普通高等教育"十二五"规划教材
PUTONG GA0DENG JIAOYU "12∙5" GUIHUA JIA0CAI
炉外精炼教程
高泽平主编
@冶 金工业 出版社 Metallurgical Industry Press
定价40. OO元
销售分类建议:冶金工程
普通高等教k "十二五”规划教材
2外精炼教程
主编高泽平 副主编贺道.中 主审李光强
北京
冶金工业出版社
2011
内容提要
本书为冶金工程专业的主干课程教材,系统地阐述了精炼过程的基本理论 与工艺,以及纯净钢生产技术。作者本着"重视基础、强化工艺、突出应用” 的原则,精心组织内容,力求内容全面、重点突出、先进实用。
本书主要用作高等学校冶金工程专业本科生教材,也可供从事钢铁生产的 工程技术人员及管理人员参考。
图书在版编目(ClP)数据
炉外精炼教程/高泽平主编.—北京:冶金工业出版社,
2011.9
普通高等教育“十二五”规划教材
ISBN 978-7-5024-5685-6
I∙①炉…H.①高… m.①炉外精炼一高等学校一教材
M ①TFlI4
中国版本图书馆CIP数据核字(2011)第190423号
出版人曹胜利
地 址 北京北河沿大街嵩祝院北巷39号,邮编IoooO9
电 话(Olo)64027926 电子信箱 yjcbs@ cnmip. com. cn
责任编辑马文欢宋良美术编辑李新版式设计孙跃红
责任校对王永欣责任印制李玉山
ISBN 978-7-5024-5685-6
北京兴华印刷厂印刷;冶金工业出版社发行;各地新华书店经销
2011年9月第1版,2011年9月第1次印刷
787mm X 1092mm 1/16; 20 印张;479 千字;307 页
40.00 元
冶金工业出版社发行部 电话:(010 )64044283传真:((HO) 64027893
冶金书店 地址:北京东四西大街46号(IoO(HQ)电话:(010 )65289081(兼传真)
(本书如有印装质量问题,本社发行部负责退换)
前 言
随着市场对钢材质量要求的不断提高,炉外精炼生产技术已成为现代钢铁 生产流程中不可缺少的重要环节,也是现代钢铁生产技术进步的重要内容。高 效、合理、经济地发挥各种炉外精炼技术装备的作用,对钢铁企业建立高效、 低成本纯净钢生产技术平台,促进钢铁企业调整品种结构具有十分重要的 意义。
为了适应炉外精炼技术发展的需要,更好地满足教学与生产的要求,按照 普通高等教育“十二五”教材建设规划,根据冶金工程专业教学大纲的要求, 我们编写了本书。
全书共分为6章,主要内容包括:绪论,炉外精炼的理论与技术基础,炉 外精炼工艺,炉外精炼与炼钢、连铸的合理匹配,纯净钢生产,炉外精炼用耐 火材料。编写中本着“重视基础、强化工艺、突出应用”的原则,精心组织内 容,力求内容全面、重点突出、先进实用。本书由湖南工业大学高泽平任主 编、贺道中任副主编。第1章、第2章、第5章由高泽平编写,第3章、第4 章、第6章由贺道中编写,衡阳华菱钢管有限公司首席专家周维汉,湖南工业 大学刘竹林和苏振江,参与了部分章节的编写与审稿工作。全书由高泽平汇总 定稿。
本书由武汉科技大学博士生导师李光强教授担任主审,李光强教授提出了 许多宝贵意见,在此谨致谢意。在编写过程中,得到了武汉科技大学薛正良教 授的指导,以及宝钢集团新疆八一钢铁有限公司精炼工程师廖红军的大力支 持,在此表示衷心的感谢。编写本书时参阅了有关炼钢、精炼等方面的文献, 在此向有关作者致谢。
由于编者水平所限,书中不足之处,诚请读者批评指正。
编者
2011年6月
目 录
1绪论...................................................................................................1
1.1炉外精炼的定义.................................................................................1
1.2炉外精炼的任务.................................................................................1
1.3炉外精炼的手段.................................................................................1
1.3.1对精炼手段的要求........................................................................1
1.3.2精炼手段的种类...........................................................................2
1.4炉外精炼方法的分类...........................................................................3
1.5炉外精炼技术的特点...........................................................................4
1.6炉外精炼技术的发展...........................................................................5
1.6. 1炉外精炼技术的发展历程...............................................................5
1.6.2 我国炉外精炼技术的发展与完善......................................................6
1.6.3炉外精炼技术的发展原因 ...............................................................7
1.6.4炉外精炼技术的发展趋势.......................................................••……7
复习思考题................................................................................................9
2炉外精炼的理论与技术基础........................................................................10
2. 1 顶渣控制 ..........................................................................................10
2. 1. 1 挡渣技术....................................................................................10
2. 1.2 顶渣改质....................................................................................11
2.2 渣洗................................................................................................12
2. 2. 1 合成渣的物理化学性能..................................................................12
2. 2.2 渣洗的精炼作用 ...........................................................................16
2. 3 搅拌................................................................................................21
2.3. 1 氢气搅拌....................................................................................21
2.3.2 电磁搅拌....................................................................................28
2.3.3 气泡泵起现象.............................................................. 28
2.3.4搅拌对混匀的影响........................................................................30
2.4加热................................................................................................32
2.4. 1电弧加热....................................................................................33
2.4.2 化学热法....................................................................................35
2.4.3 燃烧燃料加热 ..............................................................................36
2. 4.4 电阻加热....................................................................................37
π
目
录
2. 4.5其他加热方法..............................................................................37
2. 4.6 精炼加热工艺的选择.....................................................................38
2. 5 真空................................................................................................39
2. 5. 1 真空技术概述..............................................................................39
2. 5.2 钢液的真空脱气 ...........................................................................45
2.5.3钢液的真空脱氧...........................................................................51
2.5.4 降低Co分压时的吹氧脱碳 ............................................................56
2. 6喷粉和喂线.......................................................................................63
2. 6. 1 喷粉..........................................................................................63
2. 6.2 喂线..........................................................................................73
2.7夹杂物的形态控制..............................................................................78
2.7. 1 夹杂物分类 .................................................................... 78
2.7. 2 钢中塑性夹杂物的生成与控制 .........................................................86
2. 7. 3 稀土处理 ....................................................................................89
2. 7.4 钙处理.......................................................................................93
复习思考题.............................................................................................99
3炉外精炼工艺.......................................................................................100
3. 1 RH 法与 DH 法.................................................................................100
3. 1. 1 RH 精炼法.................................................................................100
3. 1.2 DH 精炼法.................................................................................112
3.2 LF 法与 VD 法.................................................................................113
3.2. 1 LF、LFV精炼法的基本含义 .........................................................113
3. 2.2 LF的设备构成...........................................................................114
3. 2.3 LF的精炼功能...........................................................................116
3.2.4 LF精炼工艺与操作.....................................................................117
3.2.5 LF的处理效果 ...........................................................................130
3. 2.6 VD 法.......................................................................................131
3. 2.7 LF与RH、LF与VD法的配合......................................................134
3.3 ASEA-SKF钢包精炼炉 .....................................................................135
3. 3. 1 ASEA-SKF 炉设备.....................................................................136
3.3.2精炼工艺及操作 ........................................................................139
3.3.3 ASEA-SKF炉的精炼效果 ............................................................141
3.4 AoD 法 ..........................................................................................142
3.4. 1氮氧吹炼炉的主要设备与结构......................................................142
3.4.2氮氧吹炼炉的操作工艺...............................................................143
3.4.3氫氧吹炼的主要优点..................................................................147
3.4.4 AOD炉工艺和设备的改进 ............................................................ 148
3. 4.5 CLU 法....................................................................................149
.....................S—⅛..................... DI
3.4.6 AOD-VCR 法和 AOD-L 法 .........................................................150
3.5 VAD 法与 VOD 法..............................................................................151
3.5. 1 VAD 法....................................................................................151
3. 5. 2 VOD 法....................................................................................153
3. 6 CAS 法..........................................................................................158
3. 6. 1 CAS ⅛∕CAS - OB 概述 ...............................................................158
3.6.2 CAS 工艺.................................................................................160
3. 6. 3 CAS -OB 工艺 ........................................................................... 161
3.6.4 CAS、CAS-OB的精炼效果和优越性 .............................................164
3.7钢包喷粉处理.................................................................................168
3.7. 1 TN喷粉精炼法 ...........................................................................168
3.7.2 SL喷粉精炼法 ...........................................................................169
3.7.3 钢包喷粉冶金工艺参数 ...............................................................169
3. 7.4钢包喷粉冶金效果.....................................................................170
3. 7.5我国钢包喷粉精炼法的发展 .........................................................170
3.8其他精炼方法.................................................................................171
3. 8. 1 CAB吹氫精炼法 ........................................................................171
3. 8.2 有搅拌功能的真空钢包脱气法 ......................................................171
3. 8.3 铝弹投射法..............................................................................171
3. 8.4 NK-AP 法............................. 172
3. 8. 5 REDA 法 .................................................................................172
3. 8.6 多功能LF法..............................................................................173
复习思考题.............................................................................................173
4炉外精炼与炼钢、连铸的合理匹配 ............................................................175
4. 1 合理匹配的必要性...........................................................................175
4.2 匹配的原则....................................................................................176
4. 2.1冶炼炉和精炼设备的匹配原则 ......................................................176
4. 2.2冶炼炉、精炼装置和连铸机的匹配原则 ..........................................177
4.3典型的炉外精炼车间工艺布置............................................................178
4.3. 1 炉外精炼技术的选择依据............................................................178
4. 3.2 炉外精炼方法的选择 ..................................................................182
4.3.3 典型钢厂炉外精炼的匹配模式......................................................183
4. 3.4 炉外精炼的布局 ........................................................................186
复习思考题.............................................................................................186
5纯净钢生产..........................................................................................187
5. 1 纯净钢的概念.................................................................................187
5.2纯净度与钢的性能...........................................................................188
IV
目
录
5. 2. 1 钢的纯净度的评价方法...............................................................188
5.2.2钢中非金属夹杂物存在形式与钢材的破坏类型.................................191
5.2.3 纯净度对钢材性能的影响 ............................................................194
5.3 纯净钢生产技术..............................................................................196
5.3. 1 低硫钢生产技术........................................................................197
5. 3.2 低磷钢生产技术 ........................................................................198
5.3.3 低氧钢生产技术 ........................................................................200
5. 3.4 低碳低氮钢生产技术 ..................................................................202
5.3.5氢的去除与钢中残余有害元素控制技术..........................................207
5.3.6减少钢中夹杂物技术..................................................................208
5. 3.7 "超显微夹杂"钢的精炼工艺 ......................................................210
5. 3.8 纯净钢生产体系的建立 ...............................................................211
5.4纯净钢生产技术应用........................................................................212
5.4. 1 轴承钢....................................................................................212
5.4.2硬线用钢.................................................................................219
5.4.3 石油管线钢 .............................................................. 225
5.4.4 齿轮钢....................................................................................235
5.4.5 不锈钢 ....................................................................................241
5.4.6 重轨钢 ....................................................................................256
5. 4.7 弹簧钢............................. 260
5.4. 8 圧钢.......................................................................................266
复习思考题.............................................................................................271
6炉外精炼用耐火材料..............................................................................273
6. 1炉外精炼用耐火材料概述..................................................................273
6. 1. 1炉外精炼用耐火材料要求与类型 ...................................................273
6. 1.2炉外精炼常用耐火材料及性能 ......................................................275
6. 2钢包精炼装置用耐火材料..................................................................280
6. 2. 1 LF (V)用耐火材料 ..................................................................280
6. 2.2 ASEA-SKF钢包炉用耐火材料 ......................................................284
6. 2.3 VAD钢包炉用耐火材料 ...............................................................285
6. 3不锈钢精炼装置用耐火材料...............................................................286
6.3. 1 VOD炉用耐火材料 .....................................................................286
6. 3.2 AoD炉用耐火材料 .....................................................................290
6. 4真空处理装置用耐火材料..................................................................292
6. 4. 1 RH/RH -OB炉用耐火材料............................................................292
6. 4.2 RH-KTB 耐火材料.....................................................................298
6. 4.3 DH法用耐火材料........................................................................298
6. 5其他精炼技术用耐火材料..................................................................299
目 录
6.5. 1 钢包吹氫精炼用耐火材料 ................................ 299
6.5.2 喷射冶金喷枪用耐火材料 .....................................:......................301
6.5.3 CAS/CAS - OB内衬用耐火材料......................................................302
复习思考题.............................................................................................304
参考文献...................................................................................................305
1 绪 论
1.1炉外精炼的定义
所谓炉外精炼,就是把常规炼钢炉(转炉、电炉)初炼的钢液倒入钢包或专用容器内, 进行脱氧、脱硫、脱碳、去气、去除非金属夹杂物并调整钢液成分及温度,以达到进一步冶 炼目的的炼钢工艺。亦即将在常规炼钢炉中完成的精炼任务,如去除杂质(包括不需要的元 素、气体和夹杂)和夹杂变性、成分和温度的调整和均匀化等任务,部分或全部地移到钢包 或其他容器中进行,把一步炼钢法变为二步炼钢法,即初炼加精炼。国外也称之为二次精炼 (Secondary Refining) ʌ 二次炼钢(Secondary Steelmaking)和钢包冶金(Ladle Metallurgy) 0
1.2炉外精炼的任务
在现代化钢铁生产流程中,炉外精炼的任务主要是:
(1)降低钢中氧、硫、氢、氮和非金属夹杂物含量,改变夹杂物形态,以提高钢的纯 净度,改善钢的力学性能。
(2)深脱碳,满足低碳或超低碳钢的要求。
(3)微调合金成分,把合金成分控制在很窄的范围内,并使其分布均匀,尽量降低合 金的消耗,以提高合金收得率。
(4)调整钢液温度到浇注所要求的温度范围内,最大限度地减小包内钢液的温度 梯度。
(5)作为炼钢与连铸间的缓冲,提高炼钢车间整体效率。
为完成上述任务,一般要求炉外精炼设备具有:熔池搅拌功能、钢水升温和控温功 能、精炼功能、合金化功能、生产调节功能。
完成上述任务就能达到提高质量、扩大品种、降低消耗和成本、缩短冶炼时间、提高 生产率、协调好炼钢和连铸生产的配合等目的。但是,到目前为止,还没有任何一种炉外 精炼方法能完成上述所有任务,某一种精炼方法只能完成其中一项或几项任务。由于各厂 条件和冶炼钢种不同,一般是根据不同需要配备一至两种炉外精炼设备。
1.3炉外精炼的手段
1.3.1对精炼手段的要求
作为一种精炼方法的精炼手段,必须满足以下要求:
2
1 绪 论
(1)独立性。精炼手段必须是一种独立的手段,它不能依附于其他冶金过程,而成为 伴随其他冶金过程而出现的一种现象。例如,出钢过程中,由于钢流的冲击,会导致钢包 内钢液的搅拌。但是不能认为出钢是一种搅拌手段,因为这种搅拌是伴随出钢而出现的, 一旦出钢过程完成,这种搅拌很快就停止,不可能按照搅拌的要求来改变出钢过程,所以 出钢时造成的搅拌是从属的、非独立的。
(2)作用时间可以控制。作为一种手段其作用时间必须可以根据该手段的目的而控 制。例如,电磁搅拌和吹氫搅拌之所以被认为是搅拌手段,原因之一就是它们的作用时间 可以人为地控制。
(3)作用能力可以控制。精炼手段的能力或强度,如真空的真空度,搅拌的搅拌强 度,加热的升温速率等,必须是可以按照精炼的要求进行控制和调节的。
(4)精炼手段的作用能力再现性要强。也就是影响精炼手段的能力的因素不宜太 多,这样才能保证能力的再现性。例如,吹氨搅拌或电磁搅拌的搅拌强度影响因素就 比较单二,分别控制吹氫量或工作电流,就能对应地调节搅拌强度,且有较强的再 现性。
(5)便于与其他精炼手段组合。一种精炼手段的装备和工艺过程,应该尽可能地不阻 碍其他精炼手段的功能的发挥,这样才能为几种手段组合使用创造条件。例如,燃料燃烧 可以加热钢液,但是一般不用它作为加热手段,特别是同时应用真空手段时,因为燃烧产 生的大量烟气,将会妨碍真空的冶金功能的发挥。
(6)操作方便、设备简单、基建投资和运行费用低。
1.32精炼手段的种类
虽然各种炉外精炼方法各不相同,但是无论哪种方法都力争创造完成某种精炼任务的 最佳热力学和动力学条件,使得现有的各种精炼方法在采用的精炼手段方面有共同之处。 炉外精炼手段主要有:渣洗、真空(或气体稀释)、搅拌、喷吹和加热(调温)等五种。 此外还有连铸中间包的过滤。当今,名目繁多的炉外精炼方法都是这五种精炼手段的不同 组合,采用一种或几种手段组成一种炉外精炼方法。
(1)渣洗:将事先配好(可在专门炼渣炉中熔炼)的合成渣倒入钢包内,借出钢时 钢流的冲击作用,使钢液与合成渣充分混合,从而完成脱氧、脱硫和去除夹杂等精炼 任务。
(2)真空:将钢水置于真空室内,由于真空作用使反应向生成气相方向移动,达到脱 气、脱氧、脱碳等的目的。
(3)搅拌:通过搅拌扩大反应界面,加速反应过程,提高反应速度。搅拌方法主要有 吹氫搅拌、电磁搅拌。
(4)加热:调节钢水温度的一种重要手段,使炼钢与连铸更好地衔接。加热方法主要 有电弧加热,化学热法。
(5)喷吹:将反应剂加入钢液内的一种手段,喷吹的冶金功能取决于精炼剂的种类。 它们完成脱碳、脱硫、脱氧、合金化和控制夹杂物形态等精炼任务。
1.4 炉外精炼方法的分类
3
1.4炉外精炼方法的分类
各种炉外精炼方法如图1-1所示。从图1-1可以看出,精炼设备通常分为两类:一是 基本精炼设备,在常压下进行冶金反应,如LF、AOD、CAS-OB等,可适用于绝大多数 钢种;另一类是特种精炼设备,在真空下完成冶金反应,如RH、VD、VOD等,只适用于 某些特殊要求的钢种。目前广泛使用并得到公认的炉外精炼方法是LF法与RH法,一般 可以将LF与RH双联使用,可以加热、真空处理,适于生产纯净钢与超纯净钢,也适于 与连铸机配套。为了便于认识至今已出现的四十多种炉外精炼方法,表1-1给出了炉外精 炼主要方法的大致分类情况。
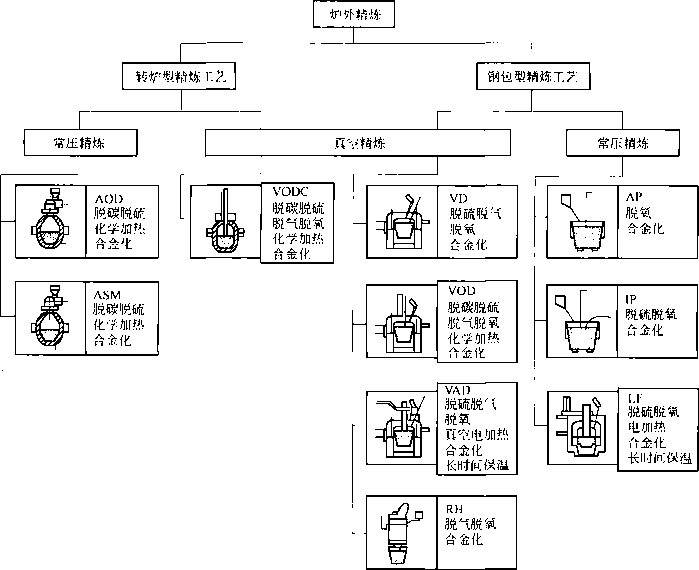
图1-1各种炉外精炼方法
表1-1主要炉外精炼方法的分类、名称、开发与适用情况
|
分类 |
_______名称 |
开发年份 |
国别 |
________适用_________ |
|
合成渣精炼 |
液态合成渣洗(异炉) 固态合成渣洗 |
1933 |
法国 |
脱硫,脱氧,去除夹杂物 |
4
1 绪 论
续表1-1
|
分类 |
_______名称_______ |
开发年份 |
国别 |
________适用_________ |
|
钢包吹氫精炼 |
GAZAL (钢包吹氫法) CAB (带盖钢包吹氫法) CAS法(封闭式吹氫成分微调法) |
1950 1965 1975 |
加拿大 日本 日本 |
去气,去夹杂,均匀成分与温度。 CAB、CAS还可脱氧与微调成分,如加合 成渣,可脱硫,但吹氫强度小,脱气效果 不明显。CAB适合30 ~50t容量的转炉钢 Γ; CAS法适用于低合金钢种精炼 |
|
真空脱气 |
VC (真空浇注) TD (出钢真空脱气法) SLD (倒包脱气法) DH (真空提升脱气法) RH (真空循环脱气法) VD法(真空罐内钢包脱气法) |
1952 1962 1952 1956 1957 1952 |
联邦德国 联邦德国 联邦德国 联邦德国 联邦德国 联邦德国 |
脱氢,脱氧.脱氮 RH精炼速度快.精炼效果好,适于各 钢种的精炼,尤适于大容量钢液的脱气 处理。现在VD法已将过去脱气的钢包 底部加上透气砖,使这种方法得到了广 泛的应用 |
|
带有加热装置 的钢包精炼 |
ASEA - SKF (真空电磁搅拌,电 弧加热法) VAD (真空电弧加热法) LF (埋弧加热吹氣法) |
1965 1967 1971 |
瑞典 美国 日本 |
多种精炼功能。尤其适于生产工具钢, 轴承钢,高强度钢和不锈钢等各类特殊 钢。LF是目前在各类钢厂应用最广泛的 具有加热功能的精炼设备 |
|
不锈钢精炼 |
VOD (真空吹氧脱碳法) AOD (氫、氧混吹脱碳法) CLU (汽、氧混吹脱碳法) RH-OB (循环脱气吹氧法) |
1965 1968 1973 1969 |
联邦德国 美国 法国 日本 |
能脱碳保辂,适于超低碳不锈钢及低 碳钢液的精炼 |
|
喷粉及特殊 添加精炼 |
IRSID (钢包喷粉) TN (蒂森法) SL (氏兰法) ABS (弹射法) WF (喂线法) |
1963 1974 1976 1973 1976 |
法国 联邦德国 瑞典 日本 日本 |
脱硫,脱氧,去除夹杂物,控制夹杂 形态,控制成分。应用广泛,尤适于以 转炉为主的大型钢铁企业 |
1.5炉外精炼技术的特点
各种炉外精炼法所采用的手段与功能见表l-2o
表L2各种炉外精炼法所采用的手段与功能
|
名称 |
__精炼手段_____ |
____________主要冶金功能____________ | |||||||||||
|
造渣 |
真空 |
搅拌 |
喷吹 |
加热 |
脱气 |
脱氧 |
去除 夹杂 |
控制夹杂 物形态 |
脱硫 |
合金化 |
调温 |
脱碳 | |
|
钢包吹氫 | |||||||||||||
|
CAB |
+ |
√ |
√ |
+ | |||||||||
|
DH | |||||||||||||
|
RH | |||||||||||||
|
LF |
+ |
* |
* |
√ |
+ |
√ | |||||||
|
ASEA-SKF |
+ |
+ |
√ |
+ |
-√ |
√ |
+ | ||||||
|
VAD |
+ |
+ |
√ |
+ |
√ |
+ | |||||||
|
CAS - OB |
√ |
V |
V |
-V | |||||||||
|
VOD | |||||||||||||
1.6 炉外精炼技术的发展
5
续表1-2
|
名称 |
精炼手段 |
主要冶金功能 ___ | |||||||||||
|
造渣 |
真空 |
搅拌 |
喷吹 |
加热 |
脱气 |
脱氧 |
去除 夹杂 |
控制夹杂 物形态 |
脱硫 |
合金化 |
调温 |
脱碳 | |
|
RH-OB | |||||||||||||
|
AOD |
√ | ||||||||||||
|
TN | |||||||||||||
|
SL |
VZ | ||||||||||||
|
SS | |||||||||||||
|
合成渣洗 |
V |
√ | |||||||||||
注:符号"+"表示在添加其他设施后可以取得更好的冶金功能;
表示LF增设真空装置后被称为LF-VD,具有与ASEA-SKF相同的精炼功能。
各种炉外精炼技术至少有以下三个共同特点:
(1)二次精炼,在不同程度上完成脱碳、脱磷、脱氧、脱硫,去除气体、去除夹杂, 调整温度和成分等冶金任务。
(2)创造良好的冶金反应的动力学条件,如真空、吹氫、脱气、喷粉,增大界面积, 应用各种搅拌增大传质系数,扩大反应界面。
(3)二次精炼容器具有浇注功能。为了防止精炼后的钢液再次氧化和吸气,一般精炼 容器(主要是钢包)除可以盛放和传送钢液外,还有浇注功能(使用滑动水口),精炼后 钢液不再倒出,直接浇注,避免精炼好的钢液再污染。
炉外精炼可以与电炉、转炉配合,现在已成为炼钢工艺中不可缺少的一个环节。尤其 与超高功率电弧炉(UHP-EAF)配合,更能发挥超高功率技术的优越性,提高超高功率 电弧炉的功率利用率。
1.6炉外精炼技术的发展
1.6.1炉外精炼技术的发展历程
1933年,法国派林(Perrin)应用专门配制的高碱度合成渣,在出钢过程中对钢液 进行"渣洗脱硫”,这是炉外精炼技术的萌芽。1950年,联邦德国用真空处理脱除钢中 的氢以防止产生"白点"。此后,各种炉外精炼方法相继问世。1956 ~ 1959年,研究成 功了钢液真空提升脱气法(DH)和钢液真空循环脱气法(RH), 1965年以来,真空电 弧加热脱气炉(VAD)、真空吹氧脱碳炉(VOD)和僦氧精炼炉(AoD)以及喂线法 (WF)和LF、钢包喷粉法等先后出现。到20世纪90年代,已有几十种炉外精炼方法 用于工业生产,世界各国的炉外精炼设备已超过500台。1970年以前,炉外精炼主要 用于电炉车间的特殊钢生产,其产量尚不足钢总产量的10%。20世纪70年代中期以 后,工业技术进步对钢材质量提出了更高的要求,进一步推动了炉外精炼技术的应用, 工业先进国家的转炉车间拥有炉外精炼设备的占50%以上,逐步形成了一批“高炉一 铁水预处理一复吹转炉一钢水精炼一连铸”,"超高功率电弧炉—钢水精炼—连铸”的 现代化工艺流程。
6
1 绪 论
1. 6.2我国炉外精炼技术的发展与完善
我国炉外处理技术的开发应用始于20世纪50年代中后期,至70年代,我国特钢企 业和机电、军工行业钢水精炼技术的应用和开发有了一定的发展,并引进了一批真空精炼 设备,还试制了一批国产的真空处理设备,钢水吹氫精炼在首钢等企业首先投入生产应 用。80年代,国产的钢包精炼炉,喂线设备与技术,钢水喷粉精炼技术得到了初步的发 展。这期间宝钢引进了现代化的大型RH装置,并进而实现了 RH-OB的生产应用,及 KIP喷粉装置;首钢引进了 KTS喷粉装置;齐齐哈尔钢厂引进了 SL喷射冶金技术和设备。 在开发高质量的钢材品种和优化钢铁生产中它们发挥了重要的作用。90年代,与世界发 展趋势相同,我国炉外精炼轉术随着现代电炉流程的发展,以及连铸生产的增长和对钢铁 产品质量要求的提高,得到了迅速的发展,不仅装备数量增加,处理量也由过去的占钢水 的2%以下,持续增长,到1998年达20%以上。此外,经吹氨、喂线处理的钢水已占 65%。2000年冶金行业不包括吹氟和喂线的钢水精炼比为28%。到2002年我国已拥有不 包括吹氣装置在内的各种炉外精炼设备275台。2007年国内大、中型骨干企业钢水二次精 炼的比例迅速增长到64%,精炼设备474台(见表1-3)。
表1-3 2007年国内二次精炼设备能力汇总(不包括吹氣)
|
______精炼种类______ |
________台数/台________ |
总公称吨位/t |
|
RH |
9040 | |
|
AOD |
43 |
1712 |
|
VOD |
27 |
1475 |
|
LF |
295 |
23440 |
|
VD |
32 |
2510 |
|
CAS - OB |
16 |
2190 |
|
合计 |
_______________474 |
40367 |
1991年召开了全国首次炉外精炼技术工作会议,明确了 "立足产品、合理选择、系 统配套、强调在线”的发展炉外处理技术基本方针。
立足产品是指选择炉外精炼方法时,最根本的是从企业生产的产品质量要求(主要是 用户要求)为基本出发点,确定哪些产品需要进行何种炉外处理,同时认真分析工艺特 点,明确基本工艺流程。
合理选择是指在选择炉外处理方法时,要首先明确各种炉外处理方法所具备的功能, 结合产品要求,做到功能对口。其次是考虑企业炼钢生产工艺方式与生产规模,衔接匹配 的合理性、经济性。还要根据产品要求和工艺特点分层次地选择相应的炉外精炼方法,并 合理地设计工艺流程。
系统配套是指严格按照系统工程的要求,确保设计和施工中,主体设备配套齐全,装 备水平符合要求;严格按各工序间的配套要求,使前后工序配套完善、保证炉外处理功能 的充分发挥;一定要重视相关技术和原料的配套要求,确保炉外处理工序的生产过程能正 常、持续地进行。
强调在线是指在合理选择炉外处理方法的前提下,一定要从加强经营管理入手,把炉 外精炼技术纳入分品种的生产工艺规范中去,保证在生产中正常运行;也是指在加强设备
1.6 炉外精炼技术的发展
维修的前提下,确保设备完好,保证设计规定的要求,确保作业率;还意味着要充分发挥 设备潜力,达到或超过设计能力。
这些方针,对我国炉外精炼技术从“八五”开始直至现在的发展起到了重要推动 作用。
1992年初又召开炼钢连铸工作会议,明确了连铸生产的发展必须实现炼钢、炉外精炼 与连铸生产的组合优化。1992年底还召开了首次炉外精炼学术工作会议,深入研究了我国 炉外处理技术发展的方向和重点。1998年炼钢轧钢工作会议,又明确提出要把发展炉外精 炼技术作为一项重大的战略措施,放到优先位置上,促进流程工艺结构和装备的优化。
进入21世纪,适应连铸生产和产品结构调整的要求,炉外精炼技术得到迅速发展。 钢水精炼中RH多功能真空精炼发展迅速,另外LF不但在电炉厂而且在转炉厂也大量采 用,并配套有高效精炼渣。到2003年,包括RH、LF在内的主要钢水精炼技术,均具备 了完全立足国内并可参与国际竞争的水平。
多年来,我国从事炉外精炼技术装备研究、设计和制造的企业,通过自主创新,使我 国炉外精炼技术装备实现大型化、系列化、精细化发展,加快了我国纯净钢工艺生产向高 端化迈进的步伐。虽然成绩显著,但还有很多问题,如钢水精炼比仍较低,与我国连铸生 产飞速发展的形势不适应;中小钢厂炉外精炼的难题还没有从根本上取得突破;炉外精炼 装备核心配件和软件研制水平与国外差距更大,尚未形成自主的过程控制技术;对环境友 好的炉外精炼技术开发尚未引起足够的重视。这些都有待进一步解决。
1.6.3炉外精炼技术的发展原因
20世纪80年代至今,炉外精炼和铁水预处理技术水平已成为现代钢铁生产流程水平 与钢铁产品高质量水平的标志,它的发展也朝着功能更全、效率更高、冶金效果更佳的方 向迅速完善。早在1986年日本转炉钢的二次精炼比已达到70. 8%;特殊钢生产的二次精 炼比高达94%;现在日本、欧美等先进的钢铁生产国家,炉外精炼比超过90%, 2004年 日本转炉钢真空处理比达到72.7% ;而新建电炉短流程钢厂和转炉炼钢厂100%采用二次 精炼。
炉外精炼起初仅限于生产特殊钢和优质钢,后来扩大到普通钢的生产上,现在已基本 上成为炼钢工艺中必不可少的环节,它是连接冶炼与连铸的桥梁。用以协调炼钢和连铸的 正常生产。未来的钢铁生产将向着近终型连铸和后步工序高度一体化的方向发展。这就要 求浇注出的钢坯无缺陷,并且能在操作上实现高度连续化作业。因此,要求钢水具有更高 的质量特性,那就必须进一步发展炉外精炼技术,使冶炼、浇注和轧制等工序能实现最佳 衔接,进而达到提高生产率、降低生产成本、提高产品质量的目的。
炉外精炼技术的主要发展原因有两个:第一,适应了连铸生产对优质钢水的严格要 求,大大提高了铸坯的质量,而且在温度、成分及时间节奏的匹配上起到了重要的协调和 完善作用,定时、定温、定品质地提供连铸钢水,成为稳定连铸生产的因素。第二,与调 整产品结构,优化企业生产的专业化进程紧密结合,提高产品的市场竞争力。
16.4炉外精炼技术的发展趋势
当前炉外精炼技术的主要发展趋势是:
8
1 绪 论
(1)多功能化。多功能化是指由单一功能的炉外精炼设备发展成为多种处理功能的设 备和将各种不同功能的装置组合到一起,建立综合处理站。如LF-VD、CAS-OB、 IR-UT、RH-OB、RH-KTB装置中分别配备了喂合金线(铝线、稀土线)、合金包芯线 (Ca-Si、Fe-B等)等装置。这种多功能化的特点,不仅适应了不同品种生产的需要, 提高了炉外精炼设备的适应性,还提高了设备的利用率、作业率,缩短了流程,在生产中 发挥了更加灵活、全面的作用。
(2)提高精炼设备生产效率和二次精炼比。表1-4给出了常用二次精炼设备生产效率 的比较。影响二次精炼设备生产效率的主要因素是:钢包净空高度、吹氫强度和混匀时 间、升温速度和容积传质系数以及冶炼周期和包衬寿命。
表L4常用二次精炼设备的生产效率
|
精炼设备 |
钢包净空 高度/mm |
吹敏(Ar)流量 /L ∙ ( min ∙ t) -1 |
混匀时间 /s |
升温速度 /1 ∙ min-l |
容积传质系数 ∕cm3 ∙ s~* |
精炼周期 /min |
钢包寿命 /次 |
|
CAS - OB |
150 ~250 |
6-15 |
60-90 |
5~12 |
15 -25 |
60~l∞ | |
|
LF |
5OO~6OO |
2∞~350 |
3 -4 |
45 -80 |
35 -70 | ||
|
VD |
600 ~800 |
0. 25 ~0. 50 |
300 ~500 |
— |
25 -35 |
17-35 | |
|
VOD |
1000-1200 |
2.4~4.0 |
160-400 |
0. 7-1.0 |
60~90 |
40 ~60 | |
|
RH |
150 ~300 |
5 ~7 |
120-180 |
— |
0.05 ~0.50 |
15 -25 |
底部槽420 ~ 740 升降管75 ~ 120 钢包80 ~ 140 |
显然RH和CAS是生产效率比较高的精炼设备,一般与生产周期短的转炉匹配使用。
为了提高二次精炼的生产效率,近几年国外采用了以下技术:
1)提高反应速度,缩短精炼时间技术。如RH通过提高吹氫强度,扩大下降管直径, 顶吹供氧等技术,使容积传质系数从0. 15crη3/s提高到0.3cm3/s,可缩短脱碳时间3min。 AOD采用顶供氧技术后,升温速度从7P/min提高到17.5tC/min,脱碳速度从O. 055%/min 上升到0.087%/min;平均降低电炉电耗78kW ∙ h∕to
2)采用在线快速分析钢水成分,缩短精炼辅助时间技术。将元素的分析周期从5min 降至2. 5min, 一般可节约辅助时间5 ~8mino
3)提高钢包寿命,加速钢包周转技术。二次精炼钢包的寿命和炉容量有关。美国 WPSC钢厂,290t转炉配CAS-OB生产LCAK钢板,采用以下技术提高钢包寿命:①包衬 综合砌筑,根据熔损机理对易熔损部位选择合适的耐火材料;②关键部分采用高级耐火材 料,如包底钢流冲击区采用高铝砖(w(A12O3) ⅛96. 3%),寿命可提高20 ~30炉;③每 个包役对侵蚀严重部位(如渣线和钢水冲击区)进行一次修补。采用上述工艺后,平均包 龄从60炉提高到120炉,最高包龄达到192炉,降低耐火材料总成本的20%。
4)采用计算机控制技术,提高精炼终点命中率。二次精炼的自动化控制系统,通常 包括以下功能:①精炼过程设备监控与自动控制;②精炼过程温度与成分在线预报;③数 据管理与数据通讯;④车间生产调度管理。
5)扩大精炼能力技术。北美新建的短流程钢厂,生产能力一般为120 ~ 200万吨/年, 多数采用一座双炉壳电炉或竖炉电炉,平均冶炼周期为45 ~55min。为了提高车间的整体 生产能力,采用1台电炉配2台LF (或1台LF、1台CAS),平均精炼周期达到20min,
复习思考题
9
以保证炼钢车间的整体能力。
(3)炉外精炼技术的发展不断促进钢铁生产流程优化重组、不断提高过程自动控制和 冶金效果在线监测水平。例如:LF精炼技术促进了超高功率电弧炉生产流程的优化; AOD、VOD实现了不锈钢生产流程优质、低耗、高效化的变革等。
目前炉外精炼技术已发展成为门类齐全、功能独到、系统配套、效益显著的钢铁生产 主流技术,发挥着重要的作用。但炉外精炼技术仍处在不断完善与发展之中。未来炉外精 炼技术装备发展应注重将更新现有工艺装备与研发新一代技术相结合。在完善炉外精炼技 术现有功能的基础上,开发新一代相关工艺控制软件和配件,掌握关键核心技术,形成自 主的过程控制技术。
复习思考题
1-1何谓炉外精炼,炉外精炼技术的主要发展原因是什么?
1 -2炉外精炼的任务是什么,一般要求炉外精炼设备具备哪些功能?
1-3对精炼手段有何要求,炉外精炼常用的手段有哪些?
1-4精炼设备通常可分为哪几类?
1 -5炉外精炼技术有何特点?
ɪ -6简述当前炉外精炼技术的主要发展趋势。
2炉外精炼的理论与技术基础
2.1顶渣控制
2.1.1挡渣技术
在出钢过程后期,当炉内钢水降低至一定深度时,出钢口上方的钢水内部会产生漩 涡,它能将表面的炉渣抽引至钢包中。此外,在出钢临近结束时,也会有炉渣随着钢水流 进钢包内。这个过程被称为出钢带渣或下渣。
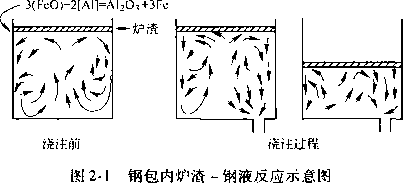
做好出钢时的挡渣操作,尽可能地减少钢水初炼炉的氧化渣进入钢包内是发挥精炼渣 精炼作用的基本前提。因为在氧气转炉或电弧炉炼钢终点的炉渣中,含有诸如Fe,0、 SiO2、P2O5和MnO等氧化物,其中FeQ的含量通常在15% ~25%,这些氧化物不稳定, 当与脱氧的钢水接触时(如图2-1所示),尤其在搅拌操作过程中与脱氧钢水充分混合时, 这些氧化物对钢中溶解的铝有氧化作用,会降低钢水的酸溶铝含量,易造成钢水回磷现 象。这些活性氧化物也会增加钢水中的氧活度,从而阻碍其他精炼过程,如脱硫等。此 外,在钢包内,由于温度不均匀会造成钢水的自然对流,浇注开始后会引起钢水的流动, 炉渣中的FeQ与钢水中的[Al]、[Si]等发生反应,生成的AUO3、Si。2等会被钢水流带 入到内部,从而成为钢中的非金属夹杂物。
为消除或把带入钢包内的渣量降至最低,目前用于工业生产的挡渣技术有:
(1)挡渣球。此项技术简单易行,但由于受出钢口形状和挡渣球停留位置的影响,一 般挡渣效果不够理想。
(2)浮动塞挡渣。由于在塞的下端带有尾杆,可以随钢流引入出钢口内,挡渣塞停留 位置较准,效果要优于挡渣球。
(3)气动吹气挡渣塞。主要利用气缸快速推动塞头,使之对准出钢口,利用从塞头喷 射出的高速气体切断渣流,并靠气体动压托住炉内残留炉渣。由于不受出钢口形状变化影 响并对位较准,因而认为该法挡渣效果较好。
2. 1顶渣控制
11
(4)虹吸出钢口挡渣。此种出渣方式存在着出钢口的维护和更换问题,但其效果优于 前述几种形式。不仅挡渣效果极好,而且还可以基本消除开始出钢时的溢渣和出钢终了短 时间下渣现象。
(5)偏心炉底出钢。此种方式主要用于电弧炉,挡渣效果好,可实现无渣出钢和留钢 留渣操作,目前已在电弧炉上广泛应用。
炉渣的流动性和渣量对挡渣效果有重要的影响,为了减少下渣量,应尽量减少渣量, 并降低终点炉渣的流动性。目前挡渣较好的钢厂,出钢后其钢包内的渣层厚度可以控制在 30 - 50mm o
2.1.2顶渣改质
钢包顶渣(覆盖渣)主要由转炉出钢过程中流入钢包的炉渣和铁合金脱氧产物所形成 的渣层组成。当转炉内的渣大量流人钢包时,所形成的覆盖渣氧化性高,渣中FeO+MnO 含量会达到8% ~30%;当转炉渣流入钢包的量较少时,会因为硅铁脱氧产物Si0?在渣中 比例增大而造成覆盖渣碱度降低,甚至覆盖渣碱度小于2. Oo
钢包顶渣改质是当今炼钢行业普遍应用的一种钢包顶渣调质工艺,对钢包顶渣脱氧并 改变其成分,降低氧化性。
顶渣改质的目的:①适当提高覆盖渣碱度;②降低覆盖渣氧化性;③改善覆盖渣的流 动性;④适当提高夹杂物去除率。
顶渣改质的方法:主要是在转炉出钢过程中向钢包内加入改质剂(或称脱硫剂、脱氧 剂等),利用钢水的流动冲刷和搅拌作用促进钢-渣反应并快速生成覆盖渣。
顶渣改质剂种类:通常采用CaO - CaF2、CaO - Al2O3 -Al和CaO - CaC2 - CaF?等 系列。
顶渣改质后,碱度大于3. O或3. 5,甚至大于5,渣中(Feo+MnO)含量低于2%~5%。
据马春生教授的文献介绍,本钢开发的钢包顶渣改质剂(见表2-1),具有很强的脱 氧能力,撒到渣面上后能迅速铺开、熔化,形成高黏度、低熔点、还原性渣,并具有较强 吸附AUOs夹杂的能力。顶渣改质剂加入量为0.5 ~1. OkgA,根据下渣量的多少适当调整。
表2-1顶渣改质剂的理化指标
|
w∕% |
粒度/mm | |||||||
|
CaO |
Al2O3 |
MgO |
SiO2 |
CaF2 |
烧减 |
金属铝 |
H2O | |
|
20-40 |
10-25 |
5 ~8 |
2 ~4 |
4-7 |
8 -IO |
25 -50 |
≤0. 5 |
15 -20 |
对于不同精炼目的,应有其最佳顶渣成分。例如,为了深度脱氧及脱硫,应该使渣碱 度R达到3~5 (R=W(CaO)/W(SiO2)), W(EFeO) <0. 5% ,而且使渣的曼内斯曼指数M = æ∕w( Al2O3) =0.25 ~0.35o对于低铝镇静钢,采用Cao饱和的顶渣与低铝(w[Al]( 0. 005% )钢水进行搅拌,使最终的氧活度不大于0.0005%。最佳顶渣成分如表2-2所示。
表2-2炉外精炼的最佳顶渣成分
|
精炼目的 |
炉外精炼最佳顶渣成分w/% | ||||
|
CaO |
可2。3 |
SiO2 |
MgO |
FeO | |
|
脱硫 |
50-55 |
20~25 |
10~15 |
_____W5 |
<0.5 |
2 炉外精炼的理论与技术基础
续表2-2
|
精炼目的 |
炉外精炼最佳顶渣成分婚/% | ||||
|
CaO |
■2。3 |
SiO2 |
MgO |
FeO | |
|
脱氧- |
50~55 |
10-15 |
10-15 |
W5 |
<0.5 |
|
脱磷 |
45 -55 |
(MnO) 6 |
(SiO2+P2O5) 6-IO |
Na2O 22,约 4 |
30 ~40 |
2.2渣 洗
所谓渣洗,就是由炼钢炉初炼的钢水再在钢包内通过钢液对合成渣的冲洗,进一步提 高钢水质量的一种炉外精炼方法。渣洗的主要目的是降低钢中的氧、硫和非金属夹杂物含 量,可以把皿0]降至0.002%、w[S]降至0.005%;为使渣洗能够获得满意的效果, 渣量一般为钢液质量的6% ~7%o
合成渣有液态渣、固态渣和预熔渣。根据液态合成渣炼制的方式不同,渣洗工艺可分 为异炉渣洗和同炉渣洗。所谓异炉渣洗就是设置专用的炼渣炉,将配比一定的渣料炼制成 具有一定温度、成分和冶金性质的液渣,出钢时钢液冲进事先盛有这种液渣的钢包内,实 现渣洗。同炉渣洗就是渣洗的液渣和钢液在同一座炉内炼制,并使液渣具有合成渣的成分 与性质,然后通过出钢最终完成渣洗钢液的任务。异炉渣洗效果比较理想,适用于许多钢 种,然而工艺复杂,生产调度不便,且需一台炼渣炉相配合。同炉渣洗效果不如异炉渣 洗,只用于碳钢或一般低合金钢上,因此在生产上还是应用异炉渣洗的情况较多,通常所 说的渣洗也是指异炉渣洗。
将固体的合成渣料在出钢前或在出钢过程中加入钢包中,这就是所谓的固体渣渣洗工 艺。固态合成渣有机械混合渣、烧结渣。机械混合渣制备是指直接将一定比例和粒度原材 料进行人工或机械混合,或者直接将原材料按比例加入钢包内;机械混合渣价格便宜、使 用方便,但熔化速度慢望成分不均匀、易吸潮。烧结渣制备是指将原料按一定比例和粒度 混合后,在低于原料熔点的情况下加热,使原料烧结在一起的过程;烧结渣成分较机械混 合渣均匀、稳定,但由于烧结渣密度小,气孔多,易吸气。
预熔渣制备是指将原料按一定比例混合后,在专用设备中利用高温将原料熔化成液 态,冷却后再用于炼钢精炼过程;预熔渣生产方法有竖炉法,电熔法等;采用竖炉法,熔 化温度低,产品纯度低;采用电熔法,熔化温度高,产品纯度高,适于纯净钢冶炼使用, 但成本高。预熔型精炼渣具有熔化温度低,成渣速度快,脱硫效果十分稳定等特点,国内 外实践证明,不同操作条件下,转炉出钢采用预熔渣渣洗的脱硫率可以达到30% ~50%。
2.2.1合成渣的物理化学性能
为了达到精炼钢液的目的,合成渣必须具有较高的碱度、高还原性、低熔点和良好的 流动性;此外要具有合适的密度、扩散系数、表面张力和导电性等。
2. 2. 1. 1 成分
合成渣主要有Cao-Al2 O3系,Cao-Sio2-Au03系,Cao-Sio2-CaF2系等。目前常
2.2 渣 洗
13
用的合成渣系主要是Cao-Al2O?碱性渣系,化学成分大致为:50% ~55%CaO、40% ~ 45% Al2O3, ≤5%SiO2λ < 1% FeO0 由此可知,CaO-Al?5合成渣中,w( CaO)很高, CaO是合成渣中用于达到冶金反应目的的化合物,其他化合物多是为了调整成分、降低熔 点而加入。W(FeO)较低,因此对钢液的脱氧、脱硫有利。除此之外,这种渣的熔点较 低,一般波动在1350~1450cC之间,当"(AI2O3)为42%~48%时最低。这种熔渣的黏度 随着温度的改变,变化也较小。当温度为1600 ~ 1700K时,黏度为0. 16~0.32Pa ∙ s;当 温度低于1550七时仍保持良好的流动性。这种熔渣与钢液间的界面张力较大,容易携带夹 杂物分离上浮。但当渣中W(SiO2)和"(FeO)增加时,将会降低熔渣的脱硫能力,然而 Si02是一种很好的液化剂,如不超过5%,对脱硫的影响不大。表2-3为几种常用合成渣 的成分。
表2-3渣洗用合成渣的成分
|
渣类型 |
主要成分w∕% |
R |
w (CaO)u /% |
使用 场合 | |||||||
|
CaO |
MgO |
SiO2 |
Al2O3 |
FeO |
Fe2O3 |
CaF2 |
S | ||||
|
电炉渣 |
42-58 |
11 ~21 |
14-22 |
9 ~20 |
0∙4~0.8 |
0.05 ~0. 20 |
1.0-5.0 |
0. 2 ~0. 3 |
29.96 |
炉内 | |
|
石灰-黏土渣 |
51.0 |
1.88 |
19.0 |
18.3 |
0.6 |
0. 12 |
3.0 |
0.48 |
3.64 |
11.54 |
包内 |
|
石灰-黏土合成渣 |
5L65 |
1.95 |
17.3 |
19.9 |
0.34 |
— |
— |
0.04 |
2.07 |
11.28 |
炉内 |
|
石灰-黏土合成渣 |
50.91 |
3.34 |
16. 14 |
22.27 |
0. 52 |
— |
— |
0. 18 |
2. 82 |
13.34 |
包内 |
|
石灰-氧化铝合福^ |
50.95 |
1.88 |
4.02 |
40.66 |
0. 36 |
— |
— |
0.12 |
2.02 |
23.78 |
炉内 |
|
石灰-氧化铝合成渣 |
48.94 |
4.0 |
6.5 |
37. 83 |
0.74 |
— |
— |
0.62 |
2.02 |
21.66 |
包内 |
|
脱氧渣 |
57.7 |
5 ~8 |
13.4 |
6.0 |
1.78 |
1.06 |
9.25 |
0. 54 |
3.5 |
38.59 |
包内 |
|
自熔混合物 |
40-50 |
— |
9~12 |
22~26 |
— |
— |
— |
— |
3.8~5. 1 |
17.87 |
包内 |
渣洗目的不同,选用的合成渣系也不同:为了脱氧、脱硫多选用Cao-CaF2碱性渣 系,成分为 45% ~55% CaO、10% ~20% CaF2^ 5% ~ 15% Al 和 0 ~ 5% SiO?;如果不需脱 硫,只需去除氧化物夹杂,合成渣可以有较多的Al?03和Si0?;对于有特殊要求的还可以 选用特殊的合成渣系,如CaO - SiO2中性渣等。
当无化渣炉时也可以使用发热固态渣代替液态合成渣,其配方为:12% ~ 14%铝粉, 21% ~24%钠硝石,20%萤石,其余为石灰。合成渣用量约为钢水量的4%。
因所列各合成渣中Si0?含量差别较大,各种渣碱度R的定义如下:
用于石灰-黏土渣:
d n⅛0 + nMgO - 71AI2O3
K二................ (Z -丄丿
nSiO2
用于石灰-氧化铝渣:
R。+"MeO-2⅛⅛ (2-2)
nSiO2
上两式中,几代表下角标成分的物质的量。
用于自熔性混合物:
R _ —(Cat)) +0.7-(Mgo) (2 -3)
=0. 94w(SiO2) +0. 18w( Al2O3) < -丿
除可用碱度表示合成渣的成分特点外,还可用游离氧化钙量小(CaC)),,来表示能参与冶
14
2 炉外精炼的理论与技术基础
金反应的氧化钙的数量,其计算式如下:
w(CaO)u =w(CaO) +1.4w(Mg0) -1.86w(SiO2) -0. 55w(Al2O3) (2 -4)
2. 2. 1. 2 爆点
在钢包内用合成渣精炼钢水时,渣的熔点应当低于被渣洗钢液的熔点。合成渣的熔 点,可根据渣的成分利用相应的相图来确定。
在 Cao-AI2 O3 渣系中,当"(AL。?)为 48% ~56% 和切(Cao)为 52% ~44% 时,其熔 点最低(1450 ~ 1500七)。当这种渣存在少量Si0?和MgO时,其熔点还会进一步下降。 Si02含量对Cao-AI2。3系熔点的影响不如MgO明显。该渣系不同成分合成渣的熔点见表 2-4o当"(CaO)∕"(AUO3) =1∙O~L 15时,渣的精炼能力最好。
当Cao-Al203 -&02三元渣系中加入6% ~ 12%的MgO时,就可以使其熔点降到 1500七甚至更低一些。加入CaF2、Na3AlF6, Na2O,凡0等也能降低熔点。
Cao-SiO?-Al2 O3-MgO渣系具有较强的脱氧、脱硫和吸附夹杂的能力。当黏度一定 时,这种渣的熔点随渣中W(Cao+MgO)总量的增加而提高(见表2-5)。
表2-4不同成分的Cao-Au03渣系合成渣的熔点
|
成分w/% |
熔点/七 | |||
|
CaO |
公2。3 |
SiO2 |
MgO | |
|
46 |
47.7 |
6.3 |
1345 | |
|
48.5 |
41.5 |
5 |
5 |
1295 |
|
49 |
39.5 |
6.5 |
5 |
1315 |
|
49.5 |
43.7 |
6.8 |
1335 | |
|
50 |
50 |
1395 | ||
|
52 |
41.2 |
6.8 |
1335 | |
|
56~57 |
43 -44 |
1525 ~1535 | ||
表2-5不同成分的Cao-SiO2 -—03 -MgO渣系合成渣的熔点
|
成分w/% |
熔点/七 | |||||
|
CaO |
MgO |
CaO + MgO |
SiO2 |
Al2O3 |
CaF2 | |
|
58 |
10 |
68.0 |
20 |
5.0 |
7.0 |
1617 |
|
55.3 |
9.5 |
65.8 |
19.0 |
9.5 |
6.7 |
1540 |
|
52.7 |
9. 1 |
61.8 |
18.2 |
13.7 |
6.4 |
1465 |
|
50.4 |
8.7 |
59.1 |
17.4 |
17.4 |
6.1 |
1448 |
2. 2.1. 3 流动性
用作渣洗的合成渣,要求有较好的流动性。在相同的温度和混冲条件下,提高合成渣 的流动性,可以减小乳化渣滴的平均直径,从而增大渣-钢间的接触界面。
在炼钢温度下,不同成分的CaO-AI203渣的黏度如表2-6所示。有研究认为,温度为 1490~1650七,w(CaO)⅛54% ~56% , w( CaO)Λ√ AUO3) = L 2 时,该渣系合成渣的黏 度最小。加人不超过10%的CaF?和MgO,也能降低渣的黏度。对于大部分合成渣,在炼 钢温度下,其黏度小于0∙2Pa ∙ s。
2.2渣 洗
15
表2-6不同成分的CaO-AIZ5渣的黏度
|
成分w/% |
不同温度(七)下渣的黏度/Pa . s_____________ | |||||||
|
SiO2 |
Al2O3 |
CaO |
15∞ |
1550 |
1600 |
1650 |
1700 |
1750 |
|
— |
40 |
60 |
— |
— |
— |
0. 11 |
0.08 |
0.07 |
|
— |
50 |
50 |
0. 57 |
0. 35 |
0. 23 |
0. 16 |
0. 12 |
0. 11 |
|
— |
54 |
46 |
0.60 |
0. 40 |
0. 27 |
0.20 |
0. 15 |
0. 12 |
|
10 |
30 |
60 |
— |
0. 22 |
0. 13 |
0. 10 |
0. 08 |
0.07 |
|
10 |
40 |
50 |
0. 50 |
0. 33 |
0. 23 |
0. 17 |
0. 15 |
0. 12 |
|
10 |
50 |
40 |
— |
0. 52 |
0. 34 |
0. 23 |
0. 17 |
0. 14 |
|
20 |
30 |
50 |
— |
— |
0.24 |
0. 18 |
0. 14 |
0. 12 |
|
20 |
40 |
40 |
— |
0. 63 |
0. 40 |
0.27 |
0.20 |
0. 15 |
|
30 |
30 |
40 |
0. 92 |
0.61 |
0.44 |
0. 38 |
0. 24 |
0. 19 |
对于 Cao-MgO-Sio2-Al?。3 渣系(20% ~25% SiO2 ; 5% ~ 11% Al2O3; w (CaO)/ W(SiO2)=2.4~2.5),当"(CaO + MgO)为 63% ~ 65% 和 W(Mgo)为 4% ~ 8% 时,渣的黏 度最小(0.05~0.06Pa ∙ s)。随着MgO含量的增加,渣的黏度急剧上升,当w(Mgo)为 25%时,黏度达0.7Pa∙s°
对于炉外精炼,推荐采用下述成分的渣:50% ~55%CaO, 6% ~ 10% MgO, 15% ~ 20%SiO2, 8% ~ 15% Al2O3, 5.0% CaF2o 其中 SiO?、Al2O3, CaF?三组元的总量控制在 35% ~40% 之间。
2. 2. 1.4表面张力
表面张力也是影响渣洗效果的一个较为重要的参数。在渣洗过程中,虽然直接起作用 的是钢-渣之间的界面张力和渣与夹杂之间的界面张力(如钢-渣间的界面张力决定了乳 化渣滴的直径和渣滴上浮的速度,而渣与夹杂间的界面张力的大小影响着悬浮于钢液中的 渣滴吸附和同化非金属夹杂的能力),但是界面张力的大小是与每一相的表面张力直接有 关的。
渣中常见氧化物的表面张力见表2-7o
表2-7渣中常见氧化物的表面张力
|
氧化物 |
CaO |
MgO |
FeO |
MnO |
SiO2 |
Al2O3 |
CaF2 |
|
表面张力/N ∙ m-, |
0. 52 |
0. 53 |
0. 59 |
0. 59 |
0.40 |
0. 72 |
0.405 |
通常的熔渣都是由两种以上氧化物所组成,其表面张力可按式(2-5)估算: b*=σ∙∖∙ M +cr「%+… (2-5)
式中明——熔渣的表面张力;
σ1, σ2...组兀1和2的表面张力;
M , N1—^组元1和2的摩尔分数。
熔渣的表面张力受温度的影响,随着温度升高,表面张力减小。此外,还受到成分的 影响。在合成渣的组成中,Si0?和MgO会降低渣的表面张力。当W(Mgo)不超过3%时, 这种影响不很明显。在CaO(56%) -AI2O3(44%)渣中含有9%的Mgo时,表面张力由原 来的0.600 ~0.624N/m降低至IJ 0.520 ~0.550N/m。 SiO2对表面张力的影响就更为明显。例
16
2 炉外精炼的理论与技术基础
如,在上述组成的CaO-AI203渣中,当"(SiOQ为3%时,0=0. 575 ~ 0. 585N/m ;当 W(SiO2)为 9% 时,σ= 0.440 ~0. 484N∕mo
钢液的表面张力也受温度和成分的影响,随着温度的提高,表面张力下降。在炼钢温 度下,一般为1. 1 ~ L 5N/m。
熔渣与钢液之间的界面张力可按式(2-6)求得:
σm-8 =σ-π, -σ-s ∙ COS0 (2 -6)
式中σm-s——熔渣与钢液之间的界面张力,N/m;
σm, σ8——钢液和熔渣的表面张力,N/m;
cos0一钢渣之间润湿角的余弦。
选用的合成渣系要求Bmr要小。(TinT的值取决于温度和钢、渣的成分。如40CrNiMoA 钢与含CaO56%、Al2O344%的合成渣之间的界面张力,在1500七时为0. 92N∕m,而 1600工时为0.6ON/m。在相同温度下(如1560K ),不同钢种与上述组成的合成渣之间 Omf 值分别为:GCrl5 , 1.05N∕m; 30CrMnSiA, 0. 74N/m; 40CrNiMoA, 0. 61N∕mo 除炼 钢炉渣中常见的氧化物如FeO、FeZo3、Mnc)等会降低0∙ιπr值外,其他一些氧化物如 Na?0、凡0等也会降低渣钢间的界面张力。
CoSe由实验测定,其数值取决于钢和渣的成分与温度,并且温度的影响强于成分。例 如,30CrMnSiA 钢与 CaO(56%)-厶匕。3(44% )渣的 CoSe 由 1500七的 0. 5577 升到 1580K 的0.9553。而在相同温度下,不同钢种或不同成分的熔渣间的CoSe的差别,一般不超 过5%。
2. 2. 1. 5 还原性
要求渣洗完成的精炼任务决定了渣洗所用的熔渣都是高碱度(α>2)、低"(FeO), 一般"(FeO) <0.3% ~0. 8%0
2. 2.2渣洗的精炼作用
'合成渣是为达到一定的冶金效果而按一定成分配制的专用渣料。使用合成渣可以达到 以下效果:强化脱氧、脱硫、脱磷;加快钢中杂质的排除、部分改变夹杂物形态;防止钢 水吸气;减少钢水温度散失;形成泡沫性渣达到埋弧加热的目的。
目前渣洗使用的合成渣主要是为提高夹杂物的去除速度,降低溶解氧含量,提高脱硫 率,加快反应速度而配制的。.
2. 2. 2. 1 合成渣的乳化和上浮
盛放在钢包中的合成渣在钢流的冲击下,被分裂成细小的渣滴,并弥散分布于钢液 中。粒径越小,与钢液接触的表面积越大,渣洗作用越强。这必然使所有在钢渣界面进行 的精炼反应加速,同时也增加了渣与钢中夹杂接触的机会。乳化的渣滴随钢流紊乱搅动的 同时,不断碰撞合并长大上浮。
在钢包内,钢液中已乳化的渣滴,随钢流紊乱搅动的同时,不断碰撞、合并、长大和 上浮。用斯托克斯(StOCkeS)公式描述渣滴上浮速度显得过于粗糙。E. B. Kocra;IeHKO提 出计算乳化渣滴在平静介质中上浮速度的公式:
2. 2 渣 洗
17
式中 d——乳化渣滴的直径;
Pm-P,—钢、渣密度差;
g——重力加速度;
W——介质阻力系数,由雷诺数查相应的曲线而确定。
在保证脱氧和去除夹杂的前提下,适当增大渣滴直径,有利于提高乳化渣滴的上浮 速度。
2. 2. 2. 2 合成渣•脱氧
由于熔渣中的W(FeO)远低于钢液中矶0]平衡的数值,即矶0]>a也戸0,因而钢 液中的[0]经过钢-渣界面向熔渣滴内扩散,而不断降低,直到MO]=a冋品的平衡 状态。
当还原性的合成渣与未脱氧(或脱氧不充分)的钢液接触时,钢中溶解的氧能通过扩 散进入渣中,从而使钢液脱氧。
当渣洗时,合成渣在钢液中乳化,使钢渣界面成千倍地增大,同时强烈地搅拌,都使 扩散过程显著地加速。
根据氧在钢液与熔渣间的质量平衡关系,即钢液中排出的氧量等于进入熔渣的氧量, 可得出:
IoO(W[ 0]0 - w[ 0] ) = [w( FeO) — w(FeO)0 ] ×^×m 式中w[O]o, "(FeO)。——钢液中的氧及熔渣中的FeO的初始质量分数; m..渣量,% (钢液质量的百分数)o
w(FeO)
九0l0
解上述方程,可得出脱氧所需的合成渣量:
_ (W [0]o j[。]) x7200 XyFeOZO _
16{w[0]-九OW(Feo)也| 〈 P
式中 怠。--渣中FeO的活度系数;
L0—氧在钢液与熔渣中的分配系数,lg∕ω=-翠+0.734 (当(Feo)采用质 量1%溶液标准态时)。
根据合成渣脱氧过程速率的限制环节是钢液中[0]的扩散,则有:
=βθ * ɪ ■ i wfθ] -αFeOiO I (2-9)
式中-吗奠——钢液中氧含量的变化速率;
β0——氧在钢液中的传质系数;
4——渣钢界面积;
U—钢液的体积。
〜。可用矶0]的函数式表示:
c⅛o = ∣w (FeO)0 + (w [O]o -w[0]) x^^}・启。
18
2 炉外精炼的理论与技术基础
将上式代入式(2-9),分离变量后,积分得:
w [O]o-b∕a at O
Ig "[O]-b∕α F (2-10)
式中,a =β0 ∙ y • (1 +3胃黑"。);b =6。∙ ʌ 。启0厶• {" (Feo)O +^^W [0h}。
由式(2-10)可计算脱氧t秒后钢液中氧含量为多少,也可由此得出将钢液中的氧 降到要求的水平需要多长时间。
由上述分析可知,降低熔渣的Aeo及增大渣量,可提高合成渣的脱氧速率。
2.2. 2. 3 夹杂物的去除
图2-2为钢中夹杂物进入熔渣并被吸收溶解的示意图。从中可见,夹杂物(如脱氧产 物)在钢液-熔渣界面完全进入熔渣前,其与熔渣之间被钢液薄膜包裹。夹杂物进入熔渣 过程的自由能变化可由下式来表示:
ΔGβ =4ττr2σi.s +ΔG -4πr2σm-i - n4ττ (r +δ)2σm,s (2 - 11)
式中ΔGs——夹杂物进入熔渣的自由能变化,J;
r——夹杂物颗粒半径,m;
σi.s——夹杂物与熔渣间的界面张力,N/m;
ΔG—-夹杂物溶解于熔渣的自由能变化,J;
%.一,—-钢液与夹杂物间的界面张力,N/m;
〃——钢液薄膜破裂前夹杂物与其接触的表面所占的比例;
6n一,——钢液与熔渣间的界面张力,N/m。
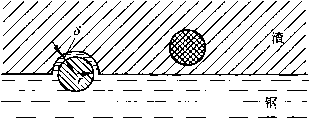
图2-2钢中夹杂物排入熔渣示意图
在夹杂物进入熔渣的过程中,式(2-11)中的"值相应地从0变到1。当夹杂物进 人熔渣前,钢液面会发生弯曲(曲率半径为r+6),当夹杂物进入熔渣后,钢液面又会变 平,所以有:
ΔGβ = 4πr2σi.a + ΔG - 4ττr2σm.i - 4ττr2σm.a ndn
J 0
=4τrr2σi^s +AG- 4ιrr2σm-i - 2τrr2σm.8
ɪ - 2πr2(2σra,i + am_, - 2σ-i,s) + ΔG (2-12)
当AG <0时,即有:
AZ-2m2(2σ∙m ,+αm「20■一)<0 (2-13)
此时夹杂物进入熔渣的过程是自发进行的。
如果考虑界面能的作用,夹杂物应首先进入熔渣,然后再在熔渣中进行溶解,这时可 以忽略溶解过程自由能的变化而仅考虑界面能的变化,得到:
2.2渣 洗
19
4τrr2^σ-i-s -σm-i -yσm^8j <0 (2 -14)
可见,当。一越小,%,一和仁一越大,夹杂物颗粒尺寸越大时,脱氧产物进入熔渣的自发 趋势越大。
渣洗过程中夹杂物的去除,主要靠两方面的作用:
(1)钢中原有的夹杂物与乳化渣滴碰撞,被渣滴吸附、同化而随渣滴上浮排除。渣洗 时,乳化了的渣滴与钢液强烈地搅拌,这样渣滴与钢中原有的夹杂,特别是大颗粒夹杂接 触的机会就急剧增加。由于夹杂与熔渣间的界面张力0一远小于钢液与夹杂间的界面张力 σm.i,所以钢中夹杂很容易被与它碰撞的渣滴所吸附。渣洗工艺所用的熔渣均是氧化物熔 体,而夹杂大都也是氧化物,所以被渣吸附的夹杂比较容易溶解于渣滴中,这种溶解过程 称为同化。夹杂被渣滴同化而使渣滴长大,加速了渣滴的上浮过程。渣洗精炼时,乳化的 渣滴对钢中夹杂物的吸收溶解作用,由于渣滴分布在整个钢液内部而大大加速。
(2)促进了脱氧反应产物的排出,从而使钢中的夹杂数量减少。在出钢渣洗过程中, 乳化渣滴表面可作为脱氧反应新相形成的晶核,形成新相所需要的自由能增加不多,所以 可以在不太大的过饱和度下脱氧反应就能进行。此时,脱氧产物比较容易被渣滴同化并随 渣滴一起上浮,使残留在钢液内的脱氧产物的数量明显减少。这就是渣洗钢液比较纯净的 原因。
2. 2. 2.4 合成渣脱硫
脱硫是合成渣操作的重要目的。如果操作得当,一般可以去除硫50% ~80%o
在渣洗过程中,脱硫反应可写成:
[S] + ( CaO) ■( CaS) + [ 0]
对铝脱氧钢水,脱硫反应为:
3 (CaO) +2[A1] +3[S]^=( Al2O3) +3( CaS)
脱硫产物(包括脱氧产物)与钢水之间硫的分配系数厶=W(S)/"[S]可用式(2-15)计算得到(可参考梶冈博幸的文献):
IgLS =IgCs +⅛∕s -/IgaAl2¾ +ylg»[Al]s% + 红笋-5. 703 (2 -15)
式中Cs—熔渣的硫容量(渣-气硫容量),它是熔渣中硫的"(S)与脱硫反应中氧分 压和硫分压平衡的关系式,即CS=W(S)%(p。/ps2)i",能表示出熔渣容纳或 吸收硫的能力;
Λ-钢水中硫的活度系数;
a也。3——脱硫产物(包括脱氧产物)中A⅛03的活度;
"[A1],%——脱氧、脱硫后钢水中的酸溶铝百分含量(下标%,表示质量百分数);
T—钢水渣洗温度,Ko
随着钢中铝含量的增高,硫的分配系数厶增大。这是因为钢中只有强脱氧物质如铝 及钙存在时,才能保证钢水的充分脱氧,而只有钢水充分脱氧时,才能保证合成渣脱硫的 充分进行。加铝量的多少对LS的影响极大。例如当W(CaO) =40%时,w[Al] =0.01%, W(S)∕w[S] =10,而当萩 Al] =0.05%, w(S)∕w[S] ⅛60o 在 W(CaO)=50% 时,w[Al]= 0.01% , w(S)∕w[S] ⅛60,当 w[ Al] =0.05% 时,w(S)∕"[S] =600。这个结果表明,渣
20
2 炉外精炼的理论与技术基础
成分的不同,用不同的铝量可以使脱硫有很大的差别。为了达到钢液充分脱硫,需要残余 铝量在0.02%以上。
渣的成分对硫的分配系数有很大的影响。表2-8为在石灰-氧化铝渣中,游离氧化钙 含量对硫分配系数的影响。有研究指出,当》;(Feo)Wo.5%和"(CaO)I,为25% ~40%时, 硫的分配系数最高(120-150) o随着Mz(FeO)的增加,硫的分配系数大幅度降低。
在钢包中用合成渣精炼钢液时,渣中"(SiO2+AkO3)的总量对厶有明显的影响(见 表2-9),由表2-9 可见,当"(Si。?+A⅛O3) =30% ~34% , w(FeO) <0.5% , w(MgO) < 12%时,可达到较高的厶值。
表2-8 在CaO-Al?O,渣中,不同W(Cao)Il对应的4值
|
______________渣成分-%______________ |
甸(CaO)U |
LS | |||
|
CaO |
Al2O3 |
MgO |
SiO2 | ||
|
56.00 |
44.00 |
— |
— |
31.80 |
180 |
|
55.45 |
43. 50 |
0. 99 |
— |
32. 84 |
204 |
|
52. 83 |
41.51 |
5.62 |
— |
37. 93 |
223 |
|
50. 00 |
39. 28 |
10.72 |
— |
43.40 |
210 |
|
54. 37 |
42. 72 |
— |
2.91 |
25.47 |
162 |
|
52. 83 |
41.51 |
— |
5.66 |
19. 43 |
133 |
|
51.37 |
40. 37 |
— |
8.26 |
13. 77 |
70 |
|
50.00 |
39. 28 |
— |
10. 72 |
8. 50 |
52 |
表2-9不同的W(Sio2+闵2。3)总■时的LS值
|
其他组元 |
分类 |
w( SiO2 + AI2 O3 ) /% | |||
|
<28 (26.5) |
28~29.9 (29) |
30~32(31) |
>32(34.03) | ||
|
W(MgO)W12% |
r« |
15 |
16 |
17 |
8 |
|
(10.78%) |
自(包中) |
(80.6) |
(86.6) |
(107.3) |
(120.0) |
|
w(MgO) >12% |
炉 数 |
32 |
37 |
13 |
6 |
|
(17. 0%) |
厶(包中) |
⑹∙2) |
(68.4) |
(73.8) |
(65.7) |
|
w(FeO)≤0.5% |
炉 数 |
7 |
12 |
7 |
4 |
|
(0.38%) |
LS (包中) |
(74) |
(82) |
(122) |
(100) |
|
w( FeO) >0. 5% |
炉 数 |
4 |
5 |
6 |
2 |
|
(0. 63%) |
厶(包中) |
54 |
65 |
91 |
94 |
注:括号内数字系平均值。
应尽量减少下渣量,因渣中的FeO能明显降低脱硫率。可采用挡渣出钢,或先除渣再 出钢,或采用炉底出钢技术。用脱氧剂(如硅铁、硅毓合金、硅铝额合金)进行钢水沉淀 脱氧,用脱硫精炼渣进行出钢过程炉渣改质和渣洗脱硫,若转炉终渣没有进入大包,脱硫 剂对钢水有很强的脱硫作用。若转炉炉后下渣控制手段比较简单(如投放挡渣球挡渣), 转炉下渣不可避免,这部分高氧化性炉渣与先期渣洗脱硫和脱氧的产物融合后成为大包顶 渣。大包顶渣与脱硫后的钢水持续接触,会降低钢水的酸溶铝含量,使顶渣中外也发生 改变,顶渣碱度明显降低,造成出钢渣洗过程达到的平衡状态发生改变,使渣-钢之间硫 的分配系数大幅度下降,这将导致已经进入渣相的硫重新向钢水释放。因此,必须在后续
2.3搅 拌
21
精炼工位进行变渣操作,迅速降低渣中氧化铁含量,提高炉渣碱度,重新提高顶渣与钢水 之间硫的分配系数。
如果要求w[S] <0.01%,为了取得最好的脱硫效果,包衬不应使用黏土砖,应使用
白云石碱性包衬。
炉渣的流动性对实际所能达到的硫的分配系数也有影响,如向碱度为3.4 ~ 3. 6的炉 渣中加入13% ~ 15%的CaF2,可将LS值提高到180 ~200。在常用的合成渣中,CaF2仅作 为降低熔点的成分加入渣内,而AUO3、$02等成分除了可以降低熔点外,可使熔渣保持 与钢中上浮夹杂物相似的成分,减小夹杂与渣之间的界面张力,使之更易于上浮。而采用 较高的温度保证硫在渣中能较快地传质更有意义。
加强精炼时的搅拌(如钢包吹铺:),可以加快脱硫、脱氧速度,将合成渣吹入钢液中 可以使脱氧、脱硫反应大大加快。通过喷粉将合成渣吹入钢液加快脱硫反应主要是合成渣 与钢液瞬间接触的结果。
脱硫时合成渣的用量及时间的计算式与前述脱氧的相同,可导出:
O [S]o -w[S]) ×100 Tn= —w(S) -w(S)0— 式中w(S)——熔渣内硫的质量分数,%,可由熔渣的硫容量求出; "(S)o..合成渣最初硫的质量分数,% O
(2-16)
2.3搅
拌
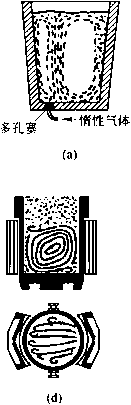
一般地说,搅拌就是向流体系统供应能量,使该系统内产生运动。为达到这个目的, 可以借助于气体搅拌、电磁搅拌、机械搅拌和重力引起的搅拌(如渣洗)等,而以气体搅 拌和电磁搅拌较为常见,如图2-3所示。气体搅拌,也称为气泡搅拌,所完成的冶金过程 称为气泡冶金过程。最常用的是在钢包底部装一块或几块透气砖(多孔塞),通过它可以 吹入气体。另外因为浸入式喷枪可靠,所以也常被采用。
2.3.1氮气搅拌
喷吹气体搅拌是一种应用较为广泛的搅拌方法。氨气是用来搅拌钢水的最普通的气 体,氮气的使用则取决于所炼钢种。因此喷吹气体搅拌主要是各种类型的吹氣搅拌。应用 这类搅拌的炉外精炼方法有:钢包吹氨、CAB、CAS、VD、LF、GRAF、VAD、VOD、 AOD、SL、TN等方法。下面结合氣气搅拌工艺对钢包吹氫精炼方法一并介绍。
2. 3. 1. 1钢包吹気精炼原理
氨气是一种惰性气体,吹入钢液内的氨气既不参与化学反应,也不溶解,纯氨内含 氢、氮、氧等量很少,可以认为吹入钢液内的鏡气泡对于溶解在钢液内的气体来说就像一 个小的真空室,在这个小气泡内其他气体的分压力几乎等于零。根据SieVertS定律,在一 定温度下,气体的溶解度与该气体在气相中分压力的平方根成正比。钢中的气体不断地向 氫气泡内扩散(特别是钢液中的氢在高温下扩散很快),气泡内的分压力增大,但是气泡 在上浮过程中受热膨胀,因而氮气和氢气的分压力仍然保持在较低的水平,继续吸收氢和 氮,最后随氣气泡逸出钢液而被去除。
22
2 炉外精炼的理论与技术基础
顺序控制
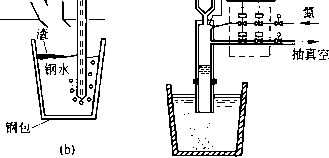
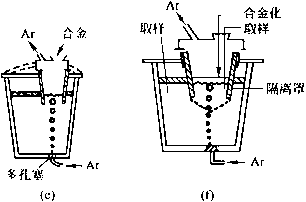
图2-3常用的搅拌清洗操作方法
(a)钢包底部气体搅拌;(b)浸人枪搅拌;(C)脉动搅拌(PM): (d)电磁感应搅拌; (e)加盖氫气搅拌(CAB); (f)密封氫气搅拌(CAS)
如果钢液未完全脱氧,钢液中有相当数量的溶解氧时,那么吹氫还可以脱除部分钢中 的溶解氧,起到脱氧和脱碳的作用。如果加入石灰、萤石混合物(CaO-CaF2)等活性 渣,同时以高速吹入氨气加剧渣-钢反应,可以取得明显的脱硫效果。
未吹氫前,钢包上、中、下部的钢水成分和温度是有差 别的,氫气泡上浮过程中推动钢液上下运动,搅拌钢液,促 使其成分和温度均匀,钢液的搅拌还促进了夹杂物的上浮排 除,同时又加速了脱气过程的进行。
钢包底吹氨条件下钢液中夹杂物的去除主要依靠气泡的 浮选作用,即夹杂物与气泡碰撞并黏附在气泡壁上,然后随 气泡上浮而被去除。夹杂物颗粒与小气泡碰撞并黏附于气泡 上的机制见图2-4。由图可见,一个夹杂物颗粒被气泡俘获 的过程可分解为几个单元过程:①夹杂物向气泡靠近并发生 碰撞;②夹杂物与气泡间形成钢液膜;③夹杂物在气泡表面 上滑移;④形成动态三相接触使液膜排除和破裂;⑤夹杂物 与气泡团的稳定化和上浮。在这几个单元过程中,夹杂物颗 粒与气泡的碰撞和黏附起核心作用。将一个夹杂物颗粒与气 泡碰撞的概率定义为碰撞概率Pc,夹杂物颗粒与气泡碰撞
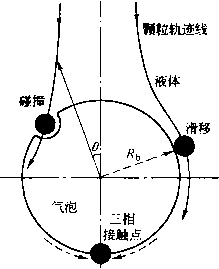
图2-4夹杂物颗粒与气泡碰撞 并黏附于气泡的示意图
2.3搅 拌
23
后黏附于气泡上的概率定义为黏附概率匕,黏附于气泡上的夹杂物重新脱离气泡的概率 为Pp。夹杂物颗粒被气泡俘获的总概率P为:
P=Pc ∙Pa • (1 -Pd) (2-17)
水模研究结果表明:当固体颗粒与液体的接触角6大于90。时,几乎所有到达气泡表 面的固体颗粒都能被气泡捕获,而且与接触角的大小无关。钢液中常见的脱氧产物可203 和Si0?与钢液的接触角分别为144。和115。,因此,像AI2O3和Si0?这样的夹杂物很容易黏 附在气泡上,其过程属于自发过程。它们的去除效率仅取决于夹杂物与气泡的碰撞概率 A,即:
p≈pc≡(⅛÷41F)(⅜)2∙ θ<^≤40° ST) 式中Reb—气泡雷诺数;
4,4—气泡直径和夹杂物直径。
显然,大颗粒夹杂物比小颗粒夹杂物更容易被气泡捕获而去除,而小直径的气泡捕获 夹杂物颗粒的概率比大直径气泡高。底吹氫去除钢中夹杂物的效率主要取决于氫气泡和夹 杂物的尺寸以及吹入钢液的气体量。采用高强度吹敏,只能使气泡粗化而达不到有效去除 夹杂物的目的。图2-5是不同流量下气泡的行为。可见氫气流量较小时,产生的气泡呈分 散的小气泡群;随着氫气流量增大,气泡开始聚集,甚至形成气泡袋。
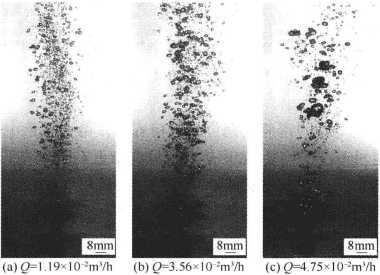
图2-5典型的底吹氨气泡行为图 (Q为氫气的标态流量)
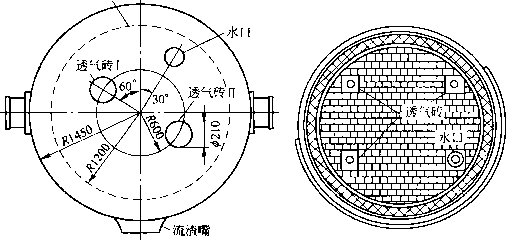
钢包弱搅拌和适当延长低强度吹氫时间,更有利于去除钢中夹杂物颗粒;对于大钢 包,可以增加底吹透气砖的面积,或使用双透气砖甚至多透气砖(如图2-6所示),或在 有限的吹氫时间内成倍地增加吹入钢液的气泡数量,可以降低透气砖出口处氨气表观流 速,从而减小透气砖出口处氫气泡的脱离尺寸。但水模实验指出,双透气砖吹氣产生的搅 拌功率有一部分会互相抵消。因此,在相同的鋼气消耗量下,采用单透气砖吹氫比双透气 砖吹錮能产生更大的搅拌能;所以:在实际生产中,容量小于IOOt的钢包炉大多采用单透 气砖吹氨。
可见,钢包吹氣的主要作用有:
24
2 炉外精炼的理论与技术基础
包内衬底线
(a) (b)
图2-6透气砖的位置
(a)两块透气砖的位置;(b)三块透气砖的位置
(1)调温。主要是冷却钢液。对于开浇温度有比较严格要求的钢种或浇注方法,都可 以利用吹氫将钢液温度降到规定的要求。
(2)混匀。在钢包底部适当位置安放透气砖,儘气喷入可使钢包中的钢液产生环流, 用控制氫气流量的方法控制钢液的搅拌程度。实践表明,吹氫搅拌可促使钢液的成分和温 度迅速趋于均匀。
(3)净化。搅动的钢液增加了钢中非金属夹杂物碰撞长大的机会。上浮的氣气泡不仅 能够吸收钢中的气体,还会黏附悬浮于钢液中的夹杂,将黏附的夹杂物带至钢液表面而被 渣层所吸收。
生产实践证明,脱氧良好的钢液经钢包吹氨精炼后,可去除钢中的氢15% ~40%,氧 3O%~5O%,夹杂总量可减少50%,尤其是大颗粒夹杂更有明显降低,而钢中的氮含量虽 然也降低,但不是特别稳定。钢包吹氫能够减少因中心疏松与偏析、皮下气泡、夹杂等缺 陷造成的废品,同时又提高了钢的密度及金属收得率等。
2. 3.1. 2 吹氢方式
(1)顶吹方式:从钢包顶部向钢包中心位置插入一根吹氫枪吹氫。吹氫枪的结构比较 简单,中心为一个通氨气的钢管,外衬为一定厚度的耐火材料。氨气出口有直孔和侧孔两 种,小容量钢包用直孔型,大包用侧孔型。插入钢液的深度一般在液面深度的2/3左右。 顶吹方式可以实现在线吹氨,缩短时间,但效果比底吹差。
(2)底吹方式:在钢包底部安装供气元件(透气砖、细金属管供气元件),儘气通过 底部的透气砖吹入钢液,形成大量细小的儘气泡,透气砖除有一定透气性能外,还必须能 承受钢水冲刷,具有一定的高温强度和较好的抗热震性,一般用高铝砖。透气砖的数量依 据钢包的大小可采用单块和多块布置,透气孔的直径为0」~0∙26mm。底吹氫时,在出钢 过程及运送途中都要通入氫气。一般设有两个底吹氫操作点,一个在炼钢炉旁便于出钢过 程中控制,另一个在处理站便于控制处理过程。这两点之间送氫气管路互相联锁和自动切 换,以保证透气砖不被堵塞。
2.3搅 拌
25
吹气位置不同会影响搅拌效果,水力学模型和生产实践都表明:吹气点最佳位置通常 应当在包底半径方向(离包底中心)的1/2 ~ 1/3处;此处上升的气泡流会引起水平方向 的冲击力,从而促进钢水的循环流动,减少涡流区,缩短混匀时间,同时钢渣乳化程度 低,有利于钢水成分、温度的均匀及夹杂物的排除。
采用底吹気比顶吹氨的设备投资费用高,但可以随时(全程)吹氣,钢液搅拌好,操 作方便,特别是可以配合其他精炼工艺,因此一般都采用底部吹氫的方法。顶吹只用来作 为备用方式(底吹出故障时)。吹儘站主体设备安装在钢水接受跨,通常一座转炉配一台 吹氫设备。
顶吹或底吹氫工艺流程:
转炉钢水T吹氫站取样、测温T
顶吹试棒—开通氫气一> 氫棒插入钢液
底吹接好吹氫管一►开吹-......

L测温一►确定是否加废钢及加入量一]
顶吹完毕抬棒T棒头出钢液面关氣气
底吹关闭氣气T卸掉氣气管....

