厂的脱硫系统经 多年运行,塔体和槽体出现多处漏点,管道腐蚀严重,不能保证正常运行,硫化氢含量超 标,影响到焦炉气柜的正常运行。
经研究并报请相关配套钢铁企业批准,C焦化厂组织对脱硫系统停产检修项目进行招 投标。D设计公司、E建筑安装工程公司中标,F监理公司负责施工监理。2013年3月12 日,脱硫系统试运行。
2013年3月20日16时10分,C焦化厂脱硫工段甲安排C焦化厂雇佣劳务人员3人 及E建筑安装工程公司的雇佣人员2人到脱硫液循环槽(圆柱体,直径7 m,高7 m,简 称循环槽)顶部添水、加脱硫催化剂(脱硫液以氨和脱硫催化剂的水溶液为主,脱硫催 化剂是一种易溶于水而不易燃易爆、不易挥发的固体粉末),并焊接加料斗(直径0∙4m, 高约Ll m)。由于加料斗较重,需增派人手将其由循环槽外直梯抬升至槽顶,甲便又叫 来附近的C焦化厂厂容绿化岗位劳务人员1人参加作业。.
16时55分左右,当进行循环槽顶部焊接作业时,循环槽开始晃动并发出异响,随即 发生爆炸。爆炸将脱硫液循环槽顶盖掀起,跌落在距脱硫液循环槽约20 m远的地上,除 在地面配合的甲,以及C焦化厂雇佣劳务人员1人外,在循环槽顶部的5人被抛出,造成 C焦化厂雇佣劳务人员2人和E建筑安装公司雇佣人员1人当场死亡,C焦化厂和E建筑 安装公司雇佣人员各1人受重伤。立即拨打110、119及120,随即2名伤员被送往医院抢 救,其中,E建筑安装工程公司雇佣人员1人经抢救无效死亡,C焦化厂雇佣劳务人员1 人脱离生命危险。
事故调查组认为造成事故的原因:作为脱硫碱源的氨主要来自焦炉剩余氨水蒸氨岗位 的浓氨水(氨是一种易挥发性物质),在槽内挥发形成了氨与空气的混合气体(在空气中
氨的爆炸极限为15% ~ 30. 2% ) o发生事故的脱硫液循环槽顶有人孔口 1个,直径 500mm,罐顶排气管1根,直径300mm,高约2.5 m,均敞开。由此推断:事故发生时, 脱硫液循环槽空间内氨气与空气混合形成了爆炸性气体,遇明火发生爆炸。
根据以上场景,回答下列问题(1~3题为单选题,4~8题为多选题):
1.该起事故的责任单位是( )o
A. C焦化厂脱硫工段
C. E建筑安装工程公司
E. C焦化厂和E建筑安装工程公司
2.该起事故的等级为( )。
A.特别重大事故
C.较大事故
E.工亡事故
3.根据《注册安全工程师管理规定》
B. C焦化厂
D. F监理公司
B.重大事故
D∙ 一般事故
的要求,从业人员( )人以上的危险物
品生产、经营单位,应当按照不少于安全生产管理人员15%的比例配备注册安全工
• 410-
第十一章 金属冶炼安全类案例 《
程师。
A. IOO B. 200
C. 300 D. 500
E. 1000
4.该起事故的性质和类别分别为( )。
A.高处坠落事故 B.责任事故
C-意外事故 D.容器爆炸事故
E.其他爆炸事故
5.《中华人民共和国安全生产法》规定,下列有关C焦化厂安全生产管理机构设置、 人员配备等组织保障工作的表述,正确的有( )。
A.应当设置安全生产管理机构
B.应当配备专职安全生产管理人员
C.应当有注册安全工程师从事安全生产管理工作
D.委托具有国家规定的相关专业技术资格的工程技术人员提供安全生产管理服务, 保证安全生产的责任由其负责
E.委托具有国家规定的相关专业技术资格的工程技术人员提供安全生产管理服务, 保证安全生产的责任仍由本单位负责
6. C焦化厂从事涉及危险化学品设备设施检修作业时,应采取下列哪些安全措施 ()θ
A.成立检修组织协调机构,制定检修方案,加强检修前的针对性安全教育和现场 检查
B.检修前须停产,对易燃易爆及有害气体采取通风置换措施,检测其浓度合格后方 可作业
C.存在火灾、爆炸危险的区域严禁动火作业,需动火作业时须严格遵守动火审批 制度
D.作业人员应配备相应的防护用品并正确使用
E.设备设施检修施工方案须经当地安全监督管理部门批准
7. E建筑安装工程公司在从事C焦化厂脱硫系统停产检修时,应承担的安全管理责 任包括( )o
A.焊工持证上岗作业
B.对检修现场的安全条件检查确认
C修改加料斗安装方案
D.现场消防安全管理
E.现场施工机具管理
8. C焦化厂脱硫系统预防爆炸事故的方法主要包括( )o
A.惰性气体保护 B.密闭
C.通风置换 D.吸附
E.安全监测及联锁
• 411 •
» 安全生产专业实务 金属冶炼安全
b参考答案:
1. B 2. C 3. C 4. BE 5. ABC 6. ABCD 7. ABDE 8. ABCE
案例4 某冷轧薄板厂机械伤害事故分析
2013年8月21日20时,A冶金集团公司所属的B冷轧薄板厂(非独立法人)连退 作业区丁班在组织C维检公司(独立法人单位,与A冶金集团公司无隶属关系)等单位 完成临时抢修工作后,B冷轧薄板厂主操作工甲开机运行。C维检公司所使用的D劳务公 司的劳务工乙,在清理好自带工具后,独自抄近道,违章从处于运行的带钢上方攀爬返 回,不慎滑跌,意外摔倒在带钢上,双腿被高速运行的钢带割伤。主操作工甲在发现事故 后立刻停车,发现乙倒在地面上,其大腿受伤,立刻通知周边人员并采取止血措施,送医 院抢救。乙因下肢大动脉被切断,失血过多,经抢救无效死亡。
C维检公司领导接到信息后,立即安排人员赴医院配合、了解情况;到现场调查分析 事故原因;联系、寻找事故职工在当地的临时住所,安抚家属、协商赔偿事宜等。
22日上午,当地安监部门在接到电话举报后,认为A冶金集团公司瞒报工亡事故。
