中华人民共和国冶金工业部部标准
冶金机械设备安装工程施工及验收规范
烧结设备
YBJ 213 —88
主编部门:第十三冶金建设公司
批准部门:中华人民共和国冶金工业部 实行日期:1988年7月1日
44
现行冶金工程施工标准注编
本规也适用于带式烧结机及附属次备安装工程的施工及 验收C
烧结设备安装工程施工及验收的通用技术条件应符A YNJ ?μ一83《冷余机械设备安装丁程施T及验收规范 通用 规定》的规定J
烧结設备安装匸程中以下设备施匚及验收技术条件应符 含TJ 231--7网机械设备安装工程施工及验收规范》的规定:
D起重设备f桥式起重机、电动胡芦.手动单梁及双梁起 里机L
21连续运输设备(胶带运输机"板式输送机、斗式提升机、 螺旋输送机、埋刮板输送机),但不包括冷却机的刮扳输送机。
3)破碎粉磨设备(辐式破碎机、锤式破碎机、反击式破碎 机、棒磨机),但不包括热破碎机口
4)风机(离心式风机、轴流式风机),但不包括主轴风机。
5)空气压缩机(活塞式在缩机、螺杆式压缩机),
6)水泵
烧结设备安装工程中的筛分设备(振动筛、热矿振动筛)施 匸及验收技术条件应符合Y由203—83《冶金机械设备安装工 程施工及验收规范选矿设备》的规定」
烧结设备安装工程中的液压、气动和润滑系统施工及验收 技术条件应符合YHr 207-85《冶金机械设备安装工程施工及 验收规范液压、气动和润滑系统》的规定Q
本规謂的试运转内容,规定到无负荷试运转。
烧结设备安裝工程中,有特殊技术要求.的设备安装技术 条件应符合设备技术文件.的规定匚
1原料及混合设备
本章适用于圆盘给料扒.混合机(整体式和分散式底座入 转子式龜车机及侧倾式掰率机设备的安整和无负荷试运转。
Ki BI盘给料机
EEf带电子秤圆盘给料机
LLLI钢结构原料槽安装应符合5列要求:
露原料槽的上口与出料口纵向"横向中心线极限偏差为 ± Smml3
h出料口法兰孫高极限偏差为士 5mm,与圆盘给料机的 圆盘上装面间距极限偏差为± 5mm,
a法兰螺桂孔中心线,在法兰圆周方向错位不得大于
LLl.2圆款给料机纵向、横向中心线极限偏差为 ± 2mm,圓⅛t标高扱限偏差为±3mnu
LLl.3圆盘安装应保持水平状态,在衬板安装以前,圆 盘上表面的纵向、横向水乎度公差为&54t)00。
1-1.1,4圆盘後料机的传动装置安睡•应符合YI¾] 2(U—g驳冶金机械设备安装工程施工及验收规范通用规定) 的规定。
LLl.5圆盘的内套筒底面与圆盘上表面的间距极限偏 若为±3mn‰
1.LL6圆盘给料机及电子秤机架柱子及梁的中心线极 限编差为土 3mni,柱子安装铅垂度公差为1/10000,横樂及平 台标高极限偏差为± 3mn‰
LLL7胶带式电子秤与圖盘给料机中心绒的间^械限
偏差为H 3mm,标高极限偏差为± 2mm|
L1.L8胶带式电子秤(图LLLK)安装应符合卜列要 求二
图LLLB胶带式电子秤 1-称量程;2一托程
aɪ称置摊上表面应格髙于托镶+价mi或按设备技术文件 规定「
b.称量無与固定托塩的轴向中心线应平行.其中心距之 差(口- ¢/ S- 6 )不得大于ImnK
1∙L2无电于秤式圆盘给料机
无电子秤式圆盘给料机安装,应符今YEJ 203-83《冶金 机榛设备安装工程施工及验收规盘选矿设备》屮第L4项圆 盘给矿机的规定。
1」.3圆盘给料机试运转
1.1.3.1带电子秤的圆盘給料机无负简试运转,应符介 下列要求:
a.圆盘给料机及胶带式电子秤无负荷试运转2h,运转平 稳T轴承温度正常口
民调整电子秤的胶带题偏.沿胶带运输机的纵向中心线 跑偏不得大于50mm.π
C.圆盘给料机手动挡板操作灵活C
El÷3ɪ2无电子秤式圆盘给料机无负荷试运转2h,运转 平稳,轴承温度正常口
1.2混合机
1-2 J ⅛⅛
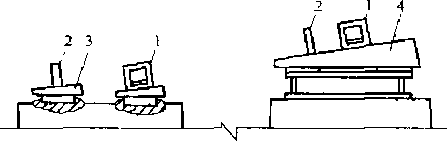
L2JJ 采用普通垫板法安装时,垫板安装应符合YHJ 201—附《冶金机械设备安装工程施工及验收规范通用规定》 第4章的规定,其标高、水平,倾斜度是根据混合机底座上表面 而测定C
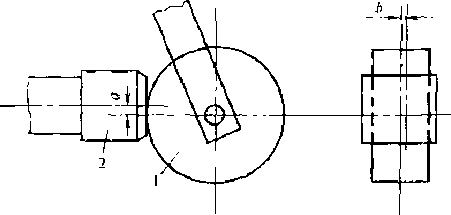
LZ.LN果用座浆法垫板时,里板上表面标高极限偏寿 为X 5mm,倾斜J⅛用制造厂提供的短角度块捡査(图 L2∙ 1 ∙2G,⅛⅛ 斜度公差为 CLlZlOtMh
O特殊要求系指本规范中未规定.而设备技术文件中有规定, 或两者规定不一致的技术要求g
•饺欝技术文件系指设备图和说明书勺
冶金机械设备安装工程施工及验收规范烧结设备(YBJ 213-83)
45
(方)
图L2J∙2傾斜度测定
(I 一测量座浆垫板用短角块:
书一测量底摩和托粗用长偌度块
I-水平仪(正视);2一水平仪(側视);
A短南度块沖一长角度块
L2.2底座
1.2.2」整体式底座安装应符合下列要求:
a.底座的纵向、橫向中心线极限偏差为±2mm。
b÷底座标高极限偏差为上 2mm。
eɪ整体底座的纵向倾斜度用长角度块及水平仪检查(图 L2 J .26,公差为U.2/100口,横向水平度公差为*2/UKRk
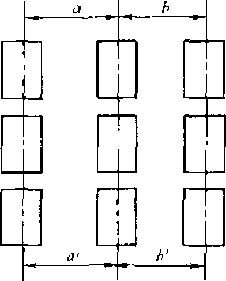
L2.2N分散式底座(图1∙2∙2∙2)安装应符合下列要 求*
图L2.2.2托辑与底座
I一底座;2-上托程行一下托辘E—轴承座㈠一底座纵向
中J C|'⅛⅛: 6一底座横向中心线;7-托跟轴向中心线f
8一钢丝基准线;9一托辘上表面中心点
a.托塩底座的纵向、横向中心线极限偏差为士 S 5mιm两 托程底座的横向中心线应平行,其中心距之差储一口‘)不得大 于0.5tum,对角线之差(方一力‘)不得大于Immc
b-托輾底座标高极限偏差为-%m∏t>
-托輾底座的纵向倾斜度用长角度块及水平仪检查(图 1∙2J.25),其倾斜度公差为0//WO必橫向水平度公差为 0.1∕i□00o
dʃ传动装置底座的纵向,横向中心线极限偏差为 土 U. 5mm标高极限偏差为」』mm,傾斜度及水平度与托掘底 座的要求楣同:电动机及小齿轮底座的纵向中心线与混合机的 纵向中心线应平行,其平行度公差为(k3/WG0;减連器底座横
向中心线与托掘底座橫向中心线应平行,其平行度公差为 oɪz/iooo,
L2.3托報和指輾
1.2.3.1筒体直径不大于3000r∏m的混合机,托輾(图 L2 . 2∙2)安装应符合下列要求:
a.同侧面的上下两托辐轴向中心线应同心.挂设钢丝基 准线測量与托辐侧面间距若(口 -门、门-匸J不得大于ImJ
b.対应的两托辘塩面间距差(门一出、门-Z)不得大于 Immo
C-对应的两托掘径向中心线应車合,公差为2mm「
也对应的两个上托報上表面中心点的高低差不得大于 Imm:对应的两个下抵镀卜、表面中心点高低差不得大于ImmL
eɪ上托轴与下托掘表面中心点的高低差值(G的极限偏 差为 ± 0.5mmo
f∙托4i⅛½面倾斜度公差为OJ/IOOk
1.2.3.2筒体苴轻大于3000mm的混合机,托辐(图 L2∙2∙2)安装应符合下列要求:
a.同侧面的上下两托辑轴向中心线应同心,挂设钢變基 橄,測量与托輾側面间距差(D-门、门-C)不得大于 0∙5mπ√可用内径千分尺和导电接触讯号法检查)。
b.对应的两托⅛⅛轴面间距差Ql一肉,白一 €4)不得大于 0.2mmo
c.对应的两托褪径向中心线应重合『公差为2mm】
d.对应的两个上托辘的上表面中心点的高低蒙不得大于 0.5mm;对应庾个下托報的上表面中心点的高低差不得大于 0.5InmQ
小土托塩与下托輾表面中心点的高低差值(M)的极限偏 差为 ±65m∏in
f.托輻辐面倾斜度公差为0Q5/1OOO。
L2.3.3轮胎式托⅛½安装应符合下列要求:
a.同側面的两组抡飴托領轴向中心线应同心,其同轴度 公差为ImnITl
b.对应的轮胎托輻轴向中心线应平行,其上下関端中心 跑极限偏差为£ 1mm。
u.对应的轮飴托輾径向中心线应重合,公差为3mm。
乩每组轮胎托輻轴的倾斜度公差为0.2"OoOC
日对应的两组轮胎托報轴的上表面中心点的高低差不得 大于hnr∏3
1234挡程的安装应符合下列要求:
3.上下挡程轴向中心连线与筒体纵向中心线应窜合T公 差为lm∏)o
E下挡辐工作面应与简悻滚圈侧面贴合。
c.上挡輾匚作面与筒体滚圜侧面的间隙应符合设备技术 文件的规定」
L2H筒体
L23/齿凰需在现场装配在簡体上时,其技术要求应 符合设备技术文件的规定:如无规定时,可参照下列规定:
a.齿圈的径向跳动量和端面游动量均不得大于1∙5mτu (筒体旋转后的轴向串动量除外)。
b,齿圈与筒体的螺栓紧固后应紧標贴合,用0.05mm塞 尺检查不得塞入。
C-两个半圆拼合的齿圈其连接面螺栓紧固后应紧密贴 舍,用注05E 塞尺检查不得塞入.
