ICS 13.110
CCS J 09
中华人民共和国国家标准
GB/T 23819—2023/ISO 19353:2019
代替 GB/T 23819—2018
机械安全火灾预防与防护
Safety of machinery——Fire prevention and fire protection
(ISO 19353≈2019, [DT)
2023-09-07 发布
2023-09-07 实施
国家市场监督管理总局 国家标准化管理委员会
GB/T 23819—2023/ISO !9353s2019
目 次
前言................... UI
引言.................................................................................................... IV
1范围.............................................................................. 1
2规范性引用文件 ......................................................................................................1
3术语和定义 ....................... 1
4 火灾危险............... 3
4.1 概述...................................................... 3
4.2可燃物............................................................................................................3
4.3 氧化剂................................................................................................ 4
4.4 点燃源...................................-.........-............................... 4
5 火灾风险评估与风险减小的策略 .................. 4
5.1 一般要求.........................................................................................................4
5.2确定机械限制.........................................................*......................................... 5
5.3识别火灾危险...................................................................................................6
5.4风险估计.........................................................................................................7
5.5 风险评价 ............... 8
5.6风险减小.........................................................................................................8
6补充保护措施的选择程序..........................................................................................10
6.1 一般要求.........................................................................................................10
6.2根据预期风险等级选择火灾预防与防护系统............................................................11
7 使用信息.............................. 13
附录A (资料性)机器及其典型火灾相美危险示例............................................................14
附录B (资料性)火灾探测和灭火系统选择和确定的方法示例 .............................................15
附录C (资料性)集成在机器上的灭火系统的设计示例......................................................26
附录D (资料性)点燃源示例............-...........-........................................................27
附录E (资料性)金属材料加工中心风险评估与风险减小示例 .............................................28
附录NA (资料性)影响灭火剂选择的因素示例 .............. 37
参考文献 ...................................................................... 38
学兔兔ww. bzfxw. com标准下载
GB/T 23819—2023/ISO 19353i2019
前 言
本文件按照GB/T L1—2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定 起草。
本文件代替GB/T 23819-2018《机械安全 防火与消防》,与GB/T 23819-2018相比,除结构调 整和编辑性改动外,主要技术变化如下:
删除了部分术语和定义(见第3章,2018年版的第3章*
本文件等同采用ISO 19353:2019《机械安全 火灾预防与防护》。
本文件做了下列最小限度的编椎性改动:
--附录C中增加了图C.21
—增加了资料性附录NA。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别专利的责任.
本文件由全国机械安全标准化技术委员会(SAC/TC 208)提出并归口。
本文件起草单位•东莞汇乐技术股份有限公司、广州市长科安全应急科技有限公司、安徽汉和电气 有限公司、河北鼎润智能装备制造有限公司、厦门伟豪泰科技有限公司、湖州市南帯区佰通标准化研究 院、中机生产力促进中心有限公司、北京机械设备研究所、四川蜀兴优创安全科技有限公司、山东杰创机 械有限公司、北京航天新立科技有限公司、南京林业大学、北京遥感设备研究所、中国船舶集团有限公司 第七0三研究所、皮尔磁电子(常州)有限公司、广州特种机电设备检测研究院、南京理工大学、广东技术 师范大学、奥煌检测技术服务(上海)有限公司、广州路本利安全科技发展有限公司、浙江石井工具有限 公司、深圳好递纯电汽车科技有限公司、广汽本田汽车有限公司、福建省闽旋科技股份有限公司、广东南 桂起重机械有限公司、陕西协佳亚光软件有限公司、深圳市拉普拉斯能源技术有限公司、山东省分析测 试中心、金华市三环焊接材料有限公司、南安市中机标准化研究院有限公司、九思检测技术(广东)有限 公司、陕西泛标软件有限公司、义乌市经龙模具有限公司、西安久鑫长物联网科技有限公司、绍兴科艺标 准技术咨询有限公司、广东康鑫新材料有限公司、西安宁康特数据服务有限公司。
本文件主要起草人:梁峻、曹坚、张鹏、肖尚发、徐宇、林卫波、张天泽、张直焕、杨治国、刘治永、 王鹏飞、吴亚鹏、庞学佳、叶春华、秦培均、姜涛、许兵、居里错、张杰、王新华、宋小宁、程红兵、曾奕聪、 黄永明、李勤、朱斌、黄之炯、居荣华、黄飞、杨超峰、林佳继、吴海建、李忠、付卉青、陈靖、梁伟雄、江希伟、 张晓飞、强俊寿、丁宁、郑华婷、江绍庭、杨玲玲、徐敏、汪正华、南少微、龚丽华、段春芳、顾大正、向东梅、 皮玉林。
本文件于2009年首次发布,2018年第一次修订,本次为第二次修订,
Ili
GB/T 23819—2023/160 19353≈2019
引 言
机械领域安全标准的结构如下.
A类标准(基础安全标准),给出适用于所有机械的基本概念、设计原则和一般特征。
--B类标准(通用安全标准),涉及机械的一种安全特征或使用范围较宽的一类安全装置:
• Bl类,特定的安全特征(如安全距离、表面温度、噪声)标准;
• B2类,安全装置(如双手操纵装置、联锁装置、压敏装置、防护装置)标准。
C类标准(机械产品安全标准),对一种特定的机器或一组机器规定出详细的安全要求的标准。
根据GB/T 15706,本文件属于Bl类标准。
本文件尤其与下列与机械安全有关的利益相关方有关:
--机器制造商;
--健康与安全机构。
其他受到机械安全水平影响的利益相美方有*
-机器使用人员;
—机器所有者;
一~服务提供人员;
消费者(针对预定由消费者使用的机械)。
上述利益相关方均有可能参与本文件的起草,
此外,本文件预定用于起草C类标准的标准化机构。
本文件规定的要求可由C类标准补充或修改,
对于在C类标准的范围内,且已按照C类标准设计和制造的机器,优先采用C类标准中的要求.
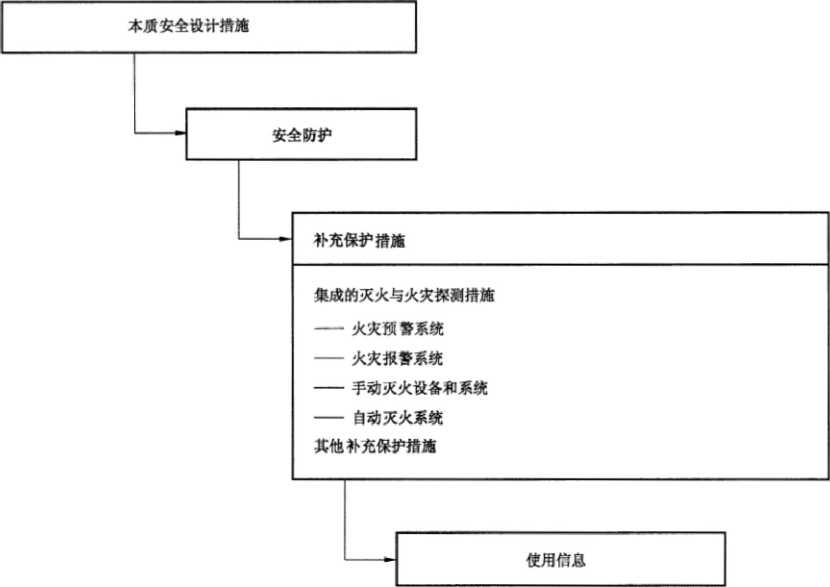
机械安全在防火方面包括火灾预防、火灾防护和灭火" 一般情况下,防火措施包括技术、结构、组织 和灭火措施。有效的机械防火安全需要采取单一措施或综合措施.
本文件给出的措施如图1所示。
N
学兔兔 www.bzfxw.com 标准下载
GB/T 23 819—2023/ISO 19353s2019
图1本文件给出的保护措施
V
GB/T 23819—2023/ISO 19353i2019
机械安全火灾预防与防护
1范围
本文件规定了识别由机械导致的火灾危险和开展风险评估的方法。
本文件给出了在机械设计和制造过程中所需采取的火灾预防与防护措施的基本概念和方法。这些 措施考虑了机器的预定使用和可合理预见的误用。
本文件也给出了通过机器设计、风险评估和使用手册将机械的火灾风险减小至可接受水平的指南, 本文件不适用于:
——~移动式机械;
含有受控燃烧过程的机械(例如:内燃机、锅炉),除非该燃烧过程可在机械的其他部位或机器 外部形成点燃源;
-—用于潜在爆炸性环境及防爆的机械;
集成到建筑消防安全系统的火灾探测及灭火系统。
本文件也不适用于文件发布前制造的机械或机械元件。
2规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款.其中,注日期的引用文 件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于 本文件。
GB/T 15706-2 012 机械安全设计通则风险评估与风险减小(ISOI2100"010 ,IDT)
ISO 12100 机械安全 设计通则 风险评估与风险减小(Safety of machinery— General principles for design—Risk assessment and risk reduction)
ISO 13849-1机械安全 控制系统安全相关部件 第1部分:设计通则(Safety of machinery一 Safety-related PartS of control systems—Part 1 ; General principles for design)
注:GB/T 16855.1—2018 机械安全 控制系统安全相关部件 第1部分:设计通则(ISoI3849-1 :2015,1DT)
ISO 13943 火灾安全词汇(Fire safety一Vocabulary)
3术语和定义
ISO 12100和ISO 13943界定的以及下列术语和定义适用于本文件.
3.1
可燃性 combustibility
材料能够燃烧的特性,
注1:材料可燃性的精确评估取决于机械的运行环境和材料的形态及物理状态(如气体、液体或固体>切削固体产生 的碎屑JS尘或其他形式)"
注2:根据可燃性,材料分为不燃、难燃、可燃及易燃材料。重要的是,不能混淆材料的可燃性与易燃性或可点燃 性,因此,闪点和燃点并不代表可燃性的定量测度.
学兔兔 www.bzfxw.com 标准下载
GB/T 23 819—2023/ISO 19353l2019
3.2
灭 火开口 extinguishing opening
在机械外壳上通过堵头或活页封闭的开口,通过该开口可安全使用灭火装置。
注:能使用灭火装置,如软管或灭火枪.
3.3
火灾fire
以受控燃烧或不受控燃烧的形式出现的自持燃烧"
注IE受控燃烧是特意安排用以实现预期目的的燃烧。
注2:不受控燃烧是指在时间上和空间上不受控的(燃烧)蔓延.
