
SSw 冶金操作岗位培训丛书
YEJIN CAOZUO GANGWEI PEIXUN C0NGSHU
咖酿關叽明"龈甌M@@/@
董中奇时彦林 主编 彭可武 王波副主编
④化衫工班。版融
冶金操作岗位培训丛书
^^^^―^■―⅛ ‹^—
◎冶金/钢铁企业技术人员培训用书
0冶金职业技能竞赛参考用书
O职业院校冶金专业教学用书


ι.clp.com.cn
图书 上化工社网
销售分类建议:冶金
定价:48.00元
□
操作岗位培训丛书
bzuo GANΘWEI PElXUN CONGSHu
电贝加麟钢工
00ΛMHMt!yj tDMl®AN@@©M®
董中奇时彦林主编 彭可武王波副主编
61他gx以依麻才±
•北京•
本书参照冶金行业职业技能标准和技能鉴定规范,根据冶金企业的生产 实际和岗位群的技能要求,内容涵盖了电弧炉炼钢工所必须掌握的基本知识 和技能。主要包括电弧炉炼钢技术概述、电弧炉热工基础和电弧炉设备、电 弧炉炼钢原料和耐火材料、电弧炉炼钢冶炼工艺及操作、电弧炉用氧技术和 辅助燃烧技术、现代电弧炉炼钢的基本工艺特点和配料计算、合金钢冶炼等。 理论联系实际,知识全面,工艺特点突出,具有很强的实用性和指导性。
本书可作为电弧炉炼钢工的培训教材,也可供冶金专业技术人员、企业 技术工人提高专业知识和工作技能参考,还可供职业院校冶金专业学生阅读。
图书在版编目(CIP)数据
电弧炉炼钢工/董中奇,时彦林主编.—北京:化学 工业出版社,2012. 2
(冶金操作岗位培训丛书)
ISBN 978-7-122-13158-4
I.电… ∏.①董…②时…nI.电弧炉-电炉炼钢-岗位培训-教材1V.TF741.5
中国版本图书馆CIP数据核字(2011)第277511号
责任编辑:刘丽宏 文字编辑:向 东
责任校对:边涛 装帧设计:刘丽华
出版发行:化学工业出版社(北京市东城区青年湖南街13号 邮政编码IooOID 印 刷:北京永鑫印刷有限责任公司
装 订:三河市万龙印装有限公司
850mm× 1168mm 1/32 印张 12% 字数 356 千字
2012年4月北京第1版第1次印刷
购书咨询:010-64518888 (传真:010-64519686) 售后服务:010-64518899 网 址:http : // WWW. ciρ. com. cn
凡购买本书,如有缺损质量问题,本社销售中心负责调换。
定 价:48.00元 版权所有 违者必究
电炉炼钢法是目前两种主要的炼钢方法之一。与转炉炼钢流程比, 电炉炼钢流程采用全废钢冶炼的能源消耗仅为转炉炼钢流程的40%左 右。因此随着废钢的积累、直还铁产量的增加及人们对节能环保的日 益重视,近年来,电弧炉炼钢增长迅速。电炉炼钢装备在废钢预热及 余热回收、电弧炉大型化、超高功率供电、强化供氧、加料自动化等 装置的开发应用上均不断完善,同时与终点控制相关的取样测温、智 能控制及成本控制系统等方面也取得了长足进步,推动了电弧炉炼钢 技术和低碳炼钢技术的进步。随着电炉炼钢工业的发展,对冶炼人才 的需求不断加大。为了顺应行业的发展,必须提高冶炼技术人员的知 识和技能水平。本书就是为适应上述要求而编写的。
本书参照冶金行业职业技能标准和技能鉴定规范,根据冶金企 业的生产实际和岗位群的技能要求,主要介绍了电弧炉炼钢工所必 须掌握的基本知识和技能。内容主要包括电弧炉炼钢技术概述、电 弧炉热工基础和电弧炉设备、电弧炉炼钢原料和耐火材料、电弧炉 炼钢冶炼工艺及操作、电弧炉用氧技术和辅助燃烧技术、现代电弧 炉炼钢的基本工艺特点和配料计算和合金钢冶炼。全书在内容编排 上努力做到基本概念清晰,强调实践,突出技能。语言上力求深入 浅出,通俗易懂。同时,书中也注意反映新知识、新技术、新工 艺、新方法的应用和发展。本书可作为电弧炉炼钢工的培训教材, 也可供冶金专业技术人员、企业技术工人提高专业知识和工作技能 参考,还可供职业院校冶金专业的学生阅读。
本书由董中奇、时彦林主编,彭可武和王波副主编,参加编写 工作的还有李建朝、齐素慈、刘艳霞、张士宪、贾燕和张欣杰。
本书在编写过程中参考多种相关资料,在此,对其作者一并表 示由衷的感谢。
由于水平所限,书中不妥之处,敬请读者批评指正。
编者
第1章电弧炉炼钢技术概述.......................................1
1.1电弧炉炼钢的基础 ................................................1
1.1.1钢与生铁的区别 .............................................2
1. 1.2碱性电弧炉与酸性电弧炉 .................................3
1.1.3传统碱性电弧炉炼钢过程 .................................3
1.2电弧炉炼钢技术的发展 ..........................................6
1. 2.1大型电弧炉的发展 ..........................................6
1.2.2超高功率电弧炉供电系统的进步 ........................7
1. 2.3电弧炉辅助装置的进步....................................12
1.2.4 炉门氧枪......................................................12
1.2.5 炉壁氧枪......................................................13
1. 2.6测温定碳等装备的发展....................................15
1.2.7余热锅炉利用................................................ 16
1.2.8智能化电弧炉................................................17
1.3电弧炉炼钢的技术经济指标....................................19
1.3. 1电弧炉炼钢主要技术经济指标...........................19
1. 3.2提高技术经济指标的主要途径...........................22
第2章 电弧炉热工基础和电弧炉设备...........................24
2.1冶炼过程的能量供给与热交换.................................24
2.1.1电弧炉炼钢过程中的能量供给制度.....................24
2.1.2冶炼过程中的热交换.......................................26
2.2电弧炉的基本构造................................................28
2. 3 电弧炉本体结构...................................................30
2. 3.1 炉体的金属构件.............................................30
2. 3. 2 炉缸............................................................39
2. 3.3 炉膛................ 39
2.3.4炉顶拱度......................................................39
2. 3.5 炉墙与炉门...................................................40
2. 3. 6 炉衬............................................................40
2. 3. 7 电极位置......................................................42
2.4电弧炉机械设备....................................... 42
2. 4. 1 电极夹持器...................................................43
2. 4.2电极升降机构................................................44
2. 4.3 炉体倾动机构................................................46
2.4.4炉盖旋出或开出机构.......................................47
2.4.5废钢预热装置................................................48
2.4.6 水冷装置......................................................48
2. 4.7偏心炉底出钢机构..........................................50
2. 4.8 补炉机.........................................................51
2. 4.9排烟除尘装置系统..........................................53
2. 4. 10 底吹系统 ...................................................59
2.5电弧炉主要电气设备.............................................59
2.5.1电气设备的组成.............................................59
2.5.2 配电操作......................................................62
2.6基本电参数和电热特性的计算.................................64
2.7电气设备的维护和相关常识....................................66
2. 7. 1供电曲线的制定.............................................66
2. 7.2变压器的正常使用..........................................67
第3章 电弧炉炼钢原料和耐火材料 ..............................69
3.1直接还原铁.........................................................69
3.1.1直接还原铁的理化指标....................................70
3.1.2电弧炉炼钢对直接还原铁的性能要求..................71
3. 1. 3直接还原铁的加入方式....................................71
3.1.4直接还原铁配加铁水冶炼的操作要点分析............73
3.1.5直接还原铁配加生铁冶炼的操作要点分析............74
3.1.6使用直接还原铁后金属收得率的基本分析方法……75
3.2 冷生铁...............................................................75
3. 2.1加入冷生铁的电弧炉冶炼特点...........................76
3.2.2高比例配加冷生铁冶炼操作的关键技术...............77
3.3碳化铁...............................................................82
3. 3.1 碳化铁的加入方式..........................................83
3. 3.2碳化铁的加入量或喷吹量的控制........................83
3.4 脱碳粒铁和CoreX铁 ..........................................85
3.4.1 脱碳粒铁......................................................85
3. 4. 2 Corex 铁...................................................... 85
3. 5热装铁水技术......................................................86
3. 5.1 热装铁水的方式.............................................86
3.5.2 热装铁水的时间.............................................88
3.5.3热装铁水对渣料的要求....................................89
3. 5.4热装铁水对冶炼电耗的影响..............................89
3.5.5提高热装铁水比例的主要方法...........................91
3. 6 废钢..................................................................95
3.6.1对于废钢质量的要求.......................................95
3. 6.2对于废钢尺寸的要求.......................................98
3. 6.3 一些特殊废钢的消化和处理方法........................99
3. 7 合金材料 .........................................................102
3. 7.1常用的合金材料 ..........................................102
3. 7. 2 合金材料的管理工作 ....................................103
3.8电弧炉的造渣材料 .............................................105
3. 8.1 造渣材料 ...................................................105
3. 8. 2 氧化剂 ......................................................107
3. 8.3脱氧剂和增碳剂 ..........................................108
3. 8.4 电极.........................................................110
3.9电弧炉的耐火材料 .............................................∏3
3. 9.1耐火材料的主要性能和分类 ...........................113
3. 9. 2电弧炉用耐火材料 .......................................115
3. 9.3电弧炉用绝热材料和黏结剂 ...........................119
第4章电弧炉炼钢冶炼工艺及操作...........................121
4.1传统电弧炉炼钢工艺流程配置..............................121
4.2冶炼前的准备工作.............................................123
4. 2.1配料操作及注意事项 ....................................123
4.2.2装料操作及装料方法 ....................................124
4. 2.3烘炉的操作 ................................................131
4. 2. 4 补炉操作 ................................................... 134
4.3熔化期的操作及特征判断....................................136
4. 3.1炉料的熔化过程..........................................136
4. 3.2炉料熔化时物化反应 ....................................138
4. 3.3缩短熔化期的途径 .......................................139
4. 3.4熔化期造渣及去磷操作 .................................143
4.4氧化期的操作及特征判断....................................145
4. 4.1控制脱磷操作.............................................147
4.4.2控制脱碳操作.............................................153
4.4.3氧化期的造渣操作.......................................160
4.4.4氧化期的操作要点 .......................................170
4.5还原期的操作及特征判断....................................174
4. 5.1还原期的目的 .............................................174
4. 5.2还原期的造渣操作 .......................................191
4. 5.3还原期温度控制操作 ....................................195
4. 5.4还原期的操作工艺 .......................................200
4.6电弧炉冶炼的泡沫渣控制技术..............................208
4. 6.1石灰的溶解机理 ..........................................208
4.6.2电弧炉炼钢对熔渣的要求与泡沫渣的功能 .........211
4.6.3 泡沫渣原理 ................................................213
4.6.4泡沫渣的性能指标 .......................................216
4. 6.5影响泡沫渣质量的因素 .................................217
4. 6.6自耗式氧枪吹炼条件下的泡沫渣操作 ...............221
4. 6.7超声速氧枪控制下的泡沫渣技术 .....................226
4. 6.8超声速集束氧枪吹炼条件下的泡沫渣控制 .........232
4. 6.9不同类型泡沫渣的冶炼效果分析 .....................233
4. 6. 10氧化铁皮、泡沫渣改进剂在泡沫渣工艺中的 应用................................................ 235
4.7电弧炉冶炼过程脱碳留碳操作技术........................239
4. 7.1脱碳反应的作用和配碳量的确定 .....................239
4. 7.2配碳方式分析 .............................................241
4. 7.3工艺条件对脱碳反应的影响 ...........................242
4. 7.4电弧炉生产中提高脱碳速度的方法 ..................246
4.7.5电弧炉冶炼过程的留碳操作技术.....................248
4.8电弧炉冶炼过程脱除有害杂质技术 ........................249
4. 8. 1脱磷操作技术 .............................................249
4.8.2脱硫操作技术 .............................................252
4. 8.3脱氮操作技术 .............. 253
4.8.4脱氢操作技术 .............................................258
4. 8.5脱铅、脱锌操作技术.......................................259
4.9电弧炉出钢技术 ................................................259
4. 9.1留钢留渣操作技术 .......................................259
4.9.2偏心炉底出钢技术——EBT技术.....................266
第5章电弧炉用氧技术和辅助燃烧技术.....................273
5.1电弧炉用氧技术 ......................................... 273
5.1.1炉门自耗式氧枪及其操作…….........................273
5. 1. 2水冷超声速氧枪及其操作 .................. 276
5.1.3超声速集束射流氧枪及其操作........................280
5.2辅助能源输入技术 .............................................287
5. 2.1烧嘴的用途 ................................................287
5. 2.2 烧嘴的结构 ................................................288
5. 2.3 烧嘴的布置 ................................................290
5. 2.4烧嘴的使用 ................................................291
5.3 二次燃烧技术 ...................................................291
5. 3. 1二次燃烧技术概述 .......................................291
5. 3.2二次燃烧喷枪的使用 ....................................293
第6章现代电弧炉炼钢的基本工艺特点.....................295
6.1现代超高功率电弧炉炼钢的特点 ...........................295
6.1.1超高功率电弧炉炼钢的优势 ...........................295
6.1.2超高功率电弧炉炼钢生产线的主要特点 ............297
6.2现代电弧炉炼钢先进技术................................. 299
6. 2. 1废钢预热技术 .............................................299
6. 2.2强化用氧技术 .............................................303
6.2.3 电弧炉底吹气技术 .......................................305
6. 2.4密封罩技术和高效除尘技术 ...........................306
6.3现代电弧炉炼钢的基本工艺操作过程 .....................307
6. 3. 1 工艺准备 ...................................................307
6. 3. 2 进料操作 ...................................................309
6.3.3 冶炼操作 ...................................................309
6.3.4 出钢操作 ...................................................310
6.4直流电弧炉冶炼工艺操作要点 ..............................310
第7章配料计算和合金钢冶炼.................................312
7.1装料前的配料计算 .............................................312
7.1.1装料前的配料方法 .......................................312
7.1.2 配料计算 ...................................................313
7.2熔化期的配料计算 .............................................317
7. 2.1每吨钢的垫底石灰加入量计算法 .....................317
7. 2.2加矿后补加石灰量计算 .................................318
7.3氧化期进行配料计算 ..........................................318
7.4还原期进行配料计算 ..........................................322
7. 4. 1合金加入量的计算 .......................................322
7.4.2单元高合金钢合金加入量计算 ........................326
7.4.3多元高合金钢合金加入量计算........................327
7∙4.4钢液分析成分高于计算成分时的计算 ...............334
7.5合金钢的冶炼和操作 ..........................................337
7. 5.1合金结构钢的冶炼 .......................................337
7.5.2滚动轴承钢的冶炼 .......................................346
7.5.3高速工具钢的冶炼 .......................................353
7.5.4 不锈钢的冶炼 .............................................361
附录1电弧炉炼钢工复习题.......................................371
附录2电弧炉炼钢工复习题参考答案........................377
附录3电弧炉炼钢工实际操作内容及评分标准............380
参考文献..................................................................388
'∙1
第1章 电弧炉炼钢技术概述
1.1电弧炉炼钢的基础
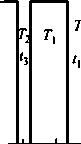
近现代炼钢方法主要有转炉炼钢法、平炉炼钢法和电炉炼钢 法,结构示意图如图1-1所示。平炉炼钢法基本已被淘汰,电炉炼 钢法与转炉炼钢法最根本的差别在于所使用的热源不同,电炉炼钢 法是以电能作为热源的。通常所说的电炉炼钢,主要是指电弧炉炼 钢,因为其他类型的电炉如感应电炉、电渣炉等所炼的钢数量 较少。
(a)转炉炼钢
Q)平炉掠钢
(C)电炉炼钢
图1-1结构示意图
电弧炉炼钢就是利用电极和炉料间放电产生的电弧,借助电弧 的辐射和直接作用加热并熔化金属和炉渣,冶炼出各种成分的钢和 合金的一种炼钢方法。
电弧炉炼钢与其他炼钢方法相比较,有其独特的优点。电弧炉 炼钢是靠电弧进行加热的,其温度可以高达200().C以上,超过了 其他炼钢炉用一般燃料燃烧加热时所能达到的最高温度。同时,熔 化炉料时,热量大部分是在被加热的炉料包围中产生的,而且无大 量高温废气带走的热损失,所以热效率比平炉、转炉炼钢法要高。
1
章电孤炉炼钢技术概述
用电能加热还能精确地控制温度。因为炉内没有可燃烧气体,所以 可以根据工艺要求在各种不同的气氛中进行加热,也可在任何压力 或真空中进行加热。
由于电弧炉炼钢具有上述特点,能保证冶炼含磷、硫、氧低的 优质钢,能使用各种元素(包括铝、铁等容易被氧化的元素)来使 钢合金化,冶炼出各种类型的优质钢和合金钢,如滚珠轴承钢、不 锈耐酸钢、高速工具钢、电工用钢、耐热钢和合金以及磁性材 料等。
电弧炉炼钢与平炉、转炉相比较的另一个优点是基建投资少, 占地面积小。尤其是和转炉相比,它可以用废钢作为原料,不像转 炉那样需要热铁水,所以不需要一套庞大的炼铁和炼焦系统。
另外,从长远观点看,电能的成本稳定,供应方便;电弧炉设 备简单,操作方便;还比较易于控制污染。
由此可见,用电弧炉炼钢的优越性是相当大的,所以现在世界 各国都在大力发展纯氧顶吹转炉的同时,稳步地发展电弧炉炼钢技 术。当前电弧炉的发展趋势是:发展大型电弧炉;发展超高功率供 电技术;采用各种炉外精炼法;发展直接还原法炼钢;逐步扩大机 械化自动化及用电子计算机进行过程控制等。
1.1.1钢与生铁的区别
生铁是含碳L 7%以上并含有一定数量的硅、锤、磷、硫等元 素的铁碳合金的统称,主要用高炉生产。目前伴随着炼铁工业的发 展,以CoreX方法为代表的炼铁新工艺的生产将会对于铁的概念有 进一步的扩展。生铁一般分为三大类:供炼钢用的炼钢生铁、供铸 造用的机件和铸造工具用的铸造生铁(包括制造球墨铸铁用的生 铁),以及如用作铁合金和硅铁等的特种生铁。此外,还有含特殊 元素窺的含飢生铁。生铁的非铁元素杂质较高,是不能进行塑性加 工的铁碳合金。
钢是指以铁为基体、碳为主要元素的多元合金,是含碳量一般 在2.∏%以下,并含有其他元素的可变形的铁碳合金(在馅钢中 含碳量有可能大于2. 11%,但2. ∏%通常是钢和铸铁的分界线)。 钢的品种繁多,成分性能和用途各不相同,为了便于生产、管理和 使用,通常把钢分为碳素钢和合金钢两种。
2
1.1电弧炉炼鋼的基础
1.1.2碱性电弧炉与酸性电弧炉
炼钢电弧炉根据炉衬的性质不同,可以分为碱性炉和酸性炉。 碱性电弧炉的炉衬是用镁砂、白云石等碱性耐火材料修砌的;而酸 性电弧炉炉衬是用硅传、石英砂、白泥等酸性材料修砌的。
由于炉衬的性质不同,在炼钢过程中所采用的造渣材料也不一 样。碱性炉要用石灰为主的碱性材料造碱性渣,而酸性炉则是用石 英砂为主的材料造酸性渣。
碱性电弧炉由于使用碱性炉渣,能有效地去除钢中的有害元 素磷、硫,而酸性渣无去除磷、硫的能力,所以酸性炉炼钢要用 含磷、硫很低的原材料,在特殊钢生产中不能大量采用,一般以 钢锭和连铸坯为产品的电炉炼钢厂都是使用碱性电弧炉。但酸性 炉渣阻止气体透过的能力大于碱性渣,使钢液升温快,因而异型 铸造车间多数使用酸性电弧炉。两种电弧炉的比较如表KI 所示。
表IT碱性电弧炉和酸性电弧炉的比较
|
比较项目 |
碱性电弧炉 |
酸性电弧炉 |
|
小「炉底 炉____ |
镁砂沥青或镁砂焦油打结 |
石英砂石泥打结加硅转 |
|
衬炉墙 |
碱性沥青镁砂砖及沥青白云石砖 |
酸性石英砂白泥掺加水玻璃打结 |
|
材炉盖 |
材料_____高铝砖 |
材料 硅砖 |
|
料 出钢槽 |
高温水泥或沥青镁砖 |
黏土 |
|
造渣材料 |
石灰、萤石 |
石英砂、石灰 |
|
脱磷硫效果 |
彳艮好 |
无 |
|
适用范围 |
电炉车间冶炼优质合金钢 |
铸钢车间 |
1.1.3传统碱性电弧炉炼钢过程
电弧炉炼钢一般是用废钢铁作为固体炉料,所以电弧炉炼钢过 程首先是利用电能使其熔化及升温,然后在炉内进行精炼,去除钢 中的有害元素、杂质及气体,调整化学成分到成品规格范围,以及 使钢液在出钢时达到适合浇铸所需要的温度。
碱性电弧炉炼钢的工艺方法,一般可分为氧化法、不氧化法 (又称装人法)及返回吹氧法。
氧化法冶炼操作由扒补炉、装料、熔化期、氧化期、还原期、
3
章电弧炉炼钢技术概述
出钢等6个阶段组成。其特点是在氧化期,用加矿石或吹氧进行脱 磷和脱碳,使熔池沸腾,以降低钢中的气体和杂质,再经过脱氧还 原和调整钢液的化学成分及温度,然后出钢。用这种方法冶炼,可 以得到钢,还可以利用廉价废钢作为原料,因此一般钢种大多采用 氧化法冶炼。其缺点是如果炉料中有合金返回料,则其中的某些合 金元素会被氧化而损失于炉渣中。
不氧化法在冶炼过程中没有氧化期,能充分回收原料中的合金 元素。因此,可在炉料中配入大量的合金钢切头、切尾、废锭、注 余钢、切屑和汤道钢等,减少铁合金的消耗,降低钢的成本。炉料 溶清后,经过还原调整钢液成分和温度后即可出钢。由于冶炼时间 较短,低合金钢、不锈钢、高速工具钢等均可以用此法冶炼。其缺 点是不能去磷、去夹杂物和除气,因此对炉料要求高,必须配入清 洁无锈、含磷低的钢铁料,并在冶炼过程中要求采取各种措施防止 吸气。同时钢液的化学成分基本上取决于配料的成分,这就要求炉 料配料的化学成分和称量力求准确,致使这种冶炼方法用得比 较少。
返回吹氧法是在炉料中配入大量的合金钢返回料。依据碳和氧 的亲和力在一定的温度条件下比某些合金元素和氧的亲和力大的理 论,当钢液升到一定温度以后,向钢液中吹氧,强化冶炼过程,达 到在脱碳、去气、去夹杂物的同时,又回收大量合金元素的目的。 这样,既降低成本,又提高质量。返回吹氧法常用于不锈钢、高 速工具钢等高合金钢的冶炼。因为这些高合金钢如果用氧化法冶 炼,由于元素的烧损,在还原期要加入大量铁合金,特别是要加 入低碳的铁合金,这样不仅使成本提高,而且使还原期操作极为 困难。
现在将生产中主要采用的氧化法冶炼的工艺流程做一个概括的 介绍。
(1)补炉。补炉是指当上炉出钢完毕后,需要迅速将炉体损坏 的部位进行修补,以保证下一炉钢的正常冶炼。新炉子在冶炼前几 炉一般不需要补炉。
(2)装料。装料是指将固体炉料(按冶炼钢种要求配入的废 钢铁料及少量石灰)装入炉膛内。目前多数电弧炉采用炉盖上
4
1.1电弧炉炼钢的基础
升,炉体开出,或者炉盖升起旋开,用吊车吊起料罐将炉料一次 加入炉膛内,称顶装料。小于3t的电弧炉多数是用手工从炉门 装料。
(3)熔化期。从通电开始到炉料全部熔清的阶段称为熔化期。 其主要任务是迅速熔化全部炉料,并且要求去除部分的磷。为了加 速炉料的熔化和节省用电量,在熔化期一般采用吹氧助熔。此外, 如发现电极损坏或长度不够,应在熔化期接好电极,同时堵好出钢 口,调换渣包,整理好冶炼操作时所需要用的一切工具及做好各项 准备工作。
(4)氧化期。当炉料全部熔清后取样分析进入氧化期。这阶段 的任务如下。
①最大限度地降低钢液中的磷含量;
②去除钢中气体(氮、氢)及夹杂物;
③将钢液温度加热到稍高于出钢温度。
为完成上述任务,必须向炉内加入石灰、矿石,进行吹氧、流 渣等项操作。当氧化期结束时,要将炉渣扒掉。
(5)还原期。停电扒除氧化渣后,用石灰、萤石造新渣,开始 进入还原期。还原期的主要任务如下。
①去除钢中的硫含量;
②脱氧;
③调整钢液化学成分及温度。
还原期操作时要分批向炉渣面均匀加入炭粉、硅铁粉,设法使 炉渣颜色变白并保持白渣,并向熔池中加入铳铁、硅铁以及冶炼钢 种所需要的铁合金。为了最终脱氧,还要向钢液内插铝块。
(6)出钢。出钢是指将经过冶炼符合要求的钢液,从出钢口处 倾入盛钢桶,然后进行浇铸。出钢时要求炉渣覆盖在钢流面上,随 钢流一起倾入盛钢桶。
所以氧化法冶炼一炉钢的操作顺序为:上炉钢f补炉f装料f 熔化期一氧化期f还原期f出钢浇铸成钢锭。
电弧炉炼钢操作时,除了控制钢的化学成分外,要特别重视冶 炼温度和炉渣成分的调整。温度的高低主要是通过变压器输入功率 大小来控制,电功率大小可以通过调节供电电压、电流的大小来进
5
章电弧炉炼钢技术概述
行调整。炉渣成分可随意调整,例如多加些石灰就能增强炉渣的碱 性及黏度,加些萤石能增强炉渣的流动性,甚至可以将原有渣子扒 除掉(或扒除部分)重新造渣。总之,可根据冶炼需要对炉渣适当 控制。
1.2电弧炉炼钢技术的发展
电炉炼钢法是目前两种主要的炼钢方法之一。电炉钢产量 2008年约占全球粗钢总产量的30% (中国电炉钢产量仅为国内总 钢产量的9%左右)。与转炉炼钢流程比,电炉炼钢流程采用全废 钢冶炼的能源消耗仅为转炉炼钢流程的40%左右。因此随着废钢 的积累、直还铁产量的增加及人们对节能环保的日益重视,电炉钢 产量将逐步增加。回顾电弧炉炼钢的发展历程可见,电炉炼钢能源 消耗的降低、冶炼时间的缩短,均伴随着电炉炼钢装备的技术发展 与进步。近年来电炉炼钢装备在废钢预热及余热回收、电弧炉大型 化、超高功率供电、强化供能、加料自动化等装置的开发应用上均 不断完善,同时与终点控制相关的取样测温、智能控制及成本控制 系统等方面也取得了长足进步,推动了电弧炉炼钢技术和低碳炼钢 技术的进步。
1. 2.1大型电弧炉的发展
世界上现有较大型电弧炉约1400座,其中炉容量最大可达 400to发达工业国家特别是欧洲和日本等主流电弧炉容量为80〜 150t,近几年来有增至150〜20Ot的趋势。国内一般通俗称等于及 大于IOot电炉为大型电炉。从技术经济指标看:大型电炉的生产 率及能源利用率均高于中小型电炉。国内电弧炉大型化是从20世 纪90年代开始的,主要采用100〜15Ot电弧炉,电炉炼钢装备主 要由国外生产商提供。从国内现有大型电炉的设备及生产情况看, 总体生产状况良好,同等原料条件下的技术经济指标与国外基本相 近。表1-2为国内外典型电炉技术经济指标的对比情况。国内电炉 生产厂家在过去很长一段时间内仅能生产炉容量约50t电炉炼钢 炉。近年来国内电炉制造技术取得了较大进步,国内在对国外电 炉设备引进消化的基础上,制造的IoOt电炉主体设备已基本达 到国际先进水平。
6
12电弧炉炼钢技术的发展
表1-2国内外典型电炉技术经济指标的对比情况
|
企业 |
天管 |
美国 Nucor Yamato |
土耳其 ɪedas Biga 钢铁厂 |
安钢 |
意大利 德兴集团 |
大冶 |
|
废钢比/% |
46 |
100 |
100 |
78 |
100 |
31 |
|
生铁比/% |
10 |
— |
— |
17 |
— |
6 |
|
铁水比/% |
26 |
— |
— |
5 |
— |
63 |
|
DRl 比/% |
18 |
— |
一 |
— |
— |
— |
|
电弧炉容量/t |
150 |
150 |
175 |
100 |
100 |
60 |
|
供电方式 |
交流 |
交流 |
交流 |
交流 |
交流 |
交流 |
|
变压器额定容量/MV ∙ A |
100 |
90 |
168 |
72 |
90 |
25 |
|
钢铁料消耗/(kg/t) |
1056 |
1085 |
— |
1029 |
1090 |
IllO |
|
冶炼周期/min |
51 |
38 |
46 |
55 |
52 |
60 |
|
氧气消耗/(m3/t) |
41 |
45 |
47 |
54 |
45 |
44 |
|
冶炼电耗/(kW∙ h∕t) |
349 |
287 |
325 |
408 |
398 |
265 |
注:天管:天津钢管集团股份有限公司;安钢:安阳钢铁集团有限责任公司;大 冶:大冶特殊钢股份有限公司。
与传统小容积电弧炉相比,大型电弧炉的高度和直径均大大增 加;同时电极和炉壁之间的距离增大,减少了电弧对炉壁的辐射, 因此可以提高供电功率,烟气在炉体中的运行路径增加,Co二次 燃烧率提高,余热回收效率增大。
1.2.2超高功率电弧炉供电系统的进步
电弧炉实现超高功率化,必须有大型变压器及电极自动调节系 统才能满足高功率供电系统的要求。
(1)大功率电炉变压器。电炉变压器根据供电功率可分为普通 功率、高功率和超高功率3种,分别以RP (Regular Power)、HP (HighPower), UHP (Ultra High Power)表示。要实现电炉炼钢的 高效化,必须提高电弧炉冶炼的电能输入功率,高效率的电炉吨钢 电功率输入已经达到IOOOkV ∙ A以上,目前世界上投入使用的最大 变压器容量已达到200MV ∙ A,可满足20Ot的电弧炉生产。表L3 为国外电炉供应商提供的IOOt电炉的变压器参数及技术经济指标。
7
第1章电添炉炸钢技术概述
表1-3供应商提供的IoOt电炉的变压器参数及技术经济指标
|
公司 |
出钢 周期 ∕min |
水冷炉 壳直径 ∕mm |
电极直 径∕mm |
变压器容量 /MV ∙ A |
碳氧 喷枪 /套 |
氧油 烧嘴 /个 |
-⅛s- /(kW∙ h/t) |
电极消耗 ∕<kg∕t) | ||||
|
AC |
DC |
AC |
DC |
AC |
DC |
AC |
DC | |||||
|
DANLI |
59 |
6100 |
600 |
700 |
70 |
70 |
2 |
6 |
245 |
245 |
1.3 |
1.0 |
|
VAI |
59 |
6400 |
610 |
— |
72 |
— |
1 |
6 |
217 |
— |
1.0 |
— |
|
PW |
59 |
5350 |
610 |
710 |
78 |
65 |
1 |
7 |
230 |
220 |
1.3 |
1.0 |
|
DEMAC |
59 |
6100 |
610 |
— |
70 |
— |
1 |
1 |
250 |
— |
1.7 |
— |
|
KORFARC |
53 |
6100 |
610 |
— |
70 |
— |
1 |
1 |
250 |
— |
1. 5 |
— |
|
CLECIM |
59 |
6200 |
— |
610 |
— |
76 |
1 |
无 |
— |
280 |
— |
1.3 |
|
NSC |
59 |
6140 |
— |
610 |
— |
90 |
1 |
无 |
一 |
290 |
— |
1.2 |
(2)电极自动调节器。良好的电弧炉电极自动调节器能保障生 产顺利进行、缩短冶炼时间,有利于提高电弧炉生产能力。目前国 内外大部分关于电弧炉电极调节自适应控制的研究主要是将电弧炉 主电路作为线性的系统进行辨识或控制,然后采用线性系统的自适 应控制方法进行研究。分段线性化自适应控制的方法便是其中的一 种,分段线性化自适应控制策略是將电弧炉电极调节系统由对非线 性系统的控制转变成对分段线性化系统的控制,解决了三相电弧炉 系统的自适应控制问题。数字式电极调节系统(TDR)是按照现 代电炉炼钢模式设计和开发的,已经成功使用于iEAF电弧炉。它 采用高速的摩托罗拉微处理器,使该系统具有自适应、实时调节功 能。该系统从电流互感器和电压互感器采集的信号均按有效值 (RMS)计算,采集的这些数值同存储在微型计算机中的设定值相 比较,比较后的差值输出给执行机构,该执行机构控制伺服阀,驱 动电极上升或下降。这种数字式调节器的所有信号和计算都是数字 式的。数字式电极调节系统在意大利达尔敏钢厂IOOt电弧炉 (100MV ∙ A)运行2年后,二次电压由917V提高到958V,电耗 指标由393kW • h/t降低到383kW ∙ h∕t,电极消耗由2. 3kg∕t降 低到L75kg/t,生产率由113t/h提高到120t/h。研究表明,基于 神经网络、模糊控制和模型参考自适应技术的电极调节模型,取得 了比传统PlD电极调节器更好的效果,部分模型已经成功用于实
8
1.2电弧炉炼钢技术的发展
际生产。舞阳钢铁公司IOOt电弧炉电极系统在采用恒阻抗神经网 络调节控制器后,每炉供电时间由40min缩短到32min,冶炼电耗 由280kW ∙ h/t减少到220kW ∙ h∕t,电极消耗由1. 5kg∕t下降到 l.25kg/to国内大部分的电弧炉电极调节系统都还是采用传统的 PlD控制方式。传统PlD控制会引起三相不平衡、造成电网电压 波动。近年来自适应控制、智能控制等也开始引入到国产电弧炉控 制系统。
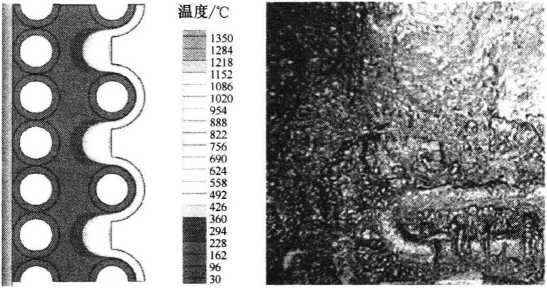
(3)水冷炉壁的技术进步。随着电弧炉冶炼强度的增加,对电 炉炉壁的水冷要求越来越高。传统电炉多采用水冷炉壁强化水冷及 挂渣达到保护炉壁的目的。达涅利FastArc技术在电弧炉的炉壁和 炉顶采用长寿节能水冷炉壁(图1-2)。该节能炉壁包括2层水冷管 路,其中直接暴露在电弧辐射作用下的一层管路中,管与管之间采 用较大的间距,以容纳电炉炉渣,起到热镜作用,并作为隔热层和 电绝缘层使用。覆盖在炉壁表面上的渣层在出现热流密度峰值期 间会部分熔化,从而降低作用在钢管上的热应力,而在形成泡沫 渣期间,则重新形成一层较厚的渣层,并再次黏结在炉壁表面。 节能炉壁采用双层设计,当出现漏钢或冷却水泄漏事故时,损坏 层(通常为内层)可在几分钟内从水冷回路上卸下,可有效避免 出现重大安全问题和造成较长时间的停机。外层则可有效保护 炉壁。
(a)设计阶段 (b)设备运行过程中
图1-2达涅利长寿节能炉壁
9
第1章 电弧炉炸钢技术概述
表1-4分别给出标准炉壁和节能炉壁热流密度和炉壁渣层表面 温度平均值和最大值。在使用节能炉壁时,热流密度平均值降低约 10%。因此,节能炉壁可有效减小热流密度峰值,延长炉壁使用 寿命。
表1-4标准炉壁和节能炉壁热流密度和炉壁渣层表面温度平均值和最大值
|
项目 |
热流密度平均值 /(kW∙ h∕m2) |
热流密度最大值 /(kW∙ h∕m2) |
温度平均值 ∕βc |
温度最大值 /七 |
|
节能炉壁 |
310 |
452 |
822 |
Illl |
|
标准炉壁 |
335 |
563 |
234 |
640 |
(4)电炉废钢预热装置。废钢预热技术在20世纪80年代开始 研究,到90年代得到全面的推广,采用废钢预热可节电10%〜 20%,废钢入炉温度可达到600℃以上。目前废钢预热电弧炉主要 有竖式电弧炉、双炉壳电弧炉及康斯迪电弧炉。应用最广泛是竖式 电弧炉和康斯迪电弧炉。20世纪80年代以来,世界上投产的竖式 电弧炉装备31套(其中26套来自SlMETAL-FUChS公司),康斯 迪设备26套。
①竖式电炉。竖式电弧炉的优点是废钢预热温度较高,能量 利用率高。中国在20世纪90年代后引进了一批竖式预热电炉,主 要有珠江钢铁IoOt电炉、沙钢IOOt电炉、兴澄IOOt电炉、安阳钢 铁IOOt电炉等。如图1-3所示的竖式电弧炉是2007年在中国江苏 沙钢投产的CoSS电弧炉,其直径6. 8m,出钢量IIOt,废钢预热
图1-3 COSS竖式电炉
量90t。与传统竖式电 弧炉不同的是,COSS 电弧炉利用推钢机将 竖炉中的预热废钢推 入电弧炉熔池中,完 成连续加料而不影响 正常冶炼操作。竖炉 安装在带测重装置的 台车上,通过测量废 钢质量控制电能、化
10
1.2电■炉炼钢技术的发展
学能输入。竖式电弧炉维修期间可以移出竖炉装置,使用备用第四 孔废气处理系统,保证了生产顺利进行。电弧炉炉气中的Co在进 入竖式前进行二次燃烧,使废钢预热温度达到800〜1000七,该电 弧炉的冶炼周期约35min,电能消耗低于IOOkW ∙ h/t。
由于竖炉中会出现黏钢,阻碍了废钢顺行,采用手指式的竖式 电炉的"手指"在高温下易损坏,影响设备的连续生产。近年采用 该预热方式的逐年减少,被康斯迪电炉取代。
②双炉壳电弧炉。双炉壳电弧炉具有2个炉体,一套可旋转 的电极夹持器及提升装置,多采用直流电极。双炉壳电弧炉利用进 行冶炼操作的炉壳产生的废气预热另一炉壳中的废钢,废钢预热后 旋入电极进行冶炼,如此交替进行。同传统电弧炉相比,双炉壳电 弧炉电源系统使用时间增加约20%,具有更高的生产率。1996年 宝钢及锡钢投产了 2套150t的双壳炉电弧炉。由于预热效果不稳 定,热的利用率也相对较低,设备维护成本较高。近年国内外已较 少采用双炉壳电弧炉。
③康斯迪(Consteel) 式电弧炉低,占地面积大, 备正常生产(图1-4)。因 此在21世纪初在投产的 新型电弧炉中,康斯迪电 炉更多。自2000〜2007 年,中国先后投产了 10 余套康斯迪电炉设备。康 斯迪电炉的废钢、生铁等 金属料通过上料传送机自 动、连续地加入炉内的同 时,烟气逆向通过预热段 预热炉料。近来,EFSOP 烟气分析系统和余热锅炉 成功使用于COnSteel电弧炉,对ConSteeI电弧炉的高效、节能和 安全生产具有显著的促进作用。无锡雪峰钢铁厂测得Consteel电 炉内废钢整体温度约500℃ o 2008年意大利Arvedi钢厂投产的
电炉。ConSteel电炉预热温度虽然较竖 但废钢预热设备运行稳定,不会阻碍设
图1-4康斯迪电炉
11
第I章电弧炉炼钢技术概述
Consteel电炉的直径达到8. 5m,具有2段35m加料传送带和1段
40m的预热段,传送带速度可以达到6m/s,废钢加入速度430t/ h0中国在这方面的研究也取得了突破,河南太行振动集团等单位 开发的非谐振输送装置满足了 Consteel电炉的送料。
1.2.3电弧炉辅助装置的进步
电弧炉辅助装置包括供氧设备、炉料上料装置、余热回收设备
等。新装置电炉集束供氧及余热锅炉的使用大幅度降低了电弧炉炼 钢流程的能耗,节约了生产成本。提高电炉吨钢用氧量、增加电炉 内化学能输入是强化电炉冶炼、提高电炉节奏的最有效手段之一。 在熔池碳源充分时,每喷吹lm3氧气相当于向炉内供应3-4kW ∙ h 的电能。因此,高效地将氧气输入到电炉炉内,对加快电炉炼钢的 冶炼节奏、大幅度降低生产成本是非常重要的。电炉炼钢氧气产生 的化学能在电炉能量输入中已占了较大的比例,达到30%〜40%。 特别是电炉大量采用生铁及热装铁水后,化学能的比例达到总能量 的40%以上,相当于电炉增加了近1倍的能量输入,大量输入氧
气已成为现代电弧炉炼钢工艺的一个重要特点。
电炉的炉型决定了其供氧的多样性。目前供氧设备主要包括炉
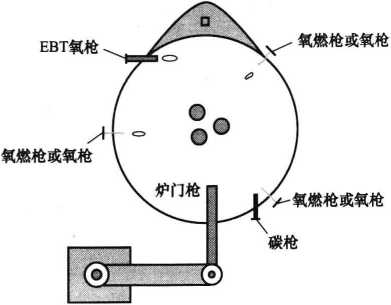
图1-5电炉供氧方式
门氧枪、炉壁氧枪等, 同一电弧炉上可以同 时使用多种供氧设备, 如图1-5所示。这些供 氧装置的使用使电弧 炉炼钢的生产成本逐 步下降,钢产量大幅 度提高。
1. 2.4炉门氧枪
电炉炉门碳氧枪 是电炉强化冶炼最早 采用的装置。国内电
炉企业于1993年前后引进炉门氧枪,主要目的是提高脱碳效率、 缩短冶炼时间、降低氧管消耗及工人劳动强度等,主要有FeChS形 式的水冷碳氧枪及BSE形式的自耗式氧枪。
12
1.2电弧炉炼鋼技术的发展
炉门枪装置可同时喷吹氧气及炭粉,也可单独喷吹氧气及炭 粉。该装置由喷枪(包括氧枪及碳枪)、机械系统、液压系统、电 气系统、水冷系统及喷水冷式喷枪采用超声速射流,在熔池上方喷 吹,因此喷枪的消耗低;自耗管插入钢水,喷管消耗高,但其供氧 效率比水冷氧枪高。
1. 2.5炉壁氧枪
电弧炉炉壁氧枪有多种形式,主要为固定式超声速氧枪及移动 式氧枪2种。固定式氧枪的主要缺陷是存在氧气射流不足,而移动 式氧枪因黏钢不易移动。目前国内外采用最多的集束射流氧枪是利 用气体力学原理,在传统氧枪的主氧周围设置伴随流,伴随流由燃 气及氧气的燃烧火焰组成。在主氧流周围形成了等压圈,使氧气速 度衰减放慢,形成类似于激光束的氧气射流流股,因此超音速射流 的长度和熔池搅拌能力都得到增强。目前国外使用的集束射流氧燃 系统主要有意大利的KT氧燃系统、美国的CoJet、PTI及ACI系 统等,国产有自主知识产权的是北京科技大学研发的USTB氧燃 系统等。USTB氧枪成功地使用于安阳钢铁公司IOotEAF,收到
了冶炼周期41min,吨钢 电耗167. 9kW ∙ h的好 效果。同时,为防止垮 料和大块废钢损坏炉衬 或集束供氧装置,将氧 燃系统装置在水冷铜件 中。水冷铜件如图1-6 所示。
集束氧枪强化用氧 技术给现代电弧炉炼钢 带来明显的经济效益。 但这些集束氧枪控制系
图1-6供氧水冷铜件示意图
统基本上属于半闭环控
制系统,冶炼过程中的用氧操作是按炼钢的经验大体确定一个用氧 规则,不能保证冶炼操作中能达到优化用氧。研究者运用数据挖掘 技术中的模糊聚类思想,根据电弧炉的冶炼历史数据,针对不同钢
13
章・电荻炉爆钢技术概连
种和铁液比,找出最优的用氧组合,并建立相应的规则,实现最优 控制。
(I)金属料上料设备。近年来铁水、直接还原铁和热压铁等 开始作为电弧冶炼的金属料使电弧炉上料的方式多样化.电弧炉 炉料中直还铁超过35%时,料篮加料会造成直还铁黏附在炉壁 上。先进的电弧炉企业将直还铁加入电弧炉时通常采用连续上料 系统。连续上料系统通过振动给料机将直还铁给至带式输送机, 带式输送机再将直还铁送至原料跨的高位料仓供电弧炉炼钢使 用。同时,某些竖式电弧炉也通过上料皮带将废钢加入竖炉中, 如Eco-arc和ContiArc电弧炉。连续加料方式缩短非通电时间、 降低了冶炼电耗。
受国内废钢资源及冶炼成本的影响,部分电弧炉采用了铁水热 装技术。电弧炉的铁水热装方式主要包括从炉门、炉顶和炉后加入 3种方式。炉门兑铁水是将铁水包中铁水通过兑铁水小车的兑铁溜 槽经炉门口一次性注入电炉内;炉顶兑铁水将铁水包中铁水在炉盖 旋开期间从炉顶一次性兑入电炉内;炉后兑铁水的铁水包由专用承 载架倾动,通过兑铁溜槽,一次性将铁水从炉后侧开口处兑入电炉 内。炉门兑铁水法影响炉门氧碳枪的使用。炉后兑人铁水方式在热 装铁水时,不影响电弧炉正常冶炼,因此较安全、合理。
(2)辅助加料设备。将石灰料从料仓运送到电弧炉工位,传统 方法是利用料斗将块状石灰等造渣材料运送至废钢料场,利用高架 行车加入装有废钢的料篮中;新方法还可以利用传送带或压缩气体 将石灰运送到电弧炉工位。
传送带输运可以长距离运送不同粒度的石灰料,但一次性投资 成本大,石灰浪费与污染严重,劳动强度高。压缩空气输医通过炉 壁喷枪将石灰粉加入电炉,缩短了石灰在电弧炉中的运动路径,加 速石灰的溶解和泡沫渣的形成,但这需要结合燃枪使用以避免炉渣 结壳。
2008 年,Gerdau Ameristeel Jackson 公司 120t 电弧炉安装了 2套由PTl公司设计制造的石灰喷粉系统,利用压缩空气输运和加 入石灰粉。该系统由料仓、喷射系统和相应管道组成。使用后,每 炉次的石灰和白云石使用量由原来的4082kg下降到了 3859kgo利
14
1.2电弧炉炼制技术的发展
用喷枪加入石灰及白云石,使操作者可以通过自动控制系统控制造 渣材料的加入速率与加人量,以达到最好的炉渣状态。
DANlELl设计的石灰喷枪轴向喷吹石灰、白云石等造渣材 料。其功率为6. 5MW的水冷铜头燃枪在熔炼初期能快速熔化出喷 吹造渣材料所需的空间。石灰喷枪安装在密封水冷箱内,水冷箱可 以安装在炉内热点部位保护炉衬并快速形成泡沫渣。
Dalmine利用石灰喷粉系统,控制造渣料的加入,结合喷炭系 统、在线烟气分析系统、电能谐波和水冷炉壁温度综合控制泡沫渣 状态。
1. 2.6测温定碳等装备的发展
普遍使用的取样和测温方式是通过人工将取样器或热电偶从炉 门插入钢水中来完成的。SIEMENS VAl公司设计的SIMETAL LiqUiRob自动测温取样机器人,外层涂有特殊防尘隔热纤维,具 有6个自由度的运动、自动更换取样器和测温探头、检测无效测温 探头等功能,可以通过人机界面全自动控制(图1-7)。与机械手 取样相比,使用寿命更长,维修成本更低。自动取样测温机器人的
使用改善工作环境,提高了测温取样的精度。
对熔池中碳含 量的测定除了通过 取样分析的方法外, 还可以通过气相定 碳技术来完成。气 相定碳技术是根据 炉内物料平衡,利 用质谱分析仪或红 外烟气分析仪连续 测定电弧炉排放烟 气量及C0、CO2含
图1-7 SIMETAL LiquiRob自动测温取样机器人
量,结合炉原材料成分、质量等数据,连续计算出吹炼过程中熔池 碳含量的技术。意大利GOodfelloW公司开发的EASOP系统由第 四孔烟气取样器、静压传感器、气体高温计、红外烟气分析仪组 成,通过PLC和PC机连接,计算出电弧炉中碳含量,在欧美得
15
第1章 电弧炉炼钢技术概述
到了使用。对熔池温度的测定主要是通过热电偶测定,但利用红外 测温技术测定熔池温度是今后发展的趋势。Dalmine、TeChint和 罗马的CMS公司正致力于红外测温技术应用于电弧炉熔池连续测 温的研究。可以预见,电弧炉连续测温技术的成功使用,将给电弧 炉炼钢自动化控制和模型优化带来深远的影响。达涅利FaStArC电 弧炉,能做到在给电过程中采样、连续定碳,在电弧炉精炼过程中 连续测温,并能借助于下渣检测功能,从主控室实现远程出钢和出 钢口封闭;在给电过程中,利用机械手进行炉门清扫,炉门清扫机 械手如图1-8所示。

图1-8 FaStArC炉门清扫机械手
1. 2.7余热鋼炉利用
电炉烟气余热回收设备在近年来得到研究和应用。余热锅炉利 用烟气热产生水蒸气,用于电弧炉后续工序真空精炼炉(VaCUUm Degassing, VD)生产或生活使用。余热锅炉热效率可达到75% , 回收热量约为预热废钢回收热量的2. 5倍。
如图1-9所示,第四孔除尘的高温烟气,经烟道经过燃烧沉降 室后,进入余热锅炉,并在余热锅炉中和软水完成热交换。烟气流 出后进入除尘器,温度在150〜180(范围内;烟气经过除尘器净 化后,由风机排入大气。软水经过余热锅炉后被加热到200c左 右,产生饱和水蒸气,供炼钢VD炉生产或生活使用。
余热锅炉的核心换热元件是热管。热管是一种高效的传热元 件,它通过密闭真空管壳内工作介质的相变潜热来传递热量。热管 从高温烟气中吸收热量,传递给饱和水,使其汽化,产生汽水混合
16
1.2电弧炉炼钢技术的龙展
況降室
热管组合锅炉
*气価

除尘器
C\ 电动机
二 M

T
除尘灰 收集再利用
图1-9余热回收系统工艺布置
物,经蒸发器上升管到达汽包;在汽水分离后由蒸汽主阀输出蒸 汽,低温水由下降管进入蒸发器重新进行吸热产汽。如此连续循 环,达到将高温烟气降温、水汽转化目的。
莱钢50t电弧炉第四孔除尘系统应用了余热利用技术,在炉料 中铁水占50%的情况下,热管式余热锅炉小时产蒸汽量为20〜 22t,蒸汽用于VD炉真空泵及炼钢生产区域采暖、浴室等。余热 蒸汽锅炉代替原柴油蒸汽锅炉后,每吨电弧炉初炼钢水减少柴油蒸 汽锅炉耗油约Ilkg,折合能耗16. 5kg/t;余热锅炉回收烟气的余 热约18.7kW ∙ h/t,烟气余热的回收效率达38%。江苏淮安钢铁 厂采用余热锅炉回收电弧炉烟气余热后,新改造的除尘系统吨钢能 耗成本从传统的20. 51元降低为一1. 56元/t,实现了负能除尘的 效果。
1. 2.8智能化电弧炉
电弧炉技术发展中,只凭借操作者经验来控制电弧炉生产将限 制电弧炉生产力提高和冶炼过程优化。通过数据信息交流和过程优 化控制,促进了电弧炉装备技术的进一步发展。
(1)电弧炉钢水温度终点预报模型。电炉炼钢系统是一个复杂 的非线性系统,精确建模比较难。由于神经网络具有很强的学习能 力和非线性逼近能力,有一些学者研究用神经网络预报冶炼终点钢
17
第1章电aL⅜>⅜⅛钢技术概述
水温度,但是由于神经网络存在过学习、局部极小点、结构和类型 设计依赖于专家经验等固有缺陷,这在一定程度上限制了其在电炉 温度预报中的应用。近年来,研究者开发了基于支持向量机 (SVM)的电炉温度预报模型和人工神经网络技术、遗传算法结合 的电炉温度预报模型。前者利用江阴兴澄钢厂数据进行建模和预 测,得到了预测温度与实际温度之间的误差在士 IOC的命中率为 87%,误差在±15℃的命中率为94%的效果;后者以安钢Ioot电 弧炉生产数据建模和预测,得到了的电弧炉终点温度的精度范围为 士2七、士4(、±6℃、±8℃时,混合遗传算法终点温度命中率分 别为 80%、88%、90%、96%的效果。
(2)电弧炉漏水监控模型。电弧炉过多水分进入引起爆炸,致 使生产中断、设备损坏、甚至人员伤亡。因此对电弧炉中水分的监 控十分重要。传统对电弧炉漏水的监控主要靠人为观察。现代电弧 炉中水含量的监控有2种方式:第1种是利用EASOP在线烟气成 分分析仪和在线露点探测仪检测出烟气CO、Co2、H2、O2和 HzO的含量,利用氏0的含量监控为溶解的水含量,利用H2、 H2/CO或H2、CO2/CO指标监控H2含量;第2种方法是利用烟 气分析的成分和基础操作数据,通过物质守恒和能量守恒建立模 型,监控电弧炉中水的渗入量。这两种方法都将利用试验和历史数 据分析界定正常值与异常值的范围,设定警告、警报或采取自动处 理措施避免造成危害。欧美已有15个生产企业正在或已经安装了 基于EASoP的电弧炉水监控系统,并成功地监控了多起炉壁或炉 盖的水渗漏事故。
(3) iEAF动态控制技术。意大利德兴公司注册的iEAF型智 能电弧炉动态控制系统,是一种革新的自动化系统,它实现连续、 即时过程测量和在线动态过程控制。iEAF智能控制系统将电弧炉 控制和它的辅助机械控制和自动化综合在一起。根据炉子上不同传 感器提供的反馈信号(如电流、电压、烟气的温度和压力信号等), 以及控制参数(氧-燃烧嘴的氧气和天然气流量、炭粉喷射量等) 和电极调节器工作状态等管理和控制冶炼过程。集成控制电能和化 学能的输入。从控制过程的观点看,iEAF控制系统包括系统硬件 和辅助工具、数学模型(包括气相、液相和固相模型)和最优化模
18
1.3电弧炉炼钢的技术经济指标
型(电能最佳化、二次燃烧最佳化等)3个层次。
目前在意大利TenariS Dalmine厂使用了 iEAF动态过程模型 技术。iEAF技术针对电弧炉烟气的成分、温度测量,预测废钢熔 化及熔池情况,提高了对电弧炉内冶炼过程的认识。
(4)电弧炉冶炼过程控制成本优化系统。传统的电弧炉冶炼操 作中,电弧炉技术指标受操作者熟练程度影响。现代计算机技术的 发展,使利用计算机的记忆和计算功能优化电弧炉操作成为可能。 北京科技大学研发的电弧炉冶炼过程控制成本优化系统通过对电弧 炉冶炼工艺历史数据的记录,建立数据库;根据成本、能耗最低或 冶炼时间最短原则,选择与当前冶炼炉次炉料结构、冶炼环境等相 近的最优历史数据,然后根据最优炉次的冶炼工艺进行冶炼,以达 到最优的冶炼效果。该系统由北京科技大学开发,已经在国内外电 炉试运行。
1.3电弧炉炼钢的技术经济指标
1. 3.1电弧炉炼钢主要技术经济指标
电弧炉炼钢的生产水平和管理水平,在各项技术经济指标中具 体地反映出来,因而提高各项技术经济指标显得十分重要。电炉炼 钢的主要技术经济指标有以下几个方面。
(1)产量。产量方面的技术经济指标如下。
①合格钢产量(t)
实际合格钢产量=实际检验产量一废品量 (IT)
②利用系数[t∕(MV ∙ A ∙ d),利用系数指一昼夜(24h) 每IMV ∙ A变压器生产的合格钢产量(t),计算方法为
利用率数=___合格量___ (1 -2)
利用糸数变压器容量X日历昼夜 丿
式中,变压器容量=变压器额定容量(kV∙A)/103。
日历昼夜即统计期,通常按月、季、年度进行,但应扣除计划 检修和计划停电所占去的时间。冷装电炉利用系数一般为15〜 30t∕( MV ∙ A ∙ d)0
③作业率(%)。作业率指电弧炉实际炼钢时间与日历时间的
19
第■!章 电弧炉⅜⅛⅜;技术⅜u⅛
百分比,计算方法为
作业率=
实际炼钢时间(h) 日历时间(h)
X100%
_日历时间(h)一热停工时间(h)
- 日历时间(h)
X100%
(1-3)
热停工时间包括接电极、检修机械电器、更换水冷设备、等吊车、 中修炉、非计划停电等所花时间的总和。
④冶炼时间(min/炉)。冶炼时间指冶炼每炉钢所需时间,计
算方法为
平均每炉冶时间=头 翦鬻需?m)
(1-4)
式中,实际出钢炉数不包括炼原料钢炉数。
⑤时间利用率(%)和功率利用率(%)。这是电弧炉生产能 力方面有重大影响的两个因素,能反映出电炉车间的生产组织能 力、管理、操作和维护水平。
时间利用率为一炉钢总通电时间与总冶炼时间之比,用Tu 表7K。
T — t2 +厶 “ tl+t2+t3+t4
(1-5)
式中h--上炉出钢至下炉通电的时间;
克--熔化时间;
¢3——精炼时间;
/4--冶炼过程中停电时间。
提高时间利用率即减少热停工时间。
功率利用率是指炼一炉钢实际耗电量与通电时以额定功率进行 的最大耗电量之比。用C2表示。
r _尸僖女+P⅜|t3
2 P额定(我+场)
式中P燈--熔化期的平均功率;
P精——精炼期平均功率;
Pei定一■炉用变压器额定功率;
⅛..熔化时间;
(1-6)
20
%——精炼时间。
1.3电弧炉擦钢的技术经济指标
提高功率利用率即要充分发挥使用变压器功率,尽量地延长最 大功率的时间。
(2)质量。质量方面的技术经济指标如下。
①合格率(%)。合格率指合格钢产量与实际检验产量的比 值,按钢种分月、分季、分年统计,又称质量合格率,计算方法为
合格率= ^^ftX 1。。% "
②废品率(%)。废品率指废品量与实际检验产量的比值,计 算方法为
废品率=I-合格率 (1-8)
(3)品种。品种方面的技术经济指标如下。
①品种完成率(%)。品种完成率指完成品种与计划品种的比 值,计算方法为
品种完成率=尋龍骞XIO0% (1-9)
②合金比(%)。合金比指合金钢合格产量占合格钢总产量的
比例,计算方法为
合金比=J^^yX(i)
有些钢厂还用高合金比来表明高合金钢(合金元素总量大于 10%的钢)比例的多少,即
高合金比=合受亶盒警鬃量X100% (1-11)
合格钢总产量
(4)消耗。消耗方面的技术经济指标如下。
①电力消耗(kw∙h/t)。电力消耗指生产It合格钢所消耗的 电能,计算方法为
滔雑一电弧炉用电量 (112、
电力消耗-合格钢产量 2)
②电极消耗(kg∕t)o电极消耗指生产It合格钢所消耗的电 极量,计算方法为
电极消耗哮關器 QT3)
21
第1章电弧炉隽钢技术概述
③钢锭模消耗(kg/t)o钢锭模消耗指生产It合格钢所消耗 的钢锭模质量,计算方法为
钢锭模消耗=
所耗用钢锭模质量
-合格钢产量-
(1-14)
④耐火材料消耗(kg/t)。耐火材料消耗指生产It合格钢所 消耗的镁砂、耐火砖等的质量,计算方法为
耐火材料消耗=所耗*縣需质量 (1-15)
炉龄、炉盖、盛钢桶均按寿命计算,单位为炉(次)。
⑤金属料消耗与钢铁料消耗(kg/t)o金属料消耗指生产It 合格钢所消耗的废钢、生铁及其他合金材料、氧化铁皮、铁矿石等 的总耗量,计算方法为
金属料消耗=
废钢+生铁+铁合金+氧化铁皮+铁矿石 合格钢产量
(1-16)
钢铁料消耗指生产It合格钢所消耗的废钢和生铁量称钢铁料 消耗,计算方法为
钢铁料消耗=編霜 S")
1. 3.2提高技术经济指标的主要途径
提高技术经济指标的主要目的是要使电弧炉生产达到优质、高 产、多品种、低消耗的要求,而产品质量的好坏是提高技术经济指 标的中心环节。从各项指标分析表明,质量与各项指标间具有紧密 的内在联系。如要完成计划产量指标,首先要确保在优质的前提下 增加合格钢产量,而合格钢产量的多少,又决定了电弧炉利用系数 的高低。又如品种完成率指标也就是要求生产具有一定数量的优质 合金钢。再如消耗方面,要降低生产每吨合格钢的单耗,除了降低 各项原材料定额消耗外,还必须确保质量合格。总之,要提高技术 经济指标,质量是个关键,又是中心,为了提高各项技术经济指 标,就一定要以质量为中心,做好以下几方面工作。
①不断提高操作技术水平,加强电弧炉炼钢的基本训练,尽 量缩短各项工艺操作的时间,尤其是缩短补炉、装料、接电极和扒
22
1.3电弧炉炼钢的技术经济指标
渣等操作的时间。
②进行冶炼工艺改革,改革现有冶炼工艺。如推广炉外精炼 工艺,各厂可根据具体条件,选择各种炉外精炼方法,氧化期强化 冶炼,扩大沉淀脱氧的比重,还原期强化脱硫等。
③挖掘潜力,增加产量。如为扩大炉产量而进行合理超装, 为提高变压器输出功率而改进电气设备等。
④“开源节流”,努力增加炉子的能量收入,减少能量损失。 如废钢预热,热装铁水,余钢余渣倒回炉,吹氧助熔、煤气助熔, 减少热停工,缩短补炉装料时间等。
⑤降低原材料消耗。如加强炉体和电极的维护,采用水冷挂 渣炉壁,加入铁合金要精打细算等。
23
第2章电弧炉热工基础和电弧炉设备
2. 1冶炼过程的能量供给与热交换
2.1.1电弧炉炼钢过程中的能址供给制度
电弧炉冶炼各个阶段的钢液具有一定的温度,温度制度是要靠 合理的能量供给制度来实现的,电弧炉炼钢的能量供给制度是指在 不同的冶炼阶段向电弧炉输入电弧功率的多少以及辅助能源的多 少,以下做简要分析。
(1)熔化期。电弧炉加入废钢铁料以后,电弧在固体炉料上面 和接近炉盖的区域起弧,弧光会辐射到炉盖,如果炉料的配加和布 置得比较合理,电极很快就会插入炉料内,电弧就会被炉料包裹。 当电弧被炉料包裹以后,直到炉料大部分被熔化,电弧暴露在熔池 面上为止,这一阶段,炉料宜接吸收电弧的功率,炉衬几乎不参加 热交换,所以电弧炉可以输入最大的电压和电弧功率,各类烧嘴在 这一阶段也要满功率地输入能量。
随着废钢的熔化,电弧暴露在熔池面上,炉衬参与了热交换, 熔池非高温区主要依靠炉衬辐射而加热,由于炉墙的位置和熔池之 间的夹角略大于90°,炉盖可以认为是与熔池液面平行的,所以可 以认为,在加热熔池方面,炉盖起着主要的作用。输入电弧炉电弧 功率的分配可以表示为
P⅛.弧=P有用功+P热损失+P炉衬储热 (2T)
式中P电弧..电弧的功率,kW;
P有用功一加热炉渣和钢液的功率,kW;
P热损失—通过炉衬和其他途径散失的功率,kW;
P炉衬储热——炉衬储存的能量,使得炉衬升温,kW。
随着冶炼的进行,炉衬的温度升高,炉衬储存能量的程度降
24
2. 1冶炼过程的能・供给与热交换
低,P热损失增加,P有用功由两部分组成,一部分是电弧直接辐射给 炉料或者熔池,另外一部分是首先辐射到炉衬,再从炉衬反射给熔 池,炉衬反射给熔池功率的大小,由炉衬的温度和熔池表面温度的 四次方之差来决定。
_ 4 Γ∕Tι+273√ /T2+273']
(J (2-2)
式中g-炉衬辐射给熔池面的热流,kW/m2 ;
TI--炉衬的内表面温度,℃;
T2--熔池表面上的温度,℃;
4/800——辐射系数,kW∕(m2 ∙ K2)o
角度系数取为1。
熔化期的温差大,这种传热可以大量的进行。随着熔池温度的 升高,这种传热的进行程度变小,当输入的电弧功率不变时,由于 熔池表面温度的升高,P炉衬储热将会下降,P热损失和P有用功将会增 加,P热损失的增加,将会增加冶炼的电耗,P炉衬储热的增加会引起 炉衬温度的升高。当温度升高到炉衬耐火度的时候,炉衬就会损 坏,特别是炉盖。为了减少热损失和延长炉衬、炉盖的寿命,输入 电弧炉的电弧功率要随着熔池温度的升高而降低。很多的时候,炉 衬的薄弱部位,是在废钢熔清70%左右穿炉的,就是以上传热因 素造成的。
(2)氧化期。氧化期由于脱碳反应的作用,熔池剧烈沸腾,熔 池内部的对流传热得到强化,钢液内部的温差小,为钢液的升温操 作提供了有利的条件。同时由于氧化放热反应,熔池的升温速度会 更快,所以要根据装入量和配碳量,合理地调整送电的档位和输入 电弧炉的电弧功率。
需要特别说明的是,在超高功率电弧炉的生产中,如果氧化期 脱碳反应能够正常地进行,温度控制得合理,即使是炉役后期的薄 弱处也很少穿炉。穿炉是在脱碳反应没有开始,熔池内部钢液之间 的传热较差,炉渣乳化以后经常发生,就说明了这一点。
(3)还原期。由于还原期冶炼的期间,熔池平静,熔池内部主 要是导热,钢液上下的温差大。此时尽管炉衬的温度已经很高,甚 至接近于炉衬耐火材料的耐火度,钢液升温还是很困难,所以不能
25
第2章 电弧炉热工基础和电菰炉设备
够大功率的送电,以免损伤炉衬。在普通功率的电弧炉生产中,在 还原期间,采用强化人工搅拌、底吹气搅拌、电磁搅拌,或者将还 原期移到钢包炉进行,是提高炉衬寿命的有利途径。
泡沫渣的应用,包括电弧炉的泡沫渣和精炼炉的泡沫渣,就是 通过埋弧达到提高黑度、屏蔽电弧、降低炉衬温度、提高炉衬寿命 的目的。三期冶炼的普通功率的电弧炉,炉衬的寿命在100〜300 炉之间;超高功率电弧炉的炉衬寿命,最高的可以达到IoC)O炉以 上,除了采用泡沫渣工艺以外,将还原期移到钢包炉进行,是主要 的影响因素之一。
2.1.2冶炼过程中的热交换
(1)传导传热。物体内部依靠分子、原子或电子的热运动(热 振动)而引起的热量传导过程称为传导传热。传导传热的基本定理 是傅里叶定律。单位时间内的传热量称为热流P,单位为J/s或者 W,而通过单位传热面的热流称为热流密度g,单位为J/(m2 • s) 或者W/m2。按傅里叶公式,有
dQ=-^4IdFdT (2-3)
即传导传热量与其在传热方向上的温度梯度at∕∂n和传热面 积dF以及传热时间dr成正比。式中,负号表示传热向温度下降 的方向;λ为热导率。
(2)对流换热。流体流经物体表面引起的热量传递称为对流换 热,发生在液体和固体之间,或者液体和气体之间、气体和固体之 间。按牛顿热流量方程
p=α(tL&)F (2-4) 式中 九一t2——流体与固体之间的温度差,℃;
F--换热面积,m2;
a——对流传热系数,W/(m2 • ℃)。
(3)辐射传热。由于物体内部分子、原子或离子的振动(或跃 迁),一切物体都向外界辐射电磁波,单位表面积辐射的热流量与 表面温度的关系遵循斯忒藩-玻耳兹曼定律。
φ=εσ(T+273)4 (2-5) 式中φ一一单位表面积辐射的热流量,W∕m2;
26
2. 1冶炼过程的能・供给与热交换
ε..物体黑度,在0~1之间取值;
σ一一黑体辐射常数(斯忒藩-玻耳兹曼常数),其值为5.672 ×10-8W∕(m2 ∙ K2);
T——物体的表面温度,℃。
固体在空气中冷却时的辐射散热计算公式为
—cθ×[(⅞F)4-(⅞FΓ]⑵ 6) 式中εw——固体表面黑度系数,在O〜1之间取值;
Q——黑体辐射系数,C0 =σ× IO8 =5. 672 W∕m2 ;
TW——固体表面湿度,℃;
Ta--环境空气温度,℃。
(4)电弧炉炼钢过程中升温的熠变计算。电弧炉炼钢过程中的 加热过程可以简化为恒压的过程。摩尔热容的定义是单位数量(通 常取ImoD的物质在加热或者冷却过程中温度升高或者降低IK所 吸收或放出的热量。摩尔热容用符号Gn表示,单位为J/(mol∙K), 炼钢条件下常用的是恒压热容Cp,.。
设在恒压下加热某物质,使其从298K经过相变温度r,熔点 Tf和沸点Tb达到T,则有
dH~nCptmdT (2-7)
对式(2-7)积分以后可以得到
QP = AH = JjgwCi>,m(sι )dT + MHl + j";nC»,m(sz)dT +
n∆Hf 十 J;WCp,∏,(2)dT + n∆Hb +]丁 nCρ,m (g)dT (2-8) 式中ʌHι. ∆Hf⅛∆Hb——物质的相变潜热、熔化潜热和汽化潜热。
例如,已知纯铁的熔点为1538°C,固态摩尔热容为17.47 + 2.48X 10 2 TJ∕(mol ∙ K),计算Ikg的铁从600K加热升温到 1600K的热量。将有关数据代入式(2-8),可以求出ImOl的从 600K加热升温到1600K的需要热量为
广1600 1 ∩∩∩
△H= nC^,m (17. 47 + 2. 48 X 10~2 T)dT =時[17∙47X
J 600 56
(1600 - 600)+ɪ × 2. 48 X 10~2 X (1600z - 6002)] = 799107(J)
27
第2章电弧炉热工基础和电弧炉设备
即熔化Ikg的铁共需要799107J的热量。
22电弧炉的基本构造
从电弧炉炼钢的形式上讲,有各种各样的电弧炉。从电流的频 率来讲,分为交流电弧炉和直流电弧炉两种。在电弧炉发展过程 中,交流电弧炉一直起着主导作用。目前电弧炉炼钢总产量占世界 总产钢的30%以上,但是世界上电弧炉炼钢使用的炉型中交流电 弧炉占有绝对优势,直流电弧炉炼钢所占的比例不大。目前世界上
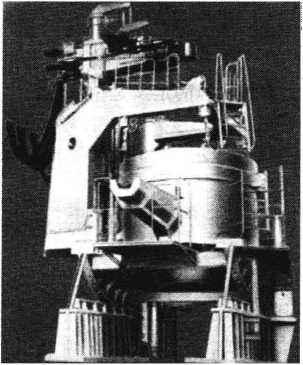
图2-1电弧炉图
直流电弧炉的产量占电弧炉炼 钢的30%左右。
电弧炉的构造主要是由炼 钢工艺决定的,同时与电炉的 容量大小、装料方式、传动方 式等有关。电弧炉如图2-1所 示,基本结构如图2-2所示。
电弧炉的主要机械设备由 炉体金属构件、电极夹持器及 电极升降装置、炉体倾动装 置、炉盖提升和旋转装置等几 部分组成。
炉体是电炉最主要的装 置,它用来熔化炉料和进行各
种冶金反应,电弧炉炉体由金 属构件和耐火材料砌筑成的炉衬两部分组成。炉体的金属构件包括 炉壳、炉门、出钢槽、炉盖圈和电极密封圈。炉壳使用钢板焊成 的,其上部有加固圈。大炉子炉壳上部往往做成双层的,中间通水 冷却。炉门供观察炉内情况及扒渣、取样、加料等操作用,炉门口 平时用炉门盖掩盖,炉门一般通水冷却。小型电炉的炉门盖用人工 启闭,稍大的炉子用压缩空气或液压机构等启闭。出钢槽连在炉壳 上,外部用钢板焊成,内部砌耐火材料供出钢用。电弧炉的炉盖四 周是一个用钢板或型钢焊成的圆环形构件,称为炉盖圈,里面大多
28
2.2电弧炉的基本构造
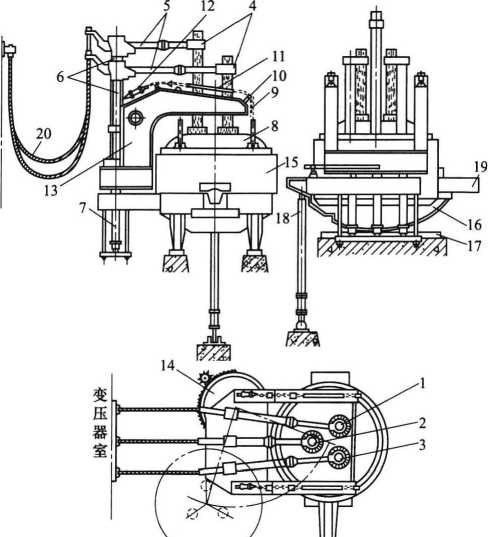
图2-2 HGX-15型炼钢电弧炉结构简图
1-1号电极;2-2号电极;3—3号电极;4-电极夹持器;5-电极支承横臂;
6一升降电极立柱;7—升降电极液压缸;8一炉盖;9—提升炉盖链条; K)一滑轮;11一拉杆;12一提升炉盖液压缸;13-提升炉盖支承臂; 14-转动炉盖机构;15-炉体:16一摇架;17一支承轨道; 18—倾炉液压缸;19一出钢槽;20一电缆
通水冷却。炉盖用耐火材料砌成圆拱形。炉盖有3个呈正三角形对 称布置的电极孔,在电极孔与电极之间设有电极密封圈。电极密封 圈是用钢板做成的圆环形,里面通水冷却。
电弧炉在炼钢过程中,由于要不断地熔化炉料,同时在熔炼各 期要求供给不同的电能,因此电极需要随时升降来保证或调整电弧 的长度。电极通过电极夹持器装在电极升降装置上。电极夹持器可 以夹紧和松放电极。在熔炼过程中,电极的升降受电极自动调节装
29
第2章 电弧炉热工基础和电弧炉设备
置的控制。电极升降装置由横臂、立柱和传动机构组成,结构有活 动立柱式和固定立柱式两种,较大型的电炉一般都采用活动立柱式 结构。传动方式又有钢丝绳传动、齿轮和齿条传动、液压传动3 种,大型电弧炉多采用液压传动。
电弧炉在出钢时需要向出钢槽侧倾动,使钢液从出钢槽流出; 在熔炼过程中,为了便于扒渣操作,需要把炉体向炉门侧倾动,因 此电炉应具有炉体倾动装置。
电弧炉的装料方式有炉门装料和炉顶装料。炉门手工装料只适 用于很小的电炉。绝大多数电炉都采用炉顶装料。按装料时炉体和 炉盖位置变动情况的不同,炉顶装料可分为炉体开出式、炉盖旋转 式和炉盖开出式3种类型。
2. 3电弧炉本体结构
2.3.1炉体的金属构件
(1)炉壳。炉壳的结构如图2-3所示,炉壳包括炉身壳、炉壳
底和上部加固圈3部分,大多是用钢板焊接而成的。
I-炉壳底:2-炉身壳;3一加固圈
炉壳在工作过程中,除了承受 炉衬和炉料的重量外,还要抵抗顶 装料时的强大冲击力,同时还受到 炉衬被加热所产生的热应力。在正 常情况下,炉壳外表面的温度为 ιoo-i5or,当炉墙的耐火材料比 较薄的时候,炉壳的温度还会提 高,产生局部过热。目前许多钢厂 都采用备用炉壳,在热状态下调换 炉壳,以提高炉子作业率,这些都
要求炉壳有足够的强度和刚度。
炉壳钢板的厚度与炉壳直径大小有关,根据经验大约为炉壳直
径的1/200。通常炉壳钢板的厚度为12〜30mm。炉身壳做成圆筒形, 可以减少散热面积及热损失。炉门和出钢口四周的切口部分需用钢 板加固。容量20t以上的炉子在炉壳外面焊有水平和垂直的加固筋。
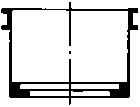
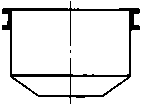
炉壳底有平底、截头圆锥形、球形3种,如图2-4所示。球形
30
2.3电■炉本体结构
底坚固,砌筑时用耐火材料最少,但制造比较 困难。目前多数采用焊制的截头圆锥形炉壳底, 与球形炉壳底比较,坚固性略差,所需的耐火 材料稍多,但制造和耐火材料的砌筑都较容易。 平底制造简单,但因有死角,砌筑时耐火材料 消耗较大,很少采用。
炉壳上沿的加固圈用钢板或型钢焊成。在 大中型电炉上都采用中间通水冷却的加固圈, 以增加炉壳的刚度,防止炉壳由于受热而变形, 保证炉壳与炉盖接触严密。近年来,炉壳加固 圈部分高度不断增大,渣线以上部分均通水冷 却,使炉壳变成一个带夹层的水冷炉壳,如图 2-5所示。水冷炉壳提高了炉墙的寿命,但热 损失较大。在加固圈的上部留有一个砂封槽, 使炉盖圈插入槽内,并填入镁砂使之密封。
(2)炉门。炉门包括炉门盖、炉门框、炉
(a)平底
(b)截头圆锥形
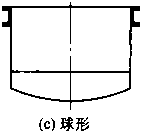
图2-4炉壳底 的3种形式
门槛和炉门升降机构等几部分。对炉门的要求是:结构严密、升降 简便灵活,牢固耐用,同时各部分便于拆装。
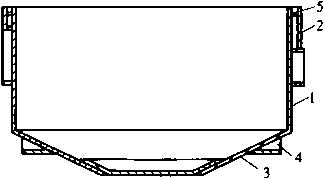
图2-5水冷炉壳底结构
I-炉身:2-水箱;3-炉壳底:
4一撑板:5-砂封槽
炉门盖用钢板焊成,大多 数制成空心水冷式,这样可以 改善炉前的工作环境。炉门框 是用钢板焊成的一个"口"形 水冷箱,如图2-6所示。炉门 框的上部嵌入炉墙内,用以支 承炉门上部的炉墙。炉门框的 前壁做成倾斜的,和垂直线成 8。〜12°的夹角,以保证炉门 盖和炉门框之间能压紧,保持
密封良好,减少热量损失和保持炉内的气氛。同时在炉门盖升降时 还可起到导向作用,防止炉门盖摆动。炉门褴固定在炉壳上,作为 出渣用。有些厂把槛门坎做成斜底,增加炉衬的厚度,以防止在炉 门槛下面发生漏钢事故。
31
第2章 电弧炉热工基础和电31炉设备
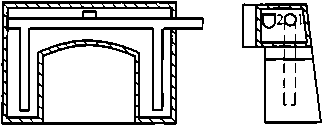
图2-6炉门框
1-进水口; 2-出水口
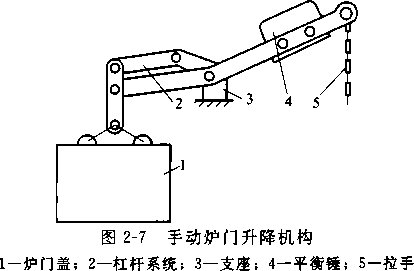
炉门升降机构有手动、气动、电动和液压传动等几种方式。手 动炉门升降机构通常用于小炉子,其构造为炉门盖吊在专门的杠杆 系统上,升降机构上装有平衡锤,如图2-7所示。
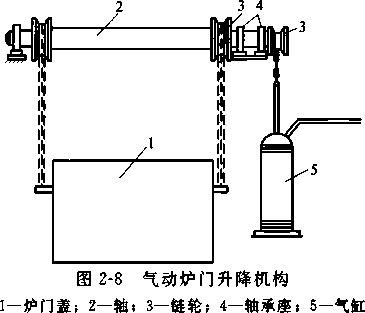
气动的炉门升降机构其炉门悬挂在链轮上,压缩空气通入气缸 带动链轮转动而打开炉门,在要关闭时将压缩空气放出,炉门依靠 自重下降,如图2-8所示。
32
2.3电SS炉本体结构
电动和液压传动的炉门升降机构比气动的炉门升降机构构造复 杂,但是能保证炉门盖在任一中间位置停止,而不限于全打开和全 关闭的两个极限位置。
中小型电炉一般只有一个炉门,而大型电炉为了加速炉子的修 补,便于推料、扒渣、吹氧等操作,在炉子侧面还增设一个辅助炉 门,两个炉门的位置互成90°。
(3)出钢槽和偏心炉底出钢。出钢槽由钢板和角钢焊成,固定 在炉壳上。槽内砌以大块耐火砖,目前很多厂采用预制整块的流钢 槽砖,砌筑方便,使用寿命长。出钢槽的长度取决于炉子的尺寸、 炉子在车间的位置及倾动机构的类型。在保证顺利出钢的前提下出 钢槽应尽量短些,以减少钢液的二次氧化和吸收气体。为了减少出 钢时钢液对盛钢桶衬壁的冲刷作用及防止出钢口打开后钢水自动流 出,出钢槽做成与水平面成8。〜12°的倾斜度。
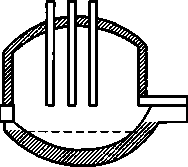
随着超高功率电弧炉的推广,并采用水冷炉壁和炉外精炼,要 求最大限度地增加水冷面积和实现无渣出钢,出钢槽出钢难以满 足。1979年4月,蒂森公司研制成功中心炉底出钢CBT (Centric Bottom Tapping)电弧炉,但仍难彻底地实现无渣出钢,且留钢留 渣困难。为此,曼内斯曼德马格公司、蒂森公司和丹麦特殊钢厂共 同开发电弧炉偏心底出钢EBT (Eccentric Bottom Tapping)技术。 1983年1月,第一台偏心炉底出钢电弧炉在丹麦特殊钢厂投产 (IlOt改造炉),之后迅速在世界各国得到普及。1987年6月,我 国第一台偏心炉底出钢电弧炉在上钢五厂建成投产,如图2-9所 示。和出钢槽出钢相比,其电气设备完全相同,炉身上部仍是圆 形。但炉身下部断面为鼻状椭圆形。在突出的鼻状部分的底部布置 出钢口。炉身下部突出的鼻状部分和上部圆形之间采用水冷块连 接。炉壁采用水冷炉壁块组装成水冷炉壁。
电弧炉偏心炉底出钢系统如图2-10所示。在总体结构上,它 在原出钢侧安装一突出炉壳的出钢箱以取代原来的出钢槽。出钢 箱内部砌筑耐火材料,并形成一小熔池,它与原炉底大熔池连通 且圆滑过渡。出钢口垂直地开在出钢箱小熔池的底部。出钢箱上 部设水冷盖板(其上开有操作孔),以封闭小熔池及清理与维护 出钢口。出钢口为双层结构,外层为方形座砖,内层为袖砖,层
33
第2章电弧炉热工基础和电弧炉设备
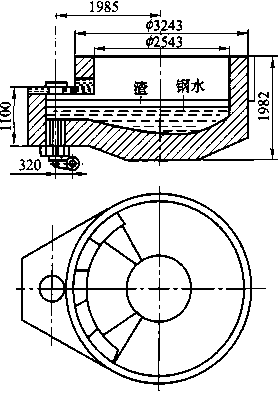
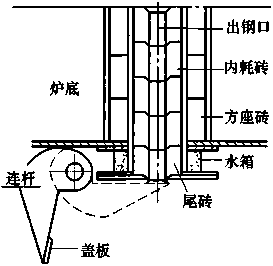
图2-9偏心炉底出钢电弧炉炉型简图
图2-10电弧炉偏心炉底出钢系统
与层间用镁质耐火材料填充,以便于袖砖的更换。出钢口的开闭可 通过开闭摆动式盖板完成。尾砖用水冷却。盖板和尾砖由石墨构 成,以防高温变形与保护炉子。电弧炉装料前,关闭出钢口盖板, 在出钢口内填入含10%Fe2O3的MgO-SiO2混合粉料,以堵塞出 钢口。
在工艺设计上,为达到彻底地实现无渣出钢及留钢留渣操作, 主要要确定出合理的出钢口中心到炉子中心的距离(偏心度)及出 钢口的大小,以保证在1〜2min内出完全部的钢水和炉渣。钢渣 既能出得尽又能留得住,且最大后倾角不大于12。〜15。,以便于出 钢口的维护等。表2-1为偏心炉底出钢电弧炉主要技术参数。
表2-1偏心炉底出钢电弧炉主要技术参数
|
项目 |
丹麦 |
德国TN |
德国BS |
国内厂A |
国内厂B |
|
平均出钢量/t |
110 |
128 |
43 |
10. 5 |
38 |
|
残留钢水量/t |
13.6(15) |
12. 5〜20. 8 (15〜25) |
14 〜16(6 〜7) |
10 〜15 | |
|
-变压器容量 /(MV ∙ A) |
3 |
12.5 |
34
2.3电at炉本体结构
续表
|
项目 |
丹麦 |
德国TN |
德国BS |
国内厂A |
国内厂B |
|
一次电压/kV |
6 |
35 | |||
|
二次电压/V |
200〜104 |
130〜350 (15 级) | |||
|
最大二次电流 /kA |
7.9 | ||||
|
炉壳直径/mm |
3240 (高 1520) |
4600 (高 3226) | |||
|
电极直径/mnɪ |
600 |
300(极 心圈直 径 700) |
•400(极心 圈直1050〜 1250可调) | ||
|
出钢时最大 倾角/(°) |
12 |
15(出钢 8 〜10) |
15 | ||
|
出钢口偏 心度/mm |
1985 |
2800 | |||
|
出钢口 直径/mm |
200 |
200 |
150 |
80 |
120 |
|
出钢时间/s |
120 |
140 |
110 |
60 〜120 |
150〜240 |
|
出钢管寿命/炉 |
200 |
100 |
350 |
87 | |
|
尾砖寿命/炉 |
150 |
100 |
150 |
大量的生产实践表明,采用偏心炉底出钢电弧炉与出钢槽出钢 相比,可取得以下显著效果。
①可彻底地实现无渣出钢和留钢留渣操作。炉内留钢量一般 控制在10%〜15%,留渣量可达到95%以上。为此,偏心炉底出 钢已成为"超高功率电弧炉一炉外精炼一连铸”短流程及直流电弧 炉的一项重要的必备技术之一,为氧化性出钢创造了必要的条件。
②电弧炉水冷炉壁的水冷面积可从出钢槽出钢的70%增加到 87%〜90%,从而提高炉衬寿命15%及扩大炉膛直径(德国BS公司 45t炉从原来的4. 2m扩大到4.6m)。耐火材料消耗可降低2.5〜 3. 5kg∕t,维修喷补炉衬的费用可减少60%,炉容量可扩大12. 5%。
③炉体后倾角从42。〜45。减少到12。〜15°,可缩短短网长度, 从而提高输入炉内的有功功率(10%〜33%)和功率因数(从
35
第2章电弧炉热工基础和电孤炉设备
0∙ 707提高到0.8),缩短冶炼时间3〜7min,可降低电耗15%〜 30%。此外,炉体倾动角减少可简化炉子设计(短网中的非磁性支 承架、电缆接头等有关连接构件受力状况改善,倾动摇架质量减 轻),且减少电极折断概率。
④缩短出钢时间75%,出钢温度可降低30(,因而可缩短冶 炼时间,降低电耗,降低电极消耗6%,生产率提高10%〜15%。
⑤出钢钢流短而垂直,且集中无分散,可减轻出钢过程中钢 一流的二次氧化及吸气,加上出钢时间缩短,钢中氢、氧和氮及夹 杂物的含量均有所减少。同时便于采用钢包加盖及氫气保护技术。
偏心底出钢存在出钢口附近钢水混合搅拌困难问题,该区域熔 池的成分和温度与其他区域相差较大。此外,炉底的维护也较出钢 槽出钢困难。为此,在设有底吹搅拌装置的电弧炉上,可在电极圆 到出钢口的直线上,约在其中心处设置一底吹搅拌多孔塞,以加强 该区域钢水的均匀混合搅拌。此外,在某些竖炉电弧炉内,由于其 结构上的特殊性,往往采用圆形底出钢RBT (Round Bottom Tapping) 技术,即把偏心底出钢的出钢口移向炉体圆筒内,靠近炉壁 的炉底处。
此外,还有虹吸出钢SBT (Side Bottom Tapping),水平无渣 出钢 HT (Horizontal Tapping) ʌ 偏位底出钢 OBT (Off Centre Bottom Tapping)及滑动阀门出钢SG (Slide Gate)等形式的出钢 方法。但普遍采用偏心底出钢形式。
偏心炉底出钢电弧炉的主要经济指标及经济效益如表2-2 所示。
表2-2菓厂偏心炉底出钢电弧炉的主要经济指标及经济效盖
|
项目 |
EBT电弧炉 |
原有的电弧炉 |
比 较 |
|
冶炼时间/min |
127 |
167 |
-40 |
|
冶炼电耗/(kW∙ h∕t) |
449 |
512 |
-63 |
|
电极消耗/(kg /t) |
5.3 |
6. 74 |
-1. 44 |
|
炉寿命/炉 |
87 |