1-2-4.2筒体安放在托事上,滚■横向中心继与托辆横
46
现行冶金工程施工标准汇编
向中心线应重介.公差为3uιnι^
1.2.4ɪ3滚圈与托掘题面陶接触良好,具接触宽度不得 小于滚圈全宽的网保,
1.2.5传动装省
1.2.5.1小齿轮与大齿轮的安襄,其啮合间隙、咁合宽度 和高度应符合设备技术文件的规定,或符介YBJ 2S-83《冶 金机械设备安襄工程施工及验收规范通用规定》第5章的规 定
L2.5.2减速器,联轴器安装应.符合YIII 201一83•(冶金 机械设备安装「•程施1及验收规范通用规定》第5章的规 ⅛.
L2M料斗和罩
L 2∙日」进料斗或卸料斗的纵向中心线与简体纵向中心 线应直介,公苦为5mm, J⅛标高板限偏差为S.50m^
1."6;进料斗或进料胶带运输机伸人筒体内.其相互 间距应符合设备技术文件的规定.
1.2,6.3设有圆形挡料板的进料洋,側形挡料板的端面 与筒体端面的间组极限偏差为± 5mm。
L2.6.4卸料斗内圖与筒体出口外圓的圆周间隙的相对 差:对圆筒直径不大于3000mm的混合机,不得大于5mhu对 圆筒直径大于30OGmnA的混合机,不得大于l0mmΟ
LE.M5卸料+圆周端面与筒体出∏挡料圈圆周端鳳的 圆周间隙的相对差:对圆筒直径不大于300Omm的混合机.不 得大于5nιm;对圓筒直径大于3000mm的混合机,不得大于 }()mmu
1.2.6.6齿圈罩和滚圈罩的内圆与筒体外圆的圆周间獻 的相对差:对圆筒直径不大于300Omm的混合机,不得大于 5rrιnh对圆筒直径大于300OmnI的混合机,不得大于IammC
L2.M7筒体外圆搭尘圈,其圆周端面与插圈罩或滚圈 罩圆周端面在圆周上的间隙相对差:对圓簡直径不大于 3GOOmm的混合机,不得大于5mm;对圆筒直径大于300Oml 的程合机,不得大于IOimh
l.2.6.8筒体进料傭散料斗,其端面与筒体进口端面的 阅堂应符合设备技术文件的规定口
1.2⅜6.9刮料刀的安装应符合设备技术文件的规定C
1.2.630喷水管的喷嘴孔方向应符合设备技术文件的 规定J
L2.T混合机试运转
E2ɪ7.1减連器单体运转1 μ
1-2.7,2微动装置的运转要求:
m∙手扳离合器往复动作5次,窝合灵活,连⅞fi正确U
b.微动装置单体运转30m⅛。
*微动装置带动混合机低連运转Ih.应无异常声音和振 动,各部位温度正常.
1.2.7.3混合机无负荷试运转4h,应无异常声音和振 就,各部位温度正常。
L3转子式踊车机
Ua托辘
L3.1.1托輾底座纵向F横向中心线极限偏差为± Imnk
1.3.L2同恻面的两组托⅞½轴向中心线应同心,公差为
L3.1.3四个托轴底座的对角线长度之差为3mm*‹设 备制造厂应在底座打上中心点标记)
1.31.4对应的两组托辑径向中心线应重合.公差为 2m∏∩c
L3J.5对应的两组托褪褪面应相互平行,其平行度公 差为(L5/10OD口
L3J.6四组托辎镭面高低若不得大于(L5mmq
L3.1.7托幌報面水平度公差为Q∙2/H)D0。
L*2转子
1.3.2/由四个半圆盘组装成两个圆盘,两个圆盘与底 梁、压梁.联系梁连接组装成一个转子。对于接合面的处理和 螺栓的紧固力矩(或焊接)的技术要求应符合设备技术文件的 规定。
L3.2.2圆盘的安装以圆形导机为基准,应符合下列要 求:
3.圆形导轨外径极限偏差为主Lnni,径向跳动量不得大 干 2mr∏c
b,圆膨存轨接头处高低差不得大于口∙5mHb错位不得大 于 Immc
c.圆形导轨侧面游动量不得大于2nm。
d,两个圆盘组装成转子后,以圆形导轨側面为基推,测量 两个圆盘端面游动量不得大于4mm口
它.圆形导轨径向中心缓与托⅞g径向中心线应重合,公差 为 2mιτ∣c
L圆形导轨与四组托提塩面均应接触。
L3.3摇臂机构
L3.3J摇臂机构的曲连杆下面与底梁上面应接触4
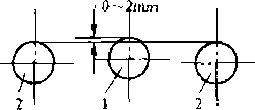
1.3.3:摇臂机构的导向轮在转子圆盘的月形精内滑 动,当翻车机在零位时,其导向轮与月形槽底面的间獻,应符合 设备技术文件的规定(图L3∙3.2)n
图L3.3.2转予圆盘月形糟
1一月形槽门一圆形导轨^ 3一导向轮M一转子 ɪ 圆盘横向中心缓㈠一转子画盘垂直中心线:
6一转子圆盘"一转子圆盘館转方向
L3.3.3导向轮在月形博下璃时,其轴向中心线与转子 圆盘的垂直中心线、横向中心线的间跑(QM)極限偏差为 ± ITnm{廓 1 .3.3.2) o
L3.3.4导向轮在月形槽上端与下端之间的垂直间距 (力极限偏差为±lmm(图L3J∙2h
L3.3.5托车第与摇臂机构连接应符合设备技术文件的 规定D
冶金机械设备安装工程施工及验收规范烧结设备(YEJ 213—88) 47
L3.3.0托车梁侧面铅垂度公差为1/KW;与转子垂直 中心线距离极限偏差为± 3mm.
1-3.4平台
IRdJ平台在无负荷时,其8个走行轮与曲连杆或底 梁上的导板应接触白
1,3.4.2当翻车机在等位时,8个走行轮导板上表面高 低差不得大于Imnu
1.3.4.3 8个走行轮导扳上表面至转子横向中心线的距 离极限偏差为± ImmC
1 .3*4*4托架与曲连杆之间应有5 -TOmm的间隙G
1÷3÷4÷5平台上的轨道与基础工的轨道对接应符合下列 要求:
a÷两軌头对接间隙极限偏差为± 3mm二
h两轨头高低差不得大于3mm。
二两轨头错位不得大于3山。
d.轨距极限偏差为士 ImmC
1.3.4.6推车装置、液压缓冲定位装置、滚动止挡和平台 挡铁等安装应符合设备技术文件的规定C
L亂4门当翻车机在零位时.平台两端与基础的滚动止 挡面的间隙应符合下列要求:
a.对于有定位器端为O~ Imm◎
b.对于无定位器端为0~4m。
1J.5传动装置
L3.5.1传动轴纵向中心线的位置应以小齿轮号转子圆 盘上大齿轮啮合良好为基准。齿轮啮合应符合L3∙5.5项的 规定J
L3.5/传动轴纵向中心线与圆盘纵向中心线应平行, 其平行度公差为0∙2/10O(L
L3.5J小齿轮径向中心线与转子圆盘齿圈径向中心线 应里合,公差为Imm口
1.3.5.4传动轴标高极限偏羞为土 Imm。
13.53传动装置的联轴器、轴承、齿轮安装应符合Y局 2CH-83《冶金机械设备安装工程施工及验收规范通用规定》 第5章的规定匚
1.3.6转子式翻车机试运转
1.3.6」应在无车辆进人翻车机时进行无负商试运转。用 手动和自动控制翻车分别睜3次(从(T-终点Tr为一次),
1.3.6.2将口及CH型无料敵车推进翻车机进行轻负 荷试运转,用手动和自动控制翻车机分别全过程翻转5次(从 T—终点一丁为…次),应符合下列要求:
a.推车装置推车运行平稳,定位准确C
b.转子圆盘翻转灵活,无卡住现象,无异常振动口
C,平台横向移动灵活,平台钢轨经翻转复位后与基础上 的路轨对接应符合l÷3÷4 + 5项的规定。
d,传动装置运转无异常声音,轴承温度正常口
1.4傭假式IH车机
1.4,1回转盘
1.4.13 两组回转盘纵向中心线应同心,公差为2mhV
L4.L2两组回转盘的轴颈高低差不得大于2m∏ι口
I.*L3回转盘的传动大齿圈径向跳动量不得大于 0.5口晔其端画游动量不得大于2mm□
L4.L4回转盘下部缓冲装置⅛⅛间、横向中心线微限偏 差为士 2mm,标高检限權差为± 2mmo
L4.L5同转盘与托车梁、联系梁的安装应符合设备技 术文件的规定T
1.4.1.6平衡重块安装应符合技术文件的规定"
1.4.2平台
1ɪ4ɪ2.1平台纵向,攢向中心缆极限偏差为」3mm,,
I .4.2.2平台两轨道轨距极限偏差为± lrnniɔ
1.4.2.3平台下部四个滚轮与导轨均应接触匚
1.4.2.4平台上的推车装置、定位装置的安装应符合设 备技术文件的规定,
L%2.5平台上的轨道与基础上的路轨安装应符合 L3.4.5项的规定由
L4.3压车装置
E4.3.1压车端梁与回转盘应在同一根心轴上,其側面 游动量不得大于2m口
1∙4∙3∙2两个压军端梁顼部高低差不得大于5mm「
1.%3.3压车梁下部表面至平台钢轨面的距离极限偏差 为 ± 5mm。
1.43.4压车机掏的液压设备和管道安装,压车大梁与 端梁的固定应符合设备技术文件的规定。
L4.4传动装置
1,4,4.1传动轴纵向中心线的位置应以小齿轮与冋转盘 大齿轮啮合良好为基推,齿啮合应符合L43.4项的规定。
L4.%2小齿轮径向中心线与大齿圈径向中心线应重 合,公差为Immr
L4.4.3传动轴标高极限偏差为± Immr
