ICS 25.160.30
J 64
备案号:61199—2018
JB/T 7947—2017
代替 JB/T 5101—1991, JB/T 7947—1999等
GaS WeIding equipment—BIOWPiPeS for welding, CUtting and related PrOCeSSeS
(ISO 5172: 2006, GaS Welding equipment一BIOWPiPeS for gas welding, heating and CUtting—SPeCiflCatiOnS and tests, MOD)
2017-11-07 发布
2018-04-01 实施
123456789 图图图图图图图图图
0 12 11 11 H 图图图
带可调针阀的低压炬混合器(射吸管).................
风中稳定性试验装置.................................................
单焰炬的过热试验装置.............................................
多焰炬的过热试验装置.............................................
单焰炬试验转盘.........................................................
单焰炬抗回火试验装置.............................................
多焰炬试验转盘.........................................................
喷嘴出口示意图.........................................................
多焰炬抗回火试验转盘.............................................
多焰炬抗回火试验装置(U形槽和V形槽转盘)
氧气/压缩空气逆流试验装置..................................
燃气逆流试验装置...................................................
.7
.8
.8
.9
10
10
11
11
12
13
13
图B.1
图B.2
图B.3
图B.4
图B.5
图C.1
图C.2
图C.3
图C.4
图C.5
图C.6
图C.7
图C.8
图C.9
图 C.10
齿条尺寸.............................................................
射吸式普通割嘴.................................................
射吸式快速割嘴.................................................
等压式普通割嘴.................................................
等压式快速割嘴.................................................
射吸式焊嘴与接头.............................................
等压式焊炬混合管接头与螺母.........................
射吸式普通割嘴.................................................
射吸式快速割嘴.................................................
射吸式割嘴接头、螺母.....................................
等压式普通割嘴.................................................
等压式快速割嘴.................................................
等压式割嘴接头、螺母.....................................
焊炬、割炬的后部接体.....................................
H01-2型和HO1-6型射吸式焊炬的软管接头
17
18
18
18
19
21
21
22
22
23
23
23
24
25
25
本标准按照GB/T 1.1—2009给出的规则起草。
本标准代替JB/T 5101—1991《气割机用割炬》、JB/T 6969—1993《射吸式焊炬》、JB/T 6970—1993 《射吸式割炬》、JB/T 7947—1999《等压式焊炬、割炬》,与JB/T 5101—199K JB/T 6969—1993、JB/T 6970—1993、JB/T 7947—1999相比主要技术变化如下:
——增加了术语和定义;
—增加了适用气体种类;
—修改了型号编制规则;
—增加了试验方法;
——增加了标志方法;
——增加了质量文件;
—增加了 “常用燃气种类与相关参数”作为资料性附录;
—增加了 “机用割炬、割嘴的互换与配合”作为规范性附录;
—增加了 “手工炬、喷嘴的互换与配合”作为规范性附录;
——增加了 “持续回火试验的可替代试验”作为资料性附录;
—增加了 “射吸式炬的真空度”作为规范性附录。
本标准使用重新起草法修改采用ISO 5172: 2006《气焊设备 用于焊接、加热、切割的炬 规范 与试验》,与ISO 5172: 2006的技术性差异为:
—增加了型号编制的规范要求(见第4章);
—增加了射吸式、等压式焊/割炬、机用割炬的主要参数和基本参数的规范要求(见第5章、
7.5);
—增加了炬的外观要求(见7.1);
—增加了互换与配合要求(见7.2)
—修改了气密性要求,规定不允许泄漏(见7.4);
—修改了风中稳定性的试验条件,试验风速增加为IOmzS (见8.4);
—增加了割嘴标志(见10.1);
—合并了资料性附录“常用燃气燃烧热”及“中性焰配比”(见附录A);