73 |
+ 14 |
|
出钢口寿命/炉 |
87 | ||
|
自动出钢率/% |
95 |
36
2.3电張炉本体结构
续表
|
项目 |
EBT电孤炉 |
原有的电弧炉 |
比 较 |
|
耐火材料消耗/(kg /0 |
18 |
22 |
-4 |
|
年经济效益/万元 |
(20 元∕t)51. 33 | ||
|
[H]∕% |
O. OOO34—0. 00045 |
O. OOo6〜0. 0007 |
-0. 0003 |
|
[0]/% |
0. 006—0. 0065 |
0. 0065—0. 007 |
-0. 0005 |
|
[N]∕% |
0.004—0. 0053 |
0. 0056〜8 0062 |
一0. 0015 |
(4)炉盖圈。炉盖圈用钢板焊成,用来支承炉盖耐火材料。为
了防止变形,采用水冷炉盖圈。水冷炉盖圈的截面形状通常分为垂
直形和倾斜形两种,如图2-11所示。倾斜形内壁的倾斜角约
22.5。,这样可以不用拱脚砖。
炉盖圈的外径尺寸应 比炉壳外径稍大,从而使 炉盖的全部重量支承在炉 壳上部的加固圈上,而不 是压在炉墙上。炉盖圈与 炉壳之间必须有良好的密 封,否则高温炉气会逸出, 不仅增加炉子的热损失和 使冶炼时造渣困难,而且 容易烧坏炉壳上部和炉盖 圈,在炉盖圈外沿下部设 有刀口,使炉盖圈能很好 地插入到加固圈的砂封槽内。
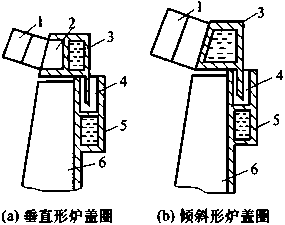
图2-11炉盖圈截面形状
1-炉盖:2-拱脚砖;3-炉盖圈; 4-砂槽;5-水冷加固圈;6-炉墙
为了使炉盖在炉子倾动时不致滑动,
在炉壳上应安装阻挡用螺栓或挡板。
(5)电极密封圈。为了使电极能自由地升降,以及防止炉盖受 热变形时折断电极,要求电极孔的直径应比电极直径大40〜
50mmo电极与电极孔之间这样大的间隙对冶炼十分不利,造成大 量的高温炉气逸出,不仅增加了热损失,而且容易造成炉盖上部的 电极温度升高,氧化激烈,电极变细而易折断,为此需采用电极密 封圈。此外,密封圈还可以冷却电极孔四周的炉盖,提高炉盖的寿
37
第2章电孤炉热工基础和电弧炉设备
命,以及有利于保持炉内的气氛。
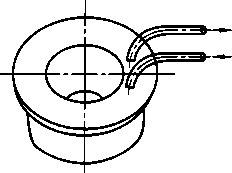
密封圈的形式很多,常用的是环形水箱式,如图2-12 (a)所 示。它是用钢板焊成的,为了减少电能的损失,不宜做成一个整 环,在圆环上应留有20〜40mm的间隙,或在分开处嵌入一块非 磁性材料的钢板,以避免造成回绕电极的闭合磁路。在大型电炉 上,密封圈是用非磁性钢制成的。
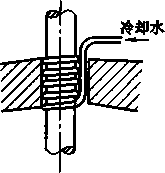
有些电炉上也用蛇形管式密封圈,如图2-12 (b)所示。它是用 无缝钢管弯成,对电极冷却作用良好,但密封性差,易被烧坏,现 在很少使用。国外尚有采用气封式电极密封圈的,如图2-13所示。从 气室喷出压缩空气或惰性气体冷却电极,并阻止烟气逸出。
(a)环形水箱式电极密封圈 (b)蛇形管式电极密封圈
图2-12电极密封圈
电极密封圈的外径为电极直径的1.5〜2.0倍,内径比电极直 径大20~40mm,高度约是电极直径的0. 9〜1. O倍。
通常密封圈全部嵌入炉盖砖内,仅留一个凸缘露在炉盖外部, 如图2-14所示。这样可提高炉盖的寿命。
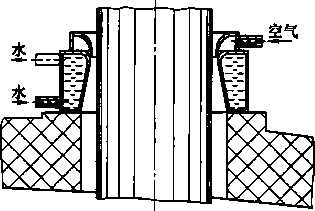
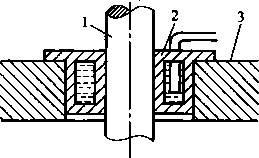
图2-13气封式电极密封圈
图2-14电极密封圈
1-电极:2-密封圈:3-炉盖
38
2.3电孤炉本体结构
密封圈及其水管应与炉盖圈绝缘,以免短路。如果炉盖砖在高 温下电阻不够(尤其是中心部分),或是密封圈对地绝缘过小,密 封圈有时会与电极发生电弧而被击穿。
2.3.2炉缸
炉缸一般采用球形和圆锥形联合的形状,底部为球形,熔池为 截头圆锥形,圆锥的侧面与垂线成25。角,球形地面的高度约为钢 液总深度的20%。球形底部的作用在于熔化初期易于聚集钢水, 既可以保护炉底,防止电弧在炉底直接接触耐火材料,又可以加速 熔化,使得熔渣覆盖钢液减少钢液的吸气降温,圆锥部分的侧面和 垂线成25°角,保证电弧炉倾动20°左右就可以把钢液出干净,并 且有利于热修补炉衬的操作。熔池小钢液的体积可以表示为
V=MV0 (2-9)
式中,V——熔池中钢液的体积,m3;
M一电弧炉设计的公称容量,t;
Vo——钢液的质量体积,设计时取125m3/t。钢液面的直径 与钢液的深度之比为3. 5〜5. 5。
2. 3. 3炉腫
炉膛一般也是锥台形。炉墙的倾角一般为6°~7°之间,炉墙的 倾斜是为了便于补炉操作。倾角过大会增加炉壳的直径,热损失增 加,机械装置也要增大。炉膛的高度是指电弧炉熔池斜坡平面,即 炉墙角到炉壳上沿的高度。炉膛高度要保持在一个合理的高度,以 避免炉顶过热和影响加料的操作。炉膛过高,散热损失加大,而且 要求厂房的高度也要相应的增加。一般来讲,5t以下的小电弧炉, 炉膛高度和炉膛的熔池直径之间的比在0. 5〜0. 6;容量在10~20t 的电弧炉,炉膛高度和炉膛的熔池直径之间的比在0.25〜0.5; 80-180t的电弧炉在0.2〜0.25之间。随着电弧炉容量的增加, 相对高度减小,是为了缩短电极长度、母线长度,以减少电阻和阻 抗,同时降低厂房的高度。
2. 3.4炉顶拱度
电弧炉的炉顶是一段圆弧形状。由于电弧炉炉顶的重量较大, 对于砖砌的5t电弧炉来讲,炉顶的重量接近5t,对于水冷炉盖来 讲,有的超过Iot以上。电弧炉炉顶中心部位的小炉盖采取预制
39
第2章电弧炉热工基砒和电弧炉设备
块,或者水冷、半水冷的炉盖。电弧炉炉盖既受高温作用,又经常 受温度由高温到低温的剧变作用,对耐火材料要求较高。以前主要 用硅砖砌炉盖,它的耐火度在1690〜1710(之间,随着电弧炉冶 炼强度的增加,炉温增高,加上硅砖面急冷急热性和抗碱性渣侵蚀 能力均差,硅砖炉顶已不能满足要求。目前大都采用耐急冷急热性 好、耐火度为1750〜1710(的高铝砖来砌炉盖。高铝砖使用中的 缺点是在高温下对石灰粉末和含氧化铁的碱性渣抵抗能力较差。传 体在石灰粉末和氧化铁的作用下,逐层剥落,甚至熔化,进入炉渣 后还会使渣子变得很稀。因此,有厂已采用耐火度更高,在 2100(左右,抗碱性能力更强的铝镁砖来砌炉盖的主要部分,只在 电极孔和加料孔附近仍用高铝砖。极高功率电炉的炉顶采用水冷炉 盖,电极小炉盖采用外圈水冷的高铝质预制块。
此外,采用砖砌的拱顶,由于拱顶的内表面比外表面小,这样 可以采用上大下小的楔形砖砌筑,砖与砖之间彼此楔紧,使拱的稳 定性更大。在冶炼实际中,带有电极孔的炉盖中央部分寿命最低, 有了一定的拱度,使中央部分离炉内的高温区远些也有利于提高炉 盖的寿命。但是这个拱度也不能过分提高,否则在出钢时,炉顶传 就容易翻落。
2. 3.5炉墙与炉门
确定炉墙厚度的原则是为了提高炉衬寿命和减少热损失。炉墙 厚度一般在230〜250mm之间。炉门的尺寸应该尽量小,只要能 够满足工艺操作就可以。一般设计中炉门宽与熔池直径之比在 0.2〜0.3之间,炉门的高与宽之比在0.75〜0.85之间。炉门槛平 面与渣面平齐,也可以比渣面高20〜40mm。采用三期冶炼、容量 在20t以上的普通电弧炉,通常在炉门侧面还设有一个辅助工 作门。
2.3.6炉衬
电弧炉的炉衬分为炉底和炉墙,目前最前沿的技术之一就是: 炉墙一般采用镁炭砖砌筑,炉底有采用炉底不定形捣打料修砌的, 也有采用砖砌的。
由于炉墙位于炉坡墙脚上,炉墙底部的镁炭砖的砖长度要比炉 墙的长,如墙脚的砖比炉墙的薄,墙脚一经钢渣侵蚀,炉墙就有倒
40
2.3电弧炉本体结构
塌的危险;另外,一般渣线均在炉城墙脚附近,炉坡墙脚厚些,补 炉镁砂很容易补在墙脚的凸出部分之上,不易滚下,这对提高炉衬 寿命有好处。
此外,炉坡倾角一般要小于25°。25。在物理上又叫自然堆角。砂 子等松散材料堆成堆后,它的自然堆角正好是25。。之所以把炉坡筑 成25。,也可以小一些,是因为当炉坡被侵蚀后,可投补镁砂或打结 料去修复它,利用镁砂自然滚落的特性可以很容易使炉坡恢复原有 的形状,这就有利于保持熔池应有的容积,稳定钢液面的位置,方 便冶炼的工艺操作。如果炉坡角度大于25°,镁砂不能自然落下,就 会造成炉坡上涨,减少了熔池容积,就会提高钢水面,对操作不利。
一座超高功率直流电弧炉的尺寸和数据见图2-15和表2-3。
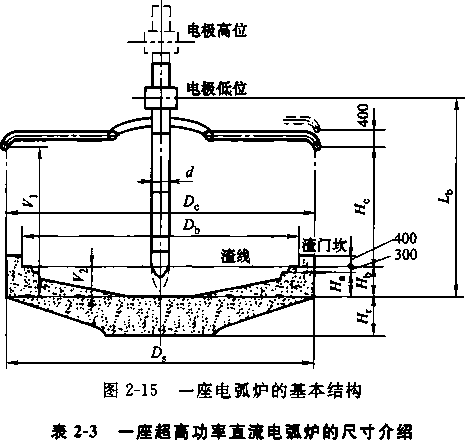
|
名 称 |
符号 |
数 值 |
|
水冷壁内径/mm |
7400 | |
|
电极直径/mm______________ |
710 | |
|
炉壳直径/mm |
-_ |
7300 |
|
炉壳高度/mm_____________ |
' 3580 | |
|
-炉膛内径/mnΓ |
6248 | |
|
双炉体中心间距/mm |
E |
16000 |
41
第2章电弧炉热工基础和电弧炉设备
续表
|
________名 称 |
符号 |
数 值 |
|
炉膛内容积/m3 |
Vi |
180 |
|
熔池容积/m3_______________ |
V2 |
36. 6 |
|
钢水焙池最大高度/mm — |
_______Hb_______ |
1430 |
|
夹持器低位到炉底的距离/mɪp- |
________Lb_________ |
6760 |
|
石墨电极行程/mm |
____U____ |
5680÷800 |
|
钢水高度/mm |
1113 | |
|
伊底耐火材料厚度/mɪn |
1100 |
2. 3. 7 电极位置
(1)交流电弧炉电极。将三个电极从炉盖上的电极孔插入炉 内,排列成等边三角形使得三个电极的圆心在一个圆周上,叫做电 极的极心圆,电极的极心圆确定了电极和电弧在电弧炉中的位置。 电极的极心圆分布太大,将会加剧炉壁的热负荷,影响炉衬寿命; 太小,又会造成电弧炉内的冷区面积扩大,影响冶炼。一般电极的 极心圆分布半径和熔池半径之比在0. 25-0. 35之间,大电弧炉和 超高功率电弧炉的比值还要小一些。
(2)直流电弧炉底电极。直流电弧炉炼钢的最大特点就是电流 方向和大小是恒定的,电压没有闪烁。交流电弧炉炼钢的电流方向 和大小是交变的,做周期性的变化,直流电弧炉的电流没有交流电 弧炉的集肤效应,所以一般直流电弧炉只有一根石墨电极,采用风 冷或水冷棒式的底电极2〜3根,也有采用多触针式的底电极,还 有导电弧炉底式的底电极。通常情况下底部的为阳极,顶部的石墨 为阴极。
2.4电弧炉机械设备
电弧炉的机械设备包括:电极夹持器、电极立柱、电极升降机 构、氧枪机构、供氧阀站、各类介质气体的阀站、EBT滑板机构、 炉体倾动机构、炉盖旋出或开出机构、除尘系统、各类的水冷件、 废钢预热设备、钢包车等。一座超高功率电弧炉的设备基本全貌见 图 2-16o
42
2.4电■炉机械设备
炉盖提升臂
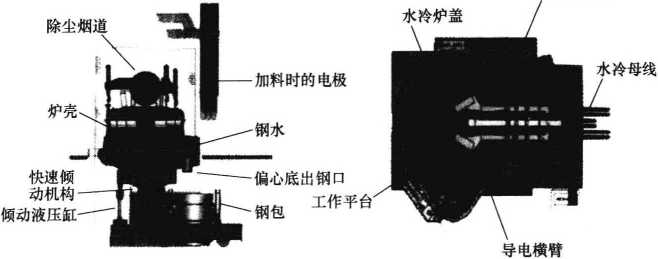
图2-16 一座电弧炉的视图全貌
2. 4.1电极夹持器
电极夹持器有两个作用,一是夹紧或松放电极,二是把电流传 送到电极上。电极夹持器由夹头、横臂和松放电极机构3部分 组成。
夹头可用钢或铜制成。铜的导电性能好,电阻小,但机械强度 较差,膨胀系数大,电极容易滑落,而且铜夹头造价较高。近年 来,很多厂改用钢制的夹头,制造及维修容易,强度高,电极不易 滑落,其缺点是电阻大,电能损耗增加。为了减少电磁损失,用无 檄性钢或合金制作效果更好。夹头内部通水冷却,这样既可保证强 度,减少膨胀,又可减少氧化和降低电阻。电极夹头和电极接触表 面需良好加工,接触不良或有凹坑可能引起打弧而使夹头烧坏。
电极夹头固定在横臂上。横臂用钢管做成,或用型钢和钢板焊 成矩形断面梁,并附有加强筋。横臂上设置与夹头相连的导电铜 管,铜管内部通以冷却水,既冷却导电铜管,又冷却电极夹头。横 臂作为支持用的机械结构部分,与电极夹头和导电铜管之间需要很 好绝缘,而且导电铜管与支持的机械结构之间应有足够的距离,大 型电炉横臂的机械结构是用无磁性钢做成的,以避免横臂机械结构 产生涡流发热。横臂的结构还要保证电极和夹头位置在水平方向能 做一定的调整。
近年来,在超高功率电孤炉上出现了一种新型横臂,称为导电
43
第2章电孰炉热工基砒和电弧炉设备
横臂。它由铜钢复合板或铝钢复合板制成,断面形状为矩形,内部 通水冷却,取消了水冷导电铜管、电极夹头与横臂之间众多绝缘环 节,使横臂结构大为简化。同时也减少了维修工作量,减少了电能 损耗,向电弧炉向输送的功率也可以增加。
夹紧和松放电极的方式很多,有钳式、楔式、螺旋压紧式和气 动弹簧式等几种。钳式电极夹持器、楔式夹持器和螺旋压紧式夹持 器构造都比较简单,但操作不方便,松紧电极时必须到炉顶平台上 操作,目前已很少采用。
现在广泛采用的是气动弹簧式电极夹持器,它利用弹簧的张力 把电极夹紧,靠压缩空气的压力来放松电极。这种夹持器又分为顶 杆式和拉杆式两种。弹簧顶杆式如图2-17所示,它依靠弹簧的张 力通过顶杆将电极压于夹头前部,在气缸通人压缩空气后,通过杠 杆机构将弹簧压紧,电极被放松。拉杆式夹持器如图2-18所示, 它依靠弹簧的张力带动拉杆,再通过杠杆机构将电极压紧于夹头后 部。通入压缩空气后,弹簧被压紧,电极被放松。一般认为拉杆式 较好,因为顶杆式的顶杆受压容易变形。同时,在高温下工作的夹 头(尤其是铜制的)前部容易变形,造成电极与夹头间接触不良而 发生电弧。弹簧式电极夹持器还可以采用液压传动,其工作原理与 气动的相同,只是油缸离电极要远些,最好采用水冷。
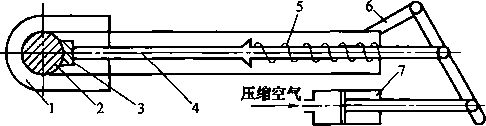
图2-17气动弹簧顶杆式夹持器示意图
I一夹头:2-电极:3-压块;4一顶杆,5-弹簧:6一杠杆机构:7一气缸
2. 4.2电极升降机构
电极升降机构用以升降电极。电极升降机构有升降车式和活动 支柱式两种类型。小型电弧炉过去多采用升降车式机构,这种机构 比较简单,由钢丝绳滑轮组软连接,也有采用齿条硬连接代替钢丝 绳滑轮组的连接。大中型电弧炉均采用机械电机或液压驱动,活动 支柱式的升降设备的高度较小,采用液压系统驱动。
44
2.4电泵炉机械设备
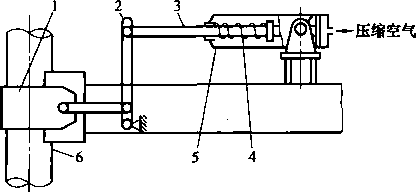
图2-18弹簧拉杆式夹持器示意图
1一拉环:2-杠杆机构;3一拉杆;4-弹簧;5-气缸:6-电极
电极升降机构必须满足下列要求。
①升降灵活,系统惯性小,启动、制动快。
②升降速度要能够调节。上升要快,否则在熔化期易造成短 路而使高压断路器自动跳闸;下降要慢些,以免电极碰撞炉料而折 断或浸入钢液中。
电极升降机构有液压传动和电动两种方式。电动传动的升降 机构如图2-19所示,通常用电动机通过减速机拖动齿轮齿条或 卷扬筒、钢丝绳,从而驱动立柱、横臂和电极升降。为减少电动 机的功率,常用平衡锤来平衡电极横臂和立柱自重。电动传动既 可用于固定立柱式,也可应用于活动立柱式。目前国内已采用交 流电动机调节器取代直流电动机调整,交流变频调速也日趋 流行。
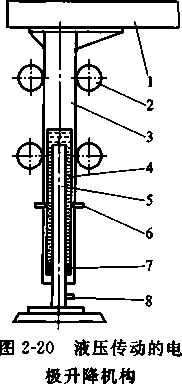
液压传动升降机构如图2-20所示。升降液压缸安装在立柱内, 升降液压缸是一柱塞缸,缸的顶端用柱销与立柱较接。当工作液由 油管经柱塞内腔通入液压缸内时,就将立柱,横臂和电极一起升 起。油管放液时,依靠立柱、横臂和电极等自重而下降。调节进出 油的流速就可调节升降速度。液压传动一般只适用于活动立柱式。 液压传动系统的惯性小,启动、制动和升降速度快,力矩大,在大 中型电炉上已广泛采用。
电极升降还要有足够的行程,电极最大行程可由式(2-10) 确定。
L=Hi+H2+(100~150) (2-10)
45
第2章 电弧炉热工基础和电亜炉设备
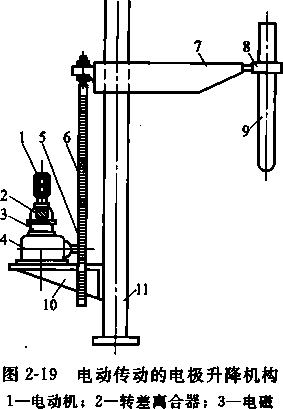
制动器(抱闸);4一齿轮减速箱;
5-齿轮;6-齿条:7一横臂;
8-电极夹持器;9-电极:
10一支架;Il-立柱
1一横臂;2一导向滑轮;
3-立柱;4-液压缸体;
5一柱塞;6—销轴;
7一密封装置;8-油管
式中L..电极最大行程,mm;
Hl——电炉底最低点到炉盖最高点的距离,mm;
H2--熔炼2〜3炉所需电极的储备长度,mm; 100-150—考虑炉盖上涨所留的长度,mm。
2. 4.3炉体倾动机构
炉体倾动机构用以倾动炉体,向出钢口方向倾动10。〜15。 (EBT形式出钢)或者30。〜25° (出钢槽出钢)出钢;向炉门方向 倾动以使出渣。目前可分为侧倾和底倾两种。侧倾如图2-21所示, 这种机构简单,但由于炉子全部重量都落在两个扇形齿轮上,倾动 时炉壳受到的压力很大,易使炉壳变形,所以一般只用于3t以下 的小炉子上。
底倾机构目前常见有三种,一种是由电动机带动装有两个倾动 齿轮的长轴旋转,长轴上的倾动齿轮与固定在炉底下的两根扇形齿 条啮合,并随之运动而带动炉体倾动,如图2-22所示。另一种底
46
2.4电弧炉机械设备
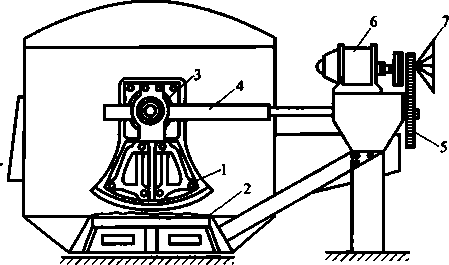
图2-21侧倾机构示意图
1 一扇形齿轮;2一水平齿条:3一带螺纹的滑块:2-2丝杠;
5—减速齿轮,6-电动机:7-手动轮
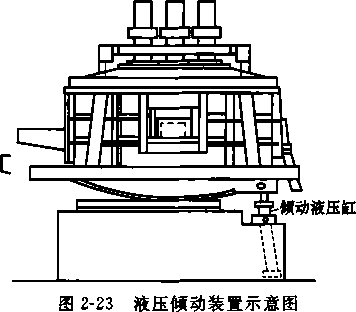
倾机构是由齿轮带动两根固定 在炉底上的直齿条运动而使炉 子倾动的。第三种是位于炉体 框架下,炉门左侧由伸缩液压 缸实现的,在炉底钢结构框两 侧有直线齿轮条,在圆形炉底 两侧设有圆弧齿轮配合实现齿 条和齿轮的啮合,保证倾动的 平稳,这种形式主要用于容量 较大的电弧炉,见图2-23。
2∙4.4炉盖旋出或开出机构
现在电弧炉除去容量极小
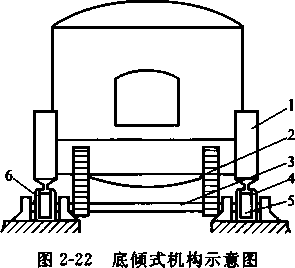
1 一傾动摇架;2一弧形齿条:3一便动长轴;
4-倾动齿轮,5-手托轮;6-有槽托轮
的以外,都是采用炉顶装料。炉顶装料能缩短装料时间,减轻劳动 强度,并且可以充分利用炉膛的容积和装入大块炉料。
根据装料时炉盖和炉体相对移动的方式不同,炉顶装料可分为
炉盖旋转式、炉体开出式和炉盖开出式3种类型。
(1)炉盖旋转式。加料时,先将电极和炉盖抬起,然后使炉盖 与固定支柱一起绕垂直轴向外旋转。当料加完后再将它们旋回原 处,放下炉盖并盖紧。这种型式结构轻便,电极炉盖不受振动,但
47
第2章电弧炉热工基础和电弧炉设备
要有强有力的旋转轴和大功率的电机和传动机构,对于水冷炉盖的 旋转,一般采用液压马达进行旋转。
(2)炉盖开出式。加料时,先将炉盖吊起在吊架上,然后炉盖 连同吊架、支柱一起开向出钢槽一边,装完料后再开回原地。这种 结构缺点是炉盖受到震动的冲击严重,短网需要额外加长,所以采 用的较少。
(3)炉体开出式。装料时,先将炉盖抬起,然后炉身由电动机 驱动向炉门一边开出,装完料后再开回原地。这种形式要求炉前必 须有一定位置,可使炉前操作平台开出,炉体开动时需要较大功率 的台车,但它克服了上面两种装料法的缺点,所以目前被广泛采用 在20t以下的电弧炉。但是受到台车的能力限制和不稳定因素的影 响,大型的电弧炉一般都采用炉盖旋出的形式进行加料操作。
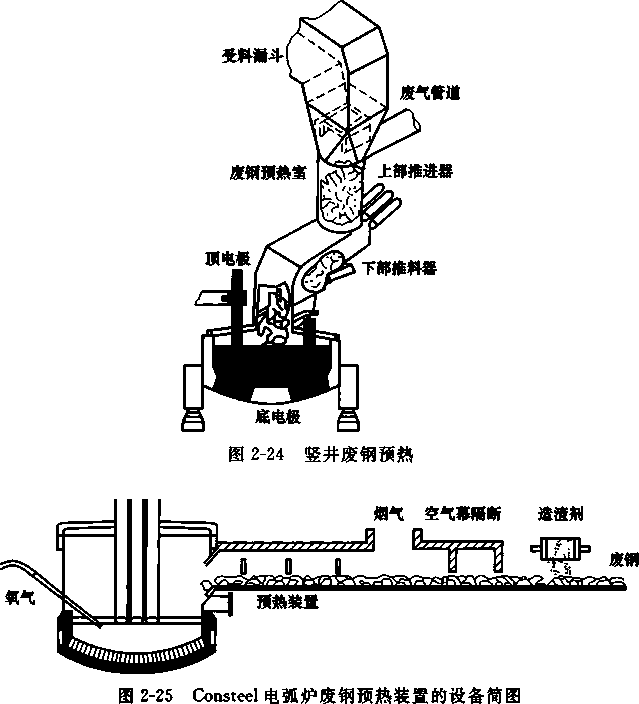
2.4.5废钢预热装置
不同的电弧炉有不同的废钢预热装置,废钢预热装置大多数是 用水冷件构成的炉顶上部的竖井或者是电弧炉侧面的废钢预热窑。 典型的见图2-24和图2-25。
2. 4.6水冷装置
电弧炉生产过程中,炉内温度可高达1800(以上。对于炉衬 (包括炉盖)、炉门、炉顶机械设备的寿命威胁很大,也使炼钢操作 工的工作条件恶化,劳动作业环境的温度升高,因此,电弧炉构件
48
2.4电9t炉机械设备
中许多都采用水冷却来降温,以便提高使用寿命和改善劳动条件, 优化工艺结构。常■见用水冷却的构件有:电极夹持器、炉盖圈、水 冷炉盖(图2-26)、电极孔水冷圈、水冷炉壳(也叫水冷盘,一般 使用在渣线的上部,图2-27)、炉门框、炉门及炉门挡板,水冷烟 道等。由于冷却水通过高温区后,水温升高,有时还有蒸汽产生, 必须将这些热水、热汽迅速排出,让冷水顺利流入才能保证水冷的 效果。由于热水比冷水轻,水蒸气更轻,只有当出水管布置在构件 的上部,才能使这些热水、热汽顺利排出。反之,如果进水管在上
49
第2章电弧炉热工基础和电弧炉设备
面,出水管在下面或低于构件上部水平面时,就会有一部分热水或 热汽上升到上面的进水管附近,形成汽袋,其中的热水和热汽不能 顺利排出,在高温作用下,温度和压力不断增加,当汽袋中水汽的 压力加大到超过进水压力时,冷水就不能进入构件,炉膛传给水冷 构件的热量全部被用来加热构件中的水,使它很快汽化,产生巨大 压力,直至构件爆开。因此,在设计水冷构件时,一定要合理布置 进水和出水管的位置。目前水冷件的发展是以高速水冷盘和喷淋水
冷炉盖为发展方向的。
图2-26带有除尘弯管的电炉水冷炉盖
图2-27水冷炉壳的局部图
2. 4.7偏心炉底出钢机构
EBT机构通常是由滑板机构和气动(或者液压)驱动机构组 成的,还有相应的控制阀站。电弧炉的尺寸和形状是电弧炉设计的 重要部分。确定炉型尺寸的原则是:首先要满足炼钢的要求,其次 要有利于电弧炉炼钢过程的热交换,热损失要小,能量能够得到充 分的利用,还要有较高的炉衬寿命。图2-28和图2-29是EBT出钢 形式的电弧炉结构简图。
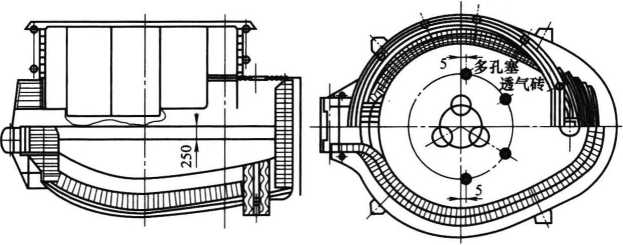
图2-28 EBT出钢形式的电弧 炉结构简图
图2-29 EBT出钢形式的电弧
炉俯视图
50
2.4电弧炉机械设备
2.4.8补炉机
电弧炉在冶炼过程中,炉衬由于受到高温作用以及钢水冲刷和 炉渣侵蚀而损坏,每次熔炼后应及时修补炉衬。人工补炉的劳动条 件差、劳动强度高、补炉时间长、补炉质量受到一定限制,因此现 在广泛采用补炉机讲行补炉。补炉机的种类很多,主要有离心式补 炉机和喷补机两种。离心补炉机的效率比较高。这种补炉机用电动 机或气动马达作驱动装置。图2-30所示为离心式补炉机,其驱动 装置采用电动机,电动机旋转通过立轴传递到撒料盘。落在撒料盘 上的镁砂在离心力作用下,被均匀地抛向炉壁,从而达到补炉的目 的,补炉机时用吊车垂直升降的。补炉工作可以沿炉衬整个圆周均 匀地进行。其缺点是无法局部修补,并且需打开炉盖,使炉膛散热 加快,对补炉不利。
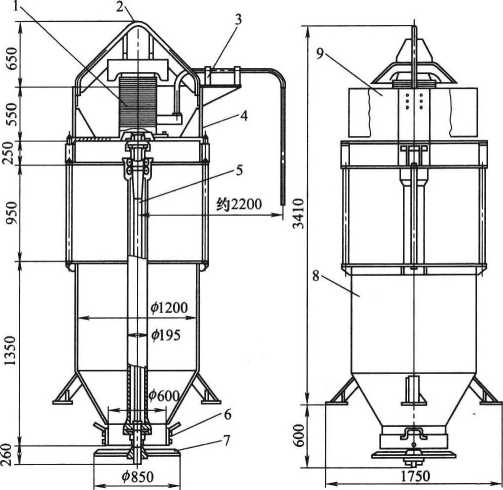
图2-30离心式补炉机
(料仓容积0.8m* 抛料能力2000kg/min,电动机特性;ROR-2, 7kW, 250/min) 1一电动机:2-吊挂杆;3一带挠性电缆的托架;4-石棉板;5一传动轴;
6一调节环;ZL撒料盘I 8-料仓;9一电动机外罩
51
第2章电SL炉热工基础和电弧炉设备
喷补机是利用压缩空气将补炉材料喷射到炉衬上。从炉门插入 喷枪喷补,由于不打开炉盖,炉膛温度高,对局部熔损严重区域可 重点修补,并对维护炉坡、炉底也有效。与转炉喷补机一样,电弧 炉喷补方法分为湿法和半干法两种。湿法是将喷补料调成泥浆,泥 浆含水量一般为25%〜30%。半干法喷补的物料较粗,水分一般 为5⅜~10⅜o半干法和湿法喷补装置与转炉使用喷补装置相同。 喷补器控制调节系统如图2-31所示,喷枪枪口形式如图2-32所 示。喷枪枪口包括直管,45。弯管,90。弯管和135。弯管4种形式。 喷补料以冶金镁砂为主,黏结剂为硅酸盐和磷酸盐系材料。
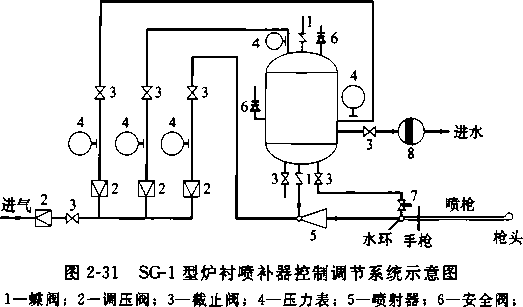
7一针形阀,8一过滤器
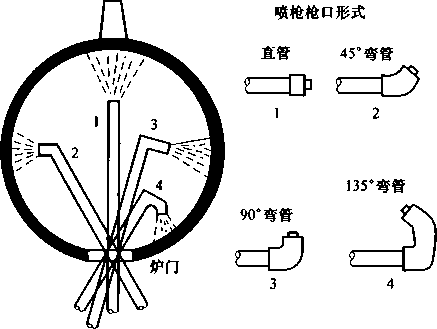
图2-32 4种喷枪枪口形式与喷补炉衬部位示意图
52
2.4电9K炉机權设备
2.4.9排烟除尘装置系统
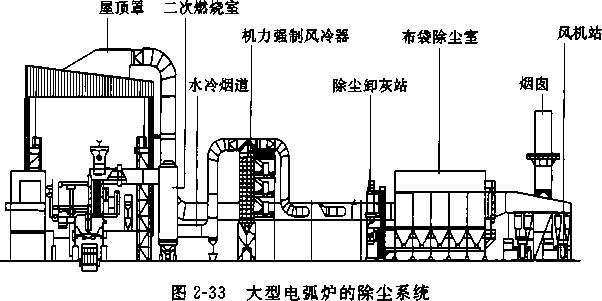
除尘系统包括水冷烟道、燃烧室、沉降室、屋顶罩等组成。除 尘系统如图2-33所示。
(1)电弧炉烟气和烟尘。电弧炉在整个冶炼过程中均产生烟 气,不同时期烟气量不同。氧化期吹氧时,烟气量最大,其次是熔 化期,还原期最小。电弧炉烟气量如表2-4所示。炉内排烟方式为 500~1200m3∕(h ∙ t);炉外排烟方式,因有厂内空气混入,为 5600~9000m3∕(h ∙ t)o炉内排烟方式的排烟温度为1000 ~ 1400℃;炉外排烟方式的排烟温度为100〜1601。
表2-4电弧炉烟气■
|
项 目 |
排烟量/[m3∕(h ∙ t)] | |
|
炉内直接 (四孔)排烟 |
普通电弧炉(≤300kV∙ A∕t) |
500〜700 |
|
高功率电弧炉(<45OkV・A∕t) |
700~800 | |
|
超高功率电弧炉(>60OkV ∙ A∕t) |
800〜IOoO | |
|
超高功率电弧炉,有氧-油烧嘴 |
1000—1200 | |
|
炉外排烟 |
一般局部罩 |
5600~7000 |
|
屋顶排烟罩 |
900 | |
|
整体封闭罩 |
4000〜7000 | |
电弧炉烟气的主要成分是CO、N2、CO2、O2,当空气过剩系 数a = 0. 5~3时,各成分含量见表2-5。
53
第2章电弧炉热工基础和电弧炉设备
|
______________表2-5电弧炉烟气成分 单位:% | ||||
|
成分 |
CO2 |
CO |
O2 |
N2 |
|
含量 |
12 〜20 |
”34 |
5〜14 |
45 〜74 |
在不同冶炼阶段CO和Nz含量变化如表2-6所示。
|
___________表2・6不同阶段电弧炉烟气成分 单位:% | |||
|
钢种 |
抽取烟气时间 |
一氧化碳 |
気 气 |
|
普通钢 |
熔化中期 |
31 |
69 |
|
鼠气吹炼初期 |
39 |
61 | |
|
氧气吹炼中血一 |
27 |
73 | |
|
氧气吹炼末血一 |
26 |
• 74 | |
|
还原期中血 |
22 |
78 | |
|
不锈钢 |
氧气吹炼中麻一 |
63 |
37 |
|
氧气吹炼末期— |
49 |
51 | |
炼钢生产过程中,为了增加钢渣的流动性和易于除去磷、硫等 杂质,需加入少量萤石作为助熔剂(每吨钢平均耗量3〜5kg)。萤 石主要成分为CaFz,因此,烟气中还含有少量氟化物(多以HF 和SiF4状态存在)。
在冶炼过程中,有的超高功率电弧炉需喷轻柴油,平均每吨钢 耗油约6kg,因而烟气中含有极少量的二氧化硫。
电弧炉烟(粉)尘的产生量、浓度和粒径及其组成成分主要随 不同冶炼期而异,同时也和炉料种类及其配比,以及冶炼钢种等 有关。
电弧炉烟(粉)尘产生量一般为10〜15kg/t,烟尘浓度为4. 5〜 8. 5g/m3。不同冶炼期烟尘粒度组成如表2-7所示。
表2-7熔化期和氯化期烟尘粒度组成 单位:%
|
冶炼 钢种 |
冶炼期 |
烟尘应度/fzm | ||||||
|
<0. 1 |
0. 1—0. 5 |
0. 5-1.0 |
1.0—5.0 |
5. 0^10. 0 |
10 〜20 |
>20 | ||
|
碳素钢 |
熔化期 |
25 |
45 |
7 |
9 |
14 | ||
|
*花期 |
50 |
25 |
15 |
10 | ||||
|
特殊钢 |
焙化期 |
2 |
27 |
58 |
7 |
5 |
1 | |
|
氧化期 |
48 |
28 |
10 |
6 |
8 | |||
54
2.4电弧炉机權设备
电弧炉烟尘主要成分是氧化铁。电弧炉烟尘具体成分如表2-8 所示。
表2-8电弧炉烟尘的成分及其质■分数
|
成分 |
Fe203 |
FeO |
Fe |
SiO2 |
AI2O3 |
CaO |
MgO |
NfnO |
|
质量分数/% |
19 〜60 |
4〜11 |
5~36 |
1〜9 |
1—13 |
2〜22 |
2〜15 |
3〜12 |
|
成分 |
Cr2O3 |
NiO |
PbO |
ZnO |
P |
S |
C |
其他 |
|
质量分数/% |
0〜12 |
0〜3 |
0〜4 |
0〜44 |
0〜1 |
0〜1 |
1〜4 |
少量 |
(2)排烟方式。目前国内外电弧炉采用的排烟方式很多,大致 可归纳为:炉内排烟,炉内外结合排烟,全封闭罩和电弧炉炉内排 烟结合。
①炉内排烟。炉内排烟是在电弧炉炉盖上的适当位置设置一 个排烟孔(俗称第四孔),将水冷排烟弯管插入其中,直接从炉内 引出烟气的排烟方式,如图2-34所示。
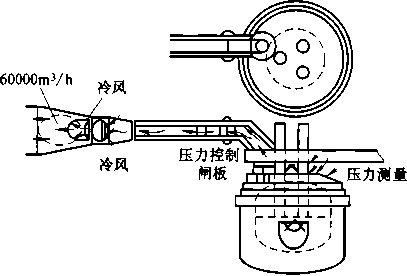
图2-34电弧炉炉内排烟
炉顶水冷弯管与净化设施的水冷排烟管道相对衔接,设有活动 套管来调节控制其间距,水冷弯管能随电炉一起倾动。
炉内排烟方式具有排烟量小,排烟效果好,可以加快反应速 度、缩短氧化期、降低电耗等优点。在还原期可调节套管间距,减 少炉内排烟量,使炉内处于微正压状态,以保证还原气氛。国内外 炼钢电弧炉采用炉内排烟已取得了明显的技术经济效果。
②炉外排烟。炉外排烟是烟气在炉内正压作用下,由电极孔
55
第2章电弧炉热工基础和电弧炉设备
或炉门不严密处逸散于炉外后,再加以捕集的排烟方式。炉外排烟 的烟气量要比炉内排烟大得多。
电弧炉炉外排烟方式很多,已使用的主要有屋顶排烟罩、整体 封闭罩、侧吸罩和炉盖罩等。实践证明,较有成效的是电弧炉整体 封闭罩。此方法是将电弧炉置于封闭罩内,罩内壁四周设有隔声、 隔热、泄爆等措施,罩壁留有必要开启的孔洞和门窗,可以使电弧 炉冶炼工序,即加料、出钢、吹氧、加合金料、更换电极、测温取 样及设备维修等均可正常进行,而不影响工艺操作。排烟口设在烟 罩顶部适当位置,连接排烟管道至烟气净化设施。炉盖罩和屋顶排 烟罩分别如图2-35和图2-36所示。
600m3∕h
图2-35炉盖罩
图2-36屋顶排烟罩(车间天篷大罩)
③炉内外结合排烟。屋顶排烟罩和电弧炉炉内排烟相结合, 这是当前国际上普遍采用的电弧炉排烟方式。此方法最有效地控制 了厂区内外环境污染。排烟设施由屋顶排烟罩和炉内第四孔排烟两 者相结合,以炉内排烟为主。屋顶排烟罩处于电弧炉上方的屋架, 专收集电弧炉出钢和装炉料时散发的烟气,如图2-37所示。
全封闭罩和电弧炉炉内排烟相结合,这也是国际上采用较多的 电弧炉排烟方式。在正常操作时,排烟设施是以电弧炉炉内排烟为 主,当电弧炉出钢、加料时则以全封闭烟罩为主。在电弧炉炉内排 烟时,炉体各孔隙外漏的烟尘也由全封闭烟罩捕集。
(3)烟尘调节。烟尘调节的目的首先是保证除尘操作的安全, 因为电弧烟尘中含有浓度很高的一氧化碳和氢等可燃性气体,有发
56
2.4电弧炉机械设备
图2-37炉内排烟和屋顶排烟罩相结合
1一炉子;2-直接除尘;3一天篷大罩;4-天窗;5一布袋过滤
生爆炸的危险,所以必须调节烟尘,使烟气成分中可燃气体的浓度 不处于爆炸的极限范围,及时地把烟气中的可燃气体燃烧掉。其次 是保证除尘操作顺利进行,因为从电炉中直接抽出废气温度很高, 需要经冷却后才能进行净化处理。此外,为了保证除尘操作的高效 率,有时需要调节废气的湿度,适当地增加湿度以提高净化系统的 除尘效率。
从炉内抽出的高温烟气经水冷夹层管道进入烟气燃烧室,使烟气 所含的Co几乎燃尽,然后进入水冷夹层烟道,此时气温降至650。C进 入空气冷却器,使烟气温度再降至350。C左右进入单层钢板管道。
(4)烟气净化设备。根据国内外实践经验,适合处理电弧炉烟 尘的净化设备一般分为滤袋除尘器、电除尘器和文氏管洗涤器三大 类,其中以滤袋除尘器应用最广。
①滤袋除尘器。这种除尘器的净化效率高而且稳定,维护费 用低,滤袋使用期较长,排放气体含尘量不高于50mg/m3,设备 价格远低于电除尘器,因而在国内外均得到广泛的推广和应用。
滤袋除尘器如图2-38所示。烟尘由进气管进入除尘器内,经 分布管道分配到各组滤袋,过滤后的气流通过阀门由管道排出。过 滤下来的粉尘落入灰斗中,滤袋悬挂在支架上,通过机械振动使滤 袋得到清灰。通常是分组清灰,为了使清灰取得较好效果,当该组 滤袋在用机械振动清灰时打开反吹风气阀,使反吹风气流进入滤袋 内,使用的滤袋料常常是涤纶和月青纶,耐温仅135℃,如用玻璃纤
57
第2章电狐炉热工基础和电弧炉设备
维作袋料,其耐温为250℃,所以废气必须用水冷和兑入冷风等方 法,将废气冷却到允许温度,才能进入滤袋室。
图2-38滤袋除尘器
I—反吹管传动;2一反吹风机;3一滤袋:4-尘粒出口
②文氏管洗涤器。这种净化设备易使高温烟气冷却,只设置 一级降温文氏管即可获得常温的气温,再紧跟设置二级或三级文氏 管系列,就能获得排气含尘浓度小于IOmg/m3的净化效果。但由 于其系统阻力太大,洗涤水和污泥处理的二次污染问题耗资很大, 自进入70年代已很少再使用。
③电除尘器。这种除尘器净化效率高,排气含尘浓度约 5mg/m3,维护费用较低,使用寿命长,但设备投资费用大。电除 尘器适宜烟尘电阻率为108-10110∙ cm,而电弧炉烟尘的电阻率 通常高于10H∩∙ cm,因此选用电除尘器时必须首先考虑设置增湿 塔,先降低烟尘的电阻率值,而后进入电除尘器,才能发挥其特 性。因此这种除尘器在电弧炉烟气净化设施中应用较少。
(5)电炉排烟除尘系统。采用炉内外结合排烟,滤袋除尘器除 尘的电炉排烟除尘系统如图2-39所示。
58
2.5电弧炉主要电气设备
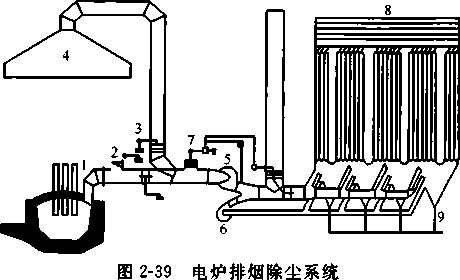
1 一炉顶排烟弯管;2—冷风进人翻板;3一换向翻板;4一顶篷大罩;5二主风机:
6一滤袋反吹风机;7-温度控制器;8-徳袋室;9一积尘卸出
2. 4.10底吹系统
电弧炉底吹气设备主要包括供气元件的安装设备和气包、控制 阀台、底吹气的管路系统等。底吹气系统的示意图见图2-40。
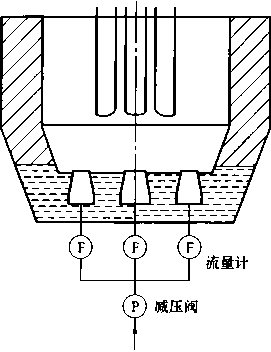
图2-40电弧炉炉底吹气系统的示意简图
2.5电弧炉主要电气设备
2. 5.1电气设备的组成
电弧炉炼钢是靠电能转变为热能使炉料熔化并进行冶炼的,而
59
第2章 电弧炉热工基础和电弧炉设备
完成这个能量转变的主要设备就是电弧炉的电气设备。
电弧炉的电气设备主要分为两大部分,即主电路和电极升降自 动调节系统。主电路的任务是将高压电转变为低压大电流,作为电 源输给电弧炉,并以电弧的形式将电能转变为热能。电极升降自动 调节系统的任务是根据冶炼要求,通过调整电极和炉料之间的电弧 长度,调节电弧电流和电压的大小。
电弧炉使用的是三相交流电。通常电流沿架空高压线输入变电 所的配电装置,再沿高压电缆经配电装置输入电炉变压器。电炉变 压器将高压电转化成低压电流通向电极,在电极与炉料之间产生电 弧。由高压电缆至电极的电路称为电弧炉的主电路。电弧炉冶炼所 需的电能就是通过主电路输入炉内的。
电弧炉的主电路如图2-41所示。主电路主要由隔离开关、高 压断路器、电抗器、电炉变压器及低压短网等几部分组成。
电炉通过高压电缆供电,电压为3000V以上。电炉变压器的 一次侧(高压侧)有隔离开关和高压断路器。断路器供保护电源之 用。当电弧电流太大时,断路器会自动跳闸把电源线路切断。在线 路上串联电抗器,用来缓和电弧电流的剧烈波动。电炉变压器是一 种降压变电器,具有很大的过载容量(20%〜30%)。在变压器的 高压侧配有电压调节装置,调节电炉输入电压。电压调节装置有无 载调压和有载调压两种。有载调压装置在结构上比较复杂,但能在 不断电的情况下进行电炉电压的调节,有利于缩短熔炼时间和提高 生产能力。短网是指电弧炉变压器二次侧的引出线至电弧炉电极之 间的一段三相线路,包括3个部分:铜排(或铜管)、软电缆和炉 顶上的导电铜管。
为了监视电弧炉变压器的运行情况和掌握电力情况,供电线路 上装有各种测量仪表,但由于电弧炉一次侧电压高,二次侧电流 大,线路上必须配置电流互感器和电压互感器,以保证各种测量仪 表的正常工作及操作人员的安全。
电弧炉在运行中,要考虑各种故障及非正常工作现象发生的可 能性。例如,在运行中最普遍的同时也是最危险的故障就是各种原 因引起的短路,为此设有信号装置和保护装置。
信号装置的作用:电气设备有时正常的电气情况被破坏,但并
60
2.5电弧炉主要电气设备
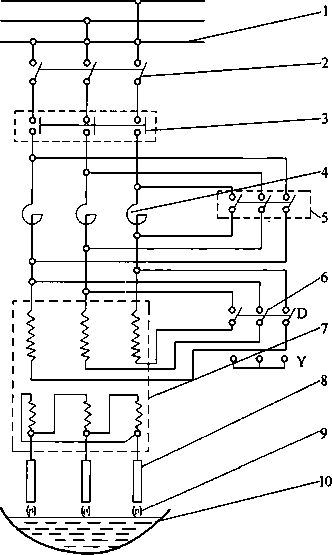
图2-41电弧炉主电路简图
1一高压电缆:2一隔离开关;3-高压断路器:4一电抗器;
5一电抗器短路开关;6—电压转换开关;7-电炉变压器;
8一电极:9—电弧;10一金属软电缆和炉顶上的导电铜管
不会损坏设备元件,所以不必切断电路,而只需发出信号以引起操 作人员的注意,或通过自动调节装置来改正。
保护装置的作用:当电气设备发生故障时,可通过高压断路 器使电弧炉变压器供电线路自动分开,切除故障,防止设备 损坏。
在炼钢过程中,由于炉料的熔化、塌料、钢水沸腾等原因,电 极与炉料之间的电弧长度就不断变化,引起电弧电流和电弧电压很 大的波动,因此要求快速调节电极的位置,使电压和电流值保持在
61
第2章 电弧炉热工基础和电弧炉设备
一定的范围内。电极调节装置一般都是自动的,国内多数电炉用可 控硅-直流电动机系统。新建电炉采用灵敏度更高,更快速的可控 硅-转差离合器系统和电气液压调节系统。
电弧炉除电极升降自动调节装置外,还有一些电气控制装置用 来控制电炉的其他机械设备,如电动机、控制按钮,电阻器及限位 开关等。
为了提高钢的质量和减轻扒渣操作的劳动强度,现代中型和大 型电弧炉还常在炉壳底的下面装设电磁搅拌器。电磁搅拌器的原理 与异步电动机相同,搅拌器本体相当于电动机的定子,钢液相当于 转子。当搅拌器线圈通电后,沿炉体就会产生一个流动磁场。这磁 场驱使熔池内的钢液向一定方向流动,如图2-42中箭头所示。图 中,钢液是向出钢口方向流动的。当需要扒渣时,只要改变电磁搅 拌器两相输入电压的接法,钢液就会反向流动,而将炉渣集中到炉 门口一边。搅拌器的线圈是两相的,通入的是两相0.5〜1.5HZ的 低频交流电。
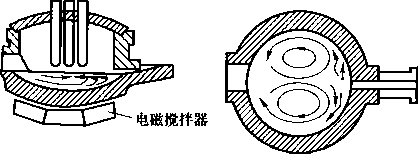
图2-42炼钢电弧炉钢液的电磁搅拌
2. 5.2配电操作
电弧炉炼钢在各个冶炼阶段根据工艺要求输入的功率是不相同 的,因此在各个冶炼阶段要不断地调节输入的功率,这种电功率的 调节工作称为配电。
电弧炉的配电操作,主要有送电、停电、调换电压、调节电流 及电气设备的监视与维护。配电操作对电炉的正常工作,对缩短冶 炼时间及降低电耗都有着重要作用。
(1)电炉操纵台(配电盘)。电炉操纵台是电弧炉的电气控制 设备,主要有下列电器组成。
62
2.5电朿炉主要电气设备
①测量仪表。包括每相电弧的电流表和电压表、每相电极升 降电动机的电流表和电压表和三相电度表等。
②指示灯。包括每相电压指示灯、断路器合闸与分闸指示灯、 可控硅系统电源指示灯、冷却油泵指示灯、电压转换指示灯及各种 故障指示灯等。
③控制开关或按钮。包括断路器合闸与分闸按钮、可控硅系 统电源开关、冷却油泵开关、电抗器接入与切除按钮、每相电极上 升及下降按钮或开关、三相电极同升按钮、每相电弧电流调节器、 电极升降系统灵敏度调节器、电压转换开关、“手动”与"自动” 转换开关等。
(2)通电前的准备。通电前的准备工作如下。
①值班电工对主要电气设备检查就绪,并确认系统完好;
②高压开关装置(隔离开关和高压断路器)均在断开位置;
③电炉变压器调压开关和电抗器开关应在所需位置;
④可控硅系统转换开关应处于"手动”位置;
⑤通电前电弧炉上和变压器下不许有人工作;
⑥通电前电极必须离开炉料。
(3)送电操作。送电操作如下。
①首先启动电炉变压器冷却系统(即开启冷却油泵和通 风机);
②接通低压控制电流及可控硅系统电流(或启动电机放大机);
③打铃通知炉前操作人员;
④高压装置送电,先合上隔离开关,后合上高压断路器,注 意断路器指示灯需由绿灯变为红灯;
⑤将转换开关在"自动",位置,观察仪表是否正常。
(4)停电操作。冶炼完毕的停电操作正好与送电操作的操作顺 序相反,但必须注意停电时应先提升电极,使电流表指针为“0”, 再断开高压断路器。
在电炉连续正常生产时,停电、送电往往不需要断开和再合上 隔离开关,而是在控制系统装有一个保险开关(钥匙按钮或合闸闸 刀)。停电时,断开高压断路器后再断开保险开关,通电时,合上 保险开关后再合断路器,以保证操作的安全。
63
第2章电菰炉热工基础和电弧炉设备
(5)电气设备的监视与维护。电气设备的监视与维护如下。
①监视电极自动调节系统,观察电弧电流和电流是否正常;
②监视电炉变压器、电抗器运行情况,经常检查变压器的声 音、温度、油位和油色是否正常,并注意冷却系统的工作情况;
③检查变压器、断路器、隔离开关、电流互感器、电压互感 器的瓷瓶(绝缘子),有无破损、裂纹和放电痕迹;
④检查电缆、母线及短网接触部分,有无过热现象;
⑤检查测量仪表、继电保护和信号装置工作是否正常;
⑥根据检查结果,做好电气运行记录。
(6)配电操作注意事项。配电操作注意事项如下。
①严格执行各项安全操作规程;
②必须按照规定的供电制度供电,电流不得波动太大,要使 三相电流基本平衡;
③根据需要接放电极,发现不导电、漏水、电极折断、电极 头脱落等情况,应和炉前其他操作人员一起及时进行处理;
④无载调压的变压器,应先停电后调压;
⑤熔化后期,电弧稳定时应及早切除电抗器;
⑥不得长时间两相供电;
⑦出钢时,应提升电极离开渣面并停电,氧化期大沸腾时, 也应提升电极停电;
⑧断路器跳闸时,应查明原因再进行通电;
⑨在发生异常事故时,应停电并报车间有关部门处理。
2.6基本电参数和电热特性的计算
电弧炉炼钢过程中的电参数会常血于冶炼的监控过程和记录之 中,所以在此做简要的介绍。
(1)短路电流
Ia=U/Za (2-11)
式中Ia——短路电流,A;
U——相电压,V;
Za..电阻阻抗,Ωo
64
2.6基本电*数和电热特性的计黨
(2)视在功率(石K∙A)
P0=3UI×10~3
(3)无功功率(kW)
Pr = 3 卩 XXIOT 式中,X..线路感抗,C。
(4)电路损失(kW)
Pr = SI2RXIO-3 式中R..电路电阻,Q。
(5)电弧炉功率(kW)
(2-12)
(2-13)
(2-14)
Pa = 3I2R×10-3=3(VUz-PX2-IR)I×10~3 (2-15)
需要说明的是,电弧功率不是全部用来加热钢水,因为电弧要
通过辐射和对流对外散热,显露于钢液面上的电弧长度是造成弧功 率损失的主要原因。为减少电弧功率损失,应该采用短弧操作,即 增大弧流,降低弧压,增加炉渣的渣层厚度,但也不能无限制地增
加渣量,增加渣量要和弧长配合。采用泡沫渣技术,可达到大幅度 提高炉渣高度的效果;同时使大电流短电弧供电改为高电压长电弧
操作,提高了功率因数,而电压电流波动显著减少,使平均能量输
入增加。电压的调节是通过变压器调压装置进行粗调,通过晶闸管
触发角进行细调来实现的。
(6)有功功率(kW)
Po=PA+Pr = I √Po2-Pr2 ×103
(7)功率因数
|
COSp= PA / Po =J—(肾 * |
|
(8)电效率 |
|
强=Pa /Po = ] — . ʃ^ ɪ ' Vu2-Xi2 |
|
(9)电弧电压 |
|
UA = PA 产3 = Q—XR— IR |
(2-16)
(2-17)
(2-18)
(2-19)
65
第2章 电弧炉热工基础和电弧炉设备
(10)耐火材料的烧损指数
_PaXUa_I √Uςtt^FTR 加
Re—斤(2-20) 式中2——电极侧面到炉壁的距离,mo
耐火材料的烧损指数表征着电弧对于炉壁的烧损作用的指数, 是美国的施维博(W. E. Schwabe)于1962年提出的,这个指数对 于确定冶炼的工艺路线有着重要的作用,比如钢包精炼炉二次侧电 压的确定就是根据耐火材料的烧损指数来确定的。
(H)最小电耗的工作电流
Jin =J丽瓦'Lx2 /U * IOS (2-21)
式中 Pg—电弧炉的固定热损失,包括炉体散热,水冷件带走 的热能,烟道烟气带走的热能等。
2.7电气设备的维护和相关常识
2.7.1供电曲线的制定
供电曲线是在某一炉次冶炼期间和结束时功率对操作时间(熔 化和精炼)和所延误时间的图形(IOot电弧炉的供电曲线见图 2-43)。一炉次冶炼总的时间称为冶炼周期。
^ ^ ^ ^ ^
α2/3,")
Tl
10
0
出钢结束
5 10 15 20 25 30 35 40 45 50 55 60 65
时间/min
图2-43 IOOt电弧炉的供电曲线
66
27电气设备的维护和相关常识
电弧炉炼钢供电曲线制定的主要原则是快节奏低成本地冶炼出 每炉钢水。
①电气运行工作点的选择主要根据冶炼工艺特点和工艺的需 要。例如,开新炉子和正常冶炼的不同,全废钢冶炼和热装铁水冶 炼也不同。
②为了获得良好的技术经济效果,同时在兼顾生产节奏许可 的范围内用好、用足次级电压。尽量使炉子在允许使用的最大电弧 功率工作点运行。例如,熔化期穿井到中部以后,使用最大功率 送电。
③每篮料加入的起始阶段(起弧阶段),要短时间使用低电压 低功率工作点运行,以避免弧光对于炉底耐火材料的侵蚀以及炉盖 起弧击漏炉盖冷却水管。
④每篮料接近熔清或全炉接近熔清阶段,可适当降低电压级 别和电弧功率。
⑤在某个工作点远行的时间的长短,按输入电能的总量确定。
⑥保证设备安全、稳定运行。即保证电弧炉变压器承受的视 在功率不过载,电弧稳定高效燃烧。
⑦调压换挡的次数尽可能少。一套大型变压器的有载调压装 置的使用寿命一般在IOO万次左右,造价在200万〜350万元之 间,每切换一次电压,调压开关的发生费用在1.5〜3元之间,所 以电压有载切换次数尽可能少。
⑧供电曲线对生产节奏冲击不大。
2. 7.2变压器的正常使用
电弧炉炼钢用的变压器安装比较繁琐,价格昂贵,所以要做好 变压器的维护和正常使用。为了保护好变压器的主要原则如下。
①加强对于变压器的定期检修和维护,变压器的一些小的隐 患就有可能造成大事故。比如检修时遗落在变压器室内的钢铁类的 工器具或者废料,在磁场力的作用下,有可能吸附在变压器的某个 位置,造成事故。某个电弧炉厂发生过废钢遗落在变压器室附近的 电抗器附近,通电时,电磁力将该块废钢吸附在电抗器上,造成了 起弧击穿电抗器水冷装置导致停产的事故。
②尽量减少变压器的跳闸次数。因为变压器跳闸时,瞬变电
67
第2章 电弧炉热工基础和电弧炉设备
流有时会达到额定电流的2. 7倍,它在变压器线圈内产生极大的电 动力,次数多了会造成线圈变形,绝缘损坏。跳闸时,磁通很快消 失,匝数较多的高压线圈会感生极高的电压,使绝缘薄弱处有被击 穿的危险,因此要尽量减少变压器跳闸次数。
③避免变压器的油温过高。温度过高,会使线圈老化,绝缘 的可靠性下降、温度过高产生的轴气瓦斯还会引起爆炸或者火灾, 烧毁变压器。
④避免长时间的两相送电。因为交流电弧炉冶炼时,三相通 电时,在变压器副边三相线圈中,电流是平衡的,为了提高变压器 的输出功率,这个电流一般已超过额定值不少。当两相通电并维持 原电流大小时在变压器副边线圈中,各相电流不平衡,会使其一相 线圈中通过的电流进一步增大,此线圈过载也更大了。如果经常这 样使用,会使线圈过分发热,绝缘过早老化,变压器寿命缩短。同 时,由于电流加大,电动力也加大,对线圈的机械强度也有不利影 响。此外,大负荷电弧炉变压器的两相通电使用,对电网也是非常 不利的。
68
第3章电弧炉炼钢原料和耐火材料
废钢是电弧炉炼钢的主要原料,废钢的质量好坏直接影响钢的 质量、成本和电炉生产率。随着电弧炉钢产量和连铸比的增加,及 对钢质量要求的不断提高,一方面返回废钢量逐渐减少,外购劣质 废钢量增加,另一方面又需要大量的优质废钢。因此,采用100% 废钢作原料,很难保证钢中某些痕量杂质元素(Pb、Sn、As、 Sb、Bi)和能导致某些钢种性能降低的杂质元素(Cu、Zn、Cr、 Ni、Mo、V)含量符合技术条件要求(特别是循环使用外购废钢 的情况下),从而促进了直接还原铁在电弧炉炼钢中的应用。为了 充分利用各种废钢资源,提高电弧炉的技术经济指标,必须做好废 钢的管理工作。目前电弧炉炼钢的原料随着冶金工业技术的发展呈 现出了多样化的局面,炼钢的主要原料由过去的单一的废钢发展成 为现在的各种各样的新铁料,主要有热装铁水、直接还原铁、 COreX铁水、冷生铁、碳化铁以及脱碳粒铁。
3.1直接还原铁
直接还原铁(direct reducation iron, DRD ,是以铁矿石或精 矿粉球团为原料,在回转窑或竖炉内,在低于炉料熔点的温度下以 CO或Hz或焦炭作还原剂来还原铁氧化物得到的金属铁产品。由 铁矿石在回转窑或竖炉内直接还原而得的海绵状金属铁称为海绵 铁。由精矿粉先造球,再直接还原而得的球状产品称为金属化球 团。而由海绵铁或金属化球团趁热加压成形的产品称为热压块铁 (HBI)o HBl比DRl密度高,不易氧化和破碎。直接还原铁具有 含铁高(金属化率为85%〜90%),杂质(Pb、Sn、As、Sb、Bi、 Cu、Zn、Cr、Ni、Mo、V等)通常为痕量,含磷、硫低(硫一般 小于0.01%,磷一般为0.01%〜0.04%,热压块铁略高些,硫约
69
第3章 电弧炉炼钢原料和耐火材料
0.01%〜0.04%,磷约0.07%〜0. 10%),孔隙度高(其堆密度在 1. 66~3. 51t∕m3)的特点。
电弧炉对直接还原铁的要求为:金属铁(Fe+Fe3C)约80%, 全铁要求大于87%,硫低于0.03%,磷低于0.08%,脉石含量应 尽可能低。粒度为8〜22mm,堆密度大于2. 7t/m3。根据电弧炉 装备的配备情况,电弧炉使用直接还原铁的用量在20%〜70%, 以配入50%左右较为经济。一般为25%〜30%,目前也有使用 100% DRl冶炼的。装料方式有分批装料和连续装料,多采用从炉 盖第5孔连续装料方式。虽然使用直接还原铁利于降低杂质,但因 脉石含量高的原因,造成渣量增多,此外渣中Feo高,易引起沸 腾,使金属收得率下降,冶炼时间和电耗增加。
电弧炉还使用一种高炉生铁粒化后,在回转窑中被CO2脱碳 后的产品——脱碳粒铁(粒度5~15mm,碳0.2%~2.0%)作原 料。与直接还原铁比较,其金属铁含量高5%〜10%,酸性脉石含 量低1%〜3%,因而渣量减少约80kg/t,但其价格高。
直接还原是指在矿石不熔化、不造渣的条件下将铁的氮化物还 原为金属铁的工艺方法。这种方法用烟煤或天然气作还原剂,不用 焦炭,不用庞大的高炉。直接还原是在固态温度下进行,所得的产 品称为直接还原铁DRl (direct reduction iron)o目前直接还原法 主要有气基直接还原法和煤基直接还原法两大类。直接还原铁的金 属化率均在90%左右。直接还原铁由过去的海绵铁(sponge iron) 发展为现在的粒状直接还原铁DRI以及块状的热压块HBI,由于 直接还原铁中金属铁的含量较高,而且硫和磷的含量比较低,所以 是电弧炉生产洁净钢的重要钢铁原料的替代品。目前全世界的直接 还原铁的总产量占生铁产量的6%〜9. 4%,在3000万〜6000万吨 左右,气基生产直接还原铁的技术和产量都占主导地位。
3.1.1直接还原铁的理化指标
直接还原铁的主要理化指标见表3-10
直接还原铁有以下三种外观形状。
(1)块状。块矿在竖炉或回转窑内直接还原得到的海绵状金 属铁。
70
3. 1直接还原铁
表3-1直接还原铁的主要理化指标
|
组成元素 |
含量/% |
组成的化学成分 |
含量/% |
|
全铁 一 |
9。〜93 |
SiO2 |
1〜3 |
|
金属铁- |
80 〜86 |
Al2O3 |
0. 5 〜2 |
|
金属化率- |
9Q~94 |
脉石(AhS、 |
2. 7〜5 |
|
C |
0.2-1. 4 |
SiO2、CaO、MgO) | |
|
S |
0. 01—0. 04 |
残余元素的总量 |
0.015-0. 04 |
|
P |
0. 04 〜0.07 |
堆密度 |
2. 7~2. 9g∕cm3 |
(2)金属化球团。使用精矿粉先造球,干燥后在竖炉或回转窑 中直接还原得到的保持球团外形的直接还原铁。
(3)热压块铁HBIo把刚刚还原出来的海绵铁或金属球闭趁 热加压成形,使其成为具有一定尺寸的铁块,一般尺寸多为ImmX 50mm×30mm,其密度一般高于海绵铁与金属化球团。HBl的表面 积小于海绵铁与金属化球团,使其在保管或运输过程中不易发生氧 化,在电弧炉中使用时装料的效率高。
3.1.2电弧炉炼钢对直接还原铁的性能要求
由于电弧炉炼钢的特殊性,所以对于直接还原铁有一定的要 求,一般要求如下。
(1)密度要在4.0〜6. 5g∕cm3之间。
(2)块状。块矿在竖炉或回转窑内直接还原得到的海绵状金 属铁。
(3) 一般要求冷态条件下抗拉强度大于70MPa,以保证运输和 加料过程中不易破碎。
(4)要求粒度合适。既不能含过量的粉尘,也不能尺寸过大, 使其能避免氧化或被电弧炉除尘装置吸收,又能适于炉顶连续加料 的要求。一般粒度要求在10〜IOOmm之间。直接还原铁的实体照 片见图3-1和图3-2。
3.1.3直接还原铁的加入方式
直接还原铁的密度介于炉渣(2. 5~3. 5g/Cm3 )与钢液 (7. 0g∕cm3)之间。加入炉内后容易停留在渣钢界面上,有利于钢 渣界面的脱碳反应,促进炉内传热的进行。直接还原供用于电弧炉 炼钢,其中金属化率和含碳量不同,所以加入量也不相同。对于碳
71
第3章 电弧炉爆铜原料和时火材料
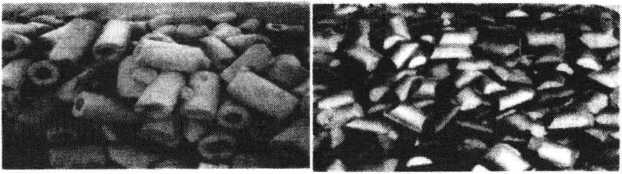
图3-1煤基直接还原铁 图3-2 Finmet工艺生产的热压块铁
含量和金属化率较高的直接还原铁,可以100%作为电弧炉炼钢的 废钢炉料。如果所用的直接还原铁的加入比例为30%以下,则可 用料罐加入。料罐的底部装轻废钢,随后装入重废钢和DRI,这样 可避免DRl结块太多。DRl主要装在料罐的下半部,使DRl尽可 能装入炉内中心部位,防止直接还原铁接近炉壁以及冷区结块而不 能熔化。有一种情况需要注意的是:当电弧从上部加热相当厚的 DRl料层时,熔化的金属便充填各个DRl球团之间的空隙并凝结, 不能渗入到球团深部,球团易烧结在一起而且密度小,难以落入钢 水中,延长了熔化时间。实践表明,成批加入大于总炉料的30% 的DRl时,由于DRl传热慢,会出现难以熔化的问题,恶化其技 术经济指标,使用连续加料技术,会改善这种情况。连续加料一般 从炉顶的加料孔加入,一种是在炉顶的几何中心开一个加料孔,使 DRl垂直落入;另一种方式是在炉顶半径的中间开孔,经轨道抛 射落入炉内的中心区域。炉顶上部的连续加料系统必须有足够的高 度,以保证DRl具有足够的动能以快速穿过渣层。由于一般的直 接还原铁的含碳量比较低,不利于熔池的尽快形成。气基还原铁能 较好控制DRl中的碳含量,一般可做到其中的碳与未还原的Feo 相平衡,即所谓"平衡的DRI”。冶炼时无需额外配碳,DRl也不 会向熔池增碳;对于煤基还原的DRL 一般碳含量在0.25%左右, 冶炼时需配入一定的碳(根据DBl金属化率和所炼钢种而定),以 保证熔池合适的碳含量并使DRI中的FeO还原。
在采用废钢预热的竖炉和连续加料的Conteel Fumace电弧炉, 直接还原铁的加入主要关键步骤如下。
(1)采用较大的留钢量,使得直接还原铁加入后一直在有熔池
72
3. 1直接还原铁
存在的条件下,能够使吹氧和辅助能源输入的操作发挥最大的 效率。
(2) DRl由高位料仓通过炉顶连续加入的原则是:在避免形 成"冰山”的前提下较低的温度,以最大速度加入。以减少炉衬侵 蚀和热能损失,缩短冶炼时间。具体工艺如下。
①加入最后一篮料后废钢熔化形成熔池后,单位重量能耗达 到IOOkW ∙ h/t时,开始加入DRI,速度为500kg∕mino
②电耗耗值达到IOOkW ∙ h/t时,DRI加入速度增至IOOOkg/ mino
③炉内废钢基本熔清时,DRl则加入速度增至25OOkg/min。
④熔池温度达到1560℃时,DRl加入速度增至3000kg∕mino 每5min测温一次,保持熔池温度在1560〜1580(,若熔池温度超 出此范围时,适当降低或增大加入速度。
⑤DRI最后IOt的加入速度应降至1500kg/min。
⑥DRl最后5t,加入速度应降至500kg/min,使熔池升温, 直至达到出钢温度为止。
3.1.4直接还原铁配加铁水冶炼的操作要点分析
以煤基直接还原铁为主,直接还原铁使用的基本操作要点 如下。
(1)不同产地的直接还原铁中脉石含量不同,大量使用时要注 意渣料石灰的加入量,避免炉渣碱度低造成冶炼过程的脱磷化学反 应不能达到成分控制的要求。
(2)热装铁水冶炼时,直接还原铁在第一批料随废钢铁料一起 加入,并且采用较大的留钢量,对于优化脱碳脱磷操作十分有利。
(3)使用直接还原铁要注意提高入炉料的配碳量,如果配碳量 不足,会造成直接还原铁形成冷区,不容易熔化。由于碳可以降低 铁素体的熔点,合适的配碳量,会帮助熔池尽快形成,有利于消除 直接还原铁的大块凝固现象。一般情况下,直接还原铁加入量在 20%〜30%,配碳量保持在1.2%〜1.8%;低于20%的直接还原 铁,配碳量控制在0∙8%〜1.5%之间是合适的。这种方式有利于 炉渣的早期形成和促进脱碳反应的速度,脱磷效果好,缩短了冶炼 时间。原因是直接还原铁中的氧化铁促进了石灰的早期溶解和增加
73
第3章电弧炉炼铜原料和时火材料
了渣中氧化铁的含量。实践中铁水加入比例与直接还原铁加入比例 的最佳比例为3.5 : 2。
(4)热装铁水配加直接还原铁冶炼时,尽可能地使用最大的功 率送电,有熔池形成时就进行喷炭操作,促使泡沫渣埋弧冶炼,尽 快提高熔池的温度。
(5)吹氧冶炼期间,要注意吹氧的操作和送电的操作,从炉门 放渣的时间要尽量晚一些,脱碳反应开始以后,要来回间歇性地倾 动炉体,利用脱碳反应的动力促使熔池内部的冷区消融。
(6)冶炼过程中,铁水的比例小于20%,直接还原铁的加入 量在10%〜30%之间,冶炼的电耗将会增加15〜50kW ∙ h/t,所 以铁水加入比例较小时,直接还原铁的装入量要偏下限,以便于快 速提温和缩短冶炼周期。热装铁水的比例大于30%以后,装入量 控制在中上限,有利于增加台时产量。
3.1.5直接还原铁配加生铁冶炼的操作要点分析
直接还原铁配加生铁冶炼的操作要点分析如下。
(1)全废钢冶炼时,直接还原铁的加入量要控制在30%以内, 最佳的加入量要根据熔池的配碳量来决定。配碳量加大时,直接还 原铁的加入比例可以大一点,反之亦然。
(2)电弧炉的留钢量要偏大一些,直接还原铁的加入不能加在 炉门区和EBT冷区。料篮布料时,废钢首先加在炉底,再加直接 还原铁,当直接还原铁加入量较大时,应该分两批加入。
(3)加入废钢铁料的配碳量要控制在1.2%〜2.0%。炉渣的 二元碱度要保持在2. 0-2. 5之间。
(4)装入量要控制在公称装入量的中限以下,以利于熔池快速 提温。
(5)冶炼过程中,在有熔池形成时,就要考虑进行喷炭操作, 以降解渣中的氧化铁含量,营造良好的泡沫渣埋弧冶炼。在有脱碳 反应征兆出现时,可以根据冶炼的进程调节喷炭的速度。
(6)直接还原铁容易在炉壁冷区和熔池靠近EBT出钢口的附 近沉积,在脱碳量不大、熔池温度较低时,形成难熔的"冰山”, 所以出钢温度要保持在1620〜1650。C之间,出钢前还要仔细观察 炉内的情况,防止冷区的存在引发事故。
74
3.2冷生铁
(7)在没有辅助能源输入的时候,或者熔池升温速度较慢的阶 段,最好少加或者不加直接还原铁。主要是因为冶炼过程中熔池温 度较低时,碳氧反应开始较晚,低温阶段铁会大量氧化加入渣中, 在渣中富集以后流失,增加了铁耗,在熔池温度升高以后还有可能 导致大沸腾事故的发生。
3.1.6使用直接还原铁后金属收得率的基本分析方法
对于加入直接还原铁后金属的收得率,以下采用陈煜和李京社 等人的方法。先后采用了6种指标,为此引入下列符号:G为电弧 炉出钢(液)量,t; G0为入炉废钢量,t; GDRl为入炉直接还原 铁量,t; TFe为直接还原铁中全铁含量,%; MFe为直接还原铁中 金属铁含量,%;少:废钢收得率,%。
(1)钢铁料综合收得率=电弧炉的出钢量/入炉的钢铁料量, 即力=G/(Go +Gdri )。
(2)钢铁料全铁收得率=电视炉的出钢量/入炉全铁料,即 m =G∕(Go +Gdri 7⅛⅛)。
(3)钢铁料金属铁收得率=电弧炉的出钢量/入炉金属铁量, 即 % =G∕(Go +GdriTFe)。
(4)直接还原铁综合收得率= DRl形成的出钢量/入炉的DRl 量,即車=(G-Go%)/GDRI。
(5)直接还原铁全铁收得率= DRl形成的出钢量/DRI带入的 全铁量,即方=(G-GO勿)∕G∏RlTFe°
(6)直接还原铁金属收得率= DRl形成的出钢量/DRI带入的 金属铁量,即 % = (G —Go ^o)/Gdri^Fe □
根据他们的研究认为,配加直接还原铁对直接还原铁的全铁收 得率没有明显影响。我们的实践经验是,加入直接还原铁以后,计 算收得率是利用加入量乘以全铁量后按照87%〜93%的回收率进 入钢液,得到的结果与实际生产结果是一致的。
3.2冷生铁
在一些大型钢铁联合企业,由于以转炉生产为主,转炉对于铁 水有一定的要求,特别是硫元素和硅元素,在铁水成分超标后会出 现一部分的废品铁水将选择铸造,另外一种情况是铁水的生产量大
75
第3章 电孤炉炼铜原料和时火材料
于转炉的需求量以后,一部分铁水将被铸造成冷生铁。作为电弧炉 炼钢的原料,是一种优质的炼钢原料。冷生铁基本成分见表3-2。
表3-2冷生铁(铁水)的化学成分
|
成分 |
金属铁 |
C |
P |
S |
Mn |
Si |
|
含量/% |
>93 |
3. 8 〜4. 2 |
≤0. 08 |
≤0. 6 |
O. 2~0.4 |
≤1. O |
3. 2.1加入冷生铁的电弧炉冶炼特点
冷生铁具有金属化率较高、易于保存和运输、杂质含量低的优 点,目前普通地应用于电弧炉的生产,采用废钢加生铁的料型结构 是目前大多数短流程企业的基本料型结构。由于生铁中含有较高的 碳,所以加入量过大以后,会引起熔清后碳高,需要花时间脱碳, 会延长冶炼周期。
作为生铁配碳冶炼时具有以下特点。
(1)冷生铁的导热性不好,所以加入时要注意尽量避免加在炉 门和出钢口附近,给冶炼操作带来困难。配料时生铁的加入应该加 在料篮的中下部最为合理,这样可以利用生铁含碳量较高的优点, 及早形成熔池,不仅有利于提高吹氧的效率,而且会提高金属收得 率。如果加在炉门区,一是加料后堆积在炉门区的冷生铁,很有可 能从炉门区掉入渣坑,造成浪费;二是影响从炉门区的吹氧操作; 三是影响取样操作,或者取样的成分没有代表性。加在出钢口区, 会发生堵塞出钢口的事故,或者出钢时,未熔解的生铁在等待出钢 的时间和出钢过程的这段时间内发生熔解以后,导致出钢增碳现 象,引起成分出格的事故。
(2) 一般来讲冷生铁的配入量在装入量的20%〜65%之间, 自耗式氧枪吹炼方式下的配加比例为20%〜45%,冶炼低碳钢取 中下限,冶炼中高碳钢取中上限。超声速氧枪吹炼模式下的冷生铁 的加入量在40%〜65%之间,具体的比例可以根据与之搭配废钢 的条件来定。超声速集束氧枪吹炼条件下的配加比例最多可以增加 到70%。统计表明,生铁加入量在超过40%以后,生铁的比例每 增加5%,金属回收率将会提高1%〜1.6%,在超声速炉壁氧枪和 炉门一支自耗式氧枪复合吹炼条件下,生铁配加废钢,生铁的比例 在60%时,金属总体收得率达到平均95%以上,冶炼时间没有
76
3.2冷生铁
延长。
(3)使用冷生铁配碳冶炼优质钢的炉次,在冷区会出现软熔现 象,即第一次取样与第二次取样的结果偏差较大,包括[P]、 [C],尤其是[P],这种现象在自耗式氧枪吹炼的条件下尤其明 显。供氧强度较大的超声速氧枪或者超声速集束氧枪吹炼模式下, 这种情况会有所好转。所以用生铁配碳冶炼时,终点取样温度应该 在1580〜1630°C之间。出钢前从炉门仔细观察炉内是否有未熔的 冷废钢,是必须的。
(4)加入加高比例的冷生铁冶炼时,保持炉内合适的留渣、留 钢量是促进冶炼优化的关键操作。
(5)有些生铁含有较高的硅和磷,在加入生铁比例较高的冶炼 炉次,要根据生铁的成分合理地配加渣料石灰,防止冶炼过程出现 磷高和频繁的沸腾现象,在实际操作中遇到这种现象:在石灰称量 秤误差较大时,因为石灰加入量不够,出现过磷高的事故,而且冶 炼中随着脱碳反应和冷生铁的不断熔化,炉内不断发生剧烈沸腾, 从炉门溢出钢水的事故,经过后来的化验分析证实,这是由于加入 的冷生铁硅含量和磷含量严重超标,石灰加入量的偏差较大造 成的。
(6)冷生铁表面具有许多不平的微小孔洞和半贯穿性的气孔, 有利于脱碳反应的一氧化碳气泡的形成,有利于脱碳反应的进行。 在废钢资源紧张的地区,利用铁水和冷生铁一起配碳,不会延长脱 碳的时间和冶炼周期。其中铁水占30%,生铁占35%的比例搭配, 在实际操作中的效果最佳。
冷生铁和铁水带入的配碳量可以由式(3-1)确定。
C=⅛×100⅜ (3-1)
式中C——生铁或者铁水带来的配碳量;
Q一生铁或铁水加人量;
G—加入的废钢铁料的总量。
α—生铁或铁水的碳含量。
3. 2.2高比例配加冷生铁冶炼操作的关键技术
(D利用高比例配加生铁冶炼的主要优点如下。
77
第3章 电弧炉炸钢原料和耐火材料
①有利于调整配料的结构,减少电弧炉加料以后料高压料的 几率;
②有利于提高化学能的利用比例,降低电耗;
③有利于提高钢铁料的收得率;
④有益于钢液质量的提高;
⑤较高的配碳量,引起冶炼过程的剧烈沸腾,可以消除电弧 炉炼钢过程存在的冷区;
⑥可以稀释入炉废钢内有害元素的含量。
(2)炉门自耗式氧枪吹炼条件下高比例配加生铁的操作要点。 由于自耗式氧枪吹炼过程中,脱碳速度在每分钟0.03%~0.06% 之间,脱碳速度较慢,所以生铁的加入比例在20%〜45%,操作 要点如下。
①料型结构采用第一篮料的加入量占总加人量的50%以上, 生铁加入量占总加入生铁量的60%以上。这样做的优点在于可以 减少压料时间和调整料型结构。
②根据电弧炉熔池的深度,保持合理的留钢量和留渣量,熔 池较浅时,留钢量控制在5〜IOt之间,熔池较深的情况下,留钢 量控制在7〜25t之间,变压器容量较大的电弧炉还可以继续增大 留钢量。这样做的目的除了保护炉底耐火材料以外,主要是为了提 高吹氧的效率和实现早期脱碳。
③石灰加入量要保证在氧化后期,炉渣的二元碱度在2.0〜 2∙5之间,石灰和白云石的量根据冶炼过程中渣况做动态的调整。 需要说明的是,实践中的统计分析证明,炉渣的碱度不够,不仅影 响泡沫渣的质量,而且会容易引起炉渣乳化,影响脱碳反应速度, 操作不当还会导致大沸腾事故的发生。
④一批料入炉后,供电尽可能采用最大功率输入电能,以保 证最快的速度在炉底形成熔池。
⑤第一批料入炉以后,炉体向出渣方向倾动到一个合适的角 度,倾动角度以炉门区不溢出钢渣为原则。炉门枪的操作采用两支 吹氧管伸入到有熔池形成的区域吹氧,或者一支伸入到熔池吹氧, 一支切割废钢的操作模式,这样做的优点是可以实现早期脱碳,减 轻氧化期的脱碳压力,并且可以利用脱碳反应的放热加速废钢的熔
78
3.2冷生铁
化,有利于降低电耗和铁耗。
⑥一炉钢的废钢铁料全部入炉以后,供电也尽可能采用最大 功率送电。炉门枪的初期操作与一批料的操作相同,全部废钢有 60%以上熔清后,一支枪向钢渣界面吹氧,一支枪吹渣操作,以促 进炉渣的早期熔化,这种做法的必要性在于除了保证脱磷以外,还 可以减少吹损,防止炉门翻钢水现象的发生。在此阶段,供氧强度 的模式选择保持在中间的模式上(一般的吹氧操作,吹氧模式有3 种以上的选择)。
⑦泡沫渣的操作可以选择早期脱磷,兼顾脱碳,中后期强化 脱碳的顺序,炭粉的喷吹控制应该以保持炉渣充分泡沫化为目的, 炉渣泡沫化良好时,可以采用点动喷吹炭粉或者停止喷吹炭料的操 作。在良好的泡沫渣保持5min左右,有脱碳反应的特征出现以 后,供氧模式采用最大模式,以强化脱碳反应的操作。熔池内部脱 碳反应的基本特征是:停止喷吹炭粉以后除尘弯管有黑色或者强烈 的黑黄色火焰,有时候为黄白色火焰出现,或者炉门与炉盖处有明 显或者强烈的火焰出现。
⑧高比例配加生铁的泡沫渣脱碳操作中,由于熔池中前期碳 含量高,炉渣容易出现返干现象,所以强化脱碳期间,控制喷吹炭 粉很必要,通电功率要根据脱碳反应速度做调整,脱碳速度较快 时,可以提高输入送电功率,避免后期过吹,脱碳速度较慢时,可 以降低送电功率水平,避免碳高以后出高温钢。
⑨由于脱碳反应是一个串联的反应,所以脱碳期间,不断合 理地倾动炉体是促进脱碳反应的必要操作手段,也可以达到促进冷 区生铁熔化的目的。
⑩取样的温度要控制在1580〜1630°C之间,出钢温度也要控 制在1590〜1650。C之间,取样和出钢前要观察炉内是否完全熔清, 是很必要的。
⑪脱碳反应结束后,出钢前成分中碳含量的控制,低碳钢出 钢终点碳含量应该控制在低于钢种成分下限0. 02%左右,中高碳 钢控制在低于钢种成分下限0.05%左右,防止生铁没有完全熔解 在出钢过程的增碳。
⑫熔池内碳含量的控制除了取样分析以外,烟道和炉体角度
79
第3章电氟炉炼钢原料和时火材料
的控制也可以提供必要的辅助参考,具体的方法如下。
不喷吹炭粉时根据烟道内出现的火焰判断。
碳含量高于0∙8%以后,烟道火焰一般呈现浓烈的黑色,黑 黄色。
碳含量在0∙5%〜0.8%之间,烟道内火焰强烈,并且出现黄 色或者黄白色。
碳含量在0∙l%〜0∙3%之间,出现乳白色或者乳黄色,火焰 有力。
碳含量低于0∙ 10%以后,烟道内的火焰飘忽不定,软弱无力。
炉体倾动角度的判断参考如下,但是这只是必要的参考,而不 能替代化学分析。在相同的吹氧的条件下,如果熔池内碳含量不 同,供氧强度相同,脱碳的速度却不相同,不同的脱碳速度造成熔 池内钢液沸腾后,钢液面的高度也不相同,熔池内沸腾剧烈,炉体 向出钢方向倾动,说明碳含量较高。如果炉体能够向出渣方向倾动 得足够低,说明熔池内碳含量较低。
(3)超声速氧枪吹炼条件下高比例配加冷生铁的冶炼操作技 术。由于超声速氧枪的脱碳速度在每分钟0.05%〜0.10%之间, 所以生铁的加入量的比例保持在45%〜65%是比较合适的。超声 速氧枪吹炼条件下的要点如下。
①出钢采用较大的留钢量和留渣量,以利于在第一批废钢入 炉后,炉底废钢料迅速发红、以提高吹氧的效率。
②废钢和生铁,特别是生铁的加入量,主要是加在第一批料 内,加入配入生铁总量的70%以上,如果料型允许的情况下,生 铁在第一批料全部入炉,效果会更好。第一批料的总配料量占总量 的65%以上。这样做的优点在于可以尽快在炉底形成熔池,有利 于吹氧的操作。一批料的送电操作要尽可能快地输入大功率的 电能。
③超声速氧枪在有局部熔池形成后就要进行脱碳的前期操作, 吹渣2min左右,开始脱碳操作,脱碳开始的特征是烟道内有明显 的碳火出现,这种模式的操作,既保证了炉渣的熔化,覆盖已经形 成的熔池,有益于减少吹炼过程的飞溅损失,而且可以提高脱碳速 度,利用脱碳反应产生的一氧化碳气体实现炉膛内的二次燃烧功
80
3.2冷生铁
能,有利于节电。
④第一批料尽可能地熔化充分一点,以减少第二批料加料后, 料高炉盖旋不进来的现象,也有利于第二批料加料后氧枪的尽快 使用。
⑤渣料的加入要保证炉渣二元碱度在2.0以上。加入第二批 料后,前期送电要最大功率,吹氧操作以尽快能够脱碳为努力方 向,脱碳反应开始后,可以根据泡沫渣的情况调整喷炭量和送电档 位,并且适当地来回倾动炉体。由于脱碳反应是一个串联的二级反 应,在这个过程中,脱碳反应有时候很剧烈,有时候减弱,在减弱 一段时间后,又会剧烈,这是由于生铁传热差,在冷区不容易熔化 造成的。在取样前,将炉体倾动在出钢方向保持一定的吹炼时间, 是很必要的。此外,加在炉底的生铁表面是脱碳反应的产物,一氧 化碳生成气泡前气泡形核的最佳区域,有利于超声速氧枪吹炼下的 脱碳反应的进行,这一点需要炉渣的碱度作保证。炉渣的二元碱度 保持在2.0〜3.0钢渣间的界面反应对于脱磷脱碳有积极的促进 作用。
事实上在全废钢冶炼的时候,生铁的最大比例保持在65%左 右,冶炼周期没有明显的延长,金属收得率和钢水的质量大幅度提 高。在有铁水热装的条件下,采用10%〜25%的铁水比例,另外 配加30%〜45%的生铁,冶炼效果也非常理想,脱碳速度和最高 挡位送电之间的配合也衔接的比较好。表3-3是一些冶炼的基本效 果对比O
表3-3超声速氧枪吹炼条件下高比例配加生铁的冶炼效果
|
生铁的比例/% |
40 |
45 |
50 |
55 |
65(生铁+铁水) |
|
冶炼周期/min |
52 |
53 |
55 |
57 |
53 |
|
金属收得率/% |
91. 5 |
92 |
93 |
94. 5 |
95 |
|
电耗/(kW ∙ h∕t) |
351 |
332 |
330 |
318 |
260〜305 |
需要说明的是,在实际生产中,有些废钢含有较高的抑制脱碳 反应的元素(硅、^.磷),这类废钢大量使用时,要注意减少生 铁的比例,以减少脱碳操作的难度。此外,废钢配料车间的料坑,
81
第3章 电弧炉炼钢原料和耐火材料
在经过一段时间后要进行清理,料池底部的废钢条间比较复杂,经 过化验和分析,料池底部的碎料一般杂质元素含量较高,而且附带 的非金属料较多,所以在清理料池底部的时候,要注意减少生铁的 加人量,并且适当地增加石灰的加入量,因为在这种情况下,会出 现炉渣碱度不够,出现磷高和脱碳困难的问题,需要特别注意。
超声速集束氧枪的多点吹氧,多点喷炭,供氧强度较大,在采 用高比例生铁冶炼时,为了提高吹氧的效率,关键之一就是要保持 电弧炉内有较大的留钢量,保证钢渣的碱度在2. O以上,提高氧枪 的吹氧效率,防止射流的反射。其他操作比自耗式氧枪和超声速氧 枪要容易许多。
3.3碳化铁
碳化铁(Fe3C)也是气基直接还原铁的一种半工业化的实验 产品,其工艺是通过气-固反应,将铁矿粉转变为碳化铁的闭环吸 热的一步式工艺。经过处理的气流(CO、C02, H2、CH4、水蒸 气)在550〜600℃下与0.1〜LOmm的铁矿粉反应生成碳化铁。 由于碳化铁具有较高的化学潜热,有害杂质含量很低,被认为是一 种最有潜力的电弧炉炼钢原料的替代品,由于规模化生产的技术问 题与资源矿产的制约,所以目前没有形成规模化的生产,但是对于 它的实验性使用和工业性应用,已经有了大量的文献报道。典型的 碳化铁成分见表3-4。
表3-4典型的碳化铁成分
|
成分 |
总铁 |
金属铁 |
Fe3C |
Fe3O4 |
SiO2 |
P |
S |
|
含量/% |
89 〜94 |
0. 5〜1 |
88 〜94 |
2〜7 |
2〜3 |
<0.035 |
<0.01 |
电弧炉炼钢对于碳化铁的要求如下。
(1)金属化率要高。由于碳化铁中的Fe3O4与碳反应为还原 吸热反应,当碳化铁中Fe3O4的含量超过19%,将会是一个负的 热效应。所以电弧炉使用的碳化铁的金属化率要尽可能高。实验表 明,还原It的氧化铁,需要电能1.4MW∙h的电能。
(2)碳化铁中的酸性物质脉石的含量要低,避免带入炉内酸性
82
3.3碳化铁
物质过多,增加石灰的用量。
(3)由于碳化铁的硬度较大,所以电弧炉使用时,粒度和块度 要适当,用于料篮加入的,要和生铁的块度差不多,用于喷吹的, 粒度要满足喷吹的需要。
3. 3.1碳化铁的加入方式
碳化铁可以将其在热态下压块,或者粒化,通过料篮向电弧炉 中加入,也可采用在炉顶第四孔或者第五孔加入。采用料篮加入 时,加入方式和加生铁的方式差不多,加在料篮底部或者中下部, 在理论上讲是可行的。由于碳化铁坚硬、无黏性、流动性好,如果 采用竖井预热后加入或者喷吹加入,效果会更好。在采用竖井加入 时,发生碳化铁过热以后粘手指的现象会较少。采用在炉顶第四孔 或者第五孔加入方式,加入的灵活性更大,不会在加料过程中发生 由于黏结造成的管道堵塞。加入可在冶炼过程中进行而不必中断冶 炼,能够缩短冶炼时间,还可以减少热损失,提高热效率。采用喷 吹加入,则喷吹速度要控制合适。加入方式和操作主要如下。
(1)釆用料篮加入方式。采用料篮加入碳化铁,主要是利用碳 化铁碳含量较高的特点,加在一批料的中下部,有利于冶炼的操 作,性质和操作与加冷生铁一样,较大的留钢量对于优化供电曲线 和脱碳操作比较有利。
(2)采用竖井和连续加料的方式加入。采用竖并和连续加料 的方式加入,尽早加入碳化铁,在理论上分析也是可行的,碳化 铁应该加在竖井的中下部位,以提高预热温度,促使及早加入熔 池熔化。加入过晚,对于碳化铁的溶解和脱碳操作会带来一定的 影响。
(3)采用喷吹加入。采用喷吹加入方式,国外的经验是:碳化 铁在废钢大部分熔化后开始加入,避免在冶炼后期由于使用大功率 加热而使钢中氮含量升高,以及碳化铁熔化后带入熔池的碳给冶炼 带来的影响。
3. 3.2碳化铁的加入*或喷吹*的控制
碳化铁加入量主要考虑以下三个方面对于冶炼的影响。
(1)从能量上的考虑,要有利于减少电耗,缩短通电时间,提 高电弧炉的台时产量。碳化铁的熔化以及升温到出钢温度,需要的
83
电弧炉炼钢原料和耐火材料
能量来自两个方面:电能和碳化铁中的碳与氧反应放出的热量。根 据计算得到,典型的含碳量为6%,含Fe3O4为46%的碳化铁在 炼钢过程中所需能量的一半来自电能。碳化铁的加入量过大或者喷 吹速度太快,单位时间电弧炉需要供给的能量也越大,否则会使熔 池温度大幅度降低而影响后期操作。如果熔池的温度过低,不利于 脱碳反应和泡沫渣的操作。采用料篮加入或者竖井加入方式的,可 以根据不同比例的加入量,对于冶炼电耗和冶炼周期的影响,加以 对比分析,确定最佳的加入量。采用喷吹方式的,对于给定的碳化 铁喷吹速度,能够计算出喷吹结束时整个熔池提高到出钢温度所需 的输入功率。如果该功率大于实际输入功率,则表明碳化铁的喷吹 速度过快,反之,还可增大喷吹量。由于碳化铁的熔点较高,难以 熔化在钢水中,而是按以下反应式进行溶解。
Fe3C==[C] + 3Fe (3-2)
据估计,碳化铁的喷吹从喷入熔池到溶解约为1s。
(2)从供氧强度和吹氧方式上的考虑,要有利于提高脱碳速 度。碳化铁能够带入熔池较高的碳,而与碳化铁中碳反应的氧主 要来自氧气。碳化铁的加入量越大或者喷吹速度越大,要求脱碳 用的供氧强度也越大,但供氧强度的增加是受供氧能力限制的。 不同的供氧强度和吹炼方式决定了碳化铁的加入量和喷吹速度。 在一定的供氧模式下,要根据脱碳速度来计算碳化铁加入量带来 的配碳量,然后确定碳化铁的加入量。碳化铁的带入配碳量,可 以根据碳化铁中的实际碳含量来确定,方法可以参考式(3-1) 的方法。
(3)废气处理能力。电弧炉中用碳化铁炼钢时,碳化铁中的碳 主要是以CO、Co2气体形式排出。随着电弧炉中碳化铁喷吹速度 的增加,生成的炉气量便迅速增加。因此,确定碳化铁的喷吹速度 必须考虑废气的处理能力。
综合以上的因素分析,采用料篮加入方式和竖井加入方式的, 在自耗式炉门氧枪吹炼条件下,碳化铁的理论加入量在15%〜 28%,超声速氧枪吹炼条件下加入量在30%〜40%,采用喷吹方 式的,喷吹量控制在20%〜30%。对于变压器容量较大以及采用 集束氧枪的,加入量还可以再增加一些。
84
3.4脱碳粒铁和CoreX铁
3.4脱碳粒铁和CoreX铁
3. 4.1脱碳粒铁
脱碳粒铁的生产流程是:先将炼钢生铁用高压水冲制成3〜 15mm的粒铁,粒铁的粒度可以通过控制高压水的压力和流量来控 制,然后把粒铁装入回转窑中进行固态脱碳。如图3-3所示,粒铁 由窑尾的给料装置连续均匀地加入窑内,依靠窑头的高炉煤气和粒 铁脱碳后的产物燃烧所放出的热量来加热粒铁,脱碳使用的氧化剂 为高炉的尾气和隧道窑的尾气CO2。粒铁里的碳含量可以随机控 制,可以控制在0.2%~2.0%之间,有害元素含量低。与直接还 原铁相比,粒铁没有脉石,可以减少炼钢的渣料,降低电耗;堆密 度比较大,可以减少加料次数,电弧炉可以实现热装,是一种冶炼 高级质量的优质炼钢原料。脱碳粒铁的主要成分见表3-5。
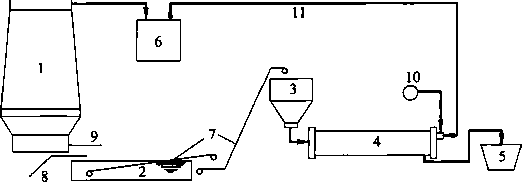
图3-3粒铁脱碳工艺流程示意图
1—高炉:2-水池:3-料仓:4一回转窑;5一粒铁罐;6一除尘设施; 7一皮带输送机;8-高压水;9—铁水;10-风机;11-高炉煤气
*3-5脱碳粒铁的成分与理化指标
|
化学成否/% |
物理性能 | |||||||
|
C |
Si |
P |
S |
FeO |
Cu |
Ni+Cr+ Pb+Sn |
粒度 ∕mm |
密度 /(t∕m3) |
|
<1. 5 |
0. 6 |
<0.05 |
<0. 04 |
<5 |
<0.01 |
<0. 007 |
5〜15 |
3. 5—4. 0 |
3. 4. 2 Corex 铁
CoreX铁是炼铁工业的一种生产新方法,目前的报道证实这是 一种可以工业化生产的炼钢原料,使用与铁水(或者冷生铁)的原
85
第3章 电弧炉炼钢原料和耐火材料
理大致相同。
3.5热装铁水技术
热装铁水是一项影响电弧炉冶炼历史的新技术,铁水热装技术 除了具有冷生铁的相同的优缺点外,还带入了大量的物理热,为缩 短冶炼周期、强化冶炼创造了良好的条件。
3. 5.1热装铁水的方式
目前世界上热装铁水的方式主要有以下三种方案。
(1)从炉顶兑加铁水的方式。这种方式主要应用于炉盖旋开式 加料的电炉,在电弧炉加入废钢后,用行车吊起铁水罐,直接从炉 顶兑入铁水。这种方法简单易行,其特点是不需要增加多余的附属 设备,可操作性强,兑加铁水的时机与兑加速度灵活多变,可实现 铁水的快速热兑。唯一受影响的因素是受废钢料况的影响产生飞 溅,但在一定程度上可以控制,如选择在兑加铁水的这一批料的料 型搭配上做调整,或者在废钢加入后送电,电极穿井后,旋开炉 盖,将铁水兑加在"井”内。这种热兑方式可以将铁水兑在炉门区 后,使炉门区形成热区,碳氧枪可以迅速工作,可以提高吹氧效 率,尽早利用铁水的物理热与化学热,对于缩短化料时间,早期脱 碳,降低电耗、铁耗,保护炉门区炉衬有积极意义。这种方式的缺 点是造成了加废钢的行车与兑加铁水的行车之间的相互影响(当车 间配置了两台行车时,这种矛盾可以消除或者缓解),铁水的散热 损失铁水的散热损失。
(2)用专用铁水流槽车从电炉炉门(也称渣门)兑入铁水的方 式。图3-4为这种热兑铁水的示意图。这种方式热兑铁水时受影响 的因素较多,其中受渣门积渣或废钢的堆积影响最多,流槽难以插 入炉内进行铁水热兑,严重影响了铁水的热兑,限制了生产能力, 而且流槽车的维护是否正常也影响着热兑铁水的进行。此外,在铁 水流槽车上兑加铁水时产生的烟尘也难以被炉顶除尘系统捕集,污 染较大,所以此方案在生产中的实用意义不大。
(3)从炉壁的特定位置用专用装置兑入。这种方式主要应用于 竖式电炉和连续加料的Consteel电炉,这种兑加铁水的方式特别 适合于超声速氧枪和超声速集束氧枪的吹炼。国内采用这种方式的
86
3.5热装铁水技术
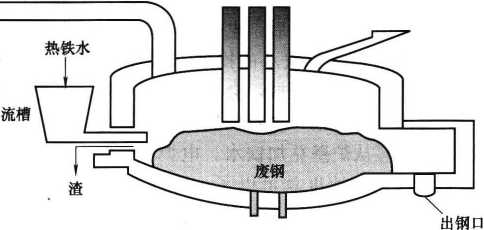
图3-4利用渣门热兑铁水的示意图
主要代表是竖式电炉和ConSteel电炉。加料方法:在电炉的出钢 侧与电炉中心线呈30°角的炉壁上开一个兑加铁水的孔,把铁水从 铁水罐中倒入专门为热兑铁水设计的铁水包中,将铁水包吊到兑铁 水小车上,锁定后,通过液压缸的倾动,将铁水经过铁水溜槽和兑 铁水口兑入炉内,后来做了改造,直接将铁水罐通过液压缸的倾动 将铁水经过铁水溜槽和兑铁水口兑入炉内。图3-5为利用专门的炉
壁热兑铁水装置热兑铁水示意图。
图3-5利用专门的炉壁热兑铁水 装置热兑铁水示意图
电炉兑加铁水的方式主要是受行车能力的影响。采用从炉顶兑 加铁水的电炉,一般配备1〜2台行车。配备两台行车的电炉,一 台加废钢,加完废钢移开后,由另外一台行车直接从炉顶加入,这
87
第3章 电弧炉炼钢原料和耐火材料
种两台行车的操作模式时间紧凑,生产效率高。配备一台行车的电 炉,只有行车在加完废钢以后,电炉通电穿井,行车放下料篮,然 后再吊起铁水罐进行兑加铁水的操作。这种一台行车的操作条件 下,电炉的辅助冶炼时间增加,会影响冶炼周期。采用炉壁热兑铁 水的电炉,使用一台行车,加料以后,电炉送电冶炼,行车放下料 篮。再挂起铁水罐从炉壁兑加铁水,电炉不必停电和停止吹氧。只 需要调整兑加铁水的速度就可以了,所以不会增加冶炼的辅助时 间。采用一台行车作业,对于行车设备的稳定性要求较高,故障率 不能太高,行车运行时的变频调速范围要宽,以满足生产的需要。 从简单实用的角度看,方案(1)和(3)是很成功的一种兑加 方式。
3. 5.2热装铁水的时间
热装铁水的时间一般采用第一篮料入炉后加入,这种时机主要 基于以下几点考虑。
(1) 一般来讲,目前电弧炉均采用出钢后电弧炉内留钢和留渣 的技术,第一批加料后兑入铁水,上一炉次冶炼的留渣留钢中,含 有较高的氧化铁,可以使铁水中的部分元素氧化放热,有利于提高 吹氧效率,增加化料速度。
(2)在以水冷棒式为底电极的直流电弧炉中,电弧炉热兑铁水 还可以在特殊情况下取代直流电弧炉必须要求的留钢量,帮助底电 极起弧导电。所以在出钢控制失误的条件下,电弧炉炉内留钢过 少,为防止底电极与废钢接触不良产生不导电现象,在出钢后首先 兑入3〜7t铁水,可以代替留钢帮助起弧。
(3)电弧炉的能量主要消耗在废钢的熔化期,统计结果表明, 电弧炉50%以上的电能损耗在熔化期,从节约热能的角度讲,在 第一批料加入电弧炉后兑加铁水是最合理的。
(4)第一批料加入电弧炉以后兑加铁水,在采用强化吹氧的操 作,可以提前进行脱除部分[Si]、[Mn]、[P]、[C]的操作,达 到提高热兑铁水比例的目的。
(5)出钢后,首先兑入铁水,此时电弧炉内所留钢渣中的氧与 铁水中的碳发生剧烈的反应,从而使炉内留钢留渣与兑入铁水反应 后大量溢出炉门,流入渣坑,引起铁耗的急剧上升与热能损失。在
88
3.5热装铁水技术
∏0t电弧炉就发生过数次兑加铁水时,铁水与钢渣剧烈反应,导 致钢渣从炉壁氧枪孔溢出烧毁碳氧枪线路的事故。实践中的结果证 明,电弧炉兑加铁水时,炉内的废钢处于穿井阶段或者穿井结束为 最佳时机,60%的炉料熔清后兑加铁水,具有一定的危险性。
(6)采用第二批料兑加铁水,将会增加脱除铁水里[Si]、 [Mn]、[P]、:C]的操作时间,从而增加了冶炼时间。为了减小 脱除[Si]、[Mn]、[P]、[C]的矛盾,在相同的供氧条件下,只 有减少热兑铁水的比例。
综合以上的分析可以认为,电弧炉热兑铁水的最佳时机,是在 第一批料加入以后,电极穿井。〜3min时加入。
3.5.3热装铁水对渣料的要求
在电弧炉冶炼过程中,炉渣的主要作用在于以下几点。
(1)反应介质。参与去除[p]、[s,[Zn]、[Pb]、[Si]、 [C]等不需要的杂质。
(2)覆盖钢液。防止钢液吸气降温,减少吹炼过程中铁及其氧 化物的飞溅损失。
(3)埋弧传热。防止电弧裸露对炉衬的高温辐射。
3.5.4热装铁水对冶炼电耗的影响
电弧炉兑加的铁水降低电耗的具体数值取决于冶炼的操作方 式,例如兑加铁水的方式,兑加铁水的比例、时间,泡沫渣的质 量,炉内留钢留渣的量等,以下做详细的分析。
(1)兑加铁水的方式和时间对于节省电耗的影响。兑加铁水的 方式不同,铁水的物理热的损失也不同,铁水加入后化学热的利用 也不同;加料时的废钢料况,以及吹氧的方式也影响兑加铁水以后 的冶炼电耗。电弧炉冶炼电耗50%以上的热能是用来熔化废钢的, 在废钢熔化阶段,化学热的利用是影响电耗的主要因素之一,所以 铁水加入时间越早,吹氧的效率越高,铁水的热效应越好。冶炼时 间的缩短,也会减少水冷盘、除尘烟道带走的热支出。
从炉顶兑加铁水的方式可以控制兑入点,例如采用炉门氧枪 的,可以加在炉门区,对于碳氧枪的使用非常有利,提高了熔化废 钢铁料的速度,节电效果好。缺点是飞溅比较大,炉壁黏结铁水的 概率较大。另外是穿井后加入,飞溅减少,但是旋开炉盖次数增加
89
第3章 电弧炉炼钢原料和耐火材料
一次,相应增加了热辐射,不利于节电,第二批料加料后加铁水, 会增加脱碳的时间,相应水冷盘和烟气等热支出,也不利于节电。
从炉壁兑加铁水,根据电弧炉内的冶炼气氛,合理地控制兑加 铁水的速度,可以减少铁水的散热,铁水缓慢地不断加入,可以提 高吹氧的效率,提高脱碳反应的速度,有利于冶炼电耗的降低。
(2)炉内留渣对于节电的影响。增加炉内的留渣,铁水兑加 后,氧化渣对于铁水内的硅、锦、磷、硫的氧化十分有利,可以减 少冶炼操作时间,对于节电是十分有利的,不过留渣量过大会增加 出钢过程下渣的概率,合适的留渣量需要和炉况结合,考虑到熔池 的深度、出钢口的寿命和出钢时间。在出钢口前期,可以考虑增加 留渣量。在出钢口后期容易下渣时,要注意减少留渣量。
(3)炉内留钢量对于节电的影响。增加炉内留钢的目的主要是 增加兑入铁水后局部熔池液面的高度,提高吹氧的利用率,提高废 钢熔化的速度和脱碳脱磷的效率。留钢量要考虑整个装入量和铁水 的加入量。由于电弧炉快速熔化废钢的速度是由变压器的输出功率 和装入的废钢量二者的关系决定的,所以把装入总量控制(废钢+ 留钢+铁水)在吨钢所占变压器的容量,满足超高功率的水平,确 保吨钢功率水平不低于0∙7kV∙ A∕t,在铁水比例大于30%以后, 由于铁水带人的综合热效应可以平衡因为装入量过大引起的电弧炉 升温较慢的矛盾,可以适当增加装入量,使电弧炉的吨钢功率水平 处在高功率电弧炉的吨钢水平,可以提高电弧炉的产能水平,冶炼 电耗不会明显增加。
在铁水兑加比例较大(>25%)时,留钢量的大小根据电弧炉 熔池的深浅决定。在铁水兑加比例大于40%以后,交流电弧炉可 以考虑减少留钢量,保持留渣量,直流电弧炉的留钢量只要满足导 电的需要就可以,这样对于节电的效果十分有利。
(4)泡沫渣的操作质量对于兑加铁水节电的影响。优良的泡沫 渣不仅可以埋弧,还可以提高界面的反应能力,对于提高脱碳脱磷 也非常有利,在超声速氧枪的操作模式下,可以防止氧枪枪头粘钢 渣,提高氧气利用率。所以,不论是自耗式氧枪,还是超声速氧 枪,泡沫渣的好坏决定了热兑铁水以后的节电效果。有些情况下, 为了强化脱碳,缩短脱碳时间达到缩短冶炼周期的目的,忽略了泡
90
3.5热装铁水技术
沫渣的操作,对于节电的负面影响也是很明显的,这在铁水热兑比 例低于20%以后尤其明显。
3. 5.5提高热装铁水比例的主要方法
3.5.5. 1自耗式氧枪吹炼条件下提高铁水热兑比例的方法
采用自耗式氧枪吹炼的电弧炉,由于自耗式氧枪的脱碳速度比 较低,所以提高自耗式氧枪吹炼过程的脱碳速度是提高兑加铁水比 例的关键,主要的方法如下。
(1)适当增大电弧炉的留钢量和留渣量。兑入铁水后氧枪伸入 留钢留渣中与兑入铁水组成的局部熔池吹氧脱碳,尽可能改变传统 的"氧枪割料”操作。在送电吹氧3min左右,局部熔池即可达到 脱碳的温度要求开始脱碳,由此达到"塌料,熔清” 70%〜80%的 废钢料,然后加料的目的。此操作方法可以使熔化期的脱碳量占总 配碳量的40%以上,减轻了氧化期的脱碳任务。
(2)定期修补炉底。脱碳反应的产物一氧化碳气泡,形成于炉 壁和炉底的耐火材料表面,合理的熔池深度,有利于氧枪吹炼,能 够很容易地把氧气喷吹在钢渣界面,或者吹入钢液内部,有利于诱 发脱碳反应的开始,提高熔池脱碳反应的活跃程度。此外,电弧炉 熔池过深,不利于电弧炉熔池内钢液的"湍流"运动,不利于钢液 内部一氧化碳气泡的排出,也就不利于在临界碳含量范围内,钢液 内部的碳向钢渣界面或者脱碳反应区的扩散和迁移。
(3)提高炉渣的碱度。提高脱碳速度,首先要稳定操作。将炉 渣的碱度适当提高(R》2.0),电弧炉的废钢铁料熔清大部分以后 先化渣,成渣充分后,喷入适量炭粉用以扩大钢渣反应界面,以促 使脱碳反应尽早进行。脱碳反应开始后,控制喷入发泡剂炭粉的 量,以保证渣中(Feo)0含量为20%左右,以获得较高的脱碳速 度,促进熔化初期熔池搅动传热充分熔清。泡沫渣发泡气源通过熔 池脱碳反应取得。这对于临界碳浓度范围内的脱碳很关键,也很 有利。
(4)提高供氧强度。一般来讲,供氧强度越大,氧气的利用率 越高,脱碳速度也越快,增加供氧强度以后,相应地可以增加铁水
O (FeO)表示渣相中FeO的含量或浓度;[FeO]表示钢液中FeO的含量或浓度.
