(a)陶瓷杯转卡固定结构
中华人民共和国化工行业标准
SPeCifiCatiOn Of design in refractOry fibre IiningS for CheiniCaI industrial furnace
HG/T 20642—2011
主编单位:中国石化集团上海工程有限公司 批准部门:中华人民共和国工业和信息化部 实施日期:20 11年 6月1日
中国计划出版社
2011
中华人民共和国化工行业标准
化学工业炉耐火陶瓷纤维炉衬设计 技术规定
HG/T 20642—2011
☆
中国石化集团上海工程有限公司主编
中国计划出版社出版
(地址:北京市西城区木樨地北里甲11号国宏大厦C座4层)
(邮政编码:100038 电话:63906433 63906381)
新华书店北京发行所发行
三河富华印刷包装有限公司印刷
880 × 1230毫米1/16 2.5印张 62千字 2011年7月第1版2011年10月第2次印刷 印数451—1250册
☆
统一书号-1580177 • 627 定价:25.00元
中华人民共和国工业和信息化部
公告〔2011年〕13号
工业和信息化部批准《电除尘用高压整流变压器》等625项行业 标准(标准编号、名称、主要内容及实施日期见附件1)及1项纺织行业 标准修改单(见附件2)o其中:机械行业标准285项、汽车行业标准 22项、制药装备行业标准6项、纺织行业标准46项、轻工行业标准16 项、化工行业标准19项、冶金行业标准2项、石化行业标准34项、船舶 行业标准4项、黄金行业标准1项、通信行业标准190项,现予以公告。
以上机械行业标准由机械工业出版社出版,汽车、制药装备及化 工行业标准由中国计划出版社出版,纺织、黄金行业标准由中国标准 出版社出版,轻工业行业标准由中国轻工业出版社出版,冶金行业标 准由冶金工业出版社出版,石化行业标准由中国石化出版社出版,船 舶行业标准由中国船舶工业综合技术经济研究院组织出版,通信行业 标准由人民邮电出版社出版。
附件:19项化工行业标准编号、名称及起始实施日期
中华人民共和国工业和信息化部
二O— 一年五月十八日
附件:
19项化工行业标准编号、名称及起始实施日期
|
序号 |
标准编号 |
标准名称 |
被代替标准 |
起始实施日期 |
|
376 |
HG/T 20272—2011 |
镁钢制品绝热工程施工技术 规范 |
2011-08-01 | |
|
377 |
HG/T 20273—2011 |
喷涂型聚脈防护材料涂装工程 技术规范 |
2011-08-01 | |
|
378 |
HG/T 20680—2011 |
锅炉房设计工艺计算规定 |
HG/T 20680—1990 |
2011-08-01 |
|
379 |
HG/T 21558—2011 |
橡胶工厂工艺设计技术规定 |
HG 21558—1994 |
2011-08-01 |
|
380 |
HG/T 21511—2011 |
橡胶工厂施工图设计文件内容 和深度规定 |
HG 21511—1992 |
2011-08-01 |
|
381 |
HG/T 20653—2011 |
化工企业化学水处理设计技术 规定 |
HG/T 20653—1998 |
2011-08-01 |
|
382 |
HG/T 20708—2011 |
化工建(构)筑物地基加筋垫层 技术规程 |
2011-06-01 | |
|
383 |
HG/T 20553—2011 |
化工配管用无缝及焊接钢管尺 寸选用系列 |
HG 20553—1993 |
2011-06-01 |
|
384 |
HG/T 20580—2011 |
钢制化工容器设计基础规定 |
HG 20580—1998 |
2011-06-01 |
|
385 |
HG/T 20581—2011 |
钢制化工容器材料选用规定 |
HG 20581—1998 |
2011-06-01 |
|
386 |
HG/T 20582—2011 |
钢制化工容器强度计算规定 |
HG 20582—1998 |
2011-06-01 |
|
387 |
HG/T 20583—2011 |
钢制化工容器结构设计规定 |
HG 20583—1998 |
2011-06-01 |
|
388 |
HG/T 20584—2011 |
钢制化工容器制造技术要求 |
HG 20584—1998 |
2011-06-01 |
|
389 |
HG/T 20585—2011 |
钢制低温压力容器技术要求 |
HG 20585—1998 |
2011-06-01 |
|
390 |
HG/T 20589—2011 |
化学工业炉受压元件强度计算 规定 |
HG/T 20589—1996 |
2011-06-01 |
|
391 |
HG/T 20642—2011 |
化学工业炉耐火陶瓷纤维炉衬 设计技术规定 |
HG/T 20642—1998 |
2011-06-01 |
|
392 |
HG/T 20566—2011 |
化工回转窑设计规定 |
HG/T 20566—1994 |
2011-06-01 |
|
393 |
HG/T 20661—2011 |
硫酸沸腾炉砌筑技术条件 |
HG/T 20661—1999 |
2011-06-01 |
|
394 |
HG/T 21536—2011 |
化工工厂工业炉设计施工图内 容深度统一规定 |
HG/T 21536—1992 |
2011-06-01 |
本规定根据国家发展和改革委员会(发改办工业:2008]1242号文)和中国石油和化学工业协会 (中石化协质发[2008]158号文)的要求,由中国石油和化工勘察设计协会委托全国化工工业炉设计 技术中心站组织中国石化集团上海工程有限公司编制。
本规定自实施之日起代替《化学工业炉耐火纤维炉衬设计技术规定》HG/T 20642-1998o
本规定是在《化学工业炉耐火纤维炉衬设计技术规定))HG∕T 20642—1998的基础上,根据多年 实施取得的经验进行的修订。
在编制过程中,编制组开展了专题研究,进行了比较广泛的调查研究,总结了多年来化学工业炉 耐火陶瓷纤维炉衬设计的经验,提出了征求意见稿,并以多种方式广泛征求了全国有关单位的意见, 对主要问题进行了反复修改,最后经审查定稿。
本规定主要内容有:总则,常用耐火陶瓷纤维炉衬材料及辅助材料,耐火陶瓷纤维炉衬设计原则 和常用耐火陶瓷纤维炉衬结构等。为方便设计使用,列出了附录。最后还因编制要求在正文后编写 了条文说明。
本规定与HG/T 20642—1998相比,修订的主要内容有:
1. “1总则”中的适用范围作了补充修正,对涉及的相关标准进行了清理、补充和调整;