经查,劳务工乙刚到C维检公司3天,当晚按领导安排,临时抽调到B冷轧薄板厂 投入抢修工作中。劳务工乙未执行B冷轧薄板厂“严禁在各种传动设备、管道上休息、 行走和跨越”“带钢在轧制运行过程中,禁止靠近”等规定,贸然跨越运行中的带钢。
根据以上场景,回答下列问题(1~2题为单选题,3~7题为多选题):
1.该起事故的性质应认定为( )。
A.意外事故 B.突发事故
C.人身伤害事故 D.责任事故
E.医疗事故
2.按照《生产安全事故报告和调查处理条例》的相关规定,事故发生后,事故现场 有关人员应当立即向本单位负责人报告;单位负责人接到报告后,应当于( )向事
故发生地县级以上人民政府安全生产监督管理部门和负有安全生产监督管理职责的有关部 门报告。
A. 1 h 内 B. 2 h 内
C. 3 h 内 D. 0. 5 h 内
E.第一时间
3.乙上岗前的安全教育培训需包括如下内容( )。
A.国家有关的法律法规、企业有关规章制度
B.岗位安全操作规程
C. B冷轧薄板厂涉及抢修的岗位危险有害因素知识
D. B冷轧薄板厂带钢运行的主要工艺参数
E.有关急救知识和逃生知识
4. C维检公司受B冷轧薄板厂委托组织完成临时抢修工作,下列说法正确的 是( )。
A. B冷轧薄板厂和C维检公司应当签订安全生产管理协议
•412 •
第H 章 金属冶炼安全类案例 《
B∙ B冷轧薄板厂和C维检公司应当明确各自的安全生产管理职责
C. B冷轧薄板厂和C维检公司应当明确各自应当采取的安全措施
D∙ B冷轧薄板厂和C维检公司应当指定专职安全生产管理人员进行安全检查与协调
E. B冷轧薄板厂在与C维检公司签订合同时需明确C维检公司发生任何问题与B冷 轧薄板厂无关
5.该起事故的间接原因包括( )。
A-安全教育培训工作不到位
B.职工互保工作不落实
C.违章行为未能及时发现和制止
D.职工冒险抄近道
E.医院施救失当
6.事故的报告和统计工作,下列说法不正确的是( )。
A.事故现场有关人员应当立即报告本单位负责人
B.事故应由D劳务公司向当地安监部门汇报
C.事故统计到A冶金集团公司
D.事故统计到C维检公司
E.事故统计到D劳务公司
7.轧钢企业的主要致害物有(
A.起重和运输机械
C.转动部位
E.有毒有害气体
b参考答案:
1. D 2. A 3. ABCE 4. AB(
)o
B.手持电动工具
D.高速运行的物料
5. ABC 6. BDE 7. ACDE
案例5 某钢铁公司炼铁厂离妒煤气中等事故分析
A钢铁公司炼铁厂一号高炉处于炉役后期,冷却器大面积损坏,为防止炉壳烧穿采取 了炉身打水降温措施。2012年8月5日11时6分,当班工人甲发现水流到了正在出铁的 主沟旁边,立即向当班工长乙汇报。乙查看后判断是炉身九段排水槽因杂物堵塞造成溢 流,随即向炉长丙报告。12时30分,炉长丙通知承包方B公司3名员工丁、戊、己前往 炉身九段排水槽清理杂物。办理作业审批手续后,3人戴口罩上炉身九段平台,丙现场监 护,丁翻越炉身九段平台栏杆开始清理排水槽。作业过程中,丁吸入高炉煤气晕厥,戊、 己先后翻越栏杆进行救援。13时10分,戊也因吸入煤气晕厥,己迅速翻回到平台,通知 丙打电话救援。13时40分,炼铁厂救援人员将丁、戊送至医院抢救,经抢救无效,两人 相继死亡。事发后,用便携式CO报警器检测,该区域CO浓度满量程显示为2000 ppmo 一号高炉富氧鼓风系统包括富氧站(台)及各种阀门和安全装置、冷风管道、热风 炉及其附属设备。高炉富氧的目的是提高冶炼强度,增加高炉产量和强化喷吹燃料在风口 前的燃烧,通常富氧率在5%以内。当高炉炉壳发红、开裂时,必须果断、迅速地停氧后 减风,防范烧穿事故发生。在停风过程中要可靠切断氧气管道,防止发生爆炸。
•413 •
»安全生产专业实务金属冶炼安全
事发时,一号高炉的炉况数据见下表。
|
冷风量/ (m3 . min -1) |
热风压/ MPa |
热风温度/ 工 |
炉顶压/ MPa |
氧量/ (m3 ∙ h -1 ) |
风速/ (m ∙ h -1) |
水温差/ 七 |
|
4929 |
0.41 |
1200 |
0. 236 |
19861 |
242 |
5.6 |
根据以上场景,回答下列问题(1~2题为单选题,3~5题为多选题):
1. 一号高炉事发时的富氧率为( )o
A. 8.0% B. 7.2%
C. 6.7% D. 6. 3%
E. 6. 0%
2.当CO浓度为90 ~ 100 ppm时,现场连续工作时间不应超过( )o
A. 20 min B. 30 min
C. 40 min D. 60 min
E. 90 min
3.根据《企业职工伤亡事故分类》(GB 6441),高炉炉顶平台作业现场存在的主要危 险有( )。
A.中毒和窒息 B.灼烫
C.物体打击 D.高处坠落
E.淹溺
4.此次事故发生的主要原因有( )o
A.作业人员未采取佩戴空气呼吸器等安全防护措施
B.作业人员作业时高炉未采取降压、限氧等安全生产措施
C.作业区域内安全通道设置不当,造成人员抢救困难,抢救时间长
D.作业人员发现同伴煤气中毒后,未采取合理有效措施
E.现场未采取强制排风措施
5.发生煤气泄漏、中毒后,正确的现场应急处置措施有( )o
A.立即报告调度室和煤气防护站
B.根据风向划出危险区域
C.抢救人员佩戴口罩进入煤气危险区
D.查明事故原因后即可恢复送气
E.将中毒者抬到空气新鲜的地方
D参考答案:
1. D 2. A 3. ABCD 4. ACDE 5. ABE