L4∙4∙4传动装置的联轴器、轴承,齿轮安装应符合YEJ 201-8式冶金机械设备安装工程施工及验收规抢通用规定》 第5章的规定。
L*5側倾式翻车机试运转
L4.5J在无车辆进入翻革机时,不准进行无负荷试运转n
l.4∙5∙2将无料敞车推进翻车机进行轻负荷试运转C用 手和自动控制翻车机分别翻转5次(从(T—145。-Ir为一次), 应符合下列要求:
a.推车装置推车运行平稳、定位潍确C
b.液压装置动作准确,无泄漏现象,无异常振动
U回转盘翻转灵活,无卡住现象,无异常振动由
d∙平台轨道经翻转复位后与基础上轨道对接应符介 1.3.4.5项的规定。
3传动装置运转无异常声音,轴承温度正常υ
2烧结机设备
本章适用于带式烧结机设备的安装和无负荷试运转匚包 括:烧结机架、给料装置,传动装置、点火装置,轨道,密封滑道 及密封板、平移式及摆架式尾轮、固定式弯道、台车、热破碎挑、 主抽风管道、藏斗及酒精。
2门烧结机安装中心线及标高的测■
2.Ll烧结机纵向中心级•的端点测定(中心标板的中 心点)极限偏差为土 Imm。
•烧结机飘向中心験悬捨金車聿行赤货篇中心线丁
48 现行冶金工程施工标准汇编
2.1,2烧结机横向中心线❷与烧结机纵向中心线的iE交 用极限偏差为三I(T
2A3 烧结机的基准点标高与附近水推基点的标窩极限偏 若为士3E储安装用的相邻基准点的标高■极限偏差为丄D.5nm:,
2,2烧结机架
2.2-1机架柱子安装用普通垫板时,柱子底板标高极限 偏差为± 0.5mm,用座浆展板时,型板上表面标高极限偏差 为 八mm,水平度公差为0.1门005
2.2.2机架礼子安装纵向,横向中心线费限偏差为 =2 r∏m
2.2.3机架柱子安装的错垂度公差为1/iuσo,
2.2.4中部机架进行单片组装时应符合下列要求:
a.单片机架上部与下部宽度之差不得大于5mm。
b∙单片机架对角线长度之差不得大于5mh。
2.2.5机架安装的繭留热膨胀间隙,应符合段备技术文 件的规定,
2.2.6机架的焊接质量应符合画2G5-⅛K钢结构工 程施工及验收规范》第三章三级焊縫标准的规定。
2.3给料装■
2.3⅜1梭式布料机
2.3//轨道纵向、横向中心线极限偏羞为土 2mm。
2.3.1,2轨道轨距极限偏差为±2岡,
2.3.1.3轨道标裔的极限偏塞为± 1mm。
2.3 J.4胶带运输机安装应符合Ti 231一務《机械设备 安装工程施L及验收规范》连续运输设备安装第三篇的規定“
2.3.2铺底料槽
2.3.2.1铺底料槽的纵向中心线与烧结机的纵向中心线 应重合,公差为3mm;横向中心线极限偏差为士3ep
2.3.第2带有耳轴的铺底料精,其耳轴轴承座应符合表 2∙3∙2.2的要求:
«2,3.2.2辅底料槽耳⅞⅛轴承産安装公差[mm)
2.3.4.2圆筒给料机传动轴水平度公差为OJ4000η
2.33.3圖筒体的径向、轴向中心线分别与烧结机纵向、 横向中心线极限偏差为± 2m也
工30.4圖筒给料机的传动装置,应符合YEiI 201-83《冶金 机械设备安装「程施工及验收规范通用规定》第5章的規定。
2.3.5液压给料装置
原料槽出口的液压给料装置的液压设备及管道安装,应符 合YHJ加7-85《冶金机械设备安裝工程施工及验敕规范液 压、气动和润滑系统》的规定,
机34反射板
矗亂6.1反射板纵向中心线与圆筒给料机圆简的轴向等 分线应重合,公差为2mm。
&丸6.2反射板下部出口与烧结机自幸算条上表面的间 距极限偏差为± 3mm。
乳3.6.3反射板的倾斜度及谓整范围应符合设备技术文 件的规定。
23.6+4用移动式的反射板,车体:水平移动量应符合设 备技术文件的规定」
2∙3.6∙5反射板的自动清扫器安装,应达到定位准确动 作灵活。
2.3.7瑞式布料机
Z.3.7.1輾式布料机的纵向中心⅛⅛与烧结机缴向中心线 应重合,公差为2m0io
Z.3.7∙2布料褪面轴向水平度公差为0.1/1000°
工.3.7.3辐面倾斜度与烧结机水平时的夹角应符件设备 技术文件的规定A
"4头轮及传动装置
2.4.1头轮
2.4Λ,1头轮安装应符合图2.4.1」及表Z4.L1的规定口
|
部 位 |
中心线极腥傳麦I |
两轴军座高j⅞善不得大于 |
|
±1 |
ɪ | |
|
扇形门耳轴 |
士 0 + 5 |
0,5 |
|
出料i8植耳轴 |
±0.5 |
2.3.2.3铺底料植下料口与台车算条上表面的同柜极限 偏差为± 5mnnQ
2.1露4带有传感翳的精体支承座.安装时应按设备技 术文件所规定间距,应先做临时鋼支承座垫人.槽体安装完以 质,再换人传感器,严禁直接在传感器上安装槽体」
2.3.3混合料槽
2^3.1混合料槽的纵向中心线与烧结机纵向中心线应 重合,公羞为3mm;横向中心线极限偏差为±3mm(J
2.3.3.2混合料措出料口的纵向,横向中心线与圆筒给 料机的纵向、横向中心线极限偏差为± 3mm,出料门与圆筒筒 体表面的间距极限偏差为± 3mm,出料门与圆筒给料机陶体轴 向中心线的径向偏移量应符合没爸技术文件的规定,
2.3.3.3带有传感器的混合料槽体支承座安装,应符合
2.,,4项的规定ɑ
2.3.4圆衢给料机
2.3.4∙1圓筒给料机传动轴标高械限偏差为土 Q .5mm中
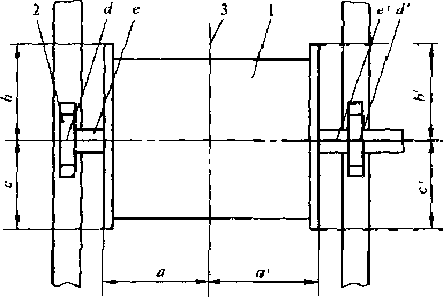
图2.4 JJ烧结机头轮
I—头轮:2-轴承座;3一烧结机纵向中心线
衷2.4.1/燒域机柒第安譬公卷(E)
|
符号 |
公差 | |
|
买翩鹤芬襄写烧结机纵向市心线应重合 |
以f * | |
|
头轮轴向中心缀与烧结机横向中心缓应重合 |
0.5 | |
|
轴承标高 |
±0.5 | |
|
翹水平度________________ |
O.05/100G |
•横向中心线为垂直于飘向中心疑的中心綱,如头轴軸向中 心线等“
冶金机械设备安装工程施工及验收规范烧结设备(YBJ 213-88) 49
2AA.2轴承座与轴承底座r轴承底座与烧结机架之间 可用垫板调整标高,但不得用半块垫板由紧固螺栓后应紧密贴 合,用0.05EnI塞尺检壹,塞入面积不得大于接触面积的1/X
2.4J.3头轮链轮片在制造厂已组装,如需在现场再次 装記时,应變査是否符合设备技术文件的要求U
2.%2传动装置
2T.2.1 一般减速器的传动装置安装,包括精动轴承及 滚动轴承、减速器、开式齿轮、联轴器安装,应符合YHJ 201-83《冶金机械设备安装工程施工及验收规范通用规定》第5 章的规定。
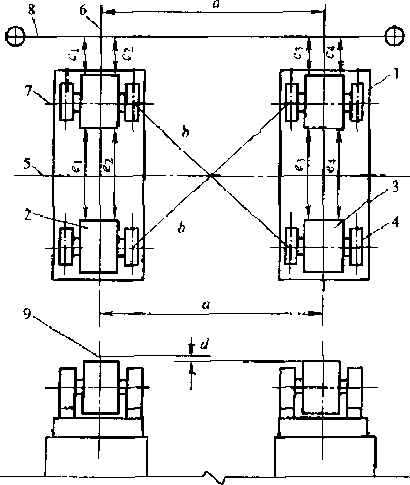
2∙4.2∙2柔性传动装置的大齿轮及藤紧环(图2∙%2∙2) 安装应符合下列要求:
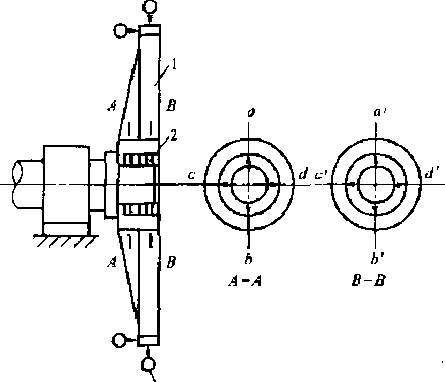
图2.4.2/大齿轮与胀紧环
1 一大齿轮:2-账紧环C-百分表
自.胀紧环安装前及拧紧高强JiU⅛的过程中,必须经常检 查轴及大齿轮轴孔的上、下、左、右间距T及内侧& GsT与外 M^∖√ a‘、J对应点的间足,其间距差不得大于LSmnu
民安装过程中随时检壹大吿轮外圈的轴向与轻向偏移情 况(用百分表检査),轴向及径向偏移量不得大于0.5mmo
U胀紧环、齿轮孔及轴均应脱脂处理,高强螺栓的丝扣部位 和«1拴头部的接触面应鹼少量润清脂I但严禁使用二磕化铝。
』胀紧环的高强*栓紧固,必须按设备技术文件要求,逐 步达到设计规定值,不应一次达到规定值"
N∙4∙2∙3柔性ft动装置(图2 . 4;曰)妞矩杆安装应符合 下列要求:
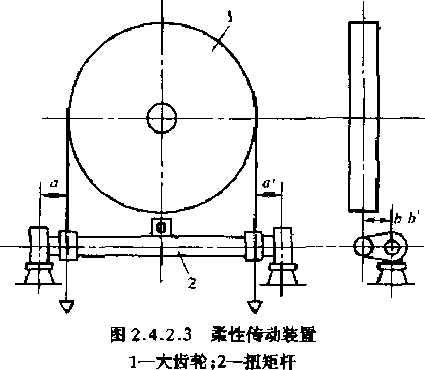
a,扭矩杆底座标高极限偏差为±①Smm.
b+扭矩杆轴承中心位置纵向间跑OE)及橫向间跑0、 白’)的极限偏差为± O .5mm口
C.扭矩杆上表面水平度公差为tJ3/ωo(λ
2∙%Z∙4柔性传动装置的连接杆、水平杆安装,球而轴承 端面预留间隙及平衡杆弹簧压缩量的调整,应符合设备技术文 件的规定。
2.5点火装置
2.5」点火炉与保温炉支架
2.5.L1点火炉、保温炉纵向中心线与烧结机纵向中心 线应重合,公差为2e,
工.5.1.2炉子柱子安装纵向、描向中心线极限偏差为
2.5.1.3柱子安装错垂度公差为"1即10。
2.5.L4柱子高度极限偏差为±5mm,相邻柱子高低若 不得大于5r∏mσ
2M.1.5与烧结机纵向中心线梱垂直的炉子横向断面上 的单片支架,其上部与下部长度之差不得大于5mm,对角线长 度之差不得大于5mnj.