2. “2常用耐火陶瓷纤维炉衬材料及辅助材料”中,补充、完善了适用范围内耐火陶瓷纤维材料 类型、工作温度、分级温度,增补纤维浇注料、纤维可塑料、尖端引弧螺柱焊锚固件和拉孤螺柱焊锚固 件的相关内容,将原“2. 3涂料”和“2. 4粘贴剂”都归到“2. 3表面涂层”中使之更趋合理,同时增补了 喷涂结合剂、表面固化剂等内容;
3. “3耐火陶瓷纤维炉衬设计原则”和“4常用耐火陶瓷纤维炉衬结构”中,根据API 560中关于 耐火陶瓷纤维炉衬的相关规定和要求,进行了充实和调整,对后者,新增了挠性密封结构;
4. 参照相关标准,将原“耐火纤维”更名为“耐火陶瓷纤维";原“使用温度”改为“工作温度”;原 “分类温度”改为“分级温度”;
5. 因部分耐火陶瓷纤维制品的应用特殊性,为方便设计使用,本规定增列了资料性的“附 录A耐火陶瓷纤维制品的性能数据”和资料性的“附录B挠性密封结构用纤维布的性能数据”。
本规定由中国石油和化学工业联合会提出并归口。
本规定的技术内容由中国石化集团上海工程有限公司负责解释(地址:上海市浦东新区张扬路 769 号,邮政编码:200120,电话:021 -58366600) o
本规定主编单位及主要起草人:
主编单位:中国石化集团上海工程有限公司
主要起草人:王祖真汪扬钱峰学张洽兴
COntentS
4. 1 Layered COnStrUCtiOn •・・•:・
4. 5 MUIti-COmPOnent Iining COnStrUCtiOn
4. 6 FleXibie tube Seal COnStrUCtiOn
AnneX A(InfOrmatiVe) TyPiCal PrOPertieS Of CeramiC fiber PrOdUCtS
AnneX B(InfOrnlatiVe) TyPiCal PrOPertieS Of CeramiC fiber for flexible tube Seal
EXPlanatiOn Of WOrding in this SPeCifiCatiOn
AdditiOn: EXPlanatiOn Of PrOViSiOnS
1.0.1为设计人员在化学工业炉耐火陶瓷纤维炉衬设计时提供依据,特制定本规定。
1.0.2本规定适用于炉膛温度不大于130OOC的一般化学工业炉窑的耐火陶瓷纤维炉衬的设计。
本规定不适用于正压炉以及烟气中腐蚀性较高的焚烧炉的炉衬设计。
本规定也不适用于回转窑等直接接触物料以及烟气中含炉灰渣和颗粒物较多的炉型的炉衬 设计。
1.0.3化学工业炉耐火陶瓷纤维炉衬的设计应兼顾到炉子的整体设计要求。
1.0.4耐火陶瓷纤维炉衬的结构设计应在考虑到炉墙热损失与热面使用温度的同时,兼顾到施工 安装和检维修拆换的方便。
1.0.5化学工业炉耐火陶瓷纤维炉衬设计除应符合本规定外,尚应符合国家现行有关标准的规定。
1.0.6规范性引用文件:
下列文件中的条款通过本规定的引用而成为本规定的条款。凡是注日期的引用文件,其随后所 有的修改单(不包括勘误的内容)或修订版均不适用于本规定,然而,鼓励根据本规定达成协议的各 方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规定。
《机动弧焊用焊接螺柱》GB/T 902. 2
《储能焊用焊接螺柱》GB/T 902. 3
《不锈钢焊条》GB/T 983
《工业磷酸》GB/T 2091
《耐火材料陶瓷纤维及制品》GB/T 3003
《工业硅酸钠))GB∕T 4209
《碳钢焊条》GB/T 5117
《绝热用硅酸铝棉及其制品))GB∕T 16400
《化学工业管式炉传热计算设计规定))HG∕T 20525
《化学工业炉结构安装技术条件))HG∕T 20544
《钢制化工容器材料选用规定》HG 20581
《化学工业炉耐火、隔热材料设计选用规定》HG/T 20683
《化学工业炉金属材料设计选用规定))HG∕T 20684
ISO 13918 WeIding-StUdS and CeramiC ferrules for arc StUd Welding
API Std. 560 forth edition, 2007, Fired heaters for general refinery SerViCeS
ASTM C201一1993(2009) Standard test method for thermal COndUCtiVity Of refractories
ASTM C35β Standard test method for Iinear Shrinkage Of PrefOrmed high-temperature thermal insulation SUbjeCted to SOaking heat
2.1耐火陶瓷纤维
2. 1. 1耐火陶瓷纤维的种类、分级温度及工作温度见表2. 1. Io
表2.1.1 耐火陶瓷纤维的种类及工作温度
|
分级温度 (OC) |
种类 |
工作温度(°C) (氧化性或中性气氛) | |
|
长期 |
短时 | ||
|
IOOO |
低温型 Al2O3 38 % 〜42 % |
<800 |
<1000 |
|
1100 |
普通型 Al2O3 45% |
<950 |
<1100 |
|
1260 |
高纯型 Al2O3 47% |
<1100 |
<1260 |
|
1400 |
高铝型 Al2O3 52%〜55% |
<1200 |
<1400 |
|
1430 |
含错型 ZrO2>15⅜ |
<1300 |
<1430 |
2. 1.2耐火陶瓷纤维制品的形态分类见表2.1.2o
表2.1.2耐火陶瓷纤维制品的形态分类
|
形状或形式 |
用 途 |
|
原棉 |
|
|
纤维毯 |
|
|
纤维毡 |
|
|
纤维纸 |
|
|
纤维绳 |
|
续表2.1.2
|
形状或形式 |
用 途 |
|
纤维布 |
|
|
纤维板 |
作为炉衬材料,可制成看火孔砖、搁砖和管套等 多作为隔热层材料 |
|
真空成型件 |
作为形状或尺寸较为复杂的衬里构件,如:看火孔部件等 |
|
纤维浇注料 |
作为炉内衬里材料,可浇注成看火孔砖及炉衬的耐火层或隔热层的整体浇注、炉衬局部修复、炉门或 看火门的耐火隔热件等,可适宜于气流冲刷较高的部位 |
|
纤维可塑料 |
作为炉窑非火焰冲刷部位的捣打内衬和炉窑内衬的局部修补 |
|
纤维喷涂料 |
多作为炉衬的隔热层、在气流冲刷较小的部位可作为迎火面耐火衬里材料使用 |
2.1.3各类耐火陶瓷纤维制毯的主要技术指标见表2.1.3o对于特殊要求,供需双方可协议商定
表2.1.3各种耐火陶瓷纤维毯的主要技术指标
|
项目 |
低温型和普通型 |
高纯型 |
高铝型 |
含错型 | |
|
长期工作温度(°C) |
见本规定表2. 1. 1 |
≤1100 |
≤1200 |
≤1300 | |