注3: 一旦燃烧控制失败,受控燃烧可能导致不受控燃烧。
3*4
灭火剂 fire-extinguishing agent
适于通过将温度降低至点燃温度以下和/或降低氧化剂浓度来实现灭火的介质。
注:灭火剂可能是气态、液态或固态.常见的灭火剂包括水、二氧化碳、觉气、範气、化学粉末或泡沫,
3.5
火灾预防 fire prevention
防止火灾发生和/或限制其影响的一系列措施。
[来源 JSo 8421-1 J987,L21,有修改]
3.6
火灾防护 fire protection
通过探测、扑灭或控制火灾来降低火灾对人员和财产的危害的一系列措施,如设计特征、系统、设 备、建筑物或其他结构Q
「来源 JSo 8421-1/987,1.23,有修改]
3.7
灭火系统 fire suppression system
扑救火灾并降低火焰及热量破坏性影响的技术系统。
注:灭火时可能还需要其他装置。
3.8
点燃能量 ignition energy
促使燃烧开始所需的能量。
3.9
低蒸发金属加工液 low evaporation metalworking fluid
低排放金属加工液 low-emission metalworking fluid
由低蒸发载体介质和防雾添加剂组成的金属加工液。
注:低蒸发载体介质是由低蒸发矿物油、合成酯和/或特殊液体组成的基础油。
3.10
过热 OVerhBatiIIg
不受控制的温度升高。
3.11
火灾预警系统 pre-fire alarm system
初期火灾探测器 pre-fire detection
探测可导致火灾的潜在发生条件并触发响应的系统。
注L响应是触发警报信号或触发自动反应。
注2:系统的传感器能探测因摩擦、热表面、惰化损失、气体浓度异常改变、润滑或供冷失效等产生的热.
2
GB/T 23819—2023/ISO 19353:2019
注3:火灾预警系统能理解为使用传感器探测火灾的发生并触发响应的系统.传感器用于检测烟气、可燃气体、热 或火焰。
3.12
所需性能等级 required performance level
PU
每种安全功能为达到所需的风险减小所采用的性能等级(PLM
[来源:GB/T 16855.1—2018,3.1,24,有修改]
3.13
自燃 self-ignition
因自热引起的自发点燃。
4火灾危险
4.1概述
同一时间同一地点存在足够的可燃物(燃料)、氧化剂(到气)和点燃能量(热量),就存在火灾危险. 火灾是这三个要素以无约束化学反应的形式相互作用的结果(见图2)。
通过控制或去除火四面体中一个或多个要索,能防止或抑制火灾的发生.
某些物质本质上是不稳定的,如强氧化剂或自热物质,会引起火灾危险。
氧浓度的变化(如富氧)也能引起火灾危险。
机械所加工、使用或释放的材料,以及机械周边的材料或构成机械的材料,都能引起火灾危险.
注:除火灾危险之外,还存在爆炸危险。
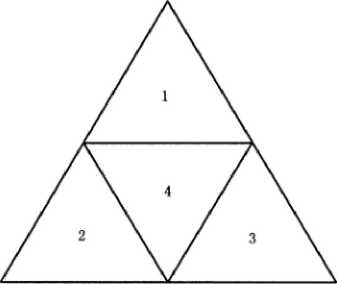
标引序号说明:
1...热量I
2--氣气;
3—燃料*
4--无约束化学链式反应.
图2火四面体
4.2可燃物
应确定可燃物是否存在,或存在的量和分布状况。可燃物可以是固态、液态或气态。
物质燃烧的难易程度受其尺寸、外形和积聚程度的影响,如松散聚集在一起的小片物质比大块的 同一物质更容易点燃。同样,物质的组合也能影响其点燃性和燃烧性能。
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353 = 2019
还应考虑物质性质是否随着时间或使用而发生变化。这些变化包括材料可能分解释放出可燃气体 和蒸气。这可能加大火灾危險。
4.3氧化剂
评估火灾危险时,应确定是否存在助燃物质及其存在的量,如产生氧气的物质及出现的概率.最常 见的氧化剂是空气,但还有其他助燃的氧化剂,如硝酸钾(KNO3、高獄酸钾(KMno,)、高氯酸 (HCloj、过h化氢(Ho■、氧化氟(NQL
4.4点燃源
应确定是否存在或会出现何种点燃源。
点燃源出现的可能性受下列因素影响:
a)热能;
b)电能:
C)机械能;
d)化学能。
注:机器及其典型火灾危险的示例见附录A,点燃源示例见附录D.
5火灾风险评估与风险臧小的策略
5.1 一般要求
根据ISO 12100给出的程序,火灾风险评估由一系列可系统检查火灾危险的逻辑步骤组成.火灾 风险评估包括如下顺序阶段。
G火灾风险分析,包括:
D 确定机械限制(见5.2);
2)识别火灾危险(见5.3);
3)风险估计(见5,4)。
b)风险评价.
必要时,凤险评价之后还需进行风险减小。
在规划火灾预防和防护措施时,应考虑正常操作条件(包括启动和停止程序、可能的技术性失效及 可合理预见的误用).
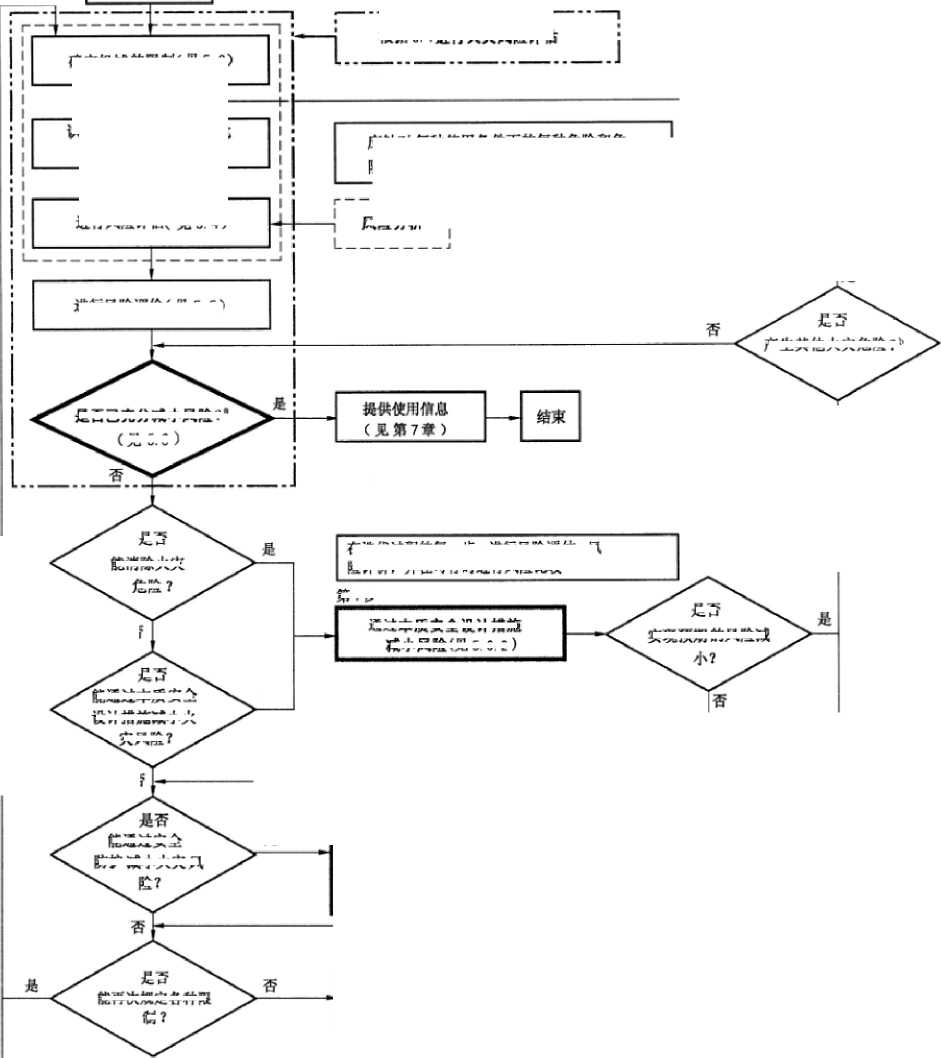
应重复迭代火灾风险评估与风险减小过程,直至火灾的风险已经被充分减小。风险分析的判断应 由与机械存在的危险相关的风险估计结果支持,这种估计包括定性估计或在适当情况下的定量估计,见 图3.
注:金属材料加工中心风险评估与风险减小示例见附录E-
4
开始
GB/T 23819—2023/ISO 19353:2019
根据5, 1进行火灾风险评估
确定机械的限制(见5, 2)
IR别可合理預见的火灾危 险(见5. 3)
进行风险评估(见5 4)
进行风险评侪(见5 5)
是否已充分减小风险?.
(见 5.6)
是會
膽消除火灾
危险?
否
能通过本质安全
设计措施减小火
灾风险?
否
能通过安全
防护敏小火灾风
能再次城定各种图
制?
是
第2步
是
应针对每种使用条件下的每种危险利危 险状态,分别进行风险诚小的迭代过程
风峻分析
是
是否
产生其他火灾危险?il
在迭代过程的每一步,进行风险评估、风 险评价,并在可行时进行风险比较
第1步
通过本质安全设计措施
减小风險(见5 6 2 J
通过安全防护减小风险 eɪ 5. P
通过采取补充保护措施和 必要的其他补充保护措施 减小风险C见5 6, 4、6, 1)
第3步
通过使用信息减小风险 (見第7章)
是舍
預期的风险減

星皆
顼期的风险减
小?
否
是

是否
照乱預期的风险M
小?
否
,首次回答这个问题时用初始风险评估的结果。
b如果风除减小产生了火灾危险之外的其他危险,则应采取ISO 12100中给出的风险减小方法。
图3火灾风险减小过程迭代三步法图示(来源于ISO 12100)
5.2确定机械限制
风险评估应包括机械限制的确定,并考虑涉及火灾危险的机器生命周期阶段。
火灾风险评估时有用的机器限制示例如下:
5
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353:2019
机器的预定使用和可合理预见的误用;
--机器加工的材料特性:
机器运行模式;
--机器操作者、维修人员及适当情况下公众的培训、经验或能力的预期水平;
--可能暴露于火灾危险的人员对火灾危险的认知水平;
-机器及元件的预期寿命及与产生火灾危险相关的老化影响;
推荐的保养周期;
--日常管理及清洁水平等与潜在火灾危险相关的因素;
——机器的预期运行环境(如干燥、粉尘、潮湿、炎热、低温环境*
5.3识别火灾危险
机械限制确定后,应识别可合理预见的火灾危险,并考虑可能存在火灾危险的机械生命周期阶段.
注:关于火灾危险的性质见第4章.
应识别与机器各种用途相关的所有可合理预见的火灾危险,可根据火灾荷载和点燃源来识别火灾 危险(见图4)。
应按照ISO 12100给出的程序,根据火灾荷载和点燃源确定火灾场景并估计火灾风险,该程序提 供可系统检查机械和/或工作过程产生的火灾危险的一系列逻辑步骤,见图3.