91
第3章电弧炉炼钢原料和时火材料
的热兑比例。表3-6为70t直流电弧炉增加供氧强度前后的冶炼指 标的对比[氧气流量(标态)增加值为IOOOni3∕h]o
表3-6增加供氧强度前后冶炼指标的变化
|
项目 |
铁水比/% |
电耗/(kW∙ h∕t) |
冶炼周期/min |
氧耗(标态)/(rh3/t) |
|
增加前 |
15~35 |
290~324 |
42 〜55 |
31.8 |
|
增加后 |
20 〜50 |
240〜300 |
40~50 |
35. 4 |
3.5.5.2 提高超声速氧枪吹炼条件下铁水热兑比例的方法
超声速氧枪具有较强的穿透钢渣界面的能力,但是石灰溶解的 速度较慢,炉渣参与传质的作用减小了,此外超声速氧枪极其容易 造成炉渣、钢水、炉气三相间的乳化,乳化现象一旦发生,就会导 致钢渣混合物从炉门溢出进入渣坑,是造成脱碳困难和铁耗高的主 要原因。在某种程度上,脱碳速度比自耗式氧枪要快,但是超声速 氧枪吹炼条件下的脱碳操作,受影响的因素比较多,而且会产生脱 磷与脱碳不能兼顾优化的矛盾,在热兑铁水生产时,这种矛盾时常 会更加突出,主要体现在以下方面。
(1)超声速水冷氧枪脱碳具有一定的局限性。特别是在炉役中 后期,炉底较深时,由于超声速氧枪的枪位最低位置是固定的,所 以射流穿透钢渣的作用受到限制,钢渣之间的界面反应能力受到抑 制,在临界联含量范围内容易造成"碳高”,部分炉次的氧化期吹 炼过程中,会出现吹炼时没有碳氧反应的征兆--炭火的出现,有 的甚至出现了大沸腾事故,影响铁水热兑比例的提高。
(2)超声速氧枪在热兑铁水吹炼时,时常出现炉壁黏结钢渣现 象严重,炉沿升高,影响炉盖旋转,泡沫渣生成速度较慢,部分炉 次碱度正常而脱磷效果不好的现象。这在一定程度上也影响了热兑 铁水比例的提高。
(3)脱碳困难时,为了防止大沸腾现象,送电搅拌熔池,造成 高温钢的次数较多。
为了增加超声速氧枪吹炼条件下的热兑铁水比例,主要手段 如下。
(1)配加低碳的直接还原铁、氧化铁皮,作为成渣的辅助熔 剂,提高成渣速度,为脱磷反应创造条件,同时为钢渣界面脱碳反
92
3.5热装铁水技术
应的进行提供了可靠的保证。加入量的多少根据加入铁水的具体量 来确定,铁水量较大时,可以提高加入量,反之亦然。最经济的加 人量是铁水量的10%〜40%。
(2)采用自耗式氧枪和超声速氧枪复合吹炼方式。使用自耗式 氧枪作为辅助供氧手段。利用自耗式氧枪的优点弥补超声速氧枪的 缺点,超声速氧枪主要进行脱碳反应的控制,炉门氧枪进行化渣操 作,沿着钢渣界面吹氧,取得的效果要比超声速氧枪单独冶炼的效 果好。主要体现在以下方面。
①炉门区冷区得到了消除,造成熔池反应更加均匀地进行。 测温和取样操作的困难得到了解决。
②炉门枪的化渣作用比较明显,炉渣的成渣速度一般会提高 30%,炉渣的乳化现象也会有较大程度的改善。铁耗的降低会比较 明显。
③炉渣的泡沫化能够充分满足冶炼的需要,钢渣间的传质反 应能力得到了进一步的提高,反过来又促进了炉壁氧枪的操作,在 临界碳含量范围内的脱碳操作也简化了。低碳钢的脱碳命中率有了 大幅度的提高。
(3)采用炉门超声速氧枪和炉壁超声速集束氧枪复合吹炼。由 于超声速氧枪受熔池深度的影响,在炉底较深的情况下,射流长度 达不到钢渣界面或者钢液内部,利用超声速集束氧枪射流长的优 点,达到二者互补的目的,增加铁水的热兑比例。
(4)在一批料的时候,加强熔化期的吹氧脱碳的操作,减轻氧 化期的脱碳任务。
(5)及时地修补或者挖补炉底,保持炉底合理的尺寸,使得超 声速氧枪吹炼条件下的射流能够比较容易地穿透钢渣界面,降低操 作难度。
(6)超声速氧枪吹炼条件下,对于炉渣的碱度要求较高,碱度 既不能过大,也不能过小,理想的范围是二元碱度维持在2.0〜 3. 5之间。
需要特别说明的是,采用炉壁兑加铁水的方式,由于加入铁水 的速度可以控制,超声速氧枪吹炼时,熔池内氧枪吹炼反应区内的 脱碳反应比较容易进行,铁水不断进入脱碳反应区,熔池比较活
93
第3章电弧炉炼钢原料和耐火材料
跃,有利于脱碳反应的持续进行,与采用炉顶兑加铁水的方式相 比,热兑铁水的比例可以适当的增加。
3. 5. 5. 3 提高超声速集束氧枪次炼条件下铁水(配加生铁)比例 的方法
超声速集束氧枪由于具有较长的射流长度,能够轻易地将氧气 射流吹入钢液内部,在钢液内部进行强脱碳,在临界碳含量范围, 也具有较大的脱碳速度,所以铁水的热兑比例较大,一般最高可以 达到70%,但是在铁水热兑生产时,由于选择氧化的作用,超声 速集束氧枪吹炼过程的主要问题如下。
(1)乳化现象比较多。这在铁水兑加比例较大,废钢炉料中的 杂质含量较高,炉渣碱度不够,或者加入的石灰过多,但是没有完 全溶解的情况下出现。这种现象的出现导致炉门翻钢水进入渣坑, 造成铁耗增加,出钢量下降的现象。
(2)装入量不当时,会造成炉门翻钢水,在炉底较深,留钢量 不大、装人量偏小时,会造成氧化期结束时熔池成分的碳高,吹炼 效果将会下降。
(3)铁水比例大于50%以后,缩短了送电时间,石灰的利用 率下降由于脱磷的效果取决于冶炼中炉渣的泡沫化程度,所以脱磷 的速度减慢。冶炼过程中脱碳的任务结束以后,还要进行吹渣脱 磷,增加了冶炼操作的难度。
(4)铁水比例过大,吹氧过程造成烟道和炉沿结渣现象严重, 对于炉盖旋开加料形式的电炉,会影响炉盖的旋转,从而影响台时 产量。
(5)铁水比例过大,对于炉衬的危害较大,特别是上炉壳和下 炉壳接缝处,氧枪的配置点,容易产生漏渣和穿钢的现象。
(6)铁水的热兑比例过大,脱碳速度过快,对于炉衬的冲击比 较明显,不利于炉衬寿命的提高。
(7)在废钢条件较差时,脱碳反应速度也会降低,甚至出现大 沸腾事故。
所以,超声速集束氧枪吹炼时合理地提高铁水的热兑比例,对 于优化冶炼十分重要,主要有以下措施。
(1)合理地控制装入量,使熔池在脱碳反应最剧烈的时候,钢
94
3.6废鋼
水不至于从炉门溢出,影响冶炼时间。
(2)定期控制、修补好炉底,使氧枪射流能够合理地进行脱碳 操作,消除炉底过深、影响射流脱碳的效果。
(3)铁水的加入比例控制在40%〜60%之间,合理地进行送 电操作,对于炉渣的溶解比较有利,相应减小了操作难度。
(4)采用炉门氧枪作为辅助的吹炼手段,弥补超声速集束氧枪 吹炼时的缺陷。
(5)炉渣的碱度控制在2.0〜2. 5之间,可以防止大沸腾事故, 提高脱碳速度,对于冶炼比较有利。
(6)在铁水供应充足的时候,高比例的铁水配加返回的渣铁、 粒铁、氧化铁皮,可以降低冶炼过程中温度控制的难度,降低 铁耗。
合理的铁水热兑比例,可以使脱碳速度有较合理的选择和控 制,防止钢水的剧烈沸腾,给钢水质量和炉衬带来不利的影响。
3.6废钢
废钢作为电弧炉炼钢的主体原料,是影响冶炼的最主要因素, 冶炼过程的操作好坏与否,有45%以上取决于配料操作。炼钢始 于废钢,这是电弧炉炼钢的一基本原则,所以掌握原则,掌握好废 钢的搭配和渣料的配比,是炼好钢的基础。
3.6.1对于废钢质量的要求
(1)对于干燥度的要求。由于潮湿的废钢在加料时可能引起爆 炸,不仅会对炉衬的寿命产生影响,而且会损坏水冷盘或者设备, 引起生产中断。在质量上,还会引起钢中氢含量的增加。所以,电 弧炉冶炼用废钢应保持干燥。废钢加工后在储运过程中要防止 受潮。
(2)对于密闭容器和爆炸物的要求。由于密闭容器、爆炸物在 受热后也会引起爆炸,所以要杜绝密闭容器、燥炸物的入炉。在使 用前要予以清除或者处理。
(3)对于含有油脂类废钢的要求。由于油脂类在高温下会裂解 成氢和碳,所以含油的废钢会导致钢液的氢含量增加,还会产生大 火,烧坏设备。含油脂类较多的废钢在冶炼高质量钢或者对于氢有
95
第3章 电弧炉炸俐原料和耐火材料
敏感性的钢种要杜绝此类废钢的加入。此类废钢主要指车床加工后 的切屑、汽车的油箱、带润滑剂的轴类废钢、橡胶轮胎等。
(4)对于有色金属的要求。一些有色金属元素如Cu、Ni、 As、Cr、Pb、Bi、Sn、Sb在钢中大多数都是有害的元素(除非是 特殊钢种有要求),而且不容易去除。这些有害元素的存在,主要 是恶化钢材和钢坯的表面质量,增加热脆倾向,使低合金钢发生回 火脆性,降低连铸坯的热塑性,在含氢的气氛里发生应力腐蚀,降 低耐蚀钢和耐热钢的寿命和热塑性,降低IF钢的深冲性能。其中, 有害元素(Sn、Sb、As、Pb和Bi,统称五害元素)对钢的影响机 理主要表现如下。
①在钢坯的表面形成低熔点相,形成网状裂纹(红脆);
②在晶界(或亚晶界)偏聚削弱了铁的原子间力,脆化了晶 界(回火脆);
③伸在一些核工业用钢部件上使用后会台产生强烈的同位素 转变引起的辐射;
④有些有色金属,如Pb等,在炉底会发生沉陷积累现象,除 了影响钢材的质量外,对于炉底的寿命,特别是直流电弧炉的炉底 寿命影响特别突出。据有关文献报道,由于有色金属的沉积导致的 穿炉事故已经成为生产中的主要矛盾之一。
含有有色金属的废钢,必须做处理后才可以加入电弧炉冶炼, 主要的手段之一就是每次加入量控制在一个特定的值,使入炉有色 金属的含量控制在钢中成分要求的安全范围以内。国内一些厂家对 于钢材有色金属的含量要求见表3-7 „
表3-7国内一些厂家对于有色金JS的含■要求
|
元素 |
允许含量/% |
元素 |
允许含量/% | ||
|
一般用途 |
深冲钢和特 殊用途钢 |
一般用途 |
深冲钢和特 殊用途钢 | ||
|
Cu |
0.25 |
0. 10 |
Pb |
0.014—0. 0021 | |
|
Sn |
0.05 |
0.015 |
Bi |
0.0001-0. 00015 | |
|
Sb |
0.005 |
Ni |
0. 100 | ||
|
As |
0.010 | ||||
96
3.6废钢
目前去除钢中有色金属元素的有效方法如下。
①添加抑制元素。添加抑制元素硼、钛,增加铜在奥氏体中 的溶解度或者是与铜在晶界处形成合金,来减少或者消除铜含量超 标所造成的热脆性;添加稀土元素(如添加鋼和铝)可以有效抑制 锌等带来的偏聚现象。
②固态废钢的预处理技术。固态废钢预处理是降低或者消除 残余有害元素不利影响的有效手段,常用的主要处理技术如下。
a.机械挑选法。目前主要是依靠废钢回收部门的人工挑选, 依据有色金属的密度、使用的类型加以挑选分类。利用废钢自动化 颜色识别系统,把破碎后的废钢由皮带运输机运送到识别系统,由 计算机进行感光性和色泽识别后,在特定的区域,由机械手或者气 缸把废钢推到指定的区域堆放,达到去除的目的。
b.含铜废钢的冷冻处理。这种手段主要是利用液氮把含铜的 废钢冷冻破碎后达到分离的目的。其优点是去除有色金属的工作效 率高,缺点是投资较大。
c.硫化渣法脱铜。这是世界上研究最多的脱铜方法。主要原 理是利用在600℃以上的铁液里Cu2S比FeS稳定,采用硫化钠作 渣料,促使钢中的硫化铜向渣液转移达到去除的目的。这是一种成 熟的技术。
(5)对于放射性废钢的要求。对于放射性废钢的检测,一般是 在废钢卸车以后,堆放高度不超过1m,等待IOmin左右,用专用 便携式仪器检测废钢释放的辐射剂量的浓度。
(6)对于明显夹杂耐火材料废钢的要求。由于大多数耐火材料 是不导电的,所以在电弧炉炼钢过程中,不导电物质会导致电极折 断,冶炼开始不起弧,需要人工处理。既增加了工人的劳动强度, 也影响了冶炼周期。此外,一些含耐火材料的废钢比较难熔化,出 钢时会堵塞偏心底出钢口,所以含有明显不导电耐火材料或炉渣的 废钢应该处理后入炉是很必要的。这类废钢主要指:渣铁、连铸的 中间包铸余钢、模铸的中铸管、汤道、地沟铁、事故钢包的冷钢、 钢包浇完的包底等。
(7)对于高锌废钢的要求。目前高鎰废钢的循环量处在一个上 升的时期,包括各种履带车辆的履带、耐磨铸球、碳素工具废钢
97
第3章电底炉炸钢原料和时火材料
等。由于高锤废钢中带入的锺含量较高,所以会增加冶炼中脱磷脱 碳的难度,影响炼的进程,所以高镰废钢应该分类推放后,均匀地 小批量加入,以消除高毓带来的影响。
(8)对于高硫废钢的要求。电弧炉流程冶炼的一个显著特点是 电弧炉出钢时和精炼工序具有较强的脱硫能力。但是,配入一些硫 含量特别高的废钢,会导致钢中的硫含量特别高,导致精炼炉冶炼 时间延长,冶炼成本超过了企业承受的底线。所以,高硫废钢的配 人应该考虑到综合平衡,使粗炼钢水的硫控制在一个合理的水平很 重要。硫特别高的废钢主要有以下几种:制药厂的一些锅炉蒸用器 的管道、易切削钢(例如一些机械厂的切削碎屑)、汽车零部件、 使用过的铸铁暖气片、部分报废的生铁、一些汽车的拆解部分、属 于高硫的耐候钢。在使用这类废钢时要慎重,要考虑使用大量优质 低硫的废钢,少量配入此类废钢,达到"稀释原料中硫含量”的 目的。
需要特别说明的是,随着废钢资源的萎缩,一些报废的自行 车、汽车车轮在使用以前要求将橡胶轮胎清除,这些轮胎也是造成 入炉废钢硫含量较高的主要原因之一。
(9)对于高磷废钢的要求。与高硫度钢相比,高磷废钢的配加 也要考虑到对于冶炼成分控制的影响,以及对于冶炼成本的影响, 做到全面平衡。一些高磷废钢的使用,也要依靠大量优质低磷废钢 与之搭配使用,达到"稀释”的目的。在生产中由于对于废钢搭配 不重视,发生过这样的事故:冶炼普通钢时,对于脱磷的要求不 高,加上由于一直使用优质的低磷废钢,所以没有发生过脱磷的问 题。高磷废钢的使用…特别是以下几种的废钢尤其要注煮:一些焊 管、易切削钢的碎屑、废的炮弹皮、?#罐车的罐体和支架、低碳镀 锡钢板、一些民营小高炉冶炼的铸造铁等"
3. 6.2对于废钢尺寸的要求
大块废钢难熔,会影响吹氧操作,造成吹氧过程的飞溅和氧气 射流的反射,增加冶炼过程中的操作难度。为了熔化这些大块废 钢,需要提高熔池的温度,而且大块废钢在加料过程中会对炉衬产 生冲击。此外,大块废钢在穿井过程中砸断电极也是冶炼中常见的 事故之一。所以,电弧炉冶炼用废钢的尺寸要求如下:废钢堆密度
98
3.6废鋼
应大于0∙7t/m3,最大长度不超过1.2m,最大断面小于50OmmX 500mm,最大单重不超过500kg。为了便于配料,各种类型的废钢 应分类堆放。重型废钢包括:各种机器废钢件、零部件、各种聊焊 件、火车轮轴、铁轨、圆钢切头等;中型废钢包括:各种机器废钢 件、零部件、各种働I焊件、船板、铁轨、管切头、螺纹钢切头、圆 钢切头等;小型废钢包括:各种机器废钢件、零部件、各种拂焊 件、船板、管切头等。废钢的分类标准见表3-8。
表3-8电弧炉煤钢对于废钢的尺寸的要求
|
类型 |
单重/kg |
长∕mm |
宽∕mm |
高∕mm |
厚度/mm |
|
重型废钢 |
>300 |
>1000 |
≤500 |
≤500 |
≥10 |
|
中型废钢 |
IOO〜300 |
600 — 1000 |
≤500 |
≤300 |
≥6 |
|
轻薄废钢 |
<100 |
<600 |
≤400 |
≤300 |
≥4 |
3. 6.3 一些特殊废钢的消化和处理方法
(1)渣铁的消化和处理。在炼钢生产过程中,钢包铸余钢水有 时候会倒入渣坑,电弧炉炼钢过程中有时候经常会遇到钢水从炉门 溢出到渣坑,这些金属料生产过程中通常称为渣铁或者渣钢。渣铁 上面常常含有炉渣,而且一般块度较大,它们一般适合在电弧炉消 化回收。
电弧炉在消化回收过程中,需要注意以下方面内容。
①粘在上面的炉渣导电性不好,存在折断电极的危险,加入 的时候需要加在料篮的中下部,避开电极穿井区;
②渣铁一般筠理检伊一卽漳在165CT的中钢温度下,加在 EBT冷区的渣铁也*Htad8⅛traEH∣∣陶酬避免加在EBT冷 区位置;
③在高比例热啕®n®Bi廳il≡滩铁是一种较好的 选择。
渣铁块度较大的时候,一般采用人工烧氧切割成为小块。含渣 量较多的时候,通常采用行车吊起落锤(直径0.5〜Im的铁球) 反复击打渣铁,达到除渣的目的。电弧炉使用渣铁的主要要求 如下。
99
第3章 电弧炉炸钢原料和时火材料
①渣铁表面不得混有大块或大面积的炉渣,但允许渣铁表面 黏结少量浮渣粒;
②允许渣钢存在从表面向内部延伸的炉渣层,表面不得混有 大块或大面积的炉渣,但允许渣钢表面黏结少量浮渣粒;
③供电弧炉的渣钢重量不大于IooOkg/块,渣钢含钢量超 过 90%;
④ 最大长度在1200~1500mm时,最大宽度不大于800mm, 平板形渣钢厚度不大于250mm,锥形渣钢高度不大于350mm;最 大长度在不大于120Omm时,最大宽度不大于n00mm,平板形渣 钢厚度不大于250mm,锥形渣钢高度不大于300mmo
(2)中间包大块的消化和处理。连铸机浇铸结束以后,会产生 一部分中间包铸余钢,在翻包以后,这部分中间包的废钢大多数也 会返回到电弧炉炉前进行消化,通常叫做中间包大块。这类废钢的 特点主要如下。
①翻包过程中,中间包的耐火材料会部附在上面,形成不导 电物质,容易折断电极;
②有的中间包塞棒、座砖、水口砖也会混杂其间,不仅形成 不导电物质,而且还是难熔物质,出钢过程中堵塞在EBT中间, 会产生很大的麻烦,并且没有好的方法处理;
③中间包铸余钢及较大的中间包大块,在电弧炉不易熔化。
处理的方法主要如下。
①从源头抓起,要求连铸不能够将各类耐火材料在浇铸结束 以后扔进中间包;
②中间包大圾高度不能够大于400mm,超过尺寸要求的必须 切割加工;
③含有座砖的必须去除以后才能婚消化;否则加入以后的损 失和风险会急剧增加;
④黏有中间包涂抹料耐火材料的必须经过落锤处理,或者切 割成为小块,在高比例铁水冶炼的时候消化。
消化的方法基本和渣铁一样,它们不能够加在超声速集束氧枪 的枪口位置或者烧嘴的正前方。
(3)粒钢的消化方法。电弧炉和转炉炼钢过程中,炉渣中间弥
IOO
3.6废鋼
散有部分的小铁珠,随炉渣进入渣场,此外炉渣中间含有15%〜 45%的氧化铁,它们在渣场通过磁选的方法可以回收。回收以后呈 现为颗粒状,通常称为粒钢,也可以小批量加入电弧炉消化,以达 到降低钢铁料消耗的目的。
消化粒钢时,需要注意到以下几点。
①由于粒钢含有氧化铁,会增加冶炼电耗,所以在有铁水的 情况下消化较为理想,在没有铁水热装的条件下,增加留钢量和炉 料的配碳量很关键;
②粒钢一般在第一批料随渣料一起加入,效果会比较好;
③配加粒钢的炉次冶炼的时候,吹氧量必须注意控制,氧耗 要求在正常冶炼氧耗的基础上有所减少。
(4)含土量较大废钢的处理和消化
部分废钢由于料型的原因,如细小、破碎、块度小,以及存 放、转运等原因,如装载机装运,会混入大量的垃圾和土,有的严 重锈蚀(含氢氧化铁等),这些废钢如果直接入炉,一般会产生以 下的负面影响。
①含土量较大,会降低炉渣的碱度降低(土的主要成分为二 氧化硅),造成炉渣的脱磷能力大幅度下降,给炼钢工造成错觉, 认为炉料的磷含量很高;
②电耗上升,通电时间延长,冶炼周期增加;
③由于炉渣碱度降低,脱碳反应会受到抑制,吹氧不得当, 会造成炉门翻钢水现象的频繁发生;
④钢铁料的回收率较低。
消化这类废钢的主要方法如下。
①废钢加入以前,利用液压抓斗进行抖料去土,即用抓斗子 抓起废钢然后抖落1~3次,这样,废钢中间含有的渣土大部分就 落在废钢下面,然后将废钢抓起加入料篮,渣土积累到一定的程 度,利用装载机挖出,转运到渣场进行磁选或者其他方法进行分 类,然后用于炼铁或者烧结,也有将这些含铁量较高的渣土,进行 处理以后,加入沥青焦油,作为电弧炉的原料重新使用。
②在没有好的去土方法的条件下,可以小批量配加含土较多 的废钢冶炼普钢。加料以后,补加足量的石灰,吹氧的时候,必须
IOl
第3章 电弧炉炼钢原料和时火材料
注意化渣充分以后才能修使用最大的供氧强度吹氧,避免炉门翻钢 水的事故。
③兑加合适比例的铁水,保证足够的石灰加入量,也是消化 此类废钢的较好的途径之一。
3.7合金材料
炼钢用合金材料主要是铁合金,还有一些纯金属。铁合金是一 种或一种以上的金属或非金属与铁组成的合金。合金材料的主要作 用是调整钢液的化学成分(合金化),某些合金材料又可作为钢液 的脱氧剂。合金材料的种类很多,其用途和使用要求各不相同,因 此必须做好管理工作,管理的好坏直接影响钢的质量及成本。
3. 7.1常用的合金材料
常用的合金材料如下。
(1)硅铁(Fe-Si)o硅铁用于合金化,也作脱氧剂使用。电弧 炉用硅铁多为含硅45% (中硅)和75% (高硅)两种。含硅90% 的只用于某些重要用途的合金上。中硅铁比高硅铁价格低,在满足 钢种质量要求的情况下,尽量使用含硅45%的硅铁。含硅在 50%〜60%左右的硅铁极易粉化,并放出有害气体,一般都禁止使 用这种中间成分的硅铁。硅铁含氢量高,必须烤红后使用。
(2)镒铁(Fe-Mn)o镂铁用于合金化,也用作脱氧剂。电炉 用毓铁根据碳含量分为低碳、中碳、高碳簾铁3种,含镂量均在 50%〜80%之间。镜铁含碳量愈低,磷就愈低,价格也就愈贵,因 此冶炼时尽量使用高碳镂铁。锌铁以块状并经烘烤后使用,IOmm 以下的粉粒状毓铁应回收,用于炼制硅毓铝合金。除一般毓铁外, 电炉在冶炼某些特殊合金和某些不锈钢时还使用金属毓和电解锤。
(3)馅铁(Fe-Cr)o辂铁根据碳含量,馅铁分为碳素馅铁、中 碳馅铁、低碳馅铁、微碳馅铁以及金属辂多种。除金属馅外,所有 馅铁的馅含量都在50%〜65%之间。
在炼制馅铁时,因为馅与碳形成稳定碳化物,去碳是相当困难 的,所以馅铁的价格随着碳含量的降低而急剧升高。生产中,应当 尽量使用廉价的碳素辂铁或中碳格铁,微碳馅铁和低碳馅铁主要用 于低碳不锈钢。金属馅用于超低碳不锈钢、高温合金、精密合金的
102
3.7合金材料
合金化。
(4)鸽铁(Fe-W)o鸨铁含鸽量在65%以上。鸨铁熔点高, 密度大,在还原期补加时应尽早加入,鸨铁的块度不能大于 80mm,并需经烘烤后使用。
(5)铝铁(Fe-Mo) 0铝铁含铝量波动在55%〜60%之间。用 铁熔点较高,使用块度不宜过大。铝铁表面容易生锈,需经烘烤后 使用,通常在炉料熔清后加入。
(6)窺铁(Fe-V)o趾铁凱量在40%左右,磷含量较高,炼高 机钢时应注意钢中磷的含量。钢铁使用前须经烘烤,以块状加入, 小于20mm的粉粒状餌铁应桶装供应。
(7)钛铁(Fe-Ti)。钛铁钛含量在25%以上。钛铁除了用于 合金化以外,有时也用来固定钢中的氮和获得细晶粒钢。它的密度 小,须以块状加入,并经干燥后使用。
(8)硼铁(Fe-B)。硼铁用于冶炼含硼的合金钢,钢中加入微 量的硼可以显著提高钢的淬透性,改善钢的力学性能,并有细化晶 粒的作用。硼铁硼量有不低于5%和不低于10%两种。
(9)鎳(Ni)o鎳用于不锈钢、高温合金、精密合金以及高级 优质结构钢的金化。集中含镖和钻总量不小于99. 5%,其中钻小 于0.5%,并随鎳含量的提高而降低。線含氢量很高,还原期补加 的鎳需经高长期烘烤。
(10)铝(A1)。铝是合金化材料,又是脱氧剂。作为沉淀脱 氧剂的铝,在使前应根据炉子容量的不同,熔化并浇成不同直径和 质量的铝饼和铝锭,其铝含量在99%以上。
(11)規铁(Fe-Nb)。锦铁一般成分为:規+钛不低于50%, 碳不高于0.2%,硅10%〜11%,铝小于7%,钛小于7%,磷不 高于0.15%,硫不高于0.10%。Ilg铁价格贵,应尽量节约使用。 在还原期使用时,预先干燥一定时间,并以块状加入。
3. 7.2合金材料的管理工作
对合金材料的管理工作包括以下内容。
(1)合金材料应根据质量保证书,核对其种类和化学成分类标 牌存放,颜色断面相似的合金不宜邻近堆放,以免混淆。
(2)合金材料不允许置于露天下,以防生锈和带入非金属杂
103
第3章电弧炉炸钢原料和∙⅛火材料
物,堆放场地必须干燥清洁。
(3)合金块度应符合使用要求,块度大小根据合金种类熔点、 密度、加入方法、用量和电炉容积而定。一般说来,熔点高、密度 大、用量多和炉子容积小时,宜用块度较小的合金。常用合金熔 点、密度及块度要求可参考表3-9。
表3-9合金材料的密度、熔点和块度要求
|
合金名称 |
密度(较重值) /(g∕cm3) |
焙点/C |
块度要求 | |
|
尺寸/mm |
单重/kg | |||
|
硅铁 |
3.5(Si75%) 5. 15(Si75%) |
1300—1330(Si75⅜) 1290(Si45%) |
50~100 |
≤4 |
|
高碳锌铁 |
7.10(Mn76⅜) |
1250〜1300(Mn 75%, C7%) |
30 〜80 |
≤20 |
|
中碳锌铁 |
~7. 10(Mn81⅜) |
-1310(Mn 80%) |
30 〜80 |
≤20 |
|
硅锌合金 |
6?3(Si20%, Mn 65%) |
1240(Sil8%) 13OO(Si2O%) | ||
|
高硃絡铁 |
6. 94 (Gr60%) |
1520〜1550 (065% 〜70%) |
50 〜150 |
≤15 |
|
中碳饴铁 |
7. 28(Gr60⅞) |
1600-1640 |
50 〜150 |
≤15 |
|
低碳恪铁 |
7. 29(Gr60%) |
50 〜150 |
≤15 | |
|
硅钙 |
2. 55(Ca31%) (Si59%) |
1000—1245 |
≤15 | |
|
金属锦 |
8. 7(Ni99⅜) |
1425〜1455 |
<400 | |
|
铝铁 |
9. 0(Mo60%) |
1750(Mo 60%) 1440(Mo 36%) |
<100 |
≤10 |
|
帆铁 |
7.0(V40⅜) |
1540(V 50%) 1480(V 40%) 1080 (V 80%) |
30 〜150 |
≤10 |
|
鸨铁 |
16. 4(W70%〜80%) |
2000(W70%) 16OO(W5O%) |
<80 |
≤15 |
|
钛铁 |
6. 0(Ti20%) |
1580(Ti40%) 1450(Ti20%) |
20 — 100 |
≤15 |
|
-- |
7. 2(B15%) |
1380(B10⅜) |
- | |
|
2.7 |
约660 | |||
|
-金属偌 |
7. 19 |
约 1680 | ||
|
-金属钵 |
7. 43 |
1244 | ||
104
3.8电弧炉的造渣材料
(4)合金在还原期入炉前必须进行烘烤,以去除合金中的气体 和水分,同时使合金易于熔化,减少吸收钢液的热量,从而缩短冶 炼时间,减少电能的消耗。
合金烘烤的温度和时间根据其熔点、化学性质、用量以及气体 含量等具体因素而定,一般分为3种情况。
①高温退火。适用于含氢量高的电解毓、电解鎳等。
②高温烘烤。适用于硅铁、锦铁、硅铐合金、馅铁、鸽铁、 铝铁等熔点较高又不易氧化的合金。
③低温干燥。适用于稀土合金、硼铁、铝铁、窺铁、钛铁等 熔点较低或易氧化的合金。
对烘烤好的合金材料应随取随用,以免降温过多和吸收气体及 水分。用后余料要及时回收、分类归库,防止混乱及散失。
3.8电弧炉的造渣材料
3. 8.1造渣材料
常用造渣材料有石灰、萤石、硅石和黏土砖块等几种。
(1)石灰。石灰是碱性炼钢的主要造渣材料,由石灰石在800〜 1000(的高温下焙烧而成。电炉用石灰一般化学成分见表3-10o
|
表 3-10 |
电炉用石灰的化学成分 |
单位:% | ||||
|
成分 |
CaO |
SiO2 |
MgO |
Feg O3 + Alg。3 |
S |
H2O |
|
含量 |
85 |
2 |
<2 |
3 |
0.15 |
0.3 |
石灰极易受潮变成粉末,因此在运输和保管过程中要注意防 潮,用前应经烘烤,氧化期和还原期用的石灰要在700°C高温下烘 烤2h以上,石灰块度一般为30〜60mm。无特殊手段时,不允许 使用石灰粉末,石灰粉极易吸水,影响钢的质量,并会降低炉盖 寿命。
电弧炉一般不用石灰石和没烧透的石灰,因为石灰石分解是吸 热反应,会降低钢液温度,增加电力消耗,且不能及时造渣,对冶 炼不利。但是石灰石在加入炉内分解时,产生C02气体,能活跃 熔池,有助于去除钢中气体和夹杂物,因此在不氧化法(装入法)
105
第3章 电弧炉炼钢原料和耐火材料
冶炼中,也可使用部分石灰石或没有烧透的石灰。
(2)萤石。萤石是由萤石矿直接开采出来的。萤石的主要作用 是稀释炉渣。它能降低炉渣的熔点,提高炉渣的流动性而不降低炉 渣的碱度。此外,萤石能与硫生成挥发性的化合物,因此它具有脱 硫作用。但是萤石稀释炉渣的作用持续时间不长,随着氟的挥发而 逐渐消失。萤石的用量要适当,如用量过多,渣子过稀,会严重侵 蚀炉衬。
电炉用萤石的一般成分见表3-llo
表3-11电炉用萤石的成分 单位:%
|
成分 |
CaF2 |
SiO2 |
CaO |
S |
H2O |
|
含量 |
>85 |
<4 |
<5 |
<0. 2 |
<0. 5 |
萤石中CaF2含量要高,SiO2含量要低,因为SiO2含量太高 会降低炉渣碱度。萤石有各种颜色,其中翠绿色透明的萤石质量最 好,白色的质量中等,带褐色条纹或黑斑的萤石含有硫化物杂质, 质量较差。
萤石的块度为10〜80mm,使用前应在100〜200℃的低温下 干燥4h以上,温度不宜过高,否则易使萤石崩裂。萤石须保持清 洁干燥,不得混有泥砂等杂物。
(3)硅石。硅石是酸性电弧炉的主要造渣材料,在碱性电弧炉 中也可用来降低炉渣的熔点,调整炉渣的流动性。但由于它会降低 炉渣的碱度,对碱性炉衬有侵蚀作用,应控制其用量。
硅石的主要成分是SiOz,其含量不低于90%。硅石的块度为 15~20mm,使用前须在100〜200℃温度下干燥4h以上,并要求 表面清洁。
(4)黏土砖块(火砖块)。黏土砖块是指浇铸系统的废汤道砖 和废中注管砖,其主要成分为SiO2 (58%〜70%)、Al2O3 (27⅝~35⅝)和Fe2O3 (1.3⅝~2.2⅝)0它的作用也是改善炉渣 的流动性,特别是对镁砂渣的稀释作用比萤石好,同时就地可取, 价格便宜。黏土砖块中的AI2O3可改善炉渣的透气性,这点对于 形成氧化泡沫渣是有意义的。但因SiO2和Al2O3含量较高,会降 低炉渣碱度,影响去除磷、硫的效果,因此,只有在炉渣的碱度足
106
3.8电弧炉的造渣材料
够的条件下方可使用,且不可多用。
3.8.2氧化剂
常用的氧化剂包括铁矿石、氧化铁皮和氧气等几种。
(1)铁矿石。铁矿石在电炉炼钢过程中主要用于脱碳、去磷、 去气、去夹杂物。铁矿石的主要成分为Fe3O4 (磁铁矿)或Fe2O3 (赤铁矿)。对铁矿石的要求是,含铁高、含硫、磷、铜低,杂质 少。一般成分见表3-12。
表3-12铁矿石的成分 单位:%
|
成分 |
Fe |
SiO2 |
S |
P |
H2O |
|
含量 |
>85 |
<8 |
0.10 |
0. 10 |
0. 5 |
磁铁矿含铁高,杂质少,氧化作用强,是电弧炉较理想的氧化 剂。铁矿石块度应为30〜IOOmm,使用前须在500(以上的高温下 烘烤2h以上。
(2)氧化铁皮。氧化铁皮也称铁鳞,是锻钢和轧钢过程中剥 落下来的碎片和粉末。氧化铁皮主要用来调整炉渣的化学成分, 提高炉渣的Feo含量,改善炉渣的流动性,提高炉渣的脱磷 能力。
氧化铁皮的成分见表3-13。
表3-13氧化铁皮的成分 单位:%
|
成分 |
Fe |
SiO2 |
S |
P |
H2O |
|
含量 |
≥70⅜ |
&3% |
≤0. 04 ⅜ |
≤0. 05% |
≤0. 5% |
氧化铁皮的铁含量高,杂质少,但黏附的油污和水分较多,因 此使用前须在500℃以上的高温下烘烤4h以上。
(3)氧气。氧气是电弧炉炼钢的重要氧化剂,它可强化熔炼, 降低电耗,缩短冶炼时间。吹氧能使熔池激烈沸腾,也有助于排除 钢液中的气体和非金属夹杂物。
对氧气的主要要求如下。
①纯度高,含氧量不低于98%;
②水分少,水分不高于3g/lη3;
107
邕3章电弧炉炼钢原料和时火材料
③有一定的氧气压力,一般熔化期吹氧助熔时,应为0.3〜 0. 7MPa,氧化期吹氧脱碳时应有0. 6〜1.2MPa。
3. 8.3脱氧剂和增碳剂
(1)脱氧剂。电炉炼钢常用的脱氧剂种类很多,可大致分为两 类:一类是块状脱氧剂,另一类是粉状脱氧剂。块状脱氧剂一般用 于沉淀脱氧,粉状脱氧剂一般用于扩散脱氧。
块状脱氧剂主要有:锦铁、硅铁、铝、硅镂合金、硅铳铝合 金,硅钙合金等。粉状脱氧剂主要有:炭粉、硅铁粉、铝粉、硅钙 粉、电石等。
对脱氧剂的基本要求是:脱氧剂中脱氧元素含量要高,有害杂 质含量要少;脱氧剂的块度或粒度要合适;脱氧剂使用前均需烘 干,以免带入水分。
电炉常用的脱氧剂如下。
①硅锌合金。硅锌合金是一种复合脱氧剂,使用它脱氧时, 由于脱氧产物颗粒大,熔点低,易于上浮,钢的质量较好。有时也 用它调整毓的成分。硅毓合金化学成分中最关键的是锤和硅的比 值,一般认为当Mn : Si为4〜6时脱氧效果较好。
②硅钙合金。硅钙合金是一种强烈的脱氧剂,并且还可脱硫, 在冶炼不锈钢、高级优质结构钢和某些特殊合金时使用。硅钙合金 在潮湿空气中易吸水粉化,应注意防止受潮。
③硅镒铝合金。硅徳铝合金也是复合脱氧剂,一般认为,它 的脱氧效果优于硅镂合金,广泛用于高级结构钢的冶炼上,其成分 一般为:Si 5%〜10%, Mn 20%〜40%, Al 15⅜~10⅜o
④炭粉。炭粉是主要的扩散脱氧剂。用炭粉脱氧时,由于脱 氧产物(CO)是气体,不玷污钢液。炭粉也是增碳剂。炭粉有焦 炭粉、电极粉、木炭粉等几种。焦炭粉是用冶金焦炭破碎,研磨加 工而成的,价格便宜,用得最广泛。电极粉密度大,用作增碳剂。 木炭粉密度小、灰分少、含硫低,用于扩散脱氧时钢液不会增碳, 所以常用作冶炼某些优质低碳合金结构钢的脱氧剂。但木炭粉价格 太贵,使用范围受到限制。
炭粉要有合适的粒度,一般为0.5〜Imm。用炭粉扩散脱氧 时,粒度太大容易进入钢液起增碳作用,粒度过小不易加入炉内,
108
3.8电弧炉的造渣材料
损失大。炭粉使用前应进行干燥,以去除水分。
⑤电石。电石的主要成分是碳化钙(CaC2),如图3-12 (b) 所示,在电弧炉冶炼中,用作还原期的强脱氧剂,兼有脱硫的作 用,可以缩短还原时间。
电石是暗灰色不规则的块状固体,极易受潮粉化,因此电石块 必须放在密封的容器内保存,使用过程应注意防潮。使用块度一般 为 10〜70mm。
⑥硅铁粉。硅铁粉是用含硅75%的硅铁磨制而成,这样密度 小,含硅量高,有利于进行扩散脱氧。硅铁粉使用粒度不大于 Imm,使用前应在100〜200七温度下干燥4h以上。水分不高 于 0. 20%。
⑦铝粉。铝粉脱氧能力强,主要用于低碳不锈钢和某些低碳 合金结构钢的冶炼上,以提高合金元素的收得率和缩短冶炼还原时 间。铝粉使用前也应干燥,使用粒度不大于0∙5mm,水分不高 于 0.2%。
⑧硅钙粉。硅钙粉是一种相当优良的脱氧剂,它的密度小, 故钢液不易增硅。在冶炼中,低碳高级合金钢和含钛硼结构钢时, 广泛使用,并常与硅铁粉配合加入。
硅钙粉和硅铁粉难以分辨,使用和保管时要防止混乱。硅钙粉 使用前应进行干燥,使用粒度不大于Imm,水分不高于0.20%。 此外,金属块状脱氧剂还有毓铁、硅铁和铝等。
(2)增碳剂。电炉炼钢用的增碳剂有:焦炭粉、电极粉、生铁 和碎电极块。增碳用的焦炭粉和电极粉的主要成分如表3-14所示。
表3-14粉状增碳剂主要成分
|
名称 |
c∕⅜ |
灰分/% |
S∕% |
H2O∕% |
粒度/mm |
|
电极粉 |
95 |
2 |
0.1 |
0. 5 |
0. 5〜1 |
|
焦炭粉 |
80 |
15 |
0.1 |
<0.5 |
0. 5〜1 |
电极粉是由炼钢折断的电极加工而成的。电极粉含碳量高、灰 分少、含硫量低、密度大,增碳作用强,是最理想的增碳剂。碎电 极块也可直接用来增碳,块度为50〜IoOmm。
109
第3章电弧炉炼钢原料和耐火材料
3. 8. 4 电极
电极的作用是把电流导入炉内,并与炉料之间产生电弧,将电 能转化为热能。电极要传导很大的电流,电极上的电能损失约占整 个短网上的电能损失的40%。电极工作时受到高温、炉气、氧化 及塌料撞击等作用,因此要求电极应具有良好的性能。电极的价格 很贵,电极的消耗直接影响着电炉炼钢的成本。
3. 8. 4. 1 电极的要求
电极的工作条件极为恶劣,对它的基本要求如下。
(I)导电性能良好,电阻率小,以减少电能损失。
(2)具有足够的机械强度,以免碰坏撞断。
(3)具有良好的抗高温氧化能力,在空气中开始强烈氧化的温 度要高,高温下不易氧化,不易烧损。
(4)几何形状规整,且表面光滑,以保证电极和电极夹头之间 接触良好。
目前绝大多数电炉均采用石墨电极,石墨电极通常又分为普通 石墨电极和超高功率石墨电极,其主要性能如表3-15和表3-16 所示。
表3-15普通石墨电极的理化指标
|
项 目 |
公称直径/mm | ||||||||
|
75 〜130 |
150—200 |
250〜350 |
4OO~5OO | ||||||
|
优级 |
一级 |
优级 |
一级 |
优级 |
一级 |
优级 |
一级 | ||
|
电阻率 /(Ω ∙ mr∏2∕m) ≤ |
电极 |
8.5 |
10 |
9.0 |
11 |
9.0 |
11 |
9.0 |
11 |
|
接头 |
8. 5 |
8.5 |
8. 5 |
8. 5 | |||||
|
抗折强度/MPa |
电极 |
7. 85 |
7. 85 |
6. 37 |
6. 37 | ||||
|
接头 |
11. 3 |
11. 3 |
9. 81 |
9. 81 | |||||
|
______灰分/% &______ |
0. 5 |
0.5 |
0. 5 |
0. 5 | |||||
|
真密度/(g/cm3)》 |
2.18 |
2.18 |
2. 18 |
2.18 | |||||
|
假密度/(g∕c∏P) |
电极 |
1. 58 |
1. 52 |
1. 52 |
1. 52 | ||||
|
接头 |
1. 63 |
1. 63 |
1. 68 |
1.68 | |||||
|
抗压强度/MPa ≥ |
电极 |
19.6 |
17. 7 |
17. 7 |
17. 7 | ||||
|
接头 |
29. 4 |
29.4 |
29. 4 |
29.4 | |||||
110
3.8电at炉的造渣材料
表3-16几种超高功率石鼻电极的理化指标
|
项 目 |
公称直径/mm | |||
|
Φ225-400 |
Φ450-600 | |||
|
电极 |
接头 |
电极 |
接头 | |
|
碳含量/% |
≥99. 3 |
≥99. 3 |
≥99.3 |
≥99. 3 |
|
灰分/% 一 |
≤0. 2 |
≤0. 2 |
≤0. 2 |
≤0. 2 |
|
— 气孔率/% |
20 〜24 |
20 〜24 |
20 〜24 |
20 〜24 |
|
______体积密度/(g∕cπ?) |
L 65 〜L 72 |
1. 74-1.80 |
1. 66—1. 73 |
1. 74-1.81 |
|
电阻率/((! ∙ mm2/m) |
5. 0-6. 5 |
4. 5~5. 5 |
4. 5〜5. 57 |
4. O〜5. O |
|
______抗弯强度/MPa |
9.0 — 14.0 |
8.5 — 13.5 | ||
|
抗拉强度/MPa |
6.0—10.0 |
14.0 — 20.0 |
6. O〜9. 5 |
13.0—19.0 |
|
_______真密度/(g/cm3)_______ |
2. 20〜2. 23 | |||
|
弹性模量/GPa |
6.5 — 11.0 |
112.5-18.0 |
6.0—11.0 |
12. O〜17. O |
|
热导率/[W∕(m∙ C)] |
175〜260 |
240〜260 |
1210—280 |
250〜320 |
|
热膨胀系数(20〜IoOxυ∕αo-6∕t) |
0.5〜Lo |
0.4 〜0.9 |
0. 3—0. 6 |
0. 75—0. 6 |
3. 8. 4. 2 合理的降低电极消耗的措施
电极消耗在电炉钢生产成本中约占8%〜10%,电极的吨钢消 耗约4〜9kg。电极消耗的主要原因是折断、氧化、炉渣和炉气的 侵蚀,以及在电弧作用下的剥落和升华。为了降低电极消耗,主要 应提高电极本身质量和加工质量,缩短冶炼时间,防止因设备和操 作不当引起的直接碰撞而损伤电极。
降低电极消耗的具体措施如下。
(D减少由机械外力引起的折断和破损,避免因搬运和堆放, 炉内塌料和操作不当引起的折断和破损,尤其重点保护螺纹孔和接 头的螺纹。
(2)电极应存放在干燥处,谨防受潮。受潮电极在高温下易掉 块和剥落。
(3)接电极时要拧紧、夹牢,以免松弛脱落。有的厂在电极连 接端头打入电极销子加以固定。还有的厂在两根电极的缝间涂淋黏 结剂,也可防止电极松动。另外,对接电极时,用力要平稳、均 匀,连接处要保持清洁。
(4)减少电极周界的氧化消耗。电极周界的氧化消耗约占总消
Ill
第3章电弧炉炼钢原料和耐火材料
耗的55%〜75%。石墨电极从550℃开始氧化,在750℃以上急剧 氧化。减少周界氧化的措施是:加强炉子的密封性,减少空气侵入 炉内;尽量减少赤热电极在炉外暴露时间;并可采取以下几种石墨 电极保护技术。
①浸渍电极。将普通的石墨电极放在数种无机物的混合液中, 经过一定的工艺处理,改善原石墨电极的性能,提高电极抗高温氧 化能力。
②涂层电极,又分为导电涂层和非导电涂层两大类。导电涂 层的涂料是铝和碳化硅的混合物,经过一定的工艺处理,电极的电 阻率下降,表面形成—很强的隔氧层,可有效地防止炉气氧化。 非导电涂层电极所用涂料,一般为陶瓷化涂覆材料,在低温或高温 下,能在电极表面形成良好的陶瓷膜,从而使石墨电极的氧化损耗 大大降低。
③水冷复合电极。该电极由上下两部分组成,上部为钢制水冷 电极柄,下部为普通石墨电极,上下部由水冷钢质接头连接,如图 3-6所示。
亠水 二水
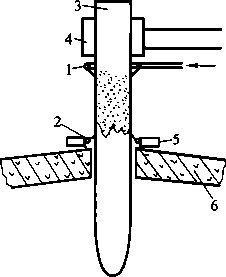
图3-6水冷复合电极
I—水冷电极柄:2-石墨电极
图3-7水淋式电极
1-水环:2—风环;3—石墨电极;
4一电极卡头;5—电极水冷
密封圈;6一炉墙
112
3.9电弧炉的酎火材料
④水淋式电极。在电极夹头下方采用环形喷水器向电极表面 喷水,使水沿电极表面下流,并在电极孔上方用环形管(风环)向 电极表面吹压缩空气使水雾化(图3-7)。在降低电极温度的同时 又能减少侧壁的氧化,从而降低了电极消耗。生产实践表明,电极 喷淋冷却技术,结构简单,投资少;操作方便,易于维修,可节约 电极20%,且使炉盖中心部位耐火材料的寿命提高3倍。
近年发展起来的直流电弧炉技术,其中最大优越性之一就是降 低石墨电极的消耗。国外直流电弧炉的运行结果表明,可降低石墨 电极消耗40%〜50%。
3.9电弧炉的耐火材料
3. 9.1耐火材料的主要性能和分类
耐火材料是一种能抵抗高温(1580°C以上)作用的固体材料。 耐火材料是所有工业用炉不可缺少的内衬材料,其使用范围极其广 泛,其中冶金工业用量最大,约占耐火材料生产总量的70%。但 是,目前尚没有一种耐火材料能够完全满足使用性能的要求,即使 同一耐火材料在不同的使用条件下所表现的性能也不相同。因此, 为了合理使用耐火材料,必须了解耐火材料的性能和使用的工作 条件。
3. 9. 1. 1耐火材料的主要性能指标
耐火材料的主要性能指标如下。
(1)耐火度。耐火材料抵抗高温作用而不熔化的性能称为耐火 度。耐火材料没有固定的熔点,所以耐火度实际上是指耐火材料软 化到一定程度时的温度。耐火度是耐火材料的重要指标,选用耐火 材料的耐火度,应高于其最高使用温度。
(2)热稳定性。耐火材料承受温度急剧变化而不开裂、不损坏 的能力,以及在使用中抵抗碎裂或破裂的能力,称为热稳定性。热 稳定性用急冷急热的次数表示,也称耐急冷急热性。
(3)抗渣性。耐火材料在高温下抵抗炉渣侵蚀的能力称为抗 渣性。
(4)体积稳定性。耐火材料在高温下长期受热时抵抗体积变化
113
第3章电薇炉炼钢原料和时火材料
的能力称为体积稳定性,也称重烧收缩或膨胀。
(5)荷重软化温度。耐火材料在高温时,每平方厘米承受2kg 静负荷作用下,引起一定数量变形的温度,称为荷重软化温度。在 生产中,材料实际负荷常小于2kg/ cm2,同时是单面受热的多, 较冷的一面承受大部分负荷,因此耐火材料的最高使用温度常较其 荷重软化温度为高。
(6)体积密度。耐火材料在n0。C下干燥后的质量与体积之比 称为体积密度,单位为g/cm3。
(7)真密度。耐火材料在IlOP下干燥后的质量同真体积之比, 称真密度,单位为g/cm3。真体积指试样总体积与试样中孔隙所占 的体积之差。
(8)气孔率。气孔率包括如下两种。
①显气孔率。耐火材料与大气相通的孔隙(开口孔隙)的体 积与总体积之比。
②真气孔率。耐火材料全部孔隙的体积(包括开口和闭口孔 隙的体积)与总体积之比。两种气孔率都用%表示。
(9)常温耐压强度。耐火材料在常温下每平方厘米承受负荷的 能力称常温耐压强度,单位为kgf/cn12 (IkgfZcm2=O.IMPa)o
除上述性能指标外,耐火材料还有导热性、导电性、可塑性、 透气性及吸水率等一些重要的指标。耐火材料的外形和尺寸,对于 耐火材料的实际应用也具有很大的影响,它直接影响到砌筑时的砖 缝。耐火材料的外观检查项目有:尺寸公差、缺角、缺棱、扭曲、 裂纹、熔洞渣蚀等。一般制品的尺寸公差不得超过士3%。
3. 9. 1.2 耐火材料分类
耐火材料的种类繁多,根据不同的使用目的和要求,有许多分 类方法,常用的几种分类方法如下。
(1)按耐火度分类
①普通耐火材料。耐火度为1580〜1770℃。
②高级耐火材料。耐火度为1770~2000°Co
③特级耐火材料。耐火度为2000〜3000℃。
④超特级耐火材料。耐火度为3000°C以上。
(2)按化学性质分类
114
3.9电弧炉的耐火材料
①酸性耐火材料。石英(硅石)、硅砖。
②半酸性耐火材料。半硅砖。
③中性耐火材料。馅砖、黏土砖、高铝砖、黏土质耐火泥等。
④碱性耐火材料。镁砖、馅镁砖、镁铝砖、白云石砖、镁砂、 白云石及镁质耐火泥等。
(3)按制品外形尺寸分类
①标准型砖。直角形砖、纵楔形砖、横楔形砖,最常见的标 准型砖的尺寸23Omm × 113mm X 65mmo
②普型传。
③异型砖。
④特异型砖。
此外,耐火材料还可按用途分类,如电炉炉盖用砖、盛钢桶用 砖等;按耐火材料制作工艺不同还可分成烧成砖、不烧砖、熔铸 砖等。
3. 9.2电弧炉用耐火材料
(1)电弧炉对耐火材料的一般要求。电弧炉对耐火材料的一般 要求如下。
①高耐火度。电弧温度在4000。C以上,炼钢温度常在1500〜 1750℃ ,有时甚至高达2000(,因此要求耐火材料必须有高的耐 火度。
②高荷重软化温度。电炉炼钢过程是在高温载荷条件下工作 的,并且炉体要经受钢水的冲刷,因此耐火材料必须有高的荷重软 化温度。
③良好的热稳定性。电炉炼钢从出钢到装料几分钟时间内温 度急剧变化,温度由原来的1600°C左右骤然下降到900℃以下,因 此要求耐火材料具有良好的热稳定性。
④抗渣性好。在炼钢过程中,炉渣、炉气、钢液对耐火材料 有强烈的化学侵蚀作用,因此耐火材料应有良好的抗渣性。
⑤高耐压强度。电炉炉衬在装料时受炉料冲击,冶炼时受钢 液的静压,出钢时受钢流的冲刷,操作时又受机械振动,因此耐火 材料必须有高的耐压强度。
⑥低导热性。为了减少电炉的热损失,降低电能消耗,要求
115
第3章电弧炉炼钢原料和耐火材料
耐火材料的导热性要差,即热导率要小。
(2)炉盖用耐火材料。炉盖在冶炼过程中长期处于高温状 态,并且经常受到温度急变的影响,受到炉气和粉末造渣材料的 化学侵蚀,受到升降炉盖的机械振动作用,所以工作条件十分恶 劣。近年来,随着炼钢电弧炉容量扩大与单位功率水平的提高, 炉盖的使用条件变得更加苛刻,炉盖用耐火材料也随之发生 变化。
炉盖用的耐火材料有以下几种。
①硅砖。硅砖由天然石英岩或石英砂加工制成,电炉炉盖用 硅砖理化性能如表3-17所示。
表3-17电炉炉盖用硅转理化性能
|
指 标 |
(DG)-95 | |
|
SiO2含量/% |
≥ |
95 |
|
耐火度/C |
1710 | |
|
2kg/cm3荷重软化开始温度/匕 |
≥ |
1650 |
|
显气孔率/% |
≤ |
22 |
|
常温耐压强度/(kgf/cn?) |
≥ |
250 |
|
注:lkgf∕cm2 = 98. 0665kPao | ||
硅砖有很高的荷重软化温度,较高的耐火度,同时具有质量 小、价格便宜等优点,因此曾是碱性电弧炉炉盖的主要材料。但硅 砖的热稳定性差,当工作温度在180~300七、300〜600C两个温 度区间时,由于Sio2晶型转变,体积变化较大,所以耐急冷急热 的能力很差。由于热膨胀严重,在使用中炉盖往往出现上凸下凹现 象,甚至会构成塌炉盖现象,为此砌筑时相当麻烦(必须留膨胀 缝)。对于碱性电炉来讲,硅砖的抗渣性差,极易与石灰粉末作用。 随着电炉热负荷的提高,硅砖的耐火度低也成为主要问题。硅砖炉 盖使用寿命一般不超过50炉。而且硅砖的熔滴滴在炉墙上影响炉 墙的使用寿命;熔滴还会降低炉渣碱度,给精炼造成困难。因而除 酸性电炉外,碱性电炉炉盖已很少使用硅砖。
②高铝砖。含三氧化二铝(AlzCh)大于46%的硅酸铝质耐 火材料称为高铝砖,它的原料是高铝矶土矿。我国生产的电炉炉盖 用高铝砖的牌号及性能如表3-18所示。根据其Al2O3含量分为三
116
3.9电朿炉的酎火材料
级。各厂大多采用一级高铝砖或二级高铝砖。
表3-18电炉顶用高铝砖石墨化指标表
|
指 标 |
______牌号及数值_____ | |||
|
(DG)-95 |
(DG)-95 |
(DG)-95 | ||
|
AlZo3 含量/% —: |
>75 |
65~75 |
55~65 | |
|
耐火度/C |
≥ |
1790 |
1790 |
1770 |
|
2kg/cm3荷重软化开始温度/C |
≥ |
1530 |
1500 |
1480 |
|
重烧线收缩1560C3h/% |
≤ |
0. 5 | ||
|
重烧线收缩1500C3h/% |
0. 5 |
0. 5 | ||
|
显气孔率/% |
19 |
22 |
21 | |
|
常温耐压强度/(kgf/cn?) |
≥ |
600 |
500 |
400 |
高铝砖与硅砖相比,具有耐火度高、热稳定性好、抗渣性好和 耐压强度高等优良性能,并且我国矶土矿蕴藏量又多,所以目前它 是我国碱性电炉炉盖用的主要耐火材料。
③碱性砖。碱性砖是比较新型的炉盖用砖。现在各国使用的 碱性炉盖砖就其材质而言有镁质、馅镁质、白云石质、镁铝质等。 它们具有高的耐火度和良好的抗氧化铁渣的能力,在苛刻冶炼条件 下的使用性能比高铝砖好,使用寿命长。但是因为变形厉害和成本 高,所以还没有广泛采用,目前主要在炉盖的易损部位(电极孔、 排烟孔、中心部)其余部位仍用高铝砖。
④耐火泥。在砌制炉盖时用耐火泥与卤水或净水调和成耐火 泥浆,其作用是填充砖缝,使砌体具有良好紧密性,防止气体通 过,避免炉渣渗透。
耐火泥有黏土质、硅质、高铝质和镁质等几类,它们的主要成 分和理化指标与相应的耐火砖基本相同。使用时耐火泥应与耐火砖 具有相同的物理性质和化学成分,以保证砌体的强度及防止它们在 高温下互相侵蚀。
砌制高铝砖炉盖时用高铝质耐火泥,砌制硅砖炉盖时用硅质耐 火泥。馅镁砖一般采用干砌,因湿砌会使它在高温下粉化。
⑤耐火混凝土。这是一种新型耐火材料,它和耐火砖相比, 具有制作工艺简单、使用方便、成本低等优点,并且适于机械化制
117
第3章电弧炉⅜⅜钢原料和时火材料
作形状复杂的制品。电炉一般使用以高铝质熟料为骨料。以磷酸或 磷酸铝作为胶结剂的磷酸盐耐火混凝土,其耐火度可达1800。C 以上。
(3)炉墙、炉底用耐火材料。炉墙和炉底的工作条件和炉盖大 致相同,受到电弧的高温辐射,在极高的温度下工作,并且经常受 到急冷作用。比炉盖更严重的是,炉墙和炉底直接与钢水和炉渣接 触,受到钢水的冲刷和炉渣的侵蚀,同时装料时还受到炉料的撞 击。因此,必须选用优质的耐火材料,尤其是与炉渣接触部位和接 近电弧热点的部位要求更高。常用的耐火材料如下。
①镁砂。镁砂是砌筑碱性电弧炉炉衬的主要材料之一,用来 打结炉底、炉坡和炉墙,也可制成镁砂砖。同时又是补炉的主要 材料。
镁砂是由天然菱镁矿在165O。C温度下微烧而成的。镁砂的耐 火度可达2000七以上,有较好的抵抗碱性炉渣侵蚀的能力,但其 热稳定性差,热导率大。镁砂的主要成分是氧化镁CMgO]≥ 85%),也含有少量杂质(SiO2和CaO等)。氧化镁含量越高越 好,杂质含量越低越好。含SiO2太高将会降低其耐火度,含Cao 太高则易水解粉化。电炉使用的镁砂是一级冶金镁砂,其成分 如下。
[MgO]≥87⅝, [SiC⅜] ≤4%, [CaO]≤5⅜,灼烧减量Wθ∙5%°
②白云石。白云石也是砌筑碱性电弧炉炉衬的主要材料之一, 用做炉墙和补炉材料,也可制成白云石砖。白云石是白云石矿 MgCa(CO3)2:高温焙烧后的产品,它的主要成分是氧化钙和氧化 镁,一般成分为:CaO 52% 〜58%, MgO 35⅝, FeO+Al2O3 2%〜3%, SiO2O. 8%0
白云石的耐火度也在2000。C以上,它能抵抗碱性炉渣的侵蚀, 热稳定性比镁砂好,但白云石易吸水粉化,因此应尽量缩短白云石 从烧成到使用的时间。
③石英砂。石英砂是砌筑酸性电弧炉炉衬的主要材料之一, 用来砌炉底和炉坡,也用作酸性电弧炉的补炉材料。纯的石英砂为 水晶透明体,含有少量杂质时为白色,杂质愈多就愈呈暗灰色,电 炉用的石英砂大多是白色的。其化学成分为:SiOz96%〜97%,
118
3.9电孤炉的酎火材料
FeO 1⅝, Al2O3 1.3%。
④各种耐火砖。电炉炉墙和炉底用的耐火砖及性能如表3-19 所示。黏土砖因耐火度和荷重软化温度低,故用作隔热砖,砌在靠 近炉壳的部位。在黏土砖的里面再砌镁砖或其他碱性砖。馅镁砖和 镁铝砖由于原料缺乏,价格较贵,用得较少。硅砖用于酸性电 弧炉。
表3-19电炉炉墙和炉底用耐火砖的主要性能
|
名称 |
牌号 |
主要化 学成分 (不小于) /% |
耐火 度/C |
荷重软 化温度 /r |
显气 孔率 /% |
常温耐 压强度 /(kgf/ cm2) |
密度/ (g∕cm3) |
热导率 /[kj/(m • h・匸)] |
|
黏土砖 |
NI-30 NI-35 NI-40 |
Al2O3 30 Al2O3 35 Al?。3 40 |
1610 1670 1730 |
1250 1250 1300 |
28 26 26 |
125 150 150 |
2. 07 |
2. 508 + 2. 299X IOTt |
|
硅砖 |
GI-94 GI-93 |
SiO2 94. 5 SiO2 93. 0 |
1710 1690 |
1640 1620 |
23 25 |
200 175 |
1. 9 |
3. 762 + 3. 344 X 10^3Z |
|
镁砖 |
M-87 |
MgO 87 |
2000 |
1500 |
20 |
400 |
2.6 |
15.466 1. 714X IOTt |
|
白云 石砖 |
CaO 40 MgO 30 |
1700 〜 1800 |
1550 〜 1610 |
20 |
1000 |
2.9 |
7. 524 | |
|
馅镁传 |
MG-12 |
Cr2O3 12 MgO 48 |
1950 |
1520 |
23 |
200 |
2.8 |
7. 106 |
|
镁铝微 |
ML-80 |
MgO 80 AI2O3 5 〜30 |
2100 |
1550 〜 1580 |
19 |
350 |
3.0 |
3. 9.3电弧炉用绝热材料和黏结剂
(1)绝热材料。绝热材料的作用是为了减少炉衬的热损失。常 用的绝热材料及主要性能如表3-20所示。绝热材料的体积密度都 是比较小的,体积密度愈小热导率愈低,绝热作用愈好。因为绝热 材料的允许工作温度较低,只能用于温度在IOOOP以下的部位, 所以在电炉上只用在炉墙的最外层和炉底的最下层,避免与高温钢 渣和炉气接触。
119
电弧炉炼钢原料和耐火材料
表3-20常用绝热材料主要性能
|
材料名称 |
密度 /(g∕cm3) |
允许工作温度 /C |
热导率/[kj/(m∙ h-七)] |
|
石棉板 |
0. 9〜L 0 |
500 |
(0. 585~0. 627)103⅛ |
|
一硅藻土 — |
0. 55 |
900 |
0. 334+0. 878X IO3Zp |
|
硅藻土砖 |
0. 55 — 0. 7 |
900 |
(0. 334 — 0. 711) + 0. 836×103⅛ |
|
轻质黏土砖 |
0. 4 |
900 |
0. 293÷0.394× IO3Zp |
注:3为平均温度。
我国目前碱性电炉主要使用石棉板、硅藻土粉和黏土砖作绝热 材料,石棉板是用石棉和黏结剂制成的板状材料。石棉是一种纤维 状的矿物,主要组分是镁、硅、钙化合物。硅藻土粉是硅藻土加工 成的,主要成分是SiO2。
(2)黏结剂。黏结剂的作用是将各种散状的耐火材料(如镁 砂、白云石、石英砂等)黏结成一个整体,使其在高温下有一定的 坚固性。黏结剂是电炉炉底和炉墙打结不可缺少的材料,常用的黏 结剂有下列几种。
①沥青。沥青是焦油分儀后的残留物,为黑色固体。电炉一 般采用中温沥青,它在高温下(200℃)易炭化。沥青挥发物去掉 后留下的固定碳在炉衬中起骨架作用,可提高镁砂和白云石的耐火 度、抗渣性和热稳定性。沥青使用前,需做脱水处理,使水分不高 于 0.50%。
②焦油。焦油是炼焦的副产品,是黑色黏稠状液体,其黏性 极大。焦油主要用做打结炉衬和制作镁砂砖(或白云石砖)的黏结 剂。焦油使用前也需要做脱水处理,使水分不高于0.5%。
③卤水。卤水主要成分是氯化镁(MgCI2),通常以固态供 应。使用前可根据要求密度加入净水,经加热熔化成符合要求的水 溶液后使用。卤水主要用于搅拌耐火泥,以及在打结无碳炉衬时作 为镁砂的黏结剂。
④水玻璃。水玻璃(Na2。∙"SiOz)又称硅酸钠或泡化钠, 一般以液态供应,也有块状固体水玻璃。它含有Sio271%〜76%, Na2O8%-14%o水玻璃主要用来搅拌耐火泥,以及在打结酸性 炉衬时做石英砂的黏结剂。
120
第4章电弧炉炼钢冶炼工艺及操作
4. 1传统电弧炉炼钢工艺流程配置
传统电弧炉的配置:传统电弧炉的配置主要分为高架式配置和 一般配置。高架配置也就是电弧炉建设在一个5m左右的平台上 面,出钢采用钢包车或者行车吊钢包出钢,电弧炉的炉渣从炉门区 排出,易于清理,电弧炉的产能受排渣操作和出钢操作的限制因素 较少,也比较安全,是目前电炉建设者青睐的一种方式。一般配置 是指电弧炉安装在厂房基础的水平面上,排渣设有渣坑,利用渣坑 接渣,渣罐满了以后更换渣坑,出钢采用出钢坑,行车吊钢包放在 出钢坑出钢。这种配置减少了投资,但是受到排渣能力的影响,不 仅安全事故较多,而且产能受限制的因素较多,是一种落后的 配置。
传统电弧炉冶炼的主要方法:电弧炉冶炼的主要方法有氧化 法、不氧化法和返回吹氧法三种。一般以有无氧化期来区分氧化法 和不氧化法,而返回吹氧法是介于两者之间的一种冶炼方法,该方 法既有氧化期,但又不具有氧化期的全部任务,同时要进行预还原 才进入还原期,也有将其归入氧化法的。
氧化法是指整炉钢包括熔化期、氧化期、还原期、出钢全过 程的一种冶炼方法,其主要特点是具有氧化期及氧化期的全部 任务。
不氧化法是一种没有氧化期,而只有熔化期、还原期至出钢 的一种冶炼方法,其主要特点是没有氧化期,一般不供氧,因此 不能脱磷。装料时各元素成分配入为规格的中下限或略低于下 限,炉料全部熔化后,只要达到温度要求,就可以还原,调整成 分出钢。
121
第4章电弧炉炼钢冶炼工艺及操作
返回吹氧法是一种利用返回料回收合金元素,并通过吹氧脱碳 来去气、去夹杂,从而保证钢的性能要求的冶炼方法。配料时,合 金元素可配至接近规格或稍低些,炉料熔化80%左右时,适量吹 氧助熔。炉料全部熔化,钢水达一定温度(一般为157O。C左右) 时,吹氧脱碳消除冷区废钢以及少量脱碳,脱碳量一般为不小于 0∙l%,然后用硅铁粉或碳化硅进行预脱氧,再扒渣、还原,最后 调整成分,出钢。
普通功率的电弧炉炼钢的工艺流程配置主要如下。
(1)普通电弧炉的品种钢-模铸生产线。这种生产线,一般以 品种钢为主要生产品种,电弧炉的容量在5〜30t之间,5t以下的 电弧炉配置一般在2〜4座电弧炉配备一台连铸机和1〜6块模铸 区:20t以下的电弧炉,2〜4座电弧炉配一台连铸机和1〜2块模 铸区;30t以上的电弧炉一般配有连铸机和附后的1〜4块模铸区。 从经济角度上讲,30t以上的电弧炉配备连铸机和少量的模铸区进 行作业比较有利,可以减少浇铸环节对于电弧炉的限制。
(2)电弧炉-精炼炉-连铸的合金钢生产线。这种类型的生产 线,电弧炉的容量在20t以上的电弧炉,2〜6座电弧炉配备1〜2 座精炼炉。配备合金连铸机和模铸区。
(3)电弧炉-精炼炉-无缝管生产线。这种生产线的电弧炉配置 可以根据连铸机和模铸区的能力确定电弧炉匹配的座数和容量。
(4)电弧炉-AOD/VOD不锈钢生产线。这类生产线主要采用 电弧炉炼制不锈钢母液,供AoD/VOD不锈钢吹炼。一般是2台 30t的电弧炉,配2台AOD, 1台VOD和LF实现不锈钢的模铸 或者连铸机的多炉连浇。
以上(1)〜(3)的普通电弧炉生产线,电弧炉的生产形式比较 灵活,电弧炉可以在电弧炉炉内实现三期冶炼,也可以实现熔化期 和氧化期结束以后,将电弧炉的粗炼钢水提供给精炼炉精炼,对于 生产的调度和生产的匹配十分有利。在电弧炉炼钢工艺中,从通电 开始到炉料全部熔清为止称为熔化期。熔化期占整个冶炼时间的一 半左右,耗电量要占电耗总数的2/3左右。因此,加速炉料的熔化 是提高产量和降低电耗的重要途径。
冶炼前的准备工作包括配料、装料、烘炉、补炉。
122
4.2冶炼前的准备H作
4.2冶炼前的准备工作
冶炼前的准备工作包括配料、装料、烘炉、补炉。
4.2.1配料操作及注意事项
配料是电炉炼钢工艺中不可缺少的组成部分,配料是否合理关 系到炼钢工能否按照工艺要求,正常地进行冶炼操作;关系到原料 消耗及返回钢的合理使用(即能否节约合金元素);合理的配料能 缩短冶炼时间。因此,配料对各项技术经济指标都有影响。
电弧炉炼钢的基本炉料是废钢、生铁、返回料,有时也加入部 分合金料。在配料前首先要了解各种原材料的化学成分和计划消耗 定额,并掌握本厂现有原材料的实际情况,然后根据所炼钢种的技 术标准及工艺要求进行配料。配料计算过程见第7章,在此不再 赘述。
(1)配料注意事项。配料时应注意以下几点。
①必须正确地进行配料计算和准确地称量炉料装入量;
②炉料的大小要按比例搭配,以达到好装、快化的目的;
③各类炉料应根据钢的质量要求和冶炼方法搭配使用;
④配料成分必须符合工艺要求;
⑤炉料装入量必须保证钢锭能注满,每炉钢要有规定的注余 钢水,防止短锭或余钢过多。
(2)配料要求。配料根据冶炼方法不同,可以分为氧化法配 料、返回吹氧法配料和不氧化法配料。电弧炉炼钢的配料是炼钢的 一项很重要的准备工作,它直接影响到冶炼的速度和钢的质量以及 炉体寿命、金属收得率等。合理的配料,对炉前控制化学成分比较 有利。配料操作时必须注意以下几点。
①严格按冶炼钢种的要求或配料单配料。炉料中的含碳量必 须根据钢种的要求配加,含磷、硫量不得过高,废钢的磷、硫含量 各不得大于0.08%,以保证熔清钢水的化学成分与计算的偏差不 大。料的大小要按比例搭配,以达到好装、快化的目的。
②炉料要经过称量,做到重量准确,以保证出钢量准确。特 别是冶炼高合金钢时,合金成分较高,称量不准,会造成大量补加 合金,造成钢水量不稳定,对于模铸的生产造成冲击。炉料的好坏
123
第4章 、电弧炉炼钢冶炼工艺及操作
要按钢种质量要求和冶炼方法来搭配。如果使用不好的炉料,必须 充分估计其收得率;清除炉料中的泥沙等酸性物质,以免熔炼过程 中降低炉渣碱度,影响氧化期去磷效果以及侵蚀炉衬。
③炉料中的爆炸物、密闭状的管子或容器必须拣出或进行开 孔处理以后,方可加入炉内。否则,密闭容器内部的空气受热膨 胀,无处排出,内部压力逐渐增高,将会引起爆炸事故。
④普通电弧炉的搅拌能力较弱,加上升温速度较慢,吹氧的 压力小,机械化程度低,所以为了减少操作的压力和炉前工的劳动 强度,应该避免单重大于50Okg的大块废钢入炉。
⑤由于在较低冶炼温度下,硅、毓、钛、馅等元素与与氧的 亲和力均比碳与氧的亲和力大,熔化期这些元素比碳早氧化,这就 推迟和减缓了碳的氧化作用。因此,当炉料中这些元素含量高时, 相应地碳的氧化损失就小,就要适当减少配碳量。
⑥由于油脂为碳氢化合物,在高温下会分解成碳和氢。炉料 上沾有的油污,在冶炼过程中分解出许多氢,被钢水吸收,增加了 钢中的有害气体,会影响钢的质量。因此,沾有大量油污的炉料也 不能入炉。
⑦对采用不氧化法冶炼的炉料要求纯洁干燥。冶炼高合金钢 时,应该避免使用锈蚀严重的废钢;对于入炉的废钢,中间不允许 有成套的机器、设备及结构件。
实践证明,好的炼钢工配好料,炉前工的劳动量减少一半,而 且钢的质量也会明显提高。
4.2.2装料操作及装料方法
(1)装料操作。装料看起来似乎是一项简单的操作,实际上它 对炉料熔化、合金元素的烧损以及炉衬使用寿命等都有影响,因此 要给予足够的重视。
我国目前电炉加装固体料的方法大多采用顶装料,事先将炉料 按一定位置装在料罐里,然后用吊车吊起由炉顶部位一次加入,这 是一种最快的装料方法,一般只用3〜5min,并且料装炉后仍能保 持它在料罐中的布料位置,因而被普遍采用。装料过程及操作模拟 图见图4-1 (a)及图4-1 (b) 0
目前世界上热装铁水的方式主要有以下三种方案。
124
4.2冶炼前的准备工作
(a)料斗装料过程模拟操作 (b)现场操作
图4-1装料操作
①从炉顶兑加铁水的方式。这种方式主要应用于炉盖旋开式 加料的电炉,在电弧炉加入废钢后,用行车吊起铁水罐,直接从炉 顶兑入铁水。这种方法简单易行,其特点是不需要增加多余的附属 设备,可操作性强,兑加铁水的时机与兑加速度灵活多变,可实现 铁水的快速热兑。
②用专用铁水流槽车从电炉炉门(也称渣门)兑入铁水的方 式。这种方式热兑铁水时受影响的因素较多,其中受渣门积渣或废 钢的堆积影响最多,流槽难以插入炉内进行铁水热兑,严重影响了 铁水的热兑,限制了生产能力,而且流槽车的维护是否正常也影响 着热兑铁水的进行。此外,在铁水流槽车上兑加铁水时产生的烟尘 也难以被炉顶除尘系统捕集,污染较大,所以此方案在生产中的实 用意义不大。
③从炉壁的特定位置用专用装置兑入。这种方式主要应用于 竖式电炉和连续加料的Consteel电炉,这种兑加铁水的方式特别 适合于超声速氧枪和超声速集束氧枪的吹炼。
(2)布料顺序操作。炉料在炉内必须装得足够紧密,保证一次 把料装完;炉料在炉内必须合理分布,以得到良好的熔化条件。
为了使炉内炉料密实,装料时必须把大、中 、 小料合理搭配。 一般小料占15%〜20%,中料占40%〜50%,大料占40%。
根据实际操作经验,炉料在料罐内(即炉内)的合理顺序如下。
①底部装小料,用量为小料总量的一半,然后在料罐的下部
125
第4章 电弧炉炼钢冶炼工艺及操作
中心区装人全部大料、低碳废钢或难熔炉料,在大料之间填充小 料,中型料装在大料的上面及四周。
②在料的最上面(电极下面)放入剩余的小料(轻废钢),以 便通电后电极能很快穿井埋入料中,减轻电弧光对炉盖的辐射。汤 道及装车屑的草袋子等不易导电的炉料,不准放在电极下面,防止
开始通电时不起弧。
③凡在配料中使用的电极块,应砸成50〜IoOmm左右块度, 装在炉料的下层,防止在料熔清时没有化完而造成钢液碳量波动, 给氧化期操作带来困难。如果配入生铁,应装在大料上面或电极下 面,以便利用它的渗碳作用,降低大料的熔点,加速熔化。
④熔点高的铁合金(如鸽铁、铝铁)应放在高温区,但不能 装在电极下面,馅铁、舖铁、保等应避免放在电弧作用区,装在靠 近炉坡及四周,以防止大量的挥发损失。
⑤炉料在罐中应放置平整、致密、无大空隙,装炉后在炉内 的分布最好呈半球形。
总之布料应做到:下致密、上疏松;中间高,四周低、炉门口
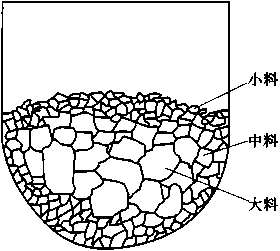
图4-2料斗布料示意图
无大料;使得穿井快,不搭桥。 料罐布料情况如图4-2所示。
(3)进料注意事项。为了缓 和炉底的强烈冲击,防止料罐拉 坏炉坡、炉底,以及避免料罐黏 附钢水,进料前炉底应先铺占料 重1∙5%左右的石灰。铺加石灰 还可以提前造好熔化渣。有利于 早期去磷,减少钢液的吸气和加 速升温。进料罐不能碰撞炉墙并 保证进料后炉子能顺利地开进
去。料罐下部与石灰面相距约200〜300mm, 一般炉料应进去靠2
号高温区偏向炉门一些,以便于吹氧和拉料。
此外,不允许使用有裂缝或销子已坏的料罐,以免它们掉下 来;料罐中所装的炉料不能高出边缘;人不应站在装有炉料的料罐 移动区域内。
126
4.2冶炼前的准备工作
(4)料篮配料操作。在废钢料场向料篮配加废钢时,进行配料 操作前从主控室计算机面面上调出由调度站传来的当班生产调度信 息或直接与值班调度联系,确定本班的配料要求(即每炉铁水、生 铁块及废钢的加入比例)。料篮中渣料的配加需要注意以下几点。
①料篮中物料的加入顺序是石灰f白云石f焦炭f废钢(含 生铁块)。
②石灰加入量的确定。对于普通建筑钢、全废钢两料篮料操 作时,按大约2. 5%〜3. 5%的金属加入量来配加石灰;对于质量 要求比较高的钢种,电弧炉冶炼石灰加入量按普通钢种的Ll〜 1∙2倍计算。采用加生铁块、兑铁水需要一料篮料操作时,基本石 灰加入量仍然按上述比例计算,但是每增加It铁水或生铁块需额 外增加20~25kg的石灰加入量。
③白云石的加入量按石灰加入量的20%〜25%计算。
④考虑到直流电弧炉对炉料导电性的特殊要求,如果冶炼采 用全废钢两次或三次加料操作时,渣料(石灰、焦炭及白云石)均 不应在第一料篮加入,应视具体情况在第二料篮或第三料篮内一次 加入炉内。交流电弧炉可以将渣料分为两批加入,第二批的渣料应 该比第一批要多200〜500kg。
⑤电弧炉焦炭的配加量应根据钢种而定,一般情况下,炉料 中配碳量高于钢种上限碳含量0.3%〜1.2%。对于不同钢种所需 的熔清后的脱碳量,原则上非合金钢为大于0∙l%,合金钢为大于 0.3%。采用全废钢两次加料操作时,所有焦炭在第二料篮全部加 入炉内。
⑥电弧炉有一定的脱磷能力,但磷过高会造成电耗增加和冶 炼时间延长。因此,配料时应注意使炉料中磷含量小于0∙10%。 如果冶炼钢种对磷含量有特殊要求,则要按要求进行配料,配加低 磷或者高磷废钢。
⑦装入量要求。装入量的控制应以出钢量及留钢量稳定、适 当为前提。原则上应确保出钢量稳定在电弧炉的公称容量±2t左 右,同时应确保炉内留钢量在IOt左右。应根据前一炉留钢量确定 适当的装入量。
⑧新炉衬前2炉使用全废钢配料操作。
127
第4章 电弧炉炼钢冶炼工艺及操作
⑨在使用全废钢两次加料操作时,原则上第一料篮应加入总 加入量的65%〜75%,其余的在第二料篮加入。
⑩正常冶炼按电弧炉公称容量的出钢量进行配料操作,钢铁 料收得率按90%〜95%计算。
⑪如果需要补炉底或其他情况需将钢水出尽时,应从出倒空 炉子前两炉开始逐步减少废钢加入量。倒空炉的配料按公称出钢量 进行配加,以满足正常出钢的要求,同时不配加白云石,以降低炉 渣的勃氏黏度便于将炉渣倒干净。具体的废钢配加量视炉内的实际 留钢量而定。
⑫废钢配料顺序。料篮中各类废钢的加入顺序是:轻薄废钢 (钢板、轻统型废钢)f中型废钢(打包料、统料型废钢或生铁 块)f重型废钢f轻薄料(或轻统型废钢)。但应注意不要将大 (重)型废钢装在料篮中部靠近炉门的一侧,以免影响炉门碳氧枪 的使用。对于采用炉壁碳氧枪以及超声速集束氧枪吹炼的电弧炉配 料,大块和难熔度钢应该避免加在氧枪的吹炼正前方。
⑬各种类型废钢加入量的控制。轻薄废钢按料篮总加入量的 30%〜50%进行配加,料篮底部和料篮顶部各加一半;中型废钢按 料篮总加入量的30%〜40%进行配加,但打包料的加入量不得超 过10%;重型废钢应控制在加入量的20%以内。由于重型废钢对 炉底冲击大,不利于提高底电极寿命,因而单重大于500kg、小于 IOOOkg的重型废钢每炉配加不得超过1块,且只能在第一料篮内 加入。此外,如果炉子是冷炉子或新炉子时,严禁使用任何类型的 重型废钢。
⑭考虑到电弧炉供氧方式,供氧能力和电弧炉的脱碳能力, 因而电弧炉生铁的配加量应控制在一定的范围以内,不同钢种对生 铁配加量的要求,按照分钢种工艺指导卡进行配加。
⑮考虑到不同钢种对残余元素的不同要求,配料必须满足冶 炼钢种对各种元素(尤其是残余元素)的要求。如果冶炼钢种对某 种不易氧化元素有特殊的要求,可在配料时加入含有该元素的合金 废钢。
⑯料篮中料位不得过高,以保证加料及冶炼过程的顺利进行。
⑰入炉废钢、生铁必须符合技术要求,配料过程应认真负责,
128
4.2冶炼前的准备工作
杜绝不合格炉料入炉。
⑱配料时应注意,不得将非导电的物料加在料篮中上部,以 免影响炉子送电起弧。
⑲废钢配料必须根据由主控室传来的配料单进行,每一料篮 的配料单必须经当班炼钢工或炼钢助手确认后方可通过合金计算机 下传至废钢配料操作室,或者通知废钢配料间。
⑳料篮装料结束后,应将对应料篮的全部信息通过配料计算 机或者电话传送至炉前主控室。
(5)现代电弧炉冶炼加料操作的主要注意事项如下。
①装料前首先要核对料篮号,确认料篮号与所炼钢种及炉号 一致。
②加料前必须将炉门完全关闭,防止加料时钢渣从炉门喷出。
③加料前应将炉子摇至士0。位置并锁定,除尘滑动烟道降至 最低位,炉盖及电极升起并完全旋出,使炉膛完全打开。
④加料前提前用行车将料篮吊至电弧炉炉前上方,待炉盖旋 出后迅速将料篮对准炉子,将料篮降至其底部距炉子上沿约50mm 处,用行车副钩将料篮打开向炉内加入废钢。加料时间控制在 2min以内。
⑤当入炉炉料高于炉壳上沿而影响炉盖旋转和炉盖下降时, 应用料篮进行压料处理,然后将炉盖旋回。压料时必须有人指挥, 防止碰坏设备,严禁用炉盖挤压炉料。
⑥装料以后,炉沿上散落的废钢要清除干净,避免炉盖下落 不平损坏提升机构、折断电极和损坏炉盖及水冷盘进出水管,并防 止废钢与炉盖之间起弧,造成炉盖损坏。
⑦当料篮退出到炉子外面且炉沿上清理干净后,应立即将炉 盖旋回并盖上,以减少热量损失。
⑧电弧炉加料时,除了行车工(行车遥控操作时)和电弧炉 行车指挥人员以外,严禁任何人员在炉的区域逗留,同时打开警铃 和警灯以示警告。
⑨电弧炉加料时,必须将电弧炉主控室窗户前的卷帘门放下, 以免发生意外事故。加料完全结束后方可将卷帘门升起来。
⑩电弧炉加料时,若行车处于遥控操作,严禁行车工站在正
129
第4章电弧炉炼钢冶炼工艺及操作
对炉门的平台位置上,以免发生意外。行车工应站在炉前出渣操作 台一侧。
(6)原料原因引起电弧炉炉门下钢水的应对措施。电弧炉炉门 下钢水的事故是普遍现象,这不仅影响了冶炼的进程,也增加了铁 耗,更为严重的是给铲渣作业的安全生产增加了隐患,主要原因 如下。
①脱碳反应进行的时候,钢液运动是自下而上的湍流运动, 即像涌泉状的运动,在脱碳反应正常进行的时候,如果炉渣的碱度 合适(在2.0以上),即使脱碳速度很快,也很少出现炉门翻钢水 的事故。实践证明,个别炉次超装条件下,炉门翻钢水的现象存 在,但是不严重。炉渣碱度不足,炉门翻钢水的情况就会恶化。
②炉渣碱度不足,炉渣覆盖钢液的能力下降,脱碳反应就会 容易受到抑制。在脱碳反应没有进行,但是熔池已经熔清,吹氧压 力过大,熔池内部的钢液运动呈现为"无序运动"状态,容易出现 炉门翻钢水现象。
③炉渣没有熔化条件下的大功率送电、吹氧,也是炉门翻钢 水的原因之一。
④炉门自耗式氧枪吹炼条件下,炉渣在脱碳反应剧烈期间, 炉渣的返干,造成无炉渣覆盖钢液,也是炉门翻钢水的原因之一。 超声速集束氧枪脱碳反应的剧烈期,不合理的喷吹炭粉也会造成这 种现象发生。
⑤电弧炉原料中间配加的废钢铁原料中间,硅、毓、磷等抑 制脱碳反应的元素含量较高,供电曲线控制得不好,和供氧曲线的 脱节较大,熔池熔清了,吹氧量却没有达到应有的量,熔池内部钢 液的硅錶磷还没有氧化掉,就急于脱碳,增加供氧强度,熔池内部 的钢液出现"无序运动"状态,极易发生炉门翻钢水现象。
这些在冶炼的实践中间已经被证明,是电弧炉炉门翻钢水的主 要原因。电弧炉的优点之一就是对于原料的适应性较强,能够将 "垃圾”冶炼成为钢,所以合理地调整各类入炉的原料,是炼钢的 关键技术之一。
克服原料原因带来的炉门翻钢水的主要方法如下。
①合理搭配入炉原料的硅、毓、磷、硫、碳的含量,特别是
130
4.2冶炼前的准备工作
硅和磷、溢的含量平衡搭配,入炉渣料的碱度要求保证在2.0 以上。
②含土量较大的废钢入炉以后,一定要求保证炉渣的二元碱 度在2. 2以上。
③供电曲线和供氧曲线要求搭配好。供氧系统出现问题以后, 就不要只送电不吹氧,这样只会是适得其反。氧枪出现故障以后, 供氧强度达不到工艺要求,就停止送电冶炼,这是最经济的,也是 最明智的方法。
④脱碳反应剧烈期间,合理地控制喷吹炭粉的数量很关键, 可以有效防止炉渣返干造成炉门翻钢水的事故。
⑤合理地根据炉役情况、炉膛尺寸确定装入量,减少超装引 起的脱碳反应期间炉门翻钢水的事故。
⑥吹氧的操作要求和熔池的炉渣熔化情况紧密结合,炉渣没 有熔化完全,供氧应该以小流量化渣为主,炉渣不好,吹氧效果就 不好。这时送电功率也要调整,或者暂时停止送电。
⑦保证渣料加入量的基础上留渣冶炼,会有效缓解炉门翻钢 水的现象。
4. 2.3烘炉的操作
新炉体通常要烘炉,使炉体烧结和去除水分。碱性电弧炉衬 由镁砂、白云石、沥青、焦油等材料组成,在高温下沥青、焦油 中的挥发物去除后,剩下固体炭成为炉衬耐火材料的骨架,它有 很高的抗高温性能,与镁砂、白云石结成一体使炉衬具有足够的 强度和耐火度,同时由于水分的去除,使冶炼时的质量得到 保证。
烘炉前先在炉底铺一层碎电极块或焦炭,数量由炉容量的大小 来决定,公称容量10〜20t的电炉一般放200〜400kg。烘炉用的 废电极在焦炭上面成"丁字形”或"三角形”准确平稳地放在三相 电极机下面,如图4-3所示。废电极的长度要恰当,两端不能直接 搁在炉坡上,以免烘炉期间烧坏炉坡。废电极的直径不能过细,以 免烘炉中途被熔断。如没有足够的废电极块,也可用大块焦炭 代替。
为了使出钢槽也能良好烘烤,在烘烤期间不要堵塞出钢口,并
131
第4章 电孤炉炼钢冶炼工艺及操作
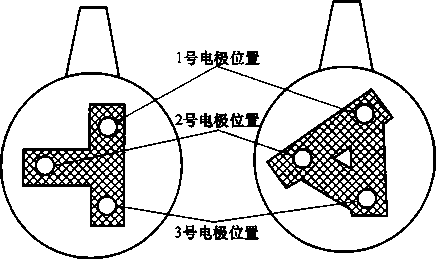
图4-3烘炉电极的安放形式
在槽内用木柴等物烘烤。烘烤的供电制度随炉衬材料不同而不一 样,沥青炉烘炉时必须用高压电、大电流快速升温,迅速度过 200C以下沥青、焦油软化温度区。如缓慢升温,会使沥青-焦油-镁砂炉衬长时间处于软化状态,易发生塌炉墙事故。
卤水炉(无碳炉衬)烘炉必须用低电压、小电流缓慢升温。如 快速升温,会使卤水剧烈汽化而引起炉底开裂和炉墙崩裂。
在烘炉过程中需安排间隔时间停电,检查烘炉电极位置、炉衬 烧结情况、设备情况、水冷系统情况,同时也有利于炉底和炉墙温 度的均透和出气。
烘炉电力曲线举例如图4-4和图4-5所示。
0v
2

14000〜150OoA
132

停电检查

10
208V 8000〜IooOOA ______4 8000〜1OOOOA
60
停电检查

10 60
时间/min
10
图4・4沥青炉烘炉曲线

90
144V
5OO0-8000A
14000—15000A
8000〜IOooOA 8∞0-10000A \ ∖ 144V 、
停电检查
4.2冶炼前的准备工作
4000-8000A
144V
∖ 208V
\
停电检查
一 180 一,50 L 5 一 30 L 5 」30 丁
时间/min
图4-5卤水炉烘炉曲线
目前,许多电弧炉钢厂还采用了不烘炉而进行直接炼钢的 方法。根据电弧炉所冶炼品种的要求及采用水冷炉壁情况,对新修 砌的电弧炉可采用传统的烘炉炼钢方法和不烘炉直接炼钢方法。但 采用不烘炉直接炼钢方法,仍要根据新炉的特点采取相应的措施来 完成烘炉的任务。由于直流电弧炉有炉底电极,且大多采用水冷炉 壁,一般不专门进行烘炉,而采用不烘炉直接炼钢烘烤技术。其要 求与交流电弧炉类似,而其启弧操作与常规直流电弧炉相同。不烘 炉直接炼钢法就是在使用新沥青镁砂炉衬前不经预先烘烤新炉而直 接装料炼钢,利用冶炼时的高温达到烧结炉衬的目的的方法。由于 不进行预先的烘炉,可节电、节约焦炭、节省时间、提高钢产量、 现已被广泛采用。
不烘炉而进行直接炼钢,因砌炉时带入水分,它在高温下分解 成氢和氧并溶解在钢水中,易造成钢锭冒涨或皮下气泡,而且炉衬 材料在高温烧结时会发生体积膨胀。因此,为了同时达到烘炉的目 的又要使钢水符合质量要求,不烘炉直接炼钢法对砌炉、配料、装 料、供电熔化、氧化期和还原期操作的要求与常规的冶炼操作相比 均有所不同。以"慢、匀、快"为原则,即熔化期要慢,以利于炉 底烧结:氧化期适当增加脱碳量,分批加矿与吹氧结合进行氧化, 以使钢水中溶解的大量的气体充分逸出;还原期不宜过长,以减少 钢水进一步从大气吸气。
第一炉宜冶炼35〜60号钢,最好为35号钢。砌炉时,要采用干 镁砂和固体沥青粉作填料进行干砌。配料应选用清洁、干燥、中小块
133
第4章电弧炉炼钢冶炼工艺及操作
度的优质废钢,配碳量比常规高0∙2%以上,以保证氧化期脱碳量不小 于0.4%。装料前炉底宜适当多加石灰并铺平(直流电弧炉有炉底电 极,不允许在炉底加石灰,可在熔池形成后逐渐加入)。电极穿井到底 后,适当减小电流以避免炉底受热过于剧烈而翻炉底。熔化期吹氧助 熔不宜过早(炉料熔化80%〜90%后,甚至不吹氧)。炉料熔清后可停 留一段时间(20〜30min),以利于炉衬气体逸出,并且最好换渣。氧 化期要加强沸腾去气,一定要有良好的均匀沸腾,但又要避免大沸腾。 加矿宜少量多批(加矿量不少于料重的3%〜5%),吹氧时氧压不宜过 大,插入深度不宜过深。全部拉渣前,圆杯试样(插铝或加硅铁粉脱 氧)应收缩良好、不冒涨,否则应重新去气。还原期应尽量缩短,以 减少钢液吸气,最好采用返回渣法或快白渣法。出钢温度应控制在中 下限,要防止高温放钢,也要防止低温放钢。
第一炉不堵出钢口,且在氧化后期应经常通一通,以让火焰窜 出而烧结这部分的炉衬。出钢槽应在通电开始即用木柴或煤气烘烤。
其余操作与基本工艺相同。
4. 2.4补炉操作
电弧炉炉衬在炼钢过程中处高温状态下,不断地受到机械冲击 和化学侵蚀作用,每炉钢冶炼后炉衬总要受到不同程度的损坏,尤 其是在渣线的高温区更为严重。为了使炉衬保持一定的形状,保证 正常冶炼和延长炉衬的使用寿命,每次出钢后必须进行补炉。
(1)补炉材料。补炉材料采用和炉衬本身相同的材料,碱性电 弧炉的补炉材料一般用镁砂、白云石并掺加部分沥青。有的厂全部 使用白云石效果也不错。补炉材料的颗粒大小和用量多少,各厂根 据材料来源各有规定。表4T是某厂补炉材料的配比情况。
表4-1某厂补炉材料的配比情况
|
钢 种 |
配 比 「 |
_____用 量_____ |
|
一般钢种 |
3〜8mm镁砂70%, 3〜 8mm白云石30% ,掺加8%~ 10%沥青 |
每盹钢不超过20~40kg |
|
高级合金钢 |
l~3mm镁砂IO0%掺加 8%〜10%沥青 |
每吨钢不超过15kg |
|
不锈钢、工具钢、纯铁 |
1〜3mm镁砂100% |
每吨钢不超过15kg - |
|
损坏特别严重时可用卤水拌1〜3mm镁砂________ | ||
134
4.2冶炼前的准备工作
(2)补炉原则。补炉应遵循以下原则。
①快补。出钢完毕应立即进行补炉,并在事先做好准备工作。 补炉时,要相互密切配合,以缩短补炉时间,使渣线呈黏性软化状 态,有利于补炉材料的黏结。
②热补。利用出钢后炉体余热,迅速使补炉材料烧结好。但 须指出,有了快补才会有热补。
③薄补。薄补利于烧结,所以每次投入的补炉材料不能太多, 一般厚度在20〜30mm较好。一次投补太多,易使补炉材料滑到 炉底和炉坡上去。
三个原则,一个目的,都是为了使补炉材料烧结好。如果炉子 损坏严重,需分批补炉,每补一批后要放下电极进行炳炉烧结。
(3)补炉方法。在正常情况下,出钢后应迅速升高电极摇平炉 子,撬掉假门槛,对炉衬损坏部位进行补炉。一般先用铁锹补出钢 口两侧渣线、2号电极附近渣线以及其他渣线部位,同时用大铲补 好炉门口两侧及渣线部位。也有的厂根据炉门口易冷却而先用大铲 补炉门口两侧及高温区渣线,随后把炉子向出钢口方向倾斜10°〜 20ο,用铁锹扔补出钢口两侧渣线和高温区渣线。
实践观察,炉体最易损坏的部位是2号电极附近的渣线、出钢 口两侧、炉门口两侧,补炉时应重点修补,图4-6为补炉操作。

图4-6补炉操作
(4)特殊情况处理。特殊情况处理包括以下两点。
①炉底有坑。炉底有坑时钢液难于倒净,如不处理及修补, 会造成穿炉事故。其中如含有下炉钢种不需要的元素时,可能使下 炉成分脱格,所以必须认真对待。修补前必须倒净炉底残钢残渣,
135
第4章 电狐炉炼钢冶炼工艺及操作
否则炉底坑补不牢。如果钢渣未倒净,应迅速补好出钢口下方炉 坡,倾动炉子到出钢位置,使坑中残钢倒出并冻结在炉坡上,然后 摇平炉体。如坑内还有少量钢水倒不出,可在钢水上加些冷料(如 白云石),使钢水冻结在冷料上,再用铁耙将坑内冷料和残钢一同 扒净。如果炉底坑小,用沥青镁砂或卤水镁砂把坑补平。如果炉底 坑大,要先补几块沥青镁砂砖,再用卤水镁砂补平,如有条件能在 卤水镁砂中拌和一些二氧化钛(TiO2)效果更好。补好炉底后, 关闭炉门放下电极适当炳一些时间,使修补处烧结牢并去除气体。 装料时应注意不要冲击损坏修补之处,所以装料前在修补处要用废 旧钢板盖住,炉底适当多铺些石灰,装料时料罐应尽量靠近炉底。 下炉冶炼时,须防止剧烈沸腾。
②炉墙有洞或塌落。在炉体使用后期,炉墙往往塌落或出现 孔洞,如不及时修补,会使炉壳烧坏或受高温而变形。炉墙修补一 般是在装料后进行,用行车吊一块小钢板插入炉料和要补的炉墙之 间,在炉墙和钢板之间,先灌入石灰到塌洞的下沿,然后再灌入沥 青镁砂填补孔洞。也有将补炉材料用卤水、白泥或水玻璃等作黏结 剂(掺加少量二氧化钛粉),在出钢后向炉体损坏部分投补,然后 降下电极炳一段时间,使其烧结牢,并把卤水、水玻璃中的水分蒸 发掉,这称为湿补。炉墙经过湿补后的下一炉操作,应特别加强氧 化期的沸腾去气操作。
4.3熠化期的操作及特征判断
熔化期的任务是在保证炉体寿命前提下用最少的电耗快速地将 炉料熔化及升温,并造好熔化期的炉渣,以便稳定电弧,防止吸气 和提前去磷。
4.3.1炉料的熔化过程
装料后应仔细检查各项设备,设备正常即可通电熔化。通电后 电极同固体炉料启弧,使炉料熔化,而电极渐渐下降,直到电极同 炉底液体钢渣直接启弧为止。然后电极开始随液面的升高而缓慢上 升,直到炉料全部熔清。炉料的熔化过程大体上可以分为4个阶 段,如图4-7所示o
(1)启弧阶段。通电启弧时炉膛内充满炉料,电弧与炉顶距离
136
4.3燃化期的操作及特征判断
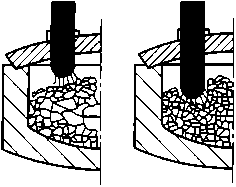
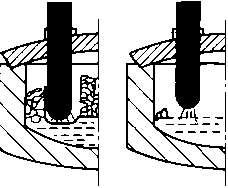
(a)启弧阶段 (b)穿井阶段
(C)电极上升阶段
(d)熔化末了阶段
图4-7炉料熔化过程示意图
很近。如果输出功率过大,电压过高(电弧较长),炉顶容易被破 坏,所以一般选用中级电压,输出变压器额定功率的2/3左右。启 弧阶段时间较短,约5〜Iomin,如果在炉料上部装有相当数量的 轻废钢,也可以一开始就使用最大功率送电,以加速炉料熔化。
刚通电时,电极下面金属料突然受到高温时,发生爆裂,金属炉 料在电弧的作用下发生振动。再加上开始通电时电弧不稳定而经常断 弧,这样会发生巨大的声响,造成很大的噪声。当通电10〜15min之 后,电弧就稳定了,同时因电弧已埋入料中,噪声就会逐渐减轻。
操作中有时会发生不导电,引不起电弧来,这是由于电极端部 沾有冷渣,或者电极接触的炉料是含泥砂较多、导电不良的废铸件 和汤道。解决的方法是升起电极,开出炉体,打掉电极上的冷渣, 移开不导电的型砂和砖块,也可以在电极下加入少量碎电极块或焦 炭块,以便启弧。
(2)穿井阶段。启弧以后,电极下电弧四周的炉料迅速熔化, 在自动功率调节器的作用下,电极始终要与炉料保持一定距离,所 以电极随着炉料的熔化而不断下降,在炉料中打出三个洞称为"穿 井”。这阶段电弧完全被包围起来,热量几乎全部被炉料所吸收, 不会烧坏炉衬,所以使用最大功率(也可以超载运行)。一般穿井 时间为20min左右,约占总熔化时间的l/4o
穿井阶段经常发生炉料倒塌,电流、电压都极不稳定。操纵台 上电流表指针激烈摆动。此时,由于电弧下钢液的蒸发(铁的沸点 2857C),并与氧氧化生成Fe2O3的微粒,成为红褐色的烟尘从电 极孔冒出。
137
第4章 电弧炉炼钢冶炼工艺及操作
(3)电极上升阶段。电极"穿井"到底后,炉底已形成炉池, 炉底石灰及部分元素氧化,使得在钢液面上形成一层炉渣。此时, 电弧在熔池面上平稳地燃烧,电弧声以嘈杂的"嘎嘎”声变成沉闷 的"嗡嗡",炉子上面的金属蒸气显著的减少,颜色由深红褐色变 成为淡褐色。四周的炉料继续受辐射热而熔化,钢液增加使液面升 高,电极逐渐上升,这阶段仍采用最大功率输送电能,所占时间为 总熔化时间的1/2左右。
(4)熔化末了阶段。炉料被熔化3/4以上后,电弧已不能被炉 料遮蔽,3个电极下的高温区已连成一片,只有在远离电弧的低温 区炉料尚未熔化。此时,如长时间地采用最大功率供电,电弧会强 烈损坏炉盖和炉墙。所以有氧气时进行吹氧助熔,无氧气时用钩子 将炉料拉入熔池,以加速熔化。
4. 3.2炉料熔化时物化反应
(1)元素的挥发与氧化。炉料熔化时会产生金属元素的挥发和 氧化,对不氧化或基本不氧化元素主要是挥发损失,对易氧化元素 主要是氧化损失。
元素的挥发是由于温度超过其沸点而造成的,电弧炉冶炼时, 电弧柱温度高达4000〜6000七,远远超过金属元素的沸点,就是 最难熔元素鸨的沸点也低于6000。C (表4-2)。因此,在电极下端 任何金属元素都会进行挥发,并且随所氧化而逸出。
表4-2元素的沸点(0. IMPa)
|
元素名称 |
Al |
MrL |
Cr |
Si |
Ni |
Fe |
Mo |
W |
|
沸点/C |
2447 |
2051 |
2665 |
2787 |
2839 |
2857 |
4847 |
5527 |
元素除了这种直接挥发外,还可能先形成氧化物,然后氧化物在 高温下挥发出去。如铝、鸽等元素主要是通过这种间接挥发而损失。
因为铁在炉料中所占比重最大,沸点又较低,所以挥发量最 多。从炉门口或电极孔出来的红褐色烟雾就是这些挥发的氧化物, 其中主要是小颗粒的Fez。3。熔化时金属挥发总损失约2%〜3%。
为了减少金属元素的挥发损失,必须提前造好熔化渣,减少钢 液直接与电弧直接接触的机会,其次是装炉料装入的合金应该避免 放在电极下面。
138
4.3熔化期的操作及特征判断
熔化期元素的氧化是不可避免的,因为炉内存在着氧(炉料表 面的铁锈、炉气及吹氧助熔而引入的氧气都是炉内氧的来源)。元 素的氧化损失量与元素和氧的亲和力有关,通常铝、钛、硅等易氧 化元素几乎全部被氧化。
铁的氧化损失通常为2%〜6%,废钢表面质量越差,熔化时 间越长,吹氧时间越长,氧压越大,铁的氧化损失也就越大。碳的 氧化损失与炉料的配碳量小于0∙ 30%时碳的氧化损失不大,为电 极的增碳量所补偿。配碳量大于0∙ 30%时,碳的氧化损失多一些。 碳的氧化损失随着炉料中硅的增加而减少。这是因为在1530七以 下时,硅同氧的亲和力大于碳和氧的亲和力,所以首先氧化硅元 素。熔化期采用吹氧助熔时,碳的氧化损失将增加,而且吹氧助熔 的氧压越大,吹氧时间越长,碳的损失越多。一般熔化期碳的氧化 损失约为10%〜30%。但当熔化期发生塌料时,钢液中的碳会被 激烈氧化。只是因为塌料中碳氧失去平衡,促使碳氧反应急剧发 生,而且废钢铁表面的锈斑为产生CO气泡提供良好的条件。加上 塌料产生碳氧沸腾增大了钢渣的接触面使渣中大量的氧化铁得以和 碳起作用,又促进了碳氧反应,造成塌料大沸腾。塌料大沸腾时, 碳的氧化损失极大,使氧化期操作被动。
错的氧化损失一般为50%〜60%,而硫变化不明显。炉料中 磷的氧化与熔化期造渣有关,一般其氧化损失大于20%。
(2)钢液的吸气。熔化期钢液要吸收气体,因为气体在钢中的 溶解度随着稳定的升高而增加。在高温电弧作用下,炉气中的水气 和氮气被分解成为氢原子和氮原子,直接或通过渣层溶解于钢液 中。为了减少钢液的吸气量,应该尽早造好熔化渣。另外,熔化期 的合理吹氧助熔也有利于降低钢中气体。有资料认为中碳钢熔清后 的氮含量没有吹氧助熔时约为0∙0113%,而吹氧助熔后则减少 到 0. 00788%。
4. 3.3缩短熔化期的途径
熔化期的主要问题是时间长、耗电多。为了加速炉料熔化,须 尽量减少热损失,使炉料最大限度地吸收热量。除了合理供电外, 生产中还常采用以下一些办法。
(1)快速补炉和合理装料的操作。出钢后高温炉体散热很快,
139
第4章 电弧炉燥钢冶炼工芒及操作
特别是顶装料要打开炉盖,炉衬壁的温度会迅速下降,只盖3〜 5min就可由1500°C左右(亮红色)急剧降至800℃以下(暗红 色)。这部分散失掉的热量,要在熔化期用电弧热来补偿,从而使 电耗增加,延长熔化时间。为了减少种热损失,出钢后炉前操作要 分秒必争,补炉时应尽量减少炉盖开启和升高电极的时间,保持炉 内高温和利用电极余热迅速补炉;顶装料时应先吊起料罐,做好所 有准备工作才打开炉盖,快速将炉料加入炉内,尽可能减少热停 工。这些对保持炉内高温利用余热、低电耗是很有实际意义的。
废钢铁料在炉内的合理布置,对实现有效利用电弧热能有重要 的关系。电弧炉内加热的特点是中心区温度高,近炉衬区是低温 区,尤其正对两个电极之间的炉衬处的炉料更难熔化。因此在靠炉 壁的四周及最上部,以确保熔化过程中电弧能够最大限度地、最大 时间地埋进料堆里,最有效地利用电弧放出的热能,并在大功率供 电时使炉盖、炉壁不受电弧的强烈辐射。因此,合理布料、装料是 保证炉料快速熔化的重要条件。
(2)吹氧助熔的工艺操作。吹氧助熔的作用在于,一是吹入氧 与钢中元素氧化时放出大量热量,加热并熔化炉料;二是切割大块 炉料,使其掉入熔池增加炉料的受热面积,当炉料出现"搭桥” 时,利用氧气切割,处理极为方便;三是为炉内增加了一个活动的 点热源,在一定程度上弥补了 3个固定电弧炉热源加热不均匀的缺 点。实践证明,吹氧助熔可以缩短熔化时间20〜30min,每吨钢的 电耗降低80-100kW ∙ h,所以我国各电炉钢厂都普遍采用吹氧助 熔工艺。吹氧助熔工艺模拟操作如图4-8所示。
吹氧助熔应注意两个问题:一是吹氧助熔的时间,只有当炉料 达到一定温度和具备了产生剧烈氧化反应的条件时,才能开始吹氧 助熔。通常是炉内已经形成熔池和固体炉料发红时进行。二是氧气 压力,实际经验得知合适的助熔氧压为0.4〜0.6MPa。如果过早 吹氧或氧压过大,并不能进一步缩短熔化时间,相反会增加氧气消 耗以及炉料和合金元素的熔损。吹氧过迟或氧压过小,就等于没有 充分利用氧气的助熔作用。
(3)燃料-氧气助熔。除了电能外,向炉内引入第二热源,来 加速炉料熔化,缩短熔化期,越来越受到人们的重视,并取得了一
140
4.3熔化期的操作及特征判断
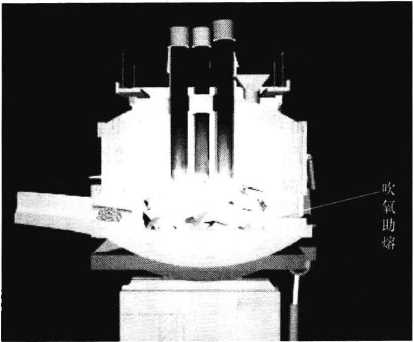
图4-8吹氧助熔工艺模拟操作示意图
定的效果。常用的燃料有煤气和油,即煤氧助熔和油氧助熔。虽然 增加了燃料、氧气和冷却水的费用,但电耗的降低和产量的增加, 使每吨钢的成本还是下降,对提高技术经济指标取得良好的效果。
(4)炉料预热。炉料预热主要是提高入炉炉料的温度,从而使 所需要的能量减少,其效果如表4-3所示。
表4-3炉料预热的效果
|
装入炉料温度/C |
20 |
500 |
600 |
800 |
900 |
|
熔化每吨钢所需的能量/(kJ/t) |
1555 |
1166 |
995 |
911 |
832 |
|
节约能量/% |
25 |
36 |
41.4 |
46. 5 |
由表4-3所列数据可看出,炉料预热温度在500℃时,可节省 能量1/4,而温度在600〜70Ot时可节省能量1/3。这意味着,变 压器输入功率不变,熔化期将按相应比例缩短。
通电前的废钢预热,通常是在炉外进行的,普通的办法是在料 罐中预热,燃料可以采用重油、天然气、煤气或煤氧混合气体。如 果能把炼钢炉高温废气的余热作为炉料预热的热源就更为经济。为 使炉料预热取得较好的效果,可以在料罐上加一个特殊的罩子,装 上烧嘴及排气孔,这样可缩短炉料预热的时间。
141
第4章. 电弧炉炼钢冶炼工艺及操作
此外,预热的炉料通电时可以增加电弧的稳定性和提前吹氧助 熔。这些也都能促使熔化期的缩短。
某些厂采用从炉门吹入天然气或煤气加热炉料。国外也有在电 弧炉炉墙上的3个点处安装烧嘴,其配置如图4-9所示。在通电融 化的同时,采用燃料加热炉料,使50t电炉的熔化时间缩短到 45min。这样虽然增加了燃料、氧气和冷却水的费用,但由于产量 增加和电耗降低,每吨钢的成本还是下降,对提高技术经济指标取 得了良好的效果。
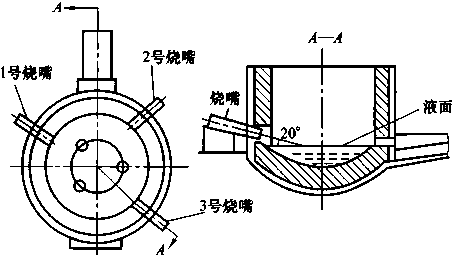
图4-9辅助喷嘴的配置示意图
无论用哪种方式,炉料预热的设备投资费用都不大,而技术经 济指标却有显著改善。
(5)热装双联。热装铁水或钢水,可以部分热装,也可以全部 热装。铁水或钢水由化铁炉、转炉等熔炼设备供给。某厂用25% 的铁水热装时,电弧炉的生产率提高15%,电耗降低20%,电极 消耗降低15%。但是,采用热装法必须要具有相应的设备条件。
(6)注余钢水和炉渣倒回炉的工艺。每炉钢浇铸完毕后都有注 余钢水和炉渣,在有条件的车间里,将多余的钢渣倒入已装好炉料 的炉内,继续通电冶炼。这样充分利用了注余钢水和炉渣的热量, 并可提前进行吹氧助熔,从而缩短熔化期和降低电耗。
钢渣倒回炉注意事项如下。
①倒回炉的余钢中不能含有下炉钢所不允许的元素成分。
②不能将炉渣倒在3根电极下端位置,以防发生不导电。
142
4.3熔化期的操作及特征判断
③倒回炉时要注意安全,防止钢渣飞溅.