2.5J.6炉体水冷隔板、冷却水箱的标高及位置极限偏 差为± 5mme
2.5/月炉体水冷隔板、冷却水箱安装时,必麵做水压试 验,应符合¥因201-83《冶金机械设备安装工程施工及验收 规范通用规定》第6章的规定。
2.5.2烧嘴
2.1,1烧嘴位置巾心线板限徧差为±3mπv
2.5∙2.2烧嘴标高极限偏差为± 5mm。
2.6轨道
2.6.1头部弯道
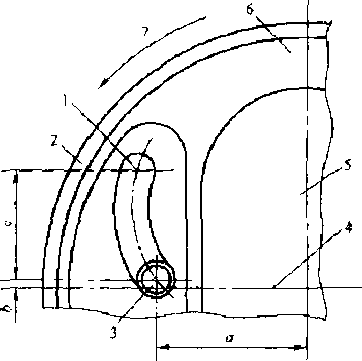
KGJJ 烧结机头固定弯道(图2.6」.1)的安装,施以 头轮链轮片为基准,检查与弯道各部位的间距,应符合下列要 求:
趴头部固定弯道苟锌轮片的间距在两侧弯道上,中,下三 处的对应点上(*方、广与口'M"*')⅛t限偏差为±2m∏rL7,
h两侧链轮片的齿根与弧形导軌的间距.在对应位置上 (C与小T与tZ')的极限偏差为士 Imrn:.
J两侧弯道在上部与下部对应点上的高低差5)不得大 于 ImmC
&复查内外弯道间距,应符合设备技术文件要求"
2.蠱2中部轨道
2,6-2.1两轨道对称中心线与烧结机纵向中心线城軍 令,公差为Immb
2.E∙2∙2用专用样杆检査轨距及轨道位置,当样杆中心 号烧结机纵向中心线一致的情况下,轨道中心线极限偏差为 + 1 mm T轨距极限偏差为± 2mιn口
2*6∙2∙3 上部⅛⅛道及广部返回轨道标高极限偏差为 ± Itnm3
Z.G.2.4轨道接头处两轨道高低差不得大于(L5mm,预 留热膨胀间隙应符合设备技术文件规定。
嘉6.3尾部弯道
按黑不同的机尾构造形式,执行2.7.L2晨2.工3项的规 兔
50
现行冶金工程施工标准汇编
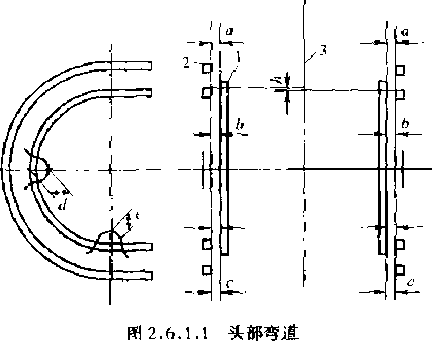
1一攘轮:2一头部弯道小一烧结机纵向中心线
2门尾都装■
2.7.1平移式尾轮
2.7.1J平移式尾轮安装应先安滑动椎架后安尾轮,滑 动框架应符合下列要求:
a.瘠动権架上都支承轮拆高极限偏差为"相min
b.滑动樵架侧板立柱错垂度公差为1/1000.
*滑动極架僞板立柱纵向、横向中心线的极限偏差为 ±2mmc
2.7.1.2平移式尾轮弯道(图2∙7∙L2)安装应符合下列 要求:
a.左右弯道对烧结机纵向中心线的间距(d、d )的极限偏 差为± 2门11m
h弯道标高极限偏差为士imm;左右弯道在上部与下部 对应点上的高低差(t)不得大于2mm口
J用线锤检査一侧弯it与⅞S垂线的间距(鼠5 )的板限偏 差为m 2mtn0
右轴承座对烧结机纵向中心线的间距(叫 不)的极限编差为 + lmm□
L尾轮轴向中心线与競结机横向中心线的极限偏差为 ± J. 5πιm√.
c.尾轮轴承座的标高极限偏差为士,5e白
出尾轮轴安爱其中间位置水平度公差为0/用a8瓦
e.尾轮儲片如需在现场装配时,应复查是否符合设备技 术文件的要求。
f.根据尾轮链片參照2.6.L1的要求复查尾轮弯道安装 精度,但可由于尾轮的自重下挠而产生上"F弯道与锌轮片的 间距有规则的均匀偏差,但应符合设备技术文件的要求。
2.7.2摆架式尾轮
2ɪ7.2,1摆架上部轴的轴承标高极限偏差i⅛±a∙5nm, L部轴的水平度公差为oj/wæ,上部轴的轴向中心线与烧 结机的横向中心线的极限偏差为土 U∙5m1m
2ɪ7,2.2左右摆架上部轴轴承座、尾轮轴承座的对称中 心线T与烧结机纵向中心线应重合,公弟为Im√在摆架I施时 固定情况F测量h
2.7.2∙3左右摆动側板立柱的铅垂度公差为1/1000.
2,7.2.4尾轮轴承座标高极眼偏差为±(L5mιm
2.7,2,5尾轮轴水平度公差为U∙2/UDU0。
2.7.2^摆架式尾轮的弯道安装.应符合2∙7∙L2项平 移式尾轮的弯道安装的技术要求。
2,7.3固定式机尾弯道
2.7.3 J根据烧结机的头轮轴向中心线及预留台车热膨胀 间距,确定固定式机尾萼道的位置,应符合设备技术文件的规足.
2,7,3,2左右颊板的对誅中心线与烧结机纵向中心线应 重合,公差为2mm;羯板立柱铅垂置公羞为"1000:托架标高 极限偏差为± 2mm。
2.7.3.3左右固定弯道的对称中心线与烧结执纵向中心 线应重合,公差为包皿:两侧弯道的间距极限偏差为+ ^mmc.
2.7.3.4固定彎證的标高与烧结机轨道的标高若为 土U∙5mrm两侧弯道在对应点上的高低差不得大于2mm“
2.7.3∙5用线卷检查一侧上下弯道与错垂线的间距,其 极限偏差为土 2mmt>
Z.7∙3/复査内外弯道的间距极限偏差为笠mm,并用3 7个台季试验,走打平滑。
2.8密封滑道及密封板
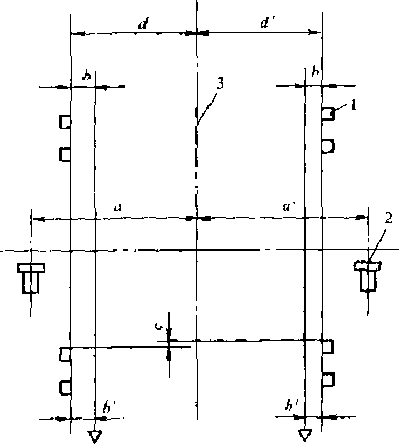
2-83密封滑道
ZBJJ两密封滑道的对称中心线与烧结机纵向中心线 应重合,公差为专E:两滑道的中心距极限偏差± 2mm。
Z∙BJ∙2密封滑道的标高板限偏差为± 1mm;根据轨道 标高测量两密封滑道对应点)的极限偏差为± 1mm,用专 用样杆或平尺检查(图2 .乱匚Zh
图2∙7∙L2平移式尾轮弯道
I-尾部弯道;2一尾轮轴承座*
3一烧结机纵向中心线
2.LL3平移式品轮安装应符合下列要求:
H.根据鏡结机纵向、横向中心线,确定犀轮轴承位置,左
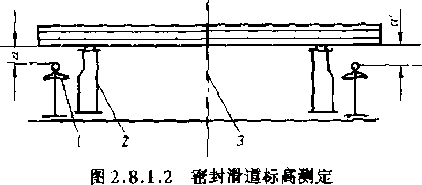
1 一台车轨道;2L宙封滑道户Tft绪机纵向中心线
冶金机械设备安装工程施工及验收规范烧结设备(YBJ 213-88) 51
2.乱1.3密封滑道各部位预留热膨胀间隙,应符合设备 技术文件的规定口
2.8*2 ⅛f 封板
2思.2J 头、尾密封板纵向中心线号烧结机纵向中心线 应電合,公差为2mm横向中心线⅞⅛限偏差为± 2mm口
2 .乱2.2平板式活动密封板的平衡块重量,应调整到密 封板上部在规定荷重的情况下能灵活动作,密封板的上平面标 高应暗低于烧结机台车底面,其间隙应调整为n-3mm。
2.8.2.3町调整式弹黄密封板,调整密封板的上平面标 高,应符合2∙83∙2项的规定口
2.9台车
2.9J 在确认烧结机设备除台车以外已全部安装完毕, 头轮及传动装置经无负荷试运转合格的情况下,方能安装台 车0
2∙9.2在制造厂组装、现场整体安装的台军,应符合下列 要求:
a.台车安装前应清洗弹簧密封板,检查台车车轮转动应 灵活,抽查轴承润滑脂无变质现象。
b+台车安装后复查台车的四个车轮与上部轨道应接触, 台车滑板与烧结机体滑道接触均匀力
39.3现场组装算条的台车『除执行2内.2项的规定外. 应符合下列要求:
臥台车车体、隔热件、算条必须达到设计公差麼制造标准 要求,才能组装。
b.台车的算条安装,应按设备技术文件要求雷出热膨胀 间隙。
2.9.4台率算条清扫器安装,应符合下列要求:
aɪ清扫器纵向、横向中心线与烧结机纵向、橫向中心线的 极限偏差为± 2mm。
h∙清扫繇传动轴中心线对台车算条的间距极限偏差为 ±3t∏∏1d
d调整清扫器的行程应符合设备技术文件的规定。
2.10热破碎机
2404热破碎机纵向、横向中心线与烧结或纵向、横向 中心线的极限偽差为士1μ
2.W.2主轴承座标高在轴的上表面检查,极限偏差为 ±0.5mm,水平度公差为0 . 05/1000;两主轴承座高低差不得 大于12mm$两主轴承座对称中心线与烧结机纵向中心线应 簟合,公差为Immo
2∙10.3热破碎机传动机构齿轮受力面的齿面接触面积, 应符合设备技术文件的规定口
2J0÷4热破碎机的減連器及联轴器安装,应符合Y^ 201-83《冶金机械设备安装工程施工验收规范通用规定)第 5章的规定。
2J0.5热破碎机的定转矩联轴體,出厂前应做转矩測 试,安装时调整弹簧的压缩量,符合设备技术文件所规定的间 距,并分布均匀,郎为合格。
2,10.6可牽出式受齿台率安装应符合下列要求;
a.台车支承底座的纵向、横向中心线,分别与热破碎机的 纵向、横向中心线极限偏差为± Imh各支承座标高极限偏差 为 ± U. 5mmc.
b.台车两轨道的对称中心綫与热破碎机的纵向中心攤应
重合,公差为Imni.轨道轨距的极限偏差为;2e,轨道标高 的极限偏差为± Imtf台率降下以后,乍轮与轨道应接触良好"
2/0月水冷式棘齿瓶及受齿板安装完毕后,应连同管道 做整体水压试验,试验压力为「作压力的L25倍。
2.11风箱及主抽风管道
2」Ll 网箱
2-11.M施箱纵向,横向中心线与烧结机纵向、横向中 心线的极限偏差为± 3mnic
2.UJ/ 风箱法兰的螺栓应普遍紧固,现场焊缝应满 焊,不得漏风。
2.UJ.3有防止风箱上浮构造的风箱,风箱徃接小梁与 烧结机架横梁之间,应预留间隙O • 1 5mrm
2JL2主抽风管道
231,2.1现场加工及组装的主抽风智道应符合下列要 求:
g.圆度极限偏差为士謠(A管道直径%
反圆周检极限偏差为士認。
&两管段之间T形焊縫的位置,应符合设备技术文件的 规定,
3U.2.2主抽凤臂道的焊接质量应符合3用2U5-33 《钢结构工程施匸及验收规范》第三章三级焊缝标准的规定口
ZjI.2.3管道托架安装纵向,横向中心线极限偏差为 ± Imnl,标高极限偏差为± Imrm水平度公差为0,3∕lOOOo
2.1L2.4猾动式管道托架的滚柱安装位置,应符合设备 技术文件规定,滚柱位置(外的径向扱限偏差为t 3mm(图 2.1L2.4)3
2.11.2.5 主抽风管道安装应符合下列零求(图 2.1124);
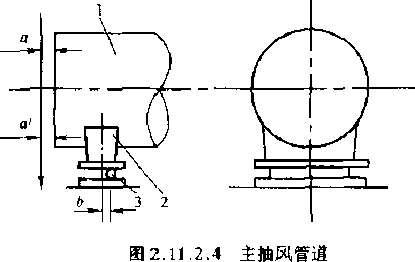
I一管道2—托架i 3—滚柱
a∙管道中心线极限偏差为± 3mm。
h管道标高极限偏羞为土 3mm。
c.管道端面用线锤检查Q-*)极限偏差为±3mm。
d.支管安装其垂直方向中心线时烧结机风箱中心线极限 偏差为±5mm,
e.主抽风管道下部灰斗安装中心线极限偏差为± 5mm. 下部法空标高极限偏差为± 5mm.
