ICS 77.15OJO
H 61
GB/T 33960—2017
2017-07-12 发布
2018-04-01 实施
lɪl
中华人民共和国
国家标准
压力容器焊接用铝及铝合金线材
GB/T 33960—2017
*
中国标准岀版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
总编室:(010)68533533 发行中心,(010)51780238 读者服务部:(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经梢
开本880X1230 1/16 印张1 字数26千字 2017年7月第一版 2017年7月第一次印刷
«
书号:155066 • 1-56493 定价 18.00 元
本标准按照GB/T 1.1-2009给出的规则起草。
本标准由中国有色金属工业协会提出。
本标准由全国有色金属标准化技术委员会(SAC/TC 243)归口 β
本标准主要起草单位:杭州坤利焊接材料有限公司、东北轻合金有限责任公司、西南铝业(集团)有 限公司、浙江宇光铝材有限公司、北京有色金属与稀土应用研究所。
本标准主要起草人:陈继强、谢幸儿、高新宇、高玉亭、杜恒安、林中强、焦磊、谢迪江。
压力容器焊接用铝及铝合金线材
1范围
本标准规定了压力容器焊接用铝合金线材的要求、试验方法、检验规则、可追溯性和标志、包装、运 输、贮存及质量证明书与订货单(或合同)内容.
本标准适用于中低常压罐体、塔体、箱体等铝制容器焊接用铝合金线材(以下简称线材)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3190变形铝及铝合金化学成分
GB/T 3199铝及铝合金加工产品包装、标志、运输、贮存
GB/T 3880.1 一般工业用铝及铝合金板、带材 第1部分:一般要求
GB/T 7999铝及铝合金光电直读发射光谱分析方法
GB/T 8170数值修约规则与极限数值的表示和判定
GB/T 16672焊缝工作位置倾角和转角的定义
GB/T 17432变形铝及铝合金化学成分分析取样方法
GB/T 20975(所有部分)铝及铝合金化学分析方法
NB/T 47013.2-2015承压设备无损检测 第2部分:射线检测
NB/T 47013.5承压设备无损检测 第5部分:渗透检测
3要求 3.1线材分类
3.1.1牌号、类别、尺寸规格及净重
线材的牌号、类别、尺寸规格及净重应符合表1的规定,需要其他牌号、规格或净重的线材时,应供 需双方协商,并在订货单(或合同)中注明。
表1牌号、类别、尺寸规格及净重
|
牌号• |
类别 |
尺寸规格 mm |
净重(每盒或卷) kg | ||
|
直径 |
长度 |
线盘直径 | |||
|
1100 1188 4043、4043A 4047 5183.5183A 5356.5356A 5554 5556 |
直条线材 |
1.60、2.00、2.40、3.00、3.20、 4∙00,5∙00 |
1 000 |
2.5、5、10、20 | |
|
盘装线材 |
0.80、Lo0、1.20、1.60 |
■ |
100 |
0.45 | |
|
200 |
2.0、2.5 | ||||
|
270.300 |
5.6.7 | ||||
|
空心卷线材 |
2.40、3.00、3.20、4.00 |
■ ■ |
— |
5、8、10、12、15 | |