|
化 学 成 分 (%) |
Al2O3 |
按 GB/T 16400 |
≥47 |
52 〜55 |
>35 |
|
Al2 O3+SiO2 |
≥99 |
≥99 |
— | ||
|
Fe2 O3 |
≤0. 2 |
≤0. 2 |
≤0. 2 | ||
|
K20+Na2O |
≤0. 2 |
≤0. 2 |
≤0.2 | ||
|
ZrO2 |
一 |
一 |
— |
15 〜19 | |
|
Al2 O3+SiO2+ZrO2 |
一 |
一 |
一 |
≥99 | |
|
物 理 性 能 |
体积密度(kg∕m3) 允许偏差士 10% |
按 GB/T 16400 |
96,128,160 |
96,128,160 |
96,128,160 |
|
渣球含量 (粒度大于0. 212mm) |
<10% |
<10% |
<10% | ||
|
加热永久线变化(%) |
(1260oC,24h) <4 |
(1400°C,24h) <4 |
(14270C,24h) <4 | ||
|
纤维直径(μm) |
2~4 |
2~4 |
2~4 | ||
|
纤维抗拉强度 (kPa) |
分别对应于相应的体积密度 96kg∕m3 ≥18; 128kg∕m3 ≥30; 160kg∕m3 ≥40 | ||||
|
导热系数 [W∕(m ∙ K)] |
提供分级温度范围内的导热系数试验数据,并注明试样体积密度、厚度、层数 | ||||
2.1.4各类耐火陶瓷纤维制品的尺寸允许偏差应符合GB/T 3003的规定。遇特殊要求者,供需双 方可协议确定。
2.1.5耐火陶瓷纤维制品主要按耐火陶瓷纤维原棉的分级温度分为不同的型号。各种制品中的附 加料应不影响耐火陶瓷纤维原棉的性能,且制品的主要技术性能应不低于相应的耐火陶瓷纤维原 棉,供需双方可协议约定相应的技术要求。
2.2锚固件
2.2.1锚固件材料的设计选用应根据其端部最高温度,以及是否直接与烟气接触而确定。可按 HG/T 20684或按表2. 2. 1选用。
表2. 2.1常用锚固件材料的选用表
|
材料牌号 |
锚固件端部最高温度(°C) |
|
Q235A(B),10,20 |
≤455 |
|
!Crl8Ni9 |
≤760 |
|
Cr25NΠ2 |
≤815 |
|
Cr25Ni20 |
≤827 |
|
Cr25Ni35 |
≤1038 |
|
INCONEL601 |
≤1093 |
|
非金属耐火材料 莫来石、氧化铝、氮化硅、氮化硅结合的碳化硅等 |
>1150 |
安装于炉顶部位的锚固件,其端部最高温度应比表2. 2. 1中的温度低50°Co
2. 2.2锚固件的安装应符合HG/T 20544的规定。应在锚固件与炉壳钢板焊接前清除钢板表面的 铁锈及油污。
2.2.3锚固件与炉壳钢板的焊接,必须焊接牢固。选用有折边的“L”型锚固钉时,焊缝长度等同折 边长度;选用无折边的圆钢时,应一周满焊。采用尖端引弧螺柱焊接锚固件或拉弧焊螺柱焊接锚固 件时,应釆用相应的专用设备焊接,此时,选用的锚固件应符合GB/T 902. 2.GB/T 902. 3或ISO 13918的规定。
2. 2.4对于没有炉管遮蔽炉衬处的金属锚固件,应由耐火陶瓷纤维块完全覆盖或用填塞可塑性耐 火陶瓷纤维的陶瓷杯保护。
2.2.5对于燃料中含硫的工业炉,应防止烟气冷凝后的硫酸腐蚀,焊后必须对锚固件(特别是根部) 连同炉壳钢板内表面采取防腐保护措施。
2.2.6 焊接锚固件用的焊条选用应符合GB/T 5117.GB/T 983和HG 20581的规定。
2.3表面涂层
2.3.1用于耐火陶瓷纤维衬里的表面涂层,应一次均匀成形。
2.3.2用于耐火陶瓷纤维衬里的表面涂层,应与耐火陶瓷纤维具有良好的粘结性,不得产生网裂, 不得危害耐火陶瓷纤维炉衬的使用寿命。
2.3.3耐火陶瓷纤维衬里的表面涂层按用途可分为耐火涂料、喷涂结合剂、喷涂表面固化剂及粘 贴剂。
2.3.4用于耐火陶瓷纤维衬里向火面的耐火涂料应能提高衬里表面的工作温度、抗冲刷能力、抗侵 蚀能力、耐热震性能和使用寿命。
对于高温、辐射传热为主的工业炉,应选用较高黑度的高辐射涂料,以起到强化炉内传热的作 用,且涂料的高辐射性能必须是长期有效、不易衰减。
2.3.5用于耐火陶瓷纤维喷涂料的喷涂结合剂、喷涂表面固化剂,必须保证耐火陶瓷纤维衬里喷涂 的牢固性,且不得对其他衬里材料产生危害。
2.3.6用于粘贴纤维或纤维板的粘贴剂应同时具有良好的常温和高温粘贴强度。
对于水玻璃质的粘贴剂,其使用温度不得高于800oC ,且不得用于酸性耐火材料上。水玻璃的性 能要求应符合GB/T 4209的规定。
磷酸盐质的粘贴剂,应采用磷酸铝为调和液,不应采用酸性过高的双氢磷酸铝。磷酸的性能要 求应符合GB/T 2091的有关规定。
使用于高温部位时,可采用铝胶质调和液配制的粘贴剂。
3.0.1除另有规定外,耐火陶瓷纤维衬里的设计应保证:在无风、环境温度为27°C条件下,辐射段、 对流段和热烟风管道的外壁温度不超过80oC O辐射段底部外表面温度应不超过91oC O
3. 0.2设计选用的耐火陶瓷纤维炉衬材料应满足其所在部位的工作温度以及耐磨、耐冲刷和耐腐 蚀等特殊要求。
3. 0. 3任何一层耐火陶瓷纤维制品的工作温度均应至少高于其计算的热面温度280oC O
3. 0.4耐火陶瓷纤维炉衬不得直接用于高温气流冲刷严重的部位。当烟气流速超过12. 2m∕s时, 不得用耐火陶瓷纤维毯作为热面层;当烟气流速大于12. 2m∕s小于24. 4m∕s时,热面层应使用湿 毯、耐火陶瓷纤维板或耐火陶瓷纤维模块;当烟气流速超过24. 4m∕s时,热面层应采用浇注料或采用 其他外保护层。
3.0.5耐火陶瓷纤维衬里的设计应考虑耐火陶瓷纤维及其制品所处的环境气氛对使用部位工作温 度的影响。
在氧化性或中性气氛下,耐火陶瓷纤维及其制品的长期工作温度应比分级温度低100°C〜 200°C;在还原性气氛下,应比分级温度低200oC~350oC;在真空气氛下,应比分级温度低400oC 〜450 °C。
3.0.6对于全纤维炉衬,当炉气含腐蚀性及炉气易穿透纤维层时,应在炉衬层与炉壳之间,采取防 窜气的设施,可设置金属隔膜等,也可协定采取其他隔离措施。
对于一般火焰加热炉:
耐火陶瓷纤维结构用于采用含硫量大于10mg∕kg燃料的炉膛时,应在壳体的内表面涂一层防 护涂料以避免腐蚀,防护涂料的工作温度至少应达到180°C°
当燃料中的含硫量超过500mg∕kg时,在耐火陶瓷纤维炉衬中应设置奥氏体不锈钢箔作为阻气 层,阻气层的位置应使得在所有操作工况下,阻气层处的温度至少应高出计算酸露点55°Co阻气层 边沿至少应重叠175mm,并且边沿和开孔处应密封。
当燃料中重金属含量超过Ioomg∕kg时,不得采用耐火陶瓷纤维结构的炉衬。