④钢渣倒回炉后,会使下一炉钢水量埴加,从而影响钢的成 分控制。因此,必须准确估计钢水量,特别是在连续2〜3炉倒回 炉后,应适当减少进料量。
4. 3.4熔化期造渣及去磷操作
熔化期的主要任务是熔化炉料,但是在熔化期及早造好炉渣, 也是熔化期的重要操作内容。
(1)熔化期提前造渣的作用。熔化期提前造渣的作用如下。
①能稳定电弧;
②能覆盖钢液,防止热量损失,保持温度;
③防止钢液吸收气体,聚集吸收废钢铁料表面带入的杂质;
④减少元素的挥发,有利于脱除钢中的磷、硅、錶等元素, 为氧化期创造条件。
(2)熔化期炉渣控制及去磷操作。仅从满足覆盖钢液及稳定电 弧的要求,只需1%〜1∙5%的渣量就已足够。渣量过多,会使熔 化期有用能量消耗增加。但从脱磷的要求考虑,熔化渣必须具有一 定的氧化性、碱度和渣量。
长期以来,电炉熔化期的主要任务仅在于使固体炉料熔化,尽 管也强调装料前要加垫底石灰提前造渣,但并未把熔化期的去磷作 为必要的任务,而仅看作是一种额外的收获。目前很多工厂已普遍 把氧化期的脱磷任务提前到熔化期来完成,使炉料熔清时钢中磷含 量进入规格(W0∙035%),这样氧化期就可以吹氧升温脱碳,而无 需再去脱磷。
熔化期脱磷并不困难,从脱磷反应的義力学条件可知,在较低 的温度条件下,造具有一定碱度的、流动性良好的氧化性炉渣,可 以有效地脱磷。熔化期钢水温度较低(约1500〜154Oe)所以能 否提前脱磷的关键在于造好熔化渣。熔化后期从炉顶加料孔加渣料 如图4-10所示。然后进行吹氧化渣,待渣料熔清后进行测温,如 图4-11 (a)所示。
熔化期脱磷造渣与一般提前造渣的区别在于,在熔化中、后期 要不断补充渣料,使总渣量达到4%〜5%。由于吹氧助熔时氧和 碳并未激烈氧化,此时渣中FeO含量可高达20%以上,所以只要
143
第4章
电孤炉炼钢冶炼工艺及操作
图4-10熔化后期加渣料
(a)熔清后测温
(b)流渣操作
图4-11熔化期造渣
造碱度为1.8〜2.0的炉渣,并加入适量的氧化铁皮或碎矿石,就 可以使原料中的磷去除50%〜70%。在炉料熔清后扒去大部分炉 渣(或熔化后期自动流出),见图4-11 (b),造新渣进入氧化期。 这种操作可以大大缩短氧化期的冶炼时间,目前国外冶炼碳钢及低
144
4.4纭化期的操作及特征判断
合金钢时,已毫无例外地采用这种方法。
熔化期炉渣成分依钢种及操作条件有些差别,如表4-4所示。
表4-4熔化期炉渣成分 单位:%
|
成分 |
CaO |
SiO2 |
MnO |
FeO |
MgO |
P2O5 |
|
含量 |
3O~45 |
15 〜25 |
6〜10 |
15 〜25 |
6〜10 |
0.4—1.0 |
炉料含磷量高或冶炼高碳钢时,熔化后期可采取扒渣或自动流 渣70%〜80%,一另造新渣,利用换渣机会去磷,以减轻氧化期脱 磷任务。熔化期渣量由以下几部分组成:装料前加入的垫底石灰, 补加的石灰、氧化铁皮或碎矿石,以及钢液中元素被氧化生成的氧 化物(Fe0、Mn0、SiO2 等)。
4.4氧化期的操作及特征判断
电弧炉炼钢工艺除不氧化法冶炼外,熔化期结束后就应转入氧 化期的操作。通常,氧化期是指炉料熔清取样分析后到扒完氧化渣 这一工艺阶段,也有认为氧化期是从吹氧或加矿脱碳开始的,氧化 期的操作过程如图4-12所示。
为什么需要氧化期呢?这是由炼钢所使用的原材料决定的。炉 料中磷、硫含量一般都高于电炉钢的规格要求,熔化期虽也去除部 分的磷,甚至达到规格范围之内,但氧化期仍须继续去磷,力图使 钢中磷含量降到0∙015%以下;炉料熔清后钢液中的气体及杂质含 量较高,一般氢约为0.00045%〜0.0007%,氮约为0.006%〜 0.012%,夹杂物总量高达0.03%左右,对钢质量极为不利;同时 熔清时熔池的平均温度比出钢时需要的温度低得多,而且熔池内部 温度极不均匀,热对流差,热阻大,升温困难。
综上所述,电弧炉炼钢氧化期的主要任务如下。
(1)继续氧化钢液中的磷。一般钢种要求氧化期结束时钢中磷 含量不高于0. 015%~0. 010%,炼高毓钢时由于毓铁中磷高应控 制得更低些。
(2)去除气体及夹杂物。氧化期结束时钢中氮含量降到 0.004%〜0.01%,钢中氢含量降到0.00035%左右,夹杂总量不
145
第4章 电孰炉炸钢冶炸工艺及操作
(e)测温取样
(f)出渣
图4-12氧化期的操作过程
高于0.01%。
(3)使钢液均匀加热升温。氧化末期达到高于出钢温度 10 〜20℃。
146
4.4纭化期的操作及特征判断
4.4.1控制脱磷操作
4. 4. 1.1 氧化方法
为了完成上述任务,配料时就必须把碳量配得高出所炼钢种碳 规格上限的一定量,使熔清时钢中碳含量超出规格下限0∙3%,以 供氧化期氧化碳的操作所用。同时还必须向熔池输送氧,制造高氧 化性的炉渣,以氧化碳、磷等元素。电弧炉广泛使用的氧化剂是铁 矿石和氧气。根据输入熔池氧的来源,电炉分3种氧化方法:矿石 氧化、吹氧氧化和综合氧化。
(1)矿石氧化法。矿石氧化法是一种间接氧化法。它是利用铁 矿石中含有80%〜90%的高价氧化铁(Fe2O3或Fe3O4),.加入到 熔池中后,转变成低价氧化铁,其反应如下。
(Fe2O3) + [ Fe]^3(FeO)
(Fe3O4) + [ Fe]-4(FeO)
或(Fe3O4)==(Fe2O3) + (FeO) (4-1)
低价氧化铁(Feo) 一部分留在渣中,大部分用于钢液中碳和 磷的氧化。
(2)吹氧氧化法。吹氧氧化法是一种直接氧化法,即直接向钢 液熔池吹入氧气,氧化钢中碳、磷等元素。
(3)综合氧化法。综合氧化法就是既向钢液熔池中加入铁矿 石,又向熔池吹入氧气。这是目前生产中常用的一种方法。
4. 4.1.2 氧化去磷的原理及操作
在炼钢基础理论中已对脱磷反应作了较详细的描述,现在概述 如下。
磷对氧的亲和力比铁大,通过炉渣传入的氧化亚铁(FeO)与 磷发生氧化反应并放出大量的热,其反应式为
2[P] + 5(FeO)—(P2O5)+5[Fe] ∆H=-260. OkJ (4-2)
生成物P2O5密度小,又几乎不溶于钢液,但溶于炉渣,一旦 生成即转入渣相。因为渣中含有较高的FeO,所以P2O5就和FeO 结合成磷酸铁盐存在于渣中,即
(P2O5) + 3(FeO)-(3FeO ∙ P2O5) ∆H=-127. 9kJ (4-3)
但是P2O5和3FeO ∙ P2O5都是不稳定的氧化物,在炼钢时, 温度稍微升高就会分解,使磷回到钢液中去。因此,在炼钢温度
147
第4章电弧炉炼钢冶燥工艺及操作
下,以Feo为主的炉渣脱磷能力很低。
为了使脱磷彻底,使已被氧化的磷不大量返回钢液,就需要向 炉渣中加入强碱性氧化物Cao (石灰),使五氧化二磷和氧化钙生 成稳定的磷酸钙,从而提高炉渣氧化脱磷能力。其反应式为 (P2O5)+4(CaO)^(4CaO ∙ P2O5) ∆H=-689. 7kJ (4-4) 所以脱磷的整个反应如下
2EP]+5(FeO)+4(CaO)^(4CaO ∙ P2O5)+5[Fe] △"=—949. 7kJ (4-5) 上述脱磷反应方程式的反应越是向右进行,意味着脱磷越彻 底。使反应向右进行的条件如下。
①增加反应物的浓度。也就是加入石灰和矿石,来增加炉渣 中Feo及Cao的浓度。
②减少生成物的浓度。也就是增大渣量,并尽快地把磷酸钙 排出炉外,进行流渣或扒渣操作。
③控制较低的反应温度。脱磷反应是一个放热反应,根据热 力学观点,低温有利于放热反应进行,在熔炼初期,温度不太高, 有利于磷的氧化。
④设法增加钢与渣的接触面。所以应加强搅拌,氧化沸腾能 使熔池充分搅拌。
根据上述分析,在电弧炉中如何来控制各种工艺因素而使钢中 磷最大限度地去除呢?当前电弧炉中脱磷的普遍趋向是把氧化期的 脱磷任务提前到熔化
|
8.01.............................1.............................1........................... 1550 1600 1650 17 温«/C 图4-13平衡常数与温度的关系 |
期内进行,使进入氧 化期时的磷含量已降 到规格范围之内,在 氧化初期再进一步将 磷氧化到规格一半以 下。这是因为熔化后 期及氧化初期熔池温 io度较低,从脱磷反应 的平衡常数与温度的 关系图中(图4-13) |
148
4.4氣化期的操作及特征判断
可以看出,此时脱磷反应的热力学条件非常有利。但必须指出,温 度过低将使炉渣的流动性变差,去磷反应也不易进行。熔化后期的 吹氧助熔能适当提高熔池的温度,改善钢液和炉渣的流动性,并利 用吹氧在钢渣界面产生良好的沸腾,增大钢渣的接触界面,使脱磷 反应顺利地进行。
钢中磷的氧化反应是在炉渣参与下进行的,因此不论是熔化后 期还是氧化前期,脱磷的关键都在于造好氧化性强、碱度适当、流 动性良好的炉渣。
(1)炉渣的氧化性。炉渣的氧化性是脱磷的首要条件,炉渣的 脱磷能力随着渣中Feo浓度增加而提高,如图4-14 (a)所示,但并 不是(FeO)浓度越高越好,(FeO)浓度过高的炉渣必然会降低渣 中与爲。5作用的(Cao)浓度,实际数据为:在(Cao)/(Si(⅛)比 值一定时,(Feo) = 12%〜20%对脱磷最有利,如图4-14 (b)所示。
4 8 12 16 20 24
(FeO)∕% (a)
8 12 16 20 24 28 32
(FeO)∕%
(b)
图4-14渣中氧化亚铁含量和磷分配系数的关系
因此,在操作中要向熔池加入适量的氧化铁皮及碎矿石,以及 向渣面吹氧气,使炉渣保持足够的FeO含量。这点对于高碳钢在 吹氧冶炼条件下的脱磷尤有意义。
(2)炉渣碱度。炉渣中CaO是氧化磷的充分条件(稳定 P2O5)o当渣中SiO2含量增加(即碱度减小),能与(P2O5)作用
149
第4章电弧炉炼钢冶爆工艺及操作
的Cao就减少,当Si02为30%时,炉渣几乎没有脱磷能力.随着 用Cao增高炉渣碱度,使与(P2O5)作用的Cao增加,对脱磷非 常有利。
必须指出,只有当碱度R在2.3以下时,用CaO提高碱度才对去 磷反应发生显著有效的作用。如果R>3.0以后,继续增加(CaO)含 量会使炉渣变稠,反而不利于磷的氧化反应进行。相反,这时提高渣 中FeO含量则能较大地提高炉渣的脱磷能力,如图4-15所示。
40
Ooo 3 2 1 %>O3 巴
0
1.5 2.0 2.5 3.0 3.5 4.0
(CaO) (SioT
图4-15炉渣碱度、(Feo)与脱磷指数的关系
渣中Cao与Feo含量的比值与脱磷也有一定的关系,如图4-16
E4OE
图 4-16 (CaO)Z(FeO)与脱 磷指数的关系
所示。当(Cao)/(FeO)= 2.5〜3.5时,磷的分配比值 可以达到最大。因为这个比值 在保证磷氧化的同时,又促进 了磷氧化物结合成稳定的 4Ca0∙ P2O5 化合物。
因此,当炉渣碱度小时应 提高碱度,因为这时碱度是影 响脱磷的主要因素。如果碱度 已够高(R>2),炉渣中FeO 含量低时,就应该提高 (FeO)含量。一般说来,冶 炼高碳钢时,炉渣中FeO量 容易低,冶炼低碳钢时,炉渣
150
4.4氧化期的操作及特征判断
碱度容易低,操作中应加以注意。
(3)炉渣成分的影响。渣中Mgo和Mno是碱性氧化物,也 能与P2O5生成磷酸镁(3MgO ∙ P2O5)和磷酸铳 OMnO • P2O5),但不如磷酸钙稳定。特别是Mgo会显著地降低炉渣流动 性,当其含量大于10%时,炉渣的脱磷能力是很低的。遇到这种 情况,必须采用换渣操作。
渣中加入适量的CaFz能改善炉渣的流动性,有助于石灰的熔 化,增加渣中游离的CaO数量,因此对脱磷是有好处的。SKV和 AI2O3在碱性渣中虽然能增加流动性,但会降低炉渣碱度,即降低 (CaO)的有效浓度而对去磷不利。
(4)渣量对脱硫的影响。随着脱磷反应的进行,渣中(P2O5) 浓度不断增加,炉渣脱磷能力逐渐降低,在一定条件下,增大渣量 必然降低渣中P2O5的含量,破坏了钢渣间磷分配的平衡性,促使 去磷反应进行,使钢中磷降得更低。所以控制炉内渣量的多少以及 是否采用换渣操作,决定着钢液的脱磷程度。然而,渣量过大,使 钢液面上渣层太厚,反而减慢去磷速度。同时还压抑了钢液的沸
腾,使气体及夹杂物 的排除受到影响。因 此,只有遇到炉料磷 含量高时,才采用大 渣量脱磷操作。根据 图4-17的数据来分 析,钢液中原始含磷 [P]原始=。.。5 %。
炉渣碱度R = 1.8, (FeO) =15%, 如将磷脱到0.01%, 即[P]最终=0∙01 %, 必须要14%的渣量 才能达到。如果采取换渣操作,第一次控制渣量为4%,则[P] 可以从0.05%降低至0.02%;然后扒渣再造5%的新渣,则[P] 可以从0.02%降到0.01%。采用一次换渣,用9%的渣量就可以
渣量/%
图4-17渣量对脱磷的影响
151
第4章电弧炉炸钢冶炸工艺及操作
达到14%渣量同样的效果,所以一次造渣就想达到脱磷目的是极 不合理的。
在实际生产中,脱磷并不采用全部换渣操作,往往采用流渣操 作,使炉内保持约3%〜5%的渣量,从而取得良好的去磷效果。
必须指出,要始终保持炉渣良好的流动性,才能增强钢渣间的 反应能力。脱磷反应是界面反应,熔池的良好沸腾和充分搅拌,可 以扩大钢渣界面,对脱磷有利。资料指出,钢渣界面增加5〜6倍 时,磷的氧化速度提高5〜6倍。综上所述,为了达到良好的去磷 效果,有如下要求。
①炉渣(FeO) = 12%〜20%, R = 2〜3,流动性良好;
②适当偏低的温度;
③大渣量及采用换渣、流渣操作;
④加强钢渣搅拌作用。
电炉冶炼钢种较多,废钢铁料中的元素对磷的氧化也有较大的 影响,钢中硅、锤、馅、碳等元素对磷的氧化均有不利作用。因为 在炼钢条件下,这些元素同氧的亲和力与磷和氧的亲和力差不多, 有的甚至还要大。因此,当钢中硅、镂、辂的含量大于1%时,磷 实际上不氧化,只有当硅几乎氧化完以及锦、馅氧化到0∙5%后, 磷才能较快地氧化。当炉料中误配硅高时,熔化期就没有去磷能 力,此时必须待硅氧化后并把含SiOz高、Feo低的熔渣扒掉,重 新造渣后才能去磷。在炼高碳钢时,当炉料中配入较多的高硅生铁 情况下,炉底应多加些石灰及碎矿石,以加快硅的氧化及提高炉渣 碱度。冶炼高辂钢时,磷无法靠氧化去除,必须严格控制炉料中的 含磷量。
碳在低温时与氧的作用比较缓慢,因此炉渣中有足够的FeO 含量时并不妨碍磷的氧化。但是在较高的温度下,碳的氧化激烈, 此时磷的氧化缓慢,甚至停止氧化而产生回磷现象。因此,在实际 操作中应该利用熔炼前期温度较低的条件,趁碳氧反应没有充分发 展以前,尽快地将磷降下来。钢液中含碳量增加,阻碍磷氧化的趋 势相应加大,所以高碳钢比低碳钢脱磷要困难些,在其他条件相似 时,更应控制熔池温度,不要升温过快过高。
吹氧氧化时熔池温度上升很快,脱磷的热力学条件变差,不如
152
4.4氧化期的操作及特征判断
矿石法氧化对脱磷有利。但只要做好熔化期的脱磷工作,在氧化初 期吹氧脱碳,熔池温度升高,可以使高碱度、高氧化性的炉渣具有 良好的流动性,同样具备脱磷条件。
4.4.2控制脱碳操作
炼钢过程中碳的氧化反应是一个非常重要的反应,是去除钢中 气体、杂质的重要手段,并有利于整个熔池的迅速加热,有利于钢 液成分的均匀化。目前操作中采用加矿氧化、吹氧氧化及矿氧综合 氧化。
(1)矿石氧化法。往炉内加入铁矿石,使炉渣中具有足够的 FeO含量,钢液中的碳就会被渣中的Feo氧化。这是一个多相反 应,其氧化过程包括下列几个步骤。
氧化亚铁由炉渣向钢液的反应区扩散转移。
(FeO)^EFe] +LO] ∆H=120. 8kJ (4-6)
钢液中氧和碳在反应区进行反应,生成一氧化碳,一氧化碳气 体分子长大成气泡,从钢液中上浮逸出,进入炉气。
EO] + EC]-{CO} ∆H=-35. 6kJ (4-7) 总的反应式表示如下。
(Feo)+ [C]-[Fe]+{C0} ∆H=85. 2kJ (4-8) 所以矿石法的氧化过程为:矿石加入炉内,在渣中转变为 FeO,然后扩散到钢液中去,并分布于整个熔池中;碳和氧在气泡 容易生成的地方进行反应,生成Co气泡;Co脱离反应区上浮,
在上升过程中逐渐长大,直 接逸出熔池而进入炉气;无 数气泡的上升,造成熔池的 激烈沸腾。图4-18是电弧炉 内碳氧化过程的示意图。
在上述过程里,包括了 反应物的转移(扩散),发生 化学反应,生成物的长大及 排除等环节。在炼钢的基础 理论中已知:对于矿石法脱
-^ r*^ ɛe
图4-18电弧炉内碳氧化示意图
153
第4章电孤炉炼钢冶炸工艺及操作
碳反应来说,FeO由炉渣向钢液的扩散以及脱碳的总过程都是吸 热反应。在炼钢温度下,碳氧化学反应本身是能够顺利进行的。 Co气泡能顺利地在炉底及钢液中悬浮的固体质点处形成核心,然 后长大上浮而逸出。所以生成物的排除也是很容易的,而FeO的 扩散是决定反应速度的关键因素。现将影响矿石法碳氧反应速度的 因素分析如下。
①炉渣中FeO的浓度的影响。根据质量作用定律,渣中FeO 浓度愈高,浓度梯度愈大,Feo向钢中扩散的速度就愈快,所以 要保证矿石的加入量。
随着碳氧反应的进行,必须逐渐增加渣中Feo的浓度。根据 碳氧浓度乘积的概念可以知道,在一定温度和压力下,平衡时钢中 的碳浓度和氧浓度的乘积是一个常数。所以进行碳氧反应时,随着 钢中碳的不断降低,与碳相平衡的氧量则不断提高。为了使碳氧反 应继续进行和保持合适的脱碳速度,就必须相应地增加矿石的加入 量,以此来增加渣中Feo浓度,保证钢中的含氧量能大于平衡值。 因此,钢中含碳量越低,脱碳越困难。实际操作中,在温度相同和 渣中Feo浓度相同的条件下,高碳钢的脱碳速度大于低碳钢就是 这个道理。
②熔池温度的影响。温度是碳氧反应的一个重要外界条件。 当渣中FeO浓度和碱度一定时,熔池温度就是主要因素。因为温 度升高改善了炉渣及钢液的流动性,从而提高了 Feo向钢液扩散 的速度。
此外,因为Feo由炉渣向钢液的转移和脱碳的总过程都是吸 热反应,所以从热力学角度讲,提高温度对反应也是有利的。有资 料指出,熔池温度升高40(,脱碳速度可以增大2倍,提高100七 可以增大4倍。
在操作中规定了最低的加矿温度,目的就是要保证氧化反应在 较高的温度下进行,以获得一定的脱碳速度。氧化期加矿温度一般 规定为:热电偶测温大于1550七。
③炉渣碱度和流动性的影响。在温度和炉渣Feo浓度一定的 情况下,炉渣碱度在1.8〜2.0时,炉渣的氧化能力最强,如图 4-19所示。因此,在脱碳过程中,除了保持熔池较高的温度和加
154
4.4氧化期的操作及特征判断
人足够的矿石外,还应控制炉 渣具有2. O左右的碱度,使其 具有最大氧化能力,加快碳和 磷的氧化,缩短冶炼时间。
炉渣流动性的好坏,影响 到渣-钢反应的接触面、渣中 Feo向钢液扩散的速度,以及 生成的Co气泡的逸出。所以 必须保持炉渣的良好流动性, 使碳与氧反应能顺利进行。
④渣量的影响。在脱碳 过程中,采用薄渣操作是有 利的(渣层薄就是渣量少)。 在矿石用量一定时,大渣量 与薄渣相比较,薄渣中FeO
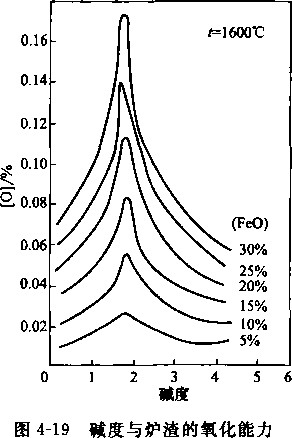
的浓度就高。薄渣又减少了 Feo的扩散距离和C。气泡的逸出压 力,所以有利于渣中的Feo向钢液中扩散,有利于生成的CO气 泡上浮逸出,因而有利于碳氧反应的顺利进行。但是渣量多少还 必须考虑到脱磷、隔气、保温等因素,所以应全面考虑渣层的 作用。
⑤钢液残留元素的影响。在氧化期,有时虽然熔池温度和炉 渣中Fe0浓度都符合要求,但仍是不能产生激烈的沸腾,这是什 么原因呢?
这多数是由于钢中残留较高的硅、锤等元素而引起的。因为碳 与氧的亲和力,在温度低于1400°C时小于铳与氧的亲和力,温度 低于1530。C时小于硅与氧的亲和力。碳氧反应只有在硅、毓基本 氧化完了或温度大于1500。C之后才能顺利进行。因此,凡是在炼 钢温度下,钢液中有与氧亲和力大于碳和氧亲和力的元素存在时, 都会抑制碳氧反应的进行。
综上所述,矿石法脱碳操作应该是:高温、薄渣、分批加矿、 均匀激烈的沸腾。配料计算见第7章。
155
第4章电弧炉炼钢冶炸工艺及操作
(2)吹氧氧化法。所谓吹氧氧化法,就是用钢管直接向熔池吹 入氧气,氧化钢液中的碳及其他元素,吹入熔池的氧、氧化碳的途 径分为间接氧化和直接氧化。
间接氧化反应式为
[Fe] + 4∙°2^[FeO] ∆H=-237.5kJ (4-9)
[FeO]÷[CJ==COf + [Fe] ∆H=-45. 9kJ (4-10)
直接氧化反应式为
[CJ + ^O2=Cot ∆H=-114. 7kJ (4-11)
不论是间接氧化还是直接氧化,其共同特点是:氧直接吹入熔 池,完全不同于矿石氧化的供氧条件,所以极大地提高了供氧速 度,从而加速了碳氧反应。
同时吹氧脱碳是放热反应,能使熔池温度迅速提高,改善渣的 流动性,吹入熔池的高压氧气泡能剧烈地搅动熔池,这些都加速了 反应物(FeO和C)的扩散及生成物(CO气泡)的排除,而且吹 入的氧气泡又是反应的现成表面,这也是加速碳氧反应最重要的 因素。
同矿石法氧化的规律一样,吹氧脱碳速度在其他条件相同 时,随钢液碳含量增加而增加,随碳含量降低而减少,如图4-20 所示。
吹氧脱碳的速度,同使用的氧气压力有直接关系,随着氧压增 大,脱碳速度就大,这是因为吹氧压力增加后,强化了熔池机械搅 拌,加快了反应物质的扩散速度,扩大了反应的面积。表4-5列出 的是某厂的统计数据。
表4-5吹編压力与脱碳速度
|
吹氧压力/MPa |
吹氧时碳含量/% |
脱碳速度/(%/min) |
|
0.7 〜0.8 |
0.51—0.67 |
0. 0345 |
|
0. 45—0. 5 |
0. 50~0. 70 |
0.0291 |
156
4.4纭化期的操作及特征判断
ixκ-s⅛
0.07
0.06
0.05
0.04
0.03
0.02
0.01
0.00
0 0.1 0.3 0.5 0.7 0.9
吹氧前碳含量/%

图4-20吹氧前钢液含碳量对脱碳速度的影响
供氧量与吹氧压力有一定的比例关系,它对脱碳速度的影响相 似于吹氧压力。氧气的消耗量和钢液内碳量高低有直接关系,如图 4-21所示。如碳低,氧化单位碳量所消耗的氧量就高。
(3)两种脱碳方法的比较。在同样条件下,吹氧脱碳速度要比 加矿脱碳速度大得多,加矿脱碳量每小时不小于0.6%,而吹氧脱 碳量每小时可达l∙0%〜2.0%以上。尤其是在冶炼低碳钢(碳含 量不高于0.2%)时,吹氧脱碳仍能保持较大的脱碳速度,把碳降 到0.05%以下,而矿石法就十分困难。这是因为吹氧直接向熔池 供氧,使(0)渣<[O]>[O]平衡,所以反应并不困难,而矿石法为 了供给反应区高于碳平衡的氧量,必须大大增加渣中Feo量,使 (Fec))渣[O]>[O]平衡。当[C] >0.2%以后,与[C]平衡的 [O]就很高。为了增加渣中FeO量,就要向炉内加入大批矿石。 这样会大大降低熔池温度,影响(FeO)向钢液的扩散速度,使脱 碳进程十分缓慢,同时矿石不能一次加入太多。从热化学计算可 知,Ikg矿石脱碳所需吸收的热量相当于IkW ∙ h,而每吹人In?
157
第4章 电弧炉炸钢冶炸工艺及操作
Oooo O ŋ O O O O 0od64∙Z 4∙2
1 Iooo O
0.04 0.12 0.20 0.28 0.36 0.44
吹氧前钢中碳含量/%
图4-21氧化0.01%C消耗的氧量
的氧气(标态)所放出的热量,约相当于4. 3kW∙h。为此矿石 必须分批加入炉内,氧化0.30%的碳至少需要20〜30min,而吹 氧氧化不但无降温之忧,还可提高熔池温度,使0.20%〜 0.30%的碳氧化时间缩短到10~15min,并使熔池升温20七左 右,表4-6列出IOt电炉上矿石法和吹氧法之间冶炼时间、电耗 的对比统计数值。
表4-6矿石法与吹([法的冶炼时间、电耗比较(IOt炉)
|
方 法 |
碳结钢 |
高碳钢 |
合结钢 | |||
|
吹氧 |
加矿 |
吹氧 |
加矿 |
吹氧 |
加矿 | |
|
冶炼时间/(min/t) |
22 |
23. 5 |
23 |
25 |
23 |
24. 5 |
|
电耗/(kW∙ h∕t) |
585 |
650 |
615 |
705 |
605 |
695 |
吹氧脱碳因高压氧气对熔池的强烈搅拌,以及钢液中大量存在 气泡现成面,减少了 Co气泡的逸出压力,改善了气泡上浮条件。 由此带来了吹氧脱碳的另一优点——钢中碳氧反应所需的过剩氧量 少,从而减轻了还原期的脱氧任务。
因为吹氧脱碳速度远大于矿石法脱碳,而且能放出大量的热
158
4.4 *化期的操作及特征判新
量,所以具有氧化时间短、电耗低、升温快等一系列优点。
但矿石法脱碳也有它的优点,例如:矿石法脱碳渣中FeO含 量高,脱磷条件好,铁损少,对环境污染不如吹氧严重,还可以利 用矿石脱碳吸热的特点控制炉内温度等。因此,现在各厂电炉炼钢 都是矿氧结合使用,调节熔池温度,兼顾脱磷和脱碳两个方面,这 就是矿氧结合的综合氧化法。
(4)氧化期脱碳的目的。氧化期脱碳不是目的,而是作为沸腾 熔池,去除钢液气体(氢和氮)及夹杂物的手段,以达到清洁钢液 的目的。
那么,为什么碳氧沸腾能够排除气体和夹杂物呢?究竟要多 大的脱碳速度才能有效地去除气体?为什么在生产中要规定一定 的脱碳量?这些问题搞清楚后,能更正确地控制氧化期的脱碳 操作。
碳氧沸腾去气可以理解为:钢水中碳氧生成Co气泡,并在钢 液中上浮。在刚生成的Co气泡中,并没有Hz和N2,所以气泡中 氮和氢的分压力(2n、∕>h)为零。这时C。气泡对于[H]、[N] 就相当于一个真空室,钢水中[H]、[N]将不断逸出进入CO气 泡里,随气泡上浮而带出熔池。在碳氧反应沸腾过程中,钢中夹杂 物也能得到迅速上浮或随Co气泡带出,并被炉渣所吸附,使钢中 夹杂物减少。因此,氧化期脱碳,造成熔池沸腾,有利于清洁 钢液。
在冶炼过程中,高温熔池会从炉气中吸收气体,而碳氧反应能 使钢液去除气体,那么只有去气速度大于吸气速度时,才能使钢液 中的气体减少。
去气速度取决于脱碳速度,脱碳速度愈大,钢液的去气速度就 愈大。因此,脱碳速度必须达到一定值时,才能使钢液的去气速度 大于吸气速度。根据生产经验,脱碳速度VC>0.6%/h,才能满足 氧化期去气的要求。
有了足够的去气速度,还必须有一定的脱碳量,才能保证一定 的沸腾时间,以达到一定的去气量。生产经验证实,在一般原材料 条件下,脱碳速度W^O∙6%/h,氧化0.3%C就可以把气体及来 杂物降低到一定量的范围(夹杂物总量约0∙01%以下,[H]^
159
第4章 电弧炉⅛⅛钢冶炸工艺及操作
0.0003 5%, [N]^0∙006%)。脱碳速度、脱碳量和氢含量的关系 如图4-22和图4*23所不。
0.0007
0.0006 <
f=1600C30t 电炉
PH2O
^ 0.0005 g 0.0004 0.0003
0.0002 0.0001
%=fl.005%∕i5⅛"^ 0.15
-0.10
0.0007
0.005
0.∞5
-0.05
嘔為 -----------
0.0003
0.0002
0.0001
0 10 20 30 40 50
时间/ min
0 0.10 0.20 0.30 0.40 0.50
脱碳量/%
图4-22脱碳速度与 氢含量的关系
图4-23脱碳量和钢液 氢含量的关系
必须指出,脱碳速度过大也不好,容易造成炉渣喷溅、跑钢等 事故,对炉体冲刷也严重,同时,过分激烈的沸腾会使钢液上溅而 裸露于空气中,增大了吸气趋向。因此过多、过大的脱碳速度和过 多的脱碳量并无好处。
4.4.3氧化期的造渣操作
造渣是实现炼钢工艺的重要手段,造渣不好,去除磷等杂质困 难,还会增大电耗,降低炉龄,延长冶炼时间等,带来一系列的问 题。这充分说明炼钢过程中造好炉渣的重要性。判断炉渣好坏并及 时进行调整渣况,对于一个炼钢工是必须掌握的。
4. 4. 3. 1 造渣制度
氧化期的炉渣要根据脱磷、脱碳的要求,具有合适的炉渣成 分、流动性和渣量。脱磷和脱碳这两个反应都要求炉渣具有高的氧 化性和良好的流动性,渣中(Feo)含量通常控制在10%〜20%。 但是脱磷要求大渣量,碱度控制在2. 5〜3.0;而脱碳要求炉内薄 渣层,碱度在2左右。因此,操作中应依氧化进程予以正确控制。 通常,在氧化前期边吹氧边自动流渣,并补加石灰使炉内渣量保持 在3%〜4%,如磷高,可向熔池分批加入矿石或氧化铁皮,熔渣 的流动性用萤石调整。氧化后期渣量控制在2%〜3%。
4. 4. 3. 2 造泡沫渣
氧化期应使炉渣形成泡沫渣。所谓泡沫渣是指在不增大渣量的
160
4.4氧化期的操作及特征判新
情况下,使炉渣呈很厚的泡沫状,即熔渣中存在大量的微小气泡, 而且气泡的总体积大于熔渣的体积,熔渣成为渣中小气泡的薄膜而 将各个气泡隔开,气泡自由移动困难而滞留在熔渣中,这种渣气系 统称为泡沫渣。
(1)泡沫渣的作用。泡沫渣极大地增大了渣-钢的接触界面, 加速氧的传递和渣-钢间的物化反应,大大缩短了一炉钢的冶炼时 间。在电弧炉中泡沫渣厚度一般要求是弧柱长度的2. 5倍以上,电 弧炉造泡沫渣的主要作用如下。
①可以采用长弧操作,使电弧稳定和屏蔽电弧,减少弧光对 炉衬的热辐射。传统的电弧炉供电是采用大电流、低电压的短弧操 作,以减少电弧对炉衬的热辐射,减轻炉衬的热负荷,提高炉衬的 使用寿命。但是短弧操作功率因数低(CoSe=0.6〜0.7),电耗大, 大电流对电极材料要求高,或要求电极断面尺寸大,所以电极消耗 也大。为了加速炉料的熔化和升温,缩短冶炼时间,向炉内输入的 电功率不断提高,实行所谓高功率、超高功率供电。如仍用短弧操 作,则电流极大,使得电极材料无法满足要求,所以高电压长弧操 作势在必行。但是长弧操作会使电弧不稳及弧光对炉衬热辐射严 重,而泡沫渣能屏蔽电弧,减少了对炉衬的热辐射。泡沫渣减轻了 长弧操作时电弧的不稳定性,直流电弧炉采用恒电流控制时,直流 电弧电压波动很小,电极几乎不动。
②长弧泡沫渣操作可以增加电炉输入功率、提高功率因数和 热效率。有关资料和试验指出,在容量为60t、配以60MV∙A变 压器的电炉,功率因数可由0.63增至0.88,如不造泡沫渣时炉壁 热负荷将增加1倍以上,而造泡沫渣后热负荷几乎不变;泡沫渣埋 弧可使电弧对熔池的热效率从30%〜40%提高到60%〜70%;使 用泡沫渣使炉壁热负荷大大降低,可节约补炉镁砂50%以上和提 高炉衬寿命20余炉。
③降低电耗、缩短冶炼时间、提高生产率。由于埋弧操作加 速了钢水升温,缩短了冶炼时间,降低电耗。国内某些厂普通电弧
161
第4章 电孤炉⅜⅜钢冶炼工艺及操作
炉造泡沫渣后,It钢节电20〜70kW ∙ h,每炉缩短冶炼时间 30min,提高生产率15%左右。
④降低电极消耗。电极消耗与电流的平方成正比,显然采用 低电流大电压的长弧泡沫渣冶炼,可以大幅度降低电极消耗。另 外,泡沫渣使处于高温状态的电极端部埋于渣中,减少了电极端部 的直接氧化损失。
⑤泡沫渣具有较高的反应能力,有利于炉内的物理化学反应 进行,特别有利于脱磷、脱硫。泡沫渣操作要求更大的脱碳量和脱 碳速度,因而有较好的去气效果,尤其是可以降低钢中的氮含量。 因为泡沫渣埋弧使电弧区氮的分压显著降低,钢水吸氮量大大降 低。泡沫渣单渣法冶炼,成品钢的含氮量仅为无泡沫渣操作 的 1/3。
(2)形成泡沫渣的条件。炉渣呈泡沫状的原因比较复杂,但是 基本条件有以下两点。
①熔渣内要有足够的滞留气泡。这是泡沫渣形成的首要条件, 即须向渣内吹入足够的气体,或金属熔池内有大量气体通过渣-钢 界面向渣中转移,并以一个个小气泡的形式滞留在渣内。例如碳氧 反应产物Co气泡能促使炉渣起泡。
②要有帮助气泡滞留和稳定于渣中的因素。这是使泡沫渣稳 定、有较长泡沫时间的必要条件,即要使炉渣中的小气泡稳定,不 致迅速聚合成大气泡从渣中排出而使泡沫消除。因为系统表面张力 越小,表面积越易增大,所以降低炉渣的表面张力有利于炉渣发 泡,泡沫渣增厚。炉渣黏度增大,增加了气泡合并长大的阻力,使 气泡不易从渣中逸出,即泡沫渣稳定。
(3)泡沫渣好坏的标准及影响熔渣发泡的因素。对于泡沫渣的 好坏,有以下两种不同的衡量标准。
①泡沫保持时间。测量泡沫渣由一定高度下降到另一高度时 所用的时间,并以此作为泡沫寿命。
②泡沫渣高度。在固定吹气速度时,以炉渣的最大发泡高度 作为炉渣发泡性能的指标。
炉渣发泡性的好坏由其本身的性质决定,目前一致认为主要影
162
4.4氧化期的操作及特征判断
响因素是炉渣黏度和表面张力。以CaOSiOz-FeO渣系为例,影响
熔渣发泡的因素如下。
①吹气量和气体种类。在不使熔渣泡沫破裂或喷溅的条件下,
适当增加气体流量,能使泡沫 高度增加。
CaO∕SiO2 为 0.43, FeO
含量为30%的熔渣,随吹入的 氧气量增加,泡沫渣的发泡高 度呈线性增加,但吹气量增加 到一定程度后,发泡指数不 变。在其他碱度和Feo时也将 有同样的结果。图4-24为实 际生产条件下吹氧量对熔渣发 泡高度的影响。
气体种类对泡沫渣的发泡 性能也有影响,在向熔渣吹入
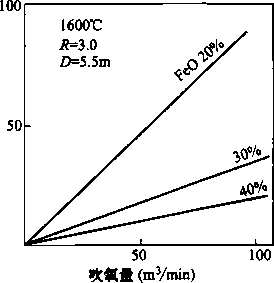
图4-24 吹氧量和渣中FeO对熔渣 发泡高度的影响
的各种气体中,按氧化性气体、中性气体和还原性气体的顺序依次 提高熔渣的泡沫化程度。这主要与这3类气体和熔渣之间的表面张
力有关。
②碱度。许多研究都指出,碱度为2.0附近(也有的实验结 果为L 22)时,其发泡高度最高,如图4-25所示。碱度离2.0越 远,其发泡高度越低。这主要与碱度为2.0附近时渣中析出大量 2CaO ∙ SiO2 (缩写为C2∙S)固体颗粒和Cao固体颗粒,从而提 高熔渣的黏度有关。低碱度时,加入CaO,熔渣表面张力增加而 黏度降低。碱度高于2.0,加入Ca0,则使C2 ∙ S转变为C3 ∙ S, 因而渣中固体颗粒数量减少。但碱度小于1时,碱度增加,泡沫寿
命降低。
碱度对CaO~SiC)2-A1203熔渣也有类似的影响。发泡高度最高 点出现在碱度为1.6〜2.0。
③(FeO)o CaO∕SiO2为1. 22时,随熔渣中FeO的增加,泡 沫寿命逐渐下降。碱度为2.0附近时,Feo对发泡高度影响较小。 碱度离2.0越远(靠近1.0或3.0),含Feo为20%〜25%熔渣比
163
第4章电孤炉炼綱冶炼工艺及操作
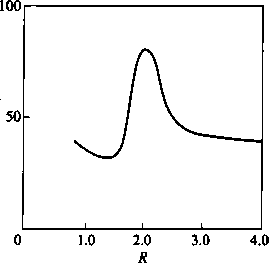
图4-25碱度对熔渣发泡高度的影响
含Feo为40%左右熔渣的发 泡高度要高。因碱度低于 1.5时,随FeO的增加,熔 渣的表面张力增加,黏度降 低,故发泡高度和泡沫寿命 下降。
生产中一般选用(Feo) = 20%、(CaO)/(FeO) = 2的 炉渣作为泡沫渣的基本要求。
④温度。温度升高熔渣 黏度降低,通常使泡沫渣寿 命下降。有关研究得出,温
度升高IoOx泡沫渣寿命下降1.4倍。
⑤其他添加剂。凡是影响CaO-SiO2-FeO系熔渣表面张力和
黏度的因素都会影响其发泡性能。例如,加入CaFz既降低炉渣黏 度,又降低炉渣表面张力,所以对泡沫渣的影响比较复杂。有关研 究表明,在碱度(Cao)/(FeO) =1.8时,加入5%CaF2有利于 提高炉渣的发泡性,继续增加CaFz含量对炉渣发泡不利。可见 CaFz含量小于5%时,表面张力起主要作用;CaFz含量大于5% 时,黏度起主要作用。又如加入Mgo使熔渣黏度增加,使熔渣泡 沫渣寿命增加;渣中(P2O5)含量增加可降低熔渣表面张力而使 泡沫渣寿命增加。
(4)电弧炉造泡沫渣工艺。从20世纪80年代开始,我国进行 了有关电弧炉造渣的大量的试验研究工作,目前已有一批企业掌握 了这项技术,并在生产中应用。对造泡沫渣的工艺,包括渣料和发 泡剂种类、加入量和加入方法等,各企业根据自身的现行条件摸索 了许多切实可行的办法。
目前生产中造泡沫渣的方法有以下3大类。
①原来的造渣工艺基本不变,在需要时加入发泡剂。发泡剂 由50%〜85%CaO和50%〜15%炭粉配制而成,也有配制含 CaCO3的发泡剂。这种方法操作简单,易于推行。但如果要得到 稳定的效果,必须控制好熔渣成分。
164
4.4氧化期的操作及特征判断
②造泡沫渣贯穿整个冶炼过程。这个工艺的渣料配比:矿 石:萤石 s 焦炭为(O. 86~O. 9) : (0.01~0.08) ≈ (0.05~0. Do It钢加渣料15〜30kg,分每批5〜IOkg加入(焦炭粒可随钢铁料 装入炉内)。加大用氧量,并在渣料里加入氧化铁皮。这种工艺从 冶炼全局出发,使冶炼稳定,易于得到较好的效果。
③喷粉造泡沫渣。在氧化中后期向钢-渣界面出喷吹炭粉、碳 化硅粉和硅铁粉,粉剂粒度小于3mm。这种方法效果明显,但需 要有喷粉设备。
实际生产中可将上述3种方法结合使用,以得到较好的效果, 比较典型的泡沫渣操作举例如下:装料前在炉底加入料重2%〜 4%的石灰,使炉料熔清后熔渣碱度(CaO)/(FeO)达到2左右。 同时随钢铁料加入5〜15kg的碎焦炭块提高配碳量,以及在炉料 底部装入氧化铁皮(6kg/t)o炉底形成熔池后即可开始吹氧(熔氧 结合),并向渣-钢界面吹氧,氧压为0.5〜0.7MPa。自动流渣时 适当补加石灰以保持碱度。熔化末期开始喷吹炭粉4〜6 kg/t,并 吹氧造泡沫渣,埋弧升温。同时尽量采用高电压大功率供电。
对于直流电弧炉,因为废钢和炉底底电极的接触导电问题,所 以不能在装料前向炉底加石灰,石灰必须在炉底形成熔池后逐渐不 断地加人炉内。其他操作与交流电弧炉类同。
造泡沫渣应注意的问题如下。
①炉渣的发泡性能由其本身性质决定,与气体来源无关。但 是炉渣发泡高度与气体源产生气体的速度成正比。因此,在造泡沫 渣时要从炉渣成分和气体产生速度两方面来控制。而炉渣成分控制 困难,气体来源的控制较为容易。当炉渣发泡性不佳时,可以强化 用氧,或加人发泡剂,使气体产生的速率加大,泡沫渣变厚。
②生产中提供气体来源的方法主要是提高钢液配碳量,强化 用氧。但钢液配碳量不能过高,以防止脱碳时间过长而增加电耗。 一般比传统工艺所要求的配碳量略高即可,也可向熔渣加入碳酸 盐、炭粉,产生CO、Co2气泡。但是碳酸盐的用量不宜过多,因 为它的分解反应会吸收大量的热量。例如Ikg CaCO3分解成CaO 和COz时,所吸收的热量相当于0. 4kW ∙ h的电能。
③吹氧操作应浅吹和深浅吹相结合。浅吹易于生成大量的Co
165
第4章电弧炉;⅝綱冶炸工艺及操作
小气泡,使泡沫渣更稳定。深吹能促进钢水和渣液的搅拌,但深吹 过多会使炉渣发泡激烈而难以控制。通常应避免只吹渣面。
4. 4. 3. 3 炉渣的流动性
炼钢工要调整好炉渣的流动性。炉渣过黏使钢渣反应减慢,流 渣操作困难,对去磷极为不利,而且电弧也不稳定。炉渣过稀时电 弧光反射很强,钢水加热条件差,侵蚀炉衬厉害。这两种情况都要 避免。影响炉渣流动性的因素很多,但主要是温度和炉渣成分。
炉渣的流动性随着温度的升高而增加。在碱性渣中,提高 CaO, MnO, Cr2O3等含量时,会使炉渣流动性变坏;而适当增加 CaF2, Al2O3, SiO2, FeO, Mne)等含量时,炉渣流动性会变好。 所以炉渣碱度愈高,其流动性愈差。
调整炉渣流动性常用的材料是萤石,但应适量使用。因为萤石 虽有稀释炉渣作用,但也严重侵蚀炉衬而使渣中MgO含量增加, 如使用不当,流动性会重新变坏。作为稀释炉渣的另一种材料是火 砖块,更不宜过多使用,因为它既侵蚀炉衬又使炉渣碱度降低。 Fe0和Mno也可以起到稀释炉渣的作用,当其含量高时尤为明 显。在炉龄后期炉底炉墙较差时,会增加渣中Mgo含量而使炉渣 变黏。
4. 4. 3. 4 炉渣成分对渣况的影响及判断氧化渣好坏的标准
炉渣成分对渣况的影响如下。
①渣中(Feo)和(MnO)都能使石灰的溶解速度增加,但 (FeO)的影响比(MnO)大。
②渣中(SiO2)含量增加,使炉渣碱度降低,石灰的溶解速 度增加。但当其含量超过约25%时,石灰的溶解速度反而下降, 这可能是石灰表面生成2Ca0 ∙ SiO2硬壳的缘故。
③萤石中的主要成分CaF2与渣中Cao作用可形成熔点为 1635K的共晶体,直接促进石灰的熔化,萤石能显著地降低2CaO • SiO2的熔点,使炉渣在高碱度下有较低的熔点,并可以降低炉渣 的黏度。因此,萤石化渣速度迅速,并且不降低碱度,但是其化渣 作用维持时间不长,用量增加对炉龄不利。
④渣中Mgo和Mno虽然也是碱性氧化物,但其生成的磷酸 镁和磷酸縊远不如磷酸钙稳定。特别是MgO会显著地降低炉渣的
166
4.4氧化期的操作及特征判断
流动性,在电炉炼钢中(Mgo)>10%时,炉渣极其黏稠,必须 换渣。
通常,在碱性氧化渣中提高CaO、Mg0、Cr2O3等含量会使 炉渣流动性变差,而适当增加CaF2、Al2O3^ SiO2、FeO、MnO 等含量时,炉渣流动性会变好。所以在一定温度,炉渣碱度愈高, 其流动性愈差。
判断氧化渣好坏的标准为:电弧炉炼钢工可根据埋弧情况、熔 池活跃与否及流渣情况对渣况做出判断,即电弧应断续地被炉渣所 包围,弧光时现时隐,炉渣活跃、稍倾炉体能顺利地从炉门口自动 流出。
炼钢工也常用铁棒蘸渣待冷凝后进行观察,符合要求的氧化渣 一般为黑色,在空气中不会自行破裂。前期渣有光泽,断面疏松, 厚度3〜5mm,后期渣断面颜色近于棕色,厚度要薄些。如果断面 光滑、易裂,说明炉渣碱度低;如果呈玻璃状,说明是酸性渣;如 果炉渣呈黄绿色,说明渣中有氧化馅存在。
4. 4. 3. 5 脱磷与脱碳
氧化期的脱磷和脱碳,对氧化条件的要求既有统一又有矛盾, 要求炉渣和钢液强氧化性是一致的。氧化磷要求温度偏低,大渣 量;而氧化碳要求温度偏高,薄渣层。这又是相矛盾的。为使磷和 碳顺利氧化,必须合理安排操作制度,处理好相互关系。
(1)正常情况下的脱磷和脱碳操作。根据磷的氧化要较低的温 度条件,碳氧化要较高的温度条件,氧化初期一般应注意控制磷的 氧化。所以熔化结束应根据熔清样分析的结果,继续脱磷操作。此 时可补加部分石灰、碎矿石或氧化铁皮,以增加氧化渣渣量,用中 级电压供电,以保证化渣升温,也可以吹氧化渣升温。当温度升高 到加矿温度后,随即加入第一批矿石,等到熔池开始沸腾,让其自 动流渣。第一批渣子要化好,不要未经沸腾就倒渣,否则不能充分 发挥其去磷的作用。因为第一批渣子渣量大,氧化性强,碱度高, 而此时的温度又较低,是去磷的好条件,渣子未化透就倒渣不能达 到去磷的效果。
如果熔清后磷偏高(如[P]=0.06%),可以全部或大部分扒 渣再造新渣。如果熔化期提前脱磷,使钢中磷含量进入规格,则可
167
第4章 电甄胪炼钢冶炼工艺及操作
利用碳氧沸腾大量流渣补渣的方法继续去磷,不一定需要将第一批 渣倒净。流渣操作能避免扒渣降温。所以应根据含磷量来决定渣量 的大小,采取扒渣还是流渣操作。
在氧化初期必须注意升温,为氧化碳创造条件。当温度合适 时,应进行碳的氧化。实际生产中,往往是磷、碳同时氧化,只是 控制与各自氧化速度有关的条件,以控制两者进行的程度罢了。随 着冶炼进行,炉前分批加矿和吹氧,进行脱碳操作,使熔池沸腾, 清除钢中气体及夹杂物。
总之,在一般情况下氧化期的操作是先脱磷后脱碳。先加矿石 后吹氧,先大渣量后薄渣。
(2)熔氧结合脱磷工艺。电弧炉熔炼的熔化期熔池温度低,去 磷条件很优越,炉料中相当大一部分的磷,可以在熔化期被氧化。 但由于炉料中混有泥沙、铁锈,以及耐火材料的熔化与废钢中硅、 毓、铝、磷、铁等元素的氧化,在炉内会形成一种碱度很低的熔 渣。这种炉渣是无法大量地吸收和稳固地结合氧化磷的。为了在熔 化期提前脱磷,在装料前应在炉底铺加一定数量的石灰,以确保熔 化渣的碱度(对于有底电极的直流电弧炉,炉底不能铺加石灰,否 则不能导电,应在熔池形成后及时加入石灰)。并在熔池形成后根 据渣况,决定是否需要补加石灰,是否需要进行流渣操作或再造 新渣。
在熔化过程中,由于向炉内吹入大量氧气,加入氧化铁皮和小 块矿石,使熔化渣中有很高的Feo含量。而炉底石灰熔化后上浮 进入熔渣,使渣中含有一定量的CaO,加上熔池温度低,因此初 期形成的熔化渣可以脱磷。但随着炉温升高及脱碳反应的进行,渣 中氧化铁含量降低,可能发生回磷,因此这时应进行流渣操作。如 果原始磷含量较高或炉渣碱度低或渣中含有大量Mgo时,可以采 取换渣操作重新造新渣,这对进一步脱磷是很有好处的。
一般说来,在熔化期已将炉料中大部分的磷氧化脱去,炉料全 熔时钢中磷含量可以降到规格允许值以内,剩余的磷需在氧化期进 一步脱除。在冶炼高碳钢时,氧化期脱磷比较困难,当炉料熔清而 磷高出钢种允许值时,必须扒渣或自动流渣70%〜80%,并造新 渣,利用换渣机会去除较多的磷,减轻氧化期的脱磷任务。
168
4.4氧化期的操作及特征判断
表4-7为某厂IOot电弧炉的统计资料。生产数据表明,在熔 化后期采用流渣操作,在炉料熔清后扒渣全部或扒除80%的熔化 渣,并重新造渣,可使磷达到终点要求。
表4-7某厂IOOt电弧炉炉料中及熔清后的含磷■
|
钢 种 |
炉料中含碳量/% |
熔清后含碳量/% |
|
碳钢 |
0. 030—0. 075 |
0. 010—0. 025 |
|
低碳合金钢 |
0. 030 — 0.075 |
0. 004—0.011 |
|
高碳合金钢 |
0. 060 — 0. 067 |
0. 009 — 0. 017 |
氧化期以吹氧脱碳为主,熔池温度迅速升高,脱磷的热力学条 件不如熔化期好。但由于熔池均匀激烈的沸腾,渣-钢接触界面比 熔化期要大得多,因此脱磷的动力学条件比熔化期好。在吹氧脱 碳,熔池沸腾的同时频繁地进行流渣、补加渣料的操作,保持熔渣 的碱度和渣中氧化铁的含量,以保证氧化期继续有效地脱磷。如升 温过高,吹氧脱碳的过程中可以适当加入些铁矿石作为氧化剂,控 制升温速度。通常氧化末期可使钢中磷降到规格允许值的一半 以下。
总之,在正常情况下,在熔化期提前造好具有一定碱度、高氧 化铁的炉渣,采用流渣操作可使钢中磷降低到规格范围内,在炉料 熔清后以吹氧脱碳为主,只要保持炉渣碱度及进行流渣操作,在脱 碳的同时,就能继续把钢中磷脱到小于规格允许值的一半以下。
(3)不正常炉况下的操作工艺。
①炉料熔清后磷高、碳高。例如,45号钢熔清时[P]) 0.10%, [C]≥1.0⅝o这时,应利用熔池温度较低的机会,集中 力量快速去磷,并在去磷的过程中逐渐升温,为后期脱碳创造条 件。具体操作为:熔清后扒渣(或流渣大部分),加入足够的石灰 造新渣,用小块铁矿石或氧化铁皮脱磷,控制大渣量,可以吹氧化 渣,但要防止升温太快,炉温过高。当温度已升高、渣况良好时, 可以肯定钢中磷已大量转入渣中,可先利用脱碳沸腾自动流渣,然 后将炉内余渣扒除,加新渣料(以石灰和氧化铁皮为主)。根据脱磷 情况决定换渣次数,一般经过两次换渣可把磷降下来。当[P]W
169
第4章 电狐炉炸钢冶炸工艺及操作
0∙015%后,这时转入吹氧脱碳为主,直至成分、温度均符合终点 要求。操作的关键是控制升温速度不能太快,脱碳速度要慢,璘降 下去后方能加速脱碳。
②炉料熔清后磷偏高、碳偏低。例如,45号钢熔清时[PJ2 0.08%、CC]≥0. 40%o这可能是炉料配碳量过低、吹氧助熔操作 不当,以及发生大塌料等原因所造成。一般是熔清后用生铁增碳。 操作以脱磷为主,也可利用换渣机会向熔池增碳,以缩短冶炼时 间。增碳剂为炭粉或生铁。当钢中磷降到小于0.015%后转为以脱 碳为主,把碳脱到终点含量。
有时熔清碳并不低,但由于氧化操作不当造成碳低磷高。这需 要分析情况,找出原因后进行处理。如果是由于温度过高而造成脱 碳快脱磷慢,可采取扒渣造新渣降温,搅拌熔池,并减少输入电功 率,甚至停电,以利于低温去磷;如果是由于原始磷含量过高或前 期渣未造好,则应及时补足渣料,多加些碎铁矿石或氧化铁皮,并 可吹氧化渣,但要注意尽量少脱碳。当渣况良好时,可进行流渣换 渣操作,一般换两次渣就可将磷降下去。此种情况下,因为已有符 合要求的脱碳量使熔池碳氧沸腾去气,所以只要终点碳符合要求, 就不必再增碳后脱碳。
③钢液中硅、毓、馅等元素含量高。熔清后钢液中一般不会 残留过多的馅、毓、硅,如果它们的含量高于1%时,磷实际上不 能氧化,只有使它们的含量降到0∙5%以下,磷的氧化才能进行。 所以应首先吹氧或加矿氧化这些元素,并扒渣换新渣。但要防止温 度过高,以免脱磷困难,也要防止扒渣换渣时降温太多,影响后步 操作。
在返回吹氧法冶炼高馅钢液时,就根本不能脱磷。相反,炉 衬、造渣材料和铁合金还会带入磷,使还原期钢液中的磷含量有所 增加。这主要是因为馅比磷优先氧化,而且馅的氧化物进入炉渣又 使炉渣流动性变坏。因此,高馅钢液脱磷需要用还原脱磷法。
4.4.4氧化期的操作要点
(1)熔清后取样及测温。当熔池面上看不到固体炉料后,搅拌 熔池确认炉料熔清,即可取样分析炉内钢液的化学成分,作为氧化 期操作的依据。并进行测温,要求热电偶测温温度不低于1550C。
170
4.4氧化期的操作及特征判断
(2)氧化。根据熔清试样分析结果,测温符合要求,渣况良 好,即可分批加矿,每批矿石质量不得超过料重的l∙0%〜2.0% (大炉子取上限,小炉子取下限),每批间隔时间需大于5min。如 果一次加入全部矿石,就会急剧降低熔池温度,使碳氣反应难于顺 利进行,甚至停止进行;而当温度升高后,钢液会突然发生激烈沸 腾,造成严重喷溅现象,甚至引起跑钢事故。所以在整个加矿氧化 过程中,要避免低温加矿,或加矿过量。并应根据操作要求,加入 小块矿或大块矿。小块矿加入炉内易浮在渣面上,增加了渣中氧化 铁含量,对去磷较为有利。大块矿加入炉内可通过渣层浮在渣-钢 界面处直接和钢液接触,使碳氧反应顺利进行,引起均匀有力的沸 腾,有利于去除钢中的气体及夹杂物。所以要按照加入大块矿、小 块矿的特点,根据钢中脱磷的要求合理使用。
氧化期操作应是"先矿后氧”,使得脱磷和脱碳都顺利进行, 温度控制也较方便,同时氧化末期钢中过剩氧量少,利于还原期操 作。矿氧使用时间是根据磷的情况而定的,当前期磷已大部去除, 即可使用吹氧氧化。
目前由于熔化期提前将磷去除到规格以内,很多厂在氧化初期 补加石灰,氧化铁皮后,立即吹氧化渣及脱碳。氧压一般采用 0. 6~0. 8MPao
整个氧化过程要防止低温氧化,否则容易造成后期回磷过多和 成分不均匀。
(3)脱碳速度余脱碳量的要求。脱碳速度为:^c≥0.06%/ho
脱碳量为:∆[C]≥0. 30%,高要求钢A[C]>0.40%°
(4)调整渣况。当氧化沸腾开始,采用流渣或换渣操作。要求 炉渣:R = 2〜3, (Feo)= 12%〜20%, (CaO)∕(FeO) = 3,炉内 渣量控制在3%〜4%。
氧化后期主要是脱碳操作,炉渣碱度在2.0左右,应使炉渣流 动性良好,渣层要薄,渣量控制在2%〜3%左右。吹氧结束后, 依炉渣情况补加石灰稳定磷。
(5)期中取样分析及控制好终点碳。为了掌握磷、碳氧化程 度,在沸腾开始流渣两批后,应及时取样分析碳和磷含量,以便决 定下步操作。
171
第4章电孤炉炼钢冶炼工艺及操作
一个熟练的有经验的炼钢工,往往根据炉渣、炉温、加矿或吹 氧的数量与时间,以及流渣、换渣等各方面情况,加上对炭火花的 识别来判断出当时碳和磷含量的范围。
吹氧终点碳的量,一般是低于钢种规格成分下限的一定值。这 个低于下限的数值,是由还原期增碳量多少来决定的。还原期、加 人铁合金及用炭粉脱氧,可能使钢液增碳。例如,炼45号钢,成 品碳含量为0∙42%〜0.49%,锺含量为0.5%〜0.8%,硅含量为 0.17%〜0.37%。判断氧化终点碳含量时,应考虑铁合金增碳量: 加锌0.5%,高碳Ig铁(含7%C, 70%Mn)带入0.05%C,在还 原期用炭粉及硅粉脱氧,按经验约增碳0.01%〜0∙03%,所以总 计增碳0∙07%左右。如果要求碳控制在0.45%,氧化终点碳应该 控制在0.38%左右。
终点碳过高或过低,将造成重氧化或增碳等不正常操作。扒 除氧化渣后,进入还原期发现碳高,将被迫吹氧氧化,这种不正 常操作称作重氧化。重氧化延长了冶炼时间,增加操作劳动强 度,浪费原材料,使钢液过热等,因此操作中应力求避免。如果 氧化末期终点碳控制过低,则扒渣后必须增碳。增碳将延长冶炼 时间10〜15min,并会增加钢中夹杂物和气体,也是一种不正常 的操作。
(6)温度控制。氧化期总的来讲是一个升温阶段,升温速度的 快慢要根据钢液磷的情况而定。然而不管如何,最终到氧化末期, 对于大多数钢种来讲,必须将钢液温度升高到大于该钢种的出钢温 度 10~20°Co
这是因为还原期渣面平静,升温很不容易,增大电流会使电弧 下的钢水过热,增加吸气量。同时电弧热大量反射给炉顶、炉墙, 使它们过早损坏。所以还原期只是个保温过程。再考虑到扒除氧化 渣、造还原炉渣以及加入铁合金等都会使钢液降温。因此,氧化期 必须将钢液温度升高到大于该钢种的出钢温度10〜20C。否则, 将造成还原期后升温而严重影响钢的质量、产量及损坏炉体,并给 操作造成困难。
(7)净沸腾。当温度、化学成分合适,就应停止加矿或吹氧, 继续流渣并调整好炉渣,使成为流动性良好的薄渣层,让熔池进入
172
4.4氧化期的操作及特征判断
微弱的自然沸腾,称为净沸腾。
净沸腾时间约为5〜IOmin,其目的是使钢液中的残余含氧量 降低,并使气体及夹杂物充分上浮,以利于还原期的顺利进行。
在冶炼低碳结构钢时,由于钢中过剩氧量多,应按0.2%计算 加错预脱氧,并可使碳不再继续被氧化,称为毓沸腾。有人认为, 这时用高碳锤铁可以出现一个二次沸腾,较为有利,也有人认为加 入硅镂合金可使预脱氧的效果更好。这两种观点各有理由,尚无 定论。
在沸腾结束前3min,充分搅拌熔池,然后进行测温及取样分 析,准备扒除氧化渣。
(8)扒渣。氧化期炉渣中含FeO很高,又含P2O5,为了还原 期脱氧及防止回磷必须扒渣。扒渣过程中,钢液温度急剧降低,钢 液直接从炉气中吸收气体,所以扒渣速度要快。
扒渣条件如下。
①扒渣温度要高于出钢温度10~20°Co
②化学成分。扒渣前碳、磷及其他限制性成分符合要求。通 常规定如下。
碳:[C] =成品规格下限一(0.03%〜0.08%)
或者[C] =成品规格下限一铁合金增碳量+ ( + 0.02%〜 -0. 03%)
磷:越低越好,一般应小于规格的半数。
具体如下。
优质钢:[P]≤0.015%
高级优质钢及高毓钢:CP]≤O. 01%
其他元素成分合适。
(9)增碳。增碳是不正常的操作,但是氧化末期碳含量过低需 要增碳,可在扒渣后裸露的钢液面上撒加纯净、干燥的炭粉,进行 增碳。增碳量可参考式(4-12)进行计算。
用电极粉增碳量=嘴蠡觀 (4-12)
在实际操作中,加入量不得超过lkg/t,并应结合炉温、钢种 及扒渣干净程度来定。一般来讲,炉温高,渣扒得干净,则钢液吸
173
第4章 电弧炉炼钢冶炼工艺及操作
碳率高,否则就低。如果氧化渣残留得多,炉温又偏低则很难 增碳。
也有用生铁进行增碳,但生铁中含碳量远低于焦炭粉和电极 粉,而且磷、硫等杂质含量较高。因此,只有增碳量小于0.05% 时方许使用。
4.5还原期的操作及特征判断
通常把氧化末期扒渣完毕到出钢这段时间称为还原期。还原期 的主要任务如下。
(1)脱氧。使钢液中溶解的氧含量下降到0.002%〜0.003% 的水平,同时要减少脱氧产物对钢液的玷污程度。
(2)脱硫。保证成品钢的硫含量小于规格要求,对质量要求严 格的钢种,硫含量越低越好。
(3)控制化学成分。进行钢液合金化的操作,保证成品钢中所 有元素的含量都符合标准要求。
(4)调整温度。确保冶炼正常进行并有良好的浇铸温度。
这些任务互相之间有着密切的联系,例如温度正常方能使脱 氧、脱硫及合金化任务顺利完成,良好的脱氧又有利于脱硫及成 分控制。所以必须根据它们的内在联系制定合理的操作工艺 制度。
4. 5.1还原期的目的
4. 5.1.1 脱氧
经过氧化期操作,钢液是强氧化性的,其含氧量远大于碳氧平 衡时的含量,含碳量愈低的钢液含氧量就愈高,如表4-8所示。
表4-8氧化末期钢液的过氧化程度
|
氧化末期钢中含 碳量[C]∕% |
1600七碳氧化平衡 时[0]平/% |
氧化末期实际含氧 量网/% |
过氧化程度 |
|
1.0 |
0.00226 |
0. 007~0. Oll |
0. 0047 — 0. 0087 |
|
0.6 |
0. 0038 |
0.015 |
0.0112 |
|
0.1 |
0. 0226 |
0. 04 |
0.0174 |
174
4.5还原期的操作及特征判断
无论是生产钢锭还是铸件,钢中氧含量高对钢的加工性能及产 品质量都极为有害。它的危害作用简单归纳如下。
(1)容易引起钢锭的冒涨、皮下气泡和疏松等冶金缺陷。
(2)钢液含氧高,浇铸时随温度下降析出的氧,与钢中硅、 锤、铝等元素作用,生成的氧化物来不及浮出,造成钢中非金属夹 杂物增多。
(3)氧降低硫在钢中的溶解度,加剧硫的有害作用。钢中FeS 和Feo形成低熔点的共晶体(熔点940。C)分布于晶界,当钢热加 工时(一般加热温度为IOOO〜1300°C)低熔点的共晶体于940七时 熔化,使钢材在锻造或轧制时开裂。
(4)钢中含氧量高,使钢的综合性能(力学性能、电磁性能、 抗腐蚀性能等)变坏。
为了限制或避免"氧”的种种有害影响,就必须最大限度地脱 除钢中氧,并将脱氧产物排除出钢液,这个过程称为脱氧。
在电炉上应用的脱氧方法分为两类:沉淀脱氧与扩散脱氧。
(1)沉淀脱氧。沉淀脱氧是将脱氧元素(即脱氧剂)直接加入 钢液中与氧化合,生成稳定的氧化物,并和钢液分离,上浮进入炉 渣,以达到降低钢中氧含量的目的,所以又称直接脱氧。
硅脱氧[Si] + 2[O]-SiO2(固) (4-13)
毓脱氧[Mn] + [O]^MnO(固) (4-14)
钛脱氧[Ti] + 2[O]-TiCh(固) (4-15)
铝脱氧 2[A1] + 3[O]-AI2O3(固) (4-16)
反应后生成的SiOz, MnO, Al2O3, TiO2等称为脱氧产物。 脱氧产物几乎不溶解在钢液中,又由于它们的密度比钢液小,所以 在一定的时间以后大部分脱氧产物能上浮到炉渣里,达到了脱氧的 目的。这些元素及元素的合金称为沉淀脱氧剂。
沉淀脱氧一般选择脱氧能力强,而且生成的脱氧产物也容易排 出钢液的元素作为脱氧剂。
元素脱氧反应的通式为
xCMe]+y[O] = MexOj,(θ) (4-17)
平衡常数为
175
第4章 电弧炉炼钢冶炼工艺及操作
αM%o, K=[Me]½∣A
当脱氧产物生成纯氧化物时,αMe.o,=l,则
[Me 了[O 了
(4-18)
(4-19)
在同一温度下,平衡常数K值大的元素,其脱氧能力强。脱 氧的化学反应均为放热反应,所以对某个脱氧元素来讲,K值随 着温度的升高而减小。图4-26是在1600。C时钢液中一些元素的脱 氧能力比较。各元素脱氧能力由强到弱的排列次序如下(当 [Me] = 0. 1 % 时):
Re、Zr、Ca, Mg、Al、Ti、B、Si、C, P, Nb、V、Mn、 Cr, (Fe、W、Ni、Cu)
氧化顺序在铁以后的元素,如鎳、铜等元素与Feo不起反应, 因为它们与氧的化合能力比铁弱,不能从Feo中夺取氧。因此, 锦、铜等不能作脱氧剂,也不能被氧化去除。
实验测定,元素的脱氧能力(除镂外)随着钢液中的该元素含 量的增加而降低的,而且某些元素达到一定含量后反而会使钢液中 氧含量升高。例如,[Cr]>12%∖ [Si]>2.5%∖ [C]>2%、 [Al]>0.025%时,所以不是脱氧剂加入愈多钢中溶解的氧就愈 少,它是有一个限度的。镁虽然具有强的脱碳能力,但由于镁在钢 液中的溶解度非常小,不可能使钢与镁之间发生分子交换,所以就 不可能用纯镁使钢液脱氧。
镒作为脱氧剂虽然脱氧能力低,但在钢的脱氧过程中却是必不 可少的。它的特点是随着钢液中毓含量的升高其脱氧能力增加,而 且在钢液中存在着几种脱氧元素时将影响其他元素的脱氧能力。例 如,毓提高硅和铝的脱氧能力,当含铳0.5%时,使硅的脱氧能力 提高30%〜50%,使铝的脱碳能力提高1〜2倍。当[Mn] = 0.66%、[Si] = 0.17%时,使铝的脱氧能力提高5〜10倍。
选用沉淀脱氧剂,除了要求具有一定脱氧能力外,还必须使生 成的脱氧产物能尽量多地尽快地从钢液中排除出去,做到既脱氧, 又较少玷污钢液。否则尽管使钢中溶解的氧量降低,但悬浮于钢液 中的脱氧产物颗粒,由于排除不出而使钢中氧化物夹杂增多,成品
176
4.5还原期的操作及特征判断
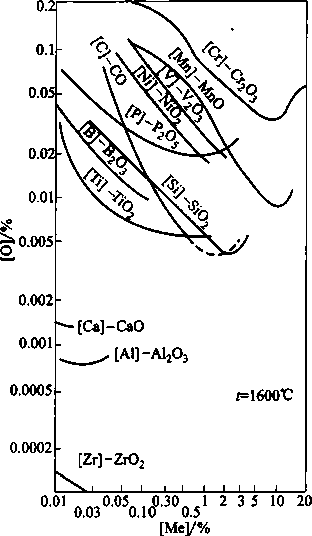
图4-26钢中元素的脱氧能力比较
钢材的力学性能及物理性能因此恶化。
炼钢中常用的脱氧剂,有单一的脱氧剂(如铝、硅、毓、钛 等,其中硅、铳、钛以铁合金状态加入)和复合脱氧剂[如 Mn-Si, Ca-Si、混合稀土(Re)等合金,
这些脱氧产物在钢液中上浮的速度主要取决于产物的性质及颗 粒的大小,在静止钢液中符合斯托克斯公式。
V上浮=普g<N (4-20)
式中p、Pl..钢液和脱氧产物的密度,g/Cm3 ;
η一钢液黏度,通常变化在0.001〜0∙003Pa∙s之间;
g...重力加速度,g=980cm∕s2 ;
r--脱氧产物的半径,cmo
177
第4章 电弧炉炼钢冶炼工艺及操作
例如,熔池深度为550mm,当r=0. 026mm时,用公式算出 V上浮=Llmm/s,脱氧产物只需要8. 3min就可以浮出钢液。但当 r减少10倍,即为0.0026mm时,V上浮=O. ∏mm/s,则脱氧产物 就需要13. 9h才能浮出钢液,显然在实际上是难以去除的。
怎样才能形成大颗粒的夹杂物呢?悬浮于钢液里的固相或液相夹 杂物,有一自发聚合长大的趋势,因为这个过程使熔池系统自由能减 少,趋向于更稳定状态。但聚合速度又受夹杂物本身性质及钢液性质 等条件的影响。生产研究指出,形成大颗粒夹杂物有以下两大途径。
①形成低熔点的,在炼钢温度下是液态的脱氧产物。因为液 态的脱氧产物容易凝聚成大颗粒迅速上浮。
使用单一的脱氧剂在炼钢温度下,它的产物大部分为固体粒 子,不易聚合上浮。所以必须同时使用几种脱氧剂或用复合脱氧 剂,使生成物为低熔点的化合物。例如镐、硅同时脱氧在钢中生 成低熔点的硅酸锺,Mno ∙ SiOz的熔点仅1270C,而Mno和 Sio2的熔点却分别为1785(和1713℃,如表4-9所示。但应注 意,实验测定表明,无论在纯硅酸锤中或在SiOz-FeOMnO、 SiO2-FeO-MnO-Al2O3系统中,只有当SiO2的溶解度小于47% 时,在炼钢温度下才能形成液态的硅酸盐或铝酸盐。所以毓、硅加 入先后次序不同,硅酸盐的组成也不同,其性质也不一样。
表4-9某些脱氧产物的物理性质
|
化合物 |
熔点/P |
密度 /(g∕cm3) |
化合物 |
熔点/七 |
密度 /(g∕cm3) |
|
FeO |
1379 |
5.9 |
AlN |
2200 |
3.26 |
|
MgO |
2800 |
3.4 |
MnS |
1610 |
4. 02 |
|
CaO |
2600 |
4. 25 |
V2O3 |
2000 |
4.81 |
|
TiO2 |
1640 |
2. 28 |
WO2 |
1770 |
12. 11 |
|
SiO2 |
1713 |
3.9 |
ZrO2 |
2700 |
5.49 |
|
Ah。3 |
2050 |
5.0 |
CaO ∙ Alz。3 |
1600 | |
|
Cl2 O3 |
2265 |
5.47 |
3 CaO * Alz θɔ |
1535 | |
|
VN |
2000 |
5.1 |
MnO ∙ SiO2 |
1270 | |
|
TiN |
2900 |
6. 93 |
Fe |
1539 |
7. 9 |
|
BN |
3000 |
3. 26 |
MnO |
1785 |
5. 18 |
178
4.5还原期的操作及特征判断
表4-10硅、SS脱氧剂加入次序对硅酸盐夹杂成分的影响
|
方案 |
方法 |
硅酸盐夹杂成分/% |
夹杂总量 /% | ||
|
SiO2 |
MnO |
FeO | |||
|
I |
先加硅后加Ig |
54.16 |
29. 8 |
16. 76 |
0.0268 |
|
U |
先加锌后加硅 |
37. 20 |
55. 25 |
7. 55 |
0.0148 |
|
DI |
用[Mn]∕τsi] = 3.5 合金 |
37. 73 |
57. 73 |
8. 54 |
0.0172 |
|
用[Mn]∕[Si] = 4.5 合金 |
34. 74 |
58. 60 |
6. 66 |
0.0146 | |
从表4-10可以看出:采用方案I ,生成的硅酸盐夹杂中Sio2 含量大于47%,所以硅酸盐夹杂是Si02过饱和的固态黏性质点, 钢中夹杂物总量也较其他方案高。采用方案U,生成的硅酸盐夹杂 中A02含量为37.2%,硅酸盐夹杂呈液态,所以夹杂总量比方案 I大大减少。方案II虽能取得良好的脱氧效果,但由于先加入 Fe-Mn,在脱氧开始时脱氧产物很不均匀。当再加入硅铁时,导致 部分的MnO和FeO还原,在钢液内形成易熔的含镂、含铁的硅酸 盐和被SiOz过饱和的固态质点。这些固态质点的数量比方案I少 得多,但这些质点要黏聚到液态的硅酸盐上还需一段较长的时间。 因此,生产中常常采用复合脱氧剂,以保证获得低熔点液态产物。
电炉常用的复合脱氧剂中各组元有一定的比例关系。对于 Mn-Si合金来讲,要求Mn/Si值>3,才能保证形成液态的硅酸 盐。当Mn/Si值>4. 5时,可以使钢史硅酸盐夹杂物总量进一步减 少,如表4-n所示。但是当Mn/Si值>8时,脱氧产物中除了易 熔硅酸盐外,还存在纯氧化物Mn0,与易熔的硅酸盐相比较,其 上浮速度低得多。另外,Mn/Si比值过高势必降低合金中硅的含 量而使脱氧不良,所以Mn/Si比值的提高受到一定的限制,目前 炼钢中一般采用Mn/Si值为3. 5〜4. 5的硅毓合金。铝错硅复合脱 氧剂由于含有一定数量的铝,可使该合金中Mn/Si比值较高时仍 能保持足够的脱氧能力,而硅钙复合脱氧剂不但具有很强的脱氧能 力,而且还具有很强的脱硫能力。
表4-11硅溢合金中Mn/Si值对夹杂物含■的影响
|
,Mn/Si |
3. 5 |
4. 5 |
6 |
7 |
|
夹杂物总量/% |
0.0172 |
0.0146 |
0.0119 |
0.0118 |
179
第4章电氟炉炸钢冶炼工艺及操作
综上所述,还原期如用毓、硅预脱氧及调整毓、硅成分时,最 理想是加入Mn/Si = 4.5的硅毓合金,或锺、硅同时加入,其次是 先加iS后加硅,而先加硅后加锌对钢质量是十分不利的。
②形成与钢液间界面张力大的脱氧产物,也易于在钢液中黏 结聚合为大的"云絮”状颗粒集团快速浮出钢液。

1 2
图4-27夹杂聚合示意图
设钢液中有两颗夹杂物聚合为一个大颗粒夹杂物,如图4-27 所示,其表面能的变化必然为
。夹 I-夹 2 Sι-z-(o铜-夹 ISl + 碉-夹 2 S?) VO (4-21)
式中α夹I-夹2..两颗夹杂物间的界面张力;
“J一夹——钢液与夹杂物间的界面张力;
S..界面积。
如把两颗夹杂物颗粒看成大小相等,并认为性质相近,则有
0记一夹1 =0#?一夹2 =0話夹
则表面能的公式变为-
"弗 i-夹2 s「2o鋼-夹 Si <0
2⅛ft-4 > 唳 I-夹 2
可以看出占钢与夹杂物间.的界面张力((^一夹) 自发聚合的趋势就愈大。
(4-22)
(4-23)
(4-24) 愈大,夹杂物
一般脱氧元素生成的脱氧产物同钢液间的界面张力都远大于其 产物之间的界面张力,但以铝较突出。用强脱氧剂铝脱氧,生成高 熔点细小的Al2O3夹杂物,而Al2O3与纯铁液间的界面张力高达 2N∕m (SiO2同纯铁液间的界面张力约为0.6N/m),在钢液中受 到排斥而迅速聚合在一起,呈大簇"云絮”状的AI2O3颗粒集团 能快速浮出钢液。
沉淀脱氧是目前炼钢生产中应用最广的脱氧方法。其优点是操 作简便,反应迅速,因此生产效率高而成本低,对于重要用途的钢 种也是必不可少的脱氧方法,在各炼钢方法中广泛应用。但沉淀脱
180
4.5坯原期的操作及特征判断
氧的主要缺点是:总有一部分脱氧产物残留在钢液中,影响钢的纯 洁度。
在电炉上应用沉淀脱氧主要是预脱氧和终脱氧,此外某些元素 作为合金成分加入钢中,也能起到沉淀脱氧作用,预脱氧在氧化末 期或稀薄渣形成时进行,多数用铝,也有加FWMn, FbMn-Si (可按锤规格下限加入)或用Ca-Si块。
终脱氧作为还原期最后补充的脱氧操作十分重要。终脱氧总是 用强脱氧元素加入钢液,使钢液中氧量再进一步降低。出钢前用强 脱氧剂终脱氧,除脱氧外还能够细化晶粒,以改善钢材的性能。例 如用铝终脱氧,使钢中含有0∙02%〜0.03%残铝,就能细化晶粒, 提高钢的冲击韧性;用钛脱氧也有细化晶粒的作用,还能与氮结 合,减少氮对力学性能的有害影响;用硅钙合金终脱氧能减少 AI2O3链状夹杂,减少钢的纵向与横向性能差别,还能增加钢液的 流动性,改善钢锭表面质量。
(2)扩散脱氧。扩散脱氧是电炉炼钢特有而基本的脱氧方法, 又称间接脱氧法。其原理是依据溶质在两种互不相溶的溶剂中溶解 度的分配定律。氧作为溶质在钢液与炉渣中的浓度比,在一定温度 下是一个常数,可用式(4-25)表示。
L0 ^κa^sψ±) Wm E^ tΛ?. (4-25)
式中 ∑(FeO)——炉渣中的sari C
LO]—钢液中氧1
Lo——氧在炉渣和钢液中的分配系数。
Lo值与温度及炉渣成分有关,如图4-28所示。当碱度为2, 温度为 160O-C时,Lo^200°
所以设法降低渣中FeO含量,使其低于与钢液平衡的氧量, 则钢液中的氧必然要转移到炉渣中,从而使钢中含氧量降低。
[例4-□ 冶炼20号钢,熔池温度为1600(,氧化结束钢中 含氧量为0∙03%,扒渣后用石灰、萤石和废火砖块造碱度为2的 炉渣,渣量为3%,造渣后氧在渣钢之间的分配达到平衡时,钢中 [O]及渣中(Feo)各为多少?
解 因为新造的炉渣中不含FeO,所以有脱氧能力。造渣前钢
181
第4章电弧炉炼铀冶炼工名及操作
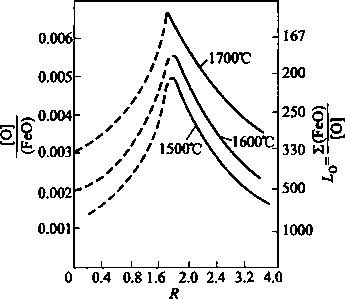
图4-28氧的分配系数和炉渣碱度的关系
中氧的总含量应该等于造渣后钢液中的氧含量加上进入炉渣的FeO 中的所含的氧量,即可以写为
0. 03 % = [0]平 +(Fe。;尹 16 义急 (4-26) 式中[O]平-造渣后钢中与炉渣达到平衡时的氧含量;
(Feo)平——造渣后平衡时渣中FeO的含量;
0. 03%--造渣前钢中的总含氧量;
3/100—÷ 渣量;
16/72-率相对原子质量/FeO相对分子质量。
1600(达到平衡时,氧在渣钢间的分配系数为
L。=醫^ = 200 (4-27)
将式(4-27)代入式(4-26)得
[C⅛=0. 013%
(Feo)平=2. 6%
上述计算说明造新渣后钢液中氧向渣相转移,结果是钢液中氧 由0.03%降至0.013%,而渣中FeO由0增加到2. 6%,从而达到 了脱氧的目的。
为了将钢液中氧进一步降低,只需设法将渣中Feo减少。因 此,往渣面上撒加与氧结合能力比较强的粉状脱氧剂,如炭粉,
182
4.5还原期的操作及特征判断
Fe-Si粉、铝粉、Ca-Si粉或碎电石(CaC2)等,使与渣中FeO发
生下列反应。
(FeO) + C ^QFe] + {CO} (4-28)
(FeO) +ɪsi —[Fe] + ɪ (SiO2) (4-29)
3 (FeO) + 2 Al ^3 [Fe] + ( Al2 O3) (4-30)
3(FeO) + SiCa ^3[Fe] + (SiO2) + (CaO) (4-31)
3 (FeO) + CaC2 3 [Fe] + (CaO) +2{C0} (4-32)
反应结果,使渣中Feo大幅度降低,这就破坏了氧在渣钢之 间的浓度分配系数,钢液中的氧就会不断地向炉渣扩散转移,力图 达到新的平衡。因此,扩散脱氧就是不断地降低渣中FeO的含量, 来达到降低钢液中氧含量的一种脱氧方法。
仍以上述例子说明,假若使还原渣中2(FeO)=0.5%,达到 平衡,钢液中氧的含量应为
[O] = 0. 5%∕2OO = O. 0025% (4-33)
这样低的氧含量在实际生产中是很难达到的,在还原末期一般 中碳钢中氧量约为0∙005%〜0.007%。这是什么原因呢?关键在 于钢中氧往渣相的扩散转移速度很慢,而炼钢还原期的时间不可拖 得很长,所以氧在钢渣两相的浓度分配是远离平衡状态的。只有在 出钢时渣钢激烈混冲,两相界面激增,创造了扩散极为有利的条件 时,分配系数才接近达到平衡值。
由于扩散脱氧时化学反应是在渣相内进行的,脱氧产物溶解在 渣液里或进入炉气,很少玷污钢液,这是最大的优点。用炭粉扩散 脱氧,其脱氧产物是CO气体,根本不会玷污钢液,同时能使炉内 具有还原气氛。这两个特点是其他脱氧剂所没有的。但用炭粉还原 由于固态碳粉与渣中(Feo)的反应不完全,且速度较慢,只能将 钢液脱氧到一定程度,所以生产中还必须用硅铁粉或其他强脱氧剂 进一步扩散脱氧。然而由于硅铁粉密度介于渣钢之间,部分硅铁粉 起到沉淀脱氧作用,(SiO2)还有可能玷污钢液,所以用硅铁粉还 原前要尽可能先用炭粉(或碎电石块)还原。同时为了保持炉内还 原性气氛,也需要分批少量地向渣面加入炭粉。
扩散脱氧最明显的缺点是脱氧速度缓慢,为了把钢中氧降得较
183
第4章 电弧炉炼钢冶炸工艺及操作
低,需要花费很长时间。
比较扩散和沉淀脱氧两种方法,归纳如下。
①扩散脱氧。脱氧产物很少玷污钢液,钢液清洁,但脱氧速 度慢,延长还原时间。
②沉淀脱氧。脱氧产物玷污钢液,钢中夹杂物影响钢质量, 但脱氧速度快。
基于上述分析,在电炉实际生产中普遍采用综合脱氧法。
(3)综合脱氧。综合脱氧是在还原过程中交替使用沉淀和扩散 脱氧,即沉淀、扩散联合脱氧法。
传统的电炉脱氧制度为:还原期开始用沉淀脱氧,加入毓铁、 硅铁或铝块等,称为预脱氧;薄渣形成后,用粉状脱氧剂扩散脱 氧;出钢前再用强脱氧剂铝块、硅钙块等沉淀脱氧,称为终脱氧。
这种脱氧制度既达到了脱氧效果,又加快了脱氧速度。其优点 可解释为:在氧化期转入还原期时,钢液为强氧化性,含氧量较 高。这时加入块状脱氧剂到钢液中,能迅速降低钢中溶解的氧(降 至0.01 %〜0.02%)。这就大大减轻了还原期的任务,其脱氧产物 能在还原期间上浮,使钢液玷污程度减少。紧接预脱氧后采用扩散 脱氧,一方面进一步扩散脱除钢液中的氧,另一方面造成和保护炉 内的还原性气氛,减少钢液的氧化。在扩散脱氧过程中,渣中 (FeO)含量应降得很低(小于0.5%),并适当保持一段时间,此 时钢中氧已降得较低,继续扩散脱氧其速度就很小。在出钢前再用 强脱氧剂沉淀脱氧,进一步降低钢中溶解的氧(下降到约 0. 00296⅜~0. 005%) o由于加入终脱氧剂到出钢这段时间很短, 必然有一部分脱氧产物来不及上浮而留在钢液中,但在出钢过程中 采用钢渣混冲,极大地增加了钢渣的接触界面。还原渣洗涤及吸附 钢中的夹杂物,并在浇铸前的镇静过程中上浮排除,同时混冲使扩 散脱氧过程大大加快,进一步降低钢中的含氧量。这样的脱氧操 作,充分发挥扩散和沉淀脱氧的优点,弥补不足之处,长期以来认 为是一种比较合理的脱氧制度。
4. 5.1. 2 脱硫
硫在钢铁料中是必然存在的元素,通常对钢质是有害的,炼钢 过程中应尽力把它去除掉。
184
4.5还原期的操作及特征判断
(1)影响脱硫的因素。从炼钢的基础理论中已知炉渣脱硫反应
如下。
[FeS]—>(FeS)界面
钢液中硫向渣钢界面扩散转移如下。
(4-34)
(FeS) + (CaO)==(CaS) + (FeO) (4-35)
(MnS) + (CaO)-(CaS) + (MnO)(高毓钢) (4-36)
在钢渣界面上进行脱硫化学反应。
根据上述反应式分析电炉还原期中影响脱硫的几个主要因素。
①还原渣碱度。渣中Cao是脱硫的首要条件,在酸性渣中
Cao全部被SiO2所结合而无脱硫能力,所以脱硫要在碱性渣条件
下才能进行。随着碱度增 大,渣中的自由Cao含量 增多,炉渣的脱硫能力增 大。但碱度过高会引起炉 渣黏稠,而不利于脱硫反 应进行。生产经验认为, R=2.5〜3.5时脱硫效果 最好。炉渣碱度与Ls = (S)/[S]的粗略关系如图 4-29所示,Ls通常波动在 30-50之间。
图4-29炉渣碱度与硫分配系数的关系
[Mn] = 0. 6⅝~0. 8%; (Fe) = O.5%〜0.55%
②渣中Feo含量。在电炉还原期中,(Feo)随着扩散脱氧的 进行而逐渐降低,从脱硫反应式中可以看出,随着(Feo)降低脱 硫反应顺利进行。当(FeO)降到0.5%以下,其脱硫能力显著提 高,如图4-30所示。因此,在还原气氛下的电炉渣只要保持较高 的碱度,脱硫效果极为显著,表明了脱硫与脱氧的一致性,因此在
电炉冶炼中钢液脱氧越完全,脱硫也越有利。
③渣中CaF2和MgOo渣中加入CaF2能改善还原渣的流动 性,提高硫的扩散能力有利于脱硫。同时CaFz能与硫形成易挥发 物,有直接脱硫作用,且不影响碱度。然而由于考虑对炉衬的侵蚀 作用,CaFz用量不宜过多。
MgO是碱性氧化物,有人认为脱硫能力与Cao相同,另有人
185
第4章 电弧炉雌钢冶炼工艺及操作
图4-30电弧炉还原渣中(FeO) 对硫分配系数的影响 (B=ncaθ+nMgo-2∏siθ2 -4∏pzo5 — HFe2O3-HAl2O3)
认为脱硫能力很小,意见并不一 致。但是渣中Mgo含量高会使炉 渣流动性变坏,影响硫的扩散能 力,并给脱氧等操作带来许多困 难,因此一般都不希望炉渣含有高 的 MgO0
④渣量。适当加入渣量可以 稀释渣中CaS浓度,对去硫有明显 效果。实际操作中,渣量控制在钢 水量的3%〜5%,如果渣量过大 使渣层过厚,脱硫反应就不活跃。 为此,钢中硫并不随着渣量的增加 而按比例下降。同时,渣量过大电 耗也大,原材料消耗也增加。还原 期一般不换渣去硫,以免降温及增 加钢中气体含量。但炉料含硫量高 时,也可把渣量增大到6%〜8%, 并采用换渣脱硫。
⑤温度。脱硫反应的平衡常数KS与温度关系式为
IgKS
— 6024
-T~
1. 79
(4-37)
在炼钢温度范围内(1500〜1650(), KS随温度的变化值不 大,所以温度对脱硫的平衡状态影响不大。但钢渣间的脱硫反应状 态远离平衡,脱硫的限制性环节是硫的扩散速度小,提高熔池温度 改善了钢渣的流动性,提高硫的扩散能力,从而加速了脱硫过程。
(2)脱硫的几个工艺环节。脱硫主要靠还原期和出钢过程,但 是应该从整个冶炼过程的各个环节注意控制钢液硫含量的变化,才 能取得良好效果。
①配料。配料时应注意高硫料的适当搭配、分散使用,以免 一些炉次的硫含量很低,不能发挥炉渣的潜在脱硫能力,而另一些 炉次硫含量配得过高,造成脱硫任务过重以使操作被动。当然,某 些钢种如工业纯铁、滚珠轴承钢等,配料中必须严格掌握,尽量
186
4.5还原期的操作及特征判断
配低。
②熔化期和氧化期。熔化期和氧化期一般可以不过多考虑脱 硫问题。但炉料含硫过高时,也应在保证完成主要任务的前提下, 特别是在氧化期脱磷任务并不很重的情况下,注意运用氧化去硫及 氧化渣脱硫的手段,脱掉一部分硫,以减轻还原期的任务。
通过造高碱度流动性良好的炉渣,配合吹氧脱碳,适当提高熔 池温度,是可以具有脱硫能力的。去硫率波动在15%〜35%之间。
③还原期。脱硫往往伴随着脱氧造渣操作一并进行,只有在 钢液中硫含量很高的情况下,才有其独立的操作过程。为使脱硫能 顺利进行,应注意以下几点。
a.薄渣一形成就加入足够的脱氧剂,迅速造好流动性良好的 白渣。整个还原期白渣要稳定,(FeO)≤0.5%,不能忽高忽低, 这对于稳定脱硫效果极为重要。
b.保持钢液和炉渣的高温,勤推渣、多搅拌,在电力制度方 面运用低电压短电弧,以增加炉渣转动的推力,为硫在渣钢界面间 扩散创造良好条件。
c.适当运用合金元素对脱硫的有利作用。如将碳、毓、硅等 元素在还原初期合金化中配加到规格下限或接近下限。又如硅钢 中,[Si] = 3%时,能使硫在钢液中的溶解度降为原来的1/3; -些对硫含量和硫化物夹杂要求高的钢种,在终脱氧时可选择Ca-Si 或稀土合金作终脱氧剂,直接脱氧及脱硫。
d∙还原期[S]较高的情况下,可增大渣量到6%〜8%,也 可以扒除部分还原渣,补加一批渣料再行造渣。但是这种操作是不 希望的,对钢质量和生产率均无好处,力求避免。
④出钢。出钢环节往往是争取硫含量进入成品规格范围的关 键,因而是脱硫操作的重点。由于脱硫反应在炉内远远达不到平 衡,而在出钢过程中,渣钢激烈混冲两相接触面成千上万倍增加, 脱硫容易趋于平衡。在正常出钢过程中,至少可以脱除50%的硫。
生产统计表明,电炉炼钢中硫含量出格的事故多数是因为出钢 过程炉渣受阻,先钢后渣,或出钢钢流细散、混冲无力所造成的。
根据以上所述,要求顺利地达到钢液去硫的目的,必须具备下 列条件。
187
第4章 电篆炉炼辆冶炼工艺及操作
a∙钢液脱氧必须良好,也就是说炉渣中的Fe0、MnO浓度 要低。
b.炉渣必须具有高的CaO,即炉渣的碱度要高,尤其是炉渣 中的自由Cao含量要高,炉渣的流动性要好,并且要有足够的 渣量。
c.要保证在一定高的温度下进行脱硫操作,同时要加强搅拌 以加速脱硫反应的进行。
d.出钢过程中应适当加大出钢口和放低钢包,钢渣同出激烈 混冲,以进一步降低钢液中的含硫量。
4. 5.1.3 钢液的合金化
电弧炉所炼的钢种有几百种,区别在于成分的差异,成分控制 贯穿从配料到出钢的各个环节,但还原期成分控制的重点是合金元 素成分的控制。
成分控制首先要保证成品钢的元素含量全部符合标准要求。现 有钢种成分标准中,多数元素的成分规格范围较宽,控制成分容易 实现。然而,同样合格的若干炉相同钢种,性能差异往往很大,这 主要是钢中化学成分上的差异。为此往往要求更精确地把成分控制 在一个狭窄的范围内,称为控制成分。例如ICrl8Ni9Ti无缝钢 管,要求馅含量控制接近下限,鎳含量控制于上限,才能保证穿管 时加工性能良好。
调整成分时,应尽可能提高合金元素的回收率,减少元素的 烧损,节约合金用量。特别是贵重元素与我国稀缺的元素,更应 节约使用,在不影响钢的性能前提下,按中下限控制,减少加 人量。
合金加入顺序及操作特点介绍如下。
①合金加入的原则。在合金化中起决定作用的是合金元素的 化学稳定性,即与氧的亲和力,这是确定合金化工艺的基本出发 点。其次是合金的熔点、密度、加入量的多少等,也都必须加以考 虑。一般说来,和氧亲和力小、熔点高或加入量多的合金元素可在 熔炼前期加入,合金元素与氧亲和力较大的一般是还原期加入,加 人早晚也需根据加入量来决定,而易氧化元素(Al、Ti、B等)则 是在还原后期(出钢前)或在盛钢桶中加入。
188
4.5还原期的操作及特征判断
②合金化操作特点。合金化操作的特点包括以下几点。
a.锦、钻、铜等元素在炼钢过程中不会被氧化掉,故可在装 料中配人,或在熔化期和氧化期加入。
b.鸨、铝元素和氧亲和力比较小,且密度大熔点高,提前加 入有利于熔化和均匀成分。氧化法冶炼可在薄渣时加入;返回吹氧 法冶炼时可随炉料加入,但吹氧助熔应在熔化后期熔池温度稍高时 进行,以减少鸨的氧化损失。还原期补加鸽铁的块度要小些,加入 高温区,并要加强搅拌。当补加量不低于0.5%时,补加后应过 20min才能出钢。
c.锤、馅和氧亲和力大于铁,一般在还原初期加入,后期调 整。锤的回收率在95%以上,馅的烧损主要是形成Cr2O3进入渣 中,常使还原渣呈绿色并变黏,这在冶炼高馅钢时特别明显,后期 补加馅量达1%时,补加后应过10〜15min才能出钢。
d.机与氧亲和力较强,要在钢液和炉渣脱氧良好的情况下加 人。冶炼低钦钢(V含量<0.3%)在出钢前8〜15min加入,冶 炼高机钢(V含量为1%)可在出钢前30min内加入,熔化、均匀 后取样分析,并在出钢前调整。
e.冶炼硅钢时,在出钢前IOmin左右按规格中上限加入(包 括残余硅);一般钢种在出钢前5min调整加入硅铁。对硅的合金 化应注意以下几点。
i •高硅钢在出钢前Iomin左右加入大量硅铁,由于密度较 轻,部分硅铁浮在炉渣中,需用大电流使Fe-Si及时熔化和进入钢 液,否则那些未熔Fe-Si在出钢过程中可能残留在炉内,造成钢中 硅低出格。
Ii •冶炼含铝、钛等钢种,必须考虑回硅现象,因此必须给硅 成分调整留下充分余地。例如,38CrMoAl, 12CrMoSiTiB等钢中 的硅都调整到规格下限以下0∙06%〜0.1%。
Iii-还原期用Fe-Si粉扩散脱氧会使钢液增硅,增硅量取决于 渣况、温度和加入Fe-Si粉的量,一般增硅量约0.1%。
f∙铝、钛、硼是极易氧化元素,因此加入前钢液必须脱氧良 好,炉渣碱度适当,炉内还原气氛强。
硼:加硼前首先要向钢液加适量的铝和钛,以脱氧固氮提高硼
189
第4章电弧炉炼钢冶炼工艺及操作
的回收率。加入方法通常有两种,一种是在出钢前2〜3min将硼 钢用铝皮包好,迅速插入钢液;另一种是出钢时加入,先快速摇 炉,使炉渣不出来,倒出钢水1/3时,将硼铁随钢流加入盛钢桶 内,然后钢渣同出。
钛:冶炼低钛钢时,在出钢前5〜IOmin加入,也可出钢时加 入盛钢桶中,但要注意增硅(0"%左右)。冶炼高钛钢时,(Ti含 量>0.5%),当炉中硅已较高时,应扒渣,钛铁在出钢前IOmin 加入。
铝:作为合金元素是在出钢前IOmin加入,加前要扒掉炉渣, 将铝块加在钢液界面上,然后向炉内加入占料重2%〜3%的石灰 和萤石,采用高电压化渣,化好渣后出钢。
g.其他合金元素。氮通常在还原期用含氮锌铁或含氮馅铁加 入,钢液中含有⅜S和馅可提高氮的回收率;磷、硫在还原期加入, 但必须造中性渣,以保证回收率;稀土元素采用稀土合金或稀土氧 化物在插铝后加入,回收率在30%〜50%之间。
合金加入时间及回收率如表4-12所示,以作参考。
表4-12合金加入时间及回收率
|
合金名称 |
冶炼方法 |
加入时间 |
回收率/% |
|
像 |
装料加入 氧化期加人,还原期调整 |
>95 95~98 | |
|
钥铁 |
装料或熔化末期加入,还原期 调整 |
>95 | |
|
筲铁 |
氧化法 返回吹氧法 |
氧化末期或还原初期装料 |
90 〜95 低筲钢8590 高鹤钢92〜98 |
|
锌铁 |
还原初期 出钢前 |
95 〜97 约98 | |
|
恪铁 |
氧化法 返回吹氧法 |
还原初期装人,还原期调整 (不锈钢) |
95~98 80 〜90 |
|
硅铁 |
出钢前5~IOmin |
>95 |
190
4.5还原期的操作及特征判断
续表
|
合金名称 |
冶炼方法 |
加人时间 |
回收率/% |
|
凱铁 |
出钢前8〜15min(含V< 0.3%)出钢前20〜30min(含V 为1%) |
约95 95 〜98 | |
|
钛铁 |
出钢前 |
40~60 | |
|
硼铁 |
出钢时 |
30 〜50 | |
|
铝 |
含铝钢 |
出钢前8~15min扒渣加入 |
76 〜85 |
|
磷铁 |
造中性渣 |
还原期 |
50 |
|
硫 |
造中性渣 |
扒氧化渣插铝后或出钢时加 入包中 |
50 〜80 |
|
稀土合金 |
出钢前插铝后 |
30 〜40 |
4. 5.2还原期的造渣操作
目前电弧炉炼钢中用于扩散脱氧的渣系有:碱性电炉的白渣与 电石渣、酸性电炉的酸性渣,以及火砖渣(半酸性渣底它们的大 致成分如表4-13所示。
表4-13还原渣系的成分 单位:%
|
渣系 |
白渣 |
电石渣 |
酸性渣一 |
火砖渣 |
|
CaO |
50 〜55 |
55~65 |
17 〜24 |
20 — 24 |
|
SiO2 |
15 〜20 |
10 〜15 |
55~6O |
30~35 |
|
MgO |
<10 |
8—10 |
20 — 30 | |
|
MnO |
<0. 4 |
5〜10 |
0. 35~2* 0 | |
|
AI2。3 |
2~3 |
2〜3 |
5〜10 |
15~55 |
|
CaFZ |
5〜8 |
8—10 | ||
|
CaC2 |
1 〜4 | |||
|
CaS |
<1. 5 | |||
|
FeO |
0. 5〜0.6 |
<0. 5 |
3〜5 |
1~4 |
(1)白渣和电石渣。白渣是电炉炼钢中常造的一种碱性渣,具 有良好的脱氧和脱硫的能力。白渣的碱度高(在3左右),氧化钙 在60%左右。好的白渣在炉中发生泡沫,并会均匀地粘在样勺或
191
第4章电弧炉炼铜冶炼工艺及操作
耙子上,冷却后呈白色会变成粉状。造白渣的方法是在稀薄渣形成 后,向炉中加电石、炭粉、硅铁粉等,还原炉渣中的氧化铁和氧化 猛等氧化物。随着渣中氧化物减少,炉渣就逐渐变白。白渣极易与 钢水分离而上浮,较少玷污钢水,所以通常规定必须要在白渣下 出钢。
电石渣是电弧炉炼钢中采用的另一种碱性还原渣,这种渣子中 含有碳化钙,含CaCz在1%〜2%时称弱电石渣,冷却后呈灰色, 并有白色条纹。含CaCz在2%〜4%时称强电石渣,冷却后呈灰黑 色。电石渣易黏附在钢液上,不易分离上浮,此时不能出钢,但脱 氧脱硫能力较白渣强。
碱性电弧炉炉渣主要是采用白渣精炼,电石渣用得较少,尤其 不适用于低碳钢及对含碳量规格范围狭窄的钢种。有时为了提高炉 渣的脱氧能力,在开始还原时可适当多加些还原剂,使炉渣略呈灰 色或灰白色(弱电石渣)。这种渣在短时间内即能转变成白渣。所 以生产中有时会出现白渣精炼中形成电石渣与弱电石渣。白渣与电 石渣比较如表4-14所示。
表4-14白渣与电石渣的比较
|
项 目 |
白 渣 |
电石渣 |
|
早期成渣速度 |
快 |
慢 |
|
脱氧剂在炉渣中溶解情况 |
碳、硅皆不溶于渣 |
CaC2能溶于渣 |
|
渣色 |
白色鱼籽状 |
灰黑色白条纹无光泽 |
|
炉内形成的还原气氛 |
弱 |
强 |
|
成渣后的扩散脱氧速度 |
较慢 |
较快 |
|
脱氧剂加入对炉渣影响 |
硅粉加人影响碱度和流动性 |
对碱度和流动性都不影响 |
|
钢液的增碳程度 |
小 |
大 |
|
脱氧剂用量情况 |
炭粉量少、硅粉受限制 |
炭粉量大(3〜4kg/t) |
|
炉渣与钢液的润湿性 |
差 |
好 |
|
总的还原时间 |
短 |
长 |
|
能否出钢 |
能 |
不能 |
192
4.5还原期的操作及特征判断
(2)造渣制度
①碱度和(Feo)含量。碱度大小影响炉渣的反应能力,氧 化期炉渣要求氧化性强,而还原期则完全相反,要求炉渣中 (FeO)尽量低。炉渣碱度、(Feo)含量与钢中氧含量的关系如图 4-31所示。
0.040
0.035
0.030
^0.025
£0.020
0.015
0.010
0.005
0 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5
图4-31在1600P炉渣碱度、(Feo)含量与钢中氧含量的关系
从图中可看出,当碱度R>2时,钢中氧量[O]随着R的增 加而减少。所以从脱氧的角度出发,炉渣碱度应当尽可能大些。但 碱度太大,炉渣会变稠,流动性变差,所以当R>3.5时,对脱氧 能力的提高就不显著了。从图中还可以看出,当碱度相同时,渣中 (FeO)含量越低,[O]越少。因此,为了保证钢液降到合乎要求 的含氧量,白渣或电石渣的碱度应保持在R = 3左右,出钢前 (FeO)应小于 0.5%。
②炉渣的流动性。炉渣的流动性是影响渣钢间物化反应的重 要因素。流动性良好的炉渣能活跃物化反应,炉渣过稠过稀都会降 低脱氧脱硫速度,也会增加钢中气体。
还原期调整炉渣流动性多数采用萤石,但也可掺加部分碎火 砖块(成分大体为35%〜40% AI2O3, 6O%SiO2等)。目前有些 钢厂不使用含杂质较多的废火砖块,而使用干净的石英砂来代替
193
第4章电歎疗炸钢冶炸工艺及操作
部分萤石,并适当加大渣量(7%〜8%)。这种炉渣渣况比较活 跃而且稳定,可以得到疏松的小泡沫渣,温度较易控制,还原速 度也较快,而且炉渣的隔气能力大,可以减少钢液从炉气中的吸 气量。
用萤石调渣时,炉渣较稀,并且易吸气;用火砖块或石英砂调 渣时,因含(SiO2)较高,会降低炉渣碱度。生产经验证明,当 还原渣中稀释剂总和(Sio2)+(AI2O3) +(CaFz)在30%〜35%左 右时,炉渣的流动性一般是良好的。如果小于此值或渣中MgO含 量过大,则炉渣会黏稠起来。
③渣量。钢液精炼时应保持适当的渣量。在一定限度内使渣 量增大时,(Feo)和(CaS)的浓度相应降低,从而有利于钢液的 脱氧和脱硫。渣量大,白渣也比较稳定,不易变黄,能保证炉渣的 脱氧能力。另外,增大渣量时,出钢后相应地在盛钢桶内具有较厚 渣层,有利于钢液的保温。但渣量过大,渣层过厚,会使熔池的物 化反应不活跃,并使钢液熔池加热困难,增加电耗及浪费造渣材 料,同时也会加剧对炉衬的侵蚀。
还原期渣量一般控制在3%〜5%。大容量电炉和冶炼中碳钢 偏下限,小容量电炉和冶炼低碳钢以及对夹杂和发纹有严格要求的 钢种偏上限,冶炼含贵重合金元素的钢种时,可适当减少渣量,以 提高回收率。
(3)渣况判断。评定白渣好坏首先应注意渣色,不仅要看炉渣 白的程度,而且要看白渣的保持时间。白渣颜色稳定而保持时间 长,才能说明钢液的脱氧良好。渣色反复变化,表明炉渣脱氧不 良。碱性渣随着炉渣氧化性的高低而呈现不同的颜色,所以渣色是 炉渣与钢液脱氧程度的标志。炉渣氧化性强时,即渣中氧化物如 FeO、MnO等含量较高时,炉渣呈黑色,随着炉渣氧化性的减弱 颜色也逐渐变浅,由黑色f棕色-黄色f浅黄色f白色[此时 (FeO) 一般不大于1%〜2%,如进一步脱氧还原形成电石渣时, 根据含CaCz量的多少,炉渣颜色逐渐转变灰白(含CaCzV 2%A灰色(CaCz为2%左右)-*深灰带黑(含CaC2>2%)。氧 化渣一般都呈黑色,还原期如果炉渣呈淡黄色、黄色、棕色以至发 黑时,就说明炉渣脱氧不良,须进一步加强还原。如果炉渣呈白色
194
4.5还原期的操作及特征判断
或稍带一些灰色,说明炉渣脱氧良好,可以不加或少加炭粉及硅铁 粉。如果炉渣太灰,说明形成一定数量的碳化钙(CaCz),出钢前 要予以破坏,使之变成白渣。
作为一个炼钢工,在还原期必须能正确区分氧化渣与电石渣, 如果判断错误,将给冶炼操作带来困难,并影响钢的质量。电石渣 与氧化渣的区别方法如下。
氧化渣渣色黑而发亮,强电石渣呈黑色,有时还带有白色条 纹;氧化渣遇水无反应,电石渣遇水后分解出难闻的乙块气体;炉 渣冷下来氧化渣比较疏松,电石渣较致密;打开炉门观察时,如是 氧化渣炉内较清楚,如是电石渣,则炉内模糊看不清。
此外,还原期也可以根据冒出的烟尘来判定渣况。电石渣烟 浓,颜色发灰黑;白渣或弱电石渣,烟尘呈灰白色;炉渣脱氧不良 时烟尘灰黄色。
随时观察及掌握炉渣颜色,对控制钢液成分也有很大影响,如 是灰渣容易增碳,黄渣下加合金易使回收率偏低,黄渣下出钢硅、 镒、馅等元素容易降低。
在操作中有时因种种原因,造成炉渣流动性及渣量的不正常, 应按要求及时处理。
4. 5.3还原期温度控制操作
(1)冶炼温度控制的重要性。炼钢是在高温下进行的,依钢种 不同,其温度范围为1550〜1650七,一般都高出所炼钢种熔点 80〜150(。温度是熔池中一切物理化学反应头等重要条件,它影 响着各种反应进行的方向、限度与速度,直接决定了冶炼操作的效 果与能否进行,影响着钢的质量与产量。
温度的控制贯穿在整个熔炼期,但还原期的温度调整十分关 键。正确的温度控制不仅能保证还原期一切任务的顺利完成,而且 还直接影响下道工序(浇铸成品钢)操作的正常与否。
控制温度的意义如下。
①影响还原精炼操作。温度过高炉渣变稀,使白渣不稳定容 易变黄,钢液脱氧不良且容易吸气;同时对炉衬侵蚀严重,影响炉 龄及增加外来夹杂物。
温度太低时,熔渣流动性差,钢渣间物化反应不能顺利进行,
195
第4章电弧炉⅜⅜钢冶炼工艺及操作
脱氧、脱硫及钢中夹杂物上浮等都进行不好,而且钢液成分不均匀 性严重,影响化学分析准确性。此外,还造成还原期后升温,损坏 炉墙、炉盖,并延长了冶炼时间,熔池温度不均匀,上层高下 层低。
②影响钢液成分控制。还原期温度高低对合金的回收率、钢 液成分的均匀性、分析试样的代表性均有很大影响,所以温度控制 不当给合金化带来困难。
如熔池温度偏高,易氧化的合金元素铝、钛、硼的回收率降 低,硅、锌、密这些元素的回收率偏高,特别是含铝、钛钢种的硅 容易高出格。如果熔池温度偏低,则鸨、铝等元素回收率偏低,成 分不好控制。
③影响浇铸操作与钢锭质量。温度过高。在出钢与浇铸过程 中极易吸收气体,二次氧化严重,并对盛钢桶衬和汤道等耐火材料 侵蚀加剧,增加外来夹杂物。高温浇铸还容易出现冒涨、裂纹、缩 孔、皮下气泡、白点、疏松、偏析等冶金缺陷,严重时导致浇铸事 故,如盛钢桶漏钢、钢锭模被熔损等。
出钢温度过低,造成镇静时间不足,使钢中夹杂物不能充分上 浮,影响钢的内在质量。过低的浇铸温度容易造成短锭、重皮、冷 溅、缩孔和发纹等缺陷,甚至盛钢桶水口与塞棒头子粘住或冷钢结 底,不能进行正常浇铸,造成整炉钢液报废。
(2)熔池温度的判断。熔池温度的判断应依据仪表测量为主, 并结合对操作情况的分析,判断出实际温度。对不正常情况温度的 判断尤为重要,炉前出现以下情况可能温度过高:
①炉料中配有高硅废钢,含硅量达0.8%以上;
②氧化法冶炼脱碳量大于0∙5%,不氧化法冶炼炉料中辂、毓 收得率高;
③脱氧剂用量正常,但还原时间过短;
④还原期加硅粉火焰大,并且收得率低;
⑤还原末期渣稀,钢液颜色亮白,炉内渣线处发现沸腾;
⑥还原期碳高重氧化;
⑦出钢前加入大量硅铁能使温度升高。
以下情况可能出现温度过低:
196
4.5还原期的操作及特征判断
①大中修前几炉(3炉内)及炉龄后期炉壁薄、装入量增 加时;
②熔化末期因塌料抬高电极、停电次数太多;
③氧化期磷高、扒渣次数太多,或镁砂渣引起扒渣次数过多, 氧化末期炉渣过稀或过稠,扒渣时间过长;
④还原渣灰黑黏稠不易变白,或取样钢液颜色暗红;
⑤出钢渣子黏稠,倒不出渣子。
冶炼的整个过程应时刻注意炉况,如发现温度过高不及时处 理,炉衬渣线处(尤其是2号电极及出钢口两侧)可能穿钢而造成 漏钢事故。熔池温度偏低应及时改变供电功率及采取其他相应措 施,如果依靠还原期使用大电压大电流升温,对炉衬损害十分严 重。大量炉衬脱落易形成钢液中大颗粒氧化物夹杂,而且后升温要 提高钢液温度十分困难。
综上所述,为防止温度不正常,整个冶炼过程都应加强对温度 的控制,由于还原期正常的调温范围不大(30(左右),所以控制 好扒渣温度极为重要。生产经验表明,绝大多数钢种的扒渣温度应 比其出钢温度高出10〜20(。对在还原期要加入大量铁合金的钢 种,宜按上限控制,甚至可以高出30℃。因为铁合金加入钢液后 的熔化并与钢液温度均匀的过程要吸热,虽然合金元素的熔解及与 钢中氧发生的氧化反应是放热过程,但除了加入大量硅铁、铝外, 大部分铁合金加入后都是吸热量大于放热量而使熔池温度降低的。 对于下列钢种扒渣温度可以低些,一般控制在出钢温度,甚至可低 于出钢温度10〜20(。这些钢种如下。
碳工钢:钢液流动性好,还原期几乎不加铁合金;中碳含簾 钢:如40Mn2,钢液容易过热;硅镂钢:如30CrMnSi, 60Si2Mn, 70Si2Mn及电工硅钢等,其扒渣温度可低于出钢温度10〜20(。
(3)正确运用冶炼过程的电力曲线。整个精炼过程的温度应由 高到低较为合理,正如生产实践所表明的那样:高温氧化、中温还 原、低温浇铸,这有利于高产优质低消耗。因此,电力曲线的控制 也应符合这一原则。
图4-32为实装10~20t电炉变压器功率为3000kV ∙ A的电力 曲线控制实例,图中也给出了钢液温度及液相线的变化情况,纵坐
197
第4章 电弧炉炼钢冶炼工艺及操作
熔化开始
熔渣 熔料80%
渣变白
还原剂加入 化稀渣料 氧化末期
出钢
图4-32冶炼过程电力曲线控制图
I—熔池温度变化曲线,2一钢液液相线变化曲线
标为输入电流值,曲线上标明输入电压值,输入功率即为二者乘 积。图中阴影区为电流可调节的范围,应根据钢液温度灵活 掌握。
电力曲线的分析如下。
①熔化期。在通电起弧后IOmin内一般用第二级电压供电, 以免弧光损坏炉盖。但当炉顶处装有相当数量的轻废钢时,也可以 直接用大功率送电。在熔化前期及中期,以最大功率输入,保证快 速熔化。熔化后期为了保护炉墙及炉盖不受热辐射损伤应减少输入 功率。
②氧化期。与熔化期相比,输入功率可大幅度减少。在氧化 前期,为满足钢液升温需要,输入功率可大些,而中后期由于碳氧 激烈反应放出大量化学反应热,钢液升温速度很快,故改用小功率 供电。在吹氧脱碳时,钢液面波动很大,电流极不稳定,甚至也有 停电吹氧的。此时,由于泡沫渣的形成使供电的热效率大为提高, 同时考虑到炉盖寿命。氧化期只能运用中级电压与中级电流 供电。
198
4.5还原期的操作及特征判新
③还原期。在加入稀薄渣料后,用中级电压与大电流化渣, 当加入炭粉后,由于下述反应是强烈的吸热反应,所以需输入中等 功率。
3C+ (CaO)-(CaC2) + {C0} ∆H=440. 4kJ (4-38)
当还原渣一形成,为了减少脱氧剂烧损及维护炉衬,应立即转 换为小电压供电。在正常情况下应输入小功率,只需弥补炉子正常 的散热损失即可。
在电力曲线的控制中,输入电压的变化较为单纯,只需正确掌 握转换时机罢了,而输入电流的控制较复杂,变动范围也广,需经 长期的实践才能正确地运用电力曲线来控制温度。
(4)出钢温度控制。出钢温度不当,会给浇铸操作带来困难, 并影响钢锭质量。出钢温度由钢的熔点及出钢到注入锭模过程中钢 液的热损失来决定的。一般为高出钢种熔点80〜150C,即
堆 Si =Z 熔点+(80 〜150°C) (4-39)
小炉子出钢、浇铸过程热损失大,可选取上限(120-150βC), 2Qt以上的炉子可取下限(80〜IO0℃)。
钢液的熔点与钢中元素含量有关,如表4-15所示。
表4-15钢中元素对熔点温度降低的影响
|
元素名称 |
C |
P |
S |
Si |
Mn |
Cr |
Ni |
Mo |
|
含元素1%时熔点降低的温度/P |
65 |
30 |
25 |
8 |
5 |
1. 5 |
4 |
2 |
|
元素名称 |
W |
Ti |
V |
Co |
Cu |
AI |
B | |
|
含元素1%时熔点降低的温度/P |
1 |
20 |
2 |
1. 5 |
7 |
3 |
80 |
[例4-2]冶炼45号钢,其中成分为0∙45%C、 0. 65%Mn、 0. 25%Si、0. 02%P、0. 015%S装入量20t,出钢温度应该控制在 多少?