|
,需方可参照附录A,为需焊接的铝合金材料选择相匹配的焊接线材.____________________ | |||||
3.1.2标记及示例
线材标记按产品名称或类别、标准编号、牌号、尺寸规格及净重的顺序表示。标记示例如下:
示例1:
5356牌号、直径为1.60 mm、每盒质最为7 kg的盘装线材,标记为:
盘装线材 GB/T 33960 5356-Φ1.6-7
示例2:
5356牌号、直径为1.60 mm、长度为IOoO mm,每盒质虽为5 kg的直条线材,标记为:
直条线材 GB/T 33960 5356-φl.6×l 000-5
示例3:
5356牌号、直径为3.20 mm、每盒质量为8 kg的空心卷线材,标记为:
空心卷线材 GB/T 33960 5356-φ3.2-8
3.2化学成分
1188、5183A、5356A牌号线材的化学成分应符合表2的规定,其他牌号线材的化学成分应符合 GB/T 3190的规定。对其他杂质元素的质量分数有特殊要求时,由供需双方协商确定后在订货单(或 合同)中注明。
表2化学成分
|
牌号 |
化学成分,(质量分数)/% | ||||||||||||
|
Si |
Fe |
CU |
Mn |
Mg |
Cr |
Zn |
Ti |
Be |
其他杂质, |
AIb | |||
|
单个 |
总计 | ||||||||||||
|
1188 |
≤0.06 |
≤0.06 |
≤0.005 |
≤0.01 |
≤0.01 |
≤0.03 |
Ga≤0.03 V≤0.05 |
≤0.01 |
≤0.000 3 |
0.01 |
≥99.88 | ||
|
5183A |
≤0.40 |
≤0.40 |
≤0.10 |
0.50- 1.0 |
4.3〜 5.2 |
0.05- 0.25 |
≤0.25 |
— |
≤0.15 |
≤0.000 5 |
0.05 |
0.15 |
余量 |
|
5356A |
≤0.25 |
≤0.40 |
≤0.10 |
0.05- 0.20 |
4.5〜 5.5 |
0.05- 0.20 |
≤0.10 |
0∙06 〜 0.20 |
≤0.000 5 |
0.05 |
0.15 |
余械 | |
1其他杂质指表中未列出或未规定数值的元素.
b铝的质量分数为ιoo.oo⅝与所有质最分数不小于0.010%的元素质景分数总和的差值,求和前各元素数值要 表示到o.ox%.
3.3尺寸偏差
尺寸偏差应符合表3的规定。
表3尺寸偏差
|
线材类别 |
直径允许偏差 mm |
长度允许偏差 mm |
|
盘装线材 |
+ 0.03 -0.05 |
表3 (续)
|
线材类别 |
直径允许偏差 mm |
长度允许偏差 mm |
|
空心卷线材 |
÷0.03 —0.05 |
—■■ |
|
直条线材 |
±0.10 |
±2 |
3.4焊接性能
3.4.1盘装线材及空心卷线材熔敷金属X射线探伤结果应符合NB/T 47013.2-2015中铝制承压设备 质量等级I级要求。
3.4.2直条线材平板堆敷焊接试验结果:熔敷金属流动性好、无飞溅,焊缝规则、匀称、表面光滑;经焊 缝渗透探伤试验,未发现裂纹或直径超过0.4 mm的气孔。
3.5外观质■
线材表面应光滑,色泽均匀,不应有裂纹、毛剌、起皮、凹陷、黑斑、折叠、油污和其他对焊接产生有害 影响的缺陷。
3.6 线盘
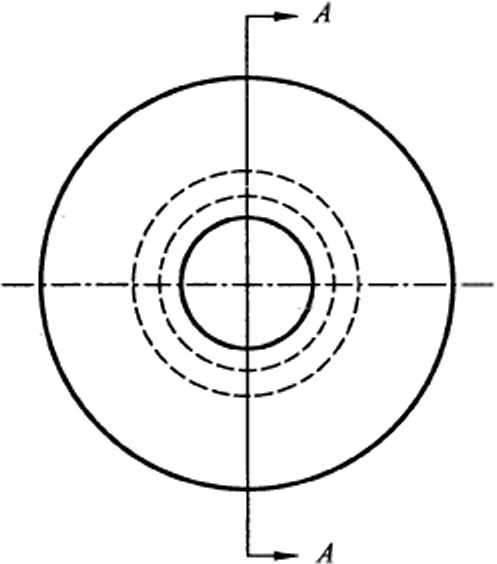
