
ICS 77.150.10
H 61
GB/T 33227—2016
AIUlniniUln and aluminium alloy SheetS and StriPS USed for motor
2016-12-13 发布
2017-11-01 实施
-⅛2- —1—
刖 后
本标准按照GB/T 1.1—2009给出的规则起草。
本标准由中国冇色金属工业协会提出。
本标准山全国有色金属标准化技术委员会(SAC/TC 243)归口。
本标准负责起草单位:西南铝业(集团)冇限责任公司、重庆长安汽车股份有限公司、东风汽车公 司、中国第一汽车集团公司。
本标准参加起草单位:中铝科学技术研究院、中国汽车工程硏究院股份有限公司、国家有色金属质 量监督检验中心、广州有色金属研究院、有色金属技术经济研究院、北京汽车股份有限公司、辽宁忠旺集 团有限公司、中铝瑞闽股份有限公司、东北轻合金有限责任公司、山东南山铝业股份有限公司、广西柳州 银海铝业股份有限责任公司。
本标准主要起草人:代陈绪、陈昌云、杜恒安、刘波、杨冰、李智、赵丕植、张琪、张筠萍、李璞、石常亮、 葛立新、张雯、柴玮、刘旺、韩冰、孙学明、文建平、陈定强、李伟、彭著军。
汽车用铝及铝合金板、带材
1范围
木标准规定了汽车用铝及铝合金板、带材的要求、试验方法、检验规则和标志、包装、运输、贮存及质 量证明书与订货单(或合同)内容。
本标准适用于汽车车身覆盖件、汽车车身结构件、客货汽车蒙皮板(以下简称蒙皮板)用铝及铝合金 板材(以下简称板材)和铝及铝合金带材(以下简称带材)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注Il期的引用文件.仅注丨1期的版本适用于本文 件。凡是不注日期的引用文件.其最新版本(包括所有的修改单)适用于本文件。
GB/T 1031产品几何技术规范表而结构轮廓法表而粗糙度参数及其数值
GB/T 3190变形铝及铝合金化学成分
GB/T 3199铝及铝合金加工产品包装、标志、运输、贮存
GB/T 3246.1变形铝及铝合金制品组织检验方法 第1部分:显微组织检验方法
GB/T 3880.1 一般工业用铝及铝合金板、带材 第1部分:一般要求
GIVT 3880.2 一般工业用铝及铝合金板、带材 第2部分:力学性能
GB/T 3880.3 2012 一般工业用铝及铝合金板、带材 第3部分:尺寸偏差
GB/T 4780 汽车车身术语
GB/T 5027金属材料薄板和薄带塑性应变比(r值)的测定
GB/T 5028金属材料薄板和薄带拉伸应变硬化指数(n值)的测定
GIVT 7999铝及铝合金光电宜读发射光谱分析方法
GB/T 8013.3铝及铝合金阳极氧化膜与有机聚合物膜 第3部分:有机聚合物喷涂膜
GB/T 8170数值修约规则与极限数值的表示和判定
GB/T 12160单轴试骑用引伸计的标定
GB/T 16825.1静力单轴试验机的检验 第1部分:拉力和(或)压力试验机测力系统的检验与 校准
GB/T 16865变形铝、镁及其合金加工制品拉伸试验用试样及方法
GB/T 17432变形铝及铝合金化学成分分析取样方法
GB/T 20975(所有部分)铝及铝合金化学分析方法
GB/T 24171.2金属材料 薄板和薄带成形极限曲线的测定 第2部分:实验室成形极限曲线的 测定
GB/T 26492.3变形铝及铝合金铸锭及加工产品缺陷 第3部分:板、带缺陷
JJG 139拉力、压力和万能试骑机检定规程
3要求
3.1产品分类
3.1.1牌号、状态及尺寸规格
产品的牌号、供应状态及尺寸规格应符合表1的规定。需要其他牌号、状态及尺寸规格时,由供需
双方协商确定,并在订货单(或合同)中注明。
表1产品的牌号、供应状态及尺寸规格
|
牌号 |
供应 状态 |
试样 状态 |
板材规格 mm |
带材规格 mm |
典型用途 | |||||
|
厚度 |
宽度 |
长度 |
厚度 |
宽度 |
内径 |
外径 | ||||
|
1050 |
O |
O |
0.30— 3∙50 |
52.0— 2 400.0 |
500.0 — 10 000.0 |
0.30 — 3.50 |
52.0 — 2 400.0 |
405、 505、 605 |
≤2 000 |
车身结构件 (如隔热罩) |
|
1050Λ |
O |
O |
0.30— 3.50 |
52∙O 〜 2 400.0 |
500.0 — 10 000.0 |
0.30 — 3.5() |
52.0- 2 400.0 |
车身结构件 (如隔热罩) | ||
|
1070 |
O |
O |
0.30 〜 3.50 |
52.0 〜 2 400.0 |
500.0 〜 10 000.0 |
0.30 〜 3.50 |
52.0 — 2 400.0 |
车身结构件 (如大灯灯罩) | ||
|
IlOO |
O |
O |
0.30- 3.50 |
52.0 〜 2 400.0 |
500.0 〜 10 000.0 |
0.30 — 3.50 |
52.0- 2 400.0 |
车身结构件 (如隔热罩) | ||
|
2024 |
()、T4 |
()、T4 |
().30 〜 3.50 |
52.0- 2 400.0 _ |
50().()〜 10 000.0 |
().30 〜 3.50 |
52.0- 2 400.0 |
车身结构件 (如阀门) | ||
|
3Λ21 |
HI4、 H24 |
Hl4、 1124 |
0.30 — 3∙50 |
52.0 〜 2 400.0 |
_ 500.0 — 10 000.0 |
0.30 — 3.50 |
52.0 〜 2 400.0 |
车身结构件 (如连接件) | ||
|
3003 |
O |
O |
0.30— 3.50 |
52∙O 〜 2 400.0 |
500.0 — 10 000.0 |
0.30 — 3.5() |
52.0- 2400.0 |
车身结构件 (如连接件) | ||
|
H16 |
H16 |
0.60 〜 3.00 |
1 OoO.0 〜 2 400.0 |
1 OOo.0 〜 10 000.0 |
0.60 — 3.00 |
1 Ooo.0 〜 2 400.0 |
蒙皮 | |||
|
3004 |
()、H26 |
()、H26 |
0.30 〜 3.50 |
52∙0~ 2 400.0 _ |
500.0~ 10 000.0 |
0.30— 3.50 |
52.0 〜 2 400.0 |
车身结构件 (如货车车箱) | ||
|
H291 |
H291 |
0.60 — 3∙00 |
1 000.0 — 2 400∙0 |
_ 1 ()00.0 — 10 000.0 |
0.60 — 3.00 |
1 00().0~ 2 400.0 |
蒙皮 | |||
|
3104 |
O |
O |
0.30 — 3∙50 |
52.0 〜 2 400.0 |
500.0 — 10 000.0 |
0.30 — 3.50 |
52.0 〜 2 400.0 |
车身结构件 (如货车车箱) | ||
|
3005 |
0、 H22、 II32 |
()、 1122、 ∏32 |
0∙30 〜 3∙50 |
52.0 — 2 400.0 |
500.0 〜 10 000.0 |
0.30 — 3.50 |
52.0 〜 2 400.0 |
车身结构件 (如燃油箱隔热單、 汽车B柱) | ||
|
5049 |
()、 Hlll |
()、 HllI |
0.30 〜 3.50 |
52.0 — 2 400.0 |
500.0 — 10 000.0 |
0.30 〜 3.50 |
52.0 〜 2 400.0 |
车身结构件 (如连接件) | ||
|
5052 |
()、 1132 |
()、 ∏32 |
0.30 〜 3.50 |
52∙0~ 2 400.0 |
500.0~ 10 000.0 |
0.30— 3.50 |
52.0 〜 2 400.0 |
-车身结构件-(如踏板、隔热罩、 导航边框及背板) | ||
|
()、H26、 H32、 H34 |
()、H26、 H32、 H34 |
0.60 — 3.00 |
1 ()()().()〜 2 400.0 |
1 ()()().()〜 10 000.0 |
0.60- 3.00 |
1 ()()().()〜 2 400.0 |
蒙皮 | |||
表1 (续)
|
牌号 |
供应 状态 |
试样 状态 |
板材规格 mm |
带材规格 mm |
典型用途 | |||||
|
厚度 |
宽度 |
长度 |
厚度 |
宽度 |
内径 |
外径 | ||||
|
5754 |
O |
O |
0.30 〜 3.50 |
52∙0~ 2 400.0 _ |
500.0~ 10 000.0 |
0.30— 3.50 |
52.0 〜 2 400.0 |
405、 505、 605 |
≤2 000 |
车身结构件 (如刹车助力泵) |
|
0.70 — 1.50 |
8()(). 0 〜 2 400.0 |
_ 800.0 — 5 500.0 |
0.7()〜 1.50 |
80().()〜 2 400.0 |
车身覆盖件 (如车门内板) | |||||
|
5182 |
O |
O |
0.30 — 3.50 |
52.0 〜 2 400.0 |
500.0 — 10 000.0 |
0.30 — 3.500 |
52.0 〜 2 400.0 |
车身结构件 (如发动机罩) | ||
|
0.70— 1.50 |
800.0 〜 2 400.0 |
800.0 — 5 500.0 |
0.70 — 1.50 |
800.0 〜 2 400.0 |
车身覆盖件 (如车门内板) | |||||
|
5083 |
OJ-IllK H32 |
OJIllK H32 |
0.30 〜 3.50 |
52.0 — 2 400.0 |
500.0 〜 10 000.0 |
0.30 〜 3.50 |
52.0 〜 2 400.0 |
