I___
「—II—J
ICS 77.140.75
II 48
GB/T 18984—2016
代替 Gβ∕T 18984—2003
SeanlleSS Steel tubes for IOW-temperature-service PiPing
2016-12-30 发布
2017-09-01 实施
『华人民共和国国家质量监督检验检疫总局卷布 R国国家标准化管理委员会发布
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替GB/T 18984 - 2003«低温管道用无缝钢管》,与GB/T 18984—2003相比,主要技术变 化如下;
--修改了规范性引用文件1
——修改了钢管订货规格范围;
--修改了钢管尺寸允许偏差;
——修改了定尺长度允许偏差;
--修改了弯他度规定i
——增加了 O6N19DG牌号;
——修改了钢中磷、硫含量要求:
--修改了钢的冶炼方法;
--修改了钢管的交货状态J
…•修改了压扁试验适用规格范围和判定要求;
-修改了低倍检验要求;
——修改了非金屈夹杂物检测要求;
——修改了无损检验要求;
---修改了组批规则。
本标准由中国钢铁协会提出。
本标准由全国钢标准化技术委员会(SAC/TC 183)归口 O
本标准起草单位;攀钢集团成都钢帆有限公司、衡阳华菱钢管有限公司、冶金工业信息标准研究院。
本标准主要起草人:成海涛、吴红、黄平佳、赵斌、董莉、曾勇刚、张业圣。
本标准所代替标准的历次版本发布情况为:
---GB/T 18984—2003 a
低温管道用无缝钢管
1范围
本标准规定了低温管道用无缝钢管的分类、代号、订货内容、尺寸、外形、重是、技术要求、试验方法、 检验规则、包装、标志和质量证明书。
本标准适用于一45 C级〜一196 C级低温压力容器管道及低温热交换器管道用无缝钢管。
2规范性引用文件
钢铁酸溶硅和全硅含量的测定还原型硅钳酸拾分光光度法 钢铁及合金铝含量的测定
钢铁及合金化学分析方法 钢铁及合金化学分析方法 钢铁及合金化学分析方法
钢铁及合金 钢铁及合金 钢铁及合金
铭天青S分光光度法
包试剂淬取光度法测定觀含量
变色酸光度法测定钛量
丁二酮厉重量法测定镣量
硫輒酸盐分光光度法
氯磺齡S分光光度法
铉磷铜蓝分光光度法和飾磷铝蓝分光光度法
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 本。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222钢的成品化学成分允许偏差 GB/T 223.5 GB/T 223,9 GB/T 223.14 GB/T 223.16 GB/T 223,25 GB/T 223.26 GB/T 223.40 GB/T 223.59 GB/T 223.63 GB/T 223.68 GB/T 223.69
铝含量的测定 铜含量的测定 磷含量的测定
钢铁及合金化学分析方法高碘酸钠(钾)光度法测定鮭量
钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量 钢铁及合金碳含量的测定管式炉内燃烧后气体容量法
GB/T 226钢的低倍组织及缺陷酸蚀检验法 GB/T 228.1金属材料 拉伸试验 第1部分;室溫试验方法 金属材料夏比摆锤冲击试验方法 金属管 金属管 金属管 金属管
GB/T 229
GB/T 241
GB/T 242
GB/T 244
GB/T 246
GB/T 1979