3.6.1直径为100 mm的线盘形状示意图见图1;直径大于100 mm的线盘形状示意图见图2o线盘尺 寸及偏差参见表4。
3.6.2 线盘应清洁、干燥。线盘在正常的搬运中及在不小于120 C的温度下正常使用时,不应发生 变形。
G
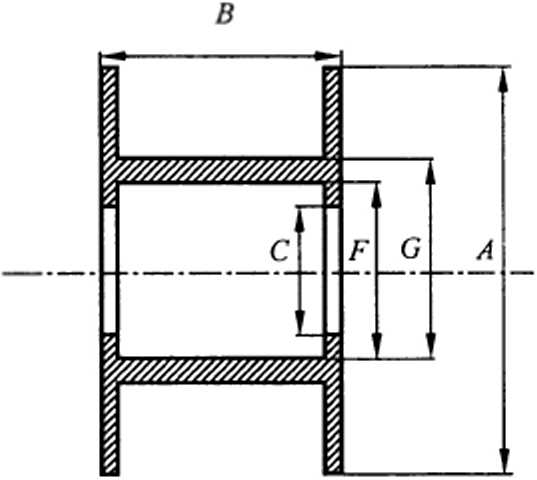
说明:
A —直径;
B——幅宽3
C —法兰内径;
F—芯轴内径;
G 芯轴外径。
图1直径为100 mm的线盘形状示意图
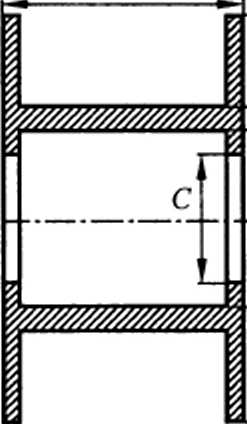
说明:
A ―直径,
B —幅宽;
C—法兰内径;
D—驱动孔轴间距;
E——驱动孔直径;
F—芯轴内径;
G —芯轴外径。
图2 直径大于100 Inm的线盘形状示意图
表4线盘尺寸及偏差
单位为亳米
|
直径A及允许偏差 |
100尸 |
193t{ |
200j^3 |
27Oi-S |
3OO}5 |
|
幅宽B及允许偏差 |
45。 |
60^3 |
55、 |
100 七 3 |
100 七 3 |
|
法兰内径C及允许偏差 |
16+J |
50.5尸3 |
50.5 户 n |
50.5∕∙s |
50.5 护 |
|
驱动孔轴冋距D及允许偏差 |
■ ■■ |
44.5% |
44.5±?:1 |
44.5±8i |
44.5 垸 |
|
驱动孔直径E及允许偏差 |
— |
IOk |
10討 |
10j^, |
10尸 |
3.7盘装要求
采用盘装交货的线材应连续、无接头,最外层与线盘外缘的距离不少于3 mm,线盘装线应满足自 动或半自动焊接设备上连续送丝的要求。
4试验方法
4.1化学成分
4.1.1化学成分分析方法采用GB/T 20975或GB/T 7999,仲裁分析方法应符合GB/T 20975的规定。 4.1.2仅对本标准的表2和GB/T 3190中相应牌号的“A1”及“其他”之外有数值规定的元素进行常规 化学分析。当怀疑非常规分析元素的质量分数超出了本标准的限定值时,供方应对这些元素进行分析。
4.1.3 “Al”质量分数按GB/T 3190规定的方法计算,计算“Al”质量分数时,取常规分析元素与怀疑超 量的非常规分析元素分析数值的和值作为“元素质量分数总和,
4.1.4分析数值的判定采用修约比较法,数值修约规则按GB/T 8170的有关规定进行,修约数位应与 本标准的表2或GB/T 3190规定的极限数位一致。
4.2尺寸偏差
线材的直径用精度不低于0.01 mm的量具进行测量,长度用直尺或卷尺等相应尺寸精度的量具 测量。
4.3焊接性能
盘装线材及空心卷线材的熔敷金属X射线探伤试验方法按附录B进行。直条线材的平板堆敷焊 接试验方法按附录C进行。
4.4外观质■
采用目视或借助于20倍放大镜检査线材外观质量。仲裁时采用20倍放大镜。
4.5线盘
线盘尺寸偏差用能保证相应精度的量具测量,其他项目以目视检査。
4.6盘装要求
盘装要求应目视检验,必要时可采用相应精度量具进行测量。
5检验规则
5.1检验和验收
5.1.1线材应由供方进行检验,保证线材质量符合本标准及订货单(或合同)的规定,并填写质量证 明书。
5.1.2需方应对收到的线材按本标准的规定进行检验。检验结果与本标准或订货单(或合同)的规定 不符时,应以书面形式向供方提出,由供需双方协商解决。属于外观质量或尺寸偏差的异议,应在收到 线材之日起一个月内提出,属于其他性能的异议,应在收到线材之日起三个月内提出。如需仲裁,可委 托供需双方认可的单位进行,并在需方共同取样。