3. 0.7设有吹灰器、蒸汽喷枪或水洗设施的对流段,不得采用耐火陶瓷纤维结构的炉衬。
3.0.8层铺耐火陶瓷纤维毯用于热面层时,应采用最小厚度为25mm、体积密度为128kg∕m3的针 刺材料。
3. 0.9耐火陶瓷纤维板用于热面层时,其厚度应不小于38mm,且体积密度应不小于240kg∕m3 O当 烟气温度低于IIoooC时,其最大尺寸为600mm× 600mm;当烟气温度超过IIooOC时,其最大尺寸为 45OmmX 45OmmO
3. 0.10用做背衬材料的耐火陶瓷纤维毯的最小密度应为9βkg∕m3 O
3.0. 11对采用多孔性无膨胀力的耐火陶瓷纤维炉衬结构的工业炉,其钢结构的设计,不应考虑炉 衬因热膨胀产生的应力。
3. 0. 12应合理设计选用耐火陶瓷纤维制品,在炉衬的低温侧,可采用其他低档的隔热材料。
3. 0. 13根据所选用材料的热物理性能确定的炉衬厚度,应符合HG/T 20683及HG/T 20525的 规定。
3. 0. 14炉衬所用的耐火陶瓷纤维棉、布、毯等的技术指标应符合GB/T 3003的规定。
4.1层铺式耐火陶瓷纤维炉衬
4. 1. 1应根据炉衬厚度方向上的温度变化,确定层铺式耐火陶瓷纤维炉衬各层的材质。
4.1.2层铺式耐火陶瓷纤维炉衬可由低温型或普通型耐火陶瓷纤维作隔热层,较高等级的耐火陶 瓷纤维制品作耐火层。隔热层也可采用矿渣棉、岩棉、玻璃棉制品材料。各层纤维制品,可采用耐热 钢锚固件或耐高温陶瓷锚固件固定于炉壳钢板上。
4. 1. 3对于层铺式耐火陶瓷纤维炉衬,应使用幅面较大的针刺毯作层铺,以减少接缝。
4. 1.4用于层铺式耐火陶瓷纤维炉衬的金属锚固件材料应按本规定2. 2节的规定选用。
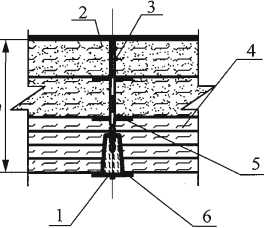
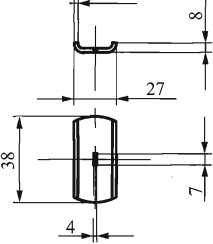
4.1.5 层铺式耐火陶瓷纤维炉衬,可采用的金属锚固件型式如图4. 1. 5-1〜图4. 1. 5-3所示。其中 陶瓷杯固定结构一般用于炉温较高、衬里层较厚的场合,且杯内应均匀填充保护锚固钉的耐火陶瓷 纤维,并用帽盖封住;对压盖螺母结构,宜用陶瓷螺母,但在较低温度下,也可用金属垫圈和螺母;转 卡压盖式结构的使用温度不宜过高。
(a)陶瓷杯转卡固定结构
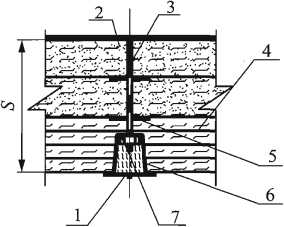
(b)陶瓷杯螺母固定结构
图 4. 1.5-1
陶瓷杯固定
1一陶瓷杯盖;2一背衬;3—锚固钉;4一耐火陶瓷纤维毯;5一快速夹子;6一陶瓷杯;7一压盖螺母
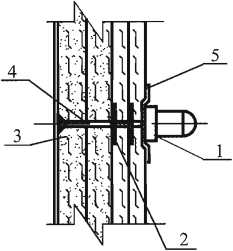
图4.1.5-2压盖螺母固定
1一螺母;2一快速夹子;3一耐火陶瓷纤维毯;4一锚固钉;5—垫圈
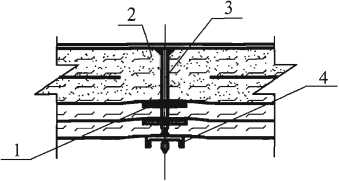
(a)转卡压盖固定
1.5
(b)转卡压盖

图4.1.5-3转卡压盖固定式
1—快速夹子;2一耐火陶瓷纤维毯;3—锚固钉;4一压盖卡帽
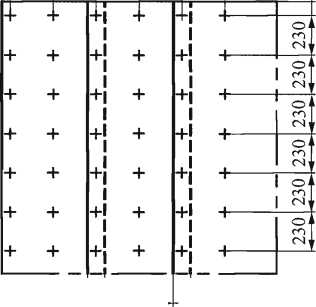
4.1.6采用层铺式耐火陶瓷纤维炉衬结构时,锚固钉布置间距见图4.1.6所示。层铺耐火陶瓷纤 维毯的锚固件至所有边沿的最大距离应不大于75mm,一般应为50mmo
50
|
I________________ |
OM E |
|
4 J__ |
2 I EU |
|
T 1_________________ |
OM E |
|
"T------- ]一 |
I I E, |
|
T H------ |
E |
IQ
50 250 250 250 250 250
IOO
(a)宽600的纤维毯搭接炉墙锚固钉布置
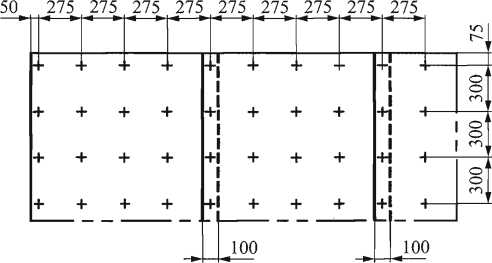
(b)宽600的纤维毯搭接炉顶锚固钉布置
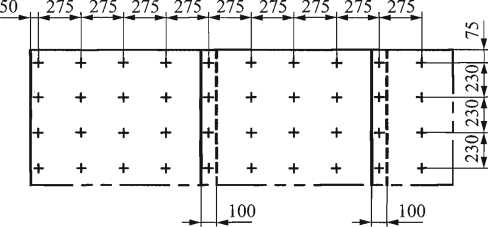
(C)宽1200的纤维毯搭接炉墙锚固钉布置 (d)宽1200的纤维毯搭接炉顶锚固钉布置
图4.1.6层铺纤维毯锚固钉布置图
4.1.7层铺式耐火陶瓷纤维炉衬结构必须避免炉衬因纤维收缩产生贯通缝。接缝两旁的耐火陶瓷 纤维制品应采用搭接结构,搭接长度宜为IOOmm,搭接方向应顺气流方向,见图4.1.7所示。
层铺式耐火陶瓷纤维炉衬一般应采用层间错缝铺设,各层间错缝应在Ioomm以上。用于背衬
层的层铺式耐火陶瓷纤维毯,应至少留有25mm的安装压缩量。
4. 1. 8贴面耐火陶瓷纤维炉墙的拐角处应采用圆角式,连接结构见图4. 1. 8所示。
4. 1.9 所示。
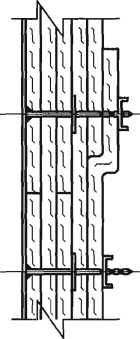
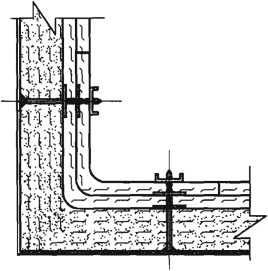
图4.1.7耐火陶瓷纤维炉衬接缝
图4.1.8 贴面耐火陶瓷纤维炉墙拐角圆角式
搭接结构
连接结构
耐火陶瓷纤维炉衬与砖砌体或其他耐火炉衬的连接应避免直通缝,见图4. 1. 9-1〜图4. 1. 9-4
讎拿 -饱
W沮 侦十; ~ ⅛⅛
也;
E ʃʃ ʃʃ
ʃʃ ʃʃ
JP 卜 ʃ
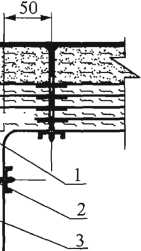
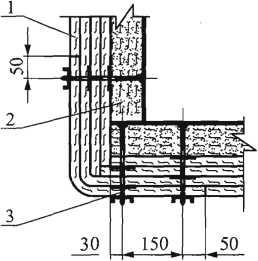
图4.1. 9-1耐火陶瓷纤维炉墙拐角结构I
1一耐火陶瓷纤维毯;2一锚固钉;3一隔热层
图4.1. 9-2耐火陶瓷纤维炉墙拐角结构H
1一耐火陶瓷纤维毯;2一隔热层;3一锚固钉
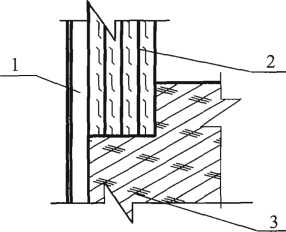
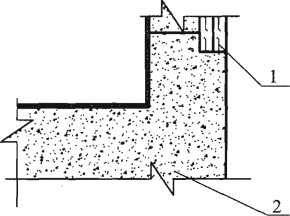
图4.1.9-3耐火陶瓷纤维炉衬与砖砌体 连接结构
1一隔热层;2一耐火陶瓷纤维毯;3一砖砌体
图4.1.9-4耐火陶瓷纤维炉衬与耐火浇注料 连接结构
1 一耐火陶瓷纤维毯;2一耐火浇注料
4.2叠砌式(折叠式)模块结构炉衬
4. 2.1叠砌式(折叠式)模块结构炉衬是将耐火陶瓷纤维毯按一定宽度折叠成风琴状的模块,然后 将纤维折叠块加以一定量的预压缩,并应在压缩状态下捆包起来,同时预埋锚固件组成组件,再通过 各种形式与焊在炉壳钢板上的金属锚固件连接固定所形成的炉衬,见图4. 2. 1-1、图4. 2. 1-2、 图4. 2. 1-3所示。折叠式模块厚度应取决于隔热要求。
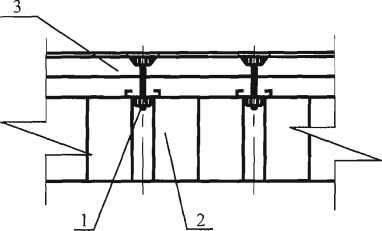
图4.2.1-1中心孔吊装式模块结构炉衬
1—锚固件;2—模块;3—耐火陶瓷纤维毯
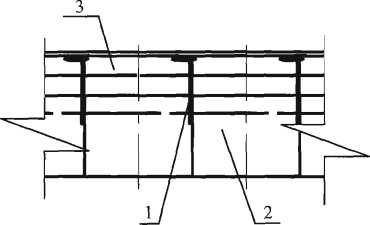