——删除了资料性附录“炬的相关术语及结构示例”;
—删除了资料性附录“现场验收的持续回火试验”;
—删除了资料性附录“氧气的可替代颜色符号”;
—增加了 “机用割炬、割嘴的互换与配合”规范要求(见附录B);
—增加了 “手工炬、喷嘴的互换与配合”规范要求(见附录C);
—增加了 “射吸式炬的真空度”规范要求(见附录E)。
为便于使用,本标准还对ISO 5172: 2006做了下列编辑性修改:
a) 纳入了国际标准修正案或技术勘误的内容;
b) 改变了标准名称;
C)增加了资料性附录;
d)增加了单位换算的内容。
本标准与ISO 5172: 2006存在技术性差异,这些差异涉及的条款己通过在其外侧页边空白位置的 垂直单线(I )进行了标示。
本标准由中国机械工业联合会提出。
本标准由全国焊接标准化技术委员会(SAC/TC 55)归口。
本标准起草单位:机械科学研究院哈尔滨焊接研究所、上海焊割工具厂、青岛国胜焊割设备有限公 司、机械工业火焰切割机械产品质最监督检测中心。
本标准主要起草人:王智新、陈学国、徐国尊、聂祯华、于浩楠、林潮涌、张纯麟、王晓莉。
本标准所代替标准的历次版本发布情况为:
——JB/T5101—1991;
——JB/T 6969—1993;
——JB/T 6970—1993;
——JB/T 7947—1999«
1范围
本标准规定了焊接、切割及相关工艺用炬的分类和型号、主要参数和基本参数、材料要求、安全和 技术要求、试验和方法、检验项目和验收规则、标志、包装和质量文件。
本标准适用于焊接厚度范围在20 mm以内的焊炬和切割厚度范围在300 mm以内的手工及切割机 用割炬;也可供烤炬,汽油火焰的焊接、切割及相关工艺用炬参考。
本标准不适用于透平焊炬。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 192—2003普通螺纹 基本牙型
GB/T 196—2003普通螺纹基本尺寸
GB/T 197—2003普通螺纹公差
GB/T 3375焊接术语
GB仃5107气焊设备 焊接、切割和相关工艺设备用软管接头
GB 9448—1999焊接与切割安全
3术语和定义
GB/T 3375和GB 9448-1999界定的以及下列术语和定义适用于本文件。
低压/射吸式炬 IOW-PreSSUre blowpipe
燃气压力低于混合气体压力,可燃气体依靠喷射氧流的射吸作用与氧气混合的炬。
注1:氧气通过图1中引射器4喷射进入射吸管5的混合室6,在引射器的N点周围形成-定程度的抽吸力,把燃 气吸入混合室使其与氧气混合,形成混合气体。图1为射吸管示例。
注2:射吸试验一氧气喷射时,若燃气阀关闭,则燃气管道内压力应低于大气压;若燃气软管连接处暴露于大气, 且燃气阀打开,则空气应被吸入。
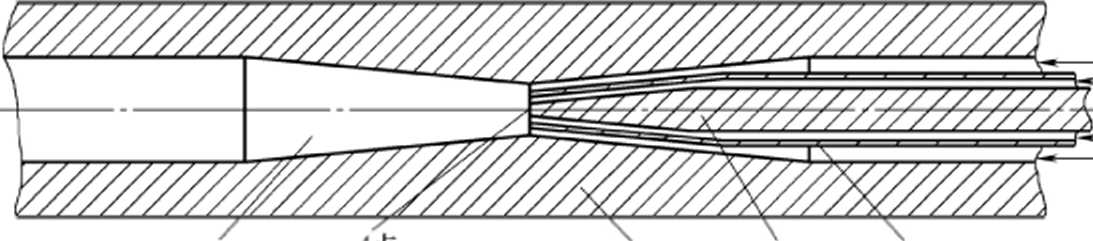
7—混合气体。

6
3— 阀针;
4— —引射器:
5— 射吸管;
6— —混合室:
说明:
1— 燃气; 3—阀针;
2— 氧气; 4—引射器:
注:通过调节引射閱阀针实现对氧气流量的控制。
图1带可调针阀的低压炬混合器(射吸管)
3.2
回火 backfire
火焰短时瞬间燃烧进入炬内的现象。
注:冋火时会发出爆鸣声,喷嘴处的火焰可能熄火也可能岌燃。
3.3
持续回火 SUStained backΩre
回火现象在炬内持续发生,伴随发出连续长时间的爆鸣声。
3.4
逆流 gas backflow
气体从炬内较高压力的气体通路流至其他较低压力的气体通路的现象。
注:气体逆流可能在炬内形成氧气与燃气的混合气体,在炬内的气体通路或软管内可能引起爆燃现象。
4分类和型号 4.1分类
炬按用途分为焊炬、割炬、烤炬和焊割两用炬四种类型,按照结构型式(气体混合方式)分为射吸 式和等压式,按照操作方式分为手工和机用。
4.2型号
产品型号由拼音字母及阿拉伯数字组成。编排顺序如下:
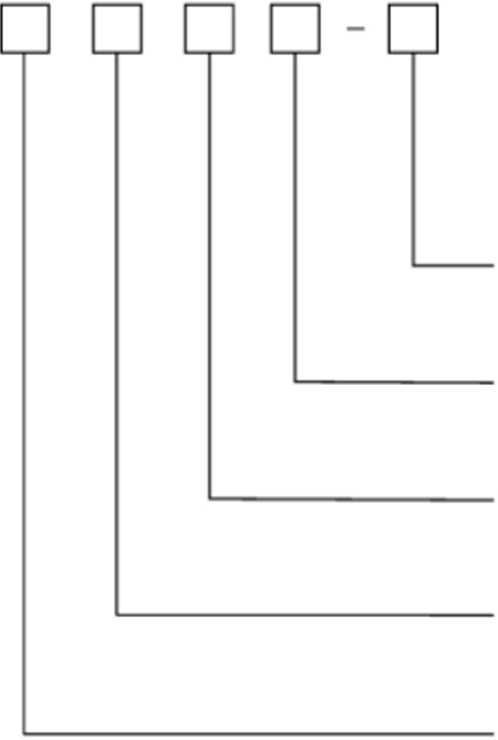
焊/烤矩的最大焊接/加热厚度(mm):割矩的最大切割厚度(mm)
适用燃气种类:通用不标注;其他燃气使用表9对应的符号表示
结构型式:1—射吸式;2—等压式
操作方式:0—手工;J—机用
用途:H——焊接;G——切割;K——加热;HG——焊割两用
注:炬的常用燃气种类与相关参数参见附录A。
5主要参数和基本参数
5.1焊炬
焊炬的主要参数和基本参数应符合表1和表2的规定。
表1焊炬的主要参数
单位为亳米
|
_____⅛⅛_____ |
H01-2 |
HOl-6 |
HOI-12 |
H01-20 |
I102-12 |
H02-20 |
|
焊接低碳钢厚度 |
0.5-2 |
2〜6 |
6〜12 |
12 〜20 |
0.5-12 |
0.5 〜20 |
表2焊炬的基本参数
|
型号 |
焊嘴号 |
焊嘴孔径 mm |
氧气工作压力 MPa |
乙扶工作压力 MPa |
焰芯长度 mm |
焊炬总长度 mm |
|
HO1-2 |
1 |
0.5 |
0.1 |
0.001 〜0.1 |
N3 |
300 |
|
2 |
0.6 |
0.125 |
>4 | |||
|
3 |
0.7 |
0.15 |
N5 | |||
|
4 |
0.8 |
0.2 |
N6 | |||
|
5 |
0.9 |
0.25 |
N8 | |||
|
H01-6 |
1 |
0.9 |
0.2 |
N8 |
400 | |
|
2 |
1.0 |
0.25 |
NlO | |||
|
3 |
1.1 |
0.3 |
NIl | |||
|
4 |
1.2 |
0.35 |
N12 | |||
|
5 |
1.3 |
0.4 |
N13 | |||
|
HOI-12 |
1 |
1.4 |
0.4 |
N13 |
500 | |
|
2 |
1.6 |
0.45 |
N15 | |||
|
3 |
1.8 |
0.5 |
习7 | |||
|
4 |
2.0 |
0.6 |
N18 | |||
|
5 |
2.2 |
0.7 |
N19 | |||
|
H01-20 |