识别火灾危险应包括以下步骤:
--识别预期的及可合理预见的运行条件;
-识别与火灾危险相关的可燃和易燃物质(与机器和加工相关的所有材料,包括原材料和加工材 料),
评价材料的可点燃性、易燃性、可燃性、助燃效应及毒性:
——根据主要可燃物质(燃料)估计火灾荷载;
识别可造成点火事件的所有可能的点燃源(如热量):
根据火灾荷载和点燃源识别火灾场景:所有可导致可燃物质和易燃物质点燃的可合理预见的 场景,包括人为错误引起的场景,如物质交换、操作机器不当或者不正确的维护•
6
GB/T 23819—2023/ISO 19353:2019
|
预期的和可合理预见的 操作条件 I |
|
可燃材料: |
|
机器的和加工的 |
火灾特性:
—可点燃性
-易燃性
1—可燃性
—助燃效应
—毒性
|
火灾 |
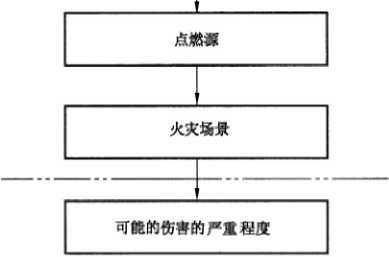
图4重大火灾危駐识别
5.4风险估计
火灾危险(火灾场景)识别后,应估计火灾风险的可能性.风险估计提供风险评价所需的信息,从而 判断是否需要风险减小.风险估计取决于存在的火灾危险、机械暴露于火灾危险的频率,以及暴露于危 險时发生火灾的可能性及可能的伤害程度。
与火灾危險相关的凤险是火灾危险导致的伤害严重程度与该伤害发生可能性的函数。图5的风险 图给出了风险估计的指南。
注:与图5等款的方法(见ISO/TR 14121-2)能被采用。
7
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353:2019
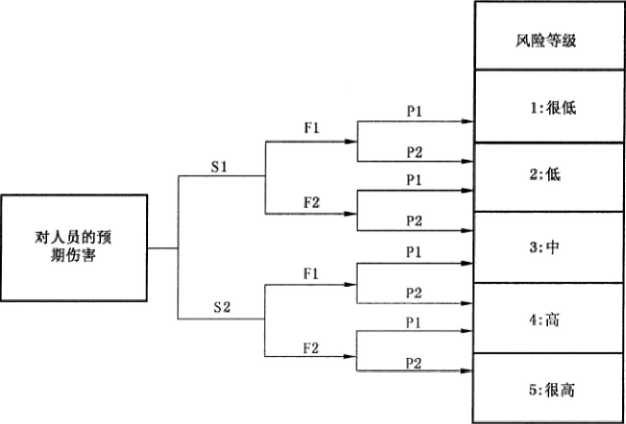
标引序号说明:
风险参数:
Sl--轻微伤害(通常可恢复);
S2--严重伤害(通常不可恢复或死亡),
Fl—频率:儘少至较少和/或短时间暴露于危险;
F2-頻率:经常至持续和/或长时间暴露于危险;
Pl—给定条件下避免危险或限制伤害的可能性;
P2--几乎不可能避免危险或限制伤害.
图5风险等级的估计
火灾风险分析应考虑如下因素:
机器暴露于火灾危险的频率;
—— 与火灾预防措施相关的使用信息(如操作说明、机器上的标记);
—机器操作者识别火灾危险并釆取干预措施消除或降低火灾的可能性;
一一旦点燃引发火灾,在初期阶段操作者或传感器能检测到的可能性;
一机器损坏的程度;
一对操作者或旁观者的潜在伤害及此类伤害最有可能的严重程度;
操作者对火灾危险的认知和防火训练的培训水平.
5.5风险评价
完成风险估计后,应进行风险评价,以确定是否需要风险减小。如果需要风险减小,则应选择井采 取合适的保护措施。
采取5,6规定的技术性火灾预防和防护措施后,应确定是否已充分减小风险。
注:也可见GB/T 15706-2012中第6章给出的"三步法:
5.6风险臧小
5.6.1 -般要求
如果需要采取风险减小措施,则应决定采取哪些保护措施来减小火灾风险和/或限制火灾的影响.
在采取每种减小火灾风险的保护措施后,应按照ISo 12100给出的程序再次进行风险分析,直至机
8
GB/T 23819—2023/ISO 19353:2019
器安全。
火灾预防和防护措施并不骨对该机械的所有风险,因此还应确保采取的保护措施不会产生和/或增 加其他火灾风险.
满足以下条件即实现了充分的风险减小:
--已考虑了所有运行条件及干预程序,
一已消除火灾风险或减小至最低的可接受水平I
一已正确处理了保护措施产生的任何新的火灾风险;
保护措施彼此兼容;
保护措施不会对操作者的工作环境造成不利影响,或者妨碍机器功能.
按以下优先顺序实施火灾预防与防护措施能嵯实现充分减小风险的目标:
a)本质安全设计措施(见5.6.2):
b)安全防护(见5.6.3);
c) 补充保护措施(见5.6.4和6.1);
d)使用信息(见第7章).
实现本目标的所有保护措施应按照5. 6. 2〜5. 6. 4,即"三步法"给出的顺序进行(也可见 GB/T 15706—2012 中第 6 章)。
5.6.2本质安全设计措施
5.6.2J 首先应通过5.6.2.2~5.6.2.6给出的本质安全设计措施来实现火灾风险的消除或减小.
5.6.2.2机械结构尽可能少用可燃材料。
应根据风险分析(见5.2〜5.4)选择材料。如果不燃材料不适用,则宜采用自熄材料和防火材料。
注:根据EN 13501-1,此类材料能分为Al级、A2级或B级。
5.6.2.3尽可能少用易燃性液体或润滑剂,
应根据风险分析(见5.2〜5.4)选择液体,并考虑所使用的工艺液体的点燃和燃烧性能.
注"用于风険分析的非水溶性金属加工液数据的示例见表E.I.
5.6.2.4有效点燃源:
风险分析应包括可能导致产生有效点燃源的机器操作或工艺偏差。应确定如何检测和/或控制此 类偏差。
5.6.2,5机器结构的材料应能消除或尽可能减少与机器加工的材料或严生的物质之间的不良作用。
5.6.2.6机器的设计成避免可燃物或助燃物浓度的聚集,或者超过机器正常操作所需的原材料、半成品 或成品的积聚,
使用手册宜包含使用者采取关于降低火灾可能性或防止火灾发生的措施的有关信息,见第7章.
5,6,3安全防护
当通过本质安全设计措施不可能消除危险或充分减小凤险时,应考虑通过安全防护来防止人员暴 露于危险。
安全防护包括:
a)限制火灾的影响(如火焰、热量和烟雾),如通过防护罩或机器的外壳来消除或尽可能减小人员 伤亡和/或财产损失的风险;
b)有害组分的收纳或排放(如灰尘、热量、烟雾,有毒物);
C)采取措施(如迷宫、门缝、工件装载口,见E.3.8.L2)防止火焰和热气体通过机器开口喷出.
用于实现安全功能的控制系统安全相关部件,其所需性能等级(PL,)应根据ISO 13849-1确定.
9
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353i2019
5.6.4补充保护措施
5.6.4.1 一般要求
当本质安全设计措施和安全防护无法充分减小火灾风险时,应通过补充保护措施实现进一步风险 减小。选择补充保护措施的详细程序在第6章中给出。
应优先考虑火灾探测与灭火集成系统。
5.6.4.2火灾探测与灭火集成系统
火灾探测与灭火集成系统包括火灾探测、控制、报警和灭火装置。
火灾探测与灭火集成系统的控制应满足ISO 13849-1.
该系统应至少包含一种实现以下功能的安全功能,例如:
a)火灾探测;
b>相应的信号处理;
c)适当措施的触发(如触发灭火和/或火灾报警)。
根据风险分析,应定义必要的安全功能及其所需性能等级(PL)。
注1:附录C给出了将灭火系统集成到机器设计中的示例.
注2:表E.2给出了金属材料加工中心典型安全功能的清单.
火灾破坏的严重程度本质上由火灾荷载、火焰蔓延范围和火灾持续时间决定。宜尽可能快地探测 到火灾,并且在探测到火灾后以最快速度启动灭火程序。如果使用危险的灭火剂(如二氧化碳、氮)会危 及人员的安全,应注意机器区域内和/或机器内部的人员安全.宜采取这些措施确保扑灭火灾或尽可能 将其限制在其发生的范围内。
5.6.4.3其他补充保护措施
有必要提供火灾预防与防护的其他补充保护措施,例如:
一机器和/或辅助设备的自动停止,包括阻止机器的所有进料,如原料、设备设施,以及阻止产品 输出;
必需的功能(如冷却、应急电源)应保持正常工作;
- 满足ISO 13850的急停功能;
一与灭火枪或灭火器组合使用的灭火开口;
-采用连接接头供应灭火剂,如水或惰性气体;
—灭火系统覆盖的保护区域的隔离,如通过围栏或水幕;
—在其他火灾风险高的位置另外加装传感器并采取适当措施(能探测烟、燃烧气体、热量或火 焰)。
补充保护措施所需的控制系统,其安全相关部件应符合ISO 13849-1确定的所需性能等级(PL,)。 如有必要,应提供发生火灾时用来收纳或收集燃烧生成物和灭火剂的装置。
6补充保护措施的选择程序
6.1 一般要求
6.1.1程序的使用
当本质安全设计措施和安全防护无法充分减小火灾风险时,应通过补充保护措施实现进一步风险 减小。
10
GB/T 23819—2023/ISO 19353 = 2019
应按照6.1.2~6.1.7给出的程序选择补充保护措施.
6.1.2确定剩余风险的等级
根据对人员可能造成的饬害确定剩余风险的等级(见图4)。
6.1.3选择火灾探测及灭火系统的要求规范
根据确定的剰余风险等级详细规定火灾探测和灭火要求。
附录B给出了选择和确定火灾探测与灭火系统的方法示例。
6.1.4安全及性能要求规范
详细规定灭火系统探测、报警和触发的安全及性能要求.
6.1.5系统元件和合适灭火剂的选择
根据系统元件的适用性和可靠性及类型、数量、位置、分布,按照6.1.4规定的安全和性能要求选择 各系统元件.同时,选择所需的灭火剂的类型和数最。
6.1.6决定是否需要其他补充保护措施
检查剩余风险水平是否可接受(见5.6.4.3),否则需要其他补充保护措施。
6.1.7确认
将火灾预防与防护系统的性能与6,1.2规定的要求进行比较。如果并未充分减小火灾风险,则重 复6.1.3〜6.1,5的程序。
6.2根据预期风险等级选择火灾预防与防护系统
6.2.1 一般要求
当选择合适的火灾预防与防护设备时,应根据风险等级采用表I给出的方案。
表1火灾探测及灭火方案
|
图5得出的 风险等级 |
自动火灾 预警探测 |
自动火灾探测 |
固定的手动 詳放灭火系统 |
固定的自动 释放灭火系统 |
|
L很低 |
可选 |
可选 |
可选 |
可选 |
|
2:低 |
可选 |
可选 |
必选 |
可选 |
|
32中 |
可选 |
必选 |
可选 |
必选 |
|
4 :高 |
可选 |
必选 |
可选 |
必选 |
|
5:很高 |
必选 |
必选 |
可选 |
必选 |
6.2.2对人员的伤害
針对人员的伤害,需要区别对待,以确定最有可能的伤害严重程度.