GB/T 2102
GB/T 2975
GB/T 4336
液压试验方法 扩口试验方法 弯曲试验方法 压扁试验方法
结构钢低倍组织缺陷评级图 钢管的验收、包装、标志和质量证明书 钢及钢产品力学性能试验取样位置及试样俐备 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 5777 -2008 GB/T 7735 2016 GB/T 10561—2005 GB/T 12606—2016
检测
无缝钢管超声波探伤检验方法
无缝和焊接(埋弧焊除外)铜管缺欠的自动涡流检测
钢中非金属夹杂物含员的测定标准评级图显微检验法
无缝和焊接(埋弧焊除外)铁磁性钢管纵向利I/或横向缺欠的全圆周自动漏磁
GB/T 17395
GB/T 20066
GB/T 20123
GB/T 31925
无缝倒管尺寸、外形、重量及允许頂差
钢和铁化学成分测定用试样的取样利制样方法
钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法) 厚壁无缝钢管超声波检验方法
3分类和代号 3.1本标准的无缝钢管按产品制造方式分为两类,其类别和代号如下:
a) 热轧(扩)钢管,代号为W-Hl
b) 冷拔〈轧)钢管,代号为W-C。
3.2本标准所列钢牌号后的字母“DG”分别是“低温"管道”汉语拼音的首位大写字母。
4订货内容
按本标准订夠钢管的合同或订单应包括但不限于下列内容:
a) 产邮⅛/ _ 、\
b) 标冲邮S
C)钢的牌卢1
d)广购的■数量(■重蛍或•畴M « 'te
C)於寸观格;
D M造#法,
g)魅殊&求。
5尺寸、林形及頑鼠
5.1外径和壁厚
5.1.1钢管的松称外粒(D)和公称壁厚($)应符合GB/T 17395的规定。根据•需方耍潔,经供需双方协 商,可供应GB/T 17点残定以外尺寸的钢管。
5.1.2钢管外径和甕厚的充许偏差应符合表1的规定。根据需方要求统供警方必商,可生产表1 M 定以外尺寸允许偏差的钢管。
表1钢管外‘後和壁形的允许偏差 単位为毫米
|
分类代号 |
制造方式 |
钢管公称尺寸 |
允许但羌 | ||
|
普迎级 | |||||
|
W-H |
热轧钢管 |
外径(D) |
≤54 |
±0.40 |
±0.3。 |
|
〉54 〜325 |
I 1%D |
±0.75%D | |||
|
>325 |
士 1%D |
— | |||
|
壁厚〈% |
≤20 |
+ 15%S -10%S |
土 10%S | ||
|
>20 |
+ 12,5%S -ιo⅜s |
iio⅜s | |||
表1 (续) 单位为毫米
|
分类代号 |
制造方式 |
钢管公称尺寸 |
允许偏差 | ||
|
普通级 |
高级 | ||||
|
W-H |
热扩钢管 |
外径(D) |
全部 |
土 1%D | |
|
壁厚(S) |
全部 |
±15%S | |||
|
W-C |
冷拔(轧) 钢管 |
外径(D) |
≤25√1 |
±0.15 | |
|
>25.4-40 |
+ 0.20 | ||||
|
>40-50 |
+ 0.25 | ||||
|
>50 — 60 |
±0.30 | ||||
|
>60 |
土 0.75%D |
±0,5⅜D | |||
|
壁厚(S) |
≤3.0 |
+ 0.3 |
士 0.2 | ||
|
>3.0 |
+ 10%S |
±7.5%S | |||
5,2长度
5.2,1通常长度
钢管通常长度为4 OOO mm〜12 OOO mmO