1 |
2.4 |
0.6 |
N20 |
600 | |
|
2 |
2.6 |
0.65 |
N21 | |||
|
3 |
2.8 |
0.7 | ||||
|
4 |
3.0 |
0.75 | ||||
|
5 |
3.2 |
0.8 | ||||
|
H02-12 |
1 |
0.6 |
0.2 |
0.02 |
N4 |
500 |
|
2 |
1.0 |
0.25 |
0.03 |
NIl | ||
|
3 |
1.4 |
0.3 |
0.04 |
N13 | ||
|
4 |
1.8 |
0.35 |
0.05 |
N17 | ||
|
5 |
2.2 |
0.4 |
0.06 |
N20 | ||
|
H02-20 |
1 |
0.6 |
0.2 |
0.02 |
N4 |
600 |
|
2 |
1.0 |
0.25 |
0.03 |
NIl | ||
|
3 |
1.4 |
0.3 |
0.04 |
N13 | ||
|
4 |
1.8 |
0.35 |
0.05 |
N17 | ||
|
5 |
2.2 |
0.4 |
0.06 |
N20 | ||
|
6 |
2.6 |
0.5 |
0.07 |
N21 | ||
|
7 |
3.0 |
0.6 |
0.08 |
N21 |
5.2割炬
割炬的主要参数和基本参数应符合表3和表4的规定。
表3割炬的主要参数
单位为亳米
|
______s⅛______ |
GO1-30 |
Gol-IoO |
G01-300 |
G02-100 |
GO2-3OO |
|
切割低碳钢厚度 |
3〜30 |
10 〜100 |
100〜300 |
3 〜100 |
3 〜300 |
表4割炬的基本参数
|
型号 |
割嘴号 |
______普通割嘴______ |
快速割嘴 |
可见切 割氧流 长度 mm |
割炬 总长度 mm | |||||
|
切割氧 孔径 mm |
氧气 工作压力 MPa |
乙换 工作压力 MPa |
切割氣 喉径 mm |
氧气 工作压力 MPa |
乙焼 工作压力 MPa | |||||
|
电铸 |
机加 | |||||||||
|
GO1-30 |
1 |
0.7 |
0.2 |
0.001 〜0.1 |
0.6 |
0.7 |
0.5 |
0.025-0.1 |
N60 |
5∞ |
|
2 |
0.9 |
0.25 |
0.8 |
N70 | ||||||
|
3 |
1.1 |
0.3 |
1.0 |
N 80 | ||||||
|
GOl-IOO |
1 |
1.0 |
0.3 |
0.001 〜0.1 |
1.0 |
N80 |
550 | |||
|
2 |
1.3 |
0.4 |
1.25 |
0.03-0.1 |
N90 | |||||
|
3 |
1.6 |
0.5 |
1.5 |
NloO | ||||||
|
GO1-300 |
1 |
1.8 |
0.5 |
0.001 〜0.1 |
1.75 |
0.035-0.1 |
NIlo |
650 | ||
|
2 |
2.2 |
0.65 |
2.0 |
N130 | ||||||
|
3 |
2.6 |
0.8 |
2.3 |
0.04-0.1 |
N150 | |||||
|
4 |
3.0 |
1.0 |
2.6 |
N170 | ||||||
|
G02-100 |
1 |
0.7 |
0.2 |
0.04 |
0.6 |
0.025 〜0.1 |
N60 |
550 | ||
|
2 |
0.9 |
0.25 |
0.04 |
0.8 |
N70 | |||||
|
3 |
1.1 |
0.3 |
0.05 |
1.0 |
N 80 | |||||
|
4 |
1.3 |
0.4 |
0.05 |
1.25 |
0.03-0.1 |
N90 | ||||
|
5 |
1.6 |
0.5 |
0.06 |
1.5 |
NloO | |||||
|
GO2-3OO |
1 |
0.7 |
0.2 |
0.04 |
0.6 |
0.025 〜0.1 |
N60 |
650 | ||
|
2 |
0.9 |
0.25 |
0.04 |
0.8 |
N70 | |||||
|
3 |
1.1 |
0.3 |
0.05 |
1.0 |
N 80 | |||||
|
4 |
13 |
0.4 |
0.05 |
1.25 |
0.03 〜0.1 |
N90 | ||||
|
5 |
1.6 |
0.5 |
0.06 |
1.5 |
NIOo | |||||
|
6 |
1.8 |
0.5 |
0.06 |
1.75 |
0.035 〜0.1 |
NllO | ||||
|
7 |
2.2 |
0.65 |
0.07 |
2.0 |
N130 | |||||
|
8 |
2.6 |
0.8 |
0.08 |
2.3 |
0.04-0.1 |
N150 | ||||
|
9 |
3.0 |
1.0 |
0.09 |
2.6 |
N170 | |||||
5.3焊割两用炬
焊割两用炬的的结构型式为等压式,主要参数和基本参数应符合表5和表6的规定。
表5焊割两用炬的主要参数
单位为亳米
|
HG02-12/100 |
HG02-20/200 | |
|
__ _____焊接低碳钢厚度_____ |
0.5 〜12 |
0.5 〜20 |
|
切割低碳钢厚度 |
3 〜100 |
3 〜200 |
表6焊割两用炬的基本参数
|
型号 |
喷嘴号 |
孔径 mm |
氧气工作压力 MPa |
乙块工作压力 MPa |
焰芯长度 mm |
可见切割氧流长度 mm |
焊割炬总长度 mm | |
|
HG02-12/100 |
焊嘴 |
1 |
0.6 |
0.2 |
0.02 |
N4 |
— |
550 |
|
3 |
1.4 |
0.3 |
0.04 |
N13 |
■ | |||
|
5 |
2.2 |
0.4 |
0.06 |
N20 |
■ | |||
|
割嘴 |
1 |
0.7 |
0.2 |
0.04 |
≥60 | |||
|
3 |
1.1 |
0.3 |