解熔点温度为
墉点=1539-65X0. 45-5×O. 65-8X0. 25—30X0. 02-25X0. 015
≈⅛1500t (4-40)
出钢温度控制在
t 出铜=1500+(80 〜100) =1580 〜1600'IC (4-41)
199
第4章 电菰炉炼钢冶炼工艺及操作
为了便于掌握,表4-16列出各种钢开始凝固的温度范围,以 便定性地确定出钢温度。但是需考虑其他因素的影响,如钢中含 钛、毓、锦高时,出钢温度要偏低些;含铝、馅、钛元素高时,出 钢温度偏高。此外,还要考虑浇铸的是大锭还是小锭,浇铸锭盘数 多少,不能一概而论。
表4-16各种钢开始凝固的温度范围
|
钢 种 |
开始凝固温度/C |
|
纯铁(≤8 04%C) |
1539〜1525 |
|
沸腾钢(0∙l% C) 镇静钢(0∙l%C,0.25%Ti) 低碳铜和低合金镇静钢 |
1525-1510 |
|
中碳钢、低合金结构钢 渗氨钢(0∙l%Al,L4%Cr) 馅不锈钢(13% Cr,0.3% C) 耐热钢(30% Cr,5.0% AD |
1510-1490 |
|
高合金结构钢(3. 5%Ni,L 5%Cr) 含0.6%碳钢 |
1490 — 1470 |
|
滚珠轴承钢(0∙ 1%C,L 5%Cr) 奥氏体不锈钢(18% Cr,8% Ni ) 高速工具钢(18%W,4% Cr,1% V) 碳素工具钢(0. 1% C) |
1460-1445 |
出钢温度要符合规定要求后方可出钢,对于碳素钢一般规定 如下:
高碳钢 1540〜1580七;
中碳钢 1580~1600°C;
低碳钢1590〜1610七。
4.5.4还原期的操作工艺
生产经验表明,速原期脱氧好,脱硫就快,合金回收率高成分 稳定。所以说,脱氧操作的好坏影响着还原期其他任务能否顺利进 行和进行的优劣,而选择合理的脱氧制度和造好还原渣是完成还原 期各项任务的关键。我国电炉钢生产中多数采用白渣法还原,也有 用弱电石渣还原的,强电石渣已很少使用。
200
4.5还原期的操作及特征判断
4. 5. 4.1白渣精炼
白渣精炼的要点如下。
(1)扒渣毕迅速加入薄渣料以覆盖钢液,防止吸气和降温,这 就称为造稀薄渣。它的配比:CaO : CaF2 : SiO2为4 : 1 : 1或3 : 1 ɪ 0.5,加入量约为钢液质量的2. 5%〜3%,以20t装入量为例, 可加入350〜400kg。加入稀薄渣料后,立即以较大功率供电,并 推动渣料,使尽快形成熔渣覆盖钢液。
(2)薄渣形成后或稀薄渣料加入后,根据钢种要求进行预脱 氧。一般插铝0∙5kg/t,但20号钢以上的碳钢可以不插铝,而加 入Fe-Mn或Mn-Si等合金,加入量按锌规格下限计算。
(3)稀薄渣化匀后,可酌量补加些渣料。对钢液纯洁度要求较 高的钢种,可以采用碳粉白渣精炼。但是全炭粉脱氧使精炼时间 长,不适合大生产要求。而且在炉渣中总会存在一些未烧尽的炭 粒,在出钢过程中会使钢液增碳。另外,长时间的大量使用炭粉, 容易形成电石渣。所以一般是首先用炭粉脱氧(也可用电石),时 间为15〜20min,再用硅粉脱氧。这样加入硅粉前,钢液和炉渣中 的氧已被炭粉降至较低了,此时加入硅粉即使钢液被硅的脱氧产物 玷污,其程度也是较轻的。
对于一般钢种,可以采用炭粉、硅粉混合加入脱氧的方法。例 如,向渣面加入碎电石(CaCz) 1〜2kg/t和适量炭粉或炭粉和 Fe-Si粉的混合物(如不加电石,炭粉或炭粉和Fe∙Si粉混合约为 1. 5~3kg∕t)造还原白渣,并紧闭炉门使炉内形成良好的还原气 氛,迅速地脱氧。此时输入中级电压和较大电流,加速还原,一旦 炉渣还原较好及还原气氛形成,就应降低电压与减少输入功率。根 据渣色适当添加Fe-Si粉及少量炭粉,保持白渣。某些特殊钢种, 还可使用强脱氧剂铝粉,Ca-Si粉等。
(4)在白渣下搅拌取样分析化学成分,为合金化操作提供依 据。随后用2〜4批Fe-Si粉和少量炭粉继续脱氧,Fe-Si粉用量为 4~6kg∕t,每批间隔时间5〜7min。为了保证碱度,每批加Fe-Si 粉前补加适量石灰。
(5)在还原过程中,应勤搅拌、常测温,促使温度和成分均 匀。流动性良好的白渣一般应保持20〜30min。观察炉内渣面呈均
201
第4章电弧炉炸钢冶炸工艺及操作
匀的小泡沫,用钢棒沾渣,渣层均匀,厚约3〜5mm,冷却表面呈 白色鱼子状,断面白色带有灰色点或细线,且冷却不久会自动粉 化。必要时可取渣样分析炉渣中W(FeO),要求Z(Feo)≤0. 5%。
(6)在上述操作过程中,硫一般会较快降低。如钢液中含硫较 高,可以增大渣量,必要时也可扒除部分还原渣,再加些渣料。
(7)还原期应取两次样进行分析,以保证分析的正确性。如前 后两次误差较大,应再取样复验,需两次分析基本相符,才可进行 调整成分的后期合金化操作。加入合金应坚持一算二复三核对的制 度,必要时应对结果进行验算。同时应注意加入炉内的合金种类与 数量是否相符,粗枝大叶往往是合金化操作中造成废品的主要 原因。
(8)还原期熔池温度较高,钢液面也较平静,所以钢液在此阶 段是吸气的。因此要求加入的渣料、合金、脱氧剂等必须经过烘烤 干燥。
(9)出钢前5min内,禁止向渣面上撒加炭粉,以免出钢时造 成增碳。终脱氧在出钢前2〜3min进行,一般是炉内插铝,插铝 量各厂并不一致,大致如下。
低碳钢:0. 7 ~ O. 8kg∕t,中碳钢:0. 5 ~ O. 6kg∕t,高碳钢: 0.3〜0.4kg/t。终脱氧有些钢亦可用硅钙合金、钛铁或稀土混 合物。
(10)终脱氧毕,立即摇炉出钢。
4. 5. 4. 2 电石渣精炼
电石渣精炼的要点如下。
(1)加稀薄渣及预脱氧同白渣法操作。
(2)造电石渣。稀薄渣形成后,往渣面加入炭粉2.5〜4kg/t, 或者加入3〜5kg/t小块电石和少量炭粉。加入后紧闭炉门堵好电 极孔,输入较大功率,使炭粉在电弧区同氧化钙反应生成碳化钙。 反应式为
3C+ (CaO)-(CaC2) + {CO} (4-42)
电石渣形成时冒出大量黑烟。反应式为
3 [FeO] + (CaC2 )—3 [Fe] + (CaO)+2{CO} (4-43)
(3) 一般电石渣形成后保持20〜30min,渣子转白,再加2〜4
202
4.5还原期的操作及特征判断
批Fe-Si粉继续脱氧,每批用量为1〜1.5kg/t,加强搅拌,白渣保 持 20~30min°
(4)电石渣还原过程中要注意钢液增碳,随操作不同增碳量约 O. 03⅜~0.1%,同时渣中SiO2被CaC2还原,使钢液增硅约 0.05%〜0. 1%。
(5)用电石渣还原出钢前必须变为白渣。为使电石渣按时变为 白渣,除控制合适的炭粉及电石用量外,温度是关键,为此要准确 地控制温度及使用合理的电力制度。当电石渣变不过来时,应打开 炉门,适当加大电压,加入石灰、萤石并推渣,使渣与空气接触, 将渣中炭及碳化钙氧化掉。当电石渣过强时,可拉掉部分渣,再加 石灰、萤石。
(6)合金化、终脱氧等其他操作同白渣法。
4. 5. 4. 3 出钢操作
(1)出钢条件。出钢条件如下。
①化学成分应全部进入控制规格范围。
②钢液脱氧良好,钢液圆杯试样冷凝后有收缩。脱氧不良的
钢液,在样模中冷凝时会有冒涨现象,如图4-33所示。
③炉渣为流动性良好的白 渣,白渣保持时间不少于 20min (要求高的钢种不少于 30〜4Omin)。
④温度合乎要求。
⑤炉子设备正常,出钢槽 应平整,炉盖要吹扫干净。
(2)出钢要求。先渣后钢
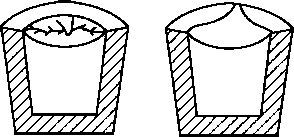
(a)脱氧良好 e)脱氧不良
图4-33钢液圆杯试样收缩情况
或钢渣同出,以期在钢包中激烈混冲,进一步脱氧、脱硫、洗涤夹 杂物,减少钢液二次氧化及减少钢液散热降温。因此,出钢必须注 意以下两点。
①摇炉速度不能过快,以防先钢后渣;
②防止出钢严重散流与细流,以免混冲无力。所以除注意摇 炉外,平时应加强出钢槽的维护与修补。
此外,应特别强调严禁电石渣出钢,否则将增碳和增加钢中夹
203
第4章电弧炉炼钢冶炼工艺及操作
杂物。
(3)缩短还原期。尽管还原精炼对钢质量的提高十分有利,但 过分强调扩散脱氧不玷污钢液,而使还原时间拖得很长,势必影响 产量,增加电耗,降低炉龄,并导致夹杂及气体(H、N)含量增 力口。而从钢中氧的降低速度来看,在还原期前30〜40min降得较 快,再延长则降低得很慢,如图4-34所示。所以目前各厂一般合 金钢的还原时间约在60mino
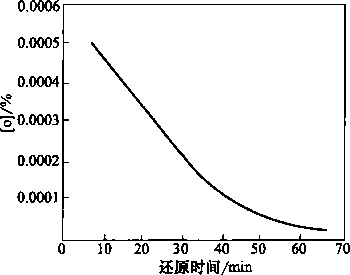
图4-34扩散还原时间与钢中氧含量的关系
由于电弧炉的大型化和超高功率化,传统的还原期工艺时间 长、变压器利用率很低,已很不适应,强化还原期已势在必行。因 此如何在保证质量的前提下进一步大大缩短还原期,对提高电炉生 产率,改善技术经济指标,具有十分重大的意义。
目前的趋势是部分特殊钢采用炉外精炉,将还原期移至炉外, 而另一部分钢种则采用种种途径缩短还原时间。例如在氧化渣排除 后,直接向熔池投入FeSi块和铝块,使钢水完全脱氧。然后造还 原渣,甚至将脱氧剂、还原渣料、合金元素等在扒氧化渣后同时加 入,即脱氧、还原渣料、合金化同时进行,而脱硫在炉内不做要 求,依靠出钢时的钢渣混冲或向钢包中加入脱硫剂的方法解决,将 还原期缩短到10〜20min。国外许多钢种已采用此法生产。
此外,也有的电炉造碱度不高的白渣,能快速成渣从而缩短还 原期,并有利于提高钢的内在质量,而脱硫则采取炉外脱硫,或向
204
4.5还原期的操作及特征判断
炉内加Ca-Si块沉淀脱硫,以及向钢液吹入粉末石灰等措施。
(4)成分异常处理。成分异常是指钢中元素含量高出或低于标 准要求,简称元素脱格。主要是指炉料中残余元素(馅、馒、铜、 箱等)高出规格要求,以及出钢前钢液成分的脱格。在冶炼过程 中,有些元素的成分虽然高出或低于规格,但在随后的操作中能用 吹氧、补加合金料等冶炼手段和工艺措施得到满意的解决,因此属 于正常情况。
炉料选配不当,特别是配加的废钢中含有较高的不易氧化去除 的元素(铜、鎳),以及受工艺方法所限较难去除的元素(馅等), 当这些元素含量超出计划冶炼钢种的规格要求时,就属于成分不正 常的情况。一旦发现钢中残余元素高出规格,通常要更改冶炼的钢 种,才能继续冶炼。
按照正常工艺进行冶炼,钢的化学成分一般不会脱格。但是不 论何种炼钢方法,都有可能因操作不当而造成钢中某个元素脱格。 化学成分脱格使所炼的钢成为废品,应严格防止。造成化学成分脱 格的因素较多,各种炼钢方法和各元素脱格的原因也不相同,但以 下几点是造成成分脱格的共同原因,应引起注意。
①吹氧终点碳控制不当。电炉炼钢吹氧终点碳、磷控制过高 或终点碳过低,将造成还原期的重氧化或增碳等不正常操作。
②炉内钢水量估得不准。炉内钢水量估多或估少,相应的铁 合金就会多加或少加,至少造成元素成分波动很大,甚至脱格。即 使不报废,也浪费合金,提高了生产成本。
确定钢水量时,要充分考虑正常冶炼时钢水收得率,铁矿石加 入量,冶炼时的喷溅程度等。在电炉炼钢中还可用不氧化元素或镰 对钢水量进行校核。
③合金元素收得率估得不准。合金元素收得率选得是否正确, 将直接影响到钢中元素含量的高低,甚至造成元素脱格报废。
④取样没有代表性或化学分析出错,造成判断错误而使成分 脱格。所以取样前熔池应充分搅拌,取样时样勺内钢液面上应覆盖 液渣,防止钢液中元素被氧化。对于某些高合金钢的元素,如高速 工具钢中的鸨、铝、碳等,必须取两个试样分析。当两个试样分析 结果误差大时 S[W]和 4[Mo]>0.30%∖ ∆ra>0.03⅜),应
205
第4章 电弧炉炼钢冶炼工艺及操作
重新取样分析。要保证分析结果的可靠性。
⑤操作粗枝大叶,合金计算错误、称量不准确,错加、漏加。 这往往是造成成分脱格主要的人为因素。所以合金化操作要坚持一 算二复三核对后,方可把合金加入炉内。同时要加强合金料的管 理,防止混杂。
电弧炼钢钢中元素脱格的可能性要比转炉炼钢来得大,各元素 脱格除了上述5个可能之外,还必须根据具体情况具体分析。下面 对电弧炉炼钢几种元素脱格原因及防止措施进行简单补充介绍,作 为参考。
①碳。
脱格原因:灰渣或电石渣出炉;电极头落入熔池而未被发现; 后期电弧炉炉体不良,补炉材料中的沥青镁砂接触钢液增碳,尤其 是翻炉底更为严重;新炉前几炉增碳;出钢时电极未升高,钢水冲 刷电极等。
防止措旅:
a.精炼期炉渣必须均匀、渣色稳定,如出现电石渣,必须彻 底破坏后再分析碳量,并严禁电石渣出钢,出钢前检查电极是否升 起足够高度;
b.出钢前用合金调碳量不能太大,否则应取样分析;
C.还原期加入炭粉及增碳生铁、合金必须称量准确,熔化后 进行充分搅拌后再取样分析;
d.如发现电极头掉入熔池应立即取出,充分搅拌后再分析碳。
②硅。
脱格原因:
a.用硅铁粉脱氧,加入量过多,过于集中;
b.用强脱氧剂铝、钛、硼、稀土等还原或合金化时,未考虑 渣中(SiO2)的还原,而使钢液增硅;
c.冶炼高硅钢时,由于炉渣脱氧不良而使硅的收得率降低, 后期又未配足。
防止措施:
a.整个还原期加入硅铁粉能使钢液增硅多少应心中有数(按 40%〜50%回收率计算),每批硅铁粉加入的数量不能过多,并应
206
4.5还原期的操作及特征判断
分散均匀铺于渣面;
b.加硅铁前炉内必须是流动性良好的白渣;
c.冶炼含钛、硼、铝的钢种,加钛、铝、硼前钢中含硅应控 制在规格下限;
d.含硅钢取样分析时,样勺内不得插铝条脱氧,否则试样没 有代表性。
③镂。冶炼过程中比较稳定,很少发现脱格,但在净沸腾或稀 薄渣时用大量锤铁预脱氧,而还原分析成分偏低时,则应注意后期温 度升高会造成大量回毓。所以一定要在白渣下取样分析,如分析结果 与总加入量相差太多时,应再取样分析,并且距出钢时间不宜过长。
④硫。
脱格原因:
a.思想上不重视,含硫高冒险出钢;
b.炉渣碱度低,流动性差,渣量太少,出钢时混冲不好。
防止措施:
a.还原期应控制足够的温度、高的碱度和流动性良好的白渣;
b.出钢时应先渣后钢、钢渣同出、混冲有力;
c.如是炉底无渣出钢,可采取炉外脱硫技术。
⑤磷。
脱格原因:
a.带料氧化和还原,氧化渣没有扒净;
b.还原期用大量生铁增碳,又未分析磷含量,心中无数。
防止措施:
a.必须扒净氧化渣(尤其是钢中含磷量偏高时);
b.还原期必须分析磷,以控制补加合金中的增磷量。
⑥馅。
脱格原因:
a.炉料中残余馅高,炉前未分析;
b.前一炉冶炼高馅钢后,炉墙上的氧化辂在后一炉精炼期熔 淌下来,造成大量回馅;
c.大量补加其他合金后没有相应补加馅铁;
d.在黄渣或绿渣下取样分析馅合格,以后还原成白渣时又回馅;
207
第4章 电弧炉炼钢冶炼工艺及操作
e.在黄渣或绿渣下出钢。
防止措施:
a.冶炼任何钢种,都必须分析残余馅含量;
b.冶炼高馅钢后,尽量安排冶炼含馅的钢种,或用白渣法炼 原料钢;
e.必须在白渣下取样分析辂,并保持白渣出钢;
d.返回吹氧法冶炼高馅钢必须充分搅拌、连续分析两次以上, 在分析结果波动不大的情况下补加馅,补加量大时应在补加后再取 样分析;
e.在加入大量合金后应补加适量的馅铁。
⑦献
脱格原因:
主要是冶炼含鎳高的钢后炉内残钢未倒尽,下一炉就冶炼不含 锦的钢种,或炉料混杂使钢中残線超出规格。因此,冶炼含線高的 钢后应冶炼含锦的结构钢,冶炼任何钢种都要分析残余锦含量。
⑧钛。
脱格原因:
a∙温度掌握不准,对钛收得率估计错误;
b.炉渣碱度和脱氧程度不稳定;
c.加入钛铁后距出钢时间太长。
防止措施:主要是要根据炉况选择较恰当的钛的收得率,以及 掌握钛铁的块度、加入时间和加入方法。
⑨鸨和用。
脱格原因:
a.加入钢液后距出钢时间太短,没有充分熔化;
b.筲铁密度大,容易沉积炉底,取样容易缺乏代表性。
防止措施:操作中要控制好冶炼温度,加强搅拌,使试样具有 代表性。
4.6电弧炉冶炼的泡沫渣控制技术
4. 6.1石灰的溶解机理
(1)石灰的溶解过程。石灰的溶解方式有两种,一种是在一定
208
4.6电弧炉冶炼的泡沫渣控制技术
温度条件下的化学溶解,一种是在电弧高温区的直接熔化。
电弧炉的冶炼初期,液态渣主要来自上一炉次的留渣以及吹氧 过程中废钢铁料中Fe、Mn、Si、P的氧化。此时在局部熔池内渣 量少。由于低温阶段主要是Si的氧化,所以电弧炉冶炼过程中初 渣中Si。2的浓度很高。电弧炉初期氧化渣凝固以后的矿物组成是 含Fe0、MnO很高的钙镁橄榄石、2(FeO. Mn0、Mg0、CaO) • SiO2和酸性物质的玻璃体。随着熔池内废钢的不断熔化,熔池面 积在不断扩大,石灰接触到局部熔池的初渣以后,立即在石灰块表 面生成一层渣壳。渣壳的升温和熔化需要一定时间,对于粒度在 5〜40mm的石灰,渣壳的熔化时间为25〜50s。为了提高成渣的速 度,电弧炉在条件允许的情况下,应该尽量把石灰加在第一批料的 底部,尽可能以最大功率送电,以缩短渣壳的熔化时间,采用铁水 热兑的电弧炉,预先加入石灰以后,即先加石灰后兑铁水,可以提 高石灰的熔化速度,渣壳熔化后,石灰块的表面层开始与液态渣相 接触,并发生反应。
总体来讲,电弧炉冶炼过程中,石灰在熔渣中的化学溶解成渣 过程,可分解成如下步骤:
①石灰块接触到初渣或金属液体的熔池;
②颗粒块状石灰形成冷凝炉渣外壳;
③石灰块温度升高,冷凝层逐渐熔化;
④初渣Feo渗入石灰块内;
⑤渣中SiO2与石灰块外层Cao或熔入初渣中的CaO反应, 一部分成渣,另一部分生成2CaO∙ SiOz壳层;
⑥2CaO∙ SiOz被Feo等氧化物溶解,并重复步骤④〜⑥逐 渐成渣。
(2)影响石灰熔解的因素。影响石灰溶解的因素如下。
①熔池温度。通常,一定成分的熔渣当升高温度时能改善其 流动性。这是因为升高温度可提供更多液体流动所需要的黏流活化 能,而且能使某些复杂的复合阴离子解体,或使固体微粒熔化。但 是对于不同成分的熔渣,黏度受温度的影响是不同的,适当提高熔 池温度和加入熔剂能增加熔渣的过热度,以降低熔渣的黏度。
②Feo的作用。FeO对石灰的溶解有较大的影响,Feo能显
209
第4章 电篆炉炼纲冶炸工艺及操作
著地降低熔渣的黏度,因而改善了石灰溶解过程中的外部传质条 件:在碱性渣系中,FeO属于表面活性物质,可以改善熔渣对石 灰块的润湿程度和提高熔渣向石灰块缝隙中的渗透能力;Feo和 CaO同是立方晶格,而且0好、F-、Fe2+的离子半径不大,它在 石灰晶格中的迁移、扩散、置换和生成低熔点相都比较容易,促进 石灰溶解;能减少石灰块表面2Ca0 ∙ SiO2的生成,同时FeO有 穿透2CaO ∙ SiO2渣壳作用,使2CaO ∙ SiO2壳层松动,有利于 2CaO ∙ SiO2壳层的熔化。
③萤石。萤石的主要成分为CaFz,约占5%〜75%,并含有 少量的 SiO2,约占 20% 〜25%, Fe2O3^ Al2O3 ʌ CaCO3 约占 3%〜5. 5%和少量P、S等杂质。萤石的熔点约930℃。萤石加入 炉内在高温下即爆裂成碎块并迅速熔化,它的主要作用是CaFz与 Cao作用可以形成熔点为1362。C的共晶体,直接促使石灰的熔化; 萤石能显著降低2CaO ∙ SiO2的熔点,使炉渣在高碱度下有较低的 熔化温度,CaFz不仅可以降低碱性炉渣的强度,还由于CaFz在 熔渣中生成F离子能切断硅酸盐的链状结构,也为Feo进人石灰 块内部创造了条件。一般情况下,萤石作为助熔剂,在电弧炉出钢 过程中使用。
④SiO2的影响。在一定成分的熔渣中,增加Sio2 (在不超过 20%的范围内),可以使熔渣的熔点下降,黏度值下降,使熔渣对 石灰块的润湿情况有所改善,从而导致石灰溶解的推动力Δ(CaO) 的增大和熔渣对于石灰吸收活性的提高,但当(SiO2)超过最佳 值时,它促进2CaO∙Si。2的形成,因而阻碍熔渣向石灰块内的渗 透。当(SiO2)超过30%时,由于形成大量的复合硅氧阴离子而 使熔渣的黏度大大增加。
⑤Mgo的影响。采用白云石造渣,使初渣中Mgo不超过 8%的条件下,提高初期渣中Mgo含量,有利于早化渣并推迟石 灰块表面形成高熔点致密的2CaO ∙ SiO2壳层,在CaO-FeO-SiO2 三元系炉渣中增加Mg0,有可能生成一些含镁的矿物,如镁黄长 石(2CaO ∙ MgO ∙ SiO2,熔点 1450℃),镁橄榄石(2MgO • SiO2,熔点 1890七)、透辉石(Cao ∙ MgO ∙ SiO2,熔点 1370℃) 和镁硅钙石(3CaO ∙ MgO ■ SiO2,熔点1550(),它们的熔点均
210
4.6电强炉冶炼的泡沫渣控制技术
比2CaO ∙ SiO2低得多,因此有利于初期石灰的熔化。但是这种作 用是在渣中有足够的(∑FeO),且(Mgo)含量不超过8%的条件 下发生的,否则熔渣黏度增大,影响石灰的溶解速度。
⑥MnO的影响。Mno对石灰溶解所起的作用比Feo差,仅 在(FeO)足够的情况下,Mno才能有效地帮助石灰溶解,而当 (MnO)超过26%时,如果(Feo)不足,反而会延滞石灰的溶 解,这也是电弧炉冶炼过程中加入高毓钢过多以后炉渣熔化速度较 慢的原因。
所以,在电弧炉的冶炼过程中,加入石灰的气孔率和体积密度 对石灰的溶解速度有明显的影响,使用气孔率较大和体积密度较小 的活性石灰加入电弧炉,采用留渣操作,电弧炉炉内的熔渣会迅速 地沿着石灰的孔隙和裂缝向内部渗透,使熔渣和石灰间的接触面积 显著增大,熔渣和石灰之间的传热和传质过程加快,从而改善了石 灰溶解的过程。
4. 6.2电弧炉炼钢对熔渣的要求与泡沫渣的功能
电弧炉炼钢过程中的熔渣的来源主要如下。
(1)炼钢过程中有目的地加入的造渣材料,如石灰、石灰石、 萤石、硅石及火砖块等。
(2) 一部分是炼钢过程中的必然产物,包括原材料带入的杂质 及合金元素的氧化产物或脱硫产物,在冶炼过程中上浮到钢液的表 面。如[Fe]、[Si]、[Mn]、[Cr]、[Ti]、[V]、[Al]、[P]的 氧化物及[Ca]、[Mn]、[Mg]的硫化物等。
(3)化学和高温热对炉衬耐火材料的侵蚀作用物,也是熔渣的 主要来源之一,如碱性渣中的MgO和酸性渣中的SiOz等。
电弧炉炼钢对熔渣有以下要求。
(1)导电能力大以及熔点不宜太高,并具有适当的流动性和相 对的稳定性,即在一定的温度下,不因成分的微小变化而引起黏度 急剧的改变。
(2)能确保冶炼过程中各项化学反应的顺利进行。
(3)渣钢易于分离。
(4)对炉衬耐火材料的侵蚀要轻微。
(5)选用的造渣材料资源丰富、价格便宜。
211
第4章 电弧炉炼⅜ɪ冶燥工艺及操作
泡沫渣技术是现代电弧炉炼钢发展的产物和新技术,随着电弧 炉输入功率的增加,二次侧电压最高可以达到IoOoV以上,电弧 长度最长的可以达到L 5m以上,电弧的裸露不仅降低了热效率, 增加了电极的消耗,恶化了钢水质量,而且对于电弧炉的水冷盘和 耐火材料都是一个挑战和威胁。为了应对以上矛盾,电弧炉除了改 进和发展性能优良的耐火材料外,泡沫渣技术成为解决以上矛盾的 核心,所以超高功率电弧炉的冶炼操作,全程造泡沫渣的冶炼技术 是工艺要求的核心。从泡沫渣的质量就可以直观地看出一座电弧炉 的运行情况。目前泡沫渣的冶金功能有了更多的扩展,主要功能 如下。
(1)反应介质,参与去除[P]、[S]、[Zn]、[PbL [Si]、 [CO等不需要的杂质。有关文献都表明,良好的泡沫渣可以成百 倍地提高钢渣反应的界面,可以极大地提高钢渣间的物理化学反 应,使电弧炉粗炼钢水的质量得到极大的提高。
(2)覆盖钢液,防止钢液的吸气降温。实践的统计结果表明, 碱度在2. O〜3. O之间,泡沫渣持续时间大于12min完全埋弧的泡 沫渣,炉膛保持在微正压左右的条件下,可以基本消除电弧区电弧 电高炉气使钢液吸气的影响,减轻电极喷淋水进入熔池后导致钢水 中氢含量增加的现象。
(3)埋弧传热,防止电弧裸露对炉衬的高温辐射。实践证明, 泡沫渣完全理住电弧时,热效率大于90%;在泡沫渣埋弧高度达 到弧长50%以上不能完全埋弧时,电能的热效率约为75%,泡沫 渣埋弧高度达到弧长的40%以下时,热效率小于70%,而且对于 直流电弧炉来讲,存在"偏弧现象",即由于磁场对于电弧的吸引, 电弧会向靠近变压器一侧偏移,弧光辐射产生的高强热负荷会对炉 壁造成不良影响。电弧区的高温对于该区域的耐火材料和水冷盘的 冲击效果非常明显。偏弧区的耐火材料侵蚀速度是其他区域的 0.7〜1.6倍;偏弧区水冷盘的温度,升高400次(超过80(),就 有可能发生一次水冷盘被击穿的停炉事故。
(4)提高输入电能的速度,减少"断弧"现象,弱化闪变对于 电网的冲击,减少电弧的热辐射损失和噪声损失。实践生产中,泡 沫渣不能埋弧时,高挡位送电由于弧长较长,容易引起水冷盘温度
212
4.6电朿炉冶炼的泡沫渣控制技术
升高以后跳电,只能够低挡位送电,输入电能的速度较慢,而且弧 光和噪声会恶化操作环境,降低操作工的劳动效率。实际上当泡沫 渣不能完全埋弧时,29%以上的输入电能转化为弧光辐射和声能损 失。良好的泡沫渣可以屏蔽部分噪声,可以降低噪声10〜30dB。
(5)冶炼过程中作为保护炉衬耐火材料的重要组成部分,可以 减少渣线部位的耐火材料及炉衬的侵蚀速度。冶炼过程中的脱碳反 应会使钢水剧烈沸腾,泡沫渣的覆盖作用会减轻这种剧烈沸腾对于 炉衬的物理冲刷侵蚀,而且在氧化镁含量较高的泡沫渣(氧化镁含 量大于5%),会降低钢渣对于镁炭砖的侵蚀速度。
(6)可以作为良好的夹杂物吸附剂。吸附溶解钢中大颗粒的一 次氧化物,提高粗炼钢水的洁净度。在电弧炉的吹炼过程中,良好 的泡沫渣是吸附一次氧化产物成为硅酸盐,磷酸盐的吸附剂,是提 高粗炼钢水洁净度的主要手段。
(7)防止或减少吹炼过程中铁及其氧化物的飞溅损失。目前超 高功率电弧炉普通的采用增加供氧强度的手段来强化冶炼,这对于 冶炼过程产生的金属飞溅是不利的。良好的泡沫渣可以覆盖钢液, 会减轻和降低冶炼过程的飞溅损失。实践统计表明,同比条件下, 全程泡沫渣质量不好的冶炼炉次,与全程泡沫渣质量较好的冶炼炉 次相比,金属收得率低3%〜8%。良好的泡沫渣对于除尘系统的 压力也比较小。
4. 6. 3泡沫渣原理
当石灰和白云石被溶解成为渣液后,在渣中有气体逸出时,溶 解的渣液成为气体的液膜,形 V-一一
成一个个气泡,由ZCaO ・
Sio2、3CaO ∙ P2O5、MgO、 气泡 气泡
MgO ∙ SiO2等悬浮物质点分割
开,随着气体的不断逸出,气 丿上二\
泡压力的增大,溶解的渣液体
积随着气体的膨胀变大到几十,亍k
甚至上百倍,这是泡沫渣的形 气泡
成原理,图4-35说明了泡沫渣 VΞ
的基本原理。 图4-35泡沫渣的基本原理
213
第4章 电弧炉炼钢冶炼工艺及操作
冶炼过程中炉渣发泡的能力决定于以下两个重要条件。
①炉渣具有一定能量的气体存在;
②炉渣应具有相适应的物理性质与化学组成。
具有这两个条件时才能使炉渣泡沫化。形成炉渣泡沫化的基本 过程是:当大量的气体进入炉渣并且被分散。这主要是炉渣有分散 的多个不连续的界面来决定的。如果炉渣的表面张力小而且体系的 界面自由熔有较小的值,使体系的能量仍处在较低的状态,炉渣中 分散的细小的气泡就不至于合并而成为稳定的泡沫渣。在泡沫渣按 内部,气泡被液膜分隔以后,提高了液膜的强度,可以延迟气泡排 出液膜的时间,气泡在压力作用下上升,引起炉渣体积的不断变 化,促使了炉渣的泡沫化。由于要保持炉渣埋弧的稳定性,要求发 泡的炉渣表面有一定的张力,这就要求炉渣有一定的强度和适当的 固体颗粒,即悬浮物质点。经典的研究认为,二元碱度在1.8〜 2. 5之间,可以保证炉渣发泡的碱度和悬浮物质点存在的需要。
针对不同的碱度和氧化铁的含量对各种炉渣的成渣机理与冶金 过程产生的作用和影响进行如下分析。
(1)碱度在1以下,即(SiO2)的量大于(CaO)的量后,炉 渣出现玻璃体,这种炉渣我们称为玻璃渣。由于缺少泡沫渣发泡的 主要悬浮物质点2CaO ∙ SiOz炉渣的黏度低,表面张力小,炉渣的 气泡容易迅速从炉渣中逸出,泡沫渣发泡时间短,不稳定,并且在 氧化铁的助熔作用下,对以氧化镁为主的碱性炉衬发生复杂的化学 反应,它的侵蚀作用是比较明显的,而且对于吸附钢水中上浮的夹 杂物的能力也比较小,直接影响炼钢过程的脱磷和脱硫反应。这种 炉渣在生产中出现后的危害是多方面的,保证有足够的石灰是避免 这种炉渣出现的唯一的途径。
(2)水渣的概念是渣中的氧化铁超过20%以后,从炉渣中解 离出氧离子,使SiHoy解体,变成简单的离子,导致渣中的主要悬 浮物质点2CaO ∙ SiO2被降解成为低熔点的硅灰石和铁橄榄石。炉 渣的强度比较低,流动性的视觉效果接近于水,在实际生产中被称 为水渣。由于缺少了悬浮物质点,炉渣不能被分隔成若干个小气 泡,气体容易汇集在有限的气泡内,气泡内的气压容易冲破气泡液 膜逸出,从而导致泡沫渣发泡指数低,泡沫渣不稳定,冶金效果达
214
4.6电更炉冶焦的泡沫渣控制技术
不到超高功率电弧炉的冶炼要求。
(3)炉渣的乳化现象。乳化现象主要特征是钢渣之间不分层, 炉渣覆盖不住钢液,是影响冶炼的主要不利因素。炉渣乳化以后, 炉渣看起来接近于水渣和玻璃渣之间。高碱度乳化渣形成的基本原 因如下。
①喷吹炭粉控制不合理造成的乳化现象。在冶炼过程中的脱 碳反应有一部分在钢水内部发生时,在钢水内部产生气泡排出,气 泡是以钢液为表面液膜的,气泡进入渣层破裂时,将金属小液滴带 入渣中,形成自由的小铁珠。在脱碳反应较快和供氧强度较大的时 候,进入渣子中的小铁珠将会大量增加。氧化钙被氧化铁从大颗粒 的石灰表面溶解剥离以后形成低熔点的铁酸钙,在没有被二氧化硅 结合之前,遇到化学键的结合能力大于铁元素时,氧化铁还原成为 铁珠(比如喷吹的炭粉),将会影响石灰的溶解速度,容易在气体-熔池-炉渣三相间发生乳化现象。由于乳化现象发生后,渣中的 (FeO)低于钢液中的[FeO],渣-钢间氧的分配关系发生改变,影 响了渣中的氧含量向钢中的扩散,从而减弱了钢渣界面的脱碳反 应,由于钢渣界面的脱碳反应能力减弱,经常会导致钢中碳高,这 是以上"炉渣变稀”的原因,也是操作工根据炉渣判断钢中碳高的 依据,这是在所有的操作要点中最难理解和掌握的。
②吹氧操作不合理造成的炉渣乳化。这种乳化现象主要发生 在熔池刚刚熔清以后,熔池内钢液中抑制脱碳反应进行的元素含量 较高,吹氧过程中氧气在熔池内部进行了选择氧化的原因造成的, 即脱碳反应较缓慢,供氧强度较大,氧气射流将钢液冲击为细小的 铁珠进入炉渣中,渣子中的氧化铁的量不足,此时炉渣中的石灰溶 解将会受到阻碍,从而与气体、金属液间发生乳化现象。
③脱碳反应剧烈造成的炉渣乳化。这一类的乳化现象在超声 速氧枪(包括超声速集束氧枪)吹炼条件下发生的概率比较大,自 耗式氧枪吹炼过程中发生的概率较小,当氧气射流在钢液内部进行 脱碳反应,脱碳速度比较快时,如果炉渣的碱度较高,黏度较大, 大量的气泡携带着金属小铁珠直接进入渣子中,造成炉渣轻度的乳 化现象。自耗式氧枪吹炼过程中,由于脱碳速度较快,渣中的氧化 铁含量降低,如果没有调整吹炼方式,也会产生轻度的乳化现象。
215
第4章 电孤炉炼钢冶炼工艺及操作
此类乳化现象的危害较小,而且随着熔池内碳含量的降低,渣中氧 化铁含量的增加,比较容易消除。炉渣碱度不够最容易引起炉渣的 乳化现象产生。炉渣碱度较低时,炉渣的张力过大,钢渣之间不分 层的现象比较普遍。熔池内脱碳速度较快,或者吹氧量较大时,炉 渣的乳化现象就会出现,危害也最明显,是造成吹炼过程中钢水从 炉门溢出的主要原因。
(4)良好的泡沫渣应该具备以下的特征。
①炉渣的原料应该能够迅速熔化成为黏度合适的液态,成为 气泡的液膜,当气体排出时形成的气泡能够保持一定的时间,即成 泡时间与气泡破裂时间在4.8s (这段时间称为泡沫渣的发泡指 数)。
②炉渣的黏度要适宜,保证炉渣的流动性良好,既要防止黏 度过大,影响冶金过程的化学反应要求的碱度(比如脱磷反应的放 渣操作),也要避免炉渣过于稀,对于炉衬的侵蚀加剧,还要保持 一定数量的悬浮物质点,如2CaO∙Si02 (是液相中间最早出现的 固相颗粒)。含有MgO的复杂化合物颗粒,如2CaO ∙ SiO2 • Mg0、MgO ∙ SiO2,能稳定泡沫渣的化合物,能够满足保持泡沫 渣的稳定性。
③渣中氧化铁在14%〜20%之间,氧化铁含量能满足炉渣溶 解需要的当量浓度。
④良好的泡沫渣,渣中的金属铁珠应该保持在一个合理的水 平,目测从炉门流出的炉渣应该没有乳化的特征,即流入渣坑的炉 渣没有明显的金属铁珠的火花,碱度大于2. 2的应该呈现出云絮状 为最佳,碱度在2.0左右的呈现出鱼鳞状为最佳。
4. 6.4泡沫渣的性能指标
衡量泡沫渣好坏的指标如下。
(1)泡沫渣的马恩果尼效应。在炼钢过程中炉渣的主要成分是 以Cao为主的液体,如果增加渣中表面活性物质P2O5、SiO2、 CaF、Feo等,在液膜上富集,能提高液膜的弹性。由于渣液中的 气泡是以高熔点物质为形核物质的,如2CaO ∙ SiO2、MgO • SiO2,熔渣中悬浮的固体分散粒子,主要有溶解的CaO、MgO颗 粒,能附在气泡上使液膜强度增加,弹性减弱(Fe0、P2O5是增
216
4.6电弧炉冶炼的泡沫渣控制技术
强弹性减弱强度的物质),这些表面活性物质分布不均匀将形成表 面张力梯度,能够引起渣液的流动,这种现象称为马恩果尼效应。 其中气泡液膜弹性大,强度不足和弹性小将会容易产生快速消泡, 发泡指数下降,马恩果尼效应不明显,炼钢过程的冶金效果质量也 将下降。发泡指数与马恩果尼效应在实际生产中的应用比较重要, 这用发泡指数来直观的反应更加符合实际生产。一般来讲发泡指数 越大,马恩果尼效应越好,冶金效果越好。
(2)发泡指数。发泡指数即炉渣从发泡开始到气泡破裂消泡这 一段时间,通常用"s”作单位。发泡指数是衡量泡沫渣质量的重 要指标,也是操作工控制冶金反应的视觉参数。发泡指数在实际生 产中可以这样来描述:在一定碱度条件下的炉渣,熔池中的碳含量 合适时,泡沫渣高度下降到最低的时候,喷吹一定数量的炭粉,使 炉渣泡沫化并且高度达到最高,然后停止喷吹炭粉,使泡沫渣的高 度从最高降低到最低这一段时间就是这种炉渣的发泡指数。
(3)泡沫渣的高度。一方面是高度不够,也就是泡沫渣的质量 不好,达不到埋弧要求。另一方面就是高度过剩,即泡沫渣的高度 完全满足埋弧,炉渣大量从炉门流出,或者炉渣从炉壁没有密封处 溢出。在实际生产中,操作工泡沫渣的控制操作是随机的,保持炉 渣的发泡高度达到完全埋弧即可,泡沫渣高度过高过低都是不利于 冶炼的。
4. 6.5影响泡沫渣质立的因素
影响泡沫渣质量的因素主要有炉渣的碱度、炉渣中氧化铁含 量、炉渣中氧化镁含量、吹氧量、熔池的温度、喷吹炭粉的质 量等。
(1)碱度对泡沫渣质量的影响。碱度是影响泡沫渣质量的最主 要的一个因素。炉渣的二元碱度低于15以后,炉渣的一发泡性能是 很差的,炉渣有发泡的可能,但是发泡指数很低。渣样分析表明: 二元碱度保持在1.5左右,在较大的喷碳量保证的前提下,炉渣的 发泡高度也可以达到基本埋弧的要求,但是泡沫渣不稳定。特别是 在泡沫渣中后期,泡沫渣质量下降,不能完全满足冶炼过程中的综 合要求,负面影响比较大。所以,在n0t交流电弧炉生产流程中 的泡沫渣碱度一般维持在2. 0以上。二元碱度在2.0〜3. 0之间的
217
第4章电弧炉炸钢冶炼工艺及操作
泡沫渣,炉渣的发泡高度变化不大,但是随着碱度的提高,泡沫渣 的发泡指数增加,泡沫渣的稳定性会更好。从碱度影响的角度讲, 碱度在1.8〜3.0之间,泡沫渣的发泡高度将会达到最大值。以上 的描述可以把泡沫渣的高度与碱度的关系用图4-36表示。
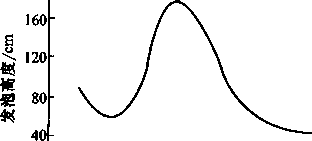
O 1.0 2.0 3.0 4.0 5.0 炉渣碱度
图4-36碱度与泡沫渣发泡高度的关系示意图
需要特别说明的是,碱度对于冶炼的影响是很重要的,在有些 时候,碱度没有达到2.0以上,炉渣虽然可以满足埋弧的需要,炉 料中的磷含量不高时,脱磷也可以达到目标值,但是负面的影响就 突出表现出来了。例如,金属收得率下降,在供氧强度较大的时 候,还会发生炉渣过稀,在靠近除尘烟道区的水冷盘会出现结渣现 象,严重时会导致炉沿过高,影响炉盖的旋转,而且这种低碱度的 炉渣飞溅现象严重,有时候会看不到有合适的渣量从炉门排出,甚 至会导致炉壁后方氧气吹炼的方向结冷钢,有时候会把炉盖与炉壁 冻结在一起。在适当提高了炉渣碱度后,这种情况得到了改善和消 除;但是炉渣的碱度也不能太高,石灰加入且过多,也会出现石灰 化不掉,飞溅严重,炉沿上涨旋转不出去的现象。所以电弧炉炼钢 最重要的原则之一就是,不能节省石灰来降低成本,碱度不够,消 耗的负面影响是非常巨大的。当然,也不能碱度太高,碱度大于 3.0以后,石灰就不能完全溶解,而且铁耗也会上升,最佳的实际 碱度在2.0〜3.0是最好的。
(2)渣中氧化铁含量与泡沫渣质量的关系。炉渣中石灰的溶解 主要是以氧化铁为溶剂进行的,而且在冶炼过程中需要氧化铁为熔 剂来稳定一些化合物和保证渣系的性质,使炉渣能够满足冶炼的需
218
4.6电9K炉冶炼的泡沫渣控制技术
要。这包括氧化性的炉渣脱磷,含有适量的氧化铁保证炉渣的流动 性,而且在熔池中钢水的碳含量很低时,需要喷入发泡剂炭粉与渣 中氧化铁反应产生发泡所需要的气体。渣中氧化铁含量过高,特别 是含量大于20%以后,会降解炉渣发泡所需要的悬浮物质点硅酸 二钙,导致炉渣发泡质量下降,增加了铁耗,对于炉衬的侵蚀也是 特别明显。渣中氧化铁的含量可以通过操作来进行动态控制的,例 如合理地控制各个阶段的供氧强度,调整喷吹炭粉的流量,调整炉 料中的配碳量。文献介绍,已经有厂家介绍采用含碳的泡沫渣稳定 剂,利用电弧炉的高位料仓,在泡沫渣中后期从炉顶第三孔或者第 四孔加料加入,来降低渣中氧化铁含量,达到埋弧和降低铁耗,减 少钢中氧含量的目的。这种泡沫渣稳定剂据介绍效果明显,实际上 就是利用了泡沫渣基本原理制成的。需要说明的是,喷吹炭粉和加 入泡沫渣稳定剂降解渣中氧化铁的反应是一个还原吸热反应,会影 响熔池的升温速度。在强化冶炼时,要考虑到这一因素。大量的实 践证明,渣中氧化铁在14%〜20%之间,炉渣的泡沫化可以顺利 进行,渣中氧化铁在20%〜40%之间,将会出现水渣,在此阶段 减少或者停止吹氧,增加喷吹炭粉的流量,会改善炉渣的泡沫化质 量,但是相应地延长了冶炼周期,增加了电耗。当炉渣中的氧化铁 含量低于7%以后,炉渣有可能出现乳化现象或者炉渣黏度过大, 不利于钢渣间的物理化学反应和从炉门流渣的操作。控制好供氧制 度和总配碳量,喷吹炭粉的流量是解决渣中氣化铁含量稳定在合理 数值的关键,而且三者是对立统一的,解决好三者的关系是造好泡 沫渣的关键。实际操作中要控制的要点是:利用钢水中的碳氧化生 成的一氧化碳气体作为泡沫渣发泡的主要气体,适当的进行吹渣操 作,机动控制调节喷吹炭粉的流量作为调节渣中氧化铁含量的手 段,是控制渣中氧化铁含量的最好途径。
(3)渣中氧化镁含量对泡沫渣质量的影响。氧化镁由于可以和 石灰、二氧化硅形成低熔点的钙镁橄榄石,提高炉渣的成渣速度, 并且由于小颗粒的氧化镁及其部分化合物熔点较高,可以成为炉渣 发泡的悬浮物质点,所以利用轻烧白云石、镁钙石灰以及其他含有 氧化镁的矿物质造渣是提高炉渣发泡指数的一个有效的选择。国内 外的研究表明,氧化镁含量在6%〜14%之间,对于炉渣的强度影
219
第4章 电弧炉炼钢冶炼工艺及操作
响不大,不仅可以提高炉渣的发泡指数,而且还可以减轻炉衬的侵 蚀速度,从另外一个角度讲,电弧炉生产过程中,有些钢种对于 磷、硫的要求不高,而且合适的渣量不仅可以减少炉渣熔化的热支 出,降低电耗。在渣量不同的渣液中,在氧化铁含量相同的条件 下,渣量的减少有利于减少金属铁的损耗,所以以合适的渣量来满 足冶炼过程的化学反应需要,利用其他促使炉渣发泡的有利条件, 来改善泡沫渣的质量,成为一种节能降耗的手段。渣中氧化镁含量 与发泡指数的关系见图4-37。
10
6
4
2
j 2 4 6 8 10
氧化镁含量/%
图4-37渣中氧化镁含量与发泡指数的关系
(4)吹氧量对泡沫渣质量的影响。一般情况下,在渣中氧化钙 含量相同,熔池中有脱碳反应的条件下,吹氧量越大,脱碳产生的 气体越多,渣中氧化铁含量也随之增加,泡沫渣的高度越大,在熔 池中碳含量较低的情况下,吹氧量越大,渣中氧化铁含量越高,泡 沫渣越不稳定,图4-38是在70t直流电弧炉所做的供氧强度与泡 沫渣高度关系的分析图。
(5)温度对泡沫渣质量的影响。温度是保证炉渣熔化的基本条 件,只要渣料熔化以后,炉渣或者熔池中有碳氧反应进行,炉渣就 可以泡沫化。温度对于泡沫渣的影响比较小,这里需要强调的是碱 度为2.0〜3.0之间的炉渣,在温度逐渐升高后,特别是温度大于 1650。C以后,泡沫渣的质量会出现明显下降的现象。这也成为操作 工判断熔池温度的一个基本常识。
(6)喷吹炭粉对泡沫渣质量的影响。喷吹炭粉主要产生两个方 面的作用:一是降低渣中氧化铁的含量,提高泡沫渣的强度,提高
220
4.6电衷炉冶炼的泡诔渣控制技术
so∖⅛⅛⅛^
50
吹氧量/(m3∕min)
100
图4-38供氧强度与泡沫渣高度的关系
泡沫渣的质量;二是喷吹炭粉与渣中的氧化铁反应生成一氧化碳气 体,为炉渣发泡提供气源。目前喷吹炭粉主要由两种方法生产:一 是石油化工行业的副产品石油焦,经过粒化后使用;二是由焦炭粒 化后使用,经过不同厂家的使用效果来看,石油焦由于杂质少、粒 度小,使用后的发泡效果比使用焦炭为原料的喷吹炭粉效果好。
4. 6.6自耗式氧枪吹炼条件下的泡沫渣操作
自耗式氧枪的优点之一是可以调整吹氧的角度和调整氧枪的枪 管长度控制吹炼的反应进程。自耗式氧枪的氧枪枪管和电弧炉内钢 液面之间的夹角,简称吹氧角度,吹氧角度可以通过倾动炉体,调 整自耗式氧枪的枪架机械高度和氧枪枪头的高低来实现。冶炼过程 中,造泡沫渣的操作期间,要注意氧枪的吹氧角度的控制。吹氧的 角度对于造渣和炉门耐火材料的侵蚀速度影响都比较大,对于氧枪 的枪管消耗也有明显的影响。由于自耗式氧枪吹氧的氧气射流在离 开枪管后是逐渐发散的,所以吹氧角度过大,依靠氧枪氧气的射流 引起的钢液内部脱碳的量较少。大角度的吹氧会引起钢液炉渣及反 应气体的乳化现象,枪管消耗快,脱碳反应慢,不能满足冶炼要 求;角度过小,吹氧的结果可能是钢渣间铁的氧化反应导致氧化铁 富集,炉渣水化,脱碳效率低,吹氧的效率低,炉渣由于聚集了大 量的氧化铁,容易引起大沸腾事故。所以,自耗式氧枪的泡沫渣操 作关键之一是控制好吹氧的角度和调整好枪管在钢渣中的长度,良 好的操作不仅可以提高吹氧的效率,而且可以提高泡沫渣的质量,
221
第4章 电弧炉炼钢冶炸工艺及操作
全面地影响冶炼的综合指标。操作过程中,氧枪的吹氧角度控制在 30。左右是比较合理的,既可以提高钢渣间的反应能力,又可以使 氧气射流保持对于熔池钢液最佳的射入状态,在钢液表层内部产生 脱碳气泡,促使脱碳反应的进行,是控制泡沫渣操作的理想吹氧角 度。吹渣操作是指氧枪的枪头离开炉渣一段距离,以一定的角度和 氧气流量,进行吹氧的操作。氧枪枪管在炉渣内,刻意地调整吹氧 角度和流量,使氧枪射流吹钢渣界面的操作也叫吹渣操作。吹渣操 作的主要目的是增加渣中氧化铁的含量,促进渣料的熔化以及脱 磷、脱碳反应的进行。
(1)配碳量较低的全废钢冶炼。采用这种冶炼方式的电弧炉, 一般变压器的容量比较大,电能输入的速度比较快,而且配备有相 应的辅助能源输入的手段,如氧燃烧嘴和二次燃烧枪等,以便提高 化学能的利用和消除电炉的冷区。电弧炉炉料的总配碳量小于 1.0%,这类电弧炉强调的是产能水平,对于泡沫渣的要求比较高, 以满足快速输入电能的要求,这种模式下的泡沫渣操作的特点 如下。
①冶炼用的渣料分为两篮加入(直流电弧炉除外),渣料采用 石灰配加白云石为主,这样可以保证渣料在加每一批料以后都有一 部分的溶解,参与化学反应,覆盖熔池减少吹炼时的飞溅损失,而 且减少了石灰的溶解时间。
②采用合适的留钢量和留渣量。熔化期一支枪切割处于红热 状态的废钢,一支枪在电炉的留钢和留渣组成的局部熔池吹氧,或 者两支枪全部用来切割废钢,以达到快速加料的目的。
③在炉内废钢熔清60%左右,就开始泡沫渣的操作,两支氧 枪根据炉内的具体情况,先进行"吹渣操作”,以促使炉渣熔化, 碳枪开始喷吹炭粉的操作,或者一支氧枪进行吹渣操作,一支氧枪 吹钢渣界面进行早期的脱碳。
④炉体的倾动和氧枪吹氧的角度要紧密配合,以提高吹氧的 效率,炭粉的喷吹根据炉渣的发泡高度,进行动态的控制,以保证 有较快的脱碳速度。
⑤脱碳和脱磷的任务一般要求在泡沫渣持续8〜12min左右完 成,整个泡沫渣时间控制在15min左右。由于电能输入速度较快,
222
4.6电弧炉冶炼的泡沫渣控制技术
电弧炉的流渣(也叫放渣)操作一般在测温取样的时候,完成 60%左右。
⑥电弧炉的装入量和留钢量一般是恒定的,波动变化较小, 以便于稳定冶炼过程中的操作。
(2)配碳量较大的全废钢冶炼。采用较大配碳量冶炼的电弧 炉,一般变压器容量属于中等或者偏小,有的采用了辅助能源输入 手段,有的没有。这类电弧炉一般是生产合金钢或者质量要求较高 的钢种,要求泡沫渣持续的时间较长,以满足脱磷脱气和埋弧升温 的要求。电弧炉的配碳量在0.8%〜2.4%。这种冶炼模式下的泡 沫渣操作主要特点如下。
①采用较大的留钢量和留渣量,以提高熔化期吹氧的效率。
②熔化期炉体向前倾斜在1°〜3°之间,两支枪伸入炉底的热 区吹氧、以达到早期脱出杂质和部分碳的任务。
③在第一批料的时候,只要有“局部熔池”存在,就要进行 泡沫渣的操作,以达到埋弧,提高已经形成的"局部熔池”的温 度,达到扩大"局部熔池”的面积,实现促进废钢熔化的目的。
④废钢铁料全部加入后,也是以第一批料的操作模式为主, 向热区吹氧造泡沫渣为主。造成熔池的逐渐扩大,等到加入的渣料 和炉料的全部溶解,根据炉渣的黏度和发泡高度调整喷吹炭粉的流 量,炉渣黏度过大时,减小喷吹炭粉的量,或者增加供氧强度;炉 渣黏度过低时,增加喷吹炭粉的量,或者减少供氧强度。
⑤在泡沫渣初步形成以后,要用一支枪及时清理炉门区的冷 钢,以便于流渣操作和测温取样的操作。
⑥由于冶炼的钢种对于磷的要求较高,所以一般采用晚期流 渣的操作,泡沫渣的整体持续时间在10〜25min。
(3)热装铁水的泡沫渣操作。热装铁水冶炼时,泡沫渣的操作 方法主要以兑加铁水的比例和总体的配碳量来决定的,泡沫渣的操 作以泡沫渣的脱碳脱磷的时间与送电升温到出钢目标值的时间相统 一为最佳,电弧炉热兑铁水时的泡沫渣操作主要特点如下。
①熔化期在兑加铁水以后,氧枪以吹局部熔池为主,达到氧 化部分的磷、硅、镂以及脱除部分的碳。如果切割废钢,会导致后 期的泡沫渣操作难度加大。
223
第4章 电弧炉炼钢冶炼工艺及操作
②由于热兑铁水生产时,一般情况下,熔池形成的时间比较 快,石灰溶解的时间短,在熔化期结束时,氧枪要保持2〜5min 的吹渣时间很必要,以保证炉渣的熔化。
③开始造泡沫渣以后,根据炉渣的具体状况,决定氧枪的操 作。炉渣较干的时候,两支枪同时以中低流量吹渣,炭粉可以低流 量喷入,或者暂时不喷吹;炉渣较稀时,喷吹高流量的炭粉以调剂 炉渣的氧化铁含量,氧枪可以降低供氧强度进行吹炼。
④熔池碳含量较高的时候,氧枪要间歇性地、有目的地吹钢 渣界面,以保持渣中氧化铁的含量稳定。当炉渣呈现波峰状、跳动 有力的情况时,说明炉渣的氧化性良好,可以根据炉渣的发泡高 度,间歇性地喷吹炭粉,或者一直以低流量的操作喷吹炭粉造渣, 氧气以最大的流量吹炼。这样对于兼顾泡沫渣操作和脱碳比较有 利。熔池碳含量适中或者偏低的时候,可以按照正常的泡沫渣操作 程序操作。
⑤不同时期的炉型,主要是炉底的深浅、料况的变化,对于 脱碳反应的影响比较大,在不同时期的炉型和料型,要调整铁水的 兑加量以及其他的配碳量,调整渣料的量。保持稳定的留钢量和留 渣量,对于泡沫渣的操作有积极的意义。
(4)自耗式氧枪吹炼时炉渣乳化现象出现以后的消除。炉渣的 乳化现象的基本特征如下。
①炉渣视觉黏度低,吹炼时炉渣大量从炉门溢出。
②无明显较强的脱碳反应,表现在冶炼时烟道无明显的炭火。 特别说明的是,即使是大量喷吹炭粉,所产生的炭火在烟道内也表 现得飘忽无力,而脱碳反应产生的炭火在烟道内比较强劲有力。
③自耗式氧枪枪管消耗很快,冶炼进程不容易控制。
④炉渣从炉门溢出时伴随有明显的金属铁液滴的火花。
炉渣的乳化现象的主要危害如下。
①容易造成碳高磷高,延长了冶炼周期。
②乳化渣形成后阻碍了脱碳反应的进行,熔池传热效果差, 所以渣温较高,对于炉衬和水冷盘的侵蚀与损害比较明显,在70t 和IlOt电弧炉大量的实践证明,穿炉衬和水冷盘漏水70%以上与 炉渣的乳化有直接和间接的关系。
224
4.6电贝炉冶炼的泡沫渣控制技术
③乳化现象发生后,有大量的金属铁随炉渣流入渣坑,降低 了金属收得率。
④自耗式氧枪的枪管损耗太快,发生乳化现象后,自耗式氧 枪很难控制冶炼的进程。
⑤冶炼时间的延长不容易控制温度,容易形成高温钢。
产生乳化现象后的消除主要手段如下。
①炉渣碱度足够,乳化现象刚刚出现时,可以减小输入电能 的功率或者停止送电,停止喷吹炭粉,将自耗式氧枪的枪头距离炉 渣2〜IOCm吹渣操作,氧气保持中低流量。有脱碳反应的炭火出 现,或者炉渣熔化良好时再进行正常的操作。
②乳化现象发生的后期,由于炉渣大量的溢出,为了保证脱 磷,不宜再进行放渣操作。
③乳化现象发生后,镇静完毕后吹炼要使氧枪吹炼角度与熔 池钢液面保持30°,或者为了快速脱碳,氧枪吹炼角度与熔池钢液 面保持在45°〜60°之间,并且及时将枪管进入熔池钢渣界面,防止 枪管不够后吊吹,形成二次乳化或者发生大沸腾事故。
④炉渣碱度在L5左右产生的乳化现象很严重时,应该立即 停电停止吹氧,将炉体向出渣方向倾动倒出部分乳化渣后铺平炉体 镇静约2min后再继续冶炼操作,一般情况下乳化现象会得到消除 或缓解。
⑤对于炉渣碱度过低的炉渣出现乳化以后,不论是自耗式氧 枪还是超声速氧枪吹炼,除了补加石灰,或者在不补加石灰的条件 下,只有降低供氧强度,减缓脱碳速度以外,没有其他更好的处理 方法。
(5)碳高脱碳时的泡沫渣操作。自耗式氧枪操作下的脱碳反应 大多数是以间接氧化为主的,即通过渣钢之间的传质反应进行的。 碳高以后的泡沫渣操作要注意以下两点。
①脱碳反应和脱磷反应要兼顾,避免脱碳反应结束后磷高, 也要避免炉渣乳化后引起的各种不良后果。
②在临界碳含量范围内要注意防止大沸腾事故的发生。
所以,冶炼中出现碳高以后的泡沫渣操作,以控制好温度和调 整碳含量为主进行操作。在临界碳含量以上时,可以降低或者停止
225
第4章电3L炉炼钢冶炼工艺及操作
送电的功率,自耗式氧枪枪头距离炉渣液面5〜IoCm进行吹炼1〜 5min左右,先进行脱磷的吹渣脱磷操作。当脱碳反应开始后根据 脱碳反应的程度及时地倾动炉体,调整吹氧角度,为了提高脱碳反 应的速度,喷炭量可以做动态调整,减少或者间歇性的喷炭。当熔 池中的碳含量在临界碳含量范围(0.2%〜0.8%)以内时,为了 增加碳向反应界面的扩散,防止大沸腾事故,最好是通电操作。 吹氧时必须喷吹炭粉,调节渣中氧化铁含量,防止氧化铁富集, 吹氧角度和炉体的倾动必须紧密配合,吹氧角度或者是通电操作 下的30°角吹炼,或者非通电条件下的大角度吹氧,并且及时地 进枪。
4. 6.7超声速氧枪控制下的泡沫渣技术
(1)超声速氧枪吹炼条件下泡沫渣控制的特点。大多数超声速 碳氧枪是布置在炉门,也有的是安装在炉壁进行冶炼操作的。超声 速氧枪的氧气射流对于熔池具有较大的冲击动能,较强的穿透钢渣 界面的能力,脱碳能力较强,其反应可以认为有部分氧气直接进入 钢液参与脱碳,脱碳速度大于自耗式氧枪的脱碳速度,实际测量最 快可以达到0∙12%/min。控制良好的泡沫渣,渣中的氧化铁含量 在15%左右,远远低于自耗式氧枪控制的泡沫渣的渣中氧化铁的 含量。可以提高铁水的热装比例和配加生铁的比例,以及其他的配 碳用的原料,以降低铁耗。超声速氧枪吹炼时,脱碳反应没有开始 时,主要是硅、锂、磷和铁的氧化,石灰的溶解也在进行,如果初 渣中的氧化铁含量较高,初渣的传质反应也比较慢,所以在炉渣没 有形成覆盖住熔池的时候,一般采用低的供氧强度进行吹氧,采用 高的供氧强度,会增加钢铁料的吹损损失。目前超声速氧枪的吹炼 一般设有2〜5个挡位或者吹氧模式,有的厂家为了规范操作,将 吹氧模式与送电的输入功率连锁,在不同的电耗阶段,有不同的吹 氧模式或者档位,以不同的供氧强度进行供氧吹炼操作。
超声速氧枪吹炼时的负面影响主要表现如下。
①超声速射流冲击作用造成枪体的结钢渣现象时有发生,严 重时钢渣的飞溅在烟道附近大量聚集,将水冷壁与上炉盖粘在一 起,影响了旋开炉盖加料操作的顺利进行。
②配碳量较高时,炉渣返干现象普遍。在脱碳速度最大的时
226
4.6电弧炉冶炼的泡沫渣控制技术
候,泡沫渣容易发泡,甚至从护壁或EBT附近溢出。冶炼后期熔 池碳含量较低时,泡沫渣的高度不足,不能满足长弧高功率输入的 要求。喷吹炭粉控制不好时,一罐炭粉(150Okg左右)会出现不 够冶炼一炉钢的现象,给冶炼造成被动。炭粉喷空以后需要二次充 填或者需要人工从炉门加发泡剂炭粉。
③渣料加入量过大时,加人的渣料不容易充分的熔化,石灰 和白云石的利用率较低,在一些炉次,渣料在氧枪射流的作用下, 聚集在EBT冷区,影响EBT的填料操作。渣料加入量过小时,容 易出现乳化现象。典型的超声速氧枪吹炼的泡沫渣渣样分析见表 4-17 o
表4-17超声速氧枪吹炼的泡沫渣渣样成分分析
|
成分 |
SiO2/% |
CaO/% |
MgO/% |
FeO/% |
碱度 |
|
1 |
13. 22 |
41. 95 |
1.44 |
10.28 |
3. 2 |
|
2 |
13.95 |
36. 65 |
2. 02 |
13.08 |
2. 6 |
|
3 |
12. 44 |
40. 17 |
2.46 |
11. 88 |
3. 2 |
|
4 |
12. 57 |
34. 41 |
20. 85 |
2. 7 | |
|
5 |
13. 45 |
35. 37 |
0.01 |
17.1 |
2. 6 |
④在炉渣碱度合适的情况下,有部分炉次,脱碳任务完成以 后,脱磷的任务仍然没有完成,需要进一步的脱磷操作,给冶炼造 成被动。
超声速氧枪的泡沫渣操作一般分为全废钢冶炼和热装铁水的冶 炼两种。
(2)全废钢冶炼时泡沫渣的控制。全废钢冶炼时的泡沫渣的操 作主要体现如下。
①炉料的配碳量要合理。推荐的配碳量在1.0%〜2. 6%之间。 不能超过上限,超过上限后,会增加脱碳的操作时间;配碳量也不 能过低,配碳过低,虽然可以通过减少供氧强度和增加喷炭量实现 调节,但是配碳过低会增加吹损,终点碳含量过低的概率也会增 加,导致出现水渣。配碳量的大小要根据废钢铁科中的硅、锤、磷 的含量决定,这些元素含量较高的时候,就要减少配碳量,增加石 灰的加入量。
227
第4章 电孤炉炼钢冶燥工艺及操作
②冶炼时,生铁等含碳量较高的配碳原料60%以上加在第一 批料,吹氧操作要在一批料熔化到接近熔清前,熔池有明显的脱碳 反应出现最好,这主要体现在烟道和炉盖四周有炭火出现。
③由于脱碳反应和石灰的溶解分别是两个串联反应,所以超 声速氧枪吹炼全废钢的一个主要的原则就是,如果氧枪吹炼的热点 区出现局部熔池,就要进行喷炭操作,以降低渣中氧化铁含量,使 其保持在25%以下,这样会促进石灰的溶解,增加局部熔池的埋 弧升温和传质反应,从而改善冶炼的进程,待炉渣•充分泡沫化后, 根据炉渣的情况,进行吹氧和喷炭,送电的调整。
④造好全废钢冶炼的泡沫渣的另外一个原则就是掌握好留钢 留渣量。合理的留钢留渣会提高吹氧的利用率,提高化学热的利 用,对于废钢的及早熔化,造好泡沫渣有着积极的意义。
⑤渣中的氧化铁含量对于渣料的熔化起着决定性的作用。熔 化期的后期,熔池的初渣中一般氧化铁含量较高,这是因为此时熔 池内的温度较低,脱碳反应没有开始时,铁的氧化量最大,加入的 渣料没有完全熔化,氧枪吹炼时产生的大量氧化铁会进入到炉渣 中,渣中氧化铁过高,炉渣的密度增加,传质反应的能力减弱,所 以熔化期的后期,只要有炉渣形成,就要较早喷炭,以减少渣中氧 化铁的含量,以促使炉渣提高发泡能力和未能溶解的石灰进行进一 步溶解。
⑥在脱碳反应开始后,要控制好喷吹炭粉的流量,调剂泡沫 渣的高度。经验认为,熔池碳含量在0∙3%以上时,可以减少喷吹 炭粉。全废钢冶炼时,始终以合适的流量喷吹炭粉,对于稳定的控 制炉内的反应气氛,减少吹损还是比较有利的。
⑦放渣的操作一般在冶炼的中期开始适量的放渣,即熔池碳 含量在0.3%〜0.6%之间,放渣比较容易,在熔池碳含量较低, 炉渣减度偏低时,炉渣不容易从炉门排出,会增加出钢下渣的 概率。
⑧单纯的超声速氧枪吹炼,泡沫渣的全面控制有一定的难度, 采用复合吹炼方式,泡沫渣的控制会更好。例如,炉壁超声速氧枪 和炉门自耗式氧枪复合吹炼,炉门超声速氧枪联合炉壁集束氧枪吹 炼,或者联合使用具有化渣和脱碳功能的多功能烧嘴。
228
4.6电弧炉冶炼的泡沫渣控制技术
⑨炉渣的最佳碱度控制在2. O〜3. O之间,对于全废钢冶炼的 泡沫渣控制比较有利。
(3)热装铁水冶炼时泡沫渣的控制。热装铁水冶炼时,泡沫渣 的控制必须与脱碳反应,通电升温有机地结合起来,脱碳的任务必 须提前在熔池的温度达到出钢温度要求以前1〜5min完成。控制 好热装铁水泡沫渣的关键如下。
①熔化初期,将炉体向出渣方向倾动,以炉门不溢出钢渣为 原则,这样对于炉门式的水冷超声速氧枪或者炉壁水冷超声速氧枪 的操作都是比较有利的。在冶炼前期,将吹氧化渣,脱磷放在首 位,控制氧枪的枪位,使氧枪的枪头离开熔池有9〜50Cm的距离 吹氧,吹氧的流量保持在中档左右,使射流以亚声速冲击钢渣界 面,重点进行化渣、脱磷。脱碳任务在炉渣充分泡沫化后进行、脱 碳的效率会比较高。实际操作中,枪位的控制以炉顶电极孔处飞溅 物不严重为标准。
②在脱碳反应开始后,要根据脱碳反应的情况和炉渣的状况 进行控制喷吹炭粉的操作,一般来讲,在临界碳含量范围中上限的 时候(0.5%〜0.8%),如果炉渣泡沫化的高度可以满足埋弧的要 求,可以减少或者停止喷吹炭粉的操作,因为喷吹炭粉在钢渣中的 还原反应属于吸热反应,会影响熔池的升温,增加冶炼周期。在临 界碳含量中下限范围(0.2%〜0.5%),要降低"枪位”,即把氧枪 向熔池内移动,进行喷吹炭粉的操作,这样可以减少渣中氧化铁含 量。增加金属收得率,降低剧烈沸腾的概率。碳氧枪的进枪长度, 根据反应的特征,主要是根据烟道的炭火大小,以及熔池的沸腾程 度,做机动调整。脱碳反应剧烈时,适当退枪,以维持碳氧反应的 正常进行为准。脱碳反应减弱时,进行进枪,使得氧枪的枪头尽可 能地靠近熔池吹氧。
③实践证明,增加吹氧化渣时间是解决超声速氧枪吹炼条件 下钢渣飞溅损失的有效手段,而且化渣这段时间也是促使钢中的 硅、毓、磷氧化的有利时机,为泡沫渣的控制和脱碳的顺利进行创 造了有利条件,脱碳反应又推动了炉渣泡沫化的优化控制,实现了 操作的良性循环。
④热装铁水的送电操作,前期以最大的功率送电,使熔池的
229
第4章 电狐炉炸钢冶炼工艺及操作
温度尽可能达到脱碳反应需要的温度范围,然后根据泡沫渣的埋弧 情况,综合脱碳反应的程度,决定送电的档位。实际生产中,超声 速氧枪在脱碳速度最快的时候,泡沫渣的埋弧效果并不好,中低档 位送电是合适的,只有在脱碳任务快结束时,渣中氧化铁含量合适 时,泡沫渣的埋弧效果才会理想,这时候大功率送电提温也比较符 合冶炼的程序。
⑤有关文献介绍,熔池含碳量在0∙3%以上时,不必喷吹炭粉 进行泡沫渣的操作,这在电弧炉高比例热装铁水生产时,是很必 要的。
⑥高比例兑加铁水(热装铁水的比例大于30%)冶炼时,配 加直接还原铁或者氧化铁皮,对于优化泡沫渣的操作有积极的 作用。
⑦热装铁水时,炉渣的最佳碱度控制在2. 2〜3.0之间是合 理的。
(4)超声速氧枪吹炼条件下炉渣乳化以后的操作。超声速氧枪 吹炼过程中,乳化现象的出现大部分是碳高引起的。在熔化期结束 时,炉渣和熔池影响脱碳反应进行的元素含量较高时,由于选择氧 化的作用,脱碳反应被抑制。氧气流股冲击熔池,引起熔池的金属 小铁珠大量弥散在炉渣中,造成这种钢渣不分层的乳化现象。这种 现象会导致脱碳困难和磷高,吹损会大幅度上升,而且炉役后期会 增加炉衬的危险性。所以,解决乳化渣的方法主要如下。
①减低吹氧量,把氧枪从炉内向外退出一段距离,进行吹渣, 直到炉渣大部分熔化后,再增加吹氧量进行脱碳操作和泡沫渣的控 制。事实上,当吹渣操作进行到炉渣大部分熔化后,熔池就会出现 脱碳反应,乳化现象就会减轻或消除。在这种情况下,强行高强度 供氧,只会引起钢水和炉渣从炉门大量溢出,脱碳反应不一定就能 够及时出现。
②炉渣碱度较低,出现较严重的乳化渣后,不要急于吹炼, 可以将冶炼稍停顿。停止吹氧和送电,待炉渣和熔池镇静后再继续 冶炼,重新冶炼时应该以中低供氧强度吹钢渣界面,待出现脱碳反 应后增加供氧强度,效果会比继续冶炼好。
③如果镇静后重新冶炼,炉渣仍然出现乳化现象,可以继续
230
4.6电孤炉冶炼的泡沫渣控制技术
镇静,并且炉体向出渣方向倾动,倒出少部分的低碱度乳化渣。倒 渣结束后,炉渣处于镇静状态,再继续冶炼,效果会进一步改善, 如果继续乳化,则继续倒渣镇静处理,再继续冶炼。这是唯一处理 炉渣碱度较低的乳化现象,和消除大沸腾现象的一个有效的方法。
④出现乳化现象后,要注意出钢量的控制,出钢量要比正常 少3%〜10%。
⑤炉渣碱度低引起的乳化现象,就要考虑下一炉次的冶炼时, 增加渣料的加人量,降低炉料的配碳量,或者改变废钢铁料的料型 结构。如果电弧炉具有通过高位料仓加渣料的条件,低碱度炉渣出 现的乳化现象,可以通过补加石灰以后,进行合理的吹渣操作来消 除,操作难度会降低。
(5)渣中氧化铁过高引起的相间起弧。相间起弧主要有以下 两种。
①超声速氧枪具有较强的脱碳反应能力,脱碳反应速度较快, 如果熔池内的碳含量较低时,渣中的氧化铁含量就会急剧上升,当 氧化铁含量超过35%以后,炉渣就会出现水渣现象,钢液内部的 溶解氧超过0∙07%时(定氧仪测定的结果),向熔池大量地喷吹炭 粉,渣中的碳氧反应会很迅速,产生大量的二氧化碳气体,迅速从 炉渣内排出,导致交流电弧炉三相电极间的气体电离起孤。
②脱碳速度过快,脱碳速度在0∙07%/min以上时,脱碳反应 的气体主要是一氧化碳,也会导致相间起弧。
发生相间起弧后,提升电极,也根难进行断电操作,因为此时高 压负载处于负荷状态,只有降低送电功率。它的危害主要体现如下。
①相间起弧会损害电极和小炉盖的使用寿命。
②输入的电能50%以上是无效的,增加了冶炼电耗。
③有可能导致断电极事故的发生。
所以防止相间起弧是影响冶炼的一个关键环节,具体方法 如下。
①冶炼时要注意有合理的配碳量,脱碳量应该控制在0∙ 95%〜 1.85%之间。
②配碳量较低,配碳量在L0%左右,如果出现了有炉渣覆盖 的局部熔池,就进行喷炭操作,在脱碳反应趋于减弱时,增加喷吹
231
第4章电弧炉炼⅜>冶炼工艺及操作
炭粉的流量,或者减小吹氧量。
③炉料的配碳较高,脱碳速度较快时,降低送电档位,或者 暂时停止送电。
④在连续冶炼的两炉以上,出现相间起弧后,可以适当地增 加炉渣碱度,炉渣碱度增加后,脱碳反应的气体排出的速度合减 慢,这种情况会得到改善。
⑤出现相间起弧以后,停止吹氧和喷炭,可以在短时间内达 到消除相间起弧的现象。
4. 6.8超声速集束氧枪吹炼条件下的泡沫渣控制
超声速集束氧枪吹炼一般采用3〜4个吹氧点,实行多点喷吹 炭粉。由于吹氧量比较大,一般吨钢氧耗为40〜55m3/t,所以渣 中氧化铁含量较高。泡沫渣的控制在配碳量合适,炉渣碱度合适的 条件下,泡沫渣比较容易发泡。但是存在的问题也会很多,炉渣乳 化的几率增加,炉门跑钢水的次数增多,钢铁料的吹损量增加,炉 沿黏结钢渣以后上涨。这些现象都要求在解决脱磷脱碳问题的同时 兼顾,泡沫渣的控制特点主要如下。
(1)保持合适的炉型尺寸,炉底过深时,及时修补炉底,保证 吹炼时氧气的利用率。
(2)炉渣的二元碱度合理的范围在2. 2〜3. 5之间。
(3)采用较大的留钢留渣量,以提高吹氧的效率,促进泡沫渣 及早形成。
(4)采用高氧(或者叫高焰)脱碳时,最好的时机在炉渣泡沫 化较好的时候进行,有利于减少吹损和飞溅。
(5)炉渣高度满足冶炼埋弧要求时,要控制喷吹炭粉的流量, 加以调剂泡沫渣的高度。泡沫渣高度过高,从炉沿以及其他密封不 好的部位流渣,对于仪表的测温线和设备水冷管路的威胁比较大。
(6)装入量要合理,稳定在一个合适的范围,这对于泡沫渣的 操作的稳定,减少人为干预的次数有利。
(7)由于超声速集束氧枪的吹炼特点和选择氧化的作用,脱磷 的反应效果没有自耗式氧枪吹炼时的好,所以放渣操作要在温度接 近出钢温度前5min,测温取样的操作结束以后进行。
(8)对于采用热兑铁水比例大于40%的电弧炉,脱碳反应开
232
4.6电弧炉冶炼的泡沫渣控制技术
始以后,控制好一定的脱碳速度,对于防止炉门跑钢水很有效。
(9)炉渣碱度合适时,发生乳化以后,如果炉门区还处于冷区 状态,即炉门废钢还没有化开,可以以较大的氧气流量喷吹,在脱 碳反应开始进行以后,乳化现象就会缓解或者消失。如果乳化现象 发生后,炉门区有钢渣大量溢出,要及时的采用低氧或者中氧吹炼 处理,以减少炉门跑钢水的量。炉渣碱度较低发生乳化现象以后, 降低供氧强度进行冶炼是操作的首要选择。
(10)超声速集束氧枪的枪位和吹氧角度是固定的,吹渣操作 可以通过调整供氧强度来调节射流的长度,并且倾动炉体,使选择 化渣的氧枪射流能够吹在钢渣界面上,实现吹渣操作。超声速集束 氧枪的吹渣时间不能太长,否则会引起大沸腾事故。
4. 6.9不同类型泡沫渣的冶炼效果分析
(1)理想的泡沫渣。实践中得出的最佳碱度在2.0〜3.0之间 (自耗式氧枪吹炼为2.0〜2. 5,超声速氧枪吹炼在2.0~3.0之 间),渣中氧化铁含量在11%〜20%之间,渣中氧化镁含量控制在 4%〜10%之间,这种状况下的炉渣不仅可以满足埋弧升温的需要, 还可以轻松地完成电弧炉的成分控制,可以通过控制配碳量和吹氧 量来人为调整泡沫渣的高度,顺利实现留碳放渣的操作,为测温取 样创造条件。而且这种炉渣对于覆盖钢液、减少吹损有着重要的意 义,冶炼的钢中夹杂物和气体含量普遍低。表4-18是比较理想的 渣样分析(70t直流电弧炉自耗式氧枪吹炼)。
(2)低碱度泡沫渣。炉渣的流动是层流,而钢液的流动是湍 流,这是对于护炉渣碱度和成分都比较理想的炉渣而言的。对于低 碱度的炉渣来讲,炉渣的流动是处于湍流与层流两种状态,实践中 得出的结论和理论分析是极其吻合的。炉渣碱度低于L8以后,炉 渣的流动性变差,物化反应能力减弱,炉渣对于钢水的覆盖作用减 弱,冶炼时的飞溅严重,炉壁炉沿结渣严重,不仅影响了冶炼结束 以后进行炉盖旋转出去以后的加料操作,而且金属收得率降低,无 法正确确定金属的收得率,导致出钢下渣,钢中的夹杂物含量和气 体含量明显地高于正常炉次。表4-19是典型的泡沫渣质量较差的 渣样分析。从表中可以看出,较差的泡沫渣一是碱度不够,二是渣 中全铁含量高,渣中氧化镁含量低。
233
第4章 电弧炉炼钢冶燎工艺及操作
表4T8 7帆直流电强炉冶炼优质弹簧钢时的炉渣渣样分析
|
冶炼钢种 |
石灰/kg |
SiO2∕% |
CaO/% |
Mgo/% |
Fe/% |
AI2O3∕% |
P2O5∕% |
碱度 |
|
60Si2Mn |
4000 |
12. 33 |
29. 54 |
0. 15 |
27. 35 |
3. 88 |
1. 03 |
2. 408 |
|
60Si2Mn |
4200 |
17. 85 |
39. 92 |
1. 04 |
19.36 |
3. 63 |
0. 82 |
2. 295 |
|
60Si2Mn |
4200 |
14.72 |
34. 08 |
0. 13 |
24.65 |
3.12 |
0. 76 |
2.372 |
|
60Si2Mn |
4000 |
16.8 |
38. 3 |
0. 11 |
19. 98 |
3.11 |
0.91 |
2. 286 |
|
60Si2Mn |
4000 |
12. 42 |
37. 14 |
0. 12 |
27. 15 |
2. 76 |
0. 65 |
3.000 |
|
6OSi2Cr |
4000 |
11.06 |
33. 15 |
0. 12 |
30. 96 |
2. 85 |
0. 67 |
3.008 |
|
6OSi2Cr |
4000 |
13.38 |
28. 94 |
1. 72 |
28. 92 |
3. 51 |
0. 62 |
2.291 |
|
60Si2Cr |
4000 |
17. 87 |
39. 92 |
1. 04 |
19. 36 |
3. 63 |
0.71 |
2. 292 |
|
60Si2Cr |
4000 |
13. 23 |
35.06 |
0. 11 |
26. 54 |
3. 12 |
0. 76 |
2. 658 |
表4T9 7例电SK炉自耗式氧枪吹炼较差的泡沫渣渣样分析
|
石灰/kg |
白云石/kg |
SiO2 ∕⅜ |
AI2O3∕% |
CaO/% |
MgO/% |
Fe/% |
Pz6∕% |
碱度 |
|
3500 |
200 |
17. 03 |
3. 89 |
21.08 |
1.37 |
23. 8 |
0. 6 |
1.3 |
|
3500 |
200 |
20. 32 |
4. 08 |
23. 25 |
2.88 |
17. 08 |
0. 65 |
1.3 |
|
3500 |
200 |
17.34 |
3. 52 |
23.15 |
1.83 |
23.39 |
0. 65 |
1. 4 |
|
3500 |
200 |
17.34 |
3. 44 |
23. 3 |
2.1 |
22. 9 |
0. 63 |
1. 5 |
|
3500 |
200 |
19. 17 |
3.85 |
22. 86 |
3. 94 |
18. 32 |
0. 54 |
1.4 |
|
3500 |
200 |
15. 58 |
3. 57 |
21.01 |
1.43 |
27 |
0.43 |
1.4 |
|
3500 |
200 |
16.26 |
3. 64 |
21. 57 |
1. 68 |
25. 67 |
0. 48 |
1.4 |
|
3800 |
200 |
17. 18 |
3.02 |
26. 77 |
O. OOl |
22. 04 |
0. 74 |
1. 6 |
|
3800 |
200 |
10. 83 |
3.05 |
22. 76 |
O. OOl |
35.26 |
0. 48 |
2. 1 |
|
3800 |
200 |
12.13 |
2. 89 |
24.9 |
O. OOl |
32. 44 |
0. 52 |
2.0 |
|
3800 |
200 |
12. 69 |
3. 25 |
24. 31 |
O. OOl |
32. 19 |
0. 55 |
1. 9 |
|
3600 |
300 |
12. 91 |
3. 17 |
23. 97 |
O. OOl |
34. 14 |
0. 52 |
1.8 |
|
3800 |
200 |
13. 76 |
3.17 |
23. 96 |
O. OOl |
33. 83 |
0. 51 |
1. 7 |
|
3800 |
200 |
16. 07 |
3.28 |
26.11 |
O. OOl |
25. 08 |
0. 56 |
1.6 |
(3)高氧化铁含量的泡沫渣。泡沫渣氧化铁含量过高,炉渣出 现水渣,这时会出现如下两种情况。
①炉渣的密度增加,喷吹炭粉时,炉渣大量地从炉门流出,
234
4.6电弧炉冶炼的泡沫渣控制技术
造成铁耗增加,自耗式氧枪的枪管在不停地消耗,碳高时脱碳反应 不能够进行,或者脱碳反应的速度较慢,这是由于熔池碳在0.2%〜 0∙8%之间,脱碳反应取决于熔池碳向钢渣界面的传递速度造成的。 在这种情况下还会出现大沸腾事故。
②熔池中碳含量较低,熔池中钢液溶解氧含量高,喷吹炭粉 和渣中的氧化铁产生还原反应,此反应为典型的吸热反应,还会造 成反应气体与电弧在远离熔池的地方起弧,形成电极之间的相间起 弧现象,起不了加热钢液的作用,浪费了电能,而且不利于消除电 弧炉冷区的冷钢,所以造高氧化铁的泡沫渣危害性是多方面的。
(4)高氧化镁含量的泡沫渣。泡沫渣渣中氧化镁含量超过 8%,碱度大于2. 8以后,炉渣的黏度会随渣中氧化镁含量的增加 而增加。炉渣会淤积在炉门区,增加了清理炉门的工作。合理地喷 炭与吹氧对于调整炉渣的黏度会起到一个积极的作用。合理地调整 石灰和白云石的加入量,可以解决好这种矛盾。
(5)泡沫渣乳化以后的冶炼效果。泡沫渣乳化后会影响石灰的 溶解,增加操作的难度,物理化学反应能力减弱。实践中常常通到 这样的情况,一样的料型结构,一样的渣料加入量,有的班次操作 的炉渣渣样分析碱度始终偏低,渣况较稀,究其原因,就是因为没 有解决好炉渣的乳化现象,炉渣乳化后最直接的是金属的收得率大 幅度降低。解决乳化现象的关键在于合理地加入石灰,冶炼初期, 要注意吹渣操作和控制合理的供氧量以及喷吹炭粉量。
4. 6.10氧化铁皮、泡沫渣改进剂在泡沫渣工艺中的应用
(1)破碎镁炭砖在泡沫渣操作中的应用。电弧炉生产线因为炉 衬退役和钢包拆修后产生大量的废弃镁炭砖,每年有上千吨的废弃 镁炭砖,有的作为生产电弧炉炉门快补料的原料,有的作为垃圾丢 弃处理。由于熔渣中的2CaO ∙ SiO2 ∙ Mg0、MgO ∙ SiO2等含 MgO的稳定化合物是泡沫渣发泡的悬浮物质点,是保持泡沫渣稳 定性的关键。所以,把废弃的镁炭砖进行破碎处理,作为泡沫渣的 稳定剂加入,粒度保持在5〜IOmm左左右,随渣料一起加入,每 炉钢加入400kg,对于泡沫渣的操作和炉衬的维护有积极的意义。
一般破碎镁炭砖的加入可以分为以下两种方式。
①没有采用包装的,通过高位料仓的加料系统直接加在料篮
235
第4章电弧炉瘫钢冶炼工艺及操作
里或者电弧炉内,这样不影响冶炼的操作。
②采用袋装的,行车用链条直接吊起,加在炉内。这种方式 可以便破碎镁炭砖加在炉材侵蚀较快的区域,对于炉衬的寿命也是 有利的。这种方式耗时l~3min<,
破碎镁炭砖在一座70t的电弧炉应用以后,效果比较明显,主 要体现在如下几点。
①电弧炉炉渣改进前炉渣中的Mge)含量为0.586%,改进后 每炉钢加入40Okg破碎镁炭传将渣中的MgC)含量提高至1.16%, 提高了炉渣的稳定性,降低了炉衬侵蚀速度。电弧炉在前500炉不 进行补炉操作的前提下,仍然使电弧炉全废钢炉衬寿命稳定在600 炉,小炉盖平均寿命为724炉,降低了电弧炉的耐火材料消耗。
②添加破碎镁炭砖以后,每炉冶炼的通电时间比没有添加的 炉次减少0∙79min,表明电炉的电能利用率有了极大的提高,降低 了冶炼电耗,提高了电弧炉的产能。
③加入破碎镁炭砖后加快了化渣速度,并改善了渣系的流动 性,钢渣界面的物化反应能力有了显著的增加。不仅显著提高了泡 沫渣埋弧效果,而且对于成分的控制有了明显的进步,脱磷率提高 了 10%〜15%。
④减少了渣料中轻烧白云石的加入量,降低了渣料的消耗。
添加破碎镁炭砖前后的渣样分析见表4-20和表4-21。
表4-20电弧炉加破碎镁炭砖前渣样分析
|
SQ/% |
CaO/% |
MgO/⅜ |
Fe/% |
S∕% |
PQ/% |
AI2O3∕% |
碱度 |
|
18.4 |
21. 53 |
0. 45 |
19. 9 |
0.03 |
0. 45 |
3. 75 |
1. 19 |
|
19. 7 |
24.23 |
1.38 |
17.34 |
0. 03 |
0.48 |
3. 72 |
1. 3 |
|
17 |
21. 36 |
0.4 |
23.24 |
0. 03 |
0. 42 |
3.64 |
1.28 |
|
17.4 |
22. 87 |
0. 38 |
22. 42 |
0. 03 |
0. 51 |
3.46 |
1.34 |
|
17. 8 |
20. 6 |
0. 32 |
20. 49 |
0. 03 |
0. 4 |
3. 72 |
1. 18 |
(2)氧化铁皮在泡沫渣操作中的应用。在炼钢过程中,石灰的 溶解、脱磷脱碳反应都与氧化铁有关,在炉渣中如果有氧化铁原料 的加入,会降低氧气的消耗。生产过程中,在炼钢的后道工序,连
236
4.6电弧炉冶炼的泡沫渣控制技术
表4-21电弧炉加破碎镁炭转后渣样分析
|
SQ/% |
CaO/⅜ |
Mgo/% |
Fe/% |
Als 5/% |
S∕% |
P2O5∕⅝ |
碱度 |
|
18. 4 |
28. 94 |
1.06 |
20.04 |
3.36 |
0. 046 |
0.85 |
2.08 |
|
19. 7 |
25.17 |
1. 25 |
19.77 |
3. 57 |
0. 046 |
0.62 |
2.01 |
|
17 |
30. 24 |
1. 3 |
18. 3 |
3.82 |
0. 035 |
0.77 |
1.76 |
|
17.4 |
28. 94 |
1. 72 |
21. 92 |
3. 51 |
0. 051 |
0. 62 |
2. 29 |
铸和轧钢会产生数量可观的氧化铁,它们作为化渣剂也会提高泡沫 渣的成渣速度,来自轧钢的氧化铁皮黏附有油污和水分,生产优质 钢时使用,会增加钢中氢的含量,所以使用前要经过烘烤处理,连 铸工序产生的氧化铁皮可以烘干后直接加入使用。氧化铁皮的使用 量每炉加入500~4000kgo
使用方法如下。
①全废钢冶炼时一般不加氧化铁,否则,冶炼电耗会明显上 升,影响冶炼周期,热装比例在20%以上加入使用,应用的综合 效果比较好。
②第一批料熔清后加入第二批料,石灰和氧化铁加在第二批 料的料篮底部。加在第一批料,对于冶炼的操作有不利的影响。
③针对氧化铁是渣料的辅助溶剂这一特点,将氧化铁皮应用 于热装铁水生产低磷优质钢的熔剂,在[C]、:P]高时,随着萤 石、石灰一起加入,作为留碳脱磷的脱磷剂。
加入后,前期按正常工艺路线操作,后期按实际的冶炼钢种选 择吹氧的供氧模式,控制供氧强度。由于脱磷操作是钢渣界面的反 应,脱碳反应的主要部分也是在钢渣界面进行的,所以这种使用氧 化铁皮的方式产生了积极的意义,既节省了吹氧量,又可达到顺利 控制成分的目的,使用效果如下。
①加入氧化铁皮后,炉渣的成渣速度比以前提高了 1〜5min, 脱碳速度比以前有了明显的提高。
②脱磷速度比以前有了明显的提高,脱磷和脱碳效率分别上 升20%〜40%和5%〜20%,优化了工艺操作,降低了操作难度。
③铁水的热装比例也大幅度上升,比以前提高了 5%。
由于氧化铁的还原反应是吸热反应,所以导致冶炼电耗的上
237
第4章 电弧炉炼钢冶炼工艺及操作
升。使用效果见表4-22。实际表明,氧化铁皮是一种优良的造泡 沫渣的辅助材料。
表4-22电弧炉使用氧化铁皮后的冶炼效果
|
电耗/(kW∙ h∕t) |
氧耗/(m3∕t) |
脱磷率/% |
成渣时间/min |
|
+2〜5 |
-1〜3 |
+10~30 |
-3 |
(3)电弧炉除尘灰在泡沫渣操作中的应用。电弧炉除尘灰一般 的全铁含量在53%左右(氧化铁在7%左右),并且含有1∙5%〜 2.8%的二氧化硅,5%〜9%的氧化钙,1.8%〜3.5%的锌和铅, 3%左右的氧化镂。由于含有锌,所以不适合大批量的造球后应用 于高炉炼铁,原因是高炉原料锌含量较高以后,影响了高炉炉缸内 的热循环,影响了料柱的透气性。如果不加处理,直接在废钢加料 车间用电磁盘吸起加入料篮,应用于电弧炉炼钢,会被防尘系统迅 速抽走,不仅收得率低,而且加重了除尘的负担,生产实践表明, 即加入较大量的除尘灰(每炉3000〜5000kg),除尘系统的排灰量 也相应增加,所以电弧炉产生的除尘灰,目前已经被用于批量的烧 结造球,或者添加石灰、石油焦、沥青焦油以后造球,应用于电弧 炉造泡沫渣。加入的方法和使用渣料一样,通过给料篮配加渣料的 高位料仓加入料篮,或者通过沪前的高位料仓直接加入电弧炉内。 由于含有含碳的成分,所以在电弧炉的泡沫渣操作中,会促进电弧 炉的泡沫渣发泡。
(4)泡沫渣改进剂的使用。在一些情况下,泡沫渣中的氧化铁 含量大,会给钢水质量和炉衬带来危害,还会影响炉渣发泡的高 度,增加快耗,所以除了增加配碳量和喷碳粉以外,泡沫渣改进剂 的使用也是一种很好的解决途径。这种改进剂通常是由炉顶加料系 统加入,也可以喷吹。这种改进剂制造的主要思路如下。
①以还原剂电石为主要的基体原料。
②添加部分的石油焦或者沥青焦为辅助添加材料,用来还原 渣中的氧化铁。
③添加少量的白云石,用来增加炉渣中的氧化镁含量,增加 发泡指数。
④添加少量的萤石,用来提高改进剂的快速溶解。
238
4.7电SK炉冶炼过程脱碳留碳操作技术
这种改进剂的使用,可以通过降低炉渣中氧化铁的含量,从而 达到降低熔渣中氧含量的目的。喷吹炭粉的载流气体可使熔池溶解 气体的含量增加,泡沫渣改进剂则可以减少熔池吸气的可能性。加 人方式是通过电弧炉炉前加渣料的高位料仓加入电弧炉的。
4.7电弧炉冶炼过程脱碳留碳操作技术
4. 7.1脱碳反应的作用和配碳量的确定
脱碳反应是电弧炉炼钢过程中最重要的化学反应,脱碳反应在 炼钢过程中主要有以下的作用。
(1)脱碳反应的热效应是最主要的化学反应热,为电弧炉炼钢 提供了必要的化学热。
(2)脱碳反应在熔池进行后,提供了冶金反应的主要动力学条 件,可以搅动熔池传热,加速冶金反应的传质速度,成倍地提高反 应速度,对于消除电弧炉炼钢的冷区起着决定性的作用。
(3)配碳可以降低铁素体的熔点,促使熔池尽快形成,对于缩 短冶炼周期有积极的意义。
(4)碳优先于铁和氧反应,采用合适的配碳以后,脱碳反应有 利于降低铁的吹损,有利于提高金属收得率。
(5)熔池内部脱碳反应产生的一氧化碳气泡是电弧炉脱除氢、 氮的最经济、最有效的手段。
(6)脱碳反应是搅动熔池运动,促使熔池内大颗粒夹杂物上浮 被炉渣吸收去除,提高粗炼钢水质量的保证。
(7)脱碳反应产生的气体是超高功率电弧炉泡沫渣操作的主要 气源。
所以超高功率电弧炉冶炼过程中的配碳和脱碳是电弧炉炼钢最 重要的环节之一,也是冶炼纯净钢的必需手段。配碳量一般控制在 0.6%〜2. 8%之间,配碳量的大小主要根据以下几个方面综合考 虑的。
(1)冶炼钢种。优质中高碳钢配碳偏中上限,以保证有足够的 脱碳沸腾量,以保证去除夹杂物和气体。冶炼普通钢一般在中下 限,保证有一定的沸腾量即可,以降低因为利用生铁或者铁水、焦 炭来配碳所带来的成本上升和增加。
239
第4章电弧炉炼钢冶炼工艺及操作
(2)变压器容量。目前提高电弧炉产能水平是超高功率电弧炉 的一个显著的特点,也是电弧炉赢得竞争的出路。变压器容量较大 的电弧炉,采取配碳量控制在中下限,以减少脱碳时间,利用电能 快速提温,以达到缩短冶炼周期的目的。