l→钢包加保温剂T•吊包浇注
2. 3. 1. 3 影响钢包吹氢效果的主要因素
钢包吹氫精炼应根据钢液状态、精炼目的、出钢量等选择合适的吹氣工艺参数,如氣 气耗量、吹氫压力、流量与吹気时间及气泡大小等。
A氮气耗量的影响
为了达到预定的脱氢效果,通常把至少必需的吹氫量称之为脱氢临界供氫量。吹氫量 与脱氢量之间的关系式为:
Qχll2∕⅛ ∙(P/P,)J「」) (2-19)
∖w[HJf% w L ɪɪ J o% /
式中QAr...吹儘量,m3/t;
KH——脱氢反应[H]=l/2Hz(g)的平衡常数;
P...領气压力,Pa;
Pq——标准态压力,IoOkPa;
W [H]w—钢液最终含氢质量分数;
"[H]。%—钢液原始含氢质量分数。
吹氨量与脱氮量的关系式为:
ρ^8^∙^^(H⅛-⅛) (2-2。)
式中QAr...吹箱量,∏l3/t;
KN--脱氮反应[N]=l/2M(g)的平衡常数;
P...氣气压力,Pa ;
Pe——标准态压力,IOOkPa;
"[N],%——钢液最终含氮质量分数;
w [N]。%——钢液原始含氮质量分数。
26——
2 炉外精炼的理论与技术基础
表2-10为1600七、1大气压条件下,吹氫脱气的临界吹氫量(脱氢和脱氮所需的最 小吹気量)的理论计算值。
表2-10脱气的临界吹氮量
|
去除气体 |
原始含量/% |
最终含量/% |
平衡常数K |
临界吹氫量/m3•L∣ |
|
[HI |
7 ×10~4 |
2x10-4 |
27 X 10一4 |
3.02 |
|
6x10-4 |
3x10-4 |
27 X W4 |
1.37 | |
|
[N] |
0.010 |
0. 005 |
4x10-3 |
1.624 |
|
0. 004 |
0. OOl |
4x10-3 |
13. 53 |
由表2-10可见,脱氮和脱氢所需的吹氫量是相当大的。用多孔砖在短短的镇静时间 内吹入这样多的氣气量是有困难的,但是,如果真空与吹氨相结合,就可以收到十分显著 的效果。因为吹氫量与系统总压力成正比,抽真空可使系统总压力降低,因此吹氨量可以 显著减少。
由于溶解在钢液中的氮和气泡中小2远远不能达到平衡,钢包吹筑脱氮效果不如脱氢 明显。
从理论计算和生产实践得知,当吨钢吹儘量低于0.3π?/t时,籲气在包中只起搅拌作 用,而且脱氧、去气效率低,也不够稳定,并对改善夹杂物的污染作用也不大。根据不同 目的考虑耗氨量,一般在0.2~0.4m3/t。
B吹氫压力的影响
一般吹氣压力是指钢包吹氣时的实际操作表压,它不代表钢包中压力,但它应能克服 各种压力损失及熔池静压力。吹氟压力越大,搅动力越大,气泡上升越快。但吹氫压力过 大,気气流涉及范围就越来越小,甚至形成连续气泡柱,而且容易造成钢包液面翻滚激 烈,钢液大量裸露与空气接触造成二次氧化和降温,钢渣相混,被击碎乳化的炉渣人钢水 深处,使夹杂物含量增加,所以最大压力以不冲破渣层露出液面为限。压力过小,搅拌能 力弱,吹氣时间延长,甚至造成透气砖堵塞,所以压力过大过小都不好。合适的压力应能 克服各种压力损失和钢液静压力。即:
Pa, >P管阻+g+P渣+P例 (2-21)
式中PAT...吹氣压力(表压),Pa;
Pwa..管道压力损失,Pa;
- ——气泡形成克服表面能的压力损失,Pa; T
P渣,P^——分别为钢包内渣层与钢液静压力,Pa。
吹氣压力主要取决于j⅛,通常吹氨一次压力为0∙5 ~0.8MPa,二次压力为0.2 ~ 0. 5MPao理想的吹儘压力是使氫气流遍布整个钢包,氣气泡在钢液内呈均匀分布。
开吹压力也不宜过大,以防造成很大的沸腾和飞溅。压力小一些,氣气经过透气砖形 成的氨气泡小一些,增加气泡与钢液接触面积,有利于精炼。一般要根据钢包内的钢液 量、透气砖孔洞大小或塞头孔径大小和氫气输送的距离等因素,来确定开吹的初始压力。 然后再根据钢包液面翻滚程度来调整,以控制渣面有波动起伏、小翻滚或偶露钢液为宜。
2.3搅 拌
27
C流量和吹氮时间的影响
在系统不漏气的情况下,氫气流量是指进入包中的氫气量,它与透气砖的透气度、截 面积等有关。因此,氫气流量既表示进入钢包中的氫气消耗量,又反映了透气砖的工作性 能。在一定的压力下,如增加透气砖数量和尺寸,領气流量就大,钢液吹氫处理的时间可 缩短,精炼效果反而增加。根据不同的冶金目的,可采用不同的氨气流量:
吹錮清洗--均匀温度与成分,同时促进脱氧产物上浮;80~130I√mino
调整成分、化渣——促进钢包加入物的熔化;300 -450I√mino
氣气搅拌--加强渣-钢反应,在钢包中脱硫;450~ 900L/min。
氫气喷粉--氣气作载气吹入脱硫剂、Ca-Si粉等;900~1800I√mino
吹氫时间通常为5 ~12min,主要与钢包容量和钢种有关。吹氫时间不宜太长,否则温 降过大,对耐火材料冲刷严重。但一般不得低于3min,若吹氫时间不够,碳-氧反应未能 充分进行,非金属夹杂物和气体不能有效排除,吹氣效果不显著。
D氫气泡大小的影响
在吹氣装置正常的情况下,当氫气流量、压力一定时,氨气泡越细小、均匀及在钢液 中上升的路程和滞留的时间越长,它与钢液接触的面积也就越大,吹氣精炼效果也就越 好。透气砖的孔隙要适当的细小,孔隙直径在0.1 ~0. 26mm范围时为最佳,如孔隙再减 小,透气性变差、阻力变大。也应及时检修或完善组合系统的密封问题。在操作过程中, 为了获得细小、均匀的氫气泡,吹氫的压力一定要控制。
此外,钢液的脱氧程度也对钢包吹氫精炼的效果有影响。不经脱氧,只靠钢包中吹儘 来脱氧去气,钢中的残存氧可达0∙02%,也就是说,钢液仅靠吹氫不能达到完全脱氧的目 的。因此,钢液钢包吹氫精炼要在经过良好的脱氧处理后进行为宜。
2. 3. 1. 4 氢气攪拌钢包内钢液的运动
根据肖泽强等人提出的全浮力模型(PIUme Model),钢包底部中心位置吹气时,包内钢液的 运动可用图2-7描述,喷吹钢包内大致可划分为 以下几个流动区域:
(1)位于喷嘴上方的气液两相流区,是气泡 推动钢液循环的启动区。在此区内气泡、钢液, 若喷粉时还有粉料,相互之间进行着充分的混合 和复杂的冶金反应。由于钢包喷粉或吹气搅拌的 供气强度较小(远小于底吹转炉或AoD),因此 可以认为,在喷口处气体的原始动量可忽略不计。 当气体流量较小时(<10Iys),气泡在喷口直接 形成,以较稳定的频率(10个/s)脱离喷口而上 浮。当气体流量较大时(约l∞L/s),在喷口前 形成较大的气泡或气袋。实验观察指出,这些体 积较大的气泡或气袋,在流体力学上是不稳定的,
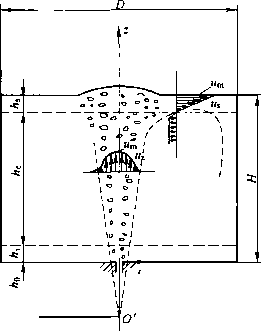
图2-7钢包底部吹气时包内流场结构的示意图
28
2 炉外精炼的理论与技术基础
在金属中,必定在喷口上方不远处破裂而形成大片气泡。
可以认为,在喷口附近形成的气泡很快变成大小不等的蘑菇状气泡以一定的速度上 浮,同时带动了该区钢液的向上流动。该区的气相分率是不大的,尺寸不同的气泡大致按 直线方向上浮。大气泡产生的紊流将小气泡推向一侧,且上浮过程中气泡体积不断增大。 这样,流股尺寸不断加大,气泡的作用向外缘扩大,所以该区呈上大下小的喇叭形。每一 个气泡依浮力的大小有个力作用于钢液上,使得该区的钢液随气泡而向上流动,从而推动 了整个钢包内钢液的运动。
(2)顶部水平流区。气液流股上升至顶面以后,气体溢出,被驱动而涌向液面的钢水 则由于惯性力的作用,在液面形成一个有一定直径的圆凸区,不断上涌的钢水和圆凸区高 度造成的势压头,迫使钢水流向四周,在钢包顶面形成一层水平流(见图2-7中的人和 瓦)。成放射形流散向四周的钢液与钢包中顶面的浮渣形成互不相溶的两相液层,渣层与 钢液层之间以一定的相对速度滑动。由于渣钢界面的不断更新,使所有渣钢间的冶金反应 得到加速。该区流散向四周的钢液,在钢包高度方向的速度是不同的,图2-7示意出该区 速度的分布状况,与渣相接触的表面层钢液速度最大,向下径向速度逐渐减小,直到径向 速度为零。
(3)钢包侧壁和下部的金属液流向气液区的回流区。水平径向流动的钢液在钢包壁附 近,转向下方流动。由于钢液是向四周散开,且在向下流动过程中又不断受到轴向气液两 相流区的力的作用,所以该区的厚度与钢包半径相比是相当小的。在包壁不远处,向下流 速达到最大值后,随r (至钢包中心线的距离)的减小而急剧减小。沿钢包壁返回到钢包 下部的钢液,以及钢包中下部在气液两相流区附近的钢液,在气液两相流区抽引力的作用 下,由四周向中心运动,并再次进入气液两相流区,从而完成液流的循环。
2.3. 2电磁搅拌
利用电磁感应的原理使钢液产生运动称为电磁搅拌。为进行电磁感应搅拌,靠近电磁 感应搅拌线圈的部分钢包壳应由奥氏体不锈钢制造。由电磁感应搅拌线圈产生的磁场可在 钢水中产生搅拌作用。各种炉外精炼方法中,ASEA-SKF钢包精炼炉采用了电磁搅拌, 美国的ISLD (真空电磁搅拌脱气法)也采用了电磁搅拌。
采用电磁搅拌(EMS)可促进精炼反应的进行,均匀钢液温度及成分,可以将非金属 夹杂分离,提高钢液洁净度。电磁感应搅拌可提高工艺的安全性、可靠性,且调整和操作 灵活,成本低。但是仅用合成渣脱硫时电磁搅拌效果不好,因为其渣-钢混合不够。另 外,电磁感应搅拌不如狙气搅拌的脱氢效果好。因此在本质上电磁感应搅拌的应用是有 限的。
2.3.3气泡泵起现象
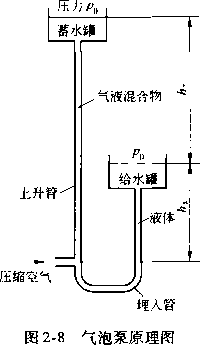
用喷吹气体所产生的气泡来提升液体的现象称为气泡泵起现象。目前,气泡泵起现象 已广泛应用于化工、热能动力、冶金等领域。气泡泵也称气力提升泵。
气泡泵的原理如图2-8所示。设在不同高度的给水罐和蓄水罐,有连通管联接,组成 一U形连通器。在上升管底部低于给水罐处设有一气体喷入口。当无气体喷入时,U形连 通器的两侧水面是平的,即两侧液面差毎=0。一旦喷入气体,气泡在上升管中上浮,使
____________________________2.3 搅 拌____________________________ 29
上升管中形成气液两相混合物,由于其密度小于液相密度,所以气液混合物被提升一定高 度(瓦),并保持下式成立:
p,g(hs +Ar) =pgh, (2 -22)
式中p,——气液两相混合物的密度,kg/m3;
P——液相的密度,kg/m%
自——给水罐液面与气体喷入口之间的高度差,m;
g...重力加速度,9. 81m/s2o
当气体流量大于某临界流量(称为下临界流量)时,液体将从上升管顶部流出,造成 抽吸作用。上述液体被提升的现象,也可以理解成上升气泡等温膨胀所做的功,使一部分 液体位能增加Mghro
目前炉外精炼中常用的钢包吹氫搅拌,实际上是变型的"气泡泵”,它在喷口上方造 成了一低密度的气液混合物的提升区,它推动了钢包中钢液的循环流动。
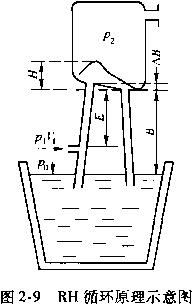
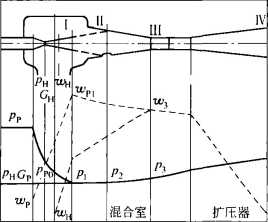
事实上,真空循环脱气法(RH法)的循环过程具有类似于“气泡泵”的作用原理。 图2-9是RH循环原理。当真空室的插入管插入钢液,启动真空泵,真空室内的压力由PI) 降到P2时,处于大气压P。下的钢液将沿两支插入管上升。钢液上升的高度取决于真空室 内外的压差。若以一定的压力円和流量Κ向一支插人管(习惯上称上升管)输入驱动气 体(Ar或其它惰性气体),因为驱动气体受热膨胀以及压力由Pl降到P2而引起等温膨胀, 即上升管内钢液与气体混合物密度降低,从而对上升管内的钢液产生向上的推力,使钢液 以一定的速度向上运动并喷入真空室内。为了保持平衡,一部分钢液从下降管回到钢包 中,就这样周而复始,实现钢液循环。实际上钢液和气体混合物克服上升过程中摩擦阻力 所做的功很小,气体由室温升至钢液温度所做的膨胀功也很小,均可忽略不计,因此 可得:
MgH=pl -V1-In- (2-23)
P2
式中M—被提升钢液的质量,当吹入气体使用体积流量时,M则为RH的循环流量;
30
2 炉外精炼的理论与技术基础
g--重力加速度;
H一钢液被提升的高度;
Pl——驱动气体的压力;
匕--在Pl压力下,驱动气体的体积;
P2--真空室内的工作压力。
若M规定为循环流量,Q为"压力下吹入气体的体积流量,则式(2 -23)可改 写为:
M=F⅛∙0•喷
(2-24)
因为 Pι=P2+pgE, ffi]p2 <<pgE,所以可得:
M = 3∙pQ∙ln 亙 (2 -25)
" P2
式中,P为钢液的密度;E为驱动气体的进入高度
PiCkert用水力学模型研究了不同E/H条件 下,提升的水量(M)与驱动气体量(V)之间 的关系。结果如图2-10所示。由图可见,在一 定的E/V条件下,随吹入气量增加而增加的提 升水量有一极限值。达到此极限值后,再增大吹 入气量,提升水量基本维持不变。但是,如果提 高E/H比值,相同的吹入气体量所提升的水量 将随之增大。气泡泵的这种特性表明,为了用较
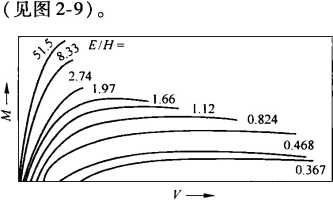
图2-10 "气泡泵”的特性曲线
少的吹入气体量获得足够大的提升钢水量,应该提高E/a比值。实际上通过降低驱动气 体进气管的位置可获得此效果。
钢液在进入真空室后,钢液内的气体迅速逸出脱气,钢液则沉积在真空室底部形成一 定深度AB的熔池。AB的大小决定了钢液流出下降管的速率。较大的流出速率有利于钢 包中钢液的混合,从而可以加速脱气过程。钢液流出速率不是很大时,流出速度与真空室 底部钢液的深度的关系可表示为:
D = √z2gAB (2 —26)
式中,"为钢液流出下降管时的线速度。
如要获得U = ImzS的流出速率,要求真空室中钢液层的高度为:
2
△8 = ^― = 0. 051 m
2g
这种流动情况对钢液在钢包中的混合极为重要。实践证明,从下降管流出的钢液流速大于 lm/s时,混合效果良好。
2.3.4搅拌对混匀的影响
常用单位时间内,向It钢液(或lnj3钢液)提供的搅拌能量作为描述搅拌特征和质量 的指标,称为能量耗散速率,或称比搅拌功率,用符号6表示,单位是w/t或W/n?。一 般认为电磁搅拌器的效率是较低的,用于搅拌的能量通常不超过输入搅拌器能量的5%。
2.3搅 拌
31
钢包炉吹氣精炼过程,比搅拌功率太小,达不到精炼的目的;若比搅拌功率太大,则会引 起钢、渣卷混,甚至喷溅。例如日本山阳特殊钢公司在超低氧轴承钢的炉外精炼(LF) 中,就要求底吹氫的搅拌功率必须大于IOOW/t。
王平认为,气体浮力作用的结果是使气泡上浮,并为向钢液提供动能。向钢液提供动 能的只有气体的初动能和气体的膨胀功。考虑到气体进人钢液的临界条件,导出吹氣比搅 拌功率的计算式为:
一普{%卜-5像门+用]+唄)}仁 (2-27)
式中g——比搅拌功率,W/t;
IF—钢液质量,t;
T0——氣气初始温度,K;
Tb——钢液温度,K;
P.——氫气出口处钢液压力,Pa;
Po..氫气的出口压力,Pa;
P,..钢液表面压力,Pa;
QAr...氫气流量(标态),m3∕mino
根本的混匀是指成分或温度在精炼设备内处处相同,但这几乎是做不到的。一般说 来,成分均匀时,温度也一定是均匀的,可以通过测量成分的均匀度来确定混匀时间。混 匀时间T是另一个较常用的描述搅拌特征的指标。它是这样定义的:在被搅拌的熔体中, 从加入示踪剂到它在熔体中均匀分布所需的时间。如设C为某一特定的测量点所测得的示 踪剂浓度,按测量点与示踪剂加入点相对位置的不同,当示踪剂加入后,C逐渐增大或减 小。设G为完全混合后示踪剂的浓度,则当C/G =1时,就达到了完全混合。实测发现 当C接近Cs时,变化相当缓慢,为保证所测混匀时间的精确,规定0∙95 <C/Cao <1.05 为完全混合,即允许有±5%以内的不均匀性。允许的浓度偏差范围是人为的,所以也有 将允许的偏差范围标在混匀时间的符号下,如上述偏差记作τ5o
可以设想,熔体被搅拌得愈剧烈,混匀时间就愈短。由于大多数冶金反应速率的限制 性环节都是传质,所以混匀时间与冶金反应的速率会有一定的联系。如果能把描述搅拌程
度的比搅拌功率与混匀时间定量地联系起 来,那么就可以比较明确地分析搅拌与冶金 反应之间的关系。不同研究人员得到的研究 结果之间有很大差别,这主要是因为钢液的 混匀除了受搅拌功率的影响之外,还受熔池 直径、透气元件个数等因素的影响。
中西恭二总结了不同搅拌方法的混匀时 间",单位:s),见图2-11,并提出了统 计规律,即:
τ =800 ∙ ^^°4 (2 -28) 由式(2-28)可知,随着e的增加,混匀 时间T缩短,熔池中的传质过程加快。可以
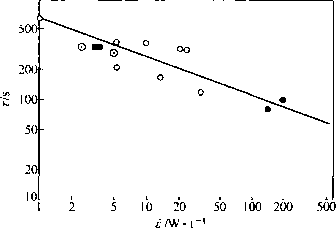
图2-11混匀时间T与比搅拌功率e之间的关系 。一50t吹筑搅拌的钢包;■—5OtSKF钢包精炼炉;
■ -200tRH:0一65kg吹氫搅拌的水模型
32
2 炉外精炼的理论与技术基础
推论,所有以传质为限制性环节的冶金反应,都可以借助增加e的措施而得到改善。式 (2-28)中的系数会因e的不同计算方法和实验条件的改变而有所变化。
由图2-11可看出,一般在1 ~2min内钢液即可混匀,而对于20min以上的精炼时间来 说,混匀时间所占的精炼时间是很短的一段。
混匀时间实质上取决于钢液的循环速度。循环流动使钢包内钢水经过多次循环达到均 匀。循环流动钢液达到某种程度的均匀所需要的时间为:
Ti=TJn(;) (2 -29)
式中TC—钢液在钢包内循环一周的时间;
i——混合的不均匀程度。
当浓度的波动范围为±0. 05时:
To.05 =3Tc (2 -30)
即经过三次循环就可以达到均匀混合。
7.可用下式计算:
TC=嗫/眩 (2-31)
式中Vm——钢液体积,m3;
Vz—钢液的环流量,m3∕so
在非真空条件下:
RZ=I∙9(Z+0.8)阿 1 +&)『办冋 (2-32)
式中Z——钢液深度,m;
Q...气体流量,m3∕min0
给出另一个量是由吹入气体与抽引的钢水量之比(抽引比)人:
加“ =*^ = L9(Z+0.8)[ln(l+p^J] q-o.6∣9 (2 - 33)
当 Z = 1.5m 时,Q=OJmVmin, τns = 192 ;当 Q = 0. 5rr?/min 时,m8 =71;当 Q =
LOm3/min 时,m8 =460
佐野等人得到下式:
T = IOO [(窘Br" (2-34)
式中D..熔池半径,m;
H—透气元件距钢液表面的距离,mo
由式(2-34)可以看出,熔池直径太大是不易混匀的。
2.4加 热
在炉外精炼过程中,若无加热措施,则钢液不可避免地逐渐冷却。影响冷却速率的因 素有钢包的容量(即钢液量)及钢液面上熔渣覆盖的情况、添加材料的种类和数量、搅拌 的方法和强度,以及钢包的结构(包壁的导热性能,钢包是否有盖)和使用前的烘烤温度
2.4加 热
33
等等。在生产条件下,可以采取一些措施以减少热损失,但是如没有加热装置,要使钢包 中的钢液不降温是不可能的。
为了充分完成精炼作业,使精炼项目多样化,增强对精炼不同钢种的适应性及灵活 性,使精炼前后工序之间的配合能起到保障和缓冲作用,以及能精确控制浇注温度,要求 精炼装置的精炼时间不再受钢液降温的限制。为此在设计一些新的炉外精炼装置时,都考 虑采用加热手段。
至今,选用各种不同加热手段的炉外精炼方法有:SKF、LF、LFV、VAD、CAS - OB 等。所用的加热方法主要是电弧加热,以及后来发展起来的化学加热,即所谓化学热法。
2.4.1电弧加热
图2-12为钢包电弧加热站示意图。在钢包盖上有3个电极孔、添加合金孔、废气排 放孔、取样和测温孔,如果有必要,还需装设喷枪孔。它由专用的三相变压器供电。整套 供电系统、控制系统、检测和保护系统,以及燃弧的方式相同于一般的电弧炉,所不同的 是配用的变压器单位容量(平均每吨被精炼钢液的变压器容量)较小,二次电压分级较 多,电极直径较细,电流密度大,对电极的质量要求高。通常,钢包内的钢水用合成脱硫 渣覆盖。将电极降到钢包内,给电加热,同时进行氣气搅拌(或电磁搅拌)。在再次加热 过程中加入调整成分用的脱氧剂和合金。
常压下电弧加热的精炼方法,如LF、VAD、ASEA-SKF等,其升温速度为3~4t/ min,加热时间应尽量缩短,以减少钢液二次吸气的时间。应该在耐火材料允许的情况下, 使精炼具有最大的升温速度。图2-13为典型的钢包加热器的时间-温度曲线。加热速度 随着时间的增加而逐渐增加。
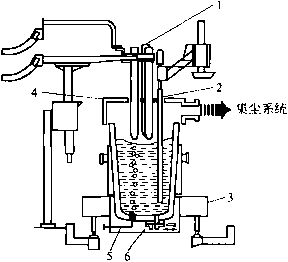
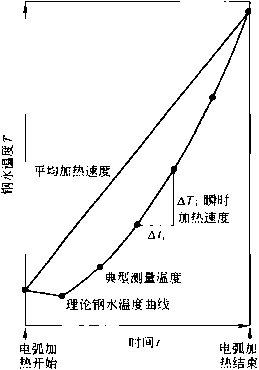
图2-12带有喷枪和氧气搅拌的钢包电弧加热设备
I—电极;2-喷枪;3—钢包车;4-钢包盖;
5—氫气管;6—滑动水口
图2-13在电弧加热过程中的时间—温度关系
34
2 炉外精炼的理论与技术基础
在每次加热过程中,钢液的升温速度不是恒定的,开始时由于钢包炉炉壁吸热快,钢 液升温速度比较小。提高加热前期的升温速度,不能依靠增大变压器的输出功率来达到, 这是因为炉壁的磨损指数RE与电弧功率Ph存在以下关系
^=p^^ (2-35)
a
式中RE——耐火材料磨损指数,MW ∙ V/∏Λ
Ph——弧柱上的有功功率,MW;
Uh--弧柱上的电压降,V;
a——电极侧部至炉壁衬最短距离,mo
有学者认为RE的安全值大约为450MW ∙ V/Ι/,超过该值,炉衬将急剧损坏。通常用 埋弧电极加热使钢包炉耐火材料的磨损减至最小,并最有效地回收利用热量。为提高加热 前期的升温速度,应该加强钢包炉的烘烤,提高烘烤温度,保证初炼炉在正常的温度范围 内出钢,减少钢液在运输途中的降温等。这些措施对于提高加热前期钢液的升温速度是有 效的,也是经济的。
加热功率可用下列经验公式来估算,然后用钢包炉的热平衡计算与实测的钢液升温速 度来校验:
W' =Cm ■ Δ,t+S% ■ Ws+A% ∙ Wk (2 -36)
式中 W'—精炼H钢液,理论上所需补偿的能量,kW ■ h/t;
Cm--每吨钢液升温1七所需要的能量,kW∙h/(t∙七);
4—-钢液的温升,按精炼工艺的要求确定,一般为50 ~ 80七;
S%—渣量,造渣材料的用量与钢液总量的百分比,通常为1.5%;
---熔化IOkg渣料和过热到钢液温度所需的能量,一般Ws =5. 8kW ∙ h∕(l% ∙ t); 4%——合金料的加入量占钢液总量的百分比,通常为1%;
Wk——熔化IOkg合金料和过热到钢液温度所需的能量,一般取 外=7kW ∙ h/ (1% ∙ t)o
精炼炉的热效率刀一般为30% ~45%。因此,实际需要的能量为:
W = — (2 -37)
选取加热变压器容量时,还应考虑到电效率。所配变压器的额定单位容量一般是 120kV ∙ A/t 左右。
精炼炉冶炼过程温度控制的原则是:
(1)初期:以造渣为主,宜采用低级电压,中档电流加热至电弧稳定。
(2)升温:采用较高电压,较大电流。
(3)保温:采用低级电压,中小电流。
(4)降温:停电,吹氫。
利用钢包加热站可获得许多效益,如钢水可以在较低的温度下出钢,从而节省炉子的 耐火材料和钢水在炉内的加热时间,并且可以更精确地控制钢水温度、化学成分和脱氧操 作;由于使用流态化合成渣和延长钢水与炉渣的混合时间,可额外从钢水中多脱硫。此 外,可把钢包加热站作为一个在炼钢炉操作和连铸机运转之间的缓冲器来加以使用。由于
2.4 加
热
35
钢水的精炼是在钢包内进行而不是在炼钢炉内进行的,因此可以提高生产率。
尽管当前有加热手段的炉外精炼装置,大多采用电弧加热。但是,电弧加热并不是一 种最理想的加热方式。对电极的性能要求太高、电弧距钢包炉内衬的距离太近、包衬寿命 短,常压下电弧加热时促进钢液吸气等,都是电弧加热法难以彻底解决的问题。
2.4.2化学热法
2. 4. 2. 1 基本原理
化学热法的基本原理是,利用氧枪吹入氧气,与加入钢中的发热剂发生氧化反应,产 生化学热,通过辐射、传导、对流传给钢水,借助氫气搅拌将热传向钢水深部。
一般在化学加热法中多采用顶吹氧枪,常见吹氧枪为消耗型,用双层不锈钢管组成。 外衬高铝耐火材料(以AU03)N90%),套管间隙一般为2~3mm。外管通氨气冷却,気 气量大约占氧量的10%左右。氧枪的烧损速度大约为50mm/次,寿命为20 ~30次。
发热剂主要有两大类,一类是金属发热剂,如铝、硅、樣等;另一类是合金发热剂, 如Si-Fe、Si-Al、Si-Ba-Ca、Si-Ca等。铝、硅是首选的发热剂。发热剂的加入方 式,一般采用一次加入或分批加入;连续加人。连续加入方式优于其他方式。
选择合理的粒度、位置和速度向高温钢水顶部投入铝(或硅),并同时吹氧时,下列 反应可以快速而且充分地进行。
3 1
[Al] + ^-O2(g)-ɪ(Al2O3) ΔWa1 = -833. 23kJ∕mol (2-38)
[Si] +O2(g)=(SiO2) AHSi= -855.70 kj/mol (2-39)
按每It钢水加入Ikg铝或硅计算,生成Al?O3和802的发热量分别为30860 kJ和 30560. 7kJo取钢水比热容为0∙879kJ/(kg •七),则不同热效率下钢水升温的程度如表2-11所示。
|
___________________表2.11加铝或硅的升温效率 ______________ | ||
|
热效率/% |
__________ 每吨钢水升温值/七 | |
|
___________加 AI (Ikg) |
力口 Si ( 1kg) | |
|
100 |
____________________ 35,] |
34.8 |
|
90 |
31.6 |
31.3 |
|
80 |
28. 1 |
27.8 |
|
50 |
17.6 |
17.4 |
2.4.2. 2 铝-氧加热法
钢液的铝-氧加热法(AOH, Aluminum Oxygen Heating)是化学热法的一种,它是利 用喷枪吹氧使钢中的溶解铝氧化放出大量的化学热,而使钢液迅速升温。该法具有许多优 点:由于吹氧时喷枪浸在钢水中,很少产生烟气;由于氧气全都与钢水直接接触,可以准 确地预测升温结果;对钢包寿命没有影响;能获得高洁净度的钢水。CAS-OB和RH-OB 等应用了这种方法。这类加热方法的工艺安排主要由以下三个方面所组成:
(1)向钢液中加入足够数量的铝,并保证全部溶解于钢中,或呈液态浮在钢液面上。 加铝方法可通过喂线,特别是喂薄钢皮包裹的铝线。通过控制喂线机,可以定时、定量地
36
2 炉外精炼的理论与技术基础
加入所需的铝量。CAS-OB法是通过浸入罩上方的加料口加入块状铝。
(2)向钢液吹入足够数量的氧气。可根据需要定量地控制氧枪插入深度和供氧量,这 样可使吹人的氧气全部直接与钢液接触,氧气利用率高,产生的烟尘少,由此可准确地预 测铝的氧化量和升温的结果。CAS - OB的供氧是由氧枪插入浸入罩内向钢液面顶吹氧。 由于浸入罩内钢液面上基本无渣,而且加入的铝块迅速熔化浮在钢液面上,所以吹入的氧 气仍有较高的利用率。
(3)钢液的搅拌是均匀熔池温度和成分、促进氧化产物排出的必不可少的措施。吹入 的氧气不足以满足对熔池搅拌的要求,所以都采用吹氣搅拌。CAS-OB在处理的全程, 一直进行底吹氣。
吹氧期间,铝首先被氧化,但是随着喷枪口周围局部区域中铝的减少,钢中的硅、鍛 等其他元素也会被氧化。硅、^,铁等元素的氧化会与钢中剩余的铝进行反应,大多数氧 化物会被还原。未被还原的氧化物一部分变成了烟尘,另一部分留在渣中。这种加热方 法,氧气利用率很高,几乎全部氧都直接或间接地与铝作用,通常可较为准确预测钢中铝 含量的控制情况。不过当高氧化性的转炉渣进入钢包过多时,会增加铝的损失和残铝量的 波动。吹氧前后,钢中碳含量的变化不大,对于高碳钢(例如"[C] =0.8%),碳的损失 也不超过0.01%。当钢中硅含量较高时,钢中镐的烧损不大。钢中硅的减少约为硅含量的 10%左右。钢中磷含量平均增加0.001%,这是加铝量大,使渣中(P2O5)被还原所致。 钢中硫含量平均增加0∙ 001%,这是因为吹氧期间,提高了钢和渣的氧势,从而促进硫由 渣进入钢中。加热期间钢中氮含量的变化范围为-0∙0015% ~ +0.0013%o由于钢中硅的 氧化,熔渣的碱度降低。钢中毓的氧化,使熔渣的氧势增加。这些都能导致钢液纯洁度下 降,所以在操作过程中,应创造条件促进铝的氧化,抑制硅和毓的氧化。为此,要求有一 定强度的钢液搅拌,即存在着一个最小的吹氫强度,顶吹氧气流股对钢液的穿透深度越 大,就越能促进钢中铝的氧化。
一般,加热一炉260t钢水时,如果升温速度为5.6霓/min,那么升温5. 6七需要68kg 的铝和48. i4n?的氧气,热效率为60%。
2.4.3燃烧燃料加热
利用矿物燃料,例如较常用的是煤气、天然气、重油等,燃烧发热作为热源,有其独 特的优点。如设备简单,很容易与冶炼车间现有设备配套使用;投资省、技术成熟;运行 费用较低。但是,燃料燃烧加热也存在着以下方面的不足:
(1)由于燃烧的火焰是氧化性的,而炉外精炼时总是希望钢液处在还原性气氛下,这 样钢液加热时,必然会使钢液和覆盖在钢液面上的精炼渣的氧势提高,不利于脱硫、脱氧 这样一些精炼反应的进行;
(2)用氧化性火焰预热真空室或钢包炉时,会使其内衬耐火材料处于氧化、还原的反 复交替作用下,从而使内衬的寿命降低;
(3)真空室或钢包炉内衬上不可避免会粘上一些残钢,当使用氧化性火焰预热时,这 些残钢的表面会被氧化,而在下一炉精炼时,这些被氧化的残钢就成为被精炼钢液二次氧 化氧的来源之一;
(4)火焰中的水蒸气分压将会高于正常情况下的水蒸气分压,特别是燃烧含有碳氢化
2.4 加 热
37
合物的燃料时,这样将增大被精炼钢液增氢的可能性;
(5)燃料燃烧之后的大量烟气(燃烧产物),使得这种加热方法不便于与其他精炼手 段(特别是真空)配合使用。
尽管这种加热方法有上述种种不足,但是由于它简 便、廉价,人们还是利用它来直接加热被精炼的钢液。 瑞典一家钢厂首先在工业生产上推出了钢包内钢液的 氧-燃加热法。图2-14为装有氧-燃烧嘴的钢包炉实例。 在炉外精炼的整个生产过程中某些工序也应用了这种加 热方法,如真空室或钢包炉的预热烘烤。
燃料油与纯氧发生燃烧反应时,所获得的火焰温度, 其理论最高值可达3023K (2750P),实际火焰温度仍可 达2773K。而被加热的钢液一般是1873K左右,这个温差 可以使火焰与钢液之间实现有效的热传递。当用两支功 率各为5MW的氧-燃烧嘴加热50t的钢液时,平均升温 速度可达L(HVmin,而平均热效率可达35%。与电弧加 热一样,加热速度是随时间递增的。在加热初期,由于 钢包系统相对较冷,要吸收较多的热量,所以钢液升温
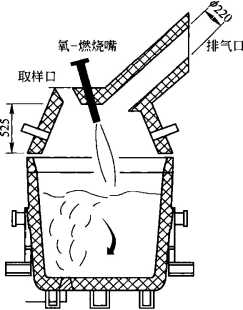
图2-14装有氧-
速度较慢。加热一定时间之后,钢包系统的吸热逐渐减少而使加热速度加快。按应用厂的 经验,当加热12min后,热效率可提高到45%以上。这样就与电弧加热的热效率大致相 等。这种加热方法对普碳钢的质量尚未发现有太大的危害。试验研究了硅的氧化损失,发 现含硅量为0.20% ~ 0.30%的钢,加热8~15min后,硅的氧化损失约为0. 5% ,这与大气 下电弧加热时相当。
这种加热方法的基建和设备投资只有电弧加热的六分之一。其运行费用也低,只有电 弧加热的二分之一。
2.4.4电阻加热
利用石墨电阻棒作为发热元件,通以电流,靠石墨棒的电阻热来加热钢液或精炼容器 的内衬。DH法及少部分的RH法就是采用这种加热方法。石墨电阻棒通常水平地安置在 真空室的上方,由一套专用的供电系统供电。
电阻加热的加热效率较低,这是因为这种加热方法是靠辐射传热。DH法使用电阻加 热后,可减缓或阻止精炼过程中钢液的降温,希望通过这种加热方法能获得有实用价值的 提温速率是极为困难的。多年来,这种加热方法基本上没有得到发展和推广,没有竞争 能力。
2.4.5其他加热方法
可以作为加热精炼钢液的其他方法还有直流电弧加热、电渣加热、感应加热、等离子 弧加热、电子轰击加热等。这些加热方法在技术上都是成熟的,移植到精炼炉上并与其他 精炼手段相配合,也不会出现难以克服的困难。但是,这些加热方法将在不同程度上使设 备复杂化,投资增加。其中研究较多,已处于工业性试验中的有直流钢包炉、感应加热钢
38
2 炉外精炼的理论与技术基础
包炉和等离子弧加热钢包炉。
直流电弧加热应用于钢包炉,将会因炉衬与电弧之间的距离加大而使炉衬寿命提高。 因熔池的深度方向通过工作电流,所以升温速度可能高于同功率的三相电弧加热,因此热 效率可以提高、能耗降低。但其底电极的结构和寿命将是一个技术难点。世界上第一台直 流钢包炉(15t)在1986年投产。
1986年,在瑞典和美国各有一台感应加热的精炼装置投产。这种加热方式可控性优于 电弧加热,还可避免电弧加热时出现的增碳和增氮(在大气中加热时)现象。
等离子弧加热钢液热效率高、升温速度快(3七/min),枪的结构较复杂,技术要求 高。美国的两家公司已在两座大容量(100~200t)的钢包炉中应用了这种加热方法。
2.4.6精炼加热工艺的选择
表2-12给出不同精炼工艺热补偿技术的比较。正确选择精炼加热工艺,应结合工厂 的实际情况(钢包大小、初炼炉特点、生产节奏和钢种要求等),重点考虑以下因素:
(1)加热功率,即能量投入密度£ (kW∕t)o 一般来说,g越大升温越快,加热效果 越好。但由于钢包耐火材料磨损指数、吹炼强度、排气量和脱碳量的限制,2不可能很 高。如何进一步提高加热功率是值得进一步研究的课题。
(2)升温幅度越大,精炼越灵活。通常,脱碳加热,升温幅度受脱碳量的限制,不可 能很大。对电弧加热,由于炉衬的熔损,一般限制加热时间不大于15min,升温幅度在 40~60cC 之间。
(3)从降低成本出发,化学加热法的升温幅度不宜过大。
(4)对钢水质量的影响,应越小越好。
表2-12炉外精炼不同热补偿工艺的技术比较
|
精炼 设备 |
加热 原理 |
加热功率 ∕kW ∙ t^1 |
升温速度 /℃ ∙ min ^1 |
控温精度 /r |
升温幅度 |
热效率 /% |
元素的烧损量 |
|
LF |
电弧 加热 |
130-180 |
3 ~4 |
±5 |
40 -60 |
25 -50 |
加热 15min,增碳 0.0001 % ~ 0.0∞15% , 增氮小于0.0004% ,增氢小于0.0001% , 回磷 0. 0005% - 0.005% , Al 烧损 0. 005% , Si 烧损 0.02% |
|
CAS - OB |
铝氧化 升温 |
120-150 |
5 -12 |
±5 |
15 ~20 |
50~76 |
C 烧损 0. 02% , Mn 烧损 0. 032% , Fe烧损0.019%,钢中用203夹杂增加 |
|
AOD |
脱碳 升温 |
7-17.5 |
±10 |
C、Si、Mn、Fe、Cr大量烧损 | |||
|
VOD |
脱碳 升温 |
69 -74 |
0.7 ~L0 |
±5 |
70-80 |
23 |
C 烧损 0. 53% , Si 烧损 0. 15% , Mn 烧损0.5%, Fe和Cr各烧损0.1% |
|
RH - KTB |
脱碳二 次燃烧 |
94.6 |
2.5 ~4 |
±5 |
15 ~26 |
80 |
C 烧损0∙03%,当 MAI]汁 0.05%时, C、Si、Mn基本不烧损;当w[Al] ≤ 0.01%,元素烧损严重。钢中AI2O3略 有增加 |
|
RH-OB |
铝氧化 升温 |
3 |
±5 |
40 ~ 100 |
68 ~73 |
2.5真 空
39
2.5真 空
真空是炉外精炼中广泛应用的一种手段。目前采用的四十余种炉外精炼方法中,将近 有三分之二配有抽真空装置。随着真空技术的发展,抽真空设备的完善和抽空能力的扩 大,在炼钢中应用真空将愈来愈普遍。
使用真空处理的目的包括:脱除氢和氧,并将氮气含量降至较低范围;去除非金属夹 杂物改善钢水的清洁度;生产超低碳钢(超低碳钢的碳含量没有一个公认的严格标准,近 年来认为迎C] <0.015%、甚至MC] <0.005%的钢种为超低碳钢);使一种元素比其他 元素优先氧化(如碳优先于倍);化学加热;控制浇注温度等。
真空对以下冶金反应产生影响:气体在钢液中的溶解和析出;用碳脱氧;脱碳反应; 钢液或溶解在钢液中的碳与炉衬的作用;合金元素的挥发;金属夹杂及非金属夹杂的挥发 去除。由于具备真空手段的各种炉外精炼方法,其工作压力均大于50Pa,所以炉外精炼所 应用的真空只对脱气、碳脱氧、脱碳等反应产生较为明显的影响。
2.5.1真空技术概述
2.5.1.1真空及其度量
A真空
在工程应用上,真空是指在给定的空间内,气体分子的密度低于该地区大气压的气体 分子密度的状态。要获得真空状态,只有靠真空泵对某一给定容器抽真空才能实现。
目前所能获得的真空状态,从标准大气压向下延伸达到十九个数量级。随着真空获得 和测量技术的进步,其范围的下限还会不断下降。
为了方便起见,人们通常把低于大气压的整个真空范围,划分成几段。划分的依据主 要为:真空的物理特性,真空应用以及真空泵和真空计的使用范围等。随着真空技术的进 步,划分的区间也在变化。真空区域的划分国际上通常采用如下办法:
粗真空 < (760~l) X 133. 3Pa
中真空 <(1 -IO') × 133. 3Pa
高真空 〈(IO" ~ KT') X133. 3Pa
超高真空 <10"xl33.3Pa
处于真空状态下的气体的稀薄程度称为真空度,它通常用气体的压强来表示。压强值 的单位很多(见表2-13),国际单位制中压强的基本单位是Pa (帕),即Im2面积上作用 IN的力。
表2-13压强单位的换算表
|
压强单位 |
单位换算. |
IPa |
1 mmHg 或 ɪ Torr |
Iatm |
Ibar |
|
帕 |
IPa |
1 |
7. 50062 ×10~3 |
9. 86923 X 10 '6 |
10^5 |
|
毫米汞柱,托 |
1 mmHg 或 1 Torr |
133.3324 |
1 |
1.31579 X 10 ^3 |
133.3324 X10 ^5 |
|
标准大气压 |
Iatm |
101325 |
760 |
1 |
1.01325 |
|
巴 |
Ibar |
IO5 |
750. 062 |
986. 923 |
1 |
,ʌ 2 炉外精炼的理论与技术基础
40..
真空系统是真空炉外精炼设备的重要组成部分。目前真空精炼的主要目的是脱氢、脱 氮、真空碳脱氧、真空氧脱碳。对于真空处理工序来说,必须尽快达到真空精炼所需真空 度,在尽可能短的时间内完成精炼操作。这与真空设备的正确选择及组合关系密切。
精炼炉内的真空度主要是根据钢液脱氢的要求来确定。通常钢液产生白点时的氢含量 是大于0. 0002% ,而将氢脱至0∙ 0002%的氢分压是IOOPa左右。若处理钢液时氢占放出气 体的40% (未脱氧钢的该比例要小得多),折算成真空室压力约为700Pa。但从真空碳脱 氧的角度来说,高的真空度是更有利的,因此现在炉外精炼设备的工作真空度可以在几十 帕,而其极限真空度应该具有达到20Pa左右的能力。
B真空度的测量
真空计是测量真空度的仪器。它的种类很多,根据与真空度有关的物理量直接计算出 压强值的真空计称为绝对真空计,如U形管和麦氏真空计;通过与真空度有关的物理量间 接测量,不能直接计算出压强值的称为相对真空计,如热传导计和电离真空计。
真空计要求有较宽的测量范围和较高的测试精度,但两者之间往往有矛盾,各种真空 计在某一精度范围内有相应的测量压强范围。就钢液真空处理来说,属于低真空区域,一 般使用U形管和压缩式真空计来测量。各种真空计的测量范围如表2-14所示。
表2/4各种真空计的测量范围
|
真空计名称 |
测量范围/Pa |
真空计名称 |
测量范围/Pa |
|
水银压力计 |
(760~l) X 133. 3 |
隔膜真空计 |
(10 TO") χi33∙3 |
|
油压力计 |
(20 ~ 10 O X 133. 3 |
电阻真空计 |
(IOO ~ 10")χi33∙3 |
|
麦氏计 |
(0~107)X 133. 3 |
热偶真空计 |
(1 ~10-3)X 133. 3 |
|
单簧管真空计 |
(760 ~ 10) X 133. 3 |
2. 5. 1. 2真空泵
控制真空度关键是选择合适的真空泵。真空泵基本上可以分为两大类:即气体输送泵 和气体收集式泵。气体输送泵又分为机械泵和流体传输泵,气体收集式泵又可以分为冷凝 泵和吸附泵,不同的真空泵有不同的适用范围。
选择合适真空泵的一种简便有效的方法是参照国内外有关设备进行真空泵选型。实际 上钢水中的含气量,脱氧量及脱碳量的差别是很大的,而真空系统所配置的精炼炉的工作 状态也可能有很大差别,真正准确的计算是没有的。目前真空精炼系统所采用的真空泵一 般是蒸汽喷射泵。
A真空泵的主要性能
真空泵的主要性能包括:
(1)极限真空:真空泵在给定条件下,经充分抽气后所能达到的稳定的最叫压費。
(2)抽气速度:在一定温度和压强下,单位时间内真空泵从吸气口截面抽1^^体容
根(L∕s) 0 % * F做
(3)抽气量:在一定温度下,单位时间内泵从吸气口(截面)抽除的气体量。尊% 气体的流量与压强和体积有关,所以用压强X容积/时间来表示抽气量单位,即Pa∙B?/歌电
(4)最大反压强:在一定的负荷下运转时,其出口反压强升高到某一定值时,泵会翳
2.5真 空
-41
去正常的抽气能力,该反压强称为最大反压强。
(5)启动压强:泵能够开始启动工作时的压强。
对于真空精炼来说,选用泵的抽气能力时应考虑两方面的要求:其一,要求真空泵在 规定时间内(通常3~5min)将系统的压力降低到规定的要求(一般为30 ~70Pa,常用工 作真空度为67Pa),所规定的真空度根据精炼工艺确定;其二,要求真空泵有相对稳定且 足够大的抽气能力,以保持规定的真空度。
B蒸汽喷射泵的结构特点
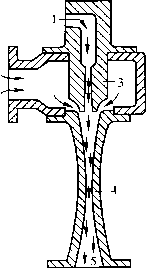
蒸汽喷射泵是由一个至几个蒸汽喷射器组成,其结构如图2-15所示。其原理是用高 速蒸汽形成的负压将真空室中的气体抽走(如图2-16所示)。其中P-。、叫分别表示 工作蒸汽进入喷嘴前的压力、蒸汽流量、速度;Ph、Gh、%分别表示吸入气体(一级喷 射器吸入气体来自盛放钢水的真空室)进入真空室前的压力、流量、速度。蒸汽喷射泵由 喷嘴、扩压器和混合室三个主要部分组成。
工作蒸汽
H3Hd §dd
Pe GC
W4
PC
W4
图2.15蒸汽喷射泵的结构
I-蒸汽人口; 2-吸气口; 3-蒸汽喷嘴;
4一扩散器;5一排气口
图2-16蒸汽喷射泵的原理示意图
喷射泵的工作过程基本上可以分为三个阶段:第一阶段,工作蒸汽在喷嘴中膨胀;第 二阶段,工作蒸汽在混合室中与被抽气体混合;第三阶段,混合气体在扩压器中被压缩。
"概括地说,具有一定压力的工作蒸汽,经过拉瓦尔喷嘴在其喉口(K)达到声速,在 喷嘴的渐扩口进行膨胀,压力继续降低,速度增高,以超声速喷出断面(凡),并进入混 合室的渐缩部分。根据物体冲击时动量守恒定律,工作蒸汽与被抽气体进行动量交换,其 速度与流量的关系可用式(2-40)表示:
GpWp + Ghwh = (Gp + Gh ) w3 (2 -40)
在动量交换过程中,两种气体进行混合,混合气流在混合室的喉部(吊)达到临界速 度(肌),继而由于扩压器的渐扩部分的截面积逐渐增大速度降低,压力升高,即被压缩 到设计的出口压力Pco
C蒸汽喷射泵的优点
蒸汽喷射泵的工作压强范围为1.33Pa~0. IMPa,不能在全部真空范围内发挥作用。
2 炉外精炼的理论与技术基础
它抽吸水蒸气及其他可凝性气体时有突出的优点。蒸汽喷射泵具有下列优点:
(1)在处理钢液的真空度下具有大的抽气能力。
(2)适于抽出含尘气体,这一点对于钢液处理特别重要。
(3)构造简单,无运动部件,容易维护。喷嘴、扩压器及混合室均无可动部分。不必 像机械真空泵那样需要考虑润滑的问题。与其他同容量的真空泵相比,质量和安装面积 都小。
(4)设备费用低廉。
(5)操作简单。打开冷却水及蒸汽管路上的阀门能立即开始工作。
D蒸汽喷射泵的压缩比和级数
蒸汽喷射泵的排出压力和吸入压力的比值(即Pc/PH)称为压缩比,定义为6。一级 蒸汽喷射泵的压缩比只能达到一定的限度,多级蒸汽喷射泵最后一级的排出压力应稍高于 大气压。每级的S与总压缩比(J)以及压缩级数5)之间的关系为:
尸=% (2-41)
压缩比和吸入气体量成反比,考虑到经济效果,一般认为一级蒸汽喷射泵的压缩比取 3 ~ 12之间比较适宜。当然,具体数值随不同进口压力而不同,当需要更大的压缩比时, 要串联两个以上的蒸汽喷射泵,图2-17为带中间冷凝器的四级水蒸气喷射泵。表2-15表 示不同工作压强与极限压强所必须的蒸汽喷射泵的级数。
图2-17带中间冷凝器的四级水蒸气喷射泵
2.5真 空
43
表2-15在给定的工作压强或极限压强下所必须的喷射泵级数
|
蒸汽喷射泵级数 |
工作压强/Pa |
极限压强/Pa |
蒸汽喷射泵缓数 |
工作压强/Pa |
极限压强/Pa |
|
6 |
0. 67 ~ 13 |
0. 26 |
3 |
400 ~4000 |
200 |
|
5 |
6.7 ~ 133 |
2.6 |
2 |
2670 ~26700 |
1330 |
|
4 |
67 - 670 |
26 |
1 |
13300 ~1000∞ |
1330 |
从前级喷射泵喷出的气体,不仅有被抽气体,而且含有工作蒸汽,因此下级喷射泵的 工作负荷比前级增加,蒸汽耗量也增加。当某一级喷射泵排出的压强比水蒸气的饱和蒸汽 压高时,就会凝结成二部分水,这些凝结水与冷却水接触,使部分水蒸气被冷却水带走, 从而降低了下一级喷射泵的负荷,这就降低了蒸汽的消耗量。为了这种目的采用的水蒸气 水冷系统称为冷凝器。直接接触式气压冷凝器是蒸汽喷射泵广泛采用的冷却器。冷却水量 的大小及温度对泵的操作有很大影响。水量、水温低会大大降低蒸汽消耗量。
真空泵应使用过热10 ~20七的蒸汽,较低温度的湿蒸汽容易引起喷射器的腐蚀、 堵塞。
E喷射泵的维护
抽气能力很大的增压喷射泵,特别是靠近真空室的1号、2号增压喷射泵,由于急剧 绝热膨胀,泵体的扩散部分有冻结现象,使增压泵的性能变坏,要采取保温措施。
由于从钢水中产生的气体含有SO?等,容易腐蚀排气系统的管网,喷射泵和冷凝器的 内壁必须采取防腐措施。
真空系统的漏气量指该系统处于真空工作状态时,从大气一侧向真空系统漏入的空气 量,单位为L/s或kg∕h,其换算关系如表2-16所示。真空泵系统的检漏是蒸汽喷射泵现 场调试和维护以及定检以后测试的主要内容,泄漏量的大小显示了真空泵系统设备状况的 好坏。检漏有两个目的:寻找泄漏点和确定漏气量。在实际生产中,寻找漏气点是一个麻 烦费时的工作。
|
_____________________表2.16漏气量单位换算表 | ||||
|
漏气量单位 |
g/s |
kg/h |
L/s | |
|
IL/s |
(1/760) X (28. 7/24)= |
L573 X K)-? |
1.573 × 10 ^3×(36OO∕1O∞) =5. 665 × 10 -3 |
1 |
|
lkg∕h |
__________________0. 2778 |
1 |
176.5 | |
|
注:在20p、IOOkPa下,ImoI空气质量为28. 7g,占有22. 4L体积。 | ||||
真空泵系统允许的最大漏气量,通常是取真空系统真空泵的有效抽气量的10%作为真 空系统允许的最大漏气量。所谓有效抽气量是指真空泵的实际抽气能力。一旦确定真空系 统真空度不良是由漏气所引起的,就必须准确地检出漏气部位并及时加以排除。真空系统 的检漏方法主要有正压法和真空法,如表2-17所示。
表2,17常用的检漏方法
|
方法 |
___________要点 |
仪器 |
______特点_______ | |
|
正压法 |
放置法 |
加压后放置于大气(或水槽)中视其压降 |
压力表 |
灵敏度取决于压力表 |
|
在法兰、焊缝及动密封处,注意观察泡沫发生 |
肉眼 |
灵敏度较高,光线要好,细心 | ||
|
充氨法 |
一外部用HC1、CO2作指示剂,泄漏点产生烟雾, 用酚献石蕊试纸观察颜色变化_________ |
肉眼 |
灵敏度较高,但要反应时间 | |
44 -
2 炉外精炼的理论与技术基础
续表2-17
|
方法 |
___________要点 |
仪器 |
______特点______ | |
|
正压法 |
充氟法 |
外部用电子检漏仪,用丙烷火炬(呈蓝色),当 与不燃氟气相遇时,火焰由蓝变绿 |
电子仪、 肉眼 |
灵敏度高,较麻烦 |
|
真空法 |
灵敏度高,只需知道真空度差值.查找漏点难, 需真空泵真空阀 |
真空计 |
灵敏度高.只需知道真空度差 值,查找漏点难,需真空泵 | |
F工艺参数的确定
真空泵系统由两部分组成:启动真空泵;工作真空泵。
启动真空泵是在规定的时间内将真空室内压力降低到所需值。因此启动泵的抽气能力 S(kg∕h)为:
,101.3 -D1 60 1
S=(-10L3£LV'+^)X1-293 xTX^
82 ,101∙ 3 -p] ʌ
=7( 101.3 匕+*)
(2-42)
式中Pl—启动泵应抽到的压力,kPa;
匕——被抽空系统总容积,m3;
%一真空室耐火材料体积,m3;
α..耐火材料放气量,m3∕m3 ;
C--达到预定真空度所需的时间,min;
101.3——大气压力,kPa;
1.293——空气密度,kg∕m3;
0. 95——被抽空系统的漏气系数。
耐火材料放气量由两部分组成:一是耐火材料所吸附的气体;二是钢水中碳与耐火材 料中的氧反应而生成的co。但在较低真空度时,这两部分与真空处理时大量排出的气体 量相比是很少的,所以式(2-42)可写成:
82 101.3 -pl s = 7(
101.3
匕)
(2-43)
工作泵工作时抽去的气体包括三部分:一是钢液反应生成的气体,如氢、氮、一氧化 碳等;二是钢中碳与耐火材料反应产生的气体;■三是向钢液中吹入的惰性气体。这些抽气 量的计算是很复杂的。一般钢包中钢水内反应生成的气体呈指数减少;钢水中的碳与耐火 材料的反应随真空度的提高将增强;随真空度的提高向钢包内吹入的惰性气体量将减少以 防止钢水喷溅。可以只考虑在确定的工作真空度下的抽气能力。这时,可将钢水中的碳与 耐火材料反应生成的CO量和向钢液中吹入的惰性气体量看成恒定;钢水在恒定工作压力 下处理时,可按式(2-44)计算抽气能力。
S =孚(mC0η +;01 号%)+ S气
(2 -44)
式中m——被处理的钢水量,t;
C0--钢液放气量,m3/t;对于脱氧程度不同的钢水差别可能较大,大致在0.2 ~
2.5真 空
一 45
O. 6m3∕t,未脱氧钢应取上限;
S气——单位时间内输入的惰性气体或反应气体,kg/h;
Pi...起始真空度,kPa;
P2——计算所选定的真空度,kPa;
t--从起始真空度达到预定真空度所需的时间,min;
η——钢液放气系数,随处理的钢种、压力降范围、处理时间及实际操作经验而定。
为了适应钢水处理时的放气特点,一般设计几个特定的真空度;并根据所设定的真空 度确定不同的抽气能力。
2.5.2钢液的真空脱气
钢的真空脱气可分为三类:
(1)钢流脱气:下落中的钢流被暴露给真空,然后被收集到钢锭模、钢包或炉内。
(2)钢包脱气:钢包内钢水被暴露给真空,并用气体或电磁搅拌。
(3)循环脱气:在钢包内的钢水由大气压力压入抽空的真空室内,暴露给真空,然后 流出脱气室进入钢包。
真空脱气系统的选择由许多因素决定,除真空脱气的主要目的外,还包括投资、操作 费用、温度损失、处理钢水、场地限制和周转时间等。
2. 5. 2. 1钢液脱气的热力学
氧、氢、氮是钢中主要的气体杂质,真空的一个重要目的就是去除这些气体。但是, 氧是一较活泼的元素,它与氢不一样,通常不是以气体的形态被去除,而是依靠特殊的脱 氧反应形成氧化物而被去除。所以在真空脱气中,主要讨论脱氢和脱氮。
氢和氮在各种状态的铁中都有一定的溶解度,溶解过程吸热(氮在∙γ-Fe中的溶解例 外),故溶解度随温度的升高而增加。气态的氢和氮在纯铁液或钢液中溶解时,气体分子 先被吸附在气一钢界面上,并分解成两个原子,然后这些原子被钢液吸收。因而其溶解过 程可写成下列化学反应式:
yH2(g)=[H] ;N2(g)=[N]
氢和氮在铁中的溶解度不仅随温度变化,而且与铁的晶型及状态有关。1984年日本学 术振兴学会推荐的数据为:
|
Ot -Fe: IgKH = |
-号-2. 369 |
IgKN |
1520 , =--y--l∙04 | |
|
γ-Fe; IgKw = |
-i^-2. 369 |
IgKN |
=孥-1.995 | |
|
6 - Fe : IgKH = |
-舉-2.369 |
IgKN |
= -ψ-l∙04 | |
|
Fe(I)CgKL |
-*-1.591 |
IgKN |
=-祟-1.063 |
(2-45) |
氢和氮在铁液中有较大的溶解度。1873K时,w[H] =0.0026%, w[N] = 0. 044% o 氮的溶解度比氢的高一个数量级。但在铁的熔点及晶型转变温度处,溶解度有突变。
2 炉外精炼的理论与技术基础
在小于IO5Pa的压力范围内,氢和氮在铁液(或钢液)中的溶解度都符合平方根定 律,用通式表示为:
兵 2(g)=[X]
a〔x] =√x" [X]% =KX √Pχ2∕pθ (2 -46)
式中X2(g)...表示H2, N?气体;
。凶--气体(氢或氮)在铁液中的活度;
A——气体的活度系数;
MX]%——气体在铁液中的质量分数;
KX——气体(氢或氮)在铁液中溶解的平衡常数,其数值可按式(2-45) 计算;
Px2..气相中氢、氮的分压,Pa;
Pe...标准态压力,IOOkPa。
温度和压力的增加,气体的溶解度增大,其他溶解元素j的影响可一级近似地利用相 互作用系数表示:
lg∕x =Xe;w [j]% (2 -47)
在1600K ,第三组元对气体在铁中溶解的相互作用系数列于表2-18。
表2-18 j组元对氢(或氮)在铁中溶解的相互作用系数
|
j |
c |
S |
P |
Mn |
Si |
Al |
Cr |
Ni |
Co |
V |
Ti |
O |
|
0. 06 |
0. 008 |
0. 011 |
-0.∞14 |
0.027 |
0.013 |
-0.0022 |
0 |
0. 0018 |
-0. 0074 |
-0.019 |
-0. 19 | |
|
4 |
0. 13 |
0. ∞7 |
0. 045 |
-0. 02 |
0. 047 |
-0. 028 |
-0.047 |
0.011 |
0.011 |
-0.093 |
-0.53 |
0.05 |
钢中气体可来自于与钢液相接触的气相,所以它与气相的组成有关。氮气在空气中约 占79%,而在炉气中氮的分压力,由于Co等反应产物逸出,稍低于正常空气,约在 0. 77 X IO5 -0. 79 X IO5Pa ZfCo空气中氢的分压力很小,约为5. 37 x IO^Pa左右,与此 相平衡的钢中含氢量是0.02x10-%。由此可见,决定钢中含氢量的不是大气中氢的分 压,而应该是空气中的水蒸气的分压和炼钢原材料的干燥程度。空气中水蒸气的分压随气 温和季节而变化,在干燥的冬季可低达304Pa,而在潮湿的梅雨季节可高达6080Pa,相差 20倍。至于实际炉气中水蒸气分压有多高,除取决于大气的湿度外,还受到燃料燃烧的 产物、加入炉内的各种原材料、炉衬材料(特别是新炉体)中所含水分多少的影响,其中 主要是原材料的干燥程度的影响。炉气中的HzO可进行如下反应:
¾O(g) =2[H] +[0]
K 城ɑ0 . .O [H]% )2 ♦ - [0]%
Ph2o×Pθ p¾o∕pθ
⅛⅛= -ɪ^-0.013 (2-48)
设氢及氧的活度系数九=1, y0 = l,贝!1;
MdHI%=储" (2-49)
2.5真 空
——47
由此可见,钢液中氢的含量主要取决于炉气中水蒸气的分压,并且已脱氧钢液比未脱 氧钢液更容易吸收氢。
脱气、脱氧后的钢液和水分接触后,几乎全部的水分都有可能被钢水所吸收,所以关 于保温剂和钢包耐火材料及中间包耐火材料中水分的控制,要特别注意。
真空脱气时,因降低了气相分压,而使溶解在钢液中的气体排出。从热力学的角度, 气相中氢或氮的分压为IOO ~200Pa时,就能将气体含量降到较低水平。
2.5. 2. 2钢液脱气的动力学
A脱气反应的步骤
溶解于钢液中的气体向气相的迁移过程,由以下步骤所组成:
(1)通过对流或扩散(或两者的综合),溶解在钢液中的气体原子迁移到钢液-气相 界面;
(2)气体原子由溶解状态转变为表面吸附状态;
(3)表面吸附的气体原子彼此相互作用,生成气体分子;
(4)气体分子从钢液表面脱附;
(5)气体分子扩散进入气相,并被真空泵抽出。
一般认为,在炼钢的高温下,上述(2)、(3)、(4)等步骤速率是相当快的。气体分 子在气相中,特别是气相压力远小于0∙ IMPa的真空中,它的扩散速率也是相当迅速的, 因此步骤(5)也不会成为真空脱气速率的限制性环节。所以真空脱气的速率必然取决于 步骤(1)的速率,即溶解在钢中的气体原子向钢-气相界面的迁移。在当前的各种真空 脱气的方法中,被脱气的钢液都存在着不同形式的搅拌,其搅拌的强度足以假定钢液本体 中气体的含量是均匀的,也就是由于搅动的存在,在钢液的本体中,气体原子的传递是极 其迅速的。控制速率的环节只是气体原子穿过钢液扩散边界层时的扩散速率。
B真空脱气的速率
因为脱气过程的限制性环节是溶解于钢中的气体穿过钢-气相界面的钢液侧的边界 层,所以钢液侧边界层中气体的扩散速率就可以当作脱气过程的总速率。根据菲克第一定 律,扩散物质通过边界层的传输速率与其所具有的钢液内部浓度Cm和钢液表面浓度CM之 差成正比,在单位时间内,通过界面积4的物质通量方可表示为:
|
h = -β ■ A ■ (cm -cm.8) | |
|
结合实际的脱气过程,有: | |
|
亢=-FX • 4 ∙ (w[x] -w [x]5) |
(2-50) |
|
假定脱气钢液的体积是匕 根据气体的物质平衡可以得出: | |
|
⅛jxl |
(2-51) |
|
联立式(2-50)和式(2-51),可得: | |
|
_dw尸=GX ' ɪ ∙ (w[X] j [XL) |
(2-52) |
式中w[X]——钢液内部某气体X的质量分数;
w [X],——钢液表面与气相平衡的X的质量分数,可由气体溶解的平方根定律得出;
48
2 炉外精炼的理论与技术基础
SX——比例系数,又被称为传质系数,m/s;
A——接触界面积,m2;
^—脱气钢液的体积,m3o
在大多数真空脱气的条件下,与真空相接触的钢液表面气体的浓度("[X],)可以 当作常数,再假定心• 4”不是时间的函数,贝IJ对式(2-52)积分得:
式中w [X],--真空脱气t时间后钢液中的气体质量分数,%;
w [X]o—脱气前钢液气体与气相的初始质量分数,即钢液内部X的初始含量,% ;
t...脱气时间,So
但是,在真空条件下(工作压力一般被控制在67~133Pa),此时若假定气体的分压 等于总压,则可计算发现就XL <w[x] <w[X]0, w[X]"可忽略,而将式(2-53)简 化成:
= (2-54)
w L ʌ J O 2. 3' V
式(2-54)表明经过力时间脱气后,钢液中残留的气体分数,实际上也代表了脱气 的速率公式。由此可见,决定脱气效果的是传质系数和比表面积。为了提高自∙(A/V) 的值,工业上采取了真空提升脱气法(DH法)、真空循环脱气法(RH法)、真空罐内钢 包脱气法(VD法)等。
可在真空脱气过程中,每隔一定时间取样分析"[X],,然后以对t作图,
而得一直线关系,求出直线的斜率,除以0.434A/匕就可以算出传质系数FX值。亦可用 表面更新理论得出:
/=2J 宀 (2-55)
式中d—扩散系数,m2∕s;
4—熔体内某一体积元在气液界面停留的时间,s。
熔体中气体的扩散系数Z)取决于熔体的黏度。随着温度的增加,黏度降低,气体的扩 散系数增大。在 1600七时,Dn =5.5 ×10^9 m2∕s; OH =3∙51 ×10^6 m7s; D0 =2.6 ×10^9 m2∕so %取决于温度、钢液搅动情况等因素,在炼钢条件下,4的数值很小,一般只有 0.01 -O. Iso
由于氮的扩散系数低,所以真空处理时,脱氮速度缓慢。而且氮的原子半径较大,同 时气-钢表面又大部分被钢中表面活性元素硫、氧所吸附,因此氮的扩散速率小,氮在钢 中的溶解度高。所以钢液脱氮实际效果很差。
C熔池沸腾时脱气的速率
在脱气的同时若有碳氧反应发生,有大量CO气泡放出和钢液接触,由于气泡中氢和 氮的分压很低,Px2≈0,对钢液溶解的气体,它就相当于小真空室的作用。钢液中[H]、 [N]的原子就能自发地进入气泡内,形成H2、N2分子,随Co气泡从钢液中排出。
Kalling等人在收集和分析了许多有关脱气研究的资料后指出,若CO气泡的平均直径
2.5 真 空
49
为2cm,在钢液中上浮的时间为25s,则可以认为钢液中溶解的气体与气泡中该气体的分 压已经达到了平衡。
在脱碳过程中,假设dU (单位:cm3)为停留在钢液中的Co气泡的体积元,Co气泡 中气体(%)的分压为P% (注:P%=Px/pe),与钢液中溶解气体w[X]处于平衡,从 钢液中排出的气体量为-d"[X],则由物质的平衡关系可以得出:
⅛x2dκ W6 S rγl o
22.4 XIO5 100 l j '
式中 Mx2...气体X2的摩尔质量,g/mol;
W一经过脱气处理的钢液的质量,t。
Co是钢中碳氧化反应的产物,它的多少取决于钢液的脱氧量。由碳的质量平衡可 得出:
才入而=-面・*© (2-57)
将式(2-56)与式(2-57)相除并移项后可得:
dw[X] _^x;.喧 dw[C] 12 PIO
(2-58)
对于反应)Xz(g)=[X],其平衡常数KX=吟迎,将Pk代入式(2-58),并对时间 微分后可得:
或
d¾>[ X] _ Mχ? ( «4 X] ) dw[ C] dt = 12K⅛-0
M%(MX])2
F 12KyC
(2-59)
式中Pco--CO气泡中CO的量纲一的分压,PZo =Pco/pB;
^x2—气体X2在钢液中溶解的平衡常数。
因为气泡中Xz的分压PK=XX2 ∙ P',其中p'为气泡内的总压力(可近似认为等于外 压),Gz为Xz在气泡中的体积分数,一般不超过5%,所以可认为儿。近似等于p'。
由式(2-59)可见,在熔池沸腾时,脱气速率与钢中气体含量的平方及脱碳速率成
正比。
由式(2-59)可得出氢和氮的排出速率与脱碳速率的关系式:
(矶 H] )2. 7 (姉[N] )2
利用类似方法还可导出脱碳量与脱气量的关系:
9©)=W矶C]=甯^誌丁昂r (2-60)
由式(2-60)可见,增大脱碳量有利于脱气的进行,因为它提供了反应界面及减少 Px2;降低曲。(如在真空中或吹氨)时,又可进一步促进钢中气体的去除。
D吹氫搅拌时脱气的速率
氫气泡通过钢液时,溶解于钢中的气体([H]、[N])会以气体分子的形式进人氫气
50
2 炉外精炼的理论与技术基础
泡中。假定气泡的总压等于外压",气泡中气体X。的分压为j⅛,则有:
d% — P'χ2 M=P,_p.
式中%2——从It钢液中放出的气体体积,m3∕t;
匕,——吹入钢液的氨气体积,m3∕to
设钢中溶解的气体向氨气泡解析的反应达到了平衡,则有:
(2-61)
"[x] =KX ∙ y^
d% =-賢d"[X]
将式(2-62)、式(2-63)代人到式(2-61)中可得:
M=-资∙ (MX] •(方T)
=_p' •磁•吗円 2 -⅛4X])
¾r X (Mx〕/ 」丿
积分后得:
(2 -62)
(2-63)
(2 -64)
九=款[p'・K” (⅛-⅛α)-^tχ]-tχ]o)] (2-65)
由于式(2-65)中的(w[X]-w[X]。)项远小于它的前一项,可将此项忽略,则可 得到如下的近似式:
V,r^^ ■ p, ∙ K^ • \ ɪ-1 (2-66)
MX2 P Lw[X] w[X]0J
式(2-60)和式(2-66)都说明,当钢液中有气体排出时,可促进钢液的脱气。 但是,在推导它们之间的关系时,作了两项较为重要的假定:一是钢中溶解的气体与气泡 达到了平衡;二是气泡内的总压等于外压。在实际生产中的钢液脱气,以上两项假设都不 会被满足,特别是气泡在钢液内上浮这段时间内,平衡不可能达到,也就是实际的气体分 压必然小于平衡的分压。这样,为了脱除同量的气体,就必须吹入较按式(2 -66)计算 值更多的氨气。对于碳氧反应则要有更大的脱碳量。这样就需要引入去气效率/以进行修 正。由式(2-66)计算出的吹氨量除以/的商就是实际需要的吹氣量。去气效率/通常由 实验确定。当脱氧钢进行吹氨时,/波动于0.44 ~0.75之间,对未脱氧的钢在大气下吹筑 时,/波动在0∙8~0.9之间。
2. 5. 2. 3 降低钢中气体的措施
(1)使用干燥的原材料和耐火材料。
(2)降低与钢液接触的气相中气体的分压。这可从两方面采取措施:一是降低气相的 总压,即采用真空脱气,将钢液处于低压的环境中。也可采用各种减小钢液和炉渣所造成 的静压力的措施。另一方面是用稀释的办法来减小pxz,如吹儘、碳氧反应产生一氧化碳 气体所形成的气泡中,P%就极低。
(3)在脱气过程中增加钢液的比表面积(4/门。使钢液分散是增大比表面积的有效 措施。在真空脱气时使钢液流滴化,如倒包法,真空浇注,出钢真空脱气等。或使钢液以 一定的速度喷入真空室,如RH法、DH法等。采用搅动钢液的办法,使钢液与真空接触
2.5真 空
51
的界面不断更新,也起到了扩大比表面积的 作用,使用吹氫搅拌或电磁搅拌的各种真空 脱气的方法都是属于这种类型。
(4)提高传质系数。各种搅拌钢液的方 法都能不同程度地提高钢中气体的传质系数。
(5)适当地延长脱气时间。真空脱氢时, 钢中氢含量的变化规律如图2-18所示,在开 始的Iomin内脱氢速率相当显著,然后逐渐减 慢。对于那些钢液与真空接触时间不长的脱 气方法,如RH法或DH法,适当地延长脱气 时间可以提高脱气效果。
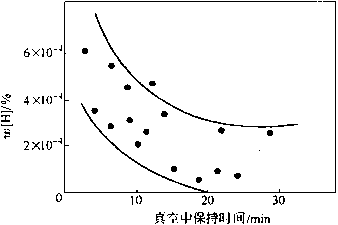
图2-18真空脱气时钢中氢含量的变化
2.5.3钢液的真空脱氧
在常规的炼钢方法中,脱氧主要是依靠硅、铝等与氧亲和力较铁大的元素来完成。这 些元素与溶解在钢液中的氧作用,生成不溶于钢液的脱氧产物,由于它们的浮出而使钢中 含氧量降低。这些脱氧反应全是放热反应,所以在钢液的冷却和凝固过程中,脱氧反应的 平衡向继续生成脱氧产物的方向移动,此时形成的脱氧产物滞留在枝晶间不容易排出。所 以,指望用通常的脱氧方法而获得完全脱氧的钢,在理论上也是不可能的。此外,常规的 脱氧反应都是属于凝聚相的反应,所以降低系统的压力,并不能直接影响脱氧反应平衡的 移动。
如果脱氧产物是气体或低压下可以挥发的物质,那么就有可能利用真空条件来促使脱 氧更趋完全,而且在成品钢中并不留下以非金属夹杂形式存在的脱氧产物。在炉外精炼的 真空条件下,有实用价值的脱氧剂主要是碳,故本节主要讨论碳的真空脱氧。
2. 5. 3. 1 氧在钢液中的溶解
氧在钢液中有一定的溶解度,其溶解度的大小首先取决于温度。据启普曼对Fe-O系 平衡的实验研究,在1520 ~ 1700七范围内,纯氧化铁渣下,铁液中氧的饱和溶解度与温度 的关系式为:
Igw [ O]tew= -^+2.734 (2-67)
由式(2-67)计算可知,温度为1600k时,w[0]=0.23%;而氧在固体铁中的溶解度 很小,一般在Y-Fe中氧的溶解度低于0.003%。所以,如果不进行脱氧,则钢液在凝固 过程中,氧会以CO气体或氧化物形式大量析出,这将严重地影响生产的顺行和钢材质 量。当铁液温度由152OtiC升高到1700七时,氧的溶解度增加了一倍,达0.32%。由此可 以认为,提高出钢温度对获得纯洁的钢是不利的。但是在实际的炼钢过程中,钢液中存在 一些其他元素、液面覆盖有炉渣、四周又接触耐火材料,所以氧的溶解是极为复杂的。若 以实测氧含量与式(2-67)计算结果相比较,可以认为氧在钢中的溶解远未达到平衡。 一般来说,实际的氧含量与炉子类型、温度、钢液成分、造渣制度等参数有关。两种 主要炼钢方法氧化精炼末期钢液的含氧量可用以下经验式来估计。
碱性氧气转炉:
2 炉外精炼的理论与技术基础
"[°] •矶C] 1 :C1 (2-68)
1+0. 85矶 OJ
碱性电弧炉:
=[0] =°,*6 +o.o08 (2 -69)
从电弧炉钢液含氧的情况来看,如果氧化末期w[C] >0.20%,则皿0]含量主要取 决于刘C], 一般波动在0.01% ~ 0.08%。只有在极低碳钢和超低碳不锈钢冶炼时,氧化 终了时的氧才大于0∙ 1%。
此外,钢液中的合金元素对氧在铁中的溶解有影响,这种影响可用相互作用系数■ 来定量描述。钢中常见元素对氧活度的相互作用系数列于表2-19。
表2-19 j组元对氧和碳活度的相互作用系数(1600CC)
|
j |
c |
Si |
Mn |
P |
S |
Al |
Cr |
Ni |
V |
|
4 |
— 0.45 |
-0. 131 |
-0.021 |
0.07 |
-0. 133 |
-1. 170 |
-0.04 |
0. 006 |
-0.3 |
|
雄 |
0.14 |
0. 08 |
-0.012 |
0.051 |
0. 046 |
0. 043 |
-0. 024 |
0.012 |
-0. 077 |
|
j |
Mo |
W |
N |
H |
0 |
Ti |
Ca |
B |
Mg |
|
⅛ |
0. 0035 |
-0. ∞85 |
0.057 |
—3. 1 |
-0.20 |
-0.6 |
-271 |
-2.6 |
-283 |
|
4 |
-0. 0083 |
-0. 0056 |
0. 11 |
0. 67 |
-0. 34 |
-0.097 |
0.24 |
2. 5. 3. 2碳脱氧的热力学
在真空下,碳脱氧是最重要的脱氧反应,可表示如下:
© +[0] = jC0i K _Pco/p。—Pa)∕p° C ɑe ∙ ɑo A ∙ w [c]% ∙f0 ∙ ^ Lθ]%
上式可改写成: ⅛()= IgKC + lg∕c + lg∕0
对于 Fe-C-O 系,有:IgyC=座W [c]% +e 觊[0]% Igyo = e觊[。]% + MW [C]% 平衡常数和温度的关系:
IgKC=岩^ + 2. 07
温度为1600七时,碳氧之间的平衡关系为:
—P「「〕)=2. 694-0.31w[C]% -0. 54"[O]%
由式(2-73)可以算出不同PCo下碳的脱氧能力。
对于还含有其他元素的Fe-C-O系统,碳在真空下的脱氧能力仍可使用式(2 -71),只不过在计算yc和/o时应考虑到其他元素的影响,即通过相互作用系数ejz和"来 计算yc和/。。热力学计算和实验都证明,像硅、铝、钛这样一些元素对钢液的碳脱氧有不 利的影响。不过,在真空室内,钢液中的过剩的碳可与氧作用发生碳-氧反应,而使钢液 的氧变成CO排除,这时碳在真空下成为脱氧剂,它的脱氧能力随真空度的提高而增强。 在炉外精炼常用的工作压力(<133Pa)下,碳的脱氧能力就超过了硅或铝的脱氧能力。
(2 -70) (2-71)
(2-72)
(2 -73)
2.5真 空
但是,实测的结果以及许多研究者的试验都表明:在真空下,包括在高真空(例如真 空感应炉熔炼时工作压力为0∙07 ~0∙ IPa)下,碳的脱氧能力远没有像热力学计算的那样 强。并且比较了当前应用较普遍的几种真空精炼工艺,发现不同工艺所精炼钢液的氧含 量,都降低到几乎同样的水平。该氧含量只与钢中含碳量和精炼前钢液脱氧程度有关。真 空精炼后,氧含量的降低幅度约为50% ~ 86%。真空精炼未脱氧钢,能最大限度地降低钢 中氧含量。若将实测的真空精炼后的氧含量标于碳一氧平衡图上(如图2-19所示),发现 真空精炼后(加入终脱氧剂之前),钢中的氧含量聚集在约IokPa的一氧化碳分压力的平 衡曲线附近。因此实测值将大大高于与真空精炼的工作压力相平衡的平衡值。
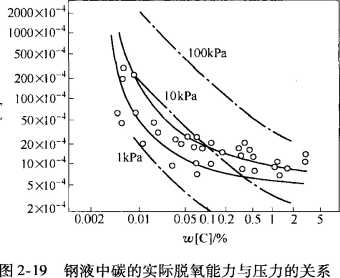
真空下碳氧热力学平衡关系只在气-液交界面上才有效。在气-液相界面上脱氧产物 CO能从液面上去除到气相中,此时反应的平衡受气相中CO分压力的影响。
在熔池内部,C0气泡内的压力必然大大超过钢液面上的气相中C。的分压。因为生 成气泡要克服气相总压力、钢液及熔渣静压力和钢液表面张力形成的附加压力(毛细管压 力)作用。在不计入脱碳过程中进入气泡内的Hz和呼的分压时,气泡内的PCO必须满足如 下关系:
Pco >Pa+Pm+Ps+子 (2-74)
式中PCO..气泡内C。的分压,Pa;
P.——钢液面上气相的压力,可认为等于真空系统的工作压力,Pa;
Pm——钢液的静压力,Pa;
P・.—熔渣的静压力,Pa;
σ——钢液的表面张力,N/m;
r——CO气泡的半径,m。
很明显,利用真空只能降低P.的数值。但实际上式(2-74)右侧的第二项至第四项 也有较大的数值,例如,熔池深度(九)每增加IOCm,钢液的静压力(pra)就增加 6. 67kPa,如果钢包较大,也是个较大的阻力。对于半径较小的气泡,其表面张力形成的 附加压力就更为可观,如r =5 X 10%m的气泡,其红=60kPa。所以当区<<p.+p. +红 r r
时,真空度对碳氧反应的影响就很微弱,而限制碳脱氧能力的主要因素将是钢液及熔渣的
54
2 炉外精炼的理论与技术基础
静压力和表面张力的附加压力。所以真空下碳的脱氧能力达不到热力学计算的平衡值。
以上讨论的是均相形核的情况,在实际操作中由于向钢液吹入惰性气体或在器壁的粗 糙的耐火材料表面上形成气泡核减小了表面张力的附加压力,有利于真空脱氧反应的 进行。
向钢液吹入惰性气体后形成很多小气泡,这些小气泡内的CO含量很少,钢液中的碳 和氧能在气泡表面结合成CO而进入气泡内。直到气泡中的CO分压达到与钢液中的 M6、"[0]相平衡的数值为止。这就是吹氫脱气和脱氧的理论根据。
在炉底和炉壁的耐火材料表面上是粗糙不平的,钢液与耐火材料的接触是非润湿性的 (润湿角在100° ~ 120。之间),在粗糙的表面上总是有不少微小的缝隙和凹坑,当缝隙很小 时由于表面张力的作用,金属不能进入,这些缝隙和凹坑成为Co气泡的萌芽点。
从气泡核形成逐渐鼓起,直到半球以前,与[C]和[0]平衡的分压PCo必须大于附 着在炉底或炉壁上的气泡内的压力才能使气泡继续发展直到分离浮去。在一定钢液深度下 MC]•初0]越低,Co的平衡分压PCO越低。
在钢液中自由上浮的气泡随着体积的增大上浮速度将加快。由于气泡大小不同,具有 不同的形状。气泡的当量直径小于5mm时,由于表面张力的作用,气泡为球形;大于 5mm小于IOmm时,由于钢液的静压力而引起的气泡上下压力差,使气泡成为扁圆形;当 气泡当量直径达IOmm以上时,气泡成为球冠形。
真空下碳氧反应只在气液相界面有效,碳氧反应在现成的气液相界面PCo越低,所必 须的r值越大。在脱氧过程中,由于w[C] ∙M0]值越来越低,r值越来越大,所以有越 来越多的小缝隙和凹坑不能再起萌芽作用。因而随着矶C] ∙w[O]的降低产生气泡的深 度越来越小。开始时在底部产生气泡,以后就只能在壁上产生,再往后只能在壁的上部产 生气泡,最后全部停止。 ^
在真空处理钢液时,启动真空泵降低系统压力使反应平衡移动。钢液形成沸腾,大量 气泡产生(最高峰),然后由于下部器壁停止生成气泡,沸腾又逐渐减弱,这就是在真空 下碳脱氧过程中钢液沸腾的产生和停止原理。
钢液面上的气相压力(真空室低压)远比钢液深度造成的静压力和气泡承受的毛细管 压力小得多。因此处理后的实际含氧量要比依据真空室压力进行热力学计算所得到的平衡 氧含量高得多。在以Co气泡和钢液的界面上以及液滴和气相之间的交界面上,Co气体 以分子形式直接从液相挥发到气相中去,不受钢液静压力和毛细管压力的作用。因此,在 这些界面上的MC]、w[0]值可以降低到热力学值的水平。
2. 5. 3. 3碳脱氧的动力学
A碳氧反应的步骤
根据前面的分析,碳氧反应只能在现成的钢液-气相界面上进行。在实际的炼钢条件 下,这种现成的液-气相界面可以由与钢液接触的不光滑的耐火材料或吹入钢液的气体来 提供。可以认为在炼钢过程中,总是存在着现成的液-气界面。因此,可以认为碳氧反应 的步骤是:
(1)溶解在钢液中的碳和氧通过扩散边界层迁移到钢液和气相的相界面;
(2)在钢液-气相界面上进行化学反应生成CO气体;
2.5真 空
55
(3)反应产物(CO)脱离相界面进入气相;
(4) Co气泡的长大和上浮,并通过钢液排出。
步骤(2)、(3)、(4)进行得都很快,控制碳氧反应速率的是步骤(1)。碳在钢液中 的扩散系数比氧大(Z>c=2,0×10-8m2/s, Oo= 2.6xl0-9m2/s), 一般碳含量又比氧含量 高,因此氧的传质是真空下碳氧反应速度的限制环节。
B碳脱氧的速率
在高温条件下,气液界面上化学反应速率很快。同时,CO气体通过气泡内气体边界 层的传质速率也比较快。所以可以认为,气泡内的Co气体与气液界面上钢中碳和氧的活 度处于化学平衡。这样,碳脱氧的速率就由钢液相边界层内碳和氧的扩散速率所控制。碳 在钢液中的扩散系数比氧大,钢中碳的浓度一般又比氧的浓度高出一到二个数量级,因此 氧在钢液侧界面层的传质是碳脱氧速率的控制环节。由此可得:
-峭1 = ⅞1∙今(矶。j[0].) (2-75) 式中一吗尹——钢中氧浓度的变化速率;
0。——氧在钢液中的扩散系数;
6——气液界面钢液侧扩散边界层厚度;
D0∕δ——等于鱼,钢液中氧的传质系数;
w [0]β—在气-液界面上与气相中CO分压和钢中碳浓度处于化学平衡的氧 含量。
由于妙[0]s<<"[0],<"[0]。,所以可将w[0]"忽略,即:
⅛^1= -β0 ∙y-«[0] (2-76)
分离变量后积分得:
"-231g需M区 /) (2-77)
w [0]∕w [O]0的物理意义是钢液经脱氧处理I秒后的未脱氧率——残氧率(指溶解 氧,不包括氧化物)。氧的传质系数6。在该状态下取3 XlO "m/s。
假设钢包内径为L 6m,钢包中钢液的高度H = 1.5m,所以4/,为O. 67m-1 , Q。/b = 3×10-4m/s,这相应于钢包中的钢液是平静的。将以上假设的数据代入式(2-77),计算 结果列于表2-20。
由表2-20可见,在钢液平静的条件下,碳脱氧速率不大,所以在无搅拌措施的钢包 真空处理中,碳的脱氧作用是不明显的。
表2-20脱氧时间的计算值
|
脱氧率/% |
残氧率/% |
脱氧时间/S |
脱氧率/% |
残氧率/% |
脱氧时间/S |
|
30 |
70 |
1550 (约 26min) |
90 |
10 |
11500 (约 200Inin) |
|
60 |
40 |
4550 (约 76Inin) |
当使钢液分散地通过真空时,如倒包法、真空浇注、RH等,碳的真空脱氧作用就截
56
2 炉外精炼的理论与技术基础
然不同。由于钢液在进入真空室后爆裂成无数小液滴,有人估计液滴的直径在0.001 ~ IOmm范围内。为了计算方便,假定液滴直径为o.3cm、0.5cm、0. 8cm,它们的A/V值分 别是20Cm-1、12cm-‘、8cm'o液滴暴露在真空中的时间大约为0. 5 ~ Is。由于液滴是在 钢液的剧烈运动下形成的,从而液滴内部的钢液也在运动着,因此D/B值将大于上述计算 所采用的数值。对于已脱氧的钢取0∙05,未脱氧的钢取0.20。计算的结果列于表2-21。
表2-21暴露在真空中的液滴脱氧率的计算结果
|
脱氧状况 |
液滴直径/cm |
液滴在真空中暴露IS |
液滴在真空中暴露0∙ 5s | ||
|
残氧率/% |
脱氧率/% |
残氧率/% |
脱氧率/% | ||
|
已终脱氧钢 |
0.3 |
37 |
63 |
61 |
39 |
|
?=0.05 |
0.5 |
55 |
45 |
74 |
26 |
|
0.8 |
_______69 |
________31________ |
________83________ |
________17_________ | |
|
未脱氧钢 |
0.3 |
2 |
98 |
14 |
86 |
|
-~=Q. 20 |
0.5 |
9 |
91 |
30 |
70 |
|
6 |
0. 8 |
22 |
78 |
47 |
53 |
由这些计算结果可以看出,在液滴暴露于真空的短时间内,脱氧率是相当可观的,液 滴愈小脱氧效果愈好。钢液的脱氧程度也明显地影响着脱氧效果。这些结论与实际操作的 结果是一致的。
2. 5. 3. 4 有效进行碳的真空脱氧应采取的措施
在大多数生产条件下,真空下的碳氧反应不会达到平衡,碳的脱氧能力比热力学计算 值要低得多,而且脱氧过程为氧的扩散所控制,为了有效地进行真空碳脱氧,在操作中可 采取以下措施:
(1)进行真空碳脱氧前尽可能使钢中氧处于容易与碳结合的状态,例如溶解的氧或 Cr2O3^ MnO等氧化物。为此要避免真空处理前用铝、硅等强脱氧剂对钢液脱氧,因为这 样将形成难以还原的AUOs或SiO?夹杂,同时还抑制了真空处理时碳氧反应的进行,使真空 下碳脱氧的动力学条件变坏。为了充分发挥真空的作用,应使钢液面处于无渣、少渣的状 况。当有渣时,还应设法降低炉渣中FeO、MnO等易还原氧化物,以避免炉渣向钢液供氧。
(2)为了加速碳脱氧过程,可适当加大吹氨量。
(3)于真空碳脱氧的后期,向钢液中加入适量的铝和硅以控制晶粒、合金化和终 脱氧。
(4)为了减少由耐火材料进入钢液中的氧量,浇注系统应选用稳定性较高的耐火 材料。
2.5.4降低CO分压时的吹氧脱碳
把未脱氧钢和中等脱氧的钢暴露在真空下将促进[C]、[0]反应。在适当的真空条 件下,钢水脱碳可达到低于0. 005%的水平。
真空处理前后的例C]、前0]关系如图2-20所示。可见当降低钢液上气相压力PCo 时,矶C]与w[0]的积也相应减少。利用真空条件下的碳氧反应,可使碳氧同时减少。 当钢中含氧量降低某一数值的(A[0])时,则含碳量也相应降低一定数值,由反应式 [C] +[0] = ∣C0i ,可知它们之间存在以下关系:
2∙5真 空
-57
w(Δ[C]) =12w(Δ[O])∕16 =0. 75w(Δ[O])
(2-78)
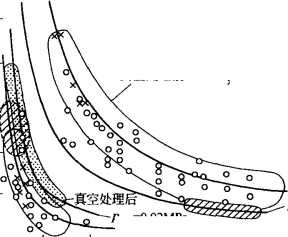
¢zz>新日快(君津)DH
¢^新日铁(八幡)DH o住金(和歌山)DH
0.10
0.08
0.06
0.04
0.02
° 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
真空处理前
PCo=ŋ 02MPa
w[C]∕%
。无铝预脱氧
×有铝预脱氧
RH, DH
‰=O.IMPa
PCo=OO5MPa ^^PCoR0 IMPa
图2-20真空处理前后的吼口、皿0]关系
当碳的浓度不高,温度为1600K, PCo=IOOkPa时,矶C] •矶0] = 2. 5 x 10 ",则当 原始含碳量为就C]。时,其原始含氧量为:
WN 5 停F (2-79)
假定在真空脱碳后,钢液中残余含氧量较之原始含氧量可以忽略不计,则可以认为 w(Δ[O])与原始含氧量MOk相等,那么最大可能的脱碳量为:
CrU rcr 0.75 ×2.5 X10 ^3 1.875 x10"
w(Δ[C]) ≈0.75w [O]0 =------rFη-----=------- (2 -80)
w LCJo " LCJ0
由式(2-80)可知,只有当钢液原始含碳量较低时,才有希望大幅度地降低钢液中 含碳量(与原始含碳量比较)。
炉外精炼中,采用低压下吹氧大都是为了低碳和超低碳钢种的脱碳。而这类钢又以辂 或倍鎳不锈钢居多,所以在以下的讨论中,专门分析高倍钢液的脱碳问题。
2. 5. 4. 1高犠钢液的吹氧脱碳
A “脱碳保辂"的途径
不锈钢中的碳降低了钢的耐腐蚀性能,对于大部分不锈钢,其含碳量都是较低的。近 年来超低碳类型的不锈钢日益增多,这样在冶炼中就必然会遇到高倍钢液的降碳问题。为 了降低原材料的费用,希望充分利用不锈钢的返回料和含碳量较高的倍铁。在冶炼中希望 尽可能降低钢中的碳,而馅的氧化损失却要求保持在最低的水平。这样就迫切需要研究 Fe-Cr-C-O系的平衡关系,以找到最佳的"脱碳保倍”的条件。
在Fe-Cr-C-O系中,两个主要的反应是:
[C] + [ 0] ► I COj
m[Cr] +n[O]--->CrmOπ
对于倍的氧化反应,最主要的是确定产物的组成,即m和"的数值。希尔蒂 (D. C. Hilty)发表了对Fe-Cr-O系的平衡研究,确定了馅氧化产物的组成有三类。当 "[Cr] =0~3.0% 时,倍的氧化物为 FeSO,;当矶 Cr] = 3% ~9% 时,j⅛ Fe0 67Cr2 33 O4;
58
2 炉外精炼的理论与技术基础
当 MCr] >9%时,为 Ch。,或 02O3。
对于倍不锈钢的精炼过程而言,倍氧化的平衡产物应是CdO”。钢液中同时存在 [C]、[Cr]时的氧化反应式为:
[C] +[0] —!COI
3[Cr] +4[0]=^=( Cr3O4)
为分析熔池中碳、倍的选择性氧化,可以将碳和倍的氧化反应式合并为:
4[C] +(Cr3 O4 )=3 [Cr] +4∣C0} ΔrGθ =934706-617. 22T J/mol (2 -81) 反应的平衡常数K为:
3 /4
IZ flCr P CO
K = -----
αC * aCr3O4
由于(Cr3O4)在渣中接近于饱和,所以可取。。。,=1,在大气中冶炼时,又可近似 认为 Ps = IOOkPa,得:
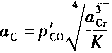
式(2-82)表明,只要熔池温度升高,K值增大,就可使平衡碳的活度降低。同理 降低P/ (注:pZo=Pc。/Pe)也可获得较低的碳活度。图2-21表示了 MCr] =18%时温 度和亜C]以及PCo的关系。根据D.CHilty的数据,按不同的位[Cr]和产物作了不同温 度下的"[C] -w[Cr]平衡图(图2-22),并发现,在w[Cr] =3% ~30%时,w[Cr]和 就C]的温度关系式如下:
lg⅛^= -1^2+9∙46 (2-83)
0.5
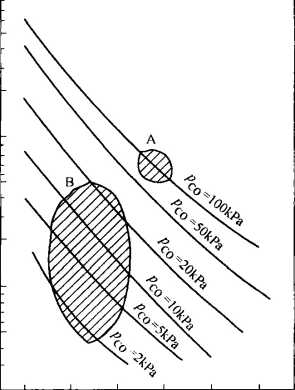
0.002
1600 1700 1800 1900 2000 2100
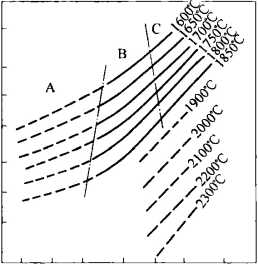
77"C
0.002
0.5 I 2 5 10 20 50 100
w[Cr]∕%
图2-21 18% Cr钢v[C]-温度-PCO的关系
A—用吹氧法的操作条件;B-用减压PCO法的操作条件
图2-22含馅钢液在氧化平衡时的前C]、切[0]关系
A—FeCr2。4 区;B—尖晶石(Cro ∙ Crj θʒ ) K.; C—Cr3 O4 区
2.5 真 空
59
后来又将此实验关系式修正为:
Ig
w[Cr] ∙pK
m[C]
-i≡ + 8.76
(2-84)
由此可见"脱碳保锦”的途径有两个:
(1)提高温度。在一定的PCo下,与一定含馅量保持平衡的碳含量,随温度的升高而 降低。这就是电弧炉用返回吹氧法冶炼不锈钢的理论依据,但是提高温度将受到炉衬耐火 度的限制。对18%倍钢在常压下冶炼,如果碳含量要达到0.03%,那么平衡温度要在 1900(以上。由图2-22可见,与倍平衡的碳越低,需要的温度越高。但是,在炉内过高 的温度也是不允许的,耐火材料难以承受。因此,采用电炉工艺冶炼超低碳不锈钢是十分 困难的,而且精炼期要加入大量的微碳倍铁或金属倍,生产成本高。
(2)降低pc。。在温度一定时,平衡的碳含量随PCO的降低而降低。这是不锈钢炉外精 炼的理论依据。降低Pc。的方法有:
D真空法:即降低系统的总压力,如VoD法,RH-OB等法。利用真空使Pc。大大 降低进行脱碳保倍。
2)稀释法:即用其他气体来稀释,这种方法有AOD法,CLU法等。吹人氫气或水蒸 气等稀释气体来降低PCo进行脱碳保倍。从而实现在假真空下精炼不锈钢。
3)两者组合法:如AOD-VCR法,VoDC法。
B深脱碳能力比较
不锈钢液的深脱碳在惰性气体稀释条件下或在真空状态下进行,对于Ni - Cr系不锈 钢,只考虑钢中元素C、Cr、Ni时,根据脱碳保辂的热力学条件,可得如下关系:
19904
Igp^0 = 8. 06 -+ 0. 23w[ C] % 一0. 0238矶 Cr] % +0. 012矶 Ni] % +
lgw[CL -0.751gw[Cr]% (2-85)
在稀释法中,碳氧反应生成物的分压决定于吹入氫氧混合气体的9(02)4(Ar)体 积比。
*(。2)no1 0∙5□co 0.5pc0
<p(Ar) nAr nAr I-PCO
式中,PZO=Pco/pe。以17Cr为例,由式(2-85)、式(2-86)计算可得到的Co分压和 理论儘氧比的关系见表2-22 o
表2-22理论计算的临界PCo和e(Oz)"(Ar)
|
w[C]∕% |
1650cC |
i7oor | ||
|
pco∕kPa |
φ(02)∕φ(Ar) |
Po/kPa |
*(。2)/P(Ar) | |
|
0. 25 |
71 |
1. 17: 1 |
101. 325 |
— |
|
0. 20 |
55 |
1 : 1. 67 |
80 |
1. 88: I |
|
0. 15 |
41 |
1 :3 |
58 |
1 :1.5 |
|
0. 10 |
26 |
1:5.7 |
38 |
____________1 : 3. 36____________ |
|
0. 05 |
13 |
1 : 13. 9 |
18 |
1 :9 |
|
0.03 |
7.6 |
1 : 24. 8 |
11 |
1 : 16. 5 |
|
0.01 |
2.5 |
1 : 79.4 |
3.6 |
1 :53.6 |
|
0.005 |
L 2 |
1 : 160.6 |
1.8 |
1 :110.4 |
2炉外精炼的理论与技术基础
OU ............................................................................
在真空条件下,例如在VOD中Co的分压PCo (单位:kPa)主要取决于体系的真 空度。
PCo=O∙ 122p,+1. 2 (2-87)
式中,P.为真空度。按VOD典型的操作程序,在相应的[C]范围内,区平均为3 ~ 5kPa,相应的Co分压可达到1.6 ~ 2. OkPa,可达到的碳含量为0. 01% ~ 0. 005% (表2-22);而用稀释法吹炼时,必须长时间大流量纯氣吹炼才能达到如此低的碳含量。
式(2-87)所表达的CO分压与真空度之间的经验关系是普通VOD的表达式。在普 通VoD中,底吹氣搅拌的作用主要是使钢水成分及温度均匀化,因此其吹氫流量只有 100 ~300I√mino在强搅拌VOD (即SS-VOD)钢包上,透气传数量增加到3 ~4块后底 吹鏡流量可以增加到IoOo ~1200L/min,相应地可达到的矶C]大大降低。
C 富緒渣的还原
不锈钢的吹氧脱碳保倍是一个相对的概念,炉外精炼应用真空和稀释法对高倍钢液中 的碳进行选择性氧化。所谓选择性氧化,决不意味着吹入钢液中的氧仅仅和碳作用,而倍 不氧化;确切地说是氧化程度的选择,即指碳能优先地较大程度地氧化,而倍的氧化程度 较小。不锈钢的特征是高倍低碳。碳的氧化多属于间接氧化,即吹入的氧首先氧化钢液内 的燃,生成Cr3O4,然后碳再被Cr3O4氧化,使倍还原。因而“脱碳保倍”也可以看成是 一个动态平衡过程。因此在不锈钢吹氧脱碳结束时,钢液中的倍或多或少地要氧化一部分 进入渣中。为了提高倍的回收率,除在吹氧精炼时力求减少馅的氧化外,还要在脱碳任务 完成后争取多还原些已被氧化进入炉渣中的格。
VOD、AOD法等精炼不锈钢,吹氧脱碳精炼后的富信渣含Cr3O4达I0% ~ 25 %。富燃 渣的还原多采用硅铁(25%硅)作为还原剂,其还原反应为:
(Cr3O4) +2[Si]-2(SiO2) +3[Cr]
反应的平衡常数KSi为: Ks = QSit)Z •「;
fltCr3O4 QSi
有时也使用Si-Cr合金作还原剂,其中Si作还原剂,倍作为补加合金。
由上述分析可知,影响富馅渣还原的因素有:
(1)炉渣碱度r。增大碱度,g必降低,。"。,降低。
(2)钢液中的[Si]含量。钢液中的[Si]含量增加,αt⅛m降低。
(3)温度的影响。KSi是温度的函数,温度升高,硅还原Cr3O4能力增强。
2. 5. 4. 2 粗真空下吹氧脱碳反应的部位
生产条件下,真空吹氧时高倍钢液中的碳,有可能在不同部位参与反应,并得到不同 的脱碳效果。碳氧反应可以在下述三种不同部位进行。
(0熔池内部:在高辂钢液的熔池内部进行脱碳时,为了产生Co气泡,Co的分压 PC。必须大于熔池面上气相的压力P.、熔渣的静压力区、钢液的静压力PnI以及表面张力所 引起的附加压力2o/r等项压力之和,见式(2-74)o p“可以通过抽真空降到很低,如果 反应在吹入的氧气和钢液接触的界面上进行,那么20√r可以忽略,但是只要有炉渣和钢
2.5真 空
液,P. +Pm就会有一确定的值,往往该值较Pa大。这显然就是限制熔池内部真空脱碳的 主要因素。它使钢液内部的脱碳反应不易达到平衡,真空的作用不能全部发挥出来。若采 用底吹気增加气泡核心和加强钢液的搅拌,真空促进脱碳的作用会得到改善。
(2)钢液熔池表面:在熔池表面进行真空脱碳时,情况就不一样。这时,不仅没有钢 或渣产生的静压力,表面张力所产生的附加压力也趋于零,脱碳反应主要取决于%。所以 真空度越高、钢液表面越大,脱碳效果就越好。钢液表面的脱碳反应易于达到平衡,真空 的作用可以充分发挥出来。
(3)悬空液滴:当钢液滴处于悬空状态时,情况就更不一样,这时液滴表面的脱碳反 应不仅不受渣、钢静压力的限制,而且由于气液界面的曲率半径r由钢液包围气泡的正值 (在此曲率半径下,表面张力产生的附加压力与P.、Pm等同方向)变为气相包围液滴的负 值(-r),结果钢液表面张力所产生的附加压力也变为负值。这样一氧化碳的分压只要满 足:Pco>Pa- Ivl'反应就能进行。由此可见,在悬空液滴的情况下,表面张力产生的 附加压力将促进脱碳反应的进行,反应容易达到平衡。
在液滴内部,由于温度降低,氧的过饱和度增加,有可能进行碳氧反应,产生Co气 体。该反应有使钢液滴膨胀的趋势,而外界气相的压力和表面张力的作用使液滴收缩,当 PCO超过液滴外壁强度后,液滴就会发生爆裂,而形成更多更小的液滴,这又反回来促进 碳氧反应更容易达到平衡。
在生产条件下,熔池内部、钢液表面,悬空液滴三个部位的脱碳都是存在的,真空吹 氧后的钢液含碳量决定于三个部位所脱碳量的比例。脱碳终了时在钢中含倍量及钢液温度 相同的情况下,悬空液滴和钢液表面所脱碳量愈多,钢液最终含碳量也就愈低。为此,在 生产中应创造条件尽可能增加悬空液滴和钢液表面脱碳量的比例,以便把钢中碳的含量降 到尽可能低的水平。
真空脱碳时,为了得到尽可能低的含碳量,可采取以下措施:
(1)尽可能增大钢水与氧气的接触面积,加强对钢液的搅拌。
(2)尽可能使钢水处于细小的液滴状态。
(3)使钢水处于无渣或少渣的状态。
(4)尽可能提高真空处理设备的真空度。
(5)在耐火材料允许的情况下适当提高钢液的温度。
2. 5. 4. 3 有稀释气体时的吹氧脱碳
用稀释的办法降低CO分压力的典型例子是AOD法的脱碳。当氨和氧的混合气体吹进 高倍钢液时,将发生下列反应:
[C] +^-)02(=K0}
τn[ Cr] +(O2} ^=CrQ.
%[Fe] +ɪj OJ=FexOy
α[C] +CrmOπ^=m[Cr] + "{CO}
62
2 炉外精炼的理论与技术基础
y[C] +FexOy=X[Fe] +y{ C0}
CrB0√=m[Cr] +"[。] Fe, Oy=X [Fe] +y[0] [C ] + [ O ] ^^= I CO}
根据对AOD炉实验结果的分析,可以认为氧气没有损失于所讨论的系统之外,吹 入熔池的氧在极短时间内就被熔池吸收。当供氧量少时,[C]向反应界面传递的速率 足以保证氧气以间接反应或直接反应被消耗。可是随着碳含量的降低或供氧速率的加 大,就来不及供给[C] 了,吹入的氧气将以氧化物(Crmon和Fe,0,)的形式被熔池所 吸收。
在实验中发现,AoD炉的熔池深度对倍的氧化是有影响的,当熔池浅时,倍的氧化 多,反之倍的氧化少。这种现象表明,AOD法的脱碳反应不仅在吹进氧的风口部位进行, 而且气泡在钢液熔池内上浮的过程中,反应继续进行。另外,当熔池非常浅时,例如2t 的试验炉熔池深17cm,吹进氧的利用率几乎仍是100%。从而可以认为,氧气被熔池吸
收,在非常早的阶段就完成了。
一般认为,AOD中的脱碳是按如下方式进行的:
(1)吹入熔池的気氧混合气体中的氧,其大部分是先和铁、倍发生氧化反应而被吸 收,生成的氧化物随气泡上浮;
(2)生成的氧化物在上浮过程中分解,使气泡周围溶解氧增加;
(3)钢中的碳向气液界面扩散,在界面进行[C] +[0] → (CO)反应,反应产生 的Co进入気气泡中;
(4)气泡内Co的分压逐渐增大,由于气泡从熔池表面脱离,该气泡的脱碳过程
结束。
用氣、氧混合气体(Oz含量在50%以下)对 Fe-C合金液进行脱碳的实验结果如图2-23所示。 从中可见,与吹纯氧一样,在吹入氫、氧混合气体 时也存在着一个临界的含碳量w[ C L。
当矶c]>w[CL时,脱碳会受到气相侧传质 的限制,脱碳速率与西C]无关,这时有:
d∏∙c C “0
1?=2而"。2
(2 -89)
式中½0——气相侧氧的传质系数;
Po2——气相中氧的分压力;
E--气体常数。
当14C]<MCL时,脱碳会受到液相侧传质 的限制,这时脱碳速率与矶c]成比例,即有:
图2-23 Fe-C合金的脱碳速率 实验条件:3kg, MgO ⅛⅛, 1.33~4kPa
-⅛^⅛c.w[C]
(2 -90)
式中,自为液相侧碳的传质系数。"[C]"与钢液中共存的其他元素、供氧速率、钢液的密 度、温度等因素有关。
2. 6 喷粉和喂线
63
2.6喷粉和喂线
2.6.1 喷粉
喷吹即喷粉精炼,是根据流化态和气力传输原理,用氣气或其他的气体作载体,将不 同类型的粉剂喷入钢水或铁水中进行精炼的一种冶金方法,一般称之为喷射冶金(Injec-tion Metallurgy)或喷粉冶金。
大多数钢铁冶金反应是在钢-渣界面上进行的。加速反应物质向界面或反应产物离开 界面的传输过程,以及扩大反应界面积,是强化冶金过程的重要途径。喷射冶金通过载气 将反应物料的固体粉粒吹入熔池深处,既可以加快物料的熔化和溶解,而且也大大增加了 反应界面,同时还强烈搅拌熔池,从而加速了传输过程和反应速率。它能够有效地脱硫、 改变夹杂物形态、脱氧、脱磷以及合金化。所以,喷射冶金是强化冶金过程提高精炼效果 的重要方法。
向铁水包内(常用氮气)吹入铁矿粉、碳化钙和石灰的粉状材料进行脱硅、脱硫、脱 磷的铁水预处理,盛钢桶吹氣搅拌、向钢液深处吹入硅钙等粉剂进行非金属夹杂物变性处 理等过程,都采用喷射冶金方法。此外,喷射冶金也是添加合金材料,尤其是易挥发元素 进行化学成分微调以提高合金收得率的有效方法。喷射冶金方法的缺点是,粉状物料的制 备、贮存和运输比较复杂,喷吹工艺参数(如载气的压力与流量、粉气比等)的选择对喷 吹效果影响密切,喷吹过程熔池温度损失较大,以及需要专门的设备和较大的气源。
早在20世纪50年代,喷射冶金方法就曾被用来向铁水喷吹碳化钙、金属镁等材料, 降低硫含量,但未受到重视。1969年,德国蒂森公司在平炉上试验成功喷吹CaG的方法, 生产出焊接性能好、含硫量低、各向异性小的结构钢。随后,法国钢铁研究院、瑞典冶金 研究所等许多国家对这种新方法进行了大量喷吹机理和工艺的研究,使喷射冶金发展成为 一种适应性强、使用灵活、冶金效果显著、经济效益良好的钢铁精炼方法,并迅速推广应 用。我国1977年开始将喷射冶金列为钢铁企业重点推广技术,大多数钢铁企业先后建起 了喷粉站,或在炼铁炼钢车间增添了喷粉设备,对铁水和几十个钢种进行了处理,获得了 良好的效果。
喷粉的类型主要根据精炼的目的确定。表2-23介绍了常用的几种脱磷、脱硫、脱氧 材料和合金化粉剂。
表2-23反应和合金化釆用的喷粉材料
|
脱磷 |
CaO十CaF2 + Fe2 O3 +氧化铁皮;苏打 |
|
脱硫 |
e⅛4tβt^» Mg + CaO, Mg + CaC2 ; CaC2 + CaCO3 + CaO ; CaO + (CaCO3) ; CaO + Al; CaO + CaF2 +(AI);苏打;CaC2; 混合稀土合金 |
|
脱氧 |
Al、SiMn5采用CaSi, CaSiBa, Ca脱氧及控制夹杂物的形态 |
|
合金化 |
FeSi;石墨,碎焦;NiO, MnO2; FeB, FeTi; FeZr, FeW, SiZr, FeSe, Te |
至于喷粉的形式,可以通过浅喷射或深喷射喷枪喷入钢水中。图2-24为典型的深浸 喷枪的喷射系统。这个设备由分配器、流态化器、挠性导管和深喷枪以及储存箱组成。
64
2 炉外精炼的理论与技术基础
图2-24深浸喷枪喷射系统
I—料斗;2—分配器;3-备用喷枪;4一喷枪喷射机械
2. 6. 1. 1 气力输送中固体粉粒流动的条件
在一般条件下固体粉粒不具备流动性。若要将粉粒喷入金属熔池深处,就必须使固体 粉粒具有流体的性质。为此,要使粉粒能够稳定地悬浮在气体中,使之有可能随气体流动 而流动。这种使固体粉粒获得流动能力的技术称为流态化技术。
图2-25为固体粉粒的流态化过程。图(a)所示的具有垂直器壁的容器1,其底部为 一多孔流化板2,上部堆放许多均匀的球状粉粒3 (图b),在容器底部一侧装有测压管4。 气流由容器底部经流化板穿过粉粒层,再由容器上部流出。随着气流速度升高,粉粒在容 器中的状态将逐渐发生变化。根据气流速度和粉粒状态的变化,可以将整个流态化过程划 分为三种基本状态:固定床、流态化床和输送床。
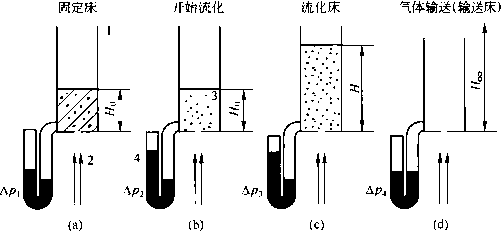
图2-25流态化过程示意图
固定床(或称填料床):当穿过粉粒层的气流速度很小时,固体粉粒静止不动,气流 由粉粒间的空隙流过。在流速增加至某一值之前,固体粉粒可能会改变彼此之间的相对位 置,但彼此仍相互接触,粉粒层的厚度不变。这种粉粒状态称为固定床,如图2-25 (a)0 床层会引起压力降(即粉粒床的上下部之间出现的压力差)∆p,□
流态化床:气流速度增大到某一值后,粉粒开始被气流托起,彼此的相对位置改变, 床层的厚度开始增加,这时粉粒的状态进入流化床阶段,如图2-25 (b),压力降为AP2。
2. 6 喷粉和喂线
65
如果气流速度再继续提高,粉粒的运动加剧,并自由地悬浮在气流中,甚至上下翻滚出现 类似沸腾的现象。这种状态称为流化床,如图2-25 (c),压力降为AP3。全部颗粒浮起即 达到床层的流态化时,/2=AP3。使粉粒进入流态化阶段的最小气流速度称为临界流态化 速度。该速度还不能使固体粉粒向上运动,气流速度必须大于颗粒自由沉降速度,粉粒才 可以顺利地输送。
输送床:如果气流的速度再继续增加,达到某一定值后,粉粒层中的粉粒不再做上下 翻滚运动,而是呈完全的悬浮状态,做漂浮运动。如果垂直容器的器壁无限高,这时粉粒 将随气流在容器内定向流动;如果容器壁的高度有限,粉粒床层的高度可以不断增加超过 容器高度,从容器上部漂溢而出,床层的空隙随着气流速度的增大而增加,最后床层中的 颗粒全部被吹出,床层的空隙率达100%,此时A%=0,这种情况称为输送床(或气力输 送颗粒的稀相流态化床)。使粉粒由容器内漂出的最低气流速度称为悬浮速度(或漂浮速 度)。这一速度在数值上相当于单个粉粒在流体中的自由沉降速度。因此,这种状态也称 为颗粒自由沉降状态。
处于自由沉降速度的单个粉粒,其受力状态分析如下。气流中直径4的固体粉粒由 静止状态开始自由降落,在开始的一段距离内其下降速度逐渐变大。随着速度加快,周围 气流对粉粒运动的阻力已也随之增大。此外,因粉粒与气体介质重度之间的差别,粉粒 也同时受到因此而产生的浮力3的作用。最后粉粒受到的重力此、阻力α和浮力K达 到平衡,即:
Wa-F3=Ps (2-91)
这时气流中的粉粒将以相等的速度下降,这个速度就称为该粉粒的沉降速度4。由式 (2-91),根据流体力学原理可求得:
[虻笋4 广 (2-92)
L ∙ P" J
式中4——粉粒在气流中的沉降速度;
g——重力加速度;
4——粉粒的直径;
Ps——粉粒的密度;
P* 气流的密度;
ξ—粉粒以等速度在气流中运动时的阻力系数。它与气流的运动状态有关,是雷 诺数Re的函数,通常由实验测定阻力系数与雷诺数的关系来求出阻力系数。
式(2-92)对于非球形的颗粒,须引入一个修正系数七由此可见,粉粒的沉降速 度与粉粒的种类和颗粒大小、气体的种类和运动状态有关。
2. 6. 1. 2 粉气流在管道输送中的流动特性
A粉气流的流动形式
气力输送使粉剂悬浮于气流中通过管道输送,粉剂出喷粉罐到钢液之间的运动属于气 力输送。根据工艺要求,输送过程要稳定且连续,不产生脉动现象。粉料的浓度和流量在 一定范围内可以调节和控制,气粉混合物具有较大的喷出速度,能使粉剂进入钢液内部, 但又不希望气量过大造成喷溅。
,, 2 炉外精炼的理论与技术基础
OO
在管道输送中,粉粒受许多力的作用,如粉粒之间彼此碰撞产生的力,粉粒与管壁之 间的摩擦力,气流的推力和重力等。尤其在管道的弯头、挡板和切换阀等处,气流分布不 均匀,阻力大,粉粒流经这些地方之后能量损失很大。为了保证均匀地进行粉粒的气力输 送,需要的气流速度远远大于自由沉降速度。
实际观察表明,粉粒在管道中流动的状态随气流速度不同产生显著变化。在一般情况 下,管道中粉粒的流动形式与气流中粉粒的数量(即粉气比),气流速度、管道的直径与 长度,以及粉粒的大小与形状等因素有关。
在其他条件相同时,粉气流的流动形式随气流速度的变化大致可分为如图2-26所示 的几种。

悬浮流
底密流
疏密流
图2-26粉粒在管道中的流动形式
悬浮流:当气流速度足够大时,粉粒在气流中分布均匀,粉料输送均匀稳定。
底密流:气流速度降低,粉粒在气流中的分布不均匀。在水平管道的横截面上,越靠 近下部管壁粉粒的密度越大。
疏密流:气流速度再减小,粉粒的分布不仅在横截面上不均匀,在流动方向上的分布 也不均匀,忽疏忽密,输送不均匀。
停滞流:当气流速度小于某一值以后,一部分粉粒沉滞在管底以小于气流的速度向前 滑动。在管道截面小的局部范围内,因为气流速度较大,在某一瞬间有可能使沉滞的粉粒 重新被吹走。粉气流呈不稳定流动,粉粒时而沉滞时而被吹动,是不均匀的粉料输送。
部分流:气流速度继续下降,一部分粉粒沉积在管道的底部,仅在管内上部空间仍有 粉气流通过。在沉积的粉粒层表面有部分粉粒在气流推动下不规则地向前移动。
柱塞流:由于气流速度过低,粉气流中的粉粒沉积充满了局部管道的整个截面,造成 断续的柱塞状流动。
上述悬浮流、底密流和疏密流属于悬浮流动,停滞流、部分流和柱塞流属于集团流 动,并且出现不同程度的脉动状态。悬浮流动靠气流的动能推动,而集团流动主要靠气体 的压力能流动。这些流动形式都与粉粒的物理性质有关,但同一种物料的粉粒主要受气流 速度大小所支配。因为停滞流等集团流动不能满足稳定均匀供料的要求,在气力输送中应 该避免,即要保证气流有足够的速度。这一速度大小一般用该粉粒的沉降速度作为选定的 根据。喷粉冶金要求粉剂是悬浮状态输送,否则破坏工艺的稳定性。各个设备不同,所得
2.6喷粉和喂线
67
气流速度值也不同。
B粉粒输送的合理的气流速度
为满足均匀稳定地输送粉料,选择气流速度十分重要。一般从理论上说,气流的速度 大于自由沉降速度就能保证正常的粉料输送。但在实际上因为粉料的物理性质不同,粉气 比大小及管道的长短粗细等的差异所影响,气流的实际流速必然远远大于自由沉降速度。 但是气流速度过大消耗的能量增加,管道磨损严重。如果是向金属熔池喷吹冶金粉剂,则 容易造成喷溅,金属和合金损耗大大增加,操作困难。相反如果气流速度太小,就会造成 供料不稳定甚至会出现堵塞现象。所以,粉粒输送要求一定的合理气流速度。
合理的气流速度可以用式(2-93)估算:
Vi = CV1 (2 - 93)
式中Uj——气流的合理速度;
",——粉粒的自由沉降速度;
C——与粉气比、输送管道特征有关的经验系数。
经验系数C可以按照生产实际选取,也可以参照表2-24选择。表2-25列出了某些粉 粒的沉降速度。
表2-24计算合理气流速度时的经验系数C
|
输送管道的情况 |
C |
备注 |
输送管道的情况 |
C |
备注 |
|
松散粉粒在垂直管道中 |
1.3 -1.7 |
粉气比大选 大值,小的选 小值。 |
有二弯头的垂直或倾斜管道 |
2.4 ~4. 0 | |
|
松散粉粒在倾斜管道中 |
1.5 ~1.9 |
管路布置较复杂的管道 |
2.6~5.0 | ||
|
松散粉粒在水平管道中 |
L8~2.0 |
大比重易成团的黏结性粉料 |
5.0 ~ 10. 0 | ||
|
有一弯头的上升管道 |
2.2 |
细粉粒状的粉粒 |
50-100 |
|
____________________表2.25常用粉粒的沉降速度 ______________ | |||
|
粉粒名称 |
沉降速度/m ∙ ST |
粉粒名称 |
沉降速度/m ∙ s" |
|
Ca-Si |
10~12 |
C |
8.7 |
|
CaO |
8 -IO |
Mg粉 |
3 ~4 |
|
Na2CO3 |
8 ~10 |
AI粉 |
3 -4 |
C粉气流在垂直管道中的流动
在水平流动中,气流速度大小对粉粒的流动状态产生很大的影响,决定粉料输送能否 均匀稳定。 .
在垂直管道中,粉粒主要受气流向上的推力作用,当气流速度大于粉粒的沉降速度 时,粉粒就能随气流向上运动。如前分析,粉粒受重力、气流的阻力和浮力同时作用。此 外,粉粒还受由于粉粒之间相互摩擦与碰撞而产生的非垂直方向的力的作用。结果使粉粒 的轨迹不是垂直地直线上升,而是不规则地相互交错时左时右地向上运动,从而也使粉粒 在垂直管道中能够均匀地分布。这种粉粒流动方式称为定常流或定流。
2. 6. 1. 3 粉气流中固体粉粒的运动速度
在气力输送中,固体粉粒是靠气流的推力运动的。但是粉气流中粉粒与气流的运动速 度并不一致。因为粉粒在气流中的受力状况极其复杂,不仅导致粉粒之间的速度彼此不
68
2 炉外精炼的理论与技术基础
同,而且粉粒之间的运动速度也比气流速度低。粉粒的瞬时速度很难计算,但是可以由理 论上推算出粉粒的平均速度。式(2-94)是由粉粒在管道中做悬浮流动或集团流动时所 受气流推力、管壁摩擦力和重力作用的关系推导得来的,用于计算粉粒在水平或垂直向上 流动,以及以较小倾角向下流动的速度。
上=1 - {(三)(f ∙ cos。+ sin©)] (2 -94)
式中用—粉粒的运动速度;
%——粉粒的沉降速度;
%—气流的流动速度;
5——管壁的摩擦系数;
8—管道的倾斜角。
若知道气流的流速、粉粒的沉降速度和管壁的摩擦系数以及管道的倾角,就可以算出 粉粒的平均流动速度。实际经验指出,在钢包喷吹硅钙粉的处理中,为保证喷粉正常进 行,粉粒的流动速度应该大于15m/s。
在钢包喷粉的生产实践中,仅仅考虑粉粒的沉降速度并不一定能够消除喷吹过程中的 脉动现象。为了获得均匀稳定的喷粉处理过程,除了考虑粉料的最低流动速度之外,还应 该考虑粉气比和管道直径的影响。粉料的最小的流动速度可以用式(2-95)来计算:
fmiπ = 42. 4必∙ Z>τ (2 - 95)
式中心:.—-管道中粉料的最低流动速度;
〃--粉气比;
0一输送管道的直径。
2. 6. 1.4 粉气流的密度
如前分析,粉气流的均匀稳定流动存在一个合理的气流速度,它与粉气流中粉粒的数 量有关。因此,粉气流的密度是反映气力输送状态和输送量大小的一个重要参数。根据密 度的定义可列式(2-96)以计算粉气流平均密度P均:
(2-96)
式中 mp..粉料的质量流量,kg/min ;
mg..气体的质量流量,kg/min ;
Vp...粉料的体积流量,m3/min ;
%..气体的体积流量,m3∕miπo
表示粉气流密度的另一个常用的参数是粉气比。粉气比的表示方法有如下两种:质量 粉气比(〃)和体积粉气比(M)。前者定义为每千克载流气体可输送"千克的粉料,后者 定义为每立方米载气可输送M千克粉料。具体表示方法为:
(1)质量粉气比:
(2-97)
Cg=Pg ∙ Qg
(2 -98)
2. 6 喷粉和喂线
69
式中自---粉气比,kg/kg;
CP——单位时间内通过输送管道有效断面的粉料质量,kg/h;
Gg——单位时间内通过输送管道有效断面的气体质量,kjh;
A——载流气体的密度,kg/n?;
Qg--载流气体的流量,m3/ho
(2)体积粉气比:
M = (2-99)
式中 M-体积粉气比,kg∕m3;
GP—纯粉料的质量流量,kg/h;
Q,--纯载气的体积流量,m3∕ho
用质量粉气比(")表示的粉气流平均密度为:
式中P^—粉气流的平均密度,kg∕m3;
PP——纯粉料的密度,kg/m3;
Pg...纯载气的密度,kg∕m3 ;
"...质量粉气比,kg/kg。
合理选择粉气比很重要。对于钢包喷粉冶金,过大的粉气比会增大系统的阻力,从而 引起脉冲甚至堵塞管道,将使生产不能正常进行。若粉气比过小,载流气体耗量过大,还 由于喷吹粉料的时间太长使钢水的温度损失过大,影响喷粉的冶金效果。所以应该根据工 艺操作和冶炼目的确定粉气比的大小。对于喷吹脱磷脱硫熔剂,一般粉气比为15~30 kg∕ kg;喷吹脱氧或合金化粉剂,通常的粉气比达50~120kg∕kg。
一般根据粉气比(m,kg/kg)大小将气力输送分为稀相输送和浓相输送,浓相输送是 指粉气比达80 ~ 150kg∕kg的状况,而喷射冶金喷粉时粉气比一般为20 ~40kg∕kg,故属于 稀相输送。粉料只占混合物体积的1% ~3%,出口速度在20m∕s左右。浓相输送对喷射 冶金有利,因为可以少用载气,减少由于载气膨胀引起的喷溅,不至于钢包中因喷粉而冲 开顶渣,引起钢水裸露被空气氧化和吸氮。但浓相输送时单位长度管路的阻力损失比稀相 大得多,所以浓相输送应用于喷射冶金还要加以研究。
2. 6. 1. 5 粉气流进入熔池内的行为
A喷吹气流进入熔池后的运动特征
向金属熔池吹入气流,通常是通过插入熔池深处的直管喷枪或埋在熔池底部的喷嘴进 行的。当气流以T定速度离开喷枪或喷嘴的孔口进入熔池时,根据气流流量(或气流的能 量)大小其流动方式不同。在小气流流量下,从喷嘴流出的气体是不连续的单个气泡(即 气泡流方式)。当气流流量足够大时,气流在离开孔口进入熔池后有可能在一定距离内仍 保持射流流股,其长度随流量增大而变长(即射流方式),然后逐渐断裂成气泡上浮。这 两种不同的进入熔池的方式,所造成的熔池的运动特征也不同。但是在一定的参数范围 内,这两种方式会相互转化。
70
2 炉外精炼的理论与技术基础
许多研究者对这两种流动方式的相互转换条件进行了大量研究。森一美等人用水和水 银进行实验的结果指出:当吹入的气流速度超过声速时,气流进入熔池的运动方式由气泡 转为射流。肖泽强研究表明,在气流速度达到250m/s以前,随着气流速度增加气泡形成的 频率变大;超过250π√s以后气泡形成频率随气流速度增加反而变小。这一实验结果表明: 气流速度接近声速后,在喷嘴孔口前方形成射流的可能性增加。两人的研究结果相近。
M.J. Mcnallan认为,当气流密度较小时,以马赫数作为两种流动方式相互转换的判据 是不合适的。他建议以单位喷嘴孔口面积上气体的质量流量大小为判断的根据。质量流量 大于40g∕(cn? ∙ s),气流以射流流动方式占优势。
在许多冶金过程中,气泡与熔体之间的相互作用起着很重要的作用,如吹氣搅拌、喷 吹物料等对所造成的分散相一气泡或渣粒,和连续相一熔体之间的反应速率,以及气泡产 生环流所造成的非金属夹杂物颗粒上浮和喷嘴使用寿命等都有很重要的实用意义。
B浸入式射流的行为
(1)水平流的轨迹:射流在溶液内的轨迹是浸入式射流的一个重要特征。实验表明, 射流离开孔口一定距离后就会破裂形成气泡。这种现象可以解释如下:由于射流抽吸周围 的液体,射流本身的动能减弱,流速逐渐减慢。当射流水平速度降低到比液体中大气泡的 上升速度(如0.3m/s)还小时,垂直速度分量将起主导作用。在这种条件下射流将碎裂 成气泡。
在研究空气-水、水-冰铜内气流的行为以后,N. J. Themells和J. Sjekely等按动量守 恒定律推导了气流进入液体后的运动轨迹的方程式。图2-27表示他们所考虑的浸入式水 平射流的理想轨迹。
(2)垂直射流的轨迹:E.T. Turkdogan提出描述由埋在熔池底部的喷嘴吹入气流时所 形成的射流的特性,如图2-28所示。他认为:在喷嘴孔口上方较低的区域中,由于液体 的阻力及不稳定的气液表面对流层的剪切作用,使气体带入系统中的动能的绝大部分都消 耗掉,气流中混入许多细小的液滴,形成气相加液滴的区域。在此区上方,气流中的液滴 在向上流动过程中逐渐凝集。同时,射流被碎裂成气泡并被夹带在液流中继续向上运动, 直至逸出液面。此区是液相加气泡区。E. TTurkdogan还指出,由于气液间的表面张力在 形成气相中的液滴时起着相当重要的作用,因而由水模型实验得到的结果与金属熔体一气 体系统中的实际的传质过程可能相当不同。因为两系统中的气液间的表面张力差别很大。
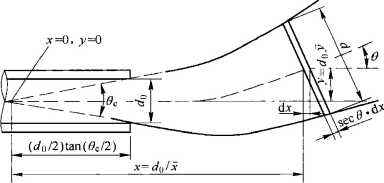
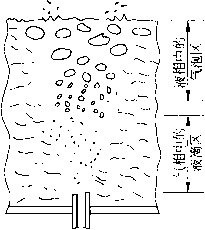
图2-27水平浸没射流的轨迹
图2-28射流碎裂示意图
2. 6喷粉■和嘎线
(3)射流的穿透深度:气流在液相中保持射流的长度称为穿透深度,是喷射冶金过程 中一个很重要的参数。气流喷入深度浅,即穿透深度小,气液相间冶金反应的面积小。穿 透深度小也表明气流速度低动能小,因而气流对熔池的搅拌作用弱。相反,若穿透深度太 大,由于气流速度过快,随气流进入熔池的物料粉粒在液相中停留的时间短,反应不充 分、利用率低。在垂直射流的情况下,过大的穿透深度可能对包底或炉底强烈冲刷,寿命 大大降低。因此应该有一个合理的穿透深度。
式(2-101)可用于计算喷粉时粉气流的穿透深度:
h=u /Pt≤⅛∖2 (2-101)
\ Pi ■ g I
式中⅛——粉气流的穿透深度;
⅛——喷嘴孔口直径;
"——粉气流在喷嘴出口处的速度;
PaP—«气流的密度;
P,--金属熔体的密度;
g——重力加速度。
实际生产中可以参照式(2-102)计算穿透深度自
⅛ = [^-mpup (cot ɪ) —(*) ] -y-cot ɪ (2-102)
L TTpg 2 2 J 2 2
式中P——钢液密度,7000kg/m3 ;
g——重力加速度,9.81m/s2;
nɪp...粉料流量,kg/s;
Wr---粉气流速度,m/s;
θ一粉气流扩张角,(0);
⅛..喷嘴孔口直径,m。
例如 IOc)t 钢水,mp = 0. 7kg/s, Up =60m∕s, θ = 20o , d0 = 0. 012m,用式(2 - 102 ) 可求得穿透深度无=0. 232m。
C喷粉中粉粒在熔池中的行为
a喷吹粉料过程的组成环节
(1)以一定的速度向钢液喷吹粉料。由于粉气两相流中的粉粒必须具有足够的动能, 才能进入钢液中,因此当粉粒大小一定时,随气流喷入的粉粒应具有一定的临界速度U临, 当粉粒运动速度大于υ臨,粉粒就可以穿越界面进入熔体。在不计入粉粒进入钢液中的浮 力及黏滞阻力时,此动能将等于粉粒的界面能,即:
&帝=4ττr2σmβ
故 U=(2-103)
"Pr
式中"——粉粒喷出的速度,m/s;
σra8-粉粒-钢液的界面能,J/m2;
72
2 炉外精炼的理论与技术基础
P——粉粒的密度,kg∕m3;
/——粉粒的半径,mi
V..粉粒的体积,m3。
即粉粒喷出的临界速度与其半径及密度乘积的平方根成反比。轻质的小粉粒需要有较高的 临界速度,而能为钢液润湿的粉粒,就能脱离气泡进入钢液中。不易为钢液润湿或粒度小 于IOpn的粒子则留于气泡中,随气泡排出而损失,除非它有较高的动能,才能穿越气泡 界面进入钢液中。
同时,若粉粒运动速度一定,能够进入熔体的粉粒尺寸也有一临界值。表2-26列出 炼钢过程中常用粉剂粒度(mm)大小与临界速度(m∕s)之间的对应值。由表中数据可 以看出:①在界面张力相似的条件下,粉粒的密度越小,要求进入钢液的临界速度越大; ②对于同T种粉料,若其半径越小,要求进入钢液的临界速度越大;③界面张力越大,要 求其临界速度越大。
表2-26炼钢常用粉剂的粒度与进入熔体的临界速度
|
粒度/nɪɪɪɪ 〃临/m ∙ s"τ×. |
0.3 |
0. 15 |
0. 05 |
0. 03 |
0.02 |
|
CaF?粉 |
13.67 |
19. 35 |
33. 52 |
43. 27 |
53. ∞ |
|
Ca-Si 粉 |
9. 86 |
13. 97 |
24. 18 |
31.21 |
38. 22 |
|
Si- Fe 粉 |
5.21 |
7.38 |
12.78 |
16.51 |
20.21 |
|
Ti-Fe 粉 |
1.71 |
2. 43 |
4.20 |
5.43 |
5.65 |
(2)溶解于钢液中的杂质元素向这些粉粒的表面扩散。
(3)杂质元素在粉粒内扩散。
(4)在粉粒内部的相界面上的化学反应。
此外,喷吹粉料的体系内常出现两个反应区, 一个是发生在钢液内,上浮的粉粒与钢液作用的 所谓瞬时反应,能加速喷粉过程的速率;另一个 是发生在顶渣与钢液界面的所谓持久反应,它决 定整个反应过程的平衡。但它与一般的渣-钢液 界面反应不同,其渣量因钢液内上浮的已反应过 的粉粒的进入而不断增多。但也有返回钢液内的 可能性,所以顶渣量不是常数,如图2-29所示。
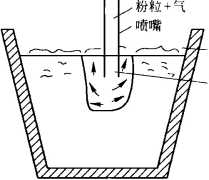
顶渣(持久反应)
瞬时反应区
图2-29钢液中喷粉时的两个反应区
因此,在喷粉条件下,反应过程的速率是瞬间反应和持久反应速率之和。但是瞬间反 应的效率仅20% ~50%。主要是因为进入气泡内的粉粒并未完全进入钢液中,并且还受 “卷渣"的干扰,加之粉粒在强烈运动的钢液中滞留的时间极短,仅l~2s,就被环流钢 液迅速带出液面。虽然如此,瞬间反应仍是加速反应的一主要手段。
b粉粒在熔体内的停留时间
粉粒进入熔体后的停留时间,将直接影响冶金粉剂的反应程度或溶解并被熔体吸收的 程度。从精炼工艺要求出发,对于喷吹造渣剂,要求粉粒在熔体内的停留时间应该能够保
2. 6 喷粉和喂线
73
证它们完全熔化,并充分进行冶金反应。对于喷吹合金化材料,则要求停留时间能使喷入 的合金材料完全熔化并被吸收。
粉粒穿过气液界面进入熔体内一段距离后,因为熔体阻力作用粉粒速度变慢最后趋 于零。这时粉粒(或已熔化的液滴)将受浮力作用上浮,或随熔体运动。表2-27列出 了某些粉粒可以随熔体运动的最大颗粒的直径金a。由表可见,粉粒越细越容易随熔体 运动,停留时间也就越长。同时,粉粒的密度PP愈大愈容易随熔体运动,因为它们上 浮困难。
表2-27某些粉剂可随熔体运动的最大直径
|
项目 |
电极粉 |
Si-Ca |
CaF?粉 |
Fe-Si |
Ti-Fe |
|
Pp/g . Cm-3 |
1. 7 |
2.55 |
3. 15 |
3.50 |
6.00 |
|
dBma∕mm |
0. 8 |
0. 837 |
0. 894 |
0. 984 |
1.758 |
对于不能随熔体运动的粉粒,它们在熔体内的停留时间T可以用式(2-104)计算:
T = 18工("+力) (2 - 104)
g ' «b(Pi -PP)
式中 期——熔体的黏度,钢液黏度0∙0056Pa ∙ s;
H—喷枪插入深度;
h--穿透深度;
%--粉粒直径;
Pl...熔体密度;
PP..粉粒密度。
显然,粉粒越大上浮越快,停留时间越短。实际上因为粉粒在上浮过程中同时熔化、 溶解和进行冶金反应,其直径不断变小,上浮速度也随之变小。因而受熔体运动的影响逐
渐增加,所以实际的停留时间比计算值长。
C粉粒在熔体中的溶解
若喷入的粉粒可以溶解,而溶解过程的限制环节又是溶质在液相边界层的扩散,则粉
粒由半径C溶解到r所需的时间T溶可以用式(2-105)计算:
Oo - r)O [i]p - W [i]D
7 溶 j8i(w [i]0 - W [i],)p,
式中w[i]f>—粉粒中i的质量分数;
W [iJι..熔体中i的质量分数;
(2-105)
w[i]。——熔体中i的饱和浓度(质量分数);
回-i在熔体中的传质系数。
总之,喷太大的粉粒既不易随钢液流动,又来不及在上浮中溶解,收得率不高又不稳 定。但如果粉粒过细,难于穿越气液界面进入熔体内部,有相当一部分粉粒随载气自熔体 中逸出,利用率也低。因此,每一种粉料都有相应的合适粒度范围。
2.6. 2喂线
喂线法(WireFeeding,即WF法),即合金芯线处理技术。它是在喷粉基础上开发出
74
2 炉外精炼的理论与技术基础
来耐,是将各类金属元素及附加料制成的粉剂,按一定配比,用薄带钢包覆,做成各种大 小断面的线,卷成很长的包芯线卷,供给喂线机作原料,由喂线机根据工艺需要按一定的 速度,将包芯线插入到钢包底部附近的钢水中。包芯线的包皮迅速被熔化,线内粉料裸露 出来与钢水直接接触进行化学反应,并通过氫气搅拌的动力学作用,能有效地达到脱氧、 脱硫、去除夹杂及改变夹杂形态以及准确地微调合金成分等目的,从而提高钢的质量和性 能。喂线工艺设备轻便,操作简单,冶金效果突出,生产成本低廉,能解决一些喷粉工艺 难以解决的问题。
2. 6. 2. 1 喂线设备
喂线设备的布置如图2-30所示。它由1台线卷装载机、1台辑式喂线机、1根或多根 导管及其操作控制系统等组成。
喂线机的形式有单线机、双线机、三线机等。 其布置形式有水平的、垂直的、倾斜的三种。一般 是根据工艺需要、钢包大小及操作平台的具体情况, 可选用一台或几台喂线机,分别或同时喂入一种或 几种不同品种的线。
线卷装载机主要是承载外来的线卷,并将卷筒 上的线开卷供给視式喂线机。一般由卷筒、装载机 托架、机械拉紧装置及电磁制动器等组成。开卷时, 电子机械制动器分配给线适当的张力,进行灵敏的 调节。在每次喂线处理操作后由辐式喂线机的力矩, 把线反抽回来,线卷装载机的液压动力电机反向机 械装置能自动地调节,保持线上的拉紧张力,便于 与辑式喂线机联动使用。
辐式喂线机是喂线设备的主体,是一种箱式整
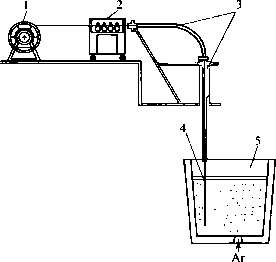
图2-30喂线设备布置示意图
1一线卷装载机;2一報式喂线机;
3一导管系统;4一包芯线;5一钢水包
体组装件。其内一般有6 ~8个拉矫输送辐,上辑3~4个,底辑3~4个。采用直流电机 无级调速。设有电子控制设备,可控制无级转速、向前和向后运行,并能预设线的长度可 编程序控制和线的终点指示。线卷筒上的制动由控制盘操作。标准喂线机备有接口,可以 与计算机连接。
导管是一根具有恰当的曲率半径钢管,一端接在視式喂线机的输出口,另一端支在钢 包上口距钢水面一定距离的架上,将从辐式喂线机输送出来的线正确地导入钢包内,伸至 靠近钢包底部的钢水中,使包芯线或实芯线熔化而达到冶金目的。
2. 6. 2. 2 包芯线
钢包处理所使用的线有金属实心线和包芯线两种。铝一般为实心线,其他合金元素及 添加粉剂则为包芯线,都是以成卷的形式供给使用。目前工业上应用的包芯线的种类和规 格很多,见表2-28。通常包人的元素有:钙、硅钙、碳、硫、钛、貿、硼、铅、硝、钵、 露、钥、飢、硅、紀、锋、铝、错等。
包芯线主要参数的选用,需要考虑的是其横断面、包皮厚度、包入的粉料量及喂入的 速度。
2. 6 喷粉和喂线
75
表2-28我国生产的部分芯线品种与规格
|
芯线种类 |
芯线截面 |
规格/mm |
外壳厚度/mm |
化学成分加/% |
重量/g ∙ m τ |
合金充填率/% | |
|
Ca-Si |
圆 |
φ6 |
0.2 |
Ca — Si 50 |
Fe 50 |
68,3 |
48.0 |
|
Ca - Si |
矩形 |
12 ×6 |
0.2 |
Ca - Si 55 |
Fe 45 |
172 |
56.0 |
|
Fe-B |
矩形 |
16x7 |
0.3 |
B 18.47 |
577. 1 |
80. 1 | |
|
Fe-Ti |
矩形 |
16x7 |
0.3 |
Ti 38.64 |
506.7 |
74.3 | |
|
Ca-Al |
圆 |
φ4. 8 |
0.2 |
Ca 36. 8 |
Al 16.5 |
56.8 | |
|
Al |
圆 |
¢9.5 |
Al 99.07 |
190 | |||
|
Mg - Ca |
圆 |
巾10 |
0.3 |
Mg 10 |
Ca 40 |
246 |
52.8 |
包芯线一般为矩形断面,尺寸大小不等。断面小的用于小钢包,断面大的用于大钢 包。包皮一般为0.2 ~0.4mm厚的低碳带钢。包皮厚度的选用需根据喂入钢包内钢水的深 度和喂入速度确定。芯线重量,硅钙线约182g/m,碳芯线约130g∕m,铝芯线约254 g∕m。 喂人速度取决于包入材料的种类及其需要喂入的数量(例如每吨钢水喂入钙量的速度不宜 超过0. lkg∕(t 。 min))。喂人速度,硅钙、铝芯线约为120m∕min,碳芯线约为150m∕min。 喂入合金元素及添加剂的数量需根据钢种所要求微调的元素数量、钢包中钢水重量以及元 素的回收率等来确定。
包芯线的质量直接影响其使用效果,因此,对包芯线的表观和内部质量都有一定 要求。
(1)表观质量要求:①铁皮接缝的咬合程度。若铁皮接缝咬合不牢固,将使芯线在 弯卷打包或开卷矫直使用时产生粉剂泄漏,或在贮运过程中被空气氧化。②外壳表面缺 陷。包覆铁皮在生产或贮运中易被擦伤或锈蚀,导致芯料被氧化。③断面尺寸均匀程 度。芯线断面尺寸误差过大将使喂线机工作中的负载变化过大,喂送速度不均匀,影响 添加效果。
(2)内部质量要求:①质量误差。单位长度的包芯线的质量相差过大,将使处理过程 无法准确控制实际加入量。用作包覆的铁皮的厚度和宽度,在生产芯线时芯料装入速度的 均匀程度,以及粉料的粒度变化都将影响质量误差。一般要求质量误差小于4. 5%。②填 充率。单位长度包芯线内芯料的质量与单位包芯线的总质量之比用来表示包芯线的填充 率。它是包芯线质量的主要指标之一2通常要求较高的填充率。它表明外壳铁皮薄芯料 多,可以减少芯线的使用量。填充率大小受包芯线的规格、外壳的材质和厚薄、芯料的成 分等因素影响。③压缩密度。包芯线单位容积内添加芯料的质量用来表示包芯线的压缩密 度。压缩密度过大将使生产包芯线时难于控制其外部尺寸。反之,在使用包芯线时因内部 疏松芯料易脱落浮在钢液面上,结果降低其使用效果。④化学成分。包芯线的种类由其芯 料决定。芯料化学成分准确稳定是获得预定冶金效果的保证。
76
2 炉外精炼的理论与技术基础
2. 6. 2. 3 工艺操作要点
采用钢包喂线处理生产低氧、低硫及成分范围要求较窄的钢种时,需注意下列操作 要点:
钢包需采用碱性内衬,使用前钢包内衬温度需烘烤至IIOOtiC以上。
转炉或电弧炉的初炼钢水,应采用挡渣或无渣出钢,或钢包扒渣等操作,以去除钢水 中的氧化渣,钢水中W(FeO+ MnO)必须很低。
大部分铁合金主要在出钢过程中以块状形式加入钢包中,并用硅铁、锤铁及铝进行 脱氧。
出钢时,往钢包中每吨钢水加入6 ~ 12kg的合成渣脱硫,并用此渣作为顶渣保护钢水。
从出钢一开始就向钢包吹儘搅拌钢水,应缓慢均匀地搅拌持续IOmin左右,以便充分 脱硫。吹氣的强度,要保证不要把钢水上面约IoOmm厚的顶渣吹开,以防止钢水与大气 接触产生再氧化。
喂线操作,对于只经钢包炉(如LF)精炼的钢水,可在钢包炉精炼后,于钢包炉工 位上进行。需经真空处理的钢水,则在真空处理后,于真空工位上大气状态下进行。不需 经钢包炉精炼和真空处理的钢水,可在钢包中最终加铝脱氧后IOmin左右进行,以便提高 回收率,准确地控制成分。
喂线速度的控制需根据钢包中钢水的容量、线的断面规格以及钢种所需微调合金的数 量和回收率等决定。
喂人线端部的最佳喂入深度是在包底上方100 ~200mm,喂入线在此熔化和反应。一 般按式(2-106)计算最佳喂线速度:
戸(--?5) (2-106)
式中"..喂线速度,m/s;
t——铁皮熔化时间,一般为1. 5 ~ 2. Os ;
y——修正系数,为1.5~2.5;
W——钢包钢水深度,mo
喂线的终点控制,可采用可编程序控制器设定线的喂入长度(如含30%钙的硅钙粉, 一般的喂入量为0.4~0.8kg/t),在设定线的长度喂完后,便自动停止货
在喂线完成后,继续吹儘缓慢搅拌3min左右,良好地保护钢水,防止它与空气、耐 火材料或其他粉料发生再氧化。取样分析最终成分后即可运去浇注。
下面列举不同容量的钢包喂线工艺参数。
芯线种类:Si-Ca合金线,Si-Ca-Ba合金线,线径611mm
单位消耗:1. 3kg/t
|
钢包容^/t 25 ~30 |
喂线速度/m ∙ s T 处理时间/min 1.2-1.5 4~6 |
|
40 80 |
1.6-1.8 5~6 2.0~Z3 6-7 |
|
150 300 |
2∙8~3.0 10 双线 2. 8~3.0 10 |
2. 6 喷粉和喂线
77
喂线比喷粉具有明显的优点:
(1)操作简单,不需要像喷粉那样复杂的监控装备水平,一个人就能顺利操作。
(2)设备轻便,使用灵活。可以在各种大小容量的钢包内进行。而喷粉只有当钢包容 量足够大时才能顺利进行。
(3)消耗少,操作费用省。不需昂贵的喷枪,耐火材料消耗少。喂线的氮气消耗量约 为喷粉的1/5 ~ 1/4 (喂线为0.04 ~0.05m3∕t (标态),喷粉为0. 16 ~0. 26r∏3∕t (标态))。 喂线的硅钙粉耗量约为喷粉的1/3 ~ 1/2(喂线为0.6 ~0.8kg∕t,喷粉为1.2~2.0kg∕t)o
(4)温降小。喂线操作时间短,且钢水与钢渣没有翻腾现象,一般80t左右的钢包喂 人0.5~1.5kg/t的硅钙粉,钢水温度只下降5 ~ IOK ,而喷粉则温降达30霓。
(5)钢质好。经喂线处理的钢水,氢、氧、氮的污染少,而喷粉容易产生大颗粒夹渣 和增氢。
(6)功能适应性强。能有效地解决那些易氧化、易潮和有毒粉料储运及喂入钢水中的 问题。用于钢中增碳、增铝方便可靠。
(7)钢水浇注性能好,连铸时堵塞水口的机会比喷粉法少。
(8)操作过程散发的烟气少,车间环保条件比喷粉生产时好。
2. 6. 2.4 冶金效果
以块状形式把铁合金加入到钢包中微调成分,其收得率低,成分控制准确度差,容易 出现钢水成分不合格的废品。而以包芯线的形式微调合金成分,收得率高,再现性强,喂 人的元素准确,能把钢水成分控制在很窄的范围内。
用铝脱氧生产铝镇静钢时,会产生高熔点的AUOs簇状或角状夹杂,轧制成形时形成 串链状夹杂,使钢的横向性能降低,呈各向异性。这种AUOs夹杂在钢水浇注温度下为固 态颗粒,连铸时容易堵塞水口。对其用钙进行处理,则会改变结构形态,呈球状化,使钢 各向同性。同时,这种球状化夹杂在钢水浇注温度下为液态,不致堵塞水口。
喂包芯线钢包处理,不仅对铝镇静钢可以取得较好的冶金效果,而且对低碳硅脱氧钢 的氧的活度调节也非常有效。生产实践表明,对于A42(1010)钢,最终硅含量为0.2%, 要求氧的活度为0∙0015% ~ 0. 002% o出钢时原钢水氧的活度为0.035%。根据回收率, 出钢时加入钢水质量的0.3%的硅,氧的活度降至0.0075%,然后用钙进行脱氧,每吨 喂入CaSiL 5kg (含30% Ca,相当每吨喂入钙0. 45kg),便获得所要求的氧的活度 0.0015%o在这种氧活度下,脱硫率可达70%。所形成的夹杂成分(m√%)为:SiO2 45 , CaO 30, Al2O3 20, MgO 5,符合钙斜长石塑性化合物,在钢水浇注温度下为液态,连铸时 可避免堵塞水口。对于A37(l∞6)钢,最终硅含量为0.1%,要求氧的活度为0.01% ~ 0. 02% o出钢时原钢水氧的活度通常在0.06%以上。根据回收率,出钢时加入钢水质量 0.16%的硅,氧的活度降至0. 018% ,然后每吨喂入0.25kg的钙(采用含钙93%和含線 5%的无硅包芯线)即可达到所要求的氧的活度约为0.011%。喂线处理后所形成的夹杂 物,与前述A42钢种喂钙处理属同一类型,钢水连铸时也不致堵塞水口。
通过喂线可生产出化学成分范围很窄、用途重要的钢种,并能保证不同炉号的钢材力 学性能的均一性。通过喂钙处理,钢中夹杂物能达到很高的球化率,使钢的冷热加工性能 改善,薄板和带钢的表面质量提高,高速切削钢的力学性能增强,无缝钢管的氢裂现象减 少。通过喂硼处理,可增加钢的淬透性。
78
2 炉外精炼的理论与技术基础
2.7夹杂物的形态控制
夹杂物控制技术在国外称夹杂物工程(Inclusion Engineering),它是指根据对钢的组 织和性能要求,对钢中夹杂物成分、形态、数量、尺寸及分布在一定工艺条件下进行定量 控制。夹杂物控制包括夹杂物总量控制,夹杂物成分、形态及尺寸分布控制。
夹杂物形态控制技术是现代洁净钢冶炼的主要内容之一,不同的钢种对夹杂物的性 质、成分、数量、粒度和分布有不同的要求。夹杂物的形态控制就是向钢液加入某些固体 熔剂,即变形(性)剂,如硅钙、稀土合金等,改变存在于钢液中的非金属夹杂物的存在 状态,达到消除或减小它们对钢性能的不利影响。
众多的研究表明:钢中的氧化物、硫化物的状态和数量对钢的机械和物理化学性能产 生很大的影响,而钢液的氧与硫含量,脱氧剂的种类,以及脱氧脱硫工艺因素都将使最终 残存在钢中的氧化物、硫化物发生变化。因此,通过选择合适的变形剂,有效地控制钢中 的氧硫含量,以及氧化物硫化物的组成,既可以减少非金属夹杂物的数量,还可以改变它 们的性质和形状,从而保证连铸机正常运转,同时改善钢的性能。
实际应用的非金属夹杂物的变形剂,一般应具有如下条件:与氧、硫、氮有较强的相 互作用能力;在钢液中有一定的溶解度,在炼钢温度下蒸气压不大;操作简便易行,以及 收得率高成本低。钛、错、碱土金属(主要是钙合金和含钙的化合物)和稀土金属等都可 作为变形剂。生产中大量使用的是硅钙合金和稀土合金,可采用喷吹法或喂线法,将其送 入钢液深处。
2. 7.1夹杂物分类
2. 7.1. 1根据化学成分分类
A简单氧化物
这类氧化物包括四2。3、SiO2、Mn0、Cr2 O3 Λ TiO2 ʌ Ti2O3, Feo等。在铝脱氧钢中, 钢中的非金属夹杂物主要为四2。3。在Si-Mn较弱脱氧钢中,可以观察到Sio2、MnO等 夹杂物。
B复杂氧化物
主要包括各类硅酸盐、铝酸盐、尖晶石(MgO ■ Al2O3)类复合氧化物。
硅酸盐类夹杂物的通用化学式可写成:znMnO ∙ nCaO ∙ pAl2O3 ∙ gSiO2,如様铝榴石 (3MnO ∙ Al2O3 ∙ 3SiO2),钙斜长石(CaO ∙ Al2O3 ∙ 2SiO2),莫来石(3Al2O3 ∙ 2SiO2); 较多存在于弱脱氧钢和Si-Mn脱氧钢中。硅酸盐类夹杂物的成分较复杂,其中MnO、 CaO、Al2O3, Si0?的相对含量取决于脱氧剂、钢液[0]含量、炉外精炼采用的炉渣成 分等。
铝酸盐类夹杂物主要为钙或镁的铝酸盐,化学式可写为:mCa0(Mg0) ∙ nAl2O3,这 里Cao或MgO与叫03的组成比例变化较多,如钙铝酸盐有3CaO ∙ Al2 O3 ʌ 12CaO ■ 7Al2O3, CaO ∙ Al2O3^ CaO ∙ 2A12O3 ʌ CaO ∙ 6A⅛O3等多种形式。铝酸盐类夹杂物主要存在于 各类铝脱氧钢、向钢液加入钙后形成的钙处理钢,以及采用高碱度炉渣进行炉外精炼的
2.7 夹杂物的形态控制
79
钢中。
尖晶石类氧化物常用化学式AO ∙ B2O3来表示,其中,A为二价金属,如Mg、Mn、Fe 等;B为三价金属,如Fe、Cr、Al等。属于尖晶石类的夹杂物有:FeO ∙ Fe2O3^ FeO • Al2O3 x FeO • Cr2O3, MnO ∙ Al2O3 ʌ MnO ∙ Cr2O3, MnO ∙ Fe2O3, MgO ∙ Al2O3 ʌ MgO • Cr2 03、Mgo ∙Fe2O3等。这些复合化合物都有一个相当宽的成分变化范围,其中二价金属元 素可以为其他二价金属元素所置换,对于三价金属元素来说也是这样。因此,实际遇到的 尖晶石类夹杂物可能是多相的,在成分上或多或少会偏离理论上的化学式。尖晶石类夹杂 物的熔点通常高于钢的冶炼温度,在热轧时不发生变形,在冷轧时,特别当轧制规格较薄 的成品时,会造成钢材表面的损伤。
稀土铝氧化合物主要有 REAIUO|8、REAlO3、RE(A1, Si)UOlg、RE(A1, Si)O3等。
C硫化物
钢中的硫化物主要为MnS、FeS、CaS等。由于Mn与S具有强的亲和力,对非钙处理 钢,向钢水中加入Mn时将优先生成MnS。绝大多数钢种的皿Mn]/"[ S]在7以上,因 此钢中的硫化物主要为MnS。此外,对部分钢种需进行钙处理,这些钢中含0.0010% ~ 0.0035%的Ca。由于Ca与S之间具有更强的反应趋势,钙处理钢中的硫化物主要为CaS 或CaS与钙铝酸盐等形成的复合化合物。对于部分加入稀土元素处理的钢种,钢中则可形 成稀土氧硫化物(REzOzS)或稀土硫化物(如La#3、Ce2S3等)。
D氮化物
当在钢中加入Ti、Nb、V、Al等与氮亲和力较大的元素时,能形成TiN、NbN、VN、 AIN等氮化物。氮化物的尺寸与其生成温度有关,如TiN可以在较高温度(钢的凝固温 度)附近生成,因此尺寸较大,可达数百微米;NbN的析出高峰温度在900 ~950七,其 尺寸大都在数十纳米;钢中VN、AlN的析出温度较低,颗粒通常很小,在数个纳米左右。
2. 7. 1. 2 根据夹杂物尺寸分类
通常将尺寸大于100μm的夹杂物称为大型夹杂物;尺寸在1 ~100∣xm之间的为显微夹 杂物;小于IIXm的为亚显微夹杂物。在纯净钢中的亚显微夹杂物包括氧化物、硫化物和 氮化物,总数约为IOU个/Cu?,其中氧化物夹杂约有1()8个/cm3。一般认为这种微小氧化 物夹杂对钢质无害,目前对它们在钢中的作用还研究不多。显微夹杂主要是脱氧产物,这 类夹杂物对高强度钢材的疲劳性能和断裂韧性影响很大,其含量与钢中的氧含量有很好的 对应关系。大颗粒(大型)夹杂在纯净钢中的数量是很少的,主要为外来夹杂物或钢水二 次氧化时生成的夹杂物。虽然它们只占钢中夹杂物总体积的1%,但却对钢的性能和表面 质量影响最大。
2.7. 1. 3 根据夹杂物的变形性能分类
夹杂物的变形能力一般用T. Malkiewicz和S. Rudnik提出的夹杂物变形能力指数(De-formability Index)"来表示。"为材料热加工状态下夹杂物的真实伸长率J与基体材料的 真实伸长率%之比:
80
2 炉外精炼的理论与技术基础
式中。--基体变形后夹杂物长轴/短轴之比的平均值;
6—铸态时夹杂物长轴/短轴之比的平均值;
fn∕fl--钢材压延比(锻压比),即钢材热加工前后的横截面积比;
⅛--与基体材料形变方式相关的常数。
对于棒材,力取/,夹杂物变形后由球形变为近似回转椭球体;对扁平材取;,其横 截面只有在垂直于钢板的方向上发生变形。
夹杂物变形指数"在0至IJl间变化。当" =0时,表明夹杂物根本不变形而只有钢基体变 形,因而在钢变形时夹杂物与基体之间产生滑动,界面结合力下降,并沿金属变形方向产生 微裂纹和空洞,成为疲劳裂纹源;V = I时表示夹杂物与金属基体一起形变,因而变形后夹杂 物与基体仍然保持良好的结合。S. Rudnik研究指出,夹杂物变形指数"=0. 5 ~ 1.0时,在钢 与夹杂物界面上很少由于形变产生微裂纹;当" =Qo3 ~0. 5时,经常产生带有锥形间隙的鱼 尾形裂纹(如图2-31所示);而当" =0 -0. 03时,锥形间隙与热撕裂是常见的缺陷。
图2-31钢基体与夹杂物之间产生鱼尾形裂纹间隙的示意图
根据非金属夹杂物在钢热加工过程中的变形性能,可将夹杂物分为如下几种:
(1)脆性夹杂物:指那些不具有塑性的氧化物和氧化物玻璃。当钢经受热加工变形 时,这类夹杂物的形状和尺寸不发生变化,但夹杂物的分布有变化。氧化物夹杂在钢锭中 成群(簇)出现;钢经热加工变形后,氧化物颗粒沿钢延伸方向排列成串,呈点链状。如 刚玉(见图2-32)、尖晶石和石英等。
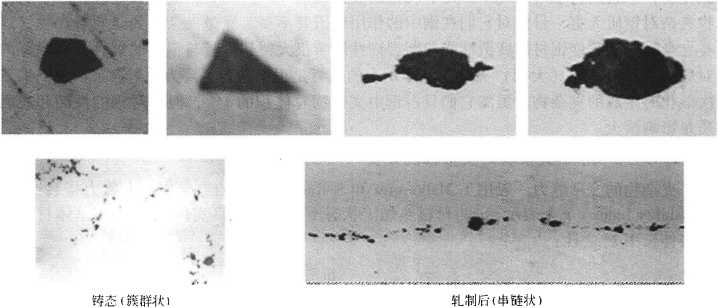
图2-32脆性夹杂物(Al2O3)
2.7 夹杂物的形态控制
81
(2)塑性夹杂物:这类夹杂物在钢经受热加工变形时具有良好的塑性并沿着钢塑性流 变的方向延伸成条带状,如硫化铸、低熔点硅酸盐(见图2-33)。
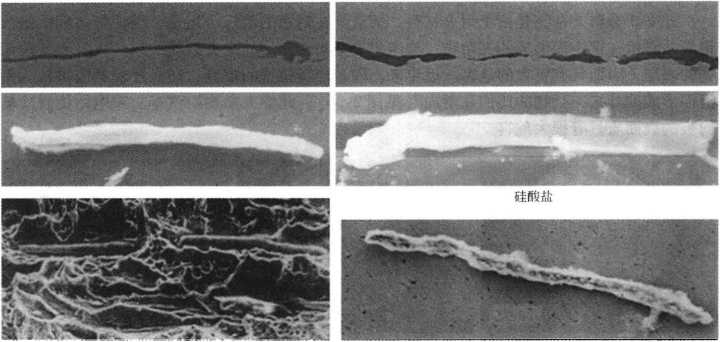
硫化锌 稀土硅铝酸盐
图2-33塑性夹杂物(热加工后)
(3)点状不变形夹杂物:这类夹杂物在钢锭中或在铸钢中呈球形或点状,钢经变形后 夹杂物保持球状或点状不变。如硫化钙、铝酸钙(见图2-34)。
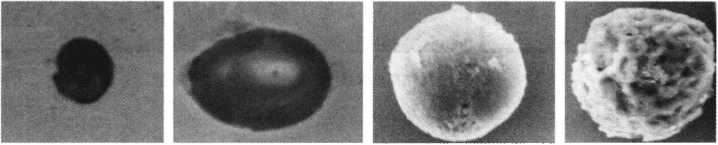
SiO2 铝酸皆 CaS
图2-34点状不变形夹杂物
(4)半塑性夹杂物:指各种复相的铝硅酸盐夹杂(图2-35)。夹杂物的基底铝硅酸盐 玻璃(或硫化镂)一般在钢经受热加工变形时具有塑性,但是在夹杂物基底上分布的析出 相晶体(如刚玉、尖晶石类氧化物)不具有塑性。当析出相的相对量较大时,脆性的析出 相好像是被一层甄性相的膜包着。钢经热变形后,塑性的夹杂物相多少随钢变形延伸,而 脆性夹杂物相不变形,仍保持原来形状,只是或多或少地拉开了夹杂物颗粒之间的距离。