0.05 |
N 80 | ||||
|
5 |
1.6 |
0.5 |
0.06 |
NlOO | ||||
|
HG02-20/200 |
焊嘴 |
1 |
0.6 |
0.2 |
0.02 |
N4 |
■ |
650 |
|
3 |
1.4 |
0.3 |
0.04 |
N13 | ||||
|
5 |
22 |
0.4 |
0.06 |
≥20 | ||||
|
7 |
3.0 |
0.6 |
0.08 |
N21 |
■ | |||
|
MW |
1 |
0.7 |
0.2 |
0.04 |
N60 | |||
|
3 |
1.1 |
0.5 |
0.05 |
N 80 | ||||
|
5 |
1.6 |
0.5 |
0.06 |
I |
NlOO | |||
|
6 |
1.8 |
0.5 |
0.06 |
NlIO | ||||
|
7 |
2.2 |
0.65 |
0.07 |
N130 | ||||
5.4烤炬
烤炬的基本尺寸、加热厚度、焰芯长度等基本参数和主要参数可由供需双方协商确定。
5.5机用割炬
机用割炬的切割厚度、可见切割氣流长度等参数可参照5.2由供需双方协商确定。 机用割炬的基本尺寸(柱体直径、长度、齿条)应符合附录B的规定。
6材料要求
炬的气体通路零件均应使用抗腐蚀材料制造。乙焕通路零件不得使用含铜量大于70% (质量分数) 的合金制造。氧气通路零件应无油脂和其他涂层。
在装配之前,所有气体通路零件必须进行脱脂处理。
7安全和技术要求
7.1外观
炬的外观应整洁,无明显机械损伤、弯曲不正和表面缺陷等。焊接部位的焊料应均匀,无明显外流。 炬的手柄、气阀等连接部位应牢固、无松动。
7.2互换与配合
炬的喷嘴、软管接头、螺母等配件应保证具有互换性,并应符合本标准附录B、附录C的规定。
喷嘴与喷嘴接头的配合、软管接头与后部接体的配合应符合本标准7.4的要求。
螺纹连接应符合GB/T 197—2003> GB/T 196—2003、GB/T 192—2003的规定。各螺母配合处的螺 纹应有1个〜3个螺距的调整余量。
7.3气阀耐久性
炬的所有气体通路均应有气阀独立控制、调节。在8.1规定的气阀耐久性试验后,炬的气倒应灵 活、并可连续均匀地调整火焰,应无卡滞、松动及气体泄漏现象。气阀闭合状态下气体通路内应无气 体流通。
7.4气密性
在8.2规定的试验条件下,炬的所有连接处、气阀以及附录B、附录C规定的互换件连接等部位均 应无气体泄漏现象。
7.5基本参数
炬在正常工作状态下应能够实现说明书规定的气体的额定流量和压力,主要参数和基本参数应符合 第5章的规定。
炬的火焰形状应正确而对称,不应有紊流、偏心现象。焊炬的焰芯形状呈圆柱状,顶端为圆锥形或 半球形。割炬的切割氧流不应有偏斜现象。
7.6风中稳定性
在8.4规定的试验条件下,炬的火焰应能够保证持续穏定燃烧。
7.7抗持续回火性
在8.5规定的试验条件下,炬应有抗持续回火的性能。
7.8逆流防护性
带止逆阀的炬,在8.6规定的试验条件下,应无逆流现象。
7.9真空度
射吸式炬的真空度应符合附录E的规定。
8试验和方法
8.1气阀耐久性试验
炬的各气阀均应进行5 000次重复打开和闭合的耐久性试验,并满足7.2的要求。
气阀的密封垫在试验中最多更换一次。
8.2气密性试验
将炬的喷嘴完全闭合(堵塞),通入干燥、无油的压缩空气或氮气,在气阀关闭和打开两种状态下, 将炬的所有连接处和气阀置于水中,持续不少于20 s,应无气体泄漏现象。
试验气体压力条件:
—氧气通路压力按最大氧气工作压力提高50%,最高为1.2 MPa;
—燃气和混合气体通路压力为0.25 MPaO
对于不便置于水中进行气密性试验的炬,可用肥皂液涂抹所有连接处和气阀,持续不少于30 s,应 无气体泄漏现象。
气密性试验应在气阀耐久性试验之后进行。
8.3燃烧试验
试验前应对炬及其配置的所有喷嘴的基本参数(如切割氧孔径、焊嘴孔径、炬的长度等)进行 检测。
在额定工作压力条件下进行燃烧试验,检査炬的火焰性能(包括火焰形态、稳定性、焰芯长度和割 炬的切割氧流长度等),结果应符合7.5的规定。
8.4风中稳定性试验
炬应对配置的常用喷嘴进行风中稳定性试验。炬的常用喷嘴号见表7。
表7炬的常用喷嘴号
|
型号 |
HOl-2a |
HOl-6 |
Hol-12 |
H01-20 |
H02-12 |
|
喷嘴号 |
1 |
2 |
3 |
4 |
3 |
|
a HO1-2型焊炬无风中穏定性试验要求。 | |||||
|
H02-20 |
G01-30 |
GOl-IOO |
GOl-300 |
G02-100 |
GO2-3OO |
|
4 |
1 |
2 |
3 |
3 |
5 |
将炬的火焰调节至中性焰,试验条件及装置如图2所示,结果应符合7.6的规定。
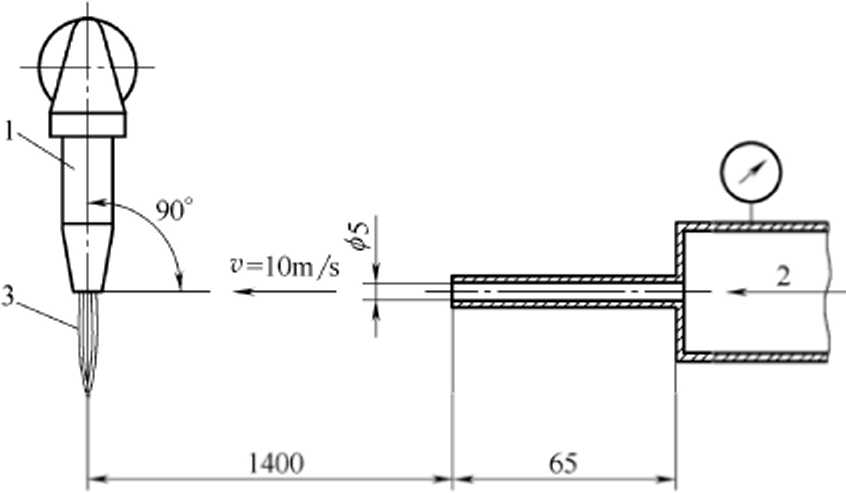
说明:
1— —喷嘴;
2— —压缩空气(0.05 MPa);
3— 火焰。
注1:本试验禁止用于燃气流誘低于150 L/h的炬。
注2: HO1-6型焊炬的试验风速为6m/s。
8.5持续回火试验
8.5.1 一般原则
炬应对配置的常用喷嘴(见表7)进行8.5.2及8.5.3规定条件下的持续回火试验。
若第一次试验不通过,则应按8.5.2及8.5.3的规定进行两次完整过程的重新试验(两次试验之间可 进行冷却和清理)。重新试验应使用相同型号的新炬,每次试验后炬和喷嘴均应冷却至环境温度。
对于试验条件不满足8.5.2及8.5.3规定的情况(如现场验收等),可使用持续回火试验的可替代试 验方法(参见附录D)。
持续回火试验之后炬的所有连接处、气阀以及附录B、附录C规定的互换件连接等部位均应无气 体泄漏现象,且应符合7.4的规定。
8.5.2过热试验
单焰炬的过热试验条件及装置如图3所示。
说明:
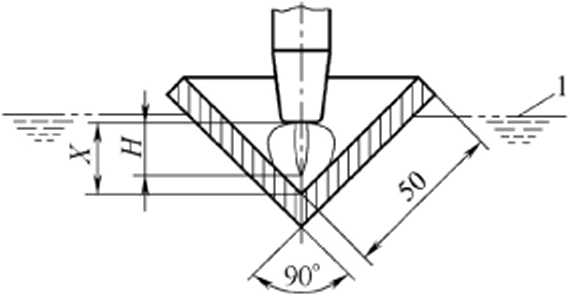
a)主视图
1—冷却水:
H—焰芯长度:
X—喷嘴高度,X=H+5。
注:试验装覓(为铜或钢制)应浸没于水中,以保持其温度低于10(ΓC°
图3单焰炬的过热试验装置