橐例6 某氧化4S厂生产安全事故隐患整改
M氧化铝厂采用拜耳法生产氧化铝,生产工艺为原料储运、石灰消化、原矿浆制备、 • 414-
第十一章金属冶炼安全类案例《
高压溶出、赤泥沉降洗涤、分解与种子过滤、蒸发及排盐、氢氧化铝焙烧与包装等。原 料、中间产品、产品主要有铝土矿、石灰、液碱、燃煤、硫酸、柴油、硫酸校、赤泥、氧 化铝、灰渣、煤气、过热蒸汽、液氨、水等。该厂生产的主要工作由本厂负责,辅助性工 作承包给G企业。M氧化铝厂主办公楼有2部电梯,1套消防系统,26个灭火器。
M氧化铝厂自备煤气站和热电站。煤气站生产氢氧化铝焙烧用煤气,煤气生产能力 为65000Nm3/h。热电站有3台130 t/h燃煤锅炉,1套12 MW汽轮发电机组,1套 25 MW汽轮发电机组。热电站生产270七的蒸汽,生产能力为220 t/h,蒸汽在管道中的 输送压力为3. 7 MPa。
M氧化铝厂热力工程系统:主厂房、堆煤场、燃煤破碎筛分输送系统、油泵房、除 盐水站、点火泵房、灰渣库、熔盐加热站、除灰系统、热力管网、氨法脱硫系统等单元。 工艺间物料采用管道或厂内专用车辆输送。
2010年3月,M氧化铝厂组织了安全检查,对发现的事故隐患分析表明,现场作业 人员没有意识到的事故隐患占31% ,查出的两个重大事故隐患I、II在2010年1月检查 时就已发现。重大事故隐患I未整改的原因是M氧化铝厂的甲车间认为应由乙车间负责 整改,乙车间认为应由甲车间负责整改;重大事故隐患II未整改的原因是M氧化铝厂认 为应由G企业出整改资金,G企业认为应由M氧化铝厂出整改资金。
根据以上场景,回答下列问题:
1.指出M氧化铝厂原料、中间产品、产品中的火灾爆炸物质并说明理由。
2.指出上述场景中的特种设备。
3.指出M氧化铝厂热力工程系统中危险因素及其存在的单元。
4.确定重大事故隐患I、II的整改责任单位并说明理由。
5.针对安全检查发现的问题,提出整改措施。
ð参考答案:
1.火灾爆炸物质识别。
(1)燃煤:火灾。
(2)柴油:火灾、爆炸。
(3)氧化铝:过热遇水物理爆炸。
(4)灰渣:过热遇水物理爆炸。
(5)煤气:火灾、爆炸。
(6)过热蒸汽:物理爆炸。
(7)液氨:汽化物理爆炸。
(8)水:过热物理爆炸。
2.特种设备种类。
(1)锅炉:燃煤锅炉。
(2)压力管道(压力容器):蒸汽管道、物料输送管道,压力容器。
(3)电梯:主办公楼电梯。
(4)机动车辆:物料输送机动车辆。
3.危险有害因素辨识和单元。
•415 •
»安全生产专业实务金属冶炼安全
(I)火灾:主厂房、堆煤场、燃煤破碎筛分输送系统、油泵房、点火泵房、熔盐加 热站。
(2)爆炸:主厂房、堆煤场、燃煤破碎筛分输送系统、油泵房、点火泵房、厂区灰 渣库、熔盐加热站、除灰系统、热力管网、氨法脱硫系统。
(3)机械伤害:主厂房、堆煤场、燃煤破碎筛分输送系统、厂区灰渣库、熔盐加 热站。
(4)高处坠落:主厂房、热力管网、氨法脱硫系统。
(5)车辆伤害:主厂房、堆煤场、燃煤破碎筛分输送系统、油泵房、厂区灰渣库、 熔盐加热站、除灰系统、热力管网、氨法脱硫系统。
(6)灼伤:主厂房、除盐水站、点火泵房、厂区灰渣库、熔盐加热站、除灰系统、 热力管网、氨法脱硫系统。
(7)物理爆炸:主厂房、除盐水站、点火泵房、厂区灰渣库、熔盐加热站、除灰系 统、热力管网、氨法脱硫系统。
4.隐患整改。
(1)重大事故隐患I由M氧化铝厂负责。
(2)重大事故隐患II由M氧化铝厂负责。
理由:所有隐患都关系M氧化铝厂安全。
5.安全检查和整改措施。
(1)加强安全教育培训,辨识隐患现状。
(2)明确M氧化铝厂各部门安全生产责任。
(3)明确M氧化铝厂与G企业安全生产责任。
(4)落实隐患整改责任。
秦•例7 某铝厂安全生产现状分析
某铝厂下设办公室、计财部、生产运行部、设备部、供应部、销售部等6个管理部门 和4个生产车间。现有4条普铝生产线,熔铸铝锭的产能为20 X IO4t∕a,总资产7. 8亿 元。该厂主要设备有连铸机和混合炉,生产过程为供应商用铝包车将熔融液态铝送至熔铸 生产线,桥式起重机将真空包内铝液吊运卸料至电加热混合炉,铝液在添加其他金属后, 经连铸机铸成铝锭,包装机打包成1 t/盘的电解铝盘,随后送成品库房堆存。库房内成品 铝盘堆放不超过2层。库房内另设有空压机及储气罐,储气罐公称压力0. 6 MPa、容积 10 m3o
该厂建立了安全生产责任制,按照"谁主管、谁负责”的原则,部门各自负责业务 范围内的安全生产工作;各车间主任同时兼任本车间安全员。
在该厂普铝车间,为方便废水的收集,在混合炉旁建有集水坑,冲刷地面的废水可以 流入炉旁集水坑内,经排水沟直接排出厂房;混合炉灌铝口距地面2. 2 m,为方便倾倒铝 液,在灌铝口旁设置高1.5 m的平台,平台四周设置高80Omm的工业护栏;为随时准确 了解铝锭铸造情况,操作人员通常采用在连铸机旁直接肉眼目视的方式观察铝锭铸造情 况等。
• 416 •
第十一章金属冶炼安全类案例《
该厂拥有员工3000人,2014年度共发生生产安全事故3起,造成1人死亡、2人重 伤、2人轻伤。
根据以上场景,回答下列问题:
1.计算该铝厂2014年度千人重伤率和百万工时死亡率(精确到小数点后2位)。
2.指出该铝厂成品库房应设置的安全标志及其所属类别。
3.根据《企业职工伤亡事故分类》(GB 6441),辨识该铝厂的危险因素并指出其存在 的场所。
4.简述该铝厂存在的生产安全隐患并提出整改措施。
0参考答案:
1.千人重伤率和百万工时死亡率。
(1)千人重伤率= (2÷3000)xl000 = 0.67°
(2)百万工时死亡率=(1/250><8x3000) × 1000000=0. 17o
'2.应设置的安全标志及其所属类别。
(1)禁止标志:禁止跨越,禁止攀登。
(2)警告标志:当心落物。
(3)指令标志:必须佩戴安全帽。
(4)提示标志:紧急出口。
3.危险因素及其存在的场所。
(1)爆炸:熔铸厂房。
(2)机械伤害:熔铸厂房、库房。
(3)起重伤害:熔铸厂房。
(4)车辆伤害:生产区域和库房。
(5)高处坠落:熔铸厂房。
(6)灼烫:熔铸厂房、库房。
(7)触电:熔铸厂房。
(8)物体打击:库房。
(9)坍塌:库房。
4.存在的生产安全隐患和整改措施。
(1)存在的生产安全隐患:
①连铸机操作人员未佩戴隔热面罩观察铝锭铸造。
②混合炉旁有集水坑。
③灌铝口周边平台护栏高度不符合要求。
(2)整改措施:
①开展职工操作规程、安全规程培训。
②使用隔热面罩等个体安全防护用品。
③消除集水坑。
④整改不符合要求的工业防护栏杆。
⑤建立健全安全生产各项制度,杜绝违章行为。
•417 •
» 安全生产专业实务 金属冶炼安全
案例8 某烧结厂清理帯式输送机导致机械伤害事故分析
2009年3月19日13时30分,某烧结厂烧结原料运输车间丙班皮带工甲同本班工长 乙到4号带式输送机尾部清理落地料。当时由于带式输送机没有运转,两人在没有切断机 头操作箱内急停开关,仅拉了一下事故拉线开关的情况下就进入带式输送机下方进行清理 作业。当清理完靠近头轮方向的间隔后,乙在带式输送机外侧将清出的球团往输送带上 装,甲又进入靠近带式输送机尾轮的另一间隔继续清理,由于出汗,甲脱掉了安全帽。13 时50分,4号带式输送机准备运转,操作工丙通过指令电话向现场喊话3次以后启动带 式输送机。由于安装在4号带式输送机尾部的喇叭损坏,加之2人正在集中精力作业,未 听到主控室喊话,突然启动的带式输送机将甲头部、右手挤在距尾轮1.4m处的返输送带 与下托辐之间,经抢救无效死亡。
根据以上场景,回答下列问题:
1.分析该起事故的直接原因。
2.分析该起事故的间接原因。
3.该起事故应认定为什么性质的事故?
4.提出防止此类事故再次发生应采取的安全技术措施。
◎参考答案:
1.该起事故的直接原因:
原料运输车间丙班操作工甲违章操作,自我保护意识不强,在未将机头操作箱开关打 到零位的情况下,进入带式输送机下方进行清理作业,且未按规定佩戴安全帽,是造成本 次事故的直接原因。 注宥免覆Q群: 628721411
2.该起事故的间接原因:老琳微/QQ: 863575556
(1)原料运输车间丙班工长乙安全意识不强,对作业现场环境危险源辨识不到位, 在危险区域作业未采取安全措施违章作业,互相监护不到位。
(2)职工忽视规章制度和安全操作规程,作业人员作业现场未佩戴安全防护用品上 岗操作。
(3)安全管理有漏洞。原料运输车间领导和相关人员的安全生产责任制落实不到位, 安全检查有死角,隐患排查和整改不及时。
(4)原料运输车间设备管理不到位。4号带式输送机尾部喊话器喇叭和带式输送机事 故拉绳开关长时间损坏没有及时发现并维修,致使操作工与主控室的通信联系中断,且能 够直接启动带式输送机运转系统。
3.事故性质:
该起事故为生产安全责任事故。
4.预防此类事故的预防措施:
(D认真贯彻安全生产责任制,建立安全生产规章制度,完善安全操作规程,根据 设备检修、维护、运转、防护等特点提出相关安全要求。
(2)进一步提高职工安全意识和自我保护能力,要从规章制度学习和岗位操作技能 训练开始,使职工达到了解生产工艺、掌握设备性能、识别风险,最终做到规范操作。
•418 ♦
第十一章 金属冶炼安全类案例 《
(3)加强设备设施的检查、维护(包括带式输送机机头、尾轮、传动部位的安全防 护,安全事故开关、拉绳、带式输送机架子护栏、安全过桥、上下走梯等),提高设备本 质化安全程度。
(4)要认真吸取事故教训,对全厂职工重新进行安全教育,杜绝习惯性违章操作, 同时加大检查、督促、指导、考核力度,防止事故再次发生。
(5)生产作业中岗位人员要真正树立"安全第一,预防为主,综合治理”的思想, 深入开展本岗位危险源辨识活动,做到举一反三。
(6)全面开展隐患排查和现场人员行为检查,对查出的各类事故隐患、违章行为要 做到及时上报,组织落实的整改工作,对不能立即解决的隐患项目要制定安全可靠的防范 措施,确保安全生产。
案例9 某炼铁厂煤气中毒事故分析
2011年夏季某雨天,某炼铁厂1号高炉主风机于19时25分跳闸断电,高炉被迫 休风。19时45分,故障排除,热风班开始对干式除尘器进行引煤气操作,用煤气置换 除尘器箱体内空气,并在主控室依次关闭除尘器1 ~7号箱体DN250放散管气动蝶阀。 由于7号箱体DN250放散管气动蝶阀出现故障没有完全关闭,1号高炉热风班4名工人 于21时40分,上到7号箱体顶部实施人工关闭。由于没有关闭到位的7号箱体蝶阀使 煤气仍处于放散状态,造成除尘器箱体顶部煤气大量聚积,导致4人当场中毒。21时 50分左右,在箱体下留守监护的3人怀疑箱体上面出现问题,也未佩戴空气呼吸器和 携带一氧化碳报警仪,在未切断煤气气源的情况下,再次上到7号箱体顶部工作台,致 使当中的2人相继倒下。6名中毒人员经抢救无效死亡,1人中毒较轻,直接经济损失 500余万元。
根据以上场景,回答下列问题:
1.分析该起事故的直接原因。
2.煤气事故的处理规则是什么?