经供需双方协商,并在合同中注明,可交付长度短于4 000 mm但不短于3 000 mm的短尺钢管,但 其数量应不超过该批钢管交货总数量的5%。
5,2.2定尺和倍尺长度
5.2.2J 根据需方要求,经供需双方协商,并在合同中注明,钢管可按定尺或倍尺长度交货。钢管的定 尺长度和倍尺总长度应在通常长度范围内。
5.222钢管定尺长度允许偏差应符合如下规定:
a) 长度M6 000 mm >0 min〜10 mm J
t>) 长度>6 OOO InTn>0 InIn~ 15 mmO
5.2.2.3每个倍尺长度应按如下规定留出切口余覺:
a) D≤159 mm 时,切 口余量为 5 mm〜10 InmJ
b) D>159 mm 时,切口余量为 10 min〜15 InnIo
5.3弯曲度
钢管的弯曲度应不大于如下规定:
a) S≤15 mm时,弯曲度不大于1.5 Tnnt/m;
b) S〉15 ∙mm~30mτn 时,弯曲度不大于 2.0 mm/m;
C) S>30 mm 或 D≥351 mm 时,弯的度不大于 3.0 mιn∕mo
5,4端头外形
钢管两端端面应与钢管轴线垂直,切口毛刺应予清除。
5.5不圆度涸壁厚不均
根据需方要求,经供需双方协商,并在合同中注明,钢管的不圆度和壁厚不均应分别不超过外径公 差和壁厚公差的80%。
5.6 重 Wl
5.6.1钢管按实际重皐交货,亦可按理呛重景交货。钢管理论重量的计算按GB/T 17395的规定(钢的 密度为 7.85 kg∕dn√) O
5.6.2重量允许偏差
根据需方要求,经供需双方协商,并在合同中汗明,交货物管的实际重量与理论重量的允许偏差应 符合如下规定:
a) 单粮钢管i±10⅛τ
b) 甸批最小为询t的飼暂,土7.5%。
6技术要求
6.1钢的牌号和化学成分 6.1.1钢的牌号间化学我分(靖燎分Ui)应符合表2怕丄心i、铜管按縮燎成分验收。根据常方要求,经 供需双方协商,U;在谷同中江刪,可采用其他榊的威号“
表?铜的牌号种化学成分
|
序号 |
■ 弋 |
化学成分(质虽分数)丿% _______:_____________J .:_____212_j,ɪ - __ .. ____ ___________ |
V I--------- | ||||||
|
C |
P |
S |
Ni |
⅛α _______LJ_________ |
V | ||||
|
1 |
l6MnDGβ " |
0.12—0.30 |
tK⅛Ω-0.5S |
L :<;.!— L60 |
≤0.020 |
一 | |||
|
2 |
IOMnti |
,∖ ≤0.13 |
D.∣7-0.a7 |
≤1,3S |
≤0.Q2G |
≤0.0!0 |
≤0.07 | ||
|
3 |
Vi 09 DG* |
恕),12 |
0.17-0.37 |
≤0.95 |
≤0.020 |
≤0.010 |
≤0.07 | ||
|
d |
09Mil2 VDG^ |
≤o.'⅛ |
0.17—0.37 |
<1.85 |
≤0,020 |
≤0,010 |
— |
≤0.12 | |
|
5 |
06Ni3 MoDGc |
:"08 |
017 〜0,37 |
≤0.85 |
<0.015 |
≤O.OQB∙ |
2・50―孑.70 |
0J5 〜0.30 |
≤0.05 |
|
6 |
O6Ni9DG |
≤0.Γ: |
O.1O~0 祂 |
W0・ 90 |
≤0.0l5 |
藏.008 |
傭脆〜9.50 |
— | |