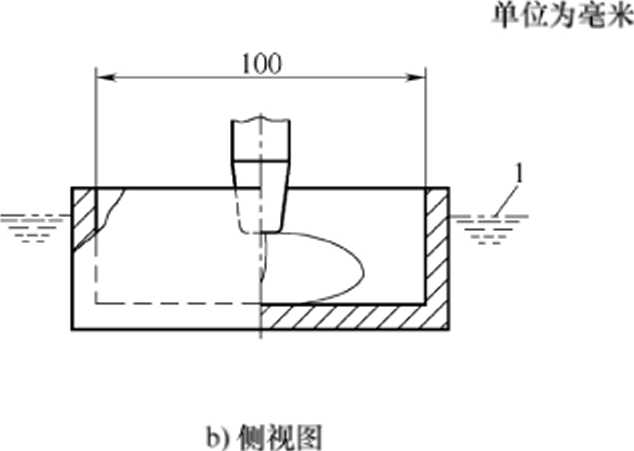
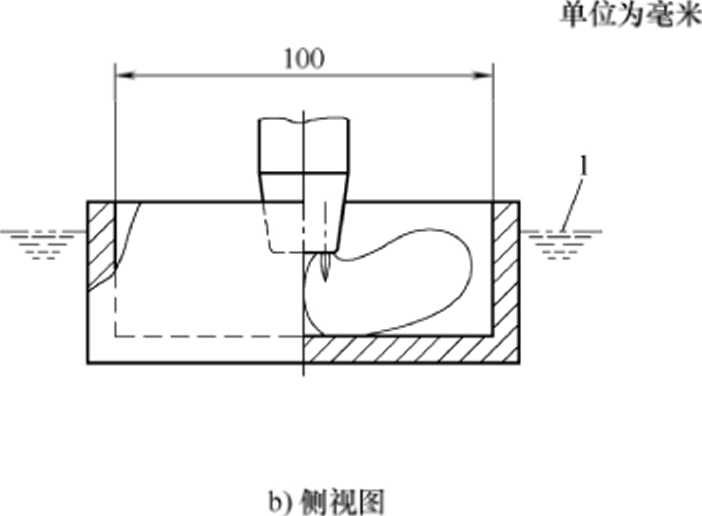
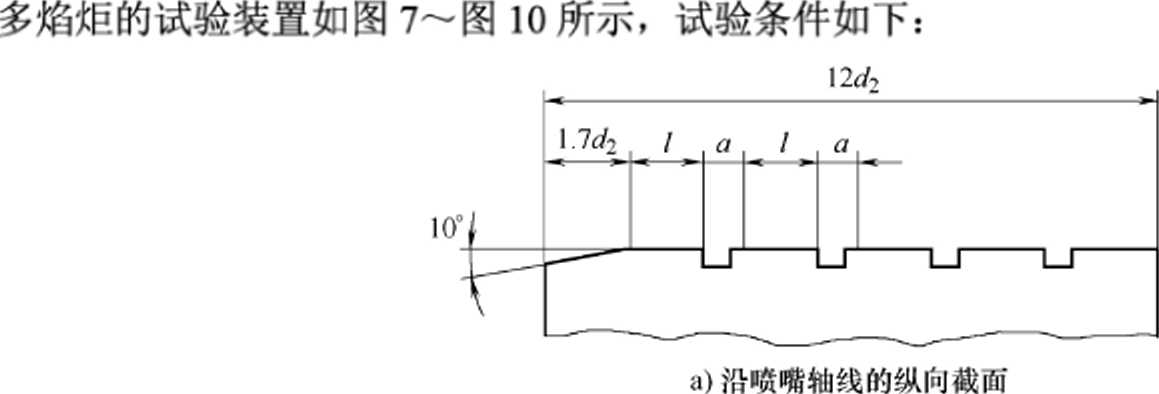
多焰炬的过热试验条件及装置如图4所示。
X—喷嘴高度,X = H+5+学(〃2参见图8)。
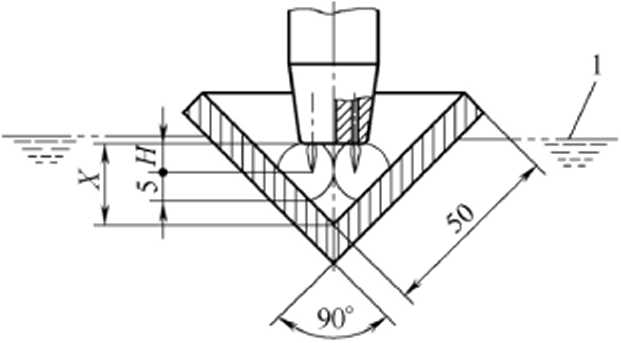
a)主视图
说明:
1—冷却水; H一焰芯长度;
注:试验装置(为铜或钢制)应浸没于水中,以保持其温度低于IOOS
图4多焰炬的过热试验装置
调节炬的火焰至中性焰(割炬应关闭切割氧气阀),炬燃烧稳定后(大气中稳定燃烧1 min以上), 在规定试验条件下持续加热3 min,应无回火或持续回火现象。
若持续Imin后有回火现象发生,回火现象发生后持续加热2 s后无持续回火现象,也可认为试验 通过。
若有持续回火现象或第一次回火发生的2 S内有持续回火现象发生,则认为试验不通过。
8.5.3抗回火性能试验
单焰炬的试验装置如图5、图6所示,试验条件如下:
—试验半径(mm): Λt=100( 1+0.4 Igρ),其中。是燃气额定流量(L/h);
—试验盘与喷嘴间的垂直载荷:F≈5N;
---转盘转速:W=IO周∕mino
単位为亳来
Y
Y
说明:
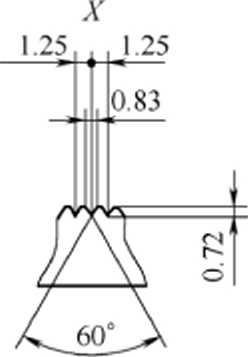
1— —104个槽呈放射状分布于60°的表面区域:槽间的放射角为0.573°。
2— —第一个槽的中线。
图5单焰炬试验转盘
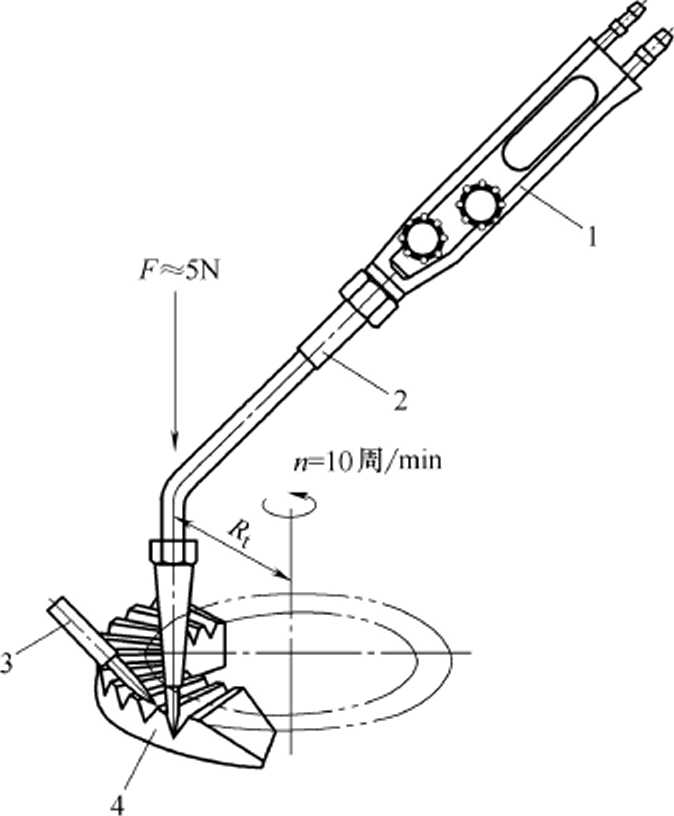
说明:
ɪ—手柄; 2—焊接附件; 3—引导焰; 4—试验转盘。
图6单焰炬抗回火试验装置
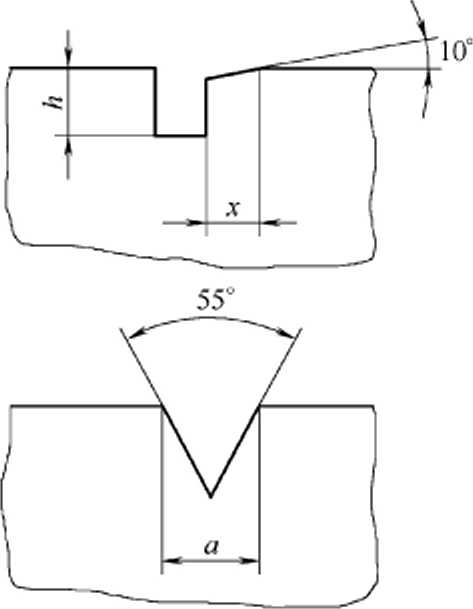
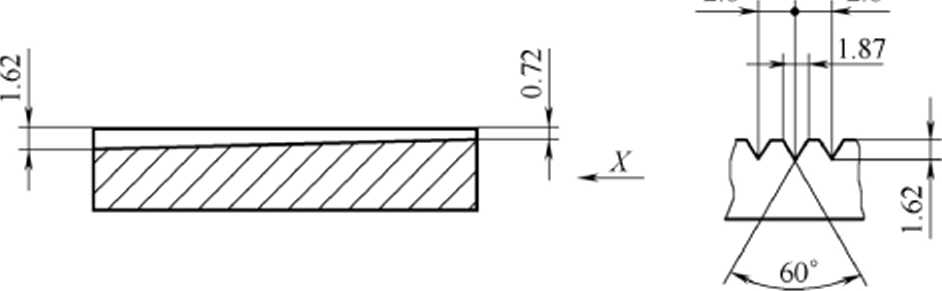
b)转盘形状(U形槽和V形槽)
注 1: a=kld2f Λ1=0.7±0.1;
I =k須2, *2=l∙5±0∙25;
h=3 %5°mm;
—α≤x≤ — a 3 2
注2:转盘型式分U形槽和V形槽两种,可任意选择•种作为试验装置。
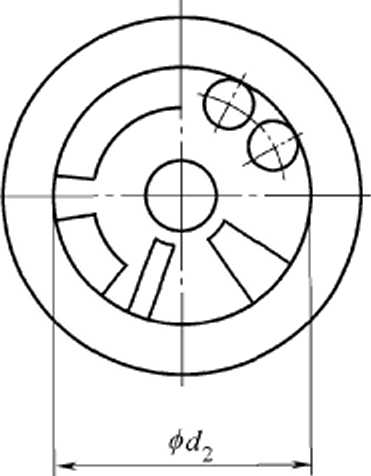
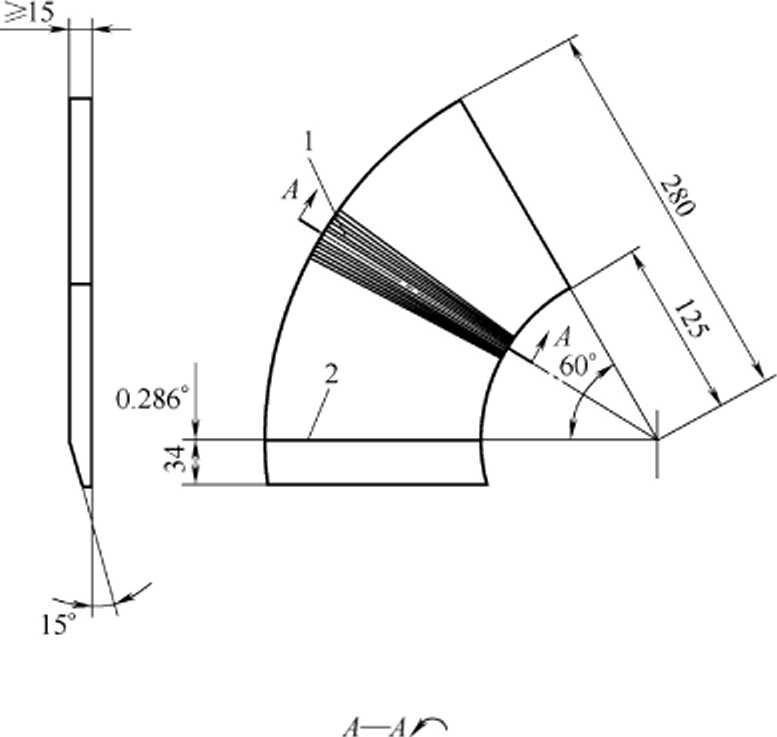
喷嘴出口示意图
说明:
1— 喷嘴轴线初始位置:
2— 喷嘴相对试验转盘运动轨迹,周长=12×I2J2o
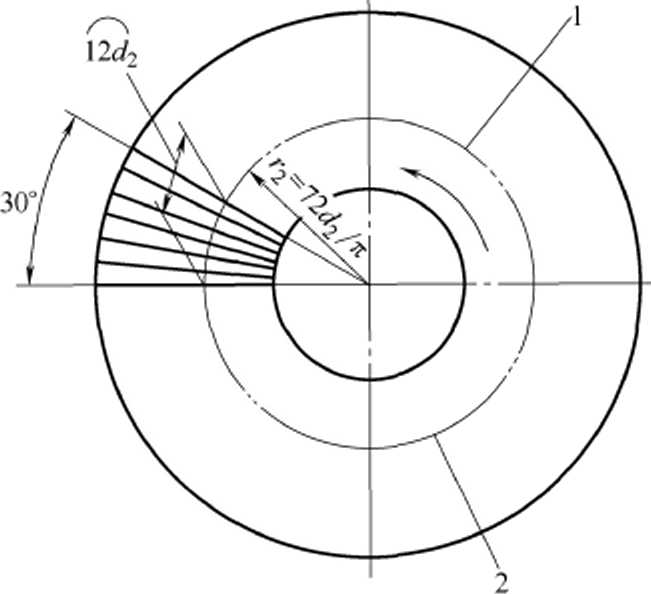
图9多焰炬抗回火试验转盘
试验半径(mm): r2=72t∕2∕π;
试验盘与喷嘴间的垂直载荷:F≈5N;
转盘转速:〃=10周/min;
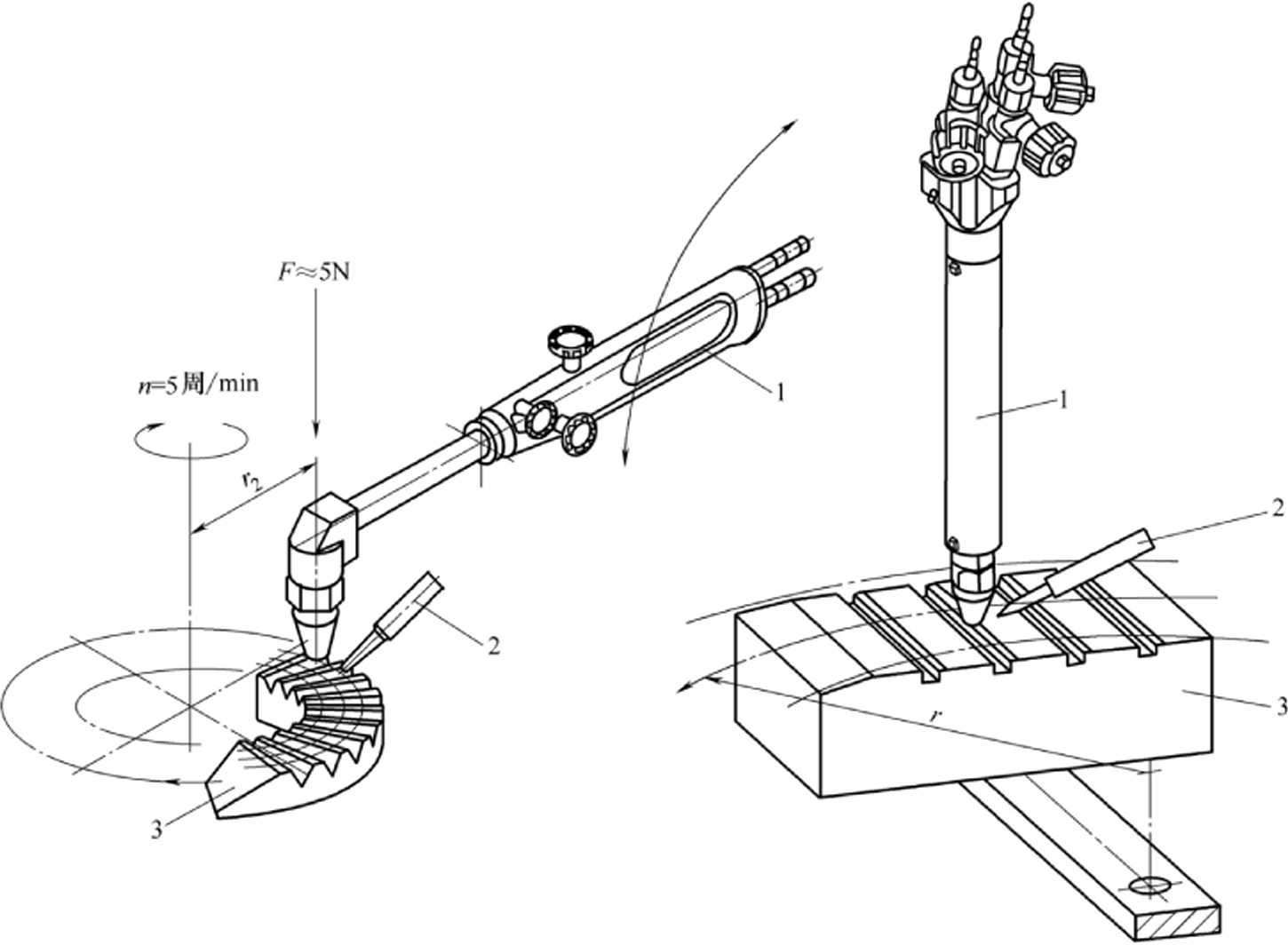
说明:
1— 多焰炬;
2— 引导焰;
3— 试驳转盘(U形槽和V形槽)。
图10多焰炬抗回火试验装置(U形槽和V形槽转盘)
调节炬的火焰至中性焰(割炬应关闭切割氧气阀),矩燃烧稳定后(大气中穏定燃烧1 min以上) 在规定试验条件下使其喷嘴前端与试验转盘滑动接触,模拟喷嘴孔道(部分或全部)堵塞状态。
转盘完整旋转五次后应无持续回火现象发生。试验期间如发生回火,火焰应自动复燃或通过引导焰 复燃。
如有持续回火现象发生,则试验应立即停止,认为试验不通过。
不允许在转盘旋转期间重新调整火焰。
8.6逆流试验
带止逆阀的炬应对氧气/压缩空气和燃气通路分别进行逆流试验。
应使用干燥、无油的压缩空气或氮气进行试验。割炬应关闭切割氧气阀。
将氧气/压缩空气和燃气阀全部完全打开,氧气/压缩空气压力调节至其额定最高工作压力值的1.5 倍(最高为1.2 MPa),燃气端压力值应低于燃气额定最低工作压力值的50% (试验装置见图11)。
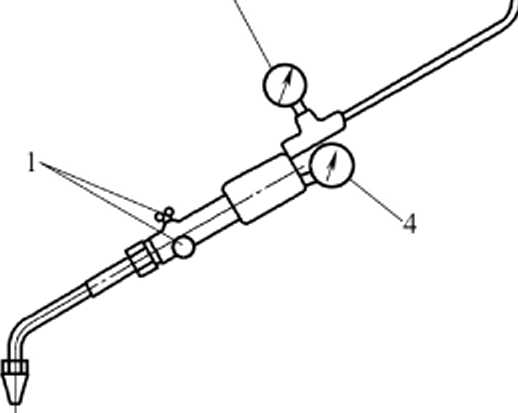
说明:
1— 完全开启的气阀;
2— —氧气压力表:
3— 压缩空气/氮F
4— —燃气压力表。
图11氧气/压缩空气逆流试验装置
将氧气/压缩空气和燃气阀全部完全打开,燃气压力调节至其额定最髙工作压力值的2倍,氧气端 压力值应低于氧气额定最低工作压力值的50% (试验装置见图12)o
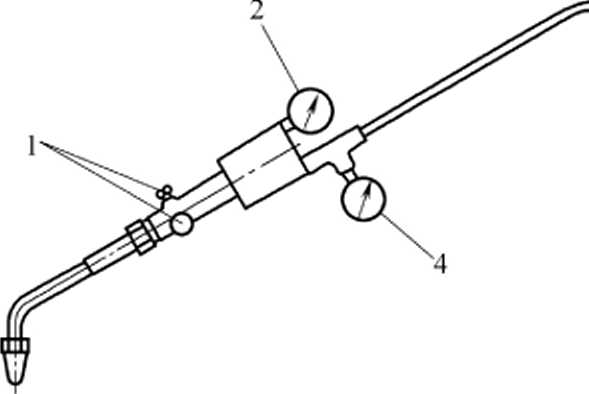
说明:
1—完全开启的气阀;
2 氧气压力表;
3— 压缩空气/氮气歸:
4— 燃气压力表。
图12燃气逆流试验装置
9检验项目和验收规则 9.1检验项目
炬的检验项目见表8。所有试验均为型式试验。
表8检验项目与适用类型
|
检验项目 |
_________炬的类型_________ | ||
|
单焰炬 |
多焰炬 | ||
|
气阀耐久性试验 |
8.1 | ||
|
气密性试验 |
8.2 | ||
|
_____________燃烧试验_____________ |
8.3 | ||
|
风中租定性试验 |
8.41 | ||
|
持续回火试验 |
_________过热试验_________ |
8.5.2 | |
|
抗回火性试验(部分或全部堵塞) |
8.5.3 | ||
|
_____________逆流试验_____________ |
8.6b | ||
|
持续回火试验的可替代试验 — |
_____________附录DC_____________ | ||
|
真空度试验 |
附录Fl - | ||
|
B禁止用于燃气流量低于150 LTh的炬. b仅适用于带止逆阀的炬。 C适用于不具备8.5规定条件时的验收试验。 d仅适用于射吸式炬._________________________________________________ | |||
9.2验收规则
用户可依据本标准或按照供需双方协议要求确定检验项目和验收规则。
10标志、包装和质量文件
10.1标志
炬应有永久性标志。标志应位置明显、简单易读、耐用持久。