2JL2.6主抽风管道的伸缩节(钢制或石棉制),安装时 应保持伸缩节处于自由状态『不得处于受力状态,翔缩量应保 持设计烧定值,进出口方向应符合设备技术文件的规定。
2*11.2.7支管的弹簧吊架压鳍■应溺整到设计或定值。
2J1.2.8主抽风管道的双直间安装,应符合3∙ 3.3項双
52
现行冶金工程施工标准汇编
重阀安装的规定
Lll.2.9在开动主抽风机的情况下,检査主抽风管道的 法兰,应无漏风现象,
2JZ灰斗及瀏槽
ZAlA 烧结机F部灰斗的中心线极限偏差为工Smil标 高极限偏差为上5mmc.
2.12.2烧结机各部位的溜槽安装中心线极限偏差为 » 5mm,标高极限偏差为± 5mm:.
2.13燒结机试运转
2.13」在确认以下设备试运转正常的情况下,方可进行 烧结机的无负荷试运转。
2.13 J J 润滑系统及台车自动加油设备试运转正常。
ZJ3.L2头部传动装置试运转
a∙电动机按照不同转数各运转2h检查转数、电流、轴承 温度应正常
h∙连接减速器和头轮,低速运转Ih后,再按照不同转数 各运转Ih,共6h,并做正反转试验,检查电动机转数与定转矩 联轴器出轴的转数是否一致,检查轴承温度与振动,减瘫器运 转状况应正常C
a∙13∙l∙3在确认传动装置运转正常的前提下,用最低連 反转的情配下,逐台安装台车口
2.13.13给料装置试运转
a.圖簡给料机电动机按煦不同速度各运转Ih连接圆筒 按不同速度累计运转4h,检查减速器及轴承温度应正常υ
b.可移动的反射板及自动清扫器试运转往复5次,報式 布料机试运转2h运转正常.
e.梭式市料机试运转往莫10次,胶带运输机连续运转 4h,定位与转向准确,运转JE常C
2.13.L5平移式尾轮港动框架液压装置试运转,往复试 验5次,动作可靠行程推确。
2.13.1.6台车算条清扫器试运转Ih,动作灵活准确由
2.13J.7检查烧结机及主抽风管道内代无任何异物,方 准启动烧结机』
2.13.2烧结机带动台车无负荷单体试运转,低建运转 ⑴科后停车检查,调整平移式尾轮的平衡块重量,按照不同的 台车走行速度各运转Ih,票计Sh,应达到各部位运转平稳。
2.13.3热破碎机试运转
2.13.3.1先进行受齿台车试运转,试验拉出台车的2台 卷扬机的旋转方向相同并符合要求,用千斤顶将台车顶起后, 取出城块将台车落在轨道上,进行受齿台李的拉出与装人试躺 往复3次,检査定位是否准确匚必须在用手动方式对热破碎机 棘齿轴盘车的情况下,方能拉出或装入费齿台车,严禁直接拉 出或装入台车。
2.13.3∙2热破碎机电动执单独试运转Ih,检查轴承温 度应正常n
2.13.3,3连接热破碎机减速器.作热破碎机无负荷单体 试运转,连续运转6h,检查轴承温度、振动应符合设备技术文 件的规定「
2J3Z主抽风管道手动调节阀及电动调节麟,往复试验 各3次,应动作灵活,极限位置准确,电动开闭程序符合设备技 术文件的j⅛定,主抽风管道双翼:闽⅛t运转,执行3.%3.2项的 规定。
3冷却机设备
本章适用于鼓风式和抽风式坏式冷却机、带式冷却机、环 式和带式刮板输送机、双重阀、鼓风机和抽风机设备的安装和 无负荷试运转『
3门环式冷却机
3.1门环式冷却机安装中心线及标高测量。
3JJ.1环式冷却机的纵向中心线与烧结机纵向中心线 极限偏差为士3m。
3aΛ.2环式冷却机的横向中心线,以控制同中心标桩 为基能,其投点的极限偏差为± 3mrπc.
3J.L3纵、横中心线正交箱极限偏差为士 i(Λ交点为 环式冷却机的中心点即圆心L
3」.1.4环式冷却机的基准点与烧结机基准点的标高报 限偏差为±3mm匸
3.L2机架、漏斗及密封罩
3.1.2/机架安装应符合下列要求;
d柱子底板纵向、横向中心⅜⅛极限偏差为士 Smm口
也柱子底板标高板限偏差为± 2mm。
c.柱子安装铅垂度公差为l∕1000o
$机架径向梁与环形梁标高极限偏差为±3mm口
R环形鋼轨的支承梁应在同一平面匕在每根铜轨支承 梁的两端支承点处测量圆周方间各点的高低差不得大于 2mr∏Q
f∙抽风机支承梁标高⅛⅞限偏差为士 ⅛um
3J.23给矿漏斗的安装应符合下列要求:
a.给矿漏斗下表面的标高极限偏差为土 Iftmmc
h给矿漏斗上部的纵向、横向中心线极限偏差为 ± lθmmɔ
c.给矿漏斗下部出口中心点与台车环形中心线应重合, 公差为15m∏∏o
3.1.2,3排矿漏斗纵向、横向中心线板限偏差为± 5mm, 其下表面标高极限偏差为土 3m口
3.1.2,4抽风环式冷却机散料漏斗纵向、横向中心线报 限偏羞为± 5 mm,其下表面标高极限偏差为±5mmo
3.L2T鼓风环式冷却机风管和风箱上下部的环形中心 线与台军环形中心线应重合,公差为IOnum风箱下部法兰水 平度公差为2/1000;风箱上部与横梁连接应紧密;风箱上部密 封板安装平消,与橡胶密封粮接触都位不得有毛刺和凹凸不 平,赎兔漏风和刮坏橡胶密封板C
3.L2.6鼓风和抽风环式冷却机的排气筒铅垂度公差为 ]/IOOOc
3J.2.7环式密封罩的安装应符合下殉要求:
a∙环式密封罩的环形中心绕与台车环形中心线应重合, 公差为5mmo
b.各环式密封罩之间连接应紧密,不得漏风口
c,各环式密封罩两侧面铅垂度公差为L5/1OO0。
J密封罩下端与台率侧板上端的间隙应符合设备技术文 件的規定中
e,台车上都密封或台车下部密封的標胶密封板与台车的 接触应贴合.
冶金机械设备安装工程施工及验收规范烧结设备(Y因213-88)
53
L抽风环式冷却机端部密封吊挂的上下调节和扇形板回 转应灵活,无卡住现象,腌胀风罩内密封石棉绳应填满压紧口
3J∙2∙8漏斗、风管及排气筒的焊接质量应符合GHJ 205一83《铜结构工程施工及验收规范》第三章三级蟬缝标准的 规定口
3.1.3轨道
3.1.3.1环形水平轨道安装应符合下列票求:
a.台车环形中心线半径极限偏差为士 Imm口
b.环形水平轨道的圆周以台车环形中心线为基准,内外 环形水平轨道与台车环形中心线的间距极限偏差为± 1mm。
c.内外环形水平轨道的轨距极限偏差为±2mm。
L环形水平轨道标高极限偏差为±2mh轨道接头处两 轨道高低差不得大于,5mm,接头错位不得大于Imm.接头预 留热膨胀间隙应符合设备技术文件的规定。
J内外环形水平轨道应在同一水平面匕在轨道与轨道 支承梁的固定处测量,其圆周方向各点的執面高低若不得大于 2mm,内外水平轨道径向对应点的高低差不得大于Immo
3 J .亂2环形側軌安装应符合下列要求:
我.环形俯轨标高以环形水平轨道为基准,极限偏差为 ± 2mmQ
b+环形側轨的圆周以台率环形中心线为基准,环形侧轨 与台车环形中心线的距离极限偏差为寸皿*
C.环形侧轨接头处两桃道高低差不得大于Imm,接头错 位不得大于Imm,接头预留热膨胀间照应符合设备技术文件 的規定口
3/.亂3曲轨(图3.L3.第安曩应符合下列要求:
包.曲轨的圆周以台车环形中心线为基嚨,内外曲執与台 车环形中心线的间距(W - 也‘、办--e')极限偏差为 ± 1.5mmc.