|
a 16MaDGJoMnDG 和 09DG ⅛⅛∣1Λ 0,01 % -0.05 % 的 TiO h O9Mn2VDG 可加人 0.01 % 〜0.10%Ti 或WI5:%—MK沁%的 NbO C IoMnDG和06Ni3MoDG的翩溶铝分别不小干0.015%和0.020% ,但不作为交货条件。 | |||||||||
6.1.2需方要求进行成品分析时,应在合同中注明。成品钢管的化学成分允许偏差应符合GB/T 222 的规定。
6.1.3钢中残余元素含髭应符合如下规定>Cr≤0.25⅜,Cu≤0.20⅜,Ni≤0.40⅜,Mo≤0.08⅜o 6.2制造方法
6.2.1钢应釆用电弧炉加炉外精炼并经真空精炼处理,或氧气转炉加炉外精炼并经真空精炼处理。根 据需方要求,经供需双方协商,并在合同中注明,也可釆用其他方法冶炼。
6.2.2钢管应采用热轧(扩)或冷拔〈轧)方法制造。
6.3交货状态 6.3.1除O6Ni9DG钢管外,钢管应以正火、正火加回火或淬火加回火状态交货。当终轧温度不低于相 变临界温度(A13),且钢管是经过空冷时,则应认为铜管是经过正火的。
6.3.2 O6Ni9DG钢管应以淬文加回火或二次正火加回火状态交货。
6.4力学性能
6.4.1钢管的纵向力学性能应符合表3的规定。拉伸试验试样型号应符合附录A的规定。
表3钢管的纵向力学性能
|
序号 |
牌号 |
磚涸度 MPn |
K⅞服强度或规定疝羸JiEl R 丄/N Fo.2 MPa |
断后伸长率is A 、 % __ | ||
|
S≤16 mm |
S>1G mm |
1号试样W号试样h |
3号试样 | |||
|
I |
16 MnDG |
490-665 |
>325 |
K15 |
≥30^ |
≥23 |
|
2 |
WMtrDG |
N240 |
—*__ |
≥29 | ||
|
3 |
眄DG |
≥3⅞≡ |
-Z… |
>29 | ||
|
4 |
OqMnZyDG |
}23 | ||||
|
5 |
OfiNi3 MdDG |
!.⅛fj |
~¾⅞Q ^ |
星30 |
,≥23 | |
|
6 |
Er H------- 顶6 N咿G |
>690 |
/ -l⅛520 _XSWf----__r,-------- |
≥22 |
L 218』 | |
外笹小于孙mm的咽若冰表規陀的断后那辰嘟佰不话用,飯断后伸您车沾IlH.!潘双方协商M定。I 壁厚小于8 M 的钢竹Jl以习成捷延行拉W试鮑IltIjHsm少ImWJg断副申长率的燉*应雄本表规定 最小斯后伸K;书中波大溢:匕,K扱敏F修约航‘谕好约为扇'数.
6.4.2钢管的纵向低温夏比V型缺口冲击吸收惱量应符合表4的规定。冲击试验⅛A度应符合如下观 定:16MnDG、IoMnDG 抑 09DG 为一45 'C ,09 Mn2 VDG ⅛-70 C ,06Ni3MoDG ⅛-10D' C,06Ni9DG 为一196 SCo
表4钢管的纵向低温冲击吸收能T
|
试样尺寸(高度X宽度)/ (mnιX ∏ιm) |
一组(3个}的負芝值 |
也的骚收愧量∙Hw∕j 至少2个的单个值 |
1个的最低値 |
|
IOX 10 |
}2J(40) |
≥21(40) |
≥15C28) |
|
IOX7.5 |
}18(35) |
>18(35) |
>13(25) |
|
W×5 |
习4(26) |
>14(26) |
≥10(18) |
|
lθ×2.5 |
星 7(13) |
^7<13) |
≥5(9) |