5.2组批
线材应成批提交验收,每批应由同一牌号、熔次和尺寸规格的线材组成,批重不限。
5.3计重
线材应检斤计重。
5.4检验项目
每批线材出厂前均应进行化学成分、尺寸偏差、焊接性能、外观质量和盘装要求的检验。
5.5取样
线材取样应符合表5的规定。
表5取样要求
|
检验项目 |
取样规定 |
要求的 章条号 |
试验方法的 章条号 |
|
化学成分 |
按GB/T 17432的规定进行 |
3.2 |
4.1 |
|
尺寸偏差 |
每批抽取总盒数的2%,但不少于2盒(卷).直条线材每盒至少抽取5根 |
3.3 |
4.2 |
|
焊接性能 |
每批抽取1盒(卷) |
3.4 |
4.3 |
|
外观质量 |
每批抽取总盒数的2%,但不少于2盒(卷).直条线材每盒至少抽取5根 |
3.5 |
4.4 |
|
线盘 |
每批至少抽取2盘 |
3.6 |
4.5 |
|
盘装要求 |
逐盘进行检验 |
3.7 |
4.6 |
5.6检验结果的判定
5.6.1任一试样的化学成分不合格时,判该批不合格。
5.6.2任一试样的尺寸偏差不合格时,判该批不合格。但经供需双方商定,该批线材可由供方逐盒 (卷)检验,合格者交货。
5.6.3任一试样的焊接性能不合格时,应从该批线材中另取双倍数最的试样对不合格的项目进行重复 试验,重复试验结果全部合格时判该批线材合格,若重复试验结果中仍有试样焊接性能不合格,判该批 线材不合格。但经供需双方商定,该批线材可由供方逐盒(卷)检验,合格者交货。
5.6.4任一线材的外观质量不合格时,判该盒(卷)线材不合格。但经供需双方商定,该批线材可由供 方逐盒(卷)检验,合格者交货。
5.6.5任一线盘不合格时,判该批不合格。但经供需双方商定,该批线材可由供方逐盒检验,合格者 交货。
5.6.6盘装要求不合格时,判该盒(卷)不合格。
6可追溯性
6.1供方应保证任何一批线材、任何一件线材的生产制造、检验或试验,交付入库具有可追溯性。保证 按照线材标志可追溯到线材制造、检验各个过程的原始数据。
6.2供方对各种原始记录应妥善保管、备査,保存期不少于3年。
7标志、包装、运输、贮存及质■证明书
7.1.1产品标志
在检验合格的线材外包装上打印如下标记(或贴标签),其上标明:
|
a) |
牌号; |
|
b) |
尺寸规格; |
|
C) |
本标准编号; |
|
d) |
认证标志; |
|
e) |
产品熔次号、批号; |
f) 供方质检部门的检印(或质检人员的签名或印章);
g) 每根直条线材的端部用永久性印记标示出线材合金牌号。
7.1.2包装箱标志
线材的包装箱标志应符合GB/T 3199的规定。
7.2包装、运输、贮存
线材采用铝箔真空包装或塑料袋真空包装后,再装入纸质包装箱内。贮存条件为:湿度不超过 60%。或按照供需双方协议包装,其他包装、运输、贮存的要求按GB/T 3199的规定。
7.3质■证明书
每批线材应附有产品质量证明书,其上注明:
a) 供方名称;
b) 产品名称;
C)牌号及尺寸规格;
d) 批号;
e) 熔次号;
f) 净重、或箱、件数;
g) 本标准编号;
h) 认证标志;
i) 各项分析项目的检验结果和供方质检部门的检印(或检验标识);
j) 包装日期(或出厂日期);
k) 使用期限(标明启封后应立即使用,密封状态下在一年内使用)。
8订货单(或合同)内容