(3)供氧强度。供氧强度较大的电弧炉,配碳量偏上限,反之 亦然。
(4)氧枪的形式。由于自耗式氧枪和超声速氧枪的脱碳方式以 及速度是不同的,超声速氧枪的脱碳速度比自耗式氧枪的脱碳速度 快20%〜50%,所以超声速氧枪冶炼的配碳量比自耗式氧枪的要 大。超声速集束氧枪的多点吹氧,脱碳速度更快,配碳量最高可以 达到2. 8%以上。
(5)其他特殊考虑。例如采取DPP (底吹气)技术的可以允 许调整配碳,采用炉壁辅助能源输入手段的,也可以考虑减少或者 增加配碳量。
此外,配碳量还要根据配碳原料的情况综合考虑,以达到配 碳、脱碳、成本、质量、操作五者之间有一个平衡点,原则是送电 升温时间与脱碳时间相匹配。配碳量过高或过低,不利于生产。
配碳量过低,会有以下的负面影响。
(1)钢铁料的吹损将会增加,金属收得率降低。
(2)由于脱碳反应的沸腾作用减弱,电弧炉冷区残留冷钢的概 率加大。
(3)冶炼过程的软熔现象增加,取样分析波动大。
(4)冶炼过程的泡沫渣不容易控制。
(5)由于脱碳反应的化学热减少,所以冶炼电耗增加。
(6)粗炼钢水的质量得不到保证,粗炼钢水中的氢、氮含量以 及夹杂物的数量偏高。
(7)由于电耗的增加,导致通电时间延长,冶炼周期也随之 增加。
(8)通电时间的延长导致电极消耗增加。
(9)渣中氧化铁增加,会给炉衬带来负面影响。
配碳量过高将会带来以下的负面影响。
(1)脱碳时间增加,延长冶炼周期。
240
4.7电9t炉冶炼过程脱碳匿碳操作技术
(2)炉渣熔化时间延长,由于成渣速度慢,造成吹损增加。吹 氧脱碳的反应会增加钢渣乳化现象发生的概率,增加炉渣中的全铁 量,导致金属收得率降低。
(3)熔池中碳含量较高,渣中氧化铁含量将会降低,从而影响 脱磷反应,容易造成碳磷高的现象。
(4)操作不容易控制,容易出高温钢。
(5)长时间剧烈的脱碳反应会加剧钢水对于炉衬的物理冲刷, 影响炉衬寿命,在炉衬使用的中后期,脱碳反应剧烈和高温钢是导 致炉体穿钢的主要因素。
4. 7.2配碳方式分析
配碳主要原料是含碳量较高的原料,主要有冷生铁、直接还原 铁、焦炭、热兑铁水、脱碳粒铁等,各种配碳原料的优缺点如下。
(1)冷生铁配碳。目前随着炼钢原料的紧缺,冷生铁的供给量 有限,有的冷生铁成分多数是不适合转沪炼钢的废品生铁铸造的。
冷生铁配碳的优点有如下。
①块度特别适合电弧炉炼钢的原料要求,可以改变料型结构, 减少压料时间。
②金属铁含量高,可以提高金属收得率,保证出钢量。
③冷生铁里面的有害重金属含量较低,可以稀释钢水里面有 害重金属元素的含量,如馅、锦、铜。
④原料比较容易获得,容易储存和运输。
⑤配碳量比较稳定,容易计算控制,在冶炼中高碳钢时,可 以实现留碳出钢的目的。
冷生铁配碳的缺点如下。
①配碳的成本较高。
②大多数冷生铁是高炉的废品生铁。如硅高、硫高后转炉不 能利用,而铸造后的生铁,这类生铁配碳后容易造成磷、硫含量 较高。
③生铁的铸造过程带入的水分和铁锈会增加粗炼钢水中的气 体含量。
④冷生铁不容易熔化,出钢温度不合适时,会导致出钢以后 成分偏差较大。
241
第4章 电弧炉炼钢冶炸工古及操作
(2)热兑铁水配碳。热兑铁水是理想的配碳原料之一,除了具 有上述生铁配碳的优点外,还带入大量的物理热与化学热,减少了 带入的氢的含量,特别有利于缩短冶炼周期和留碳操作。
(3)直接还原铁配碳。有的直接还原铁中含碳量不高,有的含 碳量适中。
直接还原铁配碳的优点如下。
①含碳量在0∙3%〜2%之间的直接还原铁,可以适量地加入 配碳。
②直接还原铁里的有害重金属含量较低,有害的气体含量小, 可以稀释钢水里的有害重金属元素的含量,是冶炼优质钢水的理想 原料。
③原料中磷、硫含量较低,有利于脱除磷、硫的操作。
直接还原铁配碳的缺点如下。
①目前国内产量较少,不容易获得,部分钢厂从国外进口。
②金属化率没有生铁高。
③原料内非金属原料含量较高,主要是脉石,增加了炼钢过 程渣料的使用量,影响冶炼电耗。
④容易形成冷区,不利于快速熔化。
⑤氧化铁含量高的直接还原铁,会导致冶炼电耗上升。
⑥直接还原铁中碳含量不稳定,不容易计算控制。
(4)脱碳粒铁的配碳。脱碳粒铁的碳含量介于冷生铁和直接还 原铁之间,所以利用脱碳粒铁的配碳的优缺点介于生铁与直接还原 铁之间。
(5)焦炭配碳。焦炭配碳的优点如下。
①原料比较容易获得,配碳成本相比而言比较低。
②容易储存,便于生产的储备。
焦炭配碳的缺点如下。
①利用焦炭配碳时,碳的回收不稳定,配碳量不容易控制。
②焦炭中的灰分带入的杂质较多,会引起钢中硫含量的升高。
③焦炭配碳带入熔池的气体含量比较高。
4.7.3工艺条件对脱碳反应的影响
(1)熔池成分对脱碳反应速度的影响。在电弧炉的冶炼过程
242
4.7电3t炉冶炼过程脱碳留碳操作技术
中,有熔池形成就可能有脱碳反应的进行。由于不同的原料带入熔 池的成分也是千差万别。熔池成分中影响脱碳反应的主要元素是金 属活动顺序在碳元素以前的元素,常见的有[Si]、[Mn]、[P] 等。它们在不同的温度条件下与氧结合的能力,在不同的条件下有 时候比碳元素强。它们在熔池中的存在,限制了氧在溶池中的溶 解,现在许多的教科书给出了不同温度下它们的氧势图,即[0} [Si]平衡图、[Mn}[O]平衡图。它们的含量直接决定了脱碳反 应的进行。由于氧与[Si]、[Mn,[P]的氧化反应在一定温度的 影响下,具有氧化反应的优先选择性,其中[Si]的作用尤其明 显,C与Si的选择氧化可以由式(4-44)决定。
(SiO2)+2[C]-2C0+[Si] (4-44)
理论上计算的碳开始氧化反应的温度为1368(,熔池温度升 高到148OC以后开始剧烈反应。
(2)温度对脱碳速度的影响。一般来讲,温度越高,钢液的内 能越高,越利于脱碳反应。实际上,电弧炉炼钢过程中,只有熔池 形成后,脱碳反应才有可能进行,判断脱碳反应开始的简单依据就 是看熔池的沸腾状况或者看电极孔或者除尘弯管里是否有炭火出 现。熔池平均温度大于1540。C以后,由于熔池温度高,炉渣的结 构将会向有利于脱碳反应的方向改变。主要是温度过高后,炉渣黏 度降低,氧化铁有利于向脱碳反应区扩散,脱碳反应优先于脱磷等 其他反应进行。
(3)炉渣性质对脱碳反应的影响。炉渣对于脱碳反应的影响主 要包括炉渣的物理化学状况,包括碱度、黏度、渣量、渣中氧化铁 含量、炉渣的温度等,可以从以下几点分析。
①炉渣的碱度。炉渣的碱度对于脱碳有着决定性的作用。由 于炉渣的二元碱度在大于1.5呈碱性时,有利于脱除抑制碳氧反应 元素的进行,包括脱磷、脱硅和蘊元素的氧化,炉渣的离子结构对 于脱碳反应气体的排出有利,而且有利于渣中氧化铁的扩散,促使 钢渣界面的脱碳反应的进行。碱度小于LO时,炉渣的结构会出现 玻璃体,不仅不利于脱除抑制碳氧反应元素的进行,包括脱磷、脱 硅和钝元素的氧化,而且脱碳反应气体CO、Co2气泡的析出,会 使炉渣和钢液不容易分层,恶化了钢渣间的反应能力,从而影响了
243
第4章电Si炉炸钢冶炼工艺及操作
脱碳反应的进行。并且炉渣中的氧化铁向反应界面迁移的速度受到 限制,容易造成富集,引发脱碳反应过程中大沸腾现象的发生。
②炉渣的黏度。炉渣黏度过大,渣中氧化铁的扩散速度会减 弱,会减慢脱碳反应的进行。炉渣的黏度过低,吹炼时,钢渣的飞 溅现象严重,炉渣吸附氧化物的能力较差,也会影响脱碳反应的 进行。
③渣量对于脱碳反应的影响。渣量过大,在同等的供氧条件 下,渣中氧化铁含量相应比较低,减少了炉渣与钢液界面间的氧化 铁扩散量和脱碳反应的量,影响了脱碳速度。并且在超声速氧枪吹 炼时,阻碍了射流冲击钢渣界面的能力,影响了射流进入熔池内部 进行脱碳反应的能力。
④渣中氧化铁含量。渣中氧化铁是石灰溶解的溶剂,可以解 离炉渣以硅酸钙为主的"渣系基体”,氧化铁偏大偏小都不利于脱 碳反应的进行。渣中氧化铁的含量过大是引起大沸腾的基本因素, 而且氧化铁含量过高,炉渣的比重增加,炉渣的泡沫化程度会受到 影响,弱化了钢渣界面的脱碳反应。实际生产中,自耗式氧枪吹炼 时,渣中氧化铁含量在12%〜35%之间,超声速氧枪吹炼时,渣 中氧化铁含量在10%〜35%之间是正常的。渣中氧化铁含量过高, 可以通过喷入发泡剂炭粉,降低供氧强度,调整吹氧角度或者吹炼 方式,增加喷炭来解决。渣中氧化铁含量过低可以通过增加供氧强 度,减少喷吹炭粉的流量,调整吹氧角度,包括增加吹渣时间,吹 炼方式来解决。
(4)吹炼方式对脱碳反应的影响。超高功率电弧炉的吹炼采用 炉门自耗式氧枪、超声速氧枪、超声速集束氧枪,或者集烧嘴氧枪 于一体的氧燃烧嘴进行脱碳脱磷的操作。脱碳反应主要方式有两 种:一种是主要通过钢渣界面进行;另一种是以氧气射流直接冲击 熔池,进入钢液内部进行脱碳。自耗式氧枪主要是前者占大多数, 后者占少数,超声速氧枪则是二者兼有,依靠炉渣脱碳的数量和氧 气射流进入钢液内部脱碳的数量要根据吹炼的方式决定,总体来 讲,超声速氧枪吹炼时的脱碳量,依靠炉渣在钢渣界面脱碳的数量 占大多数。
(5)供氧压力对脱碳的影响。一般情况下,氧气的压力增加,
244
4.7电泵炉冶炼过程脱碳圈碳操作技术
对于自耗式氧枪来讲,氧气的流量增加,出口的压力增加,用于破 碎钢渣界面以及冲击钢液内部的动能增加,有利于增加氧气的利用 率,增加脱碳速度;对于超声速氧枪来讲同样增加了射流长度,有 利于脱碳反应。当然,氧气的压力不是越大越好,氧气的压力保持 在一个合理的水平,对于冶炼是有益的,否则会产生负面的影响, 如脱碳反应速度过于剧烈,炉门翻钢水和钢铁料的吹损增加,氧气 压力过低,会导致氧气利用率低,脱碳反应速度低,渣中氧化铁的 富集,还会导致大沸腾事故的发生。所以氧气的流量或者压力要保 持在一个合理的范围,既能够破碎钢渣界面,增加渣中氧化铁的含 量,又能够有部分的氧气射流冲击到钢液内部,在钢液内部进行部 分的脱碳反应,搅动钢液,促进熔池内的碳向钢渣反应界面扩散, 促进脱碳反应处在一个良性循环的过程中进行。氧气压力与氧气利 用率的关系见图4-39。
图4-39氧气压力与氧气利用率的关系
(6)复合吹炼对脱碳的影响。任何的一种氧枪吹炼方式都有优 点和缺点,采用复合吹陈就可以优势互补,优化操作。对于自耗式 氧枪来讲,可以比较容易进行化渣操作和脱磷,还可以比较准确地 进行留碳操作;超声速氧枪的脱碳速度较快,通过控制枪位也能够 进行化渣操作和脱磷;超声速集束氧枪脱碳速度最快,但是脱磷操 作没有自耗式氧枪和超声速氧枪好,而且不容易实现留碳操作。几 种主要的复合吹炼方式对于脱碳的影响分析如下。
①炉门超声速碳氧枪和炉壁超声速集束氧枪复合吹炼。这种
245
电弧炉炼钢冶炼工艺及操作
吹炼方式在熔化期采用炉门超声速氧枪化渣脱磷,在氧化期联合使 用两种氧枪强化脱碳,脱碳结束后,可以停止一种吹氧方式或者减 弱吹氧强度。这种方式特别适合于冶炼低碳钢。
②炉门自耗式氧枪和炉壁超声速氧枪复合吹炼。这种吹炼方 式对于脱碳、脱磷都比较有利,可以实现留碳操作。炉门自耗式氧 枪可以解决炉渣熔化速度慢的问题,消除炉门冷区的存在带来的负 面影响,更主要的是炉门自耗式氧枪可以预防和消除炉渣的轻度乳 化现象,诱发脱碳反应在钢渣界面及早进行。实验证实,在炉壁超 声速氧枪吹炼过程中,脱碳反应缓慢时,利用炉门自耗式氧枪在炉 门区吹渣3min左右,脱碳反应的速度就会明显增加,炉渣碱度合 适时,短时间的吹渣操作,没有危险的因素,炉渣碱度较低时,会 产生钢水从炉门剧烈溢出的大沸腾现象,炉门自耗式氧枪枪管进入 熔池较长时,脱碳反应会更快。
③炉门自耗式氧枪和超声速集束氧枪复合吹炼。这种吹炼方 式可以认为是最有利于脱碳操作的复合吹炼方式,有利于高比例热 兑铁水条件下的生产。
实践的结果表明,钢渣界面的脱碳是最主要的脱碳反应方式。
4.7.4电弧炉生产中提高脱碳速度的方法
在实际生产中,冶炼高质量的钢种,提高配碳量是保证质量的 前提,提高脱碳速度是缩短冶炼周期的主要限制环节。在实际生产 中,提高脱碳速度的主要方法如下。
(1)合适的留钢和留渣量。由于电弧炉出钢以后的留钢和留渣 中,一般氧含量比较高,增加留钢量和留渣量,对于早期脱除废钢 炉料内影响脱碳反应进行的元素比较有利,也可以提高吹氧的效 率,增加脱碳反应的速度。
(2)合理地搭配炉料。一炉钢的冶炼进程,有50%以上的因 素取决于配料。在配碳量较高的冶炼炉次,调整废钢的搭配、减少 硅镜含量较高的废钢,对于简化脱碳反应是很必要的。
(3)采用分段脱碳。在全废钢冶炼时,将配碳的原料,如生 铁,在第一批料的时候,把60%以上的加在第一批料。如果是热 兑铁水,则可以在第一批料加入后,全部加入。这样在第一批料内 (通常热兑铁水也算在第一批料内)的碳含量较高,吹氧的操作以
246
4.7电弧炉冶炼过程脱碳留碳操作技术
强化脱碳为主。在硅钵大部分氧化以后,脱碳反应很容易进行。这 种操作可以在熔化期脱除20%〜50%左右的碳,能够减轻氧化期 脱碳量较大的负担。
(4)配加部分含有氧化铁的金属料。配加部分含有氧化铁的原 料,如氧化铁皮、直接还原铁,在兑加铁水的生产中是一种有效的 方法。这种方法可以增加炉渣中的氧化铁的含量,有利于提高成渣 和脱碳速度。配加的量要根据铁水的配加比例决定,加入量过大, 会影响熔池的升温,影响脱碳反应。氧化铁皮和直接还原铁的加入 量,实际生产中的推荐数值为铁水加入量的20%〜50%。
(5)合理的送电操作。冶炼前最以最大的功率送电,提高熔池 的温度。使熔池温度尽可能快地达到最有利于脱碳反应进行的温度 区间。脱碳反应开始以后,根据具体情况,调整送电的档位,或者 停电,依靠脱碳反应升温。在温度接近或者已经达到出钢温度的时 候,脱碳反应仍然没有结束,合理地以较小功率送电,电弧的冲击 作用可以增加熔池内部钢液的运动,促进脱碳反应的进行。这一点 在直流电弧炉的应用效果是比较明显的。
(6)调整好炉渣碱度。二元碱度在2.0〜3.0之间的泡沫渣, 特别有利于脱碳反应的进行,有利于自耗式氧枪枪管上的裹渣,减 少枪管的消耗,优化脱碳操作。
(7)采用复合吹炼。超声速集束氧枪的射流在钢液内部脱碳的 能力比较强,在钢渣界面的氧化反应能力较弱,相应弱化了钢渣界 面的脱碳和脱磷的能力,采用复合吹炼二者可以兼顾,有利于提高 脱碳速度。
(8)保持合理的炉型结构。合理的炉型结构,对于钢液的循环 运动、氧气破碎钢渣界面的能力都很有利,炉底过深,负面影响会 加剧,脱碳反应就会受到影响。在生产实践中,炉役后期脱碳比较 困难,是一个普遍的问题,及时地修补炉底,对于脱碳反应是有 利的。
(9)合理地保持炉体的倾动。冶炼过程中,不断保持合理的炉 体来回倾动,是促进熔池中的碳向反应区扩散的一种方法,比较有 利于氧枪的吹炼。在冶炼前期,熔池面积很小,向出渣方向倾动, 在冶炼中后期,脱碳反应开始以后,熔池的面积和高度会增加,向
247
第4章电弧炉⅜⅛¾;冶炼工艺及操作
出钢方向倾动,在脱碳反应减弱以后,炉体来回前后倾动,对于提 高脱碳反应速度是必要的。
(10)提高供氧强度。氧气的压力越大,氧气的利用率越高, 越有利于提高脱碳反应的速度。
4.7.5电弧炉冶炼过程的留碳操作技术
留碳操作技术是指冶炼中高碳合金钢时,通过操作工控制吹氧 的量与吹氧的方式,在完成脱磷任务和足够的脱碳纯沸腾量以后, 把粗炼钢水中的碳控制在出钢时,达到冶炼钢种要求的下限以下 (0.02%〜0.06%左右)的技术,这种技术在出钢过程中可少增碳 或者不增碳。主要的原理是:根据熔池内部的碳含量在临界碳含量 范围以内,脱碳反应取决于熔池内部的碳含量向钢渣反应界面的迁 移能力,通过控制供氧强度和温度,渣中氧化铁的含量,使得熔池 内部的化学反应以脱磷和造渣埋弧为主、抑制和减少脱碳反应的进 行,实现留碳的目的。
目前超高功率电弧炉冶炼的一个特点就是采用TPC (Terminal Process Control)技术,也叫不留碳技术,即通过提高供氧强 度,把碳和磷氧化到一个较低的水平,使温度成分在同一时间内达 到出钢要求,来缩短冶炼周期,TPC技术的电弧炉出钢终点碳一 般不大于0.20%。所以与TPC技术相比,留碳操作技术具有以下 优点。
(1)粗炼钢水出钢的终点破可以控制在0∙20%〜0.80%之间, 可以减少出钢时,利用增碳剂炭粉进行增碳的使用量,减少了钢水 由于增碳剂带入的气体和夹杂物。
(2)出钢前将粗炼钢水中的溶解氧浓度[O]可控制在0.02% 以内,就可以将[P]脱除在0∙001%以下,气体含量[N]的质 量浓度控制在0∙ 006%以下。
(3)由于钢中的[O]、[C]的积在一定的温度下是一个常数, 所以留碳操作可以减少粗炼钢水中的溶解氧的含量,相应地减少了 脱氧剂的使用量,提高了合金的回收率,降低了钢水中氧化物的总 数,可以减轻后道工序脱氧的负担。
(4)不采用留碳技术生产的中高碳钢,钢中氧化物夹杂数量过 多,实践统计中,在只有LF炉精炼的条件下,弹簧钢的抗疲劳强
248
4.8电弧炉冶炼过程脱除有害杂质技术
度的次数只有2. 5X106次左右,采用留碳操作,弹簧钢的抗疲劳 强度的次数会提高30%以上。
留碳操作的缺点在于冶炼时间比不留碳操作延长3~12min, 电耗有所增加。
4.8电弧炉冶炼过程脱除有害杂质技术
4.8.1脱磷操作技术
(1)磷在钢中的作用。对于绝大多数钢种来讲,磷在钢中的存 在是有害的,这主要体现在磷能够使钢产生"冷脆”现象。
由于磷元素能够完全溶解于铁素体,在浇铸过程中能够显著扩 大两相区,使钢液凝固时的选择结晶进行得很充分,即先结晶的钢 中磷的含量很低,而最后凝固在晶界处的磷含量很高,形成FezP 的脆性夹层,从而导致钢的塑性和冲击韧性大幅度地降低,这种现 象在低温时的危害尤为明显,通常称为冷脆。试验表明,随着钢中 碳、氧、氮含量的增加,磷的冷脆危害加剧。磷的含量还会使钢的 焊接性能变坏,冷弯性能变差。目前超高功率电弧炉生产的钢种, 一般的要求是钢种的磷含量小于0. 020%。
从另一方面讲,磷的存在对于钢的某些性能是有益的,这主要 体现在如下几点。
①磷能够提高钢的强度和硬度,它的固溶强化作用仅次于碳, 所以在一些特殊用途的钢中,磷是当作合金元素使用的。在一些低 碳镀锡薄板中,磷的含量有的控制在0∙08%左右。
②磷的存在可以提高钢的抗腐蚀能力。在一些耐候钢中,磷 含量在0.08%〜0.13%。为了抑制磷的冷脆危害,钢中加入一些 特殊的元素,如Re。
③磷的存在可以提高钢的切削能力。所以易切削钢中的磷含 量较高,有的在0.09%左右。
④磷可以改善钢液的流动性。在一些铸造钢中,利用增加钢 中的磷含量改善钢水的流动性是一种有效的手段。
⑤利用增加钢中的磷含量,来增加钢的冷脆性能,用来创造 炮弹钢,可以提高杀伤力。
(2)电弧炉冶炼过程的脱磷。目前电弧炉炼钢脱磷最有效的原
249
第4章电弧炉炼钢冶炸工艺及操作
料是BaO,最常用的是CaO、BaO+CaO的联合使用,主要用于不 锈钢的脱磷冶炼以及精炼过程的脱磷,Cao普遍应用于大多数钢 种的冶炼。一般情况下,电炉采用石灰和白云石作为脱磷使用的渣 料。熔渣结构的分子理论认为,磷在渣钢间的分配系数和渣中的 FeO和CaO的活度有直接的关系,渣中的Feo的作用是将磷氧化 为P2O5,是去磷的必要条件,渣中的CaO的作用是与P2O5结合 生成稳定的磷酸盐固定在渣中,单方面地增加Feo或者Cao都会 削弱对方的作用而影响脱磷的总体效果,二者之间存在着动态的平 衡关系。
脱磷反应的常见基本表达式为
2[P] + 5(FeO) + 4(CaO)---(4CaO ∙ P2O5)+5Fe (4-45)
启普曼得出的脱磷反应的平衡常数和温度之间的关系式为
.% — α<Pz°s> 400671t... 八
IgKP 2 5----4 — -ʃ-15.06 (4-46)
ɑ[p] αLFeO] α[CaO] 1
式中 Kp--P的化学平衡常数;
--生成物P2。5的平衡浓度;
ɑ[p]、α[Feθ]、ɑ[ɛaθj---反应物 P、Feo 和 CaO 的浓度;
T—反应平衡时的温度。
现代电弧炉的实际生产中,脱磷主要在熔化期和氧化期的前期 完成。脱磷反应主要在钢渣界面进行,脱磷的产物在渣中以高熔点 并且稳定性较好的磷酸三钙和较不稳定的磷酸四钙存在。现代电弧 炉采用的强化供氧的措施,熔化期废钢熔化的速度比较快,在大部 分废钢熔化以后,熔池形成进入氧化期的期间,熔池的升温速度比 较快,影响电弧炉脱磷最常见的影响因素是相互影响的。在低温阶 段,首先是熔池内包括磷在内的非金属元素的氧化,然后是金属活 动顺序较强的元素依次氧化,在不同的温度阶段还存在着选择氧化 的反应,所以不同的吹炼条件下,脱磷的效果也是不一样的。在相 同的原料条件下,自耗式氧枪吹炼条件下的脱磷效果要好于超声速 氧枪,超声速氧枪的脱磷效果又好于超声速集束氧枪的脱磷效果。
(3)影响脱磷进行的因素。影响脱磷进行的因素包括:温度、 石灰与白云石的理化指标与炉渣的碱度、钢中的硅和锺的含量、熔 池内的碳含量、炉渣中Feo的含量以及炉渣的泡沫化程度和喷吹
250
4.8电弧炉冶炼过程脱除有害杂质技术
炭粉。
①温度对脱磷的影响。脱磷反应是一个放热反应。大多数的 文献介绍的脱磷的最佳温度是1450〜1550。C之间,实践中经过验 证认为,在现代超高功率电炉的冶炼中,最佳的脱磷温度在1360〜 1580℃之间。在1360〜1580℃之间,采用良好的操作、诱变反应 的应用,也可以使冶炼达到满意的脱磷效果。温度低于1550。C的 脱磷操作较容易掌握,但是在此温度下,由于钢液的温度较大,存 在着熔池中的磷向反应界面迁移速度较慢的问题,软熔现象也会导 致第一次取样磷的成分合适,二次取样后磷的成分又超标的问题。 所以,温度在1450〜1550七之间更适合于普通功率的电炉脱磷操 作。在超高功率电炉冶炼的条件下,温度在1540〜1580。C之间的 脱磷操作反应进行得比较彻底,在此温度期间,泡沫渣的马恩果尼 效应最强,熔池中的碳氧反应会促使钢中的磷向反应界面转移,脱 碳反应的同时伴随着脱磷反应的进行。温度在1600〜1720七,电炉 的脱磷操作会有难度,合理地控制操作的方法,脱磷反应也可以顺 利地进行。在实际生产操作中,脱磷的温度最佳范围不是固定的, 灵活性比较大。
②石灰与白云石的理化指标与炉渣的碱度对脱磷的影响。现 代电炉采用石灰和白云石作为脱磷使用的渣料。采用不同的生产方 式生产的石灰,石灰的成分和活性度也不同,这导致了渣料的溶解 速度和成渣速度也不相同,加上成分的差异(主要指有效氧化钙含 量),会导致脱磷的速度也不相同。使用活性石灰,由于活性石灰 中氧化钙含量高,活性度大,成渣速度快,应用于冶炼使操作中会 降低脱磷的难度。白云石的加入有两个目的,一是由于镁钙橄榄石 Mgo ∙ CaO∙ SiOz的熔点低,可以提高成渣速度;二是增加渣中 氧化镁的含量,可以增加炉渣的新度,提高发泡指数,有利于泡沫 渣的稳定,提高钢渣界面的反应能力,增强脱磷的效果。一些厂家 采用镁钙石灰脱磷,效果就比较好。石灰的加入量在冶炼操作中按 照二元碱度的计算方法计算加入,考虑到实际操作中的各种动态影 响因素,理论计算碱度保持在2. 2〜3. 5是适合生产需要的,也比 较简单实用。有关文献介绍的三元碱度,即(CaO)/(SiCb + P2O5),在废钢等原料缺少化学分析的情况下,利用三元碱度和炉
251
第4章 电狐炉炸钢冶炼工艺及操作
渣磷容量的计算配加石灰的加入量,可以更加精确。从化学反应平 衡移动的角度来讲,增加渣料有利于脱磷反应,这一点与提高炉渣 的碱度是一个目的。不同碱度下脱磷的实测效果见图4-40。
4.8.2脱硫操作技术
(1)硫在钢中的作用。硫在钢中的溶解有着巨大的差异,在液 态中能够无限溶解,在固态铁中却溶解很少(溶解的范围在 0.015⅝-0. 020%),在钢液凝固时便析出FeS,熔点为1195℃, FeS与Fe结合,会生成FbFeS的共晶体,其熔点为988℃,沿晶 界呈连续和不连续的网状分布。如果钢中氧化铁含量高,FeS又会 与Feo生成共晶,熔点为940(,由于选分结晶的结果,硫将会富 集于最后的凝固部位,加剧了上述共晶化合物的形成。在钢坯热加 工时,这些共晶化合物将会熔化,在压力的作用下开裂,形成热 脆。在连铸过程中,硫含量较高时,也会表现在铸坯横向裂纹的直 接出现。硫在钢中的其他危害主要有如下几点。
①硫和硫化物夹杂对于钢的力学性能和物理化学性能都有不 良的影响,使钢材的横向力学性能,特别是冲击韧性显著降低。
②在耐候钢和耐腐蚀钢中,硫化物是引起点腐蚀的根源。
③在铁磁性材料中,硫提高铁损,降低了磁导率。
④在焊接过程中,硫化锤夹杂会引起焊缝热影响区的热撕裂, 降低了钢的焊接性能。
钢中硫的来源主要是生铁、焦炭、铁合金以及渣料和废钢的 带人。
252
4.8电張炉冶炼过程脱除有害杂质技术
(2)电弧炉冶炼过程的脱硫。电弧炉钢水的脱硫一般有两种方 式:一种是在氧化气氛下的离子交换形式进行脱除,在这种条件下 脱除的量很少,总量在20%以下;另一种是在还原条件下脱除, 为脱硫的主要方式。对于超高功率电弧炉来讲的脱硫就是出钢过程 的脱硫。脱硫反应在钢-渣界面进行,限制环节为温度和反应的活 化能,活化能取决于渣钢间的氧的分配系数。由于在一定的温度 下,钢水中溶解的氧与碳的含量存在着以下线性关系。
[O][C] = 0. 0025KI (4-47)
CC][S] = O. OllK2 (4-48)
由此可以推出[S] = 4K[O],式中,Ki、K2为温度系数;K 为反应系数。通过以上的分析可以定性地认为脱氧的过程也一定伴 随着脱硫反应的进行。
对超高功率电弧炉来讲,大氧气量的泡沫渣操作,对脱硫相对 比较容易,而面对硫高时,传统的处理方法是在LF内进行主要的 脱硫操作。如果电弧炉出钢以后,精炼炉到站成分中的[S]过 高,冶炼优质合金钢时,时间长,而且效果不能达到最优。冶炼低 合金钢的时候,因为影响脱硫反应进行的活性元素[Si]和[Mn] 的含量较低,造成脱硫操作时间长产生的各种事故。严重的炉次会 导致脱硫操作时间长,连铸断钢水停机的事故。所以,目前强化电 弧炉出钢过程的脱硫是一种节能降耗的有效手段。电弧炉出钢脱硫 的优点如下。
①电弧炉出钢过程中,是钢渣间脱硫反应最好的时机。
②利用电弧炉出钢脱硫,良好的控制可以在2〜5min的时间, 脱除50%以上的硫,脱硫速度是精炼炉脱硫的数倍以上。
③可以减少精炼炉的压力,为钢水的精炼提供更大的缓冲力。
④电弧炉出钢过程的脱硫操作,可以促使钢中夹杂物及早地 上浮排出,有利于提高钢水的质量。
电弧炉出钢过程的脱硫反应可以分为合金钢的脱硫以及低碳铝 镇静钢的脱硫两种。
4. 8.3脱氢操作技术
(1)氮在钢中的作用。短流程生产线与长流程生产线相比,一 个主要的区别就是,短流程生产线的氮含量比长流程的要高
253
第4章电弧炉炸钢冶炸工艺及操作
0∙ 003%以上。氮在钢中起着双重作用,既有有益的一面也有有害 的一面,主要的负面影响如下。
①应力时效。对于低碳钢,氮可以导致时效和蓝脆现象。时 效现象通常是发生在100〜200七之间,但事实上当氮是以间隙状 存在时,应力时效可在室温下进行。这种现象对要求有良好深冲性 的薄板钢产生危害,也降低了冷轧结构钢的断裂韧性。氢在α铁中 的溶解度在590℃时达到最大,约0.1%,在室温时则降至 0.0015%以下。当将氮含量较高的钢自高温较快地冷却时,铁素体 就会被氮“过饱和"。如果将此钢材在室温下静置,随着时间的延 长,氮将逐渐以FeN的形式析出,将会引起晶格扭曲,这虽然能 使钢的强度和硬度上升,但是塑性和韧性下降,这种现象称为时 效,或者称为时效老化或者时效硬化。钢中自由氮含量越高,时效 现象越严重。
②降低钢的成形性。钢中的自由氮形成固溶体,造成固溶强 化,加上时效作用,使钢的塑性和韧性降低,冷加工性能下降。为 了减少氮的固溶硬化作用,需加人与氮结合能力强的元素Ti、Al、 B或V形成氯化物。这种类型的典型钢种是IF钢。
③降低钢的高温韧性和塑性。氮含量影响着结构钢的生产。 已经证实氮促进钢水连铸时铸坯开裂,这是由于AIN的析出是在 奥氏体边界上,减少了连铸过程中产生的应力的释放。因为氮高造 成的连铸裂纹可通过加入一定的钛来降低自由氮含量,可以得到良 好的效果。降低钢中的残铝量是解决裂纹问题的方法之一,最好的 途径是把铝和氮同时降下来。
④破坏钢材的焊接性能。氮对HSLA钢的焊接性能的影响比 较大。在氫弧埋弧焊管线钢时,存在较大的焊接冲稀作用,影响焊 接质量。焊缝的氮含量取决于母体的氮含量。母体的氮含量越高, 焊缝的氮含量越高。即使氮在母体中以氮化物形式存在,氮的传递 依然存在。氮含量越高,钢的脆性转变温度升高,韧性下降。韧性 降低的原因是由于有益的针状铁素体数量随氮含量增加而减少造成 的。因此,降低母材中的氮含量是提高钢的焊接性能的唯一办法。
此外,钢中的氮还会使镇静钢铸坯产生皮下气泡,降低磁导 率、电导率,并且增加矫顽力和磁滞损失等。
254
4.8电朿炉冶炼过程脱除有害杂质技术
氮在钢中的有益作用分别如下。
①增加强度。尽管氮在铁素体中的溶解度不高,但是氮能显 著提高钢的屈服强度。氮的溶解度每增加0∙01%,钢的屈服强度 增加50MPa,远远比其他固溶强化剂(如P、Mn)的效果好。
氮在奥氏体不锈钢中溶解度很大,氮的强化是由于生成氮化物 而引起的沉淀强化。因此,氮可作为不锈钢的一种有价值的固溶硬 化剂。在高馅钢中,氮的固溶强化作用能使钢的强度提高,塑性几 乎没有降低。
②晶粒细化。晶粒细化是在热处理过程中由氮化物粒子提供 的。正火钢中析出的细小AlN,是非常有效的晶粒细化剂,它能 够阻止奥氏体的长大。
③表面渗氮或碳氮共渗。渗氮或碳氮共渗的作用是增加耐磨 性、硬度、疲劳强度、红硬性及抗腐蚀性。由于渗氮在钢件表面形 成e相(含氮8.1%〜∏. 2%的FezN),它硬度极高,耐磨、耐蚀 性能好,其次是e+γ也具有良好的耐蚀性。在合金钢的氮化层表 面除存在铁氮化合物外,还有一定数量的合金氮化物如AlN, CrN、MoN、TiN等。这些氮化物,特别是AlN具有较高的硬度, 它们非常细小且分布在回火索氏体基体上,从而大大改善基体的表 面性能。碳氮共渗的效果更好,处理时间更短。
④耐腐蚀性。氮在奥氏体不锈钢中有三大作用:耐高温性能 增加、强度增加、抗腐蚀能力增加。氮含量增加,不锈钢抗点蚀的 能力会增强。
所以,在一些钢中氮是作为合金元素加入的。
(2)钢中氮的来源和存在形式。氮主要由以下形式进入钢液。
①铁水。铁水中通常含有0.004〜0.01%的氮。这主要由于铁 水氧含量低,高炉口处的氮气分压较高造成的。
②废钢带入。
③渣料和合金带入。它以溶解的形式或以空气组分(在缝隙 和块料之间的空隙里含有的氮)带入的。
④焦炭带人。这在以焦炭为配碳原料的电弧炉特别明显。
目前开发的直接还原铁等新铁料含氮量较低,是稀释氮含量的 良好原料。采用废钢预热的电弧炉,在预热阶段,一些含氮的化合
255
第4章 ⅛,J(u炉炸钢冶炸工艺及操作
物以及附着在钢铁料表面的含氮有机物和无机物,会在200〜 800七的高温条件下分解后随烟气排出,所以来用废钢预热的电弧 炉脱氮比没有采用废钢预热的电弧炉要容易。
氮在液态钢水中的存在形式有以下两种。
①自由状态的氮原子[N,自由状态的氮原子[N]在液态 钢水中由气体溶解进入或者电离后进入。
阪^==[N] (4-49)
影响自由氮原子在钢中溶解的因素有:气相氮分压、温度、钢 中化学成分。氮在钢中的溶解是一微弱的吸热反应,因此温度升 高,氮在钢中的溶解度增加。在炼钢过程中温度的变化不大,因此 氮在钢中的溶解因为温度的变化而变化的量较小,一般可以不用考 虑,影响氮在钢中的溶解度的最大因素是氮的实际分压。实际分压 与平衡分压的差距越大,氮的传质速率越大,所以电弧炉炼钢保持 炉膛的微负压操作是防止钢液吸氮的一个主要措施。
②结合状态的氮离子(如AIN、TiN)。这主要是由原料中以 各种氮化物形式带入的。
(3)电弧炉冶炼过程的脱氮。脱氮主要是利用脱碳反应过程在 钢液内部产生的CO气泡上升来实现的,氮在钢液内部的分压很 小,产生的CO气泡好比一个真空室,氮和氢遇到C。气泡后,就 进入CO气泡内,随CO气泡的上升而上升去除。目前国内对于钢 液脱氮的研究已经达到了一个很高的高度,研究认为,在钢中自由 氧含量在0∙02%以上,钢液基本上不吸氮,这是由于钢渣界面的 氧化铁的作用阻碍了氮的扩散吸收。但是随着温度的升高,大于 1650(以后,这种作用将会消失,钢液吸氮的作用将会明显。同时 研究发现钢中硫含量在0∙035%以上的钢水基本上也不吸氮。这两 点实践中得到了充分的证实。目前电弧炉生产低氮钢主要是利用提 高配碳量,增加熔池的沸腾量来实现的,从另一方面,利用含氮低 的原料,如直接还原铁、碳化铁等来稀释原料中的氮含量。
操作过程的控制要点主要如下。
①保证一定的脱碳量和脱碳速度。钢中氮含量和脱碳量的关 系见图4-41。由图可以看出,脱碳反应的量越大,钢液脱氮的效
256
4.8电弧炉冶炼过程脱除有害杂质技术
果越好。
②缩短冶炼周期。冶炼周期越长,钢液吸气的概率越大,这 与冶炼时间长,送电时候的泡沫渣质量不好,脱碳反应速度慢,钢 液裸露的概率大都有关系。
图4-41钢水终点的氮含量和脱碳量的关系
③冶炼过程中,尽可能地关闭炉门,保持炉内气氛呈现负压 状态,减少从炉门进入炉膛的气体量。
④保持全程泡沫渣操作。因为熔池内碳含量大于0∙ 20%,钢 液就有可能吸氮,良好的泡沫渣可以分割炉气和钢液的接触,减少 电极区电极电离炉气导致钢液增加氮含量的可能。
⑤控制电弧炉的出钢温度,争取成分和温度一次同时命中。 由于温度高,特别是在冶炼后期,钢中的氧含量在0∙03%的时候, 泡沫渣的质量下降,钢液吸氮的可能性增加,高温出钢,在出钢过 程吸气的概率增加。
⑥在冶炼低氮钢的时候,喷吹炭粉的辅吹气体尽可能使用压 缩空气,不采用氮气辅吹。
⑦出钢温度控制在1600〜1650。C,保证出钢后钢包内的温度 在156O。C左右,减少精炼炉送电提温的时间,减少精炼炉钢液吸 氮的量。
⑧此外,在冶炼一些高合金钢时,为了减少合金带入的氮含 量,可以采用合金预热的方式。这种预热可以来用专用的设施或者 预先把合金加在钢包内,出钢前在燃气烘烤器下烘烤来减少加合金
257
第4章 电弧炉炼⅜⅜冶炸工艺及操作
增加氮的可能性,这在生产中很有效。
在合理的操作模式下,电弧炉出钢的氮可以达到0∙004%左 右,接近转炉生产钢种的氮含量.
4.8.4脱氢操作技术
氢以间隙原子的形式固溶于钢中,在钢中的溶解度很小,并且 随着温度的降低而降低,钢材中的氢溶解度很小。氢在钢中的存在 会引起以下缺陷。
(1)氢会降低钢的塑性和韧性,易于脆断,引起氢脆。
(2)氢会在钢材内部产生显微型纹,破坏钢材基体的连续性。 由氢造成的微裂纹有两种:在钢材试样横向酸蚀面上呈现放射状的 细裂纹,在钢材断口上为银亮色的斑点;氢气泡和显微孔隙在加工 时,沿轧制方向上被拉长而形成的微型纹,前者称为白点,后者称 为发纹。
(3)造成铸坯形成皮下气泡。
钢中的氢来源主要有如下几点。
(1)潮湿的炉料带入,包括潮湿的钢铁料、容易吸水的渣料和 脱氧剂,如石灰、电石等。
(2)油污严重的废钢铁料带入。这类废钢进入电炉以后,油污 的裂解会带入一部分的氢。
(3) 一些吸附氢能力较强的合金带入,典型的主要有馒铁。
(4)电炉冶炼过程中进入熔池的水,包括电极喷淋水、水冷盘 渗漏的水。
(5)锈蚀严重的废钢含有氢氧化铁,也会带入熔池一定的氢。
电炉脱氢的原理与脱氮的原理基本一致,在冶炼一些对于氢含 量要求严格的钢种时,增加脱碳量,保证全程的良好泡沫渣操作以 夕卜,在源头上杜绝氢的来源,主要措施如下。
(1)不加入含有油污的废钢。废钢铁料中不能带入汽车轮胎等 橡胶制品。
(2)锈蚀严重的废钢要尽量少加或者不加。
(3)冶炼前检查水冷盘是否有漏水,如果有漏水现象,必须处 理好以后才能生产。冶炼过程中减少或停止电极喷淋水的使用量。
(4)加入的石灰和萤石必须是干燥的,没有储存过期。
258
4.9电弧炉出钢技术
(5)电弧炉出钢合金化过程使用的渣料、合金要保证没有受 潮,如果能够烘烤合金,效果会进一步的改善。
4. 8.5脱铅、脱锌操作技术
作为原子量和密度大于铁的元素,铅和锌在钢中的存在将会破 坏铁素体的基体和晶格结构,从而影响钢的力学性能。铅和锌还会 沉降在炉底,对于底电极和炉底耐火材料造成破坏,所以铅和锌的 危害是多方面的。铅和锌的脱除在冶炼操作工艺上也是比较困 难的。
由于铅是一种低氧化值状态稳定的元素,在炼钢条件下能迅速 蒸发,所以如果钢中铅氧化后,进入渣中,利用发泡剂炭粉能迅速 还原并且蒸发,使其进入炉气内排出,达到脱除的目的。其过程可 以表示为
PbO2—*Pb2+—>Pb (4-50)
所以在生产中熔清取样后发现[PbJ的成分超标后,首先停 止喷炭的操作,增大吹氧的强度和角度,将钢水中的碳氧化在 0.10%以下,并且剧烈搅拌钢水,提高钢水的温度,促使沉降在炉 底的铅通过钢水中的溶解氧氧化后被炉渣捕集,此阶段的操作时间 在2〜6min之间。随后喷入发泡剂炭粉,铅的氧化物很快会被还 原剂炭粉还原成铅蒸发进入炉气,达到脱除部分铅的目的。
由于锌的化学性质和物理性质,主要是氧化性和汽化温度与铅 比较接近,所以锌的脱除操作与铅的脱除操作是基本一样的,脱除 效果更加明显。
4.9电弧炉出钢技术
4. 9.1留钢留渣操作技术
电弧炉冶炼过程中不把炉渣全部排出倒入渣坑,而是有意识合 理地把一部分炉渣留在炉内,这叫"留渣”;出钢时根据装入量和 收得率,只是把大部分钢水出掉,剩余部分钢水留在炉内,这叫 "留钢”。"留渣留钢"的技术是现代电弧炉炼钢采用的一门比较重 要的实用技术。电弧炉留渣留钢的技术是近代电弧炉炼钢采用的一 门比较重要的实用技术,这项技术产生的意义和作用是多方面的。
(1)留钢留渣的意义和作用。在直流电弧炉中,留钢是不能缺
259
第4章 电弧炉炼钢冶炼工艺及操作
少的,留钢作为底电极的一部分,帮助导电起弧,在交流电弧炉中 则是把出钢留钢留渣当作一门综合的技术来应用,其主要的作用 如下。
①留钢留渣对炉底和炉衬有积极的保护作用,既可以减少加 料时候废钢对于炉底的冲击,还可以防止旋开炉盖后,炉膛温度迅 速下降引起耐火材料的热稳定性的变化。通过恒定的留钢留渣量可 以调整炼钢过程中熔池的液面,稳定渣线的位置,对于减少炉底的 龟裂和提高炉衬的使用寿命有积极的意义。
②电弧炉冶炼周期1/3以上的时间是用在熔化期的,氧气与 废钢反应有一定的温度要求,并且电弧炉炼钢过程中50%以上的 能量是用来熔化废钢的,所以合适的留钢留渣在炉料入炉后,可以 迅速使底部的冷料发红,有利于氧枪及早投入工作,对于提高吹氧 效率、节省电耗、缩短冶炼周期都有积极的促进作用。留钢留渣技 术可以便冶炼过程的化学热的利用率有显著的提高。实践表明,我 们在全废钢冶炼时,合适的留钢留渣量可以缩短冶炼周期3〜 5min,热兑铁水时缩短冶炼周期2〜6min,吨钢氧耗降低1.5〜 4m3。
③由于留钢留渣在炉料入炉后可以预热废钢,所以可以加快 电极穿井的速度,对于减少电极的消耗有明显的作用。同时穿井时 的高分贝噪声持续时间也得到了减少。如果没有留钢,电弧炉穿井 过程中,电极电弧辐射到炉底,将会加剧炉底耐火材料的侵蚀 速度。
④由于EBT填料的自流率取决于填料上部高黏度液相出现的 时间和中部烧结层的厚度,所以,合适的留钢留渣有利于提高 EBT的自流率。
⑤由于留钢留渣中含有大量的氧化铁和溶解氧,在热兑铁水 生产时,可以迅速氧化铁水中的硅、锦、磷、碳,增强石灰的溶解 能力,加快成渣速度覆盖熔池表面,减少铁耗,减轻氧化期的脱磷 任务效果非常的显著。同时,留渣可以起到替代部分渣料的作用。 在冶炼操作中,对于留渣量较大炉次,实践中将渣料的加入量减少 100〜50Okg后,基本上不影响成分的控制和泡沫渣的成渣操作, 主要原因是留钢留渣促进了石灰的溶解,石灰的利用率得到了提
260
4.9电弧炉出鋼技术
高,并且留渣参与了脱磷的反应。
⑥合适的留渣和合理的增大留钢量有利于出钢过程中减少出 钢箱部位的钢水产生的涡流现象,对于减少出钢带渣的作用十分的 明显。
⑦在高比例的热装铁水操作中,合适的留钢留渣对于熔化期 的早期脱碳有积极的意义,可以减轻氧化期的脱碳任务。在超声速 氧枪和超声速集束氧枪吹炼的过程中,炉底侵蚀加深后,由于射流 达不到穿透钢渣界面,经常出现碳高,冶炼周期延长的事故,在不 补炉底的条件下,增加留钢量,可以顺利地解决和弱化脱碳困难的 矛盾。
⑧留钢留渣以后熔池内部始终有熔池存在,可以及早形成泡 沫渣并且能保持较好的稳定性。
⑨有利于二次燃烧的及时实现。
(2)留钢留渣的负面影响。留钢留渣的负面影响有以下两点。
①留渣量掌握不当时,在出钢口后期的时候,出钢结束回摇 炉体时,容易造成大量的钢渣进入钢包。这种负面的影响可以通过 及时地修补出钢口或者更换出钢口得到避免。
②留钢留渣过大,对于炉盖旋开加料形式的电弧炉来讲,热 兑铁水时会导致炉门或者炉壁枪孔溢出钢渣的现象发生。这种情况 下,兑加铁水需要格外小心,可以通过减少加铁水前的通电穿井时 间,加铁水前少吹氧或者不吹氧来消除。对于连续加料的电弧炉和 竖井式电弧炉来讲,通常铁水的加入是通过炉壁专用的加铁水流槽 进行的,由于可以控制铁水的加入速度,情况会有所改善。
(3)合理留钢量的确定。由于超高功率电弧炉的定义是单位功 率大于O. 7kV ∙ A∕t,电弧炉快速熔化废钢的速度是由其变压器的 输出功率和装入废钢的量二者的关系决定的,对于留钢留渣量较大 的炉次,装入量控制在电弧炉公称容量的中上限,留钢留渣带来的 热量和留渣留钢以后化学热的较好利用,可以提高电弧炉的热效 应,可以消除电弧炉因为增加装入量对于冶炼带来的影响。装入量 的确定一般分为以下几种情况来决定。
①直流电弧炉一般的留钢量为公称容量的8%〜40%,留渣量 根据具体情况来决定,炉役前期,熔池较浅的时候,控制在中下
261
第4章 电弧炉煒钢冶煉工艺及操作
限,炉役中后期,留钢量控制在中上限。
②交流电弧炉的留钢量一般控制在电弧炉公称容量的5%〜 40%,留渣量根据冶炼过程的具体情况决定,留钢留渣量的大小根 据炉役的具体阶段决定。
③竖式电弧炉和连续加料式的ConSteel电弧炉,留钢量和留 渣量可以适当地予以增加,使得废钢铁料的加入始终在有熔池的情 况下进行,可以极大地提高吹氧的效率,缩短冶炼周期。
④对于有铁水热装的电弧炉,留钢量可以适当地减小,增加 留渣量,可以提高电弧炉的出钢量,增加台时产量。
⑤采用超声速集束氧枪吹炼的电弧炉,留钢量和留渣且要偏 大一些,对于提高氧枪的利用率、早期造泡沫渣的操作比较有利。 留钢量和留渣量偏小,氧气的利用率会下降,氧枪发生火焰发射的 概率会增加,不利于冶炼的进行。
⑥对于采用炉盖旋开加料形式的电弧炉来讲,留钢量过大, 加料的时候,容易发生废钢加入时的冲击作用,留钢从炉门溢出的 事故,所以留钢量要比竖式电弧炉和连续加料式的Consteel电炉 要小一些。
(4)实现留钢留渣的操作方法。实现留钢留渣的操作方法包括 以下几点。
①要保证炉型的合理,熔池与出钢口之间要有一定的坡度和 高度,否则出钢时采用留钢留渣的操作以后,出钢结束炉体回摇以 后,钢水和炉渣容易从出钢口流出,影响填充EBT的操作,而且 容易引起安全事故。
②留钢留渣的操作要从冶炼第一炉一开始就要实行,在第一 炉冶炼的时候,装入量控制得偏大一些,出钢的时候考虑好吹损 量、出钢量、决定留钢量。
③在冶炼中要保证炉渣有较合适的碱度,渣中氧化铁含量不 能太高,否则会造成出钢下渣。
④电弧炉要实现留渣操作,利用留渣操作优化冶炼,炉渣的 二元碱度要在2.0〜2. 5之间为最佳。如炉渣碱度过低,留渣以后 的效果产生的负面影响比较大,还不如不留渣操作。
⑤出钢前炉渣较稀,渣中氧化铁含量较高时,在不吹氧的条
262
4.9电Si炉出鋼技术
件下,利用碳枪向液面喷吹一段时间炭粉,降解渣中的氧化铁,增 加炉渣的黏度,有利于实现留渣的操作。
⑥冶炼过程中,渣料的加入量要保证,配碳量要合适,否则 冶炼过程中由于低碱度炉渣造成的频繁沸腾和炉渣过稀,炉渣乳 化,就很难实现留钢留渣的目的。
⑦连续生产的时候,要根据吹炼的情况决定出钢量,炉门出 现跑钢,氧化期发生过大沸腾和炉渣乳化现象的,要酌情考虑减少 出钢量,保证留钢量。
⑧采用较大的留钢量和留渣量,要保证电弧炉的配碳量和脱 碳量,出钢温度要合适,配碳量过低,出钢温度不合适,会有大块 废钢没有熔化沉积在炉底,出钢时容易造成下渣,并且这一炉次的 留钢留渣产生的效果就会受到削弱。留渣的碱度要合适,较高强度 的炉渣在下一炉次的冶炼中,产生的效果比较明显。
(5)全废钢冶炼时留钢留渣操作的关键环节。全废钢冶炼时, IOOt交流电弧炉,把装入总量控制在公称加人量中上限之间(废 钢+留钢)以确保功率水平不小于0∙7kV∙ A/t,然后按照不同的 留钢留渣量进行分组分析(每组20炉),留钢量和留渣量越大,冶 炼的综合效果越好,结果见表4-23。
表4-23不同的留钢留渣■对冶炼周期的影响
|
留钢留渣量/t |
≤10 |
15 〜20 |
15~25 |
|
冶炼周期/min |
55 |
53 |
48 |
|
电耗/(kW∙ h∕t) |
406 |
395 |
375 |
|
氧耗(标态)/(m3/t) |
19 〜37 |
19 〜35 |
19 〜34 |
|
铁耗/(kg∕t) |
1129. 2 |
11342.4 |
1171. 5 |
冶炼过程中关键的操作主要分为以下几点。
①全废钢冶炼时,留钢量控制在电弧炉总装入量的8%〜40% 之间:留渣量应该根据出钢口的大小、废钢的料况和成分等具体的 情况决定,炉渣碱度较高的时候,大量留渣,并且适量地减少下一 炉石灰的加入量,下一炉次冶炼时,炉渣碱度合适时,恢复正常的 渣料加入量。
②配料的时候将轻薄料加在料篮的底部,配碳用的生铁加在
263
第4章 电孤炉炼钢冶炼工艺及操作
轻薄料的上方,控制大块废钢的加入量,每次加入的大块废钢不超 过3块,尽量加在电弧区的热点位置附近,对于尺寸偏小的大块废 钢也可以加在炉门区的氧枪吹炼的热点位置。
③吹炼的时候,自耗式氧枪的枪头伸入留钢留渣的局部熔池 吹氧,尽量不采用切割废钢的操作,以减少吹炼时的飞溅损失。超 声速水冷氧枪可以按照正常的工艺要求和步骤进行操作。熔化期的 后期,对于炉门口的大块废钢,采用旋开炉门氧枪,用叉车将大块 废钢装入熔池以后再继续吹炼。
④采用较大留钢量冶炼的炉次,第一批料一般熔化的速度比 较快,在炉内废钢熔化大部分的时候,就要进行加第二批料的操 作,防止熔池温度过高,加入第二批料的时候,从炉门跑钢水的 事故。
⑤采用较大留钢量的时候,第一批废钢铁料的加入量占总的 废钢加入量的70%左右,在第二批料加入以后,电极可以迅速地 穿井到达底部,加速废钢铁料的熔化,进入氧化期。
⑥氧化期将炉体向出钢的方向倾动在2。〜3°之间,不进行专 门的流渣放渣操作,只有在炉渣碱度较低、熔池成分中磷含量较高 时,才进行专门的放渣操作。渣量偏大的时候做专门的放渣操作。
⑦冶炼过程中要把控制炉渣的碱度作为首要的管控环节来控 制,根据废钢铁料的情况动态地调整石灰和白云石的加入量,避免 炉渣碱度过低,引起留渣留钢的操作难度;也要避免渣料加入过 多,石灰如不能完全溶解,和废钢联结在一起形成的难熔冷区,影 响冶炼的正常进行。
⑧电弧炉冶炼的中后期,严格地根据成分的需要控制吹氧量 和喷炭量,防止钢水过氧化引起的出钢下渣。钢水过氧化以后,在 出钢前向渣面喷吹一段时间的炭粉,待炉渣的黏度增加以后再进行 出钢的操作。
⑨在炉役后期,炉底较深,冶炼过程中脱碳困难,冶炼周期 较长的时候,增加留钢留渣量,最多达到35t,弱化了脱碳的困 难,缩短了冶炼周期。
(6)热装铁水的留钢留渣操作。热装铁水的留钢留渣操作包括 以下几点。
264
4.9电弧炉出钢技术
①热装铁水的冶炼过程中,铁水可以相当于留钢,但是不能 等同于留钢的作用,这主要区别在它们对于冶炼过程中成分控制的 影响有着较大的不同。
②热装铁水的正常生产中,铁水的热装比例为10%〜35%, 最佳的留钢留渣量为总装入量的8%〜25%。铁水的热装比例小于 10%,留钢量和留渣量的控制可以参考全废钢冶炼过程中留钢留渣 量的控制,炉役前期,留钢量适当减少,留渣量适当增加。
③铁水的热装比例大于25%以后,电弧炉的配料可以适当增 加大块废钢和重型废钢的加入量,这样可以调整大块废钢的消化和 控制熔池温度。
④采用较大的留钢量时,要调整废钢的加入速度,即缓慢打 开料篮加入废钢,避免炉内的留钢受冲击飞溅,铁水要尽量提前 加入。
⑤热装铁水的比例大于25%以上的生产时,增大留渣量和减 少留钢量,对于增加出钢量、提高台时产量很有利,能够提高生产 效率。需要注意的是留渣的碱度必须合适,保持在2.0〜3.0之间 比较有利于冶炼过程的控制,留渣的碱度过低,留渣的功能将会削 弱,甚至会起到负面的影响作用。
⑥废钢铁料的配加控制,第一批料要保证配加的废钢铁料占 全部废钢铁料的70%以上,大块废钢和重型废钢在第一批料全部 加入,第二批料只加轻薄废钢和中型废钢,保证第二批料入炉以 后,吹氧操作能够很快进入脱碳脱磷的操作阶段。
⑦采用超声速集束氧枪吹炼的电弧炉,可以大量留渣,少量留 钢,采用高比例的兑加铁水、效果与增加了留钢量的效果差别不大。
⑧热装铁水冶炼过程中,氧枪的操作以吹熔池化渣脱碳脱磷 为主,以提高氧气的利用率和减少脱碳脱磷的负担,缩短冶炼 周期。
以下是在增加留渣留钢量以后,一座IlOt交流电弧炉和一座 70t直流电弧炉(该直流电弧炉的设计冶炼周期为47min),热装铁 水生产情况的综合分析效果见表4-24。从表中可以看出,由于合 理地控制了留钢留渣的量,各项指标在预期的目标范围以内,收到 了良好的效果。
265
第4章电弧#炸钢冶炼工艺及操作
表4-24用钢留渣■对热装铁水生产的影响(25%的热装比例)
|
留钢留渣量/t |
≤10 |
5 |
10 〜25 |
|
冶煤周期/min |
>47 |
46. 7 |
45.6 |
|
脱碳命中率/% |
90 |
96 |
97 |
|
电耗/(kW ∙ h∕t) |
310 |
274 |
2815 |
|
氧耗(标态)/(rη3/t) |
21 〜34 |
15 〜32 |
15 〜31. 7 |
|
铁耗/(kg∕t) |
1115 |
1121.2 |
1104 |
总的来说,留钢留渣的量需要进行动态的调整,以提高吹氧效 率,满足电弧炉缩短冶炼周期的需要,才是.追求的目的。
4. 9.2偏心炉底出钢技术—EBT技术
(1) EBT 技术简介。EBT (Eccentric Bottom Tapping)技术 是由德国曼内斯曼•德马克公司(Mannecman Demag )和蒂森公 司(TbySSen)在1978年开发成功的技术,这项技术应用于电弧 炉炼钢具有以下的优点。
①可以扩大炉壁水冷的范围;
②能够实现少渣甚至无渣出钢;
③提高了合金的回收率;
④节省了出钢的时间,缩短了冶炼周期;
⑤与传统的出钢槽出钢方式相比,降低了出钢温度,节省了 出钢过程中能量的浪费;
⑥减少了炉衬和钢包的耐火材料的损失;
⑦减少出钢时的炉体倾动角度,减轻了机械设备的倾动负荷。 一般EBT出钢炉体的倾动角度在一7。〜15°之间。
⑧由于减少了炉体的出钢倾动角度,相应地减少了母线水冷 电缆的长度,有利于减少短网的热损失,有利于提高功率因数,有 利于节电。
EBT技术是在炉体的后部靠近炉壁20〜60Cm的炉底增加了一 个出钢口,出钢口分为两层,即座砖和出钢口通道砖(也叫出钢砖 或者袖砖),出钢砖是装在座砖内的,座砖固定在出钢口部位,四 周使用炉底捣打料和炉底耐火材料连接,上部的叫EBT顶砖,最 下部的叫尾砖。出钢口,上方设有一个填料孔,冶炼期间使用耐火
266
4.9电弧炉出钢技术
材料封堵。出钢口在冶炼期间中间使用填充料填充,底部使用滑板 封闭,出钢时将滑板拉开,填充料在重力和钢水静压力的作用下流 出后,钢水可以流出实现出钢。有时候钢水不自流时,可以在出钢 口底部进行吹氧引流操作。滑板采用旋转式或者直线往复式两种机 械方式封闭,有气动和液压两种提供动力的方式。EBT填料应该 具有以下的性质。
①冶炼期间,EBT填料作为炉底耐火材料的一部分,必须保 证冶炼期间的安全;
②应该具备合适的烧结性能,以便形成均匀而较薄的烧结层, 使得烧结层既可以防止高温钢水向出钢口下部渗漏,又要保证填料 不上浮;
③EBT填料的粒度必须合适,颗粒不能太大,防止冶炼过程 中钢水渗透进入填料的内部,出现危险;
④EBT填料在冶炼期间应该分为三层,最上面为高黏度液相 层,高黏度液相层下面为烧结层,最下面为松散层。
(2) EBT出钢的关键操作和控制。采用EBT出钢方式进行出 钢,最主要的是提高出钢过程的自流率。
自流率影响电弧炉的作业率、能源消耗、原材料的消耗、安全 以及钢水的质量。钢水不自流的危害主要如下。
①增加了冶炼的辅助时间,延长了冶炼周期;
②烧氧操作会给操作工带来氧气回火的可能性,也可能造成 烫伤的事故,增加了安全风险,增加了工人的劳动强度;
③烧氧的操作不利于出钢口砖延长使用寿命;
④不自流烧氧操作期间,钢包和炉内的温度都会降低,有时 候需要通电吹氧提温,增加了热支出,相应增加了炼钢的成本;
⑤烧氧引流期间,钢水的吸气降温,甚至送电加热都会降低 钢水的质量。
影响EBT出钢过程中钢水自流率的因素主要如下。
①烧结层强度要足够低,烧结层的厚度要适宜。这是由填充 料的自身性能决定的,包括出现液相的最低温度,冶炼过程中液相 产生的速度和生成量,出现的液相的强度,填充料的粒度、导热能 力。如果液相不能及时出现,或者及时出现了液相,但是生成的量
267
第4章 电弧炉炼钢冶炼工艺及操作
少或者黏度低,上部填充料被卷走或者浮起,这将会使烧结层出现 在出钢口内部或者烧结层加厚。
②有足够的破坏力,使出钢口上方的烧结层破坏。由于出钢 口上方是一个冷区,如果有未溶解的废钢,或者出钢的温度不高, 会导致破坏烧结层的力量减弱,影响自流率,所以目前在EBT冷 区增加烧嘴是提高自流率的重要手段。冶炼过程中要有一段时间将 炉体向后倾动,保证熔池内部的脱碳反应加速EBT冷区废钢铁料 的溶解,出钢前将炉体向后倾动在一个较高的角度,一般在+ 3。左 右,以增加自流的可能性,这一点也是出钢连锁条件的内容之一, 炉体的倾动角度小于+3°,出钢口不能够被激活启动出钢的操作。
③下部松散料要顺利地流出,否则会成为烧结层的破碎阻力, 影响自流。这一点在补出钢口的时候尤其重要,修补后要强调清理 内腔和EBT尾砖。
④当冶炼周期较长时,液相不能及时出现,填料上部被卷走, 烧结层出现在出钢口内,烧结层加厚,影响了钢水破坏烧结层。
⑤填料的粒度搭配不合理,导致钢液渗入填料内部,导致烧 结层过厚。
⑥填料的材料组成成分搭配不合理,填充料的烧结温度过低, 导致烧结层过厚,需要长时间的烧氧处理。
提高EBT的自流率主要从以下几个方面入手。
①提高和改善填充料的材料性质。EBT填料通常有镁硅质、 镁铝质、馅镁质、钙镁橄榄石质等几种。表4-25为两种常见的填 料的化学成分和物理参数。
表4-25填料的化学成分和物理参数
|
类别 |
成分/% |
物理参数 | |||||
|
MgO |
Al2O3 |
CaO |
Fez03 |
SiO2 |
堆密度 /(g∕cm2) |
粒度 ∕mm | |
|
填料一 |
88.47 |
0. 98 |
2.4 |
6.0 |
0.91 |
1. 74 |
2〜5 |
|
填料二 |
41.85 |
0. 46 |
0. 6 |
7. 7 |
39. 1 |
1. 7 |
2〜5 |
在使用不同的填料条件下,EBT的自流率是不同的,如果一 种材料的填料自流率一直持续较低,就要考虑材料的配比是否合
268
4.9电*炉出鋼技术
理,需要调整。
②完善填料操作。出钢口正常的填料操作是在出钢口滑板关 闭以后,使用EBT填料将EBT的内腔填满,上方微微隆起,呈现 馒头状,这样可以保证EBT填料在出现高黏度液相层以后,形成 的烧结层厚度比较合适,以利于自流率的提高。如果EBT内腔没 有填满,烧结层出现在EDT内腔,烧结层会加厚,就会影响出钢 时的自流,有时候填料过少,甚至会发生出钢口被钢水烧穿的 事故。
③EBT填料操作结束时,填料的粒度较大的时候,应该使用 钢钎将EBT填料捣实,防止钢液渗透到EBT填料的内部。
④冶炼时间的影响。如果冶炼时间过长,出钢口填料的烧结 层就会加厚。一般情况下,为了解决烧结层加厚的问题,通常是提 高出钢温度,在高温情况下,烧结层会转化一部分为高黏度液相 层,有利于自流或者引流。冶炼时间较长或者停炉时间较长,开炉 后出钢的合理温度为1630~1650ro
⑤温度的影响。在一些情况下,测温取样后温度接近或者低 于出钢温度的下限,为了争取时间,不继续升温出钢的情况下, EBT出现引流的情况比较多。在生产中要注意超高功率电弧炉的 升温速度是很快的,如果为了节省2min低温出钢或许会浪费 20min,所以在冶炼过程中要把握出钢的合理温度,避免出低温 钢,出钢前还要观察EBT及炉内的冷钢是否完全化完,要保证炉 内熔清,提高自流率和成分的命中就十分必要。
⑥合适的留钢量会促使合适的烧结层的出现,有利于自流率 的提高。
(3) EBT出钢的操作。电弧炉采用EBT出钢见图4-42, EBT 出钢主要有以下的操作要求。
①出钢时温度要满足工艺要求,防止和杜绝低温出钢。
②出钢时要确保出钢车在出钢位。一般来讲,出钢车与出钢 条件是相互连锁的,即出钢车不在出钢位,出钢滑板是不允许打开 的。在一些特殊的条件下,出钢口是有手动操作模式的,手动打开 滑板模式可以绕开连锁条件打开滑板,钢包车不在出钢位手动打开 滑板出钢,会导致钢水出在出钢坑内,造成事故。
269
第4章 电孤炉炼钢冶炼工艺及操作
③出钢时要保证炉体的倾动速度合适,炉体倾动的角度要与 装入量和出钢的吨位密切配合,出钢箱内的钢水液位不能过高,防 止钢水从EBT填料孔溢出或者烧坏水冷盘。
④出钢时出钢箱的钢水液位也不能过低,防止钢水液位过低, 出钢时的涡流现象卷渣进人钢包。
⑤EBT出钢时,在没有合金和脱氧剂进入钢包前,不能进行 增碳的操作,防止增碳时的碳氧反应造成钢水溢出钢包。
⑥EBT出钢要有一定的出钢时间,防止出钢时间太短,合金 和渣料,脱氧剂没有加完,钢水已经出完,造成钢包内因为脱氧程 度不够引起的钢包内翻钢水事故。正常的出钢时间在2〜5min。
一般来讲,装入量在50〜150t的电弧炉,出钢时,在炉衬维护良 好,出钢口良好时,炉体倾动角度和出钢吨位之间的关系见表4-26。
图4-42电弧炉EBT出钢
表4-26倾动角度和出钢吨位关系
|
倾动角度/O |
出钢吨位/t |
倾动角度/(°) |
出钢吨位/t |
|
+5 |
15 〜35 |
+ 9 |
55 〜95 |
|
+6 |
25 〜50 |
+ 10 |
70~100 |
|
+7 |
35 〜65 |
+ 12 |
80~145 |
|
+8 |
45 〜70 |
(4) EBT填料操作
①EBT填料操作程序。EBT的填料操作是在电弧炉出钢结束
270
4.9电弧炉出鋼技术
以后,炉体回摇在出渣方向以后进行的,主要的操作程序如下。
a.电弧炉出钢以后,炉体回摆到出渣方向的一7°左右,无钢 渣流出时,炼钢工助手将钢包车开出出钢位,炉前工人一人在 EBT维修平台小车上清理EBT下部,将黏结在EBT底部的冷钢 和渣子清理干净。清理工作一般采用钢管或者钢管前面焊有铁铲的 工具捣掉。在EBT底部冷钢黏结严重,出钢口后期不好清理时, 采用吹氧清理。
b.炉前操作工一人上到EBT填料的平台,揭开EBT填料孔 的盖板,观察EBT内腔是否干净,如果EBT有冷钢存在或者出钢 口内腔堵塞有冷钢,影响填料,采用烧氧操作进行清理,清理结束 以后,通知炼钢工助手关闭滑板,炼钢工助手在确认EBT底部清 理干净以后,关闭滑板,通知进行填料操作。
c.负责填料的操作工人,在确认EBT滑板已经关闭的情况 下,从EBT填料孔将填料用漏斗或者流槽填入出钢口内腔,直到 填料微微隆起,呈现馒头状即可。
d.在EBT填料颗粒较大的时候,填料结束以后,必须用钢管 或者钢钎将填料捣实,EBT填料颗粒合适时,这一过程可以省略。
e.填料结束以后,用EBT填料孔专用盖板盖好填料孔,填料 孔与盖板之间应该密封良好。盖好盖板以后,通知炼钢工助手填料 已经结束,可以倾动炉体进行下一步的冶炼加料操作。
f.炼钢工助手进一步向负责清理EBT底部的炉前工人确认滑 板的密封情况,确认没有问题以后,通知炼钢工执行加料的操作。
填料操作过程中的关键一点是EBT有钢渣流出的时候,填料 操作要等钢渣不流、出钢口内腔干净以后才能够进行,否则,关闭 滑板以后,钢渣有可能将滑板与EBT底部粘死,发生滑板打不开 的事故。炉内留渣较多,出钢结束以后,如果有大量的炉渣从出钢 口流出的情况下,可以考虑将炉体向出钢方向倾动,将炉内留渣排 出一部分流到出钢坑,然后向出渣方向倾动炉体,待出钢口不流炉 渣时,再清理出钢口,进行填料操作,下一炉次的冶炼要注意减少 冶炼的留渣量。在出钢口有少量的流渣时,也可以根据具体情况, 从填料口使用冷的炉渣或者填料堵住流渣,也是一种事故状态的应 急措施。其他复杂情况的处理,前面已经做了介绍。
271
第4章 电弧炉炼钢冶炼工艺及操作
②提高EBT填料操作速度的方法。要提高EBT填料操作的 速度,主要有以下几点。
a.工欲善其事,必先利其器。工器具准备要充分,清理EBT 底部的铁铲、吹氧管,填料平台上的撬棒、榔头、流槽、铁锹、吹 氧管等工具要事先准备齐全。有的厂家在出钢口区上部平台装有填 料的旋转漏斗,填料时拉开漏斗底部的插板用漏斗直接填料。漏斗 内的填料用完以后,在填料结束以后进行补充。
b. EBT底部的清理工作要迅速。钢包车开出以后就要迅速清 理EBT底部的黏结的钢渣,EBT底部的黏结的钢渣在红热状态下 很容易清理,如果EBT底部黏结的钢渣变冷发黑以后,就不容易 清理了。
c. EBT填料的包装重量要合适,在10〜15kg/袋左右,包装 重量过大,不易于工人搬运。
d.填料操作由两人执行,一人填料,一人配合,可以提高填 料的速度,两人的相互确认,能够保证填料操作的安全。
272
第5章电弧炉用氧技术和辅助燃烧技术
5. 1电弧炉用氧技术
目前电弧炉炼钢的用氧技术主要有以下四种。
(1)以德国巴登公司为代表的自耗式BSE炉门碳氧枪。
(2)以PTl公司为代表的水冷超声速碳氧枪,分为炉门式和 炉壁式两种,其中以炉门式的居多。
(3)超声速集束射流氧枪,或者集束射流氧气喷吹系统。
(4)多功能氧燃烧嘴,或者氧油烧嘴。这些烧嘴在不同的冶炼 阶段起不同的作用,在熔化期起烧嘴作用,在氧化期起氧枪的 作用。
总的来讲,氧枪可以划分为助熔废钢用氧枪和脱碳控制成分和 造泡沫渣的氧枪两类。现代电弧炉炼钢厂将不同的用氧方式进行组 合使用,如德国的BSW将自耗式氧枪和超声速集束射流氧枪联合 使用,使用炉门碳氧枪的同时,在出钢口 EBT附近增加了一支集 束氧枪。
5.1.1炉门自耗式氧枪及其操作
自耗式氧枪通常在炉门使用,氧气流量(标态)控制在2500〜 7500rn3/h之间,图5-1为冶炼时的照片。这种供氧方式优点如下。
①安装简单,操作简单;
②使用方便,便于维护;
③泡沫渣容易控制,可以动态地人为干预炉内的冶炼进程;
④可以比较容易地实现留碳操作,对于冶炼品种钢来讲是最 佳的选择之一;
⑤可以灵活地使用氧枪,根据要求可以升降氧枪,左右、上 下摆动氧枪,每一个氧枪好比一个移动的点热源,可以消除炉门区
273
第5章电弧炉用氧技术和辅助燃烧技术
的冷钢。
缺点如下。
①脱碳效率低。氧 枪脱碳速度在每分钟 O. 03⅜~0. 08%之间。
②工人更换自耗式 枪管的劳动量比较大, 需要专门的吹氧管和吹 氧管的接长装置,也有 的厂家采用焊接吹氧管 的方法,即把消耗了的
图5-1炉门自耗式氧枪冶炼
残余吹氧管与新的吹氧管焊接在一起,劳动量比较大。
③吹炼时受炉门废钢的限制,所以炉门碳氧枪使用与炉壁烧 嘴、炉门叉车要紧密配合起来,才会收到满意的效果。
④炉门区的耐火材料消耗较快。
(1)炉门自耗氧枪吹炼的特点。自耗式氧枪的氧气流股离开枪 管以后,就呈现出迅速发散的状态,氧气流股的冲击面积较大,但 是冲击动能没有超声速氧枪的大,所以吹炼时要求将自耗式枪管进 入一个合适的吹炼位置,以达到吹炼效果,熔化期以切割废钢为 主,兼顾熔化期的脱碳任务,熔池出现后,要考虑造泡沫渣和脱碳 脱磷统一,枪管不能进入到电弧区,防止电极与枪体起弧烧坏碳氧 枪,自耗式氧枪吹炼过程中,氧枪枪管的长度应该在进入熔池后钢 渣界面吹炼,氧枪枪管的人射角度与熔池之间的夹角保持在30°左 右,在脱碳期间,一支氧枪吹钢渣界面,另外一支氧枪吹钢液,可 以取得最佳的吹炼效果。吹炼过程角度过大,在枪管较短的时候, 容易吹损炉门区的耐火材料,而且吹氧效率会下降。
(2)自耗式氧枪的射流特征。自耗式氧枪的枪管是直筒形的, 氧气离开枪管以后,流股发散得比较快。氧枪的射流的发散特性见 图 5-2。
由图5-2可以看出:射流的速度在离开枪口 204 (乙为氧枪 枪管内径)之前衰减较快,氧气流量越大,其射流衰减越慢。当单 枪流量在3000m3/h时,枪口附近的氧气射流速度仍然能够达到超
274
5. 1电弧炉用*技术
声速的水平,所以在强 化脱碳的时候,需要不 断的进枪管,以便使氧 气射流以较大的动能冲 击熔池,增加脱碳速 度。据测试,氧气流量 在6OOOm3∕h时,两支 氧枪的射流出口动量达 到 7O4kg ∙ m∕so 射流 在熔池的水平方向和垂 直方向的冲击深度分别 表示为
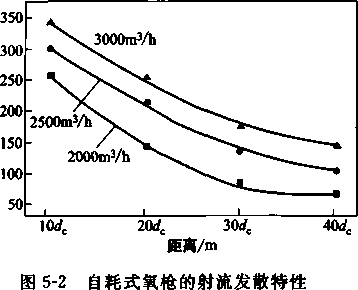
Lb = O. 62Q1∙ 2Jccos0÷6. 2
(5-1)
Lc=O. 61Qi∙6dcCθsd+3.1
(5-2)
式中Lb、Lc——射流在熔池水平方向和垂直方向的冲击深度,
cm;
de--氧枪枪管内径;
0一枪管与熔池的夹角;
Q—喷吹气体的流量,m3/h。
(3)炉门自耗式碳氧枪的基本操作。炉门自耗式碳氧枪的基本 操作主要如下。
①电弧炉加料结束后,应尽早将炉门碳氧枪旋转到位,并调 整好喷枪的长度及角度,以便尽早将碳氧枪投入使用。
②电弧炉冶炼不加铁水时,正常供电5min (或供电2MW • h)之后开始使用炉门碳氧枪供氧进行切割废钢的操作;第二料篮 料加入之后,可以在送电的同时立即用碳氧枪进行供氧操作。在炉 门区两侧有氧燃烧嘴的电弧炉,废钢加入以后也可以立即使用氧枪 工作。
③采用兑铁水操作时,铁水加入后可立即用炉门碳氧枪进行 供氧。如果加料前进行过补炉门操作,则在第一料篮料时禁止使用 炉门碳氧枪。
④开新炉时碳氧枪供氧操作应该在全部废钢加入后使用,并
275
第5章电弧炉用氧技术和辅助燃烧技术
且控制好供氧强度,尽量避免供氧强度过大约吹氧操作。
⑤喷炭操作一般在炉料完全熔化之后进行。严禁炉料完全熔 化之前用炭粉打火进行废钢切割操作。
⑥炉门碳氧枪前期用于切割炉门区域的废钢、清理炉门,以 便碳氧枪尽快到达钢水熔池,因此前期供氧强度不得太大,以免火 焰反射回来损坏水冷炉壁,一般氧气流量选择在最大流量的50% 左右。随着氧枪插入深度的增加可逐步加大氧气流量直至最大流 量。这时两支碳氧枪应有分工,一支枪左右摆动切割废钢,另外一 支枪则不断进枪,以尽快到达熔池进行脱碳操作。
⑦电弧炉熔清后碳氧枪主要用于造泡沫渣最大供氧量(也可 以根据实际情况适当调节),一支氧枪插入钢水中,而另一支氧枪 则插入渣层中,同时将碳枪插入渣层中以进行泡沫渣操作。
5.1.2水冷超声速氧枪及其操作
目前超声速氧枪有两种,一种是炉壁超声速氧枪,另一种是炉 门超声速氧枪,通常以炉门超声速氧枪较为常见。炉门超声速氧枪 的基本动作包括前进、后退、上下摆动、左右小范围的摆动。图 5-3是炉门超声速氧枪冶炼的照片。
图5-3炉门超声速氧枪冶炼
炉门超声速水冷氧枪有的是把碳枪和氧枪集成为一个整体,有 的则是把碳枪和氧枪分开,其使用寿命大约在300炉左右。炉壁超 声速氧枪通常是布置在与炉门中心线成30°的位置。在炉壁水冷盘 上开一个比枪体外径稍大的进枪孔,只完成进枪动作,向下的动作 只是在冶炼结束后,出钢前将枪放在停泊位的动作。炉壁超声速水
276
5.1电at炉用
图5-4侧壁超声速氧枪枪体
图5-5侧壁超声速氧枪和炉门 自耗式氧枪复合吹炼
(1)超声速氧枪吹炼的优点和缺点。超声速氧枪吹炼的优点 如下。
①氧气的利用效率较高,脱碳反应速度较快;
②省去了人工更换枪管的环节,节省了工人的劳动力;
③设备的故障点较少,便于维护;.
④渣中氧化铁含量较低。
缺点如下。
①氧枪使用不灵活,受炉门的冷钢限制,限制了氧枪的及早 使用。为了克服这一缺陷,有的厂家在炉门超声速碳氧枪上同时加 装了氧气-油或者氧气-燃气烧嘴,使用这些措施,使炉门区的废钢 出现红热或者熔化状态后才开始使用。炉壁超声速氧枪由于受废钢 的限制条件更多,影响了氧气的使用,还会发生烧枪的事故以及枪 体黏结钢渣退不出来的事故,影响了电弧炉的作业率。
②对于操作工的要求较高,石灰的溶解速度较慢,泡沫渣不 易控制。
③容易发生氧化期碳高脱碳时的大沸腾事故。
④冶炼过程中脱磷的反应速度比较慢。
⑤氧枪发生漏水以后,容易产生安全事故。 •
(2)超声速氧枪吹炼的特点。超声速氧枪吹炼的特点主要包括 以下三点。
①射流长度。电弧炉炼钢过程中的射流长度是指氧气从拉瓦
277
第5章电弧炉用氧技术和辅助燃烧技术
尔嘴出口从1.5〜2. 4马赫(1马赫即1信声速,340m/s)衰减到 亚声速这一段距离,在实际的操作中,从炉门处观察的氧气射流是 一种逐渐扩散的流股,这需要在脱碳反应中后期,熔池沸腾适中的 时候可以从氧气流股在炉气中穿过的痕迹得到,或者在熔池碳含量 低于0.10%时,从枪头的位置离熔池的距离观察到氧气流股冲击 钢渣的情况判断得到。生产中,在炉渣没有充分化好的时候,如果 以超声速射流冲击熔池,会引起飞溅加剧,导致烧枪、黏枪,炉壁 与炉盖法兰处黏结渣铁,炉盖不能旋转,铁耗上升。在炉渣化好 后,需要以超声速或者声速的射流冲击钢渣界面,使射流具有较大 的冲击动能,以获得理想的化学反应速度。所以,射流长度是我们 冶炼操作中的一个重要的基础参数,在氧化期初期,需要控制进枪 的长度,使射流长度刚好近似等于熔池到拉瓦尔喉口的距离,以亚 声速射流化渣,是冶炼的关键步骤,射流长度L可以有两种计算 方法,一种是计算等速核心区长度,近似等于射流长度,计算方法 如下。
L = Dpa×2.52×10^5 (5-3)
式中d—拉瓦尔喉口直径;
%..氧气压力。
另外一种是根据文献比对后直接得出,射流长度为
L=(45-52)D (5-4)
经过计算后得出的射流长度在O. 85-1. 2m之间,与实际生产 的观察值基本上是吻合的。
②脱碳的热效应与氧耗。超声速氧枪吹炼状态下,在合适的 条件下,脱碳反应比较快,脱碳反应的热效应主要有以下3个 方面。
a.气态氧和钢中的碳相互反应放热,热效应特别明显。这一 点,超声速氧枪吹炼过程中尤其重要,低枪位的吹炼,以射流直接 进入熔池脱碳,这种模式下的电耗比高枪位吹炼的低,就说明了这 一点,反应的方程式如下。
[O2]+2[CJ-2[CO] ∆H=-152.47kJ (5-5)
b.渣中的氧化铁和钢中的碳或者和渣中喷入的发泡剂炭粉相 互反应。这是一个还原反应,所以系统过程是吸热的。反应方程式
278
5.1电弧炉用e[技术
如下。
(FeO) + CC] = [Fe] + [CO] ∆H=89. 21kJ (5-6) 有时候以大剂量的发泡剂炭粉维持泡沫渣,炉渣的发泡性能很 好,可是电耗却不理想,充分证明了这一点,电弧炉原料中加入部 分轧钢或者连铸的副产品氧化铁皮后,电耗急剧上升也证明了这一 点。此外,在冶炼中如果发生剧烈的频繁沸腾,温度就会下降,这 是渣中氧化铁与碳的吸热反应、剧烈沸腾引起炉气短时间大量逸 出、钢水裸露三方面造成的结果。
C.钢中的碳和氧相互反应的热效应。钢中的溶解氧和碳反应 也是一个放热反应,只不过热效应不太明显。反应方程式如下。
EO]+ [C] = [CO] ∆H=-35. 61kJ (5-7)
由于射流氧枪能够将氧气射入钢液内部脱碳,所以每脱除 0.01%的碳所需要的理想氧耗Q可以由下式计算。
Q= (1.12/12) ×G∕Z=0. 0978G (5-8)
式中G-钢水量与钢水中含碳量的积;
Z—氧气纯度,一般约为98%。
实际氧耗需要考虑到氧气的利用率、吹炼方式等。
(3)超声速氧枪冶炼过程的特点和操作程序。超声速氧枪冶炼 过程中,大多数情况下渣中的氧化铁含量比自耗式氧枪吹炼过程的 渣中的氧化铁含量低,成渣速度比较慢,所以吹炼过程中要求将吹 渣化渣作为重点对待,此外由于超声速射流具有较大的冲击动能, 在过吹条件下钢中可以溶解大量的自由氧,造成钢中溶解氧过多引 起的沸腾,用定氧仪实测的最大钢中氧含量超过0. 16%以后,熔 池会发生氧含量过高引起的沸腾,这种沸腾容易引起炉衬侵蚀严 重,钢水质量恶化,甚至会出现废品和从炉门溢钢水的事故。所以 要控制好吹氧的量,在造泡沫渣的过程将脱碳脱磷反应与送电有机 地结合起来。水冷超声速碳氧枪操作程序主要有以下几点。
①在下列条件下将碳氧枪插入炉内。
a.全废钢冶炼时,第一次加料送电后,待炉门区废钢被油氧 枪或氧燃喷枪加热发红,耗时达到9. OkW ∙ h/t左右时投入吹氧。 加铁水冶炼可以根据具体情况迅速使用。
b.全废钢冶炼,第二次加料结束送电后,炉门区废钢被氧燃
279
第5章电JL炉用氧技术和辅助燃烧技术
喷枪加热发红,二批料电耗达到7. OkW ∙ h/t左右时进行吹氧操 作。加铁水冶炼可以根据具体情况迅速投入使用。
②操纵碳氧枪,将氧枪从炉子氧枪孔或者炉门插入炉内,直 至枪头接触到废钢堆,将碳氧枪退回约300〜500mm避免氧枪和 废钢接触,防止射流反射烧坏枪头,以及枪头和废钢之间起弧烧坏 枪头。
③当碳氧枪开始插入炉内时,一般使用低流量的供氧模式, 这种模式的供氧强度一般为1800~4500m3/ho
④当炉膛内有熔池出现时,可以根据具体情况逐渐增加供氧 强度,使用中等流量的供氧工作模式,此时供氧强度一般为4300〜 6800m3∕ho
⑤熔池强化脱碳使用时,供氧强度可以选择使用最大的供氧 强度脱碳,氧枪的进枪长度应该参考脱碳反应的炭火,炭火浓烈时 可以适当地退枪或者降低供氧强度来平稳的控制炉内反应的均衡进 行。脱碳反应速度较慢时,可以适当进枪,并且增加供氧强度,用 来提高脱碳反应速度。最大的供氧强度一般在6800〜8500m3/h。
⑥如果操作过程中,炉渣发泡高度过高,可以考虑控制喷吹 炭粉的量,适当地把枪从炉内退出一段距离。
⑦泡沫渣的控制主要是依靠喷炭来实现的,如果碳枪枪口堵 塞,应该及时清理。
⑧只要碳氧枪处于炉内,喷炭孔要始终保持有压缩空气或氧 气吹出,防止堵塞喷炭孔。
⑨超声速水冷氧枪的枪头可以接触发泡良好的炉渣,但是不 能和钢水长时间接触。
5.1.3超声速集束射流氧枪及其操作
(1)超声速聚合射流氧枪概述。超声速集束射流氧枪(也叫氧 气喷射器)是在超声速氧枪的基础上发展起来的,其原理是在氧气 拉瓦尔喷嘴周围增加烧嘴或者介质喷嘴,使得射流氧气在高温低密 度的燃气介质或者辅助介质中前进。这类介质主要有辅吹氧气、各 类燃气或者雾化油、氮气或者氨气。聚合射流氧枪工作原理如下。
①氧枪的中心为氧气拉瓦尔喷嘴,保证氧气离开喷嘴后有较 大的动能。
280
5.1电弧炉用氣技术
②氧枪射流的长度调节是通过调整氧气的不同压力(或者流 量)来实现的,以满足冶炼过程不同阶段对于射流长度的要求。
③氧枪的中心孔四周为燃气烧嘴孔,可以喷吹天然气、煤气 或者其他气体,有的厂家在没有燃气的条件下,使用的是氧气辅 吹。这些亚声速气体成为超声速氧气射流的外层包裹气流,限制了 射流的发散,使得射流的长度增加,达到了射流较强穿透熔池的目 的。一般集束氧枪的射流可以达到2. Om左右。
超声速集束氧枪的射流和普通超声速氧枪的射流对比见图5-6。
(a)超声速集束氧枪的射流
(a)超声速氣枪的射流
图5-6超声速集束氧枪的射流和普通超声速氧枪的射流对比
图5-7是两种不同射流冲击熔池的示意图。
图5-7超声速集束氧枪的射流和超声速氧枪的射流冲击熔池的示意图
该技术应用于炼钢生产的Cojet氧枪装置由多个炉壁式集束射 流喷射器组成,每个集束射流喷射器具有炉壁烧嘴、氧枪和二次燃 烧功能。该设备应用后能将现有的炉门碳氧枪、炉壁烧嘴、二次燃 烧烧嘴汇集一起,并能极大地提高氧气的利用率,节约了成本。
最早的集束氧枪是安装在炉壁较高的地方,带来的负面影响是 在冶炼过程中,水冷盘的热冲击比较大,吹炼过程氧气射流的反射
281
第5章电JL炉用氧技术和辅助燃烧技术
和金属料的飞溅会造成水冷盘漏水或者炉壁黏结冷钢严重。在炉役 后期熔池较低的时候,这种聚合射流氧枪的脱碳反应速度也会受到 影响,而且影响泡沫渣的控制因素比较多。所以,集束氧枪的目前 最新发展是JetboXTM技术,也就是把氧气射器安装在一个特制的 铜质水冷箱体内。为了防止加料时候的损坏,铜箱做了专门的设 计,将氧枪的喷射装置向下移到了炉壁耐火砖上方,这样使得氧气 的射流距离熔池更近,氧气的效率更高,而且减少了吹氧过程产生 的热量对于水冷盘的冲击,炭粉喷枪也移到了与氧枪平行的位置或 者有一个微小夹角的位置,在平行方向上,氧气射流产生的伯努利 效应会对炭粉产生引流作用,有利于炭粉喷入钢渣界面,提高了炭 粉的利用率和泡沫渣的质量。此外,也有的生产厂家对于炭枪也做 了多功能化,在碳枪里面加装一个特殊的喷头,喷嘴中心是炭粉 流,四周环绕氧气流和燃气流,在熔化期起烧嘴助熔作用,在炉料 大部分熔化后作碳枪用。
JetboX技术解决了现行使用的传统固定式侧壁氧枪的主要难 题:增强了安全性,防止堵塞和提高效率。炭/氧喷嘴的安装位置 更低,更短的射流行程,更大喷射角度,更高的氧气效率,甚至可 以不要燃气,这使得Jetbox系统特别适合于有热铁水或留钢操作 的电弧炉强化冶炼。
(2)超声速集束射流氧枪的结构。集束射流氧枪枪体的主要结 构特征如下。
①氧枪由拉瓦尔喷嘴、枪套两部分组成。枪体有内置的冷却 水管道。
②每个喷射氧枪枪体材质为钢,枪套为纯铜。枪体用螺栓安 装于集束射氧箱(Jetbox)上(材质为脱氧纯钢铸焊件,内含水冷 通道,箱体外表面有挂渣槽)。
③集束射流氧箱。箱体内置有冷却水管道,在其冷却水入口 及出口处安装有温度检测器,可感知并防止氧流气反射。控制系统 根据铜箱和氧枪的进出冷却水温度及铜箱热端温度变化,实时地监 测火焰反射的情况,给出报警信号并能及时采取自动保护措施。控 制系统会自动根据炉况增加氧气和燃气流量帮助切割被电能预热过 的钢块。一旦JetbOX系统前方有大块废钢,系统会根据温差变化
282
5.1电31炉用H技术
自动减少氧气流量,防止对炉衬、水冷盘或JetboX造成损坏。
④用于固定和保护集束氧枪的铜箱,上有氧枪孔和碳枪孔, 可通过此箱体将氧枪和碳枪以最好的组合安装于合适的位置上。通 过安装板和法兰将箱体固定在电弧炉侧壁水冷盘合适的位置上,可 以使嵌入在箱体中的喷炭管和超声速氧枪更靠近炉中心以及熔池, 有效地提高化学能的利用率,形成良好的泡沫渣。水冷铜箱固定在 水冷盘上,氧枪出口中心距离钢液面的垂直距离为600mm左右, 喷射角度约45°。
⑤以氧气为辅吹介质气流的集束氧枪,内有超声速氧流通道 和环流氧气通道,枪体的专利设计使氧气从一个入口进入后自动分 成超声速氧流和环绕氧流,也可设计为单独控制的保护环绕氧流。
⑥集束射氧箱基本上是免维护的,寿命在1年以上,当箱体 出现较大磨损时,可更换下来进行修复。集束氧枪中的枪套(枪 头)部分为铜质易损件,用寿命约为3〜6个月。超声速集束氧枪 系统的基本结构见图5-8o
图5-8超声速集束氧枪系统的基本结构
(3)超声速集束氧枪的安装。超声速氧枪喷射器沿电弧炉四 周,安装在炉壁水冷盘上。根据供氧强度,烧嘴功率和二次燃烧的 要求,电弧炉集束氧枪系统一般配置1〜4个喷射器。这种喷射器 被安置在炉壁上,管道连接于氧气和燃料气阀架。氧气和燃料气阀 架可单独计量和控制。JetboX布置的基本考虑主要如下。
①要避开炉门口和EBT位置。
283
第5章电弧炉用氧技术和辅助燃烧技术
②对于交流电弧炉来讲,要避开三个电极的位置,减少对电 极消耗的影响;对于直流电弧炉来讲,尽量不在偏弧区的"热点" 位置安装,避免电弧对于JetboX箱体和损伤热区,对于该区域炉 衬的热负荷也会增加。
③避开除尘烟道口下方位置。
④有一个靠近炉门口,消除炉门冷区和废钢。
⑤增加对熔池的搅拌。
⑥现场检修维护和操作上的方便。
目前超声速集束氧枪的安装主要特点如下。
①安装位置低,离钢液面的距离约为500〜700mm,可充分 利用热铁水和残留钢水,提前泡沫值的形成。
②减少从氧气和炭粉喷嘴到达钢水面的射流行程,以便提高 喷氧效率,降低氧耗提高脱碳速度。
③更陡的氧气喷射角度(40°〜48°),优化射流对熔池的冲击, 降低钢水和炉渣对炉顶及电极的喷溅。射流冲击点远离电极,减少 电极消耗。
④容量较大的电炉一般安装四个超声速集束氧枪,安装位置 在炉门两侧和靠近出钢口的两侧;容量较小的安装三个超声速集束 氧枪,一般在炉门两侧各自安装一个,在EBT区装一个。
典型的安装见图5-9〜图5-11 o
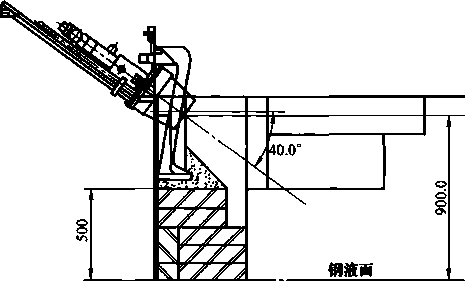
图5-9 一种典型的超声速集束氧枪的安装
284
5. 1电弧炉用氧技术
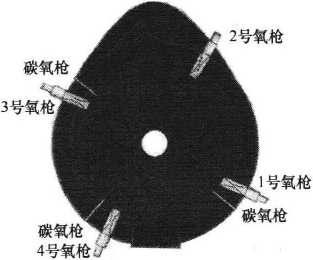
图5-10 .超声速集束氧 枪的安装照片
图5-11 一座70t直流电弧炉超声 速集束氧枪的安装示意图
(4)超声速集束氧枪的工艺特点。超声速集束氧枪的主要优点 如下。
①在吨钢供氧强度1. 2m3/(min ∙ t)(总的氧气流量为公称容 量与供氧强度的乘积)时,当炉中的碳大于0∙20%时,脱碳速度 可达0.08〜0. 15%/min,当炉中的碳小于0. 20%时,脱碳速度为 0.05〜0.06%/min。系统独特的火焰结构使得早期便能脱碳。碳 含量在0.2%〜0.8%的临界值时,JetbOX的多点反应和高效的集 束射氧仍能保持高的脱碳速度。
②可充分利用热铁水和残留钢水钢渣,提前促使泡沫渣的 形成。
③喷氧的效率高,无效的自由氧少,脱碳速度快。
④集束射流在一定的距离内(1〜2m),保持其起始速度、流 股直径、氧气浓度和冲击力,明显长于任何传统射流。可以实现多 点脱碳,炉内化学成分比较均匀。特别适合于热装铁水和利用大量 冷生铁高配碳的电弧炉生产。在热装铁水生产时,铁水的热装比例 最高可以达到70%左右,可以实现零电耗的冶炼,冶炼周期不会 明显增加。
⑤熔池混合均匀所需时间,相当于采用炉底底吹气技术的搅 拌方法。
⑥大沸腾的现象大幅度减少。
285
第5章电弧炉用氧技术和辅助燃烧技术
⑦提高配碳量后,增加了化学热的利用,降低了冶炼电耗, 提高了粗炼钢水的质量。
⑧设备的安装、组成简洁,操作工艺简易化,设备的维护得 到了简化.