图2-35半塑性夹杂物
82
2 炉外精炼的理论与技术基础
2. 7. 1. 4 根据夹杂物来源分类
A外来夹杂物
外来非金属夹杂物是由于耐火材料、熔渣等在钢水的冶炼、运送、浇注等过程中进入 钢液并滞留在钢中而形成的夹杂物。与内生夹杂物相比,外来夹杂物的尺寸大且经常位于 钢的表层,因而具有更大的危害。近年来,随着连铸拉速的提高,结晶器保护渣被转入钢 液而形成的外来夹杂物的比例在增加(见图2-36),此类夹杂物对汽车、家电用优质冷轧
薄板的表面质量有很大危害。
图2-36来源于连铸结晶器保护渣的钢中大型非金属夹杂物
B内生夹杂物
内生类夹杂物是指液态或固态钢内,由于脱氧、钢水钙处理等各种物理、化学反应而 形成的夹杂物,大多是氧硫氮的化合物。内生夹杂物形成的时间可分为四个阶段:①钢液 脱氧等化学反应的产物被称为原生(或一次)夹杂物;②在浇注凝固前由于钢液温度下 降、反应平衡发生移动,而生成的脱氧反应产物被称为二次夹杂物;③钢液凝固过程中形 成的夹杂物被称为再生(或三次)夹杂物;④钢凝固后发生固态相变时,由于组元溶解度 的变化而生成的夹杂物被称为四次夹杂物。
此外,在完成对钢水的脱氧操作后,如钢液又被空气、氧化性炉渣等再次氧化(称为 二次氧化),钢液内部生成的氧化产物(如AUO3、Sio2、MnO等)也属于内生类非金属 夹杂物。
综上所述,内生类夹杂物包括:①没有及时排除的脱氧、脱硫产物;②随着钢液温度 降低,硫、氧、氮等杂质元素的溶解度相应下降,以非金属化合物在钢中沉淀。其特点 是:分布较均匀,尺寸一般都较小,可在20Jlm内,但在体积分数较大时对钢的性能有不 良影响。
下面主要对铝脱氧钢和Si- Mn脱氧钢中的内生类非金属夹杂物进行介绍。
2.7 夹杂物的形态控制
83
a铝脱氧钢中的非金属夹杂物
为了保证钢材的冷冲压性能,一些钢种要严格限制硅含量,这时需采用铝脱氧钢液, 如用于冷轧钢板的超低碳钢、低碳铝镇静钢等的[A1]含量通常在0.025% ~ 0.055%之 间。此外,对绝大多数低合金高强度钢、微合金化钢来说,为了提高钢的洁净度,细化钢 材组织,尽管钢中含一定量的硅,也必须向钢中添加铝,此时[A1]含量通常在0.015% ~ 0.04%之间。这些钢种均属于铝脱氧钢。
由于铝具有强脱氧能力,钢中的AI2O3夹杂物绝大多数为钢液加入铝后的反应产物, 在钢液随后的冷却和凝固过程中生成的AUOs量很少。
铝脱氧反应产物主要为簇群状和块状两类用203夹杂物。图2-37所示为以钢水RH真 空精炼和钢水吹氣搅拌两种精炼工艺为例得到的AI2O3脱氧产物。当向钢液中加入铝后, 钢液中首先生成微小的用2。3粒子(图2-37中步骤1),并随即生长成树枝状AI2O3 (步骤 2)o由于此时钢液中含较高[0]和[A1],树枝状AUO3会进一步生长为簇群状他03 (步骤3a)。随着炉外精炼过程的进行,大尺寸簇群状Al?03在钢液中上浮而被去除。至精 炼结束时,钢液中残留的AI2O3夹杂物绝大多数为尺寸较小(W50以m)的簇群状AUO3和 尺寸小于30μm的块状AI2O3夹杂物。
图2-37铝脱氧钢中脱氧产物加203变化的示意图
低碳铝镇静钢中的AI2O3夹杂产生于钢中溶解氧和加入的铝脱氧剂之间的反应,Al2O3 夹杂在高氧浓度条件下呈树枝状,如图2-38所示。图2-38所示珊瑚状氧化铝夹杂应该是 原始树枝状或点簇状氧化铝夹杂通过"Ostwald-ripening”作用而形成的。
图2-38脱氧期间形成的枝晶状和点簇状Al?0,夹杂物(左图)以及珊瑚状Au0,夹杂物(右图)
84
2 炉外精炼的理论与技术基础
由于具有较高的界面能,氧化铝夹杂容易通过碰撞、聚集形成三维点簇状(如图2-39 所示)。点簇状夹杂内每个单体直径为1 ~5jIm。在与其他颗粒碰撞、分离或聚集之前,这 些单体可能是花盘型或多面体型夹杂物,如图2-40所示。
图2-39低碳钢Al脱氧期间的簇群状ALOs夹杂物
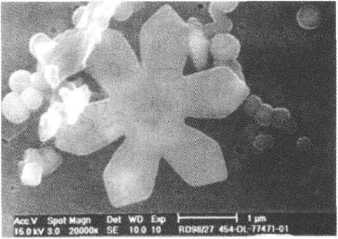

图2-40低碳铝镇静钢脱氧过程中形成的AI2O3夹杂物 (左:花盘形Ab03;右:小多面体颗粒的聚集)
不同类型AUOs夹杂物生成机理,霍戈文公司的Tiekink等的研究认为:
(1)钢液自由氧含量高、铝T次加入很多时,生成大量大尺寸AIz。3簇群;
(2)大尺寸即203簇群由钢液上浮去除得很快,最后滞留在钢液中的主要是小于 30(Xm的加2。3簇群和较小的块状AUOs夹杂物;
(3)如向钢液分批加入铝,或在钢液自由氧含量降低、铝含量较高时,会有较多的块 状AUO3生成(见图2-41成
铝脱氧钢中还存在另外一种情况。如轴承钢等合金钢中,为了降低其所具有的总氧 (T[0])含量,除采用铝脱氧外,在炉外精炼过程中还会采用高碱度、高还原性的精炼 渣。此时,渣中的CaO、Mgo会被还原,生成的部分Ca和Mg进入到钢液中后被氧化生成 Cao和MgO,并会与钢中存在的AU03作用,将钢液中的AU。3夹杂物转化为尖晶石类夹杂 物(Mg0 ∙ Al2O3)或铝酸钙盐类夹杂物(mCaO ∙nAl2O3)o
尺寸在10~30μm范围的簇群状或块状A"O3夹杂物对冷轧钢板的冲压性能和表面质 量影响不大,但对轴承、重轨等钢材的抗疲劳破坏性能有不良影响。此外,微小AUOs粒
2.7 夹杂物的形态控制
85
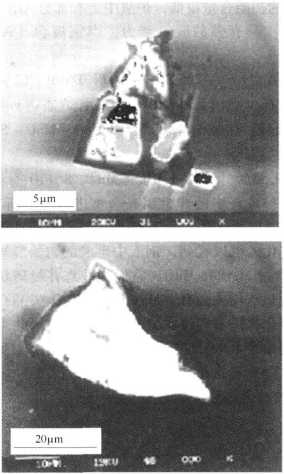

图2-41块状ALOj夹杂物
子在浇注过程中还容易在连铸中间包水口内壁处堆积黏 结,严重时甚至会造成铸流减小或断流(见图2-42)。
对于铝脱氧钢,发生二次氧化时开始生成的为液态 MnO-SiO2 - M。3系夹杂物,此类夹杂物不稳定,随后 会被[A1]还原并转变为AlzOj夹杂物。连铸结晶器保 护渣被卷入钢液中后,也会与钢液中的[A1]反应,最 后滞留在钢中的此类夹杂物与结晶器保护渣相比,在组 成上会发生一定程度的改变。
b Si-Mn脱氧钢中的非金属夹杂物
对于普通建筑用长型钢材,通常采用的是小方坯连 铸工艺,中间包水口内径较小。为了防止水口的黏结和 堵塞,经常采用限制钢中[A1]含量(<0.005%)的 方法。此外,对于一些高碳钢种,例如子午线轮胎用帘
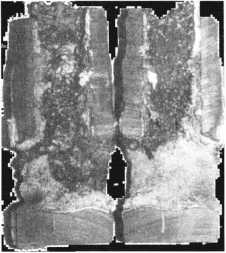
图2-42 堵塞水口的形貌
线、汽车发动机阀门弹簧钢丝等,为了防止钢中生成不变形夹杂物而造成拉丝和合股过程 的断丝,也必须严格限制钢中的[A1]含量,例如采用Si-Mn脱氧的工艺。
Si-Mn的脱氧反应可表示为:
[Si] +2MnO(s)=SiO2(s) +2[Mn] A,G? = -87840 +3. OT j/moɪ (2-108)
C, 2 炉外精炼的理论与技术基础
OO
采用Si-Mn脱氧时,由于钢液中[A1]的初始含量很低,炉渣中会有部分用2。3被还 原,少量[A1]可进入到钢液中。由于[A1]具有强的脱氧能力,当钢液含[A1]为 10 m数量级时,脱氧反应变为:
4[A1] +3SiO2(s)==3[Si] +2A12O3(s) ΔrGθ ɪ -720689 + 133. 07, J/mol (2-109)
与[A1]的行为类似,脱氧过程中还会有少量[Ca] (10-6级)由炉渣进入钢液。 [Al]、[Ca]与[Si]、[Mn] 一起参与脱氧反应,生成的脱氧产物为CaO-MnO-SQ-AI2O3系夹杂物,此外还可能含有少量MgO。
Gaye 等对 Si-Mn 脱氧钢(0.7% [C]、0. 35% [Si]、1.0% [Mn]、8 ×10^6 [Al]、 3x10-6 [ca]、0.4x10-6 [Mg]、16x10-6 [°])中的非金属夹杂物进行了分析检验, 并采用CEQCSI计算软件对夹杂物的组成变化进行了计算,图2-43即为其研究得到的不同 阶段Si-Mn脱氧钢中非金属夹杂物组成的变化。可以看到,钢液中生成的初始脱氧产物 主要为Si。? -CaO -ALOs系夹杂物,同时含少量MgO和MnO,它们为液态并呈球状。钢 液脱氧后,当温度继续下降时,在部分初始脱氧产物中会有(Mg-Mn) AkO3尖晶石类夹 杂物析出,但初始脱氧产物形成的夹杂物基体仍保持着均匀成分和球状外形。当此类原生 夹杂物(Si。? -CaO-Al?。3系夹杂物)从钢液中析出的过程完成后,钢液中[Ca]和 [Mg]的含量几乎降低至零,此后由于温度降低,钢液中生成的夹杂物转变为SiO? -MnO-AI2O3系成分,该类夹杂物呈球状,大约占全部夹杂物的70%。
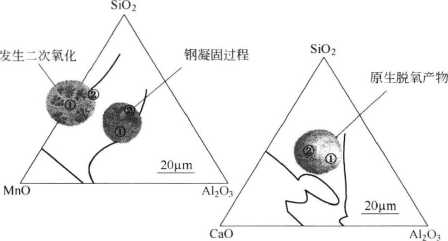
图2-43 Si-Mn脱氧钢中非金属夹杂物组成变化
2. 7.2钢中塑性夹杂物的生成与控制
对于高品质的弹簧钢、轴承钢、重轨钢和帘线钢等要求具备高抗疲劳破坏性能的钢 材,对钢中非金属夹杂物的变形性能有严格要求,即要求钢中绝大多数非金属夹杂物为塑 性夹杂物。钢包精炼中,在降低夹杂物总量的同时,也要控制夹杂物的组成,使其成为轧 制加工时易于变形的夹杂物,由此使夹杂物无害。
2. 7. 2.1塑性夹杂物的成分范围
R. Kiessling归纳了(Fe, Mn)0、Al2O3^铝酸钙、尖晶石型复合氧化物(AO -BzC^)' 硅酸盐和硫化物的变形能力指数与形变温度的关系(见图2-44),指出刚玉、铝酸钙、尖 晶石和方石英等夹杂物在钢材常规热加工温度下无塑性变形能力,而硫化価在IOoocC以下
2.7 夹杂物的形态控制
87
的变形能力与钢基体相同,即"=1。
642 0to,o.
10 2 O O 5 O 0.0.Lo.
1.0
0.5
(Fe、Mn)O 中 Mn增加
AI2O3 铝酸钙_______
3MgO ∙ Al2O3, MgO ∙ Al2O3
AO∙B2O^ 尖晶石类^
^√mTa⅛z/

增加Ca、Fe
增加Mn
铁的硅酸盐 、锦的硅酸盐
纯SQ
__MnS
R、X=Te 、、
«—(Mn、R)(S、X)
X=Se
800 1000 1200 1400 1600
温度/℃
图2-44各种夹杂物变形能力指数与温度的关系
对MnO - SiO2- AkR和CaO - SiO2 - AUQ三元系夹杂物的变形能力,G Bernard等根 据用外推法测定的夹杂物相与钢基体在900 ~ IlOOK时相对黏性的大小,将三元系划分成 四个区域,见图2-45、图2-46。在富含Si02的一侧,区域①为不变形的均相夹杂物;区域
SiO2
OelOO
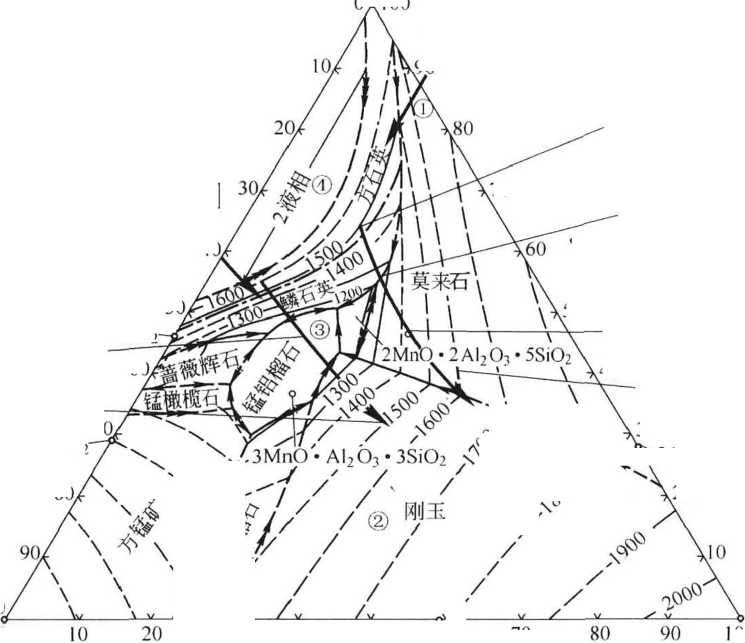
线2
I阀门弹簧I
w[Al]s=0.0005%
线1 ⅞⅞⅞]
含40
S 50 MnO ∙ SiO2 w[Al]s=0.0005% 60
w[Al]s=0.0010%
2MnO ∙ SiO2
70
队、\
w[A1]s=0.0007%
50 '除
—u>[Al]s=0.001%
40
w[A∣]s=0.002%
80
/ /
IOO O
MnO
/ Z
30 40 50 60∖^ 70
MnO ∙ Al2O3
皿(AI2O3)∕%
30 'Λ^y3AI2O3∙2SiO2
20
O IOO A∣2 O3
图2-45 Mno-SiO2-可2。3系中塑性夹杂物成分范围
88
2 炉外精炼的理论与技术基础
④为两相区,其中一相不能变形。在富含CaO、AUO3的一侧,即区域②具有很强的结晶 能力,因而也是不能变形的;区域③为可变形的夹杂物区域。对MnO-Sio2 -Al25三元 系夹杂物,具有良好变形能力的夹杂物组成分布在镂铝榴石(3MnO ∙ Al2O3 ∙ 3SiO2)及 其周围的低熔点区;而在Cao-Sio2 -Αk3三元系夹杂物中,钙斜长石(CaO ∙ Al2O3 • 2SiO2)与磷石英和假硅灰石(CaO∙Si02)相邻的周边低熔点区域具有良好的变形能力。 这个组成区域的夹杂物在轧制加工时易于变形,适用于轮胎钢丝等,亦即拉拔时不易发生 断线和疲劳破坏的夹杂物组成。
2液相、1°,
1700-
20、
夹杂物低熔点 /组成区域
CaO ∙ Siθ2
5(⅛
3CaO ∙ 2SiO2
2CaO ∙ SiO2-
钙斜长石
I o 【服∙A12θ?
W0
钙铝黄长石、
30
<3ΛI2O3∙2Siθ2
NCaO•另 0∙Siθ]
0 10 20 30 /网 50、 60
CaO 3CaO ∙ A∣2O3 12CaO ∙ TAl2O3
w( A∣2O3)∕%
CaO ∙ 2A∣2O3
AI2O3 CaO •
100 AI2O3
图2-46 Cao-Sio2-Al?。3系中塑性夹杂物成分范围
由图2-45中可以看到,对于MnO-SiO2-Al? O3系夹杂物,塑性夹杂物的成分范围大 致为:w(Mn0) 20%~60%, w(SiO2) 60% ~27%, w( Al2O3) 12% ~28% (或 15% ~ 30% )o由图2-46中可以看到,对于CaO-SiO2-Al?03系夹杂物,塑性夹杂物的成分范围 大致为:w ( CaO) 20% ~ 45% , w ( SiO2) 40% ~ 70% , w ( Al2 O3) 12% ~ 25% (或 15% ~25%)o
2. 7. 2. 2炉渣与钢中非金属夹杂物的作用
为了防止生成不变形非金属夹杂物,高品质重轨、硬线等钢种大多不采用Al脱氧, 而采用Si-Mn脱氧,钢中非金属夹杂物主要为MnO -SiO2- AHO3系和Cao - SiO2 - Al2O3 系夹杂物,其中MnO-SiO2-O03系主要为脱氧产物,CaO-SiO2-AU。3系主要来源于 炉渣与钢液之间的作用。
由图2-45、图2-46可以看到,对于MnO-Sio2-芻03系和Cao-SiO2-刈。3系夹杂
2.7 夹杂物的形态控制
89
物,塑性夹杂物中w(Aiα)须在15%~25%。除Aim含量外,对于Mno-SiO2-Al?03 系,夹杂物的"(MnO)/小(Sie)2)须在1左右;对于CaO-Sio2 -川2。3系,夹杂物的 w(Ca0)/w(Si02)须在0.6左右。控制在塑性夹杂物成分区的关键为:①在炉外精炼过程 通过渣-钢反应控制钢液中的Al含量;②通过钢液Al含量控制非金属夹杂物成分。
图2-45中标出了钢帘线和阀门弹簧用钢计算得出的夹杂物中酸熔铝和氧化物的关系。 图2-47给出了实际操作中钢水中的矶Al],和夹杂物中W(AI203)的关系。因为控制铝含 量在较低水平(0.0005%左右),可得到低熔点脱氧生成物,所以在使用铝含量(或者 AI2O3含量)低的铁合金的同时,还要防止铝从渣(或者耐火材料)中溶解到钢水中。钢 水和渣(或者夹杂物)有关铝的反应为:
2 (Al2 03) +3[Si]^=4[Al] +3(SiO2)
心α説 37600丄7 。
IgKAI-s; = —+ 7. 2
aSiaAl2O3 丄
(2-110)
为了抑制这个反应,希望选择AUOs活度小,且Si02活度大的渣组成。如阀门弹簧材 料那样,硅含量高(外,大)时,渣组成的控制特别重要。
%∕(dZW)B⅛≡都⅛<
0.0002 0.0004 0.0006 0.0008 0.0010 w[Al]s∕% (a)

图2-47钢中铝及渣中Al2O3对夹杂物中Al2O3含量的影响
(a)夹杂物中Al2O3含量与好[AIL的关系;(b)渣中初(可203)与夹杂物中"(川2。3)的关系
如果采用低碱度(如LI)的渣抑制铝从渣中还原溶解,把渣中河203活度(如A1Q3 含量在10%以下)控制得低一些防止钢水增铝,夹杂物中的Alz03含量就减低,钢中夹杂 物就变为延展性高、低熔点的夹杂物了。
2.7.3稀土处理
稀土元素(RE)包括鋼系和铳、忆在内共计17个元素,位于元素周期表中IilB族。 钢中经常加入的是飾(Ce)、偶(La)、钦(Nd)和错(Pr),它们约占稀土元素总量的 75%。稀土元素的性质都很类似,熔点低沸点高密度大,与氧、硫、氮等元素有很大的亲
和力。
稀土元素加入钢液以后,可产生如下反应:
90
2 炉外精炼的理论与技术基础
2[RE] +3[ Ol==RE2O3
2[RE] +3[S]-RE2S3
2[RE] +2[0] + [S]==RE2O2S
表2-29为RE化合物的热力学数据,其中K‘值为钢液中溶解元素的溶度积。可见稀土 元素是很强的脱氧剂,也是很强的脱硫剂。
表2-29 RE化合物的热力学数据
|
_______反应 |
ArCR/J ∙ mol"1 |
K,(1600cC) |
熔点/霓 |
密度∕kg ∙ in」 |
|
[Ce] +2[ 0] -------CeO2(s) |
-853600 + 250T |
ZOXIo-U | ||
|
2[ Ce] +3[ 0]∙ ~ Ce2O3 ( s) |
-14302∞ +359 7, |
7.4×10^22 |
— |
5250 |
|
2[ La] +3[ O] La2O3 ( s) |
-1442900+337T |
2.3 xlθ-23 |
2320 |
6560 |
|
[Ce] + [S]=CeS(S) |
-394428 + 121T |
2. Ox 10 ^5 |
2500 |
5940 |
|
2[ Ce] + 3 [ S]----O?S3 (s) |
-1073900+326 7, |
1.2×10-13 |
1890 |
5190 |
|
3[ Ce] + 4[ S ]......Ce3 S4 ( s) |
_ 1494441 +4397, |
1.8×10-19 | ||
|
[La] + [S]----LaS(s) |
-383900+ 107 T |
7.6×10^δ |
— |
5660 |
|
2[Ce] +2[0] +[S]^=Ce2O2S(s) |
-1352700+331T |
3.6×10~21 |
5990 | |
|
2[ La] +2[0] + [ S] =La2O2S(s) |
-1340300+30" |
2. 2 × 10 F |
5730 |
2. 7. 3. 1 稀土处理改变夹杂物的变形能力
S. Malm系统地研究了各种稀土夹杂物的变形能力,指出稀土铝酸盐REAlUO通和RE-AlOs的性质与Al?03十分相似,在钢中呈细串链状分布,无塑性的稀土铝酸盐夹杂物细颗 粒呈串链状或单独存在,或与MnS一起构成复合夹杂物;稀土氧硫化合物RE?OzS通常具 有一定的变形能力(呈半塑性),旦颗粒较稀土铝酸盐大,也呈串链状出现;含硅的稀土 铝氧化合物RE(A1, Si)UOl8、RE(A1, Si) O3具有较好的变形能力。由此可见,稀土的应 用在一定程度上对脆性的AUJ起了变性作用,可改善弹簧钢等钢种的疲劳性能。
2. 7. 3. 2 稀土处理控制硫化物的形态
在实际生产中,稀土合金最常用于控制硫化物的形态。硫在钢中以FeS或MnS形式存 在。当钢中l4Mn]/w[S]才2时,FeS转变成MnS。虽然它的熔点比较高(1555七),能避 免"热脆”的发生,但是MnS在钢经受加工变形处理时,能沿着流变方向延伸成条带状, 严重地降低了钢的横向力学性能,因而钢的塑性、韧性及疲劳强度显著降低。因此,应加 入变形剂,控制MnS的形态,使之转变为高熔点的球形(或点状)的不变形夹杂物。Ca、 Ti、Zr、Mg、Be、RE等可作为硫化物的变形剂,但是,稀土元素常是用作硫化物夹杂的 最有效的变形剂。
在钢中加入适量的RE,能使氧化物、硫化物夹杂转变成细小分散的球状夹杂,热加 工时,也不会变形,从而消除了 MnS等夹杂的危害性。 M⅛
由于RE和氧的亲和力大于和硫的亲和力,所以往钢中加入RE时,首先形^^1的 氧化物,而后是含氧、硫的稀土化合物,仅当皿RE]/"[S] >3时,才能形成稀土畔 物,而MnS完全消失。因此,钢液初始的氧硫含量决定了稀土元素加入后所能生成爵产 物。钢中形成的稀土夹杂物的类型与钢液初始氧硫含量的关系如表2-30所示。图2-48是: FrUehan计算的钵在不同硫氧活度时所生成的氧化物、硫化物及硫氧化物的平衡图。
2.7 夹杂物的形态控制
91
表2-30用稀土元素脱氧脱硫的产物与钢中原始氧硫含量的关系
|
项目 |
稀土氧化物 |
稀土氧硫化物 |
稀土硫化物 |
|
w[ S]∕w[ 0] |
<10 |
10~l∞ |
>1∞ |
(%/〔a3&0e


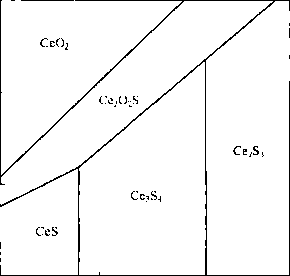
W2 10^1 10°
〃sC w[S]∕%)
图2-48 1627tC , Ce-O-S系化合物存在区的平衡图
2. 7. 3. 3 稀土处理采用的方法
目前稀土处理主要采用中间包喂线法和结晶器喂线法。
稀土线按照一定速度喂入中间包,稀土线穿过覆盖渣进入中间包与钢液中的溶解氧、 硫发生反应,生成稀土氧化物、硫氧化物以及稀土氧化物,从而达到控制夹杂物形态的作 用。固溶在钢液中的残余稀土还可以起到微合金化的作用,提高钢的性能。与结晶器喂线 工艺相比较,从中间包喂入的稀土与钢液中的氧、硫结合生成的稀土夹杂有更长的时间 上浮。
中间包喂稀土线要注意以下几个方面:
(1)钢液充分脱氧;
(2)采用保护浇注,稀土线外加包芯线,减少稀土线喂入过程中的氧化、烧损;采用 还原渣在钢液面进行浇注保护;
(3)在覆盖剂中添加有助于吸收稀土氧化物的成分,或者适当采取吹氣搅拌,使稀土 氧化物尽可能在中包被排除,以改善稀土处理钢的洁净度,减轻由于稀土氧化物所造成的 水口结瘤;
(4)稀土钢浇注尽量使用碱性中包衬材料;
(5)使用稀土钢专用覆盖剂。
在连铸结晶器内喂稀土线是对钢水,特别是低硫钢水进行硫化物形态控制的有效方 法。由于生成的稀土化合物可以作为钢液凝固时的结晶核心,达到细化铸坯组织,简化连 铸钢水的温度调整步骤,实现"组织控制"。此方法的稀土收得率最高可以达到95%左 右,一般在80% ~ 90%的水平。如果掌握好稀土线直径和喂线速度,稀土在铸坯截面或纵 向长度上的分布是比较均匀的。但由于稀土在钢液中的停留时间短,生成的稀土夹杂物排
2 炉外精炼的理论与技术基础
除困难,而且分布的均匀度不如中间包喂稀土工艺好。
结晶器喂稀土线要注意以下几个方面:
(1)在稀土线外加包芯线,尽可能减少稀土线的烧损和氧化;
(2)严格控制原始钢水的脱氧、脱硫程度,使稀土真正发挥变质剂和合金化的作用, 而不是脱氧和脱硫作用;
(3)使用稀土钢连铸专用保护渣。根据不同钢种,不同工艺条件,开发的稀土钢专用 保护渣既有普通保护渣的功能,还应该具有较强、较快溶解吸收稀土夹杂物的能力。
2. 7. 3. 4 稀土处理存在的缺点
使用稀土元素有如下缺点:①由于稀土元素反应产物(稀土氧化物硫化物)密度较大 (50∞~6000kg∕m3),接近于钢水密度,因此不易上浮。②使用稀土元素处理的钢水易再 氧化,稀土夹杂物熔点高,在炼钢温度下呈固态,很可能在中间包的水口处凝集使之堵 塞。因此使用稀土合金的量应该适当1,避免在钢锭底部倒锥偏析严重以及使连铸操作产生 故障。如果MRE] •矶S] W (1.0~l.5) XlO-4,由经验可知没有因硫化物系夹杂物的聚 集而造成材质恶化。从防止MnS生成和材质恶化考虑,图2-49给出了最佳组成范围(注: MRE]表示钢水中固溶着的RE的质量分数,是作为硫化物和氧化物悬浮着的夹杂物中 的RE的总和,相当于w(T[RE]); "[S]也一样)。添加RE之前的钢包内钢水中的" [S]如在0.007%以下,则不能脱硫。
w[S]∕%
0.004 0.006 0.008 0.012
0.003 0.005 0.007 0.010
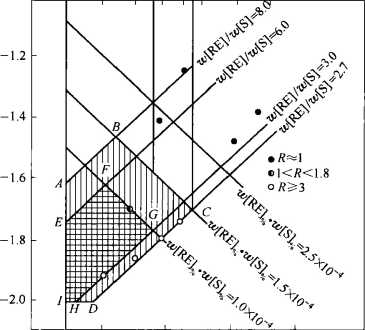
lgw[S]
图2-49对于硫化物均匀形态控制所合适的RE范围(斜线部分)
稀土在钢中的作用主要为净化、变质和合金化三大作用。随着钢中硫、氧含量逐渐得 到控制,洁净化技术不断发展,传统的稀土净化钢水和变质夹杂物的作用日益减弱,稀土 的合金化作用的利用正成为稀土钢发展的重要内容。稀土合金化作用表现在许多方面,其 中稀土对钢的相变及组织的影响是稀土合金化作用的重要表现。
2.7 夹杂物的形态控制
93
2.7.4钙处理
2. 7. 4. 1 钙脱氧与脱硫
钙是很强的脱氧剂,加入钢液后很快转为蒸气,在上浮过程中脱氧,反应式为:
Ca(g) + [O]^=(CaO)
另外,溶解进入钢液的钙也与氧反应:
[Ca] + [ 0] ( CaO)
钙脱氧可以使钢液中的[0]含量充分低,从而也就保证了钢液中的硫含量充分低。 因此,使用钙处理是当今生产超纯钢的重要手段。
钙也是很强的脱硫剂,生成CaS。根据反应的吉布斯自由能变化,钙加入钢液后首先 降低钢的氧含量至某一浓度以后,再与硫反应。这一平衡的氧硫浓度可由式(2-111)、 式(2-112)求出。
Ca(g) + [O]=(CaO) ΔGθ,0 = - 158660+45. 917, J/mol (2-111)
Ca(g) +[S]^=(CaS) ΔGθ.s ɪ -136380 +40.947, J/mol (2-112)
当然,如果钢液的硫含量比较高,钙有可能同时与氧、硫发生作用。
尽管从理论上说会生成CaO,但钢水中生成Cao (C/L态时)所需平衡Ca量较大。 在实际生产过程中,喂入的Ca-Si线一般不会使钢水中的溶解Ca量达到如此高的含量。 因此在钙处理时,钢水中一般不会出现CaO。
2. 7.4. 2钙的变性作用
A钙处理原理
为了防止水口的黏结和堵塞,在采用较小内径的水口浇注铝脱氧钢时(如小方坯连铸 和薄板坯连铸),工业生产中采取的措施是:①降低钢中酸溶铝含量以减少AbO3的析出数 量;②向钢水喷吹或喂入适量的Si-Ca粉剂(或含CaC2、Cao熔剂)或Si-Ca线,使 AUO3夹杂物转变成炼钢温度下呈液态的铝酸钙。
由Cao-AI203二元相图(见图2-50)可知,铝脱氧钢水钙处理过程中可形成多种钙 铝酸盐,其性能见表2-31。
表2-31钙铝酸盐的性能
|
化合物 |
w(CaO)∕% |
w( Al2Oj)/% |
熔点/t |
密度 ∕kg ∙ m^3 |
显微硬度 /kN ∙ mm ^2 |
|
3CaO ・ Al2O3(C3A) |
62 |
38 |
1535 |
3040 |
— |
|
12CaO -VAl2O3(C12A7) |
48 |
52 |
1455 |
2830 |
— |
|
CaO ∙ Al2O3(CA) |
35 |
65 |
1605 |
2980 |
9.3 |
|
CaO ∙2A12O3 (CA2) |
22 |
78 |
约 1750 |
2980 |
11 |
|
CaO ∙6A12O3 (CA6) |
8 |
92 |
约 1850 |
3380 |
22 |
|
Al2O3 |
0 |
100 |
约 2020 |
3960 |
30~40 |
94
2 炉外精炼的理论与技术基础
∞ ∞ W
9 7 5
P/
1300
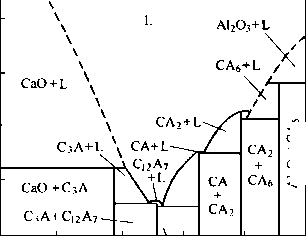
w+dz<
CaO
/40
C3A
60
/80
CjjAX CA CA?
CI2A7+CA w(Al2O3)∕%

图 2-50 Cao-Al2O3系相图
对某些优质热轧中厚板钢种,为了减轻钢板的各向异性,提高冷弯和韧性等,也要向 钢水中添加Ca以将钢中的MnS转变为CaS或Cat)、Al2O3. CaS的多元复合硫化物。此 外,为减轻管线钢的氢致裂纹(HlC)、硫化物应力腐蚀裂纹(SCC),须通过钢液钙处理 将钢中的硫化镂夹杂转变成点状的硫化钙夹杂物。
采用钙处理方法对钢中用2。3夹杂物和MnS夹杂物进行改性的原理是:通过增加钢中 有效钙含量,一方面使大颗粒AI2O3夹杂物改性成低熔点复合夹杂物,促进夹杂物上浮, 净化钢水;另一方面,在钢水凝固过程中提前形成的高熔点CaS (熔点250OtC)质点,可 以抑制钢水在此过程中生成MnS的总量和聚集程度,并把MnS部分或全部改性成CaS,即 形成细小、单一的CaS相或CaS与MnS的复合相。其操作就是在铝脱氧后用喂线法(或 者射弹法、喷吹法)向钢水中供给钙。
使用钙进行夹杂物变性处理的机理可用图2-51表示。通过钙处理,使用203夹杂变成 钙铝酸盐夹杂,并成为硫化物的核心,使MnS夹杂物更分散细小。
O
MnS ° —ɔ 0______0
夕 、、 MnS
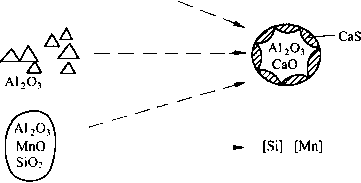
处理前 钙处理后
图2-51钙处理时夹杂物变性的图解
2.7 夹杂物的形态控制
95
图2-52为钢中钙气泡上浮过程夹杂物形成示意图。含CaO很高的夹杂物中硫的平 衡浓度很高,并能吸收钢中大量的硫。当钢液冷却时,夹杂物中的硫的溶解度降低, CaS析出,生成复合夹杂物,并有可能产生一个CaS环包围铝酸钙核心。这种夹杂物 也是球形的,熔点很高,轧制状态不变形。钢中夹杂物在铸态和轧制状态的形态见 图2-53。显然,在对硫化物进行变性处理之前,应先将钢中AUO3夹杂物变成钙铝酸盐 夹杂。


CaAl2O4
Ca(g)
Ca(g)
咽旬彩柴s≡茎標⅛窺司吐-Hsr⅛⅜
Al2O3
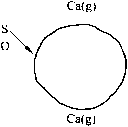

图2-52钢中钙气泡上浮过程夹杂物形成示意图
夹杂类型
ʌhɑɜ
G2A7
铸态
轧态

图2-53铝镇静钢夹杂物变性示意图
在通常的轧制温度下,CaS相的硬度约为钢材基体硬度的2倍,而且CaS相的硬度比 MnS相的高,因而热轧时单一组分的CaS相保持球形,可改善钢材的横向冲击韧性;同 时,当CaS或铝酸钙对变形MnS夹杂物"滚碾”或"碾断”时,细小的CaS或铝酸钙离 散相可作为原条带状MnS夹杂物发生"断点”的诱发因素。此时,塑性好的MnS相既可 以对可能出现的尖角形CaS或铝酸钙离散相("脆断”后的形貌)起到表面润滑作用,减 轻对钢材基体的划伤,又可以促使易聚集夹杂物(MnS)弥散分布。
金属钙的熔点为839(C ±2k,沸点很低约1491霓,根据SChtirmann的研究,钙蒸气压 与温度的关系为:
1600七时,pca≈≈0. 186MPa。在炼钢温度下钙很难溶解在钢液内。但在含有其他元素,
96
2 炉外精炼的理论与技术基础
如硅、铝、保等条件下,钙在钢液中的溶解度大大提高(见图2-54)。因此为了对铝氧化 物进行变性处理,加入的是硅钙及其他钙的合金。
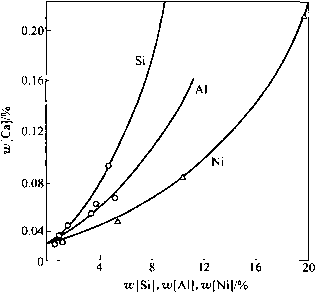
图2-54 1600tC下第3元素含量对钙溶解度的影响
在喷射冶金中,最常用于处理钢液的材料是Ca-Si合金,它的含钙量约30%。此外, CaO-CaF2-Al,预熔的铝酸钙熔剂、Mg-Ca0、CaC?以及上述各种材料的混合物也用于 不同要求和不同条件的钢水处理。
稀土元素和钙都是经常加以利用的脱硫剂和变质剂,但是,理论和实践研究均表明, 单用稀土处理钢不仅成本高,而且因为实际生产中的水口结瘤以及大量残留夹杂物恶化钢 液等原因使得处理效果很不稳定;单用钙处理又不能使钢的硫化物形态得到完全的控制。 为了各取其所长,并克服它们各自独自处理钢时的缺陷,吕彦、杨吉春等人在实验室条件 下,研究了 Ca-RE复合处理钢液时对钢中硫化物的影响。研究认为,采用Ca-RE复合 处理钢,可以有效脱硫,减少钢中的硫化物夹杂的数量,控制和改变夹杂物形态,在钢中 形成细小、分散、轧制时不变形的纺锤形稀土夹杂物,消除钢中原有的条状硫化毓夹杂所 造成的危害作用。
B钙处理工艺参数控制
a w[ Al]控制
铝脱氧钢液钙处理后,钢中夹杂物主要是铝酸钙夹杂和硫化钙夹杂。炼钢温度下, 12CaO • 7Al2O3, 3CaO ∙ AI2O3夹杂为液态,而CaO-AI簿3夹杂在靠近12Cao • 7用203区域 为液态,因此,通过热力学计算,结合CaO-AI2O?体系的二元相图,可以分析出夹杂物 的形态。龚坚、王庆祥结合工业生产条件,进行了铝镇静钢钙处理热力学计算,得出 1600七不同夹杂物的[Al]-[0]平衡曲线(见图2-55)。钙处理时,L/CA平衡态可以 认为是形成液态铝酸钙的开始,而C/L平衡态可以认为是形成液态铝酸钙的终了。可见, 要使得夹杂物为液态,必须把钢中[A1]含量和[O]含量控制在C/L—L/CA的区域内, 最好位于12CaO ∙7A2O3附近。如钢液中矶Al] =0.02%,则钢液中川0] = (2. 6 ~6. 7) x 10F时,夹杂物为液态。
2.7 夹杂物的形态控制
97
20×10-4∏τγ 18×10'4-∣i : 16×IO^4 14×1O^4 12X10'4 IO×IO^4
8X10" 6X1OT 4×10"4 2×10'4
0
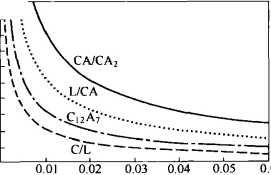
w[AI]∕%
图 2-55 160Ot 时[AJ]-[O]平衡图
b w[Ca]∕w[Al]控制
1600CC不同组成的CaO-AU。3夹杂物的[Al]-[Ca]平衡见图2-56,可知,为使 Ak。3变性为LZCA,所需加入钙量是很少的,并且钙的加入量再多,氧化物夹杂也处于 L/CA—C/L成分之间,在钢中酸溶铝一定的情况下,为使風203变性为液态,钢中溶解钙 的变化范围较大。钢中14A1] =0.03%时,夹杂物变性为液态时,钢中溶解w[Ca]的变 化范围在(5~48) XIO-6,钢中的 w4Ca]∕t"Al]在 0. 02 ~ 0. 16 之间。一般 w∕[Ca]/ w[Al]应控制在0∙09~0.14 (实际生产中一般用版(T[Ca])/t4Al]来表示钙处理的程 度,w(T[Ca])/w[Al] >w[Ca]∕w[Al],在邯钢,要求切(T[ Ca] )∕w[ Al]〉0. 12。也有 文献中提出:w[Ca]∕w[Al] >0. 14; w[Ca]∕w(T[O] ) =0.7~1.2),钢中溶解駆[Ca]位 于&2A7与I√CA之间。即在生产实践中,通常加入相对过量的钙使可2。3完全变性,改善 钢水的流动性。
50×I0^4 45X1OT 求 40X10 4 言 35×10^4 ⑥ 30×10^4 3 25×10-4
20 Xl O'4 15X10-4 IoXlo-4 5X1(Γ* 0
图2-56 1600电时[Al]-[Ca]平衡图
C w[S]控制
CaS夹杂也易在水口部位聚集,从而导致结瘤或加剧Al?03水口结瘤。为保证钙处理 的效果,钙的加入量必须满足:生成液态铝酸钙夹杂物,避免CaS夹杂析出。[A1]-[S] 平衡如图2-57所示。可知钢水在一定[A1]含量的情况下,为了避免钙处理时生成高熔 点铝酸钙,钢水中[S]含量要求处于C/L-L/CA之间。喂钙线处理时,如果钢液中的 [SK [A1]含量位于IyCA线以上,则Ca先与[S]反应,直到[S]含量降到IyCA平 衡曲线下,剩余的Ca才会与Al?。3反应,生成液态铝酸钙。因此进行钙处理时,为了把 可203系夹杂物改质为液态&2A7,同时又不希望先析出易在水口部位聚集结瘤的CaS,必
98
2 炉外精炼的理论与技术基础
须限制钢水中的最大[S]含量。要求把钢水中的[A1]及[S]含量降低到其与GzA,平 衡的值以下进行钙处理。特别是对于[A1]含量高的钢种,把钙处理前的[S]含量降得 低一些更有利。
图 2-57 1600%:时[A1]-[S]平衡图
在钢液中要生成C∣2A7,钢中的"[A1] =0.02%时,钢中w[S] <0.017% ;钢中的 w[Al] =0.04% 时,钢中 w[S] < 0. 010% ;钢中的"[A1] =0.05% 时,钢中 w[S] < 0. 009% o在实际生产中应将钢中硫含量降低到0.005% ~0. 01%。降低钢水中"(T[O]) 和MS]之后进行钙处理,是用钙进行河203系夹杂物改质的基本操作。
在钢水硫含量降低到一定程度时,通过钙处理可抑制钢水凝固过程中形成MnS的总 量,并把钢水在凝固过程中产生的MnS转变成MnS与CaS或铝酸钙相结合的复合相。由 于减少了硫化住夹杂物的生成数量,并在残余硫化露夹杂物基体中复合了细小的(10μιm 左右)、不易变形的CaS或铝酸钙颗粒,使钢材在加工变形过程中原本容易形成长宽比很 大的条带状MnS夹杂物变成长宽比较小且相对弥散分布的夹杂物,从而提高了钢材性能的 均匀性。
为了生产高抗拉强度的抗氢脆钢,必须合理地控制钢中的硫含量与钙含量。图2-58 表示"[Ca]/M;[S]与大直径管材发生氢脆率的关系,试验条件按NACE条件:试样在PH 值为3. 7的醋酸溶液中浸96h。w[Ca]∕w[S]保持大于2.0,且硫含量小于0. 001 %时就能 防止HlC ( hydrogen induced cracking,氢致裂纹)的发生,而当硫含量为0. 004% , ι4Ca]/w[S] >2.5也能发生HIC。当始Ca]/w[ S] < 2. 0时,由于MnS没有完全转变成 CaS,而是部分地被拉长,引起HIC。当14 Ca]/矶S]较高且硫含量也较高时,会有Ca-O-S原子团的群集,从而导致钢发生HIC。由此可见,仅靠特别低的硫含量是不够的, 仅靠控制矶Ca]/w[S]值也是不够的,合适的方法是既保证低硫,如w[S] <0.0015%, 又将w[Ca]/w[S]控制在2以上(希望钢中的矶Ca]/w[S]保持在2~3),这样就可以 充分保证钢不出现HIC。
为了防止含有CaS的夹杂物在钢锭底部沉淀聚集,应使"[Ca] ∙ w[S]。28 W l.OxlO-。
对大部分钢种来说,使用钙处理都会提高钢的性能,但是对轴承钢就不宜使用钙处理 及其他喷粉处理手段。有研究结果证明,对轴承钢疲劳寿命的危害顺序,由大到小排列为 ∕nCaO • TiAl2O3 (点状夹杂),Al2O3, TiN, S(Ca, Mn) o可见,如果将钢中AUO3夹杂物 变成mCaO •"AUO3夹杂物,其结果将与处理的出发点背道而驰。
复习思考题
99
Oooo 8 6 4 2
%/济⅛與soIH
O
2 3 4 5
w[Ca]∕∞[S∣
图2-58发生HIC率与萩Ca]/矶S]的关系
复习思考题
2-1顶渣控制的目的是什么,有何方法?
2-2渣洗有何精炼作用?
2-3搅拌方法有哪些?
2-4吹氫的精炼原理是什么,吹氫精炼的作用有哪些?
2-5加热方法有哪些,各有何特点,正确选择精炼加热工艺,应重点考虑哪些因素?
2-6真空泵的主要性能指标有哪些,蒸汽喷射泵具有哪些优点?
2-7降低钢中气体有哪些措施?
2-8为什么在实际操作真空精炼时,碳的脱氧能力远没有热力学计算的那么强?
2-9有效进行碳的真空脱氧应采取什么措施?
2-10 "脱碳保信”的途径有哪些?
2-11何谓喷射冶金?简述其作用。
2-12简述喂线工艺操作要点。
2-13钢中夹杂物如何分类?
2-14稀土处理有何作用,.存在哪些缺点?
2-15简述钢液钙处理的原理,如何控制钙处理工艺参数?
3炉外精炼工艺
3.1 RH法与DH法
3.1.1 RH精炼法
RH法是1957年由联邦德国Rheinstahl公司和Heraeus公司共同开发的真空精炼技术 与装备,又称真空循环脱气法。设计的最初目的是用于钢液的脱氢处理。50多年来这项 技术已经高度发展和广泛应用,到2000年全世界已投产的RH法工业装置有160余台,可 处理的最大钢包容量达400t。我国早在20世纪60年代大冶钢厂从联邦德国MESSO公司 引进了 1台RH装置;70 ~80年代武钢二炼钢从联邦德国分别引进了两套RH装置,用于 硅钢生产;后来宝钢、攀钢、鞍钢、本钢、太钢等也相继建成投产了 RH装置。到2007 年底,我国RH装置达61台,年处理能力大于9000万吨。自主开发的RH真空精炼技术 与装备从2002年起在国内广泛应用。
RH法是国际上出众的、在钢包中对钢液进行连续循环处理的方法,主要适合于现代 氧气转炉炼钢厂或超高功率电弧炉炼钢厂。
3. 1. 1. 1 RH的基本原理
如图3-1所示,钢液脱气是在砌有耐火材料内衬的真空室内 进行。脱气时将浸入管(上升管、下降管)插入钢水中,当真 空室抽真空后钢液从两根管子内上升到压差高度。根据气力提升 泵的原理,从上升管下部约1/3处向钢液吹氨等驱动气体,使上 升管的钢液内产生大量气泡核,钢液中的气体就会向氫气泡扩 散,同时气泡在高温与低压的作用下,迅速膨胀,使其密度下 降。于是钢液溅成极细微粒呈喷泉状以约5m/s的速度喷入真空 室,钢液得到充分脱气。脱气后由于钢液密度相对较大而沿下降 管流回钢包,即钢液实现钢包T上升管T真空室T下降管T钢包 的连续循环处理过程。
3. 1. 1. 2 RH主要设备
RH法设备由以下部分组成:①真空室;②浸入管(上升 管、下降管);③真空排气管道;④合金料仓;⑤循环流动用吹 氨装置;⑥钢包(或真空室)升降装置;⑦真空室预热装置 (可用煤气或电极加热)。一般设两个真空室,采用水平或旋转 式更换真空室,真空排气系统采用多个真空泵,以保证一般真空
合金添加孔
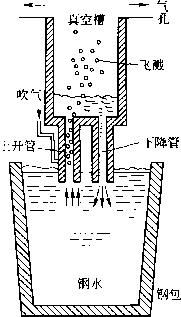
图3-1 RH法原理图
3. 1 RH法与DH法
度在50 ~ IOOPa,极限真空度达50Pa以下。RH装置有三种结构形式:脱气室固定式、脱 气室垂直运动式或脱气室旋转升降式。
A RH真空室
a RH真空室主体设备
RH真空室是RH精炼冶金反应的熔池,冶金化学反应的表面积决定了 RH真空精炼 反应速度。近几十年来,RH真空室的直径与高度逐渐增大增高。武钢在不同时期建成的 RH真空精炼设备的真空室形状变化如图3-2所示。宝钢1号RH真空室的形状如图3-3 所示。
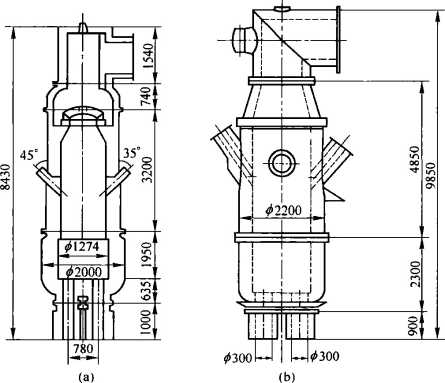
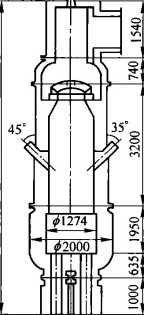
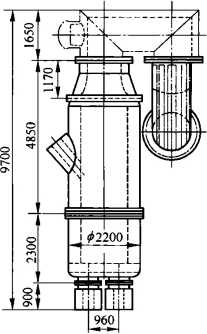
图3-2武钢RH真空室形状的变化
(a) 1974年建设的1号RH真空室;(b) 1985年建设的2号RH真空室;(C) 1993年改建的新1号RH真空室
b RH真空室的支撑方式
RH真空室的支撑方式对设备的作业率、合金添加能力、工艺设备的布置、设备占地 面积等有直接影响。RH真空室的支撑方式概括有以下三种:
(1)真空室旋转升降方式;
(2)真空室上下升降方式;
(3)真空室固定钢包升降方式。
C RH真空室的交替方式
为了提高RH真空精炼炉的作业率,目前广泛采用双真空室,甚至三真空室交替方 式。真空室交替方式可以分为双室平移式、转盘旋转式、三室平移式。
d真空室的加热
真空室的加热方式有两种:煤气烧嘴加热方式和石墨电极加热方式,或两者配合使用 方式。
(1)煤气烧嘴加热结构简单、节省电能,但处理过程中及间隙时间不能加热,加热过
程中真空室处于氧化气氛,影响钢水质量。
102
3 炉外精炼工艺
(2)石墨电极加热处理过程中及间隙时间可以加热, 加热温度高且稳定,加热过程中真空室处于中性气氛,其 缺点是费用较高以及万一电极掉入真空室带来的增碳问题。
B铁合金加料系统
现代RH真空精炼系统均设有一套适合于生产工艺需 要的合金加料系统。一般采用高架料仓布料方式。其主要 设备有旋转给料器、真空料斗及真空电磁振动给料器等。
3. 1. 1.3 RH工艺参数
RH的主要工艺参数包括处理容量、脱气时间、循环流 量、循环系数、真空度等。
(1)处理容量:在RH处理过程中,为了减小温降, 处理容量一般较大(大于30t),以获得较好的热稳定性。 国外由于转炉或电炉容量较大,基本上没有很小的RH设 备,RH处理容量一般都在70t以上。大量生产经验表明, 钢包容量增加,钢液温降速度降低。脱气时间增加,钢液 温度损失增大。
(2)脱气时间:为保证精炼效果,脱气时间必须得到 保证,其主要取决于钢液温度和温降速度。
e = A7√"
式中t...脱气时间,min;
图3-3 宝钢30Ot RH 装置的真空室
(3-1)
AA——处理过程允许温降,七;
"—处理过程平均温降速度,K/min。
若已知温降速度和要求的处理时间,则可确定所需的出钢温度。
(3)循环流量:RH的循环流量是指单位时间通过上升管(或下降管)的钢液量,一 般指每分钟多少吨。不同文献给出的结果见式(3-2)~式(3-4)o
Q=0.020 ∙叱.cθ∙33 (3 -2)
Q=A ∙ (H∙ C0* •以严 (3 -3)
ζ>=3. 8 XlO"3 ∙ Oθ 3 ∙ Dj1 ∙ G0 3' ∙ If 5 (3 -4)
式中Q—循环流量,t/min; α——上升管直径,cm; Di——下降管直径,cm;
A--常数,由实验确定;
G——上升管内氫气流量,L/min;
H——吹入气体深度(指气孔至上升管上口的高度),cm。
由式(3-2)~式(3-4)可知,适当增加气体流量可增加环流量,当钢中氧含量很 高时,由于真空下的碳氧反应,可能降低两相流密度,从而导致钢液环流量的降低。胡汉
涛、魏季和等人研究提出:随着吹气管孔径扩大,RH钢包内液体流态几乎不变,而环流 量增大,混合时间缩短。
3 J RH法与DH法
(4)循环因素:循环因素又称循环次数,是指通过真空室钢液量与处理容量之比,其 表达式为:
式中u--循环因素,次; 力...循环时间,min; Q...循环流量,t/min;.
V-...钢液总量,t O
脱气过程中钢液中气体浓度可由下式表示:
α=Ce+m(Co-C)4∙f' (3-6)
式中Ct——脱气t时间后钢液中气体平均浓度;
G—脱气终了时气体浓度;
C0—-钢液中原始气体浓度;
t...脱气时间,mɪn;
V-钢包容量,t;
平...循环流量,t/min;
Zn—-混合系数,其值在O ~ 1之间变化。
m值可分三种情况讨论:
脱气后钢液几乎不与未脱气钢液混合,钢液的脱气速度几乎不变,此时钢液经一次循 环可以达到脱气要求时,m→0o
脱气后钢立即与未脱气钢液完全混合,钢包内的钢液是均匀的。钢液中气体的浓度缓 慢下降;脱气速度仅取决于循环流量时,^→lo
脱气后钢液与未脱气钢液缓慢混合时,O<m<l。
综上所述,钢液的混合情况是控制钢液脱气速度的重要环节之一。一般为了获得好的 脱气效果,可将循环因数选在3 ~5。
近年来,宝钢、武钢、首钢京唐、马钢等企业新建或改建RH装置采用了强大真空抽 气系统、增大浸渍管内径和提升气体流量等方法(见表3-1),获得了良好的精炼效果。
表3-1国内几台典型RH装置的设备工艺参数
|
装置 |
钢包容量 /t |
真空泵抽气能力 (67Pa)∕kg ■ h^1 |
上升、下降管直径 ∕mm |
提升气体流量 /L ∙ min -1 |
钢水循环速率 /1 ・ min T |
|
宝钢2号RH |
300 |
IlOO |
750 |
约 4000 |
239.5 |
|
宝钢4号RH |
300 |
1500 |
750 |
约 4000 |
239.5 |
|
武钢三炼钢2号RH |
250 |
1200 |
750 |
约 5800 |
271.5 |
|
马钢四钢轧厂RH |
300 |
1250 |
750 |
约 4000 |
239.5 |
|
首钢京唐公司RH |
300 |
1250 |
750 |
约 4000 |
239.5 |
注:钢水循环速率采用桑原達朗(日本)经验公式计算。
3. 1. 1.4 RH真空精炼的冶金功能与冶金效果
A RH技术特点
RH法利用气泡将钢水不断地提升到真空室内进行脱气、脱碳等反应,然后回流到钢
104
3 炉外精炼工艺
包中。因此,RH处理不要求特定的钢包净空高度,反应速度也不受钢包净空高度的限制。 与其他各种真空处理工艺相比,RH技术的优点是:
(1)反应速度快,表观脱碳速度常数可达到3.5mi1r\处理能力大,处理周期短, 一般一次完整的处理约需15min,即IOmin处理时间,5min合金化及混匀时间;用于深脱 碳和脱氢处理也可以在30min内完成。适于大批量处理,生产效率高,常与转炉配套 使用。
(2)反应效率高,钢水直接在真空室内进行反应。
(3)可进行吹氧脱碳和二次燃烧进行热补偿,减少处理温降。
(4)可进行喷粉脱硫,生产超低硫钢。
B RH的冶金功能和冶金效果
现代RH的冶金功能已由早期的脱氢发展到现在的深脱碳、脱氧、去除夹杂物等十余 项冶金功能,如图3-4所示。
Ll脱氢I...板材、线材
I脱气I
T脱氮I
—I脱氧I....1
一 RH真空襄的冶金功能 一
i___电磁材料
譎及低碳钢等
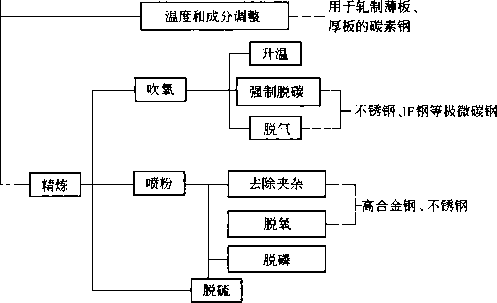
图3-4 RH真空精炼的冶金功能
脱氢:早期RH以脱氢为主。经RH处理,一般能使钢中的氢降低到0.0∞2%以下。 现代RH精炼技术通过提高钢水的循环速度,可使钢水中的氢降至0.∞01%以下。经循环 处理,脱氧钢脱氢率约65%,未脱氧钢脱氢率约70%。
脱碳:RH真空脱碳能使钢中的含碳量降到0.0015%以下。
脱氧;RH真空精炼后(有渣精炼)w(T[O]) ≤0. 002% ,如和LF法配合,钢水 w(T[O] ) W0. 001%。
脱氮:RH真空精炼脱氮一般效果不明显,但在强脱氧、大慰气流量、确保真空度的
3. 1 RH法与DH法
105
条件下,也能使钢水中的氮降低20%左右。
脱硫:向真空室内添加脱硫剂,能使钢水的含硫量降到0.0015%以下。如采用RH内 喷射法和RH-PB法,能保证稳定地冶炼w[S] W0. 001%的钢,某些钢种甚至可以降到 0.0005% 以下。
添加钙:向RH真空室内添加钙合金,其收得率能达到16%,钢水的w[Ca]可达到 0.001% 左右。
成分控制:向真空室内多次加入合金,可将碳、犠、硅的成分精度控制在±0.015% 水平。
升温:RH真空吹氧时,由于铝的放热,能使钢水获得4霓/min的升温速度。
根据武钢二炼钢的经验,1号RH脱氢效果达到60%以上,一般成品氢含量不高于 0.0002%;氮含量可以达到0.004%,脱氮率为0~ 25%;成品钢中氧含量不高于 0. 006% ;经RH自然脱碳可以将钢中碳降到0.002%以下,最低含碳量可以达到 0. 0009% ;温度可以满足要求,控制在±5"的范围;成分控制可以做到w[C] ±0.005%, w[Al]s ±0.005%,钢中含硫量不高于0.003%,脱硫率达80% ,钢中夹杂物可以降到 5. 6mg∕10kg 以下。
3.1.1.5 RH法的基本操作工艺
RH操作的基本过程如图3-5所示。
吹人氣气
I脱气室准备
降下脱气室
抽真空,精炼
加人合金
处理结束,破真空
提升脱气室
浇 注
测温取样
测温 取样
图3-5 RH操作过程简图
某厂处理容量为loot的旋转升降式RH装置,蒸汽喷射泵的排气能力为300kg∕h并带 有两级启动泵设备的操作实例如下。
A脱气前的准备工作
电、压缩空气、蒸汽、冷却水的供应;驱动气体和反应气体的准备;脱气室切断油烧 嘴,关闭空气及煤气阀门;提起脱气室并使脱气室从煤气预热装置处离开;在环流管底部 套上挡渣帽;将按要求装好料的合金料斗,用吊车安放在脱气室顶盖上。
B脱气操作
将氣气量调到IoOL/min,将脱气室转到钢包上方,然后将环流管插到钢液内,环流 管插入钢液的深度至少要有150 ~200mm;在脱气室转到钢包上方的过程中,进行测温、 取样。环流管插入钢液后起动四级喷射泵和二级启动泵,同时接通所有的测量仪表,并进 行记录;当真空度约为26. 67 kPa时,一接到信号,即可启动三级泵,并注意蒸汽压力, 如果压力允许,可启动一级启动泵;在约2.(X)Pa时,打开废气测量装置;达6. 67 kPa时,
106
3 炉外精炼工艺
关闭一、二级启动泵;将氣气量调到150Iymin,并注意观察电视装置和废气测定仪,如 果废气量小于200kg/h,可把気气量逐渐减小,然后打开二级启动泵,在此前必须关掉废 气测定仪,并把氨气量降至80 ~ 100L/min,在启动二级泵同时,应注意电视中情况,当达 到0.67 kPa时,再把废气测定仪打开,如果废气量超过250kg/h,必须重新停止二级泵; 在266 ~400Pa时,打开一级泵,并注意蒸汽压力;当废气量继续下降时,可将氨气量升 至l]150I7min、200L/min、250I7min,在启动一级喷射泵后,对脱气装置充分抽气,在远 距离控制板上的指示读数应显示出合适的各种压力、气体流量和温度读数。
C钢液脱气过程控制
通过电视装置观察钢液的循环状态。当达到6OOO~3333Pa时,随着插入深度的不同, 钢液逐渐到达脱气室底部,进入上升管的时间比进入下降管的时间稍微早一些。在2666 ~ 1333Pa时,钢液的循环流动方向十分明显。
通过电视装置,观察钢液的脱氧程度及喷溅高度。
分析废气以了解钢液的脱氧程度和脱气程度(也有些厂家靠分析废气来确定钢中碳含 量,以决定加入合金和RH处理终了时间)。
调节氣气流量以控制钢液循环量、喷射高度及脱气强度。
D合金的加入
加料时间的选择,一般要求在处理结束前6min加完。
E取样、测温
取样、测温在脱气开始之前进行一次外,以后每隔IOmin测温、取样一次,接近终了 时,间隔5min取样一次,处理完毕时,再进行测温、取样。
F脱气结束操作
打开通气阀,停止计时器,关闭1~4级喷射泵,停止供氨并关闭氨气瓶;关闭冷却 水;关断供电视装置用的风机,断开电视装置及记录仪表;如果Ih内不再进行脱气时, 即将合金漏斗移走,继续进行预热。
G浇注
将钢包吊至连铸车间进行浇注。
3. 1. 1.6 RH各类技术的发展
RH法具有处理周期短,生产能力大,精炼效果好,容易操作等一系列优点,在炼钢 生产中广泛应用。经过50多年发展,RH已经由原来的单一的脱气设备逐渐扩展为包含钢 液的脱碳、脱氧、成分控制、温度补偿、喷粉脱硫和改变夹杂物形态等多功能二次精炼装 置。在生产超低碳钢方面表现出了显著的优越性,是现代化钢厂的一种重要的炉外精炼 设备。
自1980年以来,RH技术开发集中在以下三方面:①充分利用RH法的功能;②将 RH法与其他精炼方法配合使用;③RH的多功能化。
A RH-O
RH -0( RH顶吹氧)法是1969年联邦德国蒂森钢铁公司恒尼西钢厂Franz Josef Hann
3. 1 RH法与DH法
107
博士等人开发的,该法第一次用铜质水冷氧枪从真空室顶部向循环着的钢水表面吹氧,强 制脱碳、升温。用于冶炼低碳不锈钢。由于工业生产中氧枪结瘤和氧枪动密封问题难以解 决,而当时VOD精炼技术能较好满足不锈钢生产的要求,故RH-O技术未能得到广泛 应用。
B RH-OB
RH-OB (RH-Oxygen Blowing)法是1972年在日本新日铁室兰厂根据VOD冶炼不 锈钢的原理而开发的真空吹氧技术。它是在RH真空室的侧壁上安装一支氧枪,向真空室 内的钢水表面吹氧。设备上采用双重管喷嘴,埋在真空室底部侧墙上;喷嘴通氨气保护。 如图3-6 (a)所示。德国也称为RH-0。后来新日铁室兰厂和名古屋厂开发了将用儘气 或乳化油冷却的OB喷嘴埋入RH真空室吹氧,增加吹入真空室的氨气和乳化油的用量, 从而增大反应界面,增大搅拌力,称为RH-OB-FD。这些方法可以将RH真空室内的钢 液加速脱碳,可使跄[口 <0.002%;可以向RH真空室内加入铝、硅等发热剂对钢液进行 升温等。使用铝热法可使钢液升温速度达到4P/min。
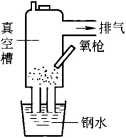
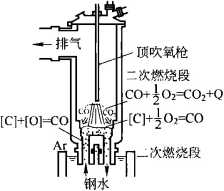
RH-MFB喷枪
升降
RH 处理槽
烧嘴加热 位置
钢水包
阳H
顶吹氧 位置

(b)
(C)
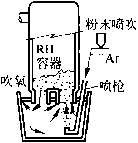
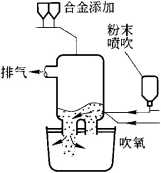
(d)
图3-6 RH的改进形式
(a) RH-OB ⅛; (b) RH-KTB 法;(c) RH-MFB 法;(d) RH-InjeCtiOn 法;(e) RH-PB (浸渍吹)法
RH-OB在真空下进行吹氧脱碳和抑制餅的氧化,以氧气转炉为初炼炉生产不锈钢, 整个工艺由五个工序组成:
(1)铁水用KR法脱硫,将铁水硫由0.025% ~ 0.035%脱至0.004% ~ 0.006%;
(2)低硫铁水和废钢装入转炉,吹炼成低硫、磷的半成品,钢液含磷在0.010% 以下;
108
3 炉外精炼工艺
(3)出钢倒渣;
(4)不带渣的半成品钢液再兑回转炉,加高碳信铁,吹氧助熔和脱碳,将碳降到 0. 5% -0. 8% ,得到温度为1750七左右的不锈钢母液;
(5)出钢,将不锈钢母液在RH-OB装置中,吹氧脱碳至规格要求,然后调整成分 和脱氧。
RH - OB工艺特点如下:
(1)能保持氧气转炉较高的生产率。当用50t的转炉冶炼不锈钢半成品时(出钢量为 56 t),每炉的冶炼周期约为50min, RH-OB法的处理时间约为70min,总计12Omin。小 时产钢量为28t/h。而常规的电弧炉冶炼(50t电弧炉,真空处理),产钢量为12.2t∕h。 50t电弧炉与AoD双联,产钢量也只有14.7t∕h。
(2)馅回收率高。RH-OB法倍的总回收率可高达96%以上,而用通常的电弧炉冶 炼(返回吹氧法,成品[C]为0.08%),倍的回收率只有88% ~94%o RH-OB法辂的 回收率已接近和达到了 VOD、AoD的水平。
(3)所用的常是廉价的高碳辂铁,故生产成本低。
(4)成品性能好,质量稳定。用RH-OB法生产不锈钢时,碳含量的调整比较方便, 尤其是容易生产超低碳不锈钢。易于降低成品钢的含硅量。由于用高炉铁水为主要原料, 因此钢中诸如铜、锡、铅等有害元素含量低。吹氧脱碳后在真空下用碳脱氧,所以氧含量 低(20~40) Xi。-%;含氢量一般为(l~3)xlθr%;氮含量为(30~120) ×W~4%o 从而改善钢的机械性能,使延伸率提高,硬度降低,适合于冷加工。
RH-OB技术主要问题是喷嘴寿命低,喷溅与真空室结瘤严重,需增加RH真空泵的 抽气能力。这些阻碍了 RH - OB技术的进一步发展。
C RH轻处理
RH轻处理工艺是1977年日本新日铁大分厂开发的。它是利用RH的搅拌、脱碳功 能,在低真空条件(工作压力可在1.3 ~40kPa)下,对未脱氧钢水进行短时间处理,同 时将钢水温度、成分调整到适于连铸工艺要求。
其基本过程是:将转炉冶炼的未脱氧钢或半脱氧钢,先在20~40kPa的真空度下碳脱 氧(IOmin左右),然后在L 333 ~6.666kPa下加脱氧剂脱氧(约2min),并进行微调,使 钢液成分和温度达到最适合连铸的条件。和一般RH处理相比,它的处理时间短,能量消 耗和温度下降都较低,铁合金收得率提高(如加铝脱氧时,钢中氧浓度比普通方法(不处 理)低约为400 x10-6,因而铝的收得率显著提高)。
将该法和RH - OB法相结合的RH - OB轻处理法,使转炉实现恒定的终点碳操作成为 可能。该方法中,终吹的目标碳量可始终定在0∙10%,然后转送到RH-OB中进一步脱 碳。轻处理法适用于一般的大量生产的钢材,以降低铁合金消耗,减轻转炉负担并提高 质量。
与之对应的是RH本处理,也称深处理,是在不大于400Pa下保证一定必要时间,以 深脱碳、脱氢或碳脱氧为处理目的的操作工艺。
D RH- KTB
RH真空吹氧技术的发展经历了 RH - O→RH - OB→RH - KTB三个阶段。
3.1 RH法与DH法
109
RH法操作上的问题之一是长时间处理时钢液温度的降低,导致金属附着在真空室的 内壁上。作为其对策,最初尝试了在真空室内设置电阻加热器和往钢液中投入硅和铝并氧 化它、利用其氧化热的方法等。
RH - KTB ( RH - Kawasaki Top Oxygen Blowing)法是 1989 年由日本川崎钢公司开发, 其作用是通过RH真空室上部插入真空室的水冷氧枪向RH真空室内钢水表面吹氧,加速 脱碳,提高二次燃烧率,减少温降速度,如图3-6 (b)所示。RH-KTB也应用喷粉脱硫 技术。有些文献又把它简写为RH-TB。此方法把脱碳产生的C。在真空室内燃烧成CO2, 加热真空室内壁,期望脱碳反应使钢液升温。由此消除了金属的附着,进而得以提高转炉 的终点碳,缩短转炉吹炼时间。
RH-KTB的关键是二次燃烧控制技术。控制CO的二次燃烧,并使用燃烧的热量加热 钢液,可以获得较高的钢液温度而不需要加铝,由此减少了因加铝升温而导致的夹杂物的 生成机会,提高了钢的质量。与传统的RH相比,RH-KTB废气中的CO含量大大减少, CO2增多,见图3-7。在传统的RH脱碳过程中,废气中始终是Co占主导地位。而在RH-KTB脱碳过程中,废气中始终是CO?占主导地位,二次燃烧率可达60%。由于二次燃烧产 生大量的热量,RH-KTB处理不需要提高出钢温度,与传统RH相比,同样的处理时间 可降低出钢温度2O~3OtC。
RH-KTB脱碳速度比传统RH快,初始含碳量高,达到同样的最终碳含量,处理时 间可缩短3min,可以生产含碳量为20 X 10-6的超深冲用薄板钢。
30
求/oɔ+OU
2010
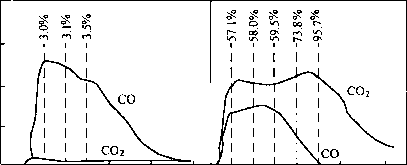
。0
4
RH开始
8 12 16 4
KTB开始
8 12 16
处理时间Zmin
(a)
处理时间∕min (b)
图3.7 RH和RH-KTB的二次燃烧率比较
(a), (b)
CO2
co + Co2
×1∞%
E RH- MFB
RH - MFB (RH - Multiple Function Burner)法是1993年新日铁广畑制铁所开发的名 为"多功能喷嘴”的真空顶吹氧技术。从顶吹喷枪供给燃气或氧气,不仅进行预热,在 RH处理中也用燃气进行加热。不使用燃气时,进行吹氧脱碳和加铝吹氧升温。其冶金功 能和KTB真空顶吹氧技术相近,是提高钢水温度和防止金属在真空槽内壁附着的方法, 同时也适合于极低碳钢的吹炼。
它是在RH真空室上方设置了上下升降自由、可以按需要使用纯氧或者"纯氧+
]]0 ______________________3 炉外精炼工艺_______________________
LNG,,的多功能烧嘴,如图3-6 (c)所示。"纯氧+LNG”在处理钢液时和等待时通入天 然气,天然气燃烧使真空室内壁和钢液升温,清除真空室内壁形成的结瘤物;纯氧则用于 铝的氧化使钢液升温并促进脱碳。
宝钢集团梅钢公司的RH-MFB主体设备由国内设计制造,MFB多功能顶枪系统由日 本新日铁提供,多功能顶枪主要技术参数见表3-2。升温功能是通过吹氧加铝实现的,从 而可稳定地控制精炼过程温度,满足连铸对钢液温度的严格要求。梅钢RH-MFB化学升 温能力很强,设计升温速度不低于6K/min,实际升温速度大于6七/min,最高为 6. 6^C∕mino
表3.2多功能頂枪主要技术参数
|
枪体长度/m |
氧气压力/MPa |
吹氧量/m' ∙h-∣ |
燃料 COG∕π? ∙ h" |
升降行程/m |
升降速度/m ∙ min ^1 |
|
10 |
1.5 |
2000 (最大) |
500 |
7.8 (最大) |
15/高速;1.5/低速 |
F RH喷粉技术
RH喷粉技术是在RH-OB, RH-KTB设备的基础上增加了喷粉技术,实现了脱硫、 脱氧和改变非金属夹杂物形态的功能。一般喷粉技术存在从熔剂中吸氢、从大气中吸氮及 可能混渣等问题,而RH具有良好的脱气和搅拌效果。结合喷粉和RH法的优点,出现了 一些具有喷粉精炼功能的RH新方法。由于喷吹了 Cao-CaF2系脱硫剂,可以在真空脱气 的同时进行脱硫。在此之前,用RH法脱硫比较困难。
RH - Injection (RH-Injection)如图3-6 (d)所示,也称RH喷粉法。即在进行RH 处理的同时,用插入RH真空室上升吸嘴下部喷枪向钢水内喷吹氫气和合成渣粉料的方 法,主要强化脱硫。于1983年在日本新日铁大分厂开发。
1985年在日本新日铁名古屋厂开发的RH-PB法(RH-PowderBlowing,浸渍法), 如图3-6 (e)所示,也是在RH真空室的下部增设喷吹管,向循环着的钢液喷入精炼用的 粉剂。采用这些方法,真空室中脱硫剂粉末和钢液激烈搅拌,显著地促进了脱硫反应,可 以得到w([S]) <(5~10) Xi0"%的钢水。另外,上述两种方法还可用于夹杂形态的控 制,如果使用铁矿粉代替脱硫剂,也可用于超低碳钢的冶炼。
与上述两种方法相类似,1994年在日本住友金属和歌山厂,开发了由RH真空室的顶 部向真空室插入一支水冷喷枪,向真空室钢液表面喷吹合成渣粉剂的RH-PTB (RH -Powder Top Blowing)法。该法利用水冷顶枪进行喷粉,喷嘴不易堵塞,不使用耐火材质的 浸入式喷粉枪,操作成本较低,载气耗量小。该方法为生产超低碳深冲钢和超低硫钢种开 辟了一条新途径。
其他方面,对RH的真空室也作了一系列的改进。如真空室和两根插入管均设计成垂 直的圆筒形,这样便利制造和维修;为了处理未脱氧钢,有将真空室高度增大的趋势;增 大上升管的内径,或将双管式改成三管式,即改成有两根上升管和一根下降管,这样可提 高钢液的循环流量;改弥散型的吹氣环为数根不锈钢的吹虢管(03mm'),并装于上升管 的两处(上下相距50 ~300mm)吹儘,以稳定吹氣操作和提高上升管的寿命。
各类RH多功能处理技术的冶金性能比较见表3-3。
3. 1 RH法与DH法
111
表3-3 RH多功能处理技术的冶金性能比较
|
装置 |
开发 年份 |
开发厂家 |
主要功能 |
使用钢种 |
处理效果w/% |
备注 | |||||
|
H |
N |
O |
C |
S |
P | ||||||
|
RH |
1957 |
联邦德 国鲁尔钢 铁公司和 海拉尔 公司 |
真空脱氢, 减少夹杂, 均匀成分、 温度 |
含氢量要求严 格钢种,主要是 低碳钢、超低碳 深冲钢、硅钢等 |
<2 X IO-4 |
<40 X 10 ^4 |
(20- 40) X IO'4 |
为钢液脱 氢开发,迅速 将氢降至远低 于白点敏感极 限范围 | |||
|
RH-OB |
1972 |
日本新 日铁公司 |
同RH,并 可吹氧脱碳、 加热钢水 |
同RH,可生产 不锈钢,多用于 超低碳钢的姻? |
<2 X 10-4 |
<40 × 10 ~4 |
(20 ~ 40) × 10-4 |
W35 × 10 ^4 |
为钢液升 温而开发 | ||
|
RH-KTB |
1989 |
日本川 崎钢铁 公司 |
同RH,并 可加速脱碳, 补偿热损失 |
同RH,多用 于超低嵌钢、IF 钢、曜钢的处理 |
< 1. 5 X 10 4 |
<40 X IO- |
<30 X IO-4 |
<20 X 10 ^4 |
快速脱碳 至超低碳范 胤二次燃烧 不K热损失 | ||
|
RH - MFB |
1993 |
日本新 日铁公司 |
同RH,并 可喷粉脱硫、 磷和吹氧脱碳 |
同RH,可用 于超低硫、磷钢 的处理 |
< 1. 5 × IO'4 |
<40 × IO"4 |
<30 X IO"4 |
<20 X IO'4 |
喷嘴既可 喷粉,又可 吹氧 | ||
|
RH-PB |
1985 |
日本新 日铁公司 |
同RH,并 可喷粉脱硫、 磷 |
同RH,主要 用于超低硫、磷 等钢种的处理 |
< 1. 5 X 10^4 |
<40 X IO-4 |
<10 × 10-4 |
<20 X 10 -4 |
从PB孔 喷入粉剂 | ||
|
RH-PTB |
1994 |
日本住 友金属工 业公司 |
同RH,并 可喷粉脱硫、 磷 |
同RH,主要 用于超低硫、磷 钢的处理 |
< 1. 5 X IO'4 |
<40 X 10~4 |
<30 X 10-4 |
<20 X IO'4 |
<10 X 10-4 |
<20 X 10 ^4 |
从KTB喷 枪喷人粉剂 |
3. 1. 1.7 RH的技术应用
RH精炼装置用于超低碳钢深脱碳和厚板、管线、重轨等钢种脱氢,工艺技术已很成 熟。目前,以生产热轧、冷轧带钢为主的钢厂,如韩国浦项钢铁公司、中国台湾中钢等, 增建RH装置,开始应用于普通热轧低碳钢种、冷轧钢种。
高效、快速精炼是RH比其他精炼工艺所具有的另一突出优势,目前RH用于钢水深 脱碳和脱氢均可以在30min内完成精炼,用于LCAK钢(低碳铝镇静钢)“轻处理"则可 以在20min内完成。对于RH精炼的成本目前有不同认识,大量采用RH精炼的钢厂,RH 的主要动力为转炉炼钢回收的蒸汽,连续大量使用RH又可将吨钢耐火材料消耗降低至较 低水平,因此RH的实际生产成本并不高。如住友金属和歌山钢厂已实现脱磷预处理转 炉+脱碳转炉+RH精炼"零”能耗生产。精炼效率高、周期短、生产成本低是目前普通 钢种逐步大量采用RH的主要原因。LCAK冷轧钢种采用RH “轻处理”是RH用于普通钢 种一典型范例。该工艺是日本钢铁企业在20世纪80年代开发成功,采用传统工艺生产 LCAK钢种,转炉炼钢终点钢水碳质量分数要脱除至0.04%左右,钢液溶解氧质量分数在 650x10-6左右,此部分溶解氧在随后精炼过程要通过加入铝(1 ~2kg∕t)进行脱氧,即 要消耗大量铝,又增加了去除钢液中夹杂(脱氧产物AI2O3)的难度。而采用RH “轻处 理"工艺,转炉终点钢水M C]可提高至0.08% ~0. 10%。这对转炉而言,有缩短吹炼 时间,降低渣中(EFeO),减少炉衬侵蚀等好处。相应的钢液溶解氧质量分数为0. 020% ~ 0. 035% o转炉出钢过程不进行铝脱氧,随后利用RH在较低真空度下(2. 67 X IO5Pa)将
3 炉外精炼工艺
w[C]脱除至0.04%左右,钢液w[C]在200 X 10一6以下,然后进行脱氧和去除夹杂物操 作,从而可以显著降低脱氧用铝量,减少非金属夹杂物生成。既降低了生产成本,又提高 了产品质量,目前已为高水平钢厂大量采用。
RH用于普通热轧带钢生产,则主要与近年来在两方面炼钢技术进步有关:①由于铁 水脱硫预处理等技术进步,转炉出钢钢水硫含量显著降低,因此对多数普通热轧带钢钢 类,不必再在精炼工序进行脱硫,对超低硫的钢种可采用RH-PB技术;②许多3座转炉 的钢厂采用3台RH精炼装置,RH精炼比增加至75%左右,使普通热轧钢种采用RH成 为可能。在大量连续使用RH条件下,对普通低碳热轧钢类采用RH精炼,与以往采用LF 或钢包吹氫精炼工艺相比,能够在生产成本相近情况下,得到更好精炼质量和连铸连浇 效果。
3.1.2 DH精炼法
DH精炼法于1956年由联邦徳国Dortumund Horder公司开发,又称真空提升脱气法。 其主要设备由真空室、提升机构、加热装置、合金加入系统和真空系统等构成,如图3-8 所示。
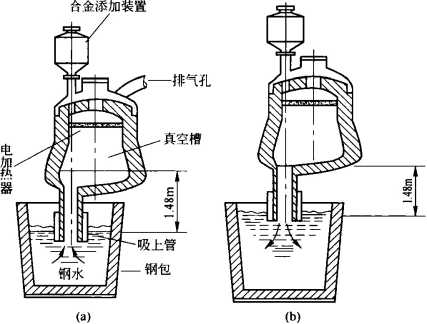
图3-8 DH法工作原理
(a)钢包上升到高位置(或真空室下降)钢液被吸入真空室;
(b)钢包下降到低位置(或真空室上升)部分钢液回流到钢包
此法是在钢液已基本精炼完毕后,根据压力平衡原理进行脱气处理。钢液出炉入包 后,将真空室下部的吸管插入钢液内,真空室抽气减压至14~67Pa,与外界大气间形成压 力差,钢液就沿吸管上升到真空室内进行脱气。当钢包和真空室的相对位置改变时(钢包 下降或真空室提升),脱气后的钢液就会重新返回到钢包内。这样反复改变钢包和真空室 的相对位置(每升降一次处理钢液的量为钢包容量的1/10 ~1/6),就使钢液分批进入真 空室接受处理,直至处理结束为止。处理后钢液在大气下浇注或进行气体保护浇注。
DH法的脱气效果主要取决于钢液吸入量、升降次数、停顿时间、升降速度和提升行 程等。
3. 2 LF法与VD法
113
DH法具有如下的优点:①脱气效果较好;②适于大量的钢液脱气处理;③真空室可 用石墨电阻棒电加热,所以钢液温降较小;④由于处理时C-O反应激烈,脱气效果好, 加速了脱碳过程,可用来生产低碳钢;⑤真空下添加的合金又经过强烈的搅拌,其收得率 高达90% ~ 100% ,而且均匀化,能准确地调整钢液成分。
但是DH法设备较复杂,操作费用和设备投资、维护费用都较高,逐渐被RH法所 替代。
3.2 LF法与VD法
3.2.1 LF、LFV精炼法的基本含义
LF ( Ladle Furnace)法是日本大同特殊钢 公司于1971年开发的,是在非氧化性气氛下, 通过电弧加热、造高碱度还原渣,进行钢液的 脱氧、脱硫、合金化等冶金反应,以精炼钢液, 为了使钢液与精炼渣充分接触,强化精炼反应, 去除夹杂,促进钢液温度和合金成分的均匀化, 通常从钢包底部吹氫搅拌。它的工作原理如图 3-9所示。钢水到站后将钢包移至精炼工位,加 入合成渣料,降下石墨电极插入熔渣中对钢水 进行埋弧加热,补偿精炼过程中的温降,同时 进行底吹氫搅拌。它可以与电炉配合,取代电 炉的还原期,能显著地缩短冶炼时间,使电炉 的生产率提高。也可以与氧气转炉配合,生产 优质合金钢。同时,LF还是连铸车间,尤其 是合金钢连铸车间不可缺少的钢液成分、温度 控制及生产节奏调整的设备。
LF法因设备简单,投资费用低,操作灵活 和精炼效果好而成为钢包精炼的后起之秀,在
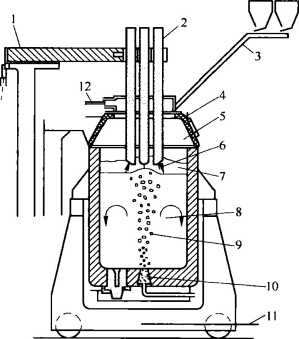
图3-9 LF法示意图
1一电极横臂;2—电极;3—加料溜槽;4一水冷炉盖;
5一炉内惰性气氛;6—电弧;7一炉渣;8-气体搅拌;
9一钢液;K)—透气塞;Il—钢包车;12—水冷烟罩
我国的炉外精炼设备中已占据主导地位。据不完全统计,2002年全世界共有LF钢包炉 300多台。从1980年西安电炉研究所自行设计第一台40t LF起,至1999年重庆钢铁设 计研究院自行设计并成套向宝钢一炼钢提供1台30OtLF顺利建成投产,我国LF的国产 化取得了长足的进步。到2007年底,我国LF装置达295台。宝钢一炼钢的30OtLF炉 已成为生产低硫管线钢的重要手段。生产的X70钢,LF法处理的钢中MS] <0.002%。 宝钢集团五钢公司,自1982年建成LF以来,经LF法处理的轴承钢已达到瑞典SKF的 实物质量水平,年处理量已超过10万吨,处理品种达30多个;LF平均处理时间30 ~ 40miπ,每吨钢耗电量在20kW ∙ h以下;经LF法处理的轴承钢"[O] <0.002% ,还成 功利用LF法精炼生产了超低碳不锈钢。国内典型钢厂LF法处理的钢种及配置情况见 表 3-4。
114
3 炉外精炼工艺
表3-4国内典型钢厂LF法相关参数和生产的钢种
|
厂名 |
生产钢种 |
容量/t |
变压器容量 /MV ∙ A |
电极直径 ∕mm |
升温速度 /t . min ~, |
处理周期 Zmin |
供货商 |
|
宝钢 电炉厂 |
油井管、高压锅炉管、 一般管线钢 |
150 |
22+20% |
457 |
3 ~5 |
25 -40 |
DANIEL! |
|
武钢 一炼钢 |
硬线钢、弹簧钢、 低合金钢、焊丝 |
100 |
18 |
400 |
4 ~5 |
36 |
华兴 武钢机总 |
|
攀钢 |
普碳钢、低合金钢、 深冲钢 |
120 |
20 |
400 |
~2 |
24 ~34 |
鹏远 |
|
上钢五厂 |
弹簧钢、调质钢、 高压锅炉钢 |
100 |
18 |
400 |
4 ~5 |
36 |
上钢五厂 |
|
包钢 |
重轨钢、管线钢、 合金结构钢、优碳钢 |
80×2 |
14+20% |
400 |
4 ~5 |
33 ~35 |
DEMAG |
|
鞍钢 一炼钢 |
重轨钢、低合金钢、 合金结构钢、优碳钢 |
1∞×2 |
16 |
400 |
3 -5 |
37 |
鹏远 |
|
兴澄钢厂 |
普碳钢、低合金钢、 结构钢、优碳钢 |
100 |
— |
— |
3 ~5 |
— |
DEMAG |
|
张家港 润忠公司 |
Q235、20、45、 20MnSi |
100 |
13.5 |
400 |
3 ~5 |
20~25 |
FUCHS |
|
南京钢厂 |
普碳钢、45、65、 70 s 80、62B 钢 |
70 |
12 +20% |
— |
3 -5 |
20~38 |
DANIEU |
由于常规LF法没有真空处理手段,如需要进行脱气处理,可在其后配备VD或RH等 真空处理设备。或者在LF原设备基础上增加能进行真空处理的真空炉盖或真空室,这种 具有真空处理工位的LF法又称作LFV法(Ladle Furnace + Vacuum (真空))。
3.2.2 LF的设备构成
LF的主要设备包括:①钢包,②电弧加热系统,③底吹氫系统,④测温取样系统, ⑤控制系统,⑥合金和渣料添加装置,⑦适应一些初炼炉需要的扒渣工位,⑧适应一些低 硫及超低硫钢种需要的喷粉或喂线工位,⑨LFV为适应脱气钢种需要的真空工位,⑩炉盖 及冷却水系统。
3. 2. 2. 1 钢包
LF的炉体本身就是浇注用钢包,但与普通钢包又有所不同。钢包上口外缘装有水冷 圈(法兰),防止包口变形和保证炉盖与之密封接触,底部装有滑动水口和吹気透气传。 当钢包用于真空处理时,钢包壳需按气密性焊接的要求焊制。LF钢包内熔池深度及与熔 池直径。之比是钢包设计时必须考虑的重要参数,钢包的"/O数值影响钢液搅拌效果、 钢渣接触面积、包壁渣线部位热负荷、包衬寿命及热损失等。一般精炼炉的熔池深度都比 较大。在钢液面以上到钢包口还要留有一定的自由空间高度,即空高,一般为500 ~ 600mm,在进行真空处理时要达到IOoo ~ 1200mm。
为了对钢液进行充分的精炼,为连铸提供温度和成分合格的钢水,使钢水得到的热量 补充是十分必要的。但是应当尽量缩短时间,以减少吸气和热损失。提高升温速度,仅靠
3.2 LF法与VD法
115
增加输入功率是不够科学的,还应注意钢包的烘烤,提高烘烤温度,缩短钢包的运输 时间。
根据LF容量的不同,钢包底部透气砖的块数一般不同。大钢包如60t以上的钢包可 以安装两块透气砖。更大一些的可以安装三块透气砖。正常工作状态开启两块透气砖,当 出现透气砖不透气时开启第三块透气砖。透气砖的合理位置可以根据经验决定,也可以根 据水力学模型决定。
3. 2. 2. 2 电弧加热装置
LF电弧加热系统与三相电弧加热装置相似,电极支撑与传动结构也相似,只是尺寸 随钢包炉结构而异。由于电极通过炉盖孔插入泡沫渣或渣中,故称埋弧加热。钢包炉加热 所需电功率远低于电弧炉熔化期,且二次电压也较低。选择加热变压器容量时可近似按下 式计算:
尸=0.435 X产683 (3 -7)
式中P——变压器额定容量,MV ∙ A;
t...钢包炉容量,t。
LF精炼时钢液面稳定,电流波动较小。如果吹气流量稳定并且采用埋弧加热,便基 本上不会引起电流的波动。因此,不会产生很大的因闪烁造成的冲击负荷。所以从短网开 始的所有导电部件的电流密度都可以选得比同容量的电弧炉大得多。LF炉用变压器次级 电压通常也设计制作有若干级次,但因加热电流稳定,加热所需功率不必很大变化,所以 选定某一级电压后,一般不作变动,故变压器设计不必采用有载调压,设备可以更简单 可靠。
从LF的工作条件来说,要比电弧炉好一些,因为LF没有熔化过程,而且LF大部分 加热时间都是在埋弧下进行。熔化的都是渣料和合金固体料,因此应选用较高的二次电 压。LF的加热速度一般要达到3~5tC/min。
LF精炼期,钢水已进入还原期,往往对钢水成分要求较严格。又由于采用低电压, 大电流埋弧加热法,有增碳的危险性。为了防止增碳,电极调节系统要采用反应良好,灵 敏度高的自动调节系统。LF炉的电极升降速度一般为2~3m∕mino
典型LF精炼设备配置情况参见表3-5 o
表3-5典型LF精炼设备配置情况
|
项目 |
珠钢公司 夕东钢厂 |
大同公司 涩丿H厂 |
日本钢公 司八幡厂 |
德国纳尔 钢厂 |
丹麦轧钢 公司 |
日本铸锻 公司户佃厂 |
三菱公司 东京厂 |
宝钢 一炼钢 | |
|
额定^A |
150 |
30 |
60 |
45 |
110 |
150 |
50 |
300 | |
|
实际/t |
110~150 |
18 ~33 |
60 |
l∞~150 |
45 -50 |
250 ~300 | |||
|
电气 设备 |
变压器/MV ∙ A |
20 |
5 |
6.5 |
8(18)① |
15(40)① |
6 |
7.5 |
45 |
|
二次电压/V |
240/380 |
235/85 |
225/75 |
143/208 |
175/289 |
275/110 |
250/102 |
335 ~535 | |
|
额定二次电流/A |
380∞ |
144∞ |
28860 |
23000 |
30000 |
17000 |
17320 |
13500 ~ 59700 | |
|
电极直径/mm |
406 |
254 |
356 |
300 |
400 |
356 |
305 |
500 | |
|
电极心圆直径/mm |
700 |
600 |
810 |
600 |
700 |
940 |
900 |
1100 | |
116
3 炉外精炼工艺
续表3-5
|
项目 |
珠钢公司 炼钢厂 |
大同公司 涩川厂 |
日本钢公 司八幡厂 |
德国纳尔 钢厂 |
丹麦轧钢 公司 |
日本铸锻 公司户佃厂 |
三菱公司 东京厂 |
宝钢 一炼钢 | |
|
钢包 参鬻 |
炉壳直径Jmm |
3756 |
2400 |
2600 |
2550 |
3310 |
3900 |
2924 | |
|
内径/mɪn |
1948 |
2070 |
3164 |
2430 |
4100 | ||||
|
总高度/ mm |
5210 |
25∞ |
3150 |
2300 |
3470 |
4^0 |
3040 | ||
|
内高/mm |
2195 |
2740 |
4000 |
2770 |
4249 | ||||
|
熔池深度/mm |
1402(30t) |
2340(60t) |
2754(150t) |
1348(45t) | |||||
|
升温速率/cC . min T |
5 |
6 |
4 |
5 | |||||
①配用变压器容量分别为18、40MV ∙ A,而实际使用8MV ■ A, 15MV ∙ Ao
3. 2. 2. 3 炉盖
为保证炉内加热时的还原气氛或(当有真空精炼时)真空密封性,炉盖下部与钢包上 口接触应采用密封装置。现在,炉盖大都采用水冷结构型。为保护水冷构件和减少冷却水带 走热量,在水冷炉盖的内表面衬以捣制耐火材料,下部还挂铸造的保护挡板,以防钢液激烈 喷溅,粘结炉盖,使炉盖与钢包边缘焊死,无法开启。
3. 2. 2.4 LFV真空装置
LFV真空装置一般由蒸汽喷射泵、真空管道、充氮罐、真空炉盖(或真空室)、提升 机构、提升桥架、真空加料装置等设备组成。
蒸汽喷射泵的能力一般要根据处理钢水量、处理钢种、精炼工艺、真空体积等因素来 选择。例如,对于中小容量的LFV (30~50t),处理要求一般纯洁度的钢种,采用桶式结 构真空,蒸汽喷射泵的能力一般为15Okg∕h;而对于同样容量的LFV,处理对象相同的, 采用罐式结构真空,蒸汽喷射泵的能力为250kg∕h。 LFV的真空度一般为27~67Pa。
3.2.3 LF的精炼功能
LF精炼过程的操作可简化为:埋弧加热;惰性气体搅拌;碱性白渣精炼;惰性气体 保护。LF的精炼功能如图3-10所示。LF精炼法能够通过强化热力学和动力学条件,使钢 液在短时间内得到高度净化和均匀。LF的精炼功能如下:
(1)埋弧加热功能。采用电弧加热,能够熔化大量的合金元素,钢水温度易于控制, 满足连铸工艺要求。LF电弧加热时电极插入渣层中采用埋弧加热法,电极与钢液之间产 生的电弧被白渣埋住,这种方法的辐射热小,对炉衬有保护作用,热效率较高,电弧稳 定,减少了电极消耗,还可防止钢液增碳。
(2)惰性气体保护功能。精炼时由于水冷炉盖及密封圈的隔离空气作用。烟气中大部 分是来自搅拌钢液的氨气。烟气中其他组分是CO、CO?及少量的氧和烟尘,保证了精炼时 炉内的还原气氛,钢液在还原条件下可实现进一步的脱氧、脱硫。
(3)惰性气体搅拌功能。底吹氫气搅拌有利于钢液的脱氧、脱硫反应的进行,可加速 渣中氧化物的还原,对回收馅、铝、鸨等有价值的合金元素有利。吹氣搅拌也利于加速钢 液中的温度与成分均匀;能精确的调整复杂的化学组成。吹氫搅拌还可以去除钢液非金属 夹杂物和气体。
(4)碱性白渣下精炼。由于炉内良好的还原气氛和氫气搅拌,LF炉内白渣具有很强的
3. 2 LF法与VD法
117
高生产率的钢厂对精炼的要求
•最短的精炼时间
■最低的钢水温度
清洁钢水
•低夹杂含量
•低[0]、凶含量
•低[H]、[N]含量
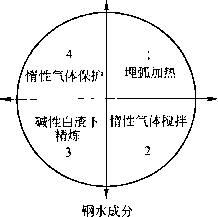
钢水温度
•高能量利用率
•准确迅速的温度调整
•均匀化
•按照连浇要求控制
•精确调整
•高合金收得率
•均匀化
图3-10 LF精炼功能
还原性,提高了白渣的精炼能力。通过白渣的精炼作用可以降低钢中的氧、硫及夹杂物。
总之,LF精炼有利于节省初炼炉冶炼时间,提高生产率;协调初炼炉与连铸机工序, 满足多炉连浇要求;能精确的控制的成分,有利于提高钢的质量以及特殊钢的生产。
3.2.4 LF精炼工艺与操作
3. 2.4. 1 LF的精炼工艺
LF的工艺制度与操作因各钢厂及钢种的不同而多种多样。LF一般工艺流程为:初炼 炉(转炉或电弧炉)挡渣(或无渣)出钢一同时预吹氣、加脱氧剂、增碳剂、造渣材料、 合金料T钢包进准备位T测温T进加热位T测温、定氧、取样一加热、造渣一加合金调成 分T取样、测温、定氧T进等待位T喂线、软吹僦T加保温剂一连铸。
LF精炼过程的主要操作有:全程吹氫操作、造渣操作、供电加热操作、脱氧及成分 调整(合金化)操作等,图3-11所示为LF常见的操作一例。
工序
温度 时间
操作
EAF 熔而海炼

LF 还原精炼
1853K 1813K
I 1 Omin ∣ 40min
1873 K 115min
CC W
出预 钢脱 氧
测取造脱脱 温样渣氧硫
成分调整
钢包移动
取样 测温
连铸
供电制度——
吹氫制度——

图3-11 LF操作的一例(钢种:SS400)
118
3 炉外精炼工艺
要达到好的精炼效果,应抓好以下各个工艺环节。
A钢包准备
(1)检查透气砖的透气性,清理钢包,保证钢包的安全。
(2)钢包烘烤至1200七。
(3)将钢包移至出钢工位,向钢包内加入合成渣料。
(4)根据转炉或电弧炉最后一个钢样的结果,确定钢包内加入合金及脱氧剂,以便进 行初步合金化并使钢水初步脱氧。
(5)准备挡渣或无渣出钢。
B出钢
(1)根据不同钢种、加人渣量和合金,确定出钢温度。出钢温度应当在液相线温度基 础上减去渣料、合金料的加入引起的温降,再根据炉容的大小适当增加一定的温度,以备 运输过程的温降。
(2)要挡渣出钢,控制下渣量不大于5kg∕t。
(3)需要深脱硫的钢种在出钢过程中可以向出钢钢流中加入合成渣料。
(4)当钢水出至三分之一时,开始吹氨搅拌。一般50t以上的钢包的氮气流量可以控 制在20OIymin左右(钢水面裸露Im左右),使钢水、合成渣、合金充分混合。
(5)当钢水出至四分之二时将氨气流量降至IOOlymin左右(钢水面裸露0.5m左 右),以防过度降温。
C造渣
a LF精炼渣的功能组成
LF精炼渣的基本功能:深脱硫;深脱氧、起泡埋弧;去非金属夹杂,净化钢液;改 变夹杂物的形态;防止钢液二次氧化和保温。
LF精炼渣根据其功能由基础渣、脱硫剂、发泡剂和助熔剂等到部分组成。渣的熔点 一般控制在1300 ~ 1450K ,渣1500cC的黏度一般控制在0. 25 ~0. 6Pa ∙ s。
LF精炼渣的基础渣一般多选用CaO-SiO? -Ab。3系三元相图的低熔点位置的渣系, 如图3-12所示。基础渣最重要的作用是控制渣碱度,而渣的碱度对精炼过程脱氧、脱硫、 均有较大的影响。
精炼渣的成分及作用:Cac)调整渣碱度及脱硫;Si0?调整渣碱度及黏度;AUOb调整三 元渣系处于低熔点位置;CaCo3脱硫剂、发泡剂;MgCo3、BaCo3、Na2CO3脱硫剂、发泡 剂、助熔;Al粒强脱氧剂;Si-Fe脱氧剂;RE脱氧剂、脱硫剂;CaC2, SiC、C脱氧剂及 发泡剂;CaE助熔、调黏度。
在炉外精炼过程中,通过合理地造渣,可以达到脱硫、脱氧、脱磷甚至脱氮的目的; 可以吸收钢中的夹杂物;可以控制夹杂物的形态;可以形成泡沫渣(或者称为埋弧渣)淹 没电弧,提高热效率,减少耐火材料侵蚀。因此,在炉外精炼工艺中要特别重视造渣。
b精炼炉熔渣的泡沫化
LF炉用3根电极加热,加热时电极插入渣中进行埋弧操作。为使电极能稳定埋在渣 中,需调整基础渣以达到良好的发泡性能,使炉渣能发泡和保持较长的埋弧时间。所以精 炼渣不仅要有优良的物理化学性质,而且应有良好的发泡性能,以进行埋弧精炼,减少高
3.2 LF法与VD法
119
SiO7 1723 OolOO 方石英、/\
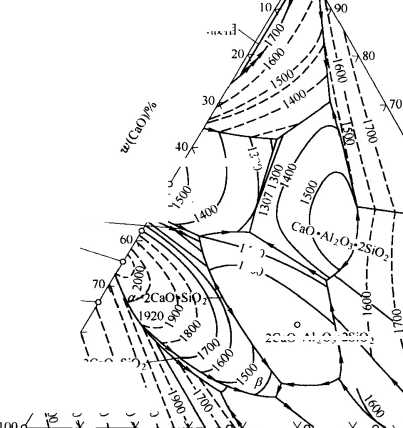
3CaO∙2SiO2
2CaO-SiO2
3CaO*SiO2-
80,
CaO-SiO2
50
Z 3CaO∙SiO 9(/ \ \ \
二液相
∕4。0 fs0∩
2CaO∙Λ17θι∙2SιO1