炬应在其手柄或柱体上标志制造厂名称(或注册商标)。气体进口处应标记适用气体符号(详见表 9)o对于适用两种以上燃气的炬及其互换件,在标志对应气体符号外,应增加字母F进行标志。
表9常用气体及符号
|
__ |
__ |
|
O | |
|
__ 压缩空气 |
AlR |
|
乙煉 |
A |
|
丙烷,丁烷,液化石油气 |
P |
|
____________天然气,甲烷____________ |
M |
|
気气 |
H |
|
乙烷 |
E |
|
両焕•両二烯混合气体,和其他燃气混合气体 |
Y |
预热氧气阀应使用字母“O”或蓝色标志,或者两者同时标志。切割氧气阀应使用字母“OC”(以 区分预热氣)或蓝色标志,或者两者同时标志。燃气阀应使用表9中适当的字母或红色标志,或者两者 同时标志。
所有喷嘴都应标志制造厂名称(或注册商标)、适用燃气符号和适用炬的型号、喷嘴号,并在说 明书中说明。快速割嘴应标志制造方法(K——电铸法制造的快速割嘴、KJ——机械加工法制造的快 速割嘴)。
示例:
—WGOI-IOO-2βw表示适用于100型射吸式手工割炬的2号普通割嘴:
—— MGoI-100-K2*M表示适用于100型射吸式手工割炬的电铸法制造的2号快速割嘴。
互换件上应标志制造厂名称(或注册商标)、适用燃气符号,并在说明书中说明。对于组合式切割 炬,切割附件应标志制造厂名称(或注册商标)。
混合器系统应标志图13所示相关符号以区分炬的结构(混合)型式。

a)射吸式 b)等压式 C)带止逆阀的射吸式
图13混合器系统标记
10.2包装
炬应有独立包装,包装应坚固,并标明品名、型号和制造厂名称(或注册商标)和地址。大包装应 坚固,满足所使用运输工具的运输条件,并标明品名、型号、数量、净重、制造厂名称(或注册商标) 和地址。
配备的喷嘴、互换件和备件应有独立包装,并标明品名、型号、制造厂名称(或注册商标)和地址。
10.3质量文件
每把炬均应配备质量文件。
质量文件应至少包括产品合格证、出厂试验报告及使用说明书,使用说明书应至少包括下列内容:
—适用燃气种类及其压力、流量、配比说明等详细数据;
——全部标志的说明;
—需要或推荐配套使用的安全装置(如回火防止器、劳动保护用品等);
—喷嘴及所有配件清单(型号及数量);
—安全警示;
—操作前检査,包括气密性等;
—操作步骤说明,包括点火和熄火;
—售后服务、保养和维修。
附录A
(资料性附录) 常用燃气种类与相关参数
炬的常用燃气种类与相关参数见表A.lo
表A.1常用燃气种类与相关参数
|
气体种类 |
英文名称 |
化学式 |
标准 燃烧热值 kJ∕m3 |
符号 |
流量 L√h |
燃气/ 氧气 |
燃气/ 压缩空 气 |
|
乙決________ |
ACetyIene |
C2H2 |
53 160 |
A |
2 500 |
1 : 1.3 |
1 : 6.2 |
|
丙烷(液化石油气) |
PrOPanC (LPG ) |
C3% |
88 740 |
P |
1 500 |
1 : 3.75 |
1 : 18 |
|
丁烷(液化石油气) |
BUtane (LPG) |
5。 |
117 203 |
1 200 |
1 : 4.5 |
1 : 21.4 | |
|
天然气,甲烷 |
NatUral gas, methane |
CH4 |
33 989 |
M |
4 000 |
1 : 1.6 |
1 : 7.6 |
|
氢气 |
HydrOgen |
% |
10 255 |
H |
13 000 |
1 : 0.25 |
1 : 0.45 |
|
乙烯 |
EthylCnC |
C2% |
56 299 |
E |
2 200 |
1 : 2.6 |
1 : 12.4 |
|
乙烷 |
Ethane |
61 113 |
1 : 3.0 |
1 : 143 | |||
|
MPS(甲基乙決•丙二 烯混合气)_______ |
MPS (mcthylacctylcnc-propadicnc mixtures) |
C3H4ZC3H4 |
81 958 |
Y |
1 600 |
1 : 3.5 |
1 : 16.5 |
|
其他燃气混合气体 |
Other fuel gas mixtures |
— |
— |
— |
— |
应在说明书中 注明 | |
附录B
(规范性附录)
机用割炬、割嘴的互换与配合
B.1柱体直径
机用割炬的柱体直径D可参照下列数值确定,或由供需双方协商确定。
柱体直径 O: 28 mm, 30 mm, 32 mm, 35 mm> 40mn‰
柱体直径极限偏差为_?,2 mmo
B.2柱体长度
机用割炬的柱体长度▲是炬的卡具可固定的长度。可参照下列数值确定,或由供需双方协商确定。 柱体长度系列厶:50 mm、100 mm、160 mm、22Omm和40Omm,或依照R20数系进行确定。
B.3齿条
若需固定或调节高度,割炬上应装配齿条。推荐使用符合F型或S型的直齿齿条,见表B.1。
表B.1齿条尺寸
单位为毫米
|
直齿齿条 |
F型 |
__ |
|
模数 |
1 |
1.25 |
|
齿距 |
3.14 |
3.927 |
|
齿条宽8 |
8_舄 — |
8丄 — |
|
齿条分度线与柱体距离E |
W7 _丄 — |
E 一 |
直齿齿条特征由其宽度、模数和齿距及其在圆柱形柄的位置决定(E尺寸见图B.l)o
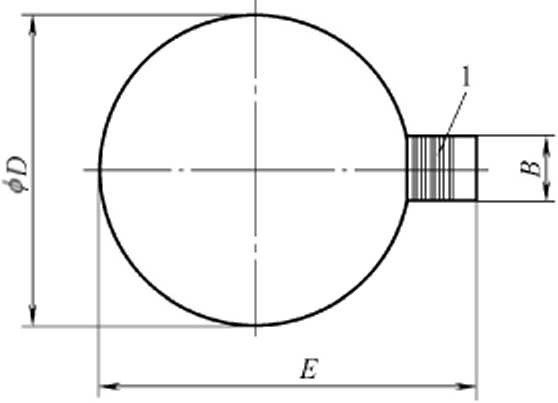
说明:
1—齿条。
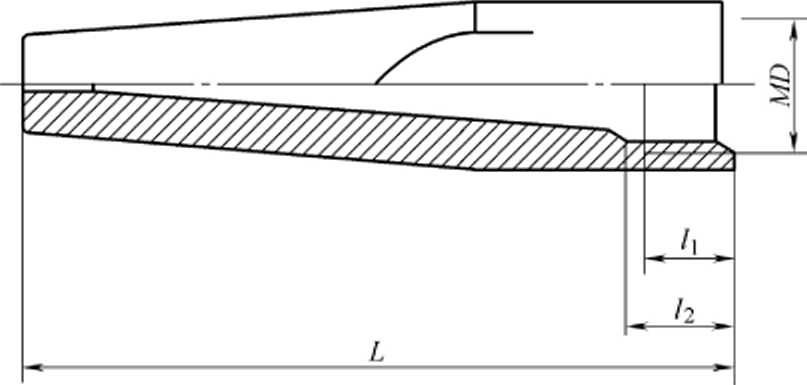
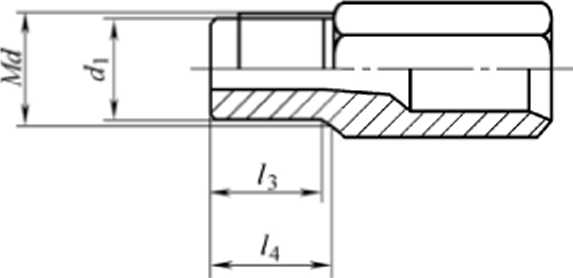
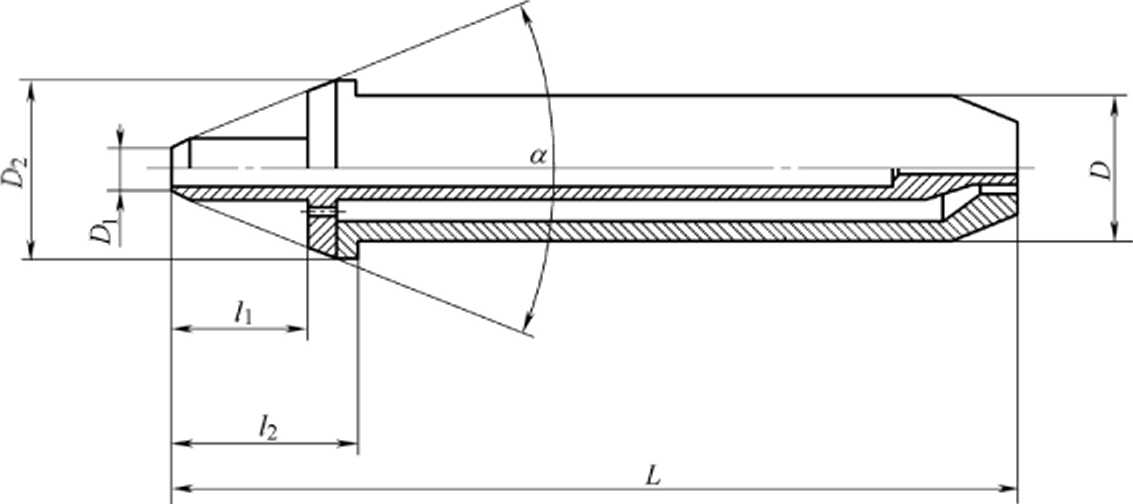
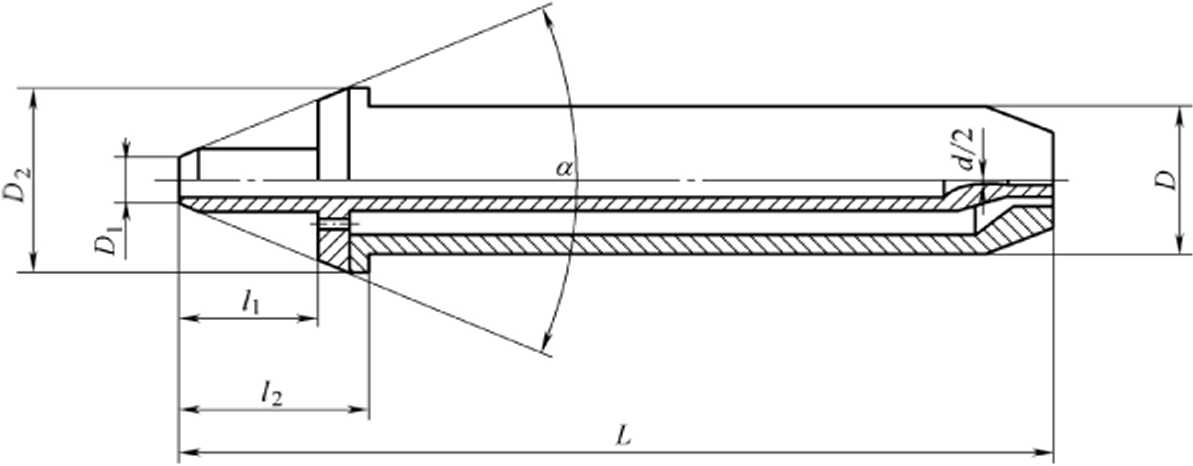
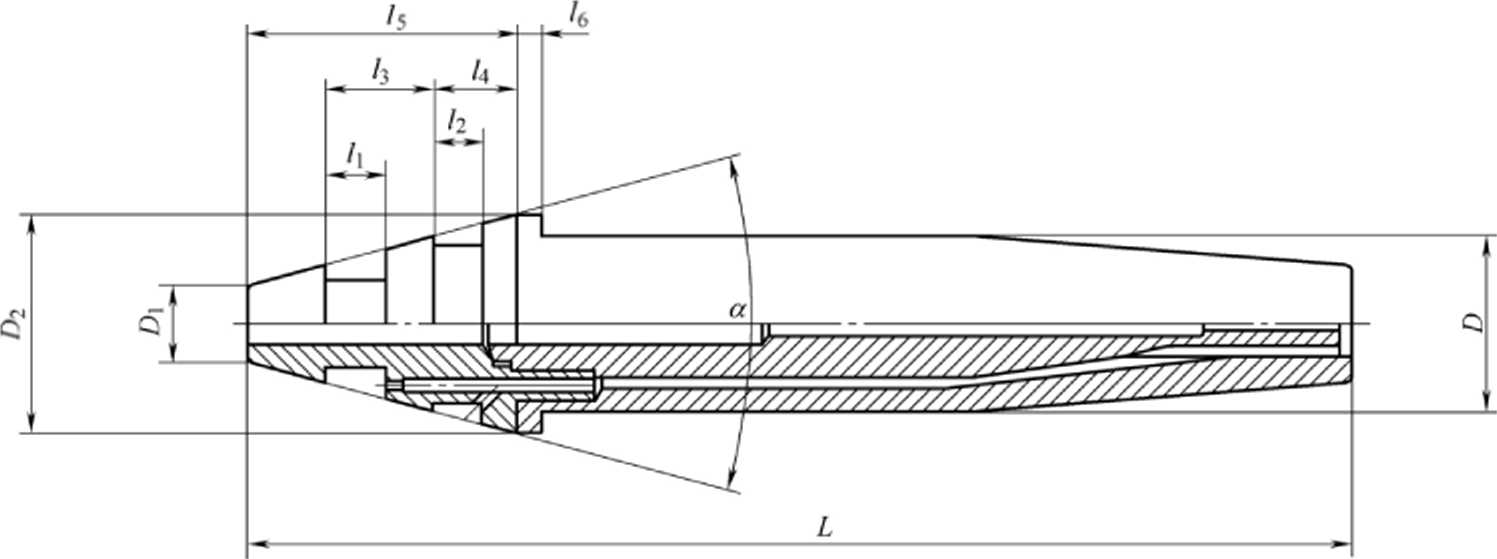
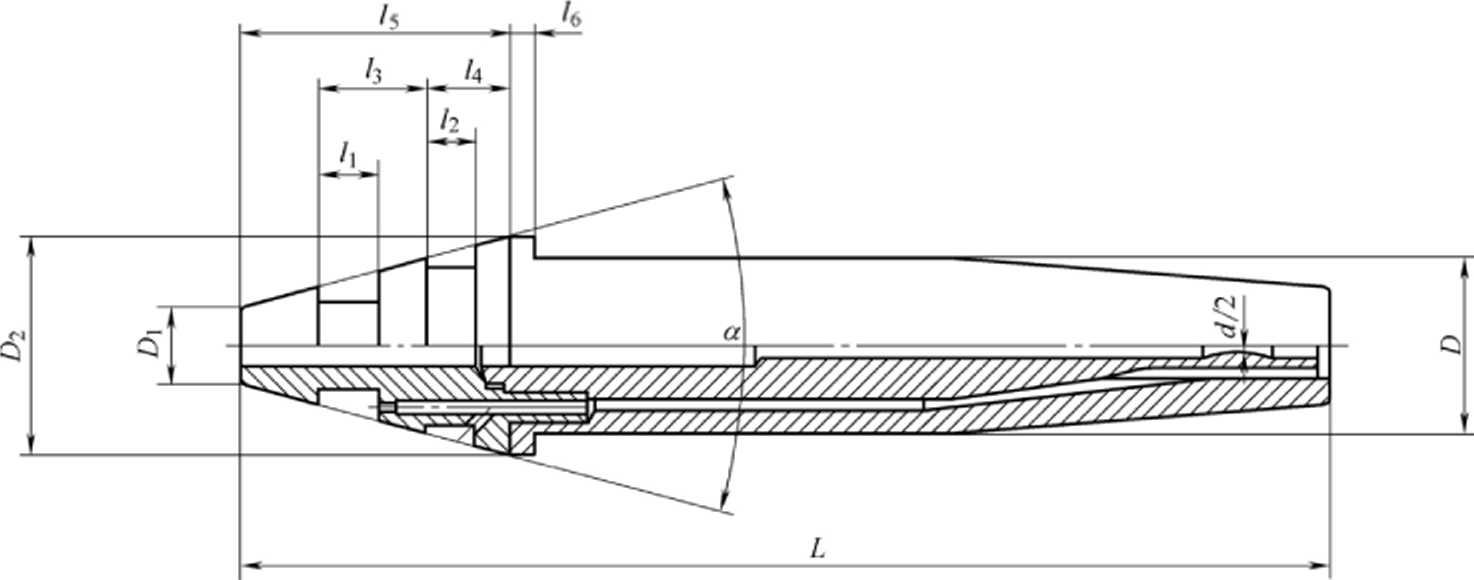
B.4割嘴、互换与配合
机用割嘴应符合本标准图B.2〜图B.5及表B.2的规定。
图B.2射吸式普通割嘴