应定义与ISo 13849-1相似的5个风险等级,并用于确定合适的火灾预防与防护措施,
a)如果机器发生火灾的预期风险等级是1级,则表1给出的所有火灾探测及灭火方案仅为可选
11
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353:2019
方案上
b>如果机器发生火灾的预期风险等级是2级,则至少应提供固定的手动释放灭火系统;
C)如果机器发生火灾的预期风险等级是3级或4级,则应提供自动火灾探测及固定的自动釋放 灭火系统;
d)如果机器发生火灾的预期风险等级是5级,则应提供自动火灾预警探测、自动火灾探测及固定 的自动釋放灭火系统。
由于气体、火灾后果、火灾蔓延、尝试灭火等原因,造成财产损坏的火灾事故总是包括对人员的伤 害。因此,应考虑财产损害,因为这也代表着对人员的伤害.
6.2.3安全考虑
在规定安全与性能要求时,应规定使用火灾预防与防护系统的操作条件。
如果发生火灾时采用手动系统,则宜在机器的使用信息中给出如何正确安全地使用手动系统的程 序,以及设备操作者宜采取的其他干预程序.
采用自动灭火系统时,应确保系统在所有可预见的操作条件下(如气候条件、烟气发展、动力源波 动、电磁兼容、装置失效)都能正常工作。
机器控制系统与火灾探測和/或灭火系统应能交换信息,以确保其功能不受损坏。机器控制系统应 支持火灾探测和/或灭火系统的运行并确保不产生新的风险,这需要采取"其他补充保护措施" (见 5.6.4.3).
连接到中央报警单元的机器报警系统应兼容,并旦在使用信息中对其接口进行说明,
6.2.4系统部件的选择
应根据6.1.4选择合适的火灾预防与防护系统部件,设计者应证明所使用部件的可靠性、兼容性和 有效性.
如果必要,应根据风险等级和ISO 13849-1规定的性能等级,提供整套或部分火灾预防与防护系统 作为冗余系统。
6.2.5灭火剂的选择
选择合适的灭火剂时应考虑如下因素:
..火灾类型:
-机器的或由该机器加工的可燃材料;
机器的位置i
-可能的人员伤害:
--可能的环境破坏。
应考虑下列四类火灾(见ISO 3941).
a) A类火灾-固体物质火灾,通常因其有机物的特点而在燃烧时有余烬,如木材、纸、稻草、煤 裝、纺织品、轮胎;
b) B类火灾--液体或可熔化的固体物质火灾,如汽油、油脂、油漆、树脂、蜡、焦油、醴、酒精;
C) C类火灾——气体火灾,如甲烷、丙烷、氢气、煤气t
d) D类火灾一—金属火灾,如铝、镁、锂、钠、钾及这些金属的合金。
应根据上述火灾分类选择适当的灭火剂,例如:
含或不含添加剂(如为改变表面张力)的水:
—泡沫:
粉末;
GB/T 23819—2023/ISO 19353:2019
一灭火气体,如二氧化碳、就气、氫气及这些气体的混合物;
——化学灭火剂,如卤代烷替代物、化学抑制剂;
-—气溶胶,如均匀分布的液体或固体介质。
灭火剂配给的类型、数量及喷射速率,应与预期的火灾、机器构造、操作条件、空间条件及所使用的 灭火剂相适应。在其他消防措施(如消防队介入)起作用之前,灭火剂的量应足以确保扑灭预期的火灾 或使火灾处于可控状态。
宜考虑灭火剂的特性,如安全性、毒害性、环保性等,选择灭火剂宜考虑的因素见附录NA0
注:在某些情况下,选择的灭火剂有必要获得特殊审批.
6.2.6确认
确认的目的是检查是否通过各系统元件(火灾探测及灭火系统和/或其他补充保护措施)的选择满 足了 6.1.4规定的安全与性能要求。
此外,应注意选择的各系统元件是否产生了新的危险或风险.
最后,应通过风险分析检查选择的各系统元件是否充分减小了火灾发生的风险.
7使用信息
应提供简单易懂、清楚明确的全面文件,包括:
a)使用者的责任,确保机器、装置和消防设备保持在正确状态且随时可用;
b)火灾事故后应采取的行动、检查及验证;
c)机器操作者和维修人员的培训需求、必需的经验或能力.
应根据GB/T 15706-2012中6.4提供与机器预定使用相适应的火灾预防与防护措施的试运行、 运行和维护的信息,以及火灾剩余风险的警示.
机器制造商应规定机器的安装要求,包括其安装地点的要求,
如果机器的火灾预防与防护预定至少要部分依赖于使用者的消防系统,则在操作说明书中应详细 规定和描述机器与消防系统的接口。
如果气体(如氧气置换气体或产生化学反应的气体)用作人员可进入装置的灭火剂,则说明书中应 规定使用者需考虑采用下列装置:
—阻塞装置,用于在进入装置进行清洁、设置和维护活动前停止灭火气体的供给(如非电气或电 气关闭装置):
--延迟装置,用在造成人员伤害的情况下(如小房间或位于装置下面的房间).
如果可以预见将使用便携式灭火装置来灭火,则在说明书中应包括合适设备及其安全使用的建议.
13
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353t2019
附录A
(资料性)
机器及其典型火灾相关危险示例
机器及其典型火灾相关危险示例见表Λ.l。
表A.1机器及其典型火灾相关危险示例
|
机器类型 |
典型火灾相关危险 |
|
加工中心 |
刀具破损、加工液供应短缺、短路 |
|
干燥机 |
热表面 |
|
输送机 |
热轴承、皮带和驱动器之间打滑 |
|
挤压机 |
流体高温、高压 |
|
油漆喷涂机 |
产生气溶胶、静电危险 |
|
研磨机 |
摩擦、杂质、过載 |
|
造粒机 |
摩擦、借识启动/停止程序造成的过热、过裁 |
|
木工机床 |
摩擦、杂质、过载、工具破损、不当进料速度、过热 |
|
印刷机 |
摩擦 |
|
抛丸机 |
外来异物引起的火花、自燃 |
|
纺织机械 |
摩擦、材料累积、过热 |
|
碎纸机 |
摩擦、杂质、过载 |
14
GB/T 23819—2023/ISO 19353:2019
附录Ii
(资料性)
火灾探測和灭火系统选择和鵰定的方法示例
B.1概述
火灾探测和灭火系统的选择和确定是一个复杂的过程。为得到安全可靠的解决方案,需要考虑多 个因素。需要全面地理解火灾事件,以及对点燃行为、火灾探测和灭火可能性有充分认识.主要目的是 确保火灾发生时作业人员有一个安全的工作环境.
本附录提供了由一组典型但非独有的基本问题组成的方法.这些问题考虑了图B.1给出的在选择 及确定火灾探测和灭火系统时常被考虑的主要方面 :
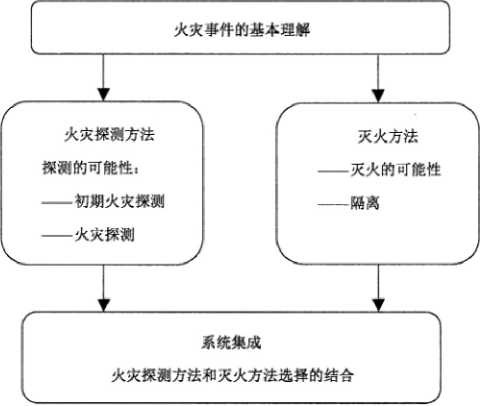
图B.1火灾探测和灭火方法示例
提供3个机器实例来阐明所给方法的应用(见表B.1)。
B.2火灾事件的基本理解
对于所考虑的特定类型的机器,在开始选择和确定火灾探测方法和灭火方法时,应回答以下基本 问题.
a)什么能燃烧?
b)什么会引起点燃?
c>火灾传播的范围?
d)火灾特性怎样?
B.3火灾探测方法
B.3.1初期火灾探测的可能性
对于所考虑的特定类型的机器,关于初期火灾探测,应回答以下问题。
a)可能点燃的判定标准是哪些?
b)在哪里以及如何探测这些标睢参数?
15
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353i2019
C)在哪个阶段/时间可以进行可靠的、可预测的初期火灾探测?
d)探测设备暴露在何种环境条件下?
e)是否存在可能导致探测错误的干扰源?
B.3.2火灾探测的可能性
对于所考虑的特定类型的机器,关于火灾探测,应回答以下问题。
a)火灾发生的标准是什么?
b)如何探测火灾发生的标准参数?
c)在哪里以及在哪个阶段/时间可以进行可靠的、可预测的火灾探测?
d)是否可能重新点燃?如果可能,探测设备可再次启动吗?
e)检测设备暴露在何种环境条件下?
f)是否存在可能导致探测错误的干扰源?
B.4灭火方法
B.4.1灭火的可能性
对于所考虑的特定类型的机器,关于灭火的可能性,应回答以下问题。
a)首选的灭火剂是什么?
b)灭火介质能否到达所需要的任何地方?
c)操作者会暴露在灭火剂中吗?如果会,会对操作者造成危险吗?
d)哪种灭火剂与受保护设备兼容性最好?
e)哪种灭火剂最有效?
D灭火方案是否适合预期的事故频率?
g)是否会复燃?如果会,灭火方案能处理吗?
B.4.2 隔离
对于所考虑的特定类型的机器,关于隔离需求,应回答以下问题。
a)灭火方案是否需要隔离才能有效执行?
b)是否有必要隔离机器的人口和/或出口(以防止火灾蔓延或灭火剂造成的损坏)?
c)隔离要多快关闭(反应时间)?
d)根据工艺设计,隔离会产生2次风险吗?
B.5结合火灾探测和灭火方法选择的系统集成
为得到合适的系统集成方案,应回答以下问题。
a)如何设计设备的停机程序?
b)如何启动灭火?
C)启动灭火的标准参数是什么?
d)系统方案适合预期的事故频率吗?
e)系统方案与设备的运行和维护兼容吗?
f)运行维护期间需要监视什么?
g)应该发出哪些警报?
h)如何发出警报?
i)火灾事故发生后,如何重新启动机器?
16
GB/T 23819—2023/ISO 19353j2019
j)整个系统方案的反应时间可以接受吗?
k)停电时,灭火系统是否必须运行?如果是,需要运行多时间?