对不施采用10 mn1×2,5 mm冲击试样尺寸的铜管,冲击吸收能蛍由供需双方协商舶定。 括号中的数值为06Ni9DG铜管的冲击吸收能量。
6,5液圧
6.5.1钢管应逐根进行液压试验,试验压力按式(1)计算,最大试验压力为10 MPaQ在试验压力下,
稳压时间应不少于5 s,钢管不允许出现渗漏现象。
P ^2SR∕D ..............................( 1 )
式中:
P ——试验压力,单位为兆帕(MPa))
S --钢管的公称壁厚,单位为毫米(mm) J
D ——钢管的公称外径,单位为毫米(mm) I
R ——允许应力,为表3规定下屈服强度的60% ,单位为兆帕(MPa)O
6.5.2供方可用漏磁探伤或涡流探伤代替液压试验。用潟礎探伤时,对比样管外表面纵向缺口槽 应符合GB/T 12606 -2016中验收等级Fd的规定;用涡流探伤时,对比样管人工缺陷应符合 GB/T 7735-2016中验收等级E4H或E4的规定。
6.6工艺性能 6.6.1压扁
外径大于22 Inln的钢管应做压扁试验"试样压扁后的平板间距离H按式(2)计算。试样压至两 平板间距离为H时,试样上不允许出现裂缝或裂口。
(l+α)∕S
^ a+S/D
式中:
H ——平板间距离,单位为毫米(mm) I
S——钢管的公称壁厚,单位为毫米(Inln)J D ——钢管的公称外径,单位为毫米(Inln); ɑ 单位长度变形系数,为0,08。
6.6.2 弯曲
根据需方要求,经供需双方协商,并在合同中注明,外径小于40 mm的钢管可进行弯曲试验(J弯曲 试验的弯曲半径为钢管公称外径的6倍,弯曲角度为90°,弯曲后试样不允许出现裂缝或裂口。
6.6.3 扩口试验
根据需方要求,经供需双方协商,并在合同中注明,外径不大于150 mm且壁厚不大于10 mm的钢 管可进行扩口试验。扩口试验顶芯锥度为60°,试样外径的扩口率应符合表5的规定,扩口后试样上不 允许出现裂缝或裂口。
表5外径的扩口率
|
内径/外径 |
扩口率/% |
|
≤0.6 |
12 |
|
>0.6 —0.8 |
15 |
|
>0.8 |
19 |
6.7低倍
用钢锭直接轧制的钢管应进行低倍检验。钢管横截面酸浸试片上不允许有目视可见的白点、夹杂、 皮下气泡、翻皮和分层。
6
6.8非金属央杂物
用连铸坯和钢锭直接轧制的钢管应做非金属夹杂物检验。钢管的非金属夹杂物按GB/T 10561-2005中的A法评级,A、B、C、D各类夹杂物(組系和细系)级别应分别不大于2.5级,A、B、C、D各类夹 杂物的细系级别总数与組细级别总数应各不大于6.5级IDS类夹杂物应不大于2.5级。
6.9无损检测 6.9.1对于壁厚外径比小于或等于0.2或大于或等于0.3的钢管,应按GB/T 5777-2008的规定逐根 全长进行超声波探伤检测"超声波探伤检测对比样管纵向刻槽深度等级应符合:热轧(扩)钢管L2,5, 冷拔(轧)钢管L2.当钢管壁厚外径比大于或等于(U时,∣¾軒t同中另有规定,钢管内壁人工缺陷深 度按 GB/T 5777—2008 中 C-I
6.9.2当钢管壁厚与外径多*石■规定逐根全长进行超声 波探伤检测。起声波探伤检测对比麻暦纵向刻槽深度等级应符合:热轧(扩)钢管U2.5,冷拔(轧)钢 管U2。
6.9.3根据需方要顼,经擊需双方协商,并在合同中注明,钢管可增做其他无捌检.脸\
6.10表面质矿/
钢管的内外表面不允许有折准、轧析、鹵质、裂敦涸结疤。.M⅛⅛M应完全清除,消除处的实际壁厚 应不小于壁哗允许'価最小俗.