图B.3射吸式快速割嘴
图B.4等压式普通割嘴
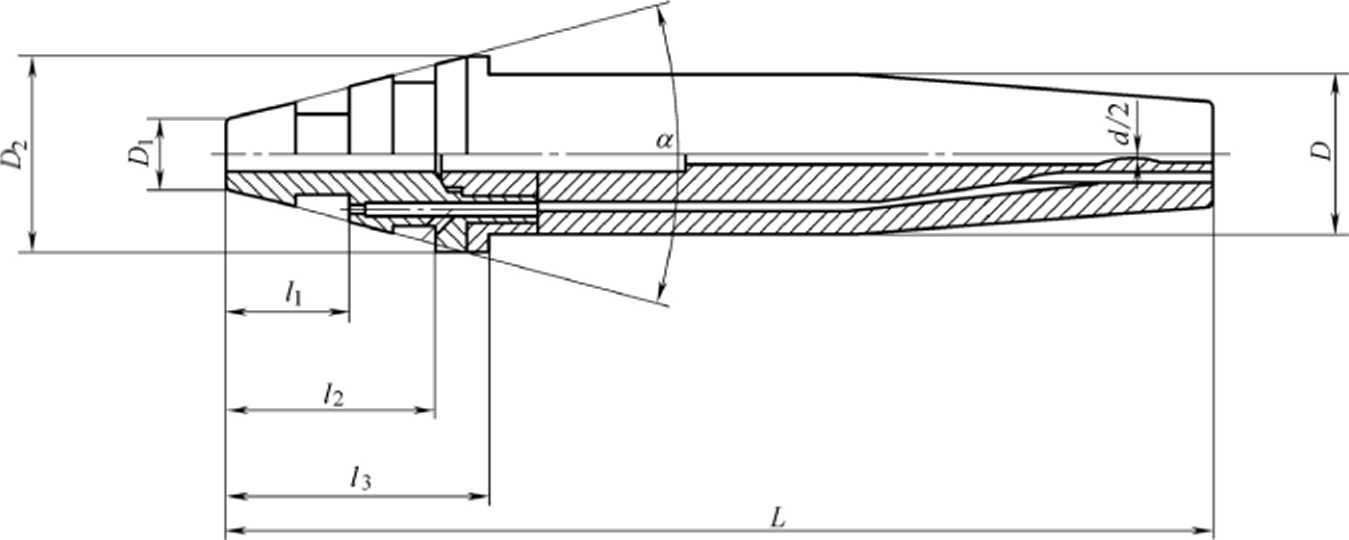
注:d为快速割嘴喉径,详见5.2。
图B.5等压式快速割嘴
表B.2割嘴配合尺寸
单位为毫米
|
割炬型号 |
a |
L |
4 |
4 |
D | |||
|
GJl-× X X |
45° 0 ♦° S |
80 或 85 |
12 |
20 |
■ |
1 C -0.095 'J -0.205 |
5.5 |
19 |
|
GJ2- × × × |
30o θ -o |
85 或 90 |
10.5 |
19 |
25.5 |
7.2 |
19 |
割嘴的主要参数和基本参数可参照本标准5.2由供需双方协商确定。快速割嘴的切割性能应符合本 标准表B.3规定。
表B.3快速割嘴切割性能
|
割嘴号 |
切割氣 喉径 mm |
氧气工作压力 MPa |
乙米工作压力 MPa |
切割厚度 mm |
可见切割 氧流长度 mm | |
|
电铸 |
机加 | |||||
|
I |
0.6 |
0.7 |
0.5 I |
0.025〜0.1 |
5〜10 |
N60 |
|
2 |
0.8 |
0.025-0.1 |
10 〜20 |
N70 | ||
|
3 |
1.0 |
0.025 〜0.1 |
20 〜40 |
N 80 | ||
|
4 |
1.25 |
0.03 〜0.1 |
40 〜60 |
N90 | ||
|
5 |
1.5 |
0.03-0.1 |
60 〜100 |
NloO | ||
|
6 |
1.75 |
0.035〜0.1 |
100〜150 |
NllO | ||
|
7 |
2.0 |
0.035-0.1 |
150〜200 |
N130 | ||
|
8 |
23 |
0.04—0.1 |
200〜250 |
N150 | ||
|
9 |
2.6 |
0.04-0.1 |
250〜300 |
N170 | ||
机用外混式割嘴的切割性能可参照内混式割嘴山供需双方协商确定,但应保证其配合与互换性。
割嘴与割嘴接头、割炬进气与软管接头应由螺纹连接。
螺纹连接应符合GB/T 192、GB/T 196和GB/T 197的规定。各螺母配合处的螺纹应有1个〜3个螺 距的调整余量。割嘴接头螺纹连接为M22X1.5。
柱体直径D等于28 mm、30 mm时,氧气软管接头螺母为M12×1.25,燃气软管接头螺母为 M12X1.25LH;柱体直径。等于32 mm、35 mm时,氧气软管接头螺母为M16X1.5,燃气软管接头螺 母为 M16X1.5LH。
软管接头应符合GB/T 5107的规定。等压式割炬的氧气软管接头为B型©5.2,燃气软管接头为B 型©6.2。射吸式割炬的软管接头为A型©5.5。
附录C
(规范性附录) 手工炬、喷嘴的互换与配合
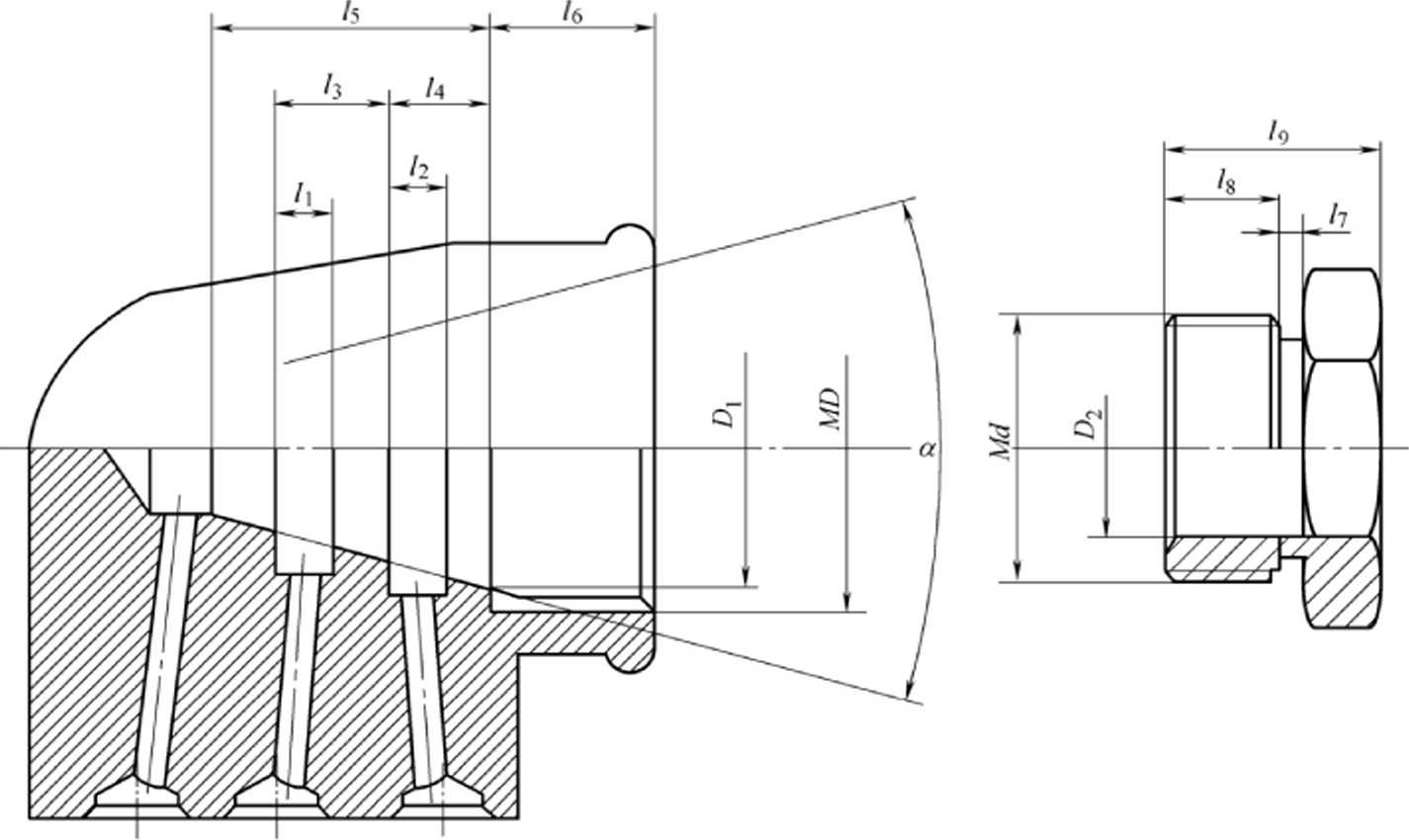
C.1喷嘴与接头配合
射吸式焊嘴与焊嘴接头应符合图C.1及表C.1的规定。
图C.1射吸式焊嘴与接头 表C.1射吸式焊嘴与接头配合尺寸
单位为亳米
|
焊炬型号 |
MD |
L |
4 |
4 |
Md |
q | ||
|
H01-2 |
M6×l |
N25 |
4 |
6.6 |
M6×l |
4.5 |
7.5 |
9.5 |
|
HO1-6 |
M8×l |
N40 |
7 |
9 |
M8×I |
6.5 |
11 |
13 |
|
H01-12 |
MlOX 1.25 |
N45 |
7.5 |
10 |
MlOX 1.25 |
8.3 |
12 |
14.5 |
|
HO1-20 |
M12X1.25 |
N50 |
9.5 |
12 |
M12X1.25 |
10.3 |
14 |
16.5 |
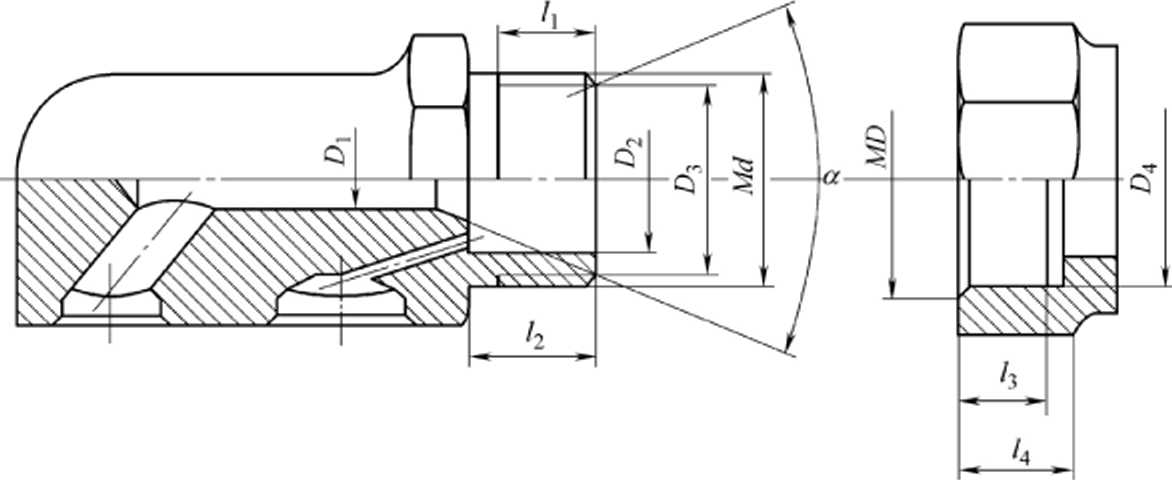
等压式焊炬混合管接头与混合管螺母尺寸见图C.2和表C.2o
图C∙2等压式焊炬混合管接头与螺母
表C∙2等压式焊炬混合管接头与螺母配合尺寸
单位为毫米
|
焊炬型号 |
ɪ |
ɪ |
a |
。2 |
Md |
ɪ |
ɪ | ||||||
|
H02-12 H02-20 |
¢5.5 |
12 |
22 |
45β |
-18.4 |
014bl2 |
M22×1.5 |
-27.6 |
2.5 |
6.5 |
20 |
©14H13 |
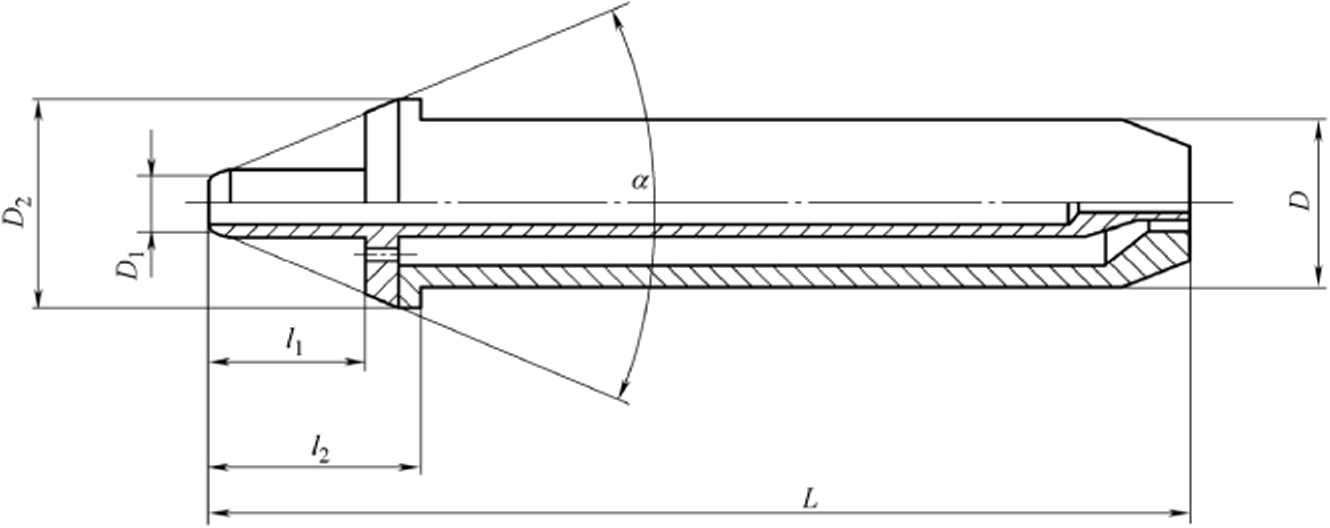
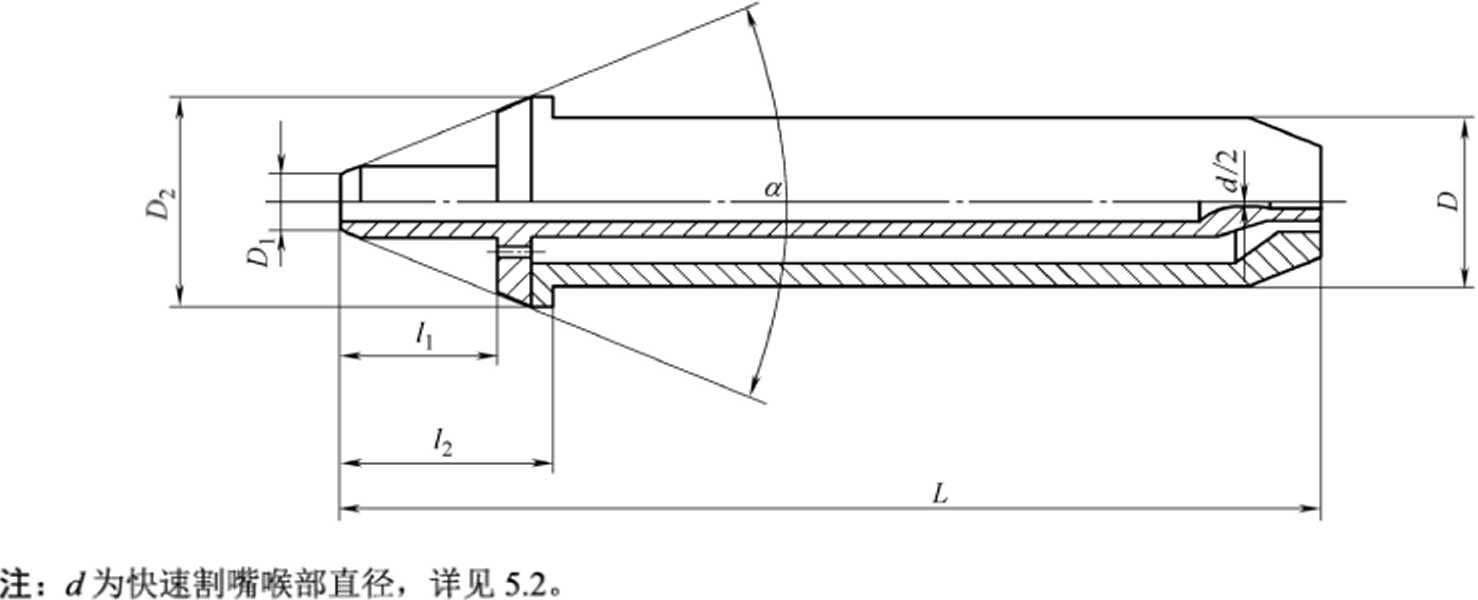
射吸式割嘴应符合图C.3、图C.4及表C.3的规定。
图C.3射吸式普通割嘴
注:d为快速割嘴喉径,详见5.2。
图C.4射吸式快速割嘴
表C.3射吸式割嘴配合尺寸
单位为毫米
|
割炬型号 |
a |
L |
4 |
,2 |
D |
% | |
|
GO1-30 |
45° 0 《° -6∙ |
N55 |
10 |
16 |
Ia-0.150 -0.260 |
4.5 |
16 |
|
GOI-IOO |
N65 |
11.5 |
18 |
1< -0.150 2-0.260 |
5.5 |
18 | |
|
GOl-300 |
N 75 |
12 |
19 |
16 5』15。 -0.260 |
5.5 |
19 |
射吸式割嘴应由螺纹连接至炬的喷嘴接头。射吸式割嘴接头、螺母配合尺寸应符合图C.5、表C.4 的规定。
图C.5射吸式割嘴接头、螺母
表C.4射吸式割嘴接头、螺母配合尺寸
单位为亳米
|
割炬型号 |
a |
Md |
ʌ |
ʃi |
MD |
n |
4 |
ɪ | |||
|
GO1-30 |
45β |
M18×1.5 |
4.5 |
12 |
13.8 |
8 |
9.5 |
M18×1.5 |
10 40.110 IJ O |
8 |
11 |
|
GOl-IOO |
M20×1.5 |
5 |
14 |
16.5 |
9 |
11.5 |
M20X1.5 |
I q ÷0.110 10 O |
8 |
11 | |
|