车身结构件 (如保险杠) | ||
|
6A16 |
T4P, |
Tl 1,、 T6时 |
0.70 〜 L50 |
800.0 〜 2 400.0 |
800.。〜 5 500.0 |
0∙70~ 1.50 |
800,0 — 2 400.0 |
车身覆盖件(如前 引擎罩盖内外板) | ||
|
6111 |
T4P |
T4 P”、 T6Bl' |
0.70 — 1.50 |
8()().()〜 2 400.0 |
800.0- 5 500.0 |
0.70— 1.50 |
80().()〜 2 400.0 |
车身覆盖件(如前 引擎罩盖内外板) | ||
|
6013 |
T4Pa |
T4P“、 T6Bh |
0.70 — L50 |
800.0 〜 2 400.0 |
800.0- 5 500.0 |
0.70- 1.50 |
800.0- 2 400.0 |
车身覆盖件(如前 引撃罩盖内外板) | ||
|
6014 |
T" |
T4P"、 T6Bl∙ |
0∙70 〜 1.50 |
800.0 — 2 400.0 |
800.0 〜 5 500.0 |
0.70 〜 1.50 |
800.0 〜 2 400.0 |
车身覆盖件(如前 引擎罩盖内外板) | ||
|
6016 |
TlPU |
T4P、 T6B,, |
0.70 〜 1.50 |
800.0 〜 2 400.0 |
800.0 〜 5 500.0 |
0∙70~ 1.50 |
800∙0 〜 2 400.0 |
车身覆盖件(如前 引撃罩盖内外板) | ||
|
6022 |
T4Pa |
Tl 1,、 T6时 |
0.70 〜 L50 |
800.0 〜 2 400.0 |
800.。〜 5 500.0 |
0∙70~ 1.50 |
800,0 — 2 400.0 |
车身覆盖件(如前 引擎罩盖内外板) | ||
|
6061 |
()、T4 |
()、T4 |
().30 〜 3∙50 |
52.0- 2 400∙0 |
500.0 — 10 000.0 _ |
0.30- 3.50 |
52.0- 2 400.0 |
车身结构件 (如电池箱盖板) | ||
|
6063 |
()、T4 |
()、T4 |
0.30 — 3.50 |
52.0 — 2 400.0 _ |
500.0 — 10 000.0 _ |
0.30- 3.50 |
52.0 — 2 400.0 |
车身结构件 (如結构支撑) | ||
|
6181 |
T4Pa |
T4P"、 T6Bh |
0∙70 〜 1.50 |
800.0 — 2 400.0 |
800.0 〜 5 500.0 |
0.70 〜 1.50 |
800.0 〜 2 400.0 |
车身覆盖件(如前 引撃罩盖内外板) | ||
|
6082 |
().T4 |
()、T4 |
0.30 〜 3.50 |
52.0 — 2 400.0 |
500∙0~ 10 000.0 |
0∙30~ 3.50 |
52.0 〜 2 400.0 |
车身结构件 (如盖板) | ||
° T4P状态为产品固溶热处理后经过待殊时效处理,在一定时间内.产品强度稳定在一个较低值的状态。
h T6B状态为T"状态板材经过模拟烘烤处理后的状态。
3.1.2 表面加工方式和表面处理方式
产品按表面加工方式分为2类.见表2;按表面处理方式分为4类,见表3。
表2 表面加工方式
|
表而加工方式•、 |
代弓 |
释义 |
|
轧制表而 |
MF |
使用砂轮磨削的轧辗轧制加工的产品表面 |
|
毛化表面 |
EDT |
使用电火花毛化处理的轧辗轧制加工的产品表面 |
|
a表面加工方式应在订货单(或合同)中注明,未注明时.按轧制表面(MF)供货。 | ||
表3 表面处理方式
|
表面处理方式’ |
代号 |
释义 |
|
化学淸洗b |
XP |
经过酸、碱液体处理的产品表面 |
|
饨化b |
P |
经过指定预处理剂处理的产品表面 |
|
干式涂油, |
1)() |
涂敷指定固态油脂的产品表而 |
|
湿式涂油, |
EO |
涂敷指定液态油脂的产品表面 |
|
,t表面处理方式可不选或同时选择多项。 h表而处理方式应在订货单(或合同)中注明。 C涂油方式只能选择一种。 | ||
3.1.3使用特性和使用部位
车身覆盖件用产品按使用特性分为5类,见表4;按使用部位分为2类,见表5。
表4使用特性
|
使用特性 |
代号 |
释义 |
|
用于标准板 |
S |
用于对表面和性能无特殊要求的产品 |
|
用于高烘烤硬化板 |
IBR |
用于烘烤后强度提升较大的产品 |
|
用于高翻边板 |
III |
用于需要较好翻边性能的产品 |
|
用于高强板 |
HS |
用于高强度部位的产品 |
|
用于低应变板 |
RSS |
用于低应变要求部位的5××X系产品 |
表5使用部位
|
使用部位 |
代号 |
释义 |
|
内板 |
U |
用于车身覆盖件非裸露部分的产品 |
|
外板 |
E |
用于车身覆盖件裸露部分的产品 |
3.1.4标记及示例
产品标记按产品名称、使用特性代号、使用部位代号、标准编号、牌号、供应状态及尺寸规格的顺序 表示。标记示例如下:
示例1:
5182牌号、C)状态、厚度为1.50 mm,宽度为1 500.0 mm・K度为3 000.0 mm的结构件用板材.标记为:
板 GB/T 33227-5182() 1.5X 1 500X3 000
示例2:
5182牌号、()状态、厚度为1.50 mm.宽度为1 500.0 mm.长度为3 000.0 mm的低应变内板用板材.标记为:
板 RSS-U GB/T 33227-5182() 1.5X 1 500X3 000
示例3:
标准板、内板.6016牌号、T4P状态、厚度为1.00 mm,宽度为1 500.0 mm,长度为3 000.0 mm的板材,标记为:
板 S-U GB/T 33227-6016T4P 1.0×l 500×3 000
示例4:
6016牌号、TlP状态、厚度为1.00 mm,宽度为1 500.0 mm,长度为3 000.0 rnm的高烘烤硬化内板用板材,标紀为:
板 山R-U GB/T 33227-6016T4P 1.0X1 500×3 000
示例5:
6016牌号、T4P状态、厚度为1.000 mm.宽度为1 500.0 mm,K度为3 000.0 mm的高翻边外板用板材.标记为:
板 IH-EGB/T 33227-6O16T4P 1.0×l 500X3 000
示例6:
6111牌号、T4P状态、厚度为1.00 mm.宽度为1 500.0 mm.长度为3 000.0 mm的高强内板用板材•标记为:
板 HS-U GB/T 33227-61 1 1T4P 1.0×l 500×3 OOO
示例7:
5182牌号、()状态、旧度为1.50 mm∙宽度为1 500.0 mm的结构件用带材,标记为:
带 GB/T 33227-5182() 1.5X1 500
示例8:
5182牌号、O状态、厚度为1.50 mm,宽度为1 500.0 mm的低应变内板用带材,标记为:
带 RSS-U GB/T 33227-5182() 1.5×1 500
示例9:
6016牌号、T"状态、厚度为1.00 mm,宽度为1 5()0.() mm的标准内板用带材,标记为:
带 S-U GB/T 33227-6016TIP 1.0×l 500
示例10:
6016牌号、T"状态、厚度为1.00 mm,宽度为1 5()0.() mm的高烘烤硬化内板用带材,标记为:
带 IBR U GB/T 33227-6016T4P 1.0X1 500
示例11:
6016牌号、TlP状态、厚度为1.00 mm,宽度为1 500.0 mm的高翻边外板用带材,标记为:
带 IlI-E GIVT 33227-6016Tlp 1.0X1 500
示例12:
6111牌号、T4P状态、厚度为1.00 mm.宽度为1 500.0 mm的高强内板用带材,标记为:
带 IIS-U GB/T 33227-6111T4P 1.0X1 500
3.2化学成分
6A16、6013、60M、6022牌号的化学成分应符合表6规定.其他牌号的化学成分应符合GB/T 3190
的规定。
表6化学成分
|
牌号 |
化学成分(质呈分数)• % | |||||||||||
|
Si |
Fe |
CU |
Mn |
Mg |
Cr |
Zn |
V |
Ti |
其他b |
AIC | ||
|
单个 |
合计 | |||||||||||
|
6Λ16 |
0.6 — 1.2 |
0.40 |
0.02- 0.20 |
0.01- 0.25 |
_ ().7 〜 1.3 _ |
0.10 |
0.25 — 0.8 |
0.15 |
0.05 |
0.15 |
余量 | |
|
6013 |
0.6〜 1.0 |
0.50 |
().6 〜 LI |
_ 0.20 — 0.8 |
().8 〜 1.2 |
0.10 |
0.25 |
...... |
0.10 |
0.05 |
0.15 | |
|
6014 |
0.30 — 0.6 |
0.35 |
0.25 |
0.05 — 0.20 |
0.40 — 0.8 |
0∙20 |
0.10 |
0.05- 0.20 |
0.10 |
0.05 |
0J5 | |
|
6022 |
0.8〜 1.5 |
0.05 〜 0.20 |
0.01- ().11 |
0.02 〜 0.10 |
0.45 〜 0.7 |
OaO |
0.25 |
0.15 |
0.05 |
045 | ||
“表中的单个数值者为元素的最高限。
b其他指表中未列出或未规定数值的元素。
C铝的质量分数为100.00%与所有含量不小于0.010%的元素含量总和的差值•求和前各元素数值要表示到 o.ox⅝0
3.3 尺寸偏差
3.3.1厚度
3.3.1.1车身覆盖件用板、带材的厚度偏差应符合表7的规定。需方有特殊要求时,由供需双方协商确 定,并在订货单(或合同)中注明。