深度不刷过曲厚负伯拜的其:粉柵 缺陷允许糸在=
IiKSβ ⅛H⅛∖ 1
|7 II V 斜%, ⅞Φ⅛2⅛ L I ■
7检验和试验方法
■
*jy⅛⅛jr ⅛ VP⅛J⅝L⅞Λ
* W *W5βfl⅛ AΛ3⅛⅛d
7.1钢管的化学成分分⅛JkΓh!⅛ <;B/T 200鶴而规则进行 化学渡分的仪器分析常gH/T 4336、 GB/T 20123 的规定进行,湿袪分折掖 Gli/Γ 泌3.> (Wι∕T 2⅛3∕0.GB∕T 223. E、GB*t 223. 16, GB/T 223,25、GB/'Γ 223.!5G,QB∕T 蹿3.4口、W矿「孵丄沛丄出门’223bfi3,GB∕T 223.68、GB/T 223.69 的规定进行,但伸裁时应按湿法分析的规定进行。
7.2钢管尺寸和i⅛维应制!符合精度要求的量具逐根测量。
7,3钢管的内外表而应在为您照明条件下逐根目视检査。
7.4钢管其他检验项目的取样窮堑、取样方法和试验方法应符合表6的就凫。
表8钢曹的检验项II、试臆方法和取样数密
|
庁号 |
检睑项目 |
_____ 量 |
取样方法 |
试验方法 |
|
1 |
化学成分 |
每炉取1个试样 |
GB/T 20066 |
见7.1 |
|
2 |
拉伸 |
每批在两根钢管上各取1个试样 |
_ _ GB/T 2975、附录 A |
GB/Γ 228,1 |
|
3 |
冲击 |
每批在两根钢曾上各取一组3个试样 |
GB/T 2975 |
GB/T 229 |
|
* |
液压 |
逐根 |
— |
GB/T 24 1 |
|
S |
压肩 |
每批祁四根钢管1".各取J个试样 |
GB/T 2・16 |
GR/T 246 |
|
6 |
弯曲 |
每批在断根倒管上各取1个试样 |
GB/T 244 |
GB/T 244 _____ |
|
7 |
扩口 |
每批在两根钢管上各取L个试样 |
GB/T 24 2 |
GB/T 242 |
表6 (续)
|
序号 |
检验项目 |
取样数量 |
取样方法 |
试验方法 |
|
8 |
超声检测 |
逐根 |
— |
GB/T 5777—2008. GB/T 31925 |
|
9 |
涡流检测 |
逐根 |
— |
GB/T 7735 2016 |
|
10 |
漏磁检倒 |
逐根 |
— |
GB/T 12606 2016 |
|
11 |
低倍 |
每批在两根钢管上各取1个试样 |
GB/T 226 |
GB/T 226、GB/T 1979 |
|
12 |
非金属夹杂物 |
毎批在两根钢管上各取1个试样 |
GB/T 10561—2005 |
GB/T 10561 — 2005 |
8检验规则
8.1检查和验收
钢管的检査和验收由供方质最技术监督部门进行。
8.2组批规则
钢管按批进行检查和验收。每批钢管应由同一牌号、同一炉号、同一规格和同一热处理制度(炉次) 的钢管组成。若钢管在切成单根后不再进行热处理,则一根管坯轧制钢管截取的所有管段都应视为一 根。每批钢管的数量应不超过如下规定;
a) D≤76 mm,且 SW3,0 Inm• 400 根:
b) £>>35Imm : 50 根;
C)其他尺寸根。
8.3取样数量
每批钢管各项性能检验的取样数量应符合表6的规定。
8.4复验与判定规则
钢管的复验与判定规则应符合GB/T 2102的规定.
9包装、标志和质堂证明书
钢管的包装、标志和质員证明书应符合GB/T 2102的规定。
附录A
(规范性附录) 钢管拉伸试验取样规定
A.1适用范围
本规定适用于本标准拉伸试验取样的有关规定。
A.2试样的种类
根据钢管外径和壁厚按表Λ.l规定制取试样。
表An试样型号及种类
|
钢管尺寸∕mm |
试样型号 |
试样种类 |
|
D≤30 |
1 |
管段试样 |
|
3O<2>≤5O |
2Λ |
弧形截面条狀试样 |
|
50<D≤170 |
2B |