图4. 2. 1-2插刺式模块结构炉衬
1 一锚固件;2一模块;3一耐火陶瓷纤维毯
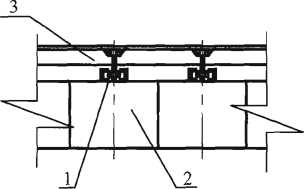
图4. 2. 1-3滑槽式模块结构炉衬
1一锚固件;2一模块;3一耐火陶瓷纤维毯
4.2.2宜用体积密度为96kg∕m3或128kg∕r∏3的耐火陶瓷纤维毯折叠成组合件模块,折叠式模块 (未含金属附件)的体积密度宜为200kg∕m3左右。应控制折叠块陶瓷纤维毯的体积压缩比,用于制 作模块的陶瓷纤维毯压缩前的厚度不得小于25mmo
4.2.3采用叠砌式(折叠式)模块结构时,应综合考虑选用合理的结构形式。可采用中心孔吊装式、 插刺式和滑槽式,见图4. 2. 3-1、图4. 2. 3-2、图4. 2. 3-3所示;此外,也可采用蝶形吊装式、菱形插片 式、横杆吊挂式等。
4.2.4折叠式模块内的金属附件材质应至少为奥氏体不锈钢或镣合金钢。
炉顶上的纤维模块应设计为其锚固范围至少大于模块宽度的80%。
4. 2. 5锚固组合件应设计安装在距模块冷表面小于50mm的位置。
4.2.6应在模块施工之前将锚固件固定在壁板上。锚固件材料应按本规定2. 2节的规定选用。
4.2.7对于沿模块折叠方向顺次同向竖缝的排列形式,在模块的排与排之间必须设置收缩缝,而且 必须用相应的耐火陶瓷纤维毯经对折压缩后填入缝隙并挤紧。这种结构用于炉顶时,必须用耐热合 金“U”形钉使纤维毯与折叠块固定,见图4. 2. 7-10 "U”形钉材料按本规定2. 2节的规定选用。
2
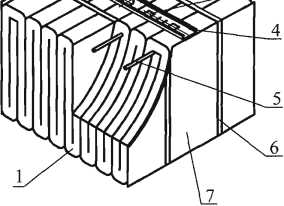
图4.2.3-1中心孔吊装式模块结构
1一耐火陶瓷纤维毯;2一钢夹;3—压紧件;4一安装槽;5—支撑棒;6一捆扎带;7—硬板
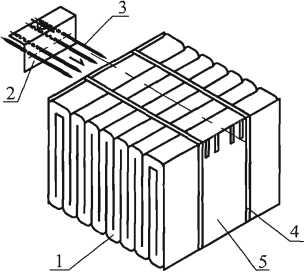
图4.2.3-2插刺式模块结构
1一耐火陶瓷纤维毯;2一角钢;3一支撑棒(插齿);4一捆扎带;5一硬板
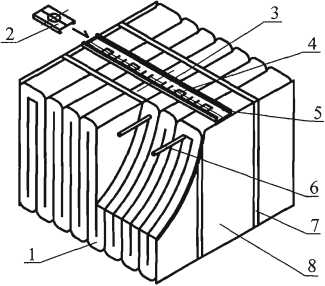
图4.2.3-3滑槽式模块结构
1一耐火陶瓷纤维毯;2一滑块;3一钢夹;4一压紧件;5—安装槽兼滑轨;6一支撑棒;7一捆扎带;8一硬板
对于模块交错镶嵌法排列型式,见图4.2.7-2所示,必须严格保证相邻模块相互抵销收缩量,特 别应避免模块交错角处的窜气缝。模块交错镶嵌法仅适用于炉顶。
4.2.8折叠块与砖砌体或其他耐火炉衬的连接处,如果是折叠块的非折叠方向,考虑避免因耐火陶 瓷纤维制品的收缩使直通缝扩大,可把陶纤毯经对折压缩后挤压进直通缝隙中,见图4. 2. 8-1、 图4. 2. 8-2所示,以免因此造成增加热损失及损坏钢结构。
“U”形钉插入位置
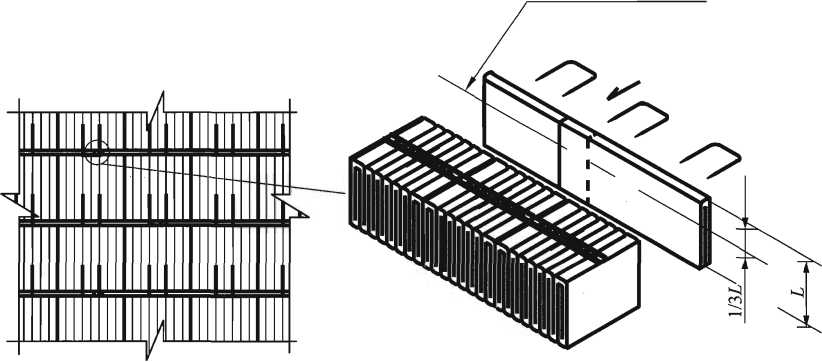
图4. 2. 7-1模块竖缝单向排列形式
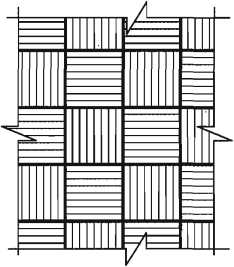
图4.2.7-2模块交错镶嵌法排列形式
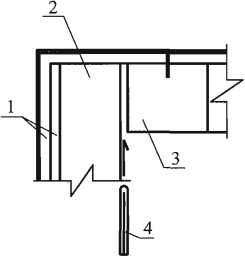
图4. 2. 8-1模块非折叠方向拐角形式I
1—背衬;2—砖砌体;3—模块;4—耐火陶瓷纤维毯
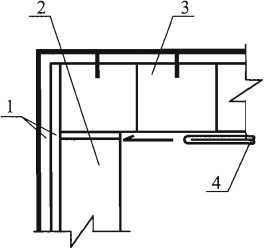
图4. 2. 8-2模块非折叠方向拐角形式H
1一背衬;2一砖砌体;3—模块;4一耐火陶瓷纤维毯
4.3贴面式耐火陶瓷纤维炉衬
4.3.1贴面式耐火陶瓷纤维炉衬系指将耐火陶瓷纤维毡或板粘贴于耐火砌体热面的结构,可用于 老炉子的节能改造,或用作其他炉衬材料表面免受热冲击的隔热防护层。
4. 3. 2 贴面层的厚度应不超过50mm,最薄处应不小于20mmo
4.3.3贴面式炉衬分为立贴式和平贴式,无论何种形式均不得用于要求有抗气流冲刷的场合。
4.3.4不得使用过期变质的粘贴剂。
4.3.5用粘贴剂刷砖壁前,被粘贴砖壁面应彻底铲除疏松部分、修补平整、消除积灰和污物,砖壁面 在用粘贴剂完全润湿后才可粘贴。
4.3.6对釆用毡块(由若干毡条组成)的立贴式炉衬,在砌筑时应按15%〜20%的预压缩量予以压 紧,见图4. 3. 6所示。
4.3.7立贴式炉衬在施工时,粘贴剂要涂抹均匀饱满。粘贴条宽度要均匀,砌筑后的墙面要平整, 各连接部位都不得有间隙存在。
4.3.8平贴式炉衬的热面层应紧密铺设,耐火陶瓷纤维毡或板间不得留有缝隙。
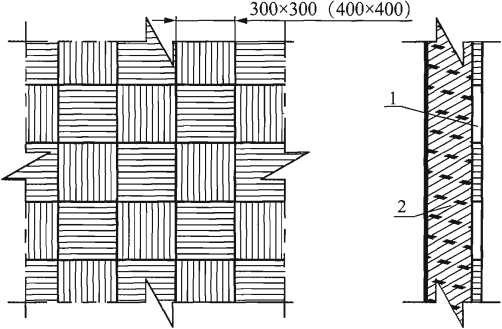
图4.3.6立贴式
1一耐火陶瓷纤维毡;2一耐火砖或耐火浇注料
4.4不定形耐火陶瓷纤维炉衬
4.4.1不定形耐火陶瓷纤维炉衬材料系指耐火陶瓷纤维喷涂料、耐火陶瓷纤维可塑料和耐火陶瓷 纤维浇注料。
4. 4.2耐火陶瓷纤维喷涂料的原棉应是经过处理的膨胀棉,且纤维长度应不大于20mmo
4. 4.3应根据炉衬厚度方向上温度的变化,合理分层设计,选用不同档次的材料。
4. 4.4必须采用与使用温度相适应的耐热钢锚固钉或合金丝网加以锚固。锚固件材料按本规定 2. 2节的规定选用。
4. 4.5应视炉衬厚度选择锚固钉型式。炉衬厚度不大于Ioomm时,应选用“V”形锚固钉;炉衬厚 度大于Ioomm时,应选用“Y”形锚固钉;炉衬厚度不大于70mm时,应采用网状锚固件。
4.4.6 用在炉墙上的锚固钉中心距应不大于300mm;用在炉顶上的锚固钉中心距应不大于 225mm,见表4.4.6的规定。锚固钉应采用交错布置,见图4.4.6所示。
对于耐火陶瓷纤维浇注料或耐火陶瓷纤维可塑料炉衬,相邻两个锚固钉头部的扳边方向,应呈 交叉状态;对用于耐火陶瓷纤维喷涂料竖墙炉衬上的锚固钉,钉子头部扳边方向宜呈水平状态。
表4.4.6不定形耐火陶瓷纤维炉衬锚固钉布置
|
锚固钉长度 (mm) |
锚固钉间距A (mm) |
每平方米锚固钉数量 | |||
|
竖墙 |
炉顶 |
炉底 |
锚固钉间距A(mm) |
数量(个) | |
|
38 |
200 |
115 |
300 |
115 |
75. 7 |
|
150 |
44. 5 | ||||
|
50 |
225 |
150 |
300 |
200 |
25 |
|
65 |
250 |
150 |
300 |
225 |
19. 7 |
|
>65 |
300 |
225 |
600 |
300 |
11.1 |
|
600 |
2.8 | ||||
|
—— | |||||
|
1 *f r |
Sr | ||||
|
I卜-、 ___< _ 7T _. |
* 、 7 |
/__、 |
弋 | ||
|
A/2 |
A |
A |
,75 | ||
图4.4.6锚固钉布置图