表7车身覆盖件用板、带材的厚度偏差 单位为毫米
|
厚度 |
下列宽度范围内的厚度允许偏差 | ||
|
800.0—1 600.0 |
>1 600.0 〜1 800.0 |
>1 800.0 — 2 400.0 | |
|
0.70-1.00 |
±0.03 |
±0.05 |
±0.08 |
|
>1.00—1.20 |
±0.04 |
±0.06 |
±0.09 |
|
>1.20 〜1.50 |
+ 0.05 |
+ 0.07 |
±0.10 |
3.3.1.2 1×××.3× X X及镁限量平均值≤3.0%的5×× X系车身结构件用板、带材的厚度偏差应符 合表8规定.2×× X、6XXX及镁限量平均值>3.0%的5×× X系车身结构件用板、带材的厚度偏差 应符合表9规定。需方有特殊要求时•由供需双方协商确定,并在订货单(或合同)中注明。
表8 lxxx、3xx X及镁限量平均值≤3.0%的5× × X系车身结构件用板、带材的厚度偏差
单位为毫米
|
厚度 |
下列宽度范围内的厚度允许偏差 | |||||
|
≤] 000.0 |
>1 000.0 — 1 250.0 I |
>1 250.0 〜 1 500.0 |
>1 500.0 — 1 700.0 |
>1 700.0 — 2 000.0 |
>2 000.0 — 2 400.0 | |
|
0.30-0.40 |
±0.02 |
+ 0.02 |
±0.02 |
±0.02 |
— |
— |
|
>0.40-0.80 |
±0.02 |
±0.02 |
±0.02 |
±0.03 |
±0.03 |
— |
|
>0.80-1.20 |
±0.03 |
±0.03 |
±0.03 |
±0.03 |
±0.04 |
±0.05 |
|
>1.20 — 2.00 |
±0.04 |
±0∙04 |
±0.04 |
±0.04 |
±0∙05 |
±0.06 |
|
>2∙00 〜2.50 |
±0.04 |
±0.04 |
±0.04 |
±0.05 |
±0∙05 |
±0.07 |
|
〉2.50 〜3.00 |
±0.05 |
±0.05 |
±0.05 |
±0.06 |
±0.07 |
±0.08 |
|
>3.00 — 3.50 |
±0.06 |
±0.06 |
±0.07 |
±0.07 |
±0.08 |
±0.09 |
表9 2X X X、6X X X及镁限量平均值>3.0%的5x X X系车身结构件用板、带材的厚度偏差
单位为毫米
|
厚度 |
下列宽度范围内的厚度允许偏差 | |||
|
≤1 500.0 |
>1 500.0—1 700.0 |
>1 700.0 — 2 000.0 |
>2 ()()().()〜2 400.0 | |
|
O.3O — O.5O |
±0.03 |
±0.04 |
— |
— |
|
>0.50-0.80 |
+ 0.03 |
+ 0.04 |
±0.04 |
— |
|
>0.80—1.20 |
±0.04 |
±0.04 |
±0.05 |
+ 0.06 |
|
>1.20 — 2.00 |
±0.05 |
±0.05 |
±0.06 |
+ 0.07 |
|
>2.00 〜2.50 |
±0.06 |
÷0.07 |
±0.07 |
±0.08 |
|
>2.50-3.00 |
±0.07 |
±0.08 |
±0.08 |
±0.09 |
|
>3.00 — 3.50 |
±0.08 |
±0.09 |
±0.10 |
±0.11 |
3.3.1.3除车身覆盖件和车身结构件外,其他用途的板、带材的厚度偏差应符合GB/T 3880.3—2012 中冷轧板、带材普通级的规定。需方有特殊要求时.Ill供需双方协商确定,并在订货单(或合同)中注明。
3.3.2 宽度
3.3.2.1车身覆盖件和T4状态车身结构件用板、带材的宽度偏差应符合表10的规定。需方有特殊要 求吋,由供需双方协商确定,并在订货单(或合同)中注明。
表10车身覆盖件和T4状态车身结构件用板、带材的宽度偏差 単位为毫米
|
厚度 |
下列宽度范困内的宽度允许偏差 | ||
|
800.0 〜1 600.0 |
>1 600.0 〜1 800,0 |
>1 800.0〜2 400.0 | |
|
OJO-1.50 |
+ 3.0 0 |
+ 5.0 0 |
+ 6.0 0 |
3.3.2.2除T4外的其他状态车身结构件用板、带材宽度偏差应符合表11规定。需方有特殊要求时, 由供需双方协商确定,并在订货单(或合同)中注明。
表11除T4外的其他状态车身结构件用板、带材宽度偏差 单位为璧米
|
厚度 |
下列宽度范围内的宽度允许偏差 | |||||||
|
≤100.0 |
>100.0- 300.0 |
>300.0- 500.0 |
>500.0〜 800∙0 |
>800.0— 1 250.0 |
>1 25O.O~ 1 800∙0 |
>1 800.()〜 2 000.0 |
>2 ()()().()〜 2 400.0 | |
|
0.30 — 1.60 |
+ 0.3 0 |
+ OJ 0 |
÷1.0 0 |
+ 1.5 0 |
+ 2.0 0 |
+ 3.0 0 |
— |
— |
|
>1.60 — 3.50 |
+ 2.0 0 |
÷3.0 0 |
÷4.0 0 |
+ 5.0 0 |
+ 6.0 0 | |||
3.3.2.3除车身覆盖件和车身结构件外,其他板、带材的宽度偏差应符合GB/T 3880.3—2012中冷轧 板、带材普通级的规定。需方有特殊要求时,由供需双方协商确定.并在订货单(或合同)中注明。
3.3.3长度
车身覆盖件用板材的长度偏差应符合表12的规定,车身结构件用板材的长度偏差为士就mm,其他 板材的长度偏差应符合GB/T 3880.3-2012中冷轧板材普通级的规定。需方有特殊要求时,由供需双 方协商确定,并在订货单(或合同)中注明。
表12车身覆盖件用板材的长度偏差
単位为毫米
|
厚度 |
下列长度范围内的长度允许偏差 | |
|
800.0 — 2 000.0 |
>2 000.0 | |
|
0.70—1.50 |
+ 3.0 0 |
+ 5.0 0 |
3.3.4对角线
车身覆盖件用板材的对角线偏差应符合表13的规定,其余板材的对角线偏差应符合GB/T 3880.3 2012中冷轧板材高精级的规定。需方有特殊要求时,由供需双方协商确定.并在订货单(或合同)中 注明。
表13车身覆盖件用板材的对角线偏差
单位为毫米
|
长度 |
下列宽度W对应的板材两对角线长度允许偏差, | |
|
800.0-1 600.0 |
>1 600.0-2 400.0 | |
|
≤3 000.0 |
L2XW/3OO |
LOX W/300 |
|
>3 000,0 |
L0XW/300 |
0.8× W/300 |
|
"表中“W/300”按四舍五入保留一位小数.最终计算结果按四舍五入取整。如:规定宽度为1 400 mm,长度为 2 500 mm.则取 W/300 为 4∙7, L2X W∕300 = 5∙64.则取最终结果为 6 mm. | ||
3.3.5不平度
3.3.5.1车身覆盖件用板材的不平度应符合表14规定。需方有特殊要求时,巾供需双方协商确定,并 在订货单(或合同)中注明。
表14车身覆盖件用板材的不平度
|
端头部位"翘曲高度 Tnm |
端头部位,之外的板面横向或纵向最大不平度 mm |
波浪数 个 |
|
≤10 |
≤5 |
≤1 |
|
'端头部位是指板材长度方向上.两端的300.0 mm K度范围内所包含的端部整个板面。若板材为正方形,端头 部位为靠边缘四周300.0 mm所包含的正方形圈的表面。 | ||
3.3.5.2车身结构件用板、带材的波浪每米氏度内不超过3个。车身结构件用6×××系T4状态板、 带材的不平度应符合表15的规定,车身结构件用2×××系T4状态板、带材的不平度应符合表16的 规定.其他状态的车身结构件用板、带材不平度应符合表17的规定。需方有特殊要求吋,由供需双方协 商确定,并在订货单(或合同)中注明。
表15 6× X X系T4状态车身结构件用板、带材的不平度 单位为毫米
|
厚度 |
下列宽度范围内的板、带材不平度,不大于 |
端头部位" 翘曲高度 | ||||
|
≤500.0 |
>500.0 〜 1 000.0 |
>1 000.0 — 1 500.0 |
>1 500.0 〜 2 000.0 |
>2 000.0 | ||
|
O.3O — O.5O |
— |
— |
— |
≤25 | ||
|
>0.50-0.80 |
4 |
5 |
6 |
7 |
8 | |
|
>0.80—1.60 |
4 |
4 |
5 |
7 |
8 | |
|
>1.60 — 2.00 |
4 |
4 |
5 |
7 |
8 | |
|
>2.00-3.50 |
4 |
5 |
6 |
7 |
8 | |
端头部位是指产品氏度方向上.两端的300.0 mm K度范围内所包含的端部整个板面。若板材为正方形,端头 部位为靠边缘四周300.0 mm所包含的正方形圈的表面。
表16 2× X X系T4状态车身结构件用板、带材的不平度 单位为毫米
|
厚度 |
下列宽度范围内的板、带材不平度,不大于 |
端头部位“ 翘曲高度 | ||||
|
≤500.0 |
>500.0 〜 1 000.0 |
>1 OoO.0 〜 1 500.0 |
>1 500.0 〜 2 000.0 |
>2 Oo0.0 | ||
|
0.30 〜0.50 |
— |
— |
— |
— |
— |
≤26 |
|
>0.50 〜0.80 |
5 |
6 |
7 |
8 |
9 | |
|
>0.80 〜1.60 |
5 |
5 |
6 |
8 |
9 | |
|
>1.60-2.00 |
5 |
5 |
6 |
8 |
9 | |
|
>2.00 〜3.50 |
5 |
6 |
7 |
8 |
9 | |
ɔ端头部位是指产品氏度方向上.两端的300.0 mm K度范围内所包含的端部整个板面。若板材为正方形•端头