B.6方法应用示例
表B.1给出了研磨机、车床和油漆喷涂机作为示例,示范了火灾探测和灭火系统选择和确定方法的 应用.
运用B.2-B.5中所述的问题,表B.2〜表B.7给出了所给定方法在表B.1示例机器上的应用.
17
学兔兔WWW. bzfxw. com标准下载
OO
表B.1示例中使用的机器类型
车床
油漆喷涂机(湿式)
预定用途
研磨木片产生的木屑
可燃材料及与 火灾相关的 材料特性
木质粉:
—最小点火能量(MlE)JOO mJ
——粉尘云最低着火温度(Mrr de):460 *C
——5 mm粉尘层最低着火温度(MlTdl,5):
315 eC
2381912023、ISoI 9353 %OI9
ISO 23125:2015中的图4(有修改)
车削不锈钢棒加工零件、螺钉、螺母、螺钉连接件
金属加工液(非水溶性冷却润滑剂人
--闪点:】70 C
——按NoaCk程序,250aC时1 h内的蒸发损失:57%
--40 T时黏度:10mm2/s
--含防雾添加剂的低蒸发金属加工液
給部件喷涂漆
溶剂型涂料:
—闪点;7匕〜22 eC
--爆炸下限(LEL)/%〜2%
--爆炸上限(UEL36%〜15%
注:有关特定产品的实际值,请参阅制造商 的材料安全数据表
表B.2火灾事件的基本理解
GB/T 238一9—2023、岳0一9353"2019
|
问题 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
什么能燃烧? |
木屑和木松 |
—易燃润滑剂的气溶胶/蒸气/空气混合 物 -油及浸油的切屑和粉尘(如机器内的残 留物、堆积的切屑) |
-易燃涂料溶剂蒸气 —容器内的易燃涂料溶剂 —设备、空气管壁、空气箱上的油漆残留 物 |
|
什么会引起点燃? |
--摩擦热 --外来物质(如:石头、粉尘、金属或翔料 品) 机械故障(如轴承) —热表面(如来自驱动单元的传热) ——电气故障 --不接地部件引起的静电放电 —木屑木粉进料时的热点 |
——刀具破损(如刃具位置不正确,磨损) 一干运行(如润滑油供应不足、堵塞) --冷却液的量不足和/或分布不均 —碰撞(如控制系统输入的不正确数据导 致的移动错误,原材料的错误尺寸和材 料类型) 切屑箱中浸油切屑和粉尘大量堆积(自 燃) —不接地部件引起的静电放电 |
—电气设备产生的火花 --通风风机轴承过热 一机内漆渣的堆积(自燃) 风机叶片与风机外壳沉积物的摩擦 一不接地部件引起的静电放电 |
|
火灾传播的范围? |
--遍及整个机器 通过空气进口、物料进口和物料出口 |
遍及整个机器,如驱动外壳、引出管道和引 出系统、切屑输送带和切屑箱,并进入机房 |
—整个喷涂间 —进人通风管道系统 --进入空气箱 --喷涂机外部及可能进入的周围区域 |
|
火灾特性怎样? |
--火灾快速传播 典型场景: a)火灾从研磨机内开始 b)研磨机产生的点燃源造成火灾蔓延到 后续工艺操作或在后续工艺操作中造 成火灾 c)上述的组合情况 --生成烟雾和危险的火灾气体 |
-由于气溶胶、蒸气-空气混合物的点燃引 起火灾快速传播 --由于随后的火灾及热表面的生成造成 油屑残留物的点燃,引起火灾中度传播 —生成烟雾和危险的火灾气体 |
-火灾在通风管和排风管中快速传播 —由于漆渣点燃引起火灾中度传播 注:蒸气环境的点燃可导致爆炸,并可能 产生更大范围的火灾。 一一生成烟雾和危险的火灾气体 |
^^^ www∙ bzfxw∙ com ^⅛l^^
19
表B.3火灾前探测可能性
2381912023、ISo 一 93 53 %°9
|
问题 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
可能点燃的判定标准是哪些? |
--摩擦热 .热表面 —^卜来物质 —火花 --热颗粒 ..漏气 -进料中的自燃热点 |
——摩擦热 ..热表面 ..污染(如杂油) --火花 ——热颗粒 |
--风机叶片与外壳间隙降低引起的摩擦 热 --静电放电 ..热表面 ——火花 —熱黑粒 |
|
在哪里及如何探测这些标准参 数? |
--通过监测轴承、电机和研磨机外壳温度 ——通过检测研磨机人口的火花/热颗粒 —通过监测主电机的功率消耗 |
—通过陈測刀具: a)功率消耗 b)温度 c)振动 —•通过监测金属加工液的流速和温度 |
--通过监测风机和电机的轴承温度 通过检测清洁空气管道中的烟雾 —通过气体检测 ——通过凤机振动监测 --通过热量检≡1 --通过风机后火花/热颗粒检测 |
|
在哪个阶段/时间可以进行可靠 的、可预测的初期火灾探测? |
点燃前可探测的初期火灾指标; —监测功率消耗 —温度监测,靠近热源处 --研磨机出口的火花/热颗粒检测 |
点燃前可探测的初期火灾指标, ——监测功率消耗 ——监测温度 —监测振动 -监测金属加工液的流速和温度 |
点燃前可探测的初期火灾指标: --温度监测,靠近热源处 —气体检测 ——振动监测 —火花检测 |
|
探测设备暴露在何种环境条件 下? |
含有大量木屑和粉尘、正常磨损、振动和电 磁场的重工业环境 |
含有金属加工液及金属碎屑和粉尘的工业 环境 |
空气中含有过量油漆漆雾、油漆溶剂、干漆 的工业环境 |
|
是否存在可能导致探测错误的 干扰源? |
如果对日光敏感,日光会干扰火花/热颗粒 探测器 |
电磁场会干扰功率消耗监测、温度监测、振 动监测、金属加工液的流速和温度监测 |
--外部设备(如内燃机)产生的烟气会干 扰气体检测 —空气过滤不当(如灰尘进人姻雾探测 器)会干扰烟雾探测 ——如果对日光敏感,日光会干扰火花/热 颗粒探测器 |
表B.4火灾探测的可能性
GB、T 2381912023、ISo-9353“ 229
|
问题 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
火灾发生的标准是什么? |
..热 --燃烧气体 -烟 —火焰 |
热 —燃烧气体 --烟 一一火焰 |
..热 ..燃烧气体 ——烟 --火焰 |
|
如何探测火灾发生的标准参数? |
--热:温度传感器 —燃烧气体:气体探测器 -—烟:烟雾传感器 --火焰土紫外、红外、紫外-红外探测器 |
-热:温度传感器 —火焰:紫外、红外、紫外-红外探测器 |
--热:温度传感器 --燃烧气体:气体探测器 —火焰:紫外、红外、紫外红外探测器 |
|
在哪里以及在哪个阶段/时间可 以进行可靠的、可预测的火灾探 测? |
一温度传感器:如果离火灾较近,可以在 相对早期探测到火灾。通常,温度传感 器比火焰探测器的反应时间更长 --气体探测器:当到达探测器的气体浓度 足够时,可以检测到火灾的燃烧气体。 通常比烟雾探测器反应时间更快,但比 火焰探测器反应时间长 --感烟探测器:当到达探测器的烟雾浓度 足够时,可以检测到火灾的烟。通常比 火靖探测器的反应时间更长 火焰探测器:如果火焰出现在探测器的 探测范围内,可以探测早期火焰 |
—温度传感器:如果离火灾较近,可以在 相对早期探测到火灾。通常,温度传感 器比火焰探测器的反应时间更长 --火焰探测器:如果火焰出现在探测器的 探测范围内•可以探测早期火焰。火焰 探测器最适合安装在机器外壳的上角 落 |
温度传感器:如果离火灾较近,可以在 相对早期探测到喷漆机和通风管道的 火灾 --气体探测器:当到达探测器的气体浓 度足够时,可以检测到喷漆机火灾的 燃烧气体.通常比烟雾探测器反应时 间更快,但比火焰探测器反应时间长 一火焰探测器:如果火焰出现在探测器 的探测范围内,可以探测早期火焰。 喷涂内的紫外/红外探测器可以探测 到火灾产生的編射能 |
|
是否可能重新点燃?如果可能, 探测设备可再次启动吗? |
可能重新点燃: -温度传感器:如果没被火灾损坏,可以 再次启动并检测重新点燃的火灾 —气体探测器:如果没被火灾损坏,可以 再次启动并检测重新点燃的火灾 一火焰探测器:如果没被火灾损坏,可以 再次启动并检測重新点燃的火灾 |
--可能重新点燃,如果存在热表面和/或 燃烧/未熄灭的余烬 —如果没被火灾损坏•温度传感器或火焰 探测器可以再次启动 |
可能重新点燃,如果没有消除初始点 燃源 —如果没被火灾损坏,温度传感器或火 焰探测器可以再次启动 |
⅜曲:⅛ WWW∙ bzfxw∙ com 動禱-HS
GB'T 238 一 912023/IS。o35∞2≡g
表B.4火灾探测的可能性(续)
|
问題 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
检测设备暴露在何种环境条件 下? |
含有大最木屑和粉尘.正常磨损、振动和电 磁场的重工业环境 |
含有金属加工液及金属碎屑和粉尘的工业 环境 |
空气中含有过量油漆漆雾、油漆溶剂,干漆 的工业环境 |
|
是否存在可能导致探测错误的 干扰源? |
--气体探测器:其他来源的燃烧气体、电 磁干扰 -火焰探测器 -非火焰辐射能[取决于火 焰探测器的类型(紫外、红外、紫外红 外),如阳光、日光、卤素灯、撅闪灯、车 灯]、电磁干扰 |
火焰探测器;非火焰辐射能[取决于火 焰探测器的类型(紫夕卜、红外、紫外・红 外3如阳光、H光、卤素灯、频闪灯、车 灯,电磁干扰 |
—气体探测器:其他来源的燃烧气体、电 磁干扰、其他气体的影响 —火焰探测器:非火焰辐射能[取决于火 焰探测器的类型(紫外、红外、紫外红 外),如阳光、日光、卤素灯、频闪灯、车 灯入电磁干扰 |
表B.5灭火的可能性
|
问題 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
首选的灭火剂是什么? |
水或情性气体 |