<40
WO
Y'3Λl2O3∙2SiO3
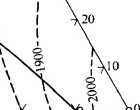

CaO
2570
3CaO∙A∣2O3 12CaO∙7Al2O5 CaO-Al2O5 CaO∙2AI2O3 CaO∙6A∣2O3 2040
W(Al 203)/%
图 3-12 CaO-SK)2-O0,渣系相图
温电弧对炉衬耐火材料和炉盖的辐射所引起的热损失。
但是在精炼条件下,由于钢水已经进行了深度不同的脱氧操作,钢中的碳和氧含量都 较低,不会产生大量的气体,要形成泡沫渣有一定的困难。一般认为,在精炼渣的条件 下,熔渣泡沫化性能取决于熔渣的表面张力和黏度,同时与发泡剂的产气效果密切相关。 首先造大部分精炼渣作为基础渣,然后再加入一定数量的发泡剂,如碳酸盐、碳化物 (SiC)、炭粉等,可使炉渣发泡。基础渣发泡性能的好坏,对整个埋弧渣操作过程非常 重要。
(1)衡量熔渣发泡效果的指标:可用多种指数来表示熔渣的发泡效果:①相对发泡高 度:£ =(发泡高度-熔渣高度)/熔渣高度;②起泡率:"=发泡总高度/熔渣高度;③发 泡持续时间:T;④发泡指数:P;⑤起泡指数:三。
熔渣的发泡效果应从发泡高度和持续时间两方面来考虑。e和T7没有持续时间的概 念,7■则没有表明发泡高度。P既考虑了渣的发泡高度又考虑了持续时间,其定义为:
P = EAa ∙ ¢, (3 -8)
式中 厶儿——在/时间内熔渣发泡高度与熔渣原始高度的差值;
g——达到∆∕/l的持续时间。
120
3 炉外精炼工艺
写成积分式:
P= f ΔH ∙ ⅛ (3-9)
在实验室实验中,主要用户作为考察熔渣发泡效果的指标。
起泡指数E的定义如下:
W = %/” (3-10)
式中Hf——熔渣发泡高度,cm;
V..气体排出速度,cm/so
从定义式可见,E实际上是气泡在渣中的停留时间。在半工业性实验中,可用E作为 考察熔渣发泡效果的指标。
(2)影响熔渣发泡效果的主要因素分析:
1)熔渣碱度。乐可襄等人通过实验研究,认为熔渣碱度低时发泡效果较好。在实验 中基础渣CaO-Sio2-MgO-AUOs的碱度(R=LO~2.6)范围内,当碱度较低时,表面 张力值较低。熔渣起泡过程中,熔渣表面积增加(AS)需要做功。表面张力值低,所做 的功小(ΔA=σ∙xA6),渣容易发泡。另外,通过计算可知,渣的黏度在一定范围内随碱 度的降低而提高,渣的黏度适当可以使渣在气膜上不易流失,气泡在渣中的运动速度变 慢。综合这两方面的影响,渣黏度较高可以使泡沫化维持时间较长。
LF存在两种处理模式:①若转炉与连铸(LD-CC)之间衔接时间较短,则LF的加 热与精炼须同时进行。此时要求埋弧渣碱度较高,达到既能起泡蔽弧,又能精炼的冶金效 果;②若LD-CC之间衔接时间较长,则LF处理可以采用先加热、后精炼的双工位操作。 此时加热过程中的埋弧渣可以采用低碱度渣,待加热结束后,适当加入一些造渣剂,使其 具有精炼效果。鉴于上述考虑,选用碱度R = LO ~3.0的CaO-MgO-Al,Os渣系,用 CaF?作为熔剂调整渣的表面张力。和黏度。实验研究表明:A = 1.9左右,最有利于炉渣 发泡。主要原因可能是在这样的碱度附近,熔渣中形成了 2CaO ∙ Si。?而增大了炉渣黏度的 缘故。碱度过高或过低,对炉渣发泡均不利。但仅用炉渣碱度的大小来衡量炉渣发泡性能 是不完全的,还必须同时考虑其他组元含量的多少。
2)基础渣中V(CaF2)。实验结果表明:对CaO-SiO2-MgO-Al?。3渣而言,CaF?是 表面活性物质,适当配入一定量CaF?,渣容易起泡。W(CaF2)为8%时,熔渣发泡效果最 好。但当CaFZ过高时,熔渣黏度降低,这不利于泡沫渣的稳定,使发泡持续时间减少。因 此,W(CaF2)不宜超过10%。
3)渣中W(Mg0)。牛四通等人从实验结果分析认为,M)(Mgo)对低碱度精炼渣和高 碱度精炼渣的影响情况并不完全相同。对低碱度精炼渣系(R<2∙5), W(MgO)在11% 时,炉渣具有较好的发泡性能。主要原因是:当炉渣碱度较低时,提高W(MgO)可以增 加炉渣黏度,改善炉渣发泡性能,但当叭Mgo)过高时,炉渣的流动性变坏,气体在渣 液内会变得不均匀和不稳定,从而影响了炉渣的发泡性能。对高碱度精炼渣系(R为2. 5 以上),随着MMgO)的增加,炉渣的发泡性能较为明显地降低。所以当精炼渣系碱度较 高时,w(Mg0)应该低一些对炉渣发泡有利。
4)渣中"(AI2O3)。在较低碱度范围内,当M√AI2O3)为15%左右时,炉渣相对发泡
3.2 LF法与VD法
—121
高度取得最大值。当炉渣碱度较高时,W(Al2O3)对炉渣发泡性能的影响没有发现有明显 的规律。w(MgO)与W(Al2O3)之和对低碱度渣系发泡性能影响的研究表明,两者之和宜 控制在22% ~26%。
5)发泡剂种类和粒度。张东力等人通过实验研究认为:在LF精炼条件下,泡沫渣的 形成不仅需要基础渣有好的起泡性能,发泡剂的作用也很关键。各种发泡剂中碳酸盐明显 优于碳化物,碳酸钙是价格低廉效果较好的发泡剂。碳酸盐与其他物质组成复合发泡剂对 碳酸盐的发泡效果有所改善,过量增加碳化物的含量对发泡高度作用不大。发泡剂的粒度 对发泡过程影响明显,具有一定粒度的发泡剂可使发泡效果得到较长时间的保持,不同粒 度发泡剂的混合使用有利于改善发泡效果。
(3) LF典型渣系:
D埋弧渣。要达到埋弧的目的,就要有较大厚度的渣层。但是精炼过程中又不允许 过大的渣量,因此就要使炉渣发泡,以增加渣层厚度。使炉渣发泡,从原理上讲有两种方 法:还原渣法和氧化渣法。在炉外精炼工艺中,除了冶炼不锈钢外,精炼过程都需要脱氧 和脱硫,因此最好是采用还原性泡沫渣法。采用还原性泡沫渣法不但可以达到埋弧的目 的,而且可以同时脱硫。但是还原泡沫渣的工艺目前仍然还不很成熟。目前造还原泡沫渣 的基本办法是在渣料中加入一定量的石灰石,使之在高温下分解生成二氧化碳气泡,并在 渣中加入一定量的泡沫控制剂,如CaCU等来降低气泡的溢出速度。北京科技大学电冶金 教研室的初步试验效果较好。
LF造氧化性泡沫渣的基本办法是控制渣中(Feo)的活度。在高碱性渣的条件下,如 果控制渣中。也。偏低,可以向钢水中加入一定量的氧化铁皮或者铁矿石;如果偏高,可以 向炉中加入铝粒或铝块。
2)脱硫渣。日本某厂通过炉外精炼的有关操作可将钢中硫降到0.0002%的水平。脱 硫要保证炉渣的高碱度、强还原性,即渣中游离Cao含量要高;渣中W(Fec)+ MnO)要 充分低,一般小于1%是十分必要的。从热力学角度讲,温度高利于脱硫反应,且较高的 温度可以造成更好的动力学条件而加快脱硫反应。
要使钢水脱硫,首先必须使钢水充分脱氧。要保证钢中。。 WO. OoO2% ~ 0.0004% (其 实ɑ。如此低,T0 =1, a。 =μ[0])。经常使用的脱硫合成渣组成是:w(CaO) =45% ~ 50% , w( CaF2) = 10% ~ 20% , w ( Al2 O3) =5% ~ 15% , w ( SiO2) = 0 ~ 5%。过多的 (SiO2)会降低炉渣的脱硫能力,但是它却可以降低炉渣的熔点,使炉渣尽快参加反应, 起到对脱硫有利的作用,只要不超过5%就不会对脱硫造成不利影响。
含CaO、SiO2、Al2O3的三元系钢包精炼脱硫渣的常规组成有W(CaO) : w(SiO2): w(A12O3) =60: 10:30; (60 ~65):(4 ~6):(30~35); 65:5:30。有人提出处理前的组成 最好是"(CaO) : W(SQ) : W(AI2O3) =70: 10:20。总之,不含(CaF2)的渣,w(SiO2) ɪ 5%~10%, CaO在饱和浓度附近的组成脱硫能力强是大家公认的。另外,w(Mg0)在 15%以下对CaO-Sio2-AI2O3渣系脱硫能力的影响不大。对铝镇静钢的目标渣系成分,可 根据W(Al2O3) =25%的Cao-SiO2-MgO三元相图(见图3-13)分析如下:
φw( Al2O3) =25%, .w(SiO2) =10%, w(CaO) =60% ,妙(MgO) = 5% 的渣。该渣的 熔化温度在1675K; 1600七时,固相是石灰(CaO),液相成分:w ( SiO2) =10.6%, w(Mg0) =5.4%, W(Cao) =59%,液相与固相的质量比是15. 33,液相约占94%。
122
3 炉外精炼工艺
②以川2。3)=25% , w(SiO2) =10% , W(Cao)=55%, W(MgO)= 10% 的渣。该渣的 熔化温度在1667P; 1600"时,固相是方镁石(MgO),液相成分:w ( SiO2) =10.6%, w(MgO) =8.4%, w(CaO) =56%,液相与固相的质量比是53,液相约占98%。
③以川2。3)=25% , W(SiO2) =10% , W(Cao)=57%, W(MgO) =8% 的渣。该渣的 熔化温度在1600P; 1600时全部是液相,温度稍低于1600(将同时析出固相石灰(CaO) 和方镁石(MgO)o
④w(Al2O3) =30%, w (SiO2) = 10% , "(CaO) =60% 的渣。该渣 160Ot 的黏度是 0. 13Pa ∙ s,加入不超过10%的MgO,黏度还能降低。
SiO2
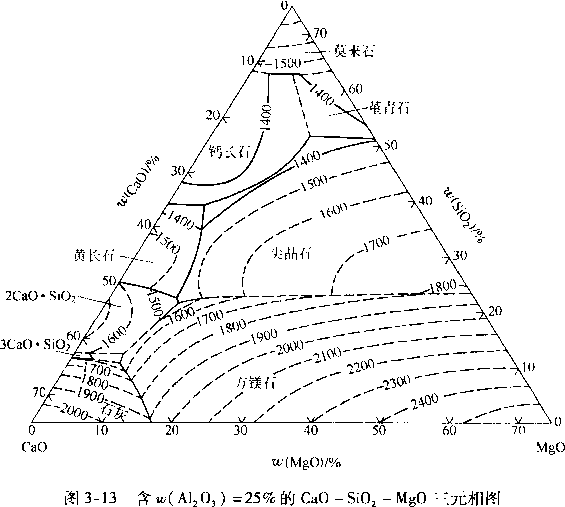
两种含CaFz的渣,成分和熔化温度如表3-6所示。
表3-6两种含CaFZ的Cao-Sio2 -AUOj -MgO渣的成分与熔化温度
|
编号 |
w( CaO)/% |
笫(MgO) / % |
w (SiO2)/% |
w( AI2O3)/% |
w( CaF2)/% |
熔点/工 |
|
1 |
58 |
10 |
20 |
5 |
7 |
1617 |
|
2 |
55.3 |
9.5 |
19.0 |
9.5 |
6.7 |
1540 |
硅镇静钢的国标渣系成分与表3-6中的两种渣的成分很接近,因此其熔化温度大致应 在1550 ~ 1620(的范围。表3-6中渣1在160OK的黏度为0. 3Pa ∙ so
根据太田和水渡计算AI2ʤ活度的公式和万谷志郎关于CaO-SiO2-Al2O3 -MgO渣系 硫容量的实验结果,假定钢液中酸溶铝含量为0.01%,计算出两个组成的渣的硫容量和与 钢液之间的硫分配系数,如表3-7。
3. 2 LF法与VD法
表3-7 1873K时CaO-SiOZ-Aɪ203 -MgO渣系硫容量和渣与钢液间平衡硫分配系数的计算结果
|
编号 |
w( CaO ) /% |
w( Al2O3 )/% |
仞(SiO2)/% |
w(MgO)∕% |
lgCs2- | |
|
1 |
60 |
25 |
10 |
5 |
-1.82 |
1636 |
|
2 |
55 |
25 |
10 |
10 |
-1.95 |
1023 |
表3-7中编号1的渣的脱硫能力比编号2的渣强得多。需要注意的是上述计算是渣中 不含FeO、MnO,实际上由于渣中不可避免地有百分之几的以FeO + MnO)存在,硫的分 配系数将大大降低,根据经验,较好的情况下能达到200 ~ 300。
CaO-Sio2-Al?。3-MgO 渣系,w(CaO)达到 60% 即可保证 Cao 饱和,w(Mg0)不 要超过8%, W(Al2O3)取25%较好,W(Al2O3)太低则渣的熔化温度过高。
Rinboud等对CaO-Al2O3-SiO2-MgO渣系的L,值进行了详细的热力学计算及试验。 结果表明,当钢中14 Al]为0.03%时,温度为1600K时,脱硫渣的组成为"(CaO)= 60% ~70%, w(SiO2) =5% ~10%, w(A12O3) =20% -30% ,厶可达 500 ~700。
钢包到达LF工位后,根据脱硫要求加入适量CaO-Al2。3合成渣,并对钢包渣进行脱 氧,使渣中的叭FeO+ MnO) <1%。在LF处理过程中,要控制底吹氨流量。对于深脱硫 钢,为了强化渣钢界面的脱硫反应,宜采用较强的搅拌方式。
3)脱氧渣。LF精炼过程一方面要用脱氧剂最大限度地降低钢液中的溶解氧,在降低 溶解氧的同时,进一步减少渣中不稳定氧化物(FeO+ MnO)的含量;另一方面要采取措 施使脱氧产物上浮去除。
用强脱氧元素铝脱氧,钢中的酸溶铝达到0.03% ~0.05%时,钢液脱氧完全,这时钢 中的溶解氧几乎都转变成Al2O3,钢液脱氧的实质是钢中氧化物去除问题。
因此,考察精炼渣的脱氧性能的优劣也应该从两个方面来理解,首先精炼渣的存在应 该增强硅铁、铝等脱氧元素的脱氧能力,另外精炼渣的理化性质应该有利于吸收脱氧产 物。实践证明:脱氧产物的活度降低能大大改善脱氧元素的脱氧能力。对于铝镇静钢所用 精炼渣,降低A"03的活度有重要的意义。由活度图和铝脱氧的平衡可以计算不同铝含量 的钢水中氧活度。在同样铝含量的情况下,随产物铝酸钙中Cao含量的不同,钢水中的氧 活度相差一个数量级。当合成渣中的CaO含量较高,AI2O3的活度较低时,精炼合成渣有 较好的促进脱氧效果。
从CaO-AI,Os渣系的相图可知:合成渣较低的熔点可以保证熔渣具有良好的高温流 动性,CaO-Sio2-AI2O3系渣中SiOz的出现有利于精炼渣熔点的降低。适当增加渣中CaO 的含量能更显著地降低AlζO3的活度。这些因素都有利于渣对钢水中非金属夹杂物(主要 是A%03)的吸收。
铝(硅)镇静钢中存在的夹杂物主要是Al?O3型,因此需要将渣成分控制在易于去除 川203夹杂物的范围。渣对AI2O3的吸附能力可以通过降低Alz03活度和降低渣熔点以改进 用203的传质系数来实现。因此,可以通过CaO-Sio2-AI2O3三元渣系相图来讨论。
降低AL03活度被认为是更重要的,渣成分应接近Cao饱和区域。如果渣成分在CaO 饱和区,可203的活度变小,可获得较好的热力学条件,但由于熔点较高,吸附夹杂效果 并不好,在渣处于低熔点区域时,吸附夹杂物能力增强,但热力学平衡条件恶化。其解决 办法是渣成分控制在CaO饱和区,但向低熔点区靠近。具体的措施是控制渣中AI2O3含
3 炉外精炼工艺
量,使W(Cao)/w( Al? O3)控制在1.7 ~ 1.8之间。生产低氧钢的主要工艺措施有:①尽 可能脱除渣中(Fe0)、(MnO),使顶渣保持良好的还原性;②使渣碱度控制在较高程度, 阻止渣中Si。?还原;③采用CaO-AI203合成渣系,并将炉渣成分调整到易于去除Al?03夹 杂物的范围;④合适的搅拌制度。在LF处理低氧钢过程中,有一个合理的搅拌强度问题。 为防止炉渣卷入和钢水裸露,一般采用较弱的搅拌方式。
结合以上分析,LF炉白渣精炼工艺要点如下:①出钢挡渣,控制下渣量不大于5kg/t; ②钢包渣改质,控制包渣RN2.5,渣中"(Fe0+Mn0)w3.0%;③白渣精炼,一般采用 CaO-Sio2-A%。3 系炉渣,控制包渣 K>3,渣中 w(FeO + MnO) Wl. 0% (如表 3-8),保 持熔渣良好的流动性和较高的渣温,保证脱硫、脱氧效果;④控制LF炉内气氛为还原性 气氛,避免炉渣再氧化;⑤适当搅拌,避免钢液面裸露,并保证熔池内具有较高的传质 速度。
表3-8铝镇静钢和硅镇静钢目标渣系成分("/%)
|
项目 |
CaO |
SiO2 |
可2。3 |
MgO |
(FeO+ MnO) |
|
铝镇静钢 |
55 ~65 |
5 ~10 |
20-30 |
4-5 |
<0.5 |
|
硅镇静钢 |
50-60 |
15 -20 |
15 -25 |
7 ~10 |
<1 |
总之,LF炉造渣要求"快”、"白”、“稳”。"快”就是要在较短时间内造出白渣,处 理周期一定,白渣形成越早,精炼时间越长,精炼效果就越好;"白”就是要求"(FeO) 降到1.0%以下,形成强还原性炉渣;“稳”有两方面含义,一是炉与炉之间渣子的性质 要稳,不能时好时坏;二是同一炉次的白渣造好后要保持渣中W(FeO)WI.0%,提高精炼 效果。
D LF的成分和温度微调
a LF的成分控制和微调
LFV在真空工位和加热工位都具备合金化的功能,使得钢水中的C、Mn、Si、S、Cr、 Al、Ti、N等元素的含量都能得到控制和微调,而且易氧化元素的收得率也较高。LFV控 制钢中元素的范围("/%)如下:
|
C |
Mn |
Si |
S |
Cr |
Al |
Ti |
N |
|
±0.01 |
±0.02 |
±0. 02 |
±0. 004 |
±0.01 |
±0.02 |
±0.025 |
±0. 0050 |
b温度的控制和微调
LFV的加热工位可使钢水温度得到有效控制,温度范围可控制在±2. 5K内。钢水在 真空脱气后,在浇注或连铸过程中的温降十分均匀稳定。这使钢锭的表面质量或连铸坯表 面质量得到有效保证,而且为全连铸和实现多炉连浇创造了十分优越的条件。
LF加热期间应注意的问题是采用低电压、大电流操作。由于造渣已经为埋弧操作做好 了准备,此时就可以进行埋弧加热。在加热的初期,炉渣并未熔化好,加热速度应该慢一 些。可以采用低功率供电。熔化后,电极逐渐插入渣中。此时,由于电极与钢水中氧的作 用、包底吹入气体的作用、炉中加入的CaC,与钢水中氧反应的作用,炉渣就会发泡,渣层厚 度就会增加。这时就可以以较大的功率供电,加热速度可以达到3~4P/min。加热的最终温 度取决于后续工艺的要求。对于系统的炉外精炼操作来说,后续工艺可能会有喷粉、搅拌、 合金化、真空处理、喂线等冶炼操作,所以要根据后续操作确定LF加热结束温度。
3. 2 LF法与VD法
125
E搅拌
LF精炼期间搅拌的目的是:均匀钢水成分和温度,加快传热和传质;强化钢渣反应; 加快夹杂物的去除。均匀成分和温度不需要很大的搅拌功能和吹氫流量,但是对脱硫反 应,应该使用较大的搅拌功率,将炉渣卷入钢水中以形成所谓的瞬间反应,加大钢渣接触 界面,加快脱硫反应速度。对于脱氧反应来说,过去一般认为加大搅拌功率可以加快脱 氧。但是现在在脱氧操作中多采用弱搅拌——将搅拌功率控制在30~50W/t之间。有学者 指出,在轴承钢的炉外精炼中更高的搅拌功率不能加快脱氧。
在LF的加热阶段不应使用大的搅拌功率。功率较大会引起电弧的不稳定。搅拌功率 可以控制在3O~5OW/t。加热结束后,从脱硫角度出发应当使用大的搅拌功率。对深脱硫 工艺,搅拌功率应当控制在300 ~500W/t之间。脱硫过程完成之后,应当采用弱搅拌,使 夹杂物逐渐去除。
加热后的搅拌过程会引起温度降低。不同容量的炉子、加入的合金料量不同、炉子的 烘烤程度不同,温降会不同。总之,炉子越大,温度降低的速度越慢,60t以上的炉子在 30min以上精炼中,温降速度不会超过0. 6K/min。
F LF精炼结束及喂线处理
当脱硫、脱氧操作完成之后,精炼结束之前要进行合金成分微调,合金成分微调应当 尽量争取将成分控制在狭窄的范围内。通过LF精炼能够得到w[S] <0.002%, w(T[O]) <0.0015%的结果。成分微调结束之后搅拌约3 ~5min,加入终铝,有一些钢种接着要进 行喂线处理。喂线可能包括喂入合金线以调整成分,喂入铝线以调整终铝量,喂入硅钙包 芯线对夹杂物进行变性处理。要达到对夹杂物进行变性处理的目的,必须使钢水深脱氧, 使炉渣深脱氧;钢中的硫也必须充分低,钢中的溶解铝含量矶Al] >0.01%。对深脱氧钢 进行夹杂物变性处理,钢中的钙含量一般要控制在0.003%的水平,对深脱氧钢,钙的收 得率一般为30%左右。对于需要进行真空处理的钢种,合金成分微调应该在真空状态下进 行,喂线应该在真空处理后进行。
3. 2. 4. 2 LFV精炼工艺
A LFV精炼基本工艺
加还原渣加脱氧剂、合金化剂调整成分
I初炼炉氧化∣~T无渣出钢或出钢除渣I'吹氫搅拌真空脱W]T吹氫搅拌、电弧加热T浇注I
取样 测温
B低硫钢的LFV精炼工艺
CaO,Caf⅞ Al Mn Al CaO-CaF2 Al Ca-Al
I初炼炉氧化出司—T除渣H吹氫搅拌、 埋弧精炼H除渣H真空、吹氫H除渣E吹氫搅拌、埋弧精炼I
低硫钢精炼工艺是通过多次加渣料精炼,多次除渣而达到降低硫含量的目的,可使钢 中[S]降至0.005%以下。
126
3 炉外精炼工艺
LFV法精炼初炼钢水进入钢包除渣后,根据脱硫的要求造新渣,如果钢种无脱硫要 求,可以造中性渣,需要脱硫造碱性渣。当钢水温度符合要求,进行抽气真空处理,在真 空下按规格下限加入合金,并使[Si]保持在0. 10% ~0. 15%,以保持适当的沸腾强度, 真空处理约ImintJ然后根据分析,按规格中限加入少量合金调整成分,并向熔池加铝沉淀 脱氧。如果初炼钢液温度低,则需先进行电弧加热,达到规定温度后才能进入真空工位, 进行真空精炼。
真空处理时发生碳脱氧,炉内出现激烈的沸腾,有利于去气、脱氧,但将使温度降低 30~40七。所以要在非真空下电弧加热、埋弧精炼。把温度加热到浇注温度,对高要求的 钢可再次真空处理,并对成分进行微调。
LFV精炼工艺在LF处理基础上增加了真空脱碳、真空脱气功能。在整个加热和真空 精炼过程中,都进行包底吹儘搅拌,它有利于脱气、加快钢渣反应速度,促进夹杂物上浮 排除,使钢液成分和温度很快地均匀。
C LFV的脱碳
对于一般钢种,在LFV的加热工位可进行常压下的氧气脱碳。
对于低碳和超低碳不锈钢或者工业纯铁,在LFV真空工位可进行真空吹氧脱碳。对于 铁素体不锈钢,可使碳降到0.008%,而馅的回收率在97%以上;对于奥氏体不锈钢,可 使碳降到0∙004%,而倍的回收率在98%以上;对于工业纯铁,可使碳降到0. 003%。
D LFV的脱气和脱氧
LFV采用真空下的吹氫搅拌,可使轴承钢的"[H]、MN]和v(T[O])的含量分别 达至IJ 0.000268%、0.0038%、0.001% 的水平,如表 3-9 所示;可使 06CrMOV7 的 w [ H ] 和 W(T[ O])分别达到 0. 00025%、0.0015% 以下。
表3-9 LFV精嫉Cr25Ni35钢的气体含靈(w∕%)
|
成分 |
_______________取样阶段_______________ | ||||
|
原始 |
抽真空毕 |
浇注前 |
模内 |
成品 | |
|
—— [H] |
6. 5 X 10 ~4 |
2.5 ×10^4 |
2. 65 XlO-4 |
3.55 X10 | |
|
________T[0] |
220 X 10 一4 |
19x10-4 |
17.3 X10-4 | ||
|
372 X10 4 |
190x10-4 |
185 X10 - |
147x10—4 | ||
3. 2. 4. 3 LF典型的精炼工艺流程与操作
A "转炉+LF”流程中的LF工艺
韶关钢铁集团有限公司第三炼钢厂2003年投产。主要装备有两座120t顶底复吹转炉, 两座90Ot混铁炉,两座12OtLF, 一台5机5流方坯连铸机,两台板坯连铸机。韶钢120t LF作为与转炉配套的钢包炉,它的精炼工艺具有一定的代表性,其基本工艺如下:
(1) 120t LF精炼工艺流程:钢包加渣料(转炉出钢过程中)T钢水吊至LF坐包位 T开始底吹氫T测温、取样(测渣厚)T下电极T预加热(包括加渣料)一提电极T测 温、取样一下电极一主加热一提电极一加合金一吹锯搅拌均匀化f测温、(定氧)、取样一 钢包开至喂丝工位T喂丝T软吹氫T钢包吊往连铸。
(2)出钢挡渣和加预熔渣。转炉终渣中FeO、MnO含量高,提高转炉的挡渣效果,减
3. 2 LF法与VD法
-127
少到钢包的转炉终渣量,是提高LF精炼效果的前提条件。带入LF的转炉终渣量少,在加 入同样碱性氧化物量的情况下,LF熔渣的碱度就高,渣中的(Fe0+ MnO)含量就低,能 减少脱氧剂用量,达到快速脱硫目的。
在出钢过程中加入预熔型精炼渣6kg/t左右,利用出钢及底吹确保其出钢完毕时全部 熔化。在LF精炼中使用预熔渣,除有较好的脱硫效果外,还具有许多明显的优点:炉渣 在LF内熔化更加均匀,显著降低渣的熔化时间,缩短LF的精炼时间,从而使转炉炼钢-LF精炼-全连铸几个工序能够更好地匹配和实现柔性连接,有利于降低精炼工序的生产 成本;转炉出钢加入预熔型渣能够有更多的时间用于脱硫,能显著地提高渣的脱硫效率; 使用预熔渣还可较好地改善生产现场的工作条件。
(3)转炉出钢过程的脱氧。脱氧剂主要采用由CaCJ基体)、SiC和Fe-Si按一定比 例混合而成的Ca-Si-C复合脱氧剂和铝块脱氧。钙和铝同时存在脱氧时,生成低熔点的 铝酸钙,极易从钢中上浮。为确保Ca-Si-C复合脱氧剂具有较强的脱氧能力,还配有一 定量的铝粉和稀土。
Ca-Si-C脱氧Cao与Si(∖能形成低熔点的复杂化合物(脱氧产物),使得CaO、 SiO。活度系数比单独脱氧时形成的纯氧化物产物低得多,这就使与Si、Ca平衡的氧浓度降 低,提高其脱氧能力。
(4) LF过程的脱氧。LF炉精炼过程的脱氧主要采用铝粒和Ca-Si-C结合的方式。 铝粒能快速脱除渣中的氧,降低渣中的不稳定氧化物,使精炼渣中的(Feo+MnO)很快 达到小于1.0%的水平。
Ca-Si-C复合脱氧剂呈粉状,适合在炉渣上扩散脱氧,其脱氧产物不会沾污钢液。 反应生成产物CO对泡沫渣生成和持续起重要作用,有利于进行埋弧操作。铝粒的快速脱 氧补充了 Ca-Si-C扩散脱氧速度偏慢的不足。
(5)吹氫工艺。吹氫的作用主要在于均匀成分、温度、去气、去夹杂。根据LF炉要 完成的冶金功能所需要搅拌能,针对精炼过程不同阶段,采用不同的吹氣搅拌功率。加 热、加合金后及测温定氧取样前的混匀、脱硫、软吹的搅拌流量分别是20n?/h、 30m3∕h^ SOm'/h、5 ~ 10m3∕ho
(6)造渣工艺。综合考虑脱硫、埋弧加热、钢包耐材成本等因素,采用与Al脱氧钢 对应的CaO-AlQ-SQ-Mgo渣系。以Cao-Al203为主的渣系熔点低、脱硫能力强、 吸附夹杂能力强。除在出钢过程加预熔渣外,在进入精炼炉加热工位后分批加入5kg/t左 右的石灰,在造渣过程中加适量的萤石,保证钢渣良好的流动性以利脱硫。在LF炉精炼 中,采用Ca-Si-C复合脱氧剂、铝粒扩散脱氧,能快速降低渣中的氧含量,将精炼渣变 为脱氧良好的白渣。韶钢实际的条件下,熔渣成分为:w(CaO) =52%, Mz(SiO2) =14%, W(Al2O3) =15%, w( FeO+M∏0) <1%,渣的碱度为3. 5左右,可以得到较高的脱硫率。
(7)喂丝。钢液出站前喂硅钙线,对钢中夹杂进行变性处理,喂硅钙线后保证软吹氫 时间大于IOmin,有利于夹杂物从钢液中上浮。
(8)精炼效果:转炉出钢按规定加入预熔渣后,在LF炉精炼时现场观察电极电压、 电弧声音,其起弧时间很快,均未超过3min,其埋弧效果良好,熔化速度快;脱硫效果显 著,脱硫率可达50% ~70%,最低硫可以脱至0.010%以下的水平;LF精炼过程增气较 少,LF处理增氮量一般小于5 X 10-%; LF炉采取白渣精炼,使得钢中全氧含量较低,
3炉外精炼工艺
氧化物夹杂减少,LF炉精炼结束钢中全氧量可控制在(20 ~50) ×10-4%o
B "电炉+LF"中的LF工艺
广东珠江钢铁公司的电炉-薄板坯连铸连轧生产线主要装备有一座150t德国Fuchs竖 式电炉,一座15OtLF炉,一条薄板坯CSP ( Compact Strip Production)连铸连轧生产线。 150t LF炉基本工艺流程如下:
电炉出钢后、吊至LF炉精炼工位、接通氫气T精炼炉盖下降、观察钢液搅拌情况一 大气量吹氫、如不正常使用事故吹氣枪T测温、定氧、取样一送电提温、加一批渣料脱 氧、脱硫T调铝至0. 030%T测温、确定钢水温度是否达1600K一停电、取渣样、根据炉 渣颜色确定是否加入第二批渣料和脱氧剂T测温、保持钢水温度1600 ±5七一加合金调碳、 保、硅、铝成分T取样T调渣脱硫T软吹氫、调温T喂线钙处理T取样、确定是否补钙 线T测温-提升电极和炉盖T钢包吊往连铸平台。精炼过程中,各操作及温度变化见图 3-14o

....供电曲线
...吹氣曲线
MW/ ^-^tf¾
ɔj如飓又冨 - 一 5 O
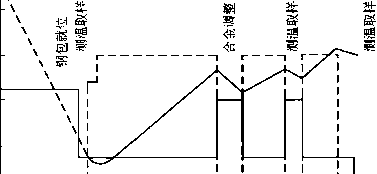

O 10 20 30 40 5(Γ
精炼时间Zmin
图3-14 LF精炼工作曲线
(1)脱氧。电炉钢液中的氧由碳含量和温度控制。根据出钢前钢液最终碳含量就可以 计算出钢水氧含量。根据钢液氧含量和出钢正常下渣量可以确定出钢初步脱氧工艺,不同 的钢种采用不同的脱氧剂。
出钢时钢中的溶解氧[0]、渣中的FeO、LF精炼过程的吹氫搅拌、钢液中的[Al]. 以及顶渣,都将影响精炼过程脱氧。综合考虑以上因素制定合理的铝镇静钢精炼脱氧工 艺,是保证生产低氧含量钢的关键。
铝镇静钢精炼的脱氧包括脱除钢液中的氧和脱除渣中的氧。使用的脱氧剂主要有铝 粒、铝线以及含CaG的复合脱氧剂。铝有很强的脱氧能力,用铝脱氧的钢液,FeO + MnO 含量更低,脱硫更容易。脱氧时形成的氧化物一部分在精炼的过程中上浮进入渣,另一部 分残留在钢液中形成氧化夹杂物。脱氧的任务不仅是要把钢中的溶解氧降低,而且还要把 钢中生成的氧化物排到渣中。
铝镇静钢液经过出钢脱氧后,控制[0]的平衡元素由[C]变为[A1], 一般铝镇 静钢中的酸溶铝含量在0∙ 02% ~0. 05%之间。用铝脱氧过程中,熔池中存在大量的氧化铝 夹杂物,只有吹氫加强搅拌,才有利于夹杂物的去除。在控制吹氫搅拌促进夹杂物上浮的
3. 2 LF法与VD法
129
同时,要注意防止钢液的二次氧化。为此,针对精炼过程不同操作目的,应采用不同的吹 氫搅拌功率。
由于夹杂物在钢液中上浮需要一定时间,因此,为了减少连铸钢水夹杂物含量和总氧 量,必须控制精炼过程中的调铝时间和顶渣渣系。其中,调铝必须在精炼初期一步到位, 严格控制调铝时间和钙处理时间间隔大于IOmin。在实际操作中,考虑到铝粒的成本较高, 也可以使用一部分含CaJ的复合精炼剂替代部分的铝粒脱除渣中的氧,但要注意加入含 CaJ的复合精炼剂出现增碳的问题。
由于精炼过程钢液脱氧良好,溶解氧可达IOXlo-%以下。
(2)脱硫。冶炼时一般控制位[Mn]/w[S]比值不小于25,以避免热脆。可以用对硫 有高亲和力的元素(如節、钙、镁、钠、毓)或者用相关的渣系去脱硫,衍生出的脱硫办 法有喷粉(金属粉或钠系复合渣)脱硫法、白渣脱硫法等。
对于精炼来说,目前最简单的脱硫工艺是白渣脱硫法,即利用钢-渣界面反应和渣系 脱硫。脱硫受渣温、渣成分与碱度、FeO+MnO、搅拌能量、渣量几个因素的影响。
石灰在高温下的熔化,特别是在埋弧加热下得到强化。实践证明,温度越高对脱硫越 有利,但在实际操作中,考虑到钢包耐火材料的寿命,温度控制在1600七以下为宜。
炉渣的碱度对脱硫也有明显的影响。碱度高的炉渣流动性差,钢-渣接触面小,对脱 硫是不利的。相反,碱度低的炉渣,由于渣中游离的钙含量少,脱硫效果也差,并且对钢 包的耐火材料也是不利的。
降低氧的活度,能提高精炼渣脱硫能力。黑色电炉渣由于含氧量很高,(FeO+ MnO) 含量高达20%以上,渣中与钢液之间的分配系数厶仅为3 ~8。而对于精炼白渣,氧化铁 含量低,分配系数4能达到1∞ ~ 500。
在合适的出钢下渣量、出钢脱氧工艺、渣系条件下,通过控制合适的搅拌能量,在 45min的精炼时间内可使精炼过程0高达500,脱硫率高达70%以上。对脱硫而言,搅拌 能必须在范围IoOoW/n?内,才能保证钢/渣有足够的接触,使钢中的硫能传输到钢渣 界面。
(3)钢中的氮和氢的控制。LF精炼操作过程钢液会吸氮。在精炼温度下,钢液中的 氮含量远未达到平衡,只要钢液与大气接触就会吸氮,因此减少钢液的裸露非常重要。
LF增氮的主要原因是钢液与大气的接触,特别是电弧区增氮。碳粉及铁合金带入的 氮也会在一定程度上使钢液中氮含量增加。石油焦及Ca-Si对氮含量有影响,其他因素 对钢液氮的影响较小。LF精炼过程中,要注意加入合金后钢液的搅拌,以免钢液裸露增 氮。同时采用大功率加热并且配有泡沫渣,使钢液迅速升温,加热时间与泡沫渣持续时间 相当,泡沫渣包围弧光,不仅可以有效地提高电能利用率,减少对炉衬的辐射,而且有利 于防止钢液吸氮。.
铝脱氧钢比硅脱氧钢更容易吸氮。
氢是由大气中的水分、钢包与中间包耐火材料中的水分、合金与石灰中的水分、惰性 气体中的水分带入的。
在电炉过程中,氧化期有良好的碳沸腾,氢含量可在IXIO-4%以下。在出钢过程中, 氢会增加到(3~4) ×10-4%,主要来自大气。电炉底出钢系统能大大减少氢的吸入,因 为钢流股面积很小,只增氢约1 X IO 4%。
130 ______________________3 炉外精炼工艺_______________________
耐火材料含有一定量的水分,这取决于所用的耐火材料的种类。白云石包衬比较理 想,但还是会带入一定量的氢。因此,不能用新的或长时间停用的钢包生产重要用途的钢 种。最好用连续使用两炉以上的钢包生产重要的钢种。
另外,Fe-Si合金含有大量水分,建议使用Mn-Si合金,以限制钢中氢的增加。石 灰含有大于2%的水分,建议使用预熔合成渣,它的含水量一般小于0. 10%。
减少钢中的氢的方法是微吹氨条件下延长镇静时间或经过真空处理。
(4)合金化。精炼钢液脱氧彻底后所取得的第一个分析样结果出来后,开始进行最终 合金调整。氧化性强的元素如硼、钛、钙等应达到终点温度不需再加热后才加入。
合金收得率主要受钢/渣的氧化程度的影响。白渣操作下合金收得率高,冶炼时按钢 种的下限加入。白渣条件下各种合金元素的收得率见表3-10。
表3-10白渣条件下各种合金元素的收得率
|
合金元素 |
C |
Mn |
Si |
Cr |
Ni |
V |
Nb |
Al | ||
|
>0. 35% |
<0. 1% |
>0. 35% |
<0. 1% | |||||||
|
收得率//% |
100 |
70 |
100 |
100 |
100 |
100 |
100 |
100 |
90 |
50 |
(5)搅拌。广州珠江钢厂15OtLF炉底吹氣流量一般控制在100 ~150L∕min之间,精 炼结束前5min采用弱搅拌(30~50Iymin)清洗钢液。其精炼过程的不同操作目的对应的 底吹氫流量见表3-11。
表3-11不同精炼目的吹氮搅拌流■的控制
|
____工艺过程目的 |
氫气流量选择/L∙ min7 |
工艺过程目的 |
氨气流量选择/L-min- |
|
_____加热升温 |
200 ~300 |
脱硫及钢渣反应 |
100 〜150 |
|
加合金后,测温取样前的混匀 |
100-150 |
脱氧及去夹杂物,弱搅拌 |
30~50 |
钢水弱搅拌净化处理技术是通过弱的儘气搅拌促使夹杂物上浮,它对提高钢水质量起 到关键的作用。由于钢包熔池深,钢液循环带入钢包底的夹杂和卷入钢液的渣需要一定时 间和动力促使上浮。弱搅拌不会导致卷渣,吹入的氫气泡可为Uψm或更小的不易排出的 夹杂颗粒黏附在气泡表面,随着气泡的上浮而排入渣中。弱搅拌的时间为3 ~5min,通过 弱搅拌使夹杂铝含量降到20 X 10 一 6以下,夹杂物总量降低50%。
(6)钙处理。钙处理是薄板坯连铸非常重要、不可缺少的环节,钙处理的好坏直接影 响CSP工艺的顺行及钢卷的质量。喂钙的主要目的是对夹杂物进行变性处理,改善钢水流 动性。
在喂线时,如果发现渣面上有白色火焰,说明喂线速度太慢或喂CaSi线时没有用少 量的氣气搅拌。珠钢的钢包上部有L 2m的自由空间,喂线时包芯线受热软化达不到理想 的深度,在喂线导管出口加装了可伸缩的水冷套管。可使合金线高速垂直插入钢水中。
珠钢喂线前的钢液条件为:w[S] <0.010% χ "”<5x10-6、r= 1600七左右;喂线 速度为4~5m/s;喂线套管离钢液面高度小于Im有利于钙收得率的提高,为15% ~20% ; 喂线后酸溶铝为0.020% ~0.030%, AI2O3夹杂物在0∙002%以下,可避免水口结瘤。
3. 2.5 LF的处理效果
经过LF处理生产的钢可以达到很高的质量水平:
3. 2 LF法与VD法
131
(1)脱硫率达50% ~70%,可生产出硫含量不大于0.01%的钢。如果处理时间充分, 硫含量甚至可达到不大于O. 005%的水平。
(2)可以生产高纯度钢,钢中夹杂物总量可降低50% ,大颗粒夹杂物几乎全部能去 除;钢中含氧量控制可达到0.002% ~0.005%的水平。
(3)钢水升温速度可以达到4~5K/min。
(4)温度控制精度± (3 ~5)七。
(5)钢水成分控制精度高,可以生产出诸如M4C] ±0.01%、w[Si] ±0.02%、 w[Mn] ±0.02%等元素含量范围很窄的钢。
3. 2.6 VD 法
钢包真空脱气法(VaCUUmDegaSSing)简称为VD 法。它是向放置在真空室中的钢包里的钢液吹氫精炼 的一种方法,其原理如图3-15所示。日本又称为LVD 法 (Ladle Vacuum Degassing Process) o
3. 2. 6. 1 早期的真空脱气设备
最早的真空脱气设备即为现在人们将其称为VD 的炉外精炼设备,这种真空脱气设备主要由钢包、真 空室、真空系统组成,基本功能就是使钢水脱气;存 在的一个特别明显的问题是钢水没有搅拌和加热。当 钢水容量较大时,钢包底部的钢水难以自上而下地完 全发生脱气反应。钢中莉0]与沸腾层高度,的关系 见表3-12,它表明脱气反应确实发生在钢水表面层, 因此较大容量的钢包处理效果较差。向钢包内加人合 金会产生较大的温度降,合金也难以均匀。
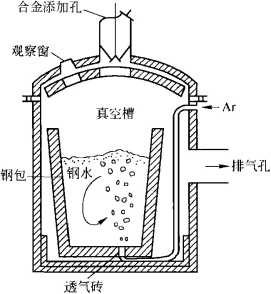
图3-15 VD钢包真空脱气的工作原理
表3-12钢包真空处理时钢中氧含量与沸腾层圆座變系(P我<200Pa)
|
钢号 |
无 |
渣_________ |
有 |
渣 |
|
w[ 0] |
H/m |
相。 |
H/m | |
|
GCrl 5 |
425 XlO 6 |
0. 114 |
425 X10 -6 |
0.2 |
|
40CrNiMoA |
178 × 10^ 6 |
0. 114 |
178 ×10^6 |
0.2 |
|
20Cr |
IOXIO-6 |
0. 114 |
10×10^6 |
0.2 |
为了克服钢包不能搅拌的问题,后来在钢包上安装了吹气用的塞棒。更进一步地改进 是在钢包底部安装了透气砖,采用了钢包底吹气的方法对钢水进行搅拌;或者在钢包上装 配了电磁搅拌装置。
尽管对真空脱气设备作了很大的改进,但是就真空脱气设备本身来说还存在如下 缺点:
(1)仍没有加热设备。由于没有加热设备,对进行精炼的炉号只好提高初炼炉的出钢 温度。即使如此,精炼温度也无法主动控制,所以就得不到稳定的精炼效果。
(2)渣层覆盖钢液。在渣层的覆盖下,脱气主要在吹面形成的"渣眼"处进行,减
132
3 炉外精炼工艺
慢了脱气速度。所以VD脱气速度要比RH慢得多。
3. 2. 6. 2 VD 设备
VD法一般很少单独使用,往往与具有加热功能的LF等双联。由于VD炉精炼设备能 有效地去除气体和夹杂,且建设投入和生产成本均大大低于RH及DH法,因此,VD真 空精炼炉具有较明显的优势,广泛用于小规模电炉厂家等进行的特殊钢精炼。到2007年 底,我国VD装置达32台。
对VD的基本要求是保持良好的真空度;能够在较短的时间内达到要求的真空度;在 真空状态下能够良好地搅拌;能够在真空状态下测温取样;能够在真空下加入合金料。一 般说来,VD设备需要一个能够安放VD钢包的真空室,而ASEA - SKF则是在钢包上直接 加一个真空盖。
VD设备主要有:水环泵,蒸汽喷射泵,冷凝器,冷却水系统,过热蒸汽发生系统, 窥视孔,测温取样系统,合金加料系统,吹錮:搅拌系统,真空盖与钢包盖及其移动系统, 真空室地坑,充氮系统,回水箱。
A主要技术参数
|
容量 |
150t |
|
真空室直径 |
6400mm |
|
真空室盖直径 |
6600mm |
|
真空室盖钢板厚度 |
25 mm |
|
处理一炉钢水时间(包括喂丝) |
35 min |
|
处理钢水温度 |
1650 〜1620P |
|
工作真空室 |
0.6 ~2.5kPa |
|
钢包自由空间高度 |
800 ~ 1000mm |
|
真空室高度 |
8000mm |
|
真空室盖高度 |
2000mm |
|
冷态极限真空度 |
67Pa |
B真空室
真空室用于放置对钢水进行处理的钢包,并对钢水进行真空处理。真空室盖是一个用 钢板焊接而成的壳形结构。150tVD炉真空盖上安装的设施有:
(1) 一个水冷的带有环形室的主法兰,内外径分别为6210mm、6800mm。
(2) 一个密封保护环。
(3)三个供吊车吊运的吊耳。
(4)两个窥视孔。带有手动中间隔板,以防渣钢喷溅到窥视孔的玻璃上。接口尺寸为 510mmo还有一个由0. 7kW电机带动的机动窥视孔。通过这两个窥视孔,可以观察钢包中 的情况。
(5)为了测定钢水的温度,取出钢样,真空室盖上安装了真空密封室和取样吸管 (也称取样枪)。取样枪的行程由一个旋转开关控制,运动由电机带动。
(6) 10个合金料仓,三个料斗。其作用是把合金从大气下加入到真空室中。
(7)真空室地坑。过去真空室布置在低于车间地平面的地坑里,真空室由耐火材料砌
3. 2 LF法与VD法
133
筑,即使钢水或炉渣溢出钢包,甚至钢水穿漏,也不会损坏。真空室地坑直径为6400mm, 真空室高度为8000mm,真空室外径为6800mm。配有与炉盖匹配的水冷法兰盘以及与密封 圈匹配的凹槽,两个支撑钢包用的对中支撑座,一个与抽气管连接的接口,一个氫气快速 接头,一个用于漏钢预报的热电偶,一支用于真空室盖与真空地坑的真空密封圈。目前真 空罐一般安放在车间地平面的轨道小车上。
(8)钢包盖。将耐火材料砌筑在钢制拱形上,并用三个吊杆吊在真空盖上。
(9)真空盖的提升与移动机构。该机构是一个型钢焊接的框架结构,尺寸为770Omm ×9710mm×5055mmo提升电机一台,功率IkW,转速750r∕min,转矩147N ∙ m。两条轨 道,运行距离8000mm。运行速度6m∕mincι提升速度Im/min。盖的提升行程600mm,提 升能力55t,轨道长度18000m。配重2 x 6000 kg。
C水冷系统
(1)冷凝器的冷却:进水温度不超过32七,出水温度不超过42七,压力0.2MPa,耗 水量 300m3∕ho
(2)真空室的下口法兰、观察孔、合金加料斗、取样器的冷却水压力为0.35MPa,进 水温度不大于35K,出水温度不大于42七。每小时需要冷却水20m,
(3)水环泵的冷却:进水温度不大于35K,出水温度不大于42霓。每小时用 量 60m3o
D吹氮搅拌系统
钢包底部的三块透气砖,经常使用的是两块。流量为30~50I/h,表压为IMPa。
E蒸汽供应系统
蒸汽压力为1.4MPa,每小时用量11. 8t。饱和蒸汽过热温度20七。
F真空度测量
真空度测量由U形管真空计和压缩式真空计承担。
G真空泵
4级MESSo蒸汽喷射泵。三个水环泵作为第5级。抽气能力400kg∕h, 8min可以达 到 67Pao
蒸汽喷射泵工作压力IMPa,工作蒸汽最高温度为250七,过热度20K。冷却水进水 最高温度32七,出水最高温度42七。压力波动不超过10%。
当真空处理结束时,为了保证安全,需使真空室破真空,压力为IMPa,流量为 1000m3∕ho
3. 2. 6. 3 VD精炼工艺及效果
VD炉的一般精炼工艺流程:吊包入罐一启动吹氫一测温取样T盖真空罐盖一开启真 空泵T调节真空度和吹氫强度T保持真空T氮气破真空T移走罐盖一测温取样T停吹氫T 吊包出站。VD真空脱气法的主要工艺参数包括真空室真空度、真空泵抽气能力、锯:气流 量、处理时间等。
通过VD精炼,钢中的气体、氧的含量都降低了很多;夹杂物评级也都明显降低。这 个结果说明,这种精炼方法是有效的。但是应当指出的是,使用当今系统的炉外精炼方法
134
3 炉外精炼工艺
得到的钢质量比单独采用VD精炼要好得多。
VD与RH真空精炼相比,在对炉渣搅拌混合方面存在重要的不同。在VD真空精炼 中,吹入钢液内部的氣气流在对钢液进行强烈搅拌的同时,钢液上面的炉渣也经受强烈搅 拌,渣-钢间反应增强,但大量渣滴、渣粒也会由此进入钢液,有时会成为钢中大型夹杂 物重要来源。此外,VD装置的处理时间周期明显比RH装置为长,与高拉速板坯连铸匹 配很困难。主要适用于批量较小、铸机拉速低的钢厂。
上海五钢1998年建成投产IOOtVD炉,采用直流电弧炉—VD真空处理—连铸生产工 艺,67Pa高真空保持时间18min以上,0. 16MPa以上的吹氣强度,真空温降为2. 0K/ min,精炼渣量在10kg∕t以下,就能使真空脱氢率达70%以上。脱气后^[H]最低达到 0.5 X 10^6o GCrI5、45 s 42MnMO7、20 钢 的平均脱氮率分别为 24.6%、14.95%、 12.15%、9.5%。GCrl5的真空脱硫率平均达29% ,中碳钢的平均真空脱硫率为38%左 右,钢中硫可降到0.010%以下。低碳钢的平均真空脱硫率为45%左右,钢中硫可降到 0.019% 以下。
武钢一炼钢1998年建成IOOt双工位的LF和VD各一座。VD的主要技术参数如下: 额定容量Ioot,真空泵抽气能力400kg/h;蒸汽压力0.8 ~0.9MPa;真空罐内径6000mm; 工作真空度不大于67Pa;真空罐高度7700mm;极限真空度30Pa;设备冷却水耗量 100m3∕ho生产实践发现,精炼时吹氫强度选择225 ~325L∕min,真空度不大于67Pa保持 10~15min为最佳。VD精炼完毕时,钢中《;[H]由精炼前的0. 00046% ~0. 00072%降低 到0.9 X IO-% ~ 0.0002%,脱氢率63%~82%;钢中矶N]由精炼前的0. 0026% ~ 0.0045%降低至I」(IOOI8% ~0. 0032% ,脱氮率22%~45%;真空结束时,w(T[O])由处 理前的0.0035% ~0.0047%降低到0.0012% -0. 0025% ; VD处理前后相比钢中的夹杂物 数量和大小均显著减小,钢液达到了较好的洁净度。
衡阳钢管厂于2001年建成投产40tVD炉,真空处理过程中蒸汽流量不小于1.2 xl(/t/h, 蒸汽温度不低于185K,蒸汽压力不低于0.75MPa。抽气时间5min (从1个大气压到 67Pa)左右,真空保持时间15min。进VD处理前,还要控制合适的渣厚(200 ~300mm) 和渣况。吊包浇注前采用喂线机喂Ca-Si线终脱氧。通过LF+ VD+ WF处理,w(T[O]) 可控制在0.0015% ~0.003%。VD处理前®『H] —般在0. 0003% ~0. 0005% , VD真空脱 气后,MH]可控制在0.0001% ~0.0003%。VD在深脱硫钢水的基础上,脱氮率可达到 20%~40%, "[N]最低可控制在不大于0.005%的范围内。
3.2.7 LF与RH、LF与VD法的配合
为了实现脱气,与LF配合的真空装置主要有两种:RH和VD。目前日本倾向于80t 以上的电炉或转炉采用LF + RH炉外精炼组合,因为钢包中钢渣的存在并不影响RH操 作,所以LF与RH联合在一个生产流程中使用是恰当的。小于80t电炉或转炉采用LF + VD炉外精炼组合(钢包作为真空钢包使用)。与LF+ RH相比,由于渣量太大,LF+ VD 的脱气效果略差一些。VD的形式又有两种:一种是真空盖直接扣在钢包上,称为桶式真 空结构;另一种是钢包放在一个罐中的,称为罐式真空结构。LF十RH和LF十VD法如图 3-16所示。
LF-VD炉外精炼组合,LF在常压下对钢水电弧加热、吹儘搅拌、合金化及碱性白渣
3. 3 ASEA -SKF钢包精炼炉
135
精炼。VD进行钢包真空冶炼,其作用是钢水去气、脱氧、脱硫、去除夹杂,促进钢水温 度和成分均匀化。
抚顺钢厂的50t LF-VD炉,钢水从超高功率电炉出钢后,LF精炼、喂线、VD精炼 都在同一个精炼钢包进行,从出钢到浇注需90~120min。
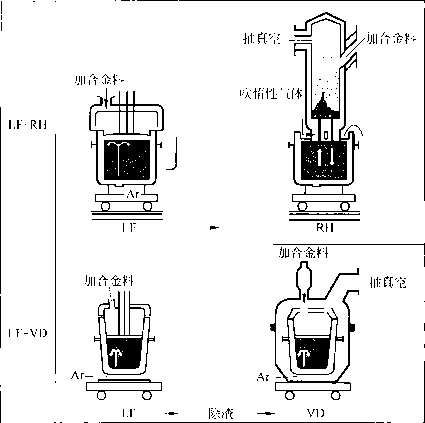
图3-16 LF与RH、VD的配合
3. 3 ASEA - SKF钢包精炼炉
真空脱气设备基本上解决了钢水的脱气问题。为了进一步扩大精炼功能,改进单纯真 空脱气存在的弱点,如去硫、均匀成分、处理过程中温降等,并克服在冶炼轴承钢时电炉 钢渣混出而产生的夹杂问题,瑞典滚珠轴承公司(SKF)与瑞典通用电气公司(ASEA) 合作,于1965年在瑞典的SKF公司的海拉斯厂安装了第一台钢包精炼炉。ASEA-SKF钢 包精炼炉具有电磁搅拌功能、真空功能、电弧加热功能。它把炼钢过程分为两步:由初炼 炉(转炉、电弧炉等)熔化、脱磷,在碳含量和温度合适时出钢,必要时可调整合金元素 成分;在ASEA-SKF炉内进行电弧加热、真空脱气、真空吹氧脱碳、脱硫以及在电磁感 应搅拌钢液下进一步调整成分和温度、脱氧和去夹杂等。1970年美国的AIIegenry公司在 ASEA - SKF炉基础上利用螺旋喷枪进行供氧促进反应,称为AVR法。
可以说ASEA - SKF炉是电磁搅拌真空脱气设备与电弧炉的结合,第一次完善了现代 炉外精炼设备的三个基本功能:加热、真空、搅拌。日本、美国、英国、意大利、巴西、 俄罗斯和中国先后从瑞典引进钢包精炼设备,容量从20t到150t。
ASEA-SKF的布置形式分台车移动式和炉盖旋转式两种。台车移动式较为常见,其
136
3炉外精炼工艺
结构如图3-17所示,由放在台车上的一个钢包、与真空设备连接的真空处理用钢包盖和 设置了三相交流电极的加热用钢包盖构成。在加热处理时,钢包车移到加热工位,使用加 热钢包盖,由三相电弧以1∙4 ~ 2.0宽/min的升温速度进行加热。在真空处理时,钢包车 移到真空处理工位进行真空脱气处理。钢液搅拌由强力的电磁感应进行。
炉盖旋转式ASEA - SKF处理过程与台车移动式相似,只是钢包放到固定的感应搅拌 器内,加热炉盖和真空脱气炉盖能旋转交替使用,其结构如图3-18所示。
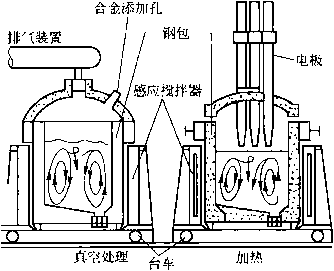
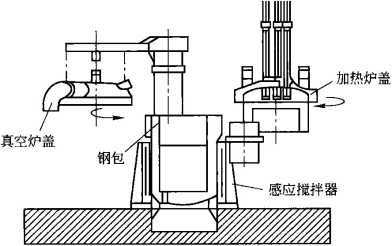
图3-17 台车移动式布置ASEA-SKF
图3-18 炉盖旋转式布置ASEA-SKF
ASEA-SKF钢包精炼炉具有电磁搅拌、真空脱气和电弧加热功能,是一种万能型的 炉外精炼方法,可以进行脱气、脱氧、脱碳、脱硫、加热、去除夹杂物、调整合金成分等 操作。
3. 3.1 ASEA - SKF 炉设备
ASEA-SKF炉可以与电弧炉、转炉配合,承担如还原精炼、脱气、吹氧脱碳、调整 温度和成分等炼钢过程所有的精炼任务及衔接初炼炉和连铸工序。因此ASEA -SKF炉的 结构比较复杂。主要有:盛装钢水的钢包、真空密封炉盖和抽真空系统、电弧加热系统、 渣料及合金料加料系统、吹氧系统、搅拌系统、控制系统。先进的ASEA-SKF炉采用计 算机控制系统。与之相配合的辅助设备有:除渣设备(有无渣出钢设备不必配备)、钢包 烘烤设备。尤其是为了保证快速而有效地精炼,保证钢水成分和温度的目标控制,真空测 温、真空取样、真空加料设备是十分必要的,但是这两个功能的无故障实现仍有很多 困难。
3. 3. 1. 1 钢包
钢包外壳由非磁性钢板构成。这样可以防止钢包外壳在交变磁场的作用下产生感应电 流而发热。至少感应片附近部分要使用非磁性钢。钢包除了能够盛装钢水外,还要留有一 定的自由空间。因为在进行吹气、真空脱气、真空碳脱氧等操作时,在钢水和炉渣中会形 成气液两相混合体,使体积膨胀。根据钢包大小的不同,自由空间的大小也不同,一般要 求在Im左右,大的钢包要留得大一些。
由于ASEA -SKF炉使用感应片对钢水进行搅拌,主要靠电磁场穿透钢包壁和钢水将
3.3 ASEA-SKF钢包精炼炉
- 137
能量输入到钢水内对钢水进行搅拌。钢包形状设 计对搅拌功率输入效率影响是很大的。图3-19给 出了钢包的0/A值对电磁搅拌力大小的影响。其 中0为钢包直径;8为搅拌线圈的高度。该图说 明,随着0/"值的增大,搅拌力迅速降低。因 此,在进行ASEA-SKF炉的设计时,一般将钢包 直径与线圈高度之比C>/"设计为1。这个参数的 选择不但考虑了搅拌力的问题,还同时考虑了进 行电弧加热时电弧对炉壁的辐射作用。这一点在 LF一节已经讨论过,这里没有什么不同,不再多 说。炉壁耐火材料的厚度一般选为230mm。为了 减少电磁能量的损耗,搅拌器与钢包之间的距离 应当尽可能小。
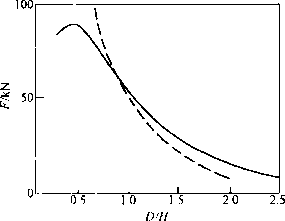
图3-19搅拌力F大小与钢包内径D、搅拌器 线圈高度H之比的关系
....片式搅拌器,2 x 700kVA;
——圆筒式搅拌器,70OkVA
3.3. 1.2 电磁感应搅拌系统
ASEA - SKF炉与其他精炼炉最显著的不同点是采用电磁感应搅拌。电磁感应搅拌器 由变压器、低频变频器和感应线圈组成,变压器经过水冷电缆将交流电送给变频器,得到 0. 5 ~ 1. 5Hz的低频交流电,通过整流器变成直流电源供给感应线圈。
根据电磁原理,任何电磁感应器都会在钢液中既产生加热效应又造成流动,两者的强 弱取决于电磁感应器的频率,频率低则加热效应差而搅拌强。感应搅拌变频器一般采用晶 闸管式低频变频器,通过自动或手动方式调节频率。搅拌时钢液的运动速度一般控制在 ɪm/s左右。
搅拌器主要有圆筒式搅拌器和片式搅拌器两种。感应搅拌器的不同布置形式可以得到
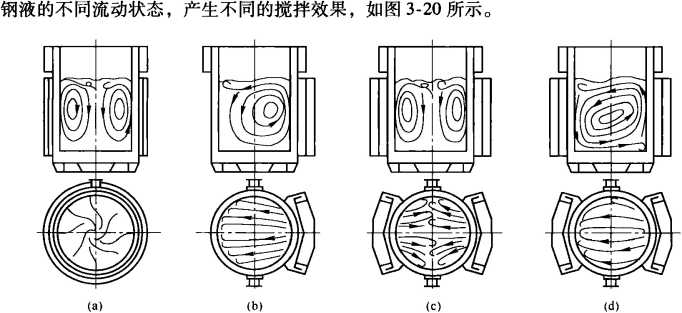
图3-20搅拌器类型和钢液流动状态示意图
图3-20中(a)为圆筒式搅拌器及其效果,这种搅拌的缺点是产生双回流,增加了流 动阻力;(b)为一片单向搅拌器产生的钢液流动状态,这种搅拌状态只产生一个单向循环 搅拌力,搅拌力较小;(C)为两个单片搅拌器以同一位相供电时的搅拌状态,钢液的流动
3炉外精炼工艺
状态类似于圆筒式搅拌器;(d)为两个搅拌器串联时产生的单向回流搅拌状态,流动阻力 较小,没有死角,搅拌力强,搅拌效果较好。较小的钢包可以使用单片搅拌器,而较大的 钢包可以使用两个搅拌器。几个感应搅拌器和变频器的有关参数如表3-13所示。为了更 好地搅拌钢水,现在设计的钢包精炼炉除了电磁搅拌之外,一般还配备吹气搅拌系统。
由于钢包需要经常移动,所以搅拌器不能固定在钢包上,而应当有其固定工位。
表3-13变频器和感应搅拌器设备参数
|
炉容量/t_______________________ |
30 |
60 |
100 |
150 |
|
感应搅拌器型号______________ |
ORT34 |
ORT57 |
0RT81O |
ORT1215 |
|
感应搅拌器重量/kg_______________ |
90∞ |
IIOOO |
130∞ |
I69∞ |
|
晶闸管变频器额定容量/ (A/V) |
1200/310 |
12∞∕310 |
1200/310 |
12∞∕310 |
|
功率因数补偿设备额定功率/ (kV ∙ A/V ∙ HZ) |
620/460 • 50 |
620/460 • 50 |
620/460 • 50 |
620/460 • 50 |
|
变频变压器的额定功率/kV ∙ A_________ |
400 |
400 |
400 |
400 |
|
冷却水消耗量/L ∙ min-, (24霓) (包括炉体、搅拌器、加热装置)________ |
560 |
665 |
865 |
1024 |
3. 3. 1. 3 加热系统
ASEA-SKF炉的电弧加热系统与电弧炉类似,主要包括:变压器、电极炉盖、电极 臂、电极及其升降系统等。但与电弧炉相比,ASEA-SKF炉所需要的加热功率要低一些。 所用的石墨电极较细,电极极心圆较小,减小电极极心圆直径可提高ASEA-SKF炉壁耐 火砖寿命。通过电弧加热,钢液的升温速度为1.5 ~4cC/min。马鞍山钢铁公司引进的 ASEA-SKF炉加热速度可以达6t∕min,加热功率150kW∕t°按ASEA设计的ASEA-SKF 炉的变压器功率与炉容量之间的关系见表3-14。ASEA-SKF加热炉盖与真空处理用的炉 盖是分别制作的,加热用的炉盖按照普通电弧炉盖制作即可。
表3-14 ASEA-SKF炉变压器功率与炉容■的关系
|
炉容量/t |
20 |
40 |
60 |
IOO |
150 |
200 |
|
变压器功率/kV . A |
3200 |
5400 |
7000 |
97∞ |
122∞ |
14000 |
3. 3. 1.4真空系统
ASEA-SKF炉的真空系统是由一个密封炉盖与钢包一起构成的一个真空室。当钢包 加热结束之后,移开加热炉盖,将钢包连同搅拌器一起移至真空盖下,盖上真空盖进行真 空处理,其工艺又称瑞典式钢包炉精炼法,如图3-17、图3-18所示。对于要进行真空碳 脱氧的ASEA-SKF炉,应当增添吹氧氧枪机构。使用这种真空盖的好处是不用对电极进 行密封,因此真空系统使用的可靠性高,使用寿命也较长。现在的ASEA-SKF炉已配备 真空测温、取样装置,并具有真空加料功能。
ASEA-SKF炉的真空盖壳体由压力容器钢制成,盖口为水冷凹槽法兰圈,法兰面贴 有氯丁橡胶0形密封圈,盖口外侧装有向外张开的月牙形防热片,提起真空盖时,防热片 自动向内贴在0形密封圈上,以免橡胶密封圈受损。
真空炉盖顶设有真空抽气的排气口、吹氧口、窥视电视摄影窗。所有管口和窗孔上均 为水冷法兰接口并垫上密封橡胶圈。
3.3 ASEA-SKF钢包精炼炉
通过真空盖向炉内加入合金,其加料口与排气口是同一个通口,需在排气口正上方设 置合金加料装置,即真空密封罐。密封加料罐的抽真空与总真空系统相连,由此可在真空 下从密封加料罐通过排气口把合金加入炉内。
真空泵与其他真空处理设备一样,多采用多级蒸汽喷射泵。对于不需要真空脱碳的钢 包炉,一般只配备一套四级喷射泵,真空度应达到66. 7Pa或更高;需要真空脱碳时,必 须再连接上一个五级泵,使其有充足的抽气能力。为了在生产中能按需要调整真空度,应 设置不同级数的分级泵,在真空脱气时就可以根据炉内沸腾情况,随时按需要开闭调整所 用的分级泵的级数,以防止钢液过度沸腾。
3. 3. 1. 5 合金及渣料加料系统
ASEA-SKF炉可在精炼炉内进行脱氧合金化、合金成分微调和深脱硫精炼,因此能 够向精炼炉内加铁合金以及合成渣料的加料系统是必不可少的。加料系统主要包括以下 装置:
(1)电磁振动料仓。料仓的数目应当根据精炼时加入的铁合金料的种类和渣料的种类 来决定。大量合金的加入一般在非真空条件下进行,但是合金成分微调要在真空条件下进 行,因此应当具备真空加料功能。
(2)自动称重系统。从料仓中下来的渣料和合金料能够被自动称量,然后送入炉盖上 的布料器。
(3)布料器。
3.3.2精炼工艺及操作
3. 3. 2. 1 ASEA-SKF炉的工艺流程
ASEA-SKF炉适用于处理轴承钢、碳素钢、合金钢、结构钢和工具钢等,利用真空 吹氧脱碳也适用于精炼低碳不锈钢。ASEA-SKF炉可与任何一种炼钢炉双联,它可以由 电炉、转炉和感应炉来提供初炼钢液,也可由几种炉子联合提供初炼钢液。
钢液在初炼炉中完成脱磷任务,当碳含量和温度合适时即可出钢,必要时可以调整合 金元素媒和铝。作为初炼炉的炉渣一般为氧化性炉渣,如果初炼炉炉渣不清除或清除不彻 底,带入ASEA-SKF炉后会使合金烧损增加,脱硫、脱氧效率降低,影响精炼效果,同 时对钢包寿命也有不良影响,所以要尽量减少初炼炉的下渣量。然后在ASEA-SKF炉内 将初炼钢液进行电弧加热、真空脱气、真空吹氧脱碳、脱硫以及在电磁感应搅拌钢液下调 整成分和温度、脱氧和去除夹杂物等。ASEA-SKF的具体精炼工艺流程见图3-21,精炼 流程的选择可根据不同品种的需要,视具体情况决定。一般钢种精炼时间1∙5 ~2. Oh,合 金钢 2.0 ~3.0h°
3. 3. 2. 2 ASEA-SKF炉精炼工艺与操作
A初炼炉■熔渣的清除
初炼炉熔渣的清除有四种方法:①在电炉翻炉前将熔渣扒去;②采用中间罐;③压力 罐撇渣法;④在钢包中采用机械装置扒渣。20世纪80年代电弧炉普遍应用无渣出钢技术, 这是适应炉外精炼要求的最佳除渣方法。
140
3 炉外精炼工艺
12 3 4 5
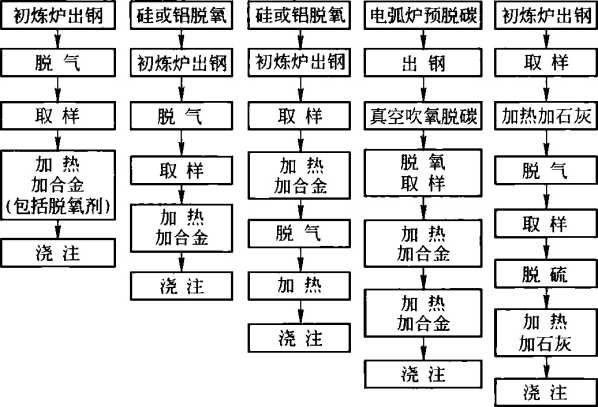
图3-21 ASEA - SKF炉精炼工艺流程
B两种基本精炼操作工艺
初炼钢液从电炉出钢时温度一般控制在1620工。在ASEA-SKF炉中的精炼方法基本 是中性渣和碱性渣两种操作,如图3-22和图3-23所示。需要脱硫时采用高碱度渣。
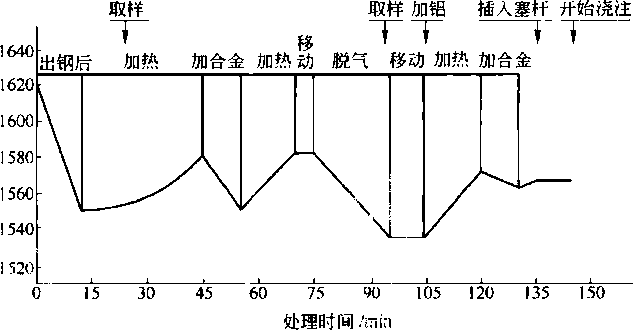
图£22全高铝砖ASEA-SKF炉内中性渣操作
取样
取样加铝
插入开始 塞杆浇注
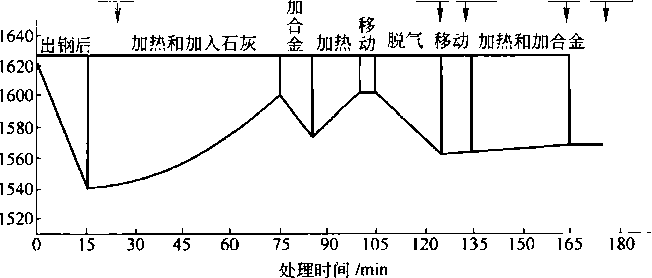

图3-23碱性渣脱硫操作
3.3 ASEA-SKF钢包精炼炉
141
C脱硫
ASEA-SKF炉的精炼可有效降低氧含量,电弧加热和感应搅拌可以促进钢渣反应。 电弧加热提高了高碱度渣的温度,并促使其具有良好的流动性;感应搅拌促进了高碱度渣 与钢液之间的接触,加快了钢渣界面的交换,提高了硫化物夹杂的分离速度。在高碱度渣 下,向钢液面下加入与硫有高亲和力的粉状脱硫剂,不但增加反应表面,而且脱硫元素溶 解在钢中或蒸发,与硫结合成稳定的硫化物,并被高碱度渣所吸收。因此SEA-SKF炉具 有有效脱硫的条件。
D真空脱气
ASEA - SKF炉真空脱气的主要目的是去氢,真空脱气时大部分氢将随着不断生成的 C0气泡而逸出,氢含量减少速度与碳氧反应速度成正比。为避免钢液过度脱碳沸腾,需 要调整真空度,使系统的压力维持一定的大小。
E真空脱碳
ASEA-SKF炉已成功地精炼了碳含量不大于0. 025%的超低碳不锈钢。其真空脱碳的 好处是:配上吹氧管即可脱碳,设备简单;脱碳时间短;辂损失少;对炉衬无特殊要求; 生产成本低;钢液处理后直接浇注,减少了钢液的二次氧化。
F钢液的搅拌
感应搅拌在ASEA-SKF炉中起着重要作用。它有利于脱气,加快钢渣反应速度,促 进脱氧、脱硫及脱氧产物与脱硫产物充分排出,均匀钢液温度和成分。
3. 3. 2. 3 ASEA-SKF精炼炉在马钢的应用
马钢一炼钢90t ASEA-SKF钢包精炼装置具有加热升温、合金微调、造渣精炼、电磁 搅拌、吹氫搅拌及真空脱气功能。
其精炼工艺流程:初炼钢水T除氧化渣(加渣料造新渣)T加热处理(加热、合金 微调、白渣精炼)T真空精炼(脱气、去夹杂)T复合终脱氧-净化搅拌一浇注。上述 流程中主要有三个工艺环节,即加热造渣精炼、真空处理、复合终脱氧及净化搅拌。
(1)加热处理过程中,为了降低渣中(FeO),在合金微调结束后,使用碳粉及硅铁 粉作为还原剂造还原渣,还原10~15min后,炉渣转为白色。加热全程采用电磁搅拌。
(2)真空处理的真空度为66.7Pa,真空保持时间为10 ~ 15min,真空处理过程中采用 吹氫搅拌,氫气流量为50~l∞Iymin。
(3)真空处理结束后,加Si-Ba-Ca进行终处理,并要求加入Si-Ba-Ca后,用中 档电流进行电磁净化搅拌,净化搅拌时间为10~15min,以提高钢液洁净度。
马钢一炼钢90t ASEA - SKF钢包精炼炉通过不断完善精炼工艺,可使高碳钢(研C ]= 0.55% -0.65%)洁净度不断提高,钢中 M(T[ O]) <0.0015%, w[S] <0.010%,夹杂物 总量为0. 023%。
3.3.3 ASEA-SKF炉的精炼效果
ASEA-SKF炉适用于精炼各类钢种。精炼轴承钢、低碳钢和高纯净度渗氮钢都取得 了良好效果:
142
3 炉外精炼工艺
(1)增加产量。
(2)提高钢质量。ASEA-SKF炉精炼使钢的化学成分均匀,力学性能改善,非金属 夹杂物减少,氢、氧含量大大降低。
D气体含量。ASEA-SKF炉精炼后钢中的氢含量可小于0.0002%,钢中的氧含量可 降低40% ~60%o
2)钢中夹杂物。强有力搅拌可基本消除低倍夹杂,高倍夹杂也明显改善,轴承钢的 高倍夹杂降低约40%。
3)力学性能。由于气体和夹杂含量降低,钢的疲劳强度与冲击功一般可提高10% ~ 20% ,伸长率和断面收缩率可分别提高10%和20%左右。
4)切削加工性能也有很大改善。
(3)生产质量较稳定。ASEA-SKF炉处理后的浇注温度及成品钢的化学成分都比较 稳定。
3.4 AOD 法
钢液的氫氧吹炼简称AoD法(ArgonOxygenDecarburization,氣气-氧气-脱碳),主 要用于不锈钢的炉外冶炼上。1968年,乔斯林(JoSlyn)(现名史莱特)钢公司建成投产 了世界上第一台15t AOD炉。1983年9月,太原钢铁公司建成了我国第一台18t国产AoD 炉。1987年又投产了第二台AOD炉。到2007年底,世界上不锈钢总产量中有70%以上由 AoD法生产,国内AoD炉约43台。
AOD法是利•用氫、氧气体对钢液进行吹炼,一般多是以混合气体的形式从炉底侧面 向熔池中吹入,但也有分别同时吹入的。在吹炼过程中,Imol氧气与钢中的碳反应生成 2molCO,但ImOl儘气通过熔池后没有变化,仍然作为ImoI气体逸出,从而使熔池上部 CO的分压力降低。由于CO分压力被籲气稀释而降低,这样就大大有利于冶炼不锈钢时 的脱碳保倍。氫氧吹炼的基本原理与在真空下的脱碳相似,一个是利用真空条件使脱碳产 物Co的分压降低,而氨氧吹炼是利用气体稀释的方法使CO分压降低,因此也就不需要 装配昂贵的真空设备,所以有人把它称为简化真空法。
3.4.1氢氧吹炼炉的主要设备与结构
AoD炉设备主要由AOD炉本体、炉体倾动机构、活动烟罩系统、供气及合金上料系 统等部分组成。氫氧精炼炉由于没有外加热源,精炼时间又较短,所以必须配备快速化学 分析及温度测量等仪表。但它的工艺参数比较稳定,可以使用电子计算机来自动控制精炼 操作。
AOD炉体的形状近似于转炉,也可用转炉进行改装,见图3-24。它是安放在一个与 倾动驱动轴连接的旋转支撑轴圈内,容器可以变速向前旋转180。,往后旋转180。,炉内 衬用特制的耐火制品砌筑,尺寸大约为:熔池深度:内径:高度=1:2:3。炉体下部设计成 具有20。倾角的圆锥体,目的是使送进的气体能离开炉壁上升,避免侵蚀风口上部的炉壁。 炉底的侧部安有2个或2个以上的风口(也称风眼或风嘴),以备向熔池中吹入气体。当 装料或出钢时,炉体前倾应保证风口露在钢液面以上,而当正常吹炼时,风口却能埋入熔
3. 4 AOD 法
143
池深部。炉帽一般呈对称圆锥形,并多用耐热混 凝土捣制或用砖砌筑,且用螺栓连接在炉体上。 炉帽除了防止喷溅以外,还可作为装料和出钢的 漏斗。
目前,氨氧吹炼炉均使用带有冷却的双层或 三层结构的风枪(喷枪)向熔池供气,如图3-24所示。风枪的铜质内管用于吹入氨氧混合气 体进行脱碳;外管常为不锈钢质,从缝隙间吹入 冷却剂,一般的冷却剂在吹炼时采用氨气,而在 出炉或装料的空隙时间改为压缩空气或氮气,也 可使用家庭燃料油,以减少気气消耗及提高冷却 效果。喷枪的数量一般为2支或3 ~5支,但喷 枪数量的增多将会降低炉衬的使用寿命。
AoD炉的控制系统,除了一般的机械倾动、 除尘装置外,还有气源调节控制系统。AoD炉 上部的除尘罩采用旋转式;AOD炉用气源调节 控制系统来控制、混合和测量所使用的氨、氧、
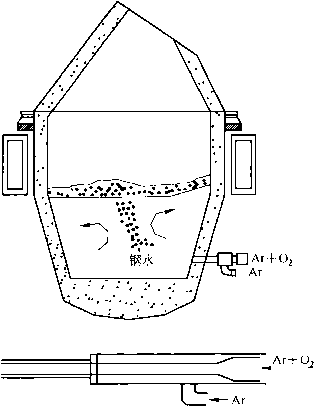
图3-24 AOD炉及风枪
氮等气体,通过流量计、调节阀等系列使得氣氧炉能够得到所希望的流量和氫氧比例。此 外,炉体还备有为了保证安全运转的连锁装置和为了节省氨气的气体转换装置,使得在非 吹炼的空隙时间内自动转换成压缩空气或氮气。由于吹氧吹炼时间短,且又没有辅加热 源,因此必须配备快速的光谱分析和连续测温仪等。
AoD炉的铁合金、石灰和冷却材料等的添加系统和转炉上使用的相同,主要有加料 器、称量料斗、运送设备等。
3.4.2 気氧吹炼炉的操作工艺
一般AoD法多与电弧炉组成"电弧炉-AoD炉”进行双联生产,有时初炼也可为转 炉。电弧炉炉料以不锈钢、车屑和高碳倍铁为主。其生产过程是电炉熔炼废钢、高碳倍铁 等原料,熔化后的母液兑入AOD进行精炼。进入AoD转炉的电炉母液,通过吹入氣氧混 合气体,以非常接近C-Cr-T-PCo平衡的条件进行精炼。
3.4. 2.1 电弧炉初炼
电弧炉初炼的原料中将緒配到规格上限(用含信返回废钢和高碳銘铁),以保证精炼 终点[Cr]含量在规格中限,最后可以不加或少加微碳馅铁;炉料中的含碳量不论多少均 能获得极低的终点碳,从操作简便和减少氫气、氧气的耗量考虑不宜太高,但不能低于常 压下Cr-C平衡的矶C]值,以减少熔化炉料时倍的烧损。通常配碳量为1.0% ~2.0%。 此外炉料中要配入适量的硅(约0.5%),如炉料中碳低,则配硅量要增加,以起到保倍 升温的作用。其他成分按规格中限控制。必须指出,高絡钢液很难采用氧化脱磷方法进行 脱磷,炉料中含磷量要严格控制,不得超过规格上限减去0∙005%。
表3-15给出了上海浦钢公司30t AoD炉冶炼18-8不锈钢的配料成分要求。
144
3 炉外精炼工艺
表3-15上海浦钢公司30t AOD炉冶炼18-8不锈钢的配料成分要求(u√%)
|
成分 钢种 |
C |
Mn |
S |
P |
Cr |
Ni |
|
!CrI8Ni9Ti (321) |
1.5 -2. 5 |
W上限值的80% |
WSO60 |
Wd 030 |
17.6-18.0 |
7.5 ~7. 8 |
|
0Crl8Ni9 (304) |
1.5 ~2.5 |
W上限值的80% |
≤0.060 |
≤0. 030 |
17. 6 ~ 18.0 |
8.0~8.3 |
通常,出钢前调整C至IJLo% ~ 1.5%, Si在0.3%以下,其他成分基本符合钢种规格 要求,钢水的温度应大于1550七,最好提高到1600 ~ 1630tC,为高温下儘氧混吹时的 "去碳保铭”创造有利条件。
初炼炉如有条件,炉料熔清后加少量Fe-Si粉,吹氧提温,并加石灰、硅钙粉或硅 铁粉及少量铝粉进行还原。还原后扒渣,加石灰造新渣,调整成分。钢水成分、温度达到 要求即可出钢,送AOD炉进行精炼。
3.4.2. 2 AOD 炉精炼
根据AoD精炼过程的主要任务不同,可分为四个阶段:脱碳期、还原期、脱硫期、 成分和温度的调整期。
A脱碳氧化期
初炼钢水倒入氨氧精炼炉后,根据初炼钢水的成分和温度,可补加部分合金,并加一 些冷却废钢,加石灰造渣,然后吹入紀氧混合气体开始精炼。18t AoD入炉钢水条件: w[C] =0.5% ~2.0%, w[Si] <0.5% ~0.3%o
整个脱碳氧化期内都必须吹入含氧气的混合气体。吹氧精炼期也称为吹炼期,吹炼前 期主要任务是脱碳。随着吹炼过程的进行,根据脱碳过程中含碳量的变化,采用不同的氧 气与氫气(或氮气)流量比(02: Ar比或O/Nz比)吹入氧气与氫气(或氮气)的混合气 体对含高辂钢水进行精炼,其值从3: 1到采用纯氨之间变化。传统AOD工艺,吹炼期分 为三个脱碳期。第一期,采用5: Ar=3: 1的比例进行脱碳。随着碳含量降低到一定值进 行测温取样。当钢水中碳达到0∙ 2% ~0.3%,温度达到1680~1700tC,便可进入第二期, 并将2: Ar降低到2:1或1:1。在进入第二期之前,如有必要,可以加入合金或冷却废钢 以降低钢水温度,减轻对炉衬的侵蚀。当钢水中碳含量被脱到0.04% ~0.06%或0.06% ~ 0.08%时,则可测温取样。如果冶炼超低碳不锈钢,则增加吹炼第三期,改用5: Ar = 1:3进行吹炼,直到碳降到目标含量。
在脱碳氧化期吹入O?+Ar的混合气体中,氧气用于脱碳,而氫气在吹炼中起着特殊 的作用。吹入的氫气在第一期主要起搅拌作用,第二期主要起扩大反应体积的作用,第三 期起脱碳、脱气的作用。钢液中PCo随着02: Ar的降低而降低,从而有利于去碳保倍的 进行。
一般第一期吹炼时间为24~30min,第二期时间为IOmin,第三期吹炼时间约15min。
关于混合气体的使用,当钢种要求[N]含量低时,可以使用纯Ar吹炼;如不要求 低氮含量,则可采用部分M代替纯氫;如果冶炼高氮钢则可全程吹氮。
目前各厂脱碳氧化期多采用三期以上的脱碳工艺,各期氧氫比也不尽相同。在钢水中 MC] >0.10%之前,O2: Ar可在4:1、3:1、2:1或1:1之间变换;当钢水中w[C] < 0.10%以后,应加大供氫量使O/Ar<l :2,随着O? : Ar进一步降低,钢中碳将被降得更
3.4 AOD 法
-145
低。为了获得超低碳,02: Ar可为1:3或1:4,甚至单吹氨气。
在整个吹炼过程中,氧气的压力可根据脱碳速度的要求调节。而氫气压力不能过大, 以免引起飞溅,反而使氫利用率降低。
B还原精炼、脱硫和调整期
在脱碳氧化期吹炼过程中无论如何都会有一部分的馅被氧化,为了还原这部分倍和稀 释吹炼后十分黏稠的富倍渣,需要对钢水进行还原精炼。此时要求钢水温度在1700(左 右,并加入Fe-Si、Ca-Si作还原剂,加入石灰及少量萤石以确保炉渣具有一定碱度 (Λ>1∙3)和较好的流动性,并用纯儘气进行强烈搅拌,以充分还原渣中的倍氧化物:
(Cr3O4) +2[Si] = 3[Cr] +2(SiO2)
从而使馅的回收率大于98%,镐的回收率为90%。并利用钢水中溶解的氧进一步脱碳。 根据钢水量不同,还原约3~8min。
根据钢种对硫的要求及钢水具体含硫情况决定是否需要一个独立的脱硫期。如果需 要,则扒除85%以上的炉渣。加入CaO和少量CaF?造新渣,加入Fe-Si和Al粉,吹氫搅 拌。由于有碱性还原渣(R>2)、高温和强搅拌的条件,极易把硫脱到0.01%的水平。脱 硫要求一般,且钢中硫不高时可采用单渣法。当要求"[S] <0.005%或钢中硫较高时,可 采用双渣法。
脱硫后,测温取样,并添加Fe-Ti等,温度控制在1580 ~1620七。如果需要进行调 整成分,则可补加少量的合金料。如钢水温度还不合适,可以用吹儘(冷却)或脱硅 (升温)来调整,后升温操作效果并不理想,但在实际操作中可能别无选择。
当钢水成分、温度达到要求时,即可摇炉出钢。出钢时要采用钢渣混出的方法,目的 是为了进一步还原渣中的倍及脱硫,可提高倍的回收率及去除一部分的硫。
AoD法工艺操作简要流程及说明见表3-16。一般的电炉一AOD炉基本冶炼工艺过程 中成分和温度的变化如图3-25所示,整个AOD正常冶炼周期在60 ~90mino
表3-16 AOD法工艺操作流程及说明
|
电炉内熔化 |
装入AOD |
吹炼 |
吹炼 |
吹炼 |
还原、 |
调整成分 |
|
并初还原 |
炉内 |
第I期 |
第n期 |
第In期 |
脱硫期 |
出钢 |
|
配料: C: 1.0% ~1.5% Si: 0.5% Cr、Ni进入规格中限 P: W规格允许值-0.005% 温度控制: ^1550~1630,t 粉状脱氧剂: 硅锌粉、硅钙粉、硅铁粉 及少量铝粉 |
1.取样全分析: 2.除渣; 3.加石灰造渣; 4.测温 |
通人氫氧混合 气体: Oj: Ar = 3 ɪ 1 脱碳到0.2%~ 0.3%; 温度: 1680七左右 |
通入氫氧混合 气体: O2: Ar = 2 ɪ 1 或1:1 继续脱碳; 加渣料; 测温 |
通人氫氧混合 气体: Ar :。2 = 2 : 1 Ar ɪ O2 = 3 : 1 脱碳到规格 要求 |
1-吹入氫气清 洗钢液; 2.加脱氧剂 Fe-Si 和 AI 粉; 3.加渣料CaO、 CaFz等脱硫, 必要时另造新 渣; 4.测温 |
L吹入氫气; 2.加 Fe-Ti; 3.调整成分、 MS; 4.成分、温 度达到要求, 摇炉出钢 |
AOD氫氧精炼气体的消耗量根据原料和终点碳的含量而不同。表3-17列出了 18t AOD炉吹炼各期气体变化情况的参考数据,由于操作条件不同,表中的值可能会相差很 大。表3-18为30t AOD一个炉次的操作记录。吹炼过程中,为了保护炉衬,过程钢水温
146
3 炉外精炼工艺
钢合石 废铁生
金灰
还原剂
电炉
补装 修入
熔化
还升 原温
C h50min
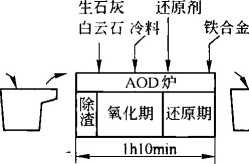


P/弱賜
图3.25电炉—AOD炉法的操作曲线(SUS304)
度必须控制在175Ot以下,如超过可在脱碳过程中加入返回钢作为冷却剂。AOD采用智 能炼钢冶炼不同钢种时的各种材料的消耗见表3-19。
表3-17 18 t AOD炉各吹炼时期的有关工艺参数
|
吹炼时期 |
O2: Ar |
Ar流量 ∕m3 ♦ h τ |
02流量 ∕m3 ∙ h~l |
温升 /℃ ∙ min ~1 |
脱0.01%的 碳耗氧量/m3 |
终点碳/% |
吹炼时间 / min |
|
吹炼I期 |
3:1 |
210 |
630 |
8.9 |
1.49 |
0.2~0.3 |
24~30 |
|
吹炼n期 |
2:1 |
233 |
566 |
5.6 |
1.08 |
0.04-0.06 |
10 |
|
吹炼In期 |
1 :3 |
630 |
310 |
0 |
0. 77 |
<0. 03 |
15 |
表3.18 30t AOD一个炉次的操作记录
|
炉料和添加料 (kg/炉料) |
倍铁水 -铁水Cao f ⅛- |
高碳倍铁 高碳棟铁 ÷ |
高碳倍铁 高碳毓铁 高碳保铁Cao |
*硅铁 |
CaO CaF2 f |
出钢重量 32,5∞ | ||||
|
步骤 |
装 料 |
脱硅 |
排渣 |
I |
π |
DI |
还原倍 |
排渣 |
脱硫 |
岀钢 |
|
02: Ar(N2) O2∕m3 ∙ h^, N2 或 Aι∕tn3 ∙ h^, 温度/匕 |
1400 |
3: ɪ I860 620 1500 |
3:1 1860 620 1680 |
2: 1 1400 700 17∞ |
1 :3 350 1050 1710 |
Ar 800 1755 |
Ar 800 1680 |
1605 | ||
3. 4 AoD 法
147
续表3-18
|
炉料和添加料 (k"炉料) |
高碳信铁 信铁水 高碳锦铁 高碳钵铁 CaO 锦铁水CaO 高碳锦铁 高碳保铁CaO 硅铁 CaF2出钢重量 I--- f — I I ⅛ — ÷— ÷— 32.500 | ||||||||||||
|
步骤 |
装 料 |
脱硅 |
排渣 |
I |
∏ |
ID |
还原锦 |
排渣 |
脱硫 |
出钢 | |||
|
化 学 成 分 w / % |
钢 液 |
C Si Cr Mn Ni |
6. 16 1.89 0.43 4. 99 1.41 |
2.21 2. 86 0. 09 2. 14 13. 94 |
3. 46 0. 46 0. 18 18. 89 8. 99 |
0. 220 |
0. 088 |
0.053 0.47 1.26 18.45 8.64 |
0. 053 0.60 1.28 18.48 8.67 |
0. 053 0. 57 1.50 18. 32 8.54 | |||
|
渣 |
CaO SiO2 TCr TFe CaOZSiO2 |
57.48 25.84 0. 69 0. 28 2.22 |
54.77 33.46 1.01 0. 56 1.64 |
68. 86 13.20 0. 32 0. 12 5. 22 | |||||||||
表3-19 AOD冶炼不同钢种时各种材料的消耗
|
名 称 |
304 |
304L |
321 |
316L |
430 |
|
FeSi/kg |
8.6 |
^ |
Γδ |
9.6 |
6.5 |
|
氧气(标态)/rh3 |
37 |
39 |
37 |
39 |
35 |
|
氮气(标态)/n? |
26 |
26 |
— |
— |
— |
|
氫气(标态"ri? |
6 |
10 |
23 |
28 |
23 |
|
石灰/kg |
42 |
50 |
50 |
50 |
38 |
|
萤石/kg |
5 |
5 |
5 |
5 |
5 |
|
白云石砖/kg |
6.4 |
7.2 |
6.4 |
7.2 |
6.4 |
|
镁信砖/kg |
4.5 |
5.5 |
4.5 |
5.5 |
4.5 |
|
信收得^/% |
99.5 |
99.5 |
99.5 |
99.5 |
99.5 |
|
金属收得率/% |
98 |
98 |
98 |
98 |
98 |
|
________兑钢到出钢/min________ |
49 |
57 |
49 |
58 |
47 |
3.4.3氫氧吹炼的主要优点
氨氧吹炼有以下主要优点:
(1)钢液的氫氧吹炼可利用廉价的原料,如高碳倍铁、不锈钢车屑等,能炼出优质的 不锈钢等,因此成本大大降低。
(2)篇氧吹炼炉和电炉双联能提高电炉的生产能力,即一台电炉加上一台AOD炉, 相当于两台电炉。
(3)載氧吹炼炉设备简单、基建投资和维护费用低。设备投资比VOD法少一半以上。
(4)筑氧吹炼炉操作简便,冶炼不锈钢时,馅的回收率高,约达97%。
(5)钢液经氣氧吹炼,由于氫气的强搅拌作用,钢中的硫含量低,可生产v[S]w 0.001%超低硫不锈钢。
(6)钢液经氫氧吹炼后,钢中的平均氧含量比单用电炉冶炼的低40%,因此不仅节 省脱氧剂,而且减少钢中非金属夹杂物的污染度,氢含量比单用电炉法冶炼低25% ~ 65%,氮含量低30% ~50%,钢的质量优于单用电炉冶炼的钢液。
148
3 炉外精炼工艺
AOD最大的缺点是氣气消耗量大。其成本约占AOD法生产不锈钢成本的20%以上。 AOD炼普通不锈钢氣气消耗约11 ~12ι√/t,炼超低碳不锈钢时约为18 ~23Tn3/t,用量十 分巨大。此外,AOD炉衬寿命低,一般只有几十炉,国内好的也只有一两百炉。
3.4.4 AOD炉工艺和设备的改进
3. 4. 4. 1 AOD炉工艺的改进
A脱碳工艺的改进
太钢通过提高供氧强度,提高碱度,降低氧化末期温度,控制冷却气的流量来改善熔池 内的物化反应,对传统的氧氣比由过去的2 ~3个台阶,增加到4 ~6个台阶。脱碳初期 O2:Ar(N2)由3:1改为6:1。双渣法操作改为单渣法操作,其结果使倍的回收率达到99%。 经过不断研究,供氧强度(标态)已由过去的O.8rn3/min ∙t提高到1 ~1.5m3/min ∙ t。有顶 枪时应大于2m3/min∙t。供氧强度提高后,熔池温度的控制,国际上普遍采用加入5% ~ 10% 的清洁废钢或铁合金的办法,这样初炼炉(电炉)的冶炼时间及电耗也得到了进一步的改善。
在此基础上还进行了纯氧吹炼的试验。与传统AoD工艺相比,氧气消耗提高,氣气 和氮气消耗降低,纯氧吹炼时脱碳速率提高(0.012 -0.02)%∕min,升温速率提高 3.4P/min,缩短冶炼时间3 ~5min。对AoD风口无明显侵蚀。
B脱硫工艺的改进
传统的AOD操作工艺,脱碳终了加入Fe-Si进行(⅛O3的还原操作,然后扒去85% 以上的熔渣,再加入CaO、CaF2及粉状Fe-Si及Ca-Si进行脱硫的精炼操作,这样对成 本、精炼时间、操作条件都十分不利。新日铁光制所采用AI代替Fe-Si进行脱硫,取得 了矶S] <0.001%,还原精炼时间缩短5 ~17min的效果。熔渣碱度要求M)(Cao + MgO)/ w(SiO2 +Al2O3) =2. 8 ~3.5o
C 以舟代Ar
作为AOD精炼的主要气体,Ar价格较高。在不锈钢精炼时用风代替Ar,其代Ar率达 到20% ~40% o对于矶N] =400x10-6 ~800 X IO"的钢,可以在脱碳ι期、口期以风代Ar; 产品"[N]要求在1500 x10-6 ~ 2500x10-6,脱碳期可全部用此代替Ar;产品w[N]要求 在3000 XlO-6,可以全程用N2代Ar。日本太平洋金属八户厂在生产304钢时以N2代Ar率达 到80%,产品w[N]要求在580*10一6,小于该钢种允许的皿m<650x10一6的要求。
D采用吹氫喂Ti线工艺
1993年含Ti钢进行吹氣喂Ti线工艺,使Ti的回收率由钛铁合金化的40%提高到 80%。生产321、00Crl2Ti等含Ti钢用低A130Ti或70Ti线合金化,包芯线单重不小于 430g∕m,外径为巾13mm,铁粉比1: 3. 5。喂线速度3m/s。Ar流量250L∕min,压力0. 1 ~ 0.2MPa,喂Ti线时间2~3min,经济效益显著,每吨钢降低成本70元。
E AOD采用顶枪吹氧
1997年太钢在18t AOD中进行了顶枪吹氧(AoD-CB)试验,钢种有304、321、410 等,在氧化前期顶枪吹氧(标态)1200m3∕h,吹IOmin。底部吹氧480∏j3/h, Ar ( N2 )
__________________________________3. 4 AoD 法__149
480m3∕h,精炼结果表明,脱碳速度提高71. 67%,升温速度提高142% ,氮气消耗减少 8. 29m3∕t,精炼时间减少11.3min°
F采用铁水直接兑入AOD进行炼钢
太钢2∞1年采用未经铁水三脱预处理的铁水直接兑入AOD进行炼钢的试验。铁水成 分:w[C] =4.31%、w[P] =0.058%、w[Si] =0.72%,铁水温度 1450 - 1500%:,兑入 AoD时温度不低于1250K。工艺流程:铁水一AOD脱C、PT扒渣一加高Cr + EAF初炼钢 水进行精炼。吹炼工艺:顶吹氧(标态)1200m3∕h,底吹氧2000m3/h。兑入电弧炉钢水 后,顶吹氧Iooom3/h,底吹氧2000m3/h。试验结果表明:可以在AoD-CB炉内进行铁 水脱P; 40tA0D精炼时间为90min。钢中氧和氮含量与传统AOD方式相同。脱磷效率达 到70%以上,钢中P含量达到较低水平。气体消耗增大,304钢Ar消耗(标态)为31rn3/ t, O?为 52m3∕t°
3.4.4. 2 AOD炉炉型的改进
太钢还对40t AOD的熔池形状及风口喷枪布置进行了改进,经水模试验确定为平炉 底,3个枪呈水平布置,夹角54。,总夹角108°,距炉底150mm。熔池采用镁辂砖,试验 初期炉龄在30次波动。
40t AOD炉壳风口区后墙由原倒圆锥台式改为直筒式,周角为150。,风口函由原 530mm加长为830mm,熔池全部改为镁白云石砖,经试验炉龄提高到62次,但是150。周 角处就成薄弱部分,于是将周角增大为180。,炉龄达到80次以上,最高炉龄达到104次, 国产砖寿命76次,进口砖87次。
3∙ 4. 5 CLU 法
CLU法(CreUSQt-LOire公司,UddehOlmS公司共同开发),是蒸汽-氧气混吹法。类 似于AoD法,但底吹稀释气体改成了水蒸气,并且是从底部吹入。它也是一种进行脱碳 保露的精炼不锈钢的方法。CLU法是法国的克勒索-卢瓦尔公司与瑞典的乌德霍尔姆公司 联合开发的,1973年10月在瑞典投产。
CLU法原理与AOD相同,如图3-26所示,把电 炉熔化的钢液注入精炼用的CLU炉中,从安装在炉子 底部的喷嘴吹入。2和水蒸气的混合气体进行精炼。水 蒸气在与钢液接触面上吸热分解成H2和02。因为H? 作为稀释气体使C。分压降低,从而抑制钢中Cr的氧 化进行脱碳,分解出的氧气可以参加脱碳反应。水蒸 气分解是吸热反应,这样可以降低熔池温度,对提高 炉衬寿命有利。冶炼过程中没有浓烈的红烟,车间环 境条件较好。
在CLU还原末期,吹入1 ~2ι√/t的Ar-风混合 气体代替水蒸气,脱除钢液中的[H]。还原期以后经 过与AOD法基本相同的操作后出钢。
CLU法的喷嘴由多层同心套管组成,同时吹入
图3-26 CLU法示意图
15θ__3 炉外精炼工艺_______________________
02、水蒸气、NM、燃料油。NH3、燃料油作冷却剂,它们喷入炉内裂解出氢,所以其冷 却效果比水蒸气的作用更大,对炉衬寿命十分有利。所以CLU法比AOD法节省氣气,冶 炼温度低,易于脱硫,操作费用低,但需要一套气体预处理装置,成本与AOD差不多。
3.4.6 AoD-VCR 法和 AoD-L 法
AOD - VCR ( AOD - Vacuum Converter Refiner)法是把稀释气体脱碳法和减压脱碳法 组合起来的方法(1993年,大同特殊钢),其原理如图3-27所示。炉子上面有集尘烟罩和 真空用炉盖,在供氧是限制性环节的高碳区域可以大量吹氧,在碳传质控制的低碳范围, 在真空条件下可以大量吹气进行脱碳、脱氮。此方法可以吹炼极低碳、极低氮钢,馅的氧 化损失少,使用IK气量也减少。VODC (Vacuum Oxygen Decarburization Converter)法是德 国蒂森特殊钢公司的魏登厂于1976年发明的。和AOD-VCR一样,由设有真空用炉盖的 转炉型炉子构成。是在高碳区域进行Ar-O2稀释气体脱碳、在低碳区域进行减压脱碳的 组合方法。
为了强化脱碳,缩短冶炼周期;降低儘气消耗;便于AoD采用高碳钢水、甚至经脱 磷的高炉铁水以及由矿热炉生产的液体馅铁进行精炼。出现了带顶吹氧枪的AOD转炉 (称之为AOD-L精炼炉,亦称为复吹AoD转炉)。如图3-28所示。采用顶枪吹氧,吹入 的约40%的氧还能在AOD炉膛中用于钢水中脱碳产生的CO的二次燃烧,产生的热量与 在侧吹混合气体作用下氧化反应放出的热量一起传入钢液,使钢液温度以更快的速度升 高,显著提高熔池的脱碳速率,缩短吹炼时间。因而可降低初炼钢水的出钢温度,同时允 许炉料中配入更多的碳及提高废钢和高碳倍铁的使用量。
图3-27 AoD-VCR法示意图
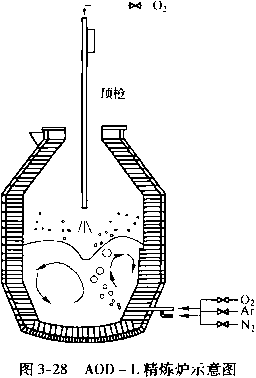
宝钢一钢公司引进西马克德马格技术,于2004年投产了一座120t带顶吹氧枪的AOD转 炉(以下简称AOD转炉)。一钢公司为长流程生产企业,与上海申佳铁合金有限公司相邻, 故一钢的不锈钢生产工艺采用独特的脱磷铁水和液态倍铁直接热装进电炉T氨氧脱碳炉一
3.5 VAD法与VoD法
151
Ve)D精炼的三步法不锈钢生产工艺(也可采用二步法生产),年产合格不锈钢75万吨。
3.5 VAD法与VOD法
3.5.1 VAD 法
3. 5. 1.1 VAD法的特点
VAD ( Vacuum Arc Degassing,钢包真空电弧加 热脱气)法由美国A. Finkl & Sons公司1967年与摩 尔公司(MOhr)共同研究发明。亦称FinkI-VAD 法,或称Finkl - Mohr法,前西德又称为VHD法 (Vacuum Heating Degassing) o 与 ASEA - SKF 法基本 相同,这种方法加热在低真空下进行,在钢包底部 吹氣搅拌,主要设备如图3-29所示。加热钢包内的 压力大约控制在0.2 X IO5Pa左右,因而保持了良好 的还原性气氛,精炼炉在加热过程中可以达到一定 的脱气目的。但是正是VAD的这个优点使得VAD 炉盖的密封很困难,投资费用高,再加上结构较复 杂,钢包寿命低。因而VAD法自1967年发明以来, 尤其是近十几年来,几乎没有得到什么发展。
VAD法有以下优点:
(1)在真空下加热,形成良好的还原性气氛,
图3-29 VAD精炼炉示意图
I-真空室;2一底吹氫系统;3-钢包;4-电弧 加热系统;5一合金加料系统;6一抽真空装置
防止钢水在加热过程中的氧化。并在加热过程中达到一定的脱气效果。
(2)精炼炉完全密封,加热过程中噪声较小,而且几乎无烟尘。
(3)可以在一个工位达到多种精炼目的,如脱氧、脱硫、脱氢、脱氮。甚至在合理造 渣的条件下,可以达到很好的脱磷目的。
(4)有良好的搅拌条件,可以进行精炼炉内合金化;使炉内的成分很快地均匀。
(5)可以完成初炼炉的一些精炼任务,协调初炼炉与连铸工序。
(6)可以在真空条件下进行成分微调。
(7)可以进行深度精炼,生产纯净钢。
优点是明显的,但电极密封难以解决的问题也是致命的。这个致命的缺点使得VAD 法不能得到很快地发展。也许有一天电极密封的问题解决了,VAD法会得到很快地发展。 但就目前的情况来看,VAD不是发展的主流。
3. 5. 1. 2 VAD法的主要设备与精炼功能
A VAD法的主要设备及布置
VAD精炼设备主要包括:真空系统、精炼钢包、加热系统、加料系统、吹氣搅拌系 统、检测与控制系统、冷却水系统、压缩空气系统、动力蒸汽系统等。
VAD炉可与电炉、转炉双联,设备布置可与初炼炉在同一厂房跨内,也可以布置在
152 ______________________3 炉外精炼工艺_______________________
浇注跨。精炼设备布置有深阱和台车两种形式。抚顺钢厂VOD/VAD精炼炉与初炼炉在同 一厂房跨内,采用深阱式布置。
为了满足特殊钢多品种精炼需要,VAD常与VoD组合在一起。
B VAD法基本精炼功能
VAD炉具有抽真空、电弧加热、吹儘搅拌、测温取样、自动加料等多种冶金手段。 整个冶金过程在一个真空罐内即可完成,不像SKF和LFV那样加热和脱气在两个工位, 钢水包需移动,因此VAD的各种冶金手段可以根据产品的不同质量要求进行组合。VAD 法基本精炼功能有:①造渣脱硫;②脱氧去夹杂;③脱气(H、N);④吹氨改为吹氮时, 可使钢水增氮;⑤合金化。
3.5. 1.3 VAD法操作工艺
实际生产中,通过真空、加热、吹氫、合金化的不同组合,能变出多种多样的VAD 工艺路线,如图3-30所示。
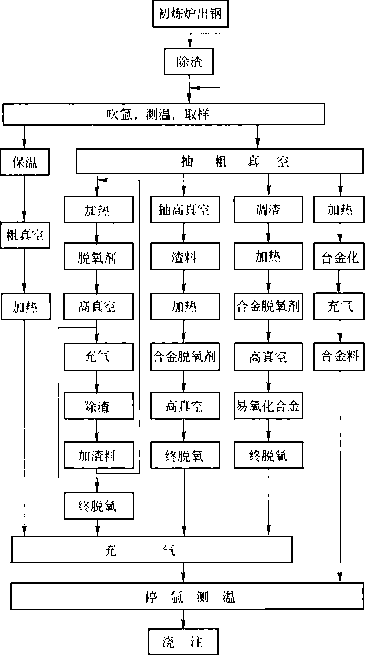
图3-30 VAD法工艺路线图
3∙ 5 VAD法与VoD法
153
如果在VAD真空盖上安装一支氧枪,向钢 水内吹氧脱碳,就可以形成真空吹氧脱碳精炼 法,即 VOD ( Vacuum Oxygen Decarburization) 工艺。用VoD法可冶炼低碳和超低碳不锈钢 种。其设备包括:钢包、真空室、拉瓦尔喷嘴 水冷氧枪、加料罐、测量取样装置、真空抽气 系统、供瀛装置等,如图3-31所示。VAD和 VOD两种设备通常安放在同一车间的相邻位 置,形成VAD/V0D联合精炼设备,使车间具 备了灵活的精炼能力。
3.5.2 VOD 法
3. 5. 2. 1 VoD法的特点
VOD法就是不断降低钢水所处环境的PCo
图3-31 VOD装置示意图
1-真空室;2—钢包;3—闸阀貿・4—多孔塞;
5一供给合金附加材料;6一氧枪;7-取样和测温装置
的分压,达到去碳保辂,冶炼不锈钢的方法。
这种方法是德国Edel - Stahlwerk Witten和Standard Messo公司1967年共同研制的。这 种方法实现了不锈钢冶炼必要的热力学和动力学条件——高温、真空、搅拌。目前,VOD 法是不锈钢,尤其是低碳或超低碳不锈钢精炼的主要方法之一。据2002年不完全统计世 界上有VOD 70多台。容量最大的是日本新日铁八幡制铁厂的150t VOD,最小容量为5t, 中国共有VOD 14台套。1990年日本住友金属公司鹿岛厂以不锈钢的高纯化为目的,开发 出的由顶吹喷枪吹入粉体石灰或者铁矿石的方法,称为VoD -PB法。
VoD可以与转炉、电弧炉等配合,初炼炉中将钢熔化,并调整好除碳和硅外的其他 成分,将钢水倒至钢包内,送至VOD工位进行脱碳精炼。有时可以在VoD内进行脱磷处 理。在进行脱碳处理时,降下水冷氧枪向钢包内吹氧脱碳。在吹氧脱碳的同时从钢包底部 向钢包内吹気气进行搅拌。
近年来,不锈钢的主要生产炉型已扩展为顶底复吹转炉、AOD和VOD。VoD法的生 产工艺路线也由电炉(或转炉)-VOD演变为电炉-复吹转炉-VOD,与顶底复吹转炉和 AoD相比,VOD设备复杂,冶炼费用高,脱碳速度慢,初炼炉需要进行粗脱碳,生产效 率低。优点是在真空条件下冶炼,钢的纯净度高,碳氮含量低,一般w([C]+[N])< 0. 02% ,而AOD法则在0.03%以上,因此VOD法更适宜于生产[C]、[N]、[0]含量 极低的超纯不锈钢和合金。
3. 5. 2. 2 VOD法的主要设备
A VOD钢包
钢包应当给钢水留有足够的自由空间,一般为Iooo ~ 1200mm。VOD处理的钢种都是 低碳和超低碳钢种,因此钢水温度一般较高,所以要选用优质耐火材料,尤其渣线部位更 应注意。钢包都要安装滑动水口。
154
3 炉外精炼工艺
B VOD真空罐
真空罐的盖子上要安装氧枪、测温取样装置、加料装置。真空罐盖内为防止喷溅造成 氧枪通道阻塞和顶部捣固料损坏,围绕氧枪挂一个直径300Omm左右的水冷挡渣盘,通过 调整冷却水流量控制吹氧期出水温度在60Ρ左右,使挡渣盘表面只凝结薄薄的钢渣,并自 动脱落。
C VOD真空系统
用于VOD的真空泵有水环泵+蒸汽喷射泵组两种。水环泵和蒸汽喷射泵的前级泵 (6 ~4级)为预抽真空泵,抽粗真空。蒸汽喷射泵的后级泵(3 ~1级)为增压泵,抽高真 空,极限真空度不大于20Pao 30 ~60tVOD6级蒸汽喷射泵基本工艺参数如表3-20所示。
表3-20 30 ~ 60tVOD 6级蒸汽喷射泵基本工艺参数
|
项 目 |
工艺参数 |
指标 |
|
蒸汽 |
_________工作压力/MPa |
__________L6___________ |
|
过热温度/七 |
210 | |
|
最大用汽量/t∙h- |
10.5 | |
|
冷却水 |
________工作压力/MPa |
0.2 |
|
进水温度// - |
____________≤32_____________ | |
|
_______最大用水量/m3 ∙ h-1 |
650 | |
|
真空度/Pa |
_______工作真空度 |
<100 |
|
极限真空度 - |
________________20________________ | |
|
抽气能力/kg ∙ h-* |
13丄 322Pa 时 |
340 |
|
_____________5332. 88Pa 时 |
1800 | |
|
_______________160OPa 时_______________ |
1800 |
D VOD氧枪
早期使用的VoD氧枪一般是自耗钢管。所以在吹炼时必须不断降低氧枪高度,以保 证氧气出口到钢水面的一定距离,提高氧气的利用率。如果氧枪下端距离过大,废气中的 CO?和O?浓度增加。经验证明,使用拉瓦尔喷枪可以有效地控制气体成分;可以增强氧气 射流压力;当真空室内的压力降至IOoPa左右时,拉瓦尔喷枪可以产生大马赫数的射流, 强烈冲击钢水,加速脱碳反应而不会在钢液表面形成氧化膜。
VOD常与VAD组合在一起满足精炼多品种特殊钢的需要。不同容量VAD/VOD双联 设备的技术参数见表3-21。
表3-21 VOD/VAD精炼设备参数
|
项目 |
VOD/VAD -20 |
VOD/VAD -40 |
VOD/VAD -60 |
VOD/VAD -100 |
VOD/VAD -150 |
|
钢包额定容量/t |
15 |
30 |
50 |
90 |
125 |
|
____钢包最大容量/t |
20 |
40 |
60 |
100 |
150 |
|
钢包直径/mm |
2200 |
2900 |
3100 |
3400 |
3900 |
|
熔池直径/mm |
1740 |
2280 |
2480 |
2800 |
3300 |
|
钢包高度/mm |
2300 |
3150 |
3450 |
3900 |
4500 |
|
熔池深度/mm |
1360 |
1850 |
22∞ |
2500 |
30∞ |
3.5 VAD法与VOD法
-155
续表3-21
|
项目 |
VOD/VAD -20 |
VOD/VAD -40 |
VOD/VAD -60 |
VOD/VAD -100 |
VOD/VAD -150 |
|
真空罐直径/mm |
3800 |
48∞ |
52∞ |
5600 |
6300 |
|
真空罐高度/皿1 |
4100 |
5000 |
54∞ |
5800 |
6500 |
|
极限真空度/Pa T |
67 |
67 |
67 |
67 |
67 |
|
升温速率(VAD)/霓∙ min" |
1.5 ~2.5 |
1.5 ~2. 5 |
1.5 ~2.5 |
1.5 ~2.5 |
1.5~2.5 |
|
变压器容量(VAD)/kV"A |
3150 |
5000/6300 |
6300/10000 |
100∞∕12500 |
12500/16000 |
|
变压器二次电压/ V 一 |
170 ~125 |
210-170 |
240 ~170 |
280 ~150 |
320-210 |
|
抽气能力/kg∙h-∣ |
150 |
250 |
350 |
450 ~500 |
550 ~600 |
|
蒸汽消耗量/t∙h-1 |
7~8 |
10-12 |
13 ~15 |
15 -20 |
20~25 |
原上海三厂VOD法的主要特点是为VoD配备了喷粉系统。喷粉系统由传动机构、受 料斗、供给阀、送料器、电子秤和真空喷粉球阀组成,可以在非真空下喷吹脱硫剂、碳粉 和合金粉料;可以作为真空下的喷粉实验。其氧枪设计采用了水冷拉瓦尔喷头,假设氧气 流量480∏?/h;氧气进口压强600 kPa;氧气出口马赫数3. 2 ~ 3. 8,计算得到喉口直径 13mm,扩张角50。,扩张段长度90mm。
3. 5. 2. 3 VOD法的基本功能与效果
A VOD法的基本功能
VOD具有吹氧脱碳、升温、吹氣搅拌、真空脱气、造渣合金化等冶金手段,适用于 不锈钢、工业纯铁、精密合金、高温合金和合金结构钢的冶炼,尤其是超低碳不锈钢和合 金的冶炼。其基本功能有:①吹氧升温、脱碳保倍;②脱气;③造渣、脱氧、脱硫、去夹 杂;④合金化O
B VOD法精炼效果及与AOD法比较
VoD炉和AOD炉作为冶炼低碳或超低碳不锈钢的精炼装置。能脱碳保倍,脱气效率 高。VOD法脱氢、脱氮效果比AOD法好。精炼效果见表3-22。
表3.22 VOD法与AoD法比较
|
项目 |
VOD法 |
AOD法 |
|
钢水条件 |
切[C] =0.3% ~0∙5% 切[Si] Q0. 5% |
w[C] =0.3% ~0.5% w[Si] ≈0. 5% |
|
成分控制 ~ |
真空下只能间接操作 |
常压下操作方便 — |
|
温度控制 |
真空下控制较为困难 |
用吹气比例及加入冷却剂控制 |
|
脱氧 |
w[0] =0.004% ~0.008% |
w[0] =0.004% ~0.008% |
|
脱硫 |
w[S] ≈0.01% |
心]<O01% ~0.005%_________________ |
|
脱氢、脱氮 |
w[H] <0. 0002% w[N] <0. 01∞% ~0.0150% |
w[H] <0.0∞5% v[N] <0.03∞% |
|
馅的总回收率 |
比AoD法低3% ~4% |
96% ~98%_____________________________ |
|
适应性 |
不锈钢精炼及其他钢种的真空脱气 |
原则上冶炼不锈钢专用,也可用于Ni基合金的冶炼 |
|
操作费用 |
真空下低于AOD法氧气费用的1/10_____ |
要用昂贵的氢气和大量的Fe-Si__________ |
|
设备费 |
比较贵 |
比VOD便宜1/2_______________________ |
|
生产率 |
较低 |
大约是VOD的2倍 |
156
3 炉外精炼工艺
3. 5. 2.4 我国 VOD、V0D/VAD 的发展
到2007年底,国内VoD精炼装置共有27台。主要分布在电炉特殊钢厂,一般用于 生产不锈钢。1977年大连钢厂自行设计制造的18tV0D建成投产,抚顺钢厂1981年从联 邦德国引进一套30/6OtVOD/VAD钢包炉,1984年西安电炉研究所为长城钢厂设计制造了 40tVOD/VAD钢包炉,1986年投入运行。1984年7月太钢的一台15/3OtVOD炉开始热试, 主要生产不锈钢。1999年以来,抚顺特钢EAF+ 30tVAD底吹氮增氮工艺生产气阀钢 5Cr21Mn9Ni4N取得了重大突破。2001年太钢从DANlELl引进75tVOD炉,年处理能力35 万吨。
3.5. 2. 5 VoD工艺操作
VoD精炼法的操作特点是在高温真空下操作,将扒净炉渣,w[C]为0.4%~0.5% 的钢水注入钢包并送入真空室,从包底边吹氫气、边减压。氧枪从真空室插入进行吹氧脱 碳。按钢水鼓泡状况,抽真空程度介于1 ~ IOkPa之间。脱碳后继续吹氫进行搅拌,必要 时加入脱氧剂与合金剂。VOD能为不锈钢的冶炼过程提供十分优越的热力学和动力学条 件,是生产低碳不锈钢,特别是超低碳不锈钢的主要方法之一。
工艺流程上常组成"EAF (或转炉)-VOD"(早期)、uEAF-AOD-VOD"或“电 炉-复吹转炉-VOD”等生产流程来生产超低碳、氮钢种。下面以“EAF (或转炉)-VOD"为例介绍其生产工艺特点,其他工艺大同小异。其精炼工艺要点:电弧炉初炼出钢 T钢包中除渣T真空吹氧降碳T高真空下碳脱氧T还原T调整精炼T吊包浇钢。
A初炼钢水
(1) LD转炉作为初炼炉:将脱硫铁水、废钢和保(按规格配入)倒入转炉进行一次 脱碳,去除铁水中硅、碳和磷后,进行出钢除渣,以防回磷。然后倒回转炉内,加入高碳 信铁(按规格配入),再进行熔化和二次脱碳,终点碳不能太低,否则倍的烧损严重,通 常控制在0.4% ~0.6%,停吹温度保持在1770七以上,将初炼钢水倒入钢包炉内。
(2)电弧炉作为初炼炉:炉料中配入廉价的高碳馅铁,配碳量在1.5% ~2.0% (应 配入部分不锈钢返回料,如全部用高碳倍铁,则钢水熔清后含碳量高达2.0%以上),含 辂量按规格上限配人,以减少精炼期补加低碳信铁的量,保也按规格要求配入。在电弧炉 内吹氧脱碳到0∙ 3% ~0.6%范围,初炼钢水含碳量不能过低,否则将增加馅的氧化损失; 但也不能过高,否则在真空吹氧脱碳时,碳氧反应过于剧烈,会引起严重飞溅,使金属收 得率低,还会影响作业率。为了减少初炼钢水倍的烧损,在吹氧结束时,对初炼渣进行还 原脱氧,回收一部分格。初炼炉钢水倒入钢包炉后,应将炉渣全部扒掉。最好用偏心炉底 出钢电弧炉。表3-23给出了 EAF - VOD双联冶炼不锈钢出钢钢水的控制成分。
表3-23 EAF-VoD双联冶炼不锈钢出钢钢水的控制成分(《;/%)
|
钢种 |
C |
Si |
S |
P |
Cr |
Ni |
Mo |
Cu |
|
CrNiTi 型 |
0.3 -0.6 |
WO. 30 |
W规格 |
这规格-0.02 |
规格中限+02 |
规格中限 |
规格中限 |
规格中限 |
|
CrN型 |
0.3~0.6 |
WO. 30 |
W规格 |
W规格-0.02 |
规格中限 |
规格中限 |
规格中限 |
规格中限 |
|
超低C, N型 |
0.6-0. 8 |
≤O.25 |
W规格 |
《规格-0.02 |
规格中限+0∙2 |
B真空吹氧脱碳
钢包接通氫气放入真空罐内坐好,吹氫搅拌,调整流量(标态)到20~30Iymin。测
3. 5 VAD法与VoD法
157
温1570~1610K,测自由空间不小于800mm。然后合上真空盖,开动抽气泵。当炉内压 力减小到20kPa时开始下降氧枪进行吹氧脱碳,对于钢水量为28t的VoD炉,枪位1. 1m, 氧气流量(标态)6~7m3/min,氫气流量(标态)20~30m3∕mino各真空度阶段时对应 所采用的吹炼参数(氧枪吹氧流量、枪位和底吹氫气流量等)参见表3-24。随着碳氧反 应进行,真空泵逐级开动,可根据炉内碳氧反应情况(观察由CO气泡造成的沸腾程度), 将真空度调节在13.33~1.33kPa范围内。钢中碳含量的变化可根据真空度、抽气量、抽 出气体组成的变化等判断,在减压条件下很容易将终点碳降至0∙03%以下。吹炼终点碳的 判断通常是用固体氧浓差电池进行测定。当氧浓差电势降到临界值时,停止吹氧。
表3.24 VOD过程中达到不同真空度时相应的吹炼参数
|
阶段 |
钢水量/t |
枪位/m |
真空度 |
氧压力 /MPa |
氧流量 ∕m3 ∙ min ^1 |
氣流量 /L ∙ min ^1 |
时间/min | |
|
开泵/级 |
压力/kPa | |||||||
|
预吹 |
28 |
L 1 ~L2 |
6~5 |
W 20 |
>0.7 |
6~7 |
20~30 |
至ET |
|
6 |
0.9-0. 95 |
15 ~10 |
0.6 |
3.3 |
5 ~10 | |||
|
主吹 |
28 |
1.2 |
6 ~4 |
10 ~4 |
>0.7 |
9~10 |
30 |
至PW4 |
|
6 |
0.9^0. 95 |
10-5 |
0.6 |
3.3 |
5 ~10 | |||
|
缓吹 |
28 |
L0~l.l |
6~4 (3) |
W4 |
>0.7 |
7 |
50~60 |
至El |
|
6 |
0.9~0∙95 |
W5 |
0.5 |
2.5 |
15 ~20 | |||
C真空下碳氧反应(碳脱氧)
按照操作程序开真空泵,提高真空度,并将氣气流量调到50~60L∕min,在高真空度 下保持5〜IOmin,进行真空去气。然后加入Mn-Si 6 ~ 10kg∕t, Fe - Si 2 ~ 3kg∕t, AI约 2kg∕t,并加石灰20kg∕t,萤石5kgA。如果温度过高,可加入本钢种返冋料降温,并加入 脱氧剂和石灰等造渣材料,以及添加合金调整成分,然后继续进行真空脱气。当钢的化学 成分和温度符合要求(1620 ~ 1650")时,停止吹氣,破真空,提升真空罐,测温,取 样,吊包浇注。通常精炼时间约需Ih左右。
经过VoD精炼,钢水中的[H]可去除65%~75%,[ N]可去除20% ~30%, T[0] 去除 30% ~40%。
VOD法冶炼不锈钢时,精炼过程的关键环节如下:①保持高的真空度;②精炼开始 吹氧温度为1550 ~ 1580r ,精炼后温度控制在1700 - 1750霓;③有条件时应加大包底供 氫量;④控制合理的供氧量;⑤初炼钢液的含硅量应限制在较低的水平;⑥减少锦的烧损 和精炼后渣中(Cr∙2O3)的含量;⑦在耐火材料允许的条件下,提高初炼钢水的含碳量; ⑧精选脱氧剂、造渣材料和铁合金,防止混进碳分,并在真空下进行后期造渣,脱氧和调 整成分等操作。
3.5.2.6 VoD法的改进
A SS- VOD 法
日本人1977年在包底装设两个以上透气砖加大吹氨量后改为强搅拌真空吹氧脱碳精 炼法,即 SS-VOD 法(Strongly Stirring - VOD) o
传统的VOD法的降碳、降氮效果均以0.005% (甚至0.01%)为界,而强搅拌SS-VOD法通过采用多个包底透气砖或62 ~4mm不锈钢管吹氫,氣流量(标态)可由通常的
__3 炉外精炼工艺____________________ lɔo
40 - 150I√min增大到1200 - 2700L∕mino由于大量用氫,碳含量可达到0. 003% ~0. 001% 的水平,适于冶炼超低碳不锈钢和超纯铁素体不锈钢。
B MVOD 法
MVOD法在VAD法设备基础上增设水冷吹氧管,进行真空脱碳。由于该法操作与 VOD法相同,只是比VOD法多了电弧加热装置,故称为MVoD法。
3. 5. 2.7 AOD法与VOD法比校
目前,从两种方法的使用情况看,较多钢厂选择了 AoD法。因为AOD法虽然在非真 空下冶炼,但操作自由,能直接观察,造渣及取样方便,原料适应性强,可以使钢中的含 硫量降得很低,生产率比VoD法高,而且易于实现自动控制。但是与VoD法相比较也存 在很多不足之处,首先AOD法冶炼在还原期要加入15 ~20kg∕t钢的硅铁来还原渣中的倍, 以及加入石灰调整炉渣,这就势必引起钢中氢含量的增高,而且精炼后还要经过一次出 钢,增加了空气对钢液的玷污,无疑将使精炼效果受到影响。特别是在冶炼抗点腐蚀及应 力腐蚀的超纯铁素体不锈钢时,VOD法显示出其独特的优越性,能炼出以[C]+[N])< 0.02%的超低氮不锈钢。其次,AOD法没有通用性,只能用于冶炼不锈钢,而VOD法作 为脱气装置具有通用性,可适用于各种钢种。两种方法的比较列于表3-25。
表3.25 AoD法与VOD法的比较
|
项目 |
AoD法 |
VOD法 |
|
钢水条件 |
w[C] =0.5% ^2.0% ; w[Si]≈0.5% |
w[C] =0.3% ~0.5% ; w[Si]≈0.3% |
|
成分控制 |
大气下操作,控制方便 一 |
真空下只能间接控制 |
|
温度控制 |
可以改变吹人混合气体比例及加冷却剂,温度容易控制 |
真空下控制较困难 |
|
脱、 |
w[0] =0.004% ~0.008% |
切[0] =0∙004% ~0.008% |
|
_脱硫 |
w[S] =0.01% ~0.005% |
w[S] =0. 01% |
|
脱气 |
w[H]⅛5 xl0-4% ; to[N] <0.03% |
w[H]≤2×10^4%ςw[N] <0.01% ~0.015% |
|
馅总冋收率 |
96% ~98% |
比AOD法低3% -4% |
|
操作费用 |
要用昂贵的氢气和大量的硅铁 — 「一 |
氫气用量小于AoD法的1/10 |
|
设备费用 |
AoD法比VOD法便宜一半________________ | |
|
生产率 |
Ac)D法大约是Ve)D法的L5倍_______________ | |
|
11应性 |
原则上是不锈钢专用,也可用于鎳基合金 |
不锈钢精炼及其他钢的真空脱气处理 |
3.6 CAS法
3・ 6.1 CAS 法/CAS - OB 概述
在大气压下,钢包吹氫:处理钢液时,在钢液面裸露处由于所添加的亲氧材料反复地接 触空气或熔渣,易造成脱氧效果和合金收得率的显著降低。因此,日本新日铁公司八幡技 术研究所于1975年开发了吹氫密封成分微调工艺,即CAS ( Composition Adjustment by Sealed Argon Bubbling,密封吹気合金成分调整)工艺。此后,为了解决CAS法精炼过程 中的温降问题,在前述设备的隔离罩处再添加一支吹氧枪,称为CAS-OB法,OB即为 吹氧的意思,这是一种借助化学能而快速简便地升温预热的装置。到2007年底,国内
3. 6 CAS 法
159
CAS- OB精炼装置共有16台套。
3. 6.1.1 CAS法/CAS-OB精炼原理与功能
CAS处理时,首先用氫气底吹,在钢水表面形成一个无渣的区域,然后将隔离罩插入 钢水罩住该无渣区,以便从隔离罩上部加入的合金与炉渣隔离,也使钢液与大气隔离,从 而减少合金损失,稳定合金收得率。CAS法主要用来处理转炉钢液。
CAS法的基本功能有:①均匀钢水成分、温度;②调整钢水成分和温度(废钢降温); ③提高合金收得率(尤其是铝);④净化钢水、去除夹杂物。
CAS-OB法是在CAS法的基础上发展起来的。它在隔离罩内增设顶氧枪吹氧,利用 罩内加入的铝或硅铁与氧反应所放出的热量直接对钢水加热。其目的是对转炉钢水进行快 速升温,补偿CAS法工序的温降,为中间包内的钢水提供准确的目标温度,使转炉和连铸 协调配合。如钢的比热容取0.88 kj/(kg •七),则燃烧Lokg铝和1.0 kg硅的吨钢升温 值分别约为35CC和33K o 一般CAS - OB法升温控制在50七以内。
3. 6. 1. 2 CAS炉及CAS - OB炉的主要设备
A CAS炉设备
CAS炉设备由钢包底吹氫系统,带有特种耐火材料(如刚玉质)保护的精炼罩,精炼 罩提升架,除尘系统,带有储料包、称重、输送及振动溜槽的合金化系统,取样、测温、 氧活度测量装置等组成,如图3-32所示。
B CAS-OB炉设备
CAS-OB法除了 CAS设备外,再增加上氧枪及其升降系统、提温剂加入系统、烟气 净化系统、自动测温取样、风动送样系统等设备,如图3-33所示。
图3-32 CAS法示意图
杀孔塞(吹Ar)
图3-33 CAS - OB设备示意图
CAS-OB工艺装置的特点:
(1)采用包底透气塞吹錮:搅拌,在封闭的隔离罩进人钢水前,用氣气从底部吹开钢液 面上浮渣,随着大量僦气的上浮使得罩内无渣,并在罩内充满氨气形成无氧区。
(2)采用上部封闭式锥形隔离罩隔开包内浮渣,为氧气流冲击钢液及铝、硅氧化反应 提供必需的缓冲和反应空间,同时容纳上浮的搅拌氫气,提供氫气保护空间,从而在微调
160 ---------------------L炉外精炼工三......
成分时,提高加入的铝、硅等合金元素的收得率。
(3)隔离罩上部封闭并为锥形,具有集尘排气功能。由钢板焊成,分为上下两部分, 上罩体内衬耐火材料,下罩体内外均衬以耐火材料,以便浸入钢液内部,通常浸入深度为 100~200mmo耐火材料为高铝质不定型材料。隔离罩在钢包内的位置应能基本笼罩住全 部上浮氣气泡,并与钢包壁保持适当的距离。
(4) CAS-OB法氧枪多采用惰性气体包围氧气流股的双层套管消耗型吹氧管。套管 外涂高铝质耐火材料,套管间隙为2~3mm。中心管吹氧,套管环缝吹氨气冷却,氨气量 大约占氧气量的10%左右。氧气流股包围在惰性气氛中,形成了集中的吹氧点,在大的钢 液面形成低氧分压区,从而抑制钢液的氧化。外内管压力比在l∙2~3.0,吹氧管烧损速度 约为50mm∕次,寿命为20~30次。
3.6. 2 CAS 工艺
CAS工艺利用高强度吹気形成的剧烈流动,使熔池表面产生一个大的无渣裸露区域。 在裸露区域,将精炼罩浸入钢液,减小供氨强度,使钢液流动减弱,精炼罩外部回流的熔 渣从外部包围精炼罩,保护供氫,以防止二次氧化。在精炼罩内部,可产生无熔渣覆盖的 供氣自由表面,及钢液表面与精炼罩空间形成儘气室,为精炼罩上的套管添加脱氧剂和合 金提供了有益的条件和气氛。
CAS工艺操作过程比较简单,脱氧和合金化过程都在CAS设备内进行。由于该工艺 的灵活性,所以可以采用以内控条件为基础的其他操作方式,例如,在出钢期间利用硅进 行预脱氧和偏及其他合金元素的预合金化。CAS工艺操作的关键是排除隔离罩内的氧化 渣。若有部分渣残留在罩内,合金收得率应会下降,且操作不稳定。实践证明渣层过厚 时,隔离罩的排渣、隔渣能力得不到充分利用。
一般CAS操作约需要15min,典型的操作工艺流程如图3-34所示。钢包吊运到处理 站,对位以后,强吹氣Imin,吹开钢液表面渣层后,立即降罩,同时测温取样,按计算好 的合金称量,不断吹氨,稍后即可加入铁合金进行搅拌。吹氨结束后将隔离罩提升,然后 测温取样。
开始.
吹氫
合 混