民制JS广应在内外曲断的最低点打上标记,安装时应将 内曲轨最低点,外曲轨最低点与环式梅却机的中心点旌成一直 线,公差为Imnu
± ImmC
d.曲執安装时复査曲轨尺寸,应符合设备技术文件的规 定二
e.护轨与曲轨的间距极限偏差为飞mnu
亂L4传动框架及庫擦板
3J.4J 正多边形传动框架安装(图3.1 ∙4∙l)应符合下 列要求:
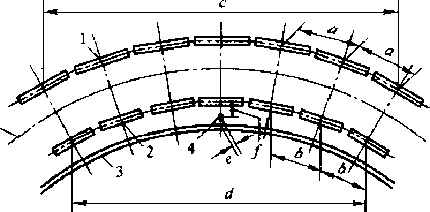
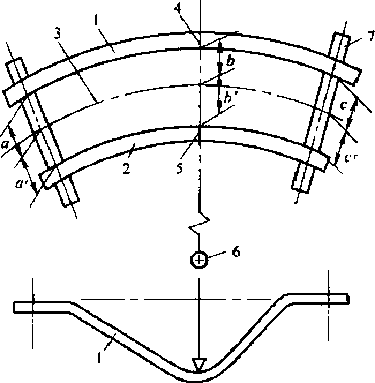
图3.1∙3∙3曲轨
一外曲轨值一内曲轨:A■台车环形中心线: 4一外曲轨最低点?5「一内曲轨最低点;〜环式 冷却机中心点门一机架轻向黎
&曲轨与环形水平轨道接头处的高低差不得大于
,5mm.接头错位不得大于Imm*接头间廉极限偏差为
图3JdJ正务边形传动権架安装
1 一外传动框架;2-内传动框架;3一环形側轨:
4—挡程;5一台率环形中心統
a.相邻两个台车外传动罹架的纵向、横间中心线交点的 直线距离Q)极限偏差为士 Imm。
民相邻两个台车内传动框架的纵向,横向中心线交点的 直线距离(方)极限偏差为±tk5m 。
c.得间隔七个台车为一组,其外传动框架弧弦长度(E)极 限偏差为± 3mm,内外传动框架弧弦长度(T)极限偏差为 ±2mmo
乱相邻两组台车的传动框架,其内外弧弦长度(^d)公差 的正值与负值应交善错开安装,以达Si内外枢架的圆厦和周长 要求"
片.内传动樞架的圆周以环形他现为基准,挡輾耨面至环 形側轨轨面的距离Q)极限偏差为Wmm。
L传动框架与加固板和连接板的焊接应符合设备技术文 件的规定,
3.1.4.2圖形摩擦传动框架的安装应符合下列要求:
a.内外圆形康攘传动框架的圆度,最大直径与最小直径 的差不得大于IOnm。
b.圆形康擦传动框架应在同一水平面片其高低差不得 大于5mmo
亂L*3摩擦板连接处,两板高低差不得大于DJmm, 水平错拉不得大于ImmC
3.1.5台车
3J.5∙1抽风冷却式台车的安装应符合下列要求:
a.两台车健板互相嵌入齧分的间隙不得大于6mhu
b+台率他板上的内外调节板应调整成圆形,其圆度极眼 偏差为士10rnm,调节板之间水平错位不得大于3mm,调节板 外边缴不毒有毛刺,
c.台车算条的安装应符合设备技术文件的规定。
3J.5.2鼓风冷却式台车的安装应符合下列要求:
a.现场组装的台车,制造厂应在每个台车内外传动框架 上表面,按图3.1.5.2要求打上6个中心点标记•据此调整每 个台车内外传动框架的中心跑离Q、G)极限偏差为士 1m:对 角线长度之差①- α’)不得太于2mmo
b.台车下部内外黄节板应駕峡在同一水平面上■其高低 差不阳大于3mm,调节板两*应平/,不春蕾毛JMi雖免制坏
54
现行冶金工程施工标准汇编
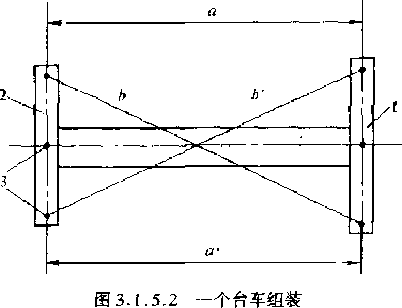
I-外传动框架;Z-内传动框架:3一中心点标记
橡胶密封板。
3.1.6挡辐、托轴
3.L6J托輾轴向中心线的延伸线应通过环式冷却机中 心点,径向中心线极限偏差为士 5mm。
3.1.6.2托辘应与摩擦板或传动框架底面相接触口
3.1.6.3设有弹簧支撑的托褪,其弹簧压缩量的调整应 符合设备技术文件的规定。
3 1 6.4设在摩擦板外圆的挡掘轴向“径向中心线极限 偏差为± 5mm:标高极限偏差为七5mm^
3.1.&5设在内传动櫃架侧面的挡辐,其寵面至内传动 框架纵向中心线的距离(图3.L4J中的川极限偏差为 土 Immo
3.1门传动装置
3.1.7.1传动装置底廛纵向、横向中心线扱限偏差为 ± 1mm;标高以摩擦板上表画标高为基准,极限偏差为土 Imrn,
3.1J.2主动摩擦轮轴与减速器出轴应同心,其延伸线 应通过环式冷却机中心点•在主动摩擦抡端面中心点测量,公 差为 2mm(图 3 + LL2)。
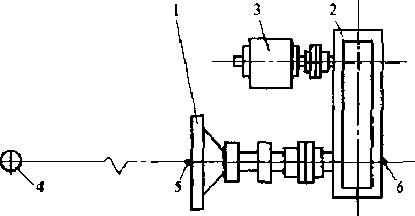
图工L?.2传动装置
1-主动摩擦轮;2-⅛E速器:3-电动机$4一环式 冷却机中心点;5一主动摩擦轮崎画中心点wl½速
器出軌中心点
3.1.7.3主、被动摩擦轮两个轴向中心线应在一铅垂面 上.公差为0∙5mnM两摩擦轮轮缘端面错位不得大于Imm。
3.1万.4被动摩擦松的压紧力应符合设备技术文件的⅛C 定口
3.L7.5传动装置的减速据、験轴器安装应符合YBJ Z(H-KX冶金机械设备安装工程施工及验收规范通用规定》 第5章的观定;设有定转矩联轴器的传动装置,其联轴器的安 装应符合2 Jtk 5型的规定©
3」/ 坏式刮板输送机 、
3J.6J 环武Sl板依送机环形中心銭¥径梭躍依差为
+ 2 Ornmo
3.1∙8.2环式刮板轨道应在同一水平面上,在轨道接头 处酒量圆周方向各点的高低差不得大于3m0υ内外轨道径向 对应点的高低差不得大于2m。
3.1.8 J刮板轨道接头处两轨面高库差不得大于]E; 接头错位不得大于1 mmLJ
3J.83环式刮板输送机传动装置纵向、横向中心线极 限偏差为± 2mm:标高极限偏差为±2mrrh
3.L8.5传动齿轮和鞋轮轴向的水平度公差均为 1/IOOOo
3.1.8.6传动装置的减速器联轴器安装应符合YBJ 2 口 1—8 为抬金机械设备安装工程施工及验收规范通用规定》 第5章的规定C
3.2带式冷却机
3.2.1带式冷却机的纵向中心线极限偏差为±3mm^
3.2.2机架
3.2.2 J 柱子纵向、横向中心线扱限偏差为± 2mm。
3∙2.2∙2柱子底板标高板限偏差为土2m口
3.2.2T柱子铅垂度公差为Id(X)On
3.2.2H 机架上托辐的横梁水平度公差为D . 5门000*
3 2-2.5机架横向间距槪限偏差为士 L5mnv
亂2.嘉石托辘座安装应符合下列要求:
起.机架上托輾座间距极限偏差为± 1mm。
b.机架下托輻座间距极限偏差为± Imm。
3 L下托褪座间电极限偏差为土 ImmU
3/3托辗
亂嘉3 J 托輾径向中心线极限偏差为± 1mm。
3∙2∙3∙2托推轴向中心线与带式冷却机纵向中心线应垂 直,托辑相互间应平行,其垂直度和平行度公差均为1/1000.
亂嘉3.3托掘间距极限偏差为土2山中
3∙2.3∙4上下托辑之间距极限偏差为±0∙5mm<3
3.2.3.5托辘喪面水平度公差为0.2/1 OOO口
3.2曰出机架横向对应面托權辑面应在同一水平面J 其高低差不得大于65mmc
3.2.亂7全部托褪轻面应在同一倾斜面上,高低差不得 大于(L5mm□
3,2.3,8头尾链轮轴向中心线与托塩寵面的範离极限偏 差为± Jmmo
3.2.4头尾儲轮
3.2.4J头尾犍轮两链轮片的对称中心线与带式冷却机 纵向中心线应重合.公差为Immo
3;.4.2头尾链轮轴向中心线与带式冷却机纵向中心线 应垂直,垂直度公差为0.2/1000,
3.2.*3头尾鞋轮轴向水平度公差为O」"OO儿
3.2∙4∙* 头尾链轮标高极限偏差为±2mm。
3∙2∙4∙5头尾鞋轮中心距及尾部链抡拉紧装置调整应符 合设备技术文件的規定“
3.2.5锥条
3.2.5.工分段供货的健条,在安装时复者每五个链学在 拉紧状态下的累计是度,应符合设备技术文件规定。
3.2÷5.2链条的安装方向应符合设备技术文件的规定.
鮭条成与托辆接触良好.・
3.2.6台车
治金机械设备安装工程施工及验收规范烧结设备(YBJ 213-88)
55
3,2.6.1台车两侧板间距极限偏差为± Im,并调整同 侧面側板应在同一铅垂面上,其错位不得大于ImmO
3,2.6.2台车同側面栏板应在同一错垂面匕其错位不 得大于0.5mme
3;.7带式冷却机传动装置的减速器、联轴器安装应符 合YFJ 201—8孤冶金机械设备安装工程施工及验收规范通 用规定》第5章的规定口
"2.8密封罩
3.2.8.1密封罩瓠向中心线与带式冷却机纵向中心线应 重合T公差为3mm
亂2.8.2密封罩的標胶密封板与台车栏板的接触应贴 合1
3.28.3辨封罩的隔热板下端与台车栏板上端衲间隙应 符合设备技术文件的规定。
33宙.4密封罩法兰连接应紧密,不得漏风,⅛⅛部密封罩 扇形板转动应录活υ
3.2.8.5排气間安装铅垂度公差为1 Λ000o
3.39带式刮板输送机
3.2.9/带式制板输送机纵向中心线极限偏差沟 ±3τ∏mo
3.2.9∙2上下刮板轨道槽间距极限偏差为± Imm。
3.2.93 左右刮板轨道槽的间距械限偏差为±1m。
3.2.9.4两轨道糟接头处高低差不得大于仇5mm 口
3.2.9.5链轮轴向中心线与刮板输送机纵向中心线应垂 直,垂直度公接为O . 3/100仇
34.9.6两鮭轮片对称中心线与刮板输送机纵向中心线 应重合,公差为Immo
3÷2.9.7链头轮与链尾轮标高板限偏差为± 2mm.