部位为靠边缘四周300.0 mm所包含的正方形圈的表而。
表17除2xxx、6xx X系合金T4状态外的其他车身结构件用板、带材的不平度
单位为毫米
|
厚度 |
下列宽度范围内的板、带材不平度.不大于 |
端头部位" 翘曲高度 | ||||
|
≤500.0 |
>500.0 〜 1 000.0 |
>1 OoO.0 〜 1 500.0 |
>1 500.0 〜 2 000.0 |
>2 000.0 | ||
|
0.30 — 0.50 |
3 |
4 |
4 |
4 |
— |
≤25 |
|
>0.50-0.80 |
3 |
4 |
4 |
7 |
8 | |
|
>0.80—1.60 |
3 |
4 |
4 |
6 |
8 | |
|
>1.60 — 2.00 |
3 |
4 |
4 |
6 |
8 | |
|
>2.00-3.50 |
3 |
4 |
4 |
6 |
8 | |
端头部位是指产品长度方向上,两端的300.0 mm长度范围内所包含的端部整个板面。若板材为正方形.端头 部位为靠边缘四周300.0 mm所包含的IE方形圈的表面。
3.3.5.3除车身覆盖件和车身结构件用板、帯材外,其他板、带材的不平度应符合GB/T 3880.3-2012 中普通级的规定。需方有特殊要求时,由供需双方协商确定,并在订货单(或合同)中注明。
3.3.6侧边弯曲度
板、带材侧边弯曲度应符合GB/T 3880.3—2012中高精级的规定。需方冇特殊要求时,由供需双 方协商确定.并在订货单(或合同)中注明。
3.3.7错层、塔形
带材的错层不大于2 mm,塔形不大于5 mm。需方有特殊要求时,由供需双方协商确定,并在订货 单(或合同)中注明。
3.3.8带材内径
带材内径偏差为土5 mmo
3.3.9 粗糙度
车身覆盖件用板、带材的轧制表面横向粗糙度为0.1 〜0.6卩m.毛化表面横向粗糙度为
().7 ∖m~l∙3 μmo
3.4室温拉伸力学性能
车身覆盖件用板、带材的室温拉伸力学性能应符合表18的规定,其中T4P状态的性能为固溶热处 理及特殊吋效处理后6个月内产品的室温拉伸力学性能。其他板、带材的室温拉伸力学性能应符合 GB/T 3880.2的规定。需方右特殊要求时,由供需双方协商确定,并在订货单(或合同)中注明。
表18车身覆盖件用板、带材的室温拉伸力学性能
|
牌号 |
使用 特性 代号 |
供应 状态 |
试样 状态 |
厚度 ɪnm |
抗拉强度 Rm N∕mm- |
规定非比例 延伸强度 Rpo.2 N/ mm2 |
最大力 总延伸 率 Agl % |
断后 伸长率 A 50 min % |
应变硬化 指数〃 (10%〜 20%应变) |
塑性应 变比r (10⅝ 应变) |
屈服点 延伸率 Ae % |
|
5182 |
RSS |
O |
O |
().7()〜1.5() |
>250 |
110 — 150 |
>20 |
≥23 |
20.25 |
20.6 |
≤0.6 |
|
5754 |
— |
O |
O |
0.70-1.50 |
2200 |
90 〜130 |
217 |
220 |
>0.23 |
≥0.6 |
— |
|
6Λ16 |
S |
T4P |
T4P |
0.70〜1.50 |
2220 |
100〜150 |
≥20 |
≥24 |
30.24 |
≥0.5 |
— |
|
IBR |
T4P |
T4P |
0.70〜1.50 |
>230 |
110〜150 |
>20 |
≥24 |
≥0.24 |
>0.6 |
— | |
|
6013 |
S |
T4P |
TiP |
0.70〜1.50 |
2275 |
155〜205 |
≥17 |
≥20 |
>0.23 |
≥0.5 |
— |
|
6014 |
IH |
T4P |
TiP |
0.70〜1.50 |
>175 |
90 〜130 |
>20 |
≥23 |
>0.23 |
≥0.6 |
— |
|
6016 |
S |
T4P |
T4P |
0.70〜1.50 |
>190 |
90 〜140 |
≥20 |
≥24 |
>0.23 |
≥0.5 |
— |
|
HI |
T4P |
T4P |
0.70〜1.50 |
≥175 |
90 〜130 |
220 |
223 |
≥0.23 |
河.6 |
— | |
|
IliR |
T4P |
TIP |
0.70〜1.50 |
≥200 |
100〜150 |
>19 |
222 |
≥0.23 |
>0.5 |
— | |
|
6022 |
IIiR |
T4P |
TIP |
().7()〜1.50 |
>2()0 |
10()〜15() |
>19 |
>22 |
≥0.23 |
>0.5 |
— |
|
6181 |
HS |
T4P |
T4P |
().7()〜1.5() |
≥250 |
115〜170 |
>18 |
22() |
>0.23 |
20.5 |
— |
|
6111 |
HS |
T-IP |
T4P |
0.70-1.50 |
2250 |
115-170 |
≥18 |
220 |
>0.23 |
≥0.5 |
— |
3.5烘烤硬化性能
车身覆盖件试样经2%的预拉伸变形,在185 °C模拟烘烤2() min后的室温拉伸力学性能(试样状 态T6B)应符合表19的规定。需方有特殊要求时,由供需双方协商确定,并在订货单(或合同)中注明。
表19模拟烘烤后的室温拉伸力学性能
|
合金牌号 |
使用特性 代号 |
供应状态 |
试样状态 |
厚度 Tnm |
规定非比例延伸强度 NZrnrn- |
|
6A16 |
S |
TlP I |
T6B |
0,70-1.50 |
220〜280 |
|
IBR |
T4P |
T6B |
0.70 〜1.50 |
240〜300 | |
|
6111 |
HS |
TlP I |
T6B |
0,70-1.50 |
250〜300 |
|
6014 |
IH |
TIP I |
T6B |
0.70—1.50 |
20()〜250 |
|
6016 |
S |
TIP I |
T6B |
0.70-1.50 |
16()〜23() |
|
IH |
T4P |
T6B |
0.70—1.50 |
20()〜25() | |
|
IBR |
TiP |
T6B |
0.70—1.50 |
220〜270 | |
|
6022 |
IBR |
T4P |
T6B |
O.7O~1.5O |
185〜235 |
|
6181 |
IlS |
T4P |
T6B |
O.7O~1.5O |
250〜300 |
3.6翻边性能
车身覆盖件用板、带材翻边等级为1级或2级。其他产品需要翻边性能时应在订货单(或合同)中 注明。
3.7漆刷线
车身覆盖件用板、带材漆刷线等级为1级或2级。其他产品需要漆刷絞性能时应在订货单(或合 同)中注明。
3.8抗凹性能
需方对车身覆盖件用板、带材有抗凹性能要求时,供方应提供抗凹性能的相关数据。
3.9 FLD性能
需方对车身覆盖件用板、带材有FLD性能要求时,供方应提供FLD性能相关数据。
3.10高速拉伸性能
需方对车身覆盖件用板、带材有高速拉伸性能要求时,供方应提供高速拉伸性能的相关数据。
3.11显微组织
经固溶热处理的板、带材.其显微组织不准许有过烧。
3.12涂油量
产品的涂油量由供需双方协商确定,并在订货单(或合同)中注明。
3.13钝化膜厚度
产品的饨化膜厚度由供需双方协商确定,并在订货单(或合同)中注明。
3.14外观质量
3.14.1车身覆盖件内板用板、带材和车身结构件用板、带材的表而,允许有不影响成形性的表而粗糙、 轻微凹四纹、划痕、色差和小印痕等缺陷。
3.14.2车身覆盖件外板用板、带材的外表面不准许有划伤、印痕等影响使用的缺陷,允许有轻微色差 等涂漆町遮盖的缺陷。另一表面应符合3.14.1的规定。
3.14.3其他板、带材的外观质量应符合(χB∕T 3880.1的规定。
3.14.4需方有特殊要求时,由供需双方协商确定,并在订货单(或合同)中注明。
4试验方法
4.1化学成分
4.1.1化学成分分析方法应符合GIVT 20975或GB/T 7999的规定,仲裁分析应采用GB/T 20975规 定的方法。
4.1.2仅对表6和GB/T 3190中相应牌号的“铝”及“其他”之外有数值规定的元素进行常规化学分析。 当怀疑非常规分析元素的质量分数超出了本标准的限定值吋,生产者应对这些元素进行分析。
4.1.3 uΛΓ,含量按GIVT 3190规定的方法计算,计算“A1”含量时,取常规分析元素与怀疑超量的非常
规分析元素分析数值的和值作为“元素含量总和”。
4.1.4分析数值的判定采用修约比较法,数值修约规则按GB/T 8170的冇关规定进行,修约数位应与 本标准的表6或GB/T 3190规定的极限数位一致。
4.2尺寸偏差
4.2.1尺寸修约
尺寸测量值不准许修约,极限数值的判定方法应符合GB/T 8170的规定。
4.2.2厚度
厚度用相应精度的测量工具进行测量。产品的厚度应在长边距板角不小于115 mm,距产品边缘 不小于25 mm的范围内进行测量。
4.2.3 宽度
宽度用精度为0.5 mm的钢卷尺或相应精度的工具测量。
4.2.4长度
氏度用精度为Imm的钢卷尺或相应精度的工具测量。
4.2.5对角线
对角线用精度为1 mm的钢卷尺测量。
4.2.6不平度
4.2.6.1板材不平度
将板材|'|由置于平台上,待其平衡稳定时,测量板面与平台间的间隙值(即波高),随后测量对应波 距、波数。当一张板片同时存在几个波浪时,应测量其中最大的一个。边缘波浪可用塞尺进行测量。
4.2.6.2 带材不平度
从带材上前下1个波距以上,且长度为Iooo mm〜]800 mm的试样,将试样自由放在平台上,按 照测量板材不平度的方法进行测量。
4.2.7错层、塔形
错层、塔形用精度为1 mm的钢板尺测量。
4.2.8带材内径
内径用精度为1 mm的钢卷尺测量。
4.2.9粗糙度