集束氧枪的缺点如下。
①对于安装该系统的资源环境要求较高。一般集束氧枪大多 数采用多点喷炭,增加了设备的维护点。
②钢水过度氧化(也叫过吹)的概率增加,炉后脱氧的任务 增加了难度,增加了脱氧剂和合金的消耗。
③操作不当时,造成的钢渣飞溅现象严重。对于水冷盘的热 冲击和热负荷加大,炉壁炉沿上黏结冷钢的现象比较普遍,炉沿 黏结钢渣后造成炉沿上涨,对于炉盖旋开加料形式的电炉来讲, 是一个要注意避免的关键的难点。所以,对于操作工的要求 较高。
④石灰渣料的熔化速度将会减慢,石灰的利用率会下降。
⑤简化了操作工艺,但是带来的负面影响较多,例如不适合 留碳操作,或者留碳操作的难度加大。钢水过氧化后,脱氧剂的使 用量增加,相应地增加了钢中的夹杂物含量和钢的成本。
⑥炉衬寿命降低,特别是枪口附近和炉底的耐火材料侵蚀比 其他供氧方式要严重。
⑦脱碳速度快,容易造成炉门翻钢水跑钢,导致渣境中渣铁 量的增加。
⑧由于选择氧化的原因,吹炼过程中配碳量过大,乳化现象 容易产生,也是炉门容易跑钢水的主要原因,而且乳化现象产生以 后,影响了冶炼的正常进行。
⑨在炉役后期,特别是炉底加深以后,超声速集束氧枪也会 同样产生脱碳困难的问题。
⑩超声速集束氧枪吹炼过程中,产生大沸腾事故的后果损害 比其他吹炼方式产生大沸腾事故的后果要严重。
⑪操作不当时,容易造成烧枪的事故,这种事故包括氧枪回 火,钢渣倒灌堵塞枪体喷头,造成氧枪不能正常使用。
286
5.2辅助能源输入技术
5.2辅助能源输入技术
5.2.1烧嘴的用途
现代的电弧炉炼钢为了提高产能水平,除了采用废钢预热技术 以外,辅助能源输入和二次燃烧技术已经成为一个重要的手段。各 种烧嘴在国内外的应用已经很普通。有的钢厂把废钢预热和输入辅 助能源技术以及二次燃烧技术联合使用,效果非常明显。为了说明 烧嘴和二次燃烧喷枪的布置,把电弧炉比作一个钟表表盘,炉门的 位置为时间上的6点钟方向,EBT为12点钟方向,变压器和电极 横臂在9点钟方向,来简洁地说明烧嘴的位置。电弧炉炼钢过程 中,由于各种原因,存在着冷区。在这些冷区部位,冶炼过程可能 存在着难熔化的冷钢,影响了冶炼的节奏,有时候会造成出钢过程 的"塌料现象”,造成成分偏差大,出现质量事故;有时候会造成 出钢量偏小,出现下渣;更为严重的是EBT冷区出现难熔废钢, 会造成出钢时的不自流以及出钢后EBT堵冷钢,需要烧氧处理。 交流电弧炉的冷区分布主要在5点、7点、1〜3点,偏弧区在9〜 10点为热点区。为了解决以上的矛盾,通常的处理方法如下。
(1)增加配碳量,加大熔池的沸腾力度来消除冷区。
(2)采用底吹气系统、增加熔池的钢液的搅拌,以达到消除冷 区的目的。
(3)提高出钢温度,在冶炼中后期将炉体向冷区倾动,利用高 温钢水熔化冷区。
(4)减少升温速度,采用缓馒升温达到熔池均匀化的目的。
以上的方法对于提高电弧炉的炉龄和产能水平都存在着负面的 影响。烧嘴在冷区的应用将在某种意义上解决了冷区存在的问题, 德国著名的BSW厂90t电弧炉就是在EBT增加了超声速烧嘴后, 实现了单炉日产51炉钢的佳绩。
使用烧嘴的主要优点如下。
(1)输入辅助能源以后,加速了废钢的熔化,可以使氧枪供氧 的操作提前,增加供氧强度,相应增加了化学热的利用。
(2)由于增加了化学热,可以减少吨钢电耗,缩短送电时间, 缩短冶炼周期。
287
第5章电弧炉用氧技术和辅助燃烧技术
(3)烧嘴主要布置在炉门两侧和EBT冷区,可以消除电弧炉 的冷区,减少冷区冷钢不能快速熔化引发的各类事故。
(4)在EBT冷区增加烧嘴,可以提高EBT的自流率,降低出 钢温度,提高炉龄。
(5)减少电极消耗。
(6)在金属炉料熔化前,及早地去除其中的可燃物和游离的水分。
(7)由于输入辅助能源后,可以降低电耗,对于一些电力紧缺 的地区,用低价的燃油燃气取代电能,有利于降低炼钢的成本。
烧嘴的高温火焰向炉内废钢传输热量的途径如下。
(1)燃烧火馅用强制对流的形式传输热量。为了达到最佳的效 果,必须使传热系数,废钢表面积和火焰与废钢之间的温差达到最 大值。传热系数随火焰温度的升高和火焰出口速度的增加而提高。 所以,目前的烧嘴在熔化期通常是满功率运行的,在熔化期结束以 后功率逐渐降低使用。
(2)通过燃烧产物的辐射传输热量。在燃烧温度下火焰所表现 出的红外线辐射传热与火焰温度的4次方成函数关系,提高火焰的 温度很重要。这一点在生产中是通过调剂氧气和燃烧介质的比例来 实现的。
(3)火焰中过剩的氧气氧化废钢铁料所产生的热能直接传导给 炉料。
5. 2.2烧嘴的结构
烧嘴按照输入的辅助能源方式分为:氧气-燃气烧嘴(或者叫 氧气燃气喷枪)、氧气-燃气油烧嘴(或者氧油枪)、氧气-燃油烧嘴 (或者油氧枪)、氧气-煤粉烧嘴。
(1)氧气-燃气烧嘴。电弧炉氧燃烧嘴最初的设计是"管套管" 结构,氧气喷嘴在中间,氧气通过两层管间环缝进行喷吹,这种结 构简单,但是冷却效果不好,所以目前的烧嘴设计是在铜制喷头上 集中了数个燃气孔和氧气孔,氧气孔被设计成为拉瓦尔喷头。铜制 喷头安装在一个铜制的水冷套内,铜制的水冷套相当于一个燃烧 室,它能够保护喷头不受钢水和炉渣的侵蚀,改善了燃气在喷嘴出 口处的混合效果,这种烧嘴在加热熔化废钢时,通常是满功率的, 在钢水脱碳时,采用小流量的维持模式。氧燃烧嘴所使用的燃烧介
288
5.2辅助能源输入技术
质,主要是比较清洁的能源天然气,也有使用煤气和焦炉煤气的。 所以氧燃烧嘴应用得较多。这种烧嘴燃烧后产生的热量比较丰富, 设备较简单,易于维护,优势比较明显,对环境的友好程度比较 高。一种典型氧燃烧嘴的照片见图5-12。


图5-12 一种典型氧燃烧嘴
(2)氧气-燃气油烧嘴。氧气-燃油烧嘴主要使用轻质柴油或者 其他燃油为燃烧介质,使用前燃油进入尾部前经过压缩空气雾化成 为油气再由纯氧助燃,燃油烧嘴的结构见图5-13。
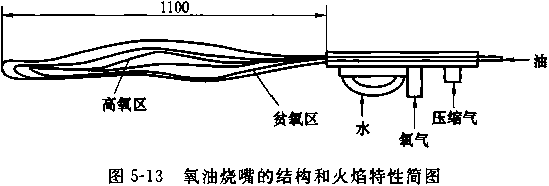
燃油烧嘴主要使用在燃气资源缺乏的地区。燃油在工业纯氧的 助燃条件下,燃烧后火焰的最高温度可以达到25001左右,使用 过量的氧气可以使燃油燃烧得比较充分。为了确保烧嘴的安全,防 止回火,供油供氧管路上设有逆止阀,烧嘴采用铜制水冷结构,烧 嘴与燃烧介质管路之间采用快速接头连接以便于烧嘴的更换,维护 和检查。氧油烧嘴的氧-油比例在2.33 : 1左右,吨钢油耗在3. 5〜 7L之间比较合理。氧油烧嘴的燃烧效率取决于废钢温度和受热面 积。一般情况下,熔化期氧油烧嘴的利用率最高,在废钢熔清后, 氧油烧嘴的使用效率就会下降,所以在不同的阶段要适时的调整氧 油比例,或者停止烧嘴燃油的喷吹,采用气体介质进行吹扫,防止
289
第5章电弧炉用氧技术和辅助燃烧技术
烧嘴被钢渣堵塞。
氧油烧嘴的缺陷主要如下。
①烧嘴的结构比较复杂;
②燃烧介质成本较高;
③燃烧介质的供应系统比煤气烧嘴复杂;
④燃烧不充分时,烧嘴喷头会产生积炭,堵塞喷头,需要定 期检查清理;
⑤产生积炭后会造成燃烧不充分,火力发散,烧嘴的功率 降低;
⑥除尘系统的负荷较大。
(3)氧气-燃油烧嘴。氧气-燃油烧嘴也叫油氧枪,主要适用于 以炉门水冷氧枪为主要供氧方式的电弧炉。由于炉门水冷氧枪吹炼 时,受到炉门冷态废钢的影响,为了及时地使用水冷氧枪,通常在 炉门水冷氧枪的机构上加装一支氧气-燃油枪,在废钢加入炉内, 送电开始后,首先投人氧油枪预热炉门废钢,在2.5min左右,炉 门废钢就呈现红热状态,氧枪使用后可以迅速熔化炉门废钢,然后 氧枪进入炉内进行吹氧操作。炉门废钢大部分熔化以后,炉门油氧 枪就可以停止工作了。氧油枪由于在炉门区使用,比较容易控制。 也有使用炉门氧-燃气枪的。也使用过在炉门加无烟煤或普通煤的 助熔方法,即在加料前人工在炉门加袋装的无烟煤,加料后氧枪投 入工作,效果也可以。
(4)氧气-煤粉烧嘴。氧煤烧嘴在20世纪80年代末期发展的 速度较快,主要由煤粉喷吹罐和供氧设施两部分组成,煤粉喷吹罐 和造泡沫渣的炭粉喷吹罐的原理基本相同。使用时,煤粉用辅吹载 流气体氮气或者压缩空气输送。氧气分为旋流和环形直流双氧通道 形式,这样既能保证烧嘴出口处形成回流区,有利于点火,又能够 在外部形成约束火焰的氧气射流,提高火焰的穿透能力。这种烧嘴 由于受到热效率和辅助环节多的影响,使用的多见于普通功率的电 弧炉。
5. 2.3烧嘴的布置
烧嘴的布置是根据电弧炉容量的大小和变压器的功率、炉型决 定的。一般布置在电弧炉的冷区,安装在电弧炉水冷盘上预留出的
290
5.3二次燃烧技术
安装位置上。烧嘴气体流量的设定,是根据不同阶段来设定烧嘴的 气体流量的。在冶炼开始时,一般使用较大流量的燃气量,以及使 燃气充分燃烧甚至过剩的氧气量。随着电能的输入增加和废钢的熔 化,需要减少燃气的量,或者保持维持火模式来优化操作。
5∙2.4烧嘴的使用
烧嘴的使用一般有手动和自动两种,有的是通过操作台上的按 钮实现的,有的是通过PLC输入命令执行的。较为合理的是通过 PLC工业电脑实现的。在多个烧嘴同时使用时,可以实现自动控 制下的集群控制,也可以单独对某一个烧嘴进行调整喷吹模式。烧 嘴的燃烧模式根据气体流量的不同,设有不同的燃烧模式,可以 选择。
目前,通过技术的进步,已经实现了把输入辅助能源和二次燃 烧技术集成为一体的多功能烧嘴技术,烧嘴除了以上的功能外,还 具备了其他的功能,例如"化渣脱碳”的功能,减少了不同功能烧 嘴在炉壁上的安装数量。
5.3二次燃烧技术
5. 3.1二次燃烧技术概述
对于一些利用冷生铁或铁水以及其他方式配碳,并且配碳量较 大的电弧炉,在熔化期和氧化期的脱碳反应中,产生大量的一氧化 碳气体,如果不加以利用,直接进入除尘系统,不仅损失了气体中 的热,而且加剧了除尘的负担。在电弧炉炼钢过程中碳氧化成Co 再把产物Co氧化成CO2的过程就叫电弧炉炼钢过程的二次燃烧 技术,简称PC (Post-Combustion)技术。二次燃烧的基本原理 如下:
C+O2^=C02 ∆Hι=5. 04×106J∕kg (5-9)
CO+⅛O2 =^C02 ∆Hz=20. 88X106J∕kg (5-10)
由以上的化学反应方程式可.知,使CO氧化成COz产生的热 量是常规脱碳产生热量的4倍,所以目前二次燃烧技术已经普遍应 用在超高功率电弧炉上,二次燃烧技术采用的手段有专门的二次燃 烧枪或者烧嘴来实现二次燃烧的目的。二次燃烧比可以由下式
291
第5章电孤炉用氧技术和辅助燃烧技术
表述。
PCR=CO2∕(∞2+∞) (5-11)
HTE=g∕Q (5-12)
式中PCR..二次燃烧比,%;
HTE..热效率,%;
g—熔池吸收由二次燃烧产生的热量,J;
Q-二次燃烧产生的理论热量,J。
电弧炉操作中,PCR可超过80%。当炉中有冷废钢时,HTE 可望达到65%。
电弧炉炼钢过程中,由炉料中配碳、造泡沫渣和外加热源用材 料等在冶炼过程中产生大量CO,只要有足够的氧使其二次燃烧以 后,就能得到可利用的热量。
二次燃烧的优点如下。
①缩短冶炼时问。实测知,采用二次燃烧消耗lm3氧气可缩 短冶炼时间0∙43~0. 50min。德国、意大利、法国等国应用二次燃 烧的电弧炉可缩短从通电到出钢时间的8%~15%o
②降低单位电耗。各种文献介绍,测得用于二次燃烧的 In?02可节电5.8kW∙ h/t。据报道,电弧炉采用二次燃烧后,因 减轻对除尘系统的负荷,由此除尘系统可节电IOkW ∙ h∕to
③提高生产率。电弧炉使用二次燃烧后改善了电特性,且产 生大量的化学热,又由于二次燃烧可减少Co向环境的放散,这样 在炼钢原料中较大量地加入DRI、HBI和Fe3C等也不会增加CO 的放散量,有助于大大提高生产率。CASCADE公司应用二次燃烧 后,使粗钢产量从0.54Mt/a上升到0.66Mt/a;另外一家公司采 用二次燃烧技术以后,平均产量从67t/h增加到75t/h,提高生产 率 12%。
④减轻电弧炉的热负荷。对炉子热损失测定表明,只要合理 使用二次燃烧技术,从水冷炉壁、烟道进出口冷却水温度测知,二 次燃烧技术对于其升温的影响几乎可以忽略;只有水冷炉壁的热损 失有所增加,最大可达21. 96MJ/t。但由于冶炼时间缩短,产量增 加1,实际热损失从76.32MJ∕t降到了 72.72MJ∕t°
⑤对其他指标的影响。从采用二次燃烧技术后的大量生产实
292
5.3二次燃烧技术
践统计得到,除氧和碳的用量有不同程度的增加外,只要正确应用 二次燃烧技术,其他指标均可得到改善。美国NUCor公司测定, 二次燃烧形成的泡沫渣对电极的屏蔽作用使单位电极消耗下降;普 遍关注的因受炉气中氧势的变化而影响较大的铁损(即铁耗)问 题,也经实测得到,渣中FeO达到低水平,并不造成铁损增大。 某公司应用二次燃烧后,使侧壁烧嘴的工作时间减少15%,降低 天然气消耗20%,相当于节约天然气0. 9m3/t。
德国BSW公司应用ALARC-PC技术,合理调节并尽可能增 大氧耗,使输入的电功率降低7%,生产率提高7%,结果见表 5-1。
表5-1使用ALARC-PC技术对消耗指标和生产率的影响
|
项 目 |
无 ALARC-PC |
有 ALARC-PC |
|
电耗/(kW∙ h∕t) |
372. 0 |
347.0 |
|
总氧耗/(m3∕t) |
35. 6 |
45. 6 |
|
冶炼周期/min |
51. 5 |
47.8 |
⑥对环境的影响。在电弧炉冶炼过程中,PCR最高可达 80%,废气中含量从20%〜30%降到5%〜10%; Co2从10%〜 20%增加到30%〜35%,且大大减少了 NO,有害气体向环境的放 散,有利于环境的改善。
二次燃烧技术在电弧炉炼钢过程中的应用具有潜在优势。但冶 炼过程中的炉气成分及数量受诸多因家影响而变化。为此,应有针 对性的操作工艺,才能使这一技术真正发挥效益。
5. 3.2二次燃烧喷枪的使用
二次燃烧喷枪使用时有以下3种模式选择。
(1)手动模式。手动模式下,选择好二次燃烧喷枪的数量,在 人机界面上或者操作桌面上,通过操作设定所需要的氧气量,这些 信号将会输入PLC,按下启动按钮后,喷枪开始向电弧炉内喷氧, 停止使用时,按下停止按钮就停止喷氧,开始用氮气吹扫。这种工 作模式简单,可以通过PLC的人机界面或者操作台上的按钮对每 支枪单独操作。缺点是对于氧气的使用盲目性较大。
(2)自动模式。在自动模式下,根据工艺冶炼的不同阶段来划
293
第5章电弧炉用氧技术和辅助燃烧技术
分时间段,时间段的划分常用冶炼的电耗变化为基准。由程序控制 自动调整执行,PLC能够根据电耗的变化和氧气设定值自动进行 调整喷吹氧气的操作。
(3)动态模式。动态模式下是随时对烟道里烟气的氧含量进行 分析,根据分折结果调整所需要的氧气量。它是利用安装在烟道上 的氧化错探头对烟气进行检测,通过分析仪器分析出氧含量,并且 将其转化为4〜20mA的模拟信号,传至PLC,通过PLC来控制二 次燃烧喷枪的喷氧量。
动态模式和自动模式可以互换,如果烟气检测探头受到了干扰 或者故障,氧气测量不能够进行,滑动烟道开启打开,PLC系统 从动态模式下切入自动模式下工作O
294
第6章现代电弧炉炼钢的基本工艺特点
6. 1现代超高功率电弧炉炼钢的特点
6.1.1超高功率电弧炉炼钢的优势
电弧炉炼钢产量占目前世界炼钢总产量30%以上,高功率和 超高功率炼钢的产量占全部电弧炉炼钢的65%以上,超高功率电 弧炉炼钢的短流程生产线具有以下的优势。
(1)投资少。约为转炉长流程生产线的2/3,但吨钢成本比转 炉的吨钢成本高150~400元。
(2)建设周期短,见效快,受矿产资源的限制的因素较少,产 品范围广,在具有铁水热装和直接还原铁等新铁料的条件下几乎可 以生产转炉所能够生产的钢种。
(3)生产组织方式灵活。可以按照市场的要求,灵活地组织生 产市场需要的钢种,可以按照市场的需求和市场电价、原材料的价 格涨落指数,灵活地进行动态的生产计划组织,实现订单生产,在 原料价格高峰期进行检修或者休整培训,在电力紧张的时候在用电 低峰期生产。
(4)现场生产组织模式比较简单,易于生产的组织和调配。
(5)受原料限制的因素较少。电弧炉炼钢所需要的主要原料是 废钢,目前已经有多种替代品,如冷生铁、直接还原铁、热铁水、 CroeX铁水、海绵铁等新原料用于电弧炉炼钢的技术已经成熟。
由于电弧炉炼钢对于铁水的要求不高,而且在电弧炉炼钢转炉 化的影响下,国外的厂家甚至利用接近100%的铁水加矿石作为冷 却剂进行炼钢,效果也在预期之中。
随着目前电弧炉炼钢技术日新月异的发展,炼钢企业在电弧炉 型式和设备上有了越来越多的选择。同时,超高功率电弧炉的技术
295
第6章现代电弧炉炼钢的基本工艺特点
进步也优化和促进了电气配套设施的发展,主要体现在以下几点。
(1)采用直接导电电极横臂,利用铜钢复合或者铝导电电极臂 代替大电流水冷铜管,简化了设备与水冷系统、减轻了重量、便于 维护、降低电抗、提高输入功率。
(2)采用喷淋水冷电极,减少电极侧面氧化损失,电极消耗降 低5%〜20%。
(3)管式水冷炉壁、水冷炉盖代替炉壁与炉盖耐火材料炉衬, 利用水冷盘的冷却水测定炉壁热流量,控制最佳输入功率,提高了 电弧炉生产率,耐火材料耗量降低了 50%,使电弧炉由短弧操作 可改为长弧操作,功率因数由0.707提高至0.75〜0.83。
(4)采用偏心炉底出钢代替普通出钢槽出钢的方式,可以实现 无渣出钢、留钢操作;钢流紧密,减少了二次氧化与温降,出钢温 度可降低30。C左右,炉体倾动角度减少20°〜30°,短网长度缩短 2m,提高了输入功率,冶炼时间缩短5〜9min。
(5)氧燃烧嘴的使用,使熔化更加均匀,以燃料替代一部分电 能,缩短了冶炼时间,消除了冷区,允许电极高功率供电,降低了 电耗。
(6)各种类型的碳氧枪的使用,在吹氧的同时向炉渣喷炭粉, 形成泡沫渣,实现埋弧操作以后,可提高功率因数,使用长弧操 作,提高了输入功率与热效率。
(7)炉外精炼手段和连铸的配置,将精炼期移到钢包炉进行, 由双渣冶炼改为单渣操作,加快了电弧炉冶炼节奏,提高了变压器 利用率,高功率供电时间增长。
(8)第3、4孔加密闭罩,冶炼过程的密闭罩(doghouse)的 应用,以及除尘系统的优化(加烟气导流罩),净化了一次、二次 烟尘,改善了环境条件,降低了电弧炉噪声的危害。
(9)采用废钢预热的竖炉、ConSteel电弧炉、料篮预热,利用 热烟气预热废钢,回收了余热、预热的废钢温度可达200〜 IOOO0C ,缩短了冶炼时间,减少了供电时间。
(10)双炉壳电弧炉的冶炼工艺,可以预热废钢,使总能耗降 低35kW∙ h/t加快了生产节奏,冶炼周期可以缩短至45min左右, 易与连铸匹配,充分利用了变压器,可使两炉之间不通电时间缩短
296
6.1现代超高功率电弧炉炼钢的特点
到3 (双电极)〜5min (单电极)。
(11)直流电弧炉冶炼,可以消除炉衬热点多的问题,减少了 电极消耗,搅拌熔池的作用加强,减少了对电网的冲击。
(12)高阻抗电弧炉工艺,利用泡沫渣埋弧操作,提高了变压 器水平,降低了电极消耗,提高了功率因数,弱化了对电网的 干扰。
(13)无功功率静止式动态补偿SVC的使用,消除或减弱了电 弧炉冶炼中用电负荷造成的电压波动与谐波对电网的危害,降低了 闪烁和谐波。
(14)冶炼过程计算机和自动化控制,可以对冶金模型、热模 型进行最佳配料、电热平衡、最佳控制功率等计算,实现了控 制、管理、决策,合理电气工作点动态选择,保证合理供电制度 执行。
(15)智能电弧炉。利用人工智能进行电弧炉综合控制减少了 对电网的冲击。
6.1.2超高功率电弧炉炼钢生产线的主要特点
超高功率电弧炉炼钢生产的主要特点如下。
(1)电弧炉的功率水平较高。功率水平是指冶炼过程中,每吨 钢占有变压器额定容量的大小。功率水平是衡量电弧炉装备水平以 及影响冶炼周期的一个重要指标,它是一个动态的值,装入量不 同,功率水平也不相同,在生产中要根据变压器容量的大小决定冶 炼的装入量,避免"大马拉小车,小马拖大车”这种不合理的现 象。国际钢联对于电弧炉功率水平的划分见表6-1。
表6-1电弧炉功率水平的划分
|
______类 别 |
RP |
HP |
UHP |
|
吨钢功率水平/kv, A |
<400 |
400 — 700 |
>700 |
(2)供氧强度大。目前超高功率电弧炉的吨钢氧耗(标态)在 28~40m3之间,有的甚至达到50m3以上。氧气总流量在3500〜 IOoOom3/h之间。供氧强度如果达不到一定的水平,熔池钢液已 经形成,冶金反应不能够迅速进行,将会影响冶炼进程,出现停电 或者降低输入功率等待冶金反应的进行,影响冶炼周期。
297
第6章现代电弧炉炼钢的基本工艺特点
(3)冶炼周期加快。由于采用了多种现代电弧炉炼钢技术,目 前全废钢冶炼最快的冶炼周期达27min,相当于相同容量的顶底复 吹转炉的水平。普遍的冶炼周期在40〜65min之间。
(4)冶炼过程中的界限不再明显,熔化期与氧化期有时候成为 熔氧合一,各阶段的冶金反应在不同的阶段都有进行。
(5)炼钢过程中噪声增大,一般在80〜15OdB之间,采用冶 炼密封罩可以把噪声降低在80〜IoodB之间。噪声对于环境的影 响见表6-2。
表6-2噪声对环境的影响
|
噪声/dB |
>50 |
>70 |
>90 |
>150 |
|
影响结果 |
影响睡眠与 休息 |
干扰谈话、影 响工作 |
影响听力、引 起神经衰弱头 痛、血压升高 |
鼓膜出血、失 去听力 |
(6)冶炼过程中的冶金反应速率加快,脱磷脱碳速度比普通功 率的电弧炉有了成倍的提高。
概括来讲,目前超高功率电弧炉的基本特点是:功率水平在中 下(<850kV ∙ A∕t)的,采用废钢预热、热装铁水、输入辅助化 学能的手段用来提高台时产量;功率水平比较大的,除了采用以上
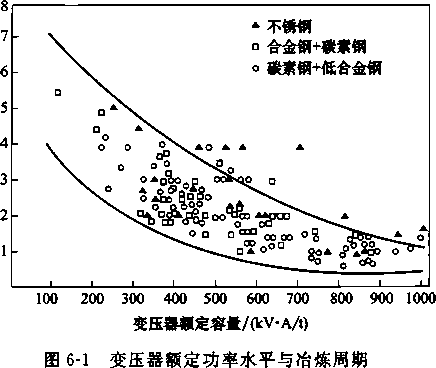
298
6.2现代电熏炉炼钢先进技术
措施外,还采用低配碳、底吹气搅拌的手段来体现超高功率电弧炉 升温速度快的优势。电弧炉的主要功能是快速熔化废钢,控制钢水 中碳、磷含量,满足所需的出钢温度,出钢过程粗调成分,按工序 质量控制要求向炉外精炼工位提供合格钢水。图6-1为变压器额定 功率水平与冶炼不同钢种的冶炼周期之间的关系。
6.2现代电弧炉炼钢先进技术
6. 2.1废钢预热技术
当电弧炉采用超高功率化、氧-燃烧嘴助熔、泡沫渣、二次燃 烧及强化用氧技术后,炼钢过程的废气量大量的增加。废气的温度 高达12OO〜15OO。C,废气带走的热量占总热量支出的15%〜20% 以上,相当于80〜120kW∙ h/t。采用废钢预热技术,其优点是能 耗降低13.5%〜20% (节电50〜IoOkW ∙ h/t)、电极消耗降低 29% (0. 15~0. 3kg∕t),降低粉尘30%,降低转换成本15%〜 21%,废钢预热的效果随预热温度的提高而提高。其中,双炉壳电 弧炉的功率利用率可达83% (一般电弧炉仅为72%),缩短冶炼时 间20%,增产10%〜20%。为了降低能耗、回收能量,在废钢入 炉前,利用电弧炉中排出的高温烟气进行废钢预热,是十分重要 的,但是有些废钢预热技术对环境的危害是十分明显的。二噁英、 映喃、硫化物、氯化物等气态物质在预热过程中排放在大气里,目 前还没有有效的环保治理措施,对于环境的影响即使通过现有环保 技术的处理预防,效果也不尽如人意,所以在一些发达的欧洲国 家,为了环境的优化,是不提倡废钢预热技术的,甚至是电弧炉炼 钢产生的废气,除了二次燃烧使一氧化碳进一步氧化放出的热能加 以利用外,烟气要进行水冷处理,以减少二嘿英及映喃的生成量, 满足环境保护的要求。随着我国经济技术和环保要求的提高,可以 预见,废钢预热技术面临着需要进一步的发展和改善,以满足环保 的需要。主要的废钢预热方式主要有以下几种。
(1)料罐预热法。据介绍,料罐预热法能回收废气带走热量的 20%〜30%,平均节电20〜25kW ∙ h/t,节约电极消耗0.3〜 0.5kg/t,提高生产率约5%。但料罐废钢预热带来的问题主要 如下:
299
第6章现代电弧炉炼铜的基本工艺特点
①产生白烟、臭气、二噁英、咲喃等公害,恶化了工作环境, 是产生职业病的一个主要源点;
②高温废气使料罐局部过热,从而降低了其使用寿命;.
③废钢预热温度低,预热废钢的量不大。
为了解决这些问题,虽然采取了一些弥补措施,如再循环方 式、加压方式、多段预热方式、喷雾冷却方式以及后燃方式等措施 对付白烟与臭气;采取水冷料罐以及限制预热时间、温度等措施来 提高料罐的寿命,但是,实际操作结果表明这些措施不尽理想,而 且这些措施均使原本废钢预热温度就不高(废钢入炉前温降大,降 至100〜200℃)的情况进一步恶化,综合效益甚微。
(2)双炉壳电弧炉的废钢预热技术。新式双炉壳电弧炉大部分 为直流双炉壳电弧炉。双壳炉具有一套供电系统、两个炉体,即 "一电双炉”。一座电弧炉冶炼时,产生的炉气通过烟道进入另外一 个装入了废钢的电弧炉,对废钢进行预热,冶炼结束后立即进行另 外一个废钢预热了的电弧炉冶炼,循环冶炼操作。废钢预热以后温 度可达300℃左右,总的电耗可降低30kW ∙ h/t左右,冶炼周期 可缩短至45min。这种电弧炉的示意图见图6-2。
转换开关
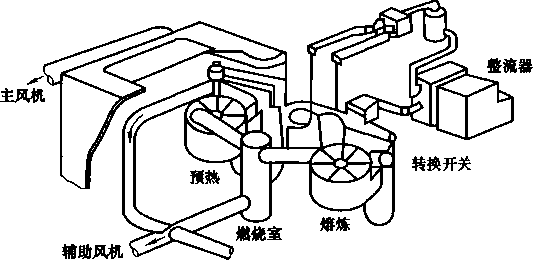
图6-2双炉壳的直流电弧炉
(3)炉料连续预热电弧炉。废钢连续预热电弧炉也叫康斯迪电 弧炉(Conteel Furnace),康斯迪电弧炉有交流和直流两种。这种 电弧炉采用较大的留钢量,使得电弧炉炉内始终有熔池存在。康斯 迪电弧炉是在连续加料的同时,利用炉子产生的高温废气对炉料进
300
6.2现代电弧炉炼钢先进技术
行连续预热。可使废钢入炉前的温度高达500℃,而预热后的废气 经燃烧室进入余热回收系统或除尘系统。根据理论核算后认为,这 种预热方式是最合理的预热方式之一,而且这种预热方式可以具有 以下的优点。
①这种电弧炉实现了废钢连续预热、连续加料、连续熔化, 提高了生产率,降低了冶炼电耗和电极消耗,减少了渣中的氧化铁 含量,提高了钢水的收得率。
②由于废钢熔化速度快,降低了穿井熔化过程的噪声,减少 了烟尘量以及对于电网的干扰,改善了生产车间的环境。在预热过 程中,烟气中的氧化物颗粒与废钢的碰撞过程中将有一大部分减速 停留在废钢中间,增加了金属的收得率约4%,而且降低了除尘的 负荷。
③输料道上的废钢被炉气的显热和二次燃烧的潜热预热后温 度可以达到600-650oC ,预热时候炉料中的有机物被高温炉气烧 掉,减少了钢液的氢、氯含量。
④熔池内的温度特别适合于连续脱碳、脱磷、脱硫的反应, 成分控制比较容易。
⑤可以连续生产一周左右不用打开炉盖,降低了热损失,降 低了电耗。
⑥因为炉内始终有熔池存在,所以提高了吹氧的效率,电弧 稳定,电极的消耗较低,提高了变压器的功率因数。
(4)竖窑式电弧炉。竖窑式电弧炉(简称竖炉)是FUChS公司 研制出的新一代电弧炉。竖炉同样有交流、直流,单炉壳电弧炉和 双炉壳电弧炉之分。为了实现100%废钢预热,FUChS竖炉又对原 有的竖式电弧炉进行了新的发展,第二代竖式电弧炉(手指式竖 炉)也已经在世界范围内推广使用。手指式竖炉可以实现100%废 钢预热。竖式电弧炉预热的简图如图6-3所示。
(5)多级废钢预热式电弧炉。多级废钢预热(multistage pre-heating) 技术是废钢预热技术的最新发展,多级废钢预热式电弧 炉的主要结构见图6-4。
多级废钢预热式电弧炉的预热原理、运行模式、组成和特点介 绍如下。
301
第6章现代电弧炉炼钢的基本工艺特点
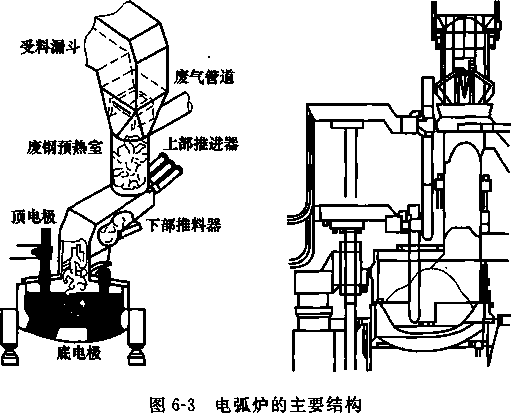
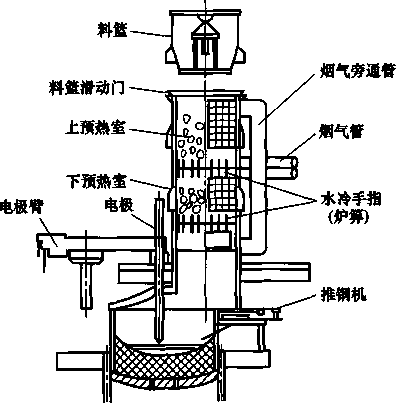
图6-4多级废钢预热式电弧炉示意图
①竖炉分两层预热室,上下两层都可以利用"手指”独立操 作开关。
302
6.2现代电3(炉炼钢先进技术
②在废钢加入电弧炉前,可以单独分批预热废钢。
③预热室分为3个工位:预热位、加料位和维修位。
④电弧炉冶炼开始后,高温烟气分为两路进入预热室,一路 进入下部预热室,另一路进入上部预热室,解决了竖炉废钢预热不 均匀,局部废钢预热温度过高粘"手指”的矛盾。
⑤该系统允许上部预热室不预热废钢时,废气可以直接从下 部预热室进入预热室预热废钢。废气在上下预热室之间汇集进入除 尘系统。
该系统在日本YamatoKOgy。厂使用后,各项经济指标优于传 统的竖炉单级预热的效果。
6.2.2强化用氧技术
近代电弧炉炼钢大量使用氧气,以达到强化冶炼效果的目的, 供氧量比普通功率水平的电弧炉有了大幅度的提高,一般吨钢氧耗 在20〜45m3/t之间,有的甚至达到50m3/t以上。强化供氧的结 果是冶炼速度和台时产量大幅度的增加,冶炼电耗明显下降,最低 的冶炼电耗达到180kW ∙ h/t。电弧炉强化用氧技术包括:氧燃烧 嘴或者氧油烧嘴助熔;炉门自耗式碳氧枪,炉门或者炉壁超声速水 冷氧枪,炉壁多点吹氧的超声速集束氧枪,用于脱碳和造泡沫渣, 实现炉气二次燃烧以达到节能降耗的二次燃烧氧枪以及能够实现二 次燃烧的多功能烧嘴;布置在渣线部位的自耗推进式底吹氧枪 Korf-arc系统等。它们的主要特点分别如下。
(1)氧燃烧嘴。西欧、日本、北美几乎所有的电弧炉都采用氧 燃烧嘴进行强化冶炼。因价格、燃料的来源及操作等原因,目前氧 燃烧嘴用燃气作燃料的较多,氧燃烧嘴也容易控制。在天然气充足 的地区,具备焦炉或者高炉生产条件的地区,采取氧燃烧嘴的经济 效益会比较明显,而且见效快。氧气-燃油烧嘴在燃气缺乏的地区 使用,使用效果是和设备维护水平与重视程度紧密关联的。国内张 家港润忠公司引进的90t竖炉上采用氧气-燃油烧嘴进行助熔,使 用效果较好。广州钢厂引进的ABB公司的60t直流电弧炉的氧气-燃油烧嘴(使用轻质柴油)的效果据介绍比较理想。目前随着大型 电弧炉生存环境的影响,采用氧燃烧嘴技术作为增加电弧炉钢竞争 力的主要手段正在普及。随着烧嘴优势的体现,促进了烧嘴技术的
303
现代电弧炉炼钢的基本工艺特点
发展,目前国内烧嘴的技术已经有了进一步的发展,集烧嘴、氧 枪、二次燃烧为一体的多功能烧嘴已经开始普遍使用。
(2)炉门氧枪。炉门氧枪分为消耗式与水冷(非消耗式)氧 枪,国内大多数的电弧炉使用炉门消耗式的氧枪。它的优点是操作 灵活,能够充分发挥氧枪"点热源"的作用,在脱磷、脱碳和留碳 操作,控制造泡沫渣操作方面具有独到的优势,它的缺点是必须人 工更换吹氧管,操作不当、枪管消耗较快时,工人的劳动强度较 大。炉门水冷超声速氧枪其主要优点是不需要更换枪管,水冷氧枪 的枪管使用寿命在200〜300炉左右,故障点少,减轻了操作人员 的劳动强度,脱碳速度快,控制泡沫渣时,渣中氧化铁含量比自耗 式氧枪控制泡沫渣的条件下,渣中氧化铁要低,氧气利用率较高, 有利于降低铁耗。缺点是操作的灵活性被限制。为了提高使用率和 供氧强度,有的厂家在炉门水冷碳氧枪上增加了喷吹燃烧气体或者 燃油的枪,在废钢加入炉内后,喷吹燃料,在炉门区废钢出现红热 状态时才使用水冷碳氧枪。在冶炼中受氧气压力等因素的影响,容 易发生氧化期的大沸腾事故。
(3)二次燃烧氧枪。二次燃烧技术虽然是最近几年的技术,但 发展很快,美国、日本、德国、法国及意大利等均达到工业应用水 平。二次燃烧氧枪也叫PC枪,国内有的厂家已经取得了这种枪的 专利。目前二次燃烧氧枪的形式有多种,有的是集成在炉门枪上的 专用PC枪,有的是布置在炉壁上专用的氧气喷嘴或者具有二次燃 烧功能的多功能烧嘴。
二次燃烧主要是利用废钢熔化和熔池脱碳族时,吹氧产生的 CO气体,使其燃烧放热,达到利用热能的目的。增加电弧炉的留 钢量、改进废钢的块度配比、增加必要的燃气助熔,是解决二次燃 烧氧枪利用率低的关键因素。.
(4)炉壁超声速集束氧枪。炉壁超声速集束氧枪技术是最近几 年流行的一门新技术。它的主要特点是:在电弧炉内实现多点吹 氧,多点喷炭。氧气射流的射流长度较长,最长的射流可以达到 2m,射流氧气能够射入熔池内部进行脱碳,脱碳速度较快,同时 采用燃气作为辅吹气体超声速集束氧枪还具有烧嘴的多种功能。炉 壁超声速集束氧枪的使用在提高劳动生产率,降低操作难度上发挥
304
6.2现代电弧炉炼钢先进技术
了积极作用。其主要缺点在于氧气射流到达熔池的距离过长,通常 需提高喷枪的流量以达到较高的射流速度,方能满足长行程的要 求,同时还必须有燃气或辅吹氧气、氮气、儘气作为环绕保护气 体。然而过度地使 用氧气会产生严重 的负面效应,如炉 壁反溅、耐火材料 的消耗加剧、电极 消耗升高、钢中溶 解氧含量普遍较高 等缺点,其冶炼过 程如图6-5所示。
(5)渣线供氧
图6-5采用炉壁超声速集束氧枪吹炼
的Korf-arc技术。这种在渣线部位增设自耗式的供氧技术在交流 电弧炉和直流电弧炉上先后投入使用过。一般是在炉门两侧渣线部 位,以及炉渣线部位侵蚀严重,炉衬寿命短,冶炼过程中不易 控制。
6. 2.3电弧炉底吹气技术
电弧炉底吹气技术(DPP)最早是在1980年德国蒂森特殊钢 公司∏0t电弧炉上实现了工业化应用,主要具有以下优点。
(1)促进了废钢的熔化,减少了冷区的软熔现象,有助于消除 电弧炉炼钢过程中存在的冷区。
(2)有益于提高钢渣界面的反应速度,有助于电弧炉粗炼钢中 夹杂物的吸附和去除,增加了脱磷脱碳的反应速度,对于缩短冶炼 周期有积极意义。
(3)增加了钢水在熔池内的运动速度,有助于消除熔池内的温 度不均衡现象,可以降低出钢温度。
(4)由于底吹气的搅拌作用,钢渣界面的反应更加趋于平衡, 降低了渣中氧化铁含量,有利于铁耗的降低。
(5)由于降低了电弧炉的出钢温度和渣中氧化铁的含量,提高 了炉衬的寿命。
由于以上的优点,电弧炉底吹气技术在最近几年里得到了重视
305
第6章现代电弧炉炼钢的基本工艺特点
和发展。底吹气技术主要是在电弧炉炉底成120。角分布装三块透 气砖,透气砖和套砖之间用炉底捣打料填充。第一炉使用时不供 气,透气砖受损严重时可以更换,更换方式与更换EBT套砖的方 法相似。电弧炉的冷区如图6-6所示,底吹气砖的分布见图6-7。 一般供气压力在0.3〜1.2MPa之间,搅拌气体的流量(标态)控 制在0.002〜0.001m3/(min∙ t)效果最佳。底吹气采用的气体有 氮气、二氧化碳气体以及氨气,使用範气作为底吹气体,可以降低 钢中的氮含量。为了降低成本,部分厂家在不同的阶段使用不同的 气体介质,在OberhaUSe厂,生产对氮不敏感的钢种时,熔炼时钢 水温度在1550C以下时吹氮,1550〜1650(吹氫气,因为钢水温 度在1550七以下,钢水吸氨的量较小。
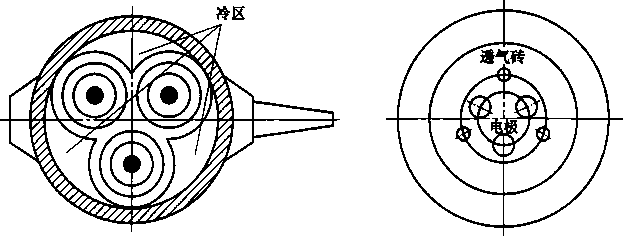
图6-6电弧炉冶炼中的冷区分布图 图6-7底吹气砖的分布简图
6. 2.4密封罩技术和高效除尘技术
电弧炉冶炼过程中的高分贝噪声、超声速氧枪和超声速氧燃烧 嘴吹炼条件下产生的噪声,严重地影响工作区域工人的听觉和工作 效率。为了降低噪声的危害,电弧炉采用冶炼过程中在电弧炉冶炼 区域加装密封罩的技术,正常使用时效果比较明显,可以降低噪声 10~30dBo这种密封罩一般是可以移动的,冶炼过程中关闭密封 罩,冶炼结束加料时打开密封罩进行加料的操作。
现代超高功率电弧炉炼钢时,由于强化用氧,产生的烟气非常 大,实际生产中在没有除尘系统运行的条件下,电弧炉冶炼时,厂 房内污染特别严重,甚至看不到行车和设备的运行状况,可以说没 有高效率的除尘设备,超高功率电弧炉的冶炼就不可能进行。高效
306
6.3现代电弧炉炼钢的基本工艺操作过程
除尘技术主要包括水冷烟道和厂房顶部的屋顶罩两部分。水冷烟道 将冶炼过程中产生的大部分烟气抽走,从电极孔和其他部位产生的 烟气和粉尘由屋顶罩抽走。水冷烟道的抽气量可以动态地使用电磁 阀调节,这种调节是根据冶炼的工艺要求决定的。
6.3现代电弧炉炼钢的基本工艺操作过程
6. 3.1 工艺准备
冶炼以前,为了保证冶炼的连续性,需要准备炼钢使用的各类 废钢铁原料、各类脱氧剂、辅助原料。废钢原料主要包括各种类型 的废钢、生铁、直接还原铁、铁水等;渣料主要有石灰、轻烧白云 石、萤石或者镁钙石灰等;铁合金根据冶炼钢种对于化学成分的要 求准备,常见的有硅铁、锺铁、辂铁、铝铁、铜铁、铀铁、钛铁、 铝铁等。脱氧剂主要有铝铁、铝块、硅钙坝合金、硅钙合金、铝铳 铁、电石、精炼剂以及各种类型的合成渣等。辅助原料有增碳剂、 喷吹炭粉、EBT填料;各类修补炉衬的耐火材料,主要是炉门快 补料、喷补炉衬的不定形耐火材料等。
基本工器具包括;测温枪、取样器和取样器铁杆、送样的铁夹 子、发送试样的炮弹、清理EBT的掀柄式烧氧枪、与之配套的吹 氧钢管、相应的乙焕气瓶、乙快气割刀、清理炉门用的叉车、撬 棒、铁锹、添EBT的漏斗、铁杆、处理断电极的专用夹子、各类 的吊具链条、长3m左右的钢丝绳、铁桶等。
冶炼的记录针对直流电弧炉和交流电弧炉不同。填写冶炼记录 的主要目的是对于冶炼过程中的数据做分析,为质量控制做参考, 为过程分析提供依据,找到和发现问题,以利于产能和总体系统的 提高。图6-8为交流电弧炉的工艺流程图,图6-9为某150t交流电 弧炉的物料平衡图。
电弧炉加料前准备与检查电弧炉加料以前冶炼工艺的检查内容 主要如下。
(1)第一炉冶炼时,在滑板测试结束以后,就可以直接填充 EBT;连续生产时,出钢结束以后,快速将炉体前倾10。〜15°,迅 速处理好EBT出钢口的冷钢残渣;关闭EBT挡板,用专用填料砂 灌满出钢口并呈馒头状凸起。
307
第6章现代电弧炉炸钢的基本工艺特点
铁水
废钢
散装料
粉剂
散装料
铁合金
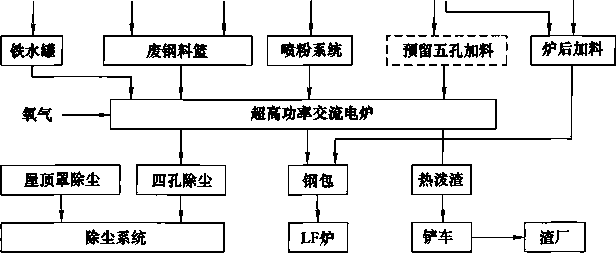
图6-8交流电弧炉的工艺流程图
铁合金 董石 石灰 白云石 生铁 1 1 ^⅛
料罐
含金加料系统
球 团 厂
二孔
一屋顶罩
标金线H展线机•
烟尘
喂线机
烟尘
废钢丁[粉,;7
废钢料篮
気气量气
铁水包I I网枪I收燃烧嘴11吹量阀门站
150t交流电炉
烟尘钢水
150t钢包
150t钢包精德炉
15QtVD 炉
连铸机
渣场
伊车
脱氧剂
VD炉加料系统一铁合金
图6-9某150t交流电弧炉的物料平衡图
(2)摇平炉体,同时及时用铲车清理炉门残渣,并用炉门快补 料修补铺平炉门。
(3)仔细观察炉体情况,尤其是渣线和炉门下巴部位,发现侵 蚀凹坑时"应及时趁热喷补。
308
6.3现代电弧炉炼钢的基本工艺操作过程
(4)检查各类水冷系统、管道、风机、电气及炉底测温系统、 压力、炉坡温度等情况,计算机画面中有无异常和报警现象,检查 确认正常即可进料通电操作。
6.3.2进料操作
进料操作步骤如下。
(1)旋开炉盖;’
(2)将料篮吊至炉体上方,高度为料篮底与炉体上沿大致为同 一平面,打开蛤壳式料篮;
(3)清除炉体上沿废钢,旋回炉盖;
(4)第一篮料加入炉膛后,送电冶炼到加第二篮料的时间间隔 约10〜20min,或视输入功率和烧嘴的使用情况而定,原则是根据 第二批料的配料量的情况,确认炉内废钢基本熔清或者70%以上 的废钢已经熔清,不会发生第二篮废钢料入炉以后料高,炉盖旋转 不进来的压料事件。
6. 3.3冶炼操作
冶炼操作步骤如下。
(1)送电操作。根据废钢的具体情况、炉况及有关工艺卡选择 相应的供电曲线。进行自动或者手动送电。
(2)通电以后开始吹氧助熔,包括第一次加料和第二次加料。 熔池形成后,喷炭粉造泡沫渣,泡沫渣高度要求500〜150Omm 左右。
(3)吹氧采用超声速碳氧枪,氧气压力一船控制在0.8〜 1. 8MPa;流量(标态)为30 ~ 85m3/min;炭粉流量为20 ~ 110kg∕mini压缩空气压力不低于0.6MPa。吹氧同时喷炭造泡 沫渣。
(4)溶池形成以后,根据钢种磷含量要求及时地放渣操作,确 保脱磷效果。
(5)氧化后期,当炉内钢水温度达到1560°C时,炉料基本全 部熔清以后,取样分析钢水中的化学成分。
(6)取样、测温和定氧使用专用的脱氧取样器沿炉门下角插入 钢渣下约300mm,探头在钢中停留时间:测温3〜7s,取样5〜 IOs,定氧 6~10s°
309
•第6章现代电弧炉燥钢的基本工艺特点
(7)根据分析结果和钢水中的氧、碳含量,按工艺卡要求配脱 氧剂、合金及辅料,并将操作指令发送给高位料仓。脱氧剂、合金 及辅料加入顺序按工艺卡执行。
(8)当钢液成分和温度符合工艺卡要求,脱氧剂、合金、辅料 及钢包准备就绪后就可以做出钢的准备。
6. 3.4出钢操作
出钢操作步骤如下。
(1)钢包在出钢前3〜5min开到出钢位,包衬至少呈暗红色 (烘烤温度超过IoOo℃),包衬无损坏,包内无冷钢残渣,钢包就 位后打开気气,透气畅通;若检查透气砖发现不透气不允许出钢, 必须换包处理。
(2)合金、脱氧剂、增碳剂准备就位。
(3)停电,电极提升到出钢位,炉子后倾3。〜5°;将操作台控 制权释放到出钢台,出钢台允许出钢台激活的信号到达以后,激活 出钢台,检查出钢条件,一般情况下,出钢条件不满足,出钢台不 能激活。激活出钢台以后,同时打开EBT保险装置,开启EBT滑 板出钢,并逐步增大炉体倾角。
(4)出钢量达到出钢总量的约1/5时,向钢包加入事先配算好 的合金及各类辅料。检查料仓中的材料是否完全加入钢包内,出钢 量按作业计划执行,出钢尽量保证不下渣,不带渣。出钢量达到目 标要求时,迅速摇回炉子、并使炉体前倾约10°〜15°,钢包离开 后,对EBT进行清理,进入下一炉的填充EBT的循环操作过 程中。
6.4直流电弧炉冶炼工艺操作要点
(1)直流电弧炉的冶炼启动。直流电弧炉特殊的电极结构决定 了直流电弧炉冶炼开始的特殊性,一般在开始冶炼第一炉以前,要 做启动起弧的准备。这种准备有的是要做底电极的起弧台架,有的 要做不同形式的起弧电极。石墨电极起弧有以下三种方式。
①水冷棒式的底电极要在底电极上焊接起弧台架,这种起弧 台架根据底阳极的数量来制作,比如有四根底电极的起弧台架,就 要做一个没有桌面的"矩形桌子”,桌子和桌子的四条腿由铸坯制
310
6.4直流电弧炉冶炼工艺操作要点
作,使用人工与底电极焊合在一起,然后在起弧台架中间加入一些 切头废钢,或者堆比和导电性能良好的废钢,然后送电起弧冶炼。
②第二种方式与交流电弧炉冶炼的起弧方式相同。在第一批 料加入一些优质废钢以后,就可以直接通电冶炼。
③采用启动电极。启动电极和普通电极一样,包括一个立柱、 液压缸、带夹持器的电极臂和一根石墨电极。它恒定地和阳极相连 并且通过炉顶进入炉内,接近中心处阴极的电弧电极。启动电极不 需要进行电极调节,只是通过其本身的自重压向废钢铁料。起弧后 15min左右,炉底聚集了足够数量的钢水以后,再切断起弧电极通 路,退回启动电极,把启动电极升高到炉底以上,并且使用液压缸 把炉顶启动电极的孔密封以后,就可以正常使用阴极石墨电极使直 流电流过底阳极,进行正常冶炼了。很多大容量直流电弧炉采用了 启动电极,启动电极的电源是单独的,电流很小,但需要有足以起 弧的电压。启动电极能够有效地阻止电流集中在大块废钢和导电弧 炉底之间,保护了炉底不至于过早地损坏。
(2)直流电弧炉冶炼对留钢的要求。直流电弧炉的一个主要的 特点就是出钢时不能把钢水出尽,要有一定数量的留钢,否则底电 极内出现孔洞,与废钢接触不良会出现底电极不导电的事故。对于 有热装铁水的情况下,这种钢水出尽后,可以兑加铁水弥补留钢, 没有铁水的条件,出尽留钢后,只有加入起弧台架帮助起弧或者采 取启动电极的措施帮助起弧。对于水冷棒式的底电极,在废钢加入 后发现不导电的情况,只有吹氧升温,以高温来实现熔融钢液与底 电极的打通。
(3)直流电弧炉对渣料加入的要求。对于渣料采用料篮加入方 式的直流电弧炉来讲,由于渣料的导电性能差,为了防止石灰或者 白云石加入时堆积在底电极,发生不导电的事故,所以直流电弧炉 的渣料控制在第二批料加入。在有合适的留钢量的情况下,第一批 料也可以加入,但是带有一定的不稳定性。采用炉顶加料系统加料 的电弧炉,渣料也是在废钢加入以后,电弧炉送电冶炼开始以后加 人的。
311
第7章配料计算和合金钢冶炼
7. 1装料前的配料计算
7.1.1装料前的配料方法
配料根据冶炼方法不同,可以分为氧化法配料、返回吹氧法配 料和不氧化法配料。
(1)氧化法冶炼配料。氧化法冶炼炉料主要是废钢和生铁,炉 料中汤道钢和中注管废钢的配入量一般不超过炉料总量的10%o 为了保证氧化期的良好沸腾和冶炼的正常进行,对炉料中的主要元 素含量有一定的要求。
①碳。炉料中的含碳量应该保证氧化期有足够量的碳进行氧 反应,达到去气、去杂物的目的。配碳量根据熔化期碳的烧损、氧 化期的脱碳量和还原期增碳量这3个因素来确定,要求炉料熔清时 钢中碳量高出成品规格下限O∙ 3%〜0.4%。因此,当熔化期吹氧 助熔时,配碳量应该高出规格下限0.65%。但配碳量也不能过高, 否则延长氧化时间并使钢液过热。
②硅。通常硅不人为配人,而是由炉料带入,一般不大于 0∙8%,炉料含硅量过高会延缓钢液的沸腾。
③毓。一般钢种配料时对锺可以不考虑,通常熔清后锤含量 小于0.3%,否则也会延缓熔池沸腾。
④磷和硫原则上是越低越好。通常熔清后的磷含量应小于 0.05%, —般不超过 0.08%。
此外,对于一般钢种,炉料全熔后,钢液中馅、鎳、铜的含量 不得大于钢的规格要求。对于含铝的合金钢,炉料中的馅也不能配 得过高,否则馅的大量氧化会使炉渣黏度增加,阻碍脱磷和脱碳反 应的正常进行。
312
7.1裝料前的配料计第
氧化法配料,炉料的综合收得率一般按95%〜97%计算。
(2)不氧化法冶炼配料。不氧化法冶炼时,炉料应该由清洁少 锈、干燥的本钢种返回料、类似本钢种的返回料、碳素钢以及软铁 组成。炉料中磷应该确保比成品规格低0∙005%以上;碳比成品规 格低0.03%〜0.06%;配入合金元素应接近成品规格的中下限。 通常,炉料的综合收得率按98%计算。
(3)返回吹氧法冶炼配料。返回吹氧法的炉料是由返回钢、碳 素钢、铁合金以及软铁等组成,其中返回废钢约占40%〜80%。 如果需用生铁配碳时,应该用低磷、硫生铁,其用量不超过炉料 的 10%。
炉料中的碳量应保证全熔后能吹氧脱碳0∙20%〜0.40%。磷 配得愈低愈好,至少要比规格低0.005%。某些钢种为了升温及减 少合金元素的烧损,还需配入一定数量的硅和镂。
返回吹氧法炉料综合收得率通常按95%〜97%计算。
7.1.2配料计算
(1)配料计算步骤及公式
第一步:确定出钢量。
出钢量=(钢锭单重义钢锭支数+每块锭盘汤道及中注管质量X 锭盘数+注余质量)X相对密度系数
(7-1)
式中注余质量——为出钢量的0.5%〜1.0% (炉容量小可取 上限);
相对密度系数——以45号钢的密度(7.81t/m3)为标注密 度,依次换算出不同钢种的相对密度系数(表7-1),对出钢量进 行校正。
第二步:计算炉料装入量。
结出钢量一矿石进入钢液纯铁量一添加铁合金量,7加 装人重 钢铁料综合收得率 W
式中,矿石进入钢液纯铁量=每吨钢加矿量X钢水量X矿石含 铁量X收得率。
添加铁合金量=
出钢量X(控制含量一炉内含量) 铁合金成分一收得率
(7-3)
313
第7章配料计算和合金钢冶炼
«7-1各种钢种相对45号鋼的密度系数
|
钢种 |
相对密度 /(t∕m3) |
钢种 |
相对密度 /(t∕m3) | ||
|
38CrMoAI55~60Si2Mn |
0. 9859 |
不 锈 钢 |
Cr25Mo3Ti,l 〜4 Crl3 >Cr5Mo |
0,9859 | |
|
20~3 O CrMnSi |
0. 9923 | ||||
|
Cr3Si4,15Crl4MoV, CrMo A15 5 |
0.9923 | ||||
|
45,15 〜70,15 〜65Mn, 10—50Mn2,27SiMn, 35SiMn,15 ~5C)Cr, 55CrMn,20 〜50CrV, 30 〜35CrMo ,12CrMoV, 18CrNiW,GCr6, GCr9,GCrl5 |
1. 0000 | ||||
|
4Cr3Si4,15Crl4MoV, Crl8MnlONi2Si2N |
1. 0115 | ||||
|
lCr!8Ni9(Ti), Crl8Nil8Mo2Cu2Ti, Crl8Nil2Mo2Ti,Cr23Nil8 |
1.0243 | ||||
|
10,20MnV,16Mo, 12 〜35CrMO V, SOCrNiMOCrNiMo |
1. 0051 |
l~4Crl4Nil4W2Mo, 3Crl9Ni9W2Mo |
1. 0435 | ||
|
工 具 钢 |
Crl2MoV |
0. 9858 | |||
|
08F,08,F40CrNi |
1. 0077 |
Crl2MoV,T7-T12, 9SiCr,Cr2,W,W2 |
1.0000 | ||
|
不 锈 钢 |
0~lCr25A15 ,Cr20A15Co2 |
0. 9090 | |||
|
Mo9Cr4V2 |
1.0077 | ||||
|
0-lCrl7A115,Cr8A15 |
0. 9212 | ||||
|
4-6CrW2Si |
1.0115 | ||||
|
Crl2A14,Cr8A15 |
0. 9347 | ||||
|
W2Mo9Cr4V |
1. 0243 | ||||
|
4Cr9Si2,4CrlOSi2Mo, Cr20Si3, Cr24 A12S, Cr25S2, Cr25Ti2,Crl7Mo2Ti |
0. 9730 |
W6Mo5Cr4V2,CrW5 |
1. 0435 | ||
|
W9Cr4V2 |
1. 0627~ | ||||
|
3Cr2W8V |
1.0691 | ||||
|
Cr6SiMo,Crl3Si3, Crl7A14Si,Cr28Si2, 9Crl8,Crl7(Ti) |
0.9859 | ||||
|
W12Cr4V4Mo |
1.0930 | ||||
|
W18Cr4V |
1.1139 | ||||
氧化法冶炼每吨钢加矿石15kg (矿氧结合)或加矿40kg (不 吹氧),矿石含铁量约60%,铁的收得率可按80%计算。
第三步:算出各种炉料的配入量。
各种炉料配入量=装入量X各种料的配比 (7-4)
氧化法冶炼时,通常要使用大量的生铁来配碳,以确保氧化期 有足够的脱碳量。因此,在配料计算中必须确定生铁的配入量,生
铁配入量可用式(7-5)估算。
而圧βt昌=装入量X(配碳量一废钢含碳量) 就生铁童-生铁平均含碳量一废钢含碳量
(7-5)
生铁平均含碳量为4%,废钢平均含碳量根据来源而定,通常
314
7.1装料前的配料计算
为0. 25%左右。
有时配料中用废电极块来配碳,以减少低磷、硫生铁用量。电 极块配入量用式(7-6)估算。
电极块配入量=
废钢配料质量X所需增碳量 电极块成分X收得率-
(7-6)
电极块成分含碳约99%,收得率可按80%计算。
(2)氧化法配料计算举例
[例7-口 氧化法冶炼45号钢,用下注法浇铸2t重方锭8根, 肠道及中注管重200kg,注余重150kg,炉料由50%的外来废钢, 返回废钢及低磷硫生铁组成。使用的铁合金料为:FwMn含锌量 70%,收得率为98%; Fe-Si含硅量75%,收得率90%。求配料 量及炉料组成?
解出钢量=(2000X8 + 200Xl + 150)><l. 0 = 16350 (kg)
矿石进入纯铁量=(16350 X 15/1000) X 60% X 80% = 118
(kg)
添加量Fe-Si
16350x(0.26%-0.03%)_八、
75%X9O% =56 (kg)
运n 16350×(0. 65⅝-O. 10%) 、
添加量 FbMn=....70%X98%....= 131 (kg)
装入量=16350_1幫/(131 + 56) =]6890 (kg)
外来废钢= 16890X50%=8445 (kg)
1689O×(l. 05⅝-0.25⅜) ,,.
配生铁里=----4% —0.25%----= 3603 (kg)
返回废钢量= 16890 —8445-3603 = 4842 (kg)
计算结果为:炉料由返回废钢4842kg,外来废钢8445kg及生 铁3603kg组成。
(3)高合金钢配料计算举例。高合金钢的配料计算要比低合金 钢复杂,实际生成中有多种配算法,现介绍最基本的配料方法。配 料公式变为
装人量=总进炉量一还原期补加合金总量 (7-7)
总进炉量=综^關率 (7-8)
315
第7章 配料计算和合金钢冶炼
还原期补加合金量=
出钢量X控制成分一装入量X配料成分X熔清收得率 合金成分X收得率
根据上面公式可得出:
装入量=出钢量X
1 。 控制成分
综合收得率,合金成分X收得率
1 。配料成分X熔清收得率 乙合金成分X收得率
(7-9)
[例7-2] 采用返回吹氧法冶炼ICrl8Ni9Ti,出钢量为 16400kg,炉料综合收得率为95%,其他计算数据见表7-2。
|
表7-2冶炼ICrl8Ni9Ti计算敷据 单位:% | |||||||
|
合金元素 |
C |
Cr |
Ni |
Mn |
Si |
Ti |
P |
|
控制成分 |
0. 06 |
18 |
9.8 |
1.5 |
0.65 |
0. 5 |
≤0. 025 |
|
配料成分 |
0.35 |
9 |
10. 0 |
1.0 |
0.8 |
≤0. 020 | |
|
合金中元素含量 |
60 |
99. 9 |
98 |
75 |
30 | ||
|
熔清收得率 |
80 |
98 |
50 |
20 | |||
|
还原期收得率 |
96 |
93 |
98 |
90 |
60 | ||
炉料由GCrl5切头、本钢种返回料、鎳板、硅铁及软铁等 组成。
解
装入量= 1640OX
一 / 18% [ 9.8% I 1.5% I 0.65% ∣ 0.5% ;
萌%-[6Q%X^%+99.9%X98% + 98%X98%^l^75%X90%+3()%X60%)
I ∕9%X8Q% I 1Q%X98% ∣ 1.Q%X5Q% ∣ 0.8%X2Q%∖
_ 1 (60%X96%十99.9%X98%十 98%X98% 十 75%X9Q% 丿 .
*16400X0.765 = 12546 (kg)
如炉料配入GCrl5切头3000kg,本钢种返回料配入量为
12546×9⅝-3000×l. 5% 八、
---------18%---------= 6023 (kg)
配入锦板量为
12546X10%-6023><9∙8%
" 99.9%
= 665 (kg)
316
7.2熠化期的配料计算
配入Fe-Si量为
12546×0. 8⅜-(6023×0. 65⅜ + 3OOO×O. 26⅝) 八、
....................................= 71(kg)
其余炉料由软铁配足,软铁用量为
12546-3000-6023-665-71-13 = 2774 (kg)
配碳电极块量为
12546X0. 35%-(3000XI. 0%+ 6023X0. 06%) 一…,,、
99%χ80% 丿
验算炉料中磷含量是否符合要求,炉料中磷含量为
3000X0. 015⅜+6023×0. 025% + 2774X0. 01%_n /
-------------------12546 =0-
验算结果符合要求。
所以炉料由本钢种返回料6023kg, GCrl5切头3000kg,锦板 665kg, Fe-Si 71kg,软铁 2774kg 和电极块 13kg 组成。
7.2熔化期的配料计算
熔化期造渣主要是控制石灰加入量。石灰加入量计算的基本方 法是:首先根据炉料中的含硅量,算出炉渣中(SiO2)的含量, 再根据熔化期炉渣所需的碱度R计算需要多少石灰(CaO)。
7. 2.1每吨钢的垫底石灰加入量计算法
硅在熔化期有90%氧化成SiO2进入炉渣,SiO2质量应为
[Si] + 2[Feo]—(SiO2)+2[Fe]
28 60
1000 X [Si] X 90% Z
渣中SiO2的质量为
ɪ= 1000× [SiJ X 90% X 60/28
碱度为
R = (Cao) = Cao 质量/渣量=CaO
-(SiO2) - Sio2质量/渣量一否5
所以:CaO=Sio2 XR
每吨钢加入垫底石灰量(kg/t)为
县 _1000 X [Si] X 90% XRX 60 白欢重一-石灰中CaO含量% X28
317
第7章配料计算和合全饵冶⅜⅛
例如:冶炼45号钢,炉料含硅为0.45%,熔化渣控制碱度
R=1.7,石灰含Cao为85%,则每吨钢应加垫底石灰量为
H1000X0. 45⅞ X 90% XI. 7X60 仙
石灰量=-------85%×28-------=17.4 (kg∕t)
或者说是占料重的L 7%。
从石灰加入量的计算可知,如果炉料含硅量高,垫底石灰或熔 化期石灰要多加些。
7.2.2加矿后补加石灰量计算
熔化期如果往炉内加矿石,由于矿石含SiOz,所以要补加一
些石灰,石灰补加量根据矿石所含SiO2而定。
向炉内加入每公斤矿石需补加石灰量为
石灰补加量
RX矿石中含[Si02] 石灰中含CaO
(7-10)
例如:上例中如熔化期往炉内加入矿石每吨钢5kg (矿石含
SiO2为7%),则每千克矿石还需补加的石灰量为
l∙7X7%i 1 、
— 0∙14 (kg)
即每千克矿石须补加0.14kg石灰,每吨钢水补加石灰为 0.14×5 = O. 7kgo
综上所述:熔化期的主要任务是快速熔化固体炉料和降低炉料 中的磷含量。因此,要求料在炉内合理分布;快速补炉和装料;采 用合理的配电操作,根据变压器的条件,供给最大功率,使用高电 压、大电流,防止短路跳闸,适时使用电抗器;及时吹氧助熔;注 意造好熔化渣,控制渣量。在熔化期,要做好主次各项工作,达到 快速熔化,降低电耗,增大脱磷量。同时应避免在熔化期大量脱 碳,为氧化期碳氧反应创造条件。
7.3氧化期进行配料计算
矿石的加入量必须适当,如果加入矿石过多,氧化末期钢中碳 会降得过低,剩余氧量过多,给还原期操作带来麻烦,而且浪费矿 石、延长冶炼时间。相反,如果矿石加入量过少,脱碳量就不够, 达不到去除气体及夹杂物而纯洁钢液的目的,从而影响钢的质量。
318
7.3氧化期进行配料计算
为此,对铁矿石的加入量要有一个大致的估算,将炉前矿石加 入量的经验数据结合起来,再根据具体炉况酌量增减,就可以做到 "胸中有数"。
下面介绍铁矿石的计算方法。
铁矿石加入炉内经过分解反应,以FeO形式提供氧使元素氧 化。因此,铁矿石的加入量主要是根据下列几方面需要FeO的数 量而计算得出的。
①渣中FeO在氧化末期要求达到的含量(15%〜20%);
②氧化钢中元素(C, Si, Mn, P)需要Fe0; ③氧化末期钢中含氧量[O]*0∙03%所需要的Fe。。
计算条件为:使用含Fe2O3 90%的赤铁矿石,氧化末期,钢中 氧量[O] = 0. 03%,渣中(Feo)含量保持20%,渣量按5%控制。
计算步骤与方法如下。
第一步:计算Ikg赤铁矿石提供的(Feo)量或提供的氧量。 Fe2 O3+Fe ^=3FeO 160 216
1X90% Z
160 : 216 = 0. 9 : Z ɪ=216×0. 9/160 = 1. 215 (kg) Ikg赤铁矿石可以提供1. 215kg FeOo
(FeO)-[Fe] + [O]
72 16
1.215 Z
72 ≈ 16 = 1. 215 : Z x=16×l. 215/72 = 0. 27 (kg)
第二步:计算为保持渣中Feo为20%, It钢所需要的矿 石量。
已知渣量为5%,则It钢的渣量为
1000×5⅝ = 50 (kg)
渣中FeO质量为
50×20⅜ = 10 (kg) 使渣中保持IOkg FeO所需要的矿石质量为
319
第7章配料计算和合金钢冶炼
10/1. 215 = 8. 2 (kg)
为保持渣中FeO为20%, It钢需要8. 2kg铁矿石。
第三步:计算氧化钢中元素1.0%时,It钢所需要的铁矿石, 即It钢氧化IOkg元素时所需要的铁矿石。
氧化l%Si:
[Si] + 2( FeO)---=( SiO2 )+2[Fe]
28 144
10 工
28 ≡ 144 = 10 :卫
N=I44X10∕28 = 5L 4 (kg∕t)
氧化1% Si时It钢需要51. 4kg FeO,折算成铁矿石为
51. 4/1. 215 = 42. 3 (kg∕t)
氧化1% Mn时:
[Mn] + (FeO)^=(MnO) + [Fe]
55 72
10 Z
55 : 72 = 10 ; Z
n = 72X 10/55 = 13 (kg∕t)
折算成铁矿石为
13/1.215 = 10. 7 (kg∕t)
氧化1% Mn时,It钢需要10. 7kg铁矿石。
氧化1% P时:
2[P] + 5(FeO)-(P2O5)+5[Fe]
62 360
10 N
62 ≈ 360 = 10 : H
x = 360×10∕62 = 58 (kg∕t)
折算成铁矿石为
58/1. 215 = 47. 7 (kg∕t)
氧化1% P时,It钢需要47. 7kg铁矿石。
氧化1% C时:
320
7.3氧化期进行配料计算
[C] + ( FeO)^(CO) + [Fe]
12 72
10 Z
12 ≡ 72=10 : Z
x=72× 10/12 = 60 (kg∕t)
折算成铁矿石为
60/1. 215 = 49. 3 (kg∕t)
氧化1%C时,It钢需要49. 3kg铁矿石。
第四步:计算为提供氧化末期钢中[O] = 0.03%, It钢所消 耗的铁矿石量。It钢含量为IOOOXO.03% = 0.3 (kg)
折算成铁矿石为:
0. 3/0. 27=1.1 (kg)
为提供氧化终点[O] = 0.03%, It钢所消耗LIkg铁矿石。
综合以上计算可以得出It钢水所需要铁矿石量(kg∕t)计算 公式如下。
铁矿石量=8. 2 + 42. 3[∆Si] + 10. 7[∆Mn]+ (7-II) 47. 7[∆P] + 49. 3[∆C] + 1.1
式中 △0、Mn、∆P. ∆C--被氧化去除的含量,%。
[例7-3]某一电炉钢水量为36. 5t,自熔化期到氧化期总共 被氧化掉的硅、锺、磷、分别为[∆Si] = 0. 07⅜, [∆Mn] =
0.10⅜, [∆P] = 0. 02⅝, [∆C] = 0. 30%,试计算该炉钢的矿石需 要量?
解It钢水需要矿石为
8. 2 + 42. 4X0. 07 + 10. 7X0. 10 + 47. 7X0. 02 +
49. 3X0. 3 + 1.1 = 29. 08 (kg)
氧化期总的铁矿石加入量为
36. 5×29. 08 = 1601. 4 (kg)
答:该炉钢的铁矿石需要量为1601.4kg。
但必须指出,这是按平衡条件计算的理论值,实际上供氧量要 远大于平衡值。通常实际生产中,氧化0∙01%碳,按It钢加入1〜 1.5kg矿石进行计算。
321
第7章 配料计算和合金钢冶炸
7.4还原期进行配料计算
只有正确地计算合金加入量,才能顺利地控制钢的化学成分, 才能合理地使用合金料,所以必须掌握合金加入量的计算方法。 7.4.1合金加入*的计算
(1)钢水量的校核。在实际生产中,由于计量不准,炉料质量 波动大或操作的因素(如吹氧铁损、大沸腾跑钢、加铁矿等),会 出现钢液的实际质量与计划重量不符,给化学成分的控制及钢的浇 铸造成困难。因此,校核钢液的实际重量是正确计算合金加人量的 基础。
首先找一个在合金钢中收得率比较稳定的元素,根据其分析增 量和计算增量来校对钢液量。计算公式为
P∆M=Po∆M°或 P=PO鶏 (7-12)
式中P-钢液的实际质量,kg;
R--原计划的钢液质量,kg;
∆M0—取样分析校核的元素增量,%;
∆M一按R计算校核的元素增量,%。
公式中用锦和铝作为校核元素最为准确,对于不含锦和铝钢 液,也可以用锺元素来校核还原期钢水质量,因为毓受冶炼温度及 钢中氧、硫含量的影响较大,所以在氧化过程中或还原初期用毓校
核的准确性较差。氧化期钢液的重量校核主要凭借经验。
[例7-4]原计划钢液质量为30t,加铝前铝的含量为0.12%, 加铝后计算铝的含量为0.26%,实际分析为0.25%。求钢液的实
际质量。
解
r,-30000X (0. 26% — 0.12%) 广 0. 25% - 0. 12%
32308 (kg)
由本例可以看出,钢中铝的含量仅差0∙10%,钢液的实际质 量就与原计划质量相差2300kgo然而化学分析往往出现 ±(0.01 %〜0.03%)的偏差,这对准确校核钢液质量带来困难。 因此,式(7-12)只适用于理论上的计算,而实际生产中钢液质量 的校核一般采用式(7-13)计算。
322
7.4还原期进行配料计算
P=
(7-13)
式中P—钢液的实际质量,kg;
G-校核元素铁合金补加量,kg;
C—校核元素铁合金的成分,%;
∆M一取样分析校核元素的增量,%。
[例 7-5] 加到0.25%, 质量。
往炉中加入铝铁15kg,钢液中的铝含量由0.2%增 已知铝铁中铝的成分为60%。求炉中钢液的实际
解
[例 7-6]
d_ 15×60⅜ _ 1、
P-0. 25%-O. 20%-18000(kg)
冶炼20CrNiA钢,因电子秤临时出故障,装入的钢
铁料没有称量,由装料工估算装料。试求炉中钢液质量。
解 往炉中加入練板IOOkg,钢液中的鎳含量由0.90%增加 1.20%,已知線板的成分为99%,则
p^l. 20%-0.90⅜-33000(kg)
[例7-7]电炉炼钢计划钢液量为50000kg,还原期加毓铁前, 钢液含毓0.25%,加镂铁后,计算含毓量为0.50%,实际分析含 毓为0.45%,求实际钢液质量。
p 50000X(0. 5⅜-0. 、
解 P=—0.45%—0.25%--62500(kg)
(2)碳钢、低合金钢的合金加入量计算。设已知钢水质量为P 千克,合金加入量为G千克,合金成分为c%,合金收得率为7%, 炉内钢水分析成分为6%,则合金加入量的成分α%可用式(7-14) 表7K。
—P6+Gcq α= P+G7
(7-14)
由上式可得:
^-P(α~⅛) (c —a)7
(7-15)
碳钢和低合金钢由于合金元素含量低,合金加入量少,合金用 量对钢液总质量的影响可以忽略不计。合金加入量一般采用下式近
323
第7章配料计算和合金钢冶炼
似计算。
G=PBT) (7-16)
式中G合金加入量,kg;
P——钢液质量,kg;
a——合金元素控制成分,%; •
⅛——炉内元素分析成分,%;
C--铁合金中的元素成分,%;
7—合金元素的收得率,%。
[例7-8J冶炼45号钢,出钢量为25800kg,炉内分析毓为 0.15%,要求将毓配到0.65%,求需要加入多少含锤为68%的钵 铁(钵的收得率按98%计算)?
解毓铁加入量
„_25800X(0. 65⅝-0.15%) 68%X98%
193. 6 (kg)
验算:
[Mn] =
25800X0. 15% + 193. 6X68%X98%
25800 + 193. 6
×100⅜ = 0. 65%
[例7-9]电弧炉氧化法冶炼20CrMnTi钢,炉料装入量为 18. 8t,炉料综合收得率为97%,有关计算数据见表7-3,计算钵 铁、馅铁、钛铁、硅铁的加入量?
表7-3冶炼20CrMnTi钢计算数据 单位:%
|
元素名称 |
Mn |
Si |
Cr |
Ti |
|
控制成分 |
0.95 |
0.27 |
1. 15 |
0. 07 |
|
分析成分 |
0.60 |
0. 10 |
0. 50 | |
|
合金成分 |
65 |
75 |
68 |
30 |
|
元素收得率 |
95 |
95 |
95 |
60 |
解炉内钢水量
P=18800X97% = 18236 (kg)
合金加入量
324
7.4还原期进行配料计第
Gpe-Mn
18236X(0. 95%-O. 60%) 65%X95%
103 (kg)
„ _18236X(0. 27⅜-0.10⅜)
GFbSi 75⅝X95⅝ '
=44 (kg)
GFbCr
18236X(1. 15⅝-0. 50%) 68%X95%
183 (kg)
GFbTi
18236X0. 07⅞ 30%X60%
=71 (kg)
验算:
钢水总量 P = 18236 + 103 + 44 + 183 + 71 = 18637 (kg)
[Mn] = 18236 X O. 60 % X 65 % X 95 % χ ^。% = °. 93%
[si>18236X0.10% + 44X75%X95%xl00% = ()27%
[Cr] = 18236X0.5%68%X95% 义^。% =12%
[Ti]="义凜3产% ×100%=0.07⅜
由上两例的计算结果可以看出,当钢中加入的合金量不大时, 计算结果与预定的成分控制相符,如果合金加入量大时会产生 偏差。
实际生产中,往往使用高碳铁合金调整钢液成分,通常要首先 计算钢水增碳量,然后再计算元素增加量。方法步骤如下。
第一步:根据允许增碳量来计算加入合金量。
G=袴 (7-17)
式中G..铁合金加入量,kg;
P——钢水量,kg;
∆C——增碳量,%;
Cg—铁合金含碳量,%。
第二步:根据第一步算出的铁合金加入量,计算出合金元素成 分的增量。
△M=曽 (7-18)
325
第7章配料计算和合金钢冶炼
式中G——铁合金加入量,kg;
P..钢水量,kg;
△M一合金元素的增量,%;
C—铁合金中元素成分,%;
7—合金元素成分的收得率,%。
第三步:根据上述计算结果,如果元素含量仍低,则需用中、 低碳合金补加;如果元素含量超过,说明铁合金加入过多,应按 G=P(a-b)∕(cη)计算。
[例7T0]冶炼45号钢,钢水量50t,吹氧结束终点碳为 0.39%,毓为0.05%,现用含错68%、含碳7.0%的高碳毓铁调 整,锺元素收得率为97%,试进行计算。
解 需增碳0∙06%,计算出高碳^铁加入量。
C _50000X0. 06⅝-,oo c 八、
GFe-Mn γ~° % 4Zo. O (kg)
计算镒元素的增量。
428. 6X68% 义 97% C s。/
△Mn= 50000+428.6 =°^%
根据计算含锤量为0. 56% + 0. 05⅝ = 0. 61%, 45号钢中锦的 标准成分为0.50%〜0.80%,所以符合要求。
7.4.2单元高合金钢合金加入量计算
高合金钢由于合金元素含量较高,控制元素成分需要补加较多 的合金量,这对钢液的总质量有很大的影响。即使有时合金用量虽 然不大,但对元素的控制成分也有影响,所以高合金钢的补加合金
元素用公式G=产豊计算。这里的高合金钢是指单元合金元素 kc~a) η
含量大于3%或加上其他合金元素含量的总和大于3. 5%的钢种一
[例7-1 口 返回吹氧法冶炼3Crl3钢,已知装料量为25t, 炉料的综合收得率为96%,炉内分析辂的含量为8. 5%,馅的控制 规格成分为13%,馅铁中馅的成分为65%,铭的收得率为95%。 求辂铁补加量。
解
„ —25000X(13% —8. 5%)
GFy — ^(65⅜-13⅜)×95⅝
2277 (kg)
326
验算:
7.4还原期进行配料计算
1 = 25000X96%><8. 5% + 2277X65%X95% v 0/ 25000×96% + 2277×95⅜ X JUU
= 13. 17%
这种方法也称减本身法。由计算得出,馅铁的补加量为 2277kg,并通过验算,符合要求。
[例7-12J返回吹氧法冶炼2Crl3钢,已知钢液重量为30t, 炉种分析碳含量为0∙15%,辂含量为11.00%,要求碳控制在 0. 19⅝,馅控制在13. 00%。如库存锢铁只有高碳馅铁和低碳馅铁 两种,其中高碳馅铁的含碳量为7.0%、含馅为63%,低碳馅铁的 含碳为0.50%、含馅为67%,馅的收得率都是95%。求这两种馅 铁各加多少?
解 设高碳馅铁的补加量为zkg,低碳络铁的补加量为ykg。
碳达到控制成分的平衡为
/ — 30000X0. 15%+nX7. 0%+yX0. 5%
% 30000+(z+y)
馅达到控制成分的平衡为
l?9/_30000Xll%+zX63%X95%+yX67%X95%
° 30000+(z+y)
整理二式得:
件 81z+0. 31y=1200 (46. 85z + 50. 65^=60000
解联立方程得:
A128
3^1067
由计算可知,加入高碳馅铁128kg,低碳馅铁1067kg,可使 钢中碳含量达到0∙ 19%,馅含量达13. 00%。
这种计算方法又称纯含量计算法。
7∙4.3多元高合金钢合金加入It计算
这种钢类的特点是钢中元素的种类多,而且含量也高,所以每 一种合金元素加入对其他元素在钢中的影响很大,用上述公式简单 的分别计算是达不到要求的。现介绍几种计算方法。
(1)补加系数法。补加系数即某种合金在钢液中所占的比分, 所以也叫比分系数。补加系数是计算每加入IoOkg合金料,要配
327
第7章配料计算和合金钢冶炼
成合乎规格的钢液,需要配入的某种合金的量。
计算补加系数的方法如下。
各项合金占有=规格/合金成分XlO0%
纯钢水占有=IO0%-各项合金占有之和(%)
补加系数=合金占有(%)/纯钢水占有(%)
[例7-13]冶炼OCrl8Ni9Nb时,钢液重15000kg,钢的化学 成分见表7-4。
表7-4冶炼OCrl8Ni9Nb钢的化学成分 单位:%
|
元素 |
C |
Si |
Mn |
Cr |
Ni |
Nb |
|
控制成分 |
0. 06 |
0.65 |
1. 50 |
19. 00 |
9.50 |
0. 50 |
|
分析成分 |
0.06 |
0. 060 |
1. 50 |
17. 00 |
8. 90 |
0. 48 |
选用的合金成分及收得率见表7-5。
表7-5选用的合金成分及收得率 单位:%
|
合金名称 |
元素含量 |
收得率 |
|
电解锦 |
9. 99 |
100 |
|
微碳饴铁 |
69.8 |
98 |
|
例铁 |
49. 6 |
95 |
|
金属鶴 |
99.4 |
95 |
|
硅铁 |
44.5 |
90 |
解第一步,求出合金补加系数。 各项合金占有:
Fe-Cr 謂務 XIOO% = 27. 22% Ni ⅛⅛×100⅜ = 9-51⅜
Fe-Nb 諸後XlOO% = 1. 01% Mn ^-^×100⅞ = l. 51%
328
7.4还原期进行配料计算
Fe-Si 醬務 XlO0% = 1.46%
纯钢水占有:100%-(27. 22% + 9. 51% + 1.01% + l. 51% +
|
1.46%) = 59.29% | ||
|
各项合金补加系数: | ||
|
Fe-Cr |
27. 22/59.29 = 0.459 | |
|
Ni |
9. 51/59. 29 = 0. 16 | |
|
Fe-Nb |
1. 01/59. 29 = 0. 017 | |
|
Mn |
1. 51/59. 29 = 0. 025 | |
|
Fe-Si |
1.46/59. 29 = 0. 0246 | |
|
第二步, |
按照单一元素计算合金补加量。 | |
|
Fe-Cr |
15000X(19-17)% -69.8%X98% |
=439 (kg) |
|
N∙ 15000X(9. 5-8. 9)%_ -99. 9%XIO0% |
:90 (kg) | |
|
,15000X(0. 5-0. 48) ⅝ 49.6%X95% |
=6. 4 (kg) | |
|
Ivr 15000X(1. 5-1. 5)⅜. n 99.4%X95% |
=0 (kg) | |
|
q. 15000X(0. 65-0. 60)% 5 44.5%X90% |
= 18. 7 (kg) | |
|
合计: | ||
439 + 90 + 6. 4 + 0. 0 + 18. 7 = 554.1 (kg) 另外需配加:
Cr 554. 1X0. 459 = 254. 3 (kg)
Ni 554. 1X0. 16 = 88. 7 (kg)
Nb 554. l×0. 017 = 9. 4 (kg)
Mn 554.1X0.025 = 13.9 (kg)
Si 554. l×0. 0246 = 13. 6 (kg)
共需补加合金:
Cr 439 + 254. 3 = 693. 3 (kg)
Ni 90 + 88.7 = 178.7 (kg)
Nb 6. 4 + 9. 4 = 15. 8 (kg)
329
第7章 配料计算和合金铜冶炼
Mn 0+13. 9 = 13. 9 (kg)
Si 18. 7 + 13. 6 = 32. 3 (kg)
共加入合金料934kg。总的钢水量为
15000 + 934 = 15934 (kg)
验算:
Cr
15000X17% + 693. 3X69. 8%X98%
15934
18. 98%
Ni
15000×8. 9⅝ + 178. 7X99. 9%
15934
=9. 5%
Nb
15000X0. 48% + 15. 8X49. 6%X95%
15934
0. 5%
Si
1500OXL 50% + 13. 9XL 50%X95%
15934
= 1.41⅝
Mn
15000X0. 60%+32. 3X44. 5%X90%
15934
=0. 65%
验算结果符合要求。
在实际生产中,冶炼钢种的控制成分和所使用的合金料成分是 已知的,所以补加系数在事先就计算好,炼钢工计算合金只要按第 一步、第二步计算即可。所以补加系数法看起来复杂,实际计算时 方便而精确,是十分有效的方法。
(2)拉配法。拉配法原则上是用减本身法[g=^三潟]计 算,它又可分为多次补加法和反复拉补法两种。
①多次补加法。用减本身法分别计算A、B、C合金的加入 量,合金加入后使A、B、C等元素含量降低,所以分别计算A、 B、C合金的补加量,补加合金加入后又使它们的含量降低,为此 要再次分别计算合金的补加量……经过反复多次补加直至接近规格 要求,所以称多次补加法。
[例7-14]电弧炉返回吹氧法冶炼ICrl8Ni9Ti,钢水量为 17t,根据所给出的已知条件,用拉配法计算,需加入多少合金才 能使成品达到要求?
已知数据见表7-6o
330
7.4还原期进行配料计*
表7-6冶炼ICrl8NB>Ti相关数据 单位:%
|
元素名称 |
Cr |
Ni |
Mn |
Ti |
|
成品要求 |
17.6 |
10.2 |
1. 10 |
0. 5 |
|
分析成分 一 |
17.2 |
9.8 |
0. 90 | |
|
合金成分 |
65 |
99 |
98 |
30 |
|
合金收得率 |
95 |
98 |
98 |
60 |
解首先计算各合金的初加量。
H „ 17000X(17.6 — 17. 2)% 八、
Fe-Cr (65⅜-17.6%)×95⅜=151(kg)
Ni
Mn
17000×(10.2-9.8)⅝ (99%T0.2%)X98% 17000×(l. 1-0. 9)%
=78 (kg)
Fe-Ti
(98⅝-l. 1%)×98⅜ 17000×0, 5%
=36 (kg)
(30%-0. 5%)X6O%
= 480 (kg)
第一次拉补:
对加入馒、钛铁和金属锤后,补加辂铁。
口 C (78+480 + 36)X17.、
FeCr(65%-17.6%)X95% =?32 (kg) 对加入馅铁、钛铁和金属毓后,补加锦。
(151+480+36)X10.2%_“。、 (99%-10.2⅜)×98%^
对加入鎳、馅铁和金属毓后,补加钛铁。
匸 (151 + 78+36)X0. 5% o 八、
(30%—0.5%)X60% =8(kg)
对于加入馅铁、锦和钛铁后,补加金属锌。
—(151 + 78 + 480)X1. 1%_C 八、
Mrl(98⅝-l. 1%)×98⅜~-8 (kg)
合金补加总量:
Fe-Cr 151 + 232 = 383 (kg)
Ni 78 + 78 = 156 (kg)
Fe-Ti 480 + 8 = 488 (kg)
Mn 36 + 8 = 44 (kg)
331
第7章弊料计算和合金钢冶炼
验算:
钢水总量= 17000 + 383 + 156+488 + 44 = 18701 (kg)
[CrJ 17OO°X17.2%^^3X65%X95%χιoo% = ]6∙9%
ENi] 17OOOX9.8%^^fX99%X98%χιoo% = 9.72% lo701
E 17000X0+蹤30%X60%χ]00% = 0. 47%
[Mn] "。。。X。・ 9 X 98 % X 98 % X I。。% = ]. °, %
验算结果与要求成分的误差为
Cr 17. 6%76. 9% = 0. 7%
Ni 10. 2⅜-9. 72⅝=0. 48%
Ti 0. 5%-0. 47⅜=0. 03%
Mn 1. 1%7. 04%=0. 06%
由计算可见,通过一次补加后,馅、^与要求成分的误差较 大,所以有必要进行的二次补加。
第二次拉补:
对补加镖、钛和金属毓后,第二次补加馅铁。
口 C (78 + 8+8)X17.6% 心
Fe-Cr (65%-17.6%)X95% 37( g)
对补加馅铁、钛铁和金属镐后,第二次补加鎳。
z∙ (232 + 8 + 8)×10. 2⅜ 、
Z (99%-10.2%)χ98%丿
对补加鎳、辂铁和金属锤后,第二次补钛铁。
R r (232 + 78+8)X0. 5%_C 、
e^ (30%-0. 5⅜)×60⅝^ <κg丿
对补加铝铁、锦和钛铁后,第二次补金属毓。
(232 + 78+8)×l. 1⅜_,、
Mn (98%-l. 1%)X98%T(kg)
合金补加量:
Fe-Cr 151 + 232 + 37 = 420 (kg)
Ni 78+78+29 = 185 (kg)
Fe-Ti 480 + 8+9 = 497 (kg)
332
7.4还原期进行配料计,
Mn 36 + 8 + 4 = 48 (kg)
验算:
钢水总量= 17000+420+185+497+48 = 18150 (kg)
[Cr] 1700°X17.2%±4g)X65%X95%XI(X)%=17.54% (kg) 18150
CNi] ≡)0X9∙8%^嘗99%X98%xioo% = ]o i7% 屈) IoloO
:Ti] 17OOO×O + 497×3O⅜×6O⅞ χ ι00% = 0. 493⅝ (kg) lolɔθ
:Mn] ≡)°XO∙9%t4y<98%X98%χιoo% = Lo97% (kg)
从验算结果可以看出,经过二次补加后,离目标值误差缩小, 但仍不够理想,可以进行第三次补加。所以拉配法次数越多,越接 近目标控制要求。通常经过2〜3次拉配后,误差就不大了。
②反复拉补法。首先计算A合金的补加量,A合金加入后将 使B元素含量降低,因此B元素补加合金,B元素合金补加后又使 A元素含量降低,则又补加A合金……这样反复拉补合金元素的 计算称为反复拉补法。元素含量降低的计算公式为
ʌ。。% (7-19)
式中∆M—元素含量降低值,%;
M一元素含量炉内分析值,%;
G其他元素合金加入量,kg;
P..钢液质量,kg。
[例7-15]冶炼OCrl8NilO,钢液质量为24t,还原期炉内分 析成分为:16%Cr、10%Ni;铁合金成分为:馅铁含65%Cr、锦 板含99%Ni。钢的元素控制规格成分:Crl7. 5%、Ni 10.5⅜o为 计算方便起见,馅、鎳的收得率为100%,要求用反复拉补法计算 合金补加量?
解馅铁第一次补加量:
口 C 24000×(17.5%-16.0⅜) 、
(65⅜-17.5⅜)= 757∙89 (kg)
补加757∙89kg辂铁后,锦含量降低值:
333
第7章配料计算和合金钢冶炼
"i 2喘0:翁•明 *1。。% =。■3。6%
锦板第一次补加量:
N (24000+757.89) X[10. 5% —(IO%-0. 306%)]_ (99⅝-10.5⅝)
补加225. 48kg線板后,馅含量降低值:
△以荻^;黑X蒙•惠晶XlOO% =。. 158%
格铁第二次补加量:
匸 C (24000 + 757. 89 + 225. 48) ×0. 158% 八、
FWCr --------a,。,“ E/--------= 83.10 (kg)
补加83.1Okg馅铁后,锦含量第二次降低值:
△N1 24000 + 757. 8^9 + ^. 48 + 83. 10 Xlo。%=。・。348%
馍板第二次补加量:
.τ. (24000+757. 89+225. 48+83.10) XO. 0348⅜ o 、
Nl ----------99%—适----------= 9.86 (kg)
因第二次馒板量较少,固对馅含量影响已较小,不再往下计 算。所以得出如下结果。
貉铁补加总量为757. 89 + 83.10≈⅛841 (kg)
馒板补加总量为225. 48 + 9. 86^235 (kg)
验算:
CCr]
[Ni]
24000X16% + 841X65%
24000 + 841+235
24000 ×10⅜ + 235X99%
×100⅞ = 17. 49%
×100% = 10. 5%
7. 4.4钢液分析成分高于计算成分时的计算
(1)用补加铁合金或纯铁进行计算。钢中如果有一种或两种元 素含量高出规格,而其他元素含量偏低时,可利用补加这些元素合 金的总量进行计算。
[例7-16] 返回吹氧法冶炼W18Cr4V,已知钢液质量为 861Okg炉内分析成分;碳0.73%、硅0.20%、桂0.20%、鸨 16%、辂4.6%、訊0.17%。铁合金成分:高碳镰铁含碳8.1%、 含镂67%、硅铁中含硅78%、鸽铁中含鸨77%、乳铁中含盥
334
7.4还原期进行配料计K
42%。为了计算方便元素收得率都为100%。钢的控制成分:碳 0.74%、鸨 18.1%、馅 4.23%、铀 1.2%、硅和毓均小于 0.40%。 求将馅含量由4. 6%降到4. 23%时各种合金的补加量?
解 首先计算将钢中的馅含量由4. 6 %降到4. 23 %时,需补加 各种铁合金的总量。
∑G= 861。义丁落→∙ 23%) =753.12 (kg)
4. Zo
用高碳镂铁调整碳含量。
GflMii
8610×(0. 74%-0. 73%) 、
—8∙l%-0∙ 74%— = 11∙ 7(kg)
钢中锤含量为
[Mn] 0.20 % T
11. 7×(67⅜-O. 20%)
8610
= 0.29% 小于 0.4%,
符合要求。
曾铁的补加量:
„ _8610X(18. 1%-16. 0⅜) + (753.12 + 11. 7)×18.1⅝
GFe-W — 77 %
= 414. 6 (kg)
凱铁的补加量:
„ _8610X(l. 2⅜-0. 17%) + (753.12 + 11. 7 + 414. 6)X1. 2%
GFeV 42%
= 244. 85 (kg)
鸽铁的第二次补加量:
广 —244.85X18.
GFeW77% —18. 1%75∙ 24(kg)
机铁的第二次补加量:
r —75.24X1.2%—? a 5
GFe42%-1.2% —2∙21 (kg)
现钢中碳、锦、鸨、亂、含量已符合规格要求,它们补加的总 量为
11. 7 + 414. 6 + 244. 85 + 75. 24+2. 21 = 748. 6 (kg)
这一数值与降馅需补加的合金总量还差4. 52kg,考虑到钢中 硅含量不高,可用硅铁补加。补加后钢中的硅含量为
335
第7章 能科计算和合金钢冶炼
[Si] 0. 22% + 4・ 52^;;鹫£%;2%)= 0. 26% 小于 0.4%, 符合要求。
如果硅含量超过规格,可改用纯铁。
通过计算可得知,为了使钢中馅降到要求的含量,应补加的铁 合金及其数量如下。
高碳锤铁:IL 7kg
硅铁:4. 52kg
鸨铁:489. 84kg
飢铁:247.06kg
(2)正负调差法。钢中某些合金元素含量高于规格要求,某些 合金元素成分低于规格要求,除了上述方法外,采用正负调差法有 其独特的优点。
这种方法适用于化学成分规格范围较窄的多元素高合金钢及精 密合金等。计算精确简便,易于掌握。
[例7-17]冶炼4J29合金,钢水量为4000kg,合金化采用纯 镖、纯钻、纯毓、金属馅和纯铁。成分情况见表7-7。
表7-7冶炼4J29合金成分情况 单位:%
|
元素 |
Ni |
Co |
Mn |
Cr |
|
控制要求 |
29. 1 |
17.3 |
0.25 |
0. 13 |
|
还原分析 |
29. 55 |
17.0 |
0. 20 |
0.08 |
进行成分调整,计算合金补加量。
解从所给条件看出,合金中的锦含量已超出规格要求,现进 行正负调差。
合金调差:
Ni 4000X(29.1%-29. 55⅝) = -18 (kg)
Mn 4000X(0. 25⅝-0. 20⅜) = 2 (kg)
Co 4000×(17.3⅜-17⅞) = 12 (kg)
Cr 4000×(0. 13⅜-0. 08%)=2 (kg)
炉内平衡:假想取出18kg锦,再加上18kg所需合金,即加 人12kg钻、2kg金属馅,所缺可加2kg纯铁,达到假想平衡.