3.煤气处理系统的常见隐患有哪些?
4.存在燃爆粉尘的场所需要符合哪些要求?
寸参考答案:
1.该起事故的直接原因:
(1)不符合《工业企业煤气安全规程》(GB 6222)规定的"不应在雷雨天气进行, 不宜在夜间进行”的要求,属违规作业。
(2)在7号箱体放散管气动蝶阀关闭不到位,未切断煤气气源,放散管仍处于放散 状态的情况下,4名作业人员未按照规定佩戴煤气报警仪和空气呼吸器,贸然上到7号箱 体顶部实施作业。
(3)其他3名操作人员也未佩戴空气呼吸器,未采取任何措施盲目施救。
2.煤气事故的处理规则:
(1)发生煤气中毒、着火、爆炸和大量泄漏煤气等事故,应立即报告调度室和煤气 防护站。如发生煤气着火事故应立即拨打火警电话,发生煤气中毒事故应立即通知附近卫
•419 •
» 安全生产专业实务 金属冶炼安全
生所。发生事故后应迅速查明事故情况,采取相应措施,防止事故扩大。
(2)抢救事故的所有人员都应服从统一领导和指挥,指挥人应是企业领导人(厂长、 车间主任或值班负责人)。
(3)事故现场应划出危险区域,布置岗哨,阻止非抢救人员进入。进入煤气危险区 的抢救人员应佩戴呼吸器,不应用纱布口罩或其他不适合防止煤气中毒的器具。
(4)未查明事故原因和采取必要安全措施前,不应向煤气设施恢复送气。
3.煤气处理系统的常见隐患:
(1)高炉煤气在生产、除尘处理、运输过程中泄漏,会导致重大环境污染或中毒、 火灾、爆炸事故。
(2)机电设备运转产生的噪声超过IoodB(A)。
(3)煤气管道形成负压,吸入空气引起爆炸。
(4)设备维护、检验时防护不当会造成高处坠落事故。
4.存在燃爆粉尘的场所需要符合下列要求:
(1)定期进行粉尘防爆检查,现场严禁烟火。
(2)安装有通风除尘设施及泄爆、抑爆、隔爆装置并保持其良好运转状态。
(3)所用电气设备符合防爆安全要求。
(4)采取防止电弧、电火花、摩擦碰撞火花和静电引燃的安全措施等。
嚏例10 臬氧化铝冶炼企业生产过程安全分析
Z氧化铝冶炼企业采用拜耳法生产工艺,基本流程主要由矿石破碎,原矿浆制备、溶 出,溶出矿浆稀释,赤泥分离和沉降,晶种分解,母液蒸发,氢氧化铝焙烧等工序组成。 原料和产品主要有铝土矿、石灰、液碱、煤气、过热蒸汽、氧化铝等。
氧化铝生产过程特点是工艺复杂、设备多、流程长,生产场所存在高温、高压等危险 因素。氧化铝溶出要使用大量碱性溶液,存在较高的碱灼伤风险。生产过程中涉及压力容 器和压力管道多,主要有蒸汽缓冲器、套管换热器、蒸发器、空压器、压缩空气储罐等。 其中,溶出工序的套管换热器外管直径630 mm,工作温度295七,工作压力6. 3 MPa,介 质为氯酸钠溶液;内管直径203mm,工作温度295七,工作压力6. OMPa,介质为蒸汽。 压力容器及压力管道易发生高压气体迅速膨胀并高速释放内在能量的物理爆炸。
氧化铝生产过程中使用的矿浆槽、洗涤槽、液碱槽、沉降槽、分解槽、母液槽等槽体 结构尺寸最大直径可达40 m,高度超过20 m,储存物料容量大,且为高温强碱性物料。 在长期运行过程中,槽体内壁易结疤,影响正常生产,需定时停槽清理。
晶种分解就是向过饱和的铝酸钠溶液中添加晶种、降低温度,在不断搅拌的情况下, 使之分解、结晶析出氢氧化铝。晶种分解的分解槽高约20 m,设有艳-137液位计,在进 行清理检修作业时,放射源应入库保管。
根据以上场景,回答下列问题:
1.分析溶出工序可能发生碱灼伤的主要原因。
2.列出溶出工序套管换热器发生物理爆炸的主要危害。
3.列出清理槽内壁结疤的安全防范要求。
•420 •
第十一章金属冶炼安全类案例《
4.依据《放射性同位素与射线装置安全和防护条例》,简述分解槽液位计放射源管理 要求。
03■参考答案:
1.溶出工序可能发生碱灼伤的主要原因:
(1)现场存在跑、冒、滴、漏现象。
(2)安全防护设施不完善。
(3)作业环境不良。
(4)运行压力不稳定。
(5)清理检修安全措施不到位。
(6)作业人员个体防护不到位。
2.溶出工序套管换热器发生物理爆炸的主要危害:
(1)冲击波造成人员伤亡和建筑物破坏。
(2)爆破碎片损坏附近的设备设施。
(3)高温蒸汽造成人员烫伤。
(4)煤气造成人员中毒窒息。
(5)二次爆炸及燃烧危害。
3.清理槽内壁结疤的安全防范要求:
(1)应制定安全施工方案。
(2)应严格执行停电挂牌制度。
(3)进入容器内工作至少两人相互监护。
(4)应自上而下进行清理。
(5)坑、孔、沟、池应有盖板或围栏。
(6)专人指挥,统一行动。
(7)风镐作业,休息时应将钎子拔出。
(8)电气设备、电动工具应有良好的漏电保护装置。
(9)检修承压设备前,应将压力泄放为压力表显示为零。
(10)先通风换气,检测合格后,方可进人罐内清理、检修。
4.分解槽液位计放射源管理要求:
(1)设立放射源安全和防护管理机构或专(兼)职安全和防护管理人员。
(2)健全放射源的安全防护管理规章制度、台账、辐射事故应急预案。
(3)放射源应单独存放并指定专人保管。
(4)放射源的管理和操作人员应持证上岗。
(5)放射源的使用场所应设置放射源标志和必要的防护安全联锁、防盗报警装置。
(6)划定警戒范围,配备防护用品和监测仪器。
(7)放射源罐体应设防盗保护罩,有条件的安装卫星定位装置。
(8)放射源的操作人员应佩戴个人剂量计。
(9)放射源发生泄漏、污染或丢失应由专业人员处理,立即开展检测、调查和搜寻。
• 421 •
»安全生产专业实务金属冶炼安全
案例11 某钢铁公司燃气厂高炉煤气柜泄漏事故分析