粗糙度按GB/T 1031规定的方法进行测量。
4.3室温拉伸力学性能
室温拉伸力学性能应变硬化指数〃值试验方法应符合GB/T 5028的规定•劾性应变比r值试验方 法应符合GB/T 5027的规定,屈服点延伸率和最大力总延伸率按附录A规定的方法进行测量,其余数
据测量方法应符合GB/T 16865的规定。
4.4烘烤硬化性能
烘烤硬化性能按附录B规定的方法进行测量。
4.5翻边性能
翻边性能按附录C规定的方法进行检验。
4.6漆刷线
漆刷线按附录D规定的方法进行检验。
4.7抗凹性能
抗凹性能检测按附录E规定的方法进行测琵。
4.8 FLD性能
FLD性能按GB/T 24171.2规定的方法进行测量。
4.9高速拉伸性能
模拟烘烤处理后的高速拉伸性能检验,按附录F规定的方法进行。
4.10 显微组织
显微组织按GB/T 3246.1规定的方法进行检驶。
4.11涂油量
涂油量按附录G规定的方法进行测量。
4.12钝化膜厚度
钝化膜厚度按GIVT 8013.3规定的方法进行测量。
4.13外观质量
在自然散射光下,目视检查外观质量。必要时,可借用尺寸测量工貝•界定缺陷大小,通过修磨测定 缺陷深度。
5检验规则
5.1检验和验收
5.1.1产品应由供方进行检验.保证产品质量符合本标准及订货单(或合同)的规定.并填写质量证 明书。
5.1.2需方应对收到的产品按本标准的规定进行检验。检验结果与本标准及订货单(或合同)的规定 不符时.应以书面形式向供方提出,由供需双方协商解决。属于外观质量及尺寸偏差的异议,应在收到 产品之日起一个月内提出.属于其他性能的异议.应在收到产品之日起三个月内提出。如需仲裁.可委 托供需双方认町的单位进行,并在需方共同取样。
5.2组批
产品应成批提交验收,每批应由同一牌号、状态、尺寸规格、表面加工方式、表面处理方式、使用特 性、使用部位的产品组成。每批(卷、盘、箱)重量按GB/T 3199规定执行。
5.3计重
产品应检斤计重。
5.4检验项目
每批板、带材应近行化学成分、尺寸偏差、力学性能、外观质量的检验。经固溶热处理的产品还应进 行显微组织检验。覆盖件用板、带材还应根据使用特性按照表20规定项目进行检验。当订货单(或合 同)中注明检验涂油量、钝化膜厚度时还应进行涂油量、钝化膜厚度的检验。当订货单(或合同)中注明 抗凹性能、FLD和高速拉伸性能等项目时,供方应提供相应项目的检测数据。
表20检验项目
|
使用特性代号(I |
检验项目 | ||
|
烘烤硬化性能 |
漆刷絞 |
翻边性能 | |
|
S |
√ |
√ |
× |
|
IBR |
√ |
√ |
X |
|
III |
√ |
√ |
√ |
|
HS |
√ |
√ |
X |
|
RSS |
X |
X |
X |
|
"7”表示需要测试项目,“X”表示订货单(或合同)不注明时不需要检测项目O | |||
5.5取样
取样应符合表21的规定。
表21取样
|
检验项目 |
取样规定 |
要求的 章条号 |
试捡方法的 章条号 |
|
化学成分 |
按GB/T 17432的规定进行 |
3.2 |
4.1 |
|
尺寸偏差 |
板材每批至少取3张进行检验,带材逐卷检验 |
3.3 |
4.2 |
|
室温拉伸力学性能 |
板材每批取张数的2%,但不少于2张.每张取1个试样;带 材毎批抽取不少于1卷,每卷切取2个试样。试样沿轧制方 向成90"取样。其他要求应符合GB/T 16865的规定 |
3.4 |
4.3 |
|
烘烤硬化性能 |
板材每批取张数的2%.但不少于2张.每张取1个试样;带 材每批抽取不少于1卷,每卷切取2个试样。试样沿轧制方 向成90'取样。其他要求应符合GB./T 16865的规定 |
3.5 |
4.4 |
表21 (续)
|
检驱项目 |
取样规定 |
要求的 章条号 |
试验方法的 章条号 |
|
翻边性能 |
板材每批取张数的2%,但不少于2张.每张取1个样品;带 材每批抽取不少于1卷.每卷切取2个样品。试样分别沿轧 制方向成0∖90o取样 |
3.6 |
4.5 |
|
漆刷线 |
板材每批抽取2张,每张取1个试样;带材每批抽取不少于 1卷,每卷切取1个试样。试样沿轧制方向成90°取样 |
3.7 |
4.6 |
|
抗凹性能 |
板材每批抽取2张.每张取3个试样;带材每批抽取不少于 1卷.每卷切取6个试样。试样沿轧制方向成90°取样 |
3.8 |
4.7 |
|
FLL) |
每批取1张,试样形状和数最按GB/T 24171.2 |
3.9 |
4.8 |
|
高速拉伸性能 |
每批取1张,每张取15个试样 |
3.10 |
4.9 |
|
显微组织’ |
每炉(批)取2张.每张取1个试样 |
3.11 |
4.10 |
|
涂油蛍 |
每批抽取2张.每张取1个试样 |
3.12 |
4.11 |
|
钝化膜厚度 |
每批抽取2张,每张取1个试样 |
3.13 |
4,12 |
|
外观质量 |
板材逐张检验,带材逐卷检验 |
3.14 |
4.13 |
|
a生产厂按热处理炉次取样,仲裁时按批取样。 | |||
5.6检验结果的判定
5.6.1任一试样的化学成分不合格时,产品能区分熔次时,则判该试样代表的熔次不合格,其他熔次依 次检验,合格者交货。不能区分熔次时.则判该批不合格。
5.6.2任一试样的尺寸偏差不合格时,判该试样代表的该件产品不合格。但允许板材逐张检验,合格 者交货。
5.6.3任一试样的室温拉伸力学性能不合格吋,应从该批(炉)产品(包括该不合格试样代表的那件产 品)中(或该不合格试样代表的那件产品上)另取双倍数量的试样进行重复试羚。重复试验结果全部合 格,则判该批(炉)产品合格。若重复试验结果中仍有试样性能不合格.则判该批(炉)产品不合格。经 供需双方商定允许供方逐件检验时,合格者交货。
5.6.4任一试样的烘烤硬化性能不合格时,应从该批(炉)产品(包括该不合格试样代表的那件产品)中 (或该不合格试样代表的那件产品上)另取双倍数量的试样进行重复试验。重复试验结果全部合格,则 判该批(炉)产品合格。若重复试验结果中仍冇试样性能不合格,则判该批(炉)产品不合格。经供需双 方商定允许供方逐件检验吋,合格者交货。
5.6.5任一试样的翻边性能不合格时.应从该批(炉)产品(包括该不合格试样代表的那件产品)中(或 该不合格试样代表的那件产品上)另取双倍数量的试样进行重复试验。重复试验结果全部合格,则判 该批(炉)产品合格。若重复试验结果屮仍有试样性能不合格.则判该批(炉)产品不合格。经供需双方 商定允许供方逐件检验时,合格者交货。
5.6.6任一试样的漆刷线不合格时,应从该批(炉)产品(包括该不合格试样代表的那件产品)中(或该 不合格试样代表的那件产品上)另取双倍数量的试样进行重复试验。重复试验结果全部合格,则判该 批(炉)产品合格。若重复试验结果中仍有试样性能不合格,则判该批(炉)产品不合格。经供需双方商 定允许供方逐件检验时.合格者交货。
5.6.7任一试样的显微组织不合格时.产品能区分热处理炉次的判该试样代表的炉次不合格,其他炉 次依次检验,合格者交货。不能区分炉次的判该批产品不合格。
5.6.8涂油量不合格时,应从该批产品(包括该不合格试样代表的那件产品)中(或该不合格试样代表 的那件产品上)另取双倍数量的试样进行重复试验。重夏试验结果全部合格,则判该批产品合格。若 重复试验结果中仍有试样不合格.则判该批产品不合格。经供需双方商定允许供方逐件检验时.合格者 交货。
5.6.9任一试样的钝化膜不合格时.判该批产品不合格。
5.6.10外观质量不合格时,判该卷或该张板材不合格。
6标志、包装、运输、贮存及质量证明书
6.1 标志
6.1.1产品标志
板材标志由供需双方协商确定.并在订货单(或合同)中注明;在验收合格的带材上应有如下内容的 标签:
a) 产品名称;
b) 牌号;
C)状态;
CI)尺寸规格;
e) 产品批号或卷号;
f) 净重;
g) 供方质检部门的检印(或质检人员的签名或印章)。
6.1.2包装箱标志
产品的包装箱标志应符合GB/T 3199的规定。
6.2包装、运输、贮存
产品的包装方式应在订货单(或合同)中注明。其他包装、运输、贮存的要求应符合GB/T 3199 规定。
6.3质量证明书
每批产品应附有产品质量证明书.其上注明:
a) 供方名称;
b) 产品名称;
C)牌号、状态及尺寸规格;
d)批号或卷号;
C)净重;
f) 木标准编号;
g) 各项分析项Fl的检验结果和供方质检部门的检印;
h) 6×××系覆盖件用板、带材的固溶热处理日期(年月日);
i) 包装日期(或出厂日期)。
7订货单(或合同)内容
订购本标准所列产品的订货单(或合同)内应包括下列内容:
a) 产品名称;
b) 牌号;
C)状态;
Cl)尺寸规格;
e) 重量(或张数);
f) 包装方式;
g) 带材内外径;
h) 表面加工分类和表面处理分类;
i) 使用特性和使用部位;
j) 涂油量;
k) 钝化膜;
D 外观质量;
m) 其他特殊要求;
n) 本标准编号。
附录 A
(规范性附录) 最大力总延伸率和屈服点延伸率测定
A.1方法原理
对试样施加轴向拉力,测定最大力总延伸率和屈服点延伸率。
A.2设备仪器
A.2.1静力单轴试验机
A.2.1.1试验机应满足GB/T 16825.1规定,准确度为1级或更优级别。
A.2.1.2试验机加/卸载应平穏,无振动和冲击现象。
A.2.2引伸计
A.2.2.1引伸汁应满足GB/T 12160规定,准确度应为1级或更优级别。
A.2.2.2 引伸汁标距Le为50 mmo
A.3试样
A.3.1试样形状和尺寸
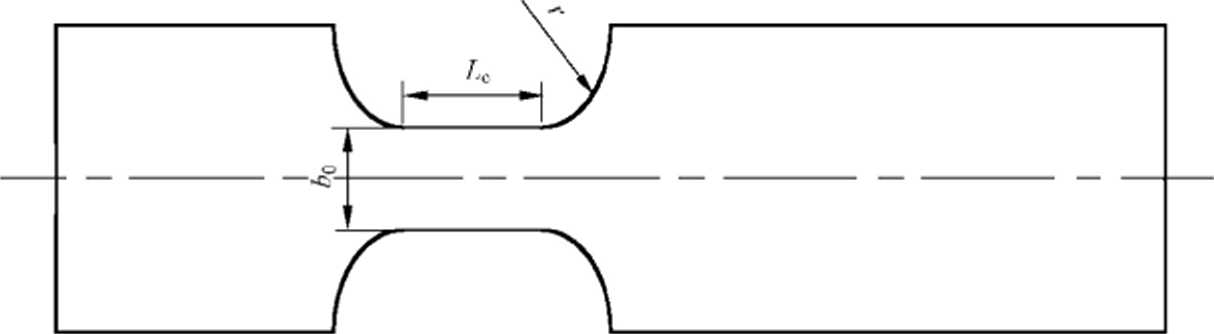
A.3.1.1试样形状如图A.1所示,定标距试样的类型及尺寸应符合表A.1的规定,试样宽度的尺寸公 差≤0.05 mm,形位公差≤0.06 mmO
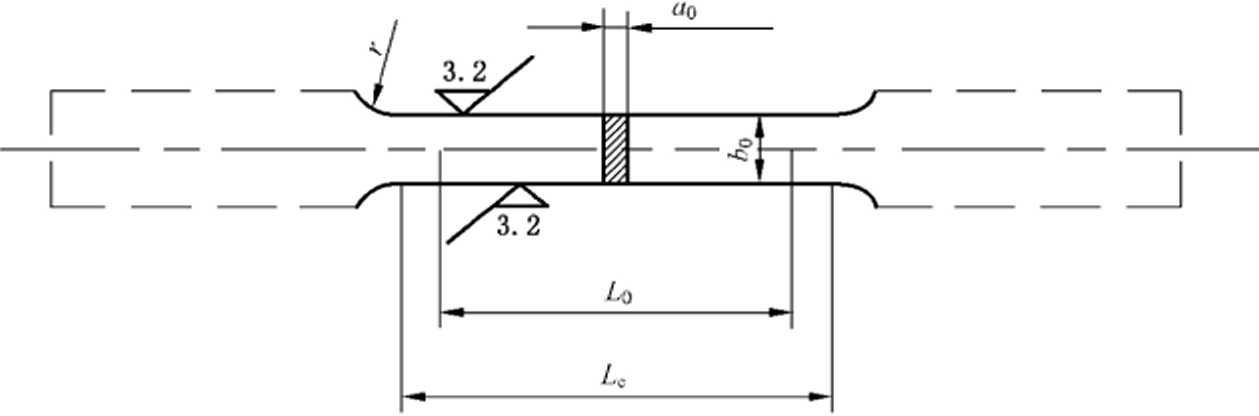
说明:
LO——试样原始标距;
LC——试样平行长度;
⑶一试样原始厚度;
bI)——试样原始平行段宽度;
厂——试样从头部到平行部分过渡圆弧半径。