G01-300 |
M22×1.5 |
5.5 |
15 |
17 |
9 |
11.5 |
M22×1.5 |
16.5 4J110 |
9 |
12 |
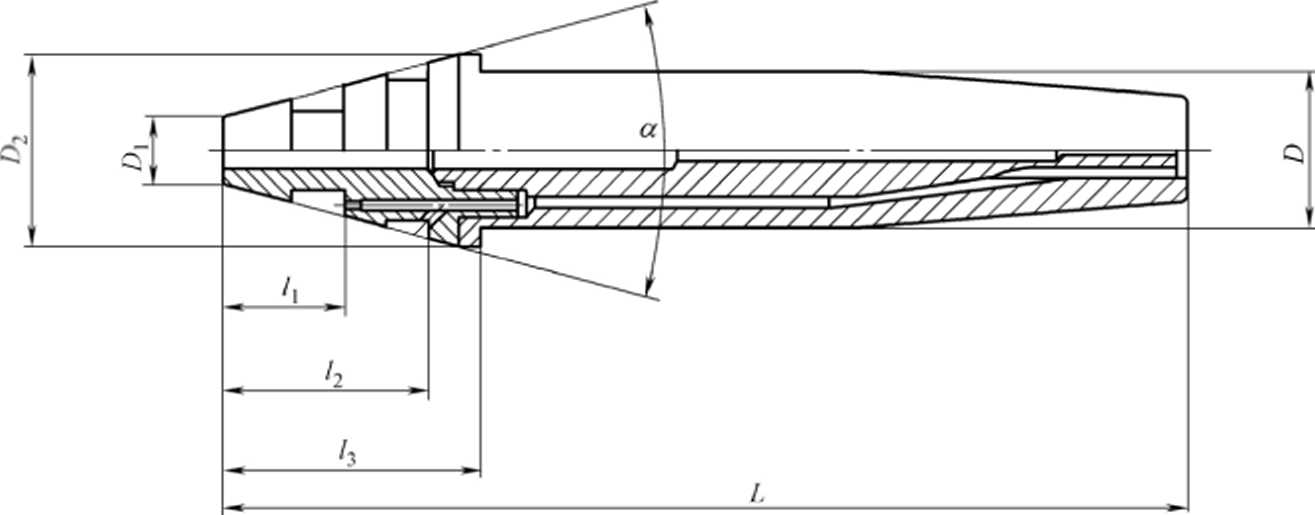
等压式割嘴应符合图C.6、图C.7及表C.5的规定。
图C.6等压式普通割嘴
注:刁为快速割嘴喉径,详见5.2°
图C.7等压式快速割嘴
表C∙5等压式割嘴配合尺寸
单位为毫米
|
割炬型号 |
a |
L |
4 |
歸 |
ɪ |
L |
D |
ɪ | |||
|
G02-100 |
30° |
85 或 90 |
4.5 |
4.5 |
9 |
7.5 |
21 |
2.5 〜4.5 |
≠15bl2 |
7.2 |
19 |
|
GO2-3OO |
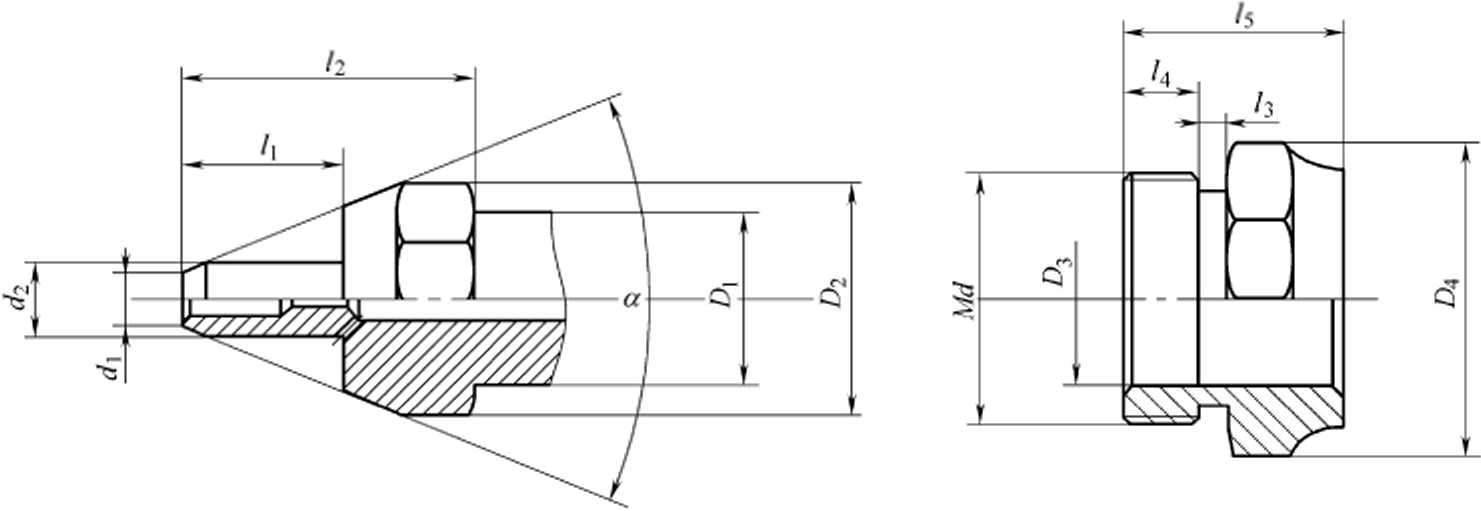
等压式割嘴应由螺纹连接至炬的喷嘴接头。等压式割嘴接头、螺母配合尺寸应符合图C.8及表C.6 的规定。
图C.8等压式割嘴接头、螺母
表C.6等压式割嘴接头、螺母配合尺寸
单位为毫米
|
割炬型号 |
a |
MD |
ɪ |
4 |
ɪ |
ɪ |
Js_ |
L |
Md |
4 | ||||
|
G02-100 GO2-3OO |
30° |
M22×1.5 |
。19 |
4.5 |
4.5 |
9 |
7.5 |
22 |
11 〜13 |
M22×1.5 |
。19 |
2 |
9 |
17 |
C.2软管接头与后部接体
软管接头应由螺纹连接至炬的后部接体气体进口处。软管接头应符合GB/T5107的规定。
Hol-12型、HO1-20型射吸式焊炬和射吸式割炬的软管接头为A型必.5。
等压式焊炬、割炬的软管接头为:
——氧气:B型尚.2;
——燃气:B型外.2。
后部接体如本标准图C.9及表C.7所示。
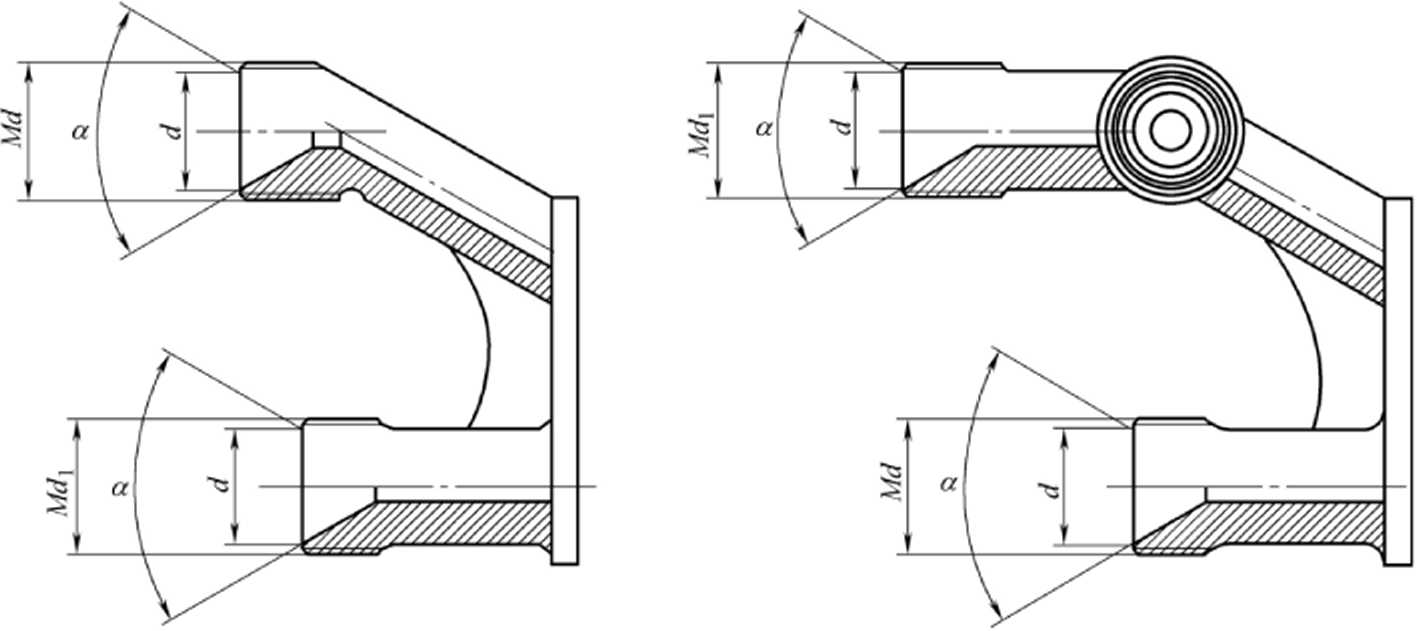
图C.9焊炬、割炬的后部接体
表C.7焊炬、割炬的后部接体尺寸
|
Md |
Mdl |
d |
a |
|
M16×1.5 |
M16X1.5 左 |
机2 |
60β |
HO1-2型、HO1-6型无后部接体、氧气和燃气螺母,其软管接头应符合本标准图C.10和表C.8 的规定。
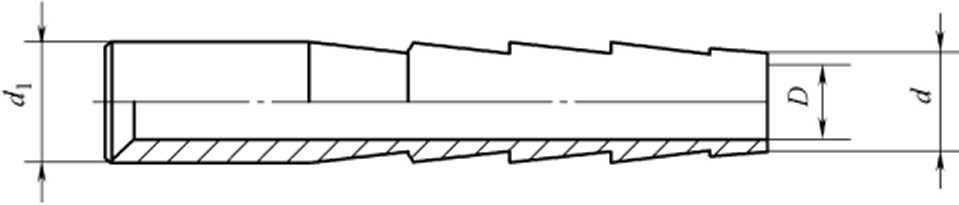
EC.10 H01-2型和H01∙6型射吸式焊炬的软管接头
表C.8 H01-2型和H01∙6型射吸式焊炬软管接头尺寸
单位为毫米
|
型号 |
d |
4 |
D |
|
H01-2 |
5.2 |
6 |
3.6 |
|
H01∙6 |
7.5 |
9.5 |
4.7 |
附录D
(资料性附录)
持续回火试验的可替代试验
D.1试验条件
本试验适用于各种类型炬的持续回火试验,并满足7.7的要求。若不具备8.5规定的试验装置,可 使用本方法进行试验。
应对炬配置的常用喷嘴(见表7)进行试验。
对于特殊设计仅使用空气的炬,应使用氧气替代空气。若炬设计适用所有燃气(包括乙煉),则 应使用乙決作为燃气进行试验。若炬设计适用除了乙決以外的所有燃气,则应使用丙烷作为燃气进行 试验。若炬设计仅适用一种燃气,则应使用该种燃气进行试验。
供气软管应能满足相应的压力和流量条件。
试验气体条件如下:
—在额定压力和流量条件下,调节炬的火焰至中性焰。
—在额定压力和流量条件下,调节炬的火焰至中性焰。保持气阀不动,增加10%的氧气压力并降低 10%的燃气压力。
—在额定压力和流量条件下,调节炬的火焰至中性焰。保持气阀不动,降低10%的氧气压力并增加 10%的燃气压力。
D.2试验方法
在D.1规定的试验条件下,将炬的喷嘴轴线与钢板或其他耐火材料垂直接触,迫使火焰回到炬内, 产生回火。以(30〜50)次∕min的频率重复试验至少30次,应无持续回火现象。
每次试验前炬应冷却至环境温度。
附录E
(资料性附录) 射吸式炬的真空度
射吸式炬应进行真空度试验。
在额定气体压力条件下,将燃气阀全部打开,将预热氧气阀调整至真空度最佳稳定状态。若真空度 出现波动,则取平均值。使用真空表进行测量。
射吸式炬的真空度应符合表E.1和表E.2的规定。
表E.1射吸式焊炬的真空度
单位为兆帕
|
喷嘴号 |
____________________焊炬型号____________________ | |||
|
HO1-2 |
H01-6 |
HOI-12 |
HO1-20 | |
|
1 |
N0.004 |
N0.014 |
五 0.014 |
N0.036 |
|
2 |
N0.012 |
N0.026 |
N0.032 |
≥0.042 |
|
3 |
≥0.020 |
N0.032 |
N0.040 |
≥0.048 |
|
4 |
N0.026 |
N0.038 |
N0.046 |
≥0.050 |
|
5 |
N0.030 |
≥0.042 |
≥0.048 |
N0.054 |
表E.2射吸式割炬的真空度
单位为兆帕
|
嘴号 |
__________________割炬型号__________________ | ||
|
GO1-30 |
GOI-Ioo |
G01-300 | |
|
1 |
N0.024 |
N0.030 |
N0.020 |
|
2 |
N0.030 |
N0.036 |
N0.032 |
|
3 |
N0.036 |
N0.044 |
≥0.042 |
|
4 |
■ |
— |
N0.046 |
中华人民共和国
机械行业标准
气焊设备焊接、切割及相关工艺用炬
JB/T 7947-2017
*
机械工业出版社出版发行
北京市百万庄大街22号
邮政编码:IoOo37
*
2IOmmX 297mm・2.25印张・68千字
2018年4月第1版第1次印刷
定价:33.00元
♦
书号:15111 • 14859
网址:http: //www.cmpbook.com
编辑部电话:(OIO) 88379399

JB/T 7947-2017
直销中心电话:(OIO) 88379399
封面无防伪标均为盗版
版权专有侵权必究