惜性气体或水雾 |
一干粉 ..泡沫 --水雾 --惰性气体 注:根据喷涂机和喷涂对象的尺寸进行选择。 |
|
灭火介质能否到达所需要的任 何地方? |
可以,假设喷射点位置合理时 此外,可增设供手动灭火的开口 |
可以,假设喷射点位置合理时 此外,可增设供手动灭火的开口 |
可以,假设喷射点位置合理时 此外,可增设供手劫灭火的开口 |
|
操作者会暴露在灭火剂中吗? 如果会,会对操作者造成危险 吗? |
是的,如果使用情性气体,如二氧化碳,操作 者有窒息的风险 |
是的,如果使用惜性气体,如二氧化碳,操作 者有窒息的风险 |
是的,如果使用惰性气体,如二氧化碳,操 作者有窒息的风险 |
|
哪种灭火剂与受保护设备兼容 性最好? |
两者都与受保护设备兼容 |
惜性气体(个别情况时核查) |
情性气体和水雰与受保护设备最兼容 |
表B.5灭火的可能性(续)
|
问题 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
哪种灭火剂最有效? |
水是最有效的灭火剂,因为它在机壳中内扩 散性好,可以湿润材料并具冇冷却降温效果 |
情性气体是最有效的,因为它在封闭/封装 的机器中具有很高的灭火效率 |
情性气体和水雾是最有效的气体 |
|
灭火方案是否适合预期的事故 频率? |
是的。研磨机的事故率预计很高.灭火系 统有可能每天多次启动 |
是的,火灾鲜有发生。通常只在多种故障同 时发生时才会发生,如刀具破损、干运行 |
是的。喷漆机火灾事故率预计较低 |
|
是否会気燃?如果会,灭火方案 能处理吗? |
有可能复燃,但当水作为灭火剂时,可能性 很小 只要有所需的水量和水压,灭火就可能再次 启动 |
是的,复燃有可能但不太可能 如果安装另外的气瓶并由灭火系统触发,则 能再次启动灭火系统 |
不可能发燃 |
俳济部
表B.6 隔离
GB、T 238 一 9—2023、ISo-9353 “2019
|
问题 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
灭火方案是否需要隔离才能有 效执行? |
不需要 |
需要 |
需要,使用惜性气体时 |
|
是否有必要隔离机器的入口和/ 或出口(以防止火灾蔓延或灭火 剂造成的损坏)? |
为了避免次生伤害,需要根据上下游的设计 进行隔离 |
有必要,如果使用集中引出系统,应安装防 火截止阀 应该停止引出系统 |
有必要,设计检测系统,使油漆输送系统和 排气/通风风扇的动力停止 引出系统采用防火截止阀是有用的 |
|
隔离要多快关闭(反应时间)? |
取决于上游和下游的设计 |
例如,对于截止阀,500 ms足够 |
例如,500 ms以内 |
|
根据工艺设计,隔离会产生二次 风险吗? |
不适用 |
不会 |
不会 |
WWW• bzfxw∙ com ^⅛1^∙3
表B.7系统集成方案
238一9I2023/ISO 一9353"2019
|
何题 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
如何设计设备的停机程序? |
警报和关机应由消防系统发出的信号自动启动 和维持: ..预警 当温度监测装置或温度/能量探测器超过 预设值时激活 此阶段通知操作人员不要停机 一激活灭火系统的报警 当温度/能量探测器瞬间超过比预警值更 高的预设值时,研磨机出口的灭火系统激 活。此阶段通知操作人员,不停机.避免不 必要的触发 激活灭火系统的报警和关闭 后动报警和关闭机器,当温度监测装置检 测到温度超过预先设定的持续着火高风险 温度值时,或当温度/能量传感器在预设时 间内检测到规定数量的可持续火灾条件 时,发出报警并停机,停止研磨机进料、研 磨机和输送部件。如果可以,尽快停止通 风风机,以限制緩气增加,避免热颗粒/火 花跟随气流进入引出管道 |
一紧急停止,关闭外部电源 —关团切削流体供给 —关闭截止阀,使用集中引出系统时 --关闭引出系统,使用局部引出系统时 --关闭联锁的机器门 -关闭切屑输送机 |
一旦发现火灾,立即关闭所有油漆输送 系统 --立即切断通风/排气系统的所有电源,用 切断阀关闭通风系统 --关闭所有外部电源,如加热器,电灯除外 |
|
如何启动灭火? |
自动 I也可提供手动启动 |
自动 也可提供手动启动 |
自动和/或手动启动 |
|
启动灭火的标准参数是什么? |
来自监测/检测装置的报警信号,或手动释放 |
来自监测/检测装置的报警信号,或手动释放 |
来自监测/检测装置的报警信号和允许操作 人员离开危险区域的延迟时间,或手动释放 |
|
系统方案适合预期的事故频率吗? |
是的,使用期间连续供给灭火剂 |
是的.从安全位置手动补充灭火剂是可接受的 |
是的。从安全位置手动补充灭火剂是可接 受的 |
表B.7系统集成方案(续)
GB、T 23 819—2023、ISo -Sa ^0 ≤
|
问題 |
研磨机 |
车床 |
油漆喷涂机(湿式) |
|
系统方案与设备的运行和维护兼 容吗? |
是的,如果消防方案中所含的设备便于维护,并 且不影响研磨机的运行和维护 |
是的,如果消防方案中所含的设备便于维护,并 且不影响车床的运行和维护 |
是的,如果消防方案中所含的设备便于维护, 并且不影响油漆喷涂机的运行和维护 |
|
!运行维护期间需要监视什么? |
消防系统的电气设备,如探测器、灭火和控 制设备 —水压 -—温度 |
灭火系统运行的准备就绪状态 --传感器运行的准备就绪状态(如电缆破损 监测) --灭火剂的数量(如自动检测或人工确认) |
--火焰探测器自检测,如针对油漆残留物 —灭火系统运行的准备就绪状态 --传感器运行的准备就绪状态(如电缆破 损监测) —灭火剂的数量(如自动检测或人工确认) |
|
应该发出哪些警报? |
一一临近火灾前 —火灾 —⅛障 —停机 |
--火灾 —故障 ——停机 |
-临近火灾前(如轴承过热) ——火灾 --故障 --停机 |
|
如何发出警报? |
-声警报 --光警报 --消防系统发出警报,适用于研磨机控制系 统 |
-声警报 ..光警报 -消防系统发出警报,适用于车床控制系统 |
--声警报 --光警报 —消防系统发出警报,适用于喷涂室控制 系统 |
|
火灾事故发生后,如何重新启动机 器? |
机器不能重新启动,除非故障消除且消防系统 警报得到确认 |
机器不能重新后动,除非: 重新填充灭火系统并检查是否准备就绪 (包括所有传感器、电缆等) |
机器不能重新启动,除非: —重新填充灭火系统并检查是否准备就绪 (包括所有传感器、电缆等) --检查切断阀是否准备就绪 |
|
整个系统方案的反应时间可以接 受吗? |
可以,灭火剂释放前的总时间不超过100 ms |
可以,天火剂释放前的总时间不超过1S |
可以,灭火剂罪放前的总时间不超过1武不 包括操作者离开危险区可能需要的延迟时 间) |
|
停电时,灭火系统是否必须运行? 如果是,需要运行多时间? |
是的,至少Ih |
是的,至少1 h |
是的,至少1 h |
⅜⅛⅛www∙ bzfxw∙ com ^⅛1^3
25
GB/T 23819—2023/ISO 19353s2019
附录C
(资料性)
集成在机器上的灭火系统的设计示例
集成在机器上的灭火系统的设计示例见图C.lβ注塑机灭火方案示例见图C.2。
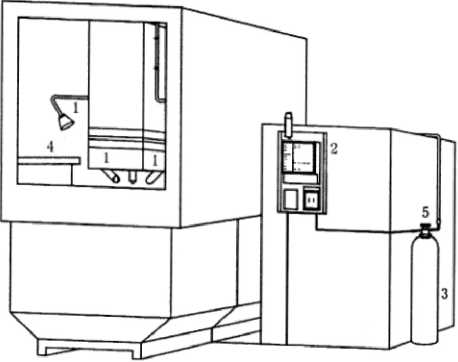
标引序号说明:
1—探测器;
2-中央报警控制单元;
3—灭火剂存储单元;
4--排放管道和喷嘴;
5-释放单元,
图CJ 集成在机器上的灭火系统的设计示例

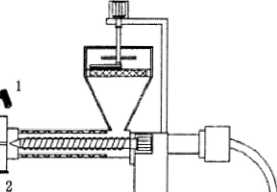


标引序号说明:
1 -自动灭火装置f
2—热敏线带套管。
图C.2注塑机灭火方案示例
26
GB/T 23819—2023/ISO 19353:2019
附录D (资料性) 点燃源示例
D.1热能
此类点燃源包括:
--加熱装置;
内燃机;
——明光或明火;
--热表面I
焊接七溅物;
一强辐射源(如激光)等.
D.2电能
此类点燃源包括:
-电气照明装置(如电灯);
一电磁辐射:
--短路;
--电弧;
接地故障:
..导线故障:
..雷击;
静电放电:
接触不良;
一过载引起的异常升温;
..感应热;
-- 电源连接不当。
D.3机械能
此类点燃源包括:
摩擦(如过热),
--超声波:
——冲击;
一磨削;
一压缩(包括绝热压缩).
D.4化学能
此类点燃源包括:
自加热;
一自燃,如自燃材料;
-失控的放热反应.
27
学兔兔WWW. bzfxw. com标准下载
GB/T 23819—2023/ISO 19353,2019
附录E
(资料性)
金属材料加工中心风险评估与风险减小示例
E.1概述
本示例用于说明机械产品如何使用本文件.本示例的目的是为使用者提供如何满足本文件要求的 指南。本示例不用于详细说明具体方案。
E.2操作条件
本示例给出了采用非水溶性金属加工液的工业用封闭式金属材料加工中心(钻孔、车削、磨削、 钱削)。
火灾风险取决于可能的点燃源及在机器(汽化和雾化状态)中的扩散程度(易燃非水溶性金属加工 液的扩散)。喷射程度受以下因素影响:
——加工过程,如高速加工、高速切削;
--加工参数,如进给、切削速度(m/min);
-金属加工液供给,如深孔加工时用高压;
一材料特性,如难以加工的高合金钢、材料质量(强度、收缩).
在规划火灾预防与防护措施时,需确定机械的正常操作条件,即正常的预期操作,包括启动-停止程 序,以及维修和保养。此外,还包括可能的技术性失效和可合理预见的误用.