图A.1定标距拉伸试样示意图
表A.l试样的类型及尺寸
|
试样类型 |
试样尺寸/ mm | |||
|
be |
LO |
LC |
r | |
|
定标距试样 |
12.5 |
50 |
≥57 |
212.5 |
A.3.1.2试样夹持部分的长度应不少于夹具的2∕3o机械加工带头部试样的平行部分至头部过渡应 平缓。
A.3.2试样的切取与制备
A.3.2.1将试样加工成符合A.3.1的规定。加工试样过程中注意冷却.避免因机械加工而影响试样的 力学性能。
A.3.2.2试样应保留其原始表面.不应有毛刺及尖锐棱角。
A.4测定
A.4.1试验在室温下进行。
A.4.2将试样装夹在试枪机上,并确保夹持的试样受轴向拉力的作用,试样轴线应与力的作用线重合。
A.4.3为了得到直的试样和确保试样与夹头对中.施加不超过50、的预拉力。
A.4.4将引伸计装夹在试样平行段中部。
A.4.5以速率为3 mm/min进行拉伸试验至1.5%的应变后.以速率为24 mm/min进行拉伸,直至试 样断裂。
A.4.6记录力-变形曲线。
A.4.7结果计算:
a)在记录的力-变形曲线上读取最大力FEX对应的总变形量,如图A.2所示。按照式(A.1) 计算最大力总延伸率(Am1).按照GB/T 8170的规定修约,修约至0.l%o
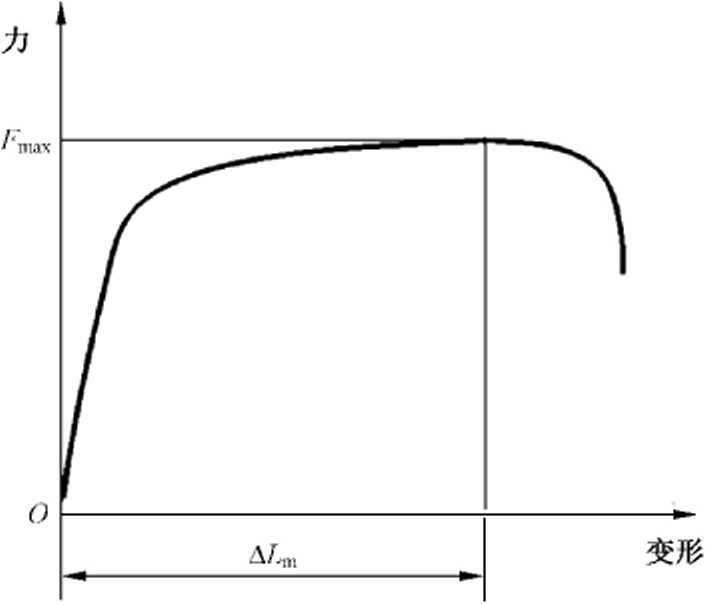
图A.2最大力(FmaX)对应的总变形量(ALm )读取示意图
京 XI。。%
(A.1 )
式中:
At(I——最大力总延伸率,%;
ΔLm——最大力(FmnX)对应的总变形量.单位为毫米(mm) O
b)在力-变形曲线上读取第一个屈服平台对应的变形量AL.如图A.3所示。按照式(A.2)计算 屈服点延伸率(Ac)0屈服点延伸率AC按照GB/T 8170规定修约,修约至0.01%,若测得结 果不大于0.30%,则结果为≤0.30⅜;若测得的屈服点延伸率Ae大于0.30% ,则结果为计 算值。
图A.3第一个屈服平台开始至结束对应伸长量读取示意图
(A.2 )
式中:
AC——屈服点延伸率,%;
ΔLe——第一个屈服平台对应的变形量.单位为毫米(mm)。
A.5试验报告
试验报告应包括以下内容:
a) 本标准编号;
b) 牌号;
C)试样状态;
d) 试样尺寸规格;
e) 生产批号;
f) 试验结果(最大力总延伸率和屈服点延伸率);
g) 试验日期;
h) 试验者印章或签名;
i) 可能影响试捡结果的其他因素(试验温度等)。
附录B
(规范性附录) 烘烤硬化性能检测方法
Bl方法原理
对试样进行一定量的预拉伸变形,再经规定的工艺条件进行烘烤硬化后,进行拉伸试验.测定规定 非比例延伸强度,以评价烘烤硬化性能。
B.2仪器与设备
B.2.1静力单轴试验机
B.2.1.1试验机应按满足GB/T 16825.1规定,准确度为1级或更优级别。
B.2.1.2试验机加/卸载应平稳.无振动和冲击现象。
B.2.2引伸计
引伸计应满足GIVT 12160规定.准确度应为1级或更优级别。
B.2.3烘烤炉
B.2.3.1烘烤炉选用空气加热方式.温度控制范闱为(室温〜250 °C).炉温精度士2 °C。
B.2.3.2烘烤炉带试样从室温升至183 °C的时冋不得超过3 mino
B.2.3.3每3个月监测一次烘烤炉的升温速率。
B.3试样
B.3.1试样形状和尺寸
B.3.1.1试样形状如图B.1所示,定标距试样的类型及尺寸应符合表B.1的规定,试样宽度的尺寸公差 ≤0.05 mm,形位公差≤0.06 mm。
Lo——试样原始标距;
LC——试样平行长度;
的一试样原始厚度;
加——试样原始平行段宽度;
r——试样从头部到平行部分过渡圆弧半径。
图B.1定标距拉伸试样示意图
表B.1试样的类型及尺寸
|
试样类型 |
试样尺寸∕mm | |||
|
LC |
r — | |||
|
定标距试样 |
12.5 |
50 |
≥57 |
≥12.5 |
B.3.1.2试样夹持部分的长度应不少于夹具的2/3。机械加工带头部试样的平行部分至头部过渡应 平缓。
B.3.2试样的切取与制备
B.3.2.1将试样加工成符合B.3.1的规定。加工试样过程中注意冷却,避免因机械加工而影响试样的 力学性能。
B.3.2.2试样应保留其原始表面,不应有毛刺及尖锐棱角。
B.4试验程序
B.4.1预拉伸
B.4.1.1将试样夹在试验机上.施加预期规定不超过非比例延伸强度的5%预拉荷载。
B.4.1.2将引伸计装夹在试样平行段中部。
B.4.1.3以3 mm/min的速度进行预拉伸至发生(2士0.1)%的应变。
B.4.1.4卸载至荷载为零并卸下试样。卸载过程中应避免出现负荷载。
B.4.2烘烤
B.4.2.1试样应在预拉伸后5 h内进行烘烤硬化处理。
B.4.2.2开启烘烤炉,将温度升至185 °C,并保温至少30 min.使炉温稳定。
B.4.2.3将试样快速放入烘烤炉内关上炉门•待烘烤炉温度回升至183 °C〜187 °C时开始计时,保温 20 min0
B.4.2.4关闭烘烤炉,取出试样自然冷却。
B.4.3拉伸
按照GB/T 16865屮应变速率控制方式对试样进行拉伸。
B.4.4结果计算
按照GB/T 16865的方法计算试样的规定非比例延伸强度RPO.2。
B.5试验报告
试验报告应包括以下内容:
a) 本标准编号;
b) 牌号;
C)试样状态;
d)试样尺寸规格;
C)生产批号;
f) 烘烤工艺参数;
g) 试验结果;
h) 试验日期;
i) 试验者印章或签名;
j) 可能影响试验结果的其他因素(预应变量、烘烤温度、烘烤保温时间等)。
附录C
(规范性附录) 翻边性能检测方法
C.1方法原理
将样品进行预拉伸到规定的应变量后,釆用三点弯曲法将试样弯曲至∣8()°∙通过观察弯曲部分外 侧表面质虽来评定试样翻边性能。
C.2仪器与设备
C.2.1静力单轴试验机
C.2.1.1试验机应满足JJG 139的规定•位移准确度为1级或更优级别。
C.2.1.2 试验机加卸力应平稳,无振动和冲击现象。
C.2.2预弯曲试验装置
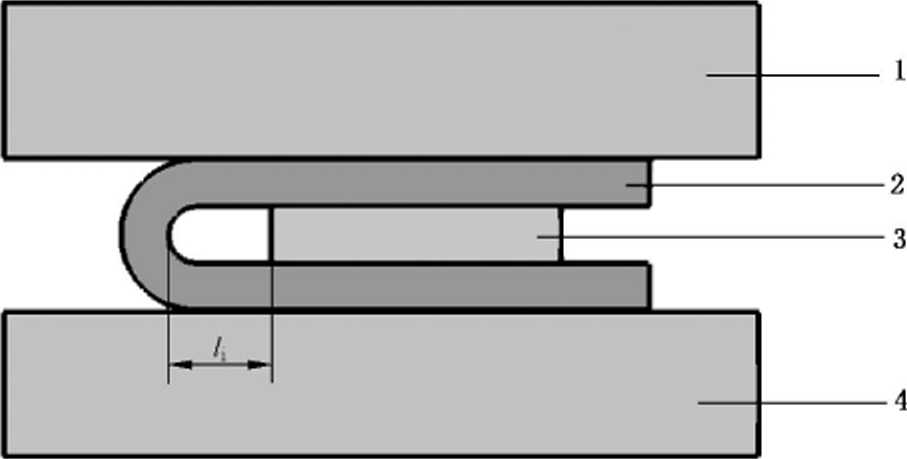
C.2.2.1预弯曲装置
预弯曲装置如图C.1所示。
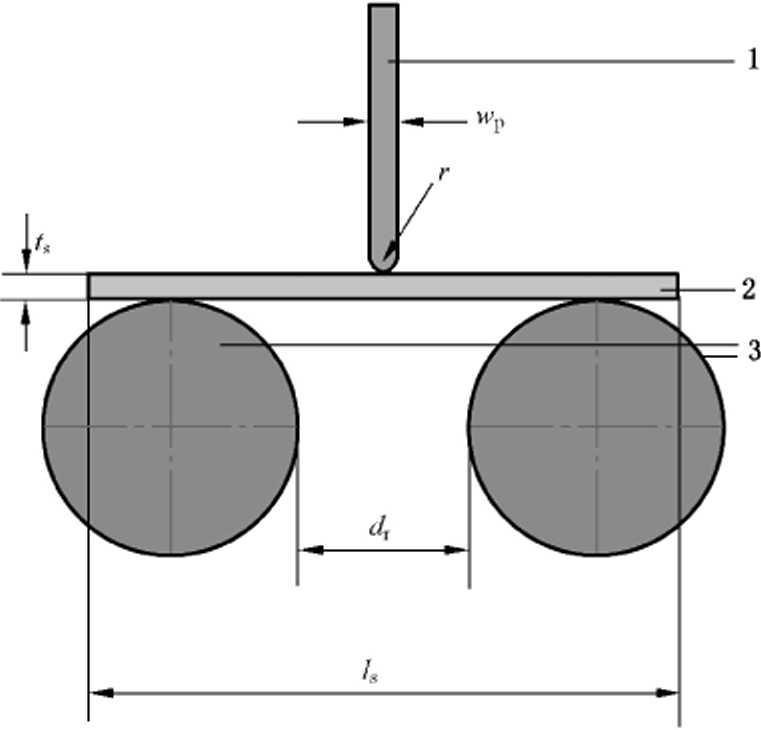
说明:
1— —弯曲压头;
2— —试样;
3— —支馄;
P——弯曲压头宽度;
r——弯曲压头半径;
S——试样厚度;
;——支馄间距;
S——试样长度。
图C.1预弯曲装置
C.2.2.2 支辗
支辐的长度应大于试样的宽度、直径不小于Iomm,支辐的硬度不小于40 HRC、表面粗糙度Ra 不大于0.8 IUmO
C.2.2.3支辗间距
支辐之冋的距离dr为8 mnι±0.2 mmO
C.2.2.4 弯曲压头
C.2.2.4.1弯曲压头的宽度应大于试样的宽度。
C.2.2.4.2 硬度不小于40 HRC、表面粗糙度Ra不大于0.8 μmo
C.2.2.4.3根据试样厚度.对照表C.1选择弯曲压头半径。
表C.1弯曲压头半径的选择 单位为毫米
|
试样厚度 |
弯曲压头半径 |
|
0.70 — 0.83 |
0.4 |
|
0.84 — 0.99 |
0.5 |
|
LOO-1.15 |
0.6 |
|
1.16 〜1.32 |
0.7 |
|
1.33 〜L50 |
0.8 |
C.2.3 180°弯曲装置
C.2.3.1 180°弯曲装置如图C.2所示。
施力方向
说明:
1— —上压板;
2— —试样;
3— —垫块;
4--下压板;
ZI——垫块端部与弯曲试样内表面距肉。
图C.2 180°弯曲装置
C.2.3.2上、下压板应平行.硬度不小于40 HRCo
C.2.3.3垫块端部与弯曲试样内表面距离不小于2 mm,垫块厚度等于压头直径。
C. 3试样的切取与制备
C.3.1 样品尺寸为长 250 mm÷5 mm,宽度 32 mm÷0.2 mrn0
C.3.2加工样品过程中不应改变材料的弯曲性能,样品边缘光滑、无毛刺和划痕。
C.3.3将样品装夹在满足C.2.1的试验机上,样品夹持部位不大于50 mmo
C.3.4以3 mm∕min的速度拉伸至(10士1)%应变.卸下样品。
C.3.5按图C.3切取弯曲试样,长度为50t? mm。
说明:
I、——预变形后样品长度;
ES——预变形后样品宽度;
L——试样长度;
Ii——试样原始厚度。
图C.3预应变后试样切取示意图
C.4试验程序
C.4.1将预弯曲装置安装在试验机上,按C.2.2.3的规定调整支辍间距。
C.4.2预拉伸试样出现弯曲时,将四面与支馄接触.作为试样弯曲外侧面。
C.4.3将试样按图C.1所示放在支辐上。
C.4.4试样的中心线位于两支辗的中心位置。
C.4.5 以不大于50 mm/min的速率进行弯曲,将试样弯曲至150°〜170°。
C.4.6将预弯曲后的试样放置在C.2.3规定的装置上进行180°弯曲,直至弯曲到180°。
C.4.7采用10倍体视显微镜观察弯曲部分外侧表面,按照表C.2进行等级评定。
表C.2不同翻边等级样品的表面形貌
|
翻边等级 |
表面形貌 |
|
一级 |
表面光滑,无裂纹和沿试样宽度方向的局部收缩.表面形貌如图C.4a)所示 |
|
二级 |
表面无裂纹,存在少量沿试样宽度方向的不连续局部收缩(局部收缩条纹长度不大于5 mm), 表面形貌如图C.4b)所示 |
|
三级 |
表面有微裂纹,或沿试样宽度方向局部收缩条纹K度大于5 mm,表面形貌如图C.4c)所示 |
|
四级 |
表而存在明显裂纹,表面形貌如图C.4d)所示 |
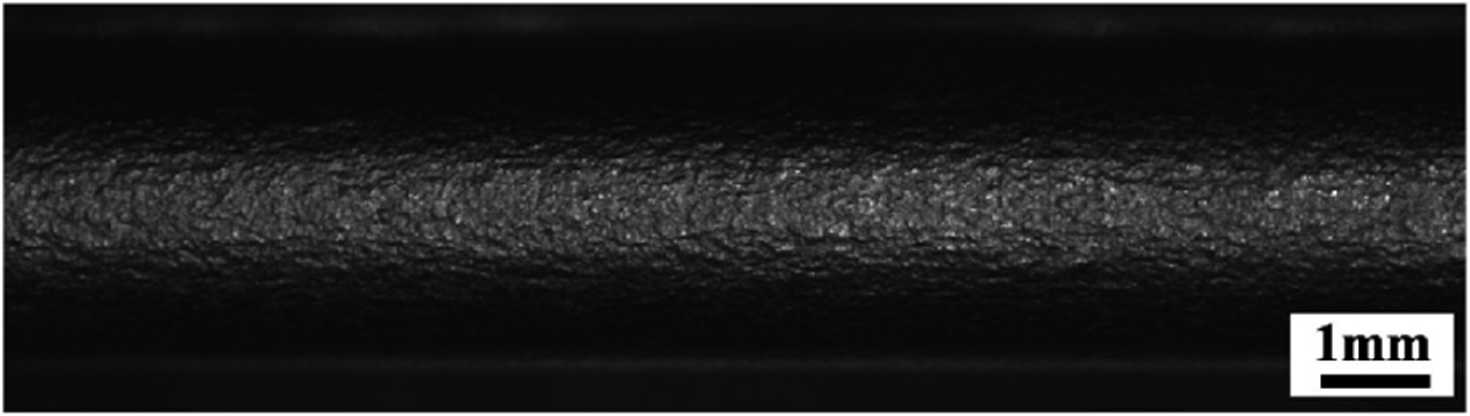
a) 一级翻边形貌(表面光滑)
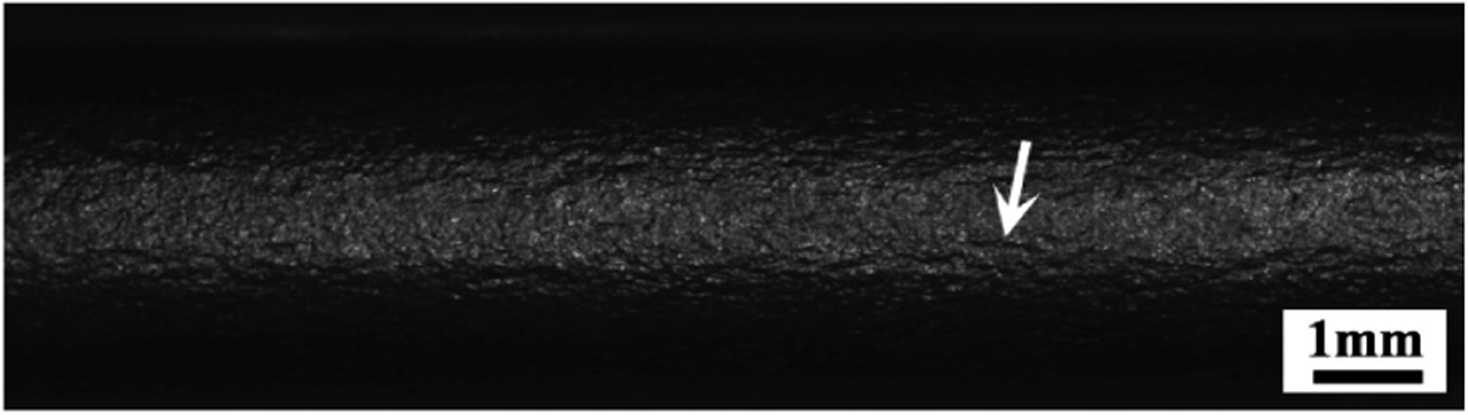
b)二级翻边形貌(不连续局部收缩形貌)
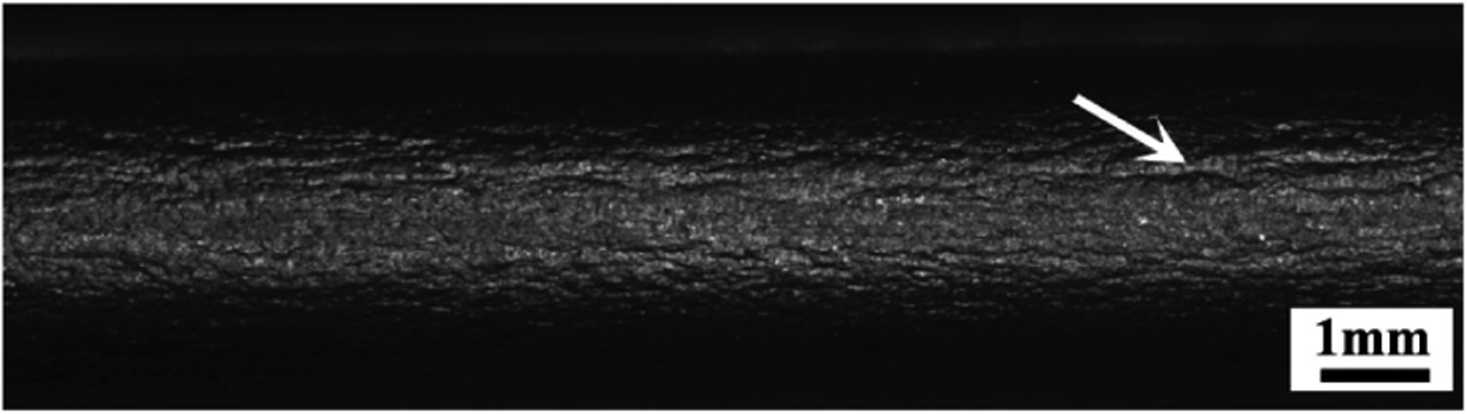
C)三级翻边形貌(微裂纹形貌)
(1)四级翻边形貌(明显裂纹形貌)