4. 4.7对于耐火陶瓷纤维浇注料或耐火陶瓷纤维可塑料炉衬,锚固钉长度应占整个浇注厚度的 2/3;对用于耐火陶瓷纤维喷涂料竖墙炉衬上的锚固钉,锚固钉的长度应占整个喷涂厚度的3/4;锚固 钉端部距衬里表面应为15~35mmo
4.4.8被施工表面不应有焊渣、浮锈、疏松氧化皮及油污,并严禁用水冲洗。在旧炉衬上施工时,必 须用钢丝刷彻底清理原衬里表面,除去所有灰尘和油污,凡已粉化的原衬里表面均必须剔除干净。
4. 4.9耐火陶瓷纤维浇注料施工时必须注意:
1不得使用过期及包装不完整的促凝剂;
2施工结束后,必须自然养护24h,才可脱模。
4. 4. 10耐火陶瓷纤维喷涂料施工必须注意:
1炉顶部位每层喷涂厚度大于70mm时,必须安装快速夹子、钢丝缠绕成的网状结构或大垫 圈、压紧螺母或采用其他方式进行层间固定;
2不得使用喷涂中的回弹料;
3应在保证喷涂衬里表面平整与无明显缝隙的前提下,严禁抹面。施工后仅可用平板适当压 实衬里表面;
4直接用于热面的耐火陶瓷纤维喷涂料,其表面宜用提高表面强度的专用涂料加以保护。
4.5 复合结构炉衬
4.5.1复合结构炉衬应根据炉温、工作面环境等综合工况设计炉衬厚度。热面层、背衬层可釆用不 同材质不同形态的材料,同时必须兼顾到施工与维修的方便,达到物尽其用、经济合理。
4.5.2不同工况的工业炉窑其热面层、背衬层组合的复合结构炉衬,可有多种不同形式,部分实例 见图 4. 5. 2T〜图 4. 5. 2-7 所TKO
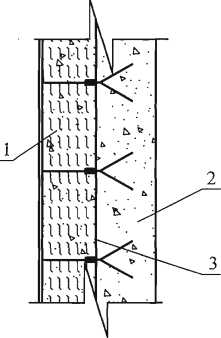
图4. 5. 2-1 复合结构形式I
1一耐火陶瓷纤维喷涂料;2—耐火浇注料;
3—防水塑料纸
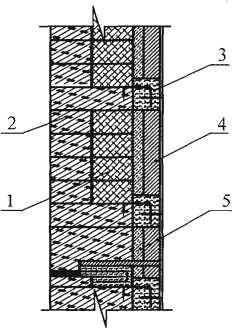
图4. 5. 2-2 复合结构形式H
1一耐火绝热砖23# ;2一耐火绝热砖28# ;3一耐火陶瓷纤维毯;
4—普铝耐火陶瓷纤维喷涂料;5一高铝耐火陶瓷纤维喷涂料
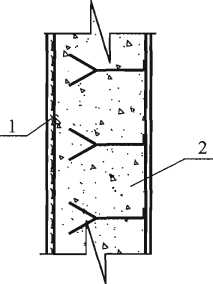
图4. 5. 2-3 复合结构形式皿
1一耐火陶瓷纤维喷涂料;2一耐火浇注料
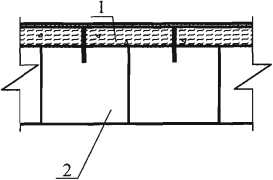
图4. 5. 2-4 复合结构形式N
1—背衬;2—模块
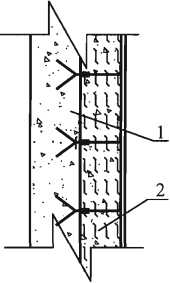
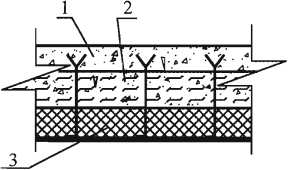
图4. 5. 2-6复合结构形式M
1一耐火浇注料;2一耐火陶瓷纤维浇注料;3—保温块
图4. 5. 2-5复合结构形式V
1一耐火浇注料;2一耐火陶瓷纤维浇注料
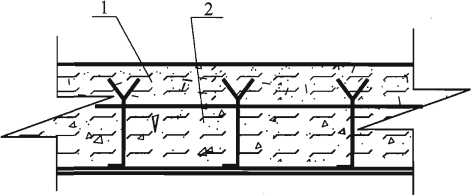
图4. 5. 2-7复合结构形式M
1—高铝耐火陶瓷纤维浇注料;2一普铝耐火陶瓷纤维浇注料
4.5.3采用隔热块或耐火陶瓷纤维毯等耐火陶瓷纤维制品作为浇注料的背衬层时,应将其隔离以 防水从浇注料中渗过来。
4.5.4锚固系统应对复合结构炉衬每一层都具有固定和支承作用。锚固件的形式和安装应符合本 规定4. 1、4. 2、4. 4节的规定。
4.5.5复合结构炉衬任何一层所用材料的工作温度均应符合本规定第3章的规定。
4.6挠性密封结构
4. 6. 1挠性密封结构系指用于炉本体上因炉管与炉体有相对位移而需要密封、隔热的炉衬结构。 一般由耐火陶瓷纤维布、耐火陶瓷纤维棉或耐火陶瓷纤维毯、固定件组成。
4. 6.2应根据不同工况和不同场合选用适用条件的耐火陶瓷纤维布等和其配套件。
4.6.3施工时应严防涂料、油漆、溶剂以及粘结剂粘涂在布面上。
4.6.4所用耐火陶瓷纤维棉或耐火陶瓷纤维毯的工作温度均应符合本规定第3章的规定。固定件 的工作温度应符合本规定2. 2节的规定。
4.6.5在选用受烟尘危害的部件材料时应特别慎重,应尊重专业制造商的建议。
4. 6. 6挠性密封结构部分实例见图4. 6. 6-1〜图4. 6. 6-4所示。
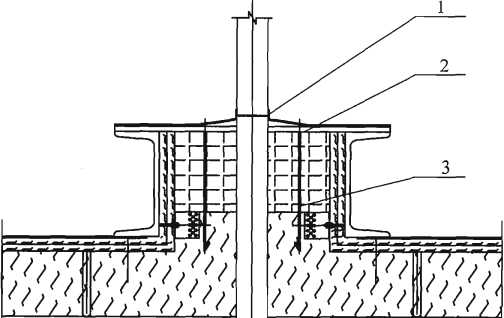
图4.6.6-1挠性密封结构I
1 一固定卡件;2一耐火陶瓷纤维布;3一带倒钩U形钉

图4.6.6-2挠性密封结构H
1一卡箍;2一耐火陶瓷纤维布;3—外层防水布;4 一填塞耐火陶瓷纤维
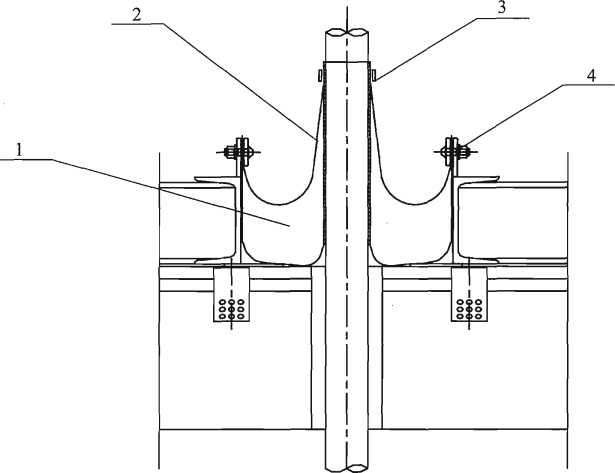
图4. 6. 6-3挠性密封结构亜
1—耐火陶瓷纤维棉;2—耐火陶瓷纤维布;3—固定卡件;4一固定件
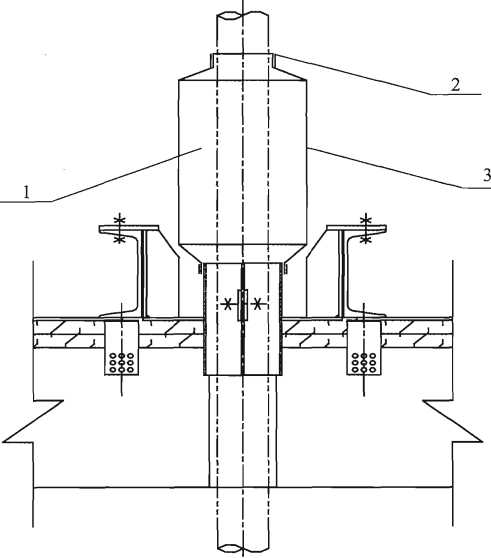
图4.6.6-4挠性密封结构N
1一耐火陶瓷纤维棉;2—固定卡件;3一耐火陶瓷纤维布
附录 A
(资料性附录) 耐火陶瓷纤维制品的性能数据
A. 0.1耐火陶瓷纤维板的性能数据列于表A.O. Io
表A. 0.1耐火陶瓷纤维板的性能数据
|
类别 |
背衬板 |
热面板 | ||||
|
分类温度(°C) |
1000 |
1260 |
1260 高纯型 |
1260 |
1400 | |
|
工作温度(°C) |
800 |
1000 |
1100 |
1100 |
1150 | |
|
常温耐压强度(MPa) (厚度方向压缩10%) |
≥0. 3 |
≥0. 3 |
≥0. 3 |
≥0. 3 |
≥0. 3 | |
|
加热永久线变化(%) (分类温度,24h) (ASTM C356) |
≤ — 2. 5 |
≤ — 3. 0 |
≤-4.0 |
≤-4.0 |
≤-4.0 | |
|
导热系数 [W∕(m ∙ K)] (平均温度) (ASTM C201) |
200 OC |
0. 065—0. 085 |
一 | |||
|
300 0C |
一 |
0. 070~0. 110 | ||||
|
400 0C |
0. 085~0. 110 |
0. 085 — 0. 125 | ||||
|
500OC |
一 |
一 | ||||
|
600oC |
0. 13 — 0. 16 |
0. 11 — 0. 16 | ||||
|
体积密度(士 β⅜)(kg∕m3) |
320 | |||||
|
含水率(%) |
≤1 | |||||
|
有机物含量(%) |
<8 | |||||
|
用途 |
工业窑炉耐火衬里背衬材料 |
工业窑炉耐火衬里迎火面 | ||||
A. 0.2耐火陶瓷纤维浇注料的性能数据列于表A,0.2o
表A.0.2耐火陶瓷纤维浇注料的性能数据
|
类别 |
普通型 浇注料 |
高铝型 浇注料 |
含错型 浇注料 |
|
,工作温度(°C) |
≤1000 |
≤1200 |
≤1300 |
|