轻金属(如镁)的切屑操作因其需要采取特殊措施,此处不予考虑。
E.3风险评估与风险减小
E.3.1概述
图E.1给出了风险评估与风险减小的程序。
28
GB/T 23819—2023/ISO 19353j2019
E.3.2金属加工液
E3 3被加工材料
E.3.4点燃源
E.3.5危险
E.3.6风险估计与风险评价
保护措施
E.3.7本质安全设计措施
E.3.8安全防护
E.3.9火灾預防与防护的补 充保护措施
E.3.9.6其他补充保护措施
E.3.9. 7 确认
E.3. 10 使用信R
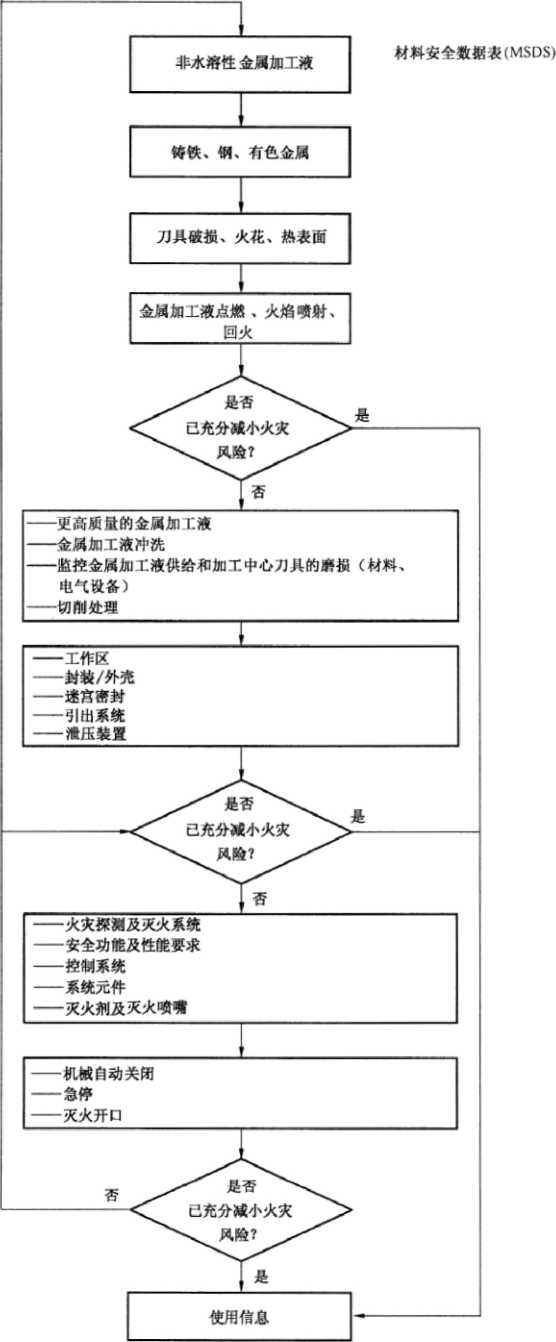
加工中心风睑评估与风险减小示例
29
学兔兔WWW. bzfxw. com标准下载
GB/T 23819—2023/ISO 19353:2019
E.3.2非水溶性金属加工液的选择
非水溶性金属加工液的火灾风险由表E.1低蒸发金属加工液的性质确定.
≡ E.1低蒸发金属加工液的性质
|
趋势 |
符合ISO 3448的 黏度等级 |
40 IC时的黏度 mm1∕s |
符合ISO 2592的闪点 C |
250 C时1 h内的蒸发 损失NOaCk程序, % |
|
火灾和爆炸 危险减少 ⅛ |
5 |
4.14〜5.06 |
>120 |
<85 |
|
7 |
6.12 〜7,48 |
>145 |
<80 | |
|
10 |
9.071.0 |
>155 |
<60 | |
|
15 |
13.5~16.5 |
>190 |
<25 | |
|
22 |
19.8 〜24.2 |
>200 |
<15 | |
|
32 |
28.8-35.2 |
>210 |
<13 | |
|
46 |
41.4 〜50.6 |
>220 |
<11 | |
|
・如,见 DIN 51581-1. | ||||
根据加工过程,考虑如下参数来选择最合适的金属加工液:
——预期加工过程适合的最高黏度: 最低蒸发损失]
——最高闪点。
E.3.3被加工材料
机器内残留材料(加工时产生的金属碎屑)的火灾风险由以下因素确定:
一尺寸(粗碎屑或细碎屑);
状态(潮湿或干燥)。
对于轻金属的切屑,其火灾特性,如可燃性指数,宜由被加工材料的供应商确定或提供。
为了减小火灾风险或限制火灾的影响,重要的是保持机器内部尽可能低的火灾荷载,这可通过有效 清除切屑来实现,例如:
——使用金属加工液冲洗排出切屑;
—通过链式或切屑输送机清除切屑;
定期清洗和处理机器内部的沉积物。
E.3.4点燃源
大多数情况下,机器火灾是由下述点燃源引起的:
--不正确的刀具位置导致的刀具破损;
一不正确的加工参数(如进给速度、刀具速度):
-高能量火花(如磨削火花);
--过热切屑,
— 热表面(如由于金属加工液流量不足导致的刀具或工件过热)。
为避免出现点燃源,可采取以下措施确保通过金属加工液实现加工区可靠而又充分的冷却;
通过金属加工液使工件刀具保持完全湿润;
30
GB/T 23819—2023/ISO 19353 i2019
—选择最佳的金属加工液流量;
——^监控金属加工液流量和刀具磨损.
E.3.5危险
金属加工液的性质、所使用的材料、潜在点燃源及操作条件都能产生危险,包括点燃由金属加工液 和加工中心内部空气构成的气溶胶。产生的危险如下:
a)火焰通过机器开口(如门开口、间隙、加/卸我的开口或者泄压口)喷射;
b)火焰喷射到引出系统或切屑处理系统;
c)机器内部的后续火灾;
d)后续火灾蔓延到邻近机器的区域,如驱动室、工件库、切屑输送带、引出系统,
e)点燃切屑,尤其是轻金属(如镁、铝);
f)火灾蔑延到车间或工厂的其他部位;
g)形成烟雾并产生危险的燃烧气体,
h)打开机器外壳的门时产生回燃:
i)重启机器时因再次加入金属加工液时再次点燃。
E.3.6风险估计与风险评侨
对于E.3.5中识别的所有火灾危险(火灾场景),根据操作条件确定K风腌等级''(见5.4).
图5的风险图给出了风险等级确定的指南,考虑了火灾伤害的严重程度,暴露于火灾危险的频率 和/或时间,以及避免危险的可能性.
风险估计示例:对于危险E.3.5 a)"火焰通过机器开口喷射",预计每种情况都会造成人员伤害。假 设伤害严重程度为严重(S2),发生频率为极少到较少(Fl),危险避免或危害限制为几乎不可能(P2),则 结果为高风险(4级)。
对于风险等级为不可接受的高等级的危险,按照三步法(见5.6.D,从本质安全设计措施开始,然后 是安全防护和补充保护措施,最后是提供包含剩余风险警示的使用信息,依次选择火灾预防与防护措 施,以充分减小火灾风险。
E.3.7本质安全设计措施
E.3.7.1热表面及其他点燃源
E.3.7.1.1果用金属加工液冷却
金属加工液供给系统(管道和喷嘴尺寸、储罐体积、泵流量、充分散热等)按照金属加工液能始终足 以冲洗冷却切削区(必要时包括碎屑的清理)的方式进行设计。
采用金属加工液实现最佳冷却的措施包括:
--使用金属加工液以足蜂低的压力和速度完全冲洗切削区的周边区域;
—如果废料(切屑和颗粒)产生时得不到充分冷却,则提供更多喷嘴。
冲洗喷嘴的性能(压力、喷嘴几何结构和正确安装)也有关系.
通过安装辅助喷嘴并将其布置成"金属加工液清洗幕",可以进一步减少雾量.正确调整并将喷嘴 朝向工件或切削区是有必要的(见E,3.10)o
在某些情况下,需要在加工区外部进行辅助冷却,如在切屑输送带内。
E.3.7.1.2监控金属加工液供给和刀具磨损
采用流量控制装置(或者高低压开关)和金属加工液温度监控器监控金属加工液的供给。
31
学兔兔 www.bzfxw.com 标准下载
GB/T 23819—2023/ISO 19353s2019
通过过程监控识别出刀具磨损造成的点燃源,如通过监控结构传递噪声或者监控切削力。
E.3.7.2清除切屑
为了避免火灾或限制其影响,通过如下方式保持尽可能低的"火灾危险”是很重要的。
a)机器内部的设计措施包括:
•通过轻微倾斜机器上部排出金属加工液;
•避免水平表面(存在凹陷或切屑堆积的区域),
b)通过以下方式从机器内部输出切屑:
•通过金属加工液冲洗排出切屑;
•通过具有电机监控的输送链或切屑输送带清除切屑。
c)对于以下情况,将切屑存储在切屑箱中:
•如果切屑箱可关闭;
•切屑箱通过引出盖与引出系统集成为一体;
•在操作说明书中给出了定期清空切屑箱的信息。
E.3.8安全防护
E.3.8.I 加工中心
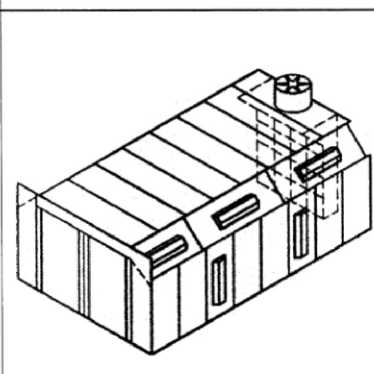
E.3.8.1.1加工区和加工中心封闭
防止危险压力增加及防止封闭区内发生火灾的措施包括:
外壳和加工区(如固定式和移动式防护、门、罩)由不易燃的金属材料构成;
——外壳,含透明观察板,足以耐受内压(最大压力6 kPa口U,必要时采用泄压装置); 注:也需要外壳和透明观察板能够阻挡工作区弹出的部件(见ISO 23125).
避免由如聚碳酸酯制成的透明观察板使用过程中的老化(见ISO 23125); 一能源管路和供电管线(电缆"金属加工液软管、液压软管)位于加工区外部; 一电气装置具备适合的防护等级UP)(见IEC 60529)。
泄压应朝向安全区域,如机器顶部,以避免人员伤害.
E.3.8.1.2防止火焰从机器喷出的迷宫密封
为了降低火焰喷出对操作者和加工区造成的危险,滑动门采用迷宫密封。
防止火焰喷出的迷宫设计特性(见图E.2)包括:
一有压力荷载的情况下,间隙狭窄;
一间隙宽度最大2 mm,且有足够的重叠;
——至少两次流向偏转(2X180。)J
——可调间隙;
——不使用可燃材料(如刷子以
门缝:迷宫出口不朝向操作者。
为了达到人员保护的目的,采用防止剪切危险和挤压危险的措施(如边缘保护)。
32
GB/T 23819—2023/LSO 19353:2019
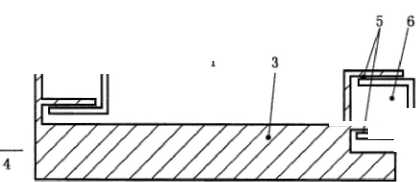
标引序号说明,
1——加工区;
2..操作者一侧;
3--滑动门,
4---开口 I
5--转向(间隙),
6-膨胀空腔.