订购本标准所列线材的订货单(或合同)内应包括下列内容:
a) 产品名称;
b) 牌号;
C)尺寸规格;
d) 重量(或件数);
e) 本标准编号;
f) 特殊包装要求;
g) 其他特殊要求。
附录A (资料性附录) 线材与需焊接的铝合金材料的匹配关系
线材与需焊接的铝合金材料的匹配关系见表A.1。
表A.1线材与需焊接的铝合金材料的匹配关系
|
需焊接的铝合 金材料牌号 |
需焊接的铝合金材料牌号 | |||||||||
|
1060.1070. 1080 J350 |
1100、 3003 |
3004 |
5052、 5652 |
5083、 5383 |
5086.5186. 5182.5059. 5088 |
5154、 5754 |
5454 |
5456 |
6061、 6082 | |
|
线材牌号 | ||||||||||
|
1060、1070、 1080 J350 |
1188-b∙e |
ιιooa∙b |
4043a∙c |
4043a∙c |
5356c |
5356 |
5356b∙c |
4043t∙β |
5356c |
4043i |
|
1100.3003 |
nooa∙b |
1100a∙b |
4043∙y |
4043-c |
5356c |
5356c |
5356b∙e |
4043« |
5356c |
4043i |
|
3004 |
4043a∙c |
4043a∙c |
5356b∙d |
5356以 |
5356c |
5356e |
5356d |
5356d |
5356c |
4043两 |
|
5052.5652 |
4043a∙c |
4043a∙c |
5356b∙d |
5554d |
5356c |
5356c |
5356d |
5356a |
5356d |
5356b∙d |
|
5083.5383 |
5356C |
5356β |
5356c |
5356c |
5183e |
5356e |
5356e |
5356c |
5183c |
5356c |
|
5086.5186. 5182.5059. 5088 |
5356C |
5356e |
5356c |
5356e |
5356c |
5356C |
5356c |
5356e |
5356c |
5356c |
|
5154.5754 |
5356b∙e |
5356b∙c |
5356d |
5356d |
5356c |
5356c |
5554' |
5356d |
5356d |
5356d |
|
5454 |
4043e∙c |
4043X |
5356d |
5356d |
5356c |
5356e |
5356d |
5554d |
5356d |
5356d |
|
5456 |
5356C |
5356c |
5356c |
5356d |
5183c |
5356c |
5356a |
5356d |
5556c |
5356c |
|
606b6082 |
4043a |
4043β |
4043a∙d |
5356b∙d |
5356C |
5356c |
5356d |
5356d |
5356c |
4043∙m |
,也可以根据用途选择使用4047.
b也可以根据用途选择使用4043.
e也可以根据用途选择使用5356,5183或5556。
d也可以根据用途选择使用5356,5183,5556或5554.
e也可以根据用途选择使用Ilo0.