体积密度(kg∕m3) |
400 — 800 |
500 — 1000 |
500 — 1000 |
|
加热3h线变化(%) (体积密度500kg∕m3) |
厂-3.2 (80OoC) |
—3. 2 (12OOoC) |
—3. 2 (13OOoC) |
续表A. 0.2
|
类别 |
普通型 浇注料 |
高铝型 浇注料 |
含错型 浇注料 | |
|
耐压强度(MPa) |
IloOC |
0. 8—1.0 |
0. 8~1. 0 |
0. 8—1.0 |
|
IooooC |
1. 0 — 1. 3 |
一 |
— | |
|
120OoC |
一 |
1.0—1. 3 |
— | |
|
130OoC |
一 |
— |
1. 0—1. 5 | |
|
*化学组成 (%) |
Al∙2。3 |
≥45 |
≥56 |
≥50 |
|
Al2 O3+ZrO2 |
一 |
一 |
≥60 | |
|
存放时间 |
不受冰冻或高温烘烤时,保存期2个月 | |||
注:*化学组成指喷涂料用纤维的化学组成。
A. 0.3耐火陶瓷纤维喷涂料的性能数据列于表A.0. 3o
表A. 0.3耐火陶瓷纤维喷涂料的性能数据
|
类别 |
普通型 喷涂料 |
标准型 喷涂料 |
高纯型 喷涂料 |
高铝型 喷涂料 |
含错型 喷涂料 | |
|
分类温度(°C) |
1260 |
1260 |
1260 |
1400 |
1400 | |
|
工作温度(°C) |
<1000 |
IOOO |
IlOO |
1200 |
1350 | |
|
体积密度<kg∕m3) |
200〜400 | |||||
|
常温耐压强度(MPa) |
0. 3 — 0. 6 | |||||
|
加热永久线变化(%) (保温24h,体积密度400kg∕m3) |
—4 (IOOOoC) |
-3 (IOOoOC) |
-3 (IIOOoC) |
-3 (12OOoC) |
-3 (135OoC) | |
|
*化学组成 (%) |
Alβ θɜ |
44 |
46 |
47 〜49 |
52 〜55 |
39 〜40 |
|
Al2 O3+SiO2 |
96 |
97 |
99 |
99 |
一 | |
|
Al2 O3+SiO2+ZrO2 |
一 |
一 |
一 |
一 |
99 | |
|
ZrO2 |
一 |
一 |
一 |
一 |
15 — 17 | |
注:*化学组成指喷涂料用纤维的化学组成。
A. 0.4耐火陶瓷纤维可塑料的性能数据列于表A. 0. 4。
表A. 0.4耐火陶瓷纤维可塑料的性能数据
|
分类温度(°C) |
600 |
1000 |
1200 |
1300 |
1400 | |
|
平均温度(°C) |
550 |
900 |
1100 |
1250 |
1300 | |
|
耐压强度 (MPa) |
IlOoC |
0. 9-1. 3 |
0.8 〜1.2 |
0. 8-1. 2 |
0. 8-1. 2 |
0. 9-1. 3 |
|
t°C |
0. 4 — 0. 5 |
0. 4—0. 5 |
0. 4 — 0. 5 |
0. 4 — 0. 5 |
0. 4—0. 5 | |
|
烧后线变化率(%) |
-1.2 |
-1.5 |
-2. 5 |
一3. 0 |
-3.0 | |
|
导热系数:W/(m ∙ K)] |
0. 10 |
0. 13 |
0. 15 |
0. 17 |
0. 20 | |
|
体积密度(IlOoC) (kg∕m3) |
450 — 550 |
500 — 600 |
500—600 |
550-650 |
600 — 700 | |
|
用途 |
工业窑炉耐火砖背衬, 烟囱和弯头箱衬里 |
工业窑炉辐射室,对流室烟道,烟 囱,纤维喷涂衬的附墙火嘴附近 |
工业窑炉高温部分(含 裂解炉辐射室) | |||
注:表中所表示耐压强度、烧后线变化率、导热系数的性能数据,除注明外均为表中所列工作温度下相对应的数据。
附录B
(资料性附录)
挠性密封结构用纤维布的性能数据
B. 0.1挠性密封结构用纤维布的性能数据列于表B. 0. IO
表B. 0.1挠性密封结构用纤维布的性能数据
|
类别 |
玻璃纤维布 |
氧化硅纤维布 |
铝硅硼纤维布 | ||
|
工作温度(°C) |
一40 〜+ 200 |
≥65O |
IOOO |
1204 | |
|
厚度(mm) |
0. 4 + 0. 04 |
1 + 0. 04 |
0. 76 + 0. 10 |
0. 76 + 0. 10 | |
|
面密度(kg∕m2) |
一 |
0. 70 + 0. 08 |
0. 67 + 0. 10 |
0. 678 + 0. 10 | |
|
含水率(%) |
≤2 | ||||
|
断裂强度 |
经向 |
2400N∕50mm |
≥400N∕50mm |
800N∕25mm |
1290N∕25mm |
|
纬向 |
2400N∕50mm |
≥250N∕50mm |
700N∕25mm |
1156N∕25mm | |
|
有机物含量(%) |
≤15 |
≤15 |
≤10 |
一 | |
|
灼烧减量(%) |
一 |
≤18 |
≤2 |
一 | |
1为了便于在执行本规定条文时区别对待,对要求严格程度不同的用词说明如下:
1) 表示很严格,非这样做不可的用词:
正面词采用“必须”,反面词采用“严禁”;
2) 表示严格,在正常情况下均应这样做的用词:
正面词采用“应”,反面词采用“不应”或“不得”;
3) 表示允许稍有选择,在条件许可时,首先应这样做的用词:
正面词采用“宜”,反面词采用“不宜”;
表示有选择,在一定条件下可以这样做的用词,采用“可”。
2本规定中指明应按其他有关标准、规范执行的写法为“应符合……的规定”或“应按……执 行"。
中华人民共和国化工行业标准
HG/T 20642—2011
条文说明
i.o.i本条说明了制定本规定的目的,且本规定是在总结了多年实施经验的基础上,根据行业标准 制、修订计划的要求进行编制工作的。
1.0.2为了保证耐火陶瓷纤维炉衬设计的准确合理,本条新增了本规定不适用范围的内容。
1. 0. 3〜L 0. 5这几条是作为耐火陶瓷纤维炉衬设计的共性要求而提出。
1.0.6本条在清理、增列相关标准的基础上,列出了使用本规定时的相关引用文件。
涉及主要相关标准的清理有:
GB 3003变更为《耐火材料 陶瓷纤维及制品》GB/T 3003
HGJ 15 变更为 HG 20581
HGJ 40 变更为 HG/T 20683
HGJ 41 变更为 HG/T 20684
增列的相关标准有:
《机动孤焊用焊接螺柱》GB/T 902. 2
《储能焊用焊接螺柱))GB∕T 902. 3