隔离罩下降
烈混勾、去除夹杂物鱸
As终止_____ a掲升隔离罩
O I 3 4 5 7 13 14 15
〃min
图3-34 CAS操作工艺流程时间分配
CAS工艺的主要特点是能够较好地使成分合乎规格、合金收得率高、氧化物夹杂含量 低。最典型的是S。IlaC公司GoS-Sur-Mer工厂的试验结果:经CAS工艺精炼钢液,其成 分控制范围很窄,同时吨钢可节约铝0∙ 4kg。经过熔池吹就,氧化物进一步脱除,在CAS 处理结束时,总的氧含量降低到0.0025% ~ 0.0045 %。由于氧化物的继续脱除,中间鱼总 的氧含量达到0.002% ~ 0.003%水平。
宝钢于1989年从日本引进2台CAS装置,该设备具有脱氧、降低夹杂、合金化、调
-----------------------------------3∙6 CAS 法-----------------------------------ι6ι
温等功能,CAS处理时间为28min,筑气流量(标态)为0. 35 ~0. 5n?/min,氫气压力为 0. 85MPao宝钢CAS装置包括10个上部合金料仓及相应的电磁振动给料器和电子秤称量 系统、3条输送皮带、中间料斗、卸料溜槽、浸渍管及其升降机构、测温取样、割渣装置。
宝钢30Ot钢包CAS操作工艺流程为:转炉出钢挡渣粗调合金一炉后测温取样T将钢 水吊至CAS处理台车上一吹氫、测定渣层和安全留高T测温取样、定氧T计算、放出和称 量合金T吹氣、浸渍管放下T合金投入、吹氫搅拌T吹氨停止、测温取样T确认成分T台 车开出、处理结束。
宝钢采用"转炉TCAS精炼T连铸”工艺生产低碳铝镇静钢时,CAS处理后钢液 "(T[ 0])含量在 0.0073% ~ 0.01 % 之间,中间包钢水 W(T[0])在 0. 0038% ~ 0. 0053% 之间,铸坯中总氧含量在0∙0014% ~0.0017%之间。该工艺生产的深冲用低碳铝镇静钢具 有很高的洁净度。宝钢CAS工艺主要生产铝镇静钢、铝硅镇静钢和低碳铝镇静钢。利用 CAS工艺可以提高合金收得率,可以在保持较小的成分偏差和改善钢液洁净度的同时,做 到准确无误地添加合金元素。
为了提高合金收得率和净化钢液,CAS处理过程中,一要挡好渣,二要保证一定的合 理的底吹氫量。为保证钢液温度、成分均匀和夹杂上浮,吹氫搅拌时间应大于6min,对铝 镇静钢还应适当延长。30Ot钢包底吹搅拌强度为50W/(t ∙ s)。宝钢CAS采用的吹氫曲线 如图3-35所示。
处理周期/min
10 12 14 ^ 18 20 22^24 26 28 30^
Iiiiiiiiiii
放下钢包⅛rl^入合金
吊运 「C Mn, AI等)浸彈写下降y....搅拌.....浸渍管上升
计算 7
温样氧 测取定 氫nln 吹Im
温样 测取 ≡址 吹停
700~800

350L∕min
图3-35 宝钢300t钢包CAS吹氣曲线
3. 6.3 CAS-OB 工艺
控制浇注温度是生产高质量铸坯及连铸机无故障操作的前提条件。在CAS处理之后, 为了能够浇注那些低于开浇温度的钢液,必须开发一种简便的快速有效的预热装置。其解 决办法就是联合使用CAS设备和吹氧枪,以便借助化学能来加热。CAS - OB工艺的原理 如图3-33所示,在精炼罩的提升架上附加了一个使自耗氧枪上升和下降的起重装置。打 开挡板之后,利用定心套管将氧枪导入精炼罩。当作能量载体的铝丸由合金化系统送到钢 液中,经吹氧而燃烧。钢液被化学反应的放热作用而加热。
CAS-OB工艺的开始阶段与CAS工艺完全相同。当依据温度预报需要预热钢液时, 在精炼罩浸入钢液之后,首先要进行钢液脱氧及合金化。此外,还要准备预热所需的铝,
162
3 炉外精炼工艺
并在降下吹氧枪之后在吹氧期间以一定比例连续往钢液里添加铝。
CAS-OB工艺从吹氣到提罩整个操作过程约23min,其中主吹氫约需6min,典型的
CAS-OB工艺操作过程如图3-36所示,亦可根据操作条件的不同来修改此操作方式。
吹氧过程
混匀
吹鼠— 开始Lo
加铝
降罩 取样测温
吹氧
取样測温-ɪl
除杂
加金 添合
勻杂 混除
终止IJ^
提罩| 2
取样测温
|2
图3-36 CAS-OB工艺流程时间分配
宝钢根据需要在原CAS设置上开发了 3∞t CAS -OB钢包(加铝)吹氧升温技术,即 在CAS装置上增设氧枪、升降机构和供气系统(0、N2、Ar) o其特点有:①氧枪采用消 耗双层套管,中心管吹氧,套管环缝吹氨冷却,套管外涂不定形耐火材料,枪体结构简 单;②升降机构采用可编程序控制器和交流变频调速器,具有自动和手动控制功能,氧枪 定位精度高;③吹氧操作采用CENTUM集散型仪表控制,计量精确,直观,操作简便。
宝钢CAS - OB工艺流程如图3-37所示。300t钢包CAS - OB升温处理时间一般为6 ~ IOmino在供氧强度0. 16 -0. 20m3/(min ∙ t)条件下,宝钢30Ot CAS - OB平均升温速度为 7. OK/min。


CAS 处理
CAS-OB
6~ IOmin
图3-37 宝钢CAS-OB工艺流程
武钢二炼钢CAS-OB工艺:钢水到站后,采用大 流量底吹氫气搅拌,排渣到包壁四周,翻腾的钢水呈 裸露状态,此时插入隔离罩,渣被拦在罩外。向罩内 加入铝丸(含铝99. 7%,粒度8 ~ 12mm),吹入的氧 气与溶化的液态铝剧烈反应,释放出大量的化学热, 首先将罩内的钢水加热。钢包底吹気气的搅拌作用, 使罩内高温钢水与钢包内低温钢水发生对流,结果使 整包钢水达到升温目的。升温25 ~30七的工艺操作如 图3-38所示。
开吹氫气流量为300 ~350L∕min,钢水裸露区域
加 铝 下吹 罩氣 IlL
加铝测温
停氧..
抬 罩
净化钢水
0 2 4 6 8 10 12
处理时间/min
图3-38 武钢二炼钢CAS-OB 工艺操作工序
3. 6 CAS 法
163
为6600 ~800mm,浸渍管插入深度为100 ~200mm。吹氧过程中,向钢水分批加入升温 剂。钢水量74t时,吹氧时间6~7min,处理总时间为12~15min,即完成25~30K的升温 操作。
CAS - OB工艺参数的选择:
(1)发热剂的加入量。发热剂的加入量是影响升温幅度的重要因素,同时发热剂的过 剩指数对升温幅度也有一定影响。合适的发热剂的加入量可由钢液与发热剂的热平衡关系 得到:
式中 /发..发热剂的加入量,kg;
%⅞...钢液量,kg;
cffl--钢液比热容,kJ/(t∙K);
Q发--发热剂的发热值,kj/kg;
△ T-升温幅度,(;
n——发热效率,取决于供氧强度、枪位、发热剂粒度及过剩指数等。
发热剂的过剩指数:/ =发热剂实际加入量/预定升温理论计算的量。/的变化范围为 l∙0~1.4o当发热剂的过剩指数增加时,升温幅度增加,发热剂的氧化率增加,钢液中残 存的发热剂的量也增加。发热剂的加入方式有一次加入、分批加入和连续加入,以连续加 入方式最佳。
(2)供氧量或供氧强度。供氧量或供氧强度是影响升温效果的又一重要因素。供氧量 不足发热效果差;供氧强度过强易造成喷溅。生产中应先保证供氧量,然后根据升温速度 选择合理的供氧强度。CAS-OB法中的供氧量和供氧强度可由化学反应式
xM+^O2-M1Oy+ (? (3-12)
和升温速度的要求计算确定。铝(硅)加热法的升温速度取决于单位时间供氧速 度。供氧强度的增加必须相应增加供给铝(硅)速度,以保持一定的铝(硅)过 剩系数。
在相同供氧速率下,采用硅加热仅为铝加热的60%。小钢包的吨钢占据隔离罩容积要 大些,因而供氧强度可略高于大型钢包。根据经验,200 ~300t钢包供氧强度为11 ~ 20m3∕(h ∙ t)(升温速度 5 ~13K∕min) , 160t 钢包平均 14i∏3∕( h ∙ t)(升温速度 7 ~ 10(/ min)。小型钢包(20~30t)供氧强度为33 ~45r√∕(h ∙ t)(升温速度可达15tC∕min)。
(3)吹気量。吹筑量过小不足以撇开渣层,过大又会导致喷溅和使熔渣卷于钢液内 部。因此要设计合理的吹筑曲线。
(4)搅拌强度和混匀时间。搅拌强度与吹氣量、钢液温度、包内钢液量有关,而混匀 时间又与搅拌强度大小直接相关。数学表达式为:

t=800e-°4 (3-14)
式中e——搅拌强度,W/t;
164
3 炉外精炼工艺
Q...吹制量,m /s ;
ML...钢液量,t;
P2..液面上气氛的压力,Pa;
H一钢液深度,m;
PL...钢液密度,t/m3;
Ti——钢液温度,K;
Tn——吹入气体温度,K;
t...混匀时间,so
(5)吹氧管的枪位。氧枪枪位控制对升温过程是相当关键的因素,武钢实验表明:适 当低的枪位可以获得高的升温速度。日本专利文献认为:在50 ~ 500mm可控枪位范围内, 200 ~500mm的枪位是比较理想的。
最佳吹氧模式为氧气流股对钢液面的冲击以钢液飞溅量少,氧流股集中于反应区域 内,利于铝氧反应的穿透。穿透深度(£)和钢液深度(L)比值(1/厶。)一般选择在 0.2~0.3o浸渍管的插入深度(R)与钢液深度(L0)之比以0.1为宜。
另外,影响升温速率的因素还有钢包容量、发热剂种类、原始钢液成分和隔离罩尺 寸等。
3.6.4 CAS、CAS - OB的精炼效果和优越性
3. 6.4. 1 CAS、CAS-OB 的精炼效果
A加热效果
几种元素0∙ 1 %含量在钢液中氧化的理论加热效果见表3-26。钢水比热容取0.88 kJ/ (kg∙K),每吨钢液中有Ikg铝氧化,则温度升高35七,Ikg硅氧化,则温度升高33K, 一般把升温幅度控制在50七以内。氧化Ikg铝的理论需氧量为0.62r∏3,氧化Ikg硅的理 论需氧量为O.8r∏3;但由于其他烧损和氧利用率的影响,实际分别为0.74m3和1.05m\ 250t钢包中加铝后的加热效果表明:最高加热速率为15t/min,当加热速率较低(5 ~ 6r/min)时,铝加热效率达到80% ~ 100%。当加热速率高于IOtlC/min时,加热效率超 过100%。其原因是:在高吹氧速率时,除铝外,还有其他元素也被剧烈氧化。
表3-26钢液中溶解元素0.1%含■氧化升温效果
|
元素 |
温度升高/p |
元素 |
温度升高/霓 |
|
+ 27 |
IFe] |
+ 6 | |
|
[Mn] |
+ 9 |
+ 14 | |
|
+ 13 |
+ 30 |
B钢液的成分和洁净度控制
化学加热法在升温过程中,由于氧化金属或合金,必然对钢中元素产生一定的影响。 研究表明:用铝作发热剂时,过剩指数为L2~L3,供氧强度合适时,元素的变化规律如 图3-39所示。吹氧前期,由于集中供氧,[Si]、[Mn]参与反应而下降;随着向钢中投入 金属铝,[A1]逐渐增多,[Si]、[Mn]的氧化受到抑制而在吹氧后期逐渐回升。[C]、
3. 6 CAS 法
165
[P]、[S]在过程中变化微小。
0.4-
0.3-
0.2-
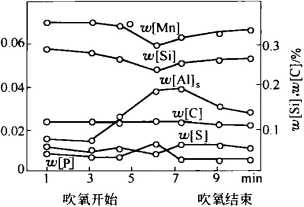
图3-39升温过程钢液成分的变化
在加铝吹氧结束后吹氨搅拌过程中钢液成分变化如图3-40所示。[Si]、[Mn]呈缓 慢增多趋势,[Al ]呈下降趋势。说明[A1]在还原SiO?和MnO。据日本住友公司提供的 数据,加热含[Si]为0. 1%~0.3%、含[Mn]为0.3% ~0. 6%的钢液,升温期间将有 0.03%的[Si]和0.07%的[Mn]被烧损。碳的烧损量随钢液含碳量不同而异,对于 MC] WO. 15%钢液,烧损量为0.02%,对于近C] >0. 15%钢液,烧损量为0.03%。因 此对于成分要求高的钢种,在钢液升温后,需加入一定数量合金进行成分微调。由于浸渍 罩的设置,较易实现准确的成分微调,其目标偏差可控制在表3-27中的范围。
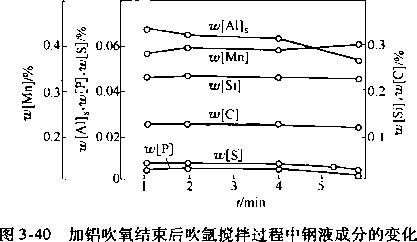
表3-27目标成分偏差范围(u√%)
|
〕C] |
[Si] |
[Mn] ( <0.7) |
[Mn] ( >0.7) |
[Al] |
|
±0. 02 |
±0.04 |
±0.05 |
±0. 06 |
±0.015 |
实践表明,在提高合金收得率和合金成分的命中率,减少合金元素的损失方面,CAS 法是一种高效、廉价的方法,比喂线、射弹等处理范围宽得多。CAS法处理时,钢中铝、 氧含量变化波动极小,铝几乎没有损失,氧含量始终维持稳定的低水平。以氧为例,如图 3-41所示,FOS-SUr-Mer工厂的试验结果表明,经过CAS-OB处理,钢中氧含量与CAS 处理之后相差不大。
经CAS法处理的钢水质量可达到如下水平:
(1)钢中总氧量由常规吹氫处理的0. 01%下降到0. 004%以下。
166
3 炉外精炼工艺
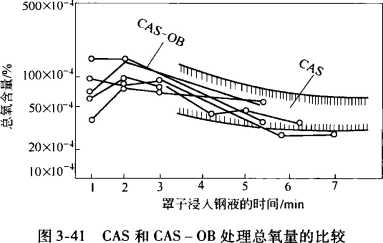
(2) 40μbm以上的大型夹杂物可减少80%, 20~40∣χm的夹杂物可减少1/3~1/2。
(3)提高脱氧元素的收得率。一宝钢铝的收得率由常规脱氧的40% (一般厂10% ~ 30%)提高到80% ~90%, Ti由常规脱氧的50% ~ 80%提高到近100%。
武钢CAS-OB实践表明,钢水经吹氧升温后,夹杂总量及g02夹杂含量明显下降, 中间包钢水夹杂总量及[N]含量与普通工艺生产的钢水非常接近。Si0?夹杂平均降低大 于0.002%,川203夹杂由于加铝有所增加。升温后经3 ~4min纯吹氣处理,AUO3夹杂大 部分被去除。经铝热法处理的连铸坯与普通工艺相比,沿铸坯厚度方向夹杂面积百分数也 没有明显差距。
3. 6. 4. 2 CAS、CAS-OB 的优越,性
(1)均匀调节钢液成分和温度,方法简便有效。
(2)提高合金收得率,节约合金,降低成本。宝钢CAS-OB铝的收得率由常规吹氫 的37. 3%提高到67. 1%。
(3)微调成分,碳的精确度可达15x10-%;鎌的精确度可达30 X IO-2%。
(4)夹杂物含量明显减少,钢液纯净度高。
(5)设备简单,无需复杂的真空设备,基建投资省,成本低。
3. 6.4. 3 CAS-OB 类似方法
与CAS-OB类似的方法有鞍钢三炼钢厂研制的ANS-OB钢包精炼工艺,具有氫气搅 拌、成分调整和温度调整功能。本溪钢铁公司炼钢厂1999年从德国TM公司引进了 AHF (Aluminum Heating Furnace)炉外精炼工艺,也是一种与CAS - OB相似的钢包化学加热精 炼工艺。
类似的方法还有由日本住友金属工业公司CSMI在1986年开发的IR-UT法(Injec-tion Refining - Up Temperature,升温精炼法),特点是它与CAS - OB的吹気方式不同,氣 气采用顶枪从钢液顶部吹入,还能以氫气载粉精炼钢水。隔离罩呈筒形,顶面有凸缘,可 盖住罐口。该技术在对钢水加热的同时,进行脱硫和夹杂物形态的调整操作。IR-UT钢 包精炼如图3-42所示。
IR-UT钢包冶金站由以下几部分组成:钢包盖及连通管;向钢水表面吹氧用的氧枪; 搅拌钢水及喷粉用的浸入式喷枪;合金化装置;取样及测温装置;连通管升降卷扬机;加 废钢装置;喂线系统(任选设备);石灰粉或Ca-Si粉喷吹用的喷粉缸(任选设备)。浸
3. 6 CAS 法
167
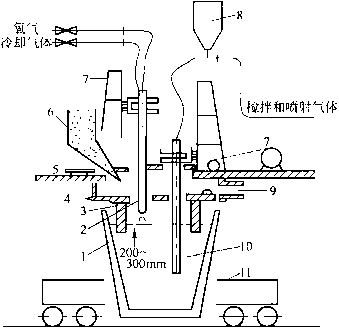
图3.42 IR-UT法设备示意图
1一钢包;2-吹氧枪;3-隔离罩裙;4-包盖;5-平台;6-合金称量料斗;
7—升降机构;8—喷粉罐;9—排气口: 10-搅拌枪;Il一钢包车
入式搅拌枪与钢包底部透气砖相比,在工艺上可提供更大的灵活性。该喷枪具有以下 特点:
(1)搅拌气体流量控制范围大;
(2)具有用搅拌枪向钢水喷粉,进行脱硫及控制夹杂物形态的能力;
(3)无需在钢包底设置多孔透气万专,可免除钢包底部漏钢的危险,无需往钢包上连接 软管;
(4)能对连铸机返回来的整体钢包进行再次加热,而带有透气砖的钢包加热有较大困 难,因为包底温度低会导致透气砖近处钢水凝固而堵塞。
IR-UT钢包冶金站采用上部敞口式的隔离罩,它与CAS-OB采用的上部封闭的隔离 罩相比有以下优点:①可使整个设备的高度降低;②喂线可在隔离罩内进行,免除与表面 渣的反应;③在钢水处理过程中容易观察和调整各项操作,如吹氧、搅拌、合金化及隔离 罩内衬耐火材料的侵蚀等。
使用隔离罩是CAS、CAS-OB法和IR-UT法的重要特征,已出现的吹氧化学加热法 无一不是用隔离罩的。隔离罩的作用是隔开浮渣在钢水表面造成的无渣亮面并提供加入微 调合金空间,形成保护区和为加热钢水提供化学反应空间。此外也具有一定的收集排出烟 气的作用。
IR-UT法可以在精炼的同时加热钢液,可弥补钢液温度的不足。由于加热是采用化 学热法,故升温速度快,加热时间少于5min,整个处理时间不少于20min,同时省掉电弧 加热设备。IR-UT法除氧枪外还设有加合金称量斗小车及加料器,从钢包一侧加入合金 料,另一侧设喷射罐与搅拌枪相连,搅拌枪吹入氮气或氨气。钢包上部设有罩裙和包盖, 设有喷射石灰或硅钙粉的罐和软管,供测量温度和取样用的一套(双体)枪和提升机械。 其容量为10 ~250t, 20世纪90年代初期已建成10多台。
168
3炉外精炼工艺
吹氧化学加热法还有室兰法和美式法。室兰法基本属于CAS-OB法类型,采用氨枪 搅拌钢水,枪形为非直线的J形,可使喷嘴位置正处于隔离罩下方。吹氧枪为耐火材料消 耗型。美式法为伯利恒公司推出,使用浸入式吹氣枪搅拌钢水。铝以铝线形式用喂线机射 入钢水深部。
3.7钢包喷粉处理
钢包喷粉处理的功能主要有:脱氧、脱硫、控制夹杂物形态和微合金化等。
钢包喷粉冶金的基本原理就是利用气体(Ar或M )为载体将粉料(硅钙、石灰、碳 化钙、焦炭粉及其他合金粉剂)直接喷射到钢液深部,冶金物料由传统的炉前分批分量的 常规加入改为气动连续输送。因此钢包喷粉精炼可显著地改变冶金反应的热力学和动力学 条件。主要优点有:①反应比表面积大,反应速率快;②合金添加剂利用率高;③由于搅 拌作用,为新形成的精炼产物创造了良好的浮离条件;④能较准确地调整钢液成分,使钢 的质量更稳定。
此外,还具有设备简单,投资少,操作费用低,灵活性强等特点,是提高钢质量的有 效方法之一。其缺点是增加了钢液的热量损失。
国内外采用较早的钢包喷粉法是1963年法国钢铁研究院开发的IRSID法(又称为法 国钢铁研究院法)。该法将粉剂借助于喷粉罐(粉料分配器)与载流气体混合形成粉气 流,并通过管道和有耐火材料保护的喷枪将粉气流直接导入钢液中。
目前国内外采用较多的钢包喷粉方法有:德国的TN法、瑞典的SL法。
3.7.1 TN喷粉精炼法
TN法(蒂森法)是联邦西德ThyssenNiederrhe-in公司于1974年研究成功的一种钢水喷吹脱硫及夹 杂物形态控制炉外精炼工艺,其构造示意于图3-43。 TN法的喷射处理容器是带盖的钢包。喷吹管是通过 包盖顶孔插入钢水中,一直伸到钢包底部,以氨气 为载体向钢水中输送Ca - Si合金或金属Mg等精炼 剂。喷管插入熔池越深,Ca或Mg的雾化效果越好。 根据美国钢铁公司的经验,每吨钢喷吹0∙ 27kg金属 Mg或2. Ikg Ca-Si合金,可使钢中w[S]从0.02% 降到平均含量为0.006% ,有些炉号达到0.002%。 脱硫剂可用Ca、Mg、Ca-Si合金和CaCz均可。其中 以金属钙最有效。
TN法的优点有:
(1)喷粉设备较简单。主要由喷粉罐、喷枪及 其升降机构、气体输送系统和钢包等组成。
(2)喷粉罐容积较小,安装在喷枪架的悬臂上,
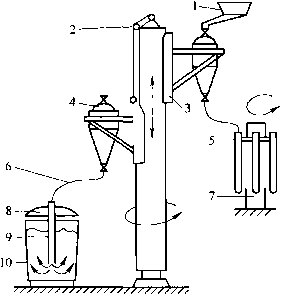
图3-43 TN法示意图
1 —粉剂给料系统;2一升降机构;
3-可移动悬臂;4-喷粉罐;5一备用喷枪;
6-喷吹管;7—喷枪架;8-钢包盖; 9一工作喷枪;10—钢包
3.7 钢包喷粉处理
169
可随喷枪一起升降和回转,因此粉料输送管路短,压力损失小,同时采用硬管连接,可靠 性强。
(3)可在喷粉罐上设上、下两个出料口,根据粉料特性的不同,采用不同的出料方 式。密度大、流动性好的粉料可用下部出料口出料(常用),密度小、流动性差的粉料, 如石灰粉、合成渣粉等,可用上部出料口出料。
TN法适合于大型电炉的脱硫,也可以与氧气顶吹转炉配合使用。
3. 7.2 SL喷粉精炼法
SL 法(氏兰法)是瑞典 SCandinaVianLanCer 公司1979年开发的一种钢水脱硫喷射冶金方法。 如图3-44所示。SL法具有TN法的优点,可以喷 射合金粉剂,合金元素的回收率接近100%。因 此能够准确地控制钢的成分。SL法对提高钢质 量的效果也非常显著。SL法与TN法相比,SL法 设备简单,操作方便可靠。
SL法喷粉设备除有喷粉罐、输气系统、喷 枪等外,还有密封料罐,回收装置和过滤器等。 SL法的优点有:
(1)喷粉的速度可用压差原理控制(AP = A -P2),以保证喷粉过程顺利进行,当喷嘴直径 一定时,喷粉速度随压差而变化,采用恒压喷 吹,利于防止喷溅与堵塞。
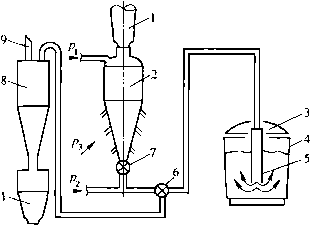
图3-44 SL法示意图
I-密封料罐;2-分配器;3—钢包盖; 4—钢包;5-喷枪;6—三通阀;7-阀门; 8一分离器收粉装置;9-过滤器; Pl—分配器压强;Pz—喷吹压强;P3—松动压强
(2)设有粉料回收装置,既可回收冷态调试时喷出的粉料,又可回收改喷不同粉料时 喷粉罐中的剩余粉剂。
3.7.3钢包喷粉冶金工艺参数
钢包喷粉的工艺参数有吹氫(或氮)压力与流量、喷枪插入深度、粉料用量及配比、 喷粉速度和喷吹时间等。
(1)粉料与气体流量。喷吹粉料流量C, (kg∕min)可根据每包钢液的供粉量吟和喷 粉处理时间t来确定:
0=? (3-15)
而喷吹气体流量,则根据粉气比m表达式来求得,即:
匕=旦 (3-16)
式中 /--■喷吹气体流量,m3∕min;
Pg--喷吹气体密度,kg/m3;
瓶--粉气比(粉气流中粉料量与气体量的比值)。国内实践指出,喷吹合金粉剂
时,τn <40;喷吹石灰粉时,m>80。
170
3 炉外精炼工艺
(2)喷粉处理时间。主要取决于喷粉量和钢液的温降。一般喷吹时间为3 ~10min。 太短会使粉料在钢液中停留时间短,降低喷吹效果;太长又会使钢液温降过大。国内一些 钢厂在喷吹Ca- Si粉时钢液的温降如表3-28所示。
表3-28 喷吹Ca-Si粉时钢液的温降
|
钢包容量/t |
20-30 |
40 |
100-150 |
200 ~300 |
|
钢包温降// |
45 |
35 |
25 ~30 |
20~25 |
|
温降速度/p∙mi∏-i |
8 -12 |
5 ~8 |
3 〜6 |
2.5 ~4 |
(3)喷枪插入深度。喷枪插入深度影响喷吹效果,研究指出,当Ca-Si的喷吹量为 1.5kg∕t时,插入深度从Im增加到L 5m后,脱硫率提高20%。一般以深插入为好。如果 喷孔在喷枪的侧面,则枪头距包底0.2~0. 3m即可。
总之,确定合理的钢包喷粉冶金工艺参数应全面考虑钢种冶炼要求、设备特点、粉料 输送特性及生产条件等因素。
3.7.4钢包喷粉冶金效果
(1)脱硫效率高。在脱氧良好条件下,钢包喷吹硅钙、镁的脱硫率可达75% ~87%, 喷吹石灰和萤石时,脱硫率达40% ~ 80%。
(2)钢中氧含量明显降低。钢包喷粉也能起到较好的脱氧效果,钢材中氧含量平均值 为0.002%,但喷粉处理后,氢含量有所增加,在0.00012% - 0.000182%;氮增至 0.00179% ~0.∞271%o钢中增氢主要与加入合成渣的水分含量有关;增氮量与合成渣加 入量和喷粉强度有关。若渣量少而喷粉强度又大,钢水液面裸露会吸收空气中氮。
(3)夹杂物含量明显降低,并改善了夹杂物性态。其中AI2O3夹杂物下降尤为明显, 最高约达80%,平均达65%左右;通过电子探针与扫描表明,球形夹杂物中心为Al?03, 被CaS、CaO、MnS等所包裹;夹杂物属mCaO ∙ nAk()3铝酸钙类。这种夹杂物粒径小,只 有15FLm以下,轧制过程不易变形呈分散分布,对提高钢材横向冲击性能十分有利。
(4)改善钢液的浇注性能。通过喷吹硅钙粉,使钢液中的AUO3夹杂变性为低熔点的 铝酸钙,改善钢液的流动性,还可以防止水口结瘤堵塞。
3.7.5我国钢包喷粉精炼法的发展
1981年我国齐钢从瑞典引进了 2台SL钢包喷粉装置,安装于平炉及电炉车间,用于 处理低合金结构钢等重要用途的钢种,一次脱硫率大于75%,能改变夹杂物的形态,使钢 中的MnS及AuC>3夹杂物球化,取得了良好的效果。宝钢集团五公司转炉车间引进了 SL 钢包喷粉装置。1991年宝钢一炼钢随着2台大型板坯铸机的投产,从日本引进了 1台KIP 钢包喷粉装置,年处理钢水约50万吨。
据2002年不完全统计,我国钢包喷粉装置已近40台,应该指出钢包喷粉适应的钢种 有限,在处理过程中有一定的温降,且处理过程中导致钢液增氢、增氮,当喷吹硅钙粉时 增硅。由于一些钢厂钢包喷粉生产还不稳定,处理效果不够明显,因此,20世纪90年代 后期各钢厂一般均未再建钢包喷粉装置。近年来国内多数炼钢厂均设置钢包喂丝吹氣装 置,即将脱硫剂或合金粉料用铁皮包覆,用喂丝机送入钢包中钢液深处,用以净化钢液,
3.8 其他精炼方法
171
称之为喂线法。冶炼一般钢种时多采用此法。
喂丝法具有设备简单,投资少,操作方便,成本低,无烟雾,温降小(约IOK),不 需消耗耐火材料和载流气体,合金收得率高等特点。既可向钢包喂线,也可直接向连铸中 间包或结晶器中喂线。
3.8其他精炼方法
3.8.1 CAB吹氣精炼法
CAB法(CaPPedArgOnBUbbIing)是带钢包盖加合成渣 吹気精炼法,是新日铁1965年开发成功的一种简易炉外精炼 方法(见图3-45)。其特点是钢包顶部加盖吹氨并在包内加 合成渣。由于加盖密封,吹氣Imin后包内气氛中的0?即可 降低到1%以下,从而能够做到以较大吹氣量搅拌钢水,获 得良好的去除钢中夹杂物效果而不必担心钢水翻腾造成氧 化。据报道,采用CAB工艺生产低碳铝镇静钢和中碳铝硅镇 静钢,处理8min后,钢液中尺寸大于20μιm的Al?03系夹杂 物几乎全部被去除干净。
CAB法要求合成渣熔点低、流动性好、吸收夹杂能力 强。吹氣时钢液不与空气接触,避免二次氧化。上浮夹杂物 被合成渣吸附和溶解,不会返回钢液中。钢包有包盖可大大 减少降温。合成渣处理钢液,必须进行吹氣强搅拌,促进渣 钢间反应,以利于钢液脱氧、脱硫及夹杂物去除。

3.8.2有搅拌功能的真空钢包脱气法
作为强化搅拌的方法,1958年曼内斯曼公司开发了用喷枪吹氫搅拌的方法;美国 A. Finkl & Sons公司开发了用塞棒型吹氫管吹氫的方法(FinkIe法,见图3-46a)。其后这项 技术进一步发展为采用耐火材料喷枪,以氫气为载气喷粉的喷吹技术。通过向设置在真空条 件下的钢包内喷粉,进行脱气和夹杂物的形态控制,这一方法称为V-KIP法(见图3-46b)。
另一种吹儘搅拌法,是通过设置在钢包底部的透气砖吹儘,1950年由加拿大开发,称 为GAZAL法(钢包吹筑法)。该方法可作为小容量钢包用于简便的脱气法。
使用透气砖的氣气搅拌法,是钢包内钢水最简便的搅拌手段,后来实用化的VoD法、 VAD法、LF法、CAS法等,几乎所有的钢包精炼法都装备了它。
3.8.3铝弹投射法
日本住友金属工业公司1972年开发的铝弹投射法(Aluminium Bullets Sh∞ting Method, ABS法),使用弹状物来代替线状物,将铝弹以一定速度打入钢水深处,使铝在钢水中熔 化。本方法也适用于钙的加入。用该方法加入钙,包括前后的钢水处理,称为SCAT法 (Sumitomo Calcium Treatment),如图 3-47 所示,于 1975 年投入使用。
172
3 炉外精炼工艺
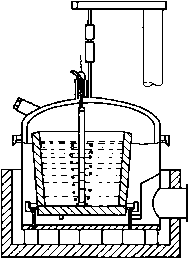
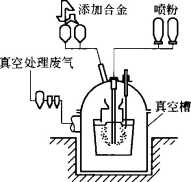
(b)
图3-46插入式搅拌真空脱气法
(a)顶吹気气搅拌钢包脱气法(FinkIe, 1958年);(b) V-KlP法示意图(1981年)
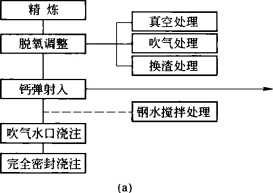
铝帽铝管 合金(粉) 铝帽
/ S歹mm) / /
一 40Omm 一
(b)
图3-47 SCAT法流程图(a)及合金弹示意图(b)
3.8.4 NK-APJi
NK-AP ( NKK Arc - refining Process)于1981年在日本NKK福山制铁所开发,使用 插入式喷枪代替透气砖,可以进行气体搅拌和精炼粉剂的喷吹。AP (Arc Process)工艺是 指在钢包中用电弧加热提高钢水温度的同时进行炉渣精炼和喷粉的工艺。常与RH工艺相 配合,既保证了连铸对钢水成分和温度的要求,也可达到生产清洁钢的要求。图3-48是 NK-AP精炼法示意图。
3. 8. 5 REDA 法
REDA ( REvolutionary Degassing Activator)法于1995年由新日铁八幡制铁所开发,此 方法构造如图3-49所示。可以说既是DH法的改进也是RH法的改进,即把DH法真空槽 的浸渍管加粗,插在钢水中,在真空槽里减压排气,从钢包底部通过透气砖向稍偏于其中 心的部分慢慢吹氫。此方法构造简单易于管理维护,吹少量的氫气就可以得到大的搅拌 功,显著地扩大了钢水-Ar(g)界面,因而对于脱气以及极低碳钢的吹炼有很大的效果, 可得到 t√[C] +[N]) <0.0025% 的钢。
复习思考题
173
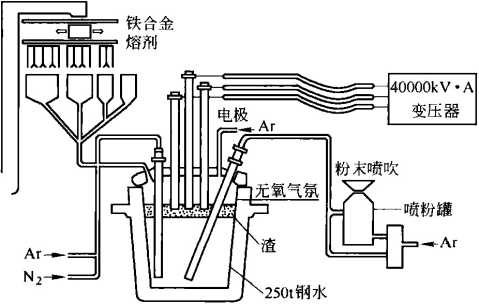
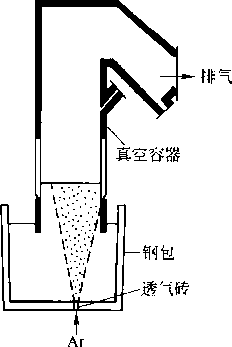
图3-48 NK-AP精炼法示意图
图3-49 REDA法示意图
3.8.6多功能LF法
LF法也和其他钢包精炼法一样向多功能化方向发展,如图3-50所示,是一种集电弧 加热、气体搅拌、真空脱气、合成渣精炼、喷吹精炼粉剂及添加合金元素等功能于一体的 精炼法,也称多功能LF法。
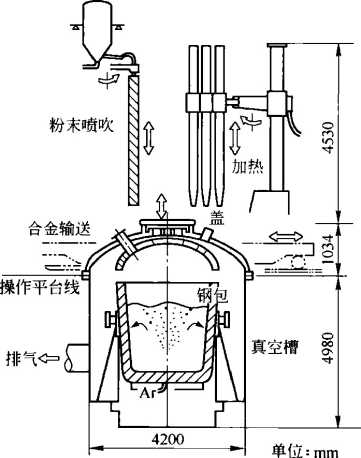
真空设备:30Okg时为66.7Pa 粉末喷吹:10Okg熔剂Anin
图3-50多功能LF法
复习思考题
3-1试述RH法与DH法的工作原理。
3-2 RH法的基本设备包括哪些部分,其冶金功能与冶金效果如何?
174
3 炉外精炼工艺
3-3 RH法的主要工艺参数有哪些?简述RH工艺和操作过程。
3-4由RH法发展的相关技术有哪些?说明RH真空吹氧技术的发展及特点。
3-5何谓LF法,LF工艺的主要优点有哪些?说明其处理效果。
3-6 LF法的主要设备包括哪些?
3 -7 LF法的一般工艺流程如何,其主要操作有哪些?
3 -8 LF精炼渣的基本功能如何,其组成怎样?
3 -9 LF精炼渣的基础渣如何确定?试述精炼渣的成分及作用。
3-10 LF典型渣系有哪些,各有何特点?
3-11 LF白渣精炼工艺的要点是什么?
3-12 VD法处理过程为什么要全程吹氣,VD法精炼对钢包净空有什么要求?
3-13什么是VD法和VOD法,它们各有什么作用?
3-14 VD法的一般精炼工艺流程如何?
3-15试述LF法与RH法、LF法与VD法的配合及效果。
3-16比较LF法、ASEA-SKF法、VAD∕VOD½,说明LF法被广泛使用的主要原因。
3-17为什么AOD炉、VOD炉适于冶炼不锈钢?试对AOD法与VOD法特点及应用进行比较?
3-18简述CAS法、CAS-OB法的精炼原理与精炼功能。CAS-OB法操作工艺主要包括哪些内容?
3-19 TN法、SL法各有何优点?
4炉外精炼与炼铜、连铸的合理延配
4.1合理匹配的必要性
现代化炼钢厂的工艺流程,一般包括多个独立的工艺环节,它们各自有要完成的任务 和目标。一般氧气转炉主要工艺流程为:铁水预处理-转炉吹炼一炉外精炼T连铸,即长 流程工艺。电弧炉炼钢主要工艺流程为:废钢预热-超高功率(偏心底出钢)电弧炉T炉 外精炼T连铸,即短流程工艺。流程中各工序间必须合理匹配,任何一个环节出现延误、 脱节或没达到下一工序的技术要求,都将影响整个工厂的生产。炉外精炼的合理匹配要求 如下:
(1)在功能上能相互适应,相互补充;能满足产品的质量要求;且经济、实用、 可靠。
(2)在空间位置上要紧凑,尽量缩短两个环节间衔接的操作时间;且不干扰其他 操作。
(3)各环节的设备容量、生产能力要相当;要适当考虑各环节在发挥潜在能力时也能 相互适应。
(4)在操作周期上要能合理匹配,既不会经常相互等待,又有一些缓冲调节的余地, 以方便生产组织和调度。
大规模的现代化炼钢厂炉容量大、生产节奏快、操作技术和设备设施复杂,工艺环节 之间的配合相当困难。因此,在可能的情况下应尽量简化操作,在满足产品质量要求的前 提下减少生产环节,也尽量减少生产过程中工艺环节之间的"硬连接”式的配合,而采用 有缓冲的工艺流程。
炼钢厂一般把炼钢、精炼、连铸等主要生产环节放置在相连几个跨间的主厂房内。 按照产品方案中钢种的质量要求及原料、工艺等具体条件和特点选择相应的配套设备。 如有足够的铁水、产品中有大量超低碳类纯净钢种的钢厂,一般选择氧气转炉并配合 RH类真空精炼设备,但它投资较大。如果没有铁水而只有废钢则一般选择电炉这种投 资较小、生产规模也比较灵活的工艺。当产品为板材时选择板坯连铸机;生产棒线材则 一般选用方坯连铸机,并且要根据成品的质量要求和轧机配备等条件来选择适当的机型 和断面尺寸等。连铸机的小时产量要和冶炼炉的产量相匹配,才有条件做到较长时间的 连续浇注。
冶炼超低硫类钢种时,一般除要配备铁水脱硫设备外,还须配备有钢水喷粉冶金类的 精炼设备以进一步脱除钢水中的硫。当然,采用LF或喂线也能进行钢水脱硫。实际中一 种质量要求常会有多种设备和手段能够达到目的,但其操作成本或能达到的深度不同,操 作的难易、周期的长短不等,所以还要根据各厂的实际情况综合考虑,做出多方案对比,
一, 4 炉外精炼与炼钢、连铸的合理匹配
1/0
才能最后选定一种比较合适的。
现代钢铁企业生产中,一个炼钢厂常要根据市场的要求生产很多质量高低不等、特点 不同的钢种,因此一个炼钢车间也常会配备多种不同的精炼设备,它们的功能也有部分是 重叠的,以保证能用最经济的工艺路线生产出合乎客户要求的产品。
4.2匹配的原则
目前许多电炉和转炉炼钢厂采用了一对一的单通道设备配置模式,即1座冶炼炉+ 1 套精炼设备+ 1台连铸机,用该模式专业化地生产一种类型的产品。这种配置较易做到前 后工序设备容量相同、生产能力一致;在空间布置上紧凑,物流顺行、不干扰;在操作周 期上通过合理分担各工序的任务和目标及适当地选择有关设备的参数,做到时间相近或一 致。在一对一的情况下,钢水的精炼周期和一炉钢水的浇注周期一般都应该略短于冶炼炉 的生产周期才有可能长时间地连续生产。采用这种模式,车间的生产容易组织协调,设备 能达到最高的生产速率、最高的作业率,能得到好的技术经济指标及效益。这种设备匹配 的车间单位生产能力的投资同比也最省。
4.2.1冶炼炉和精炼设备的匹配原则
对于电炉冶炼来说,由于电炉冶炼周期和出钢温度都较容易控制,且冶炼周期较长 (超高功率电炉的冶炼周期,一般也需要50~60min),各种精炼设备的冶炼周期都较容易 与其匹配,即使如VOD、AOD类冶炼周期较长的设备也可以用降低电炉出钢时钢水中的 含碳量等办法来分担各设备间承担的任务,从而缩短精炼操作周期,使电炉和精炼设备的 周期相匹配。
电炉选用的精炼设备,一类是VD、VOD等有真空处理功能的精炼设备,主要是为了 补充电炉脱碳能力的不足和去除钢水中的有害气体,提高钢水质量。另一类是LF、喷粉、 喂线、吹氫等精炼设备,主要是为了缩短电炉的冶炼周期,用更经济的手段达到产品的质 量要求。
对于氧气转炉来说,由于转炉冶炼周期一般只有30~40min,故多采用操作周期较短 的、具有吹氫搅拌和保护下的合金微调、喂线、喷粉等功能的设备,如CAS-OB、IR-UT、SL等精炼设备。当精炼设备的操作周期大于转炉的冶炼周期时,就较难匹配。为避 免转炉降低作业率影响车间的产量,就得想方设法压缩精炼炉的操作周期。以真空精炼的 RH为例,多采用把配套的真空泵的抽气能力加大;扩大吸嘴断面,增加浸渍管的吹氫强 度,以增大单位时间中钢水的循环量来缩短处理钢水的时间;同时也尽量缩短其他辅助作 业时间,如加合金的操作时间、换钢包时间等,以求RH的操作时间能和转炉的冶炼周期 相匹配。
由于转炉冶炼的能源主要是靠本身的化学热和物理热来完成的,没有其他热源,所以 冶炼时间和钢水的终点温度较难控制,生产操作缺乏"柔性”。在日常生产中,即使充分 发挥了操作人员的技能和计算机控制系统的作用,也常会出现钢水的温度、冶炼周期和连 铸的要求不匹配的情况。因此,氧气转炉车间在精炼装置的配备上,还要求能在生产环节 之间增加一些有缓冲功能、使生产流程中多一些柔性的设备,如配备具有吹氧升温或电加
4.2 匹配的原则
177
热调温功能的精炼装置。
4.2.2冶炼炉、精炼装置和连铸机的匹配原则
连铸机的机型、连铸坯的尺寸、断面等主要由产品品种、质量和轧机等条件所决定。 冶炼炉、精炼装置和连铸机的合理匹配指的是,在已定的条件下所提供的钢水,除达到最 终产品的化学成分要求外,最重要的是能按要求的时间、温度和数量及时地送到连铸 机上。
实际上冶炼与连铸之间的配合调度是一个很复杂的问题,有许多种不同的情况,如冶 炼周期大于或小于连铸机的浇注周期、冶炼设备和连铸机之间有无缓冲装置、冶炼装置和 连铸机所配置的数量不同。这些使配合调度多种多样,在进行总体设计时要通过做调度图 表考虑各种情况合理安排,尽量减少等钢液或钢液等连铸机的时间。设计时要尽可能 做到:
(1)连铸机的浇注时间与冶炼、精炼的冶炼周期保持同步;
(2)连铸机的准备时间应小于冶炼、精炼的冶炼周期;
(3)当冶炼周期和浇注周期配合有困难时要考虑增加钢包炉(LF)来调节。
对于大容量的氧气转炉炼钢厂来说,同一套设备由于冶炼的钢种不同或产品的质量要 求不同以及铸坯断面尺寸、拉速的改变,浇注周期会有很大的差别。冶炼和连铸之间的时 间匹配要困难得多,再加上从经济效益、节约生产成本方面的考虑,一座生产的大型转炉 常配备两套以上不同功能、不同作用的精炼设备及相应的多台连铸机。生产中,当某些品 种的精炼周期和浇注周期过长时,就采用相对于炼钢炉双周期的操作制度。这样虽然建设 投资增加了,但对于车间的长期生产来说提高了车间大多数设备的作业率,降低了某些品 种的生产成本,总的来说还是合理的、经济的。
实际生产中的配合调度因条件千变万化而形式繁多,无法一一列举,现选两个典型的 情况对一般的配合调度做介绍。
图4-1和图4-2是两个典型的炼钢、精炼、连铸车间的配合调度图表。图中“MRP-L"表示MRP-L型精炼炉,即通过顶枪喷吹氧气,底部喷吹惰性气体,对钢液进行 精炼。
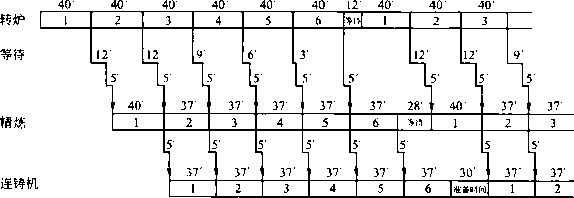
图4-1某转炉一精炼一连铸调度图
通常情况下,
为了尽可能提高连浇炉数,炼钢和连铸的操作周期关系应如图4-3所示
178 -
4 炉外精炼与炼钢、连铸的合理匹配
0, 7O, 140 210' 280' 350' 420' 490, 560'
时间 J................1.................1.................1................1.................1................1.................1................」-
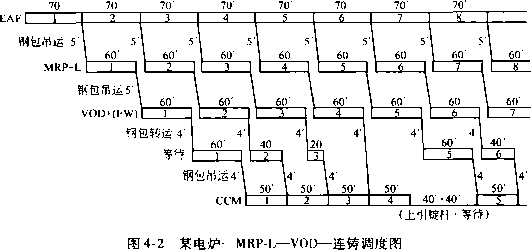
炼钢炉....L....----广........ 精炼 T2 + ("T)r/?α+3 .- A+2 " 丁:;+ 7/?
连铸
图4-3理论上炼钢和连铸操作周期的关系
看一炼钢炉的冶炼周期,min:心一精炼炉的正常操作周期,min;
4—连铸机浇注一炉钢水所需的时间,min; T一上引锭杆所需的时间,min: n—连浇⅛■数,本图n=5
(以连浇56炉为例)。
目前我国还存在炉外精炼工序能力和功能与高连铸比及产品结构优化的要求不协调的 现象。连铸发展与产品优化的要求是推动炉外精炼技术发展的根本原因。在我国连铸比已 经超过97%及板管材比例日益提高的情况下,总体上看,我国炉外精炼工序的能力与功 能,与日本等世界钢铁先进国家相比还存在差距。以前日本连铸比超过90%以上,精炼比 就大于80%,现在已几乎为100%。而真空精炼比现在已超过74%,有的厂达到80% ~ l∞%o我国RH、VD精炼比较低,仅20%左右,宝钢、武钢等也仅60% ~75%o这些从 总体上影响了连铸的水平和高档次钢铁产品的质量。
4.3典型的炉外精炼车间工艺布置
4.3.1炉外精炼技术的选择依据
21世纪以来,炉外精炼进入自主创新、系统优化、全面发展阶段。据不完全统计, 总数已超过一千台。从炉外精炼设备的发展情况看,具有加热功能、投资较少的LF发展 最快,RH循环脱气装置精炼的钢水质量最具保证,近年来由于质量要求和品种开发需要,
4.3 典型的炉外精炼车间工艺布置
179
RH也被广泛采用。表4-1为不完全统计的世界主要产钢国家主要炉外精炼设备的类型和 数量(国内数据统计到2002年,国外数据统计到1999年)。到2007年底,我国冶金行业 已有炉外精炼装备474台(套)(单一吹氨、喂线除外),总处理能力达到4. 04亿吨/年, 钢水精炼比大于60%。
表4-1主要产钢国家主要炉外精炼设备的类型和数量
|
类型 国别 |
DH |
RH |
VAD |
ASEA - SKF |
VOD |
LF |
VD |
AOD |
|
美国 |
5 |
18 |
4 |
3 |
34 |
40 |
14 |
10 |
|
日本 |
10 |
46 |
4 |
4 |
9 |
30 |
54 |
9 |
|
意大利 |
1 |
7 |
2 |
1 |
10 |
4 | ||
|
德国 |
2 |
12 |
1 |
6 |
11 |
7 |
3 | |
|
中国 |
2 |
19 |
5 |
3 |
14 |
180 |
50 |
12 |
具体考虑因素:
(1)生产的最终产品及其质量要求。
(2)初炼炉的技术参数、冶炼工艺特点与炉外精炼设备的联系配合方式。旧车间增设 炉外精炼设备时,还应考虑诸如车间高度、起重机的能力,原有设备的布置及工艺流程等 因素。
(3)当地条件:如原料的特性及来源,能源及其供应方式,运输方式等。
(4)经济与社会效益,如基建及设备投资,运转费用及生产成本,环境保护和产品需 求情况等。
精炼工艺的选择应以适应钢的质量要求为首要目的。有的炼钢车间为了适应多种钢的 需要甚至设有两种以上的炉外精炼设备。
炉外精炼技术发展迅速,世界主要产钢国家炉外精炼设备类型和数量统计资料表明, LF最多,其次是RH、VB、AoD、VOD等。值得关注的是,近几年国内外高水平转炉钢 厂炉外精炼采用LF工艺呈现减少趋势,而RH目前已发展成为大型转炉钢厂应用非常广 泛的炉外精炼工艺。
几种典型精炼工艺或手段的功能与效果比较:
(1)几乎任何一种精炼工艺均有钢水的搅拌以促进渣钢反应,均匀化学成分,均匀钢 水温度以及加速添加料的熔化与均匀化。所以搅拌已成为精炼过程的必备手段。最常用的 是真空或非真空下的钢水吹氨搅拌处理,这也是钢水连铸之前必不可少的准备处理。不论 是普碳钢类连铸或特殊钢种连铸,也不论钢水量的多少均应进行钢包吹氨。
(2)真空精炼(或称钢水真空处理)对脱除气体最为有利,尤其对脱氢甚为有效。 真空处理可以使大部分特殊钢脱氢、脱氧、脱除部分氮和降低夹杂,并且可以在真空下脱 碳生产超低碳钢种。真空处理(包括DH、RH、VD)中DH、RH占有优势。DH设备较 复杂,而且是间断性的,20世纪80年代以来较少采用。RH设备目前得到广泛发展,在 日本,一些工厂多采用RH处理,无论电弧炉或转炉钢水大多采用初炼炉(EAF或 BOF) 一LF-RH一连铸流程。国内许多转炉钢厂为了进一步提高钢的质量,也新建了 RH 装置。目前我国拥有RH装置的有宝钢、武钢等20多家大型钢厂。
表4-2为RH与VD两种真空装置的比较。在精炼效果上RH较优于VD,尤其RH更
4 炉外精炼与炼钢、连铸的合理匹配
适合于超低碳钢种的精炼。由于现代RH装置的真空室高度达IOm以上(比RH发展初期 的真空室高度增大了许多),能适应于精炼低碳钢时钢水的剧烈喷溅,故国内外许多生产 硅钢、工业纯铁、深冲钢、镀层板等低碳或超低碳钢种的转炉厂大多采用RH法。对于中 高碳钢(如重轨钢、钢帘线、钢绞线、胎圈丝等)、弹簧钢、’合金钢及其他一般特殊钢来 说,采用VD处理均可满足要求,但须保证要求的真空条件,且与吹儘搅拌(控制吹儘流 量以供适当的搅拌强度)相配合可得到良好的效果,在达到钢水质量要求条件下,VD法 设备与操作及维修均较简单、容易,而且也不需要特种高质量耐火材料,故基本投资和日 常操作费用均低于RH设备。一般RH精炼处理能力比VD大。
表4-2 RH与VD功能设备比较
|
比较项目 一 |
RH |
VD | |
|
_____脱 氢 |
O |
___________Δ____________ | |
|
脱 氧 - |
O |
O | |
|
_____脱 氮_____ |
△ |
Δ | |
|
精炼 |
真空碳脱氧 一 |
O |
Δ |
|
功能 |
_____脱 硫_____ |
Δ | |
|
去夹杂 一 |
△ |
O | |
|
__超低碳__ |
O |
△ | |
|
精调成分 - |
O |
O | |
|
温度损失_____ |
____有电加热时较少____ |
较大 | |
|
适应容量级 — |
》50t |
不限 | |
|
设 备 一~ |
复杂、质量大 - |
简单、质量小 | |
|
要求厂房条件 — |
____高大厂房____ |
一般厂房即可 | |
|
特种材料 - |
需特种耐材与高质量电极 |
_____无特殊要求______ | |
|
操作与维修 — |
_____复杂、繁重_____ |
简单 | |
|
生产成本_____ |
_______»_______ |
低 ~ | |
|
作业率 — |
低 一 |
_________^_________ | |
|
投 资 — |
大 |
小 |
注:O一效果很好;△一效果较好。
(3)真空吹氧脱碳,RH-OB是日本开发的钢水循环真空处理过程吹氧脱碳技术, RH - PB法是循环脱气过程中吹入粉剂,RH - KTB是通过真空室上部插入的水冷氧枪向 RH真空室内钢水表面吹氧,加速脱碳,提高二次燃烧率,降低温降速度。它们都是RH 技术的发展,适于冶炼超低碳钢种,初炼炉可为转炉或电弧炉。
(4) VoD与AoD是冶炼不锈钢的炉外精炼技术。前者又可与VAD设备联合,组成 VOD-VAD两用装置,共用一套真空抽气系统和真空室(真空罐),使总体设备简化,既 可以减少厂房面积,又可以适应不同钢种的工艺需要。我国特殊钢厂引进和自行设计制作 的该种设备多是这种联合式的。以EAF为初炼炉,以VOD或AoD为二次精炼,使熔炼超 低碳型不锈钢更易成功。不仅提高Cr回收率,且节约低碳、微碳合金,降低炼钢成本, 成为熔炼超低碳型不锈钢工艺的必用设备。
(5)具有电弧加热功能的精炼设备。常用者有三种:ASEA-SKF钢包炉,LF型钢包 炉,VAD真空加热脱气装置。由于具有加热调温作用,一则可以减轻初炼炉出钢后钢水
4.3 典型的炉外精炼车间工艺布置
181
提温的负担,"使初炼炉发挥高生产率的特点(高功率,超高功率电炉的快速熔化与氧化精 炼,转炉缩短吹炼时间),二者使连铸可获得适当的浇注温度,使熔炼与浇注之间得到缓 冲调节作用,提高连铸机生产率与钢水收得率。
三种加热精炼方法的比较见表4-3。在有真空精炼的LF (LFV)情况下,三种方法的 精炼效果基本上相近,而LF的设备与操作则简单得多,其投资几乎为其余两种的一半。 在各种加热精炼法中占绝对优势,目前各国建LF的趋势不断上升。
表4-3具有电弧加热精炼设备的工艺比较
|
_______项 目 |
VΛD |
LF (LFV) |
ASEA - SKF | ||
|
机理 |
加热 |
气氛 |
减压下加热(20~40kPa) |
惰性气氛下 |
大气下 |
|
形态 |
裸弧 |
____⅛M_____ | |||
|
____搅拌 |
底吹■,强 |
底吹氨,强 |
电磁感应,弱 | ||
|
精炼作用 |
真空精炼 |
高碱度渣精炼(真空精炼) |
造白渣精炼后真空精炼 | ||
|
效果 |
脱氧 |
。真空作用 |
0真空作用 |
。真空作用 | |
|
Δ |
O |
△ | |||
|
__^__ |
O |
______X(O)______ |
△ | ||
|
成分微调 |
O |
______△ (。)______ |
________△________ | ||
|
升温速度/9 ∙ min^1 |
3 ~4 |
3 ~4 |
3 ~4 | ||
|
_____设备及维护_____ |
复杂 |
简单 |
复杂 | ||
|
操作 - |
__^__ |
简单 |
____造渣复杂____ | ||
|
投资/ % - |
100 |
约50 |
100 | ||
注:O—良好;△—可以;X—不可以
我国已建成40 ~300t不同容量的LF炉。LF成为高功率EAF与连铸间匹配的主要精 炼设备。但转炉-LF的生产流程亦有它的特点,它可以完成调(升)温,调整成分(如 增碳、合金化),脱硫及协调熔炼与连铸工序的衔接等等,使转炉也可以生产优质钢类, 提高了钢质量,对增加转炉冶炼钢种起了促进作用。还可以降低转炉出钢温度,延长转炉 炉衬寿命。因此,目前几乎所有的钢厂都配有LF。
(6)炉外精炼时调整钢水温度(即补偿热损失)的技术。钢水精炼过程中散热量较 多,为了适应后期浇注的需要,补偿热量损失十分重要,上述几种带电弧加热的设备是电 加热方法的一种,此外还有直流电弧加热与等离子弧加热方法。钢包中用化学热加热方法 具有设备简便和热效率高的优点,而且升温较快。CAS-OB是化学热法加热成功的技术, 升温速度可达5 ~10cC/min,还有与之原理基本上相同的ANS-OB、IR-UT方法。比较 几种钢水再加热方法,化学热法的优势是显著的。
CAS-OB法的发展比较受到重视,使用效果也很好。CAS-OB特别适用于转炉炼钢 车间,与转炉和连铸配合生产低碳钢种是适当的。按照理论计算,每吨钢加入Ikg铝完全 反应后可使钢水升温35七,Ikg硅可升温33七,但实际使用硅的效果较差。曾在180t钢 包中以llnj3/(h ∙ t)的流量吹氧并用铝与75%硅铁升温,升温30七耗氧分别为0.78m3/t 和1.28m3∕t,耗铝、硅分别为1.05kg∕t∖ 1.21kg∕t,升温速率分别为7P/min、4. 3P/ mi∏o因此,多数情况下是用铝进行升温操作。用铝热法升温,可以挽救低温钢水。对此 我国已有一些经验,并继续在作系统的研究。
从适用钢种来看,LF因其很强的渣洗精炼和加热功能,适宜于低氧钢、低硫钢和高
4 炉外精炼与炼钢、连铸的合理匹配
合金钢生产;VD因其脱气和去除夹杂物功能,适宜于重轨、齿轮、轴承等气体和夹杂物 要求严格的钢种;RH脱碳、脱气能力强,适宜于大批量精炼处理生产超低碳钢、IF钢; CAS-OB适宜于普碳钢、低合金钢生产;AOD、VoD等专门用于生产不锈钢。
实际生产中,经常采用不同功能的精炼炉组合使用,如CAS-RH、LF-RH、LF-VD、AOD-VOD 等。
4.3.2炉外精炼方法的选择
选择炉外精炼方法的基本出发点是市场和产品对质量的不同要求。例如,对重轨钢必 须选择具有脱氢功能的真空脱气法;对于一般结构用钢只需采用以吹氫为核心的综合精炼 方法;对不锈钢一般应选择AOD精炼法;对参与国际市场竞争的汽车用深冲薄板钢和超 纯钢则必须从铁水"三脱”到RH真空综合精炼直至中间包冶金的各个炉外精炼环节综合 优化才行。
合理选择还必须考虑工艺特性的要求和生产规模、衔接匹配等系统优化的综合要 求,大型板坯连铸机的生产工艺要求钢水硫含量低于0∙015%的水平,就必须考虑铁水 脱硫的措施。大型钢厂为了提高产品质量档次,同时又提高精炼设备作业率,追求从技 术经济指标的全面改善中获得整体效益,从而采用了全量铁水预处理、全量钢水真空处 理的模式。
不规范的炼钢炉冶炼工艺,将使钢水精炼装置成为炼钢炉的"事故处理站”,使炉外 精炼的效率大大降低,甚至不能正常发挥炉外精炼技术的功效。
4. 3. 2. 1 普通钢的炉外精炼
普通钢的质量要求相对较低,转炉生产普通钢一般采用钢包吹気、喂线、LF炉或 CAS - OB (或IR-UT)等精炼方法配合连铸生产。
电弧炉冶炼普通钢,为提高生产效率,降低生产成本,电弧炉内氧化后成分合格,不 经还原,氧化渣下直接出钢。在钢包中合金化,脱氧。然后采用LF精炼工艺配合连铸 生产。
4. 3. 2. 2 特殊钢的炉外精炼
特殊钢的炉外精炼工艺常采用以下三种类型:
(1) LF+ VD精炼工艺。这是一种最传统的精炼工艺,适用于电炉生产。其优点在于 进行充分的渣-钢精炼,可以有效地降低钢中氧含量并改变夹杂物形态,实现高效脱硫。
(2) RH精炼工艺。主要用于转炉精炼,其特点是在真空下强化钢中碳氧反应,利用 碳脱氧和铝深脱氧。吹氣弱搅拌,促进夹杂物上浮,并具备一定的脱硫能力。该工艺的优 点是铝的利用率提高,A⅛O3夹杂可以充分上浮,钢中不存在含钙的D类夹杂物。采用RH 精炼时,炉容量应在80t以上。
(3) LF炉+吹氣搅拌工艺。一种非真空精炼工艺,采用出钢时大量加铝深脱氧和强 搅拌促进夹杂物上浮的精炼工艺,代替真空冶炼。其优点是操作成本低,适宜生产超低 硫、氧含量的轴承钢。
世界工业发达国家的转炉炼钢厂已实现了四个百分之百,即百分之百地进行铁水预处 理,百分之百地实行转炉顶底复合吹炼和无渣少渣出钢,百分之百地进行炉外精炼和百分
4.3 典型的炉外精炼车间工艺布置
之百地进行连铸。一些电炉钢厂也都实现了百分之百地炉外精炼。各国经验表明,炉外精 炼应向组合化、多功能精炼站方向发展,并已形成一些较为常用的组合与多功能模式:
(1)以钢包吹氫为核心,加上与喂丝、喷粉、化学加热、合金成分微调等一种或多种 技术复合的精炼站,用于转炉一连铸生产衔接。
(2)以真空处理装置为核心,与上述技术中的一种或多种技术复合的精炼站,也主要 用于转炉—连铸生产衔接。
(3)以LF炉为核心并与上述技术及真空处理等一种或几种技术复合的精炼站,主要 用于电弧炉一连铸生产衔接。
(4)以AOD为主体,包括V0D、电弧炉或顶底复吹转炉生产不锈钢和超低碳钢的精 炼技术。
炉外精炼技术的选择,根据产品类型、质量、工艺和市场的要求,也初步地形成了一 定的模式:
(1)生产板带类钢材的大型联合企业,采用传统的高炉一转炉流程,生产能力大,追 求高的生产效率和低成本。一般配有两种类型的精炼站,即以CAS-OB吹氣精炼和RH/ KTB/PB真空处理为主的复合精炼。
(2)以生产棒线材为主的中小型转炉钢厂,一般配有钢包吹氫、喂丝、合金成分微调 的综合精炼站。从发展上看也宜采用在线CAS (或CAS-OB)作为基本的精炼设备,以 实现100%钢水精炼。同时可离线建设一台LF,用于生产少量超低硫钢、低氧钢和合金钢 或处理车间低温返回钢水。
(3)电炉钢厂选择的精炼方式有以下几种:
生产不锈钢板、带、棒线的钢厂,一般采用AOD精炼方式,有的附有LF或 VOD/VAD0
非不锈钢类的合金钢厂,则配以"LF + VD”或LFV为核心的多功能复合精炼装置。
普碳钢和低合金钢生产厂,则配以LF为核心的多功能复合精炼装置。
在选配炉外精炼方式的同时,对影响精炼过程的因素必须考虑,如原材料的波动性 (如用低质废钢、铁合金以及熔态还原法获得的原料和合金等)以及工艺上的灵活和连续 性等。此外,为了获得最佳精炼效果和过程的动态控制,无疑,杂质元素精确地在线测定 和最终快速测定是必要的。
炉外精炼方法及设备选择应保证生产工艺系统的整体优化,每项技术、每道工序的优 化功能是在前后各个工序为其创造必要的衔接条件的前提下才能充分发挥。
总之,炉外精炼技术本身是一项系统工程,炉外精炼方法及设备选择要以市场对产品 质量要求作为出发点,明确基本工艺路线,做到功能对口;在工艺方法、生产规模以及工 序之间的衔接、匹配上经济合理;还必须注意相关技术和原料的配套要求,主体设备与辅 助设备配套齐全,保证功能与装备水平符合要求。
4.3.3典型钢厂炉外精炼的匹配模式
炉外精炼的合理匹配模式决定于钢铁厂的生产规模、产品结构和历史发展过程,很难 用几种具体模式概括。下面根据钢厂的生产规模,并结合钢种和产品类型,讨论各种流程 典型的炉外精炼匹配模式。
184
4 炉外精炼与炼钢、连铸的合理匹配
4. 3. 3. 1 典型转炉炼钢生产工艺流程
A大型钢铁联合企业
通常生产规模大于300万吨/年的炼钢厂,产量效益和质量效益并重。其生产特点是:
(1)生产能力大,追求高的生产效率和低的生产成本;
(2)以生产高附加值产品(钢板)为主,具备很强的深加工能力,提高产品的市场竞 争能力;
(3)采用传统的高炉一转炉长流程。
上述特点类型的企业,炉外精炼工艺主要为CAS - OB法和RH/KTB/PB法。
热轧薄板:大型高炉(2~3座)—铁水预处理(脱硫为主)—大型转炉(2座)— RH-OB (KTB-MFB)、CAS-OB或IR-UT精炼—薄板坯连铸机(1台,2流)—连轧机。
主要产品:冷轧板、镀锌板、镀锡板、彩涂板、电工板、焊管等。
热轧宽带钢:大型高炉(2~3座)—铁水预处理(脱硫为主)—大型转炉(2 座)-RH - OB (KTB - MFB)、CAS -OB或IR-UT精炼一薄板坯连铸机(2台,4 流)—宽带钢轧机。
热轧中厚板:大型高炉(2座)一铁水预处理(脱硫为主)—大型转炉(3座)— RH-OB (KTB-MFB)、CAS-OB或IR-UT精炼—板坯连铸机(1台,1流)—中厚板 连轧机。
主要产品:焊管、UOE钢管、冷轧板、镀锌板、彩涂板等。
异形材:大型高炉(2~3座)—铁水预处理(脱硫为主)—大型转炉(2座)— RH-OB (KTB-MFB)、CAS-OB或IR-UT精炼-异形坯连铸机一轨梁轧机。
热轧无缝管:大型高炉(2~3座)—铁水预处理(脱硫为主)一大型转炉(2 座)—RH-OB (KTB-MFB)、CAS-OB或IR-UT精炼—圆坯连铸机—无缝管轧机。
薄板超大型:超大型高炉(2座)一铁水预处理(脱硫为主)—大型转炉(2座)— RH-OB (KTB-MFB) , CAS-OB或IR-UT精炼—薄板坯连铸机(1台,2流)一连 轧机。
热宽带超大型:超大型高炉(2座)—全量铁水三脱预处理一大型转炉(3座)— RH-OB (KTB-MFB)、CAS-OB或IR-UT精炼—薄板坯连铸机(2台,4流)一热宽 带轧机。
主要产品:冷轧板、镀锌板、彩涂板、焊管、电工板、大型焊接H钢等。
B 中小型钢铁联合企业
a专业长材型
棒材:中小高炉(2~4座)—部分铁水脱硫预处理—中小转炉(2~3座)一LF+吹 氫喂线一小方坯连铸机(1台)一棒材热轧机。
高速线材:中小高炉(3~4座)—部分铁水脱硫预处理—中小转炉(2~3座)— LF +吹錮喂线—小方坯连铸机(1台)—高速线材轧机。
b专业中板型
中板:中小高炉(2座)一铁水脱硫预处理—中小转炉(1座)—RH、CAS-OB或 IR - UT精炼—板坯连铸机(1台)—中板轧机。
4.3 典型的炉外精炼车间工艺布置
185
4. 3. 3. 2 典型电炉炼钢生产工艺流程
电炉生产钢种大体上分为普通钢长型材、合金钢长型材、扁平材等,代表性的生产流 程如下:
A电炉普通钢长材型
代表流程:超高功率电弧炉一LF炉一小方坯连铸机。
(1)超高功率偏心底出钢电弧炉(1座)—LF精炼一小方坯连铸机(1台)一连轧 机(碳钢、低合金钢012~4Or∏m)。
(2)超高功率偏心底出钢电弧炉(1座)—LF精炼(1座)—小方坯连铸机(1 台)—高速线材轧机(碳钢、低合金钢φ5. 5 ~ 16∕22π≡)。
B电炉扁平材型
生产板材的电炉吨位一般比较大(IOOt或150t以上),通过板坯连铸机或薄板坯连铸 机生产中厚板。精炼设备多采用LF (VD)0
代表流程:超高功率电弧炉一LF (VD)—板坯(薄板坯)连铸机。
(1)电炉薄板型:超高功率偏心底出钢电弧炉(2座)—LF+ VD精炼(2座)一薄 板坯连铸机(2台)—连轧机(1台、厚度l~8mm)。
主要产品:冷轧板、镀锌板、彩涂板、焊管等。
(2)电炉中板型:超高功率偏心底出钢电弧炉(2座)一LF+ VD精炼(2座)一板 坯连铸机(2台)—中板轧机。
C 电炉无缝钢管型
超高功率偏心底出钢电弧炉(1座)—LF + VD精炼—圆坯连铸机(1台)—无缝管 轧机。
D 电炉合金钢长材型
由于合金钢长型材主要用于机械制造、汽车工业等行业。钢材断面一般为巾16mm至 φ75 ~90mmo选用22Omm × 220mm以上断面的连铸机代表流程为:
(1)超高功率偏心底出钢电弧炉(1座)—LF (V)精炼-合金钢方坯连铸机(1 台)一合金钢棒材连轧机。
(2)超高功率偏心底出钢电弧炉(1座)—LF (V)精炼一合金钢方坯连铸机(1 台)一合金钢棒/线材连轧机。
E电炉不锈钢板厂
从技术经济的角度看,用于不锈钢生产的电炉吨位不应小于80t。一方面有利于产品 质量的稳定,另一方面有利于保持合理的经济规模和生产效率。一般分为二步法和三步 法,代表流程为:
二步法:
超高功率偏心底出钢电弧炉—AOD一连铸机,主要生产含碳量高于0. 02%的钢种。
超高功率偏心底出钢电弧炉-VoD一连铸机,主要生产含碳量低于0. 02%的钢种。
三步法:
超高功率偏心底出钢电弧炉+ AOD + VOD +连铸机。其中AOD可用精炼脱碳型转炉
4 炉外精炼与炼钢、连铸的合理匹配
Ioo
代替,如 CLU、MRP、K-OBM-S、K-BoP 等。
(1)超高功率偏心底出钢电弧炉(1座)-AC)D (1座)一VOD精炼—板坯连铸机 (1台)一炉卷轧机(厚度2~8mm∕12.7mm)。
(2)超高功率偏心底出钢电弧炉(1座)—AOD (1座)—VOD精炼—板坯连铸机 (1台)—热带连轧机(厚度2 ~ 12. 7mm)。
主要产品:不锈钢冷轧薄板及其深加工产品。
F高碳密轴承钢生产工艺流程
(1)较大规格棒材:高炉铁水+优质废钢一超高功率偏心底出钢电弧炉—LF+ VD精 炼一大方坯连铸机一热送一热装一加热一连轧轧制。
(2)较小规格棒材:高炉铁水+优质废钢一超高功率偏心底出钢电弧炉—LF+ VD精 炼一大方坯连铸机一热送一热装一加热一连轧开坯一中间坯加热一连轧轧制。
(3)线材:高炉铁水+优质废钢一超高功率偏心底出钢电弧炉—LF+ VD精炼—大方 坯连铸机一热送一热装-加热/连轧开坯一中间坯加热一连轧轧制。
4.3.4炉外精炼的布局
炉外精炼的平面布局必须朝更紧凑、更利于快速衔接和保持应有的缓冲调节功能的方 向优化。要加强对精炼工序功能的理解与合理利用,发挥其在流程中的作用。避免一些企 业对精炼装置的类型选择不当。一些企业虽然选对了与产品相适应的精炼装置,但平面布 置的位置不合适,影响使用效率和多炉连浇。有的精炼工艺软件的系统性、适应性的研究 还有差距。这对各钢铁企业生产工艺、产品质量的稳定有很大影响。
同时还要加强对炉外精炼技术经济性的认识。通过对同一质量水平的产品进行比较, 还是有炉外精炼工艺的更高效、低耗、优质、低成本。有的企业增设了 RH装置,但不经 常用,有的企业用LF作为“保险”装置,放任前面工序的不规范操作。这样做当然只会 增加成本,没有效益。
一些企业只注重上精炼设备,却不讲究平面布局的合理性。如常用工艺流程需要两台 精炼设备顺序运行并与冶炼、连铸相衔接时,出现多次吊运的干扰,或者两台吊车同时运 行时的干扰,从而造成低效率、高消耗的问题。而且,一旦平面图布局确定,就较难改 变。有的厂重视并巧妙优化平面图布局,符合紧凑、无干扰的快速衔接要求。如武钢炼钢 总厂四分厂的RH布置在出钢线并采用卷扬提升,不影响出钢钢包更换,节省了时间、投 资、消耗,创造了良好的经济效益。
复习思考题
4-1炉外精炼的合理匹配的要求和原则如何?
4-2炉外精炼技术的选择应考虑哪些因素,普通钢和特殊钢冶炼通常选用哪种类型炉外精炼方法?
4-3比较说明常用的真空处理装置和具有电弧加热功能的精炼设备的特点。
4-4简述典型转炉钢厂和电炉钢厂炉外精炼的匹配模式。
5纯净SI生产
5.1纯净钢的概念
关于纯净钢(PUritySteeI)或洁净钢(Clean steel)的概念,目前国内外尚无统一的定 义。一般都认为洁净钢是指对钢中非金属夹杂物(主要是氧化物、硫化物)进行严格控制 的钢种,这主要包括:钢中总氧含量低,硫含量低,非金属夹杂物数量少、尺寸小、分布 均匀,脆性夹杂物少以及合适的夹杂物形状。钢材内部已存在的杂质和夹杂物的含量不影 响钢材的最终使用性能。洁净钢不追求纯洁无夹杂,其"洁净度”又称为“经济洁净 度”,这是钢材按使用和考虑生产成本提出的综合要求,考虑到钢材的高级化发展,高洁 净可能引起服役性能的提高。
纯净钢是指除对钢中非金属夹杂物进行严格控制以外,钢中其他杂质元素含量也少的 钢种。钢中的杂质元素一般是指C、S、P、N、H、0, 1962年KieSSling把钢中微量元素 (Pb、As、Sb、Bi、Cu、Sn)包括在杂质元素之列,这主要是因为炼钢过程中上述微量元 素难以去除,随着废钢的不断返回利用,这些微量元素在钢中不断富集,因而其有害作用 日益突出O
目前国内外大规模生产的IF纯净钢中C、S、P、N、H、T[0]质量分数之和不大于 0.01%o不少冶金学家将超洁净钢界定为C、S、P、N、H、T[0]质量分数之和不大于 0. 004% o也有学者提出了夹杂物"临界尺寸”的概念,根据断裂韧性&c的要求,夹杂物 "临界尺寸”为5~8jιm。当夹杂物小于5(Xm时,钢材在负荷条件下,不再发生裂纹扩展, 可将此界定为超洁净钢标准之一。
理论研究和生产实践都证明钢材的纯净度越高,其性能越好,使用寿命也越长。钢中 杂质含量降低到一定水平,钢材的性能将发生质变。如钢中碳含量从0.004%降低到 0. 002% ,深冲钢的伸长率可增加7%。提高钢的纯净度还可以赋予钢新的性能(如提高 耐磨耐腐蚀性等),因此纯净钢已成为生产各种用于苛刻条件下高附加值产品的基础,其 生产具有巨大的社会效益和经济效益。
需要指出的是,对不同钢种其中的杂质元素的种类是不同的,如硫在一般钢中都视为 杂质元素,但在易切削钢中硫为有益元素;IF钢中氮是杂质元素,但在不锈钢中氮可以代 替一部分鎳和其他贵重合金元素,其固溶强化和弥散强化作用可提高钢的强度。可见,杂 质元素的界定取决于人们对钢中溶质元素所起作用的认识,以及不同钢种在不同用途中所 希望的是利用其作用还是避免其作用。
目前典型的纯净钢对钢中杂质元素和非金属夹杂物的要求如表5-1所示。由表5-1可 见,不同钢种对纯净度的要求是不一样的,这主要因钢的使用条件和级别而异。
钢中各杂质元素单体控制水平的发展趋势如表5-2所示。随着社会的发展对钢材的要
_____________________5纯净钢生产
1 OO
求越来越高,即使是大量生产的常用品也因使用条件的恶化而提出了更高的要求。
衰5-1典型纯净钢对纯净度的要求
|
钢材 类型 |
成品名称 |
钢种 |
规格/mm |
产品材质 特性要求 |
纯净度要求 |
|
薄板 |
DI罐钢 |
低碳铝镇静钢 |
厚O. 2~0. 3 |
飞边^S |
w(T[0]) <0.002%t P<20μm |
|
深冲钢 |
超低碳铝镇静钢 |
厚 0∙2~0.6 |
超深冲,非时效性 表面线状缺陷 |
w[C] <0.002% , w[N] <0.002%, w(T[0]) <0.002%, D<100μm | |
|
荫函 |
低碳铝镇静钢 |
厚 0.1 ~0.2 |
-防止图像侵蚀 |
0<5∣χm,低硫化 | |
|
导架 结构材 |
13% Cr |
厚 0. 15 ~0.25 |
打眼加工时的裂纹 |
D < 100μm | |
|
42Ni |
D<5μm, w[N] <0.005% | ||||
|
中厚板 |
耐酸性介质 腐蚀管线钢 |
X52~X70 级低合金钢 |
厚 10-40 |
抗氢致裂纹 |
夹杂物形态控制,低硫化, 心]<0.001% |
|
低温用钢 |
9% Ni 钢 |
厚 10~40 |
抗低温脆化 |
w[P] <0.003% , w[S] <0.001% | |
|
抗层状撕裂钢 |
高强度结构钢 |
厚 10-40 |
抗层向撕氮 |
____低磷化、低硫化____ | |
|
座圈材 |
轴承钢 |
650 ~300 |
高转动疲劳寿命 |
w(T[O]) <0. 001%, w([Ti]) <0.002% | |
|
尢缝营 |
净化管 |
不锈钢 |
¢10 |
电解浸蚀时表面 光洁度 |
w(T[O]) <0.002% , w[N] <0. 005% , Z> <5μm |
|
棒材 |
轴承 |
轴承钢 |
巾30~65 |
高转动疲劳寿命 |
w(T[0]) <0.001%, 祝Ti] <0.0015% , D<15μm |
|
渗碳钢 |
SCM432、420 |
疲劳特性、加工性 |
w(T[O]) <0. 0015% , MP] <0.005% | ||
|
线材 |
轮胎子午线 |
SWRH72、82B |
φ0. 1 ~0.4 |
冷拔断裂 |
第(T[O]) <0.002% , 非塑性夹杂D <20μm |
|
弹簧钢 |
SWRS Si-Crffi |
¢1.6 ~ 10 φθ- 1 ~0. 15 |
疲劳特性、 残余应变性 |
非塑性夹杂D<20μιm |
注:D为夹杂物直径。
表5・2钢中杂质元素单体控制水平发展趋势(w∕%)
|
元素 |
1960 |
1970 |
1980 |
1990 |
1996 |
20∞ |
|
C |
200 X10 "4 |
80 X 10 '4 |
30 X10 '4 |
IOxlO-4 |
5 xlθ~4 |
4 XlO'4 |
|
S |
200 x10-4 |
40 X 10 ^4 |
10 X10 ~4 |
4xl()T |
5x10-4 |
0. 6 X10 -4 |
|
P |
200 ×10 Y |
IoOXlo-4 |
40 X 10 ^4 |
IOxlO-4 |
IOXIO-4 |
3 X 10-4 |
|
N |
40 X 10 一4 |
30 × 10 ^4 |
20 X 10 '4 |
10×10^4 |
10x10 4 |
6 X10-4 |
|
H |
3x10" |
2x10-4 |
1 X10-4 |
0.8x10-4 |
<1x10-4 |
0.5 X 10 Y |
|
T[O] |
40 X 10 -4 |
30×10~4 |
10 X W4 |
7 ×10^4 |
5 Xi。-’ |
2x10" |
5.2纯净度与钢的性能
5.2.1钢的纯净度的评价方法
一般而言,钢的纯净度主要指与非金属夹杂物的数量、类型、形貌、尺寸及分布等有
5.2 纯净度与钢的性能
关的信息。目前工业生产和科研工作中常用的各种评价方法都从某一个侧面反映了钢中非 金属夹杂物的数量或其他属性,但各种方法也都存在局限性。
(1)化学分析法。化学分析法主要是通过检测钢中非金属夹杂物形成元素氧和硫的含 量来估计非金属夹杂物的数量。室温下钢中的氧几乎全部以氧化物夹杂的形式存在,因此 钢中全氧含量可以代表氧化物夹杂的数量。但化学分析法并不能反映钢中非金属夹杂物的 类型、形貌、尺寸大小和尺寸分布。用不同工艺冶炼的钢,即使其氧含量基本相同,仍有 可能具有完全不同的氧化物夹杂类型和尺寸分布。
(2)标准图谱比较法。国际标准化组织(ISO)、美国材料试验协会(ASTM)和我国 国家标准GB10561—89将高倍金相夹杂物分为四类(见图5-1),即A类(硫化物类)、B 类(氧化铝类)、C类(硅酸盐类)和D类(球状或点状氧化物类)。标准评级图谱的图 片直径为80mm,相当于被检金相试样上直径0.8mm的视场放大100倍后的尺寸。A、B、 C、D类夹杂物按其厚度或直径不同又分为细系和粗系两个系列,每个系列按夹杂物沿钢 材轧制方向的长度分成5个级别,JK法分为1~5级、ASTM法分为0.5 ~2. 5级,后者用 于评定高纯度钢。
A:细条状MnS
B:串链状Ah5
C:延伸成条状的硅酸盐

D:点状(球状)夹杂


CaS, 12CaO∙7Al2O3,SiO2⅛
图5-1高倍金相夹杂物类型
标准图谱比较法可以根据非金属夹杂物的形态来区分夹杂物的类型。采用不同脱氧工 艺生产的钢,即使其总氧量基本相同,仍可能具有不同的氧化物夹杂类型。
标准图谱比较法通常将CaS和不变形的硅酸盐夹杂物都归入D类夹杂物。对于用铝脱 氧的钢种,B类夹杂物的级别在一定程度上反映了钢中总氧含量。但对于总氧含量低于 0.001%的超低氧钢,标准图谱比较法已不适于用来评定钢的纯净度,这也从另一个侧面 反映出钢中大颗粒夹杂物随氧含量的降低而减少的规律。
190
5 纯净钢生产
(3)图像仪分析法。图像仪分析法是将金相试样在光学显微镜下放大WO ~ 200倍, 并通过摄像系统和计算机图像分析软件进行采集、处理和统计,可得到在所测视场内非金 属夹杂物所占的面积分数(即非金属夹杂物的沾污度)、非金属夹杂物的尺寸分布以及单 位被测面积内不同尺寸非金属夹杂物的个数等信息。通常用50 ~ 100个视场的被测数据的 平均值表示结果。
对于热轧材试样,塑性夹杂物(MnS和某些硅酸盐)已沿轧制方向延伸成长条状,这 时用沿钢材纵剖面制备的金相试样测定的是夹杂物的最大宽度和长度,也可以根据夹杂物 的不同类型分类统计它们的尺寸分布。对于B类夹杂物,它们在轧材中沿轧制方向呈不连 续的串状分布,计算机将它们视为多个单体夹杂物颗粒来统计。
用这一方法来检测金相试样中非金属夹杂物的尺寸分布时,很难检测到钢中实际存在 的大颗粒夹杂物,也难以判断采用不同冶炼工艺生产的钢之间夹杂物尺寸分布的优劣。
钢中显微夹杂物个数分析,也可采用如下方法:
钢中显微夹杂物是指尺寸小于50μιm的夹杂物。一般来说,显微夹杂物以内生夹杂为 主,在钢中弥散分布,对钢的宏观质量影响较小,主要影响钢的各种性能。
钢中显微夹杂物一般使用金相试样来分析,可将小钢样加工成金相试样,尺寸为
20mm X20mm × 15mm,如图 5-2 所Z5。
金相试样经过粗磨、细磨和抛光后,在金相显 微镜(如德国蔡氏)上进行夹杂物分类,对各类夹 杂物的数量进行统计,并用照相显微镜摄取典型夹 杂物的图片。夹杂物的相对个数按国内通常的做法 进行分析,由式(5-1)进行计算
_ e(4 。 %)
-ttBD2 ∙ N/4
(5 - 1)
式中/一一单位面积上当量直径为B的夹杂物的相 对个数,个/mπ?(由于此处夹杂物的
图5-2小钢样加工成金相试样示意图
个数是与当量直径为8的夹杂物进行比较而得来,故为相对个数,而不是直 接数出来的夹杂物的实际个数);
&---不同尺寸范围夹杂物的平均直径,μ∙m (进行< 5)JLm、5 ~ 10μm^ 10 ~ 15μmΛ
15~20μm∖ >20∣xm分级,各级夹杂物的平均直径分别取2. 5pim、7.5μm, 12. 51Xm、17. 5μmʌ 30μm);
",——不同尺寸范围夹杂物的个数:
B——夹杂物的当量直径,国内通常取7.5μm;
D...视场直径,300 μm;
N一视场数,200个。 ⅛4⅛
最后,使用扫描电镜(如英国剑桥CambridgeS-250MK3,分辨率为2fun, 擎倍数 为20 ~ 500000倍)对夹杂物进行成分分析。
(4)电解萃取法。电解萃取法是利用钢中夹杂物电化学性质的不同,在适当的歸浪 和电流密度下进行电解分离的方法。电解时以试样作为阳极,不锈钢作为阴极,夹杂物砂: 留在阳极泥中,然后经过淘洗、还原、磁选等工序将夹杂物分离出来,并进行称量和化学’
5.2 纯净度与钢的性能
191
分析。试样量为2 ~3 kg的大样电解适用于连铸坯的夹杂物分析;对于钢材的夹杂物电解 分析,通常试样尺寸为巾(10 ~20) mm X (80 ~ 120) mm。
当用水溶液作电解液时,某些不稳定的夹杂物在电解过程中会分解。而采用四甲基氯 化钱、三乙醇胺、丙三醇和无水甲醇等非水溶液作为电解液时,可以把非金属夹杂物从钢 中无损伤地萃取出来。
非金属夹杂物电解萃取出来后,将它们单层地放置在一个平面上,再用图像分析仪进 行测定并统计夹杂物的尺寸分布。
电解萃取法能检测到颗粒较大的非金属夹杂物,配合其他分析手段可以得到氧化物、 硫化物及其他类型非金属夹杂物的数量。借助于图像分析仪还能检测出非金属夹杂物的尺 寸分布。用这一方法检测出的非金属夹杂物的尺寸分布,可以反映不同冶炼工艺的影响。
钢中大型夹杂物的数量分析,可采用如下方法:
钢中大型夹杂物指尺寸大于50Rm的夹杂物。由于大型夹杂物颗粒较大,不但对钢的 宏观质量有严重影响,造成各种缺陷,对钢的各种性能也有显著影响。因此,控制钢中大 型夹杂物的数量和尺寸是冶炼洁净钢的首要任务,而分析大型夹杂物的来源又是控制大型 夹杂物的基础。
5. 2. 1. 1 大样电解法
大型夹杂物一般使用大样电解法来进行数量分析。 图5-3为电解大样加工示意图。图5-4为大样电解分析法 的工艺流程,主要包括电解、淘洗、还原和分离等步骤。 分离出来的大型夹杂物经粒度分级后,先进行形貌照相, 然后利用电子探针进行定量成分分析。
5. 2. 1. 2 示踪剂跟踪法
示踪剂跟踪法是研究钢中大型夹杂物来源的重要方
图5-3电解大样加工示意图
法,也是目前国内通用的做法。通过在不同外来物中(相对于钢水而言)加入特定的示踪 物质,研究这些外来物进入钢中形成夹杂物的比例。
一般在钢包渣中加入渣量1% ~ 2%的氧化摑(吨钢0.25kg),在中间包覆盖剂中加入 渣量4%的氧化徳,在中间包涂料中配入4%的氧化飾。通过以上三种示踪剂跟踪钢包渣、 中间包覆盖剂和中间包涂料进入钢中的情况,分析三种外来物对管坯中夹杂物的影响。另 外,中间包覆盖剂中含有Na、K元素,而其他外来物中很少含有这两种元素,这亦可作 为分析中间包覆盖剂进入钢中成为夹杂物多少的依据。
实际钢液中,除Fe、C元素外,还含有杂质元素,这些杂质及其所形成的非金属夹杂物对 钢凝固过程中的形核及凝固组织有很大影响。金属结晶后的晶粒大小可以通过定量金相法与图 像分析仪进行测量。通常把晶粒度分为8级。晶粒度级数N和放大IOO倍时平均每6. 45cπi2 (每 平方英寸)内所含晶粒数目几有以下关系:n=2n-1o晶粒度级数越大,即晶粒越细。
5.2.2钢中非金属夹杂物存在形式与钢材的破坏类型
5. 2. 2. 1钢中非金属夹杂物存在形式
如图5-5所示,杂质组元在钢中存在的形式主要有:
192
5 纯净钢生产
碳化物
铁粒
铁的氧化物
夹杂
ð 分级称重
图5-4大样电解工艺流程图
(1)以非金属夹杂物和析出物的形式存在,如氧化物类非金属夹杂物,硫化物,碳、 氮化物等;
(2)由于偏析而在晶界富集存在,如[PK [S], [0]等;
(3)以间隙固溶体的形式存在,如钢中的[C]、[N]、[H]等。
硫化物、氧化物类非金属夹杂物在钢中主要以两种形式存在:
(1)在钢中随机分布,此类夹杂物尺寸相对较大,内生的夹杂物尺寸在数微米至
5.2 纯净度与钢的性能
-193
非金属夹杂物、析出物
晶界偏析 位错固溶 气泡
(O,S,N) (P,S) , (C,N) (H)
间隙固溶体
图5-5钢中杂质组元的存在形式
læμm,外来夹杂物尺寸可达数百微米至数毫米;
(2)在晶界富集存在,此类夹杂物尺寸十分微小,大多在l~2jxm以下。
上述两类夹杂物中,第(1)类夹杂物绝大多数是在钢液中脱氧等的生成物或外来夹 杂物,而第(2)类夹杂物则主要是在钢凝固后由于[S]、[0]溶解度降低、化学反应 平衡移动引起脱氧反应或[Mn]-[S]反应的生成物等。
5. 2. 2. 2 钢材的破坏类型
表5-3给出了钢中杂质对钢材造成的缺陷及其对性能的影响。钢材在服役过程的破坏 有延性破坏和脆性破坏两种类型(图5-6)。发生延性破坏时,在材料有一定量的塑性变 形后,内部首先出现微小空洞,随着变形量继续增加,空洞数量增加并互相聚合,最终导 致材料破坏。
表5-3杂质诱导钢材的脆性
|
__缺陷类型_____ |
缺陷位置与特点 |
_____对钢材性能的危害_____ |
|
一 线缺陷 : |
固溶于晶体转位线 |
_______红热脆性(N、C)_______ |
|
______面缺陷______ |
晶界、相边界偏析 |
______低温脆性(0、P、Sb)_______ |
|
体缺陷 |
非金属夹杂物 晶界液相 ________发裂 |
疲劳破坏(0、N、S) 高温脆性(S) ________氢脆性(H)_________ |
钢中的氧化物、硫化物夹杂和碳、氮化物析出物在钢材的延性破坏中是空洞的起源, 非金属夹杂物主要影响钢材的疲劳强度和延性(伸长率、面缩率)等性能。夹杂物尺寸愈 大,对钢材性能的影响愈大。此外,与塑性夹杂物相比,脆性夹杂物更易成为钢材延性破 坏的起源。
钢材在还没有发生明显塑性变形时由于晶界等薄弱处导致的破坏为脆性破坏。钢中 [P]、[S]、[0]等元素由于偏析,在晶界处富集存在,造成晶界脆化。晶界处富集存在 的夹杂物往往会成为晶界开裂的起点,助长晶界的破坏。造成钢材冲击韧性降低,韧-脆 转换温度提高。此外,如高温热加工时晶界处由于杂质元素偏析形成低熔点网膜,还会导 致钢产生热脆。
钢凝固温度以上生成的氧化物类夹杂由于尺寸较大,在钢中随机较均匀分布,除影响
194
5 纯净钢生产
延性破坏
脆性破坏

非金属夹杂物
空洞的发生起点
晶界偏析 晶界析出
(+晶界偏析)
晶界脆化
图5-6材料延性破坏或脆性破坏示意图
某些种类钢材的加工性能之外(如冷轧钢板的表面质量等),对钢材服役过程的破坏主要 是在延性破坏中作为内部空洞的起源,影响钢材的疲劳强度、延性等性能。
钢凝固温度以下生成的硫化物、氧化物类夹杂由于尺寸小,并主要在晶界处富集析 出,除会在延性破坏中作为空洞的起源之外,其对钢材性能的影响主要是加重钢材的脆性 破坏,影响钢材的低温冲击韧性、韧-脆转换温度等性能。
5.2.3纯净度对钢材性能的影响
5. 2. 3. 1纯净度对钢材力学性能的影响
A钢材的强韧性
强度是对工程结构用钢最基本的要求。屈服强度(%)和抗拉强度(吗)是其性能 指标。屈服强度与抗拉强度之比称之为屈强比。屈强比低的钢(如建筑用钢筋钢)具有较 好的冷变形能力,虽局部超载,但不至发生突然断裂;屈强比高的钢(如螺栓用钢)可使 其强度潜力充分发挥,有较强的抗塑性失稳的能力。当夹杂物颗粒比较大(>10(JLm)时, 特别是夹杂物含量较高时,钢的屈服强度明显降低,同时钢的抗拉强度也降低;当夹杂物 颗粒小到一定尺寸(<0.3μ1m)时,钢的屈服强度和抗拉强度都将提高。当钢中弥散的小 颗粒夹杂物数量增加时,钢的屈服强度和抗拉强度也有所提高。
为防止结构材料在使用状态下发生脆性破断,要求材料有一定的阻止裂纹形成和扩展 的能力,即一定的韧性。工程上一直广泛采用的冲击韧性指标主要是冲击功和冲击韧脆转 变温度。现一般采用断口具有50%纤维状形貌的冲击试验温度(50% FATT)作为冲击韧 脆转变温度。随着硫化物夹杂数量和尺寸的增加,钢材的纵向、横向冲击韧性和断裂韧性 都明显下降。由于圆管坯中夹杂物在截面上的分布极不均匀,且硫化物夹杂多为带状,因
5.2 纯净度与钢的性能
195
而此类夹杂物明显降低了钢材的韧性。
降低钢中s、P、N等杂质含量,可以提高钢材的强韧性。当钢中"[S]从0.016%降 低到0.004%时,NiCrMo钢在-62七的平均冲击性能提高一倍。对AEI4340钢,w[P]从 0.03%下降到0.003% ,室温V型缺口冲击性能约提高20%。对于含硼钢,控制v[N]< 0. 002% ,可获得高的强度和低温韧性。
B疲劳寿命
构件受交变载荷时,在远低于其屈服强度的条件下产生裂纹,直至失效的现象称为疲 劳。现代工业各领域中约有80%以上的结构破坏是由疲劳失效引起的。钢中近表面的脆性 夹杂往往是疲劳裂纹源。夹杂物都使钢材的抗疲劳性能下降,而脆性夹杂比塑性夹杂的影 响更大,外来大型氧化物夹杂的影响更明显。
降低钢中全氧含量,明显提高轴承钢寿命。轴承钢"(T[O])由0.003%降到 0. 0005% ,疲劳寿命提高100倍。高质量轴承钢要求钢中W(T[0]) W0. 001%。降低钢中 夹杂物,特别是氧化物(4203)量,有利于提高钢材的疲劳强度。
C钢材的磁性和耐腐蚀性
对于硅钢(w[Si]=3%),降低钢中硫和T[0]含量("[S]WO∙OO2%, w(T[0])≤ 0.0015%),使无取向硅钢片铁芯损失降到2. 3W/kg以下。降低钢中碳含量,可提高硅钢 片的最大导磁率,降低矫顽力。
腐蚀损坏是钢铁失效的重要形式之一。为保证钢结构的运行安全和延长其服役年限, 需提高钢的耐蚀性。耐大气腐蚀钢(又称为耐候钢)、耐H?S腐蚀的管线钢应运而生。
硫化物及硫化物与某些氧化物形成的复合夹杂物是造成钢材腐蚀的根源,复合夹杂的 影响更大,而单独的氧化物夹杂不会造成点蚀现象。提高铁的纯度明显改善钢材耐蚀性 能,提高使用寿命。当铁的纯度MdFe] 、99.95%时,耐蚀性已达到不锈钢水平;当 M;[Fe]H99.99%时,耐蚀性将与黄金相当。为提高管线钢的抗氢致裂纹性能,需大幅度 降低钢的硫含量并控制其相组成。现在大量生产的管线钢的硫含量可控制在0. 005%以下。
5. 2. 3. 2 纯净度对钢材加工性能的影响
A焊接性能
焊接性能是钢材最重要的使用性能之一。钢的焊接性能通常用碳当量叭C几来衡量。 国际焊接协会确认的碳当量公式如下:
"(C*q=w[C] +w[Mn]∕6+w([Cr] + [Mo] +[V])∕5 +w([Ni] +[Cu] )/15 (5 -2) 日本学者提出的修正公式中考虑了硅的影响:
w(C)eq = w[C] + w[ M∏]∕6 + w[Cr]∕5 + w[Mo]∕4 + w[ V]∕14 + w[ Ni]/40 + w[ Si]/24
(5-3)
还有开裂敏感性参数以P) Cm,用以衡量合金元素对焊接开裂敏感性的影响。
w(P)cm = w[C] + w[Si]/30 + w( [Cr] + [Mn] + [Cu] )/20 + w[Ni]/60 +
w[Mo]∕15 +w[V]∕3 +w[Nb]∕2 +23w[B] * (5 -4)
式中,w[B] * =w[B] +*∣["[N] - 9 :]]。当"[N] ≤^w[Ti]时,w[B] * =w[B]o
196
5 纯净钢生产
此式适用于低碳,MMn]在1% ~2%的微合金化钢。
钢的碳含量是影响焊接性的主要元素,故在工程结构用钢中,特别是微合金钢 中,碳含量一再降低。另外,有研究指出,对于厚板,为了减轻焊接热影响区的脆 化,钢中《4 N]应低于0.002%。硫化物夹杂和大型氧化物夹杂都会使钢材的焊接性 能下降。
钢的纯净度的提高阻碍奥氏体相变,减少了奥氏体晶粒长大的时间,对限制焊接热影 响区粗晶区晶粒长大是有利的。
B深冲和冷拔性能
汽车板、家用电器、Dl罐用钢等钢材不仅要求一定的强度,还要求良好的深冲性能。 降低钢中碳氮含量明显改善钢的深冲性能。汽车用高强度IF钢要求钢中叭[C] +[N]) W 0.∞5% (其中w[N]要求低于0.0025%)。此外,生产热轧薄板须严格控制钢中大型 AI2O3夹杂物数量,避免轧制产生裂纹,获得良好的表面质量。生产0∙ 3mmDI罐用钢板的 关键技术是杜绝出现30 ~40μm大型脆性非金属夹杂物。
帘线钢生产要求连续拉拔钢丝25km,不允许出现断头(直径WO. 3mm)。严格控制夹 杂物含量,明显减少钢丝拉拔时的断头率。
C切削性能与耐磨性能
钢中夹杂物数量与类型对切削刀具寿命有明显影响。由于钢中脆性夹杂物(如AUOs) 增大了工件与刀具的摩擦阻力,不利于钢材的切削性能。降低钢中脆性夹杂物含量,有利 于改善钢材的切削性能。球状的硫化物夹杂能显著提高钢材的切削性能,且硫化物颗粒愈 大,钢材切削性愈好。Al2O3, Cr2O3, MnO ∙ A%03和钙铝酸盐类氧化物夹杂在很大程度上 降低了钢材的切削性,但MnO-SiO2 -A⅛03系和Cao-Sio2 -AI2O3系中某些成分范围内 的夹杂物却能提高钢材的切削性能。
钢中脆性夹杂物(AUOs)对钢的耐磨性能有极坏的影响。钢轨钢和轴承钢中風203等 脆性夹杂物往往造成钢材表面剥落、腐蚀。严格控制钢中Alz03含量,可解决钢材表面磨 损问题,提高钢的耐磨性。
D冷热加工性能
硫引起钢的热脆,显著降低钢的热加工性能。碳钢中矶S] WO. 006%,可基本避免热 加工时钢材产生热裂纹。对于铁素体不锈钢,控制钢中v[S] WO. 002%,可保证钢材良好 的热加工性能。
夹杂物对钢材的纵向延伸性能通常影响不大,但对钢材横向延伸性能影响很显著。横 向断面收缩率随夹杂物总量和带状夹杂物数量(多为硫化物)的增加而显著降低。
夹杂物使钢的表面光洁度下降,其中氧化物夹杂的影响最大。
N和C都是间隙型杂质,低温时容易在Fe原子晶格内扩散,引起时效,使钢材的低 温锻造性能下降。对0.35%的碳钢,控制钢中的固溶氮含量小于0.005%,明显降低钢材 冷锻时裂纹的发生率。
5.3纯净钢生产技术
纯净钢的生产主要集中在两方面:
5.3 纯净钢生产技术
197
(1)尽量减少钢中杂质元素的含量;
(2)严格控制钢中的夹杂物,包括夹杂物的数量、尺寸、分布、形状、类型。
减少钢中溶质元素的含量主要在各种铁水预处理以及二次精炼设备中营造最佳去除的 热力学和动力学条件来实现,钢中夹杂物的控制主要是减少其生成、对其进行改性、促其 上浮。
通常纯净钢生产工艺包括以下几部分:铁水预处理,转炉复吹,出钢挡渣、扒渣、对 炉渣改性,二次精炼(真空、喷粉、加热、造渣),全程保护浇注,中间包冶金,结晶器 冶金及采取各种促使夹杂物去除的措施等。
5.3.1低硫钢生产技术
硫主要以硫化物(MnS、FeS)的形式存在,除对钢材的热加工性能、焊接性能、抗 腐蚀性能有大的影响外,对力学性能的影响主要表现在:
(1)与钢材轧制方向相比,非轧制方向强度、延展性、冲击韧性等显著降低;
(2)显著降低钢材的抗氢致裂纹(HlC)的能力。
用于高层建筑、重载桥梁、海洋设施等重要用途钢板,目前硫控制在0.008%以下, 将来会降到0. 005%以下;用于含H2S等酸性介质油气输送用管线钢硫含量目前已降低到 (5 ~1) X10-6。
众所周知,脱硫的热力学条件是高温、高碱度、低的氧化性,因此脱硫应注意以下三 点:金属液和渣中氧含量要低、使用高硫容量的碱性渣、钢渣要混合均匀。
生产超低硫钢(MS] W0. 001% ,或W0. 004%),转炉流程主要采用铁水预处理+转 炉冶炼+钢水二次精炼脱硫的工艺,电炉流程采用电炉炼钢+钢水二次精炼脱硫的工艺。
5. 3. 1. 1 铁水脱硫预处理
铁水预处理可以深度脱硫,也可以部分脱磷。目前广泛采用在铁水包或鱼雷罐中喂 线、喷粉的铁水预处理方法,新投产的设备中机械搅拌法(KR脱硫法)已很少采用。喷 粉可以造就良好的动力学条件,极大扩展反应界面。所喷粉状脱硫剂主要组成举例如下:
Mg + CaO 或 Mg + CaC?或 CaO + CaCO3 + CaF?或 CaC2 + CaCO3
48% ~52% Mg 粉+ 1.0% Mgo+30% ~40% Al +5% ~10%SiO2
60% CaC2 + 20% CaO +5% C
所喂包芯线的主要组成为:100%镁粉或70%镁粉+30%钙粉。
采用上述方法可将铁水中硫含量从0.04% ~0.02%脱至0.008% ~0. 002%水平。
5. 3. 1.2 转炉超低硫钢的生产工艺
经铁水预处理后的铁水兑入转炉前需仔细扒渣,转炉应使用低硫清洁废钢并采用复 合吹炼,并适当增大铁水比,尽量减少废钢和熔剂造成的回硫。终点操作要防止钢水过 氧化,并采用挡渣出钢工艺。在出钢过程中进行炉渣改质,实现白渣出钢对脱硫和控制 钢水含氧量都有极大的意义。通常在出钢过程中添加石灰粉80%、萤石10%、铝粉 10%和罐装碳化钙进行钢液脱硫,控制钢包渣中"(Feo+MnO) W 1.0%,可使出钢脱硫 率达34%。有的厂家还进行底吹氫搅拌,可使w[S] <0.003%。具体生产流程和操作 指标见图5-7。
198
5 纯净钢生产
I清洁废钢I I.....................1 ,................1
...... 厂T炉渣改质、白渣出钢I...TLF加热、精炼I U w(FeO+MnO)≤1.0% W(T[O] )=0.001 %-0.002%
I铁水预处理I—T转4冶理∣→- w[S]≤0.001%
r=1350°C 7=1650"C
m[S]≤ 0.003% u,[S]≤ 0.005% LT 沸腾出钢、弱脱氧I....T真空脱氧、喷粉脱硫I
w [O] = 0.04% 〜0.06% 叫 T[0])=0.001%-0.0025%
τo[S]≤0.001%
图5-7转炉冶炼超低硫钢生产工艺
5. 3. 1. 3 电炉超低硫钢的生产工艺
电炉冶炼超低硫钢需要对炉料进行调整。采用直接还原铁代替部分废钢,保证电炉出 钢时刃[S] ≤0. 02%是关键环节。电炉冶炼超低硫钢生产工艺流程与操作指标如图5-8 所示。
I DRl球团誉1
T电炉冶炼 M 炉渣改质,白渣出钢 H LF白渣精炼卜一
Γ=l620βC w(FeO + MnO)≤I.O% m(T[O])W0.003%
切[S] ≤ 0.02% w [S] W 0.004%
T RH-喷粉I w [SJ ≤ 0.001 %
Jl VD精炼I
图5-8电炉冶炼超低硫钢生产工艺
5. 3.1.4二次精炼脱硫
二次精炼是生产超低硫钢所必不可少的手段,所用方法主要为喷粉、真空、加热造 渣、喂线、吹气搅拌,实践中常常是几种手段综合采用,所形成的精炼设备及其精炼效果 如表5-4所示。根据生产钢种是否需要真空处理,可进一步划分为LF精炼和真空喷粉精 炼两大类。此外,钢中的长条形(尤其是沿晶界分布的)硫化物是产生氢致裂纹的必然条 件,对钢水进行钙处理可将其改变为球形,降低其危害,一般钙硫比(w[Ca]/l4S])接 近2为佳。
表5-4二次精炼工艺及其脱硫效果
|
工艺 |
______精炼方法______ |
w[S]∕% |
|
TN、KIP |
喷吹 Cao- CaF2 - Al2O3 或 Ca-Si |
<0.∞l |
|
LF |
加热、造还原渣 |
<0.∞l |
|
V-KIP |
________真空喷粉________ |
<0.∞l |
|
VD |
真空造渣 ______ |
<0.001 |
|
VoD-PB、RH-PB |
真空喷Cao-CaF2粉 : |
W0. OOO2 |
5.3.2低磷钢生产技术
磷对钢材的延展性, 低温韧性、调质钢的回火脆性有很大影响,优质钢对磷的要求已 由0.02% ~0. 04%降到0.015%以下,对于少数钢种要求磷含量在0.003%以下。
5.3 纯净钢生产技术
199
磷属于偏析较严重的元素,对凝固有较大影响,会造成组织结构脆化,对于大多数钢 种磷降到0. 01%左右即可满足钢材的延展性要求。
脱磷的热力学条件是低温、高碱度、高的氧化性,目前磷的去除主要也是在铁水预处 理、转炉或电炉精炼期、二次精炼三个阶段进行,三个阶段脱磷的特点如表5-5所示。低 磷钢生产分普通低磷钢(w[P]Wθ.Ol%)和超低磷钢(uʧp] W0.005%,或W0. 003%) 生产两种工艺。其生产工艺决定于成品钢材对磷含量的要求,如图5-9所示。
表5・5各工序脱磷特点比较
|
阶段 |
_____特点 |
优点 |
缺点 - |
|
铁水预处理 |
磷分配比 W(P)/14 P] =150 渣量 30~50kg∕t 1300~1350tC |
低温、渣量少、氧位高 |
需先脱硅,有温度损失,转炉 冶炼废钢比不能太高,鱼雷罐车 中反应动力学条件不好 |
|
转炉或电炉精炼期 |
在炼钢初期氧化脱碳过程同 时进行,磷分配比v(P)/ MP] =100 渣量 70 ~ 100kg∕t 1650 ~1700cC |
搅拌条件好,钢渣易于分离 |
高温、渣量大、氧位稍低 |
|
二次精炼 |
磷分配比叭P)∕1"P] =150 渣量 10 - 15kg∕t 16∞ ~1650r |
渣量少 |
需进行钢液加热,脱氧前需除 渣,有温度损失 |
成品钢[P]含量
工艺流程
0.015%以下
I铁水脱硫 M 复吹转炉冶炼 口除渣FTLF精炼[-T RHH CC I
100%预处理 低温出钢 加热 脱气
w[P]W0.11% -弱脱氧沸腾出钢 调合金 脱C
脱S
0.010%以下