附录B (规范性附录) 博敷金属X射线探伤试验方法
B.1试样的制备
B.1.1母板的制备
按表B.1的规定选择相应牌号的铝合金板,按表B.2选择母板厚度作为该铝合金板厚度,该铝合金 板应符合GB/T 3880.1的规定。将该铝合金板按表B.2规定的长度和坡口角度进行加工,加工后的铝 合金板(以下简称母板)形状如图B.1所示,尺寸符合表B.2规定。
表B.1与线材牌号对应的铝合金板牌号
|
线材牌号 |
铝合金板牌号 |
|
IIOOJI88 |
1060 JlOOJ350.3003 |
|
4043.4043A .4047 |
3003、6061 |
|
5183、5183A、5356、5356A、5556、5554 |
3004、5052、5083、5086 |
表B.2母板尺寸、定位参数及焊接位置的选择
|
线材类型 |
线材直役d mm |
母板尺寸 |
垫板厚度七 mm |
根部间隙6 mm |
焊接位置& | ||
|
长度I mm |
厚度G, mm |
坡口角度 | |||||
|
盘装线材 或空心卷 线材 |
0.8 |
≥250 |
6.5 |
30* |
6.5 |
6.5 |
仰焊(PE) |
|
0.9 |
6.5 |
6.5 |
6.5 |
仰焊(PE) | |||
|
1.0 |
6.5 |
6.5 |
6.5 |
仰焊(PE) | |||
|
1.2 |
6.5 |
6.5 |
6.5 |
仰焊(PE) | |||
|
1.6 |
10.0 |
10.0 |
10.0 |
仰焊(PE) | |||
|
2.0 |
10.0 |
10.0 |
10.0 |
仰焊(PE) | |||
|
2.4 |
10.0 |
10.0 |
10.0 |
平焊(PA) | |||
|
3.0 |
10.0 |
10.0 |
10.0 |
平焊(PA) | |||
|
3.2 |
10.0 |
10.0 |
13.0 |
平焊(PA) | |||
|
4.0 |
10.0 |
10.0 |
13.0 |
平焊(PA) | |||
|
,母板厚度允许存在5%厶的偏差。 b焊接位置参照GB/T 16672规定. | |||||||
说明:
Z —母板长度;
G—母板厚度; b—根部间隙; %—垫板厚度。
图B.1母板形状及其在制备焊接试板时的摆放形式
B.1.2焊接试板的制备
B.1.2.1将两母板并排摆放(如图B.1所示),根部间隙应符合表B.2的规定。
B.1.2.2根据线材直接按表B.2的规定选择相应的焊接位置,用线材将两母板侧边对焊在一起,制成焊 接试板。
B.1.2.3盘状线材及空心卷线材均采用熔化极惰性气体保护焊(MIG),当供需双方没有协议时,按供 方提供的焊接工艺和程序施焊。
B.1.2.4母板的预热温度以及层间温度(需要多道焊时)都应控制在16 C〜60 C之间。
B.1.2.5焊接用保护气体为高纯(99.99%以上)氧气或氧气与氮气混合气体。
B.1.2.6焊接时如有使用垫板,垫板材料应与母板相同,母板焊合后应先将垫板去掉。
B.2 X射线探伤检测方法
熔敷金属X射线探伤检测应按NB/T 47013.2-2015进行,射线检测技术不低于AB级。
附录C
(规范性附录) 平板堆敷焊接试验方法
C. 1按表B. 1的规定选择相应牌号的铝合金板,该铝合金板应符合GB/T 3880. 1的规定。将该铝合 金板按表C. 1规定的长度和宽度进行加工,加工后的铝合金板(以下简称母板)形状如图C. 1所示。
=OZ—096OOCOJynD
表C.1母板尺寸
单位为毫米
|
长度/ |
宽度α |
_________厚度L_________ |
|
≥250 |
≥150 |
≥10 |
C.2在母板上用直条线材进行钧极惰性气体保护焊(TlG)堆敷焊接,如图C. 1所示,当供需双方没有 协议时,按供方提供的焊接工艺和程序施焊。母板的预热温度应控制在16 C〜60 C之间。焊接用保 护气体为髙纯(99. 99%以上)氣气或氣气与気气混合气体。
<<C<<<<<<<<<<<<<<<<<<<<<<<<<<1
说明:
I—母板长度;
α—母板寛度;
,一母板厚度。
图C 1平板堆敷焊接试验示意图
C.3焊接过程中熔敷金属流动性,焊缝成型以及表面以目视检査。焊缝的渗透探伤试验方法按 NB/T 47013. 5进行。
GB/T 33960-2017
书号:155066 • 1-56493
定价: 18. 00元