图E.2加工中心滑动门的门缝设计原则
图E.2中给出的迷宫密封的工作原理是通过一系列转向(间隙)和膨胀空腔防止火焰喷出。
开口应密封恰当,如通过翻板或滑块密封,仅在更换工件或刀具时脱开密封。
E.3.8.2引出系统
E.3.8.2.1 概述
引出易燃空气杂质的系统由导电材料或耗散性材料构成并且接地,即工作间内所有金属部件,包括 引出系统的管道,均始终连接到保护接地导线系统。
为了安全地预防金属加工液蒸气和气溶胶从机器中逸故,并为了避免逸散物被点燃,需确保外壳内 持续低压.选择的引出容量确保气流始终朝向加工间.通过设计引出系统,实现在整个外壳中空气有 效交换。
通过监控压力或流量来控制引出流量。如果未达到所需的引出速率,故障信号自动将机播停止到 安全状态。
通过机器内部引出点(连接器)的设计,使得粗颗粒、金属加工液和切屑无法进入引出系统并不在管 道中积聚。需满足以下要求:
一采用挡板和/或机械式预分离器减少金属加工液微滴和切屑进入引出系统;
--引出点的位置尽可能远离加工区;
避免引出点侧流;
一选择引出点时考虑金属加工液的喷嘴布局、喷嘴位置、主要雾化方向、切屑飞离;
一引出点的空气流速尽可能最低(小于8 m/s),
通过管道的布局,使得引人的或凝结的金属加工液不会在管道内积聚(如轻微倾斜)。避免出现孔 洞和凹凸不平的管道(不使用折叠式螺旋焊缝管道›.
对于过长的管道,设置足够多的控制/检查孔来加强内部控制(油沉积和切屑积聚).
E.3.8.2.2避免火焰进入管道/引出系统
在引出开口前端采用挡板防止在引出系统内发生火灾并蔓延到其他区域,该挡板:
—与快速反应截止阀结合使用;或者
-与引出系统中合适的消焰器结合使用。
33
学兔兔WWW. bzfxw. com标准下载
GB/T 23819—2023/ISO 19353s20l9
消焰器的工作原理是通过一系列转向(间隙)和膨胀空腔防止火焰喷出。
这是一个不需要任何外部能源的被动系统,且与门迷宫的工作原理类似。通过监控体积流量来探 测是否存在堵塞。
E.3.8.3泄压装置
金属加工液/空气混合物的点燃会导致加工中心内部压力增加(最大6 kPac,lb0如果机器外壳的 耐压性不足,则需要安装泄压装置.
在加工中心的外壳上安装泄压阀,最好安装在顶端,其目的是:
--尽可能快速直接的泄压;
--将火焰和灼热的燃烧气体导入安全区。
避免安全区的火灾荷载(见第7章).
安装在加工中心的泄压装置的响应压力非常低(如小于0.5 kPa).该装置仅短暂打开,压力低于设 定压力时关闭。
泄压装置的功能是否正常需要经过制造商的验证试验,并在使用过程中定期检验.
E.3.9火灾预防与防护的补充保护措施
E.3.9.1 概述
由于通过本质安全化设计和/或安全防护无法充分减小火灾风险,为限制火灾后果,需要采取火灾 预防与防护的补充保护措施(见第6章)。
E.3.9.2确定剩余风险等级
下述危险仍然存在;
— 火灾限制在加工中心外壳内,但是火焰仍然能够逸散(开口、不充分的密封);
火灾时产生的有毒气体(烟或有害的燃烧气体),释放后危及操作者的安全;
一如果由于可合理预见的误用而打开门,可能发生回火.
采用图5(见5.4)来确定剩余风险等级。
根据实际使用经验,加工中心的剩余风险等级为4级(高),相应路径为S2-F1-P2.
E.3.9.3火灾探测和灭火系统的选择
根据风險等级(4级)和表1选择火灾探测和灭火方案。
4级风险至少需要自动火灾探测和固定的自动释放灭火系统;也可增配自动火灾预警探测和固定 的手动释放灭火系统。
E.3.9,4安全功能和性能要求的应用
与安全功能相关的控制系统的安全相美部分应符合ISO 13849-1所要求的所需性能等级(PL,). 对所给的加工中心示例,适用的安全功能(SFl〜SF8)见表E.2.
表E.2安全功能的描述
|
编号 |
安全功能的描述 |
|
SFl |
探测到火灾时保持关门状态防止回火 |
|
SFla |
使用传感器探测火灾 |
34
GB/T 23819—2023/ISO 19353:2019
表E.2安全功能的描述(续)
|
编号 |
安全功能的描述 |
|
SFlb |
通过防护锁定的方式保持关门状态 |
|
SF2 |
探测到火灾时关闭金属加工液的供给 |
|
SF3 |
探测到火灾时关闭局部引出系统或封闭局部引出系统 |
|
SF4 |
探测到火灾时停止加工过程(包括停止可传输燃烧切屑的切屑输送带) |
|
SF5 |
外壳门打开时,防止辄气置换气体触发灭火过程 |
|
SF6 |
只有当所有火灾相关的安全功能均可用时,才有可能运行机器 |
|
SF7 |
探测到火灾时触发报警信号 |
|
SF8 |
探测到火灾时触发灭火系统 |
E.3.9.5选择系统部件和合适的灭火荆
E.3.9.5.1火灾探测传感器
采用以下一个或多个传感器探测火灾:
感温火灾探测器(如热传感器或恒温器);
—感光火灾探测器(适合于火灾特性的光谱响应);
—气体探测器。
所用的传感器适于具体应用.
E.3.9.5.2 灭火剂
根据6.2.5给出的灭火剂清单,本示例中使用的置换气体是二氧化碳(CoA。
由于加工中心工作区域封闭,且没有采用阻塞装置,因此采用氧气置换气体作为灭火剂。
如果机器安放在COZ浓度可能很高(如高于5%)的小房间内,需要安装延迟装置以确保操作者能 安全地离开危险区域所需的延迟时间.
E.3.9.5.3灭火喷嘴的位置
通过灭火喷嘴注入点的位置布置来实现灭火剂的有效分布,避免直接对着门注入。
E.3.9.5.4火灾探测和灭火系统的控制系统
控制系统的安全相关部分应与所选定的传感器、灭火系统和实施的安全功能相兼容,并到达适合 的PU.
火灾控制系统与加工中心控制系统独立,两者通过接口交换信息。
E.3.9.5.5辅助系统部件
使用声光报警装置。
必要时,使用阻塞装置和延迟装置(见灭火剂的选择)。
E.3.9.6其他补充保护措施
选择的其他补充保护措施(见5.6.4.3)包括:
35
学兔兔WWW. bzfxw. com标准下载
GB/T 23819—2023/ISO !9353i2019
机器和/或辅助设备的自动关闭,包括停止机器的所有逬料,如原材料、水电的供给,并停止产 品的产出,在此过程中,仍需要如冷却、应急能源等功能保持工作;
-符合ISO 13850的急停;
—与灭火枪或灭火器组合使用的灭火开口;
一供应灭火剂的连接接头,如水或惰性气体;
-灭火系统保护区域的隔离,如通过外壳或水幕;
一在其他高火灾风险的位置安装辅助传感器并果取适当的行动(可以探测烟气、燃烧气体、热量 或火焰).
E.3.9.7 确认
本示例中,不需要采取进一步风险减小措施实现所需的风险减小.
注:如果未实现所需的风险减小,重复E.2-E.3.9.6中的步骤.
E.3.10使用信息
使用信息包括:
a) 一般信息,即:
D规定的预期操作;
2)操作限制及不可接受情况的规范:
3)机器安装与火灾相关的条件;
4)调试、运行(如调整金属加工液喷嘴指向工件/切削区、金属加工液查看)、维护、停止和报 废的说明:
5)人员培训:
6)确定没有集成到机器中而需要使用者采取的防火措施(如提供灭火器、灭火毯、禁止吸烟、 员工培训、消防队信息等九
7)剩余凤险的警告:
i)喷射火焰的释放(对机器周围造成危险);
ii)二氧化碳的释放;
iii)位于泄压阀泄放空间的禁止的易燃材料(如木箱、保温材料等);
iv)由于使用惰性气体带来的危险.
b)处理/清理逬人加工中心金属加工液线路中的消耗品的信息:
1)残余物的信息,例如:
i)机器清洗和保养产品;
ii)工件上的清洁剂和溶剂;
iii)浮油。
2)定期清空切屑箱的信息.
36
GB/T 23819—2023/ISO 19353i2019
附录NA (资料性) 影响灭火剂选择的因素示例
NA. 1有效性
此类因素包括:
一火灾类型小类、B类、C类、D类等;
-材料的可燃性:机器结构材料、所加工的材料、所使用的物质等的可燃性;
--火灾蔓延的速度:蔓延快、蔓延慢、不蔓延。
NA.2经济性
此类因素包括:
机器的类型;
--机器的价值;
一灭火剂的价格;
灭火剂的更换周期、服役时间:
—灭火器材的可维护性。
NA.3毒害性
此类因素包括:
一对人体的毒害性:急性毒性、皮肤刺激、眼刺激、呼吸刺激、无毒等; 一对环境的影响:危害水生环境、危害大气层、危害土壤、无危害等。
NA.4相容性
不相容的灭火剂组合示例见表NA.1.
表NA.1不相容的灭火剂组合示例
灭火剂类型 不相容的灭火剂
|
干粉与干粉 ! 磷酸铁盐 |
碳酸氢钠、破酸氢钾 |
|
干粉与泡沫 碳酸氢钠、碳酸氢钾 |
蛋白泡沫 |
|
泡沫与泡沫 蛋白泡沫、氟蛋白泡沫 |
水成膜泡沫 |
37
学兔兔WWW. bzfxw. com标准下载
GB/T 23819—2023/ISO 19353j2019
参考文献
[1] ISO 2592 Petroleum and related products—Determination of flash and fire points -Cleveland open cup method.
[2] ISO 3448 Industrial liquid lubricants—ISO viscosity classification*
[3] ISO 3941 Classification of fires.
[4[ ISO 8421-1 :1987 Fire protection—Vocabulary—Part ɪ : General terms and phenomena of fire.
[5] ISO 13850 Safety of machinery—Emergency stop function—Principles for design.
[6] ISO/TR 14121-2 Safety of machinery—Risk assessment —Part 2 : Practical guidance and examples of methods.
[7] ISO 23125:2015 Machine tools—Safety—Turning machines.
[8] IEC 60529 Degrees of protection provide by enclosure (IP code).
[9] EN 13501-1 Fire classification of construction products and building elements—Part 1 ; Classification using data from reaction to fire tests.
[lθ] DIN 51581-1 Priifung von Mineralolerzeugnissen- Bestimmung des Verdampfungsver-Iustes Teil 1 : Verfahren nach Noack.
[11] Fire and explosion tests at machine tools with flammable metalworking fluids. Final report on ignition tests inside a machine tool at the Institut flir Sicherheitstechnik GmbH IBEXU, Freiberg, 2007.
38