弧形截面条状试样 |
|
D>170 |
2C |
弧形截面条状试样 |
|
S>I6 |
3 |
圆形截面试样 |
A.3试样的尺寸和形状
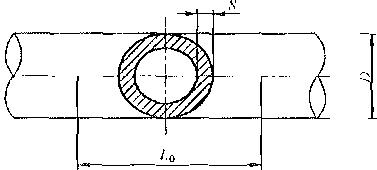
A.3.1管段试样H号试样)的形状和尺寸应符合图A.1的规定,试样横截面为管材截面,在装夹端放 入一金属芯捧。在这时,平行部分的长度应不小于IOo mmO
标Hi Ao =50 mm
说明:
S ——原始管壁厚度,单位为毫米(mm) J D——原始管外直径,单位为毫米(mm); Lo-—原始标距'单位为毫米(Inm)O
图Aj管段试样的形状和尺寸
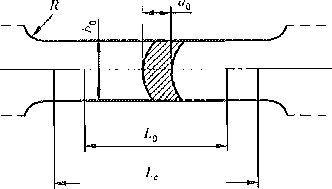
A.3.2条状试样(2号试样)的形状和尺寸应分别符合图A.2和表A.2的规定
I___
「—II—J
说明:
R -----圆角半径,单位为毫米(mm);
60 ——原始宽度,单位为毫米(mm);
<≈o --原始管壁厚度,单位为毫米(mm);
LD--原始标距,单位为毫米(mm);
LC --平行长度,单位为毫米(mni)。
图A,2条状试样的形状
表A,2条状试样尺寸
单位为毫米
|
试样型号 |
宽度如 |
标距切 |
平行长度LC |
圆角半径R |
厚度(Ia |
|
2Λ |
19 |
50 |
60 |
≥15 |
管材壁厚 |
|
2B |
25 |
50 |
60 |
习5 |
管材壁厚 |
|
2C |
38 |
50 |
60 |
≥15 |
管材壁厚 |
|
注1:试样平行部分的横截面为管材切出的弧形截面。 注2;试样装夹端可在室温蓬平。 | |||||
A.3.3钢管壁厚大于16 mm时,应采用经机加工的直径为14 mm的圆样(3号试样)。其试样形状和 尺寸应分别符合图A.3和表A,3。
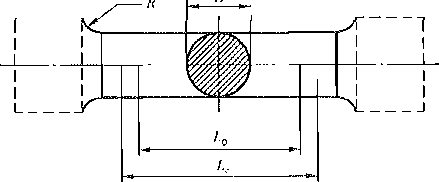
说明:
R —-圆角半径,单位为毫米(mm);
D —平行长度的原始直径,单位为毫米(mm);
LCh ------------原始标距,单位为毫米(mm);
L——平行长度,单位为毫米(mm)。
图A,3圆形试样的形状
IO
表A.3圆形试样尺寸 单位为毫米
|
试样型号 |
直径D |
拆距Lo |
平行长度Le |
圆角半径R |
|
3 |
14 |
50 |
60 |
>15 |
A.4试样平行部分的尺寸允许偏差
A.4J 试样经机加工的平行部分的直径和宽度允许偏差应符合表AJ的规定。
表A.4试样平行部分尺寸允许偏差 单位为毫米
|
直径(或宽度) |
允许偏差 |
|
4—16 |
±0.5 |
|
>16 — 40 |
⅛0,7 |
A.4.2经机加工的试样,其直径和宽度在平行部分全长上应均匀,最大值和最小值之差应不超过 表A.5的规定.
表A.5试样平行部分尺寸极差 单位为毫米
|
直径(或宽度) |
最大值和最小值之差 |
|
>6~13 |
0.04 |
|
>18 |
0.05 |

中华人民共和国
国家标准
低温管道用无缝钢管
GB/T 18984—2016
*
中国标准出版社出版发行 北京市朝阳区和平里四街甲2号C100029) 北京市西城区三里河北街16号CIOoO15)
网址 WWW.spc.net,cn
总编室:(010)68533533 发行中心:(010)51780238 读者服务部:(010)68523946
中国标准出版社秦皇岛印剧厂印刷 各地新华书店经销
¥
开本880X 1230 1/16 印张1 字数26千字 2017年】月第•版2。17年1月第一次印刷
IS 号:155066 > 1-55616 定价 18.00 兀
如有印装差错由本社发行中心调换 版权专有侵权必究
GB/T 18984-2016
举报电话((010)68510107
打印日期:2017年2JJ7P∣ M004