图C.4不同等级翻边形貌典型图示
C∙5结果表示
以翻边等级表示试验结果。
C. 6试验报告
试验报告应包括以下内容:
a) 本标准编号;
b) 牌号;
C)试样状态;
CI)试样尺寸规格;
e)生产批号;
D 预变形量;
g) 试验结果(翻边等级及翻边形貌典型照片);
h) 试验日期;
i) 试验者印章或签名;
j) 可能影响试验结果的其他因素(试验温度、加载速率等)。
附录D
(规范性附录) 漆刷线检测
D.1方法原理
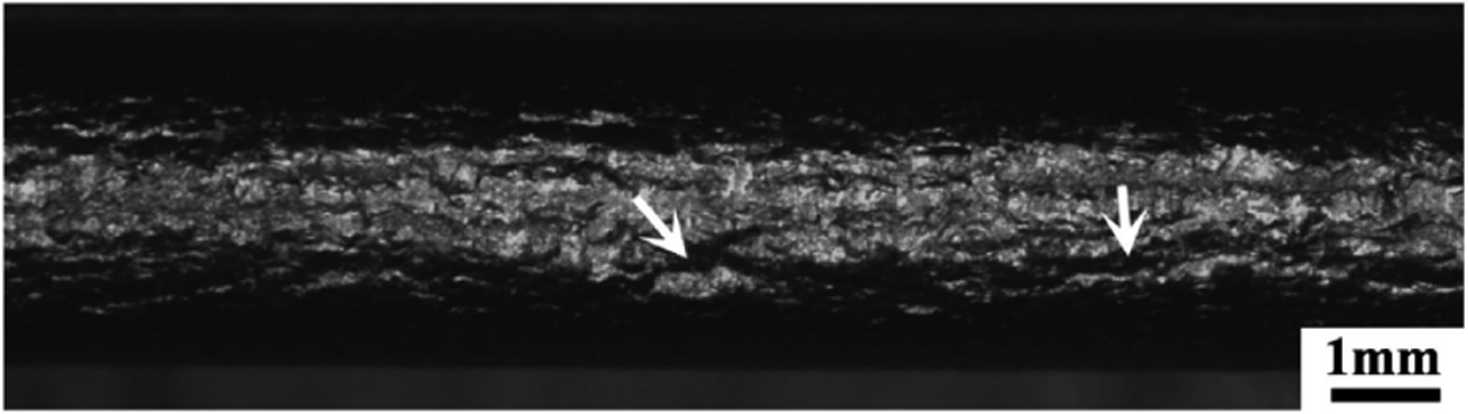
试样(纵截面形貌示意图见图D.1)经预拉伸后,表面将会出现交替的凸起和凹陷(纵載面形貌示意 图见图1).1)。采用打磨工具对试样表面进行打磨,至凸起部位露出光亮表面(见图D.2),根据打磨后表 面形貌对漆刷线等级进行评定。

a)预拉伸前试样纵截面形貌示意图
1 2
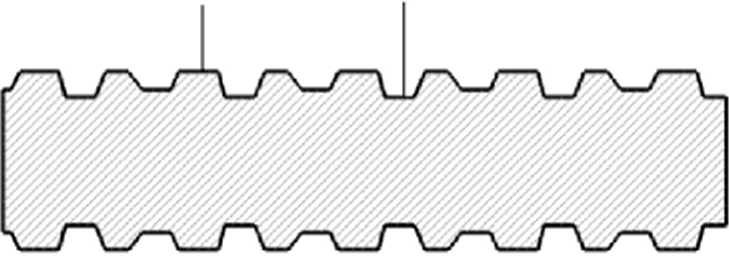
b)预拉伸后试样纵截面形貌示意图
说明:
1— 表面凸起;
2— —表面凹陷。
图D.1漆刷线形成示意图

图D.2具有明显漆刷线试样的表面形貌典型照片
D.2仪器与设备
D.2.1静力单轴试验机
D.2.1.1试验机应满足JJG 139的规定,位移准确度为1级或更优级别。
D.2.1.2试验机加卸力应平稳,无振动和冲击现象。
D.2.2打磨工具
宜采用涂敷足量润滑油的、具右硬质平面的油石或磨石进行打磨,油石或磨石的粒度为F32()°
D.3试样
D.3.1试样形状和尺寸
试样形状尺寸如图1).3所示。

说明:
Wr --试样宽度 35 mm±O.2 mm;
It ---试样长度 250 nιm÷5 mm0
图D.3漆刷线试样示意图
D.3.2试样制备
试样加工方式不应改变材料性能。试样应保留材料原始表面,试样表面不应有明显的划痕、机械损 伤、变形和肉眼可见的冶金缺陷、裂纹。
1).4试验程序
D.4.1试验温度
试验在室温下进行。
D.4.2预拉伸
D.4.2.1将试样夹持在试验机⑴.3.1)上.并确保夹持的试样受轴向拉力的作用,夹持部分的长度不小
于 30 mm0
D.4.2.2以3 mm/min的速率进行拉伸,直至达到(10±2)⅝的应变量(应变量为弹性应变和塑性应变 的总和)。
D.4.2.3达到规定的预应变量后.卸除试抢力.并将试样取下。
Iλ4.3打磨
用打磨工具(D.2.2)沿试样长度方向,对试样除夹持部位以外的表面进行整体打磨,直至凸起部位 光亮为止.打磨的力应轻柔均匀,防止试样表面出现较大划痕。
D.4.4等级评定
采用日视观察试样表面.按照表Ul进行试样的漆刷线等级评定。
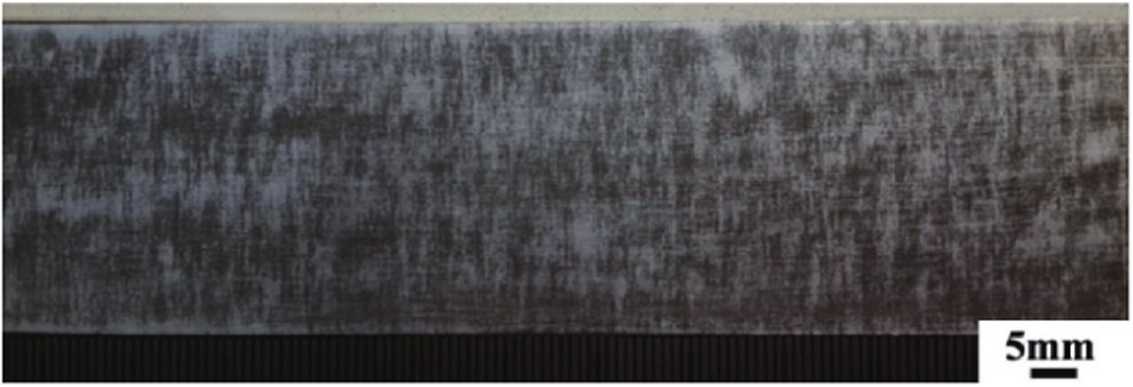
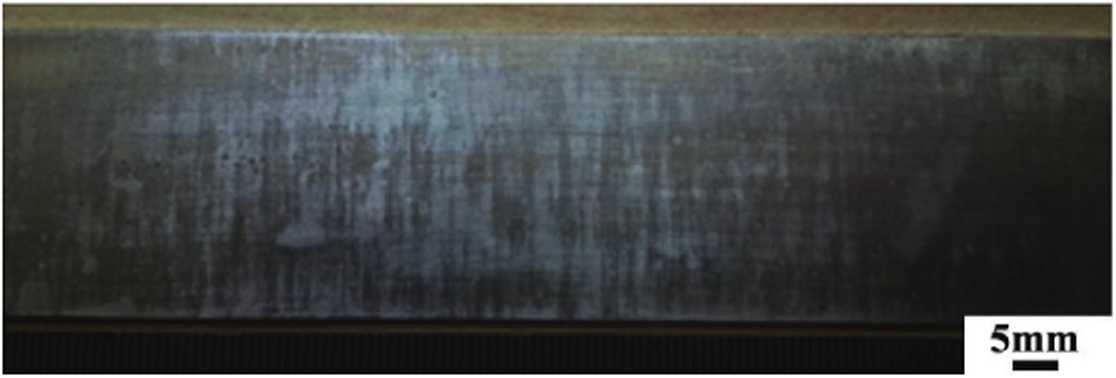
表IM 不同漆刷线等级的试样表面形貌
|
漆刷线等级 |
表而形貌 |
|
一级 |
沿宽度方向无明显白色条纹,表面形貌典型图示如图D.4a)所示 |
|
二级 |
沿宽度方向存在间断的白色条纹,表面形貌典型图示如图D∙4b)所示 |
|
三级 |
沿宽度方向存在少量贯通的白色条纹,表面形貌典型图示如图D.4C)所示 |
|
四级 |
沿宽度方向存在大量贯通的白色条纹,表面形貌典型图示如图Iλ4d)所示 |

a) 一级漆刷线形貌
b)二级漆刷线形貌
C)三级漆刷线形貌
Cl)四级漆刷线形貌
图D.4不同等级漆刷线形貌典型图示
D.5结果表示
以漆刷线等级表示试验结果。
D.6试验报告
试验报告应包括以下内容
a) 本标准编号;
b) 牌号;
C)试样状态;
d)试样尺寸规格;
C)生产批号;
f) 预变形量;
g) 试验结果(漆刷线等级和漆刷线形貌典型照片);
h) 试验日期;
i) 试验者印章或签名;
j) 町能影响试验结果的其他因素(试验温度、打磨工具类型等)。
附录E
(规范性附录) 抗凹性能试验方法
E.1 一次连续加载法
E.1.1方法原理
将试样冲制成规定形状(如图E.1所示)后进行烘烤硬化处理.使用规定形状的压头(如图E.2所 示)对试样进行一次加载和卸载.检测材料的初始刚度和失稳凹陷载荷。

图E.1 一次连续加载法试样

图E.2抗凹性能试验压头
E.1.2试样
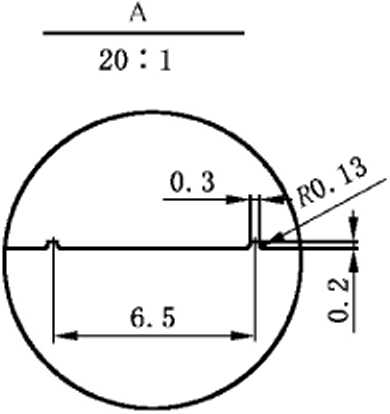
E.1.2.1切取长度305 mm、宽度127 mm的知形试样毛坯。
E.1.2.2使用图E.3和图E.4所示的模具对试样进行冲压预变形。冲压时试样压边力为60 t.凸模行
程 16 mm~17 mm。
©203
|
― ©180 _| | ||
|
___ |
— | |
|
> | ||
Al 3
単位为毫米
¢274
|
©261 | ||
|
A 丿 I | ||
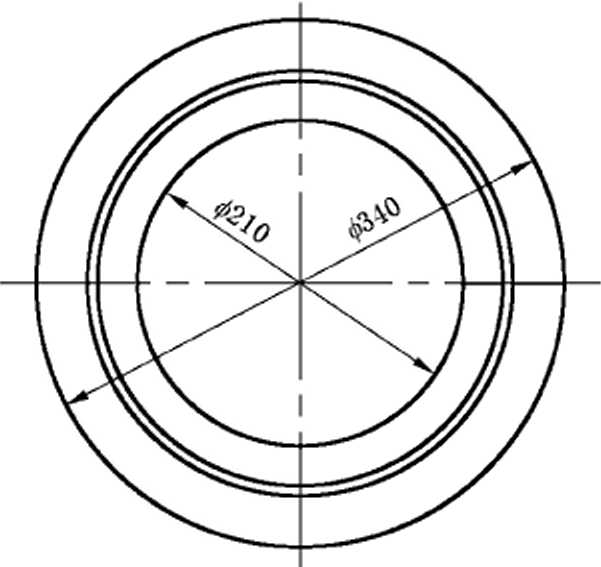
图E.3试样预变形凹模
单位为毫米
图E.4试样预变形凸模
E.1.2.3按照B.4.2规定的方法对预变形后的试样进行烘烤硬化处理。
E.1.3试验设备
E.1.3.1拉(压)力试验机
E.1.3.1.1试验机应按JJG 139进行检定,荷载准确度为1级或更优级别,分辨力不低于1 N.位移准确 度为1级或更优级别.分辨力不低于0.01 mm。
E.1.3.1.2试验机加/卸载应平穏.无振动和冲击现象。
E.1.3.1.3试驶加载系统应有足够的刚度以保证在整个试验过程中加载点与试样中心不发生偏离。
E.1.3.1.4试验记录系统应能完整记录加载和卸载过程的载荷-位移曲线。
E.1.3.2抗凹试验装置
抗凹试對紧固装置如图E.5所示.紧固装置中压料圈内径为240 mm,外径不小于305 mm,以保证 试验过程对试样的紧固。压料圈和底板与试样的接触表面应平坦并垂直于压头的移动轴。
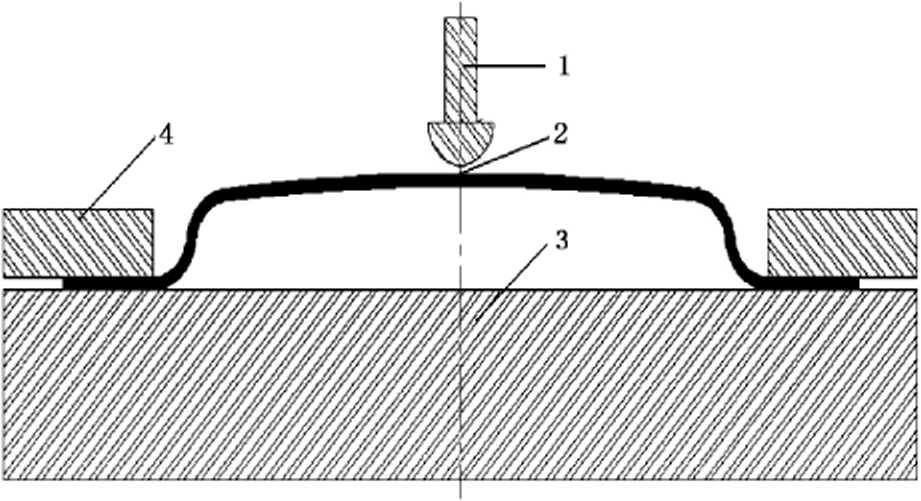
说明:
1— 压头;
2— —试样;
3---底板;
4——压料圈。
图E.5抗凹紧固装置示意图
E.1.4 试验程序
E.1.4.1将压头固定在试验机上,荷载清零。
E.1.4.2将试样安装在紧固装置上,调节试样位置.使压头位于试样表面中心上方。
E.1.4.3用压料圈紧固试样,确保试验过程中试样不发生滑动。
E.1.4.4以不大于50 mm/min的试验速率,对试样加载至200、,然后卸载至0 N,停止试验,并记录 下加载过程的载荷-位移曲线。
E.1.5结果计算
E.1.5.1对10 N〜25 N之间的载荷-位移的试验数据进行线性最小二乘法拟合,如图E.6所示.获得的 斜率值即为试样的初始刚度。
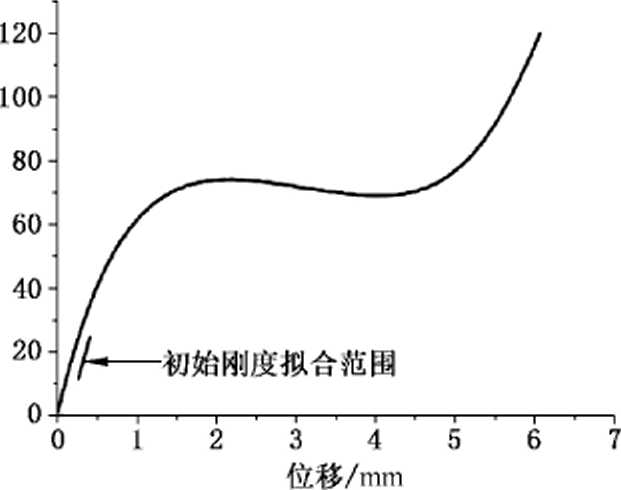
图E.6初始刚度计算示意图
E.1.5.2计算载荷对位移的一阶导数.取-阶导数初次为零的载荷为失稳凹陷载荷,如果一阶导数均 大于零,取一阶导数最小值对应的载荷为失稳凹陷载荷,如图E.7所示。
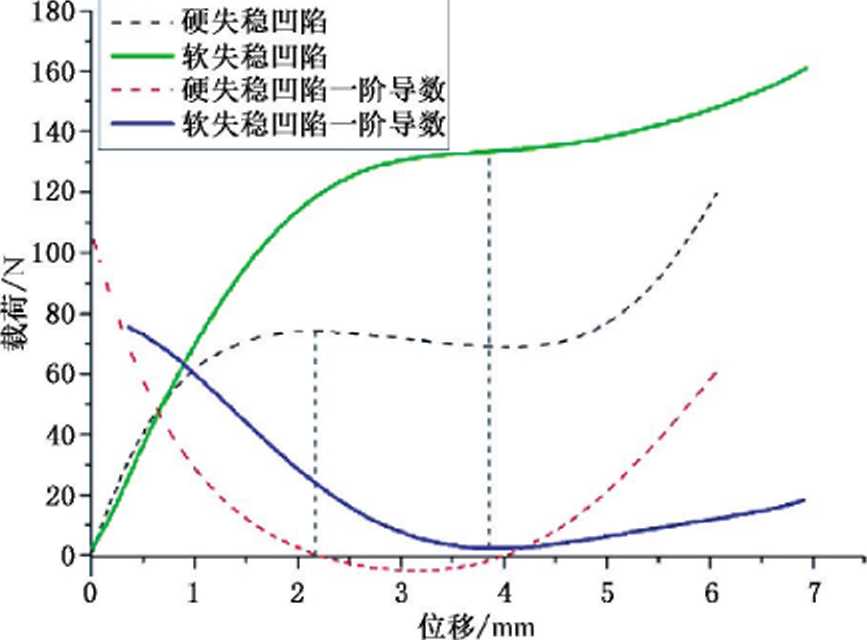
图E.7失稳凹陷载荷计算示意图
E.1.5.3初始刚度修约至1 N∕mm∙失稳凹陷载荷修约至1 No
E.2循环増量加载法
E.2.1方法原理
按E.1.1的方法原理对试样反复进行多载荷加载和卸载,检测材料的临界凹痕载荷。
E.2.2试样
切取长度和宽度均为305 mm的试样毛坏.按E.1.2的要求制备如图E.8所示的试样。
图E.8循环増量加载法试样
E.2.3试验设备
试验设备满足E.1.3的规定。
E.2.4试验程序
E.2.4.1将压头固定在试验机上,荷载清零。
E.2.4.2将试样安装在紧固装置上,调节试样位置.使压头位于试样表面中心上方。
E.2.4.3用压料圈紧固试样,确保试验过程中试样不发生滑动。
E.2.4.4以不大于50 mm/min的试骑速率,按照表E.1的规定逃行循环增量试验,并汜录数据、绘制完 整的载荷-位移曲线。
表E.1循环増量试验的加载和卸载载荷
|
加载次序 |
加载载荷 X |
卸载载荷 N |
|
1 |
7 |
0 |
|
2 |
50 |
0 |
|
3 |
70 |
0 |
|
4 |
90 |
0 |
|
5 |
110 |
0 |
|
6 |
130 |
0 |
|
7 |
150 |
0 |
|
8 |
170 |
0 |
|
9 |
190 |
0 |
|
10 |
210 |
0 |
|
11 |
7 |
0 |
E.2.5结果计算
E.2.5.1以第1次加载曲线上5 N对应的位移作为参考位移.第3次及以后的加载曲线上5、对应的 位移作为凹陷位移。
E.2.5.2各个凹陷位移与参考位移的差值为前一个加载载荷的凹痕深度。如第7次加载(150 N)曲线 5 N对应的凹陷位移减去参考位移后得到6次加载载荷(130 \)的凹陷位移,如图E.9所示。
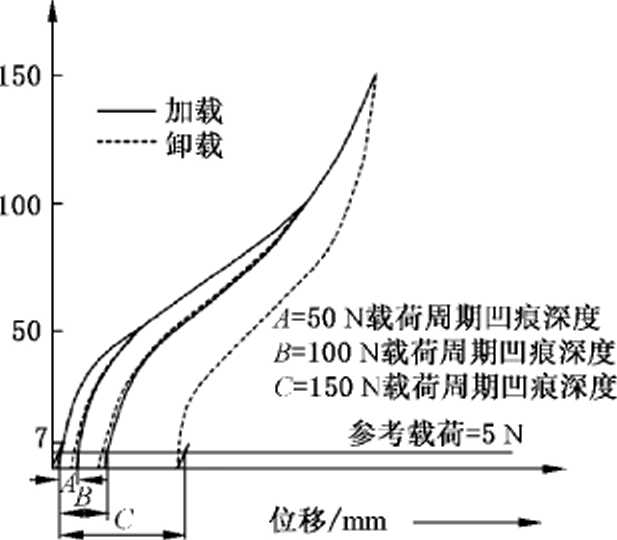
图E.9凹痕深度计算示意图
E.2.5.3分别以加载载荷为纵坐标、凹痕深度为横坐标描点作出载荷-凹痕深度曲线,在曲线上测出
0.1 mm凹痕深度对应的载荷,此载荷即为临界凹痕载荷.如I冬I E.10所示。
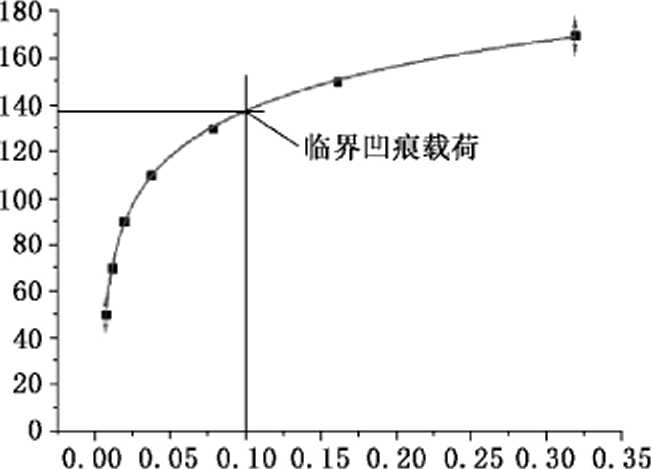
凹痕深度∕mm
图E.10临界凹痕深度计算示意图
E.2.5.4临界凹痕载荷修约至1 No
E.3试验报告
试验报告应包括以下内容:
a) 本标准编号;
b) 牌号及规格;
C)试样状态;
d)试样烘烤工艺;
C)载荷-位移曲线;
f) 试驶结果(初始刚度、失稳凹陷载荷、临界凹痕载荷);
g) 测试人员和测试时间。
附录F
(规范性附录) 高速拉伸性能检测
F.1方法原理
将足够的动能施加于试样上,使试样高速拉伸直至断裂.通过测量试样的力和变形而获得应力-应 变曲线,测定材料在高应变速率下的相关参数及汽车安全仿真分析用特征曲线。
F.2试样
F.2.1高速拉伸试验的试样形状如图F.1所示。尺寸按相应规定执行。
说明:
LC——试样平行段长度;