弱脱氧沸腾出钢 调合金 脱C
脱S
0.005%以下
I脱磷铁水T复吹转炉冶炼^∣-T除渣HLF精炼卜T' RHT CC I
100%
W[P]≤0.01%
低温出钢
弱脱氧沸腾出钢
加热 询合金 脱S
脱气
脱C
0.002%以下
I脱磷铁水M鼠吹義届冶炼W喷粉脱磷H除渣H LF精炼E RH H
cc I
100% m[P]W0∙01%
低温出钢
弱脱氧沸腾出钢
加热 调合金 脱S
脱气
脱C
图5-9超低磷钢的生产工艺流程
普通低磷钢生产,主要依靠铁水脱磷预处理和氧气转炉炼钢脱磷将钢中磷脱除至 0.01%以下。超低磷钢生产则除了铁水脱磷预处理和氧气转炉炼钢脱磷外,对钢水还进行 精炼脱磷处理,将磷脱除至0.003%以下。
5. 3. 2.1 铁水脱磷预处理
铁水脱磷预处理目前主要有在鱼雷罐车、铁水罐中喷粉脱磷和在氧气转炉中对铁水进行
200
5 纯净钢生产
脱磷处理两种方式。采用鱼雷罐车或铁水罐内喷粉脱磷方法,须先对铁水进行脱硅处理, 将"[Si]脱除至0. 10% -0. 15% ,然后再对铁水进行脱磷处理。脱磷剂主要采用Fe2O3 -Cao-CaF2系,炉渣碱度控制在2. 5 ~ 5,处理终了 w[P]脱除至0. 015% ~ 0. 05%。在氧 气转炉中进行铁水脱磷处理,可以利用转炉的氧枪、加料和除尘等装置,且不需要先行脱 硅处理,还具有可以向炉内加入废钢冷却、处理时间短、渣铁分离完全等优点,处理后的 铁水兑入另外的转炉进行炼钢。如川崎发明的SRP法使用转炉进行预脱磷,其脱碳炉中产 生的炉渣作为脱磷剂返回脱磷炉中,采用两座转炉同时作业的目的是避免回磷。在脱磷炉 中磷在Iomin内脱到0.011%,同时可熔化7%的废钢,其后在脱碳炉中很容易生产出 汲[P] <0.010%的低磷钢水。
5. 3. 2. 2 转炉吹炼脱磷
前期脱磷采用顶吹低流量、高枪位,底吹高流量搅拌的吹炼技术。可采用双渣法造 渣,转炉吹炼前期脱磷结束后,排除炉渣,再造渣吹炼,此时,可按常规模式进行。
另外,在高碳铁水中存在着碳和磷的选择氧化,在同一氧分压下碳和磷的氧化物之间 存在如下平衡:l/5(P2O5) +[C]=2/5 [P]+∣CO∣。为使脱磷后的铁水有利于炼钢正常 进行,要求在脱磷前尽量减少碳的氧化,除了低温外应保持铁水有足以使磷氧化的氧位, 通常采用往铁水深部适度吹氧的方法,一方面抑制Co气体生成来延缓碳的氧化,另一方 面使铁水局部地方有过量的氧,足以使磷优先氧化或同碳一起氧化。
此外,不脱氧或弱脱氧出钢可以防止出钢过程中回磷;在出钢过程中对炉渣进行改 性,还可以进行深脱磷处理。在CaO基钢包渣系中加入L%0,当W(Li,O)为15%时,该 渣系处理钢液时的脱磷率小270% ,处理终了时w[P] W0.009%,达到了理想的脱磷效 果。若出钢时磷含量为0.008%,处理终了时能达到初P] W0. 004%的水平。
5. 3. 2. 3 二次精炼脱磷
对于少数要求极低磷含量的钢种如低温容器罐用钢,在通常的铁水脱磷预处理和氧气 转炉炼钢脱磷外,还须进行钢水二次精炼脱磷处理。
采用炼钢低温不脱氧出钢,出钢后钢包内除渣,钢包喷粉脱磷,LF电弧加热,最后 进行合金化,由此可将磷降到0.003%以下。
钢水炉外脱磷的同时要氧化钢中的合金元素,因此脱磷一般在合金化以前进行。目 前,钢水脱磷的主要方法有:出钢过程中加脱磷剂脱磷,利用出钢过程中的强烈搅拌以及 高的氧分压,冲混脱磷;顶渣加喷粉脱磷,通过吹气使得渣、金能够充分混合,达到有效 脱磷;出钢后直接将脱磷剂加入钢包中脱磷等方式。脱磷后要将脱磷渣扒除(以防止回磷 和合金元素的损失)再合金化,LF升温,脱硫,RH脱气等操作。图5-10为日本钢管福 山厂采用钢包中喷吹转炉渣和偏硅酸钠脱磷,生产0. 002%以下极低磷钢的工艺示意图。
5.3.3低氧钢生产技术
5. 3. 3. 1低氧钢精炼的基本要求
氧主要是以氧化物系非金属夹杂物的形式存在于钢中。非金属夹杂物对钢材的疲劳特 性、加工性能、延性、韧性、焊接性能、抗HlC性能、耐腐蚀等性能均有显著的影响。
硬线钢丝、钢轨、轴承钢、弹簧钢等中高碳合金钢或优质碳钢,对钢中夹杂物有严格
5.3 纯净钢生产技术
201
I铁水脱硅I-一(铁水脱硫)-「铁水脱磷iɪ
w[P]=0,013%
CaO
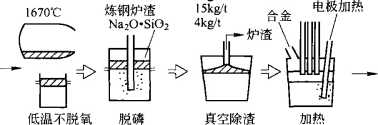
出钢 w[P]≤0.002%
τυ[P]≤0.001%
u>[P]≤0.002%
图5-10日本钢管福山厂生产超低磷钢的工艺
的要求。为保证钢材质量,必须采用低氧钢精炼工艺技术。对低氧钢精炼工艺的基本要 求是:
(1)严格控制钢中总氧含量,一般要求钢中"(T[0]) W25 X10-6。对于轴承钢,为 提高钢材的疲劳寿命,则要求钢中w(T[0]) WloXlO一6。
(2)严格控制钢中夹杂物的形态,避免出现脆性Al?。3夹杂物。如硬线钢精炼,要求 严格控制钢中夹杂物成分中W(Al203)w25%,为此,则需要控制钢水含铝量W4 X 10-6, 即采用无铝脱氧工艺。
(3)严格控制钢中夹杂物的尺寸,避免出现大型夹杂物。
5. 3. 3. 2钢中氧的转换
当转炉吹炼到终点时,钢水中溶解的氧,称为溶解氧[O]d。出钢时,在钢包内必须 进行脱氧合金化,把[0又转变成氧化物夹杂,它可用[01表示,所以钢中氧可用总氧 W(T[0])表示:
w(T[0]) = w[O]d +w[0]i
出钢时:钢水中矶O]∣τO, W(T[O]) →w[0]d;
脱氧后:根据脱氧程度的不同MOk→0, w(T[0]) =w[0],o
氧主要以氧化物系非金属夹杂物的形式存在于钢中,实际上,除部分硫化物以外,钢 中的非金属夹杂物绝大多数为氧化物系夹杂物。因此,可以用钢中总氧"(T[0])来表示 钢的洁净度,也就是钢中夹杂物水平。钢中w(T[0])越低,则钢就越"干净”。川崎 MiZUShima把中间包zr(T[ O])作为钢水洁净度标准,生产试验表明,中间包钢水总氧含 量"(T[0]) <0.003%,冷轧薄板不检查,用户接受;w(T[O]) =0.003% ~ 0. 0055% , 冷轧薄板需检查;w(T[O]) >0.0055%,冷轧薄板降级使用。产品质量缺陷不仅与钢中总 氧W(T[0])有关,还与夹杂物种类、尺寸、形态和分布有关。
为使钢中MJ(T[ O])较低,必须控制:
(1)降低w[0k:控制转炉终点。[。],它主要决定于冶炼过程;
(2)降低夹杂物的"[O]I :控制脱氧、夹杂物形成及夹杂物上浮去除;
(3)连铸过程:一是防止经炉外精炼的"干净”钢水再被污染;二是要进一步净化 钢液,使连铸坯中的以T[O])达到更低的水平。
减少所生成夹杂物的数量首先必须降低转炉终点氧含量,转炉采用复吹技术和冶炼终
202
5 纯净钢生产
点动态控制技术可使转炉终点氧矶0]D控制在0.04% ~0. 06%范围。提高转炉[C]和温 度的双命中率,减少后吹,加强溅渣护炉后高炉龄的复吹效果是降低转炉终点矶O"含量 的有效措施。既可节约铁合金消耗,更重要的是从源头上减少钢中夹杂物生成,提高钢的 洁净度,这对生产低碳钢或超低碳钢的冷轧薄板是非常重要的。钢包渣中W(Feo+ MnO) 含量与钢水中氧含量有正比关系,因而减少出钢下渣量很重要,广泛采用挡渣帽+挡渣锥 的挡渣方法,提高转炉终渣W(MgO)含量和碱度也有利于减少下渣。
采用真空处理技术(RH、VOD、LF-VD等),钢水在未脱氧情况下进行真空碳脱氧, 然后进行脱氧、合金化,脱氧产物上浮。真空处理后的高碳钢液中总氧含量即可降低到 0.001%以下,低碳钢液总氧含量可降低到0.003% ~0. 004%以下。
钢中氧的复杂性在于钢水冷却凝固过程中因氧的溶解度降低将进一步生成脱氧产物, 钢水在浇注过程中会因为二次氧化而与大气、炉渣、耐火材料发生氧化反应形成大颗粒夹 杂物。钢中夹杂物的数量、尺寸、分布、形状、类型都将对钢材的性能产生很大的影响。
5. 3. 3. 3 低氧钢精炼的基本工艺
根据以上分析,为实现上述基本要求,低氧钢精炼的基本工艺为:
(1)精确控制炼钢终点,实现高碳出钢,防止钢水过氧化。
(2)严格控制出钢下渣量,并在出钢过程中进行炉渣改质。控制钢包渣中。(FeO + MnO)≤3%,炉渣碱度五N2. 5,避免钢水回磷并在出钢过程中进行Si-Mn脱氧。
(3) LF炉内进行白渣精炼,控制炉渣碱度RN3.5, w(A12O3) =25% -30%;渣中 w(FeO + MnO)≤1.0% (最好小于0.5%),实现炉渣对钢水的扩散脱氧。同时完成脱硫的 工艺任务。
(4)白渣精炼后,喂入Si-Ca线,对夹杂物进行变性处理。控制钢中夹杂物成分, 保证 W(Al2O3) W25%。
(5)冶炼轴承钢等超低氧钢时(以T[0]) <10x10-6), LF白渣精炼后应采用VD炉 进行真空脱气。在VD炉脱气过程中应控制抽气速率和搅拌强度,避免渣钢喷溅。通过 VD炉脱气并继续进行钢-渣脱氧、脱硫反应。然后加入铝进行深脱氧,并喂入Si-Ca线 对夹杂物进行变性处理。
(6)在连铸生产中,应采用全程保护工艺,避免钢水氧化,出现二次污染。应采用低 黏度保温性好的速熔保护渣,采用较低的拉速,保证钢液面平稳。严格控制钢液卷渣形成 大型皮下夹杂。
(7)为避免铸坯中心疏松和成分偏析,应采用低温浇注工艺,控制钢水过热度不大于 20K,过热度波动不大于±10(。
5. 3.4低碳低氮钢生产技术
对于汽车、家电用薄钢板,为了提高钢材的深冲性能,一般要求严格控制钢中 "([C] +[N])w50xl(p6° 为了大量生产 M)([C] +[N])w50x10~6 的深冲钢板,使低碳 低氮钢的精炼工艺得到迅速发展。
5. 3.4. 1 超低碳钢的精炼
钢中碳对钢的性能影响最大,碳含量高能增加钢的强度,但使塑性下降、冲压性能
5.3 纯净钢生产技术
203
变坏。因此一般优质深冲型铝镇静钢要求w[C] W0. 05%、IF钢要求m;[ C ] W0. 007%。 钢中碳的控制主要集中于两点:炉外精炼使钢中碳达到极低水平、防止精炼与连铸过程 增碳。
A .精炼脱碳
20世纪80年代以来国际上应用最多的真空精炼装置是RH、VOD、VD,其中VoD主 要用于超低碳不锈钢的精炼,RH与VD相比,因其真空度较高,精炼超低碳钢时钢水剧 烈沸腾,并且RH采用大氨气量大循环时,可在短时间内将氢脱至0.0001% ,因此RH更 适合于超低碳深冲钢、镀层钢板的生产。图5-11为RH脱碳模型简图,关于脱碳反应,在 矶C] >0.005%范围内,钢水内的CO生成反应(内部脱碳)是主反应,而在皿C]< 0.003%范围内,从真空槽内的自由表面放出CO(表面脱碳)是主反应。RH真空处理过 程中控制脱碳主要有以下两个因素:
(1)钢液环流量(为浸入管直径的函数);
(2)从真空室中提取[口的速率(为真空室横截面积及搅拌能的函数)。
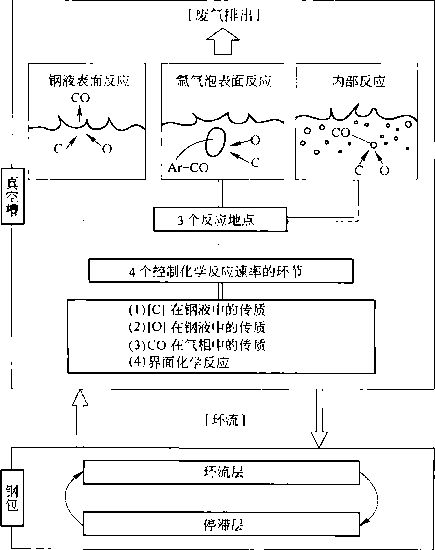
图5-11 RH脱碳模型简图
目前国外常用的提高RH脱碳速度的方法有:
(1)增大环流量:增大吸嘴内径,改圆形吸嘴为椭圆形;
(2)增大驱动氨气流量;
204
5 纯净钢生产
(3)增大泵的抽气能力,其中采用水环泵和蒸汽泵联用可提高泵的抽气能力,降低 RH能耗和水耗;
(4)向驱动氣气中掺入氢气,在碳含量小于0.002%时可使脱碳速率增加一倍;
(5)在真空室侧墙安装儘气喷嘴,吹氣到真空室内,可增大反应界面面积,尤其在 碳含量小于0.003%时可显著提高脱碳速率,此法在IOmin可将碳从0.021%降至 0. 001% ;
(6)减少真空室的法兰盘数可提高真空度,减少漏气,减少钢水污染。
采用RH可以实现超低碳钢精炼。但当钢中w[C] W0. 002 %时,由于钢水静压力的影 响,RH脱碳速度减弱,趋于停止。为了进一步降低钢中含碳量,日本开发出了以下工艺:
(1)提高钢水循环流量Q,促进脱碳反应—REDA法。新日铁八幡钢厂对35OtDH 炉进行改造:取消真空室下部槽和吸嘴,将真空室直接插入钢水中,利用钢包底吹Ar搅 拌能,大幅度提高钢水的循环流量,使熔池混匀时间从80 s降低到40 ~60 s,脱碳速度明 显提高。处理20min,可保证钢水w[C] WlO X 10 一6;处理30min,钢水w[C]可达到 3 ×10^6o
(2)提高容量传质系数,促进脱碳反应。日本川崎钢铁公司为实现超低碳钢冶炼,采 用H2作为搅拌气体,吹入RH真空室。利用RH真空脱气的功能,使H2从钢液中逸出时 增加了反应界面,提高RH的容量传质系数。处理20min,可使钢中[C]达到3xl(p6。
为了将钢中碳脱到0.005%以下,又发展了 RH-OB、RH-KTB、RH-PTB、VOD-PB等吹氧、喷粉强制脱碳的方法。据报道日本住友金属工业公司采用VoD-PB喷吹氧化 粉剂法,可将碳降至0.0003%,其缺点是随着脱碳反应的进行,钢中氧含量会逐渐增多。 而RH-KTB与RH相比,具有脱碳速度快,热量补偿多,防止或减轻真空室结冷钢,操 作安全等优点,因而在低碳低氮钢生产中得到了重用。在一定温度条件下,有利于RH-KTB深脱碳的动力学条件是:
(1)真空度高,抽气能力大,真空室内降压速率快;
(2)尽可能提高钢水环流量、循环系数、容积传质系数(m3/min)或钢水质量速度 系数(t∕min),以便增加单位时间内有效脱碳的钢水量;
(3)增大驱动气体量,尤其是在极低碳区时,靠大流量的气体驱动和搅拌,创造有效 脱碳的机会;
(4)加大供氧量(尤其在高碳区)与供氧流量/压力比,改变吹氧操作方式(枪结 构、枪位和工艺参数)等;
(5)在正常的物流动态平衡条件下,保持合适的处理时间。
B防止增碳
首先是防止RH处理过程中从真空罐渣壳中以及真空室钢渣结瘤引起的增碳,特别是 钢包用碳化稻壳保温的情况下,这种现象尤为突出。其次是连铸过程中碳的控制。在浇注 含碳量小于0∙03%的超低碳钢种时,最突出的问题是保护渣对钢水的增碳。目前国内增碳 水平一般在0.001 %左右,而国外先进厂家可将其控制在0.0003%范围内。为了避免或减 少超低碳钢钢水增碳,必须降低熔渣中碳含量。可以在满足基本性能要求的基础上,尽量 减少原始渣的配碳量。用于超低碳钢的保护渣,应配入易氧化的活性炭质材料,并严格控
5.3 纯净钢生产技术
205
制其加入量;也可以在保护渣中配入适量的MnOz,它是氧化剂,可以抑制富碳层的形成, 并能降低其含碳量,还可以起到助熔剂的作用,促进液渣的形成,保持液渣层厚度。此 外,还可以配入BN粒子取代碳粒子,成为控制保护渣结构的骨架材料。连铸过程中,降 低耐火材料中的碳含量,或者使钢水与含碳材料接触面最小;中间包使用不含碳或碳含量 少的保温材料;结晶器使用无碳保护渣,都有助于防止增碳。
5. 3. 4. 2超低氮钢的冶炼
氮在钢中的作用具有二重性:一方面可作为固溶强化元素,提高钢水的强度;另一方 面,作为间隙原子,显著降低钢的塑性。氮对钢材性能的危害主要表现为:加重钢材的时 效;降低钢材的冷加工性能;造成焊接热影响区脆化;对于新一代汽车用超深冲IF钢冷 轧钢板,要求氮低于25 Xi。-。对于厚板为了保证焊接热影响区的韧性,钢中氮应低于 20×10^6o
超低氮钢的冶炼,本质是控制钢液界面处氮的吸附(吸氮)与脱附(脱氮)这一可 逆反应。在一定温度、压力下,存在一临界"[N],记为w[N]tn。当钢中w[N] > w[N]π,,则脱氮,反应为液相传质速率,呈表观一级反应。当MN] <w[N]π,时,则吸氮, 反应界面反应速率为表观二级反应。脱氮(或吸氮)为界面反应,由于氮的原子半径较大, 同时气-钢表面大部分被钢的表面活性元素硫、氧所吸附,因此,钢液脱氮,实际效果 很差。
钢中氮的去除比较困难,目前生产低氮钢主要采用在转炉炼钢过程提高铁水装入比, 炼钢过程尽可能脱氮,在出钢、二次精炼和连铸过程尽可能保护钢水防止吸氮的策略。据 报道,铁水脱氮和二次精炼脱氮已有所进展。相对于全工序脱氮,钢水吸氮造成的影响相 当显著。
A铁水脱氮
铁水氮含量是影响钢水终点氮含量的重要因素,低氮铁水主要靠高炉的顺行来获得, 高温、高钛、高信、高硅均有助于减少铁水氮含量。铁水脱氮也是可行的,CRM公司试 验证明使用碳酸盐和氧化物为主的基本反应剂(如CaCO3、铁矿石等)来降低铁水氮含量 是可行的。铁水脱硅的同时也能脱氮,COCKERlLl-SAMBRE钢厂铁水工业性试验证明, 在鱼雷罐车中加入40kg∕t烧结矿粉,脱氮率可达50%。
B转炉脱氮
转炉是有效的脱氮工具,脱氮程度一般在0.002% ~ 0.004%,其高低取决于铁水加入 量、转炉的吹炼控制、出钢脱氧制度等。高的矿石加入量和铁水比可降低终点钢中氮含 量,复吹工艺对降低终点钢水氮含量起着重要作用,其中最重要的是底吹气体的性质和用 于保护喷嘴的介质种类,氧气中氮含量也是影响钢水终点氮含量的重要因素,而吹炼末期 的补吹可使钢中氮含量明显增高。不脱氧出钢、控制出钢口形状不散流以及在钢包内添加 含CaO的顶渣可有效防止钢水吸氮。
C二次精炼脱氮
精炼过程氮主要来源于与钢水接触的大气、加入的合金及熔剂。钢液去氮主要靠搅拌 处理、真空脱气或两种工艺的组合促进气体与金属的反应来实现。目前真空脱气装置中脱
5 纯净钢生产
氮效果并不明显,这主要与钢中较高的氧、硫含量有关。当钢中界面活性元素硫、氧较高 时,钢液的脱氮速度很低,甚至陷于停顿状态。但在钢中MS] <0.005%时,利用VD装 置大气量底吹处理钢水有较好脱氮效果。
住友金属公司开发的VOD - PB法在真空下向钢水深处吹入粉状材料(铁矿粉和住矿 粉),在精炼的高碳期间生成CO小气泡,可得M N] <0.002%钢水。该公司随后开发的 RH-PB法可得w[S] =0.0005%、w[N] =0.0015%的钢水。预计真空喷粉脱氮的优势将 进一步发挥。
真空室的密封性对实现低氮也是极为重要的,整体式真空室有利于低氮钢的生产。川 崎发现在RH下降管内压力小于管外压力,其耐火材料内气体主要成分是氮气,空气通过 浸渍管的耐火材料侵入钢液可造成吸氮。在RH浸渍管周围进行儘封抑制钢液吸氮,可使 矶N]达到0. 002%水平,而无氨封时为0. 0027%。
目前钢水所采用的真空精炼法,其脱氮效果不显著,时间长,设备复杂。实践表明, 在V-KIP真空喷粉处理过程中,当"[N]低于35 X 10 Y时,真空处理基本上不能够脱 氮;RH生产矶N] W30xl(p6的超低氮钢有很大的困难。如采用RH-KTB深脱氮,可能 存在真空脱氮、Co和氫气泡携带脱氮、熔渣脱氮等途径;脱氮区域主要在气-液间进行 (如真空室下部钢液自由表面、钢液-CO和钢液-Ar界面等),也有可能在钢液-熔渣界 面发生脱氮反应。为提高真空脱氮效率,可采用以下措施:
(1)提高钢水纯净度,降低钢液表面活性元素[S]、[0]、[Si]含量,降低碳和强 氮化元素Ti、Al等;
(2)提高真空度、增大抽气能力、保持密封效果;
(3)加大儘气量(尤其是精炼后期),强化搅拌,提高扩散系数和单位脱气面积(QT);
(4)在工艺允许下,适当延长处理时间;
(5)喷吹还原气体(如H?)有利于提高脱碳速度;
(6)喷吹细小Fe?03粉末,有利于真空脱氮。
合成渣在还原条件下,对氮有非常高的溶解能力,其溶解度为1.33% ~ 1.88%。成国 光、赵沛等研究认为,真空下采用50%$02 -40%82 03-10%D02精炼渣系,有明显的脱 氮效果。
阎成雨、刘沛环通过试验研究了 CaO - TiO2 - Al2O3^ CaO - Al2O3 - SiO?及CaO -B2O3-Si0?渣系中Tio2、AUOs及B2O3含量对钢水脱氮率的影响。在试验的三个渣系,渣 中有C存在下,脱氮反应为:
[N] +2(C) + (TiO2)- (TiN) +2(C0} (5 -5)
2[N] +3(C) + (Al2O3)^=2( AIN) +3(Cθ! (5 -6)
2[N] +3(C) + (B2O3)-2(BN) +3{CO[ (5 -7)
钢和渣中氧位愈低,脱氮率愈高。增加渣中碳、铝及钢中铝的含量,可以提高合成渣 脱氮效果。
水渡等人也发表了用渣脱氮的实验室研究结果,认为渣脱氮反应按式(5-8)进行:
[N] +3/2(()2-)^=(/) +3∕2[O] (5 _8)
式(5-8)的氮平衡分配系数较低。为了得到对脱氮有效的分配系数,在降低钢水中 氧活度的同时,必须使渣具有高碱度。但现在还没有找到控制这些因素的有效方法,而没
5.3 纯净钢生产技术
207
有实现实用化。使用钢包精炼来进行熔渣脱氮,还有渣量增加和强化反应容器密封等问 题,从经济观点来看也是困难的。
精炼后连铸过程中主要防止钢液二次氧化吸氮,其解决措施与上文讨论的避免钢液从 大气中吸氧方法一致。
综上所述,超低氮钢的冶炼必须从炼钢全流程出发,综合采取以下措施:
(1)提高转炉脱碳强度,保持炉内微正压。用CO洗涤钢水,实现脱呼;
(2)改善终点操作,提高终点脱碳速度和终点命中率,减少倒炉次数;
(3)沸腾出钢,防止钢水吸氮;
(4)真空下进一步降低S、O含量,采取措施提高真空脱氮的效率;
(5)完善精炼钢水的保护浇注,避免二次吸氮。
采用上述工艺,可生产nN] W2。xl0"的超低氮钢。
此外,应同时重视辅助设备及相关技术的研究开发,如无碳钢包衬及覆盖渣处理技 术、真空室耐材寿命与材质、防止和清除真空室壁上冷凝钢问题、防止连铸过程增碳、增 氮技术、定期快速测温取样技术(不增碳取样器、极低含量分析精度技术等)、过程监视 及控制技术(采用DDC、CRT数字同步计算机等)。
5.3.5氢的去除与钢中残余有害元素控制技术
5.3.5. 1 氢的去除
氢的去除以前主要在炼钢初期通过CO激烈沸腾得到,自真空处理技术出现以后钢中 氢已可稳定控制在0∙0002%以下。杜绝各工序造渣剂、合金料、覆盖剂以及耐火材料的潮 湿,避免碳氢化合物、空气与钢水接触,都有助于降低钢中氢的含量。
5. 3.5. 2 钢中残余有害元素控制
钢中有害元素指Cu、P、S、As、Sn、Pb、Sb、Bi等元素,其中As、Sn、Pb、Sb、Bi 简称五害元素。
CU的熔点较低,钢中铜含量高,钢在加热过程中铜在晶界析出,易造成裂纹缺陷。
As、Sn、Pb、Sb、Bi几种元素易在晶界附近偏聚,导致晶界弱化,降低钢的蠕变塑 性。还有可能造成钢的表面裂纹缺陷。
国内外某些钢厂对钢中残余有害元素含量的限制"标准”见表5-6、表5-7。
表5-6钢中残存元素的实际含量和允许含量(駆/%)
|
元素 |
"工业纯”钢实际含量 |
"高纯"钢实际含量 |
允许含量 | |
|
一般用途钢 |
深冲和特殊用途钢 | |||
|
Cu |
0. 08 -0.21 |
0.018 |
0.250 |
0. 1∞ |
|
Sn |
0.010-0.021 |
0.001 |
0. 050 |
0.015 |
|
Sb |
0.002 ~0. 004 |
0. 001 |
0. 005 | |
|
As |
0. OlO ~0. 033 |
0.002 |
0.045 |
0.010 |
|
Pb |
0.0014 - 0.0021 | |||
|
Bi |
0. (XX)I ~0. 00015 | |||
|
Ni |
<0.06 |
0. 100 | ||
208
5 纯净钢生产
|
表5.7国外一些钢厂对钢中残余有害元素含■的限制"标准"__________ | ||||
|
钢种名称 |
对残余有害元素限制要求加/% |
备注 | ||
|
Sn |
Sb |
As | ||
|
油井专用钢管 |
≤0. 025 |
≤0. 030 |
意大利达尔明钢厂 | |
|
抗硫油井管 |
≤0.006 |
≤0.006 | ||
|
油井专用钢管 |
Wθ∙ 010 |
德国曼内斯曼钢管厂 | ||
|
抗硫油井管 |
WO. 005 | |||
|
抗硫油井管 |
W0. 005 |
WO. 005 |
≤0. 005 |
日本住友钢管厂 |
|
石油化工用钢 |
W0. 010 |
≤0.010 |
≤0.010 | |
|
油井专用钢管 |
≤0.010 |
≤0.010 |
wθ∙ 010 |
日本川崎钢管厂 |
|
海洋结构用高强度钢 |
W0.002 |
Wθ∙ 005 |
W0. 004 | |
现代化高性能新钢种对钢中有害元素的控制已不只限于s、P、H、0、N,还必须考 虑Ni、Cu、Pb、Sn、AS等残余有害元素的影响。因Cu、As、Sn、Pb、Sb、Bi元素在炼钢 过程中基本上无法去除,为此,首先要针对其具体用途和钢种制定不同"标准",合理安 排组织生产。对于电炉钢而言,主要是控制废钢、生铁等原材料的质量。在资源条件及成 本允许的情况下,可用生铁、DRl等废钢代用品对钢中残余元素进行稀释处理。在资金允 许的前提下,用废钢破碎、分离技术进行固态废钢预处理是明智的选择。对于转炉钢而 言,主要是控制铁水的质量。钢液脱除技术是最适于大规模生产的残余有害元素处理方 法,可与炼钢过程同步进行,简便易行,但这一方法尚需进一步研究与探讨。
5. 3.6减少钢中夹杂物技术
减少钢中非金属夹杂一直是研究的重点,对夹杂物的要求主要体现在三个方面:含量 低,尺寸小,轴承钢、硬线钢等要求不变形夹杂物要少。
5. 3. 6. 1关键技术
纯净钢生产中夹杂物的控制涉及多个环节,以转炉炼钢流程为例,关键技术主要有:
(1)炼钢终点控制技术:吹炼终点成分和温度的控制命中率高达90%,避免由于终 点控制不好,多次补吹造成的钢水氧含量的增加。
(2)钢水真空处理技术(RH、LF-VD、VOD):钢水在未脱氧的情况下进行真空碳 脱氧,然后进行脱氧、合金化、脱氧产物上浮。真空处理后的高碳钢液中的全氧可降低到 IOxlO-6,低碳钢液的全氧可降到(30~40) X10-6以下。
(3)严密的保护浇注技术,杜绝钢液与空气接触造成的二次氧化。
(4)在中间包、结晶器设置控流装置,促使微小夹杂物的碰撞、聚合、上浮,防止中 间包和结晶器卷渣。
(5)减少带渣技术:出钢前提高炉渣碱度和Mgo含量,降低炉渣流动性,减少 出钢带渣;采用大包下渣自动检测技术防止钢包渣进入中间包;控制中间包内钢水的 液位。
5. 3. 6. 2 生产措施
为减少钢中脆性AI2O3夹杂物,国外一些厂家采取了以下措施:
5.3 纯净钢生产技术
209
(1)先用硅脱氧降低钢中溶解氧含量,然后再用铝终脱氧。但所生成的SiO?起到了二 次氧化源的作用,必须降低Si02的活度以防止其与钢水中铝发生反应。对于w[Si]= 0. 10% ~0.30%的轴承钢,控制碱度在4以上可以保持炉渣中SiOz的稳定,实际操作中炉 渣碱度常常控制在5以上。
(2)用碳代替部分铝进行钢水粗脱氧。出钢过程中当钢水量为1/2时加入碳脱氧,对 矶C] =0.035% ~0. 12%的钢水,将氧脱至0.0224%,然后加铝,终脱氧至0. 015% ,最 后加Si、Mn合金化。采用该法可降低钢水脱氧成本8% ,减少钢中AI2O3夹杂,使出钢时 钢水吸氮量减少50%。
(3)对炉渣改性,提高其溶解吸收AI2O3夹杂的能力;或在脱氧和精炼中控制[Al] 和渣中AI2O3含量,从而有效控制钢中夹杂物的成分,得到理想的夹杂物成分,使脆性夹 杂转变为塑性夹杂。
(4)对钢液进行钙处理,变固态脆性铝酸盐为液态钙铝酸盐。对钢液进行钙处理还可 以控制炉渣成分、改变脱氧过程的热力学条件,从而生产氧含量很低的钢种。以铝脱氧钢 为例,1600七与钢中w[ Al]s = 0. 02% ~ 0.05%处于热力学平衡的w[O]s =0.0004% ~ 0. 0∞8% ;而以CaO -帖03为基的熔渣中叫03的活度可达0.001%,与液态钢中 14AlL=0.01%相平衡的MO],<0.0001%。其前提是改变脱氧产物的形态,同时形成的 脱氧产物能很快进入炉渣。
生产中针对夹杂物的去除和二次氧化所采取的措施有:
(1)出钢挡渣、扒渣、炉渣改性;
(2)真空精炼并吹气搅拌以有效去除夹杂;
(3)钢包到中间包、中间包到结晶器惰性气体保护浇注,中间包吹氫实现惰性气氛浇 注,中间包密封或真空浇注等;
(4)钢包、中间包下渣检测,中间包采用防涡流技术;
(5)钢包全自动开浇和浸入式开浇技术;
(6)中间包使用挡墙、坝、阻流器控制钢水流动,使用过滤器、电磁旋转离心器或底 吹氫减少夹杂,使用高碱度覆盖剂吸收夹杂,造还原性中间包渣,使用碱性耐材降低侵 蚀,采用H型或大容量中间包等;
(7)中间包加热控制温度波动,可进一步促进夹杂物去除,同时对减轻开浇、连浇、 浇注结束时钢水短路十分有效;
(8)采用立弯式结晶器促使夹杂上浮,结晶器采用电磁搅拌减少铸坯皮下夹杂物和气 泡,采用FC (FlowControI,流量控制)结晶器或电磁闸控制钢水流动同时减少液面波动, 结晶器保护渣自动添加;
(9)低速浇注。
通过铁水预处理、转炉复吹、二次精炼技术的有效配合,已能工业生产杂质含量小于 0.01%的高纯钢。但对于洁净钢,钢中存在的夹杂物尺寸多小于25μ<m,在钢液中上浮速 度很慢,很难进一步去除。减少微细夹杂物是目前研究的重点,日本川崎制铁千叶厂的4 号板坯连铸机采用了电磁旋转离心搅动促进微细夹杂物上浮的技术,取得了较好的去除夹 杂物效果。
210
5 纯净钢生产
5.3.7 "超显微夹杂"钢的精炼工艺
5. 3. 7. 1 "超显微夹杂"钢的概念
所谓“超显微夹杂”钢是指非金属夹杂物尺寸十分微小,以至于用光学显微镜作常规 金相检验时对非金属夹杂物难以定量判别的钢。加拿大英属哥伦比亚大学A. Mitchell教授 和日本新日铁SFukumoto博士把这类钢称为“零夹杂"钢。"超显微夹杂”钢实际上是含 亚微米级夹杂物的钢。李正邦院士在文献中指出,“显微夹杂”钢要求钢中夹杂物尺寸W 20IjLm,"零非金属夹杂”钢为钢中夹杂物高度弥散、夹杂物尺寸WlIlm的钢。
钢中的非金属夹杂物一般包括硫化物、氮化物和氧化物。由于钢液中直接析出硫化物 和氮化物的活度积远比析出氧化物时的活度积高,对于超低硫和超低氮钢,液相中直接析 出硫化物和氮化物的可能性比较小。因此,存在于"超显微夹杂”钢中的非金属夹杂物主 要是颗粒细小的氧化物夹杂。
当金属材料的纯净度达到一定程度时,其性能会发生某些突变,如MFe] >99.995% 超纯铁的耐酸侵蚀能力与金或铝的抗腐蚀能力相当;18Cr2NiMo不锈钢中磷的含量从 0.026%降低到0.0002%时,其耐硝酸的腐蚀能力提高100倍以上。金属材料的加工性能、 疲劳性能、延滞断裂性能和抗冲击等性能主要决定于材料中非金属夹杂物的性质、尺寸和 数量。根据AMitchell等的观点,只有当非金属夹杂物的尺寸小于IJXm,且其数量少到彼 此间距大于Ioflm时,它们才不会对材料的宏观性能产生影响。对常规金属结构材料,其 疲劳极限(0-1与抗拉强度(0∙b)的比值K通常小于0.5,但当钢中非金属夹杂物处于 极限状态时,K值的大小将如何变化是一个需要研究的课题。制造航空发动机涡轮盘的超 级合金对氧化物夹杂的尺寸和氧化物夹杂颗粒数量是有严格要求的,这就要求冶金专家去 开发极限夹杂含量的钢。
当金属材料的晶粒度从几十微米级降到微米级,乃至亚微米级、纳米级时,材料的性能 会发生质的变化。对这样的细晶粒和超细晶粒材料,非金属夹杂物的尺寸和数量将如何影响 其性能是一个急需解决的问题。这对以晶粒超细化为特征的新一代钢铁材料的研发、生产、 推广和应用具有重要意义。而"超显微夹杂”钢的生产制备是进行上述研究的基础。
5. 3. 7. 2 "超显微夹杂”钢精炼工艺路线
在固体状态下,钢中的氧几乎全部以氧化物夹杂形态存在,钢中的(T[0])含量的高 低代表了存在于钢中的氧化物夹杂的多少。由于颗粒较大的夹杂物比颗粒较小的夹杂物更 容易被去除,因而钢中夹杂物尺寸将随的(T[0])含量降低而减小。若能通过一系列精炼 工艺将钢液中的氧含量降到极低的水平,就能使钢液中出现大夹杂的概率降低到“零”, 同时也能使钢液中脱氧元素与氧的活度积降低到固相线温度下的饱和活度积以下。为了实 现以上目的,李正邦、薛正良等设计了如图5-12所示的精炼"超显微夹杂”钢的工艺 路线。

图5-12 “超显微夹杂"钢精炼工艺路线
5.3 纯净钢生产技术
211
首先是将工业纯铁进行深度脱硫、脱磷和脱铝处理,然后用真空感应炉进行真空碳脱 氧。真空感应熔炼分两步进行,第一步是在很低的真空度下用碳初脱氧,炉衬为电熔镁 砂;第二步是在较高的真空度下深度脱氧并用纯金属合金化,炉衬为石灰砂;最后用电子 束炉熔炼,在无耐火材料污染的情况下对钢液进一步深脱氧,钢液在水冷结晶器快速凝 固,以避免氧和硫的凝固偏析。
5.3.8纯净钢生产体系的建立
纯净钢的生产是一项系统工程,首先需要确定使用者所要求达到的性能,其后需要在 生产和科研中积累钢中杂质和性能、缺陷之间的关系,进而提出生产过程中的控制目标。 纯净钢生产不仅是一个技术问题,它首先是一个经济问题,高的纯净度往往意味着高的代 价。在制定生产工艺过程中希望造就最佳的热力学和动力学条件,但需要对各杂质元素的 去除进行综合考虑。
在炼钢-精炼-连铸工艺流程生产纯净钢要控制好四点:
(1)转炉降低终点[0]溶,这是产生氧化物夹杂的源头;
(2)精炼要促使原生的脱氧产物大量上浮;
(3)连铸要减轻或杜绝钢水二次氧化,防止生成新的夹杂物;
(4)防止再污染,浇注过程要防止经炉外精炼的“干净”钢水受外来夹渣再污染。
要把产生产品缺陷的夹杂物消灭在钢水进入结晶器之前,二次精炼和连铸工艺操作是 生产纯净钢的关键。
以炉外精炼为中心建立超纯净钢生产体系。建立超纯净钢生产体系应包括:
(1)提高钢水的纯净度,尽量减少钢中S、P、C、H、N、T[0]等杂质含量;
(2)降低钢中夹杂物含量,对夹杂进行变性处理;
(3)稳定各种合金元素的收得率,提高钢水成分的控制精度;
(4)实现无缺陷连铸坯生产。
表5-8给出了几种炉外精炼设备钢水处理后所达到的纯净度比较;表5-9给出不同精 炼设备的成分控制精度。
表5-8不同精炼方法可达到的钢纯净度
|
精炼 工艺 |
精炼 设备 |
生产条件 |
____ 可达到的纯净度/%__ |
杂质总量 w∕% | |||||
|
T[O] |
[N] |
[H] | |||||||
|
非真空 精炼 |
LF |
电炉+LF, 渣洗精炼 |
— |
(50-100) ×10^4 |
(100-150) ×10^4 |
(25 -60) ×10~4 |
(50~80) ×10^4 |
(4-6) ×10^4 |
(229 ~396) XlO-4 |
|
CAS - OB |
铁水预处理-转炉-精炼 |
- |
(100-150) ×10^4 |
(50 ~150) ×10^4 |
(25 -50) XlO-4 |
(40-60) XlO-4 |
(3~4) xlθ~4 |
(218 ~414) XlO'4 | |
|
AOD |
电炉+AOD 冶炼不锈钢 |
(0.08-0.4) ×10^4 |
(30-150) XIOT |
(150 - 250) ×10 -4 |
(3O~8O) ×10~4 |
(25 ~30) ×10^4 |
(3 〜5) xlθ^4 |
(238 -415) XlO-4 | |
|
真空 精炼 |
RH |
转炉弱脱氧 出钢+RH |
≤20 ×10^4 |
(15 ~25) X10~4 |
(50-100) ×10^4 |
(20-40) ×10^4 |
W25 XIo-4 |
(0.5~L5) XlO'4 |
(110.5 ~ 211.5) XlO-4 |
|
VD |
电炉+VD |
— |
(15 -30) ×10~4 |
(100-150) ×10^4 |
(5-25) XlO'4 |
(40 ~60) X10-4 |
(1~3) ×10^4 |
(151 ~268) XIO-4 | |
|
VOD |
电炉+AOD + VOD不锈钢 |
(30~300) xlO" |
(15~30) ×10^4 |
(100-150) X10 - |
(30~50) XlO"4 |
(15 ~50) XlO -4 |
(1-2.5) ×10~4 |
(191 ~585) X 10-4 | |
212
5 纯净钢生产
表5-9不同精炼工艺合金元素收得率与成分控制精度的比较
|
工艺 |
合金元素收得率—% |
成分控制精度(土) w∕% | |||||||||||||
|
C |
Mn |
Si |
Al |
Cr |
Ti |
C |
Mn |
Si |
P |
S |
Mo |
Cr |
Ni |
Al | |
|
CAS -OB |
80 ~ 95 |
95 - 100 |
85 ~ 95 |
50 ~ 80 |
— |
60 ~ 80 |
0. 01 |
0. 015 |
0.02 |
— |
— |
— |
— |
— |
0. 002 |
|
LF |
90 |
94 |
85 ~ 90 |
35 - 70 |
96.4 |
40-80 |
0.01 |
0.02 |
0. 02 |
— |
0.001 |
0.04 |
0. 02 |
— |
0.005 |
|
AOD |
— |
80 ~ 90 |
0 |
40 ~ 60 |
98〜 99 |
— |
0.03 |
0.015 |
— |
0.05 |
0.005 |
0.005 |
0.035 |
0.015 |
0. 0045 |
|
RH |
— |
89 - 98 |
85 ~ 95 |
47 ~ 68 |
一 |
— |
0.001 |
0.02 |
0.02 |
— |
0.0005 |
— |
— |
— |
0.007 |
|
VD |
90 |
94 ~ 100 |
90~ 95 |
60~ 80 |
98 |
97 |
0.01 |
0.02 |
0.02 |
0~ 0.002 |
0. 008 |
— |
— |
— |
0. 005 |
|
VOD |
— |
95 ~ 100 |
90~ 95 |
50 - 70 |
98 ~ 99 |
98 |
0.005 |
0.02 |
0.02 |
— |
0.0005 |
— |
0.01 |
0.01 |
0. 009 |
综合比较,多功能RH是功能齐备,生产效率高和精炼效果好的炉外精炼设备。除了 建设炉外精炼设备外,建立纯净钢生产体系还必须做好以下工作:
(1)出钢挡渣技术是保证炉外精炼效果的基本前提。现代化电炉采用留钢工艺和炉底 出钢技术,基本解决了出钢下渣的技术难题。对于转炉,挡渣技术应包括:
D 一次挡渣,避免出钢前期下渣;
2)炉渣检测,避免出钢过程大量下渣;
3)二次挡渣和快速起炉,避免出钢结束后下渣;
4)出钢口的长寿,维护和快速更换。
采用以上技术,可控制钢包下渣量厚度为40 ~ IOOmm,适宜进行炉外精炼。
(2)炉渣改质和白渣精炼技术在国外已广泛采用。炉渣改质是在出钢过程中向钢包内 加入石灰系改质渣,使渣中W(Feo+ MnO) Wl%,达到很好的脱氧和脱硫效果。
炉渣改质有以下两种工艺:
石灰-Al 粉改质:2[A1] +3( FeO)^(Al2 O3) +3[Fe];
CaC2 -石灰改质:(CaC2) +3(Feo)^(CaO) +3[Fe] +2{C0}。
采用石灰-AI粉改质剂,生成CaO-Al203系炉渣,配合LF白渣精炼,使终渣 w(FeO) ≤1%,有利于脱硫。
(3)连铸保护和钢水过滤技术。
5.4纯净钢生产技术应用
5.4.1轴承钢
5. 4. 1. 1 轴承钢的生产质量
轴承寿命是轴承钢要求的主要性能指标,轴承的疲劳寿命是一个统计概念:即在一定 的载荷条件下,用破坏概率与循环次数之间的关系来表示。除疲劳寿命之外,轴承还必须
5.4 纯净钢生产技术应用
213
满足高速、重载、精密的工艺要求,因而要求轴承钢具备高强韧性、表面高硬度耐腐蚀、 淬透性好、尺寸精度高、尺寸稳定性好等性能指标。表5-10给出了轴承钢的性能指标 要求。
表5-10轴承钢的性能指标要求
|
____轴承性能要求 |
轴承具有的特性 |
_____对轴承材料的要求_____ |
|
_____耐高荷重 |
抗形变强度高_ |
________硬度高________ |
|
能进行高速回转 - |
殷擦和面损∕卜 |
_______耐磨强度高_______ |
|
_____回转性能好 |
回转精度高,尺寸精度高 |
_____纯净度、均匀度高______ |
|
具有互换性 一 |
尺寸稳定性好 | |
|
能够长期使用 |
______具有耐久性______ |
______疲劳强度高_______ |
根据轴承接触疲劳破坏的机理,确定了提高轴承钢疲劳寿命的技术关键在于:
(1)尽最大可能减少钢中夹杂物,提高钢材纯净度;
(2)严格控制和消除钢中碳化物缺陷,提高钢材的组织均匀性。
图5/3给出了影响轴承钢疲劳寿命的主要因素。
对钢材性能要求
控制指标
轴承的疲劳寿命
• w(T[O] )≤0,001%
• w[Ti]≤0.0015%
• W[S](0.21( w[0])k2-0.003}%≤{0.21(w[0])1/2 t0.007}%
•控制和消除液析碳化物
•控制和消除带状碳化物
•控制和消除网状碳化物
•控制碳化物的尺寸WI μm
图5-13影响轴承钢疲劳寿命的主要因素
A轴承钢的氧含量
氧含量是轴承钢洁净度重要的标志之一。轴承钢接触疲劳寿命试验结果表明: w[O] W0. 001%时疲劳寿命可提高15倍,力[0]w0.0005%时,疲劳寿命可提高30倍。 轴承钢氧含量与疲劳寿命的关系如图5-14所示。国外已将矶0]控制在0.0008%左右, 如山阳特殊钢公司1990年高碳倍轴承钢总氧为0.0005% ,低碳鎳倍铝轴承钢总氧为 0. 00075% ,钢包脱气、RH脱气、LF精炼、完全垂直连铸起了很大作用;其后,通过改 善操作工艺、优选稳定的耐火材料、电弧炉采用偏心炉底出钢、LF双透气砖底吹搅拌、 RH环流管扩径,2001年高碳辂轴承钢总氧已降到0.00047%,超纯净的是0. 00037% ,最 好的是0. 00003% ;低碳鎳倍用系轴承钢总氧为0. 00067%。瑞典SKF公司轴承钢氧含量 一般为0. 0005% -0. 0008% ,波动偏差为0. 00006%。大冶钢厂的真空脱气精炼GCrl5钢 的氧含量已由电弧炉熔炼的0∙003%降到0.0011%,材质的疲劳寿命提高两倍以上。与瑞 典SKF轴承钢相比,无明显差异,接近ESR钢水平。上钢五厂在电弧炉中氧化、精炼, 将磷、钛降到较低水平,用钢包炉真空脱气,把氢降到0.0003%以下,然后吹鏡综合精 炼,生产出氢、氧、硫、钛含量总计小于0.007%的超纯轴承钢。
214
5 纯净钢生产
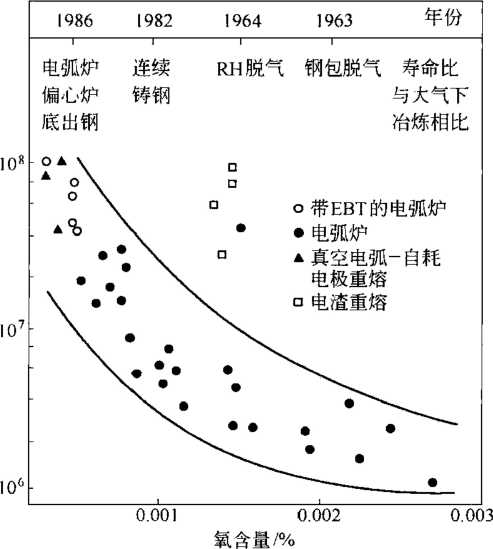
图5-14轴承钢氧含量与疲劳寿命的关系
B轴承钢的非金属夹杂物
非金属夹杂物的含量是衡量轴承钢纯净度的又一项重要指标。轴承钢非金属夹杂物的 评级如表5.11所示。
表SJl轴承钢非金属夹杂物的评级
|
厂名 |
工艺 |
非金属夹杂物评级 | |||||||
|
A细 |
A粗 |
B细 |
B粗 |
C细 |
C粗 |
D细 |
D粗 | ||
|
SKF |
IOOtEFT 除渣 TASEA-SKFTlC |
1.32 |
0.79 |
0. 88 |
0 |
0 |
0 |
0 |
0 |
|
山阳 |
90tEF→EBT→LF→RH→CC |
1.35 |
0. 12 |
1.4 |
0 |
0 |
0 |
0.9 |
0.04 |
|
蒂森 |
EF→RH-→IC |
1.5 |
0. 1 |
1.0 |
0 | ||||
|
TBM (转炉)→RH→IC |
1.3 |
0 |
1.2 |
0.2 | |||||
|
TBM→RH→CC |
1 |
0.2 |
0.7 |
0.22 | |||||
|
TBM→Ca 处理-CC |
1.0 |
0.5 | |||||||
C国外轴承钢中微量元素、残余元素和气体的含量
国外主要轴承钢厂家所采用的工艺方法及钢中微量元素的含量如表5/2所示。
表5.12国外主要轴承钢厂家所采用的工艺方法及钢中微量元素的含量("%)
|
厂名 |
__生产工艺_____ |
T[0] |
Ti |
Al |
S |
P |
|
SKF |
IoOtEFT除渣TASEA - SKF→IC |
0. 00081 |
O. ∞134 |
0.036 |
0. 020 |
0. 008 |
|
山阳 |
90tEFτ倾动式出钢一 LFfRHfIC |
0. 0∞83 |
0. 0014 - 0.0015 |
0. 011 ~0.022 |
0.002 - 0.013 | |
|
90tEFτ倾动式出钢TLFTRH 一 CC |
0. 00058 |
0.0014~0.∞15 |
0.011 ~ 0.022 |
0.002 - 0.013 | ||
|
90tEFτ偏心炉底出钢TLFTRHTCC |
0. 00054 |
0. 0014 - 0.0015 |
0. 011 ~ 0.022 |
0. 002 ~ 0.013 | ||
|
神户 |
铁水预处理f转炉r除渣-LFTRHrCC |
0.0009 |
0. 0015 |
0.016-0.024 |
0. 0026 |
0.0063 |
|
爱知 |
80tEFτ 真空除渣一 LF-→RHτCC |
0.0007 |
0. 0015 |
0.030 |
0. ∞2 |
0.001 |
|
高周波 |
EF→ASEA - SKF |
0. 0∞9 |
0. 002 |
0.015 |
0.007 |
0. 014 |
____________________5.4 纯净钢生产技术应用____________________ 215
在世界各国高碳倍轴承钢中,对残余元素的规定仅有用、铜、鎳三个元素,而瑞典 SKF标准则增加了对磷、碑、锡、睇、铅、钛、钙等的规定。瑞典SKF已在其轴承钢标准 中明确规定:碑、锡、锌、铅应分别控制在0.04%、0.03%、0.0005%、0.0002%以下。
日本住友金属公司的小仓钢铁厂对连铸轴承钢的残余元素的控制水平如表5-13所示。
表5-13小仓钢铁厂对连铸轴承钢残余元素或有害元素的控制
|
元素 |
P |
S |
Cu |
Ni |
Ti |
|
炉数 |
143 |
143 |
143 |
143 |
143 |
|
平均值婚/% |
0. 0084 |
0. 0049 |
0.013 |
0.013 |
0. Oll |
|
标准偏差 |
0.0015 |
0. 0009 |
0. 005 |
0. 002 |
0. OoO3 |
高碳轴承钢的氮含量一般控制在0.008%左右。氢为间隙元素,使轴承钢在压力加工 应力条件下会产生白点缺陷,且分布极不均匀。瑞典OVAKO公司轴承实物中w[H]均不 大于 0. 0001% o
5. 4. 1. 2 轴承钢的生产工艺
典型轴承钢工艺流程如表5-14所示。
表5-14国内特钢企业主要工艺流程及高碳倍轴承钢的质量
|
生产厂 |
, 工艺流程 |
铸坯尺寸/mm |
w(T[0])/% |
|
上钢五厂三炼钢 |
l∞t EAF→120t LF→VD→IC∕CC |
220 X220 |
0. 00086 |
|
___兴澄 |
IOOt DCEAF→115t LF→VD→CC |
3∞×300 |
0.00071 |
|
锡钢 |
30t EAF→40t LF→VD->IC∕CC |
180x220 |
0. 00096 |
|
长城特钢 |
30t EAF→40t LF→VD→IC∕CC |
200 x 200 |
0. ∞102 |
|
莱芜特钢 |
50t EAF→60t LF→VD→IC∕CC | ||
|
大冶钢厂四炼钢 |
50t EAF→60t VHD→IC∕CC |
350 X470 |
0. 0∞92 |
|
西宁三炼 |
60t EAF→60t LF→VD→IC∕CC |
235 ×265 |
0.00112 |
|
抚顺特钢 |
50t EAF→60t LF→VD→IC∕CC |
280x320 |
0. 0∞91 |
|
北满特钢 |
40t EAF→40t LF→IC |
0. 00109 | |
|
本钢特钢 |
30t EAF→40t LF→IC |
0.∞I18 | |
|
大连钢厂 |
40t EAF→40t LF→VD→IC |
0. 00114 | |
|
郑州永通 |
10t EAF→20t LF→CC |
130 X130 |
A轴承钢电炉生产技术
轴承钢最传统的生产是采用电炉工艺。目前,国际上电炉生产轴承钢,按是否采用连 铸技术,可分为两类:一类是以瑞典SKF公司为代表的“UHPEAF-ASEA-SKFtIC"工 艺;另一类是以日本山阳公司为代表的"UHPEAFtLFtRH-CC”工艺流程。图5-15给 出了两种工艺流程的比较。
近几年,SKF流程出现取消真空精炼,采用钢包内铝沉淀脱氧和SKF精炼炉内吹氣加 电磁搅拌的工艺,生产出高质量轴承钢。山阳厂轴承钢生产工艺的特点之一是采用高碱度 渣精炼,生产超纯净轴承钢,钢中硫含量控制w[S] W0. 002%。
216
5 纯净钢生产
EAF — ASEA-SKF -* IC
EAF(EBT) f LF f RH f CC
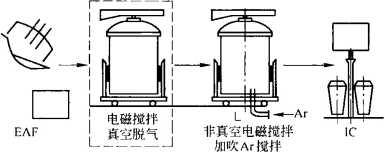
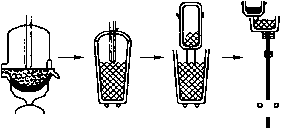
(b)
图5-15两种工艺流程的比较
(a)瑞典SKF公司的轴承钢生产工艺流程;(b)日本山阳公司的轴承钢生产工艺流程
B轴承钢转炉生产技术
采用转炉工艺生产轴承钢,出现于20世纪末期。采用转炉生产特殊钢具有明显的技 术优势:
(1)原料条件好,铁水的纯净度和质量稳定性均优于废钢;
(2)采用铁水预处理工艺,进一步提高铁水的纯净度,适宜低成本生产高纯净度的优 质特殊钢;
(3)转炉终点控制水平高,钢渣反应比电炉更趋近平衡;
(4)转炉钢的气体含量低;
(5)连铸和炉外精炼装备及工艺水平与电炉基本相当。
采用转炉生产轴承钢,日本和德国采用完全不同的生产工艺。二者主要的技术差别在 于对炼钢终点碳的控制。日本采用全量铁水"三脱”预处理工艺,转炉采用少渣冶炼、高 碳出钢技术,生产低磷低氧钢。德国采用转炉低拉碳工艺,保证转炉后期磷效果,依靠出 钢时增碳生产轴承钢。国外轴承钢的生产工艺和设备特点如表5-15所示。
表5-15世界主要轴承钢生产企业的工艺和设备特点
|
国另Ij |
瑞典 |
德国 |
意大利 |
日本 |
______法国_______ |
俄罗斯 | |
|
厂家 |
SKF |
GMH |
ABS |
山阳 |
Ascometal/Fos |
Ascometal/ Dunes |
奥斯科尔钢厂 |
|
电炉炉型 |
AC |
DC |
AC |
AC |
AC |
AC |
AC |
|
出钢量/t |
100 |
122 ~132 |
80 |
90 |
120 |
95 |
150 |
|
出钢方式 |
OBT |
EBT |
EBT |
EBT |
EBT |
EBT |
EBT |
|
废钢比例/% |
100 |
1∞ |
1∞ |
100 |
100 |
1∞ |
100 |
|
精炼方式 |
ASEA - SKF |
LF |
LF |
LF |
LF |
LF | |
|
精炼渣 |
合成渣 |
活性石灰 |
石灰石 |
合成渣 |
合成渣 |
合成渣 |
合成渣 |
|
夹杂物分析 |
在线 |
离线 |
离线 |
离线 |
离线 |
离线 |
离线 |
|
搅拌形式 |
电磁 |
底吹氫两点 |
底吹氫 |
底吹氣 |
底吹氫或氮 |
底吹氫或氮 |
底吹氨 |
|
真空方式 |
VD |
VD |
VD |
RH |
RH |
RH |
DH |
|
浇注方式 |
模铸 |
连铸 |
连铸 |
连铸和模铸 |
模铸 |
连铸 |
连铸 |
|
保护浇注手段 |
有 |
吹氮 |
有 |
有 |
离线 |
离线 |
有 |
|
结晶器电磁搅拌 |
有 |
有 |
有 |
有 | |||
5.4 纯净钢生产技术应用
217
C轴承钢炉外精炼技术
轴承钢的炉外精炼工艺,根据对硫的不同控制要求,分为"高碱度渣"和"低碱度 渣"两种精炼工艺:
(1)高碱度渣精炼工艺:控制渣中碱度"(CaO +MgO)/v(SiO2+AI2O3) M3.0,渣中 w(FeO) <1.0%o其特点是具有很高的脱硫能力,可生产"[S] WO. 002%的超低硫轴承 钢。同时,高碱度渣的脱氧能力强,可大量吸附AUO3夹杂,使钢中基本找不到B类夹 杂。但由于渣中CaO含量高,容易被[A1]还原生成D类球形夹杂,对轴承钢的质量危 害甚大。因此,对钢中铝含量要严格控制,尽可能避免D类夹杂的生成。
(2)低碱度渣精炼工艺:控制炉渣碱度"^20 + μ80)/小($02+用2()3)=1-2,渣中 w(FeO) <1.0%o该渣系由于碱度低,消除含Cao的D类夹杂,对Al?03夹杂也有较强的 吸附能力和一定的脱硫能力。并有利于改变钢中夹杂物的形态,大幅度提高塑性夹杂的比 例,有利于提高钢材质量。
用酸性渣处理钢液时,夹杂物的性质和形态得到明显控制,但氧含量仍较高,夹杂物 的数量并未减少。
国内外生产实践证实,各种炉外精炼方法(真空或非真空)采用合适的脱氧工艺,加 强对钢液的搅拌,都能将氧含量降到很低,而要降低A类和D类夹杂物的数量,则主要 依赖于精炼渣的化学成分。
轴承钢炉外精炼的处理工艺,按采用的精炼设备主要可分为以下三种类型:
(O LF+ VD精炼工艺。这种工艺是最传统的精炼工艺,适用于电炉生产。其优点在 于进行充分的渣-钢精炼,可以有效地降低钢中氧含量并改变夹杂物形态,实现高效 脱硫。
(2) RH精炼工艺。多用于转炉轴承钢精炼,其特点是在真空下强化钢中碳氧反 应,利用碳脱氧和铝深脱氧。吹氮弱搅拌上浮夹杂物,并具备一定的脱硫能力。该工 艺的优点是铝的利用率提高,AUOs夹杂可以充分上浮,钢中不存在含钙的D类夹 杂物。
(3) SKF精炼工艺。采用真空、加铝深脱氧和强电磁搅拌促进夹杂物上浮,适宜生产 超低硫、氧含量的轴承钢。
D轴承钢连铸工艺
近几年,轴承钢连铸工艺迅速地发展,特别是日本山阳厂采用立式连铸机生产轴承钢 大圆坯,不仅可用于生产轴套,也可以生产滚动体,标志着轴承钢连铸技术已经成熟。国 外大多使用弧形铸机生产轴承钢,连铸钢的质量已达到或接近模铸钢。
轴承钢连铸工艺技术:
(1)钢水准备。轴承钢模铸时钢中含铝为0.02% ~0.04%,相应的钢中氧含量约为 0. 0009% ;由于连铸的浸入式水口直径小,如果采用与轴承钢模铸同样的精炼工艺,易产 生水口结瘤,影响铸坯表面质量,甚至造成堵水口事故。
滚珠轴承钢不准使用钙处理钢水,钙处理后,残留在钢中的铝酸钙夹杂物直径为10 ~
218
5 纯净钢生产
30μm,很难在精炼时去除,对疲劳寿命有害。
德国萨尔钢厂从1995年起,按不含铝(钢中矶Al] =0.001%)的方案生产滚珠轴承 钢,出钢时只用硅脱氧。该厂统计结果如下:w[C] =0.94% ~ 0. 97% (占大部分)、 w[Ti] =0.001% (占 90%)、"[A1] =0.001% (占 80% )、M)(T [ O ]) = 0. 0008% ~ 0.0015%o浇注时水口内没有沉积物,虽然叭T[O])比含铝钢高,但宏观和显微纯度与含 铝钢相等,滚珠寿命显著高于含铝钢。
另外,由于动力学的原因,在精炼过程中,真空下碳的脱氧速度很慢且效果差,如果 在真空条件下依靠碳脱氧,钢中氧含量可能会大于0∙002%,但通常要求。(T[O]) W 0.001% , " [ N ] ≤ 0. 008% , W [ H ] ≤ 0. 0003% ,妙(T [ Ti ]) W 0. 002% , w [ Mn ] / u>[S] ⅛30o
(2)铸坯断面。连铸轴承钢一般用较大断面的铸坯,借助大压缩比达到改善中心偏析 和中心疏松的目的。据资料介绍,矩形坯较方坯的中心疏松和中心偏析程度轻,所以选用 180mm X220mm的矩形坯,宽厚比为1.22。根据计算,采用此种矩形坯,在同等条件下, 拉速可以是20OmmX20Omm方形坯的1.23倍,因此用矩形坯,等量钢水的浇注时间可以 缩短。
(3)温度控制。研究和实践表明,降低过热度有利于提高等轴晶率,改善铸坯内部质 量。低过热度和降低拉速应合理匹配。重要的是,要确保中间罐钢温的连续稳定,尽可能 降低浇注过程钢液的降温速度,掌握钢包和中间罐温降规律。加强钢包和中间罐的烘烤, 钢包和中间罐加盖,并加足合适的覆盖剂以及红包出钢等措施,确保中间罐钢温度波动 小,拉速稳定,以保证铸坯质量。为了避免连铸坯中碳的严重偏析,要求采用低过热度浇 注工艺。钢水过热度应控制在15 ~20七范围内。
(4)全程保护浇注。应采用长水口接缝吹氫工艺,控制浇注过程中钢水增氮量小 于 0.0005%。
(5)防止钢水二次氧化。为防止注流二次氧化,用机械手将长水口安装在钢包滑动 水口下水口的下方,并用氫气环密封。中间罐采用碱性工作层,为T形罐。使用塞棒和 整体浸入式水口保护浇注。例如某厂的中间罐内设挡渣墙,工作液面高度800mm、溢流 面高度850mm,工作状态容量约12. 5t、溢流状态约13. 5t。深中间罐及挡渣墙有利于夹 杂物上浮,提高钢水的纯净度,同时采用轴承钢专用结晶器保护渣,提高铸坯表面 质量。
(6)低拉速弱冷工艺。轴承钢属于裂纹敏感钢种,二冷需要弱冷。采用气-雾冷却系 统,系统使用的压缩空气压力一般为0. 15 ~0.20MPa,二冷比水量很小,配合慢拉速,确 保铸坯矫直时铸坯温度大于900七。轴承钢拉速一般控制在0.6~0.8m∕min,视铸坯断面 尺寸,适当调整拉速,二冷配水量通常为0.25~0.3I7kg。
(7)采用电磁搅拌技术。生产轴承钢采用电磁搅拌,对增加等轴晶、提高铸坯致密 度和减轻碳偏析都极为有效。电磁搅拌的安装位置不同,对铸坯质量的影响也有不同。 为达到多种目的,需组合使用电磁搅拌工艺。对于GCrl5铸坯综合采用M-EMS+ F-EMS +末端轻压下工艺技术,可以得到最佳冶金效果,并随浇注过热度的降低效果更加 明显。
(8)结晶器液面检测及控制系统。结晶器液面检测及控制系统是保证稳定操作和良好
5.4 纯净钢生产技术应用
219
铸坯质量的重要环节。
E兴澄特钢公司轴承钢生产工艺
兴澄特钢公司生产轴承钢的工艺路线为:10OtDCEAF (60%废钢+40%生铁)一 EBT出钢-115t LF精炼炉TVD真空脱气炉T连铸机(全弧形,两点矫直,5机5流,半 径为 R12m∕Λ23m, 300mm ×300mm) —17 架棒材连轧机。
兴澄特钢公司轴承钢精炼渣成分如表5-16所示。
表5-16兴澄特钢公司和日本山阳轴承钢精炼渣成分(/%)
|
厂名 |
CaO |
SiO2 |
Al2O3 |
_______MgO_______ |
|
兴澄特钢公司 |
50~60 |
8~12 |
20-30 |
5 ~8 |
|
日本山阳公司 |
57.8 |
13.3 |
15.8 |
4.3 |
钢水过热度为20 ~30七;冷却强度为0.20I√kg;拉速为0.50 ~0.55m/min;采用进口 保护渣;二冷采用气雾冷却。采用MEMS:产=2Hz, / = 320A,坯壳生成比较均匀;采用 FEMS: F=20Hz, /=450A,能够打断中心部位架桥,较好地补给凝固收缩所需的钢液。
兴澄特钢公司2001年生产GCrl5轴承钢平均氧含量达到0. 000735% ,最好水平达 至Ij 0.00043%。
5.4.2硬线用钢
硬线用钢是指60 ~ 85系列钢号的优质碳素结构钢线材(盘条)。它用于生产轮胎钢丝 (迎门0. 80% ~0. 85%)、弹簧钢线(v[C] 0.60% ~0.75%)、预应力钢丝、镀锌钢丝、 钢绞线和钢丝绳用钢丝等。硬线盘条是指优质中、高碳素钢以及变形抗力与硬线相当的低 合金钢、合金钢及某些专用钢制造的05. 5 ~ 12mm (大规模盘条巾12 ~25mm)的硬质线 材,是加工弹簧、钢丝绳、轮胎钢帘线和低松弛预应力钢丝的原料。
5.4. 2. 1 硬线钢的基本质量要求
硬线钢不但要求强度高,而且要求延伸、韧性好,以利于拉拔成为不同规格的钢丝。 优质钢是通过铅浴处理来达到这种性能。铅浴处理是将高碳钢奥氏体化以后,迅速移到 Arl以下温度中等温处理,以期获得索氏体或以索氏体为主的金相组织。
高级别硬线是指磷、硫夹杂含量比一般硬线更少、钢质更纯净、强度更高、韧性更好 的硬线,主要用于制作重要用途的高强度钢丝绳和弹簧钢丝。其安全系数要求很高,因而 冶炼和轧制的难度也较大。非金属夹杂物含量低,脆塑性夹杂在1.5级以下。组织为索氏 体,晶粒度为10级。脱碳层在2%以下。直径偏差和不圆度达到良好水平。优质硬线用钢 中,子午线轮胎钢帘线用钢的质量要求最严,它要求从冶炼、连铸到轧钢的每一工序进行 严格控制。生产优质硬线必须满足以下技术要求:
(1)钢质纯净度,钢中磷、硫等有害成分得到有效控制。
(2)对生产硬线的原料须进行探伤和低倍检查,表面质量不符合要求的必须修磨或 剔除。
(3)轧制工艺严格控制,不得有黏钢、错犠现象。
(4)为了得到强度高、拉拔性能好的硬线产品,必须严格控制线材的终轧温度和控制
220
5 纯净钢生产
冷却温度。
(5)线材性能均匀、组织细小。
(6)盘条脱碳层深度一般不大于公称直径的2%。
(7)盘条不得有耳子、折叠、结疤、裂纹等缺陷。
电炉钢厂一般以线材作为成品提供给钢丝厂,影响线材性能的五个参数为:化学成 分、偏析、纯净度、表面质量、宏观组织和微观组织。
高碳钢线材的质量检验项目和化学成分分别如表5-17和表5-18所示。表5-19示出了 我国硬线钢主要牌号的化学成分。
表5-17高碳钢线材质量要求检验项目
|
成分 - |
碳 |
|
合金化元素 — |
毓、硅、铝___________________________________________ |
|
非金属残余元素 一 |
磷、硫、氮、氧__________________________________________ |
|
____金属残余元素 |
铜、馅、镖、锡、铝、钻 - |
|
_____物理性能_____ |
直径、不圆度、抗拉强度、断面收缩率、氧化铁皮 |
|
______碳偏析______ |
二次偏析_________________________________ |
|
______夹杂物______ |
数量、类型、最大尺寸 |
|
______组织______ |
平均粒度、粒度一致性、马氏体、贝氏体、二次渗碳体、粗片状珠光体 |
|
表面 |
脱碳、裂纹、粗糙度、轧入氧化皮、氧化铁皮结构和厚度 一 |
表5∙18日本硬线钢的化学成分
|
钢号 |
标准号 |
化学成分"/% ~ ~ | ||||
|
C |
Si |
Mn |
P |
S | ||
|
SWH67A |
JIS 3506 |
0.64~0.71 |
0. 15 ~0. 35 |
0. 30-0. 60 |
0.03 |
0. 03 |
|
SWRH67B |
JIS 3506 |
0.64~0. 7] |
0. 15 ~0. 35 |
0. 60 -0. 90 |
0.03 |
0. 03 |
|
SWKH72A |
JIS 3506 |
0. 69 ~0. 76 |
0. 15 ~0. 35 |
0. 30 -0. 60 |
0.03 |
0.03 |
|
SWRH72B |
JlS 3506 |
0.69-0.76 |
0. 15 ~0. 35 |
0.60~0. 90 |
0.03 |
0.03 |
|
SWRH77A |
JIS 3506 |
0. 74~0. 81 |
0. 15 ~0. 35 |
0. 30-0.60 |
0. 03 |
0. 03 |
|
SWRH77B |
JIS 3506 |
0.74-0.81 |
0. 15 -0, 35 |
0.60~0. 90 |
0. 03 |
0.03 |
|
SWRH82A |
JIS 3506 |
0. 79 ~0. 86 |
0. 15 ~0. 35 |
0. 30 ~0∙ 60 |
0.03 |
0. 03 |
|
SWRH82B |
JIS 3506 |
0.79~Q86 |
0. 15-0. 35 |
0.60~0∙90 |
0.03 |
0. 03 |
表5-19我国硬线钢的化学成分
|
钢号 |
标准号 |
___化学成分-% _____________ | |||||||
|
C |
Si |
Mn |
P |
S |
Ni |
Cr |
Cu | ||
|
65 |
GB/T 699 |
0.62-0. 70 |
0. 17 ~0.37 |
0. 50 ~0. 80 |
≤0. 035 |
W0. 035 |
≤0.25 |
≤0. 25 |
WS 25 |
|
70 |
GB/T 699 |
0.67 -0. 75 |
0. 17 -0. 37 |
0. 50 -0. 80 |
≤0. 035 |
≤0. 035 |
≤0. 25 |
W0. 25 |
≤0. 25 |
|
75 |
GB/T 699 |
0. 72 ~0. 80 |
0. 17~0. 37 |
0. 50 -0. 80 |
W0. 035 |
W0. 035 |
≤0.25 |
≤0. 25 |
≤0. 25 |
|
75Mn |
GB/T 699 |
0. 72-0. 80 |
0. 17-0. 37 |
0. 90 〜1. 20 |
WO. 035 |
≤0. 035 |
<0. 25 |
≤0. 25 |
≤0. 25 |
|
80 |
GB/T 699 |
0. 77 ~0. 85 |
0. 17 ~0. 37 |
0. 50 -0. 80 |
≤0. 035 |
WO. 035 |
≤0.25 |
≤0. 25 |
≤0. 25 |
|
80Mn |
GB/T 699 |
0.77~0.85 |
0. 17~0.37 |
0. 20 -0. 90 |
≤0. 035 |
W0. 035 |
W0. 25 |
≤0.25 |
WS 25 |
|
85 |
GB/T 699 |
0. 82-0.90 |
0. 17 ~0.37 |
0. 50 ~0. 80 |
≤0. 035 |
≤0. 035 |
W0. 25 |
WO. 25 |
≤0. 25 |
|
85Mn |
GB/T 699 |
0. 82 ~0. 90 |
0. 17 ~0. 37 |
0. 90 ~ 1.20 |
WO. 035 |
W0. 035 |
≤0. 25 |
WO. 25 |
≤0. 25 |
5.4 纯净钢生产技术应用
-221
5. 4. 2. 2 硬线钢的基本生产工艺
在现代中小型短流程钢厂中硬线钢的生产流程为:电炉冶炼-炉外精炼T连铸T高速 线材轧制。即采用超高功率直流电弧炉或三相交流电弧炉熔炼,钢包精炼炉脱硫、去除气 体和夹杂物以及调整钢液成分、温度,连铸成小方坯。钢坯加热后经有控制冷却的无扭高 速线材轧制成成品线材。目前世界上采用这类生产工艺生产优质硬质线材的钢铁厂主要 有:日本住友电气工业公司、美国乔治城钢厂和德国汉堡钢厂等。
PC钢丝(预应力混凝土用钢丝亦称PC钢丝)及钢绞线母线用82B钢的冶炼工艺一 般为:铁水预处理-转炉(或电炉)冶炼T炉外精炼T连铸(保护浇注)。
A硬线钢的电炉冶炼
由于优质硬线盘条用钢对钢水的洁净度有较高的要求,炉料成分及炉料中的残余元素 都会影响钢水的洁净度。
82B钢碳含量高,坯料不可避免地存在着中心偏析,因而在冶炼时尽可能降低磷、硫 元素的含量以避免由于磷、硫形成的低熔点化合物使碳、嫌等元素集中在这个熔融区,造 成偏析。
a生产硬线钢对电炉炼钢原料的要求
为了防止从原料中带入有害气体和元素,必须净化原料,严格把关:
(1)采用DRI (海绵铁/HBI);
(2)采用厂内回收废钢。
对废钢、生铁、铁合金的要求如表5-20和表5-21所示。
上述数据表明,生产硬线钢对原料的要求比较高,随着线材最终产品直径的减小,对 原材料的要求更加严格。
表5-20废钢和生铁成分的要求(w/%)
|
线材品种 |
Cr |
Ni |
Cu |
Mo |
|
普通级别 |
<0.05 |
<0.05 | ||
|
高级 6 <0. 20mm |
<0.02 |
<0.02 |
<0. Ol |
<0.01 |
表5-21铁合金成分的要求(/%)
|
合金 |
C |
S |
P |
AI |
Ti |
N |
Ca |
|
FeMn |
6 ~8 |
<0.02 |
<0.05 |
<0.01 |
<0.05 |
<0.020 | |
|
FeSi (低 Al, Ti) |
<0. 1 |
<0.02 |
<0.05 |
<0. 1 |
<0.05 |
<0.010 |
<0. I |
|
脱磷剂 |
<99.7 |
<0.04 |
<0.05 |
<0.010 |
b生产硬线钢对电炉工艺的要求
在电炉炼钢工艺过程中,必须防止钢水渗氮,使钢液中氧含量维持在高水平,碳含量 脱至比正常含量大0∙ 5%,以便在钢液中产生有效的Co沸腾搅拌效果,增加过程的脱氮 效果。同时尽早形成泡沫渣,使其覆盖于废钢表面,降低在通电阶段氮的渗入。硬线钢出 钢时对各种成分的要求如表5-22所示。
5 纯净钢生产
表5.22硬线钢出钢时对各种成分的要求
|
元素 |
w[C]∕% |
w[P]∕% |
w[ Cr]/% |
w[Ni]∕% |
w[Cu]∕% |
w[N]∕% |
温度/霓 |
|
普通硬线钢 |
<0. 015 |
<0.015 |
<0. 05 |
<0.05 |
<0. 15 |
<0. ∞60 |
1640, 1660 |
|
高级硬线钢 |
<0.012 |
<0. 012 |
<0.02 |
<0. 05 |
<0. 05 |
<0.∞50 |
1640, 1660 |
出钢过程要快速而且无渣,钢流短而集束,尽量减少出钢过程中的氧化和增氮。出钢 添加剂中氮和硫的含量必须很低,可以使用FeSiMn合金和其他低氮、硫的脱氧剂。钢包 衬砖应选择低AuO3和个。2含量的耐火材料,推荐用镁砖或帽烧白云石砖(在渣线部位用 MgO-Cr砖)。在冶炼普通级别的硬线钢前,钢包必须浇注一炉无铝钢水,而冶炼高级别 的硬线钢(直径<0.2n≡)之前,该钢包必须浇注2 ~3炉无铝钢水。
B硬线钢的转炉冶炼
a对铁水的要求
为了减少钢中夹杂物的含量,要求硬线钢冶炼终点高拉碳,使补吹的次数受到限制, 因而必须采用硫、磷含量较低、物理热和化学热较高的铁水。唐山钢铁公司采用的铁水性 能指标如表5-23所TK。
表5-23冶炼硬线钢的铁水性能指标
|
w[ S]/% |
w[P]∕% |
∞[Si]∕% |
______温度/七 |
|
W0. 050 |
≤0.100 |
0.60~0. 80 |
^1400 |
b吹炼工艺的基本原则
吹炼工艺(图5-16)的基本原则如下:
(1)减少沥青焦的加入量,终点高拉碳;
(2)变化枪位,改变渣料的加入方法,控制炉温均匀地上升;
(3)进行前期脱磷,实现脱磷保碳的目的;
(4)确立最佳的温度制度;
(5)针对不同铁水采用不同的造渣方法;
(6)双渣操作。
β^ -ɔ λ^ ZLL E/坦駕⅛w
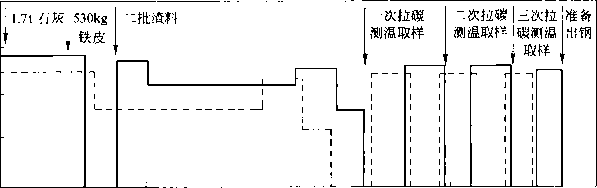

吹炼时间∕min
图5-16硬线钢吹炼工艺
C硬线钢的炉外精炼
硬线钢对钢中夹杂物有严格的要求。为保证钢材质量,必须采用低氧钢精炼工艺技术
5.4 纯净钢生产技术应用
223
(见 5. 3. 3 节)。
a硬线钢对LF工艺的要求
钢包在精炼阶段必须尽可能地密封,以防止空气进入反应区。一般可以采取如下 措施:
(1)高氧位(低碳)完全敞开式出钢;
(2)排烟系统和炉盖分开,钢包周围造成负压;
(3)渣厚大于弧长;
(4)最佳的氫气搅拌。
炉后渣料使用优化过的合成渣,碱度为1.5 ~2,主要成分为石灰、Si0?和无铝助熔 剂。高级硬线钢为了得到低熔点的夹杂物,终铝含量控制在0∙003% ~0.004%之间。
为了使夹杂有充分的时间扩散,铁合金应尽可能早地加入。
b硬线钢对VD真空处理工艺的要求
真空处理可有效地降低钢中氮和氢的含量,同时可充分脱硫。为了降低硬线钢拉制中 的加工硬化,对于直径在0.10 ~ 0.20mm之间的细线应控制终点氮含量在0.003% ~ 0. 004% o要获得良好的脱氮效果,硫和氧的含量必须低。真空处理过程的液渣搅拌和脱 硫同样有利于提高脱氮效率。高品质硬线钢要求MH] <0.0002%。因此增碳剂含草木灰 要少,最好用纯石墨电极增碳。连浇第一炉钢水的过热度应小于50%,后续炉次钢水过热 度应小于40%。
高级别硬线钢生产难度较大。攀钢在试制中,一是采取多项技术措施,提高硬线钢的 纯净度;二是严格控制钢坯加热气氛、加热温度和线材轧后控制冷却。同时,十分注意钢 锭模的干燥及冷钢坯用砂轮清理。通过这些措施生产高级别硬线。
D硬线钢对连铸工艺的要求
(1)提高钢水的洁净度,减少非金属夹杂的含量。要求:
1)采用大容量中间包;
2)采用全程保护工艺,避免钢水二次氧化;
3)监测钢包下渣。
(2)表面无缺陷铸坯。要求:
D结晶器电磁搅拌;
2)合理的结晶器振动;
3)低黏度、保温性好的速熔保护渣;
4)精确控制结晶器液面,采用较低的拉速,保证钢液面平稳,严格控制钢液卷渣形 成大型皮下夹杂。
(3)控制偏析和吸氮。硬线钢含碳量高,容易在连铸坯的过程中产生偏析,导致 [C]、[Mn]、[S]、[Cr]等有害元素含量增加,局部区域会形成马氏体组织。
如果连铸过程工艺参数控制得不理想,过热度太高,结晶器冷却过弱,二冷强度不够 等,则柱状晶过于发达,等轴晶受到抑制,增强的柱状晶结构导致跨液芯的搭桥的形成, 也将进一步地助长中心偏析的形成。为避免铸坯中心疏松和成分偏析,应采用低温浇注工 艺,控制钢水过热度W20K,过热度波动W ±10霓。
224
5 纯净钢生产
为了防止钢水在浇注过程中吸氮,可采用以下措施:
1)钢包和中间包之间的钢流采用氫气保护;
2)中间包内的钢水液面上覆盖保护渣;
3)采用浸入式水口浇注;
4)中间包的特殊形状设计;
5)结晶器液面自动控制。
(4)采用高效结晶器。由于生产硬线钢的连铸机的拉速都比较快,因此必须采用高效 结晶器。如奥钢联的"钻石”结晶器、达涅利“HSCDANAM”多锥度结晶器和康卡斯特 的“CONVEX”型高效结晶器。其技术参数如表5-24所示。
表5-24达涅利oHscdanam"多锥度结晶器的技术参数
|
____________长度____________ |
IOOOmm |
|
___________水缝宽___________ |
3. 25 mm |
|
人水压力 |
_____________________IOXIO$ Pa_____________________ |
|
平均水速 |
14~17m∕s |
|
锥度 |
____________多锥度(4锥度)_____________ |
|
浇注速度 |
3. 0mm∕min |
(5)提高二次冷却强度。提高二次冷却强度是减少高碳钢铸坯碳偏析非常有效的手 段,提高二次冷却强度可以使铸坯液芯热量被迅速带走,液芯温度迅速下降,同时在强冷 条件下,凝固前缘平衡前进,不会出现个别突出点,抑制了铸坯柱状晶的生长,扩大了等 轴晶区域。因此,为了提高铸坯的质量,在生产高碳硬线钢,特别是预应力钢绞线(82B 等)、钢帘线(B70LX等)高档次品种时,必须采用强冷却工艺。这也是目前国际上通常 所采用的方法。国外硬线钢连铸机的比水量如表5-25所示。
表5-25国外硬线钢连铸机的比水量
|
外商公司 |
德马克 |
奥钢联 |
达涅利 |
康卡斯特 |
|
比水量∕∏>3 - fl |
1.71 |
1.9 |
2.0 |
2-2.5 |
从上述的数据中可以看到,生产高碳硬线钢和生产普碳钢比较,比水量增加1 ~ 1.5m3∕t,水压增加 0.4~0. 6MPa°
5.4. 2. 3 包钢硬线钢生产工艺
包钢SWRH82B高碳硬线的生产工艺为:
转炉冶炼T钢包精炼T真空脱气一大方坯连铸T开坯和高线轧材,并采取严格控制化 学成分、降低过热度、二冷与拉速合理匹配、末端电磁搅拌等措施,减少铸坯疏松和纵向 碳偏析,以满足82B硬线钢的内部质量要求;同时加入少量合金元素,配合控制冷却,大 幅度提高82B硬线的性能。
A转炉冶炼
由80t氧气顶吹转炉冶炼,采用恒压变枪位,高拉补吹,炉后增碳工艺操作,用单渣 法冶炼;出钢时使用挡渣球挡渣,后改用挡渣塞,加完合金后向钢包内加入20Okg石 灰粉。
5.4 纯净钢生产技术应用
225
B精炼
钢包精炼操作是在全程吹氨状态下进行,电极加热采用从低级数到高级数逐渐提高升 温速度的方式,根据钢水成分及温度变化进行造渣、微调和升温操作。钢包炉精炼后的钢 水经VD炉真空脱气处理,进一步降低钢中有害气体含量,提高钢的纯净度。
C 大方坯连铸
82B钢由弧形四流大方坯连铸机按优质高碳钢连铸工艺进行拉坯浇注,铸坯规格为 280mm x38Omm和28Omm ×325mm,采用结晶器电磁搅拌,在第II阶段后期,在末端进 行电磁搅拌,进一步提高铸坯质量。
5.4.3石油管线钢
5.4. 3.1 管线钢的质量要求
制造石油、天然气集输和长输管或煤炭、建材浆体输送管等用的中厚板和带卷称为管 线用钢(Steelforpipeline)O管线钢主要用于石油、天然气的输送,随着石油、天然气开 采量的增加,对管线钢的需求量也日益增多,对钢材质量要求更为严格,在成分和组织上 要求"超高纯、超均质、超细化"。
管线钢可分为高寒地区、高硫地区和海底铺设用三类。由于工作环境比较恶劣,高寒 地区管线、海底管线和高硫管线,要求钢有良好的力学性能,即高屈服强度、高韧性和良 好的可焊接性能,还应具有良好的耐低温性能、耐腐蚀性、抗海水、抗HlC (Hydrogen In-duced Cracking)和 SSCC ( Sulfide Stress Corrosion Cracking)等,要防止出现管线的低温脆 性断裂和断裂扩展以及失稳延性断裂扩展等。这些性能的提高需要降低钢中杂质元素碳、 磷、硫、氧、氮和氢的含量到较低的水平,其中要求M∕[S] <0.001%;输送酸性介质时, 管线钢要能抗氢脆,所以要求矶H] W0. 0002%;对于钢中的夹杂物,要求最大直径"< 100μm,控制氧化物形状,消除条形硫化物夹杂的影响。
对于优质管线钢,杂质的含量应当达到表5-26中的水平。
表5-26优质管线钢质量要求钢中有害元素的含量(/%)
|
炼钢 |
应用 | |||
|
高强厚壁管 |
低温管 |
腐蚀性气体传递管 | ||
|
清洁钢 |
_____心]<0.005% |
. |
. | |
|
_____MS] <0.001% |
_____•______ |
■ | ||
|
w[P] <0. 010% |
_____• |
■ | ||
|
w[P] <0.005% | ||||
|
萩H] vθ.00015% |
■ |
. | ||
|
_____萩N] <0∙004% |
. |
. |
_______♦_______ | |
|
-钙处理- |
第[Ca] 0∙001% ~O.OO35% |
■ | ||
|
低碳钢 |
______w[C] <0.10% |
「— 一 ■ |
■ | |
|
昵[C] <0.05% | ||||
|
_______夹杂物控制 |
. |
. |
■ | |
|
一中心偏析控制 |
. |
. |
■ | |
|
化学成分精调 |
i |
i | ||
注:■-必不可少的;♦-必要的;•一理想的。
226
5 纯净钢生产
石油管线钢强度一般要求达到600~700MPa,管线钢中W(T[0] +[S] +[P] +[N] + [C] +[H])WO∙OO92%,钢中脆性A⅛O3夹杂物和条状MnS夹杂成痕迹,晶粒细化,满足 管线钢的力学性能和使用性能要求。因此,为了满足石油天然气的输送,超低硫钢的生产 工艺迅速发展。目前大工业生产中已可以稳定生产矶S] WO. 001%的超低硫钢。同时随着 输送距离、输送压力、输送介质以及自然环境的不断变化,管线钢的要求及钢级在不断提 高。目前已批量生产的管线钢钢级有X52、X60、X65、X70、X80,而XlO0、X120钢级 管线钢近年已研制成功。
石油管线钢是一个随着使用要求不断变化的钢种,典型的各钢种成分见表5-27。表5-28给出了具有铁素体+贝氏体显微组织的高变形性管线钢的力学性能。
表5-27典型管线钢的化学成分(m/%)
|
牌号 |
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
|
X52 |
0. 08 |
0. 14 |
0. 87 |
0. ∞80 |
0. 0030 |
0.035 |
0. 004 |
0.013 |
|
X60 |
0.04 |
0.27 |
1. 19 |
0. 0050 |
0. 0020 |
0. 030 |
0. 020 |
0. 110 |
|
X70 |
0.05~0. 08 |
0. 25 |
1.62 |
0.∞70 |
0.0010 |
0. 030 |
0. 150 |
0. 150 |
|
X80 |
0.04 |
0. 30 |
1. 80 |
0.0060 |
0. 0020 |
0. 050 |
0. 20 |
0.020 |
|
Xl∞ |
0. 08 |
0. 30 |
1.90 |
0. ∞60 |
0.0010 |
— |
0. 25 |
0.030 |
|
牌号 |
Nb |
V |
Ti |
Al |
_N : |
Ceq | ||
|
X52 |
0.022 |
0. 005 |
0. 008 |
0.015 |
<0.03 |
0.0910 |
0. ∞2 |
0.236 |
|
X60 |
0. 049 |
0. 040 |
0.015 |
0.230 |
0.034 . |
0. 0071 |
0.0023 |
0.275 |
|
X70 |
0. 060 |
0. 040 |
0.022 |
0.20 |
0.040 |
0. 0040 |
0.0010 | |
|
X80 |
0. 045 |
0005 |
0.015 |
0.020 |
0.0030 |
0. 0060 | ||
|
XlOO |
0. 050 |
0.015 |
0. 17 |
0.03 |
0. 0020 |
表5-28具有铁素体+贝氏体显微组织的高变形性管线钢的力学性能
|
钢级 |
, 尺寸 |
拉伸性能 |
冲击性能 | ||||||
|
外径 ∕mm |
壁厚 /mm |
外径 /壁厚 |
屈服强度 /MPa |
抗拉强度 /MPa |
屈强比 |
也值(应变 硬化指数) |
冲击性 ∕J∙ |
转变温度 /t | |
|
X65 |
762.0 |
19. 1 |
40 |
463 |
590 |
0. 78 |
0. 16 |
271 |
—98 |
|
X80 |
610.0 |
12.7 |
48 |
553 |
752 |
0. 74 |
0.21 |
264 |
-105 |
|
Xl ∞ |
914.4 |
15.0 |
61 |
651 |
886 |
0.73 |
0. 18 |
210 |
-143 |
A管线钢抗硫化氢行为的要求
管线钢最常见的HQ环境断裂可分为两类(见图5-17):氢致开裂(HIC)和硫化物 应力腐蚀开裂(SSCC)o HlC和SSCC会引起管道早期失效,甚至导致恶性事故发生。
管线钢的fflC是指在含H2S的油气环境中,因H2S与管线钢作用产生的氢进入管线 钢内部而导致的开裂,最常见的表现形式为氢致台阶式开裂。当然,如果裂纹处在钢管近 表面,则也常表现为氢鼓泡。管线钢的SSCC是指在含H?S的油气环境中,因HzS和应力 对管线钢的共同作用产生的氢进入管线钢内部而导致的开裂,是管线钢最常见的一种失效 形式。SSCC是一种特殊的应力腐蚀,属于低应力破裂,所需的应力值通常远低于管线钢 的抗拉强度,多表现为没有任何预兆下的突发性破坏,裂纹萌生并迅速扩展。对SSCC敏 感的管线钢在含H?S的油气环境中,经短暂时间后,就会出现破裂,以数小时到数月情况 为多。因此,管线钢在投入使用之前一般要经过HlC和SSCC的检测。
5.4 纯净钢生产技术应用
227
氢致开裂
(HlO
(b)

硫化物应力 腐蚀开裂C
(SSCC)
(e)
(f)
图5-17 H2S环境下的各种开裂形态
(a)氢鼓泡,HIC; (b)伴随着台阶状开裂的氢鼓泡,H1C; (c)台阶状开裂,HICi (d)直线状开裂,HIC: (e)低强度钢的SSCC; (f)高强度钢的SSCC
对管线钢的板材和钢管已制定了标准化的评估检验方法,其中最常采用的是NACE试 验规范。例如,对于HIC,在NACE试验规范TM02—84标准溶液中,裂纹长度率(CLR) W15%,裂纹厚度率(CTR)≤5%,裂纹敏感率(CSR)≤2%,目前这3个评定参数通常 作为在酸性环境条件下管线钢抗HlC指标。总的来说,管线钢的HlC和SSCC都与氢的扩 散和富集有关,可以归结为氢脆引起的开裂。在含HZS的油气环境中,HzS在水溶液中逐 步发生离解,即HzS-H*+HS-, HS →H+ +S2-;而铁在水溶液中发生的反应为FeT Fe2+ +2e,其中Fe2+与寸-结合,形成FeS, BP Fe2+ +S2-→FeS,所放出的电子被H+吸 收,即2H++2e-2H。反应生成的氢,一部分结合成氢气溢出;一部分进入管线钢内, 可扩散到夹杂物、偏析区、微孔等缺陷周围或应力集中区域富集。当富集的氢达到一个临 界值时,导致开裂。这两者最大的区别在于,HIC不需要外加应力就可产生;SSCC则必 须有拉应力作用,并且这个应力必须大于管线钢所对应的抗SSCC临界值。
管线钢的HzS环境断裂,受环境介质、材质本身以及工艺因素的影响。在环境介质方 面,主要是H?S浓度、PH值和温度的影响。H?S浓度愈高,PH值愈低,钢的开裂敏感性 便愈大,并且敏感性在室温附近最严重。在材质方面,化学成分、组织结构和力学性能是 3个重要的因素。化学成分的影响比较复杂,一般而言,硫、磷等元素有害,Mo、V、Ti、 Nb等元素有益,C、Mn、Ni、Si等元素还存在争议。由于氢致裂纹易于沿珠光体和带状 结构扩展,控制管线钢的显微组织,减少珠光体和带状结构,增加针状铁素体含量可改善 管线钢的抗H?S性能;就组织结构而言,采用细化晶粒,并尽可能使碳化物和硫化毓、氧 化物等夹杂物变为均匀、细小的球状形态,便能改善管线钢的抗H?S性能;反之,组织结 构上的不均匀性,对管线钢的抗%S性能十分有害。此外,管线钢的强度、硬度愈高,抗 H?S性能一般愈差,为此,一般要求HRC不大于22或屈服强度不大于690MPa。由于热轧 工艺制度影响到管线钢的组织结构和强度水平,因而也影响到管线钢的抗H2S性能。
228
5 纯净钢生产
B高洁净度管线钢中元素的作用与控制
(1)碳。按照APl (American Petroleum Institute,美国石油学会)标准规定,管线钢 中的碳含量通常为0∙18% ~0. 28%,但实际生产的管线钢中的碳含量却在逐渐降低,尤其 是高等级的管线钢,如X80管线钢,其碳含量为0.06%。对于低温条件使用的管线钢, 当钢中碳含量超过0.04%时,继续增加碳含量将导致管线钢抗HlC能力下降,使裂纹率 突然增加。当碳含量超过0.05%时,将导致镐和磷的偏析加剧。当碳含量小于0.04%时, 可防止HlC (图5-18)。对于寒冷状态下含硫环境的管线钢,如果碳含量降低到小于 0.01%,热影响区的晶界将脆化,并引起热影响区发生HlC和韧性的降低。因此日本钢管 公司福山厂提出:在综合考虑管线钢抗HlC性能、野外可焊性和晶界脆化时,最佳碳含量 应控制在0.01% ~ 0.05%之间。
采用炉外精炼是实现对碳含量精确控制的有效手段。日本钢管京滨厂采用50t高功率 电炉与一台VAD和VOD双联精炼炉冶炼输油管线钢。处理前的碳含量为0. 40% ~ 0. 60% ,在VOD中真空室压力低于9. 3kPa时,吹入氧气流量为800 ~ 1000n?/h,处理后 碳含量可达0∙03% ~0.05%。其他钢厂在RH上采用增大氧气流量、增大浸渍管直径和吹 氧等方式进行真空脱碳,保证了管线钢精确控制碳含量的要求。
精炼后还要避免耐火材料造成的增碳问题。通常采用以下防范措施:使用不含碳或低 碳的耐火材料;同一耐火材料反复使用。
(2)硫。硫是管线钢中影响钢的抗HIC能力和抗SSCC能力的主要元素。法国 G.M. Pressouyre等研究表明:当钢中硫含量大于0. 005%时,随着钢中硫含量的增加,HIC 的敏感性显著增加;当钢中硫含量小于0.002%时,HlC明显降低,甚至可以忽略此时的 HICo日本KYamada等认为:当X42等低强度管线钢中硫含量低于0. 002%时,裂纹长度 比接近于零。然而由于硫易与様结合生成MnS夹杂物,当MnS夹杂变成粒状夹杂物时, 随着钢强度的增加,单纯降低硫含量不能防止HIC。如X65管线钢,当硫含量降到 0.002%时,其裂纹长度比仍高达30%以上。硫还影响管线钢的低温冲击韧性。从图5-19 可见,降低硫含量可显著提高冲击韧性。
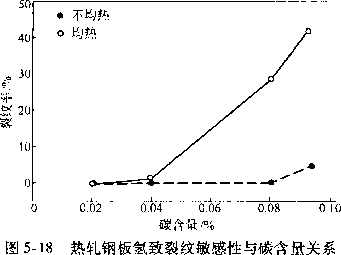
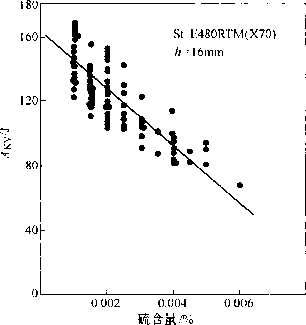
图5-19 -20t,横向冲击韧性与硫含量的关系
5.4 纯净钢生产技术应用
229
管线钢中硫的控制通常是在炉外精炼时采用喷粉、加顶渣或使用钙处理技术完成的。 采用RH - PB法可以将钢中硫含量控制在M S] ≤0. 001%,新日铁大分厂采用RH - Injec-tion法喷吹CaO-CaF2粉剂4~5kg∕t后,钢中硫稳定在0. 0005%左右。君津制铁所单独采 用LF精炼,钢中硫含量最低降到0.001%,而采用OKP (铁水预处理)—LD-OB (顶底 复吹转炉)—V-KlP-CC生产极低硫管线钢时,在V-KlP中保持1√CaO)/w(AI203)? 1.8,吹入脱硫粉剂 13kg∕t (65% CaO, 30% Al2 O3, 5% SiO2),可以生产出 w[S]w 0. 0∞5%的管线钢。
(3)氧。钢中氧含量过高,氧化物夹杂以及宏观夹杂增加,严重影响管线钢的洁净 度。钢中氧化物夹杂是管线钢产生HlC和SSCC的根源之一,危害钢的各种性能,尤其是 当夹杂物直径大于50∣Xm后,严重恶化钢的各种性能。为了防止钢中出现直径大于50∣Xm 的氧化物夹杂,减少氧化物夹杂数量,一般控制钢中氧含量小于0.0015%。
采用炉外精炼可获得较低的氧含量,国外的精炼工艺及T[O]的控制水平见表5-29。
表5-29国外炉外精炼的W(T[ O])水平
|
钢厂_______ |
工艺 |
w(T[O])∕% |
|
新日铁君津制铁所 |
RH+ KIP |
29 X 10 ^4 |
|
_____V-KIP (碱性钢包)_____ |
15 ×10^4 | |
|
______室兰制铁所______ |
LF-RH 或 LF- VOD |
10×10^4 |
|
日本其他厂 . |
RH |
20×10^4 |
另外,由于耐火材料供氧,钢水在运 输和浇注过程中应尽量减少二次氧化。通 过改进中间包挡墙和坝结构以及选择良好 的中间包覆盖渣和连铸保护渣,可取得较 好的效果。
(4)氢。钢中氢是导致白点和发裂的 主要原因。管线钢中的氢含量越高,HIC 产生的几率越大,腐蚀率越高,平均裂纹 长度增加越显著(图5-20)。
利用转炉CO气泡沸腾脱氢和炉外精 炼脱气过程可很好地控制钢中的氢含量。 采用RH、DH或吹氣搅拌等均可控制
EE/朗半乐翩我Zh