3∙2∙9∙B链轮轴向水平度公差为k2/l(XXU
3.3鼓风机、抽风机及双■闷
3.3/鼓风机安装应符合下列要求:
亂亂1门 鼓风扒纵向,橫向中心线极限偏差为± 2mm。
3÷3÷1.2鼓风机标高极限偏差为±2t≡ig
3.3.L3鼓风机的安装应符合TJ 231-7网机械设备安 装工程施T.及睡收规范》第五跚的规定。
亂3.2抽风机安装应符合下列要求:
3 J.2 J抽风挑纵向、横向中心线极限偏差为+ 2mmη
3÷3.2.2抽风机标高极限偏差为± 2mmη
3.郭2.3抽风机水平度公差为*2∕10m‰
3.3.2.4抽风机的安装可接臘工J 231-78《机Wt设备安 装工程鐫工及验收规范)第五册的规定P
亂亂3双重阀安装应符合下列要求:
3,3.3.1双重阀水平度公差为2/ID00ð
3.3.3.2双重阀的法兰连接应紧密•不得漏风。
3.4冷却机试运转
3.%1坏式冷却机试运转
3.4.IJ 减速器单体拭运转Ih『检查轴承温度正常,无 异常声音。
3金门;环式冷却机最保速运转1周.检查台车,托辐、 挡辐运转状态应正常。升速运转3周(从最低速到最高速).最 高速运转3周,检查各部位应无异常声音和振动,无卡住现象. 台车密封板接1*良好。
3.43.3环式刮板输送机无负荷试运转4h,刮板运行平 稳,无跳动和卡住现象。
3,4,2带式冷却机无负荷试运转
亂4.2.1减速器単体试运转Ih.检查轴承温度正常•无 异常声音中
3.4.2÷2带式冷却枕最低速运转1瓦检査台车、托辐、链 轮、携板的运转状态。从最低速逐步升到最高速累计运转2h,再 以最高速运转3h,各部位运转平稳,无跳动、卡住和跑偏现象口
3TJJ 带式刮板输送机无负荷试运转4%刮板运行平 稳,无跳动和卡住现象◎
3,4.3风机、双重阀试运转
30.3 J 冷却机的风机运转6h,检查轴承温度和振动符 合设备技术文件的规定.
3.4.3÷2双重阀试运转,每组双重阀开闭5次,动作平稳 无卡住现象,双重脚的开闭程序正确,符合设备技术文件的规 定*
4主抽风机设备
本章适用于主抽风机设备的安装和低负荷试运转口
4.1底座
%L1垫板安装应符合设备技术文件的规定;无规定时, 执行YHr 201一公《冶金机械设备安装工程施工及验收期范 通用规定》第4章的規定口
4.1.2底座标高极限偏差为± 2mm口
*1.3底座纵向、横向中心线械限倒差为± 2m口
亂IE两底座的中心距离极限偏差为±2mm口
4.1.5两底座上表画应在同一水平面上,其高低差不得 大于 0.5mm:.
%1.6底座横向水平度公差为0.2/1000:纵向水平度公 差为 UJ/1000口
4.2轴承座
4,2.1轴承座纵向、横向中心线极限差为土 0. 5mm口
4.2.2轴承座横向水平度公差为(M门005
4.2.3两轴承座纵向水平度最终应以转子轴向水平度为 基准口
4.2.4轴承座与底座螺栓紧固后应紧密贴合,用 0.05mm塞尺检查不得塞人口
4.3机克和转子
4.3.1两轴承座安装后吊装下枕壳,两轴承座的锋孔与 下机壳的锺孔应同心,最终根据转子校正其同轴度,髏孔同轴 度公差应符合表4.3.1的规定.
«4ɪ3.1 fit孔同轴度公差
|
主抽风机进风量JmVmi 口 |
同轴度公差Anm |
|
<6500 |
0.03 |
|
>6500-12000 |
0.04 |
|
>12000 |
0.05 |
56
现行冶金工程施工标推汇编
4.3.2不扭壳横向中心线极限偏差为Jlmm“
4,3.3 下机壳水平中分面纵间、横向水平度公差为 0.1/1000。
4.3 4下机売与底座应紧密贴足,除设备技术文件规定 预留间隙外,其咼部间隙用0由*皿塞尺检查不得塞入。
4.亂5转子的轴向水平度在两軸颈上测得,两轴颈水平 度的相对之差不得大于o∙口5/IUOgC
4.3.6铸造机壳的水平中分面法兰在未紧固螺栓前应贴 合.其局部间隙不得大于0.15nnτι^
亂3.7钢板焊接机壳的水平中分面法兰在未紧固螺桂 前,其局部同隙应符合设斋技术文件的规定。
4-4其他部位
如下各部位的安装技术要求应符合设备技术文件的规定, 并作出检查记录:
4.4.1机壳与底座之间的紧固然栓间隙宀
4.4.2机壳与滑蠻之间间隙。
4.4.3轴承座与滑鍵之间间隙。
4-4.4轴瓦与轴承盖、轴承座的接触面积*
4H.5轴颈与轴衬的接触角度,接触点分布。
44.6止推⅛⅛衬与轴肩之间的轴向间隙。
九4门轴承座上盖与轴衬的压合紧度C
4.4 .8检查转子咎部位的端面和轻向圆跳动值由
**9油封和汽封间隙F
4.440附有吸人锋套的叶轮,呻轮吸入内圆与吸入锥套 外圆之间的间欧利重叠量C
4.4.11机壳两侧附有双唳入管的安装,
4.4.12转子轴与叶轮的组装0
4.4.13转子与电动机的同轴度(应以转子的联轴器为基 淮)
4,5附属设售
%5/进出口风管道法兰与机壳法兰应同心,两法兰面 应平行,连接时应注意不使风管道对机壳增加外力,连接紧密, 不得词风P
%5∙2伸端节,吸入和排出阀门的安装应符合下列要求: a.法兰与风管法兰连接紧密,不得索风。
b∙电动或手动开闭机构与阀门连接操作应灵活,没有卡 住现象U
eɪ伸缩节的安装应符合2JL2.6 3的规定"
4.S.3消音器的安装应符合下到要求:
a.消音器纵向 、横向中心线极限偏差为±3h≡,
b.消音器标高极限偏差为± 3m。
c.清音器的纵向、横向水平度公差为2〃00口。
%6主抽典机试运转
4ɪ6.1进出口风管道内壁必须清扫于净。
4.6.2进出口阀门试运转
%6.2」手动操作阀的开闭机构,开用动作5次,动作应 灵活,阀瓣开闭位置与指示器、限位开关应一致口
亂乳工2电动操作开用扭构的减速器正、反转各加血m 连接阀瓣后,开,闭动作5次,开闭位置与指示器、限位开关应
4.6.3 主电动执试运转
主电动机单体运转4%轴承振动值和轴承温度值应符合 设备技术文件的规定口
4.6.4转子盘卒一次,检查有无异常现象,转子与主电动 机联轴器连接C
4.6.5主抽风机低负荷试运转
4.6∙5∙1主抽风机启动运转时应逐渐打开挑口假门,阀 门的开度要根据主电动机负荷电流值不得超过额定电流值为 基准,连续低负荷试运转4k
4∙6.5.2轴承振动值和轴承温度值应符合设备技术文件 的规定,并作出实瀾记录,如无规定,奉职表4∙6 . 5∙2的规定数 值口
Λ 4.6.5.2轴泰振动值和遍It便的 建定I注定转找为ISOOrAnin)
|
主抽风机进风世GIvmin |
最大振动值ZRanI |
最高温度值大 |
|
<6500 |
006 |
65 |
|
>6500-12000 |
0.06 |
65 |
|
>12000 |
0.06 |
70 |
5除尘设备
本章适用于板式电除尘器、布袋式除尘器、多管除尘器及 除尘管道的安装和无负荷试运转d
5.1电除尘書
54.1电除尘器本体
5」// 电除尘器本体安装应符合表5」门J的规定:
≡ 5.1.Kl电除尘器本体安装公整(E)
|
部 |
位 |
内 |
容 |
极限偏差 |
|
柱 |
子 |
a.柱子纵掰、横向中心鑄 b∙杜子标高 c+柱子铅垂度 |
±3 土 3 1/10(Mx 不得大干 10m∣m) | |
|
横 |
梁 |
a.梁标高 b.梁中心缀间距 C.梁财角线长度之差 |
土 5 中心距的1/100G 对角线长的IAOOO | |
冶金机械设备安装工程施工及验收规范烧结设备(YBJ 213-88)
57
续表5J.1T
|
内 容 |
极限傭差_ | |||
|
灰 |
斗 |
庆斗中心线 灰斗上、下口几何尺寸用 灰斗高度 |
±5 + 5 ±10 | |
|
进出口 |
b. d. |
进出口法三几何尺寸0 进出口法兰纵向,横向中心线 法兰端面错垂度 法兰端面与除尘塞中心跑离 |
±5 ±20 这兰高度的2门OOO + 20 | |
①为现场单片组装的技术要求、
5.LL2电除%器绝緣子室的纵向、横向中心线极限偏 差为士 5mnk
^LL3气流分布板安装位置应符合设备技术文件规 定C
5.LL4电除尘器本体的预留热膨胀的部位的安装,应 符合设备技术文件的規定C
5.LL5电除尘室的外壳钢板焊缝应満焊,人孔及法兰 应严密,除尘器顶板不得漏水;侧板在启动电除尘器风机时,检 查不得漏风;有检查漏风率要求的电除尘器,其试验方法及漏 风率,应符合设备技术文件的规定。
5.1.2放电极
5」.2/放电报框架及扱线在现场组装时应符分下列要 求:
齡放电板框架组装,每组框架组装以后的长度、宽度的极 限偏差为±5mm对角线长度之差不得大于5mm(在组装平台 上检查M
b.在放电极權架水平状态放置时,各放电极线组装的张 紧程度应均匀,放电极线的尖端方向应符合设备技术文件的规 定口
C.放电极框架及极线组装以后,在垂直悬挂的情况下,框 架局部旁弯值的极限偏差为框架长度的1/1000,不得大于 Smni σ
5.L2.2鼓电板櫃樂的支承托架(图5∙L2,2)安装应符 合下列要求:
5J.2.3放电後的绝缘子安装,纵向、横向屮心线极限偏 差为±5m∏)°
5J.2H大,中型电除尘的绝緣子安装,应先做临时钢支 座,再更换正式绝緣子:隼緣子安装以后,其附近不得焊接,離 击和油污。
5.L3除尘极板
5∙1∙3.1除尘极板支承梁安装应符合下列要求:
a<支承梁标高极限偏差为± 3mm口
b,支承梁纵向、横向中心线极限偏差为± 2mm。
"除尘板板吊梁中心距极限偏差为± 2mm口
5.L3;除尘极板各部位的尺寸公差及平直度,出厂时 应达到制造标准;现场安装时,复查抽查除尘极板在垂直悬挂 情况下,其局部旁弯值应符合制造标准。
5」.3.3除尘极板与放电极线的间距,是以除尘扱板号 放电极线框架的间距而测定,其极限偏差为土 IDmu每组放电 极板框架与除尘极板的间距,按烟气流动方向,在每组梔架的 进口与出口各測量上、中.下三个点(图5∙L3J)c
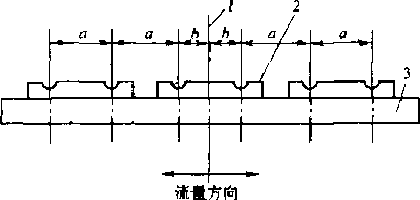
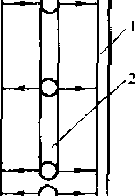
图5J . 22放电极支承托架
I一电除尘纵向中心线值一托座;3一放电极支承托架
出.支承托架安装的纵向,横向中心线极限偏差为± Imm。
b.支承托架标高极限偏差为上 2mm,
e.支承托架中心线与电除尘中心线应重合.公差为imnL 中心跑(力极限偏差为士 Imu
a.现场安装托座时,其托座中心距应由中间向两喘測定, 托座的中心距儲)扱限偏差为± Im口
图工L3∙3极板与放电板间距濁量 I一极板仪ɪ放电板框
5.13锤打装置
5.1.4/锤打装置传动轴承标高极限偏差为士 Imm,轴 中心线极限偏差为±lmm。 噺装置的减速机及联轴器安装, 应符合Ym 201-83《冶金机械堂备安装工程施工及晚收規范
现行冶金工程施工标推汇编
通用规定気第5章的规定,
53.4.2放电极锤打装置±锤头与放电板框架的锤座,其 纵向、横向中心线Q 3)的极限偏差为土5mn√图5.1.4.2)j
本体安装公差的规定。
5J.2除尘室外壳钢板焊缝应满焊,人孔及法兰应严密, 除尘室顶板不得漏水,侧板在启动除尘风机时检查不得漏风C
53.3旋風子支承梁安装,纵向、横向中心线极限偏差为 ±2mm,标高极限偏差为±2r∏nηc
5.3M支承旋风子外間的多孔板安装,纵向、橫向中心线 极限偏差为土 Ztnm,标高极限偏差为± 2mm「
53.5锥形外筒支京板与导气管支承板的间距极限偏差 为±3rnni©匕下孔中心线应重合T公差为2mtm.