N钢铁公司燃气厂负责全公司煤气的净化、储存和输配,设有一座最大容积为IOX IO4 m3的稀油密封高炉煤气柜(工作压力为10∙ OkPa,工作温度为35霓)。当地大气压力 为101. 2 kPa,高炉煤气密度按1. 3 kg/∏13计(温度OK ,压力101. 3 kPa)。S公司与燃气 厂签订了煤气管网维护合同。E公司与燃气厂签订了煤气柜防腐刷漆合同。
2016年7月2日,S公司3人在煤气柜的煤气管网旁进行焊接作业,E公司安排4人 在煤气柜顶部进行防腐刷漆作业。9时3分,煤气柜紧急放散阀突然打开,大量高炉煤气 从紧急放散管冒出,通过监控视频发现柜顶刷漆人员相继晕倒。
接到事故报告后,厂部立即组织操作人员排查原因,关闭紧急放散阀。同时,组织煤 气防护站抢救柜顶中毒人员。由于对紧急放散阀上、下限设定参数不熟悉,延误了放散阀 关闭时间,直至10时5分放散阀才被关闭。因放散时间长,天气因素不利于煤气扩散, 组织疏散附近岗位人员不及时,造成E公司刷漆人员1人重伤,3人轻伤,附近5名岗位 人员轻度煤气中毒。
经分析验证,紧急放散阀异常打开,是由于电焊作业使用50kV ∙ A的大功率焊机, 违规把地线直接搭在煤气管网的钢制支架上,焊接时产生的强电磁干扰信号通过煤气管网 进入煤气柜压力检测元件信号源内,致使检测信号失真,紧急放散阀误开。经检查,计算 机输入检测信号电缆为非屏蔽电缆,控制系统软件未对输入信号设置滤波保护。
根据以上场景,回答下列问题:
1.指出本起事故的直接原因和间接原因。
2.针对本起事故提出整改措施。 、
3.简述N钢铁公司燃气厂对S公司和E公司的施工安全管理要点。
4.通过计算,判定该煤气柜是否构成重大危险源(计算结果保留小数点后一位)。
5.根据《危险化学品企业特殊作业安全规范》(GB 30871),列出本次焊接作业应采 取的安全措施。
b参考答案:
1.本起事故的直接原因和间接原因。
(1)直接原因:
①煤气柜紧急放散气动阀突然打开,大量高炉煤气从紧急放散管冒出。
②在煤气柜顶部进行防腐刷漆作业。
(2)间接原因:
①S公司职工违规把电焊地线直接搭在煤气管道支架上,焊接产生了强电磁干扰 信号。
②设备管理不到位,存在计算机输入检测信号电缆为非屏蔽电缆,控制系统软件未 对输入信号设置滤波保护等缺陷。
③操作人员对紧急放散阀设定参数不熟悉,延长了放散阀关闭时间。
④未全面启动事故应急预案,未及早疏散周边人员。
2.整改措施。
• 422-
第十一章金属冶炼安全类案例《
(1) ⑵ (3) (4) ⑸ ⑹
加强外协队伍管理,杜绝违章操作。
消除设备隐患,把计算机输入检测信号电缆更换为屏蔽电缆。
控制系统软件对输入信号设置滤波保护,提高设备本质安全水平。
加强员工日常培训,熟悉、掌握工艺设备相关参数。
组织事故应急预案演练,提高突发事故应对能力。
煤气柜防腐作业必须在停运期间进行。
3.安全管理要点。
(1)
⑵
(3)
⑷
明确各方的安全管理责任。
严格审查S公司和E公司的安全资质和专业技术能力。
做好现场作业的安全风险分析。
开展对作业现场的监督和管理。
4.计算(共6分,每一步公式得2分,写出临界量20t得1分,判断结果得1分)。
Po1
=100000 X £*「;+嗚?急 3 X1. 3
101. 3 X (273 +35) ≈126.5(t)
q 126.5
因此,该高炉煤气柜构成危险化学品重大危险源。
5.安全措施。
(1)作业前,应对作业现场和作业过程中可能存在的危险有害因素进行辨识,制定 相应措施。
⑵ (3) ⑷ ⑸
应对作业人员进行安全教育,并进行现场交底。
作业单位应办理作业审批手续。
应有专人监护,配备消防器材。
作业前应清除动火现场及周围的易燃物品,对于动火点周围有可能泄漏易燃、
可燃物料的设备,应采取隔离措施。
(6)动火点所在的生产车间应预先通知厂调度部门,使之在异常情况下能采取相应 应急措施。
噪例12 液氨钢瓶泄漏事故与预防措施
1•情景描述
某市盛夏一天12时左右,某甲液氨气体有限公司一辆装运液氨钢瓶的运输车辆,在 丙有限公司卸完2瓶液氨后,途经某饭店时,驾驶员和押运员离车用餐。当时阳光直射, 平均气温约为35霓,最高温度达到38七,大约20 min后,在烈日的暴晒下,1只200 kg 钢瓶突然爆裂,泄漏的液氨气体导致现场附近108人中毒,先后送至市中心医院救治。
事故发生时,车载10只液氨钢瓶,其中6只为200 kg, 4只为50 kg。20Okg钢瓶中4
• 423 •
» 安全生产专业实务 金属冶炼安全
只原来就是空瓶,2只为刚在丙有限公司卸完液氨的钢瓶,爆裂钢瓶是刚卸完液氨的1只 钢瓶。事后经称重发现,有1只200 kg瓶内尚有残余液氨31 kg; 4只50 kg液氨钢瓶为满 瓶。驾驶员和押运员持有相关证件。钢瓶运输过程没有遮阳措施。
气瓶充装时间为事发前8 0,充装单位没有相关瓶号的记录。用户单位采购资料中没 有相关瓶号记录,也没有现场卸液氨操作的相关记录,无法真实反映卸液氨瓶号、卸液氨 前后压力变化、储槽液位记录等。
满液气瓶于事发日9时30分左右到达用户作业现场,卸氨后约11时15分离开。卸 第一瓶液氨用了 20 min。卸第二瓶时由于下方的液相接口连接出现问题,便将卸液导管接 在了上方的气相接口上,连接导管用时10多分钟,然后用了近Ih卸液,其间操作人员 曾对液氨管路系统的阀门进行操作,以瓶体结霜为确认液氨是否卸完的依据。用户无卸液 计量设施,储槽液位计模糊不清,难以正确确定液位,且没有配置防止倒灌的装置,在系 统压缩机工作的情况下,存在操作失误导致系统内液氨倒灌至钢瓶的条件。
在对钢瓶表面除漆后,未见气瓶制造单位钢印。发现4处检验钢印,最早的检验钢印 是1990年8月,其中“03”钢印明显有误,反映该气瓶检验单位管理混乱,也不排除是 不具备资质的非法检验单位。
