ICS 21.060.10
J 13
∙∙∙∙∙∙∙∙∙∙∙∙<E∙∙. ∙∙∙∙^^∙
^iiwlBiF
GB/T 33943—2017
High-Strength StrUCtUraI anchor bolting assemblies for SteeI StrUCtUreS
2017-07-12 发布
2018-02-01 实施
中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
本标准按照GB/T 1.1-2009给出的规则起草。
本标准由中国机械工业联合会提出。
本标准由全国紧固件标准化技术委员会(SAC/TC 85)归口。
本标准负责起草单位:中机生产力促进中心。
本标准参加起草单位:中冶建筑研究总院有限公司、新疆金风科技股份有限公司、上海申光高强度 螺栓有限公司、苏州友尼可紧固件有限公司、江苏中成紧固技术发展股份有限公司、浙江海力股份有限 公司、内蒙古金海新能源科技股份有限公司、徐州市瑞达高强度紧固件厂、陕西海丰石油机械制造有限 公司、上海金马高强紧固件有限公司、温州信德电力配件有限公司、杭州华凌钢结构高强螺栓有限公司、 宁波中京电气科技有限公司、舟山市正源标准件有限公司、浙江迪特高强度螺栓有限公司、机械工业通 用零部件产品质量监督检测中心、国家工业建构筑物质量安全监督检验中心。
本标准由全国紧固件标准化技术委员会负责解释。
学兔兔 www.bzfxw.com
钢结构用高强度锚栓连接副
1范围
本标准规定了由碳钢、合金钢制造的■螺纹规格为MZO〜M64的钢结构用高强度锚栓连接副(以下 简称锚栓连接副九
本标准适用于建筑物和构筑物基础的锚固用钢结构用高强度锚栓连接副.
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改単)适用于本文件,
GB/T9O.2紧固件标志与包装
GB/T 193 普通螺纹 直径与螺距系列
GB/T 228.1
金属材料 拉伸试验 第1部分:室温试验方法
金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G,H,K、N,T
GB/T 230.1
标尺)
GB/T 1237
紧固件标记方法
紧固件机械性能螺栓、螺钉和螺柱
紧固件机械性能螺母
紧固件公差 螺栓、螺钉、螺柱和螺母
紧固件公差平垫圈
金属材料雄氏硬度试验第1部分:试验方法
紫固件热浸镀锌层
GB/T 3098.1
GB/T 3098.2
GB/T 3103,1
GB/T 3103.3
GB/T 4340.1
GB/T 5267.3
GB/T 5276紧固件螺栓、螺钉、螺柱及螺母尺寸代号和标注
GB/T 5779.1紧固件表面缺陷 螺栓,螺钉、螺栓一般要求