《工业磷酸》GB/T 2091
《工业硅酸钠》GB/T 4209
ISO 13918 Welding-StUdS and CeramiC ferrules for arc StUd Welding
API Std. 560 forth edition, 2007, Fired heaters for general refinery SerViCeS
ASTM C201—1993(2009) Standard test method for thermal COndUCtiVity Of refractories
ASTM C356 Standard test method for Iinear Shrinkage Of PrefOrmed high-temperature thermal insulation SUbjeCted to SOaking heat
2.1耐火陶瓷纤维
2.1.1本条釆用了国际化的称谓:“耐火纤维”釆用“耐火陶瓷纤维”全称,“类型及使用温度”改为 “种类及工作温度”,“分类温度”改为“分级温度”;对耐火陶瓷纤维材料种类、分级温度及工作温度的 原表2. 1. 1作了修订补充:高纯型分级温度和短时工作温度由120OOC改为1260oC;含错型分级温度 和短时工作温度由140OOC改为143OoCO
2.1.2本条对耐火陶瓷纤维制品的形态分类表作了修订补充:
“纤维硬板”改为“纤维板”;增补了真空成型件、纤维可塑料。
2.1.3〜2.1.5 这几条为根据近年来相关技术的发展和相关标准的不断修订,将各种耐火陶瓷纤维 制品的主要技术指标和要求进行整编和修订,使之更趋规范化。
2.2锚固件
2.2.1本条因锚固件是耐火陶瓷纤维炉衬连接和支承的重要部件,从而明确了锚固件的设计和选 材要求。
2. 2. 2〜2. 2. 4这几条增补了近年来用于模块的施工便捷和专业化的尖端引弧螺柱焊锚固件和拉 弧焊螺柱焊锚固件以及相应的标准GB/T 902. 2《机动弧焊用焊接柱》、GB/T 902. 3《储能焊用焊接 螺柱》和ISo 13918的规定。同时增补了“2.2.4对于没有炉管遮蔽炉衬处的金属锚固件,应由耐 火陶瓷纤维块完全覆盖或用填塞可塑性耐火陶瓷纤维的陶瓷杯保护”的条款。
2.2.5本条为防止硫酸露点腐蚀,专门对使用含硫燃料工业炉的锚固件及炉壳板提岀了采取防腐 措施的要求。
2.3表面涂层
本节整合了原“2. 3涂料”和“2. 4粘贴剂”的内容,使之更趋合理,同时增补了喷涂结合剂、表面 固化剂等内容条款,补充了粘贴剂中使用到的有关水玻璃和磷酸的性能要求的相关标准。
3.0.1〜3.0.12这几条在对原有条文内容加以调整完善的基础上,补充引入了 APl 560中关于耐 火陶瓷纤维炉衬的相关规定和要求,使本规定更具实用性和可操作性。
3. 0.13〜3. 0.14这两条分别列岀了确定耐火陶瓷纤维炉衬厚度及选用耐火陶瓷纤维制品时应遵 照的规定。
4.1层铺式耐火陶瓷纤维炉衬
4.1.4,4.1.5这两条是针对层铺式耐火陶瓷纤维炉衬结构的设计选材及选用的锚固件形式所提的 要求。
4.1.6锚固钉布置间距直接关系到炉衬的质量和使用寿命,特别是钉子距离边缘的尺寸,本条强调 了“层铺耐火陶瓷纤维毯的锚固件至所有边沿的最大距离应不大于75mm,一般应为50mmwo其余 按本规定图4. 1. 6所示布钉。
4.2叠砌式(折叠式)模块结构炉衬
4. 2.1本条对叠砌式(折叠式)模块作了定义性的说明,并列举了它的常用的几种形式。
4.2.2本条提出了制作模块的耐火陶瓷纤维毯制品的较佳规格,在具体地明确了由此材料组成模 块的最佳体积密度基础上,还规定了用于制作模块的陶纤毯压缩前的厚度不得小于25mm,并应控 制陶纤毯的体积压缩比,由此保证耐火陶瓷纤维毯压缩后有良好的回弹性,进而保证了模块有较好 的隔热性能。
4.2.3本条说明叠砌式(折叠式)模块结构有很多形式,本次增列了蝶形吊装式、菱形插片式及横杆 吊挂式等。实际选用时,应综合考虑,确定采用合理的结构形式。
4.2.4本条为新增内容,为了模块的安全使用,对锚固件在模块内的位置作了规定。明确了“折叠 式模块内的金属附件材质应至少为奥氏体不锈钢或镣合金钢。炉顶上的纤维模块应设计为其锚固 范围至少大于模块宽度的80%”的要求。
4.2.7,4.2.8这几条对耐火陶瓷纤维模块结构炉衬无论采用的模块是什么形式,都应对模块间及 模块与相邻砌体炉衬间可能产生的缝隙应引起足够重视作了说明,并要求采取必要的措施予以消 除,以确保炉子的安全运行。
4.3贴面式耐火陶瓷纤维炉衬
4.3.1贴面式耐火陶瓷纤维炉衬,当今虽不常用,但作为耐火陶瓷纤维炉衬的一种形式,应该还是 有其适用的场合,本条将原4. 3. 1.4. 3.4进行了整合。
4. 3. 2〜4. 3. 5这几条分别对贴面层的厚度、使用场合及使用条件作了规定。
4. 3. 6〜4. 3. 8这几条对立贴式、平贴式炉衬的施工提出了要求,两者都切忌缝隙的存在。
4.4不定形耐火陶瓷纤维炉衬
4.4.1本条在不定形耐火陶瓷纤维炉衬中增列了近年来使用的耐火陶瓷纤维可塑料。
4.4.2本条说明为避免耐火陶瓷纤维的卷起影响施工质量,提出了宜用短纤维材料的要求。
4.4.4本条对原4. 4.4.4. 4.7进行了整合。
4.4.5本条对原条文内容进行了修改,在视炉衬厚度选择锚固件的形式上作出了具体规定,使得该 条文的实施更具操作性。
4.5复合结构炉衬
4. 5.1〜4. 5. 4这几条分别说明了设计采用复合结构炉衬的条件,它们的形式及使用复合结构炉衬 的注意事宜。
4.5.5本条为本次修订新增的规定,强调了复合结构炉衬任何一层所用材料的工作温度均应符合 本规定第3章的要求。
4.6挠性密封结构
4.6.1〜4.6.6 这几条为本次修订新增的内容。炉本体上由于炉管受热后与炉体有相对位移且位 移方向为非直线型的,有的是三维的,如炉顶(中间盖板)炉管位置部分,炉管上下和水平方向上都有 位移,导致此处密封成为瓶颈问题,国内外多采用挠性密封结构解决此部位的密封问题。挠性密封 结构由纤维布、纤维棉或毯、固定件组成,一侧固定在炉管,另一侧固定到顶板的型钢上,使纤维布像 套袖一样既随炉管自如移动,又可阻气密封。所用纤维布有多种类型和不同的温度等级,目前国内 工业炉窑上常用的纤维布有玻璃纤维布、高硅氧纤维布、铝硅硼纤维布等。具体使用时,应根据使用 环境,慎重选用,特别是在选取高温、受烟尘危害的部件材料时必须听取有经验的专业制造商的 建议。
国标GB/T 3003—2006主要按厚度等外形尺寸规定了各种耐火陶瓷纤维布的技术指标,本规 定将目前国内工业炉窑上常用的纤维布的各项主要性能指标单独列入了资料性附录B,供设计时参 考选用。必须注意的是,如用于需要防水的场合,纤维布的工作温度受限于防水涂层材料。
31