破口呈塑性断裂,断口上未见明显的金属缺陷。破口沿筒体中部纵向破裂,长约710 mm, 宽约50 mm,距下焊缝约410 mm。破口中央在纵焊缝的热影响区近熔合线处,断口处测 得的最小壁厚为31 mm。筒体周长约1978 mm,破口最大处筒体周长约203OmmO
事故瓶外表面腐蚀较严重,瓶体表面存在大量点状腐蚀,尤其是近焊缝处。
对事故瓶筒体进行测厚、金相、磁粉、射线、化学、母材和焊缝机械性能等检验和试 验,未发现严重超标缺陷。
2.案例说明
本案例包含或涉及下列内容:
(1)《危险化学品安全管理条例》等相关法规的规定。
(2)液氨钢瓶的安全管理要求。
(3)危险物品运输的安全措施要求。
(4)危险物品运输人员的资格要求。
(5)危险物品充装、运输等单位事故应急预案要求。
3.关键知识点及依据
(1)液氨钢瓶充装单位对充装环节疏于管理,没有瓶号及操作等相关记录。
(2)液氨钢瓶运输单位高温天气没有采取遮阳措施而进行运输。
(3)有关部门对驾驶员和押运员培训不到位。
(4)有关部门对气瓶充装企业的资质及充装人员的培训与监督管理不到位。
(5)用户单位没有严格执行装卸液氨的操作规程。
(6)气瓶内存有过量气体(液氨),液氨钢瓶超期使用,严重腐蚀。
4.注意事项
(1)充装单位对充装环节应当严格管理。
(2)用户单位对卸液工作必须高度重视,严格管理。
• 424 •
第十一章金属冶炼安全类案例《
(3)运输单位应当严格按照《气瓶安全监察规程》规定运输,对运输和作业人员应 当进一步加强安全教育。
(4)有关部门要严格规范气瓶充装企业的资格许可和安全管理工作联
(5)有关部门要加强对气瓶的维护保养和报废处理情况的检查。
(6)有关部门要加强气瓶充装人员(含充装前检查人员)的监督管理工作。
唆例13 某钢铁公司棒材厂煤气着火爆炸事故分析
1•情景描述
D钢铁公司棒材厂加热炉使用焦炉煤气为燃料,焦炉煤气主要成分:氢气55% ~ 60%、甲烷23% ~28%、一氧化碳5% -8% ,其余为不饱和屋、氮气、二氧化碳及氧气, 焦炉煤气的爆炸极限为4. 5% ~ 35. 8% o
2013年9月7日8时,棒材厂1号加热炉停产检修,更换焦炉煤气阀组后的补偿器。 II时,更换完补偿器,由加热炉工长甲负责组织引煤气,按照引气操作程序,先用氮气 对加热炉进行吹扫置换,经化验合格后开始引煤气点火。
工长甲令维修工乙和丙去开阀组后面的眼镜阀,两人合力未能打开眼镜阀。12时10 分,乙去车间取来一个铁扳手,在拧眼镜阀螺栓过程中产生了火花,因阀组前蝶阀不严, 焦炉煤气从眼镜阀处泄漏遇火花着火,使乙和丙两人被烧伤。此时工长甲立即在现场找灭 火器并进行扑救,但由于火势大无法熄灭。甲手足无措,带着乙和丙两人慌忙离开现场并 赶赴医院,导致现场火势继续蔓延并发生爆炸。
事故造成的损失包括:设备损失500万元,处理事故和现场抢救费用30万元,停产 损失300万元,乙和丙两人住院治疗费80万元,乙经抢救无效死亡,支付抚恤金25万 元,丙歇工工资3万元,地方政府事故罚款15万元,补充新员工培训费1万元。
2.案例说明
本案例包含或涉及下列内容:
(1)煤气的主要成分、物理性质和化学性质。
(2)停送煤气,煤气吹扫、煤气检测技术。
(3)特种作业相关技术规范。
(4)检修方案的制定和单项安全措施的检查和落实。
(5)、煤气设备及相关附属装置。
(6)烧烫伤的应急急救知识。
3.关键知识点及依据
(1)煤气作业或施工安全、煤气事故的处理,《工业企业煤气安全规程》(GB 6222)。
(2)作业现场危险辨识,《危险化学品重大危险源辨识》(GB 18218)。
(3)事故直接和间接经济损失的计算,《企业职工伤亡事故经济损失统计标准》 (GB 6721) o
4.注意事项
(1)要特别关注在煤气区域巡检、操作、检维修等作业的人员行为规范。
(2)对违章作业行为的判别。
• 425 •
» 安全生产专业实务 金属冶炼安全
(3)对现场危险因素的识别。
甯例14 某公司氮气超标量息死亡事故分析
1.情景描述
2012年12月21日8时30分,S工程项目部工作人员带领2名民工到C公司连铸车 间水泵房除盐水池(长15 m、宽6m、高2.5 m)进行池壁渗漏修复作业。事先已将水池 水位降至溢流最低点(池内剩余水深约0∙5 m)。13时45分左右,2名民工先后下到池底 (池内余水已在当天中午前排除),相继晕倒。旁边2名电工甲和乙闻讯下池救人,也晕 倒在除盐水池内。电工丙顺着爬梯下到水池一半高度时,发现池内已有4人倒地,感觉情 况异常回到地面。管道安装作业长带人赶至事故现场,误以为是触电导致下池人员晕倒, 在断电后让管道工丁下池救人,导致丁缺氧窒息倒在池内。至此,除盐水池内共5人窒息 晕倒,送医院医治无效死亡。
事故调查组认为,事故是由稳压罐内氮气随回水管道反串到除盐水池内,造成池内氮 气含量超标、严重缺氧,导致作业人员下池后窒息死亡。
2.案例说明
本案例包含或涉及下列内容:
(1)惰性气体的物理性质和化学性质。
(2)职工安全意识的培养。
(3)施工方案的制定、检查和落实。
(4)安全警示标志的设置和使用规范。
(5)外协安全事故的统计和上报。
3.关键知识点及依据
(1)非常规作业的安全操作技术要点,《缺氧危险作业安全规程》(GB 8958)。
(2)事故应急方案的编制和救援的实施,《生产经营单位生产安全事故应急预案编制 导则》(GB/T 29639 )o
4.注意事项
(1)盲目施救带来的严重后果。
(2)本事故涉及有限空间作业。
(3)企业要加强对外包施工队伍的监督管理。
• 426-
参考文献《
参考文献
[1]杨富,等.冶金安全生产技术[M].北京:煤炭工业出版社,2010.