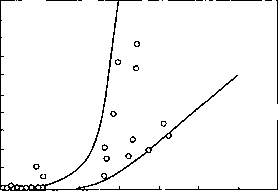
0.01 0.02 0.03 0 04 0.05 0.06 0.07
可扩散的氢含量/mLtT
-20 5 图
可扩散的氢含量与平均裂纹长度的关系
w[H]≤0. 00015% o鹿岛制铁所使用RH脱氢处理,氨气流量为3. OmVmin时,成品中 w[H]为 0.00011% 左右。
另外,要防止炼钢的其它阶段增氢。采用钢包和中间包预热烘烤可以有效降低钢水的 吸氢量。连铸过程中,在钢包和中间包系统中对保护套管加热和同一保护套管的反复使用 可明显降低钢液的吸氢量。
(5)磷。由于磷在管线钢中是一种易偏析元素,在偏析区其淬硬性约为碳的2倍。由 2倍磷含量与碳当量w√2P + Qq)对管线钢硬度的影响可知:随着"(2P + Cj)的增加, 碳含量为0∙ 12% ~0. 22%的管线钢的硬度呈线性增加;而碳含量为0.02% ~ 0.03%的管
230
5 纯净钢生产
线钢,当w(2P + Cq)大于0.6%时,管线钢硬度的增加趋势明显减缓(图5-21)。
磷还会恶化焊接性能,对于严格要求焊接性能的管线钢,应将磷限制在0.04%以下。 磷能显著降低钢的低温冲击韧性,提高钢的脆性转变温度,使钢管发生冷脆。而且低温环 境用的高级管线钢,当磷含量大于0∙015%时,磷的偏析也会急剧增加。
在炼钢整个过程中均可脱磷,如铁水预处理、转炉以及炉外精炼,但最终脱磷都是采 用炉外精炼来完成。名古屋厂采用RH-PB脱磷将MP]降到0.001%。鹿岛制铁所采用 LF分段工艺进行精炼,脱磷终了时w[P] <0.001% ,成品中w[P] <0.0015%。其LF分 段精炼工艺要点如下:①转炉脱磷出钢后.在LF中吹入气体,进行强搅拌脱磷;②完全 去除脱磷渣,防止回磷,然后进行还原精炼;③喷吹CaSi粉剂,获得超低磷钢。
(6)猛。由于高级管线钢要求较低的碳含量,因此通常靠提高保含量来保证其强度。 锤还可以推迟铁素体T珠光体的转变,并降低贝氏体的转变温度,有利于形成细晶粒组 织。但籥含量过高会对管线钢的焊接性能造成不利影响。当毓含量超过1.5%时,管线钢 铸坯会发生樣的偏析,且随着碳含量的增加,这种偏析更显著。
住对于X40~X70级,厚度为16 ~25mm管线钢抗HlC性能也有影响,主要分为三种 情况(图5-22):碳含量为0.05% ~0. 15%的热轧管线钢,当鍛含量超过1.0%时,HIC 敏感性会突然增加。这是由于偏析区形成了硬"带”组织的缘故。对于QT (淬火+回 火)管线钢,当偏含量达到L6%时,错含量对钢的抗HlC能力没有明显影响。但在偏析 区,碳含量低于0∙ 02%时,由于硬度降到低于300HV,此时即使钢中株含量超过2.0%, 仍具有良好的抗HIC能力。
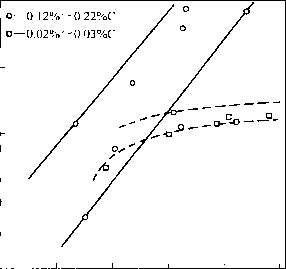
5 0 5 0
7 5 2 £为喪少R翩
衣/汩藝領蠶^翩
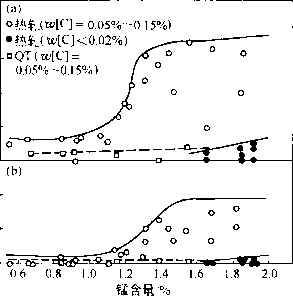
图5-21偏析区管线钢硬度和淬硬性的关系
图5-22鍛含量对抗HlC能力的影响 (a)裂纹长度比;(b)裂纹敏感性比
(7)铜。加入适量铜,可以显著改善管线钢抗HIC的能力。随着铜含量的增加,可 以更有效地防止氢原子渗入钢中,平均裂纹长度明显减少。当铜含量超过0∙2%时,能在 钢的表面形成致密保护层,HIC会显著降低,钢板的平均腐蚀率明显下降,平均裂纹长度 几乎接近于零。
5.4 纯净钢生产技术应用
231
但是,对于耐COz腐蚀的管线钢,添加铜会增加腐蚀速度。当钢中不添加馅时,添加 0.5%的CU会使腐蚀速度提高2倍。而添加0.5%的Cr以后,铜小于0.2%时,腐蚀速度 基本不受影响,当铜达到0.5%时,腐蚀速度明显加快。
(8)夹杂物。在大多数情况下,HlC都起源于夹杂物,钢中的塑性夹杂物和脆性夹杂 物是产生HlC的主要根源。分析表明,HlC端口表面有延伸的MnS和Al?0?点链状夹杂, 而SSCC的形成与HlC的形成密切相关。因此,为了提高抗HIC和抗SSCC能力,必须尽 量减少钢中的夹杂物、精确控制夹杂物的形态。
钙处理可以很好地控制钢中夹杂物的形 态,从而改善管线钢的抗HlC和SSCC能力。 如图5-23所示,当钢中硫含量为0.002% ~ 0.005%时,随着w[Ca]/w[S]的增加,钢 的HlC敏感性下降。但是,当w[Ca]/"[S] 达到一定值时,形成CaS夹杂物,HlC会显著 增加。因此,对于低硫钢来说,w[Ca]/w[S] 应控制在一个极其狭窄的范围内,否则,钢 的抗HlC能力明显减弱。而对于硫低于 .....
0.002%的超低硫钢,即便形成了 CaS夹杂 图5-23 [Ca] /小S]对抗HlC性能的影响 物,由于其含量相对较少,矶Ca]/w[S]可以控制在一个更广的范围内。
管线钢成分设计基本思想为:采用低碳设计,以提高管线钢的韧性、延性与焊接性能 (低碳当量Ceq );降低硫、磷等有害元素含量,并喂Ca-Si线球化处理,提高其横向冲击 韧性和抗HIC、SSCC的能力;采用弱、帆、钛、線、铝、铜的复合微合金化设计,其中 微合金化元素犯、飢、钛通过晶粒细化和沉淀硬化(包括应变诱导析出)影响钢的性能, 保、用可抑制珠光体的转变,铜可提高耐腐蚀性。
如X60含歸和帆,工艺过程经热轧和正火;X70,含■、貿和机,碳稍微低一点,控 制轧制;X80的碳更低,含株、紀和钛,必须控制轧制及加速冷却;XIoO含様、铝、铜 和钛,控制轧制及加速冷却;X120含错、铜、線、倍、钥、飢、豊、钛和硼,控制轧制 及大规模加速冷却。
本钢 X70 钢的化学成分中,w[ V + Nb + Ti] ≤0. 15% ; w [ Ni + Cr + Cu] ≤0. 50% ; 矶门每减少0.01%, MMn]的最大允许量可增加0.05 %,但在产品分析中MMn]不得 超过1.75%,矶Mo+Cr+ Mn]的总量不应超过w[ Mn]的最大允许量+0. 20%。
新型的HTP (高温轧制)高强度管线钢采用超低碳(0.03%左右)高胃(0.10%左 右)含倍的成分设计,具有十分优良的性能,用将替代铝可显著地降低成本,已应用于美 国第一条X80管线。
5.4. 3. 2 管线钢的类型与组织特性
按照组织形态归类,管线钢有以下四种类型。
A铁素体+珠光体钢及少珠光体钢(第一代微合金管线钢)
(1)铁素体+珠光体钢的代表钢种为我国20世纪70 ~ 80年代生产的X52~X65,它 以高纯净度和细晶粒的铁素体+珠光体为基体,并综合使用了微量的碳、铜、机、钛。典
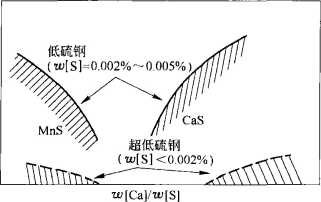
232 ________________________5纯净钢生产________________________
型化学组成为:C-Mn-Nb-Ti或C-Mn-Nb-Ti-V。目前生产这一类型钢的厂家 不多。
(2)少珠光体钢典型的化学组成为:Mn-Nb、Mn-V、Mb-Nb-V等,一般含碳量 小于0.10%,能、飢、钛的总含量小于0. 10%,代表钢种为20世纪60 ~ 70年代生产的 X56、X60、X65o这类钢突破了传统的热轧正火工艺,进入了微合金化生产阶段,轧制时 采用控轧技术,目前仍在生产的厂家也不多。
以上两种钢由于实施微合金化和控轧技术等,可将强度提高到500MPa左右,并保证 较好的焊接性能和韧性。之所以生产厂家不多,主要原因是现代输气管道的设计压力提 高,它们已不能适应管道设计中高压、高钢级、富气输送的要求。
B针状铁素体钢(第二代微合金管线钢)
针状铁素体钢的典型化学组成为:C-Mn-Nb-Mo, 一般碳含量小于0. 06%。通过 微合金化和控制轧制,可使钢的屈服强度达到650MPa以上,-60七冲击韧性达80J,是 我国“西气东输”工程唯一指定的钢种。依靠成分调整,降碳、提鍛和添加铝以及轧后采 取较高的冷却强度,易形成贝氏体类型的铁素体组织,是X65 -X80级高强度韧性管线钢 的主要成分规范。
与铁素体+珠光体钢相比,针状铁素体钢的纯净度更高,对硫化物进行了钙处理,连 铸时采用电磁搅拌和动态压下技术,在钢的基体中加入0.2% ~0. 4%的铝,以促使针状铁 素体生成,实施控轧控冷后晶粒更细化。这种钢具有比铁素体-珠光体型管线钢更好的焊 接性能("(P)EWo∙20%),其对脆性断裂,硫化氢或二氧化碳引起的阳极腐蚀(点蚀), 硫化氢应力腐蚀断裂(SSCC),氢诱发裂纹(HIC),延性断裂(DDF)方面的“抗力” 要比其他钢种高得多,是目前我国管线钢生产的主要钢种。
C超低碳贝氏体钢
超低碳贝氏体钢在成分设计上选择了碳、猛、铜、铝、硼、钛的最佳组合,在较大的 冷却速度范围内也能形成贝氏体组织,通过实施控轧控冷工艺,其屈服强度提高到 700MPa以上,晶粒也更加细化,目前我国已有厂家生产此钢种。
D低碳索氏体钢
有资料报道,为了使管线钢具有更优良的韧性,国外已开发了低碳索氏体管线钢,轧 制时可实施控轧控冷,如果装备的轧制力参数达不到要求,则可采用淬火+回火的热处理 工艺。
5.4. 3. 3 管线钢的生产工艺
钢水净化,特别是硫含量的降低,是高韧性管线钢不可缺少的前提条件。钢水钙 处理,确保夹杂物球化、变性是提高横向冲击韧性的重要保证;微钛处理是保证管线 钢晶粒细化、横向冲击值稳定的有效手段;而冶炼工艺的优化是高韧性管线钢生产的 关键。
管线钢的生产路线分为两条:
(1)铁水预处理T转炉T炉外精炼T连铸或模铸;
____________________5.4 纯净钢生产技术应用____________________ 233
(2)电炉T炉外精炼T连铸或模铸。
下面以武钢管线钢生产工艺为例作具体说明。
武钢管线钢冶炼工艺路线为:
高炉铁水-铁水脱硫预处理一250t顶底复合吹炼转炉一钢包吹氫TRH真空处理TLF 处理一连铸。
武汉钢铁公司管线钢的冶炼成分控制在MC] ±0.015%, "[Mn] ±0.15%较窄的范围 内,钢中微合金元素队、能、钛含量波动值很低。对于钢中有害杂质元素如磷可达到 0.018%以下,硫可达到0.003%以下。其实际熔炼成分如表5-30所示。
表5-30武钢管线钢实际熔炼成分范围
|
钢级 |
板 ^Zmm |
熔炼成分范围/% | ||||||
|
C |
Si |
Mn |
P |
S |
Nb + V+Ti |
其他元素 | ||
|
X52 |
6~16 |
0. 07 ~0. 10 |
0. 15 ~0. 30 |
0. 9 ~ 1. 30 |
0. 01 ~0. 025 |
0.04 ^0.01 |
0,01 ~0.03 |
0. 02 -0. 06 |
|
X56 |
6 -8 |
0.07 ~0. 10 |
0. 15 -0. 30 |
1. 1 ~L30 |
0.04-0. 018 |
0.04~0. 01 |
0.02-0.04 |
0.02 ~0.06 |
|
X60 |
6~11.5 |
0. 05 -0. 08 |
0. 15 -0. 30 |
1. 1 -1.4 |
0. 005 ~0. 018 |
0.01 ~0.004 |
0.03 ~0. 06 |
0. 03 -0. 22 |
|
X65 |
8-14.5 |
0.04~0. 08 |
0. 15 ~0. 30 |
1.2-1. 4 |
0. 008 -0.018 |
0. 01 -0. 003 |
0.03 ~0. 08 |
0. 18 ~0.20 |
|
X70 |
8 ~10 |
0. 02-0. 05 |
0. 15 ~0. 35 |
1.4 ~1. 7 |
0. Ol -0. 015 |
0.01 -0.004 |
0. 03 -0. 20 |
0. 10 ~0. 20 |
|
X80 |
8 ~10 |
0.02~0.05 |
0. 15 -0.35 |
1.4~L8 |
0.01 -0.015 |
0.01 -0.004 |
0.03 -0.07 |
0. 30-0. 50 |
工艺要点与质量控制包括:
(1)入炉铁水经过铁水预处理后,w[S] <0.0050%o
(2)顶底复合吹炼:转炉顶底复吹后挡渣出钢并加入炉渣改质剂。
(3)炉外精炼:RH真空处理脱氢并净化钢水;LF处理进行升温,造渣脱硫和钙 处理。
D超深脱硫技术:从原辅材料中的硫含量入手,从铁水脱硫开始加强各个工序的脱 硫控制。在200多炉超深脱硫炉次中,最低成品硫含量达0.0005%。
2)钙处理技术:武钢钙处理是处理管线钢的一项关键技术,目的是硫化物球化改性, 即变为球状高熔点的CaS,以提高管线钢抗裂纹性能,使管线钢成品中钙含量平均达到 0.002%左右,满足了管线钢硫化物变形要求,并减少对连铸耐火材料的侵蚀。
管线钢中硫的控制通常是在炉外精炼时采用喷粉、加顶渣或钙处理技术完成。采用 RH-PB法可以将钢中硫含量控制在w[S] ≤0. 001% o各工序钢中洁净度如表5-31 所示。
表5-31武钢各工序钢中洁净度的变化
|
项目 |
w(T[0])∕% 浇次1 |
w(T[O])∕% 浇次2 |
显微夹杂个数 /个∙ mɪn -2 |
大型夹杂数量 ∕mg - (IOkg) ^, |
|
吹氫后 |
0. 00215 |
0.00208 |
7. 28 |
31.52 |
|
RH处理后 |
0. 00205 |
0. 00165 |
4.74 |
10. 87 |
|
LF处理后 |
0.00213 |
0. 00173 |
2.46 |
32.27 |
|
中间包 |
0. ∞240 |
0. ∞210 |
3. 78 |
36.56 |
|
铸坯 |
0.00182 |
0. ∞147 |
2.79 |
1. 13 |
234
5 纯净钢生产
(4)精炼结束后钢包经60t大容量中间包进行浇注,铸机是双流弧形板坯连铸机。
(5)按照管线钢专用热轧数学模型轧制。
(6)精轧机组采用弯犠、窜辐、板形闭环控制技术、卷取机实行弹跳卷钢。
(7)在精轧机出口处安装X射线测厚仪、光电平直度和宽度测量仪进行板形、尺寸 监控。
5.4. 3.4 耐腐蚀油管钢简介
为了帮助读者了解耐腐蚀油管钢,本节一并简要介绍。
油井管(OilCoUntryTUbUlarGoodS)包括钻杆、方钻杆、钻铤及套管、油管等。服 役时,油井管由专用螺纹连接成数千米的管柱,包括钻柱、套管柱、油管柱。钻柱由方 钻杆、钻杆、钻铤、转换接头等组成,是钻井的重要工具和手段。套管柱下入井中建成 井眼,用以防止地层流体流动及地层挤毁井眼。油管柱下入套管柱内,构成井下油气层 与地面的通道。石油管的失效统计分析表明,70%的失效和腐蚀有关。油管的电化学腐 蚀主要是溶解于水中的CO2和H2S等造成的;油井中CO?腐蚀最典型的特征是造成油管 局部的点蚀、癣状腐蚀和台面状腐蚀,其中台面状腐蚀是腐蚀过程最严重的一种情 况;碳钢或低合金钢暴露于含H*的环境介质中,会带来严重的全面腐蚀。比较其单 位浓度腐蚀率,HQ对钢材的腐蚀要比CO2严重。石油工业中常用的控制油管腐蚀的 方法目前主要有三种:添加缓蚀剂(CorrosionInhibitor),使用防腐涂镀层(Coating Pipe),以及使用耐蚀合金(CorrosionResistanceAlloys)O长期生产实践表明,为保证 油田安全高效地生产,除添加适当的缓蚀剂外,最有效的方法是使用耐蚀合金钢专用 管材。我国的多数油田是贫油低渗透油田,使用价格昂贵的不锈钢管,一次性投资太 大。目前国内生产厂家正在进行经济型耐腐蚀油管的开发工作,经济型油管已成为一 个新的发展趋势。
根据各元素在油管中的作用,提出耐腐蚀油管的化学成分控制要点:
(1) S、P、Si以及有害元素As、Sn、Pb、Sb和Bi的含量应尽可能低。因为它们是很 强的脆化晶界元素。钢中的残存有害元素对钢的持久强度和持久塑性有不利影响。
(2) Mo、Cr、Ti、Nb、V和Zn均为抗H?S腐蚀的合金元素。因为它们均为晶界韧化 元素,其碳化物是氢的不可逆陷阱。对M。和Cr来说,除上述两个作用外,它们是抗H?S 腐蚀最重要的合金元素。Cr既可提高钢的抗CO?腐蚀性能,也可改善钢的抗H?S腐蚀性 能,而M。能更为有效地在表面形成阻碍H?S进入的钝化膜。为使成分设计简化且降低成 本,可以不用Ti、Nb、Zr和V,而仅用Cr和Mo。
(3) Mn不利于抗H?S腐蚀。Mn与S结合可形成MnS夹杂,成为钢中的微阴极,促 进局部腐蚀的发生,从而降低钢的抗H?S腐蚀性能。但是,除C以外,Mn和Si是提高强 度的最有效且最便宜的合金元素。考虑到Mn对Hn的有害程度比Si要小,故可选Mn作 为提高强度的合金元素。
(4) C是最有效的强化元素。但碳含量的降低可大大减少碳化辂的析出,保证倍的有 效固溶量,从而提高钢的耐蚀性,所以碳含量要适当控制。
5.4 纯净钢生产技术应用
235
5.4∙4齿轮钢
用于制造齿轮的齿轮钢品种多、用量大,是合金结构钢中一个典型钢种。齿轮在工作 时,齿根受弯曲应力作用,易产生疲劳断裂,齿面受接触应力作用,易导致表面金属剥 落,因此要求钢质必须具有良好的抗疲劳强度。齿轮一般经机加工成形,为保证表面光洁 度,要求齿轮钢具有良好的切削性能。机加工后经淬火和回火处理,为保证齿间咬合精 度,减少震动和噪声,又要求钢质具有良好的淬透性和尺寸稳定性。
齿轮钢的钢号和化学成分见表5-32( GB5216-85标准中纳入了 15个钢号),其中以 20CrMnTi钢用量最大,也是许多特钢企业创优质名牌的主导产品,广泛应用于各汽车制 造厂、齿轮箱厂。新型汽车齿轮钢分类与代表钢号的化学成分如表5-33所示。
表5∙32齿轮钢钢号和化学成分
|
序号 |
钢号 |
化学成分/% ____ _____ | |||||||
|
C |
Mn |
Cr |
Ni |
Mo |
Ti |
V |
B | ||
|
1 |
45H |
0.42-0.50 |
0.50-0.85 | ||||||
|
2 |
20CrH |
0.17 ~0.23 |
0.50-0.85 |
0.70-1. 10 | |||||
|
3 |
4OCrH |
0.37~0.44 |
0.50-0.85 |
0.70-1. 10 | |||||
|
4 |
1 45CrH |
0.42~0.49 |
0.50-0.85 |
0.70-1. 10 | |||||
|
5 |
40MnBH |
0.37~0.44 |
0.95-1.40 |
0.0005 〜 0.0035 | |||||
|
6 |
45MnBH |
0.42-0.49 |
0.95-1.40 |
0.0005 〜 0.0035 | |||||
|
7 |
20M∏MoBH |
0.16 ~0.22 |
0∙90~1.25 |
0.20-0.30 |
0.0005- 0.0035 | ||||
|
8 |
20MnVBH |
0.16-0.23 |
1.05-1.50 |
0.07 -0.12 |
0.0005 〜 0.0035 | ||||
|
9 |
22MnVBH |
0.19 ~0.25 |
1.25^1.70 |
0.07-0.12 |
0.0005 〜 0.0035 | ||||
|
10 |
20MnTiBH |
0.17 ~Q 13 |
1.20-1.55 |
00~0.10 |
0.00Q5- 0.0035 | ||||
|
11 |
20CrMnMoH |
0.17 -0.13 |
0.85-1.20 |
1.05-1.40 |
0.20- 0.30 | ||||
|
12 |
20CrMnTiH |
0.17 -0.13 |
0.80^1. 15 |
1.00-L 35 |
0.04- 0.10 | ||||
|
13 |
2OCrNi3H |
0.17 ~0.13 |
0.30~0.65 |
0.60-0.95 |
2 70~3∙25 | ||||
|
14 |
20Cr2Ni4H |
0.10 -0.17 |
0.30 ~0.65 |
1.20~L75 |
3.20~3.75 | ||||
|
15 |
20CrNiMoH |
0.17 ~Q 13 |
0.60 ~0.95 |
0.35 ~0.65 |
0.35 ~0. 75 |
0.15 -0.2 | |||
注:w[Si] =0. 17% ~0.37%。
236
5 纯净钢生产
表5-33新型汽车齿轮钢分类与代表钢号的化学成分(/%)
|
-钢类- |
代表钢号 |
C |
Mn |
Si |
P |
S |
Cr |
|
Cr钢 |
SCι420H |
0.17-0. 23 |
0. 55 -0. 90 |
0. 15 ~0. 35 |
W0. 030 |
W0.030 |
0. 85 ~ 1. 25 |
|
MnCr§ 钢 |
16MnCr5^ |
0. 14-0. 19 |
l.∞~1.40 |
≤0. 12 |
W0. 035 |
0.020 ~0. 035 |
0. 80 ~ L 20 |
|
25≡Cr⅛ |
0.23 ~0. 28 |
0. 60 -0. 80 |
W0. 12 |
W0. 035 |
0*020 ~0∙ 035 |
0. 80 〜1. 10 | |
|
B钢 |
-ZFξ |
0. 13 -0. 18 |
1.00-1.30 |
0. 15-0.40 |
Wd 030 |
0.015 ~0. 035 |
0. 80~l. 10 |
|
^ |
0.15-0.20 |
LOO ~ L 30 |
0. 15-0.40 |
WO. 030 |
0.015-0.035 |
1.00-1.30 | |
|
CrM。钢 |
SCM420H |
0. 17-0. 23 |
0.55-0. 90 |
0. 17 -0. 37 |
WO. 030 |
WO. 030 |
0. 85 ~ L 25 |
|
SCM822H |
0∙ 19~0∙ 25 |
0.55 ~0.90 |
0. 15 -0. 35 |
W0. 030 |
Wθ. 030 |
0. 85-1.25 | |
|
CrNi 钢 |
14CN5 |
0. 13 ~& 18 |
0.70~1.10 |
W0. 35 |
≤0. 035 |
W0. 035 |
0. 80 ~ L 10 |
|
19CN5 |
0. 16-0. 21 |
0.70 ~ 1. 10 |
0. 15 -0. 35 |
≤0. 035 |
0.020 - 0.040 |
0. 80 ~ L 20 | |
|
CrNiMo 钢 |
SAE8620H |
0. 17-0.23 |
0.60~0.95 |
0.15 -0.35 |
≤0. 035 |
≤0.030 |
0. 35 ~0. 65 |
|
CrNiMoNb 钢 |
SNCM420H |
0. 19~0.25 |
0.40 ~0.70 |
0. 20 ~0. 35 |
Wθ∙ 025 |
<0. 025 |
0.45 -0.75 |
|
钢类 |
一府表痴豆- |
M^ |
Ni |
B |
Al |
Ti |
Cu |
|
Cr钢 |
SCι420H : |
WO. 25 |
S0. 30 | ||||
|
MnCr§ 钢 |
16MnCr5 | ||||||
|
25 MnCr5~ | |||||||
|
B钢 |
^ |
0.001 ~0" 003 |
≤0.25 | ||||
|
ZR |
0.001 -0.003 |
W0. 25 | |||||
|
CrMO 钢 |
SCM420H |
0. 15 ~0. 35 |
0.02 ~0.05 |
≤0.01 |
≤0. 25 | ||
|
SCM822H |
0. 35 -0. 45 |
W0* 25 |
≤0.25 | ||||
|
CrNi 钢 |
~14CNs |
WO. 10 |
0. 80 ~ 1. 10 |
0.02 ~0. 05 |
忘0. 30 | ||
|
19CN5 |
≤0. 10 |
0. 80~l. 10 |
0.02~0. 05 |
W0. 30 | |||
|
CrNiMo 钢 |
SAE8620H |
0. 15 ~0. 25 |
0. 35 〜0.75 |
≤0. 25 | |||
|
CrNiMoNb 钢 |
SNGM420H |
0. 20 ~0. 30 |
1.65-2.00 |
Nb: 0.04~ 0.08 |
近年来,随着引进高档轿车生产线钢材的国产化、国外齿轮钢的生产,进一步推动了 国内齿轮钢生产工艺的改进和质量的提高。目前齿轮钢已由原来的电炉冶炼,演变为钢包 精炼、真空脱气、喂线、连铸、连轧一条优质、高效、低成本的短流程生产线。
5.4. 4. 1 齿轮钢的质量要求与控制措施
A齿轮钢的质量要求
齿轮钢材质量对齿轮强度性能和工艺性能的影响如表5-34所示。
a淬透性带
淬透性是齿轮钢的一个主要特性指标,淬透性和淬透性带宽的控制主要取决于化 学成分及其均匀性。淬透性带宽越窄,越有利于提高零件的热处理硬度和组织的一致 性、均匀性,减少热处理零件变形,提高啮合精度,降低噪声。在这方面汽车齿轮比 其他机械齿轮有更严格的要求,其高档轿车用齿轮钢要求淬透性带宽4-8HRC,且 同一批料淬透性波动不大于4HRC。我国目前对齿轮的带宽控制情况是:骨干企业是 两点控制,/9一般为6〜8HRC,九一般为6 ~ 10HRC; 一般企业要求符合GB/ T3077—1999或单点控制。例如,奥迪、桑塔纳、切诺基、捷达轿车用齿轮钢要求单
5.4 纯净钢生产技术应用
237
点(A。)控制,淬透性带宽W7HRC。国外对齿轮钢淬透性带宽的控制一般是全带控 制在 4~7HRC°
表5-34齿轮钢材质量对齿轮强度性能和工艺性能的影响
|
钢材质量 |
齿轮性能 | |||
|
项目 |
表现因素 |
____工艺性能 |
_____强度性能 | |
|
成分 |
元素波动 杂质元素 |
切削性变化且热变形波动大, 杂质元素w(Mo) > 0. 04% ,即 对切削性产生不良影响 |
有些元素会降低齿轮硬化层表面 质量(如硅多时,促使表面层晶界 氧化),从而降低齿轮寿命 | |
|
淬透性 |
_____高 |
切削困难且热变形大 |
易断齿(因齿心部位强度过高) | |
|
低 |
粗糙度高,去毛刺困难;热 处理后心部硬度偏低 |
易产生齿面硬化层压溃失效现象 | ||
|
波动大 |
因齿轮材料硬度波动,而使制 齿精度下降,热变形波动增加 | |||
|
纯净度 |
氧含量超标 |
降低齿轮材料接触疲劳强度 | ||
|
夹杂物 |
____降低齿轮疲劳寿命____ | |||
|
硫含量过低 |
降低切削性 - | |||
|
晶粒度 |
过细 |
切削性差 - | ||
|
过粗 |
_____热变形大_____ |
疲劳寿命低 | ||
|
混晶 |
____热变形波动大____ | |||
|
高倍组织 |
魏氏组织超标 |
蘭削性差,热变形波动大一 | ||
|
带状组织超标 |
切削性差,热变形波动大 | |||
|
粒状贝氏体过多 |
切削性差(料硬),热变形越大 | |||
|
低倍缺陷 |
偏析 |
热变形波动大____ | ||
|
疏松 |
降低齿轮强度_____ | |||
|
发纹 |
降低齿轮强度_____ | |||
|
弯冲值(ZF标准) |
不足 |
影响齿轮疲劳寿命____ | ||
b纯净度
纯净度是齿轮钢的一个主要质量指标,齿轮钢的纯净度主要指氧化物夹杂和除了硫以 外其他有害元素的含量(齿轮钢有时保持一定的硫含量以改善切削性能,"[S] 0. 025% ~ 0. 040% ) o齿轮耐疲劳强度与钢中的氧含量和非金属夹杂物有密切关系。我国目前对齿轮 钢的皿0]要求是小于0. 002% ,国外一般要求小于0.0015%。非金属夹杂按JK系标准 评级图评级,一般要求级别AW2.5、BW2.5、Cw2.0、D≤2.5o过量的钛在钢中易形成 大颗粒、带棱角的TiN,是疲劳裂纹的发源地,因此,工业发达国家标准中都没有含钛的 齿轮钢。
C晶粒度
晶粒尺寸的大小是齿轮钢的一项重要指标。细小均匀的奥氏体晶粒可以稳定末端淬透 性,减少热处理变形,提高渗碳钢的脆断抗力。齿轮钢要求奥氏体晶粒度细于5级,特殊 用途要求细于6级,20CrMnTiH钢含有钛,晶粒度7级。晶粒细化主要通过添加一定量的 细化晶粒元素如铝(钢中w[Al] =0.020% ~0.040%)、钛和實来达到。但对要求疲劳性 能的钢种,不宜用钛来细化晶粒。与精炼钢相比,电炉钢晶粒长大倾向严重。
238
5 纯净钢生产
d加工性和易切削性
汽车齿轮用钢是热加工用钢,严格地说是热顶锻用钢,故对棒材的表面质量要求很 高,许多齿轮厂要求表面无缺陷、端头无毛刺交货。
随着机械加工线的自动化,为了不断提高劳动生产率,适应高速程控机床的需要,要 求齿轮钢具有良好的易切削性能。
B质量控制措施
生产齿轮钢的质量控制措施有:
(1)运用数理统计和计算机控制技术,确定最佳化学成分控制目标,实现窄淬透性带 控制。
抚钢通过对数百炉数据的统计分析,进一步优化后得出20CrMnTiH钢淬透性J9值与 合金元素含量关系的回归方程式:
J9 =5. 563 +56. 559w[C] +5. 42w[Mn] +7.48w[Si] +8.487w[Cr] -20. 186w[Ti]
此式在生产中应用仍然有一定难度,为此对生产给出合金元素调整目标值,矶C]= 0. 20% , "[Mn] =0.95%,矶 Cr] = 1. 15% , w[Ti]=0.07%,指导炉前加料。
(2)应用喂线技术,准确控制易氧化元素含量。易氧化元素钛、铝、硼的控制曾经是 电炉炼钢的老大难问题,自从使用钢包吹氫、喂线技术以后,此问题被顺利解决。不但提 高了化学成分命中率,而且减少合金加入量,降低了冶炼成本。根据抚钢经验,喂硼铁包 芯线时应注意外包铁皮不能氧化生锈,否则影响硼的收得率。用铝板包硼铁插入包中也是 一种有效的加硼方法。电炉冶炼40MnB钢,包中喂钛插硼,硼收得率为20% ~48. 6%, 平均为42. 7%。
(3)炉外精炼脱氧、去除非金属夹杂物。20CrMnTiH、40MnBHs 20MnVBH等钢种已 广泛采用超高功率电炉T偏心底出钢一LF (V)的工艺路线生产。汽车用新型齿轮钢明确 要求进行真空脱气处理,因此炉外精炼已成为齿轮钢生产的主导生产工艺。
上钢五厂采用包中吹氨、喂钛铁线后再喂入1.07IkUt硅钙,控制w[Ca] =0.005%, w[Al] =0.025% ,取得了明显效果。
(4)加铜细化晶粒。微合金化技术已得到广泛应用,钢中加入微量胃(0.005% ~ 0. 025%),生成Nb(C, N)弥散在钢中,可以同铝一样起到细化晶粒和防止晶粒长大的作 用。冶炼新型齿轮钢真空脱气结束前3 ~5min按0.02%计算加入實铁,收得率约为 100%,晶粒度可达8 ~9级。
5. 4. 4. 2 齿轮钢的生产工艺
A齿轮钢生产技术要点
齿轮钢生产技术要点如下:
(1)低氧含量控制。国内外大量研究表明,随着氧含量的降低,齿轮的疲劳寿命大幅 度提高。这是由于钢中氧含量的降低,氧化物夹杂随之减少,减轻了夹杂物对疲劳寿命的 不利影响。通过LF钢包精炼加RH (VD)真空脱气后,模铸钢材氧含量可小于等于 0. 0015% ,日本采用双真空工艺(真空脱气,真空浇注)可以达到不大于0.001%的超低 氧水平。
(2)窄淬透性带的控制。渗碳齿轮钢要求淬透性带必须很窄,且要求批量之间的波动
5.4 纯净钢生产技术应用
239
性很小,以使批量生产的齿轮的热处理质量稳定,配对啮合性能提高,延长使用寿命。压 窄淬透性带的关键在于化学成分波动范围的严格控制和成分均匀性的提高,可通过建立化 学成分与淬透性的相关式、通过计算机辅助预报和补加成分、收得率的精确计算进行 控制。
(3)组织控制技术。细小的奥氏体晶粒对钢材及制品的性能稳定有重要意义。日本企 标规定晶粒度必须在6级以上。带状组织是影响齿轮组织和性能均匀性的重要原因,对钢 的冶炼到齿轮的热处理各个环节适当控制,可以显著减小带状组织的影响。
(4)表面强化技术。强力喷丸可焊合齿轮表面的发纹,去除表面黑色氧化物,提高表 面硬度和致密度,减少切削加工造成的表面损伤,改善齿轮的内应力分布,是提高齿轮寿 命和可靠性的重要措施。
B LF (/VD)冶炼齿轮钢工艺
电炉熔化和升温TLF白渣精炼T小方坯连铸的工艺路线,更适合中小钢厂实现低成 本、快节奏的市场竞争需要。
LF炉精炼齿轮钢的关键技术包括:
(1)电炉调整钢铁料加入量,保证炉内留钢量达到设计要求,从而确保氧化渣不进入 LF精炼钢包;
(2) LF氨气搅拌、白渣精炼,控制"(FeO+ MnO) <1.0%。山东莱芜特殊钢厂采用 40t UHP电炉和50t LF设备生产齿轮钢、锚链钢,操作工艺简洁实用。其冶炼过程的化学 成分分析结果如表5-35所示。
表5-35 UHP电炉TLF冶炼过程化学样分析结果(w/%)
|
过程样 |
样次 |
C |
Mn |
Si |
S |
P |
Cr |
Ti |
|
UHP全熔 |
0.05 |
0.05 |
0.045 |
0.006 |
0.07 | |||
|
LF全分析I |
1 |
0. 13 |
0. 84 |
0. 08 |
0.049 |
0.010 |
0. 97 | |
|
2 |
0. 13 |
0. 86 |
0. 09 |
0.051 |
0.011 |
0. 97 | ||
|
LF全分析U |
1 |
0. 18 |
0. 92 |
0. 14 |
0.033 |
0.010 |
1. 12 | |
|
2 |
0. 18 |
0.94 |
0. 14 |
0.032 |
0.011 |
1. 14 | ||
|
成品 |
0.21 |
0. 96 |
0.25 |
0.016 |
0. 011 |
1. 15 |
0.062 |
含硼齿轮钢的配料、电炉、LF操作工艺过程同上述20CrMnTiH,只是在LF精炼后加 硼。加硼工艺如下:先加铝0.5 ~0.8kg∕t,再按0.05%计算加入钛铁,吹氫搅拌2min, 不计损失按规格上限计算插入硼铁,停氨气出钢。硼收得率为55% ~90%,平均为65%。 铝、钛、硼也可以采用喂线方式加入。
新型汽车齿轮钢要求氧含量WO. 002%,钢液需经真空脱气处理。因此,LF精炼后钢 包入VD罐进行真空脱气。
C EFTVAD冶炼齿轮钢工艺
钢包精炼加真空脱气可以达到如下0的:
(1)纯净钢水。深度脱氧,提高钢液纯净度,提高冷锻及疲劳强度性能,控制 ®(T[0])不大于0.0015%,甚至在0.0009% (常规冶炼钢为0. 0025% ~0. 004% )。
240
5 纯净铜生产
(2)精确控制钢种主要元素的成分。为保证汽车齿轮零件具有均匀的性能,在热处理 时不变形,运行时噪声低,除一定的淬透性外,特别要求严格的淬透带。成分微调可使主 要元素控制在W ±0.02% ~0. 04%极窄范围内波动,从而获得较窄的淬透带(4~5HRC), 为过去常规大气冶炼钢规定标准8 ~ IOHRC的1/2 o
(3)精确控制硫含量。硫的存在将恶化冷锻疲劳性,但从切削性观点应适当保留,故 要求在极窄范围内存在(0.01% ~0. 015%),使冷锻和切削性兼备。
(4)温度调整以保证连铸机正常操作。精炼汽车齿轮钢的质量与常规大气冶炼法相 比,转动疲劳寿命可提高L 5 ~2倍以上。但欲进一步提高质量,必须采用连铸坯。除了 众所周知的可以提高金属收得率(8%~10%)夕卜,连铸坯在齿轮钢生产中还有其特殊的 地位:
D因连铸坯冷却凝固快,加上电磁搅拌作用,可使成分更加均匀,它不会产生铸锭 法固有的钢锭头部严重的正偏析及底部沉淀晶带的负偏析,尤其是纵向组织、成分波动小 (W ±0.01% ~0.02%),是钢锭法的1/2。因此,淬透带可控制在1.5 ~ 2. 5HRC范围内, 是钢锭材的1/2,常规材的1/4。
2)获得更高的钢液纯净度。因钢包和中间包使夹杂物上浮,加上密封铸造,消除了 铸锭时汤道内夹杂物带入的机遇,从而更加减少发纹缺陷,进一步提高使用寿命。
3)可进一步减少妙(T[O])含量,比铸锭时减少约0.00025%,具有更高的疲劳寿命。
D 宝钢特钢(原上钢五厂)齿轮钢生产
生产齿轮钢的化学成分如表5-36所示。
表5-36宝钢特钢生产齿轮钢的化学成分(m;/%)
|
C |
Si |
Mn |
Cr |
Ti |
P |
S |
Ni |
Cu |
W |
Mo |
|
0. 18 ~ 0. 23 |
0. 17 ~ 0. 37 |
0. 80 ~ 1. 10 |
L(X)~ 1.30 |
0.04~ 0. 10 |
W0. 035 |
0. 035 |
≤0.30 |
≤0.20 |
≤0. 10 |
WS 06 |
工艺流程为:
IOOt直流电弧炉TloOt钢包精炼炉TlOot VD精炼炉TConCaSt五机五流连铸机 (140mm × 140mm) 一热轧一火成材(W650mm) ->■检验入库。
工艺技术要点为:
(1)采用DC电弧炉初炼,控制终点∣4C] =0.03% ~0. 06%; w[P] ≤0.012%,保 证粗钢水质量;
(2)采用LF,准确控制碳、信、硅、存、钛等主要元素至中上限,确保淬透性及力 学性能;
(3)采用VD真空脱气处理,真空度66.7Pa下保持20min,控制W(T[ O]) W 0.0025% , "[N]w0.01%,提高钢水纯净度;
(4)连铸采用大包保护套管,中间包浸入式水口保护浇注,以防止钢水二次僦爺⅛在 结晶器及凝固末端采用电磁搅拌装置,选择0.61√kg的二冷配水量,保证铸坯及轧易的傻 倍组织优良; 嚟'
(5)采用全步进梁二段式加热炉加热,要求钢坯温度均匀,阴阳面温差小,出钢速度: 均匀;
5.4 纯净钢生产技术应用
241
(6) 17机架半连轧机一火成材,轧后缓冷;
(7)控制成品投料压缩比,保证轧材质量。
主要技术指标为:
(1)力学性能:Akv>55J;
(2)末端淬透性:Λ=30~37HRC, J15 =22~34HRC;
(3)低倍组织:一般疏松W2.0级,中心疏松W2.0级,偏析WLO级;
(4)非金属夹杂:塑性W2.5级,脆性W2.5级,塑性+脆性W4.5级。
5.4.5不锈钢
5.4.5. 1 定义与分类
不锈钢一般系不锈钢和耐酸钢的总称。不锈钢系指耐大气、蒸汽和水等弱介质腐蚀的 钢,而耐酸钢则系指耐酸、碱、盐等化学侵蚀性介质腐蚀的钢。不锈钢与耐酸钢在合金化 程度上有较大差异。不锈钢虽然具有不锈性,但并不一定耐酸;而耐酸钢一般则均具有不 锈性。为了保持不锈钢所固有的耐腐蚀性,钢必须含有12%以上的倍。
不锈钢钢种很多,性能又各异,常见的分类方法有:
(1)按钢的组织结构分类,如马氏体不锈钢(如2Crl3、3Crl3、4Crl3)、铁素体不锈钢 (如OCrl3、ICrr7、OOCrI7Ti)、奥氏体不锈钢(如 ICrr7Ni7、lCrl8Ni9Ti, OCrlSNillNb)和 双相不锈钢(如 ICrI8MnlONi5Mo3N、OCrl7Mnl4Mo2N、lCr21Ni5Ti)等。
(2)按钢中的主要化学成分或钢中一些特征元素来分类,如倍不锈钢、倍鎳不锈钢、 倍保铝不锈钢以及超低碳不锈钢、高铝不锈钢、高纯不锈钢等。
(3)按钢的性能特点和用途分类,如耐硝酸(硝酸级)不锈钢、耐硫酸不锈钢、耐 点蚀不锈钢、耐应力腐蚀不锈钢、高强度不锈钢等。
(4)按钢的功能特点分类,如低温不锈钢,无磁不锈钢,易切削不锈钢,超塑性 不锈钢等。
目前常用的分类方法是按钢的组织结构特点和按钢的化学成分特点以及两者相结 合的方法来分类。例如,把目前的不锈钢分为:马氏体钢(包括马氏体Cr不锈钢和 马氏体Cr-Ni不锈钢),铁素体钢,奥氏体钢(包括Cr-Ni和Cr-Mn-Ni ( -N)奥 氏体不锈钢),双相钢和沉淀硬化型钢等五大类,或分为信不锈钢和倍锦不锈钢两 大类。
5.4. 5. 2 性能及用途
对不锈钢在耐蚀性、力学性能和工艺性有一定要求,主要如下:
(1)较高的耐蚀性。耐腐蚀性是不锈钢的主要性能。耐腐蚀是相对于不同介质而言 的。目前,还没有能抵抗任何介质腐蚀的钢。一般都要求不允许有晶界腐蚀和点蚀 产生。
(2)应具有一定的力学性能。很多构件是在腐蚀介质下承受一定的载荷,所以不锈钢 的力学性能好,也可减小构件的质量。
(3)应有良好的工艺性能。不锈钢材料有管材、板材、型材等类型,常常要经过加工 变形制成构件,例如容器、管道、锅炉等。因此不锈钢的工艺性也很重要,主要有焊接
242
5 纯净钢生产
性、冷变形性等。
合金元素对不锈钢组织的影响基本上可分为两大类:铁素体形成元素,如倍、铝、 硅、钛、铜等;奥氏体形成元素,如碳、氮、鎳、露、铜等。当这两类作用不同的元素同 时加入到钢中时,不锈钢的组织就取决于它们综合作用的结果。根据不锈耐蚀钢的基本组 织,可将它分为五大系列。
A 马氏体系(M)不锈钢
一般馅含量为13% ~ 18%、碳含量为0.1% ~ 1.0%,其基体为马氏体(M),美、日 钢种牌号为400系列。可分为三类:①CrI3型,如ICrI3、2Crl3、3Crl3、4Crl3等钢号; ②高碳高馅钢,如9018、9Crl8MoV等;③低碳17% Cr-2% Ni钢,如ICrl7Ni2。
马氏体不锈钢具有高的淬火硬化性能,高的强度和耐磨性。含C较低的ICrI3、 2Crl3、ICrI7Ni2对应地类似于结构钢中的调质钢,可以制造机械零件,如汽轮机叶片等 要求不锈的结构件;3Crl3、4Crl3、9Crl8等钢对应地类似于工具钢,用来制造要求有一 定耐腐蚀性的工具,如医用手术工具、测量工具、轴承、弹簧、日常生活用的刀具等,应 用比较广泛。
B铁素体系(F)不锈钢
一般馅含量为13% ~ 30%、碳含量小于0.25%,其基体为铁素体(<Y-Fe),美、日钢 种牌号也为400系列。有三种类型:①Crl3型,如OCrI3、0Crl3Alx OCrlITi等;②Crl7型, 如 ICrI7、0Crl7Ti ʌ ICrl7M。等;③Cr25 -30 型,如 ICr28、lCr25Ti, OOCr30Mo2 等。
为了提高某些性能,可加入Mo、Ti、Al、Si等元素,如Ti元素可提高钢的抗晶界腐 蚀的能力。
铁素体不锈钢在硝酸、氨水等介质中有较好的耐蚀性和抗氧化性,特别是抗应力腐蚀 性能比较好。常用于生产硝酸、维尼龙等化工设备或储藏氯盐溶液及硝酸的容器。
铁素体不锈钢的力学性能和工艺性比较差,脆性大,韧脆转变温度在室温左右,所以 多用于受力不大的有耐酸和抗氧化要求的结构部件。
铁素体不锈钢在加热和冷却过程基本上无同素异构转变,是高温冷却不产生硬化的钢 种,多在退火软化态下使用。
C奥氏体系(A)不锈钢
奥氏体不锈钢的主要成分是:>18%Cr和>8%Ni, 18%Cr和8%Ni的配合是世界各国 奥氏体不锈钢的典型成分(18%Cr-8%Ni、 <0. 1%C,常称为18-8钢)。具有单相奥氏体 组织(7),美、日钢种牌号为300系列(典型钢号为304);近年来对该钢种开展了许多的 研究工作,发展成形形色色的300系钢种,该系列也包括节鎳型含锦的200系钢种。其中倍 锦奥氏体钢有 OCrI8Ni9、OCrI8Ni9Ti、∞Crl9NilO, OCrI8Nil8Mo2Cu2Ti 等,倍保鎳奥氏体钢 有ICrI8Mn8Ni5N,辂住氮奥氏体钢有OCrI7Mnl3Mo2N等。
在18% Cr和8%Ni的基础上再增加Cr、Ni含量,可提高钢的钝化性能,增加奥氏体 组织的稳定性,提高钢的固溶强化效应,使钢的耐腐蚀性等性能更为优良。加入Ti、Nb 元素是为了稳定碳化物,提高抗晶间腐蚀的能力;加入M。可增加不锈钢的钝化作用,防 止点腐蚀倾向,提高钢在有机酸中的耐蚀性;CU可以提高钢在硫酸中的耐蚀性;Si使钢 的抗应力腐蚀断裂的能力提高。
5.4 纯净钢生产技术应用
243
奥氏体不锈钢含有较多的Cr、Ni、Mn、N等元素。与铁素体不锈钢和马氏体不锈钢相 比,奥氏体不锈钢除了具有很高的耐腐蚀性外,还有许多优点。它具有高的塑性,容易加 工变形成各种形状的钢材,如薄板、管材、丝材等;焊接性好;韧度和低温韧度好,一般 情况下没有冷脆倾向;因为奥氏体是面心立方结构,所以不具有磁性。由于奥氏体比铁素 体的再结晶温度高,所以奥氏体不锈钢还可用于550七以上工作的热强钢。因为奥氏体不 锈钢含有大量的Cr、Ni等合金元素,所以价格比较贵。奥氏体组织的加工硬化率高,因 此容易加工硬化,使切削加工比较困难。此外,奥氏体不锈钢的线膨胀系数高,导热性 差。奥氏体不锈钢是应用最广泛的耐酸钢,约占不锈钢总产量的2/3。由于奥氏体不锈钢 具有优异的不锈耐酸性、抗氧化性、抗辐照性、高温和低温力学性能、生物相容性等,所 以在石油、化工、电力、交通、航空、航天、航海、国防、能源开发以及轻工、纺织、医 学、食品等工业领域都有广泛的用途。
奥氏体不锈钢具有良好的抗均匀腐蚀的性能,但因其有冷加工硬化和局部腐蚀非常敏 感的特性,因而限制了其使用范围。在局部抗腐蚀方面,仍存在下列问题:
(1)奥氏体不锈钢的晶间腐蚀。晶间腐蚀是指腐蚀过程是沿着晶界进行的,其危害性 最大。奥氏体不锈钢在450 ~850七保温或缓慢冷却时,会出现晶间腐蚀。含碳量越高,晶 间腐蚀倾向性越大。此外,在焊接件的热影响区也会出现晶间腐蚀。这是由于在晶界上析 出富Cr的C.3C6,使其周围基体产生贫倍区,从而形成腐蚀原电池而造成的。这种晶间腐 蚀现象在前面提到的铁素体不锈钢中也是存在的。
工程上常采用以下几种方法防止晶间腐蚀:
1)降低钢中的碳量,使钢中含碳量低于平衡状态下在奥氏体内的饱和溶解度,即从 根本上解决倍的碳化物(C3Ce)在晶界上析出的问题。通常钢中含碳量降至0.03%以下 即可满足抗晶间腐蚀性能的要求。
2)加入Ti、Nb等能形成稳定碳化物(TiC或NbC)的元素,避免在晶界上析出C.3C6, 即可防止奥氏体不锈钢的晶间腐蚀。
3)通过调整钢中奥氏体形成元素与铁素体形成元素的比例,使其具有奥氏体+铁素 体双相组织,其中铁素体占5% ~12%o这种双相组织不易产生晶间腐蚀。
4)采用适当热处理工艺,可以防止晶间腐蚀,获得最佳的耐蚀性。
(2)奥氏体不锈钢的应力腐蚀。应力(主要是拉应力)与腐蚀的综合作用所引起 的开裂称为应力腐蚀开裂,简称SCC ( Stress Crack Corrosion) o奥氏体不锈钢容易在 含氯离子的腐蚀介质中产生应力腐蚀。当含Ni量达到8% ~10%时,奥氏体不锈钢应 力腐蚀倾向性最大,继续增加含Ni量至45% ~ 50%”应力腐蚀倾向逐渐减小,直至 消失。
防止奥氏体不锈钢应力腐蚀的最主要途径是加入2% ~4%的硅,并从冶炼上将N含 量控制在0.04%以下,此外还应尽量减少P、Sb、Bi、AS等杂质的含量。另外可选用A-F双相钢,它在Q-和OH-介质中对应力腐蚀不敏感。当初始的微细裂纹遇到铁素体相后 不再继续扩展,铁素体含量应在6%左右。
D双相系不锈钢
所谓双相,就是基体以两相组成,一般为奥氏体-铁素体(A-F)型。具有奥氏体
244 ________________________5纯净钢生产________________________
加铁素体复相组织,如 OCr21Ni5Ti、lCr21Ni5Ti, OCrl7Mnl3Mo2N、OoCrI8Ni5Mo3Si2 等, 铁素体含量为50% ~ 70% (体积)。
主要成分为:18% ~26%Cγλ 4% ~7%Ni,根据不同用途分别加入Mn、Cu、Mo、Ti、 N等元素。由于奥氏体不锈钢抗应力腐蚀性能比较低,而铁素体不锈钢的抗应力腐蚀性能 较高,如果具有奥氏体和铁素体两相组织,则双相钢的抗应力腐蚀性能将明显提高。并且 双相钢中有奥氏体的存在,可降低铁素体不锈钢的脆性,提高可焊性。两相的存在还降低 了晶粒长大倾向。另一方面,铁素体的存在又提高了钢的强度和抗晶间腐蚀能力。由于其 兼具奥氏体型和铁素体型钢的优点,具有高的强度和耐卤化物等腐蚀性,近些年发展 很快。
E沉淀硬化型不锈钢
沉淀硬化(或称析出硬化)型不锈钢的成分与奥氏体型近似,只是含Ni量较低和添 加了少量Al、Ti、CU等元素。经过适当热处理后,可发生马氏体相变,并在马氏体基体 上析出金属间化合物,产生沉淀强化。少量合金元素的作用是在热处理时具有时效强化能 力,能在奥氏体基体中分布着弥散强化相,形成高强系列钢种。这类钢属于高强度或超高 强度不锈钢,如 OCrI7Ni4Cu4Nb∖ OCrI7Ni7Al 等。
奥氏体-马氏体双相不锈钢也称为超高强度不锈钢。由于航空航天事业的发展,有些 零部件的要求也不断地提高,所以铝合金不能胜任,需要用既耐热、耐蚀又具有高强度的 钢来代替。为达到高强度铝合金的比强度水平,高强度钢的抗拉强度至少要达到 HOOMPao根据材料性能要求和成型加工工艺的可行性,开发超高强度不锈钢的设计思想 是:使钢在室温时基体为奥氏体;在加工成形后,通过低温处理将奥氏体转变为马氏体, 变形要小;然后通过较低温度的沉淀硬化处理,使钢进一步得到强化。超高强度不锈钢是 奥氏体+马氏体双相钢,所以奥氏体和马氏体组织的比例决定了钢的强度等性能。同样可 以通过调整合金化和热处理工艺来调节钢的性能。
在成分设计上,Cr含量在13%以上可满足钢的耐蚀性;Ni含量使钢在高温固溶处理 后具有亚稳定奥氏体组织。通过Cr、Ni和Mo、Al、N等元素的综合作用,可将马氏体相 变点M*调整在室温到-78七之间,以便通过冷处理或塑性变形产生马氏体相变。Cu、 Mo、Al、Ti、Nb等元素能析出金属间化合物等第二相,如Ni (Al, Ti)、NiTi等沉淀相, 这些沉淀相与马氏体呈共格关系,从而导致了沉淀强化效应。为了保证良好的耐蚀性、焊 接性和加工性,碳含量比较低,为0.04% ~0. 13%。
从工艺性角度考虑,此类钢有较大的优越性。固溶处理后为奥氏体组织,易于成型加 ɪ;经马氏体相变和时效强化处理后,又具有高强度钢的优点,并且热处理温度不高,大 为减少了变形氧化的倾向。这种强度和工艺特点是制造飞行器蒙皮、化工压力容器、弹 簧、垫圈等比较理想的材料。由于在温度较高时,沉淀强化相会继续析出和粗化,使钢脆 性增大,所以这类钢的使用温度应在315七以下。
表5-37列出了 GB/T 1220-1992中的几种最常见的不锈钢的化学成分,并列出了与 国标牌号相对应的美国AlSl标准牌号,其中中国钢号使用的是旧牌号。我国2007年颁布 的不锈钢新牌号标准,Cr之前的数字表示碳的万分之几的含量(旧牌号:Cr之前的数字 表示碳的千分之几的含量),调整了个别材质元素含量;新牌号中碳含量较之以前更加明
5.4 纯净钢生产技术应用
245
确,对产品生产技术也有了更高的要求。
表5∙37几种常见不锈钢的成分(GB/T 1220-1992)(彼/%)
|
中国钢号 |
美国钢号 |
C W |
Si W |
Mn W |
Cr |
Ni |
Mo |
组织 |
|
lCrl7Mn6Ni5N |
201 |
0. 15 |
Loo |
5. 50-7. 50 |
16. ∞ ~ 18.00 |
3.50-5.50 |
N≤0.25 |
奥氏体 |
|
lGrl8Mn8Ni5N |
202 |
0.15 |
1.∞ |
7.50 ~ 10. 00 |
17. 00 ~ 18. ∞ |
4.∞~6∙∞ |
N≤0.25 | |
|
lCrl8Ni9 |
302 |
0. 15 |
1.00 |
2.∞ |
17. 00 ~ 19.00 |
8. OQ ~ 10.00 | ||
|
0Crl8Ni9 |
304 |
0.07 |
1.00 |
2.00 |
17. 00 ~ 19.00 |
8.∞~11.00 | ||
|
OCrlSNilOTi |
321 |
0. 08 |
1.00 |
2.00 |
17.00 ~ 19.00 |
9.00 ~ 12.00 |
TiN 5 xC | |
|
00Crl9Nil0 |
304L |
0.030 |
1.00 |
2.∞ |
18.00 - 20.00 |
& 00 ~ 12. 00 | ||
|
0Crl9Ni9N |
304N |
0. 08 |
Loo |
2.00 |
18.00~20.00 |
7.50 ~ 10.50 |
N: 0. 10~0. 25 | |
|
0Crl7Nil2Mo2 |
316 |
0、08 |
1.∞ |
2.00 |
16. 00 -18. 50 |
10. ∞ ~ 14. 00 |
2.00 ~3. 00 | |
|
00Crl7Nil4Mo2 |
316L |
ɪoɜo |
1.∞ |
2.00 |
16. 00 -18.50 |
12.00 ~ 15. 00 |
2.00 ~3. 00 | |
|
0Crl7Nil2Mo2N |
316N |
0,08 |
1.∞ |
2.00 |
16. ∞~ 18.50 |
10. ∞~14.00 |
2∙00~3.00 N: 0. 10~0.22 | |
|
1Cγ13 |
410 |
0. 15 |
0. 50 |
1.00 |
11.5-13.00 |
马氏体 | ||
|
2Crl3 |
420 |
0. 16 - 0.25 |
LOo |
Loo |
12.00 ~ 14.00 |
马氏体 | ||
|
lCrl7 |
430 |
0. 12 |
0. 75 |
1.00 |
16.00-18.00 |
铁素体 | ||
|
!Crl7Ti |
0. 12 |
0. 80 |
0.80 |
16.00 ~ 18. 00 |
Ti:5xC~0.80 |
铁素体 |
注:除201和202钢号要求κ,[S] WS 030%,第[P] W0. 060%外,表中其余钢号均要求w[ S] WO. 030% ,矶P]
Wθ. 035% o
5.4.5. 3 不锈钢脱碳、脱硫与控氮
A不锈钢脱碳
碳除了在马氏体不锈钢中有提高硬度的作用外,对耐蚀性大多是有害的,对倍13型 和信17型不锈钢的韧性及冷加工性的有害性也是非常明显的。不锈钢脱碳工艺的合理性 不仅决定成品碳含量的水平,而且对辂的回收率、终点温度、硅铁消耗、炉衬寿命和冶炼 周期等指标都有明显的影响。
a AOD炉脱碳工艺的改进
目前,AoD法的脱碳工艺已经有了很大的发展。基本特征是更加靠近C-Cr-T的 平衡曲线,工艺更加合理,效果更加明显,因此也称之为高效率精炼法,其工艺要点 如下:
(1)钢水初C]在0.7%以上时采用全氧吹炼,此时并不会发生辂的氧化。
(2)钢水叽C]在0.7%以下到0.11%之间时,连续降低P(O2)/尹(Ar)比值,从 4/1变为1/2,这个区域C-O平衡的碳含量是由pg所决定的,吹入的氧气使钢中的碳不 断降低,戸CO也随之降低,提高了脱碳效率。
(3)钢水吼C]WO∙11%时,进行全氨吹炼,提高脱碳速度,减少婚的氧化Q依靠钢 中[0]和渣中的倍氧化物脱碳。
(4)以较短的时间还原出钢。
这种方法可起到降低精炼成本、缩短精炼时间和延长炉衬寿命的效果。
246
5 纯净钢生产
b复吹脱碳AOD法
为了提高脱碳初期的升温速度和钢水温度,以提高氧效率,日本星崎厂1978年在 20t AoD炉开发了顶底复吹AOD法。顶底复吹AOD法的特征是在w[C] ⅛0. 5%的脱碳I 期从底部风枪送一定比例的氧、氣混合气体,从顶部氧枪吹入一定速度的氧气,进行软吹
或硬吹,反应生成的C0(大约1/4或更多的CO)经二次燃烧,其释放的热量有75% ~ 90%传到熔池,迅速提高钢液温度以利于快速脱碳,脱碳速度从O.O55%/min提高到
0. 087%∕mino据报道,按此工艺生产,冶炼时间比原来工艺缩短了 20min,硅铁单耗和氫 单耗(标态)分别降到了 7.5k"t和11.3m3/t。
c 真空转炉VODC和AOD - VCR法
VODC转炉吹炼工艺有两种方式:一 种方式与VOD法相似,即在25kPa左右的 真空下,在底部透气砖吹氫搅拌钢液的同 时,用顶吹氧枪吹氧脱碳至0. 15%,接着 在最大真空度下依靠渣中氧化物和溶解在 钢中的氧进行深脱碳;另一种方式是在大 气压下向熔池吹氧到w[C]为0.2%左右, 然后在真空下深脱碳。在前一种情况下, 吹氧速率受真空泵抽气能力的限制,而后 一种方法的吹氧速率只受炉容比的影响。 图5-24为VODC法与AOD、VOD法中锦、 碳含量的变化的比较。
AOD法作为大量生产不锈钢的精炼方 法具有相当优越的功能,如脱碳能力强,
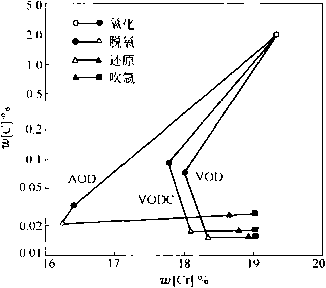
图5-24 VoDC、AOD、VoD法中倍、碳含量的变化
生产率高,设备简单等,目前70%以上的不锈钢是用AOD法生产的。但是AOD法精炼不 锈钢存在下述不足:①随钢中碳含量降低,馅的氧化量明显增加(图5-24),因而还原剂 消耗量大大增加;②在低碳区精炼阶段,脱碳能力显著下降,而通过吹入大量纯儘使C0 分压降低的方法在技术上尽管可以生产出含碳0.001% ~0. 003%的不锈钢(16% ~20%
Cr),但在经济上是没有市场竞争力的。为此,日本大同特殊钢公司开发了 AOD-VCR转 炉工艺。在AOD炉上增设了真空装置,一方面采用AoD的强搅拌特征,另一方面在减压 条件下不吹氧而是利用钢中溶解氧和渣中氧化物,在低碳范围改善脱碳的功能。
AoD-VCR精炼工艺分两个阶段:第一阶段为AoD精炼阶段,在大气压下通过底部 风嘴向熔池吹入G -Ar (或NQ混合气体,对钢水进行脱碳,Ar或N?流量为48 ~ 52m3∕min,直至钢水碳含量达到0. 1 % ;第二阶段为VCR精炼阶段,当矶C] W0. 1%时, 停止吹氧,扣上真空罩,在20 ~2. 67kPa的真空下通过底部风嘴往熔池中吹惰性气体,此 时Ar或N?流量为20 ~30m3∕mino在真空状态下依靠钢中溶解的氧和渣中的氧化物进一步 脱碳,在此过程中添加少量还原剂Si,将第一阶段氧化的锦还原出来。第二阶段的精炼时 间仅为10~20min,熔池温降50~70七。
与VoDC相比,VCR法采用风嘴吹氣,故在超低碳精炼阶段的吹氫流量比VoDC法的 透气砖吹氨能力大得多。如55t VODC的底吹箱强度为9. lL∕(min ∙ t),而VCR的底吹氣
____________________5.4 纯净钢生产技术应用___247
强度可达300~ 400I7(min ∙ t)。因此,VCR强烈的熔池搅拌造成极为有利的脱碳、脱氮 动力学条件,在经10 ~20minVCR精炼后,可使钢中近门、"[N]达到超低值(表 5-38) o而SS-VOD法要达到同样的超低值则需要精炼40min以上,AoD法则需要精炼 80min以上。
表5-38 AOD-VCR法达到的C、N浓度(W/%)
|
钢种 |
[C] |
N |
_________[C] +[N] |
|
13Cr |
0.∞2 |
OOO2 〜0.004 |
0. 004 - 0. 006 |
|
20Cr |
0.∞2 |
0. 007 - 0.009 |
0.009 - 0.011 |
|
18-8 |
0. 002 |
O. 006 ~0. 008 |
0. 008 - 0.01 |
VODC法和AOD - VCR法是精炼超低碳、氮不锈钢的理想设备。特别是在AOD基础 上发展起来的AOD - VCR精炼法更适合我国现有AOD精炼炉的改造,用于生产成本低廉 而性能优良的超纯铁素体不锈钢。
d VoD炉脱碳工艺
VOD炉的脱碳主要由开始吹氧的温度、真空度、供氧速度、终点真空度(真空泵的 启动台数)及底吹氫流量进行控制。VOD炉操作实例的工艺参数如表5-39所示。
表5-39 VOD炉操作实例的工艺参数
|
生产厂家 |
容^Zt |
____初炼条件 |
真空脱碳条件 | ||||
|
温度/t |
w[C]∕% |
吹氧速度 /m3 •"(标态) |
CO效率 /% |
脱碳时间 ∕min |
压力 ZkPa | ||
|
A |
45 |
17∞ |
0.3 |
600 |
60 |
25 |
0. 13 |
|
B |
50 |
16∞ |
0.4 |
800 -1000 |
35 |
76 |
0.03 |
|
G |
60 |
1630 |
0.3 |
600 ~9∞ |
40 |
40 |
1.07 -0. 93 |
|
D |
50 |
1650 |
0.2~0. 3 |
IOOO ~1700 |
25~30 |
40-50 |
2. 67 ~0. 07 |
进入VoD炉的钢水条件为"[C] WO. 3%、w[Si]≤0.3%,并扒渣。初期脱碳时,为 了减少喷溅量,适当提高氧枪的高度,在真空度达到6.7 ~ 26.7kPa后开始吹氧,并不断提 高真空度。到脱碳末期,脱碳反应速度的限制环节由氧供给速度转为氧在钢中的扩散, 所以供氧速度要降低,氫气搅拌要强化。临近脱碳终点时提前停氧,用氫气搅拌促使 真空下[C]与[0]的反应。脱碳的终点控制广泛使用监测废气成分变化的方法,
也有根据废气成分、废气流量、真空 度及耗氧量来判定脱碳的终点。VOD 炉脱碳速度一般约为0∙02%/min,如 图5-25所示。超低碳不锈钢的精炼要 注意在降低终点碳含量的同时抑制成 本的增大和精炼时间的延长,为此应 加强氢气搅拌和适当控制温度。
^ ^ ^ 7uμu∙求/掘明翟超
e SS- VOD 法
带有强搅拌的VOD法称为SS -
VoD法。传统的VOD法的降碳、氮效
0.2 0.4 06 0 8 IO
W [Cl/%
图5-25不同冶炼方法脱碳速度的比较
248
5 纯净钢生产
果均以0.005% (甚至0.01 %)为界,而强搅拌VOD法(SS-VoD)采用多个包底透 气砖或02 ~4mm不锈钢管吹氨,氣流量可由通常的40 ~ 150Iymin (标态)增大到 1200-2700L/min (标态)。由于大量用Ar,碳含量可达到0. 003% ~0. 001 %的水平, 适于冶炼超低碳不锈钢和超纯铁素体不锈钢。冶炼超纯铁素体不锈钢的SS - VOD工艺 如图5-26所示。
送氧速度(标态)/m3.∣√ 400
氫流量(标态)∕L∙min-1 50 19.0 r 0.5
1200 1200
50 150
1750

0 10 20 30 40 50 60 70 80
时间/ min
0 10 20 30 40 50
时间/ min
0 IO 20 30 40 50
时间/ min
图5-26冶炼超纯铁素体不锈钢的SS - VOD工艺过程
该SS-VoD真空室直径为5000mm,高 为7953mm,钢包直径为2868mm,高为 26∞mm,钢包耐火材料为镁倍砖,极限真 空度为66. 7Pao采用2 ~6个直径130mm的 多孔塞,最大氫气流量0.048rn3/(min ∙ t) (标态),保持130Omm净空以备喷溅。
SS - VOD法的脱碳行为如图5-27所示, SS-VOD脱碳分作两期。
第I期:初始碳含量为0.8% -2.0%, 在0. 5 ~4kPa真空度下以700 ~ 15∞m3∕h的 速度吹氧,从底部多孔塞以0.01 ~0.02n?/ (min ∙ t)的速度吹Ar,促使碳的氧化,使 碳含量降至0∙03% ~ 0.01%o对于18% Cr~2%Mo钢和26%Cr~l%Mo钢,恰的氧 化量分别为0∙01% ~ 0. 26% 0初始温度和 吹氧终点温度分别约为1630七和1730七。 吹氧脱碳有利于氮的去除,I期终点MN] 为 0.001% -0. 004% o
第u期:停止吹氧后,进入高真空脱碳1 期,到达真空极限66.7Pa,吹Ar速度为
5 2 I 5 2 1 5 2 H 5 O.O.O..O9 ∞
OOo.O
O
0.002
0.001
0.0005
0.0002
0.0001
0 40 80 120 160 200 240 280
时间∕min
图5-27 SS-VOD法的脱碳行为
—16Cr (原来方法);2~5—16Cr; 6—18CrlMo; 7—18Cr2Mo; I期一氧气吹炼;II期一不吹氧
____________________5.4 纯净钢生产技术应用____________________ 249
0.016~0. 03m3/ (min ∙ t),渣中Cr? O3 23%以下,确保渣良好的流动性,温度约为 1600r , II期最终碳含量可以达到0.003%以下。
精炼后钢中氧含量在0∙015% ~0.02%,所以在真空脱碳后要加入CaO、CaF2, FeSi 和Al等造渣、还原和脱氧。还原程度取决于熔渣碱度和脱氧剂,使用铝脱氧可使钢中氧 含量达到0. 0030%以下,搅拌也是促进还原和脱氧的重要因素。
B 不锈钢脱硫
除了易切削不锈钢中含有0. 1% ~0∙ 35%的硫可提高切削性之外,硫在不锈钢中是极 为有害的,主要影响钢的热塑性和耐蚀性,特别是耐点蚀性及耐锈性。
a AoD炉脱硫工艺
AOD法脱硫的要点是控制炉渣的碱度和提高对钢水的搅拌力。一般炉渣碱度控制在 2. 3 ~2. 7左右,脱硫能力明显提高。过高的碱度造成化渣困难,反而使脱硫能力降低。加 强钢水搅拌是提高脱硫反应的重要因素,AOD炉脱硫能力高于VOD炉,主要是由于AoD 炉有较强的搅拌,增大了炉渣与钢水的接触面积。
实际应用的AOD炉脱硫工艺主要有以下三种:
(1)脱碳期同时脱硫。日本川崎公司开发的脱碳期脱硫工艺对含硫0∙ 15%的高硫钢 水进行脱硫。该工艺为了实现在脱碳同时进行脱硫,在以OQ '(Ar) =1 :4的条件下用 10%钢水重量的造渣剂(60%CaO、 20%CaF2、20% CaSi),分4 ~5批加入。在脱碳期内 除渣3次,钢水温度为1650 ~ 1700七,其结果钢中的碳含量从0.2%降至0.011% ,硫从 0. 15% 降至 0.010% ,硅从 0. 15% 升至 0.28%。
(2)还原期双渣法脱硫。还原期双渣法脱硫是在倍还原后除渣,造新渣进行脱硫精 炼。由于重新造渣,排除了还原渣中对脱硫有害的MnO、Feo低价氧化物,所以该工艺可 以冶炼小于0. 001%的超低硫不锈钢。
(3)快速脱硫。新日本公司光制铁所的快速脱硫工艺是在馅还原期由原工艺添加CaO、 CaF2、Fe-Si改为添加CaO、AI进行还原和脱硫,该工艺最大脱硫能力是熔渣碱度约为3左 右时。该工艺采用Cao-AI203系熔渣要比CaO-SiO?渣有更高的脱硫能力。其中,Cao的加 入量由铝的加入量决定。由于铝的加入,钢水温度得到补偿,有利于双渣法操作。
b VoD炉脱硫工艺
VOD炉由于熔剂加入量的限制和搅拌力较弱的缺点,所以脱硫能力没有AOD炉强。 为了在VoD炉冶炼低硫不锈钢,可以采用强化脱硫工艺。该法是提高熔渣碱度,将粉剂 由顶吹氧枪喷入。在钢水温度W1780K、真空压力<1.33kPa的条件下吹入粒度为50目 (0. 287mm)的CaO 76% - CaF? 17% -SiO? 7%的粉体,碱度2. 5以上,每吨钢吹入12kg 粉体,喷入速度为0∙8kg/min,硫的分配比达到400以上,可以冶炼出超低硫不锈钢。
C不锈钢控氮
氮在倍13型和倍17型铁素体不锈钢中的固溶度很低,因此,沿晶界析出CrN和 Cr2No这种氮化铝与同时析出的(Cr, Fe)23C6, (Cr, Fe)7C3的共同作用,造成铁素体不 锈钢的韧性及晶间抗腐蚀性能降低。但是,氮在奥氏体不锈钢和双相不锈钢中沿晶界富 集,抑制了 C%C6的析出,对其抗晶间腐蚀性能是有利的。氮可以明显提高钢的屈服强 度,所以对抗应力腐蚀性能是有利的。氮是表面活性元素,形成的C.N在表面富集,对 耐点蚀和缝隙腐蚀也是有利的。
250
5 纯净钢生产
a AOD炉生产的氮合金化工艺
由于AoD炉没有外加热源,因此采用吹入氮气进行合金化。AOD炉的氮合金化包括 两个内容:一是控制残余氮含量WO. 07%,以提高产品耐蚀性,同时明显降低锦和気气的 消耗量,降低成本;二是冶炼含氮不锈钢。氮合金化的基本工艺是在脱碳期或加上还原期
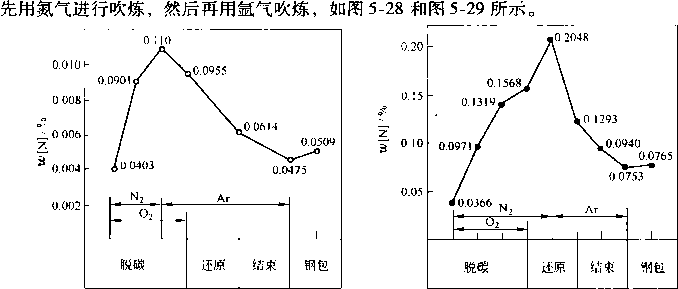
图5-28脱碳前U期用氮气吹炼与 图5-29在还原中期以前一直用氮气的
成品氮含量的关系 情况下氮含量的变化
b AOD法超低氮不锈钢的冶炼工艺
AOD法冶炼氮含量小于0. 01%的超低氮不锈钢是十分困难的。在使用纯氫吹炼的条 件下,钢中的氮含量最低一般在0∙02%,有的可达到0.03%,如图5-30所示。日本相模 原厂采取很多措施后,使钢中的氮含量降至0.01%以下。主要措施是:AOD炉兑入钢水 后,因为硫和氧使脱氮速度降低,所以先进行脱硫操作;为了提高脱碳速度,减少增氮, 进行氧化脱硅,扒渣后再进行脱碳。这样使钢中的氮含量从入炉的0.02%降低到0.006% 以下,为了防止脱碳中期至出钢前增氮,将炉帽由非对称型改为近似对称型,缩小与吸尘 罩的间隙,并使吸尘力与排气量相对应,防止从间隙中侵入空气而增氮,同时对加料口封
闭。为了防止出钢时和在钢包中增氮,缩短出钢 距离,钢包加盖并通氫气密封。
C VOD炉超低氮不锈钢的冶炼工艺
VOD炉的脱氮是钢中氮向CO气泡中转移进 行的,脱氮反应与脱碳反应是同时进行的。确保 脱碳量,强化钢水搅拌,适当的温度和防止精炼 后的吸气,是工艺关键。初始碳0.5%时成品氮 可达到0.050%以下,如图5-31所示。为了在初 始碳量0∙2% ~0.3%实现氮含量小于0.005%的 冶炼,采取在脱碳期将氧枪插入钢水中吹入氧 气,借助渣-钢界面的强搅拌快速脱氮的措施。 VOD炉在开始真空脱碳后由于真空室漏气,氮含 量还有上升。当漏气速度小于L6m3/min (标
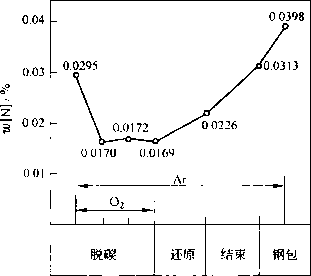
图5-30整个阶段全用氣气时钢中 氮含量的变化
5.4 纯净钢生产技术应用
251
态)时,可基本防止增氮。为了防止空气的渗 入,可在上盖和真空室的密封衬之间通入氫气, 出炉和浇注过程中采用炉渣覆盖熔池和注流氨 气保护。
总之,只要严细操作,VOD法可以比AOD 法得到更低的[C]、[N]含量,更适宜冶炼超 低碳、超低氮不锈钢以及含钛不锈钢。
5. 4. 5. 4 不锈钢冶炼工艺
A二步法
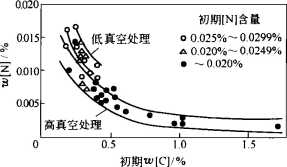
图5-31 VOD炉超低氮不锈钢的冶炼工艺
不锈钢二步法是指初炼炉熔化—精炼炉脱碳的工艺流程。初炼炉可以是电炉,也可以 是转炉;精炼炉一般指以脱碳为主要功能的装备,例如AOD、VOD、RH-OB (KTB)、 CLU、K-OBM-S、MRP-L等。而其他不以脱碳为主要功能的装备,例如LF、钢包吹 氫、喷粉等,在划分二步法或三步法时则不算其中的一步。此外,这里把用专用炉熔化信 铁的操作,例如芬兰TOrmiO厂、巴西ACeSita厂和我国太钢第二炼钢厂电炉熔化合金的工 艺,也不列入其中的一步。
B三步法
三步法是冶炼不锈钢的先进方法,冶金质量好,有利于初炼炉—精炼炉—连铸机 之间的匹配,适于专业化的不锈钢生产厂家,也适于联合钢铁企业生产不锈钢和特 殊钢。
不锈钢三步法是在二步法基础上增加深脱碳的装备,通常的三步法有:初炼炉一 A0D→V0D→ (LF) →CC,初炼炉TMRP-LTVoDT (LF) TCC 等多种形式。其基本 步骤是:初炼炉T转炉TVOD (或RH)。第一步只起熔化和合金化作用,为第二步提供 液态金属。第二步是快速脱碳并防止铝的氧化。第三步是在VOD或RH-OB、RH- KTB 的真空条件下对钢水进一步脱碳和调整成分。
C三步法和二步法的工艺特点比较
(1)不锈钢二步法冶炼多使用AoD炉与初炼炉配合,可以大量使用高碳信铁, 效率高,经济可靠,投资少,可以与连铸相配合。其不足之处是风口附近耐火材料 的寿命低,深脱碳有困难,钢液易于吸氢,不利于经济地生产超低碳或超低氮不 锈钢。
(2)不锈钢三步法冶炼工艺的最大特点是可使用铁水,在原料选择的灵活性、节能和 工艺优化等方面具有相当的优越性。三步法的品种范围广,氮、氢、氧及夹杂物的含量 低。三步法的生产节奏快,转炉炉龄高,整个流程更均衡和易于衔接。但三步法增加了一 套精炼设备,投资较高。
(3)三步法适用于生产规模较大的专业性不锈钢厂或联合企业型的转炉特殊钢厂,对 产量较少的非专业性电炉特殊钢厂可选用二步法。
国外新建的不锈钢冶炼车间多采用二步法,即电炉—AoD精炼炉,但考虑到有时 AOD炉精炼时间较长,跟不上电炉节奏,常设有LF,必要时作加热保温用,以保证连铸
252 ________________________5纯净钢生产________________________
连浇率。如新建的北美不锈钢公司采用电弧炉—AoD-LF ;浦项不锈钢二厂采用电弧炉一 K-OBM-S转炉,比利时CarinoX厂采用电弧炉—AoD炉等。我国近年新建不锈钢冶炼车 间多采用三步法即电炉-AoD-V0D,也设有LF,虽各有优缺点,但两步法设备组成和 操作过程简化,是值得进一步研究探讨的。
综上所述,不锈钢的生产流程各有千秋。采用什么流程生产特殊钢,不应单纯模仿, 应深入思考各种流程的内涵,结合企业的实际情况而定。
D转炉铁水冶炼不锈钢技术
转炉铁水冶炼不锈钢技术可以分作两大类:
第一类:以铁水为原料,不用电弧炉化钢,在转炉内用铁水加倍矿或倍铁合金直接熔 融还原、初脱碳,再经真空处理终脱碳精炼。根据使用合金料不同又分为两类:①采用高 碳倍铁做合金料;②采用倍矿砂做合金料。
第二类:采用部分铁水冶炼。先用电炉熔化废钢与合金,然后与三脱处理后的铁水混 合后,再倒入转炉进行吹炼。
采用转炉铁水冶炼不锈钢的优点有:
(1)原料中有害杂质少;
(2)转炉中可实现熔融还原倍矿;
(3)氨气消耗低;
(4)利用廉价热铁水,节约电能,缓解废钢资源紧张;
(5)转炉炉衬寿命长(900~1100炉);
(6)有利于与连铸匹配;
(7)产品范围广,特别适于生产超低碳、氮和馅不锈钢;
(8)有利于降低成本。
转炉铁水冶炼不锈钢的工艺技术是成熟可靠的。目前世界上采用转炉铁水冶炼不锈钢 的厂家有4家,它们是新日铁八幡、川崎千叶、巴西阿赛斯塔和中国太钢。上述四用厂的 原料、工艺、设备、产量品种的对比如表5-40所示。
表5-40不锈钢生产厂家原料、工艺、设备、产量品种的对比
|
厂家 |
. 原料 — |
工艺设备 - |
年产量/万吨 |
品种 |
投产年份 |
|
新日铁 八幡厂 |
全铁水(预处理)加倍铁 |
2 X 160t LD-OB + 160t REDA + 160t VOD + 吹 Ar 站 |
50 |
400系 |
1983 |
|
川崎制铁 千叶厂 |
全铁水(预处理)加ΦS铁 |
1 X 160t SR - KCB + 1 X 160t DC - KCB +1X 160t VOD |
70 |
400 系, 300系 |
1994 |
|
巴西 Acesita 厂 |
40% ~50% (预处理)加预熔 合金(不锈废钢和铭铁水) |
2×35t EAF+ 1 ×75ι MRP-L + 1 ×75t VOD + LF |
35 |
300系 |
1996 |
|
中国太钢 |
40% ~50% (预处理)加预熔 合金(碳素废钢和辂铁、保) |
1 ×30t EAF+ 1 ×80t K - OBM - S + 1 X 80t VOD + LF |
55 |
300 系, 400系 |
2002 |
工艺设备中K - OBM - S由奥钢联公司开发,它在顶吹碱性氧气转炉BOF基础上增加 了底吹喷嘴或侧吹喷嘴。MRP ( Metal Refining Process)转炉精炼工艺是德国曼内斯曼—德 马克公司1983年开发的,炉衬寿命高(IOOO次以上),脱碳速度快(>0.1%)。MRP转
5.4 纯净钢生产技术应用
253
炉炉底气体喷嘴的数目取决于转炉的几何尺寸;底吹喷嘴是套管式的,通过中心管喷吹精 炼用的气体,外管通保护气体,中心管和外管的气流工作压力都是独立的,互不影响;它 是在底吹转炉基础上发展起来的,早期通过底吹喷嘴交替喷吹氧气和惰性气体,后来又增 加了顶枪,顶部喷吹氧气,底部喷吹惰性气体,形成MRP-L型精炼炉。
K - OBM - S→V0D 与 MRP - L→VOD 的比较如表 5-41 所示。
表 5-41 K - OBM - S→VOD 与 MRP - L→VOD 的比较
|
工艺 - |
EAF→K - OBM - S→VOD (LF) |
EAF→MRP-L→VOD |
|
产品质量 |
__________高 |
__________5__________ |
|
品种 |
_____可生产超低碳、氮钢_____ |
_____可生产超低碳、氮钢_____ |
|
______成本______ |
___^___ |
___^___ |
|
_____冶炼周期_____ |
较短 |
___^___ |
|
_____连浇次数_____ |
___^___ | |
|
投资、运行成本 |
图5-32描述了阿赛斯塔工艺流程。一台35t电弧炉生产合金预熔体,然后将其同脱磷 铁水一起装入80t AOD-L转炉。这里既有二步法工艺也有三步法工艺。
35t
30MV∙ A 出钢槽 吹氧
钢包处理站
LF/钢包处理站/VOD 80t
图5.32阿赛斯塔新AoD钢厂的工艺路线
川崎公司在其千叶一厂应用了 KMS-S技术并停止了电弧炉的使用。其双转炉工艺在 第一个外热式KMS - S转炉中通过倍矿还原、加C和二次燃烧而使铁水合金化,熔体馅含 量达到10% ~ 13%的水平;第二个自热式K-OBM-S转炉将熔体中的[C]从5. 5%脱 至0.17% (图5-33)。通过出钢口出钢时,用气动挡渣塞将渣分离。K-OBM-S转炉可 以不进行最终渣还原。含Cr氧化物的渣随后在KMS-S转炉中还原,用石灰造渣。在下 步VOD处理时调整氮和碳含量至期望值,熔体被精确合金化。
2002年底,基于铁水的不锈钢工艺路线也开始在太原钢铁公司投入生产。太钢二炼钢 厂采用三脱铁水(进行脱Si、脱P、脱S处理)和30t超高功率电弧炉熔化的合金料为主 要原料,通过80t K-OBM-S转炉快速升温、脱碳及初步合金化后,再经VOD炉精炼,
254
5 纯净钢生产
熔化∕熔融还原 KMS-S加貉矿
精炼合金化 K-OBM-S
VOD
板坯连铸


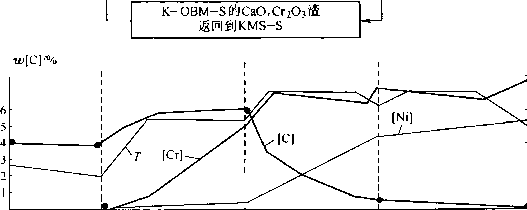
求/Ho一^
0^00 Oooo 8 6 4 2
%⅛NW
Io
图5-33川崎千叶一厂的不锈钢生产
之后进入板坯连铸机浇注。为保证连浇率达到4炉以上,还设有LF,必要时不锈钢水在 LF工位保温再送往连铸机。既可以采用二步法,也可以采用三步法,因为安装了一台 VOD设备,可生产低成本、高质量的Cr系和Ni-Cr系不锈钢。
太钢第二炼钢厂采用K-OBM-S转炉工艺冶炼不锈钢,在实践中解决了以下关键 问题:
(1)热量不足与热补偿。不锈钢属于高合金钢,需加入大量的合金冷料,若只以铁水 的物理热和化学热在转炉内冶炼不锈钢,其能量是不够的。太钢第二炼钢厂冶炼不锈钢工 艺,采用电炉合金预熔液,可补偿上述热量不足。为了节约成本,提高倍、镖的回收率, 对于热量不足较小的钢种可采用在转炉中补加少量焦炭来达到热平衡。
(2) K-OBM-S炉龄。主要通过控制吹炼过程渣中MgO含量和还原后期炉渣碱度, 降低底部风嘴供氧强度,使炉龄已接近600次。
(3)铝回收率的控制。为了提高倍回收率,应迅速吹氧提高钢液温度至165Ot以上, 以抑制[Cr]氧化;同时控制转炉终点碳在0. 15% ~0.35%之间,得到较高的信回收率。 太钢EAF→K - OBM - S→V0D工艺中信回收率可稳定控制在90%以上,比EAF→AOD工 艺约提高2%。
(4)鎳回收率的控制。为提高鎳回收率,将全部棟板在转炉氧化期及以后加入,其回 收率已接近96% ,与EAF→AOD工艺水平基本相当。
(5)氣气消耗。氫气是K-OBM-S转炉底部供气的理想气体,但氫气比较昂贵,且 资源紧张。为节约氣气消耗,该工艺冶炼不锈钢304可以实现全程以氮代氫。冶炼馅不锈 钢可比AOD工艺节省约50%以上的氣气。
(6)硫化物、氧化物。采用K-OBM-STVoD工艺生产的不锈钢冷轧板,硫化物+ 氧化物WL 5级的达到100% ,比EAF一AOD工艺提高约50%;其中硫化物+氧化物W LO级的达到90%以上,有利于生产高质量的不锈钢。
5.4 纯净钢生产技术应用
255
(7)连浇炉数。在实际生产中,已显出该工艺生产节奏快的优势。随着操作的逐步稳 定,及生产组织和设备维护水平的不断提高,平均连浇炉数已达到4炉/次,最高连浇炉 数已达10炉/次。
E 电弧炉冶炼不锈钢技术
电弧炉冶炼不锈钢流程可有一步法、二步法和三步法。一步法已被淘汰;二步法有 "电弧炉+AOD”或"电弧炉+VOD”两种双联工艺,这两种方法的不锈钢冶炼工艺在此 不做介绍。下面主要介绍应用较广泛的"电弧炉+AOD+VOD”三步法的冶炼工艺。电弧 炉三步法不锈钢冶炼工艺的冶炼品种主要是超低碳、超低氮不锈钢。
先将电弧炉初炼得到的不锈钢母液(可由废钢、铁水及倍水冶炼得到),在扒渣站经 扒渣、测温取样后装入AOD,然后将AOD转炉倾动到垂直位置开始处理过程。整个AOD 处理过程包括脱碳期和还原期,主要功能为脱碳、还原、成分和温度调整。AOD转炉的 目的是将含碳3. 80% ~4. 20%的含馅金属液脱至VOD所需的起始碳含量约0.25%,出钢 温度控制在1680七左右。
AoD脱碳过程:在转炉顶部吹氧的同时,通过底侧部风口向AOD吹人氧气和氮气或 氧气和氫气的混合气体,加快脱碳速率。当碳含量达到临界点时,逐步降低氧气流量,增 大氮气或鑽气的流量,氧气和氮气或氣气的比例从9: 1降低至1 : 1,以降低一氧化碳分 压,确保降碳保倍的热力学条件,使钢液中常的氧化降低到最低限度,减少还原剂的消 耗。开始吹炼时,顶枪吹氧量与底枪吹氧量之比约为2: 1。当钢水中碳含量降到0.6%时, 减少氧气吹入量,并增加惰性气体吹入量。当碳含量降到0.3%时,停止顶枪吹氧,以避 免倍被大量氧化,并进一步降低氧气流量,增大惰性气体流量,直到将碳脱到0.25%。当 碳含量达到目标要求,停止吹氧,开始进入还原期。
AOD还原期的任务是将吹炼过程中被氧化到渣中的辂和様还原到钢液中。先将炉底 侧部风口的氮气切换成儘气,通过料仓将还原渣料(石灰、CaF2、Al和Fe-Si)加入 AOD,炉渣碱度控制在1.5 ~ 1.8。加大炉底风口儘气的吹入强度,使熔池形成较好的动力 学条件,加速和充分还原,同时可以达到良好的脱硫效果。强烈搅拌约8min,馅和様将被 从渣中还原出来,钢水温度也会降低到约1680K。倒掉部分炉渣并测温、取样,将钢水和 部分炉渣一起混冲至炉下的钢水罐内,通过渣钢混冲进一步还原渣中的氧化辂。吊包到扒 渣站将钢包中的炉渣全部扒除。
如钢种对氮气含量有严格要求,炉底侧部风口稀释气体应采用氮气,如没有特别要 求,可采用氮气代替氣气在脱碳前期或全程作为稀释气体,以降低儘气的消耗。
经扒渣后的钢水,由精炼跨吊至真空罐内进行VoD处理。VOD处理的任务(功能) 是深脱碳、还原、脱硫、去除夹杂物、成分和温度调整。首先接上吹氣管,测钢包净空, 测温、取样,盖上真空盖抽真空。抽真空到压力低于20kPa时,加渣料造渣。当压力低于 5kPa时,通过真空下钢液中自然碳氧反应,在钢液中产生大量一氧化碳气泡,并借助强 吹氨搅拌,将钢液中氮气脱去,脱氮时间约Iomin。然后进行真空吹氧脱碳精炼,碳含量 达到目标成分时,进一步降低真空度,使真空室内压力达到0∙ IkPa以下,借助于高真空, 在高真空下进行钢液中溶解的碳和氧的反应。随后加入还原剂和渣料,进行还原操作。然 后破真空,并在盖上常压盖情况下进行常压下钢水成分和温度的调整,使钢水成分和温度
5 纯净钢生产
满足连铸的需要,然后运至连铸钢水罐回转台浇注。
5. 4. 5. 5 国内主要不锈钢生产企业
国内目前不锈钢生产厂家主要有太钢、宝钢特钢、抚顺钢厂和长城特钢等,其流行工 艺为:电炉熔化T初脱碳T调成分、温度T出钢TAODT吹氧脱碳一高真空脱碳T脱氧一 加渣料、脱氧剂T还原精炼T破真空、测温T浇注。其炉外精炼设备及工艺如表5-42 所示。
|
_____________表5.42国内主要不锈钢生产厂家冶炼设备及工艺_____________ | ||||||||
|
厂名 |
电炉容量 |
炉外精炼 |
投产 年份 |
平均出 钢量/t |
连铸机 |
投产 年份 |
工艺 |
品种 |
|
太钢 三炼钢 |
2×18t |
3 ×4OtAOD |
1999 改造 |
18 |
立式 |
1999 改造 |
EAF+ AOD + CC |
焊接管,冷轧钢板, 热轧板______ |
|
抚顺钢厂 |
50t UHP |
30t∕60t V0D/VHD |
1992 |
60-70 |
模铸 |
VHP + VOD |
冷轧钢板,无缝钢 管,不锈钢棒 | |
|
宝钢特钢 |
2 ×30t |
40t VOD |
30~40 |
模铸 |
EF + VOD |
冷轧带钢,无缝钢 管等 | ||
|
长城四厂 |
30t EF |
40t VOD |
1990 |
30-40 |
模铸 连铸 |
1998 |
EF + VOD |
无缝钢管等,冷轧 带钢 |
|
南通特钢 |
2 X IOt EF |
1 ×20tAOD |
30~40 |
弧形 圆坯 |
1998 |
EF+ AOD+CC |
无缝管 | |
|
本钢特钢 |
5tEF 7.5t EF 2×30t EAF |
40t VOD |
30-40 |
模铸 |
EF + VOD |
不锈钢棒扁钢 | ||
太钢是中国最大的不锈钢生产企业,2003年已进入世界不锈钢十强之列,现已形成年 产300万吨以上不锈钢的产能。张家港浦项不锈钢有限公司,是目前中国最大的冷轧不锈 钢薄板生产企业。宝钢已具有年产150万吨不锈钢的生产能力。
5.4.6重轨钢
近年来随着铁路行车速度的不断提高,重轨的损坏由过去的磨损转变成各种形式的疲 劳损坏,尤其是铁路高速化以后,行车的安全性及舒适性就显得更为重要。因此,良好的 抗疲劳性能和焊接性能是提速和高速铁路用重轨的基本特征。这些特征在重轨内部质量上 的反映就是高的纯净度和成分控制精度。
5.4. 6. 1 重轨钢的质量要求
随着高速铁路的发展,现代铁路运输、重载和高密度的运输方式使重轨的服役条件趋 于恶化,对重轨质量提出了更高的要求:
(1)重型化,60kg/m重轨将逐步成为我国铁路的主要轨型,以保证列车的稳定;
(2)钢质纯净化,重轨钢生产过程中尽可能降低杂质、稳定成分、改善组织性能;
(3)强韧化,通过对钢材材质进行热处理或合金化等提高其强度、韧性,延长重轨使 用寿命;
(4)良好的可焊性,以适应超长无缝线路的要求;
5.4 纯净钢生产技术应用
257
(5)重轨表面无缺陷或少缺陷,减少重轨因早期损伤而提前下道;平直度高,以适应 高速列车的要求;
(6)重轨定尺化,提高铺设及维护换轨的效率。
国内高速铁路重轨标准对重轨内部质量的要求见表5-43。
表5.43高速铁路、普通铁路用钢轨对内部质量要求的对比
|
标准 |
w(T[O])∕% |
切[P]∕% |
w[ S]∕% |
w[ Al]s∕% |
wɛ H]/% |
非金属夹杂/级 | |||
|
A类 |
B类 |
C类 |
D类 | ||||||
|
2∞ km/h |
≤0.∞2 |
≤0.030 |
≤0. 030 |
WO. 004 |
≤0. 00015 |
≤2,5 |
WL5 |
W1.5 |
WL5 |
|
300 km/h |
≤0.∞2 |
WO. 025 |
0.008-0.025 |
≤0.004 |
<0. 00015 |
W2. 0 |
WLO |
≤I.0 |
≤l.0 |
|
GB2585—81 |
无量化要£ |
≤0. 040% |
WO. 040% |
无量化要求 |
无量化要求 |
无量化要求 | |||
5.4. 6. 2 重轨钢的化学成分
重轨钢的化学成分见表5-44,时速200km、30Okm重轨钢(60kg∕m)残留元素含量 见表5-45。
表5.44高速铁路、普通铁路用重轨钢的化学成分(M/%)
|
时速 |
钢号 |
C |
Si |
Mn |
P |
S |
V |
Al |
|
普通时速 |
U71Mn |
0. 65 ~ 0.77 |
0. 15 ~0. 35 |
1. 10-1.50 |
Wθ∙ 040 |
<0.040 | ||
|
0. 74 ~0. 82 |
0. 15 ~0. 35 |
0. 70 ~ 1. 00 |
WO. 040 |
WO. 035 | ||||
|
时速2∞km (60⅛∕m) |
U71Mn |
0. 65 ~0. 77 |
0. 15 ~ 0. 35 |
1. 10-1.50 |
WO. 03 |
&0. 03 |
残留 |
≤0.004 |
|
0.70 ~0. 78 |
0. 50 ~0.70 |
0.70 ~ 1. 25 |
≤0.03 |
WO. 3 |
0.04 ~0. 08 |
≤0.004 | ||
|
时速300km (60kg∕m) |
260 |
0. 65 ~0. 75 |
0. 10-0. 50 |
0. 80 ~ 1.30 |
&0. 025 |
0. 08 -0.025 |
残留 |
≤0.004 |
表5-45 时速200km、30OknI重轨钢(60kg∕m)残余元素含量(w∕%)
|
Cr |
Mo |
Ni |
Cu |
Sn |
Sb |
Ti |
Nb |
V |
Cu + IOSn |
Cr + Mo + Ni + Cu + V |
|
WO. 15 |
≤0.02 |
WO. 10 |
≤0. 15 |
WO. 040 |
WO. 020 |
≤0. 025 |
⅛0.01 |
≤0.03 |
WO. 35 |
WO. 35 |
5∙4.6.3 重轨钢生产技术
A重轨钢生产工艺路线
重轨钢生产典型的工艺路线如下:
铁水预处理一转炉TLFTVDTWFTCC
转炉出钢时必须采用好的挡渣设备严格挡渣出钢,在出钢至1/3时加入部分铁合金和 脱氧剂进行脱氧、合金化,出钢至2/3时加毕,此时加入部分顶渣料以提前造渣精炼,进 行渣洗、混冲、预脱硫,出钢过程中进行吹儘搅拌,出完钢根据钢液面覆盖情况加保温 剂,送往LF。若钢包中转炉渣超量,则炉后不加顶渣料,仅加保温剂,先运至扒渣机工 位进行扒渣处理后,再送往LF工位加渣料进行精炼处理。
钢包吊到LF处理线的钢包车上后,由人工接通钢包底吹氣的快速接头,钢包车启动 运行到LF处理工位,钢包炉盖下降,进行钢水测温,根据要求的钢水成分及温度确定物 料的投入量(含喂线)及电力投入量,电极下降,通电加热,测温取样,根据测温取样的 结果进行温度和成分的再调整。测温取样可能进行多次,由温度及成分调整的结果决定。
5 纯净钢生产
258
当钢水温度和成分达到目标值后,处理结束,投入保温剂,钢包台车从处理工位开出。 在整个处理过程中均进行钢包底吹氫搅拌,但在不同阶段其流量不同。
经过LF处理后的钢水送往VD工序,当钢包吊到VD工序时,先由人工接通钢包底 吹筑的快速接头,再将钢包吊放到VD罐内的钢包座上,进行钢水测温后VD盖车启动 运行到处理工位,降下VD盖并自密封,选择合适的抽真空曲线进行真空处理,需要合 金微调时可进行真空加料,处理完毕后破真空,提升VD盖并移走盖车,根据需要进行 喂线处理(WF),测温取样后吊出钢包并取下吹氨快速接头,将钢包吊往连铸机回转台 进行浇注。
重轨钢含碳量较高,因而增碳显得很重要,转炉出钢时钢水含碳量控制为0∙2% ~ 0.3% ,炉后增碳至0. 60% ~ 0. 65% ,在LF处理时再增0. 10% ~ 0. 15%碳至标准成分的 中上限,经VD处理后即可达到钢种成分要求,也可在LF不做专门增碳而在VD工位将碳 直接增至钢种要求的范围。
现代高速、重载铁路的发展对钢轨质量提出了更高的要求,川203等脆性夹杂是引起 钢轨疲劳裂纹的主要原因,高速重轨要求钢中矶O] W0. 002%, "[A1] W0. 004%,如何 控制钢中全氧含量、夹杂物的数量与形态一直是高速重轨钢冶炼的重要课题。齐江华、吴 杰等人以U75V重轨钢为例,对重轨钢精炼过程的脱氧与夹杂物控制进行了探讨,其研究 工艺路线如下:铁水预处理(脱硫)flOOt顶底复吹转炉(脱磷、脱碳)一出钢合金化 (加入住铁、硅铁)T吹氨(均匀成分,3 ~5min) TLF精炼(全程吹氨、化渣、升温、 调节成分,40 ~50min) TRH精炼(最高真空度67Pa,时间约30min) T大方坯连铸 (28OmmX 380mm方坯)。LF和RH精炼时炉渣碱度控制在2. 5 ~ 3. O。研究结果表明,高 真空高碱度有利于脱氧,但易引起钢中铝含量升高,不利于夹杂物的形态控制;建议高速 重轨钢的冶炼可以在LF精炼过程炉渣保持较高碱度,利于脱氧,而在RH精炼过程,在 保证脱氢效果的前提下,适当降低炉渣碱度和减少精炼时间,有利于控制钢中夹杂物的 形态。
攀钢2003年建成投产的6机6流大方坯连铸机在工艺配置和铸机装备上达到了国际 先进水平,开发形成了提高重轨钢连铸大方坯内部质量的成套工艺技术,包括结晶器电磁 搅拌、二冷动态控制、凝固末端动态轻压下等核心工艺技术,成功地解决了重轨钢铸坯中 心偏析、中心疏松、中心缩孔、中心裂纹等中心缺陷较严重的技术难题,确保了攀钢重轨 钢大方坯连铸工艺顺行,铸坯合格率达99. 97% ,连铸坯轧成的钢轨的内部质量和力学性 能能够满足350 km/h的技术要求。
B包钢重轨钢生产
(1)工艺路线:铁水脱硫扒渣T铁水包内喷粉(镁基脱硫剂)脱硫τ80tSRP法脱 磷τ80t复吹转炉半钢冶炼-LF钢水加热、脱硫、合金化成分微调TVD法真空脱气T挡 渣出钢(或扒渣)T大方坯连铸(带电磁搅拌,28OmmX 325mm, 280mm × 380mm, 319mm ×410mm) ∙→铸坯堆垛缓冷T质量检查T缺陷处理T轨梁轧制T余热淬火。80t顶 底复吹转炉冶炼所用的中磷铁水经过铁水包喷粉脱硫及SRP法脱磷处理后,半钢含磷量W 0. 035%,含硫量WO. 01%,转炉钢水终点含磷量将WO. Q15%。转炉冶炼周期为35min, 与连铸同步。转炉出钢采用气动挡渣工艺,尽可能减少进入钢包中的渣量。如果挡渣失
5.4 纯净铜生产技术应用
败,可在钢水进入精炼之前检查扒渣。钢水在LF内加热提温及成分微调处理。经过LF处 理后的钢水随着钢包进入到VD工位。在66.7pa真空下处理约20111m,使氢含量降至 0.0002%以下。在VD工位备有双线喂线机,可根据需要继续对钢水进行成分微调,脱氧 及夹杂物变性处理。在连铸机和精炼设备之间有过程计算机进行工艺状态通讯,及时协调 生产节奏,保证连铸机生产顺行。
由于轨梁厂采用余热淬火生产热处理轨,所以钢水必须经过真空处理,使 w[H] ≤O. ∞02% o
(2)重轨钢各个工艺过程的成分。包钢重轨钢各个工艺过程的成分控制如表5-46 所示。
表5-46包钢重轨钢成分的控制(盟/%)
|
项目 |
C |
Si |
Mn |
P |
S |
H | |
|
GB2585—81 |
0. 67 ~0. 80 |
0. 13 -0. 28 |
0. 70 ~ 1.00 |
≤0.040 |
≤0.040 | ||
|
淬火钢 |
0. 75 -0. 82 |
0.13 ~0.28 |
0.70~l.∞ |
≤0.040 |
WO 040 |
≤0. 0∞2 | |
|
包钢内控 |
0. 75 ~0. 80 |
0. 13 ~0.28 |
0. 70 ~ L 00 |
W0. 020 |
W0.010 |
0.01 ~0.012 |
Wθ. 0∞2 |
|
目标值 |
0.77 ±0.02 |
0. 20 ±0.025 |
0. 853 ±0. 05 |
W0. 020 |
W0.010 |
0.01~0.012 |
W" 0002 |
|
转炉出钢 |
0.2 |
0. 25 |
≤0.015 |
≤0.010 |
0.01 ~ 0.012 |
0.0003 ~0.0∞5 | |
|
LF前 |
0. 65 |
0. 18 |
0. 70 |
WQ 020 |
≤0.010 |
0.01 |
0.0∞3 ~0. OoO5 |
|
VD前 |
0. 65 |
0. 20 |
0. 85 |
0.020 |
≤0.010 |
0.01 ~0.012 |
0. 0003 ~ 0. 0005 |
|
VD后 |
0. 77 |
0. 20 |
0. 85 |
0.020 |
<0.010 |
0.01 -0. 012 |
≤0.0∞2 |
(3) VD真空脱气。VD真空处理钢液的目的是完成重轨钢等钢种的钢液脱氢、脱 氮和脱氧处理,同时具有真空加料、喂线等功能及对钢液进行成分微调和夹杂物变性 处理。
VD真空脱气主要设备及工艺参数为:真空罐外径5.0m,高度4.6m,罐盖直径 5.2m,高L 8m,防辐射屏直径3. 4m,盖提升行程400mm,真空罐抽气管道直径LOm, 真空泵抽气能力250kg/h (297K空气,0.7MPa),极限真空度0. 02 ~0. 04kPa, VD处理作 业周期35min, VD处理能力(双工位)60万吨/年。
VD炉操作过程为:把钢包用吊车放入真空罐内,连接氫气管,调节氫气流量至30 ~ 50I7min (标态),使钢液表面沸腾,并测温取样(3min);移动罐盖运输车到处理位置, 降下罐盖(各Imin);选择处理模式,启动真空系统4min后达最大真空度20 ~40Pa;深 真空处理氫气流量为250 ~300L∕min (标态),真空罐内压力保持在20 ~40Pa,处理时间 为15min,并根据钢种成分要求加入备好的合金材料;根据钢液温度降低值计算处理时间, 若时间合适泄真空,提盖并移走真空罐盖(3min);测温取样后喂线,并对钢液进行软吹 儘气去除夹杂,软吹时间为6min,进行最后一次钢液测温取样,合适后,加入覆盖渣,停 止吹氫,用吊车把钢水送去连铸。
(4)重轨钢的质量验收。新的重轨钢生产工艺具有以下特点:
1)钢水质量好,w[P] ≤0.02%, w[S]w0.02% (部分钢种 <0. 005% )、w[H] ≤ 0. 0002% ,化学成分精确控制波动范围小(w[C] ±0. 025%),洁净度高,温度可精确 控制;
2)连铸坯表面质量好,无缺陷坯可达98%;
260
5 纯净钢生产
3)铸坯内部组织均匀;
4)金属收得率高,约比模铸提高10%以上;
5)重轨的实物质量提高;
6)重轨质量的均匀性可保证重轨线余热淬火的工艺要求;
7)在轧态重轨生产线上取消缓冷工艺,显著提高轧钢厂的重轨生产能力。
5.4.7弹簧钢
弹簧有板弹簧、圆柱弹簧、涡卷弹簧、碟形弹簧、片弹簧、异形弹簧、组合弹簧、 橡胶弹簧和空气弹簧等。弹簧工作在周期性的弯曲、扭转等交变力条件下,经受拉、 压、冲击、疲劳腐蚀等多种作用,有时还要承受极高的短时突加载荷。鉴于弹簧的工作 条件比较恶劣,因此对弹簧钢的要求十分严格,必须具有较好的抗疲劳性能和抗弹减 性等。
世界各国弹簧用钢一般为优质高碳碳素弹簧钢和Si-Mn系、Cr-Mn系、Cr-V系 合金钢。碳素弹簧钢一般做弹簧钢丝、涡卷弹簧和片弹簧用,大部分弹簧都采用合金弹 簧钢。由于Cr-Mn系、Cr-V系合金弹簧钢具有较好的淬透性,且表面脱碳倾向小, 故国外大都采用Cr-Mn系、Cr-V系合金钢来制造弹簧,如美国的弹簧钢之王5160 (H)钢就是Cr-Mn系合金钢。由于我国倍资源不足,弹簧钢一般采用Si-Mn系合金 钢。Si-Mn系合金钢虽脱碳倾向性大、淬透性较差,但抗弹减性优于Cr-Mn系合金 钢。我国常用弹簧钢主要是60SiMn钢。随着各行各业的需求,也相应引进了国外部分 钢号。
5.4. 7. 1 弹簧钢的质量要求
当前用于制造弹簧的钢材包括碳素钢、合金钢以及不锈耐酸钢,通常将后者作为不锈 耐酸钢的应用特例不划人弹簧钢系列,因此弹簧钢是指碳素弹簧钢和合金弹簧钢。碳素弹 簧钢的碳含量一般在0.50% ~ 0.80%范围之间,个别超过0.80%。如制造冷拉碳素弹簧 钢丝的T9A。为了保证弹簧的各种使用性能,严格控制碳含量是此类弹簧钢的技术关键。 合金弹簧包括Si - Mn (60Si2Mn,相当于美国的SAE9260,日本的SUP6, SUP7); Cr-Mn系(55CrMnA,类似美国的 SAE5155H,日本的 SUP9); Cr-Si 系(55CrSiA,日 本的 SUPl 2,美国的 SAE9254) ; Cr-V 系(50CrVA, SUPlO, SAE6150) ; CrMnB 系 (60CrMnBA, SAE51B60, SUPllA) o在合金弹簧钢中美国有13个牌号,日本有8个牌号, 法国有5个牌号,用户可根据使用要求选择。表5-47给出了几个主要弹簧钢钢号的国标 化学成分(GB/T 699—1999、GB/T 3077—1999, GB/T 5218—1999、GB/T 3279—1989, GB/T 4357—1989 及 GB/T 4358—1995) o
表5-47几个主要弹簧钢钢号的化学成分("/%)
|
钢号 |
C |
Si |
Mn |
Cr |
W或Mo |
V |
Nb |
|
65 |
0.62-0. 70 |
0. 17-0. 37 |
0. 50 -0. 80 |
≤0.25 |
— |
— |
— |
|
65 Mn |
0. 62 ~0. 70 |
0. 17-0. 37 |
0. 90 ~ 1. 20 |
W0. 25 |
— |
— |
— |
|
60Si2Mn |
0. 56-0.64 |
L5O~2.OO |
0. 60 ~0. 90 |
≤0. 35 |
— |
— |
— |
|
50GrVA |
0.46~0.54 |
0. 17 ~0. 37 |
0. 50-0. 80 |
0. 80~l. 10 |
— |
0. 10 ~0.20 |
— |
5.4 纯净钢生产技术应用
261
续表5-47
|
钢号 |
C |
Si |
Mn |
Cr |
W或MO |
V |
Nb |
|
60Si2CrVA |
0. 56~0. 64 |
L 40-1.80 |
0.40-0. 80 |
0.90-1.20 |
— |
0. 10~0.20 |
— |
|
55SiMnMoV |
0. 52-0.60 |
0. 90 ~ I. 20 |
1.00-1.30 |
≤0. 35 |
0.20-0. 30 |
0. 08 ~0. 15 |
— |
|
55SiMnMoVNb |
0. 52~0∙而 |
0. 40 -0. 70 |
1.∞~ 1.-30 |
WO. 35 |
0. 30-0.40 |
0. 08 -0. 15 |
0,01 ~0.03 |
弹簧钢最重要的应用是制造车辆弹簧。弹簧必须具备下述性能:
(1)良好的力学性能,主要是指弹性极限、比例极限、抗拉强度、硬度、塑性、屈 强比等。同时追求所有性能都具最高水平是不可能的,可根据具体使用条件和工作环境 来选择,某些性能具有高指标,其他指标具有适宜的配合就可以保证弹簧的最佳综合 性能。
(2)良好的抗疲劳性能和抗弹减性能。疲劳和弹性减退是弹簧破坏和失效的两种主要 形式,抗弹减性能是实现弹簧轻量化的主要障碍。
(3)良好的工艺性能,包括淬透性、热处理工艺性能(淬火变形小)、不易过热、组 织和晶粒均匀细小、回火稳定性高、不易脱碳、石墨化和氧化等以及良好的加工成形 性能。
为保证上述各项性能,除合理选择钢种外,弹簧钢必须具有良好的内在质量和表面 质量。
良好的内在质量是由冶金过程决定的。首先应保证准确的化学成分,这样才能在加工 和热处理后得到确保性能的显微组织、良好稳定的淬透性以及各种性能。另外,应有高的 纯净度,磷、硫等杂质元素和氧、氢、氮等含量要低。不但要求钢中的各种非金属夹杂物 含量低,而且要求控制其形状、大小、分布和成分,尤其是要减少尺寸大、硬度高、不易 变形的夹杂物数量,这些有害夹杂是应力集中源,易引起裂纹及疲劳破坏。
表面质量是弹簧钢另一重要技术指标,表面质量包括表面脱碳和表面缺陷(裂纹、折 叠、结疤、夹杂、分层等)。弹簧钢在承受弯、扭、交变应力等各种载荷时,表面应力最 大,各种缺陷是应力集中源,在使用过程中易引起早期破坏和失效。据统计,表面夹杂物 引起弹簧破损的比率为40%,表面缺陷和脱碳引起破损的比率为30%。弹簧制品表面除 表面喷丸强化外,保留了钢材供货状态的表面,因此钢材的表面状态对弹簧的工作性能和 寿命具有很大影响。弹簧钢的尺寸公差和精度是保证成品使用性能和寿命的重要影响因 素。对采用圆形截面的钢丝制成的弹簧来说,它的强度和刚度分别与钢丝直径的三次方和 四次方成正比,故钢丝截面的微小变化都会对其强度和刚度产生很大影响,扁钢的厚度和 宽度也有相似的影响。
5. 4. 7. 2 超洁净化冶炼技术
A降低夹杂物含量
降低有害的富可203、SiO?等氧化物夹杂和TiN系夹杂物的含量和细化其尺寸,可显 著地提高钢的疲劳性能。
过去,为了提高弹簧钢的质量,降低钢中夹杂物的含量,主要采用电炉—电渣重熔或 真空重熔法生产。由于生产成本高,限制了推广使用,只能用于高级弹簧上。二次冶金技
262 ........................5纯净钢生产........................
术的大力发展和逐步完善,为大批量经济地生产低夹杂物含量的优质弹簧钢提供了 可能。
DH或RH真空脱气是人们熟悉的处理方法。其主要目的在于严格限制钢中氧含量、 降低夹杂物的含量和减少夹杂物的尺寸。采用脱气工艺生产弹簧钢具有成本低、产量大的 优点。
国外钢厂一般都采用带有钢水再加热的精炼装置,即LF+RH流程。使用这种流程生 产超纯净弹簧钢的厂家有大同特殊钢、爱知钢公司、德国克虏伯等厂家。
B夹杂物变形处理
目前,越来越多的钢厂改变过去将ASEA-SKF、VAD主要用来减少夹杂物的做法, 而是利用ASEA-SKF、VAD的精炼合成渣来控制夹杂物的组成、形态和分布(变性处 理),消除不变形和有害夹杂物。
神户制钢的ASEA-SKF处理工艺是夹杂物变性处理方法的代表。这种工艺用电弧 炉使钢水保持适当温度,同时采用电磁搅拌去除夹杂物。另外,为了消除不可避免混人 的铝产生的不良影响,控制钢水加热和搅拌时钢包顶部渣的组成。通过调整炉渣碱度,将 钢中氧含量控制在最佳值,可使混入的铝产生的夹杂物由高熔点的Al?03、CaO -Al2O3. MgO ∙ AU O?等转变成CaO ∙ Al2O3 ∙ SiO2 ∙ MnO这样在热轧时易变形的低熔点复合夹杂物。 这种处理方法的关键是调整渣的碱度以控制钢中的氧含量,同时控制混入的铝和Al2O3o
控制钢液的脱氧条件,使钢液脱氧产物组成分布在多元塑性夹杂物区是夹杂物形态控 制技术的关键。对60Si2CrVA而言,为了获得目标组成范围的塑性夹杂物,钢液中矶Al] 应小于0.0015%, w[Ca] <0.0001%o为此,必须用含铝尽可能低的硅铁合金化,并用适 宜组成的合成渣精炼钢液。
住友金属小仓钢厂开发了一种新的超洁净气门弹簧钢的生产工艺。其工艺特点如下:
(1)用硅代替Si-AI脱氧,以减少富Al?03夹杂物;
(2)改变钢包耐火材料的成分,以减少Al?/夹杂物;
(3)使用碱度严格控制的专用合成渣,以控制夹杂物的化学组成;
(4)为了细化夹杂物,特别是细化线材表面层的夹杂物,连铸工艺必不可少。连铸工 艺也可有效地减少表面缺陷。连铸中,除采用电磁搅拌外,也有应用轻压下技术以减轻连 铸坯的中心偏析,使材质更均匀。
其生产结果表明,有害不变形Al?Ch夹杂含量明显降低,而且剩余夹杂物组成是低熔 点和易变形的Cae)-Sio2-AUQ复合夹杂,表层和中心的夹杂物尺寸明显减小,夹杂物总 量下降。
在小钢包中精炼高级弹簧钢时,由于精炼时小钢包中温降大,一般必须有加热装置, 而且大多数精炼时要采用高真空,这就会增加每吨钢的生产成本和投资。为此,日本住友 公司(SEI)成功地开发出了一种没有加热装置的小容量钢包精炼工艺。其主要特点是高 的搅拌能以及合适的精炼渣。低碱度渣可以将高碱度渣的极限AkJ量降低约一半,明显 降低线材中大型夹杂物的数量,比高碱度渣的低1/10;盘条中的夹杂物最大尺寸一般小于 15μm,消除了大夹杂物对疲劳性能的影响。试验表明,采用此工艺,气门弹簧钢丝的疲 劳寿命要比以往工艺提高10倍。
5.4 纯净钢生产技术应用
263
20世纪70年代,随着我国稀土在钢铁生产中应用的研究和推广,对弹簧钢进行稀土 处理,改变硫化物,特别是钢中高硬度的刚玉(AI2O3)夹杂物的形态、性质和分布,对 提高60Si2Mn、55SiMnVB等弹簧钢疲劳寿命,取得了明显效果。稀土处理使弹簧钢疲劳 寿命提高的主要原因被认为是钢中高硬度的棱角状Al?O3转变成了硬度较低的铝酸盐 (REAIUO]8或REAIO3)、稀土氧硫化物(RE2O2S)和具有较好热变形能力的稀土铝氧化物 (REAlo2、RE(A1, Si) ,,O18, RE( AI, Si)03):稀土夹杂物的线膨胀系数也比AIQ3大,如 硫氧化锌的α = 11. 5 X 10 Y/七,而帖03的a =6. 5 X 10 Y/(。
用稀土处理弹簧钢的不足之处是稀土夹杂物密度大、熔点高,不容易上浮,浇钢时容 易引起水口堵塞;稀土与各耐火材料都能起化学反应腐蚀钢包内衬,同时使钢中夹杂物总 量增加。因此,用稀土来控制弹簧钢夹杂物形态的作用是十分有限的。
5. 4. 7. 3 弹簧钢生产工艺
在现代化的电弧炉炼钢厂,常规弹簧钢的生产工艺是:电弧炉熔化废钢、吹氧脱磷降 碳,铁合金放入钢包内烘烤,偏心炉底出钢TLF精炼,成分微调,终脱氧T喂Si-Ca 线T连铸(模铸)。精炼全过程吹筑。
转炉冶炼弹簧钢的工艺流程有:BOF + VAD+CC、BOF + LF + RH+CC、BOF + LF + VD+ CCo 也有采用 “B0F + LF + CC” 的。
A抚顺特钢弹簧钢生产工艺
抚顺特钢生产弹簧钢采用的工艺路线为:①UHP (超高功率)电炉-LF (钢包精炼 炉)→VD (真空精炼炉)T模铸;②EAF冶炼T钙处理T模铸。
真空精炼工艺特点为:
(1)超高功率电炉无渣出钢,防止渣对钢水的污染,并减轻后面的脱氧负担;
(2) LF工位SiC粒脱氧,碱性渣精炼,控制最佳炉渣成分、渣量、白渣保持时间, 加上包底透气砖吹入氫气搅拌,控制最佳流量,使钢中氧含量明显降低;
(3) VD真空精炼保证在真空度WloOPa条件下,处理15min,控制最佳氧气流量,在 最佳热力学和动力学条件下,使钢中氧含量进一步降低。
采用电弧炉冶炼,包中钙处理工艺。在精选炉料、加强脱氧、减少夹杂物的同时,向 包中喷吹Ca-Si粉,改善夹杂物形态呈球状。
钙处理工艺特点为:
(1)精选炼钢用原材料,合金料(低钛),降低钢中钛含量,减少氮化钛夹杂;
(2)氧化期加强吹氧去碳,去碳量M0. 30%,保证钢中有害气体(氢、氮)及夹杂 物的去除;
(3)为降低钢中铝含量,减少AI2O3夹杂,不用铝脱氧,而采用Ca-Si粉,同时增大 用量,加强脱氧;
(4)浇注前向包中喷吹Ca-Si粉(2.5kg∕t),并延长镇静时间,使夹杂物尽可能 球化。
其他措施有:
(1)钢材轧制时,钢坯低温加热,减少钢材表面脱碳;
(2)采用辐底式连续退火炉进行钢材退火,单层摆料,确保组织、硬度均匀。
5 纯净钢生产
抚顺特钢按美国弹簧实物生产的弹簧钢的化学成分如表5-48所示,采用真空精炼、 钙处理两种工艺从不同的角度控制冶金质量。精炼工艺以提高纯净度、降低氧含量、减少 AI2O3夹杂为主;而钙处理工艺以改善夹杂物呈球状形态为主。
表5-48弹簧钢的化学成分(w∕%)
|
工艺 |
C |
Mn |
Si |
S |
P |
Ni |
Cr |
W |
V |
Mo |
Cu |
Ti |
Al |
|
真空精炼 |
0.62 |
0.90 |
0. 25 |
0.012 |
0.011 |
0. 11 |
0. 82 |
0.01 |
0.05 |
0.05 |
0.09 |
0. ∞30 |
0.006 |
|
钙处理 |
0. 595 |
0.91 |
0.29 |
0.0315 |
0.017 |
0.07 |
0. 86 |
0.01 |
0.02 |
0.04 |
0. 02 |
0.0020 |
0.000] |
|
美国弹簧 |
0.58 |
0.96 |
0.24 |
0.022 |
0.013 |
0. 10 |
0.81 |
0.02 |
0. 03 |
0.04 |
0. 22 |
0. 0025 |
0.003 |
B宣钢弹簧钢生产工艺
使用LD转炉冶炼+ LF精炼+ CC (EMS)工艺流程,生产65Mn钢。
(1)弹簧钢的吹炼工艺特点是:提前去除磷、硫,控制钢中氢含量和准确地控制终 点碳。为了提高脱磷率,前期炉渣碱度应控制在1.8 ~2. 2。吹炼时间短,热量不富余, 所以在吹炼过程中,要少加或不加冷却剂,即使需要加冷却剂,可使用矿石和铁皮,以 利于造渣脱磷。终渣碱度一般控制在3. O以上。吹炼硅鎰弹簧钢时,为防止回磷,应该 采用双渣法并防止出钢时下渣进入钢包。出钢温度1650 ~ 1660七,加入的铁合金要严 格烘烤。终点碳控制采用低拉碳增碳法,终点碳控制在0.08% -0. 14%,加入碳保合 金块0.9kg∕t (增碳量在0.40%左右)、石油焦增碳。脱氧用硅钙铁L5kg∕t,并加入精 炼预熔渣300kg∕炉对进人钢包的转炉渣进行变性操作。出钢渣变性的过程中,要降低钢 液中的溶解氧,为此,用硅铝坝2kg/t加大出钢过程的沉淀脱氧,同时加渣料形成有利 于吸附夹杂物的顶渣。
(2) LF进站温度1525 ~ 1540K ,出站温度1545 ~ 1560七,出站碳量0.64% ~ 0. 66% 0规范铝脱氧剂用量IOkg/炉,Ca-Si线喂线量200m∕炉、喂线速度大于2m∕s。
(3)连铸结晶器采取强冷为110~130m3/h,且结晶器铜管长900m,坯壳相对较厚。 二冷采用弱冷,比水量为O.6~O.8L/kg,可抑制柱状晶生长并实行自动配水。连铸机目标 拉速为2m∕min,辅之以液面自动控制,使拉速更加稳定。采用结晶器电磁搅拌技术,配 合二冷弱冷可基本解决中心偏析、疏松和缩孔问题,表面质量也得到改善。
5.4. 7.4 弹簧钢的高强度化
目前弹簧钢的发展趋势是向经济性和高性能化方向发展。国外现有弹簧钢钢号比较齐 全,力学性能、淬透性和疲劳性能等基本上可以满足目前的生产和使用要求。目前,一方 面是充分发挥现有弹簧钢的潜力,如改进生产工艺、采用新技术、对成分进行某些调整 等,进一步提高其性能,扩大应用范围,如针对发动机用高性能气门而提出的超纯净弹簧 钢;另一方面是进行新钢种的研究开发,由于影响提高弹簧设计应力的两个最主要因素是 抗疲劳和抗弹性减退,因而这两个因素成为当今弹簧钢钢种研究开发的主题,如近年来开 发出UHSI900、UHS2000、ND120S等耐腐蚀疲劳的高强度弹簧钢和SRS60、ND250S等弹 减抗力优良的高强度弹簧钢。表5-49是研究开发高强度弹簧钢时通常采用的手段。值得 注意的是,高强度弹簧钢新钢种的开发,必须在提高钢的力学性能和应用性能的同时兼顾 其经济性,才能被广大用户所接受。
5.4 纯净钢生产技术应用
265
表5-49高强度弹簧钢研究开发的主要手段
|
钢种开发 |
加工方法的改善_______ |
|
(1)高硬度化:增加碳含量 (2)改善韧性:添加细化晶粒的元素;降低碳含量 (3)提高疲劳性能:减少夹杂物的数量和控制夹杂物的形态;改 善钢材表面状况(粗糙度、表面缺陷和脱碳) (4)改善弹减抗力:固溶强化(高硅化);晶粒细化;析出强化 (添加Mo、V等);提高硬度(低温回火) (5)改善环境敏感性(延迟断裂、腐蚀疲劳等):添加合金元素 (6)改善加工性能 |
(1)喷丸处理 (2)表面处理,渗碳及氮化处理 (3)强压处理 |
5. 4. 7. 5 弹簧钢合金化的研究进展
传统的弹簧钢的强度水平难以满足现代工业发展的要求。解决这一问题的一个重要途 径便是如何充分发挥合金元素的作用,达到最佳合金化效果。
A碳含量的变化
碳是钢中的主要强化元素,对弹簧钢性能的影响往往超过其他合金元素。弹簧钢需要 较高的强度和疲劳极限,一般在淬火+中温回火的状态下使用,以获得较高的弹性极限。 为保证强度,弹簧钢中必须含有足够的碳。但随着钢中碳含量的上升,钢的塑性、韧性会 急剧下降。当前世界各国所广泛使用的弹簧钢,碳含量绝大部分在0.45% ~0.65%。
为了克服弹簧钢强度提高后韧性和塑性降低的难题,也有把碳含量降低的趋势。当前 纳入标准的弹簧钢中含碳较低的有日本的SUPlO (0. 47% ~0.55%)、美国的6150 (0.48% ~0.53%)等。国内对低碳马氏体弹簧钢进行了深入的研究,并开发出了一系列 的低碳弹簧钢,如28SiMnB、35SiMnB、26Si2MnCrV等,其碳含量在0. 30%左右。研究结 果表明,这些弹簧钢可以在低温回火的板条状马氏体组织下使用,有足够强度和优良的综 合力学性能,尤其是塑、韧性极好。
可见,降低弹簧钢中的碳含量是研究开发新一代超高强度弹簧钢的一个重要手段。此 时,因碳含量降低所造成的强度和硬度降低可通过优化合金元素和降低回火温度来实现。
B合金元素作用
合金元素在弹簧钢中的主要作用是提高力学性能、改善工艺性能及赋予某些特殊性能 (如耐高温、耐蚀)等,对此已有相当的了解。但随着弹簧钢进一步的高强度化和长寿命 化,特别是要满足一些新的性能要求,必须对合金元素的作用有更加深入的了解。
(1)硅。很多弹簧钢以硅为主要合金元素,它是对弹减抗力影响最大的合金元素,这 主要是由于硅具有强烈的固溶强化作用;同时,硅能抑制渗碳体在回火过程中的晶核形成 和长大,改变回火时析出碳化物的数量、尺寸和形态,提高钢的回火稳定性,从而提高位 错运动的阻力,显著提高弹簧钢的弹减抗力。据报道,在0.60% C-0.90% Mn-0.20% Mo 的钢中,随着硅含量增加,碳化物颗粒数目增加,而碳化物颗粒尺寸和间距则缩小。因 此,近年来研制开发的很多高强度弹簧钢均含有较高的硅,如RK360含2.51% Si, ND250S 含 2. 5%Si, ND120S 含 2 70%Si°
在现有的标准弹簧钢中,SAE9260和SUP7的抗弹减性最好,这两个钢种化学成分相 同,含硅为1.8% ~2. 2%,是现有标准中含硅最高的弹簧钢。但硅含量如果过高,将促进
5 纯净钢生产
钢在轧制和热处理过程中的脱碳和石墨化倾向,并且使冶炼困难和易形成夹杂物,因此过 高硅含量弹簧钢的使用仍需慎重。
(2)倍。由于倍能够显著提高钢的淬透性,阻止Si-Cr钢球化退火时的石墨化倾向, 减少脱碳层,因此是弹簧钢中的常用合金元素,以馅为主要强化元素的弹簧钢50CrV4在 世界各国有较广泛的应用,美国用量最大的弹簧钢5160属于Mn-Cr系钢。由于资源问 题,美国曾研究低借或无格的悬挂弹簧用钢。在新研制的高强度弹簧钢中也总是含有不同 数量的倍。然而,多数研究者认为馅对提高弹减抗力的作用为负。文献指出钢中倍含量在 0. 35% -0. 56%范围内将削弱1. 0% Si弹簧钢中Si和C提高弹减抗力的作用;在Si- Cr、 Si-Cr- V、Si-Cr- Mo钢中倍对弹减抗力有不好的作用。
(3)鎳。由于鎳较贵,在弹簧钢中应用较少。然而,近年来研究开发的一些超高强度 弹簧钢中却有一些含有媒,如日本大同的RK360 (ND250S)钢和韩国浦项的Si-Cr-Ni-V钢中均含有约2%的Ni, ND120S钢中则含有0.5%的Ni。这些钢中加Ni的作用除 保证钢在超高强度下的韧性和提高钢的淬透性外,另一个重要作用便是抑制腐蚀环境下蚀 坑的萌生和扩展。
(4)铝。上目可以提高钢的淬透性,防止回火脆性,改善疲劳性能。现有标准中加铝的 弹簧钢不多,加入量一般在0∙4%以下。
弹簧钢中加入铝(含量在0.4%以下)能改善抗弹减性,因为铝可以生成细小弥散的 碳化物阻止位错运动。
(5)微合金化元素。像SUP7、SAE9260这类钢的硅含量已达最高值,再靠提高硅含 量来提高弹减抗力很困难。要想开发弹减抗力更好,而且综合性能优良的新材料,必须寻 找新的途径。其中一个重要途径便是利用析出强化和晶粒细化强化技术,如加入微合金元 素V和Nb。
帆和铜都是强碳化物生成元素,固态下所析出的细小弥散的MC型碳化物具有很强的 沉淀强化效果,提高钢的强度和硬度。20世纪80年代初,日本爱知制钢公司开发了以 SUP7为基础,添加V和Nb析出强化的新钢种(SUP7 - V - Nb); 90年代初,美国 RoCkWeu公司开发出了微合金元素V处理的改进型SAE9259和SAE9254弹簧钢。
硼是强烈提高淬透性的元素,0.∞l% ~ 0.003%的硼的作用分别相当于0.6% Mn、 0.7% Cr、0. 15%Mo. 1.5%Nio有报道认为硼能提高钢的抗弹减性,因为硼以间隙原子 形式溶入奥氏体、铁素体时,特别容易聚集在位错线附近,阻碍位错运动,抑制变形过 程。现有弹簧钢中含硼的钢种,我国标准中有55Si2MnB、55SiMnVB、60CrMnBAo
5.4.8 IF 钢
IF钢(Inerstitial Free Steel,无间隙原子钢,也称为微合金化超深冲钢)是一种超低 碳(0.005% ~0. 01%)的无间隙原子的纯净的铁素体钢。具有优良的深冲性能、优异的 塑性应变比(刃、高的应变硬化指数(n)ʌ良好的伸长率及非时效的特性。
以IF钢为基础发展起来的高强度IF钢、热镀锌和电镀锌圧钢、高强度烘烤硬化 (BH)钢板等品种系列,可满足汽车工业对材料的轻量、耐蚀、抗凹和成形等综合性能的 需求,几乎能满足各种形状复杂的冷冲压成形零件的性能需求。IF钢主要用作汽车冲压用 钢,也可用于船舶和家电行业。表5-50给出了日本新日铁IF钢的牌号和用途。
5.4 纯净钢生产技术应用
一 267
表5-50新日铁IF钢的牌号和用途
|
-级另IJ |
牌号 |
_________特点_________ |
______主要用途 ____ |
|
一般用途 |
SPLY |
较迟发生时效,具备良好的加工性能和低 的强度 |
较轻冲压的部件,如轿车车门,车顶等 |
|
DQ |
SPMY |
具备优异的加工性能,在冲压性能上仅次 于SPCE级别 |
冲压部件,例如轿车侧板、底板 |
|
EDDQ |
SPUD |
超低碳钢,丁备优异的冲压性能 |
轿车前、后、侧面板 |
|
SSPDX |
超低碳钢,具备优异的冲压性能 |
超深冲部件,例如轿车油箱等 一 |
5. 4. 8. 1 化学成分
间隙原子碳、氮对冲压用钢的结构、y值与时效特性等影响极为重要。固溶的碳、氮 不利于|1111织构的形成,急剧降低y值。此外,碳、氮含量高(特别是氮)还将明显 增大冲压用钢的时效硬化倾向。钛、貿元素在冲压用钢中主要起"净化”作用,即将碳、 氮间隙原子从铁素体中清除出来,从而获得较纯净的铁素体,有利于Illll织构的形成 而增大y值;并保证了冲压用钢的非时效性,因而IF钢必须具有超低碳(W0. 005%)、 氮(w0. 003%)、微量的钛或細合金化,杂质含量低等特点。
A碳含量
传统的IF钢含碳量为0.005% ~0.01%o现代IF钢采用转炉冶炼,经过改进的RH处 理,在连铸中采用防增碳措施等,可以使碳含量大大降低,一般含碳量小于0∙005% ,含 氮量小于0. ∞3%。日本新日铁公司生产的IF钢的碳含量现已稳定控制在0. 0015%以下, 包括炼钢时碳低于0. 001% ,后续过程增碳不超过0. ∞02% o德国蒂森钢铁公司IF钢的碳 含量稳定控制在0. 002% -0. 003%的水平,氮在0. 003%以下。
碳含量变化显著地影响着钢材的性能,降低钢中碳含量可以提高钢板的延展性和塑性 应变比y值,同时钢材的屈服强度和抗拉强度也呈下降趋势。大量统计数据表明,随着碳 含量的增加,产品性能稳定性也在降低,最终影响到IF钢的成材率。
B钛含量
超低碳钢(0.001% ~0. 005%C)如果不经过钛、铜处理,其塑性应变比Y值不高。 这是因为基体中少量的碳会严重阻碍1111卜再结晶织构的发展。因此必须进行微合金化 处理,以消除碳间隙原子的不利影响,从而促进钢中有利织构充分发展,提高钢板的成形 性能。
固溶钛对y值和伸长率6的影响是:当钢中钛过剩量在0% ~0.4%的范围内,随过剩 钛量的增加,y值、伸长率6急剧增大,AY值减小;而过剩钛量在0.04%附近时,可得 到y值、b的最大值;之后随着过剩钛量的增加,y值、b均减小,Ay值增大。因此,在 冶炼时要注意控制合金元素的添加量,过剩钛以0.02% ~0.04%为宜,以获得最佳的深冲 性能。钛含量过多,不仅增加生产成本,而且使固溶钛量增多,再结晶温度升高,对产品 的性能和表面质量都不利。根据宝钢生产数据统计,为获得优良的综合深冲性能,应保证 IF 钢的成分:w0.005%C∖ WO.OO3%N∖ ≤0.01% S, w[Ti]∕w[C] =3 ~5,过剩钛为 0. 02% ~0.04%o此外,还要控制钢中Cu、Ni、Cr、Mo、Sn等残余元素的含量。
我国研制的优质冷轧低碳IF钢板(带)有:SCI、SC2、SC3(GB∕T 5213-2001),其
268
5 纯净钢生产
化学成分列于表5-51。其中SCl为深冲钢,SC2和SC3为超深冲压用钢。通过添加Ti、 Nb等合金元素,可进一步改善钢的性能。表5-52给出了国内外部分钢铁厂IF钢性能。
表5.51深冲压用钢板(带)化学成分(/%)
|
牌号 |
SCl |
SC2 |
SC3 |
IF钢典 型成分 |
新日铁 IF钢 |
Armco |
NSC |
KSC |
宝钢 |
本钢Stl6 |
|
C W |
0. 08 |
0.01 |
0. ∞8 |
0. 003 |
0.0025 |
0.002- 0.012 |
0.001 ~ 0.006 |
0. 002 ~ S ∞6 |
0.002 ~ 0. 008 |
0. 005 |
|
Si ≤ |
0.03 |
0.03 |
0.03 |
0. 02 |
0.03 |
0. 007 ~ 0. 025 |
0.009 ~ 0.020 |
0.010 ~ 0. 020 |
0. 010 ~ 0. 030 |
0. 02 |
|
Mn ≤ . |
0.4 |
0.3 |
0.3 |
0. 10 ~ 0.15 |
0.2~ 0.3 |
0.25 ~ 0.50 |
0. 10 - 0. 30 |
0. 10 - 0.20 |
0. 10 - 0.20 |
0.3 |
|
P W |
0. 02 |
0.02 |
0.02 |
0.015 |
0.015 ~ 0.025 |
0. 001 ~ 0. 010 |
0.003 ~ 0. 015 |
0. 005 ~ 0.015 |
0. 003 ~ 0.015 |
0.01 |
|
S W |
0.025 |
0.02 |
0.02 |
0.01 |
0. 012 ~ 0.022 |
0. 008 ~ 0. 020 |
0.002 ~ 0. 013 |
0.002 ~ 0. 013 |
0.007 ~ 0.010 |
0.01 |
|
Als |
0. 02 ~ 0.07 |
0.02- 0.04 |
0. 020 ~ 0.060 |
0. 003 ~ 0.012 |
0.020 ~ 0.050 |
0. 020 ~ 0.070 |
0. 020 ~ 0.070 |
0. 02 ~ 0.07 | ||
|
Ti |
宅 0.20 |
Wd 20 |
0.06 〜 0. 08 |
0.035 ~ 0. 060 |
0. 08 ~ 0.31 |
0. 004 ~ 0.060 |
0. 010 ~ 0. 060 |
0.04~ 0. 02 |
0.2 | |
|
Nb |
0.06 ~ 0.25 |
0.004- 0.039 |
0. 005 ~ 0.015 |
0.004 ~ 0. 010 |
0≤0. 0020 | |||||
|
N |
≤0.003 |
≤0. 003 |
0.004- 0.008 |
0.001 ~ 0.006 |
0. 001 ~ 0.004 |
0. 001 ~ 0.004 |
≤0. 0040 |
表5.52国内外部分钢铁厂IF钢性能
|
钢厂或 标准 |
钢种 |
板厚 ∕mm |
叫 /MPa |
σb∕MPa |
%/% |
Cr/% |
BH /MPa |
N |
y |
Ay |
|
川崎 |
0.8 |
130 |
290 |
0.45 |
52.9 |
0.27 |
2. 25 |
0. 53 | ||
|
宝钢 |
1.2 |
141 |
289 |
0. 49 |
49 |
0.24 |
2. 63 |
0.44 | ||
|
武钢 |
LO |
89 |
277 |
0. 32 |
45.0 |
0. 30 |
2. 11 |
0. 55 | ||
|
法国SOua 标准 |
E180BH |
»80 |
汁300 ~360 |
% N 34 |
N40 |
注 0. 17 |
才1.6 | |||
|
E220BH |
/220 |
三320 ~400 |
&0 注32 |
/40 |
"0.15 |
ML 5 | ||||
|
E260 |
/260 |
≥380~440 |
&0 n3。 |
240 |
⅛0.15 |
2. 5 | ||||
|
德国 |
Zstl80BH |
M180 |
斗300 ~380 |
$80 *32 |
N40 | |||||
|
SeWo94 |
Zst220BH |
N220 |
N320 ~400 |
§80 三 3。 |
N 40 | |||||
|
标准 |
Zst260BH |
》260 |
N360~440 |
%)N28 |
/40 | |||||
|
日本 JISG3135 |
Spfc35BH |
*185 |
注 340 ~420 |
%)N34 (N35) |
斗30 |
5. 4. 8. 2 冶炼工艺
IF钢的一般生产工艺流程为:铁水预处理一转炉TRH真空脱气一连铸一热轧T冷
5.4 纯净钢生产技术应用
-269
轧T退火T平整。生产过程的每一个环节,都将影响钢材的最终性能。冶炼工艺主要解决 脱碳和防止增碳、降氮和防止增氮、控制钢纯净度及微合金化。
A铁水预处理
生产优质IF钢必须进行铁水脱硫预处理,通过同时喷吹含Mg和CaCz的混合物使硫 脱除到0.01%以下,并吹儘搅拌使成分均匀。铁水脱硫渣中含有大量的硫,为防止脱硫渣 进入转炉,采用鱼雷罐稀渣、挡渣技术,减少铁水渣进入铁水罐,并将铁水罐内的渣 扒净。
B转炉冶炼
常规转炉冶炼终点碳一般控制在0∙01 % ~0.04%。目前冶炼中降氮主要依靠转炉,真 空处理时原始氮含量少于0∙ 002%时,基本不降氮,若密封性能不好,会导致增氮。因此, 转炉停吹后,如何避免钢水与空气接触,是防止钢水后期增氮的关键。
宝钢吹炼前期脱磷,采用顶吹低氧流量、高枪位、底吹高流量搅拌的吹炼技术。经10 多分钟的吹炼,可将铁水磷从0.080%降至0.003% ~0.008%。转炉脱磷时,当熔池温度 在135OtlC左右,炉渣碱度控制在3.2 ~3. 6,脱磷率可达90%以上。转炉吹炼前期脱磷结 束后,排除炉渣,再造渣吹炼(双渣法脱磷)。此时,可按常规模式吹炼,直至停吹。可 使用高质量的活性石灰,或全铁水炼钢,以防转炉过程回硫。
生产圧钢转炉终点渣∑FeO控制在15% ~ 25%,采取挡渣出钢措施,包内渣层应控 制在50mm以下。出钢后立即向钢包内加入炉渣改性剂(由CaCo3和金属铝粉组成,铝含 量为30%~55%),可将W(TFe)降低到2% ~4%范围内。
C RH精炼
采用大泵抽真空,迅速达到预定真空度(1 ~2kPa),大大促进真空室内C-O反应速 度。而进入脱碳后期,要进一步降低真空度(0. IkPa)以降低pg,加强钢液循环等措施 保证后期脱碳。真空碳脱氧后加铝脱氧,要求铝和其他合金一次配加成功,确保纯脱气处 理时间大于Iomin。处理过程中尽可能增大吹氨流量,以有效促进夹杂物的集聚与上浮。
加强RH处理过程的精确控制,其措施为:①严格控制前工序的碳、氧和温度;②前 期吹氧强制脱碳;③建立合理的工艺控制模型;④进行炉气在线分析、动态控制。
RH脱碳结束时合理的钢水含氧量应小于0. 025%。
奥钢联林茨厂生产超低碳IF钢,钢液在RH中精炼到14 ~ 16min时,加入铝粒作为脱 氧剂和合金元素;在精炼到18~20min时加入Fe-Ti合金以形成氮和碳化合物。有时需 要加入Fe-Mn合金调整镐含量,加入废钢调整钢液温度。随着镁辂炉衬中倍氧化物的减 少,倍在钢液中的含量会有所增加,处理到第19~20min时,由于Fe-Ti的加入,倍含量 会有暂时性的增加。線、硫含量在真空处理时没有变化,铜含量因加入铝粒和Fe-Ti合 金而稍有增加。
D连铸
IF钢浇注过程采取保护浇注措施:①加强大包—长水口之间的密封;②中间包使用前 用Ar清扫;③提高大包滑动水口开启成功率;④采用浸入式长水口;⑤保证中间包钢水 高于临界高度;⑥中间包采用碱性覆盖剂。
27θ ________________________5 纯净钢生产________________________
在RH中真空脱碳后,后步工序的增碳因素很多。若选用低碳保温材料、低碳保护 渣、无碳耐火材料及其他有效措施,其增碳量可控制在0∙001%以下。
.5. 4. 8. 3 宝钢IF钢生产技术
A化学成分及性能
宝钢 IF 钢的化学成分:0.0035% C, 0.002% Si, 0. 14% Mn, 0.003% P, 0.008%S, 0. 006% Al, 0. 054%Ti, 0.010%Nbo
宝钢根据冲压性能的不同将IF钢分成三个系列:BIFI、BlF2、BIF3o其中BlFl和 BIF2为Ti-IF, BIF3为Nb+Ti-IF钢,其力学性能目标如表5-53所示。
表5-53 IF钢系列产品的力学性能目标
|
钢种 |
MC]/% |
w[N]∕% |
σs∕MPa |
σb∕MPa |
σ∙∕% |
n |
y |
|
BIF3 |
≤0.003 |
≤0.003 |
≤170 |
260 -320 |
41 |
0. 22 |
2.2 |
|
BIF2 |
≤0.∞5 |
<0.004 |
≤180 |
260 ~330 |
40 |
0. 21 |
2.0 |
|
BIFl |
≤0.007 |
≤0. 0045 |
≤190 |
260 ~330 |
38 |
0.20 |
1.8 |
B工艺特点
工艺流程:铁水预处理(铁水脱硫,除渣)T转炉冶炼(前期脱磷,造双渣脱 磷)一RH真空脱气(容量,300t)—中间包冶金T保护浇注T热轧-冷轧T退火一平整。
超深冲IF钢生产技术要点如表5-54所示。
表5-54超深冲IF钢生产技术要点
|
影响工序 |
冶炼 |
热轧 |
冷轧 |
退火 |
|
技术要点 |
(1)超低碳、氮; (2)钢质纯净; (3)添加适量的合金 兀素 |
(1)低的板坯加热温度; (2)晶粒细化:终轧温 度略大于Ar3,轧后 快冷 |
大的冷轧压下率 |
(1)再结晶晶粒 均匀粗大; (2)发展再结晶 织构 |
转炉前期脱磷结束后,排除炉渣,再造渣吹炼直至停吹,吹炼终点成分为:矶C]= 0. 04% ~ 0. 07% , w[P] =0.0010% ~ 0. 0028% , w[S] =0.0016% ~ 0. 0030% , w[0]= 0. 080% ~0.055%, w[N] =0. 0012% -0. 0020%o
a超低碳控制技术
超低碳IF钢中碳控制可从转炉终点碳的控制、RH脱碳及防止增碳三方面考虑。
图5-34为RH脱碳处理前后钢中[C]、[0]含量的变化。可见,进入RH脱碳的最 佳钢水成分范围应控制在"[C] =0.03% ~0.04%, w[O] =0.05% ~ 0.065%。此成分范 围的钢水脱碳处理后W[C]、w[O]均较低,减少了脱氧用铝量,有利于提高钢水的纯 净度。
为满足钢种和多炉连浇的要求,提高RH脱碳速率,缩短脱碳时间是关键。为此:
(1)采用"硬脱碳"方式:在脱碳初期,真空室压力快速下降,加速脱碳;
(2) RH脱碳后期通过OB喷嘴的环缝吹入较大量的氫气,以增加反应界面,加速 脱碳。
0.100
复习思考题
271
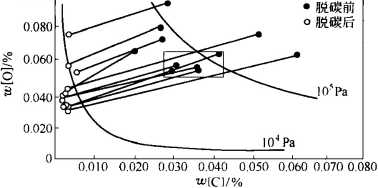
图5-34 RH脱碳前后碳和氧的含量
为防止RH后钢水增碳,采取的主要措施有:
(1)减少RH真空槽冷钢:冷钢不仅对RH脱碳不利,而且容易引起RH脱碳后的钢 水增碳;
(2)中间包覆盖剂:采用低碳含量的高碱度覆盖剂,减少钢水在中间包增碳;
(3)结晶器保护渣:采用低碳高黏度保护渣。
采用以上措施后,宝钢生产超低碳IF钢时,RH脱碳终点至铸坯的增碳量可控制在 0.0007% 以内。
b低氮控制技术
在IF钢生产中,减少吹炼终点氮含量和避免钢水增氮是获得低氮钢水的主要途径。 其主要措施为:①提高铁水比,控制转炉吹炼中矿石的投入量;②提高氧气纯度,控制转 炉炉内为正压,不允许再吹;③在吹炼后期,采用低枪位操作;④采用长水口和中间包覆 盖剂;⑤钢包水口和长水口连接处采用気气和纤维体密封。采用这些措施后,RH终点氮 含量能够控制在0.002%以下,平均为0.0013%。浇注过程中的增氮量控制在1.5 X KT4%以下。
C夹杂物控制技术
宝钢冶炼IF钢过程中采用了一系列旨在减少A⅛O3夹杂物、降低全氧含量和阻止卷渣 的措施,包括:
(1)采用挡渣球挡渣出钢,使钢包渣层厚度WIOOmm。
(2)钢包渣改质:出钢时向钢包表面加入改质剂,降低渣的氧化性。
(3)控制RH中[0]浓度和纯脱气时间。
(4)采用中间包纯净化技术:①中间包三重堰结构,以增加钢水平均停留时间,增大 钢水流动轨迹,促进夹杂物上浮;②挡墙上使用碱性过滤器,以吸附钢水中的夹杂物,可 以使流经过滤器的钢水流动平稳;③中间包内衬为碱性涂料,既不氧化钢水又能吸附夹杂 物;④采用可以较好吸附AI2O3夹杂的新型覆盖剂。采用上述措施,钢包至中间包总氧量 可去除20% ~30%o
(5)为了防止结晶器保护渣卷入,采用不易卷入的高黏度保护渣。
(6)在连铸操作方面,保持适量的氫气吹入量和维持结晶器液面稳定。
复习思考题
5-1何谓纯净钢,纯净度对钢材性能有何影响?
272
5 纯净钢生产
-2简述纯净钢生产技术。
-3影响轴承钢疲劳寿命的主要因素有哪些,提高轴承钢疲劳寿命的技术关键是什么?
-4轴承钢炉外精炼的处理工艺,按采用的精炼设备主要分为哪几种类型?
-5生产优质硬线钢必须满足哪些技术要求?
-6对管线钢有何质量要求,高洁净度管线钢中元素如何控制?
-7对齿轮钢有何质量要求,生产齿轮钢的质量控制措施有哪些?
-8不锈钢冶炼方法有哪些,各有何特点?
-9对重轨钢有何质量要求?
-10对弹簧钢有何质量要求?简述其超洁净化冶炼技术。
-11试述IF钢的特点及用途、工艺流程与技术要点。
6炉外精擁用耐火材料
6.1炉外精炼用耐火材料概述
6.1.1炉外精炼用耐火材料要求与类型
6.1. 1. 1 对耐火材料的要求
近年来,炉外精炼技术发展迅速,尽管炉外精炼方法和设备的种类繁多且彼此间存在 着很大差异,但其耐火材料受到的损毁作用有许多共同之处。它们普遍遭受的作用包括:
(1)长时间高温、真空作用;
(2)炉渣的严重侵蚀、浸透作用;
(3)炉渣和钢液的强烈冲刷与磨损作用;
(4)温度骤变热震作用。
因此,炉外精炼所用耐火材料的基本要求是:
(1)耐火度高,稳定性好,能抵抗炉外精炼条件下的高温与真空作用;
(2)气孔率低,体积密度大,组织结构致密,以减少炉渣的浸透;
(3)强度大,耐磨损,能抵抗钢渣冲刷磨损;
(4)耐侵蚀性好,能抵抗酸、碱性炉渣的侵蚀作用;
(5)热稳定性好,不发生热震崩裂剥落;
(6)不污染钢液,有利于钢液的净化作用;
(7)对环境的污染小;
(8)从经济效益出发,要求钢包衬有良好的施工性能且价格适当。
6.1. 1.2 耐火材料的基本类型
各类精炼设备所用典型耐火材料见表6-lo
表6-1精炼设备所用典型耐火材料
|
精炼设备- |
_____主要材质 |
________其他材质_________ |
|
RH |
镁馅砖 |
镁碳砖、高铝砖___________________ |
|
DH |
高铝浇注料 |
铝尖晶石浇注料_________________ |
|
AOD |
镁锦砖 |
镁钙砖_____________________ |
|
VOD |
镁白云石砖____________ |
错砖 |
|
LF |
镁碳砖 |
一镁白云石砖、铝镁碳砖、刚玉尖晶石砖、Mgo-Mg0 • AI203 -Zro2 砖 |
|
VAD |
铝镁碳砖____________ |
碳砖______________________ |
|
ASEA-SKF |
MgO-C 砖、MgO-Cr2O3^ |
高铝砖 |
274
6 炉外精炼用耐火材料
随着炉外精炼技术的发展,钢包不仅是储运钢水的容器,还是主要的精炼处理装置。 由于钢水温度提高,在钢包内停留时间延长,加上精炼过程的搅拌和熔渣的侵蚀作用,对 钢包用耐火材料提出了更高的要求。
钢包用耐火材料,已从定形制品向不定形材料演变,并向全不定形化发展。炉外精炼 钢包内衬用耐材的品种和类型以及内衬耐火材料结构呈多样化的发展,大致上可分为以下 几类:
(1)以铝镁碳砖为主要耐火材料的铝镁砖钢包内衬;
(2)以白云石砖为主要耐火材料的白云石砖钢包内衬;
(3)以铝镁尖晶石浇注料为主要耐火材料的铝镁尖晶石浇注钢包内衬;
(4) MgO-CaO-C砖钢包内衬;
(5)全MgO-C砖钢包内衬;
(6)镁信砖钢包内衬。
上述6种钢包内衬中,前3种钢包内衬采用较多。
我国钢包内衬材质主要有两大类:铝硅系材质为主的包衬和镁钙系为主的包衬。铝硅 系材质为主的包衬主要有:钢包用不烧砖,包括铝镁砖和铝镁碳砖(水玻璃结合)、树脂 结合铝镁碳质砖、镁铝碳砖;钢包用不定形耐火材料,包括水玻璃铝镁质耐火捣打料、水 玻璃铝镁质耐火浇注料、超低水泥耐火浇注料、矶土尖晶石耐火浇注料。
我国镁钙系为主的包衬主要有烧成油浸白云石砖、电熔镁白云石砖等,随着冶炼洁净 钢的增加,需进一步扩大应用范围。今后,碱性耐火材料及其含碳的镁碳质和镁钙碳质不 定形耐火材料的研究与开发十分必要。
由于精炼过程、操作条件及耐火材料设计思路不同,在实际应用中,钢包内衬在不同 钢厂和不同地区有很大区别,钢包内衬几种典型的设计方案见表6-2。
表6-2几种典型精炼用钢包耐火材料的设计
|
_____类型 |
____渣线 |
____包壁 |
______包底_______ |
|
高铝型I |
MgO-C 砖 (5% ~15%C) |
高铝砖 (60% ~85% Al2O3) |
铝尖晶石预制件 |
|
高铝型u |
Mgo-C 砖 (10% ~15%C) |
Ai2O3 - C e (60% ~91%A12。3) |
Al2O3 -C |
|
整体衬I |
Al2O3 (尖晶石) 耐火浇注料 |
高铝耐火浇注料 (铝质黏土) |
Al2O3 (尖晶石) _____耐火浇注料_____ |
|
整体衬u ______(脱硫)______ |
MgO-C 砖 (10% ~15%C) |
AI2。3 (尖晶石) 耐火浇注料 |
Al2O3 (尖晶石) _____耐火浇注料_____ |
|
白云石型I (脱硫) |
MgO-C 砖 (5% ~15%C) |
碳结合白云石砖 |
碳结合白云石砖 |
|
白云石型u (不锈钢) |
白云石砖(烧成) |
碳结合白云石砖 |
碳结合白云石砖 |
|
MgO型 |
Mgo-C 砖 (10% ~I5%C) |
MgO-C 砖 (10% ~15%C) |
碳结合高铝砖 |
|
MgO-Cr2。3型(VOD) |
MgO-Cr2O3St |
MgO-Cr203 砖 |
MgO-Cr2 O3 砖 |
6.1 炉外精炼用耐火材料概述
275
随着高寿命用钢包耐火材料及喷补材料的研发,保证了精炼作业率与钢水质量,目前 一般LF - VD钢包寿命均可大于60炉,RH钢包寿命均可大于100炉。
6.1.2炉外精炼常用耐火材料及性能
6. 1.2. 1 镁銘›砖
镁馅砖是以镁砂和倍矿为主要原料生产的含W(MgO) 55% ~80%, w(Cr2O3) 8% ~ 20%的碱性耐火材料。镁辂砖耐火度高、荷重软化温度高、抗热震性能优良、抗炉渣侵 蚀、适应的炉渣碱度范围宽,为炉外精炼用的最重要的耐火材料之一。
A镁貉砖的分类
镁锦砖的主要矿物为方镁石、尖晶石和少量的硅酸盐。尖晶石相包括原信矿中的尖晶 石和烧成过程中形成的二次尖晶石。硅酸盐相包括镁橄榄石和钙镁橄榄石。根据制品所用 原料和工艺特点,镁倍砖分为:①硅酸盐结合镁信砖;②直接结合镁倍砖;③再结合镁信 砖;④半再结合镁倍砖;⑤预反应镁密砖;⑥不烧镁倍砖和电熔镁倍砖。炉外精炼用的镁 信<⅛主要为前5种类型的镁信砖。
a硅酸盐结合镁倍砖
硅酸盐结合镁馅砖即普通镁倍砖,是以烧结镁砂和一般耐火级辂矿为原料,按适当比 例配合,以亚硫酸盐纸浆废液为结合剂,混炼成形,约于1600CC下烧成制得。在硅酸盐结 合镁馅砖中,SiO?杂质含量较高(少(Sio2)=2.98% ~4.5%),制品的烧结是在液相参与 下完成的,在主晶相之间形成以镁橄榄石为主的硅酸盐液相黏结在一起的结合,又称陶瓷 结合。
由于SiOz杂质含量高,硅酸盐结合镁锦砖的高温抗侵蚀性能较差,强度较低。在炉外 精炼装置中,应用于非直接接触熔体的内衬部位。
b直接结合镁馅砖
直接结合镁辂砖是以高纯镁砂和倍矿为原料,高压成形,于1700 ~ 1800K下烧成 制得的优质固相结合镁倍质耐火材料。在直接结合镁倍砖中,由于Si02杂质含量低 (w(SiO2) <2%),在高温下形成的硅酸盐液相孤立分散于主晶相晶粒之间,不能形成连 续的基质结构。主晶相方镁石和尖晶石之间形成方镁石-方镁石、方镁石-尖晶石的直接 结合o
因此,直接结合镁信砖的高温机械强度高、抗渣性好、高温下体积稳定,适用于RH、 DH真空脱气装置、VoD炉、AoD炉等炉外精炼装置。
C再结合镁馅砖
再结合镁信砖又称电熔颗粒再结合镁信砖。以菱镁矿(或轻烧镁粉)和馅矿为原料, 按一定配比,投入电炉中熔化,合成电熔镁倍熔块,然后破碎,混炼、高压成形,于 1750七以上高温烧成制得。在这种制品中,方镁石为主晶相,镁馅尖晶石为结合相,硅酸 盐相很少,以岛状孤立存在于主晶相之间。
再结合镁倍砖具有高的高温强度和体积稳定性,耐侵蚀,抗冲刷,耐热震性介于直接 结合砖和熔铸砖之间,适用于RH、DH真空脱气室、AoD炉风口区、VOD炉、LF炉渣线 等部位。
276
6 炉外精炼用耐火材料
d半再结合镁馅砖
半再结合镁密砖系以部分电熔合成镁倍砂为原料,加入部分馅矿和镁砂或烧结合成镁 馅料作细粉,按常规制砖工艺高温烧成制得。半再结合砖的主要矿物组成为方镁石、尖晶 石和少量硅酸盐,方镁石晶间尖晶石发育完全,方镁石-方镁石和方镁石-尖晶石间直接 结合,硅酸盐相呈孤立状态存在于晶粒间。
半再结合镁倍砖组织结构致密,气孔率低,高温强度高,抗侵蚀能力强,耐热震性能 优于再结合镁信砖,用于RH和DH真空脱气浸渍管、VoD炉、LF、AOD炉等炉外精炼装 置的渣线部位。
e预反应镁倍砖
预反应镁倍传系以轻烧镁粉和倍铁矿为原料,经共同细磨成小于0.088mm细粉,压 制成荒坯或球,于1750 ~ 1900七靖烧成预反应烧结料,再按常规制砖工艺生产,破碎,混 炼,高压成形并在1600 ~1780七下烧成制得。预反应镁辂砖的主要矿物组成为方镁石、尖 晶石和少量硅酸盐,晶间直接结合程度高。
预反应镁諮砖的组织结构致密,成分均匀,气孔率低,高温强度高,抗渣性好,耐热 震性能较好,可用于VOD炉、LF炉和ASEA-SKF炉等炉外精炼炉的渣线部位。
B镁密何的组成与性能
镁馅砖的主要成分为MgO和Cr2O3,还含有较多的Fe2O3和AbOs及少量的CaO和 SiO?等氧化物,它们对镁倍砖性能的影响错综复杂,给耐火材料的生产和选用带来困难。
随着镁倍砖中W(Cr刀3)的增加,镁辂萌的抗侵蚀性能提高,而镁倍砖的抗热震性能 降低。因此,在以炉渣侵蚀为主要损毁机理的场合下,宜选用"((⅛O3)较高的镁倍砖; 而在以热震损毁为主的场合下,宜选用妙(Cr2O3)较低的镁倍砖。
C直接结合镁辂砖发展动向
直接结合镁信砖在一些炼不锈钢的炉外精炼炉如VOD、AOD以及RH真空室下部、 底部、浸渍管使用效果甚好。
近来研究表明,镁馅砖气孔微细化不仅能提高耐火材料抗熔体的渗透性,还可以改善 其抗热震性。一般在镁信砖制砖中加Fe-Cr粉,也可加入Cr粉或Al粉以及Cr2O3微粉或 可203微粉。烧成时,由于金属氧化、生成尖晶石及固溶体时的体积效应,使镁辂砖透气度 降低,气孔微细化。
镁倍传的主要问题,是六价倍对环境的污染。因此在生产镁馅砖时,要防止对环境的 污染。要对使用后残砖进行管理与处理,如在还原气氛下,将高价倍转化为低价倍等。
6. 1. 2. 2 MgO-CaO系耐火材料
MgO-Cao系耐火材料因其原料来源丰富、价格比镁倍砖低廉、对高碱度炉外精炼炉 渣的抗侵蚀性能好、有利于钢液净化、对环境污染小等优点,在AoD炉、VOD炉和精炼 钢包渣线等炉外精炼装置中的应用日益增加。
A MgO-CaO系耐火材料的分类
MgO-CaO系耐火材料为含W(MgO) =40% ~80%、w(CaO) =40%的耐火材料,包括 白云石砖、镁白云石砖和镁钙碳砖。
6. 1 炉外精炼用耐火材料概述
-277
a 白云石砖
白云石砖系以经帽烧的白云石砂为主要原料制成"(CaO) >40%、w(MgO) >30%的 碱性耐火材料。按生产工艺不同分为焦油结合白云石砖、轻烧油浸白云石砖和烧成油浸白 云石砖等,后者又称陶瓷结合白云石砖。生产焦油结合白云石砖时,先将白云石颗粒和粉 料烘烤预热,加入脱水的焦油或沥青7% ~ 10%,搅拌混合,机压成形,制得的砖经过 250 ~ 400K低温加热处理,或经K)Oo ~1200七中温处理,再经真空-加压油浸,制得轻烧 油浸白云石砖。烧成油浸白云石砖的生产工艺与上述工艺的区别在于临界颗粒减小,一般 采用5mm或3mm的颗粒,结合剂采用石蜡或无水聚丙烯,砖坯经过160OP或更高温度的 帽烧,形成陶瓷结合,再经真空-加压油浸,以提高制品的性能和防止水化。
白云石砖抗碱性炉渣的侵蚀性强,但在空气中易水化,不易长期存放。烧成油浸白云 石砖的荷重软化温度达170OtIC以上,1400七的高温抗折强度可达12MPa,适用于AOD炉、 VOD炉及钢包内衬等。
b镁白云石砖
镁白云石砖是以MgO和CaO为主要成分的碱性耐火材料,w(Mg0) =50% -80%, w(CaO) =40% ~10%o有焦油结合镁白云石砖、轻烧油浸镁白云石砖和烧成或陶瓷结合 油浸镁白云石砖等品种。生产工艺与制造白云石砖时相似,它们的配料原料可为天然白云 石熟料加镁砂或合成白云石熟料加镁砂。其中,以用石灰或白云石加轻烧镁砂人工合成的 镁质白云石熟料作主原料的镁质白云石砖,具有更均匀的组成和组织结构,以及较好的抗 水化性能和抗侵蚀性等性能。
与白云石砖相比,镁白云石砖的MgO含量高,具有较好的抗炉渣侵蚀性能、抗水化 性能和高温强度。用镁白云石砖取代镁辂砖应用于AOD、真空精炼(RH、DH、VD)及 LF,是我国炉外精炼用耐火材料的一个重大突破。
C镁钙碳砖
镁钙碳砖系以白云石砂、氧化钙砂、镁砂和鳞片石墨为主要原料制造的不烧含碳碱性 耐火制品。配料中的镁钙质原料可为烧结或电熔白云石砂、烧结或电熔镁白云石砂、烧结 或电熔氧化钙砂和镁砂。因此,按配料中的主要骨料的品种,又相应分别称为白云石碳 砖、镁白云石碳砖、镁钙碳砖或镁石灰碳砖。镁钙碳砖的生产工艺与MgO-C砖相似,不 过要注意防止Cao水化,使用无水树脂作结合剂。生产时先按成分要求配料,混炼成形, 经200 ~300七低温处理和真空加压油浸处理。
镁钙碳砖兼有镁碳砖和白云石砖的优良性能,具有较好的抗炉渣侵蚀性能和抗渗透 性能。
B Mgo-CaO系耐火材料的组成与性能
MgO-Cao系耐火材料的主要成分为MgO和CaO,主晶相为方镁石(MgO)和石灰 (CaO)o它们之间在高温下不形成新的化合物,相关性比较简单,w(CaO)∕w(MgO)与耐 火材料的性能有密切的关系,需根据实际使用条件,选用适当W(Cao)/w√MgO)的耐火 材料。
MgO-CaO-C系耐火材料在高温真空下随着CaO含量的提高,耐火材料在真空下的 稳定性提高。采用高碱度渣精炼工艺的装置,常以Mgo-Cao-C系耐火材料作为内衬;
278
6 炉外精炼用耐火材料
而对于采用较低碱度渣工艺精炼的装置,一般用Mgo-Cr2O3 -可2。3系耐火材料作为 内衬。
C 镁钙(Mgo-Cao)砖发展动向
镁钙砖用于精炼炉,无有害元素进入钢中,适于冶炼洁净钢,同时没有污染环境 问题。
镁钙砖的主要问题是CaO水化。加入Zro2使MgO - CaO材料中的CaO与ZrO2形成高熔 点化合物CaO ∙ ZiO2,可防止MgO - CaO材料中CaO的水化,但ZrO2昂贵。加入稀土氧化物 可以抑制MgO-Cao材料水化,但纯稀土氧化物贵,且均匀化存在问题。加入添加剂虽可提 高Mgo- CaO材料的抗水化性,但一般都会明显地降低MgO - CaO材料的抗侵蚀性。
欧洲采用超高温竖窑帽烧生产镁钙砂,然后就近制镁钙砖,再用金属箔塑料抽真空包 装。避免烧制好的MgO-Ca。砖水化,除用金属箔塑料抽真空包装外,也可在适当温度下 通入CO?并浸渍草酸溶液,使显露出的游离CaO转变为CaCO3与草酸钙CaC2O4o
6. 1. 2. 3 镁碳砖
镁碳砖是以电熔镁砂、高温死烧镁砂和鳞片石墨为主要原料,以酚醛树脂作结合剂制 造的不烧含碳碱性耐火材料。其生产工艺与一般耐火砖基本相同,但不需燉烧,只需经过 200 ~250tC热处理。为提高砖的抗氧化性能,配料中常添加Al、Si、Mg等金属粉及SiC 粉。镁碳砖在高温使用过程中,形成碳结合。耐火材料中的镁砂和碳素材料之间不存在互 熔关系,镁砂和石墨各自保持自己的特性,并互相弥补它们的缺点,使镁碳砖具有优良的 抗渣侵蚀性能、抗炉渣渗透性能和耐热震性能。按YB4074T1标准,根据含碳量多少, 镁碳砖分为三类:Φw(C) =10%, w(MgO) =76% -80% ;② M)(C) = 14% , U)(MgO)= 74% -76% ;③使(C)=I8%, w(MgO) =70% ~72% o在炉外精炼装置中,镁碳砖主要应 用于各种钢包精炼炉内衬的渣线部位,一般使用碳含量较低的镁碳砖(MC) <14%)。
镁碳砖的优良抗炉渣渗透性、耐侵蚀性能及耐热震性能,在很大程度上归功于石墨 (碳)所起的作用。石墨可有效地阻止炉渣的渗透,提高砖的热传导率和降低砖的弹性模 量,但石墨含量增加,会使砖的强度下降和抗氧化性能降低。一般碳含量在10% ~20%范 围内,镁碳砖的耐侵蚀性能最好。
镁碳砖与镁钙碳砖发展动向:
含碳耐火材料与熔渣之间的润湿性差,具有抗熔渣渗透、抗热剥落与结构剥落等优 点。因此,镁碳砖与镁钙碳砖适合用在优质碳素合金钢与低碳钢的一些炉外精炼钢设备如 LF炉等作炉衬。对于一些要求高的低碳钢,为避免镁碳砖或镁钙碳砖中碳过量进入钢液, 现在开展了碳含量在5%以下的低碳镁质材料的研究开发。研究表明:石墨的比表面积大 约在5m2/g以上时,就可提高镁碳砖的抗热震性。值得注意的是,日本九州耐火材料公司 采用团聚体型纳米炭黑并以加有少量B4C的树脂为结合剂,研制出的碳含量只有3%的低 碳镁碳砖,但其优良性能与含石墨18%的镁碳砖相近,而热导率却很低。因此,纳米技术 在不烧砖与不定形耐火材料中的应用是值得开展研究的。
6. 1.2.4 Al?。3-MgO-C 系耐火材料
A AI2O3-MgO-C系耐火材料的分类
川★3 -MgO-C系耐火材料是为满足钢包内衬恶劣的使用条件而开发的代替高铝衬砖
6. 1 炉外精炼用耐火材料概述
279
的钢包内衬专用耐火制品。按制品的主要成分和制砖原料,包含铝镁碳砖、铝镁尖晶石碳 砖和镁铝碳砖。
铝镁碳砖是以"(AlzOs) >85%的烧结高铝矶土熟料为骨料,加入电熔镁砂或烧结镁 砂细粉和鳞片石墨,以酚醛树脂做结合剂,机压成形后,经200 ~ 250霓热处理而制得。铝 镁碳砖 M√AI2O3) =60% ~70% , w(MgO) =8% ~ 14% , w(C) =8% ~ 10%。为提高砖的 抗氧化性能,配料中可适当添加金属铝粉、硅粉和SiC粉。铝镁碳砖具有含碳耐火材料的 特性,抗炉渣渗透,耐侵蚀性好,耐热震性好,价格比较低,适用于各种精炼钢包非渣线 部位。在使用过程中,在工作面附近的颗粒骨料周围,MgO与ALOs反应形成耐侵蚀的铝 镁尖晶石,并伴有一定的体积膨胀,可使砖缝缩小,内衬变得致密。
铝镁尖晶石碳砖的生产工艺与铝镁碳砖相同,区别在于采用预先烧结合成的铝镁尖晶 石熟料作原料,取代或替代部分矶土和镁砂,从而可以调整和控制使用过程中尖晶石的形 成和由此造成的膨胀效应,有利于改善耐火材料的抗侵蚀性能和在高温下的体积稳定性。 铝镁尖晶石碳砖的组成和性质为:w(A12O3) =74% , w(MgO) =8% ~10%, W(C) =5% ~ 9%,体积密度为3.09g/cm3,显气孔率为3%,耐压强度为92.2MPa (IIO工x24h)和 32. 5 MPa (16OoKX3h),高温抗折强度为7. 8MPa (1400七xlh),线变化率为+ 1.5% (16∞tC ×3h),荷重软化温度高于 170OP (0.2MPa×0.6%)o
镁铝碳砖与铝镁碳砖的主要差别在于作为主成分的Al?03和MgO的含量做了正好相反 的变化,即前者Mgo含量高,AI2O3含量低,而后者MgO含量低,AI2O3含量高。镁铝碳 Se的组成和性质为:w(MgO) =65% ~75%, W(Al2O3) =5% ~ 15% , w(C) =5% ~ 12% o 体积密度为2.89 ~2.96g/cm3,显气孔率为4. 13% ~ 5. 6% ,常温耐压强度为82.7 ~ 98. 6MPa,荷重软化温度高于1700七。
B AUO3-MgO-C系耐火材料的组成与性能
AI2。3-MgO-C砖在炉外精炼钢包内衬上使用时,在砖的工作面附近,砖的主要成分 用203和Mgo可发生反应生成铝镁尖晶石,并伴随体积膨胀。铝镁碳砖的抗渣性和膨胀随 着MgO含量的增加而提高。烧后产生膨胀可使耐火材料内衬的砖缝缩小,内衬结构变得 致密,但是,如果MgO加入量过多,砖的膨胀量过大,可造成开裂和使砖损毁。
随着MgO含量的提高,铝镁碳砖的高温荷重变形减少,即高温耐火性能得到改善, 但膨胀也随之增大。随着尖晶石加入量从O增加到20%,耐侵蚀性显著提高,但当尖晶石 加入量超过20%时,由于基质中AI2O3含量增加,砖的耐侵蚀性能反而下降。碳含量增加 时,弹性模量降低,烧后膨胀减少,有利于提高耐火材料的抗热震性能。增加碳含量还可 阻止炉渣渗透,提高耐火材料的抗渣性。但碳的缺点是易氧化,使砖的密度和强度降低, 适宜的碳含量为7% ~9%o
C炉外精炼用无貉或低密尖晶石砖发展动向
由于直接结合镁馅砖中的CrO3 (六价倍)会污染环境,因此,近年来不少研究者开展 了以镁铝尖晶石为主,加入Tio2、ZB?等或加入少量Cr?O3的方镁石-尖晶石砖的研究,以 取代直接结合镁倍砖。但至今这类镁尖晶石砖在大型水泥窑的烧成带以及VOD、AOD、 RH的一些蚀损严重部位仍处于研发与试验阶段。
280
6 炉外精炼用耐火材料
6.1. 2. 5 耐火材料的性能与价格比较
炉外精炼常用耐火材料性能与价格比较见表6-3o
表6-3炉外精炼用耐火材料性能与价格比较
|
_____材料种类_____ |
抗渣性① |
耐磨性 |
耐热震性 |
钢液净化 |
价格 | |
|
镁碳砖 |
优/优 |
中 |
优 一 |
中 | ||
|
再结謚馅砖 |
优/中 - |
优 一 |
中 |
中/差 一 | ||
|
半再结合镁锦砖 |
优/中 - |
优 |
中 |
φ7S | ||
|
预反应镁辂砖 一 |
- 优痴一~~ |
^ |
中 |
ψ7i | ||
|
直接结合镁馅砖 |
优/中 |
优 一 |
中 |
中/差 | ||
|
镁钙碳砖 |
中/中 |
中 |
优 — |
优 | ||
|
烧成油浸镁白云石砖 |
中/优 - |
优 一 |
优 |
优 一 | ||
|
烧成油浸白云石砖 |
差/优 |
优 |
优 一 |
S | ||
|
轻烧油浸镁白云石砖 |
中/优 |
中 |
优 一 |
优 一 | ||
|
轻烧油浸白云石砖 |
S⅞ |
中 |
优 | |||
|
铝镁尖晶石碳砖 |
优/差 - |
中 |
优 _ |
中/差 | ||
|
镁铝碳砖_____ |
优/差 |
中 |
优 一 |
中/差 | ||
|
铝镁碳砖 - |
中 |
优 |
中/差 | |||
|
焦油白云石砖 |
S7⅞ |
5 |
S |
优 一 | ||
|
高铝砖 |
差/差 |
S |
i | |||
①抗渣性(低中碱度渣/高碱度渣)。
6.2钢包精炼装置用耐火材料
6.2.1 LF (V)用耐火材料
6. 2. 1.1 LF (V)工作条件及炉衬损毁因素
A LF (V)耐火材料内衬工作条件
(1)精炼温度高达170Ot且加热时间长,如与电炉配合的40t LF (V)每炉加热时间 为13 ~26min,热点部位温度更高;
(2)熔渣的严重侵蚀,以碱性渣为主,碱度波动于2 ~3.5之间;
(3)底部吹氫搅拌,氫气流量50Iymin,钢水上下激烈翻腾,)⅛S线内衬冲刷最为严重;
(4)部分时间处于较强的还原气氛下操作,冶炼时加人炭粉、铝粉、硅粉等还原剂;
(5)真空下精炼时间长,平均每炉超过30min,在极限真空度下(67~200Pa)还需 保持15mi∏;
(6)间歇操作,热震频繁。
B LF (V)炉衬损毁因素
(1)化学反应与熔蚀;
(2)高温真空(LFV)下的挥发作用;
(3)熔渣的侵蚀;
6.2 钢包精炼装置用耐火材料
281
(4)热冲击和机械冲刷。
6.2. 1. 2 LF (V)钢包各部位用耐火材料
LF所用耐火材料的基本趋势是钢包材质的碱性化和不定形化。为了更合理使用耐火 材料,最好采用综合砌筑钢包。典型的LF钢包内衬结构为:包底和下部包壁用纯白云石 砖,渣线部位用轻烧白云石砖(适用于无渣精炼,如初炼炉为底出钢电弧炉、无渣出钢的 氧气转炉等)、镁砖或镁碳砖。渣线以上采用纯白云石砖。包盖一般采用高纯刚玉浇注料。 一些国家的LF钢包用耐火材料如表6-4所示。不同容量LF炉耐火材料的选用及使用情况 见表6-5。
表6-4国外LF精炼钢包用耐火材料
|
国别 |
容量/t |
内衬结构_________________ |
寿命/次 | ||
|
__^__ |
__^__ | ||||
|
德国 |
IlO |
碳结合白云石砖 |
碳结合白云石砖 |
镁碳砖(第(C) =10% ~12%) |
45 -50 |
|
60 |
直接结合白云石砖 |
碳结合白云石砖 |
碳结合镁砖 |
50~55 | |
|
美国 |
70 |
碳结合白云石砖 |
碳结合白云石砖 |
碳结合白云石砖 |
45 -60 |
|
— |
W(Al2O3) =70% 砖 |
碳结合高铝砖 (w( Al2O3) =80%) |
镁碳砖(MC)=I0%) |
65 | |
|
日本 |
— |
w(A12O3) =80% 砖 |
W(Al2O3) =80% 砖 |
镁碳砖或镁偉砖 |
60 |
|
— |
___镁碳砖____ |
___镁碳砖___ |
___镁碳砖__ |
IlO | |
|
80 |
___镁碳砖___ |
镁碳砖 一 |
IlO | ||
|
瑞典 |
60 |
碳结合白云石传 |
碳结合白云石破 |
碳结合白云石砖 |
45 |
|
120 |
碳结合白云石砖 |
碳结合白云石砖 |
碳结合白云石砖 |
30~35 | |
表6.5不同容量LF炉耐火材料的选用及使用情况
|
—公司~ |
B |
C |
D |
H |
I |
J |
|
钢包容量/t |
120 |
70 |
25 |
60 |
40, 70 |
50 |
|
渣线材质 |
MgO-C |
MgO-C |
MgO-Al2O3 -C |
MgO-C |
MgO-C |
MgO-C |
|
厚度/mm |
230 |
180 |
150 |
130 |
114 |
130 |
|
寿^/炉 |
35 ~40 |
70 |
40 |
40 |
60-100 |
35 |
|
包底材质 |
Mgo-C |
MgO-C |
MgO-C |
MgO-C |
MgO-C |
MgO-C |
|
厚度/mm |
230 |
180 |
150 |
130 |
130 | |
|
寿^/炉 |
35 -40 |
40 |
40 |
40 |
35 | |
|
迎钢面材质 |
MgO-C |
MgO-C |
MgO-Al2O3 -C |
MgO-Al2O3 -C |
不烧成高铝砖 |
MgO-C |
|
厚度/mm |
230 |
180 |
150 |
130 |
114 |
130 |
|
寿^/炉 |
35 -40 |
70 |
40 |
40 |
60-100 |
35 |
|
一般包壁材质 |
不烧成高铝砖 |
MgO-C |
MgO-Al2O3 -C |
不烧成高铝砖 |
不烧成高铝砖 |
不烧成高铝砖 |
|
厚度/mm |
230 |
180 |
150 |
130 |
130 | |
|
寿^/炉 |
35 -40 |
70 |
40 |
40 |
35 | |
|
-衬垫蘇料 |
不烧成高铝露' |
氧化错 |
MgO-Al2O3 -C |
MgO-Al2O3 -C |
氧化错 |
氧化倍 |
|
厚度/mm |
180 |
180 |
114-130 |
180 |
150-180 | |
|
寿命/炉 |
70 |
70 |
40 |
40 |
35 | |
|
处理时间/min |
50-60 |
40-50 |
40 |
30-40 |
35 -50 | |
|
消耗量∕kg∙t-∣ |
6.0 |
3.9 |
5.5 |
4.4 |
282
6 炉外精炼用耐火材料
LF用耐火材料的选择依据如下:
(1)炉渣碱度。LF-般都在碱性炉渣下操作,因此应当选择碱性耐火材料。如镁质、 镁白云石质、镁碳质、镁铝质等。
(2)精炼温度。精炼炉中渣、钢的温度要比普通钢包中高得多,离电极较近的部位温 度可达2000K以上。因此,要选择高质量的耐火材料,也就是要求高的抗高温蠕变性能。 在精炼过程中应尽量加快精炼速度,减轻耐火材料的负担。LF一般为间歇性操作,温度 波动范围较大,所以要求耐火材料具有好的抗热震性。
(3)精炼的钢种。精炼处理的钢种大部分需要脱硫,包衬一般选用碱性耐火材料,但 是有一些钢种需要防止点状夹杂物的产生,就不应使用碱性耐火材料,例如,精炼轴承钢 时包衬往往使用高铝砖,而仅在渣线部分使用镁碳砖。生产实践中,一般对于低磷、低硫 及夹杂物含量要求严格的钢种,选用镁钙质类碱性砖;对低碳钢、IF钢、铝镇静钢选用铝 镁尖晶石浇注料或高铝砖;冶炼毓和氧含量较高的钢种,宜用镁铝碳砖或镁碳砖。
(4)搅拌。由于搅拌作用,会形成对炉衬的冲刷。因此要求耐火材料具有好的高温 强度。
(5)稳定性。真空处理时一些耐火材料在真空作用下会被钢水中的碳还原。引起耐火 材料的损坏,还会引起钢水增碳。因此,进入真空室的LF钢包的耐火材料应当在高温和 真空下具有良好的稳定性。
(6)成本。要获得长的耐火材料使用寿命,仅靠耐火材料的选择是不够的,必须充分 注意耐火材料的合理使用。否则即使选好的耐火材料也不可能获得长的使用寿命,且增加 了生产成本。如MgO-C高碱性耐火材料,如果炉渣碱度一直很低,就会造成耐火材料的 严重侵蚀。
A渣线用耐火材料
LF (V)渣线区处于高碱度炉渣、高应力条件下,损毁十分严重。因此选用耐侵蚀、 抗热震的优质镁碳砖或镁倍砖较多。为了进一步提高砖的耐蚀性,应对砖的砌筑方法及砖 型加以改进。镁碳砖一般为横向弧形砖,在包口处用铁皮包挡,为防止金属加入物因膨胀 引起向上推移,在钢包上部设有固定压砖为拱形砖,砌筑时,砖与铁皮紧压,空隙处用高 铝浇注料充填,使之牢固连接为一体。以此改善热应力,并起隔热作用,防止包口砖温度 过热,提高镁碳砖使用寿命,渣线用镁碳砖性能见表6-6。
表6-6镁碳砖理化性能
|
使用部位 |
包 |
口 |
渣线 _____ | ||
|
牌号CRD |
M1572 |
M1062 |
M1312 |
M1512G |
M212G |
|
化学组成w/% MgO |
80 |
75 |
86 |
83 |
72 |
|
C |
14 |
9 |
13 |
15 |
19 |
|
体积密度/g • cm-3 |
2. 80 |
2.91 |
3.05 |
2. 98 |
2. 88 |
|
显气孔率/% |
5.1 |
5.5 |
3.2 |
3.6 |
3.7 |
|
耐压强度/MPa |
40.2 |
44.4 |
63.7 |
53.9 |
42.2 |
|
高温抗折强度/MPa |
9.3 |
11.8 |
16.2 |
16.2 |
16.7 |
|
特点 |
抗氧化 |
抗氧化 |
耐侵蚀抗Feo |
耐侵蚀抗FeO |
耐剥落 |
6.2 钢包精炼装置用耐火材料
-283
原上钢五厂40t LF炉先后用于渣线部位的砖有两种:①电熔再结合镁馅砖。采用高纯 原料合成的镁倍砂,经高压成形、高温烧成。砖的高温性能良好,直接结合程度高,具有 高强度和抗热震性。②镁碳砖。选用高纯原料、鳞片石墨,含有金属抗氧剂、树脂结合的 镁碳砖。上海浦东钢铁公司电炉厂IOot LF/VD精炼炉渣线用MgO-C砖,其理化性能: 切(MgO)N76%, w(C)⅛14% ,显气孔率 2. 0% ~3. 0% ,体积密度 2. 95 ~ 2. 98 g/cm',常 温耐压强度45.0 ~ 47. 5MPa,常温抗折强度20 ~ 21MPa,高温抗折强度(1400T ) 14 ~ 15MPao
B炉壁用耐火材料
LF炉炉壁一般使用高铝砖。初期使用不烧高铝砖,在高铝料中加入少量蜡石原料, 采用磷酸盐结合,带有残存膨胀性。随着使用条件进一步恶化,熔损速度加快,在高铝配 料中添加2% ~ 10%的炭素材料,但仍存在砖缝开裂的熔损现象,经添加适量镁砂后,由 于加热时形成尖晶石的膨胀,避免了开裂。在镁砂配料中,添加10%左右的C和适量的 预合成镁铝尖晶石,可进一步提高砖的抗侵蚀性。
洛耐院、苏嘉公司、上钢五厂共同开发的40t LF (V)精炼炉用MgO-Ca0(不烧)砖, 其主要原料采用山东镁矿白云石砂及无机盐类结合。其理化性能:w(MgO) =81.85%, M∕(CaO) =9.01%,显气孔率9.09%,体积密度2. 95g∕cm3,常温耐压强度74. 6MPa,常 温抗折强度10. 86MPao
C LF-VD炉用耐火材料
抚顺钢厂50t LF-VD精炼炉钢包衬内衬渣线最初用高档树脂结合镁碳砖。熔池、包
底和渣线上的空间工作层用一等高铝砖(W(AI2。3)三 80% )o为了提高钢包寿命,将用高铝砖部位的砖全部 改用镁碳砖,为了防止钢水增碳,渣线可用镁碳砖 (W(C)=I5% ~18%),其他部位可用镁碳砖(W(C)W 6%),包底迎钢面使用尖晶石碳砖效果较好。
天津钢管公司150t LF - VD精炼炉渣线用镁钙碳砖, 干法砌筑。其他部位用铝镁碳砖,如图6-1所示。
D炉盖用耐火材料
LF精炼炉盖的浇注料要求如下:
(1)浇注料应有良好的高温性能,以满足LF精炼 炉操作中的高温作业和喷溅炉渣引起的侵蚀;
(2)浇注料的抗热震性和耐剥落性均优,以适应LF 精炼操作中的温度变化及间歇作业;
(3)有较高的初期强度和良好的施工性能。
洛耐院等研制开发的炉盖浇注料,选用电熔刚玉和 阳泉特级矶土为主原料,纯铝酸钙水泥(4% -8%)作 结合剂,加入8% ~ 12%的二氧化硅和氧化铝超微粉及 少量添加物。
图6-1 150t LF - VD精炼钢包包壁
内衬耐火材料(虚线为停炉 时衬砖的侵蚀曲线)
1—铝镁碳砖(1 ~22环);
2—MgO-CaO-C 砖(23~35 环);
3-铝镁碳砖(36~39环)
284
6 炉外精炼用耐火材料
E包底与透气砖用耐火材料
(1)大型LF炉包底用浇注大砖。如日本ASahigIaSS公司开发的北03-MgO-SQ系 浇注大砖,抗渗透性良好。
(2) LF炉包底用高钙质干式捣打料。如奥地利Veitsch镁砂公司开发的LF炉包底用 含CaO为16%高钙质干式捣打料。
(3) LF炉包底座砖用浇注料。如日本开发的含(⅛O3的超低水泥高铝浇注料。
(4) LF炉用直通狭缝型透气砖。国产刚玉质和緒刚玉透气砖。
6. 2.1. 3 精炼炉保温用耐火材料
(1)在精炼炉顶加保温盖。如福州第二钢厂250t钢包,使用保温盖(M)(Al2O3)= 62%的高铝隔热材料),改善了散热损失,减少了钢水的温降。攀枝花钢铁公司160t钢包 盖用含雑纤维组合块。
(2)精炼炉内衬加隔热层。其材料主要有体积密度约为1.9g/cm3的耐火浇注料和高 铝耐火纤维毡等。施工时在钢包壳上先砌片砖,然后浇灌耐火浇注料或贴铺纤维毡,最后 砌筑或浇灌钢包工作衬。
(3)攀钢160t钢包内衬使用了耐火纤维隔热瓦。耐火纤维隔热瓦由耐火纤维、无机 填料与无机结合剂制成。
6. 2.2 ASEA-SKF钢包炉用耐火材料
ASEA - SKF法耐火材料内衬的工作条件:
(1)承受电极电弧的强烈辐射。一般比同等直径和功率的电弧炉高几倍。
(2)经受高碱度、高温(>1700七)炉渣的强烈侵蚀。
(3)高温真空下,Mg0、(⅛03等氧化物有被碳还原的可能性。
(4)经受电磁搅拌和吹氣所造成的强烈冲刷和磨损。
(5)钢包炉内衬承受温度的热震变化。
ASEA-SKF钢包炉生产中一般采用中性渣或高碱度炉渣,冶炼脱硫的钢种,渣线部 位采用镁碳砖、镁辂砖、镁砖、镁白云石砖,目前一般用Mgo-C砖;侧壁与包底用 W(Al2O3) =75%的高铝砖,钢水线下部用铝碳砖;对于无需脱硫操作,渣线用高质量的高 铝砖(W(AI2O3) >85%),包底用浇注料是发展方向。ASEA-SKF钢包炉内衬用镁倍砖 的性能见表6-7。
表6-7 ASEA-SKF内衬用镁馅砖的性能
|
项目 |
德国镁馅砖 |
—日本镁辂砖 KBMC - 1 |
美国镁馅砖 |
瑞典镁緒破 |
中国 再结合镁辂砖 |
|
化学组成"/% | |||||
|
SiO2 |
1.1 |
0.97 |
1.0 |
0.8 |
1,77~3.82 |
|
Al2。3 |
5.4 |
2. 36 |
5.4 |
0.3 |
4. 75 ~7. 65 |
|
Fe2O3 |
5.25 |
4. 57 |
12.0 |
0.3 |
4.2~8.0 |
|
CaO |
1.09 |
1.28 |
0.8 |
1.7 |
0. 92 ~ 2.03 |
|
Cr2O3 |
8.7 |
13.3 |
18. 1 |
0.4 |
15.7-16 |
|
MgO |
78.0 |
76.9 |
62.7 |
96.0 |
63. 8 ~ 69. 4 |
6.2 钢包精炼装置用耐火材料
285
续表6-7
|
项目 |
德国镁密砖 |
日本镁修砖 KBMC -1 |
美国镁密砖 |
瑞典镁常砖 |
中国 再结合镁锦砖 |
|
显气孔^/% |
16. 9 ~ 17. 1 |
14.8 |
13 ~16 |
19 |
9. O-10. 4 |
|
体积密度/g ∙ cm-3 |
3.01 ~3.02 |
3. 11 |
3.2 ~3. 3 |
2.9 |
3. 1~3.3 |
|
耐压强度/MPa |
43.8 |
50.8 |
352 -364 |
457 |
IlOO-1250 |
|
抗热震性/次 (1200霓空冷) |
>20 |
25 (1400K) |
>20 | ||
|
高温抗折强度/MPa (1450r) |
3.3 |
6.3 (1600T) |
7.3 | ||
|
-线膨胀率/% |
1.95 |
1.67 |
ASEA-SKF炉用耐火材料比其他精炼炉的耐火材料要求更严格,这主要是由ASEA -SKF炉采用电磁搅拌的方法决定的。如果耐火材料太厚,则电磁能损失太大。因此应当选
用抗渣性能更强的耐火材料。对于需要脱硫的精炼炉,应当选用碱性耐火材料,而对于不
需要脱硫的精炼炉,如冶炼轴承钢、齿轮钢等脱硫任 务不重的钢种。精炼时使用的是中性渣,则可以选用 中性耐火材料。耐火材料的选择可以参考LF耐火材料 的选择方法。只是耐火材料的砌筑要比LF薄一些。有 一点应当引起注意的是,LF一般不进行中性渣操作。 但是,LF也有仅在渣线部位砌碱性耐火材料的。如日 本山阳钢厂在LF的渣线部分砌镁碳砖,而其他与钢水 接触的部分砌高铝砖。通过精炼,得到低硫、低氧的 轴承钢。
ASEA -SKF与LF、VAD等精炼钢包用耐火材料 的损毁有相似之处。典型耐火材料内衬如图6-2所示。 目前渣线部位基本用MgO -C砖代替了 MgO - Cr2O3 砖,而侧壁用MgO-C砖、Al2O3 -Gλ Al2O3-MgO-C 以及AI2O3-MgO ∙ Ab/系耐火材料,随着技术的发 展,包衬用含碳复合制品将会日趋完善。
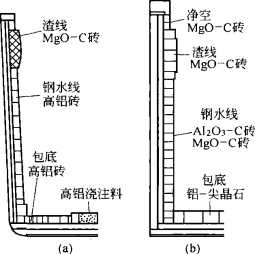
图6-2 LF钢包和ASEA - SKF钢包 的典型内衬剖面
(a) LF 钢包;(b) ASEA-SKF 钢包
6. 2.3 VAD钢包炉用耐火材料
日本VAD法钢包内衬大都使用高铝质制品,包底使用磷酸盐结合的不烧制品。经工 业试验,烧成高铝制品寿命为69次,不烧制品可达82次。为改善其质量,将高铝制品中 的"(Si0/由30%降至10%左右。侧墙和炉底分别采用高铝砖和错石英砖。日本钢管公 司京滨厂在VAD钢包渣线处使用镁碳砖,寿命为20~25次。某厂试用综合砌包,渣线区 用镁碳砖,钢水区采用刚玉碳砖,在VAD法的高侵蚀部位,日本推荐采用900~1450P的 烧成镁碳砖(W(MgO) =70% ~90%, W(C) =10% ~30%)和烧成钙质制品(W(CaO)N 98% ,飨(MgO) < 1. 0% , w (SiO2) +w( Fe2O3) +w( Al2 O3) < 1% ) o VAD 炉内衬耐火材料 的性能见表6-8。
286
6炉外精炼用耐火材料
表6-8 VAD炉内衬耐火材料的性能
|
项目 |
半再结合 镁碳砖 |
镁碳砖 |
___ 高铝#_______ |
错石英砖 | ||
|
烧成 |
不烧I |
不烧H | ||||
|
化学组成眦/% SiO2 Al2O3 Fe2O3 MgO Cr2O3 |
1.3 7.8 4.7 66. 1 18.7 |
80 15(C) |
11 84 2 2 (TiO2) |
9.3 85.4 |
4.6 91.3 |
30 12 53 (ZrO2) 1.8 |
|
体积密度/gym- |
3. 27 |
2. 86 |
2.9~3.O |
2. 92 |
3. 13 |
3.51 |
|
显气孔率/% |
12.7 |
3.3 |
20~23 |
16.9 |
14.0 |
15.4 |
|
耐压强度/MPa |
IOaO |
45.0 |
40.0-70.0 |
79.6 |
82.9 |
70.0 |
|
荷重软化温度//__ |
>1650 |
>1600 |
>1650 |
>1600 | ||
6.3不锈钢精炼装置用耐火材料
6.3.1 VoD炉用耐火材料
6. 3. 1. 1 VOD炉衬的工作条件
受高温及低碱性渣的侵蚀,VOD炉衬耐火材料的工作条件如下:
(1)温度高。精炼温度最高达1800七,一般波动于1650 ~ 1750七。
(2)炉渣组成变化大。从酸性渣到碱性渣波动范围很大,碱度在0.6 ~4之间,且以 酸性渣为主。低碱度渣流动性大且处于高温时间长,渣线部位处于高蚀损区。
(3)吹氧快速脱碳。吹氧脱碳期长约占吹炼的4/5,而酸性渣在高温下精炼时间长使 还原期耐火材料在较长的时间经受还原剂的作用,加剧了耐火材料损耗。
(4)强烈搅拌。由吹氧引起的碳氧反应,产生大量的气体,促使钢水翻腾激烈;加上 同时底吹氫气作用,钢液和炉渣对炉衬的冲刷磨损大。
(5)真空操作。真空度高达133.32Pa,致使砖内某些组分挥发,钢水、熔渣向砖内 渗透,逐步与之反应,使砖组织劣化。
(6)热震大。间歇时间长,热震作用频繁。
VOD炉耐火内衬渣线部位应满足以下要求:
(1)在高温真空条件下稳定性好;
(2)在高温操作条件下,耐火材料应具有抗渣渗透能力,即使渗入也不至于降低耐火 材料强度,而且抗VOD炉渣的侵蚀性能要高;
(3)具有良好的抗热震性能。
VOD炉用耐火材料主要类型有以优质镁倍砖为主要耐火材料的炉衬和以优质白云石 砖为主要耐火材料的炉衬。VoD精炼炉炉衬渣线部位采用镁倍砖或镁钙质砖,侧壁一般 用镁馅、镁钙质砖等,底部也使用镁倍质、高铝质砖,近年来包底也采用错质砖。VOD 内衬用碱性砖的性能见表6-9o
6.3 不锈钢精炼装置用耐火材料
287
表6.9 VoD内衬用碱性砖的性能
|
项目 |
直接结合 镁信砖 |
再结合 镁倍破 |
半再结合 镁倍砖 |
高钙镁白 云石砖 |
镁白云石砖 |
|
化学组成功/% | |||||
|
Al2O3 |
7.4 |
9.4 |
6.8 |
0. 1 | |
|
Fe2O3 |
4.0 |
7.9 |
10.5 |
0.8 | |
|
CaO |
0.9 |
1. 1 |
0. 8 |
18.9 |
10.5 |
|
MgO |
73.0 |
50.7 |
53.4 |
79.3 |
87.5 |
|
Cr2。3 |
13.6 |
29.0 |
27.2 | ||
|
体积密度/g∙ cm-_______ |
3.05 |
3.31 |
3. 34 |
3. 11 |
2. 97 |
|
显气孔率/% |
16.8 |
14.4 |
14.3 |
11.4 |
14.7 |
|
耐压强度/MPa_________ |
89.2 |
98.8 |
54.0 |
87.0 |
87.0 |
|
高温抗折强度/MPa (1480K ) |
9. 1 |
13.9 |
7.6 |
3.3 | |
|
抗热震性(1200七空冷)/次 |
6 |
10 |
10 |
6. 3.1. 2 VOD 炉衬用 MgO - Cr2O3 系砖
VOD内衬损毁的主要原因是高温及低碱性渣的侵蚀,精炼中熔融钢水可通过顶吹氧 气、底吹氣气来进行强烈搅拌,操作条件苛刻。VOD内衬使用高耐蚀性、且在真空下具 有稳定性的镁倍砖。底部和钢水部位用直接结合镁倍砖。渣线部位用半再结合镁倍砖。 VOD内衬使用寿命约75次。其内衬理化性能见表6-10o
表6-10 VOD炉内衬用砖理化性能
|
应用部位 |
_____底部 |
____钢水部位____ |
_____渣线_____ |
|
材质 |
MgO — Cr2 O3 |
MgO - Cr2 O3 |
MgO — Cr2 O3 |
|
结合形式 |
DB |
DB |
SRB |
|
化学组成w/% SiO2 |
1.4 |
1.4 |
1.3 |
|
AI203 |
4.0 |
4.8 |
6.3 |
|
MgO |
62.0 |
58.4 |
70.9 |
|
*203 |
27.3 |
28.6 |
16.6 |
|
体积密度/g ∙ cm-3 |
3.27 |
3.26 |
3. 16 |
|
显气孔^/%_______ |
15.2 |
15.1 |
15.4 |
|
常温耐压强度/MPa |
94.4 |
96.9 |
123.7 |
注:DB为直接结合砖;SRB为半再结合砖。
VOD炉渣线部位用MgO-Cr203系砖的损毁原因如下:
(1)炉渣优先熔解砖中MgO,蚕食尖晶石,破坏砖的直接结合;
(2)炉渣沿着裂缝进人砖内,使砖变质而剥落;
(3) Cr?O3还原反应,减少了砖的直接结合基质,使砖变质;
(4)机械冲刷使变质层流失造成损毁;
(5)高温真空下砖的主要成分挥发,导致重量减轻、气孔增加、炉渣渗透量进一步增 大,加速蚀损。
为适应我国炉外精炼技术的需要,研究开发了全合成镁倍砖、镁铝辂砖等用于VoD
-qq ____________________6 炉外精炼用耐火材料
Zoo
炉渣线和内衬,我国VoD炉用砖的性能见表6-11。抚顺钢厂30t VOD炉渣线部位用优质 镁倍传和再结合镁辂砖,其余部位使用高铝砖,如图6-3所示。
表6-11我国VoD炉用砖的性能
|
项目 |
全合成镁馅砖 |
预反应镁辂砖 |
镁白云石砖 |
_____镁铝馅一_____ | |
|
1号 |
2号 | ||||
|
化学组成w/% | |||||
|
SiO2 |
3.25 |
4.27 |
1.62 |
3.05 |
3.24 |
|
Al2O3 |
11.23 |
6. 95 |
0.45 |
6. 86 |
7. 84 |
|
Fe2O3 |
6. 92 |
5.05 |
1.98 |
14, 45 |
12. 30 |
|
CaO |
0.77 |
1. 84 |
14. 86 |
1.09 |
1.05 |
|
MgO |
62. 55 |
71.85 |
80.2 |
67.5 |
69. 46 |
|
Cr2O3 |
15. 29 |
8. 84 |
14. 45 |
12. 30 | |
|
显气孔率/% |
16.7 |
17.6 |
13.0 |
14-16 |
15-16 |
|
体积密度/g ∙ cm - |
3. 02 |
3. 10 |
3. 20 | ||
|
常温耐压强度/MPa |
52.3 |
43.9 |
71.4 |
60.2 |
63.9 |
|
抗热震性/次 (IloOt水冷) |
1 |
1 ~2 |
>11 |
2 (Moor) |
2 (1400七) |
|
常温抗折强度/MPa |
10.4 |
7.9 |
9.3 | ||
|
高温蠕变率/% (1500K, 12h) |
0.04 |
0.03 | |||
|
应用特征 |
高耐侵蚀性 |
高强度、耐剥落 |
高密度、抗渣蚀 | ||
6. 3. 1.3 VOD 炉用 Mg-Cao 系砖
A MgO-CaO系砖对VoD精炼法的适应性
除生产一般不锈钢外,VoD炉近年来还用 于精炼含Ti、Al不锈钢及超低C和N系特殊 钢。当熔炼一般不锈钢时,进行脱Si为Mg-CaO系渣,炉渣碱度为R~1.4,精炼温度为 1600七左右。熔炼特殊钢种时,炉渣为CaO-Al2O3,碱度为2以上,精炼时间长,操作温度 更高。Mgo-Ca。砖具有良好的耐热剥落性、 耐结构剥落性和耐熔渣渗透性,以及MgO-CaO系砖能净化钢水,达到有效脱硫的目的, 此外MgO-CaO砖价格便宜、对环境污染较轻。
J5Ol- 2180