336
7.5合金钢的冶炼和操作
炉外平衡:由于炉内纯锦不可能取出,可假想在炉外为18kg 纯锦配制4J29钢,其钢液量为18/29. l% = 62kg。其中需要:
Co 62×17. 3⅜ = 10. 7 (kg)
Fe 62-18-10. 7 = 33. 3 (kg)
毓、馅因含量很低可不考虑。
合金配料平衡数据如表7-8所示。
表7-8合金配料平衡数据
|
元素 |
炉内平衡/kg |
炉外平衡/kg |
总加入量/kg |
|
Ni |
-18 |
18 |
0 |
|
Co |
12 |
10. 7 |
22.7 |
|
Mn |
2 |
0 |
2 |
|
Cr |
2 |
0 |
2 |
|
Fe |
2 |
33. 3 |
35. 3 |
|
Σ |
0 |
62 |
62 |
验算:
出钢量= 4000 + 62 = 4062 (kg)
Ni (4000×29. 55⅜)∕4062×100⅝ = 29. 1⅜
Co (4000×17⅜ + 22. 7×100%)∕4062×100% = 17. 3%
7.5合金钢的冶炼和操作
7. 5.1合金结构钢的冶炼
7.5. 1. 1 含钛合金结构钢
以20CrMnTi为例。20CrMnTi是含钛合金结构钢的一种。饴 镂钛钢经渗碳和适当热处理后,可获得良好的力学性能,构件表面 硬而耐磨,中心强度高而韧性好,并具有变形量小及加工性能良好 等优点,所以可用来制造形状复杂的零件,如汽车、拖拉机上的齿 轮和轴。又因为不含贵重元素,能够代替某些辂線钢和馅锦铝钢, 所以得到广泛的应用,如表7-9所示。
(1)操作要点。本钢种含钛,重点应在钛的合金化上,同时也 要充分考虑脱碳除气和成分的搭配。冶炼20CrMnTi-定要在炉体 情况良好的条件下,采用氧化法冶炼,其要点如下。
337
第7章配料计算和合金钢冶炼
« 7-9 20CrMnTi的化学成分和控制成分 单位:%
|
元素 |
C |
Mn |
Si |
Cr |
Ti |
S |
P |
Ni |
Cu |
|
标准 成分 |
0.17 /0. 24 |
0. 80 /1. 10 |
0. 20 /0. 40 |
1.00 /1. 30 |
0.06 /0.12 |
≤0. 040 |
≤0. 040 |
≤0. 35 |
≤0. 30 |
|
控制 成分 |
0.18 /0. 20 |
0. 85 /0. 95 |
0. 20 /0. 28 |
1. 10 /1.20 |
0. 07 /0. 09 |
尽量低 |
尽量低 |
①氧化期。氧化加矿温度不低于1550(,采用矿氧结合脱碳, 脱碳量应大于0∙30%,脱碳速度要大于0∙01%/min,并要做到高 温均匀沸腾,自动流渣,使能充分脱磷、去气和去除杂质。由于该 钢种的含碳量较低,应防止"过氧化”,净沸腾时间应大于IOmin, 并保持钢中毓含量大于0∙20%,达到部分预脱氧的目的。
②还原期。
a.扒渣条件。扒渣温度为1600〜1620。C, [P]≤0.015%,其 他元素符合要求。
b.脱氧还原。在裸露的钢液面上加Ca-Si块0.5kg/t,进行预 脱氧,稀薄渣下插铝0∙5〜Lokg/t,并用炭粉、Fe-Si粉扩散脱 氧,白渣时间应大于30min。还原期使用的脱氧剂必须充分的干燥, 颗粒细小、品位要高。圆杯样钢液收缩情况要好,(FeO)≤0. 4%。
c.合金化。毓铁应在稀薄渣下加入,馅铁应在还原初期加入, 钛铁应在出钢前5~10min加入。加钛铁前向钢液插铝O. 8kg∕to
d.出钢温度。通常为1600〜1640(。
(2)冶炼工艺分析。20CrMnTi的冶炼温度较高,钢液中的磷 的含量尽量要低。氧化渣要扒除干净,以防止在还原期回磷,引起
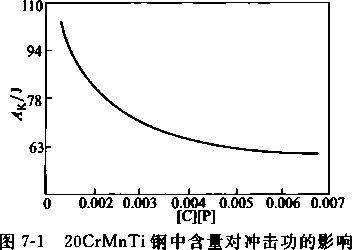
338
7.5合金鋼的冶炼和操作
冲击韧性降低。磷对钢的冲击韧性影响较大,如图7-1所示。
①合金成分对性能的影响。20CrMnTi一类的钢,其力学性 能与化学成分有很大关系,特别是钢中碳和钛的含量。图7-2及图 7-3是碳和钛对力学性能影响的关系图。
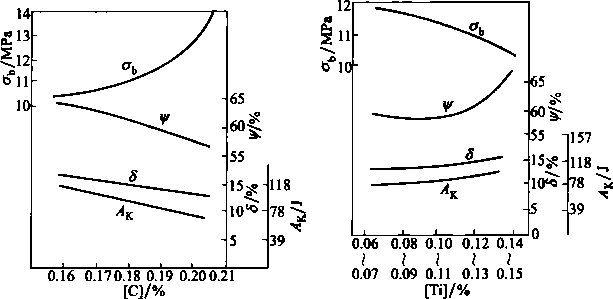
图7-2碳对馅钵铁钢力学 图7-3碳对馅钵钛钢力学
性能的影响(一) 性能的影响(二)
从图7-2及图7-3可以明显地看出,钛的含量对力学性能影响 是较大的。随着含碳量的增加,强度极限(Tb增高,而断面收缩率 外伸长率J及冲击功AK却降低。随着含钛量的增加,①降低, 而以B及AK值却增高。为了取得良好的综合力学性能。这就需 要合理地控制钢中碳及钛的含量。
近来有人提出"碳钛差”的概念,认为钢中含碳量减去含钛量 的值在0.10%士0.020%时能够获得较好的综合力学性能。当“碳 钛差"低([C] -[Ti]<0.1 %,即碳低钛高)时,钢中容易形成 较多钛的复合碳化物,这种碳化物在一般淬火温度下很难溶于固溶 体中,于是造成淬火钢基体的含碳量与合金元素含量减少,使钢的 强度降低。同时,由于数量较多的难溶碳化物,阻碍了奥氏体晶粒 长大,影响淬透性,增加了钢中铁素体量,使塑性和韧性略有改 善。但钛含量过高,溶入铁素体中的钛含量增加,将使塑性降低。 当“碳钛差”高([C] -[Ti]>0.12%,即碳高钛低)时,钢的强 度提高,而塑性和韧性都降低。这是因为钛含量低时,钢中形成的
339
第7章配料计算和合金钢冶炼
钛的复合碳化物就少,基体中固溶碳和合金元素相应增加,因而淬 火后硬度就高。同时,由于钛的复合碳化物质点少,淬火加热时, 晶粒容易长大,组织变粗,结果使钢的韧性和塑性降低。只有"碳 钛差”在0.10%±0.02%时,钢中能形成适度的弥散复合碳化物 质点,既能保证钢的淬透性,又能获得较细的淬火组织,因而能获 得理想的综合力学性能。
控制一定的"碳钛差"还可以获得较好的低倍组织,减少铁 偏析。
馅、毓是主加元素,起到提高基体强度和增加淬透性的作用, 而钛的加入使钢中晶粒细化,防止渗碳时的晶粒长大倾向,并提高 了钢的强度和韧性。
辂的含量要与碳及钛密切配合,即中下限的碳和钛配入中下限 的馅(1.10%〜1.12%),上限的碳和钛,需配人上限的馅 (1. 21%〜1. 30%),只有这样才能获得良好的综合力学性能。
馅与氧的亲和力比铁与氧的亲和力大,也就是馅比铁容易氧 化。如果在熔化期和氧化期加入锦铁,会被氧化,不仅造成合金元 素的损失,而且使炉渣变得黏稠,影响去磷和冶炼操作,所以馅铁 要在还原初期加入。加入后,如炉渣变成绿色,说明炉渣脱氧不 良,必须加强还原,把渣中的氧化馅还原,还原良好后,炉渣仍变 成白色。
②钛的合金化。加钛前要插铝0∙ 8kg/t,目的是进一步脱氧固 氮。加入钛铁后,由于钛和氧的亲和力很强,使得炉渣中的Si02 进一步还原,再加上钛铁本身含有一定量的硅,结果钢中含硅量必 将大大地增加。因而含硅量控制不能过高,否则将导致硅的高出 格。但是含硅量控制也不能过低,过低将使钢液脱氧不良,增加钛 的氧化损失和钢中夹杂物的数量。通常加钛铁后"回硅” 0.1%左 右,所以钢中含硅量一般都按下限控制。
为了保证钛铁回收率的稳定,加钛铁前,必须做到以下4个 固定。
a.渣量和碱度要固定。炉渣不能过稀,整个还原期的渣量为 钢水量的3%〜4%,碱度应控制在3. 5左右。
b.炉渣的流动性和脱氧程度要固定。炉渣流动性要良好,白
340
7.5合金钢的冶炼和操作
渣要稳定,不能发黄或发灰,同时必须做到(Feo) ≤0.4%β
c.钢液温度要固定。钢液温度要足够高,出钢温度通常控制 在1600〜1640。C,比相同含碳量的钢要稍高一些。这是因为钛铁 加入后,钢水发黏,夹杂物难以上浮的缘故。
d.钛铁的块度和加入的方法、时间要固定。钛铁的块度以 50〜15Omm为宜,如过大或呈粉末状均对回收率有影响。加钛铁 前,必须先插铝,钛铁加入熔池后需要用耙子敲打钛铁,将其压入 钢液中,减少氧化烧损。同时,可用少量硅铁粉还原,在加钛铁后 的5〜IOmin内必须出钢,出钢前应充分搅拌钢液,做到钢渣同 出,回收率一般为40%〜60%。
(3)主要质量问题。低倍夹杂是20CrMnTi钢的常见缺陷之 一,俗称"钛空隙”。它的成因是由于钢中的TiOz和TiN的聚集。 钢液脱氧不良,钛铁加入钢液后易生成TiO2和TiN,在镇静过程 中未能充分上浮而存在于钢内。在出钢过程中,二次氧化也会生成 Tio2和TiN而存在于钢内。于是,形成"钛空隙"。
消除"钛空隙”的有效途径,主要是加强钢液的脱氧固氮操 作,其次是要保证钛铁的全熔,避免钛铁在出钢过程中燃烧。钢渣 必须同出,严禁散流,减少钢液的二次氧化。出钢温度也要合适, 保证钢液有一定的镇静时间,以利于夹杂物上浮。
力学性能不合格主要是冲击功AK值达不到要求,这与钢的化 学成分控制有极大关系。在冶炼过程中,就应该按要求控制好化学 成分。
综上所述,为了保证20CrMnTi钢有较高的综合力学性能,碳 应控制在0. 18%〜0.20%范围内,钛需在0.07%〜0.09%,含毓 量应在中上限,含馅量应在中下限,硫和磷应尽量降低。
7. 5. 1. 2 含硼合金结构钢
硼是我国蕴藏量非常丰富的元素之一,它与氧、氮的亲和力很 强,仅次于铝和钛,与碳能形成碳硼化合物。经实践证明,钢中加 入微量的硼,能够代替部分馅、線、钳的作用,大大提高钢的淬透 性。但是只有以固溶状态存在的硼才能提高钢的淬透性,当钢液脱 氧去氮不良时,会形成氧化硼和氮化硼,使这部分假成为不能提高 淬透性的无效硼。因此,冶炼硼钢的关键是最大限度地降低钢中氧
341
第7章配料计算和合金钢冶炼
和氮的含量。硼钢主要用于制造汽车、飞机和轻武器的零部件。以 50BA为例,50BA钢是硼钢的一个典型钢种,其化学成分和控制 成分如表7-10所示。
表7-10 50BA钢的化学成分和控制成分 单位:%
|
元素 |
C |
Mn |
Si |
Cr |
Ti |
S |
P |
Ni |
B |
Cu |
|
麻 成分 |
0.47 /0. 54 |
0. 50 /0. 90 |
0. 17 /0. 37 |
≤0. 25 |
<0. 05 |
≤0f 030 |
≤0. 035 |
≤0. 25 |
0. 001 /0.004 |
≤0. 25 |
|
成分 |
中下限 |
中上限 |
中限 |
≤0. 25 |
>0. 03 |
尽量低 |
尽量低 |
≤0. 25 |
下限 |
≤0. 25 |
(1)操作要点。采用氧化法冶炼,重点是硼的合金化,冶炼工 艺要点如下。
①氧化期。脱碳量应该大于0∙30%,真正做到高温均匀沸腾, 以便除气(特别是氮气)。净沸腾调钵至0.20%。
②还原期。稀薄渣下插铝lkg/t,渣量要合适,一般采用硅铁 粉,炭粉还原(含钛的硼钢,则采用硅钙粉还原)白渣保持时间为 40min, (FeO)≤0.4%,最后脱氧固氮保硼的操作按AI—Ti—B的 次序进行,即插铝l∙2kg/t左右,加钛铁0∙06%〜0.08% (不计烧 损),硼铁按0.0035%〜0.005%加入,出钢温度为1580~ 1600(。
(2)冶炼工艺分析
①脱氧固氮保硼。还原后期需要进行插铝加钛铁加硼铁的操 作,而铝、钛、硼均为易氧化元素,与氧和氮的亲和力很强,所以 氧化期必须做到高温均匀沸腾,达到除气的目的。还原期脱氧工作 应十分认真,不然会影响硼的回收率,从而造成化学元素的低出 格。该操作一般有两种方法。
一种是先插铝l∙2kg/t左右,进行沉淀脱氧,搅拌后加入 0.06%〜0.08%的钛铁,用以固氮。再一次充分搅拌后,停电向钢 液插入用铝皮包好的0. 0035⅜~0. 005%的硼铁。随后立即搅拌出 钢(约1〜2min内出钢),硼的回收率一般为30%〜50%。硼铁的 块度以50mm为宜,太大、太小都会影响硼的回收率。此方法目 前较常用。
另一种是硼铁加入盛钢桶内。方法如下:摇炉出钢时,采用挡 渣出钢,钢液倒出1/3,将硼铁随钢流加入盛钢桶内,然后钢渣同
342
7.5合金鋼的冶炼和操作
出,回收率一般为40%〜60%。但用此法操作不易掌握。由于硼 铁加入时,不容易随钢流进入盛钢桶,故波动较大,偏析也大。此 法目前较少采用。
出钢时,能用氮气保护更好。
②控制合适的出钢温度。50BA钢应是中温快速浇铸,因为 50BA钢含有一定量的钛和硼,它们是易氧化元素,所以出钢温度 不宜过高。但温度过低,不能保证足够的镇静时间,夹杂物上浮排 除就困难。因而出钢温度为1580〜1600。C为宜。
(3)主要质量问题。硼回收率不稳定。影响硼回收率的因素很 多,主要是冶炼过程中的除气和脱氧固氮操作。由于操作不当,有 时回收率仅达10%,这样就无法控制合适的加硼量。为此,必须 严格按照工艺要求操作。实践证明,[Ti]>0.03%时,硼的回收率 就大为提高,如表7-11所示。
表7-11钢中残余钛对50BA钢淬透性的影响
|
残余钛含量/% |
<0. 020 |
0. 020—0. 029 |
0. 030—0. 039 |
≥0. 040 |
|
检验批数一 |
25 |
137 |
97 |
36 |
|
一次合格批 |
16 |
125 |
94 |
35 |
|
一次合格率/% |
64 |
91.24 |
96. 9 |
97. 2 |
目前50BA钢的标准成分中硼的含量是在0. OO1%〜0. 004% 之间,但根据国外报道和国内许多钢厂的科研结果,并经生产实践 证明,硼的最佳含量应在0.0005%〜0.002%之间(指浇钢时,圆 杯样的"酸溶硼”)。由此看来,硼钢标准成分中所要求的硼含量有 降低的趋势(除一些特殊性能的硼钢外)。由图7-4所示的淬透系 数中,可以明显地看出,当硼含量大于0∙001%时不再提高钢的淬 透性。
力学性能不稳定。从目前情况看来,淬透性一般不存在问题, 只要有微量的硼,即可保证淬透性合格。但冲击功AK值往往出现 波动,这与钢中的含碳量和含硼量有关。随着钢中含碳量和含硼量 的增多,特别当[B] >0.003%时,碳硼化合物沿着奥氏体晶界 析出,形成断续的网状,导致钢材的冲击韧性下降(称为"硼脆" 现象)。
343
第7章配料计算和合金钢冶炼
O 0.001 0.002 0.003 0.004 0.005 0.006 硼的总含量/%
图7-4硼对中碳钢淬透系数的影响
钢中含硼量偏高时,可采用预先正火(9OO~95OΟC)处理来改 善钢材的综合力学性能,但AK值仍不如含硼量低的硼钢高。
综上所述,根据目前的部颁标准,为获得50BA的良好综合性 能,化学成分的控制应如下。
C:中下限:Mn:中上限;Ti: O.O3%~O.O5%; B:下限。
7. 5. 1. 3 含铝合金结构钢
含铝合金结构钢是一种氮化钢,经渗氮化学处理后,钢的氮化 层中形成氮化铝(AlN),依靠AIN的弥散硬化作用来提高表面的 硬度和强度。同时,形成的氮化物热稳定性也很高,一般在600〜 650℃时仍能保持一定的硬度。经氮化的零件经久耐用,性能较好, 缺点是氮化处理操作复杂,成本较高,通常用来制造有特殊要求的 零部件。以38CrMoAl为例。常用来制造汽缸套、齿轮、高压阀 门、蜗杆和磨床主轴等。
馅、铝在38CrMoAl钢中能防止含铝钢晶粒粗大倾向及提高钢 的强度和淬透性。馅能改善钢表面氧化膜的致密性,防止钢材表面 的继续氧化。铝能改善钢表面氮化层的组织,使钢具有耐热性,并 消除钢在氮化过程中的回火脆性。38CrMoAl钢的化学成分如表7-12所示。
表7-12 38CrMOAI钢的标准化学成分 单位:%
|
元素 |
C |
Mn |
Si |
Cr |
Mo |
Al |
P、S |
Ni |
Cu |
|
标准 成分 |
0.35 /0. 42 |
0. 30 /0. 6 |
0. 20 /0. 40 |
1.35 /1. 65 |
0.15 /0. 25 |
0. 70 /1. 10 |
≤0. 040 |
≤0. 35 |
≤0. 30 |
344
7.5合金钢的冶炼和操作
(1)操作要点。本钢种含铝,重点应在铝合金化上,通常采用 氧化法冶炼。
①氧化期。应做到高温均匀激烈沸腾,脱碳量应大于0∙30%, 而且要有一定的脱碳速度,以利充分去除钢液中的气体和夹杂,这 对减少点状偏析极为重要。净沸腾调镭至0∙20%,扒渣时[P] 为 0.01%。
②还原期。稀薄渣下插铝lkg/t进行预脱氧。因为加铝后回 硅量较多,所以稀薄渣料不能采用火砖块和硅石,只能用石灰和萤 石造渣,保证炉渣有较高的碱度,配比为石灰:萤石=2: (0.8〜 1.0),渣量一般为料重的3%左右。
还原期造白渣或弱电石渣。在(Feo)≤0. 4%及调整好合金元 素成分(除铝外)后,扒除全部还原渣。但因扒渣后钢液的热量损 失很大,所以扒渣前温度必须足够高(21610()。实际操作中, 为了减少钢液热量的损失和气体的吸收,有些厂也采用扒除80% 左右的还原渣。扒渣后,尽快加入铝锭,回收率按70%〜85%计 算。铝锭全部加入后,边用耙子敲打铝锭边用小块石灰和适量萤石 造新渣,并搅拌钢液,渣量约为料重的2. 5%左右。也可用AI2O3 粉和少量小块石灰造渣。炉渣形成后,可用铝粉还原,使炉内保持 良好的还原气氛。加铝后7〜Iomin内出钢,倒钢速度要比一般钢 种快,渣钢必须同出,以便减少二次氧化和减少铝在出钢过程中的 烧损。
(2)冶炼工艺分析。
①铝的合金化。冶炼38CrMOAl时,化学成分中的铝和硅是 比较难控制的由于铝是极易氧化的元素,加入炉内后,除本身损失 外,还会将炉渣中的Sio2还原,使钢液增硅。一般情况下,铝加 入后增硅在0∙ 10%左右,因而在加铝前,钢液中的含硅量不能太 高,过高容易造成硅高脱格报废,以控制在下限为宜。加铝前如钢 液脱氧不良,将使铝大量烧损,造成铝的回收率不稳定,同时产生 大量铝的氧化物夹杂,造成严重的低倍缺陷。
加铝前必须做到(FeO)≤0. 35%,并按规定扒除还原渣,以
345
第7章配料计算和合金钢冶炼
便稳定铝的回收率。
②加铝后对工艺的影响。铝加入钢中后使得钢的一系列性能 得到改善,但在出钢及浇铸过程中钢液与空气接触时,铝易被氧化 成Ab03使钢液变得黏稠,使夹杂物难于上浮而存在于钢中。为 此,要有适当高的出钢温度,以保证钢液在盛钢桶内有足够的镇静 时间。
为了提高38CrMoAl钢的质量,冶炼中应努力降低钢中气体的 含量(主要是氢气)。使用清洁、干燥的炉料,原材料必须经烘烤 后使用,氧化期应进行良好沸腾去气,还原期时间不宜过长,扒渣 加铝的操作应准确、快速,尽量减少裸露钢水的时间,保证钢液有 足够的镇静时间。
7. 5.2滚动轴承钢的冶炼
7. 5. 2. 1 滚动轴承钢的特点
(1)滚动轴承钢的用途及性能要求。滚动轴承钢主要用来制造 滚动轴承的滚珠、滚柱、滚筒、滚针及内外套圈,少部分用来制造 油泵、油嘴及其他工具、模具等。轴承在运转的过程中,工作条件 十分复杂。当轴承高速运转时,滚动体和轴承套圈的表面各点都交 替地承受着载荷,力的变化由零增加到最大,再由最大减小到零, 如此周期性地变化着。滚动体和套圈之间的接触面积很小,而所承 受的交变负荷就极大,据计算,轴承在高速运转时可达5000MPa。 除了受交变载荷外,还受到由离心力引起的负荷及滚动体和套圈产 生弹性变形。另外,轴承在工作时还受到水分、杂质及润滑油的 侵蚀。
在上述几种因素的作用下,轴承常常表现为接触疲劳破坏和磨 损破坏两种破坏方式。鉴于上述种种原因,人们对滚动轴承钢提出 如下特殊的性能要求。
①保证轴承有高的抗疲劳强度,尤其是抗接触疲劳强度,高 的弹性极限,高的耐磨性和一定的冲击韧性。
②保证轴承有高的淬硬性和淬透性、良好的尺寸稳定性和一 定的抗腐蚀性能。
目前常用的高碳辂钢基本上能满足上述要求,1901年高碳轴
346
7.5合金鋼的冶炼和操作
承钢问世以来,世界各国轴承钢的成分大致相同,80多年来,轴 承钢的化学成分无多大变化。其中用量最大的是相当于我国GCrl5 类型的轴承钢,这种类型的钢种目前各国均占轴承钢总产量的 80%以上。随着当前航空及尖端科学技术的发展,轴承钢正向微 型、耐高温、耐腐蚀等特殊要求方向发展。
(2)轴承钢中主要合金元素的作用。
①碳。馅轴承钢中的碳含量一般为0∙90%〜1.15%。碳与辂 形成细小的粒状碳化物。一般来说,含碳0∙ 5%〜0.6%的马氏体 基体上分布着6%〜8%过剩碳化物时,轴承的强度、硬度、抗疲 劳性、耐磨性都较好。含碳量太少,过剩碳化物也少,则耐磨性 差。含碳量太高,增加钢的脆性,引起严重的族化物偏析,甚至造 成大块碳化物,影响轴承的使用寿命。
②辂。馅是碳化物的形成元素之一,在含碳量1%的过共析钢 中,形成含馅合金渗碳体(Fe, Cr)3C,它在退火时比较稳定,不 易集聚长大,碳化物颗粒比较细小均匀,保证了钢的硬度、强度、 耐磨性及抗疲劳性能。馅还能提高钢的淬透性,及有益于提高轴承 钢的抗腐蚀性能。
③锦。作为合金元素,由于它部分地溶于铁素体,增加了铁 素体的强度和硬度。毓还能显著提高钢的淬透性,此外钢中加入毓 还能消除和减弱硫的危害性。
④硅。钢中含有硅,能提高铝的脱氧能力。硅在钢中形成碳 化物,它能提高固溶体的强度,钢中含有适量的硅能提高弹性极 限、屈服强度和疲劳强度。
在馅钢或馅毓钢中加入硅,能显著提高钢的淬透性,因此大截 面的轴承采用含硅镒较高的GCrl5SiMn钢制造。
高碳馅轴承钢的化学成分如表7-13所示。
表7-13高碳馅轴承钢的标准化学成分 单位:%
|
钢号 |
C |
Mn |
Si |
Cr |
S |
P |
Ni |
Cu |
|
GCr6 |
1.05 /1. 15 |
0.20 /0.40 |
0. 15 /0. 35 |
0.40 /0. 70 |
≤0. 02 |
≤0. 027 |
≤0. 30 |
≤0. 25 |
|
GCr9 |
1. OO /1. 10 |
0. 20 /0. 40 |
0. 15 /0. 35 |
0. 90 /1.20 |
≤0. 02 |
≤0. 027 |
≤0. 30 |
≤0. 25 |
347
第7章配料计算和合金钢冶炼
续表
|
、\^元素 钢号 |
C |
Mn |
Si |
Cr |
S |
P |
Ni |
Cu |
|
GCr9 SiMn |
1.00 /1.10 |
0. 90 /1.20 |
0. 40 /0. 70 |
0. 90 /1. 20 |
≤0. 02 |
≤O. 027 |
≤0. 30 |
≤0.25 |
|
GCrl 5 |
0. 95 /1. 05 |
0. 20 /0. 40 |
0. 15 /0. 35 |
1. 30 /1. 65 |
≤0. 02 |
≤0. 027 |
≤0. 30 |
≤0. 25 |
|
GCrl 5 SiMn |
0.95 /1.05 |
0. 90 /1.20 |
0. 45 /0. 65 |
1. 30 /1. 65 |
≤0. 02 |
≤0. 027 |
≤0. 30 |
≤0. 25 |
注:Ni+Cu的含量≤0. 5%.
7. 5. 2. 2 操作要点
目前各厂滚动轴承钢的冶炼方法主要采用氧化法,冶炼的任务 是获得尽可能纯洁的钢材。
(1)对炉体、炉料及原材料的要求。冶炼滚动轴承钢要求炉体 情况良好,因此一般都安排在中期炉龄的炉子里冶炼。炉料必须由 清洁少锈、干燥的低硫、磷废钢和生铁组成。同时所使用的原材料 必须严格烘烤。
(2)氧化期。氧化温度应大于158(TC,采用矿石、氧气综合 氧化法。氧化期必须做到高温均匀激烈沸腾,脱碳量应大于 0.40⅞,脱碳速度VC^o∙01%/min,但也不宜过大。
净沸腾时间不少于IOmin,并调锂至0.30%。扒渣条件如下。
①氧化末期终点碳合适,尽量做到扒渣后不用炭粉增碳,以 免炭粉中的灰分直接进入钢液而增加钢中夹杂;
②[P]W0. 010%;
③扒渣温度应控制在1580~1600oCo
(3)还原期。稀薄渣下,插铝lkg/t进行预脱氧,再用炭粉、 硅粉还原造白渣。白渣保持时间不少于40min, (FeO)应小于 0.50%。[Si])0. 10%时,调整化学成分。待合金全熔后,终脱氧 插铝1〜2kg/t。出钢温度应控制在1580(左右。
7. 5. 2. 3 冶炼工艺分析
滚动轴承钢是属于"白点”敏感的钢种,对夹杂物要求又极为 严格,所以采用氧化法冶炼。
(1)钢液中的含磷、硫量必须严格控制。滚动轴承钢的磷、硫
348
7.5合金钢的冶炼和操作
含量比一般钢种低,在冶炼过程中,应特别注意去除。熔化期必须
严格控制钢液的含磷量(≤ 0. 010%),还原期要更多地创造 去硫条件。
(2)终脱氧插铝量对氧化夹 杂物的影响。冶炼轴承钢一般是 在出钢前用1〜1. 2kg/t的铝量来 使钢液强制脱氧,生成脱氣产物 Al2O3,虽然其熔点高,颗粒细 小,但是具有云雾状聚集特性, 同时它在钢液中表面张力较大, 所以能够顺利地排除,即使残留 在钢中的Al2O3因颗粒细小,分 布均匀,也能保证钢的质量。
从图7-5可知,合适的残余 铝量应为0. 035%~0. 045%,铝
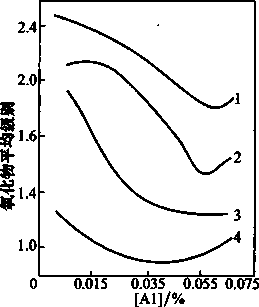
图7-5钢中残余铝对氧化物的影响 1—3t锭轧成80〜Ioomm材;
2—3t锭轧成55~75mm材; 3—3t锭轧成35~55mm材;
4-3t锭轧成不大于30mm材
收得率按40%计算,则终脱氧的插铝量应为1〜2kg/t。
此外,表7-14所列的数据也可说明,终脱氧插铝量少于lkg/t 时,钢中氧化物夹杂评级及含量随着插铝量的增加而降低。因此, 为了减少钢中氧化物夹杂,终脱氧的插铝量为1〜l∙2kg/t是比较 合理的。但是,我国有关单位对国外轴承进行了定量化学分析,残 余铝量仅仅为0∙002%,虽然钢材夹杂物含量并不特别低、但轴承 的使用寿命却相当长。为此,国内也进行减少插铝量和不插铝的试 验或选用新的终脱氧剂降低钢中残余铝量,改变钢中夹杂物的类
表7-14终脱氧插铝■对轴承钢夹杂的影响
|
终插铝量 /(kg/t) |
炉数 |
试片数 |
氧化物 平均级别 |
点状夹杂 平均级别 |
氧化物夹杂 总量/% |
|
0. 22 |
16 |
298 |
1. 96 |
2. 26 |
0. 110 |
|
0.45 |
20 |
456 |
1. 65 |
2. 06 |
0. 096 |
|
1. 00 |
32 |
608 |
1. 44 |
1. 35 |
0.0060 |
|
2. 00 |
47 |
356 |
1. 62 |
1.57 |
0. 0048 |
349
第7章配料计算和合金铜冶炼
型,从而提高轴承使用寿命。此外,为了降低钢中氧量和非金属夹 杂物的含量,轴承钢的炉外精炼将是发展方向。
(3)出钢前(Feo)含量对氧化夹杂物的影响。渣中Feo含量 可以反映钢液的脱氧程度,含FeO不高的炉渣与钢液同出时,炉 渣对钢液才有一定的洗涤作用。如果(FeO)含量过高时,钢液的 二次氧化就会严重,钢中的非金属夹杂物也随之增加,所以出钢前 (FeO)含量应小于一定值。有资料认为,(Feo) ≤0.3%为佳。
(4)控制合理的温度制度。温度的高低直接影响冶金反应进行 的程度和速度、钢液对耐火材料的侵蚀以及钢锭凝固过程中元素的 偏析等。总之,对轴承钢来说,后期温度过高是有害无益的,合理
的温度如下。
①高温沸腾。大于1580。C有利去气排除夹杂;
②高温精炼。逐步降温,以利于脱氧脱硫;
③中温出钢。一般为158OC左右,使出钢后有足够的镇静时
间偏低温度浇铸,1520~1540"C,有助于改善碳化物不均匀性。
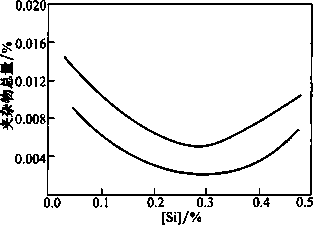
图7-6出钢前钢液含硅量 与夹杂物总量的关系
(5)出钢前钢中的硅含 量。出钢前硅含量通常控制 在规格下限,根据某厂生产 经验认为,钢液通过炉渣增 硅比用硅铁直接加入钢液中 增硅要好,因为前者的钢中 夹杂物数量相对于后者要 少。从图7-6可看出,钢中 夹杂物含量随出钢前钢中硅 含量的增加而降低,当 [Si]为0.25%时降到最低
值。所以还原期应尽量用硅粉造白渣使钢液通过炉渣增硅,出钢前 钢液含硅量应在0∙ 15%〜0. 20%为佳(含硅钢号应在
O. 20⅜~0. 30%)。
7.5.2.4目前存在的主要质量问题及改善方法
(1)非金属夹杂物。钢中有脆性夹杂物和球状不变形夹杂物存 在时,由于轴承工作的温度和所受应力的变化,造成夹杂物和基体
350
7.5合金钢的冶炼和操作
的变形量不同。在夹杂物与基体之间产生疲劳显微裂纹(肉眼不易 看到),并在应力集中的作用下逐渐扩大变成宏观裂纹(肉眼能够 看出),最后导致钢在该地区开裂或剥落,使轴承无法继续使用, 严重地影响轴承的寿命。钢中这类夹杂物数量越多,造成开裂或剥 落的几率就越大,轴承的寿命也就越短。从图7-7可明显看出,氧 化物夹杂及球状夹杂物数量增加时轴承寿命急剧下降,而硫化物塑 性较好,对轴承寿命影响不大,并且一定量的硫化物存在时可以包 在氧化物外围减轻氧化物的危害作用。
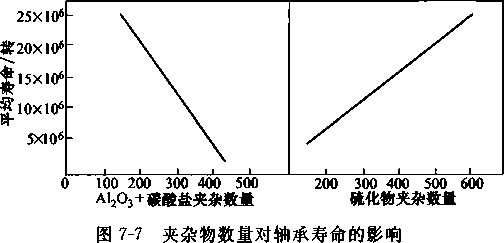
夹杂物颗粒尺寸愈大,对轴承寿命的影响愈大,这一点也能从 图7-8和图7-9明显看出。对同一尺寸的夹杂物而言,不同规格的 钢材,对轴承疲劳寿命的影响也不同。规格小,影响大,寿命短。 反之,规格大,影响小,寿命长。因此,小规格的轴承钢材,夹杂 物的级别要求更高。
轴承钢中夹杂物的分布,一般希望要分布均匀,但是轴承零件 表面和距表面Imm的一层中夹杂物数量愈少愈好。总之夹杂物的 分布愈弥散愈好,愈集中愈坏。
综上所述,轴承钢中的非金属夹杂物应该尺寸小,数量少,塑 性良好,分布均匀。但是在冶炼过程中全面满足这些要求是很困难 的,同时这些要求又是互相矛盾的,互相制约的。例如:夹杂物尺 寸小,数量则多;尺寸小的去除困难,而尺寸大的去除则容易;高 熔点夹杂物尺寸虽小,但塑性差,而塑性好的低熔点夹杂物,颗粒 则大。为解决冶炼中的这些矛盾,提高轴承钢的质量,就必须在生 产实践中,抓住主要矛盾,探索较合理的生产工艺。
351
第7章 配料计算和合金钢冶炼
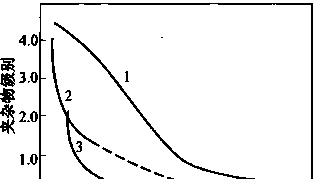
∞ M 1 Ea力吆靠衣侬
O 90 Xl O6 270×l O6 450 XlO6
180 Xl O6 360 XlO6
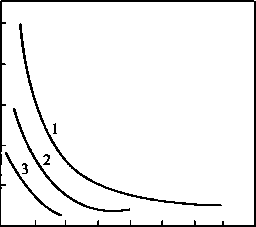
0 80×106 240×106
560×106
轴承寿命/转
160×106 320X106 480X106
轴承寿命/转
图7-8夹杂物级别对轴承寿命的影响
图7-9夹杂物尺寸对轴承寿命的影响
试样尺寸:1—18.6mm; 2—15. 0mm;
试样尺寸:1—18.6mm; 2—15. θɪnm;
3——13. Omm
3——13. Omm
根据多年来电炉生产轴承钢的实践,通常认为钢水在炉内是较 纯净的,而经过出钢到铸锭使钢的纯洁度大大降低。这是由于钢流 的二次氧化、混渣,耐火材料被钢液侵蚀后进入钢中,以及凝固过 程中脱氧反应的继续进行和杂质偏析等原因而造成的。所以从工艺 上采取措施防止和减轻二次氧化,提高耐火材料的质量,规定合理 镇静时间等,都是非常必要的。
(2)碳化物不均匀性。轴承钢中的碳化物不仅对轴承寿命有影 响,而且影响轴承钢的力学性能及退火材料的硬度。
轴承钢中的碳化物,由于成因不同而分为:珠光体原始组织中 的碳化物、网状碳化物、带状碳化物及碳化物液析等。带状碳化物 和碳化物液析是钢在铸锭冷凝过程中产生的,而网状碳化物和珠光 体原始组织中的碳化物主要是在热加工及冷却过程和热处理过程中 产生的。
带状碳化物和碳化物液析与冶炼有关,因而在此只是简单地介 绍这两种碳化物。
按照热处理的观点,带状碳化物是共析碳化物,是从奥氏体中 析出的;碳化物液析是共晶碳化物,是直接从钢液中形成的一次碳 化物。产生这种碳化物的根本原因是元素在钢锭中的偏析。偏析程 度较低时,呈现带状;偏析程度严重时,会形成碳化物液析。
改善钢锭中碳化物的聚集,只有通过控制浇铸温度和凝固速
352
7.5合金钢的冶炼和操作
度,促使钢锭在短时间凝固,从而减弱偏析程度。适当降低浇铸温 度对改善碳化物聚集有一定的效果,加大冷却速度也可以起到同样 的作用。
应用高温扩散退火对改善轴承钢碳化物液析及带状碳化物也都 是有效的。
7.5.3高速工具钢的冶炼
7. 5. 3. 1 高速工具钢概述
(1)高速工具钢的分类。高速工具钢按化学成分可分为以下 4类。
①鸨系高速钢。这类高速钢以鸨元素的含量在9%以上,最高 可达18%,不含铝但含钻,其典型钢号如我国的W18Cr4V, W9Cr4V2 等。
②鸽-铝系高速钢。这类高速工具钢含有一定量的鸽和铝,它 们之间的含量差一般不超过2%,也不含钻,其典型钢号如 W6Mo5Cr4V2、W6Mo5Cr4V3 等。
③铝系高速钢。这类高速工具钢含铝量较高,一般都大于 7%,而含筲量较低,通常不超过2%,可含钻,其典型钢号如 W2Mo9Cr4VCo8 等。
④高碳高亂系高速工具钢。这类高速工具钢含铀量大于3%, 含碳量比较高,其典型钢号如W9Cr4V5、W12Cr4V4M。等。
(2)高速工具钢的性能要求。对高速工具钢的性能要求如下。
①常温硬度。常温硬度是衡量高速工具钢性能指标之一。在 淬火回火后,高速工具钢的硬度HRC均大于62,钢号不同,硬度 值也不同。其中,含钻高速工具钢和高碳高铀高速工具钢的硬度较 高,一般都超过65;而鸨系高速工具钢硬度较低,通常在62〜65 之间。但是高速工具钢的常温硬度并不是显示其性能的主要指标, 因为碳素工具钢和合金工具钢在常温下,硬度也能达到这样的水 平,但是它们的切削性能比高速工具钢差得多。
②红硬性。红硬性是衡量高速工具钢性能的主要指标,也是 高速工具钢区别于其他工具钢的主要特性。所谓红硬性是指刃具钢 在切削过程中产生高温时,仍能保持较高的硬度和耐磨性的一种性 能。高速工具钢之所以具有高的切削性能,就是因为它具有红硬性
353
第7章配料计算和合金钢冶炼
这一特征,高速工具钢在600C的高温下仍能保持其硬度HRO 60,而碳素工具钢在此温度下早已软化。高速工具钢的红硬性主要 取决于钢中钻、鸨、饥、碳等元素的含量,含钻高速工具钢红硬性 较高,而鸨系高速工具钢的红硬性较低。
③耐磨性和可磨削性。耐磨性是指刀具在切削工件时磨损的 程度。实质上高速工具钢的耐磨性是钢的红硬性、硬度、韧性等指 标在切削加工时的综合反映,所以高速工具钢应该具有良好的耐 磨性。
可磨削性是指钢被加工成刀具时磨削的难易程度,这是一个不 能忽视的指标。可磨削性差,则刀具制造困难,生产成本高,产量 低、磨料(砂轮)损耗大,即使其他性能都很好,也无法广泛地推 广应用。鸽系高速工具钢的可磨削性较好,而高碳高例ι高速工具钢 的可磨削性较差。
④冲击韧性和抗弯强度。高速工具钢应具有一定的冲击韧性 及抗弯强度,如果钢的冲击韧性及抗弯强度差,则刀具使用时发生 崩刃现象,从而降低刀具的使用寿命。高速工具钢的冲击功一般在 16J左右,抗弯强度一般在3000MPa。
⑤工艺性能。高速工具钢的工艺性能主要是指钢的热变形加 工性能、热处理性能及焊接性能等。钢的工艺性能不良,将给刀具 生产带来困难,并影响钢材、刀具生产时的成材率。
(3)高速工具钢中主要合金元素的作用。高速工具钢的性能取 决于钢的化学成分(内因)及钢的热处理工艺(外因)。化学成分 是钢性能变化的依据,而热处理是性能变化的条件。
①碳。碳是高速工具钢的基本元素,它能与钢中的鸽、铝、 窺等形成各种碳化物,以提高钢的硬度、耐磨性和红硬性。
高速工具钢在热处理上的特点是存在二次硬化现象,即高速工 具钢在淬火低温回火后(≤ 400。C),其硬度从淬火状态的 HRC60〜63下降到58〜60,再在560℃左右回火时,其硬度又重 新升高到63〜65,高速工具钢的这种硬度再次升高的现象称为二 次硬化。二次硬化和红硬性是各种弥散碳化物所造成的。
高速工具钢中的碳含量是根据钢中形成碳化物的合金元素含量 来决定的。常用的计算公式为
354
7.5合金钢的冶炼和操作
C&O. 033W+0. 063Mo+0. 059Cr+0. 2V (7-20) 但是按照此式近似算出的碳含量比现行钢号中规定的碳含量要 高得多,如w1804V根据计算含碳量应为1.03%,可是规格定为 0. 70⅜~0. 80⅝o这是因为用降低碳量来获得较好的塑性,但是红 硬性及硬度稍受影响。目前国内外正朝着增加高速工具钢中的含碳 量及同时增加碳化物形成元素,以提高硬度和红硬性这个方向发 展。例如把W18Cr4V的含碳量提高到0.9%〜1.0%,其常温强度 HRC从62〜65提高到67〜68,红硬性及切削性能均有提高。但 是随着含碳量的增加,钢的热加工性能变差,抗弯强度和韧性均有 所下降,碳化物偏析增加,焊接性能也变差。
②鸨。鸨是使高速工具钢具有红硬性的主要元素之一。它与 钢中碳形成碳化鸨和复合碳化物,提高了钢的强度、耐磨性和红硬 性。鸨的碳化物还有阻止晶粒长大的能力。在鸨系高速钢中,含鸨 量小于9%时,钢的红硬性和切削性就降低。随着含鸨量的增加, 钢的红硬性和切削性成比例地提高。但是钢中碳化物不均匀性也随 着增加,从而降低了钢的塑性。当钢中含鸨量超过22%时,提高 红硬性和切削性能已不显著,而塑性急剧下降,所以含鸽量一般不 超过22%。
③用。铝对高速工具钢性能的影响在很多方面类似于鸽,而 且比鸽的作用更显著,这是因为它们的原子大小相近,而用的原子 量只有鸨原子量的一半,因此1%的铝约可代替2%的臂。例还有 细化铸态莱氏体组织的作用,所以用高速工具钢碳化物颗粒细小, 分布均匀,韧性较高。铝高速工具钢的最大缺点是脱碳敏感性大。
④饥。机是提高高速工具钢切削性能的主要元素之一,机与 碳极易形成高熔点的碳化物。飢的碳化物弥散硬化作用更强,显著 地提高钢的耐磨性。而且由于碳化机细小分散地分布于钢中,对碳 化物偏析影响不大,这就可以适当地提高窺的含量。钢中饥量增加 后,碳含量也必须相应按比例增加,否则红硬性和硬度就无法 保证。
必须指出,飢含量增加后,钢的可磨削性能变差。所以现行标 准中大多数高速工具钢的含訊量不超过3%,只有少数用途高速钢 的含凱量才达5%。
355
第7章 配料计算和合A钢冶炼
⑤馅。馅主要是增加钢的淬透性,同时也能适当提高钢的耐 磨性和硬度,但对红硬性影响不大。高速工具钢中馅的含量一般都 在4%左右,因辂的含量过低时,钢的淬透性就达不到要求,而含 量过高时(>5%)又会增加钢淬火时的残余奥氏体的含量,造成 钢的硬度降低。
⑥钻。钻是提高高速工具钢的红硬性、硬度和切削性能最有 效的元素。钢中加入5%〜10%的钻,可使钢获得很高的红硬性, 提高硬度和切削性能。但是钢中含钻过低(V1∙ 8%)时,它对钢 的性能几乎没有什么影响。随着含钻量的增加,钢的性能也越来越 好,可是钢的韧性将会降低,当含钻量达到12%以上时,钢就变 脆。因此,目前高速工具钢的含钻量大多控制在5%〜10%。钻是 不形成碳化物元素,因此钻在钢中不影响碳化物的不均匀性,同时 也不必相应地提高钢中含碳量。
主要高速工具钢的化学成分如表7-15所示。
表7-15主要高速工具钢的化学成分 单位:%
|
\元素 钢号\ |
C |
Mn |
P |
S |
Si |
Cr |
Mo |
W |
V |
Co |
|
W18Cr4V |
0. 70 〜 0. 80 |
≤0.40 |
≤O. 030 |
≤0. 030 |
≤0. 40 |
3. 80〜 4. 40 |
≤0. 30 |
17. 50〜 19. OO |
L QO〜 1. 40 | |
|
W9Cr4V2 |
0. 70 〜 0.80 |
≤0. 40 |
≤O. 030 |
≤0. 030 |
≤0.40 |
3. 80 〜 4. 40 |
≤0. 30 |
8. 50〜 10. OO | ||
|
W9Cr4V2 |
0*85 〜 0. 95 |
≤0. 40 |
≤0. 030 |
≤0. 030 |
≤0. 40 |
3. 80 〜 4. 40 |
≤0. 30 |
8. 50 〜 10. OO |
2. OO 〜 2. 60 | |
|
W12Cr4 V4Mo |
1. 20 〜 1. 40 |
≤0. 40 |
≤0. 030 |
≤0. 030 |
≤0. 40 |
3. 80 〜 4. 40 |
0. 90 〜 1. 20 |
11. 50〜 13. OO |
3. 80 〜 4.40 | |
|
W6Mo5 Cr4V2 |
0.80 〜 0. 90 |
≤0. 35 |
≤0. 030 |
≤0. 030 |
≤0. 35 |
3. 80— 4.40 |
4. 75 ~ 5. 75 |
5. 75〜 6. 75 |
1. 80 〜 2. 20 | |
|
W6Mo5 V2Cr8 |
0.80〜 0. 90 |
≤0. 40 |
≤0. 030 |
≤0. 030 |
≤0. 40 |
3. 80 〜 4. 40 |
4. 75 〜 5. 75 |
5. 75 〜 6. 75 |
1. 80〜 2. 20 |
约& OO |
7. 5. 3. 2 操作要点
高速工具钢不宜采用氧化法冶炼,这是因为高速工具钢中含有 大量的鸽、馅、铀,如采用氧化法冶炼,这些合金元素都必须在还
356
7.5合金钢的冶炼和操作
原期加人,铁合金的加入量约为总钢水量的1/3。这样势必增加还 原期熔化合金的任务,使熔池温度大幅度下降,造成冶炼上的困 难,使还原期拖得过长,钢液容易吸气,电极消耗增加,炉体的寿 命缩短,因而钢的质量得不到保证。还原期加入大量鸽铁,鸨铁熔 点高,密度大,极易沉入炉底,在熔池中分布不均匀(上部低,下 部高),造成成分脱格。因此,不宜采用氧化法冶炼。
过去曾采用不氧化法冶炼。该方法要求炉料中磷含量必须低于 规格,碳配到规格下限以下0.1%左右,而且炉料质量要好,尽量 搭用部分返回料,造渣材料必须进行严格烘烤。此法尽管补加合金 少,减轻了劳动强度,炉体损坏较轻而且合金回收率高,可是成本 高,管理复杂,所以一般不再用此法冶炼,而采用返回吹氧法 冶炼。
以目前大量生产的W18Cr4V为例,介绍返回吹氧法操作 要点。
(1)对炉体、配料及装料的要求。炉体:冶炼高速工具钢应在 炉体良好的情况下进行。新炉体应在5炉以后才可冶炼高速钢,在 冶炼过程中炉体应加强维护。
配料:冶炼高速工具钢的原材料主要有本钢种返回料、其他钢 种的返回废钢及铁合金等组成,返回钢的比例一般控制在50%左 右。配料要求如下。
①碳。炉料中的配碳量为0.75%〜0.80%;
②鸨。炉料中的鸨含量应配到规格中限;
③馅。炉料中的馅含量应配得稍低,通常在3.5%〜3.8%, 以便还原期可以用补加高碳馅铁来调整碳量;
④凱。因铀比较容易氧化,炉料中一般不配入,但在本钢种 返回料中会带入部分飢,根据成分分析,在还原期补加;
⑤磷和毓。应愈低愈好,一般[P]≤0.02%, [Mn]W0. 3%。 装料:炉料的合理布放直接影响到冶炼过程,决不可轻视。
鸽铁熔点高,密度大,不能装在炉底和四周,应装在高温区 (炉体中心位置)。馅铁有一定的挥发性,又易增碳,所以不能装在 电极下,应装在炉坡四周。进料前应铺加石灰于炉底。
(2)熔化期和氧化期。高速工具钢的炉料熔化过程与造渣制度
357
第7章配料计算和合金钢冶炸
同其他钢种基本相同,但有两点应注意:一是渣量不能太大,一般 在熔清后渣量为料重的3%左右,渣量过大会给还原期操作带来困 难;二是吹氧时间不能过早,必须在炉料熔化70%〜80%后开始 吹氧助熔。最初在钢渣界面处吹氧,以利于化渣去硅升温,然后应 插入熔池中下部,以利于炉底料的熔化,压力不宜过大,一般以 0.3〜0.4MPa为宜。如吹得过早,合金元素的烧损会增加,尤其 是鸽。同时炉渣也会变稠,加重还原期的任务。
炉料全熔、取样分析后,吹氧脱碳,吹氧压力不低于 0.4MPa,但不宜过大,要求深吹。脱碳量不低于0.10%,终点碳 的控制取决于还原期的增碳情况,一般控制在0∙6%左右。
吹氧脱碳的目的是造成熔池沸腾,以去除钢中非金属夹杂物和 气体,提高钢的质量,也有助于提高钢温和使合金成分均匀。
在吹氧过程中,将发生下列氧化反应。
2W+3O2==2WO3 (7-21)
2Cr+3θ2=2CrO3 (7-22)
2V+5O2==2 V2 O5 (7-23)
为了减少合金元素的氧化烧损,炉渣必须要有一定碱度。钢液 温度不能过低,吹氧时间不能过长。
(3)还原期。吹氧结束后取样分析,由于大量的曾、馅、饥等 合金元素被氧化,炉渣很黏,容易增碳。所以用硅粉进行预脱氧, 通常每批加入1〜2kg/t,加2〜4批调整炉渣,使其具有良好流动 性,但须防止增硅。
还原期要强化脱氧,电石用量约为8〜12kg/t, 一批或分批加 入炉内。同时掺入适量的硅铁粉、炭粉及萤石。用较大功率送电, 紧闭炉门,使炉内保持良好的还原气氛。炉内的还原反应按下列类 型进行。
3 (MeO) + (CaC2 )-3[Me] + (CaO) + 2CO} (7-24)
(MeO)+ C—[Me]+COf (7-25)
2 (MeO)+ Si —2[Me] + (SiO2) (7-26) 由于鸨、馅、亂等氧化物与电石的激烈作用,熔池表面强烈沸 腾,炉顶炉门等处都冒出强烈火焰,沸腾愈强烈效果愈好。炉渣中 的Crz03、 Wo3、V2O5和FeO被还原,炉渣的颜色逐渐变化:黑
358
7.5合金鋼的冶炼和操作
色f棕色f淡绿色f白色。如操作正常,加电石10〜15min后, 炉渣变白。如渣不易变白,或者其他原因使操作困难,可以扒渣。 扒渣量要根据具体情况而定(力争不扒渣,采用单渣法),根据渣 况可补加适量电石及新渣料。
当炉渣基本转白或转白时,应彻底搅拌熔池。取两只试样全分 析,并用硅钙粉继续保持白渣,根据分析结果,调整化学成分。还 原期碳量可用Fe-Cr调整,馅按4.0%配入,机按1.20%配入。 Fe-V, FuCr在出钢前15~40min于白渣下加入,合金加入量应按 多元素高合金计算法算出,白渣保持时间应大于30min, (FeO)≤ 0∙40%,钢液温度控制在1560〜1590(,终脱氧插铝0.3~0.5 kg∕t,出钢前应充分推转炉渣和搅拌钢液,以利于钢液成分均匀和 防止出钢过程中增碳,出钢时必须钢渣同出。
7. 5. 3. 3 冶炼工艺分析
(1)无氧化去磷操作。因高速工具钢采用返回吹氧法冶炼时, 配入炉料中的合金元素含量很高,不能去磷,所以炉料中的磷已在 规格范围内,而且配得越低越好。
(2)单渣法和双渣法。根据还原初期是否扒除炉渣,返回吹氧 法又分为单渣法和双渣法。单渣法就是整个冶炼过程不扒除炉渣。 双渣法就是炉渣预脱氧后扒除炉渣,造新渣。
单渣法的馅、机回收率较高,但还原变渣时间长,对脱硫不 利,而双渣法的絡、机回收率稍低,但还原变渣时间短,对脱硫有 利,又可在熔池温度过高时作为降温手段。因此,单渣法和双渣法 各有利弊,通常以单渣法操作进行冶炼,当变渣困难时,可以扒除 部分炉渣以便操作。
(3)成分控制。高速工具钢的冶炼过程中,鸨和碳比较难于控 制。鸽铁用量多,且密度大,熔点高,易沉炉底,因而鸨的回收率 不稳定,往往产生炉中分析偏低而实际偏高的现象。为此,炉料按 中限配鸨以减少还原期鸨铁补加量。另外,取样前必须充分搅拌钢 液,补加鸨铁应是小块,鸨铁必须完全熔化,以保证分析结果的可 靠性。
如果还原期的两只试样分析结果误差大(A[W]>0.30%, ∆LC]>O. 03%)时,应重新取样分析。
359
第7章 配料计算和合全钢冶炼
高速工具钢化学成分的控制普遍偏于中下限,这有利于改善碳 化物不均匀性和节约贵重金属。控制成分如表7-16所示。
表7-16 W18Cr4V钢的控制成分 单位:%
|
元素 |
C |
W |
Si |
Mn |
V |
Cr |
|
控制成分 |
0. 73—0. 78 |
17. 50 〜17. 80 |
0. 15—0. 30 |
0. 15 — 0. 30 |
1.20 |
4.0 |
(4)温度控制。高速工具钢的温度控制十分重要,钢液温度不 但影响到冶炼操作进行,更重要的是对钢材的碳化物不匀性影响极 大,所以冶炼高速工具钢,温度控制是关键之一。
为了减少碳化物的偏析程度,浇铸温度应偏低些。高速工具钢 的导热性差,裂纹敏感性强,也要求浇铸温度低一些。为此,相应 的出钢温度也要偏低些,可是为了保证炉料的熔化和钢渣物化反应 的顺利进行,应有较高的冶炼温度。根据长期的实践经验,钢液温 度的控制应该"先高后低",即中上温度精炼,中温出钢,中低温 度浇铸。通常,加凱铁前温度控制在1590〜1610C,加饥铁后温 度约1580〜1600℃,出钢温度为1560〜1590℃。
7. 5.3.4 冶炼工艺对碳化物不均匀性的影响
碳化物不均匀性是衡量高速工具钢质量的主要技术指标。多年 来,各国都把改善碳化物不均匀性作为提高高速工具钢质量的重要 途径。
钢中碳化物偏析对钢质量的影响如下。
(1)降低钢的力学性能,碳化物不均匀性对钢的力学性能的影 响如表7-17所示。
表7-17碳化物不均匀性对W18CMV钢的力学性能的影响
|
碳化物不均匀性级别 |
抗弯强度/MPa |
冲击功/J |
挠度/mm |
|
2 |
3000 |
17 |
4. 2 |
|
4 |
2750 |
16 |
3. 8 |
|
6 |
2400 |
12 |
2. 5 |
|
10(铸态) |
1200—1800 |
0.6 |
(2)增加工具在淬火时产生裂纹的敏感性,往往在碳化物堆积 和块度较大的地方产生裂纹。
360
7.5合金鋼的冶炼和操作
(3)易使工具在使用过程中造成表面剥落,降低工具使用
寿命。
碳化物不均匀性与钢的冶炼、浇铸、加工及热处理工艺等很多
因素有关。浇铸工艺、锭型及钢锭退火等将在铸锭中叙述。
钢的成分与碳化物不均匀性的影响:当碳和其他合金元素偏高 时,碳化物不均匀性的倾向就增大,因此在保证钢的性能和化学成
分合格的前提下,尽量把它们控制在规格中下限。
精炼期尽量避免用鸽铁和生铁调整成分,以避免增大碳化物不
均匀性,可试加微量稀土元素 改善结晶条件,从而改善钢的 塑性和降低碳化物不均匀性。
出钢温度与碳化物不均匀 性的影响:钢液温度对晶粒大 小有较大影响,温度越高晶粒 越大,从而粗化了铸态共晶体 的网络,增加了碳化物的偏析 程度。高速工具钢出钢温度应 偏低些的原因就在这里。出钢 温度与碳化物不均匀性的关系 如图7-10所示。
7.5.4不锈钢的冶炼
随着科学技术的不断发展,
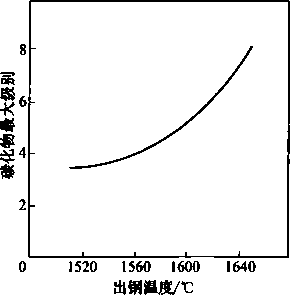
图7-10出钢温度对钢材碳化 物不均匀的影响
一般的合金钢材料已经不能满足需
要,而不锈钢由于在抗腐蚀、高温抗氧化、抗蠕变等方面具有化学 稳定性和热稳定性,从而在合金钢生产中得到了不断发展,产量逐 年增长。典型钢种有馅13型和17-8型不锈钢,品种已有管、带、 丝棒、板、饼、环以及其他多种异型钢材。
不锈钢的分类一般按用途可分为以下4类。
(1)抗大气腐蚀不锈钢。在大气中能抵抗空气(如大气、水 等)的氧化,这类有馅不锈钢1〜4Crl3、9Crl8等,常用于制造 汽轮机叶片、水压机阀门、医疗器械及家庭用具等。
(2)耐酸不锈钢。在各种侵蚀强烈的介质中,能抵抗腐蚀作用的 钢。如 Crl7、Cr25Ti、Cr28、lCrl8Ni9Ti. Crl8Nil8Mo2Cu2Ti 等,用
361
第7章配料计算和合金钢冶炼
于制造化工、石油等工业设备。
(3)高温不起皮钢。在高温下有较好的抗氧化能力。如 4Cr9Si2、Crl3Si3、Crl7-A14Si等,用于制造各种加热炉底板、气 体渗碳炉等。
(4)热强钢(耐热钢)。在高温下有足够强度和抗氧化性,又 有较高抗蠕变抗破断能力。如ICrl8Ni9Ti、4Crl4Nil4W2M。等, 用于制造内燃机的汽缸排气阀和阀杆等。在实际使用中,上述四者 难以严格区分,往往一种不锈钢既可作为抗大气腐蚀不锈钢,又可 作为耐酸或耐热不锈钢使用。一般来说,具有抗酸和耐热特征的不 锈钢具有良好的抗大气腐蚀性,113-8型的不锈钢就是比较典型的 例子。
在冶金生产中,不锈钢也往往按金相组织来分类,主要可分为 马氏体、铁素体、奥氏体3类。
7. 5. 4. 1晶间腐蚀
(1)金属的腐蚀性质和类型。对于金属材料的腐蚀问题,主要 反映了金属材料在外界介质(大气、水、含有酸、碱、盐类的溶液 等)的作用下引起的破坏。从腐蚀的性质来分,有化学腐蚀和电化 学腐蚀两种。
化学腐蚀是直接化学作用的结果。纯铁在水中的腐蚀是化学腐 蚀的典型的例子,又如钢铁在加热时形成氧化铁皮,也是常见的化 学腐蚀的一种形式。有时金属在高温下氧化形成的氧化物,能致密 地覆盖在金属表面,能阻碍基体继续被氧化,对金属起防护作用。 不锈钢的抗腐蚀性能主要就是由于表面生成一层致密的馅氧化膜 (称为钝化膜),阻止了金属基体的继续被氧化和腐蚀。
电化学腐蚀是由于金属内部组织的不均匀性及非金属夹杂物存 在,引起材料电极电位不同,在电解质溶液中阳极基体发生溶解的 结果,它跟化学腐蚀的性质不同,不能在金属表面形成氧化物致密 层并覆盖于金属表面,因此对金属表面不起防护作用。由于金属不 断被溶解的结果,金属材料被腐蚀破坏,最后失去了金属性质。
金属材料的腐蚀类型很多,常见有:一般腐蚀、晶间腐蚀、点 腐蚀、应力腐蚀、疲劳腐蚀等。在不锈钢的生产检验中,晶间腐蚀 倾向是主要腐蚀之一。
362
7.5合金鋼的冶炼和操作
(2)不锈钢的晶间腐蚀。腐蚀是集中发生在金属晶界周围,从 而使晶粒间的连续性遭到破坏,严重时使材料强度几乎完全消失, 并失去了金属声,轻敲即可碎成粉末。产生晶间腐蚀倾向与不锈钢 中碳含量和热加工条件有关,常温下碳在奥氏体中的溶解度为 0.02%〜0.03%, 一般的不锈钢含碳量高于此值,由于经过固溶处 理,使碳溶解于奥氏体晶粒中,呈过饱和状态。如113-8型不锈钢 在加热过程中,特别在450〜800℃温度范围内,钢中的碳在过饱 和奥氏体组织中,处于不稳定状态。当温度达到450七时,由于碳 原子较小,其活动能力比原子大的馅要高,就开始沿晶界析出,与 晶界馅形成碳化馅(Cr23C6)o当温度在600〜800(范围内时,碳 化馅从晶界处析出最快,由于碳化馅的含量远高于基体中的含馅 量,它势必引起邻近区域馅的聚集扩散,使晶界附近含馅量降至不 锈钢耐腐蚀需要的最低含馅量(12%)以下,这种贫辂现象的形成 使晶界不能抵抗某些介质的腐蚀,腐蚀逐渐向晶界内部延伸,引起 晶间腐蚀。此外,由于贫馅区与富馅区之间形成了微小的电位差, 产生微电池电化学腐蚀作用,在腐蚀介质作用下晶间腐蚀迅速发 展,最后导致金属破坏。
在冶炼过程中,为了防止和消除不锈钢的晶间腐蚀,可采取下 述有效措旅。
①在冶炼不锈钢的过程中,降低钢中含碳量。发展超低碳不 锈钢,使含碳量低于0∙03%以下。
②向钢中按比例地添加与碳亲和力比馅大的钛、現等元素, 使它们与碳结合为稳定的碳化钛、碳化規等,阻止碳化馅的形成, 消除贫辂现象。
关于按比例添加钛、規结合成碳化物(TiC, NbC),其加入 量根据原子量的比例关系换算出。通常钢中钛和規的加入量用式 (7-27)计算。
[Ti] = 5([C]-0. 02%)〜0. 8% [Nb] = 10X[C] (7-27) 7. 5. 4. 2 不锈钢中碳和辂的氧化理论
目前国内外不锈钢冶炼的方法很多,通常的方法有电弧炉冶 炼,感应炉冶炼、电渣重熔,而近几年则发展了在转炉中用氢氧混 合气体吹炼的方法,又称AoD法。从生产、原料、成本及综合利
363
第7章配料计算和合金■钢冶炼
用方面来看AOD法是最经济的,到1978年底在世界上已有70% 以上的不锈钢采用此法生产。在我国目前仍以电弧炉返回吹氧法为 主要生产方法。高偌不锈钢返回吹氧法的特点是:含馅量高于 13%以上,在一般的炼钢温度下(160OC左右)吹氧,会造成饴的 大量氧化。因此,在吹氧脱碳的过程中如何保证馅的回收,降低馅 损是返回吹氧法冶炼工艺的关键问题。
含馅钢液在标准状态下吹氧时碳和馅氧化的热力学条件如下。
[C] + [O]—>CO} ∆G? =-8510-7. 52T (7-28)
2[Cr]+3[O]—>Cr2O3 ∆Gf = -361280+179. 37T(7-29) 从热力学条件而言,[CrJ和[C]均为1%时化学反应进行的 难易程度,决定于标准自由能AG8的数值,而AG8的大小又是温 度的函数关系。AG6负值越大,说明反应过程越容易进行;反之, △G8分负值越小,则反应过程难于进行。
当AGiB = AG2B,即£=1615(时,进行吹氧则碳饴将同时氧 化,当 t<1615l 时,∆Gιθ>∆G2θ,式(7-29)的反应比式(7-28)的反应易于进行,也就是说,馅同氧的亲和力较大。故饴将大 量氧化,当t>1615°C时4GFVAG2 0,式(7-28)的反应易于进 行。也就是说,在此温度条件下,碳同氧的亲和力大于辂,吹氧脱 碳易于进行,而在高馅不锈钢液中,即使在1615七下吹氧也不可 避免地要有部分馅被烧损,因此在一般冶炼温度下是不可能炼高馅 低碳钢的。从上述分析表明,为了减少馅的吹损,必须使熔池温度 远高于一般钢种的冶炼温度,这是返回吹氧法冶炼不锈钢的基本 特点。
在高温熔池中碳和馅相互竞争氧化,而随着温度升高碳和氧的 亲和力就大于馅和氧的亲和力,因此碳也就可以将馅从其氧化物中 还原出来,反应式如下。
(Crm Oπ) +m[C] wι[Cr] + n{CO} (7-30)
当反应达到平衡时,则
K=鸣]力CO (7-31)
αfcjα<cjθ.>
在高馅不锈钢吹氧脱碳时,炉渣将为(CrmOn)所饱和,故a (CrmOn) = Io在大气下冶炼时,可认为仇。=0. IMPa,如将钢中
364
7.5合金钢的冶炼和操作
馅及碳的活度近似地认为等于它的浓度,式(7-31)可改为
K' = ^^ = y(T) (7-32)
由实验得:
Ig 国=-増°。+8. 76 (7-33)
根据式(7-33),可以算出不同温度下钢中碳的定量关系,如 图7-11所示。图7-11表明,钢中馅含量一定时,碳含量将随温度 的提高而降低,如钢中馅含量为10%,碳含量为0∙ 10%,其平衡 温度为1770(,即要保住馅含量10%的钢中,通常吹氧脱碳将碳 降至0.10%时,此时熔池温度必须高于1770(。
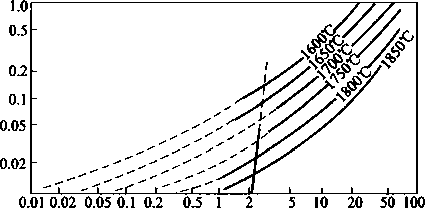
[Cr]∕%
图7-11在不同的脱碳温度下钢中含密量和含碳量的关系
利用式(7-33),可以得出[Cr]/[C]比值与脱碳温度的关 系,如图7-12所示。平衡曲线将图分为上下两部分。当钢液实际 状态处于平衡曲线上部分各点时,先氧化的是馅而不是碳,处于平 衡曲线下部分各点时,先氧化的是碳不是馅。例如钢液中馅为 10%,碳为 0.10%,则[Cr]/[C] = Io0,当温度为 1600℃时,相 当图中的A点,因A点在平衡曲线的上部,因此开始吹氧时,馅 先氧化。随着馅的氧化,[Cr]/[C]比值逐渐降低,这时熔池温度 逐渐升高,A点将沿着虚线AB向右向下移动与曲线交于B点。在 B点继续吹氧,碳就要氧化。从B点开始,随着吹氧脱碳将继续升 温,[Cr]/[C]比值和温度同时增加,它们的变化关系,将沿着曲 线C点方向移动。如在原[Cr]/[C]比值下,一开始就使碳先氧 化,从曲线中可以查出,开始吹氧氧化的温度必须高于1770C。
365
第7章 配料计算而合金钢冶炼
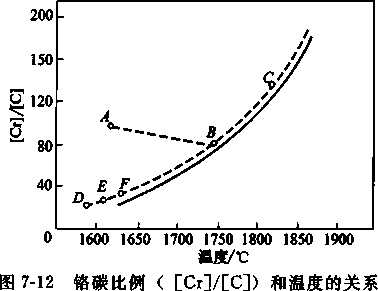
从图7-12可以看出,当钢液碳含量高时,在较低温度下碳也 能氧化。如钢液含馅10%,碳0∙30%,温度16009,此时[Cr]/ [C] = 33,相当于图中的D点,它虽然在平衡曲线上部,但离曲线 距离很短,吹氧后能很快与曲线交于E点,因此碳就在较低温度 下(约1610()开始氧化。虽然馅也氧化,但损失较少。因此在 不锈钢的生产中,控制一定的[Cr]/[C]比值,有利于降碳保馅。
馅碳比一定时,与其平衡的温度也是一定的。根据这一点可以 确定终点碳的钢液温度。如脱碳终了钢中辂为8%,碳为0.08%, 则[Cr]/[C] = IO0,从曲线可查出温度为1770(。当馅含量相同, 而终点碳为0∙04%时,则[Cr]/[C] = 200,此时温度可达到 1860C。因此,脱碳终了钢中馅含量愈高,碳含量愈低,即 [Cr]/[C]比值愈大,温度就愈高,而脱碳也就愈困难。
7. 5. 4. 3 操作要点
以ICrl8Ni9Ti钢的冶炼为例,介绍返回吹氧法冶炼工艺。
(1)冶炼前的准备。由于本钢种的成品碳含量比较低(≤ 0.12%),在冶炼过程中容易增碳,造成操作被动。在返回吹氧法 冶炼时,吹氧毕钢液温度可达1800(以上。为此,对炉衬、出钢 槽、电极方面有如下要求。
①炉衬。目前各厂冶炼不锈钢大多采用沥青质或卤水质炉衬 冶炼。卤水炉衬须在5炉以后方可冶炼,而沥青炉需在15炉后方 可冶炼,以防钢液增碳。
②炉盖。为了确保正常冶炼操作,对炉盖质量有一定要求,
366
75合金钢的冶炼和操作
最好用一级高铝质或铝镁质砖砌筑,新砌炉盖需用过2炉以上方可 使用。冶炼前必须对炉盖进行检查。防止冶炼中途塌炉盖。
③出钢槽。目前各厂使用不一,有用整体耐火混凝土出钢槽 的,也有用沥青砖或高铝砖经沥青浸煮后砌筑的,但都需用过一次 后方可供不锈钢使用。
④电极。为防止冶炼过程中增碳,事前要对电极做认真检查, 所用电极不得有裂缝,并须保证整炉冶炼过程中无电极头掉落,否 则需处理或调换后方可使用。
⑤其他。冶炼前对水冷系统、电气系统、机械设备等逐一仔 细检查,发现故障及时排除后方可使用。
(2)配料。返回吹氧法冶炼,对配料有严格的要求,除了炉料 要清洁干燥外,必须使配料成分符合规定要求,并注意称量准 确性。
①碳。由于返回吹氧法具有吹氧脱碳的特点,对配料中碳含 量允许有一个控制范围。从碳和馅的氧化理论来看,当偌的含量一 定时,如果碳的含量较高,可使熔池在较低的温度下就开始吹氧脱 碳,但碳含量过高将延长吹氧时间。一般配碳量为0.30%左右。
②硅。由于硅比馅容易氧化,因此配有一定量的硅,在吹氧 初期可起到保馅的作用,同时有利于钢液升温。但硅含量过高将延 缓碳的氧化,降低了炉渣碱度,反而增加馅的损失,还会严重侵蚀 炉衬。炉料中的配硅量一般控制在0∙80%〜1.00%。
③馅。炉料中随着配馅量增高,必将增大[Cr]/[C]比值。 为了脱碳保辂,势必要提高开始吹氧的温度和吹氧终点的熔池温 度,从而给操作造成困难和影响炉体寿命。配辂量过低,又限制了 返回钢的使用量,显示不了返回吹氧法的优越性。目前一般的配馅 量为10%〜13%。
④磷。在高馅钢液中,磷同氧的亲和力比铝小,钢液温度随 着吹氧脱碳而迅速的提高,造渣材料和炉衬中磷的氧化物稳定性将 急剧降低。即使有少量氧化进入炉渣,在随后还原馅的过程中,也 将全部回入钢中。因此,返回吹氧法不可能去磷,配料时对磷的要 求比较严格,一般要求不高于O∙O25%,越低越好。
⑤毓。在炉料中所起的作用与硅相似,但炉料中对配镰量不
367
第7章配料计算和合金钢冶炼
作要求,一般都是随炉料带人,约有0.50%〜0.80%。
⑥線。由于与氧亲和力较小,在返回吹氧法冶炼时,一般将 它全部配入炉料中。鎳能提高碳活度,将锦全部配入炉料中对吹氧 脱碳也有利,可以降低脱碳温度。如有10%左右馒存在时,可使 氧化末期温度降低40〜50(而达到同样的脱碳效果,在180OiC以 上能降低50℃是十分宝贵的。
7. 5. 4. 4 冶炼工艺分析
(1)进料和熔化。进料前炉底先加入料重2%左右的石灰,使熔 化渣有一定的碱度,对吹氧过程中脱碳保辂以及维护炉衬都有好处。
熔化期以大功率送电,什么时候开始吹氧助熔,这关系到馅损 失量的大小。从表7-18可看出,过早的吹氧助熔,将增加馅损。 因此,大多数钢厂都在炉料熔化80%左右进行吹氧助熔。当炉料 全部熔化后,经充分搅拌后取样分析所需元素。
表7-18吹鏡助熔开始时间与错损失的关系
|
送电到开始吹氧时间/min |
50 |
65 |
70 |
100 |
|
未熔炉料/% |
65 |
52 |
46 |
25 |
|
馅损失量/% |
2. 5 |
1. 5 |
0. 6 |
0. 3 |
(2)氧化和终点碳控制。在返回吹氧法冶炼不锈钢时,开始吹 氧脱碳的温度是脱碳保馅的重要关键,可以根据[Cr]/[C]与温 度的关系来选择合适的吹氧脱碳温度。如熔清后钢液实际含馅量为 10%,碳含量为0.30%,贝!! [Cr]/[C] = 33,即可从图7-12中查 得温度为162CTC。因为钢液中配有一定硅量,所以开始吹氧温度 为大于1600(,这与各厂开始吹氧温度基本相符。
在整个吹氧脱碳过程中,能不能顺利地进行脱碳操作,就在于 保证一定的脱碳速度,而脱碳速度决定于吹氧压力及单位时间内向 钢液的供氧量。实际生产中,通常是采用提高吹氧压力,增加吹氧 管支数的办法来达到一定的脱碳速度,提高吹氧压力能够强化熔池 搅拌,增加供氧量,加速碳氧反应,加强脱碳效果。但不是说,氧 气压力越高越好,过高的吹氧压力,不但不能提高脱碳速度,相反 会降低氧气的利用率,增加金属损失,熔池产生严重喷溅。因此, 一般控制吹氧压力在0. 8〜L 2MPa0吹氧管管径公称1〜3t电弧炉
368
7.5合金钢的冶炼和操作
使用19mm;公称5t以上电弧炉使用25mm,并且采用双管和多管 齐吹操作。当[C]V0.10%时,供氧速度已不是主要环节,氧气 压力的作用显著。
关于终点碳的控制,在吹氧脱碳终了时,熔池温度已经相当 高,通常在180OC以上,从电极孔冒出的火焰明显收缩无力呈棕 褐色,熔池表面沸腾微弱而只冒小泡,炉渣面白亮,炉渣也明显黏 稠。这时表明钢液中碳已降至0∙06%以下,有经验的炼钢工根据 炉前情况,迅速做出是否停止吹氧的判断。吹氧过程的特征如表 7-19所示,以作参考。
表7-19吹氧过程的特征
|
©/% |
^c∕(%∕min) |
特 征 |
|
>0. 15 |
0.01 |
-有白亮碳焰自炉门电极孔冒出,钢水剧烈大 翻,渣子稠有泡沫_______________ |
|
0. 09—0. 15 |
0. 005 |
-炉门火焰渐收,或时隐时现,电极孔有褐色火 星,熔池面有小气泡,渣渐稀 ________ |
|
<0. 09 |
0.002 |
-火焰全收,电极孔冒褐色烟,熔池白亮,反射 极强____________________ |
一般终点碳根据成品材要求控制在0∙04%〜0.08%,终点碳 太高,会由于还原和出钢过程的增碳而出格,终点碳控制过低,特 别是终点碳小于0∙035%以下,钢液中馅损就显著增加,影响馅的 回收率。
(3)加絡铁和高氧化馅炉渣的初还原。当吹氧脱碳停止后,立 即向钢液插铝1〜1.5kg/t,并加低碳镰铁或硅馅合金等进行预脱 氧,各厂具体操作各异,不一一举例。此时熔池温度高达1800.C 以上,炉体温度已经远远超过耐火材料荷重软化温度,应迅速旋转 炉盖或开出炉体,将所需的微碳辂铁一次加入炉内,利用过热钢液 快速熔化馅铁,从而降低了熔池温度,保护了炉衬。为了避免电极 增碳,把露于渣面上的固体馅铁推入钢液中,并分2〜4批加入硅 钙粉或铝粉进行还原。有些钢厂还采用吹氧助熔化馅去硅操作,但 吹氧压力不能太大,一般掌握在0.2〜0.3MPa。在实际生产中, 要提高炉料中絡的回收率,大多从两个方面着手,除了减少吹氧过 程馅的损失外,还努力将吹氧毕含高氧化馅的炉渣加以还原。因
369
第7章 配料计算和合金钢冶炼
此,做好高氧化馅渣的还原具有十分重要的意义。总之,在扒氧化 渣前,进行反复还原,并加强搅拌工作,才能提高馅的回收率。一 般情况下,返回吹氧法冶炼不锈钢时,馅的回收率为85%〜95%。 当高氧化^渣还原结束,炉渣从灰绿色变为浅黄绿色后,经过充分 搅拌取样分析碳、馅、锦等元素,就开始全部或部分扒渣。
(4)钢液的脱氧。扒渣后造新渣,稀薄渣形成后,根据钢中含 硅量,分批加铝粉或硅钙粉继续扩散脱氧。当炉渣变白时,取样分 析所需元素。因为钢中馅含量高,钢液流动性差,成分不易均匀, 所以取样前必须充分搅拌,分析试样不少于2个。
(5)调整成分。关于[Cr]/[Ni]比值的控制,由于馅是铁素 体的形成元素,如馅的控制成分在上限,而鎳的控制成分在下限, 那么其结果[Cr]/[Ni]增大,会出现二相组织,使不锈钢加工性 能变坏。通常辂含量控制在中下限,锦含量控制在中上限较好, [Cr]/[Ni]比根据钢材要求各厂有具体规定。
在出钢前7〜15min按要求的[TiJ/[C]比值加入预热的钛 铁,加钛前炉渣要脱氧良好,(Feo) ≤0.4%,不能过稀过稠。加 毕后用木耙推动钛铁,隔3〜5min后通电,以减少钛的烧损。正 常情况下,钛的回收率约为50%左右。但钛的回收率是随着熔池 温度的高低、炉渣脱氧的程度而变化的,这就需要根据实际情况和 操作经验来确定加入钛铁的数量。为了提高钛的回收率和减少钛对 硅的还原,也有采用减少炉内渣量,在薄渣下加入钛铁的。
钛含量控制别过高,否则会使奥氏体不锈钢中铁素体增加,影 响加工性能和耐腐蚀性,又增加钛的氮化物夹杂。因此,在冶炼过 程中应将碳控制低些,以降低钢中含钛量。
(6)温度制度。返回吹氧法随着吹氧脱碳操作的进行温度逐渐 升高。吹氧毕钢液温度高达1800。C以上,此时炉渣温度低于钢液 温度。大量络铁加入后,熔池温度迅速降低,但仍能满足整个还原 期温度的要求。从工艺要求来看,还原期要控制好炉渣温度,使炉 渣有良好的流动性。同时,由于留含量较高钢液流动性较差,出钢 前还要加入钛铁,温度要控制偏高些。但温度过高钢液容易增碳, 钛的回收率也难于控制。此外,还要根据浇铸的锭型及方法确定合 理的出钢温度。出钢温度各厂不相同,通常在1600~1640c。
370
附录I电弧炉炼钢工复习题
一、判断题
1.出钢前要求[P]≤0∙025%° ( )
2.出钢量越多,钢液在包内的温降越小。 ( )
3. CaFz有直接脱硫作用。 ()
4.钢中含硫量高时,塑性硫化物MnS、FeS等增加。 ( )
5.脱磷是放热反应。 ( )
6.吹氧氧化法是一种间接向溶池钢液输送氧的方法。 ()
7.电炉用电极有碳素电极,石墨电极两种。 ( )
8.电炉根据炉衬的性质不同可分为碱性、酸性炉。 ( )
9.元素符号Cr, Mn分别代表偌,锌。 ( )
10.冶金石灰是炼钢生产的重要造渣材料。 ( )
11.直流电弧炉的阴极是石墨电极,阳极是炉底电极。 ( )
12.废钢预热、合金料及渣料烘烤的主要目的是为了提高其温度,降低 电炉电耗。 ( )
13.电极的升降是通过ECU控制系统进行控制的。 ( )
14. 一般而言,电炉冶炼的钢其含氮水平低于转炉冶炼的钢。 ( )
15.电炉出钢钢包原则上不允许有包底(即冷钢),主要是防止堵塞透气 砖、钢水温度不均等。 ( )
16. 一般情况下,用热电偶测温比光学测温计测温误差更大。 ( )
17.停止吹氧时要先抽必吹氧管,再关掉氧气。 ( )
18.高碳钢的熔化温度比低碳钢要低。 ( )
19.耐急冷急热性也叫热稳定性。 ( )
20.硅的氧化物(SiO2)在钢液中上浮困难,但与钵一起就易从钢液中上 浮。 ( )
21.还原期中炉渣的流动性越强越好,这样可以增加钢、渣间的物质交 换,提高冶炼的速度。 ( )
22. 4CaO∙ P2O5要比3FeO-P2O5稳定,所以往渣中加入大量Cao来 稳定P2O5,提高炉渣的脱磷能力。 ( )
371
附录1电弧炉炸钢工复习题
23.电弧炉炉体都是由一个炉门和一个出钢口组成的。 ( )
24.氧化期的泡沫渣可以采用长孤操作,减少弧光对炉衬的辐射。
( )
25.熔化期钢液要吸收气体,因为气体在钢液中的溶解度随着温度的升
高而降低。 ()
26.不氧化法冶炼也可以有氧化期。 ( )
27.钢中氮含量的增加,使钢的延伸率略有增加,但强度却明显降低。
( )
28.氧化期的主要任务是脱硫磷、脱碳、脱氧。 ( )
29.目前的趋势是将电炉炼钢过程中的氧化期移至炉外精炼,以缩短熔 炼时间。 < )
30.熔化期的主要问题是时间长、耗电多。 ( )
31.成分一定的熔渣,其黏度随温度上升而升高。 ( )
32.渣量越大脱磷效果越好。 ( )
33.氧化渣和电石渣的颜色都是黑色的,无法分辨。 ( )
34.脱磷反应是吸热反应,温度降低对脱磷不利。 ( )
35.钢中的气体主要指溶解在钢中的氮和氢。 ( )
36.氧化期炉渣中FeO含量越高越有利于脱磷。 ()
37.沉淀脱氧和扩散脱氧都是脱氧手段,扩散脱氧的速度要比沉淀脱氧 快得多。 ()
38.脱硫的热力学条件是:低温、高氧化性、良好的流动性和高碱度。
( )
39.提高碳含量能提高材料的焊接性能和硬度。 ()
40.硅钙合金要比硅钵铝合金的脱硫效果好。 ( )
41.钢液的颜色越白亮,温度越高,出钢过程中越容易吸气。 ( )
42.成分一定的熔渣,其黏度随温度上升而升高。 ()
43.沉淀脱氧和扩散脱氧都是脱氧手段,扩散脱氧的速度要比沉淀脱氧 快得多。 ()
44.脱硫的热力学条件是:低温、高氧化性、良好的流动性和高碱度。
( )
45. Ti、Al元素可以在氧化期加入,以控制合金成分。 ( )
二、选择题
1.出钢前( )分钟不准往炉内加入任何材料。
A. 7 B. 8 C. 10 D. 20
2.熔化期炉料熔化过程大体分为( )阶段。
372
附录T 电弧炉炼鋼工复习Jg
A. 2个 B. 3个 C. 4个 D. 1个
3.钢中硫使钢产生( )。
A.热脆 B.冷脆 C.硬脆 D.时效
4.镇静钢,沸腾钢主要区别是( )。
|
A.脱氧工艺不同 |
B.脱氧剂不同 |
|
C.脱氧程度不同 5.电炉厂采用的钢包精炼法为( |
D.吹氧量不同 |
|
A. VAD 法 B. LF 法 6.公司电炉厂电炉传动形式是( |
C. MVoD 法 D. LFV 法 |
|
A.机械 B.液压 7.冶炼第一炉,第一次料要装( |
C.电控 D.气动 )q |
|
A.剪切料 B.任意料 |
C.轻薄料 D.大块料 |
|
8.直流电弧炉相比于交流电弧炉, |
其石墨电极消耗要( * |
|
A.低 B.高 9. LF精炼炉的主要作用包括( |
C.差不多 D. 一样 |
A.合金化、除夹杂 B.提温、均匀成分和温度
C.增加碳量 D.以上都是
10.合金加入顺序一般遵循( )的原则。
A.先熔点低易氧化合金,再熔点高不易氧化合金
B.先熔点高不易氧化合金,再熔点低易氧化合金
C.先熔点高易氧化合金,再熔点低不易氧化合金
D.先熔点低易氧化合金,再熔点低不易氧化合金
11.电极的电阻率越低,对电能的损耗就( )。
|
A.越低 B.越高 |
C.无影响 |
D.无规律 |
|
12.供电电压越高,形成的电弧越 A.越长 B.越短 |
( M C.无影响 |
D.越小 |
|
13. Q235A 属于( )钢。 | ||
|
A.优质碳素钢B.合金结构钢 |
C.普碳钢 |
D.碳素工具钢 |
|
14.钢中气体含量最少的时间为( A.熔化期末 B.氧化期末 |
)。 C.出钢前 |
D. LF精炼后 |
|
15.电极电弧温度一般为( M | ||
|
A. IOoOt B. 20001 |
C. 3000( |
D. 4000C |
|
16•碱性)2. 5的渣称为( ) A.酸性渣 B.中碱性渣 |
C.高碱性渣 |
D.高酸性渣 |
17.钢中常见气体主要有( )。
373
附录1电弧炉炼钢工复习題
A. Ha,。2, N? B. O2, Ar
C. Hz, Ar D. Ar
18.电弧炉炼钢常用辅助材料有( )。
A.造渣材料、脱氧剂、氧化剂
B.铁合金、废钢等
C.耐火材料、氧化剂
D.氧化铁皮
19.在熔池的钢液温度高和氧含量足够时,吹氧脱碳是(M
A.直接氧化 B.间接氧化
C.钢渣界面氧化 D.渣相氧化
20.氧末炉渣应( )。
A.扒净 B.扒除50% C.扒除80⅜ D.适当留一部分
21.冶炼过程中,烟气量最大的阶段是( )。
A.熔化期 B.氧化期 C.还原期 D.出钢期
22.炉墙寿命的主要决定因素,以下不正确的是( )。
A.熔渣的氧化性 B.冶炼时间的长短
C.全部损坏 D.局部损坏
23. 一般情况下,出钢温度最高的应该是(3
A.低碳钢 B.中碳钢
C.高碳钢 D.都一样
24.能提高熔渣流动性的物质是( )。
A. CaO B. MgO C. Cr2Q3 D. MnO
25.铁棒蘸渣待冷凝后进行观察,炉渣呈玻璃状,说明炉渣中( )
含量高。
A. SiO2 B. FeO C. CaO D. MnO
三、填空题
1.减少钢中含氧量的操作叫。
2.毓作为 加入钢中,可以提高Si和Al的脱氧效果。
3.在还原性溶渣下的脱氧是 脱氧。
4.电弧炉炼钢靠______金属料之间产生的电弧为主要热源。
5.电炉厂LF-40精炼炉冷却方式为。
6.废钢按化学成分分为碳素废钢和。
7.钢水氧化性主要取决于终点钢水的 含量。
8.造成中间包水口堵塞或结"瘤"的主要原因是钢中含有过量
374
附录1电弧炉炼钢工厦习JS
9.低碳钢的出钢温度比高碳钢要。
10.脱氧效果主要取决于:一、脱氧元素的脱氧能力;二、。
11.炼钢生产中常用炉渣的 来表示炉渣黏度的大小。
12.理论上把含碳量为 的铁碳合金称为钢。
13.还原期炉渣氧化铁小于 时,表观呈白色,称为白渣。
14.还原期检查渣的颜色和形状即可判断 情况。
15.取样时应在钢液深度 mm的地方取样。
16.电炉出钢后补炉原则是、快补、薄补,炉门口两侧和渣 线损坏严重处加强补。
17.直流电弧即电炉大修以 为标志。
18.电炉使用氧气纯度应》%。
19.在熔化期为降低钢中的气体含量,在操作上,尽量考虑提前, 适时吹氧助熔。
20.炼钢的基本任务是"四脱二去二调整","二去"是指去气和 o
四、名词解释
1.回磷
2.耐火材料抗渣性
3.配料
4.炉渣碱度
5.沉淀脱氧
6.元素脱格
7.利用系数
8.泡沫渣
9.内生夹杂物
10.二次氧化
11.冶炼时间
12.作业率
13.电极消耗
五、简答题
1.简述电炉炼钢对废钢的一般要求?
2.简述精炼的目的?
3.电弧炉炼钢的基本原理是什么?
4.吹氧助熔有哪三种方法,其目的为何?
5.出钢的条件是什么?
6∙白渣精炼的要点是什么?
375
附录1电弧炉炸钢工复习题
7.钢液合金化时,合金加入的原则是什么?
8.简述氧化脱磷的方程式和影响脱磷的因素。
9.简述装料时炉料在炉罐内(或炉内)的合理分布。
10.电弧炉炼钢的过程中,所需要的热能的来源有哪些?
11.人为造成元素脱格的原因是什么?
12.熔化期提前造渣的作用是什么?
13.偏心炉底出钢存在哪些问题?
14.氧化期的任务是什么?
六、计算题
1. 20CrMnTi钢,开浇温度1580t,测得出钢过程降温30.C ,钢包平均 降温速度为L5cC/min,镇静8min,求出钢温度为多少?
2.冶炼45号钢,钢液量3000kg,控制成分镣0.65%,炉中成分铺 0.25%, FbMn回收率98%, FbMn中含Mn65%,计算Fe∙Mn加入量。
376
附录2电弧炉炼钢工复习题参考答案
一、判断题
1.√ 2. √ 3. √ 4. √ 5. √ 6. × 7. √ 8. √ 9. √ 10. √
11. √12. × 13. √ 14. × 15. √ 16. X 17. √ 18. √ 19. √ 20. √
21. X 22. √ 23. X 24. √ 25. X 26. X 27. X 28. X 29. X
30. √ 31. X 32. X 33. X 34. X 35. √ 36. X 37. X 38. √
39. X 40. √ 41. √ 42. X 43. X 44. × 45. X
二、选择题
1. C 2. C 3. A 4. C 5. B 6. B 7. C 8. A 9. C 10. B 11. A 12. A 13. C 14. B 15. D 16. C 17. A 18. A 19. B 20. A 21. B 22. C 23. A 24∙ D 25. A
三、填空题
1.脱氧2.脱氧剂3.扩散4.电极5.循环水冷却6.合金废钢 7.碳8. Al2O3 9.高10.生成的脱氧产物从钢液中排除的难易程度 IL 流动性 12. 0.02%〜2. 06% 13.0.5% 14.脱氧 15.100 16.高温 17.更换底电极18. 98 19.造渣20.去夹杂
四、名词解释
1.磷自炉渣重新返回钢液的现象。
2.在高温下抵抗炉渣化学侵蚀的能力。
3.根据所炼钢的冶炼方法、技术标准和工艺要求,合理地搭配使用本厂 现存的废钢原料。
4.是判断炉渣碱性强弱的指标,是碱性氧化物与酸性氧化物之比。
5.脱氧剂直接加入到钢液中,生成稳定的氧化物,并和钢液分离,上浮 进入炉渣,以达到降低钢种氧含量的目的。
6.钢中的元素含量高出或低于标准要求。
7. 一昼夜每IMV-A变压器生产的合格钢产量。
8.不增加渣量的情况下,使炉渣呈很厚的泡沫状,由于Co上浮造成。
9.脱氧、脱硫、脱磷等化学反应的生成物没有及时上浮排除造成的夹杂。 10.是在冶炼出钢或者是浇注的时候,钢液被再次氧化。
377
附录2电弧炉炼鋼工复习题参考答案
11.实际冶炼时间的总和和总冶炼时间的比值。
12.电弧炉实际炼钢时间与日历时间的百分比。
13.冶炼It合格钢水所消耗的电极量。
五、简答题
1.清洁少锈、无混杂、成分明确、块度合适。
2.目的是进一步去气、脱硫、脱氧、排出夹杂物、调整及均匀钢液成分 和温度等,提高钢的质量;同时,缩短初炼炉的冶炼时间,降低生产成本。
3.电弧炉是靠石墨电极和金属料之间所产生的强烈电弧供热产生高温金 属炉渣熔化,并可适当控制炉内温度及氧化还原的气氛达到冶炼之目的。
4.①切割法,消除搭桥,避免大塌料;②渣面上吹氧,化料快;③浅吹 钢水吹氧助熔,升温降碳快、氧气利用率高,缺点是冒出的火焰大,操作条 件差。
5.①化学成分全部进入控制规格范围;②钢液脱氧良好;③炉渣为白渣; ④温度合乎要求;⑤炉子设备正常。
6.①造稀薄渣;②预脱氧:③造白渣;④取样化验:⑤勤搅拌(S会迅 速降低,吸气,取两次样)。
7.和氧亲和力小的、熔点高的或加入量多的元素可以在熔炼前期加入, 和氧亲和力大的一般在还原期加入,极其容易氧化的元素一般在还原后期或 在出钢桶里加入。
8.氧化脱磷的方程式:2ΓP] + 5(FeO)÷4(CaO) = (4CaO ∙ P2O5) + 5[FeO]AH=- 949.7kJ影响脱磷的因素:高碱度、高氧化性、大渣量、 低温。
9.①底部装小料,用量为小料总量的一半,然后在料罐的下部中心区装 入全部大料、低碳废钢或难熔炉料,在大料之间填充小料,中型料装在大料 的上面及四周。
②在料的最上面(电极下面)装入剩余的小料(轻废钢);汤道及装车 屑的草袋子等不易导电的炉料,不准放在电极下面,防止开始通电时不起弧。
③凡在配料中使用的电极块,应砸成50〜IoOmm左右块度,装在炉料 的下层;如果配入生铁,应装在大料上面或电极下面,以便利用它的渗碳作 用,降低大料的熔点,加速熔化。
④熔点高的铁合金(如鸨铁、铝铁)应放在高温区,但不能装在电极下 面,馅铁、钵铁、镖等应避免放在电弧作用区,装在靠近炉坡及四周,以防 止大量挥发损失。
⑤炉料在罐中应放置平整、致密、无大空隙,装炉后在炉内的分布最好 呈半球形。
378
附录2电弧炉炼鋼工复习题参考答案
总之布料应做到上致密、下疏松;中间高,四周低、炉门口无大料;使 得穿井快,不搭桥。
10.电能、化学热、物理热、其他辅助热源。
11.吹氧终点C控制不当;沪内钢水量估计不准;合金收得率估计不准; 取样没有代表性或化学成分分析出错,造成判断错误;操作粗枝大叶。
12.稳定电弧;覆盖钢液,保持温度,减少热量损失;防止钢液吸气;减 少元素挥发。
13.出钢口处搅拌差;出钢口处成分温度与熔池不均匀。
14.脱磷,传氧,脱碳,搅拌熔池,去气去夹杂。
六、计算题
1.解已知T注= 1580IC
出钢降温ATaj =30C
钢包镇静时间降温L5b/min,镇静8min
根据 T⅛ =∆Taj+Ta+Ta =30r+l. 5∙C∕min×8min+1580,C = 1622,lC
答:20CrMnTi钢出钢温度为1622(。
2.解铁合金加入量=K控制成分一炉中成分)X钢液量]/(回收率Χ铁 合金元素成分)
FbMn 加入量= [(0. 65%-0. 25%)X3000kg]∕(65%X98%) = 18. 838kg
答:FeMn加人量为18. 838kg。
379
附录3电弧炉炼钢工实际操作内容及 评分标准
操作内容一根据炉料如何吹氧操作
一、准备通知单:吹氧检、吹氧管。
二、要求
I.技术条件:参照技术操作规程和安全操作规程。
2.给分要素:正确吹氧方式50分,吹氧压力控制及安全确认20分。
3.考核时间:30mino
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
吹氧操作 |
1.合理吹氧方式 及插入深度 |
50 |
不合理吹氧角度、深 度扣25分 |
|
2.吹氧压力在允 许范围内 |
10 |
压力不在0. 6 ~ O. 8mPa 扣 5 分 | ||
|
3.手握吹氧管位 置及开启氧气阀门 前安全确认 |
10 |
位置不对,未安全确 认扣5分 | ||
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
10 |
未按操作规程操作 设备扣1~10分 |
|
操作平稳 时间 |
Imin后操作平稳 |
10 |
超Imin扣1分、超 2 min 扣 3 分、超 3 min 扣6分、超4 min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标准 的程度评定 |
10 |
380
附录3电疆炉炼钢工实际操作内容及评分标准
操作内容二正确勺取试样
一、准备通知单:取样勺。
二、要求
1.技术条件:参照技术操作规程和安全操作规程。
2.给分要素:取样部位20分,样勺确认干燥30分,取样时机20分,所
取试样能用。
3.考核时间:5mino
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
取样 |
1.取样在吹氧毕 2〜3min后 |
20 |
取样时间不正确扣 20分 |
|
2.取样部位在 1#、2#电极之间 |
20 |
取样部位不正确扣 20分 | ||
|
3.样勺须干燥, 所取试样必须保证 能用 |
30 |
样勺潮湿,试样不能 用扣30分 | ||
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
10 |
未按操作规程操作 设备扣1〜Ie)分 |
|
操作平稳 时间 |
Imin后操作平稳 |
10 |
超Imin扣1分、超 2min 扣 3 分、超 3min 扣6分、超4min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标准 的程度评定 |
10 |
操作内容三正确测量钢水温度
一、准备通知单:测温枪、显示屏及补偿导线。
二、要求
1.技术条件:参照技术操作规程和安全操作规程。
2.给分要素:测温部位40分,测温时机30分。
3.考核时间:5mino
381
附录3电孤炉炼钢工实际操作内容及评分标准
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
测温 |
1.测温部位1#、 2#电极之间 |
40 |
测温部位不正确扣 扣40分 |
|
2.测温时机 |
30 |
测温应避开高温、低 温区 | ||
|
3.测温枪测温后 正常 |
烧坏测温枪扣70分 | |||
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
10 |
未按操作规程操作 设备扣1〜10分 |
|
操作平稳 时间 |
ImirI后操作平稳 |
10 |
超Imin扣1分、超 2min 扣 3 分、超 3min 扣6分、超4min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
操作内容四 正确接送电极
一、准备通知单:必50电极一根、手电钻。
二、要求
1.技术条件:参照技术操作规程和安全操作规程。
2.给分要素:换电极30分,接电极20分,正确使用手电钻打外管子
20分。
3.考核时间:30mino
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
接换电极 |
1.指挥手势明 确,换电极时间 |
30 |
手势不明确,换电极 >10分各扣15分 |
|
2.接电极牢固 |
20 |
电极扣受损,电极连 接有缝隙各扣10分 | ||
|
3.正确使用手 电钻 |
20 |
不带绝缘手套,无监 护扣20分 |
382
附录3电弧炉燥鋼工实际操作内容及评分标准
续表
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
10 |
未按操作規程操作 设备扣1〜10分 |
|
操作平稳 时间 |
lm⅛后操作平稳 |
10 |
超Imin扣1分、超 2min 扣 3 分、超 3min 扣6分、超4 min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
操作内容五用肉眼现场识别铁合金
一、准备通知单:高碳 Fe∙Mn, Mn-Si, FcSi,低 CFeCr,高 CFbCr。
二、要求
1.技术条件:参照技术操作规程和安全操作规程。
2.给分要素:每识别出一种铁合金为20分。
3.考核时间:IOmino
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
识别铁合金 |
现场正确识别铁 合金 |
70 |
每识别错误扣20 |
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
10 |
未按操作规程操作 设备扣1〜10分 |
|
操作平稳 时间 |
Imin后操作平稳 |
10 |
超Imin扣1分、超 2 min 扣 3 分、超 3 min 扣6分、超4 min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
383
附录3电義炉燥钢工实际操作内容及评分标准
操作内容六掌握操作炉前设备
一、准备通知单:炉前操作柜,炉门氧枪操作盒,喷粉机设备。
二、要求
1-技术条件:参照技术操作规程和安全操作规程。
2.给分要素:正确使用设备无误操作40分,独立操作30分。
3.考核时间:60mino
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
操作炉前 设备 |
1.正确使用设 备,无误操作 |
40 |
操作错误一个开关 扣10分 |
|
2.正确操作按钮 |
30 |
发生误操作造成事 故扣30分 | ||
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
10 |
未按操作规程操作 设备扣1〜10分 |
|
操作平稳 时间 |
Imin后操作平稳 |
10 |
超Imin扣1分、超 2min 扣 3 分、超 3 min 扣6分、超4min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
操作内容七 根据试样胃的碳花判定钢水含碳量
一、准备通知单:样勺、试样。
二、要求
1.技术条件:参照技术操作规程。
2∙给分要素:与化验分析结果偏差0∙02%〜0.04%为满分。
3.考核时间:15mino
384
附录3电弘炉炼钢工实际操作内容及评分标准
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
判定钢液含 C量 |
-L高碳钢系列误一 差士S 04% |
30 |
每士0.01%扣10分 |
|
2.中碳钢误差一 ±0. 03% |
20 |
每±0.01%扣10分 | ||
|
3ɪ低碳钢误家 ±0. 02% |
20 |
每士0.01%扣10分 | ||
|
一般项目 |
正确使用 设备 |
-艮操宿规露正£ 操作设备_____ |
10 |
-未按操作规程操作 设备扣1~10分 |
|
操作平稳 时间 |
Imin后操作平稳 |
10 |
超Imin扣1分、超 2min扣3分、超3min扣 6分、超4min不得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
操作内容八根据炉体侵蚀情况,补炉
一、准备通知单:补炉大锹,热补炉料。
二、要求
I.技术条件:参照技术操作规程和安全操作规程。
2.给分要素:快补、薄补、热补40分,投料准确、迅速30分。
3.考核时间:15mino
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
补炉操作 |
L补炉要薄补、 快补、热补 |
40 |
-示届操作不当扣 20分 |
|
2.投料准确、 迅速 |
30 |
投料不准确、动作慢 扣15分 | ||
|
一般项目 |
正确使用 设备 |
-按操作规程正确 操作设备_____ |
10 |
G按操作规程操作 设备扣1〜10分 |
|
操作平稳 时间 |
Imin后操作平稳 |
10 |
超Imin扣1分、超 2min扣3分、超3min扣 6分、超4min不得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
385
附景3电弧炉炸綱工实际操作内容及评分标准
操作内容九正确配电操作
一、推备通知单:配电操作台。
二、要求
1.技术条件:参照技术操作规程和安全操作规程。
2.给分要素:熟悉操作开关20分,按指令配电调节电压挡位50分。
3.考核时间:15mino
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
配电操作 |
1.熟悉常用按钮 |
20 |
每说错一个扣5分 |
|
2.能够正确调节 电流、电压 |
50 |
调节挡位错误扣 50分 | ||
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
10 |
未按操作规程操作 设备扣1〜10分 |
|
操作平稳 时间 |
Inlin后操作平稳 |
10 |
超Imin扣1分、超 2min 扣 3 分、超 3min 扣6分、超4 min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
操作内容十炉前使用耐火材料的知识
一、准备通知单:耐火材料。
二、要求
1.技术条件:参照技术操作规程。
2.给分要素:对炉前耐火材料使用方法了解50分,对使用成分、性能了 解50分。
3.考核时间:30mino
386
附录3电疆炉炼钢工实际操作内容及评分标准
|
项目 |
考核内容 |
考核要点 |
配分 |
评分标准 |
|
主要项目 |
对炉前使用 耐火材料 的知识 |
1.每种耐火材料 使用方法 |
40 |
不了解掌握各扣 10分 |
|
2.对使用每一种 耐火材料性能、成分 不清楚 |
30 |
说不清楚各扣10分 | ||
|
一般项目 |
正确使用 设备 |
按操作规程正确 操作设备 |
IO |
未按操作规程操作 设备扣1〜10分 |
|
操作平稳 时间 |
Imin后操作平稳 |
10 |
超Imin扣1分、超 2min 扣 3 分、超 3 min 扣6分、超4 min不 得分 | |
|
安全文明 生产 |
国家安全生 产法规或企 业安全操作 规程 |
按达到规定或标 准的程度评定 |
10 |
387
参考文献
Li]沈才芳,孙社成,陈建斌编著.电弧炉炼钢工艺与设备.北京:冶金工 业出版社,2007.
[2]刘根来主编.炼钢原理与工艺.北京:冶金工业出版社,2006.
E3]俞海明主编.现代电炉炼钢操作.北京:冶金工业出版社,2009.
[4] Alzetta F, Ruscio E, Poloni A.达涅利 FastArcTM 高技术电弧炉. 2007中国钢铁年会论文集.成都:中国金属学会,2007.
[5] Francesco Memoli, Angelo Manenti . A New Era for the Continuous Scrap Charge : the Definitive Success of Consteel Technology and Its Expansion in Europe From a Productivity and Environmental Perspective. AIST 2007 Proceedings. Indianapolis : Association for Iron and Steel Technologyj 2007 : 871.
[6] Gerhard Fuchs. New Energy Saving Electric Arc Furnace Design. AIST-ech 2008 Proceedings. Pittsburgh: Association for Iron and Steel Technology, 2008: 709.
[7]李厚实.新编电炉炼钢新工艺、新技术与操作技能实用手册.北京:冶 金工业出版社,2003.
[8] Larry Gates, Kuniharu Fujimotoj Yasukazu Okada, et al. Installation of Praxair CoJet (Gas Injection System at Sumikin Steel and other EAFs With Hot Metal Charges [C]* AISTech 2008 Proceedings. Pittsburgh: Association for Iron and Steel Technology, 2008: 723.
[9]朱荣,王新江.安钢IOOt竖式电弧炉高热装铁水比的工艺实践.特殊 钢,2008, 29 (1): 40.
[10]陈丽,吕卫阳,朱甲兵•基于模糊聚类的电弧炉炼钢氧枪优化用氧的 研究.冶金能源,2007, 26 (1): 12.
[11]张露,温德松,孙开明.现代电弧炉热装铁水实践与再认识.天津冶 金,2008 (5): 43.
[12] IbnyKlippel, Ron Miller, John Counce, et al. Results of Gerdau Ameris-teel Jackson EAF Operation with PTI Inc. LimeJetTM Injection System. AISIech 2009 Proceedings. St Louis: Association for Iron and Steel Technology ,2009∙ 585.
[13] Joe Maiolo, Paolo Clerci. iEAF® Technology: Dynamic Process Control for the Electric Arc Furnace. AISTech 2009 Proceedings. St. Lou-
388
is: Association for Iron and Steel Technology, 2008: 565.
[14] Luis Ferro* Paolo Giuliano, Paolo Galbiati, et aɪ. The Electric Arc Furnace of Tenaris Dalmine : From the Application of Digital Electrode Regulation and Multipoint Injection to the Dynamic Control of the Process. AISTech 2007 Proceedings. Indianapolis: Association for Iron and Steel Technology, 2007: 847.
口5]马晓茜,陈伯航.电弧炉炼钢两种余热回收方式的比较.工业炉, 1998, 20 (4): 20.
[16]王广连,马佐仓,李猛等.实现电炉炼钢节能减排和清洁生产的可持 续发展.中国冶金,2008, 18 (7): 45.
[17]陶务纯,王胜,朱宝晶等.电炉除尘兼余热回收系统的设计与应用. 中国冶金,2007, 17 (9): 51.
[18]张海滨•电炉回收烟气余热实现负能除尘.冶金动力,2009 (4): 77.
[19]卢春苗,顾佳晨,孙彦广.基于SVM逆模型的电炉静态温度预报模型 研究:仪器仪表学报,2008, 29 (4): 821.
[20]姜静,李华德,孙铁等•基于混合遗传算法的电弧炉终点目标温度预 报模型•特殊钢,2007, 28 (5): 22.
[21] Marshall Khan, Doug Zuliani. EAF Water Detection Using Offgas Measurement. AISlech 2009 Proceedings. St. Louis: Association for Iron and Steel Technology, 2009: 549.
[22] Joe Maiolo, Paolo Clerci. iEAF (Technology: Dynamic Process Control for the Electric Arc Furnace. AISTech 2009 Proceedings. St. Louis: Association for Iron and Steel Technology, 2009: 565.
389
化学工业出版社相关图书推荐
|
书号 |
书 |
名 _______ |
定价/元 |
|
10226 |
冷弯成型及焊管生产技术____________ |
49 | |
|
10095 |
废钢碗回汲与利用技术 |
58 | |
|
08758 |
高炉炼铁操作 |
35 | |
|
08681 |
轧钢喪备反6蓝制 |
79 | |
|
08559 |
冶金操作岗位培训丛书—— |
-轧钢工__________ |
38 |
|
06741 |
冶金蘿作前培训丛书-- |
一转炉炼血工 |
29 |
|
05314 |
冶金衰作岗位培加丛书二一 |
-轧钢加热工______ |
29 |
|
10552 |
^典作嘉培而丛帝—- |
-连铸工 |
38 |
|
10690 |
冶金*作前培训丛书-- |
一烧结- |
32 |
|
11301 |
冶金骏作部位培训丛书—— |
高炉炼铁工— : |
39 |
|
05134 |
材料成型(轧制)专业英语教程 |
29 | |
|
05131 |
兔制≡程乐^ - |
68 | |
|
03849 |
轧制笈程百动化技术 -- |
30 | |
|
03478 |
冲压择生声指南 一一 |
46 | |
|
03161 |
钢管是产段术问答 —- |
36 | |
|
02977 |
不锈庙板踊生产技术 一 |
45 | |
|
02952 |
冷弯血型段术手册 - |
68 | |
|
02869 |
实用鼠制工艺参数检测技术一 |
25 | |
|
01665 |
轧钢生产问答 ______ |
36 | |
|
01355 |
钢材质量 「 |
28 | |
|
01112 |
现代戻缝 |
36 | |
|
OlllO |
乘种虱制: |
30 . | |
|
01066 |
冷弯成型丄____________________ |
36 | |
|
01018 |
铸铁质其瘠炼技术问答 一 |
25 | |
欢迎登录化学工业出版社网上书店 WWW. cip. com. c∏0
地址:北京市东城区青年湖南街13号(IOOOll)
如果出版新著,请与编辑联系。
编辑:010-64519283 (刘丽宏)
投稿邮箱:editor2044@sina. com
购书咨询:010-64518888