5.3.6旋风子(图5.3/)安装应符合下列要求:
图5∙L%Z锤打装置中心线偏差
5J∙%3除尘极板的锤打装置,锤头与锤座的纵向、横向 中心线(%方的极限偏差为±5m∏u除尘板根热膨胀,鑑我留 锤座与锤头中心线偏移值,应符合设备技术文件要求。
5.1,4,4離打装置的銀帽必须按设备技术文件要求锁紧 (点焊或其他锁紧方式)i龄过无负荷试运转以后i应普遍检査 螺帽,不得有松纵现象,
SJ 4.5锤打装置的平台及走台板安装,其纵向,横向中 心线极限偏差为± 5mhl标高極限偏差为± 5mmo
52布袋除尘器
5-2-1布袋除尘器本体安装,执行表5 JJJ电除尘器 本体安装公羞的规定"
5.2.2布袋除尘器气体输入及输出管道安岐,应符合下 列要求:
a.人口管道中心线与各袋室中心线的极限偏差为 土 IolnInb标高极限偏差为+ IDiiiiTbo
b.调节阀安装水平度公差为2/L0000
J出口管道中心线极限偏差为土 UJmm,标高极限偏差为 十 JOmmi
5.2.3除尘室的外壳钢板焊健应满焊,人孔及法兰应严 密『除尘室顶板不得漏水.侧板在启动除尘风机时检查,不得漏 风C
5.2.4除尘里上部悬挂布袋的横梁吊架中心线应与下部 夹布袋的短管中心线相重合,公差为布袋长度的14OoU,用线 锤在每组吊架上检查2〜3个点。
5.2,5布袋安装前,应按设备技术文件要求,做布袋拉紧 程度试整(用弾簧秤挂上布袋援条张技,视其拉紧程度达到布 袋均匀绷案,袋口夹紧可非,得知其实除需用拉紧张力后,方可 大批安装,并只有在全部焊接工作结束,不再动火的情况下,方 推许安装布袋,
5.2.6布袋除尘器的斗式提升机,埋刮板输送机安装应 符合TJ 231-78《机械设备安装工程簫工及验收规范》第三篇 的规定。风机安装应符合TJ 231-7R《机械设备安装工程施工 及验收境范》第二篇的规定。气动装置应符合YBJ 207→5 《哈金机械设备安装工程施工及验收規范液压、气动和润滑 系统》的规定。
5.3多菅除尘|1
5.3.1多管除尘將本体安醺,执行装5. LLl电除尘器
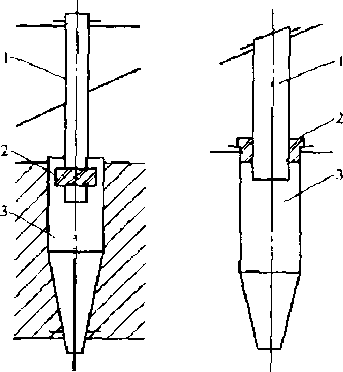
图5.3.5範风子
我一有填料式旋风子B-无填料式旋风子 I 一导气管门一导向叶片:3-推形外筒
a.导气管中心线与誰形外筒中心线应重合,公差为InWC
b∙有填料式旋风子(图5∙K6q)的导向叶片与锥形外篤上 Ll的四周间隙应均匀,板限偏差为+ Imnic
J无填料式旋风子(图5∙3∙6b),安装时应复查导向叶片 外径与锥形外尚上口的内径,应符合设备技术文件的规 定n
也导气管与锥形处筒上口的垂直方向距离(即插入深 度*应符合设备技术文件的规定,极限偏差为±3e,
e÷锥形外筒及导气管法兰固定应严密口
5.亂7有填料武的多管除尘器,填料配合比应符合设备 技术文件的规定,填料应密实,表面平整。
5.4除尘管道
5.4.1现场加工的除尘管道应符合表5∙4 J的规定口
*5.4.1除尘管道捅工公豊(mm)
|
管道直径口 |
側度 |
周长 |
端固直角度 |
|
VIOOO |
土4 |
+ 6 |
±2 |
|
>1000-2000 |
±6 |
±3 | |
|
>2 000-3000 |
±8 |
±10 |
上4 |
|
>3000-4000 |
+ 10 |
±12 |
±5 |
|
>4000 |
+ 12 |
±14 |
±6 |
冶金机械设备安装工程施工及验收规范 烧结设备(YBJ 213一舞)
59
5.*2除尘骨道(图5.4.2)现场组装应符合下列要求;
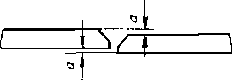
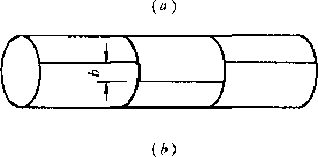
图5.4;除尘管道组装
a.相邻管道的错口偏差Q)不得火于G∙2管壁厚度(图 5.4.2a)0
h.相邻管段的纵向焊缝应相互错开(幻不得小于IOomm (图 542A%
J相邻横向环形焊缝间距(G不得小于30Omm (图 5.4.2c)o
d.支管在主管上的开孔位置不宜在焊缝上,其间跑不得 小于 50tππι□
5 .亂3除尘管道焊接应符合GBJ 236一网现场设备工业 管道焊接匸程施工及验收规范》IV级焊缝的规定,检验方式为 外观检查。
5.4.4除尘管道安装应符合下列要求:
a.除尘管道托架及支架纵向、横向中心线被限偏差为 ± 10mm;托架及支架标高⑶管道中心线为准•极限偏差为 ÷ K)EnK支架安装铅垂度公差为I/IOOOo
b-除尘管道安装纵向、横向中心线极限偏差为± 20mm, 管道标高极限偏差为±2()m∏u
c.除尘罩安装位置以设备安装位置为准,其纵向、横向中 心线械限偏差为± 20mm,标高⅛⅛限偏差为± 20mm。
d.除尘管道的耐磨衬里挠注料,配合比应符合设备技术 文件规定,浇注应饱满,浇注时及浇注后上部排气孔应打开r
5.5除尘设备域运转
5.5/电除尘试运转
5JJJ 电除尘除灰设备试运转应符合下列要求:
a-电动机应单独运转确认方向。
b.灰斗的振动器振打2 -3mir)振打IE常。
C.各种电动及气动排灰阀操作5次动作灵活n
d.除灰埋刮板输送机、斗式提升机无负荷试运转2h运转 平穂口
e.粉尘贮植的加湿机、排料机无负荷单体试运转Ih,运转 正常T喷水装置试验止常。
5,5.1.2风机连续运转4b,出口挡板动作灵活,开度准 确" (不包括主抽风挑)
5.5.L3电除尘绝缘予加热设备,在蒸气加热的温风装 置、热交换器通蒸汽以前,应进行蒸汽管道吹刷,通人蒸汽达到 丁作压力后无泄漏现象,溫风风机负荷试运转2%
5.5.1.4放电极及除尘极板的锺打装置,各单独试运转 30πdn,并按自动操作检查锤打程序1-2次,停机后检査锤打 点是否正确,所有锁紧螺帽不得松动。
5.5.L5在不投人高压直流电源的情况下,进行电除尘 整体无负徇试运转,机側操作运转4K
5.5. LG电除尘升压试验必须具备以下条件:
a.确认除尘量内部无任何昇物。
b.各种辅助设备及锋打装置无负荷试运转完毕厶
J电源装置及电气系统调试完.接地装置良好C
5.5,1.7电除尘在无负荷状况下的升压试验,应符合设 备技术文件规定。
5.5.2布袋除尘器试运转
53.2/布袋除尘器辅助设备试运转应符合下列要求:
a.灰斗的振动器振打2 ~3mitb振打IE常P
b.双重排灰阀操作5次,动作灵活程序准确C
eɪ除灰埋刮板输送机、斗式提升机无负荷单位试运转2民 运转平稳“
d.粉尘贮槽的加湿机,排料机无负荷单体试运转Ih,运转 IE常,喷水装置试验正常。
3国挑连续运转4h,出口挡板及风道的切换阀,逆压阀各 操作5次,动作灵活行程及开度准确。
5.,2.2布袋除尘器整体无负荷试运转应符合下列要 求;
a+机側操作运转4k
b.各种模拟故障试验应符合设备技术文件要求(包括斗 式提升机、埋刮板输送机、双重阀、逆压阀、切换阀故障试验.空 气压力警报试验.粉尘槽料位信号试验等)。
5.5.23罐袋的压力损失静压测试应符合设备技术文件 要求。
5.5∙2∙*检查布袋除尘器本体的漏泄情况,应符合
5.1.1.5项的规定口
5.5.3番管除尘器试运转
多管除尘器除灰装置试运转,参照5∙5∙2J布袋除尘器辅 助设备试运转的有关题定执行d
附录本规范用词说明
(参考件)
1要求严格程度的用词说明如下:
a.表示很严格,非这样作不可的用词采用"必须二反面词 采用"严禁Z
b.表示严格,在正常情况下均应这样作的用词采用"应”, 反面词采用“不应” J不得*
J表示允许稍有选择,在条件许可时首先这样作的用词 采用"宜"J-ArJ可丁,反面词采用"不宜;
2条文中指明应按其他有关标准规范的裁定执行的,其 写法为“应按……执行"或"应符合……的要求或规定";非必须 按隐所指的标准规范执行的,其写法为"可妻照……%
3条文中有关"复壹"的SE定,是为了进行本道工序的豳
60
现行冶金工程施工标推汇编
要,对上道工序成果的复查,但不是本工序的驗收指标。
附加说明:
本标准由冶金工业部基本建设局提出。
本标准由第十三冶金建设公司主編.
本标准编写者:沈开祥、玉庆国C
本标准委托第十二冶金建设公司负责解释。