丄—试样原始平行段宽度;
厂 试样从头部到平行部分过渡网弧半径。
图F.1高速拉伸试验试样
F.2.2按试样的纵轴垂直于轧制方向切取试样毛坯。
F.2.3通过机械加工方法加工试样,加工试样过程中注意冷却,避免因机械加工而影响试样的力学 性能。
F.2.4试样应保留其原始表面,不应有毛刺及尖锐棱角。
F.2.5每种应变速率的试验取3个试样。
F.3试验设备
F.3.1宜采用控制方式为液压伺服、电机伺服、飞轮冲击、落锤冲击等的试穀机。
F.3.2试验机应貝•备10“ST〜IO,ST的应变速率能力。
F.3.3试验机的测力系统应按照GlVT 16825.1进行校准,并且准确度应为1级或优于1级。
F.3.4应具备记录荷载及变形系统,并保证试验力值和变形测量在时间上同步。
F.3.5应变速率不大于10 ST时.力值测量系统的上限频率应不小于10 kHz;应变速率大于10 S-I 时,力值测量系统的上限频率An按式(F.1)计算。
∕υι > 1 00OXe
(F.1 )
式屮:
/uɪ- 力值测量系统的上限频率.单位为赫兹(Hz);
e ——工程应变速率,单位为每秒(S-I)O
F.3.6应变速率不大于IO ST时,变形测量系统的上限频率.八2应不小于1 kHz.应变速率大于10 ST 时按式(F.2)计算厶。
∕u2 ≥ 100 ..............................( F.2 )
式中:
∕u2——变形测量系统的上限频率,单位为赫兹(IlZ)O
F.3.7选用应变片进行测量的试验,试验力值和变形测量系统的采样频率至少应为4 MHz。根据需要 也口 J选用在夹头上粘贴应变片的力值测虽系统或光电引伸计、激光测虽系统等变形测是系统。
F.4试验温度
试验在室温下进行,通常情况下室温为10 °C〜35 °C。
F.5试验程序
F.5.1按照GB/T 16865的规定测是试样横截面尺寸。
F.5.2在试样」•.粘贴应变片或喷涂散斑。
F.5.3开启试验机并将荷载、初始位置位移调零。
F.5.4将试样安装在试验机上。
F.5.5完成数据采集系统的连接,并设置测琵记录系统的相关参数。
F.5.6按式(F.3)计算试验机作动头位移速率VO o
VQ =efi X LC ..............................( F.3 )
式中: VO--作动头位移速率,单位为毫米每秒(mm∕s);
LC—试样平行段长度,单位为毫米(mm);
丄——试验设定应变速率.单位为每秒(s-ɪ)ɑ
F.5.7以魅速率进行拉伸试验直至试样断裂,记录试验过程中的力-变形数据。
F.5.8根据试验采集数据绘出工程应力-工程应变曲线。
F.5.9从工程应力-工程应变Ilh线上计算试样的规定非比例延伸强度R,、抗拉强度Re最大力塑性延 伸率和弹性模量E等。
F.5.10 按GB/T 16865计算断后伸长率A。
F.5.11按式(F.4)计算平均应变速率%(即规定非比例延伸强度R,到最大力FZn区间的应变速率平 均值)。当平均应变速率“与试验设定应变速率J的偏差不大于10% J时,认为该应变速率下的试 验结果有效.否则调竹高压蓄能器重新进行高速拉伸试验,直到试验的平均应变速率“与设定应变速 率R的偏差不大于10%。。。
ep↑ =PLeCt(Rp) y)∙∙∙e(l(RIn) )..............................( F.4 )
式中:
epl——平均应变速率,单位为每秒(S-I)O
F.5.12按式(F.5)计算塑性真实应变:
εpl = in( 1 + et — R∕E) ..............................( F.5 )
式中: εμl 塑性真实应变,无量纲;
G——总工程应变,%; R ——工程应力,单位为兆ΦΠ (MPa); E ——弹性模量,单位为兆帕(MPa)O
F.5.13按式(F.6)计算真实应力: o=R(l+%) ..............................( F.6 )
式中: σ 一真实应力,单位为兆帕(MPa)O
F.5.14按式(F.7)计算总真实应变: G=In(I+s) ..............................( F.7 )
式中: ε1——总真实应变,无量纲。
F.5.15依据。和%计算结果绘出真实应力-塑性真实应变曲线。
F.5.16依据b和七计算结果绘出真实应力-总真实应变曲线。
F.6结果表不
F.6.1以各个应变速率的规定非比例延伸强度R”、抗拉强度Rm、最大力塑性延伸率Ag和弹性模量
E、 断后伸长率A等表示高应变速率下相关参数的试验结果。
F. 6.2以各个应变速率的真实应力塑性真实应变曲线或真实应力总真实应变曲线表示高应变速率下 特征曲线的试验结果。
F.7试验报告
试验报告至少应包括以下内容:
a)本标准编号;
b)牌号及规格;
C)试样状态;
CI)试样形状和尺寸;
e)试骑机型号和规格;
f) 试验力、变形测量方式;
g) 试验温度;
h) 设定应变速率水平;
i) 试验结果;
j) 测试人员和测试时间。
G∙1称重法
G.1.1方法原理
附录G (规范性附录) 涂油量的测定
通过称屋已知面积试样涂油前后的质量,计算单位面积上的涂油量。本方法适用于表面涂油较均 匀的板材涂油量测定。
G∙1.2试验仪器与设备
G.1.2.1
G.1.2.2
G.1.2.3
分析天平,感量为0.1 mg。
取样器,冲样面积为100 cm2的定冕标准试样取样器。
烘箱,温度口J控制在200 °C+5 OCO
G.1.3 测定
G.1.3.1每批次抽取2张样品.将样品用超过100 cm2面积的不亲油纸张上下夹住,所用纸张不得造成 油膜损伤。
G.1.3.2
G.1.3.3
G.1.3.4
用取样器在被夹样品上一次冲取一片试样.试样的尺寸偏差为士0.35 cm20
在分析天平上进行称量试样质量,〃(精确至0.1 mg)o
用内•酮或其他合适的溶剂对试样进行冲洗和擦拭.确保试样表面油品被完全去除。将试样置
于20() °C±5笆的烘箱中干燥1() min后用锻子取出,放入干燥皿中充分冷却,取出后称量试样质量(精 确至 0.1 mg) o
G.1.3.5重复G.1.3.4→直至前后两次质呈之差小于0.3 mg.记录下试样质量,〃'。
G.1.4结果计算
涂油量按式(G.1)计算,以2片试样结果的平均值作为涂油量的测定值,结果精确到小数点后两位, 数值修约按GBZZT 8170的规定逬行。
m — m
2S
(G.1 )
式中:
G ——单面单位面积涂油量,单位为克每平方米(g∕nr);
油膜去除前的试样质量,单位为克(g);
油膜去除后的试样质量,单位为克(g);
试样面积,为0.01 m2o
G.2红外光谱分析法
G.2.1方法原理
通过红外滤光技术对比平行光入射油膜前后的衰减是来测定涂油虽。
G.2.2仪器和设备
G.2.2.1红外线光谱油膜分析仪,根据产品不同表面加工方式和油品种类对仪器进行标定,满足测量 精度不低于土0.3 g∕m2 O
G.2.2.2取样器,冲样而积不小于100 Cnr的定量标准试样取样器。
G.2.3试验条件
试验应在室温下进行。
G.2.4 测定
G.2.4.1将样品用超过100 cm,面积的不亲油纸张上下夹住.所用纸张不得造成油膜损伤。
G.2.4.2样品放置在试验环境内30 min后方可进行测量。
G.2.4.3打开红外线光谱测量仪(G.2.2.1)∙待设备|'|检结束后选择所需测量通道,然后进行数据测量。
G.2.4.4用取样器(G.2.2.2)在被夹样品上一次冲取一片试样。
G.2.4.5将试样放在测试平台上,保证测试部位油膜不受损伤。
G.2.4.6将仪器平稳放在待测试样表面上。
G.2.4.7分别对试样上下表面进行测量.每个试样表面四周和中心选取5点迎行测量,测量点中心距 离试样边缘不小于15 mm.任意两测量点中心间距不小于15 mm.
G.2.5结果计算
计算10个测量点的平均值做为整个试样表面的涂油量,数值修约按GB/T 8170的规定修约至两 位小数。
G.3激光诱导荧光光谱分析法
G.3.1 方法原理
通过分析特定激光照射油膜诱导产生的荧光粒子来测量油膜涂油量。
G.3.2仪器与设备
G.3.2.1激光诱导荧光光谱油膜分析仪,根据产品不同表面加工方式和油品种类对仪器进行标定.满 足测量精度不低于土0.3 g∕m2 O
G.3.2.2取样器.冲样面积不小于100 cm2的定量标准试样取样器。
G.3.3试验条件
试穀应在室温下进行。
G.3.4测定
G.3.4.1将样品用超过100 Cnr面积的不亲沛纸张上下夹住.所用纸张不得造成油膜损伤。
G.3.4.2用取样器(G.3.2.2)在被夹样品上一次冲取一片试样。
G.3.4.3将试样放在测试平台上,保证测试油膜不受损伤。
G.3.4.4打开激光诱发荧光光谱分析仪(G.3.2.1),待设备稳定后选择所需标定曲线.然后开始数据 测量。
G.3.4.5将测量头平稳放在试样表而.确保测量套头能够严密不透光地与测量而接触。
G.3.4.6分别对试样上下表面进行测量,每个试样表面四周和中心选取5点进行测量。
G.3.5结果计算
计算IO个测量点的平均值做为整个试样表面的涂油量.数值修约按GlVT 8170的规定修约至两 位小数。
G.4试验报告
试验报告至少应包括以下内容:
a) 本标准编号;
b) 试验方法(称重法、红外光谱分析法、激光诱导荧光光谱分析法);
C)牌号;
d) 状态;
e) 产品规格;
D 生产批号;
g) 试验结果;
h) 试验日期;
i) 试验者盖章;
j) M能影响试验结果的其他因素(室温、湿度等)。
GB/T 33227-2016
中华人民共和国
国家标准
汽车用铝及铝合金板、带材
GB/T 33227—2016
*
中国标准岀版社岀版发行 北京市朝阳区和平里西街甲2号(IOOo29) 北京市西城区三里河北街16号(IOOo45)
网址:www.spc.org.cn
服务热线:400-168-0010
2016年12月第一版
*
书号:155066 . 1-55109
版权专有侵权必究