[2]姜涛.烧结球团生产技术手册[M].北京:冶金工业出版社,2014.
[3]于振东,郑文华.现代焦化生产技术手册[M].北京:冶金工业出版社,2010.
[4]何建平.炼焦化学产品回收与加工[M].北京:化学工业出版社,2005.
[5]谢全安,薛利平.煤化工安全与环保[M].北京:化学工业出版社,2005.
[6]潘立慧,魏松波.干熄焦技术[M].北京:冶金工业出版社,2005.
[7]杨乐华•建设项目职业病危害因素识别[M].北京:化学工业出版社,2006.
[8]鞍山钢铁公司炼铁厂•大高炉炼铁生产[M].北京:冶金工业出版社,1974.
[9]文泉,赵民革.实用高炉炼铁技术[M].北京:冶金工业出版社,2002.
[10]邓守强•高炉炼铁技术[M].北京:冶金工业出版社,1991.
[11]人力资源和社会保障部教材办公室.转炉炼钢工艺及设备[M].北京:中国劳动社会保障出版社 出版,2009.
[12]人力资源和社会保障部教材办公室.连铸设备与工艺[M].北京:中国劳动社会保障出版 社,2009.
[13]毕诗文.氧化铝生产工艺[M].北京:化学工业出版社,2006.
[14]李照明.有色金属冶金工艺[M].北京:化学工业出版社,2010.
[15]郭万里.氧化铝制取工山西[M].山西:山西人民出版社,2006.
[16]王婕.电解铝生产工艺与设备[M].北京:冶金工业出版社,2006.
[17]邱竹贤.预焙槽炼铝[M]. 3版•北京:冶金工业出版社,2005.
[18]魏萍,程振南,等.煤气作业人员安全技术培训教材[M].北京:中国建材工业出版社,1999.
[19]余志祥.现代转炉炼钢技术[J].炼钢,2001 (2): 13-18.
[20]王文明.电弧炉炼钢工艺浅谈[J].科技情报开发与经济,2006 (17): 289.
[21]徐迎春.重金属冶炼技术[M].长沙:中南大学出版社,2011.
[22]郑玉新,王忠旭,戴宇飞.金属冶炼行业职业危害分析与控制技术[M].北京:冶金工业出版 社,2005.
[23]辛景昌.转炉煤气回收工艺及安全措施[J].河北冶金.2011 (11): 28 -30.
[24]孙礼明.转炉双联法冶炼工艺及其特点[J].上海金属.2005 , 27 ( 2): 44 - 46.
[25]国家安全生产监督管理总局. GB 12710—2008焦化安全规程[S].北京:中国标准出版社, 2009.
[26]国家安全生产监督管理局.GB 6222—2005 工业企业煤气安全规程[S].北京:中国标准出版 社,2005.
[27]中华人民共和国应急管理部.AQ 2001—2018 炼钢安全规程[S],北京:煤炭工业出版社,
2018.
[28]中华人民共和国应急管理部.AQ 2003—2018 轧钢安全规程[S],北京:煤炭工业出版 社,2018.
[29]国家安全生产监督管理总局∙ AQ 2025—2010 烧结球团安全规程[S]∙北京:煤炭工业出版 社,2011.
[30]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T29520-2013铜 冶炼安全生产规范[S].北京:中国标准出版社,2014.
•427 •
»安全生产专业实务金属冶炼安全
[31]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T29519-2013铅 冶炼安全生产规范[S].北京:中国标准出版社,2014.
[32]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T29523—2013锌 冶炼安全生产规范(湿法)[S].北京:中国标准出版社,2014.
[33]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 17398—2013铅 冶炼防尘防毒技术规程[S],北京:中国标准出版社,2014.
•428 •
后 记«
后 记
因国家机构改革,原国家安全生产监督管理总局承担的有关职能并入应急管理部,凡 书中提及的"国家安全生产监督管理总局”“国务院安全生产监督管理部门”,实践应用 中请分别对应"应急管理部”“国务院应急管理部门”。
读者在阅读过程中,若对教材有任何意见和建议,请通过电子邮件的形式反馈。
E - mail : csebook@ chinasafety, ac. cn
欢迎加入老姚各免费助考QQ群,群内有最新官方教材、历年真题等PDF,有推荐老 师视频课件。方便您了解考试,初期学习,沟通交流。
【注安】628721411 【消防】609542033 【环评】194270258 【咨询】716601378
【一建】775392039 【二建】1139145278 【监理】929143727 【造价】1001317607
更多资料,加入全网最具性价比VIP班,四科180元-220元。只需少量费用,即可获 得高效备考所有资源,省事省心。包含:
1、所有主流网校、所有阶段、所有名师【高清无水印】课件。
2、价值10元/科金考典题库软件。其中:注安、一建铁路老姚自录题库软件,全网 更新最快、有效题量最多。
3、加入VIP小群,共同学习氛围更好。
若有需要,联系老姚微信/QQ:863575556
♦429 ∙