图6-3抚钢VoD炉耐火材料内衬结构
因此,MgO-CaO质(特别是镁白云石质)也1-黏土砖;2一高铝砖;3-g气砖;4一普通镁锦砖;
被广泛应用于VoD炉。 5一优质镁馅砖;6一滑动水口
B VOD炉用白云石砖
改善渣线部位砖的使用性能是提高VOD炉内衬的耐用性关键。日本开发的低透气率 白云石砖,改善了砖的基质结构,同时粒度组成的改进,使其孔径分布更合理,因而开口 气孔和封闭气孔之间的连通气孔率大为降低,使之具有低的透气性能,从而对抑制渣的浸
6.3 不锈钢精炼装置用耐火材料
透性极为有效。由于砖的强度、抗侵蚀性、耐渗透性能力等高温性能明显提高,损毁速度 降低,VoD炉内衬寿命提高约10%。低透气性白云石砖的性能见表6-12。
|
表6.12 |
白云石砖的性能 | ||
|
_________项目_________ |
改进砖 |
原制品 | |
|
w( MgO)/% |
64.0 |
64.0 | |
|
w(CaO)/% |
33.5 |
33.5 | |
|
显气孔^$/% |
10.3 |
11.0 | |
|
体积密度/g ∙ cm" |
3.08 |
3.05 | |
|
常温耐压温度/MPa |
109 |
74 | |
|
常温抗折温度/MPa (15OOcC) |
4.5 |
3.5 | |
|
抗侵蚀指数 |
105 |
100 | |
|
耐渗透指数 |
110 |
100 | |
C VoD炉用镁白云石砖
镁白云石砖具有如下特性:
(1)脱氧。精炼控制钢中氧含量是确保质量的关键因素之一。含铁、锦和硅氧化物的 耐火材料,很容易馈氧给已经脱氧的钢水。但采用石灰或白云石作内衬时,AI的损耗量 很少。
(2)脱硫。在进行脱硫操作期间,硫必须从钢液中被转移到精炼渣中。
(3)脱碳。在冶炼超低碳钢(W(C) <0.005%)时,增碳取决于砖中碳含量及砖的 损耗速度。
(4)耐炉渣渗透剥落性。VOD炉渣线部位采用MgO-CaO系含碳制品,可以抑制炉 渣渗透产生的损毁,耐剥落性良好。
原上钢三厂、五厂冶炼不锈钢VOD炉采用镁白云石砖。原上钢三厂30t VOD炉采用 德国进口白云石砖砌筑包底、下渣线和上渣线工作层内衬,迎钢面用加厚砖,其余部位使 用高铝砖。
MgO-CaO质耐火材料应用存在的问题除了本身易水化外,还有其在加热时会发生不 可逆收缩而在接缝处损毁。
6.3. 1.4 VOD炉用浇注料
A铝尖晶石浇注料
利用VoD炉真空处理设备无需在铁皮上开排气孔,即利用VOD真空设备,采用减压 干燥与加热干燥相结合的方法,从而实现了无爆裂干燥。VOD炉内衬钢水部位采用改进 后的铝尖晶石浇注料,使用后观察,其表面光洁、坚韧、无任何异常剥落现象,炉衬单耗 降低。
B 抗水化MgO-CaO浇注料
在二次精炼炉中,特别是在熔渣侵蚀严重的渣线部位,抗水化MgO - CaO浇注料对高 碱度炉渣的抗侵蚀性和抗渗透性好、耐剥落性优异。
290
6 炉外精炼用耐火材料
日本的VoD炉内衬一般使用优质镁靖砖,部分VOD炉使用镁白云石砖和铝镁浇注料 内衬。欧洲的VOD炉内衬普遍采用白云石质耐火材料砌筑,德国新开发的镁质白云石砖 为含特殊添加剂的高纯烧结白云石砖,使用中可形成抗侵蚀性保护层。
6.3.2 AoD炉用耐火材料
6. 3. 2. 1 AOD炉衬的工作条件
AOD氨氧炉主要用于熔炼不锈钢。AOD炉精炼过程对耐火材料的作用如下:
(1)为将钢中的碳含量降至很低(W(C) <0.01%),精炼温度需达1710 ~ 1720七以 上,产生较大的热应力,引起热剥落和结构剥落。
(2)开始吹氧时,钢中硅氧化为SiO?,炉渣变为碱度很低的酸性渣(RRo.5)。而在 脱硫期,需要高碱度炉渣(α>3.0)。在精炼过程中,耐火材料受到碱度变化范围很大的 酸碱性炉渣的侵蚀作用。
(3)大量喷吹氨气和氧气,钢液和炉渣激烈搅动,对喷嘴和喷嘴区耐火材料的侵蚀作
用尤为严重。
(4) AOD炉为间歇式操作,炉衬工作面热震大。
因此,AOD炉用耐火材料应具有良好的抗热震性和抗渣性、耐机械磨损、抗冲刷,
结构致密,并具有高强度。
AOD炉衬材质主要有镁馅质和白云石质两种类 型。镁倍质耐火材料具有高温强度大、对中低碱度 炉渣抗侵蚀性能好等优点。但受高碱度脱硫渣的侵 蚀严重,且抗热震性差,废砖污染环境,价格较高。 而白云石传能克服上述缺点,随着冶炼操作过程造 渣制度的改进,AOD炉已趋向于采用白云石质耐火 材料。美国、英国主要采用镁倍砖。中国及西欧国 家注重发展镁钙系砖及碳含量相适应的白云石砖和 镁白云石砖等,材质上要求高纯度、低杂质。图6-4 是MgO-Ca0质AoD炉典型内衬结构图。我国AoD 炉早期内衬使用优质镁倍砖、预反应镁倍砖和再结 合镁馅砖,使用寿命约30次。后来改为以镁白云石 砖为主体材料,风口区使用再结合镁倍砖的组合 炉衬。
6. 3. 2. 2 AOD 炉用 MgO - Cr2O3 系砖
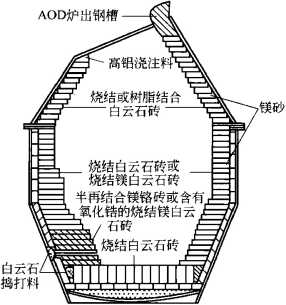
图6-4 AOD炉典型内衬结构
(1)沪帽:采用普通镁倍砖,困该部位侵蚀较轻,一般也用高铝浇注料,以罐磨盐结 合,用金祸件或陶瓷与炉帽外壳锚固。 学
(2)炉衬。通常AoD炉内衬一般用直接结合MgO - CrQs砖,半再结合MgO MCa躲 砖和再结合Mgo-O?5凭砌筑。这类Mgo-Cr23传中w(MgO) =40% ~60% ,易速旅 性氧化物的也2。3应尽量低,"(Cr2O3)/W(Fe2。3)"2.5,主要负荷部位W(Cr2。3)4 w( Fe2O3) >3c
__________________6.3 不锈钢精炼装置用耐火材料"_________________ 291
(3)风口病。AOD炉衬按部位使用MgO-Cr203的蚀损顺序是:吹风侧 >耳轴侧 > 出 钢侧,关键是风口砖。使用结果表明,采用具有高&2。3含量、低渗透性能的高纯直接结 合镁錯砖、再结合镁辂砖和半再结合镁馅砖可获得高寿命。
近年来也开发了超高温烧成的致密再结合镁信砖和镁错砖,烧成和不烧镁错砖作为风 口砖在太钢AoD炉试用,炉龄达40次。
6. 3. 2. 3 AoD 炉用 MgO-Cao 系廣
MgO-Cao系耐火材料具有抗渣性、耐热震,高温真空下的稳定性好,高温强度较 大。镁白云石砖可以适应碱性渣的大范围波动,因为CaO与SioZ生成CQ的致密层保护 砖不再侵蚀。但镁白云石砖的高温强度、防水化不如镁倍砖,然而因价格低,无公害及 其他优点,在AoD耐材中得到推广应用。
日本AOD炉在熔池和炉壁一般用镁辂砖,镁白云砖用于炉底。在磨损和炉渣侵蚀剧 烈部位用镁倍砖有利。在底部镁白云石蚀损速度比渣线和风口周围小,综合砌筑炉衬的蚀 损速度对比,镁白云石砖为镁辂砖的1/2 ~ 1/3。表6-13为中国精炼炉用白云石质耐火材 料的性能。
表6-13中国镁白云石质耐火材料的性能
|
材料种类 |
1 |
2 |
3 |
4 | |
|
烧成油浸 镁白云石砖 |
烧成油浸 镁白云石砖 |
电熔 镁白云石砖 |
烧成油浸 MgO - CaO 系砖 | ||
|
化学组成/% |
MgO |
80.2 |
73 -76 |
66. 55 | |
|
CaO |
14. 86 |
27. 32 |
13 ~42 | ||
|
Al203 Fe2 O3 SiO2 |
0.45 1.98 1.62 |
卜, |
} 3 ~4 | ||
|
物理性能 |
体积密度/g ∙ cm-3 |
3. 02 |
3. 10 ~ 3. 20 |
3. 13 | |
|
显气孔率/% |
13 |
4.2 | |||
|
耐压强度/MPa |
71.4 |
60-80 |
102.8 | ||
6. 3. 2. 4 太钢AOD炉耐火材料及寿命
AoD炉早期应用镁倍砖,因价格高且产生公害而发展镁白云石砖(烧成油浸镁白云 石砖、电熔镁质白云石砖)。太钢AoD炉衬采用镁白云砖取代镁倍砖,其寿命增加120 ~ 160 炉。
AOD炉砌筑方式有:镁倍砖炉衬(理化指标见表6-14);镁白云石炉衬(理化指标见 表6-15);熔池后墙用镁倍砖,炉身炉底用镁白云石混砌等形式。
表6-14镁馅砖理化指标
|
化学组成功/% |
体积密度 /g * Cm-3 |
显气孔率 /% |
常温耐压强度 /N ∙ mm -2 |
荷重软化温度 /七 | |||
|
MgO |
Cr2O3 |
SiO2 |
Fe2 O3 | ||||
|
>65 |
18~20 |
<1.2 |
14 |
3.2 |
<16 |
学50 |
^17∞ |
292
6炉外精炼用耐火材料
表6-15镁白云石砖的理化指标
|
项目 |
化学组成w/% |
体积密度 /g ∙ Cn1 ~3 |
显气孔率 /% |
常温耐压强度 /N ∙ mm~2 | |||||
|
MgO |
CaO |
SiO2 |
Al2O3 |
Fe? O3 |
Mn3O4 | ||||
|
A型砖 |
62 |
37 |
0.5 |
0.3 |
0.7 |
0.2 |
2. 98 |
13 |
66 |
|
B型砖 |
39 |
59 |
0. 78 |
0. 47 |
0. 78 |
0. 16 |
2. 95 |
1Z6 |
105 |
AOD炉耐火材料寿命的影响因素如下:
(1)耐火材料的性能。如耐火度、高温强度、气孔率、杂质含量、砖型尺寸、内部疏 松裂纹、镁白云石砖的防水化问题等,都严重影响炉衬寿命。
(2)工艺操作。如砖型设计不合理,砌筑砖缝大于2mm,烘炉温度低于IOOOtC ,升 温速度大于10。七/h;精炼温度大于1750七(熔池温度在1700霓时,每提高50也,耐火 材料侵蚀速度提高一倍);炉渣性质(A<1.8, w(MgO) <8%);操作事故如低温返吹, 粗钢水成分出格需大量补加冷料,连铸钢水回炉返吹等。
(3)设备。风枪夹角不合理,冷却气供气压力流量不合理,使蘑菇头过大,冷却气流 分散,当停炉间隙至使风枪周围耐火材料温度急降为850P以下。若冷却气环缝堵塞,失 去冷却效果,风眼砖迅速侵蚀成窝状而漏钢;因无顶枪使吨钢供氧强度(标态)低于 Im3Zmin,精炼时间长,气路设计不合理,流量分配不均,风枪结构不合理,自动上料系 统不完善,微机控制炼钢精度不够。
6.4真空处理装置用耐火材料
真空处理过程中,钢液和真空装置或容器(钢包)的耐火材料接触时,随着真空度的 提高,耐火材料中的氧化物易被钢液中的碳还原。因此,在真空熔炼或处理中,应选用不
含易被碳还原或其还原后溶解于钢液中的元素,对钢性能无害的氧化物耐火材料。例如,
MgO、Al2O3, Cr2O3, Zro?、白云石等作内衬。
6. 4.1 RHzRH-OB炉用耐火材料
6. 4. 1. 1 RH耐火材料内衬
RH/RH - OB装置在真空密封条件下工作,其使用 条件:高温(约1600K)操作、热循环(高达 600七)、气压循环(从大气常压至66.66Pa)∖高速的 钢水流动(经潜入管时为lm/s)以及与侵蚀性渣(硅 酸钙、铝酸钙和铁酸盐)和氧化铁熔融物接触。RH/ RH-OB内衬通常采用优质镁馅砖或碱性捣打整体衬或 按照不同部位的使用条件采取分区砌衬的综合内衬。
RH脱气装置的典型内衬剖面如图6-5所示。
6. 4. 1. 2 RH真空室用耐火材料
RH真空室耐火材料要求具有优良的耐侵蚀性及抗
图
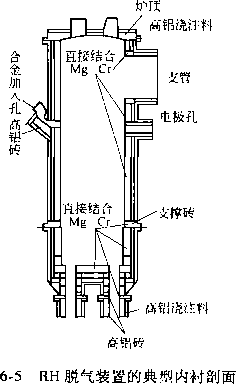
6.4 真空处理装置用耐火材料
293
热震等性能。RH真空室一般采用镁馅砖。镁倍质耐火材料具有以下特性:
(1)良好的耐火性能。砖的主要组成均系高熔点物相(Cr203 2260"、MgCr2O4 2180cC x MgFe2O4 1890ct)即使砖中SiO2, CaO杂质共存,最低熔化温度也在1500工以上。
(2)高温强度大。1500K时的高温抗折强度,&203含量10%时为4MPa,含量增至 20% 时,则为 9. 8MPa。
(3)抗酸性渣的侵蚀性良好,尤其在炉渣碱度小于L 2时,更显示它的优越性,同时 也有一定抗碱性渣的能力。
RH/RH-OB真空脱气装置,目前多采用高纯高倍烧成的镁倍砖。吹氧口砖采用半再 结合镁馅砖;升降管、底部、中下部内衬等侵蚀区采用高温烧成直接结合镁信砖,升降管 外衬用特级高铝捣打料,优质浇注料等。国内外均重视真空脱气装置,耐火材料内衬寿命 的提高,所用的材料不尽相同。如北美炼钢厂RH/RH-OB脱气装置所用MgO-Cr203砖, 包括传统的直接结合镁倍砖、再结合镁馅砖、半再结合镁辂砖以及特种的复合镁燃砖等。 其中以叭(⅛O3)/W(MgO)=O.2 ~0.4的特种复合镁倍砖最好,产品特性见表6/6。
表6.16 RH和RH-OB脱气装置用直接结合镁馅砖的特性
|
产品种类 |
A砖 (传统的) |
B⅛ (复合的) |
C砖 (特种的) |
D砖 (再结合的) |
|
化学成分始/% | ||||
|
MgO |
63.7 |
61.7 |
60.0 |
59.8 |
|
CI"203 |
15.2 |
18.0 |
21.3 |
19.2 |
|
CaO |
0.7 |
0.5 |
0.6 |
0.6 |
|
SiO2 |
1.6 |
1. 1 |
1.0 |
1.8 |
|
体积密度/g , cm-3 |
3. 1 |
3.2 |
3.3 |
3.3 |
|
显气孔率/% |
16 |
16 |
13 |
13 |
|
常温耐压强度/MPa |
37 |
62 |
63 |
46 |
|
抗折强度/MPa | ||||
|
常温 |
4 |
9 |
10 |
11 |
|
.1260r |
12 |
12 |
14 |
16 |
|
1480乞 |
3 |
3 |
4 |
5 |
|
循环之前抗折强度_______ |
4 |
9 |
9 |
14 |
|
震性 1200"下,循环之后的抗折强度/MPa |
2 |
2 |
3 |
2 |
|
损失率/%________________ |
50 |
78 |
67 |
86 |
|
-1300七下,循环之后的抗折强度/MPa |
1 |
1 |
2 |
1 |
|
损失率/%________________ |
75 |
89 |
78 |
93 |
|
蚀损率②/mm ∙ h ~ |
0.8 |
0.7 |
0.5 |
0.4 |
|
__________蚀损指数/%__________ |
1∞ |
88 |
62 |
50 |
|
通气管、管口、 |
通气管、 | |||
|
用 途 |
-LWyTU |
底,下部、中 |
吹氧风口、 |
下部筒体 |
|
部和上部筒体 |
管口 |
注:A砖是传统的较理想的直接结合MgO-Cr203砖,抗热震性最好,但抗侵蚀性却最差。
B砖是半再结合MgO - Cr2O3破抗侵蚀性中等,但抗热震性好于D砖。
C砖是一种以烧结镁砂为颗粒,以方镁石和氧化倍为结合基质的特种复合直接结合MgO-Cr203砖,这种高常 传是各种性能最佳综合,抗侵蚀性和抗热震性均居第2位,孔隙率较低,强度较高。
D砖是再结合镁倍砖,抗侵蚀性最佳,但热震破坏却最大。在传统的直接结合Mgo-Cr203砖中,则是以高温 烧成的镁馅砖为好。
①棒形试样循环试验;②旋转渣试验。
294
6 炉外精炼用耐火材料
近年来,由于环保原因,国内外对无馅耐火材料进行了大量探索。MgO - MgO ∙ Al2O3 砖取代Mgo-Cr203砖被广泛应用。MgO-MgO ∙ Al2 O3 ⅛ (又称Mgo-SP砖)中,由于 Mgo和Mgo ∙ A⅛03的热膨胀性能的差异而产生微裂纹而提高了抗热裂剥落性能。但其结 合组织和抗蚀性能有待改进,试验表明,加TiO2的MgO-SP砖性能有明显提高。MgO-C 砖通过在配料中加入金属等抗氧化剂和在筑炉时使用MgO结合剂提高抗氧化性能,也在 RH装置上应用。此外国外也在RH装置进行了特种碱性耐火材料和耐火浇注料试用。
6.4.1.3升降管用耐火材料
升降管由气体喷射管、支撑耐火材料的钢结构 和耐火材料构成。钢结构被固定在中心,高温烧成 镁倍砖为衬里,外面用浇注料。国内产品用于大型 RH装置、升降管等部位,已达到进口产品水平, 或超过同期产品实际使用效果。如洛阳某厂生产的 低硅高强度镁倍砖、组装用耐火泥浆的性能均达到 了进口产品实物水平,使用效果良好。5个升降管 用于宝钢300t RH炉,平均寿命106. 6次,最高达 119次,超过同期进口镁馅质升降管的水平。1992 年,镁借砖在下部槽进行两个炉役的使用,分别为 124次和156次,超过同期进口砖水平。当时由于 RH炉刚经过大修,精炼工艺不稳定,OB氧枪吹氧 量大,吹氧次数多,却仍然保持较高的炉次。
宝钢从日本引进的30Ot RH-OB真空脱气装置 的耐火材料主要为镁辂质。真空室下部槽、升降管 用日本播磨公司和奥镁公司的半再结合和直接结合 镁馅砖,下部槽的平均使用寿命分别为180次和 185次,升降管的平均使用寿命分别为80次和85 次。使用国产镁密砖,下部槽和升降管平均使用寿 命分别为102次和70次。
图6-6为宝钢RH真空脱气装置耐火材料应用 示意图,各部位的耐火材料种类及性能列于表6-17。 见表6-18, RH内衬材质与寿命见表6-19。
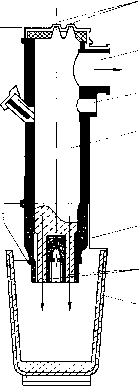
图6-6宝钢RH真空脱气装置用耐火材料 1—吹気孔;2-顶盖;3—排气孔;4-电极孔;
5-真空室上部;6—真空室下部;7-浸渍管 (上升管与下降管);8-钢包
一些国家RH内衬用耐火材料的性能
表6-17宝钢RH真空脱气装置用耐火材料种类及性能
|
使用部位______ |
隔热衬 |
真空室 |
____浸渍管 | ||
|
耐火材料 |
轻质砖 |
硅钙板 |
直接结合镁馅砖 |
半再结合镁■传 |
高铝浇注料 |
|
化学组成』/% | |||||
|
MgO |
注65 |
63.23 | |||
|
Cr2O3 |
W13 |
22.40 | |||
|
Al2O3 |
N48 |
N90 | |||
|
SiO2 |
W5 |
2.43 | |||
|
Fe2O3 |
WZO | ||||
6.4 真空处理装置用研火材料
-295
续表6・17
|
使用部位 |
____隔热衬 |
真空室 |
浸渍管 | ||
|
耐火材料 |
轻质砖 |
硅钙板 |
直接结合镁馅砖 |
半再结合镁酔砖 |
高铝浇注料 |
|
显气孔率/% |
⅞18 |
14 | |||
|
体积密度/g∙ cm-3 |
≤0.9 |
≤0. 25 |
"2.95 |
3.28 |
2. 70 |
|
常温耐压强度/MPa |
m3. 5 |
MO. 5 |
/40 |
53.7 |
*40(loor) 注30 (1500r , 3h) |
|
抗折强度/MPa |
*0.5 |
26.0 (i2oor) |
10.8 (1400工,0.5h) |
扌3.0 (i4oor) | |
|
耐火度/p |
I(XX) (最高使用温度) |
1850 | |||
|
荷重软化点/霓 |
N1650 |
>1740 | |||
|
导热系数/ W ∙ (m ∙ K) τ |
≤0.40 (350CC) |
0.058 (7or) | |||
|
重烧线变化率/% |
≤2.0 (IoOO 霓) |
0.5 (1500t, 3h) | |||
表6.18 RH内衬用耐火材料的性能
|
项目 |
日本 |
奥地利 Radex - BF3 |
美国伯利恒厂 |
高铝砖 | ||
|
A |
B |
C | ||||
|
化学组成w/% | ||||||
|
SiO2 |
1.8 |
1.99 |
1.4 |
2. 34 |
0.7 |
10.5 |
|
Al2O3 |
8.9 |
8.64 |
5.6 |
5. 80 |
6. 30 |
82. 1 |
|
Fe2O3 |
4.4 |
5.06 |
7.2 |
8.94 |
11.50 |
0.7 |
|
CaO |
0. 73 |
1.54 |
1.40 | |||
|
MgO |
7.4 |
71.61 |
53.6 |
60. 38 |
60.0 |
0. 1 |
|
______5°3______ |
9 9 |
11.99 |
31.4 |
21.30 |
19.3 | |
|
显气孔率/% |
16.0 |
18.0 |
16.2 |
14.7 |
15.0 |
17.4 |
|
体积密度/g ♦ Cm-3 |
3. 11 |
3.05 |
3.22 |
3. 25 |
3. 28 |
3. 08 |
|
常温耐压强度/MPa |
58.0 |
46.0 |
49.0 |
76.6 |
115 | |
|
高温抗折强度/MPa |
7.04 (14∞r) |
9.29 (140OCC ) |
2.8 (14∞T) | |||
表6.19 RH内衬材质与寿命
|
厂另U |
真空室容量/t |
真空室 |
上升管 |
下降管 |
______寿命/次______ | ||
|
真空室 |
上升管 |
下降管 | |||||
|
新R铁八幡厂 |
150 |
直接结合 镁億砖 |
高铝砖 |
高铝砖 |
432 |
200 |
200 |
|
川崎水岛厂 |
160 |
镁倍砖 |
10∞ | ||||
|
俄罗斯 |
镁信砖 高铝砖 |
高铝砖 |
高铝砖 |
壁800 底450 |
200-250 |
200-150 | |
|
德国蒂森公司 |
150 |
镁馅砖 |
壁 1050 底550 |
150 |
150 | ||
296
6 炉外精炼用耐火材料
武钢2号RH炉使用18个升降管,平均寿命为29. 35次,与进口镁倍砖平均寿命相 当。通过改进RH炉精炼操作工艺,升降管寿命平均提高至60. 5次。当下部槽国产砖与 进口砖混合砌筑,使用后国产砖残传比进口砖明显凸出。洛阳某厂生产的砖与进口砖的性 能见表6-20。・
表6.20 RH升降管与下部槽用耐火材料
|
项目 |
国产砖(洛阳某厂) |
进口砖 | ||||||
|
宝钢RH用 |
武钢RH用 |
宝钢RH用 |
武钢RH用 | |||||
|
1号 |
2号 |
1990 年 |
1991 年 |
日本 |
奥镁 |
日本 | ||
|
品川 |
某厂 | |||||||
|
化学组成/% MgO Cr2O3 SiO2 |
73.3 14.8 2. 14 |
72.04 16.69 1.80 |
65.05 ~69.8 19. 50 ~ 17. 96 L 52 ~ 1.66 |
64. 62 ~70. 61 18. 16-21.27 1.7~2.0 |
72. 1 ~ 73. 3 11.3 ~ 12. 9 1.9 -2. 3 |
64.8 20.02 2.9 |
62.66 18.8 1.5 |
72.4 16.7 |
|
显气孔率/% 1⅛l密度/g ∙ Cm'3 常温耐压强度/MPa 荷重软化温度/七 |
12.9 3.22 43.8 1750 |
13.9 3.20 3.0 1750 |
15 -18 3.07-3. 17 47.8 ~ 86.4 >17∞ |
13-16 3. 14~3.28 44.2~66. 1 1750-1760 |
15. 1-15.6 3.09~3. 11 55.8 -65.5 |
15 ~20 3.23 57.2 >16∞ |
4 3.20 73.5 1700 |
13 ~15 3. 18 -3. 27 51.5-83.4 17∞ |
|
高温抗折强度/MPa 120Ot 1400霓 |
16.5 8.4 |
11.9 5.9 |
10.2-10.4 |
10.0-11.8 | ||||
后来武钢等开发的刚玉-尖晶石浇注料,采用致密刚玉骨料,精选尖晶石,优质 α-AUO3微粉为基质,纯铝酸钙水泥为结合剂,配以适量辅助剂、添加剂等。浇注料耐 热震、抗冲刷,在武钢二炼钢RH升降管使用,平均寿命82. 1次,总平均时间 1625min,最高使用寿命达119次,时间2526min,超过了攻关目标80次,150Omin的 要求。与1993年60次相比,提高寿命36%。KT-8 8R刚玉-尖晶石浇注料理化性能 见表6.21。
表6-21刚玉-尖晶石浇注料性能
|
化学组成/% |
物理性能 |
nor, 24h |
HOOcC, 3h |
1500cC , 3h |
|
Al2O3 ^88 Mgo =6 ~8 SiO2 ≤0. 5 |
耐压强度/MPa |
N60 |
Ss 70 |
N120 |
|
抗折强度/MPa |
三7 |
呑8 |
320 | |
|
体积密度/gym-3 |
N3. 1 |
注:施工用水量为干材料的4. 2%。
根据武钢、宝钢RH、RH-OB插入管的工作条件,洛耐院与之共同研制开发的镁倍 砖,具有高强度、抗侵蚀、耐热震性能,能满足大型精炼装置的需要,并全面实现国产
__________________6.4 真空处理装置用耐火材料 _________ 297
化。采用高纯菱镁矿和倍精矿为主要原料,电熔与烧结合成料并用,引入少量高效添加 剂,制成显微结构合理、性能良好的镁馅砖,见表6-22。该砖在武钢引进的2号RH和宝 钢30Ot级RH-OB炉升降管使用,平均使用寿命为76. 3炉次和Ill炉次,平均侵蚀速率 为 0. 53mm∕炉和 0. 38mm∕炉。
表6-22镁倍砖理化性能
|
项目 |
洛耐院 |
日本 |
奥地利RadeX |
|
化学组成"/% | |||
|
MgO |
64. ∞ |
71.61 |
60. 28 |
|
Cr203 |
15.56 |
11.99 |
21. 30 |
|
SiO2 |
1.97 |
1.99 |
2. 34 |
|
Al2O3 |
8. 00 |
8. 65 |
5.09 |
|
Fe2O3 |
7. 83 |
5.06 |
8.94 |
|
CaO |
1.23 |
0.73 |
1.54 |
|
显气孔^/% |
14 |
18 |
15 |
|
体积密度/g ∙ Cm-3 |
3. 27 |
3.05 |
3.25 |
|
常温耐压强度/MPa |
121.0 |
46.0 |
76.6 |
|
高温抗折强度/MPa (1400cC , 0. 5h) |
12.6 |
7. 04 |
9.29 |
|
荷重软化温度/" |
>1700 |
>1730 |
>1720 |
6.4. 1. 4 升降管外衬用浇注料
RH炉间歇式操作带来强烈热震破坏和熔渣侵蚀,导致升降管外衬浇注料因严重龟裂 而损毁。为使浇注料的寿命达到与内衬寿命同步的目的,开发了低水泥或无水泥浇注料。 材质为高铝、刚玉或铝镁质。加入适量的融203或Mgo超细粉使耐蚀性有所提高。利用 镁-铝浇注料产生的膨胀性,或加入4%左右的不锈钢耐热纤维增强,抗热震性大大提高。 洛耐院研制的超低水泥,馅刚玉-莫来石浇注料(ULC-AKl型),用于武钢RH真空脱 气炉升降管外衬,平均寿命为79. 7次。
6. 4. 1. 5 RH/RH -OB 用 MgO -C 砖
真空室下部一般使用耐磨损优异的高温烧成镁倍砖,但由于RH升温时间延长和长时 间高温及间歇操作的影响,熔渣的渗入使下部槽侧壁镁辂砖的剥落损毁加剧。过去认为, 若MgO-C用于RH/RH -OB会因Mgo-C反应以及渣层的影响增加损耗,从风口部位进 行的对比试验结果也表明,由于Mgo-C接缝部位的损坏氧化作用导致超前损毁,不如直 接结合镁倍砖。后来改用组织工作结构均匀,显气孔率低的镁碳砖。因为它具有高温高压 蠕变小;抗热震性良好;石墨的不浸润性,易于形成熔渣的保护层,且耐侵蚀、抗热震等 特性,在实际应用中取得了良好的使用效果。镁馅砖与镁碳砖分别砌于下部槽,从钢水接 触部位使用对比,镁碳砖的损毁减少20% ~30%。
298
6 炉外精炼用耐火材料
6.4.2 RH-KTB耐火材料
6. 4. 2. 1 RH-KTB 用镁辂廣
RH-KTB操作中由于钢水飞溅,二次燃烧使耐火材料表面也会附着金属。二次燃烧 生成的CO?与附着金属接触时则发生反应:Fe(I) +C02(g)=Fe0(l) +CO(g),决定耐火 材料寿命的主要因素是FeO的侵蚀。采用低熔点的高絡含量镁倍砖,可以提高下部槽寿 命,保证KTB操作稳定。
6. 4. 2.2 RH- KTB法用镁钙碳砖
日本千叶钢厂85t顶底复吹转炉冶炼不锈钢。二次精炼使用氧气顶吹喷枪,真空脱气 (KTB)o在1700七高温下,长时间喷吹。喷吹期间渣的碱度由低向高急剧变化,使耐火材 料内衬的使用条件趋于恶化。原用烧成白云石砖,在精炼期产生严重剥落,继而改用镁钙 碳砖取得良好效果。在吹炼初期增加了 CaO投入量,以获得高碱度炉渣,使炉衬寿命提 高,耐火材料成本降低了 60%。
6.4. 2. 3 RH炉用透气塞的发展
RH循环脱气法的主要工艺要求把惰性气体引入上升管。典型的装置是经过吹气管 (钢管)喷吹儘气。现在开发了定向型多孔透气 塞取代吹氨气的管子,除了改善流量控制外,透 气塞使气泡分布均匀,并具有较小的蚀损速率。
6.4.3 DH法用耐火材料
DH真空脱气炉所用耐火材料按使用部位分 三个区域:
真空室上部:高铝砖、镁砖、白云石(镁 白云石)砖。后来也用直接结合镁婚砖。
真空室下部:直接结合镁馅砖、电熔镁倍 砖、再结合镁倍砖。
上升管:上升管内部为直接结合镁辂砖,上 升管外部为高铝浇注料。DH炉内衬使用镁碳砖 取得了良好效果。图6-7为日本新日铁八幡制铁 所30OtDH真空脱气耐火材料的内衬结构。DH 内衬用砖性能见表6-23。
提高DH装置内衬寿命的措施:
(1)防止钢包内熔渣流入真空室引起的熔
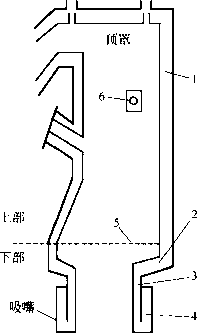
图6-7日本DH真空脱气装置用耐火材料
1一直接结合镁緒砖;2一再结合镁馅砖;
3一半再结合镁锦砖;4一高铝浇注料;
5-钢液线;6-电极孔
损,往真空室添加烧结AI2O3-SiO?系耐火材料,促进工作表面形成尖晶石保护层。
(2)改进砌衬方法,减薄真空室侧墙隔热层,由3层保温板减为1层,并用AI2O3为 83%的致密高铝砖砌筑。
(3)采用高铝和镁倍质喷补料进行喷补。
(4)防止真空室底壳变形。
6.5 其他精炼技术用耐火材料
表6-23 DH内衬用碱性砖的性能
|
项目 |
直接结合镁信砖 |
再结合镁倍砖 |
半再结合镁信砖 |
电熔镁倍砖 |
镁白云石砖 |
镁碳砖 |
|
化学组成w/% | ||||||
|
SiO2 |
1.8 |
2.4 |
1.6 |
2.6 |
0.8 | |
|
Al2O3 |
10.8 |
9.4 |
9.7 |
15.0 |
0.2 | |
|
Fe2O3 |
4.9 |
7.9 |
7.0 |
8.3 |
1.4 | |
|
Cr2O3 |
17.2 |
29.0 |
24.6 |
18.0 | ||
|
CaO |
0.9 |
1. 1 |
0.8 |
0.9 |
34.8 | |
|
MgO |
64.0 |
50.7 |
55. 1 |
55.0 |
63.3 |
79 |
|
C |
11 | |||||
|
体积密度/g , cm-3 |
3. 14 |
3.31 |
3.24 |
3. 30 |
3. 06 |
2. 99 |
|
显气孔^/% |
15.5 |
14.4 |
16.3 |
14.0 |
11.4 |
3.5 |
|
耐压强度/MPa |
92.7 |
98.8 |
115.9 |
100.0 |
117.0 |
56 |
|
抗折强度/MPa | ||||||
|
常温 |
12.7 |
17.3 |
18.9 |
16.0 | ||
|
1400丁 |
10.7 |
13.9 |
13.4 |
3.6 |
9.8 | |
|
使用部位 |
真空室 侧墙 顶部 |
真空室 侧墙下部 吸嘴内壁等 |
真空室 侧墙下部 |
真空室底 |
真空室 侧墙 顶部 |
真空室 吸嘴 |
6.5其他精炼技术用耐火材料
6. 5.1钢包吹嵐精炼用耐火材料
炉外精炼中广泛采用使用透气砖的底吹氨技术。底吹載系统要完全承受精炼所产生的 各种应力,吹气系统所用耐火材料的质量和结构应具备如下特性:
(1)良好的透气性;
(2)耐侵蚀并具有足够的强度;
(3)抗钢水渗透性好;
(4)具有良好的抗热冲击性,在反复吹氣时不开裂,不剥落;
(5)安装简单、安全可靠。
6.5.1.1 底吹法透气砖类型与结构
按透气砖的内部结构,透气砖有弥散型、狭缝型、直通孔型和迷宫型等类型,如图 6-8所示。
(1)弥散型:弥散型透气砖只限于用在精炼钢包,圆锥弥散型透气砖使用较为普遍, 氫气通过砖本身的气孔形成的连通气孔通道吹入钢包,其缺点是强度低,易被磨损侵蚀, 喷吹气泡流分布不佳,搅拌效果较差。
(2)狭缝型:这种透气砖由数片致密耐火砖层叠起来,在片与片之间放入隔片,再 用钢套紧固封闭,这样在片与片之间形成气体通道,或是在制造耐火材料时,埋入片状 有机物质,烧成后形成直通狭缝或气孔通道。这种透气砖的强度较高,耐侵蚀性能好,
30θ ___________________6 炉外精炼用耐火材料___________________
透气性能好。其主要缺点是吹入气体的可控性较差。
(3)直通孔型:由数量不等的细钢管埋入砖中而制成定向透气砖,或在制造耐火 材料时埋入定向有机纤维,烧成后形成直通气孔通道。其造型一般为圆锥形或矩形。 定向透气砖中气体的流动和分布均优于非定向型,气体流量取决于气孔的数量和孔径 的大小。孔径一般在0.6 ~1. Omm之间。定向透气砖的使用寿命一般比非定向型高 2~3 倍。
(4)迷宫型:这种透气砖通过狭缝和网络圆孔向钢包吹气,是在原来不规则狭缝型透 气砖基础上改进而成,其安全可靠性高,供气量恒定。



耐火材料
並
不锈钢细管
(d)
图6-8钢包吹氣透气砖的类型
(a)弥散型;(b)狭缝型;(C)直通孔型;(d)迷宫型
6.5. 1.2 透气砖材质与应用
选择透气砖材质时应考虑的如下因素:
(1)在保证透气度恒定的条件下,气孔孔径应尽可能小;
(2)材料与钢水之间的润湿角大;
(3)渗入的钢水与透气砖发生反应,能形成液相,进而变成薄膜,防止钢水继续 渗透;
(4)采取抗热震性良好的耐火材料。
国产透气砖材质有刚玉质、信刚玉质、高铝质和镁质等。目前主要为直通孔型和狭缝 型,弥散型较少。新开发的抗热震性和耐侵蚀性更好的信刚玉质透气砖,结构上为迷宫型 透气砖,其特点是透气砖内的透气通道为网络状,形似迷宫,防止钢水渗透能力强,并有 利于透气通道吹气。透气砖理化性能见表6-24。
培刚玉质定向狭缝型透气砖,采用真空振动浇注成型,全自动控制干燥和高温烧成等 工艺。该透气砖在引进15OtLF炉和20OtCAS-OB炉上使用,达到和超过同期进口奥地利 RadeX和日本品川产品水平。电熔再结合镁质透气砖,在大连钢厂13t VOD精炼炉上使用, 正常吹氣压力0.02 ~0.05MPa,吹氨流量0. 6 ~ 1. Bm3/h,每炉吹氫总时间60 ~ 80min,开 罐温度为1730 ~ 1790七,平均侵蚀速率8 ~ 15mm∕炉,使用寿命比原用刚玉质透气砖提高 一倍以上,每炉钢底吹搅拌用气费用节约50%左右。
6.5其他精炼技术用耐火材料
表6-24透气砖理化性能
|
材质 |
化学组成/% |
显气孔 |
体积密度 |
常温耐压 | ||||||
|
MgO |
Al2O3 |
SiO2 |
CaO |
ZiO2 |
Fe2O3 |
⅛O3 |
乘/% |
/g ∙ cm -3 |
/MPa | |
|
倍刚玉质 |
90.67 |
1.80 |
1.45 |
3.22 |
107.3 | |||||
|
电熔镁质 |
94. 32 |
0.26 |
1.36 |
1.81 |
0.47 |
19 |
2.90 |
40.9 | ||
|
错-莫来石 |
75.94 |
11.78 |
6.29 |
1.78 |
28 |
2. 56 |
42. 1 | |||
|
刚玉质 |
96.01 |
2.91 |
0. 13 |
23 |
2.99 |
130.6 | ||||
|
高铝-刚玉 |
82.08 |
11.64 |
1.83 |
22 |
2.65 |
87.3 | ||||
透气砖的安装有两种方式,内装式和外装式。图6-9为内装式,透气砖与座砖在钢包 外预先组装在一起,在砌筑钢包时,清理好包底透气传的位置,砌好垫砖,将带座砖的透 气砖吊装至该位置,然后依次砌筑包底和包衬。图6-10为外装式透气砖的装配情况,它 由座胸、套砖和透气砖组成。在砌筑钢包时,在包底安装好透气砖座砖后即可砌包底及包 壁,最后将套砖和透气传外侧均匀地涂上耐火泥,依次用力装入座砖中,再在套砖和透气 砖底部封上垫砖,盖上法兰,烘烤。内装式透气砖适用于钢包底衬砖与透气砖的寿命同步 的情况下,而外装式特别适用于需经常更换透气砖的情况,表6-25为透气传的座砖、套 砖和耐火泥的性能。
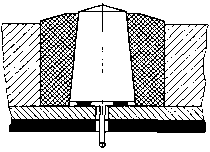
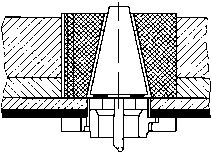
图6-9内装式透气砖安装示意图
图6-10外装式透气砖安装示意图
表6-25透气砖用座砖、套砖和耐火泥的性能
|
材料种类 |
_____座砖及套砖_____ |
耐火泥 | |||
|
镁辂质 |
高铝质 |
镁信质 |
高铝质 | ||
|
化学组成版/% |
MgO ⅛θ3 |
N92,0 |
>88.0 2"0~5.0 |
/90.0 |
斗 80.0 6. 0 ~ 15. 0 |
|
体积密度/g ∙ cm -3 |
m3.05 |
£3.05 |
N2.0 |
⅛2,0 | |
|
物理性能 |
常温耐压强度/MPa |
N45 |
N25 | ||
|
耐火^/七 |
N1670 |
N1680 |
N1790 |
N1790 | |
6.5.2喷射冶金喷枪用耐火材料
喷吹技术发展初期,喷枪枪体多半是采用袖砖装配而成,称为装配式喷枪。其材质多 数是黏土砖、高铝质,少数为高铝-石墨质。这种耐火砖装配式喷枪,热膨胀小,体积较 稳定,但在构造上有砖缝,耐用性差,寿命低。国内用过黏土质,高铝质、铝碳质、镁质
302
6 炉外精炼用耐火材料
或不烧铝质袖砖装配式喷枪。
随着喷吹技术的进步,国内外相继开发了不同材质的整体式喷枪,以提高其使用寿 命。其材质国外是以纯铝酸盐水泥结合的钢纤维增强的刚玉质浇注料为主。
我国开发的以α-AUOj细粉为基质、刚玉质或高铝质浇注料为主体,采用钢纤 维增强,振动成型的整体喷枪,以及组装式铝碳质(纤维增强)的喷枪使用效果 良好。
整体喷枪结构为复合式,由三部分组成:枪头、主枪体、辅枪体,枪头材质为刚玉质 浇注料,主枪体材质为刚玉和高铝浇注料,前者与钢渣接触的是钢水。枪体外表面用Imm 薄铁皮包裹,内有060mm的钢管,中间为钢纤维增强耐火浇注料。辅枪体材质为黏土浇 注料,夕卜形为020OmmX IOOOmm或¢20OmmX500mm,其枪体结构与主枪相似。喷枪头和 主枪体以及主枪体和辅枪体的接缝是一种热硬性泥料,其M√AI2O3)大于95%,这种泥料
塑性和铺展性好,使用方便,结合强度高, 图6-11为洛阳耐火材料研究院研制 喷射冶金用整体喷枪的结构。它由三种 耐火浇注料制成:渣线采用刚玉质浇注 料,渣线以下和以上采用Al?CS含量较 低的耐火浇注料。应用于齐齐哈尔钢厂 40tSL装置,寿命达15 ~ 20次。
宝钢KIP喷枪采用国产原料生产的 耐热钢纤维增强低水泥刚玉质浇注料替 代进口浇注料,制造的喷枪使用寿命 15 ~ 20次,平均寿命为80min∕支,最高 达 188m⅛∕ 支。
抗熔渣侵蚀性好。
图6-11整体喷枪的结构与耐火材料材质
I一枪头;2—喷嘴;3-消耗性外壳;4—内芯管;
5一耐火浇注料;6-喷管;
I—纯AkR-CaO 系浇注料;Il—高刈03 的 Al2O3-SiO2 系浇注料;ID—中小2。3的AlzOs-SiO2系浇注料
喷射冶金钢包内衬材质一般采用高铝砖,白云石砖及镁白云石砖等,渣线处则选用镁 碳砖或错质砖。
6.5.3 CAS/CAS -OB内衬用耐火材料
CAS-OB内衬的寿命取决于包壁、包底和渣线的材质和使用。生产中要重视包衬的 均衡蚀损以提高包衬的寿命。
CAS-OB包衬迎钢面是承受较大机械冲击和热冲击部位,且与CAS-OB透气砖相 邻,改进的方法有:①采用添加少量Cl。3的氧化铝或刚玉代替矶土,外加炭和抗氧化剂; ②采用碱性材料,考虑成本,选择轻烧镁砖。
透气砖、座砖是薄弱环节之一,CAS-OB透气砖接近钢流冲击部位,座砖选用板状 氧化铝制品。水口及座砖部位,选用添加Cr?O3的低铝浇注料预制件。
CAS - OB隔离罩材质如法国拉法吉耐火材料公司研制的高错质自流浇注料,由于隔 离罩外侧的内衬很不容易施工制作,使用该自流浇注料可先从内侧施工成型,再自流至外 侧,并达到Im高的水平。如出现局部损坏,即使几厘米厚也容易修补,高餘质浇注料制 作的隔离罩寿命可达150 ~ 160次。还有欧洲HePWOrfh耐火材料公司开发的低水泥浇注料, 制作的CAS-OB隔离罩上部用的是添加CrzQ的高铝料,下部(浸入钢水部分)用的是
6.5 其他精炼技术用耐火材料
303
添加SiC和C的电熔刚玉低水泥浇注料。
我国冶建院研制的浇注料制作的CAS-OB隔离罩寿命为12。~ 130次,用于宝钢,已 替代进口。研制的铝镁碳钢包衬砖,在鞍钢ANS-OB炉外精炼220t钢包上使用,包龄高 达73次。
洛耐院研制的钢包底吹氣用倍刚玉整体结构定向透气砖,在鞍钢180t CAS- OB炉上 使用,寿命超过日本进口产品的L5倍。
CAS - OB用耐火材料的改进措施:
(1)上、下罩内面用浇注料方面。上部罩外侧原来采用和内面相同的氧化铝质浇注 料,现分别改为:①浸渍部位,考虑到耐蚀性,采用以电熔刚玉为主,配合MgO超细粉 材料来提高耐渣渗透性和耐蚀性。②非浸渍部位,要求具有一定的耐剥落性,故采用以天 然原料配合低膨胀原料的AI2O3 -SiOz系浇注料。
(2)修补技术方面。通过增加精炼间隔期间修补次数和修补量进行强化修补,喷补作 业从约2m以下设置的喷嘴直接进行喷补。通过调整喷嘴的最佳角度来提高喷补料的附着 率;以附着率高和价格低为目的,对喷补料的粒度组成和所用结合剂进行改进,见 表6-26。
表6-26改进前后喷补料的性能比较
|
_____________________类另U _________ |
____改进前____ |
____改进后_____ | |
|
化学组成W∕% |
________MgO________ |
84.7 |
76.0 |
|
SiO2 |
2.6 |
5.7 | |
|
Al2O3 |
11.0 | ||
|
CaO |
5. 1 |
2. 1 | |
|
ρ2。5 | |||
|
颗粒尺寸分布/% |
4 ~ Imm |
15 |
23 |
|
<0. 075mm |
30 |
30 | |
|
体积密度/g ∙ Cm-3 |
110t, 24h |
2.3 |
2. 33 |
|
1500T:, 3h |
2.3 |
2.45 | |
|
显气孔率/% |
nor, 24h |
34.7 |
28.3 |
|
15∞r, 3h |
34.6 |
30.2 | |
|
抗折强度/MPa |
nor, 24h |
11.6 |
14.7 |
|
1500cΓ, 3h |
40.0 |
40.5 | |
|
线变化率/% |
nor, 24h |
-1.20 |
-0. 34 |
|
15∞r, 3h |
-1.20 |
-2.64 | |
(3) OB喷枪结构方面。OB喷枪为内管吹氧和外管通Ar冷却的二层套管,其外侧衬 采用Al?。3质浇注料。
CAS/CAS-OB法耐火材料精炼罩使用时受到激烈的热震作用、局部的高温作用、钢 液湍流的冲刷和合成渣的强烈化学侵蚀作用,要求耐火材料具有优良的耐热震性能和抗侵 蚀性能。宝钢的耐火材料保护罩开始使用W(AI20力=90%以上的刚玉质耐火浇注料制造, 后改用细粉凝聚结合刚玉-尖晶石浇注料制造,平均使用寿命达104次。表6-27为刚 玉-尖晶石浇注料的性能。
304
6 炉外精炼用耐火材料
|
表6-27 CAS/CAS - OB耐火精炼; |
具用浇注料性能_____________ | ||
|
浇注料种类 |
细粉凝聚结合刚玉-尖晶石浇注料 | ||
|
浇注料用原料 |
________电熔刚玉________ |
w(A12O3) 98.0% | |
|
________烧结刚玉________ |
W(Al2O3) 98.0% | ||
|
________尖晶石________ |
w(A12O3) 40% ~60% | ||
|
镁砂 |
w(A12O3) 97.2% | ||
|
从203微粉 |
w( Al2O3 ) 97.2% | ||
|
浇注料性能 |
体积密度 /g . cm ^^3 |
HOP, 24h |
3. 21 |
|
1500P, 3h |
3.09 | ||
|
抗折强度 /MPa |
llθɜe , 24h |
7. 96 | |
|
1000tC, 3h |
11.10 | ||
|
1500七,3h |
15.6 | ||
|
线变化^/% 1500它,3h |
+ 0. 45 | ||
|
_________加水量/%_________ |
6 | ||
复习思考题
6 - 1炉外精炼对耐火材料的基本要求如何?
6-2简述炉外精炼用主要耐火材料种类、特点及应用情况。
6-3试述LF用耐火材料选择依据及常用耐火材料种类。
6-4试述AOD炉炉衬材质种类和特点。
6-5真空处理装置对耐火材料有何要求,RH装置各部位常用耐火材料有哪些?
6-6底吹透气砖有哪些类型及特点,国产透气砖常用材质及应用如何?
6-7 CAS-OB用耐火材料的改进措施有哪些?
参考文献
305
参考文献
[1]赵沛.炉外精炼及铁水预处理实用技术手册[M].北京:冶金工业出版社,2004.
[2]徐曾啟.炉外精炼[M].北京:冶金工业出版社,1994.
[3]知水,王平,侯树庭.特殊钢炉外精炼[M].北京:原子能出版社,1996.
[4]王新华.钢铁冶金(炼钢学)[M].北京:高等教育出版社,2007.
[5]高泽平,贺道中.炉外精炼[M].北京:冶金工业出版社,2005.
[6]马廷温.电炉炼钢学[M].北京:冶金工业出版社,1990.
[7]陈建斌.炉外处理[M].北京:冶金工业出版社,2008.
[8]邱绍岐,祝桂华.电炉炼钢原理及工艺[M].北京:冶金工业出版社,200L
[9]刘浏,何平.二次精炼技术的发展与配置[J].特殊钢,1999 , 20 ( 2): 1 -6.
[10]战东平,姜周华,梁连科,等.15OtEAF-LF预熔精炼渣脱硫试验研究[J].炼钢,2003, 19 (2): 48.
[11]李永东.炼钢辅助材料应用技术[M].北京:冶金工业出版社,2∞3.
[12]黄希祜.钢铁冶金原理(第3版)[M].北京:冶金工业出版社,2∞2.
[13]曾加庆,罗廷樑,刘浏,等.转炉出钢过程中脱硫及钢中夹杂物改性[J].钢铁研究学报,2005, 17 (2) : 13-14.
[14]王立涛,薛正良,张乔英,等.钢包炉吹氫与夹杂物去除[J].钢铁研究学报,2005, 17 ( 3): 36 ~38.
[15]李传薪.钢铁厂设计原理(下册)[M].北京:冶金工业出版社,1995.
[16] YOon R. H, Luttrell D. H. The Effect of Bubble Size on Fine Particle Flotation [J] . Mineral Processing and Extractive Metallurgy Review, 1989 , 5 ( 1 ) : 101 ~ 122.
[17] Gladman T. Developments in inclusions control and their effects on steel properties [J] . Ironmaking and steelmaking, 1992, 19 (6) : 457 ~463.
[18]王德永,姚永宽,王新丽,等.稀土钢连铸喂丝工艺存在的问题及对策[J].炼钢,2003, 19 (5) : 14-17.
[19]吕彦,杨吉春,李波,等.Ca-RE复合处理对钢中硫化物的影响[J].包头钢铁学院学报,2004, 23 (2) : 126 ~ 128.
[20]刘浏.炉外精炼工艺技术的发展[J].炼钢,2001, 17 ( 4): 1-7.
[21]刘本仁,萧忠敏,刘振清,等.钢水精炼技术在武钢的开发应用[J] •炼钢,2001, 17 ( 6): 1-7.
[22]乐可襄,董元,王世俊,等.精炼炉熔渣泡沫化的实验研究[J].钢铁研究学报,2000, 12 ( 3): 14 ~ 16.
[23]牛四通,成国光,张鉴,等.精炼渣系的发泡性能[J].北京科技大学学报,1997, 2: 140-141.
[24]张鉴.炉外精炼的理论与实践[M].北京:冶金工业出版社,1999.
[25]刘川汉.我国钢包炉(LF)的发展现状[J].特殊钢,2001, 22 ( 2): 31 -33.
[26]林功文.钢包炉(LF)精炼用渣的功能和配制[J].特殊钢,2001, 22 ( 6): 28 -29.
[27]贺道中•衡钢管线用洁净钢EBTEAF-LF (VD) -HCC工艺生产实践[J].特殊钢,2003 , 24 (5): 47~48.
[28]张东力,王晓鸣,匡世波,等.LF埋弧精炼渣发泡剂实验研究[J].炼钢,2004, 20 (1): 33 -53.
[29]德国钢铁工程师协会编.渣图集[M].王俭译.北京:冶金工业出版社,1989: 105 ~ 106.
[30]陈迪庆,李小明,胡忠玉.10OtVD精炼对钢液脱气和非金属夹杂的作用[J].炼钢,2004 , 20 (5): 18 -21.
[31]郭家祺,刘明生.AOD精炼不锈钢工艺发展[J].炼钢,2002, 18 (2): 52 -58.
306
参考文献
[32]徐汉明.宝钢RH装备技术集成和自主创新[J].宝钢技术,2006, (5): 21 -24.
[3 3]虞明全.10Ot罐式真空脱气(VD)精炼工艺实践[J].特殊钢,2001, 22 (1): 51 -5 3.
[34]温良英,陈登福,白晨光,等.钢包炉(LF)预熔精炼渣的研究[J].特殊钢,2003, 24 (2): 13-15.
[35]唐萍,文光华,漆鑫,等.LF埋弧精炼渣的研究[J].钢铁,2004, 39 (1): 24 - 26.
[36]贺道中.CAS精炼技术与冶金效果探讨[J].河南冶金,2006, 14 ( 6): 19-21.
[37]张向娟,陈伟忠,汪文钦.浦钢30t AOD智能精炼系统和生产实践[J].宝钢技术,2002, (5): 4-8.
[3 8]王梦君,邵志刚,刘明生.AOD炉纯氧脱碳工艺(POD)研究[J].钢铁,2002 , 37 (增刊):90 - 92.
[39]吴燕萍.AOD设备及工艺设计特点[J].中国冶金,2007, (4): 45 -47.
[40]刘川汉.RH 与 VD/V0D 比较:J].钢铁技术,1999, (5), 6~9.
[41]殷瑞社.合理选择二次精炼技术,推进高效率低成本"洁净钢平台”建设[J].炼钢,2010, 26 (1): 1-6.
[42]殷瑞衽.合理选择二次精炼技术,推进高效率低成本"洁净钢平台”建设(续)[J].炼钢, 2010 , 26 ( 2): 1 ~9.
[43]徐国群.RH精炼技术的应用与发展[J].炼钢,2006, 22 (1): 12-15.
[44][日]梶冈博幸.炉外精炼--向多品种、高质量钢大生产的挑战[M].李宏译■北京:冶金工 业出版社,2002.
[45]胡汉涛,魏季和,黄会发,等.吹气管内径对RH精炼过程钢液流动和混合特性的影响[J].特殊 钢,2004, 5: 9-11.
[46]赵沛,蒋汉华.钢铁节能技术分析[M].北京:冶金工业出版社,1999.
[47][日]萬谷志郎.钢铁冶炼[M].李宏译.北京:冶金工业出版社,200L
[48]戴云阁,李文秀,龙腾春.现代转炉炼钢[M].沈阳:东北大学出版社,1998.
[49]汤曙光,刘国平.洁净钢精炼实践[J].炼钢,2003, 19 ( 5): 10-13.
[50]李中金,刘芳,王承宽.我国钢水二次精炼技术的发展[J].特殊钢,2002, 23 (3) : 29-31.
[51]成国光,赵沛,徐学禄,等.真空下钢液脱氮工艺研究[J].钢铁,1999, 34 (1): 17-18.
:52]阎成雨,刘沛环.利用合成渣对钢水脱氮的研究[J].东北工学院学报,1989, 10 (2): 118-122.
:53]刘中柱,蔡开科.纯净钢生产技术[J].钢铁,2000, 35 (2): 64 -68.
[54]刘浏,曾加庆.纯净钢及其生产工艺的发展[J].钢铁,2000, 35 (3): 68-71.
[55]薛正良,李正邦,张家雯.钢的纯净度的评价方法[J].钢铁研究学报,2003, 15 (1): 62-66.
[56]李素芹,李士琦,王雅娜.钢中残余有害元素控制对策的分析与探讨[J].钢铁,2001, 36 (12) : 70 -72.
[57]林功文,吴杰,李正邦,等.超低碳钢连铸结晶器用保护渣研究现状[J].钢铁,1999, 34 (2): 67.
[58]吴杰,李正邦,林功文,等.超低碳钢连铸过程中增碳机理的探究[J].钢铁,2000, 35 (1): 17-19.
[59]刘浏.超低硫钢生产工艺技术[J].特殊钢,2000, 21 (5): 29 -33.
[60]刘浏.超低磷钢的冶炼工艺[J].特殊钢,20∞, 21 (6): 20-24.
[61]田志红,艾立群,蔡开科.超低磷钢生产技术[J].炼钢,2003, 19 (6): 17.
[62]蔡开科.转炉—精炼一连铸过程钢中氧的控制[J].钢铁,2004, 39 (8): 49 -52.
[63]翁宇庆.超细晶钢——钢的组织细化理论与控制技术[M].北京:冶金工业出版社,2003.
[64] Schade J. Measurement of Steel Cleanliness [J] . Steel Technology International, 1993 : 149.
[65]李正邦.超洁净钢和零非金属夹杂钢[J].特殊钢,2004, 25 (4): 24~26.
参考文献
307
[66]王雅贞,张岩,刘术国.新编连续铸钢工艺及设备[M].北京:冶金工业出版社,1999.
[67]吴树漂,刘占江,武云峰,等.我国齿轮钢的生产与应用[J] •特殊钢,2003, 24 (5): 30.
[68]陆世英,张廷凯,杨长强,等.不锈钢[M].北京:原子能出版社,1998.
[69]郝祥寿.不锈钢冶炼设备和工艺路线[J].特殊钢,2005, 26 (2): 29.
[70]战东平,姜周华,王文忠,等.高洁净度管线钢中元素的作用与控制[J].钢铁,2001, 36 (6): 67 -70.
[71 ] Yokio Miyata, Mitsuo Kimura, Fumio Murase. Development of Martensitic Stainless Steel Seamless Pipe for Linepipe Application [ J] . Kawasaki Steel Technical Report, 1998, 38 (4) : 53.
[72]李正邦,薛正良.不锈钢二次精炼的转炉化[J].钢铁,1999 , 34 ( 5): 14-18.
[73] E. Fritz.不锈钢生产技术的发展趋势[J].钢铁,2003, 38 (5) : 70-71.
[74]刘川汉.重轨钢炉外精炼技术[J].炼钢,16 (3) : 57-59.
[75]李正邦,薛正良,张家雯.弹簧钢夹杂物形态控制[J].钢铁,1999, 34 (4): 22 -23.
[76]徐德祥,尹钟大.高强度弹簧钢的发展现状和趋势[J].钢铁,2004, 39 (1): 68 -70.
[77]马春生,林东.新型合成渣精炼技术的开发与应用[J].炼钢,2010 , 26 ( 5): 8-10.
[78]龚坚,王庆祥.钢液钙处理的热力学分析[J].炼钢,2003, 19 (3): 56 -59.
[79]贺道中,苏振江,周志勇.铝脱氧钢水钙处理热力学分析与应用[J].湖南工业大学学报,2010, 24 (3) : 5 -9.
[80]王敏,包燕平,刘建华,等.LF喂Ca-Si线对X70管线钢夹杂物变性的影响[J].特殊钢,2009, 30 (5) : 50 ~52.
[81]郑磊,傅俊岩.高等级管线句的发展现状[J].钢铁,2006 , 41 (10): 1-10.
[82]徐匡迪.中国钢铁工业的发展和技术创新[J].钢铁,2008, 43 (2): 1-13.
[83]高泽平,周维汉.C90耐腐蚀油管用钢&3的开发[J].特殊钢,2006, 27 (2): 43 ~45.
[84]齐江华,吴杰,索进平,等.高速重轨钢的脱氧与夹杂物控制[J].钢铁,2011, 46 ( 3): 18-21.
[85]陈永,杨素波,朱苗勇.高速轨用钢连铸坯内部质量控制的关键技术[J].钢铁,2006 , 41 (12): 36~39.
[86]胡世平,龚海涛,蒋志良,等.短流程炼钢用耐火材料[M].北京:冶金工业出版社,2000.
[87]钟香崇,叶方保.中国钢铁工业用高效耐火材料的发展[J].钢铁研究,2005, 33 (3): 1-5.
[88]陈肇友.炉外精炼用耐火材料提高寿命的途径及其发展动向[J].耐火材料,2007, 41 (1): 1~12
[89]王诚训,张义先.炉外精炼用耐火材料(第2版)[M].北京:冶金工业出版社,2007.
冶金工业出版社4∣5方图石雜养
|
书 名 |
作者 |
定价(元) |
|
中国冶金百科全书•钢铁冶金 |
编委会编 |
187.00 |
|
物理化学(第3版)(国规教材) |
王淑兰主编 |
35.00 |
|
工程流体力学(第3版)(国规教材) |
谢振华主编 |
25.00 |
|
热工测量仪表(国规教材) |
张华等编 |
38.00 |
|
能源与环境(国规教材) |
冯俊小主编 |
35.00 |
|
传热学(本科教材) |
任世铮编著 |
20.00 |
|
热工实验原理和技术(本科教材) |
邢桂菊等编 |
25.00 |
|
相图分析及应用(本科教材) |
陈树江等编 |
20.00 |
|
金属学及热处理(本科教材) |
陈惠芬主编 |
39.00 |
|
传输原理(本科教材) |
朱光俊主编 |
42.00 |
|
耐火材料(第2版)(本科教材) |
薛群虎主编 |
35.00 |
|
钢铁冶金原理习题解答(本科教材) |
黄希祜编 |
30.00 |
|
炼焦学(第3版)(本科教材) |
姚昭章主编 |
39.00 |
|
钢铁冶金原燃料及辅助材料(本科教材) |
储满生主编 |
59. 00 |
|
冶金过程数值模拟基础(本科教材) |
陈建斌编 |
28.00 |
|
冶金过程数学模型与人工智能应用(本科教材) |
龙红明编 |
28. 00 |
|
钢铁冶金学教程(本科教材) |
包燕平等编 |
49. 00 |
|
现代冶金工艺学(本科国规教材) |
朱苗勇主编 |
49. 00 |
|
炼铁学(本科教材) |
梁中渝主编 |
45. 00 |
|
连续铸钢(本科教材) |
贺道中主编 |
30.00 |
|
炉外处理(本科教材) |
陈建斌主编 |
39.00 |
|
冶金设备(本科教材) |
朱云主编 |
49. 80 |
|
炼铁厂设计原理(本科教材) |
万新主编 |
38.00 |
|
炼钢厂设计原理(本科教材) |
王令福主编 |
29.00 |
|
轧钢厂设计原理(本科教材) |
阳辉主编 |
46.00 |
|
冶金原理(高职高专教材) |
卢宇飞主编 |
36.00 |
|
炼铁技术(高职高专国规教材) |
卢宇飞主编 |
29. 00 |
|
烧结矿与球团矿生产(高职高专教材) |
王悦祥主编 |
29. 00 |
|
高炉炼铁设备(高职高专教材) |
王宏启主编 |
36. 00 |
|
炼铁工艺及设备(高职高专教材) |
郑金星主编 |
49. 00 |
|
铁合金生产工艺与设备(高职高专教材) |
刘卫主编 |
39.00 |
|
矿热炉控制与操作(高职高专教材) |
石富主编 |
37.00 |
|
炼钢工艺及设备(高职高专教材) |
郑金星等编 |
49.00 |
|
连续铸钢操作与控制(高职高专教材) |
冯捷主编 |
39.00 |
|
稀土冶金技术(高职高专教材) |
石富主编 |
36.00 |
|
连铸结晶器保护渣应用技术 |
李殿明等编 |
50.00 |
|
炉外底喷粉脱硫工艺研究 |
周建安著 |
20.00 |