GB/T 5779+2紧固件表面缺陷螺母
GB/T 9145普通螺纹 中等精度、优选系列的极限尺寸
GB/T 22028热镀锌螺纹 在内螺纹上容纳镀锌层
3 型式尺寸
3 J锚栓连接副
锚栓连接副由锚固螺柱.螺母和垫圏组成。
3.2锚固螺柱 3.2.1锚固蝶柱的型式
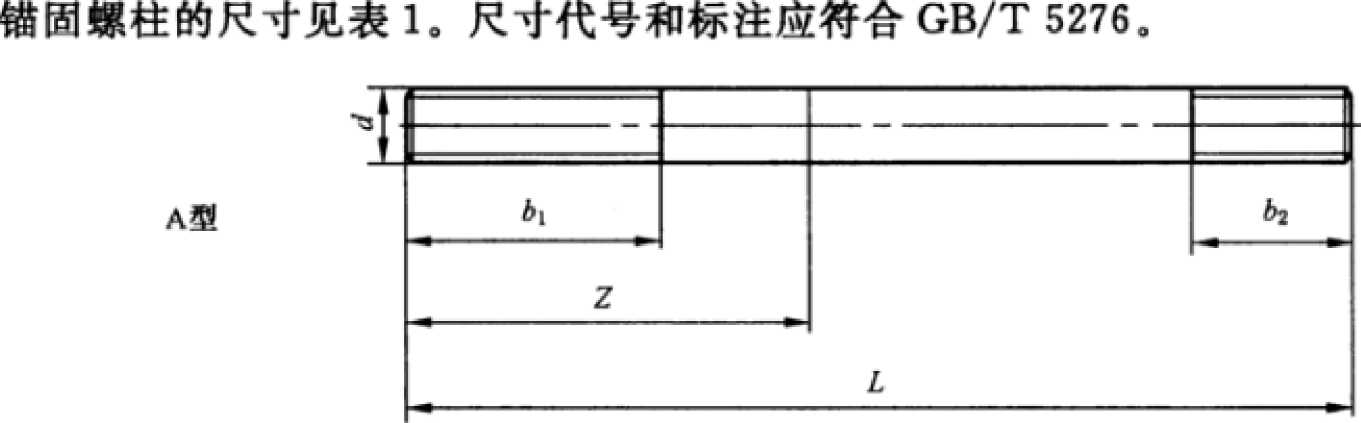
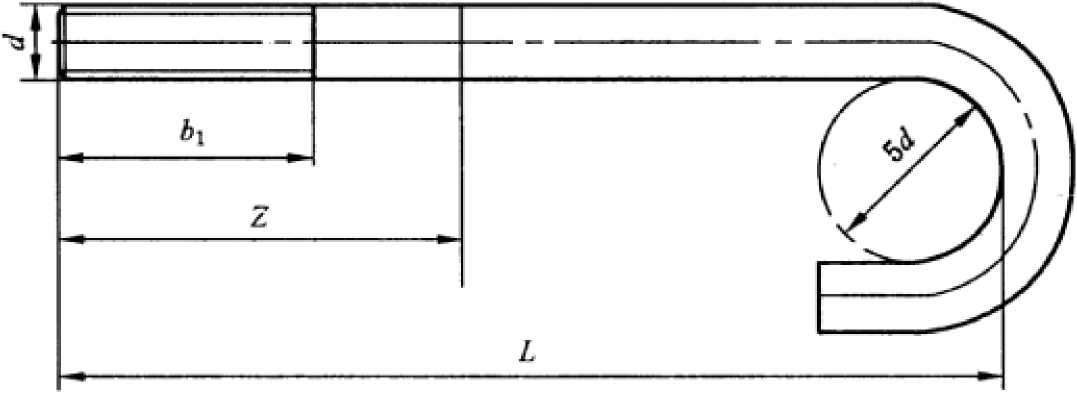
锚固螺柱的型式为A型和B型(见图1) ,B型仅适用于小于或等于M39、性能萼级8.8级,
GB/T 33943—2017
322锚固螺柱尺寸
3.221
无螺纹部分杆径约等于螺纹中役或等于螺纹大径•
表】锚固蠟柱尺寸 单位为毫米
|
摞纹规格d |
M20 |
(M22)∙ |
M24 |
<M27)* |
M30 |
(M33), |
M36 |
(M39)∙ |
|
Pb |
2.5 |
2.5 |
3 |
3 I |
我 |
3.5 |
4 |
4 |
|
b] min |
70 |
74 |
79 |
90 |
96 |
102 |
110 |
116 |
|
bi mi∏ |
65 |
69 |
73 |
79 |
85 |
91 |
97 |
103 |
|
局部热浸镀锌长度Zr min |
106 |
116 |
127 |
144 |
ISe |
168 |
182 |
194 |
|
L |
由需方确定,其长度应取10 mm |
的整数倍 | ||||||
|
螺纹规格d |
M42 |
<M45)∙ |
M48 |
<M52>' |
M5β |
(M60}' |
M64 | |
|
Pb |
! 4.5 |
4.5 |
5 |
5 |
5.5 |
5,5 |
6 | |
|
6】 min |
I 126 |
132 |
139 |
147 |
159 |
167 |
176 | |
|
b1 min |
109 ; |
115 |
121 |
129 |
137 |
145 |
153 | |
|
局部热浸镀锌长度ZC min |
252 |
267 |
283 |
329 |
355 |
377 |
400 | |
|
L |
由需方确定,其长度应取10 mm |
的整数倍 | ||||||
・尽可能不采用括号内的规格・
b P——螺距.
e适用于表面热浸镀锌处理,局部热浸镀锌长度Z也可按需方要求生产.
3.2.2∙2 B型弯曲部分的最小横截面积不得小于无螺纹部分杆径截面积的90%.弯曲部分横截面积按 下式计算:
Λb = 0.25JrJDd
式中:
Ab 一一弯曲部分横截面积;
d——任意一点较小直径,
D ——与d同一截面的大直径(相隔90。,
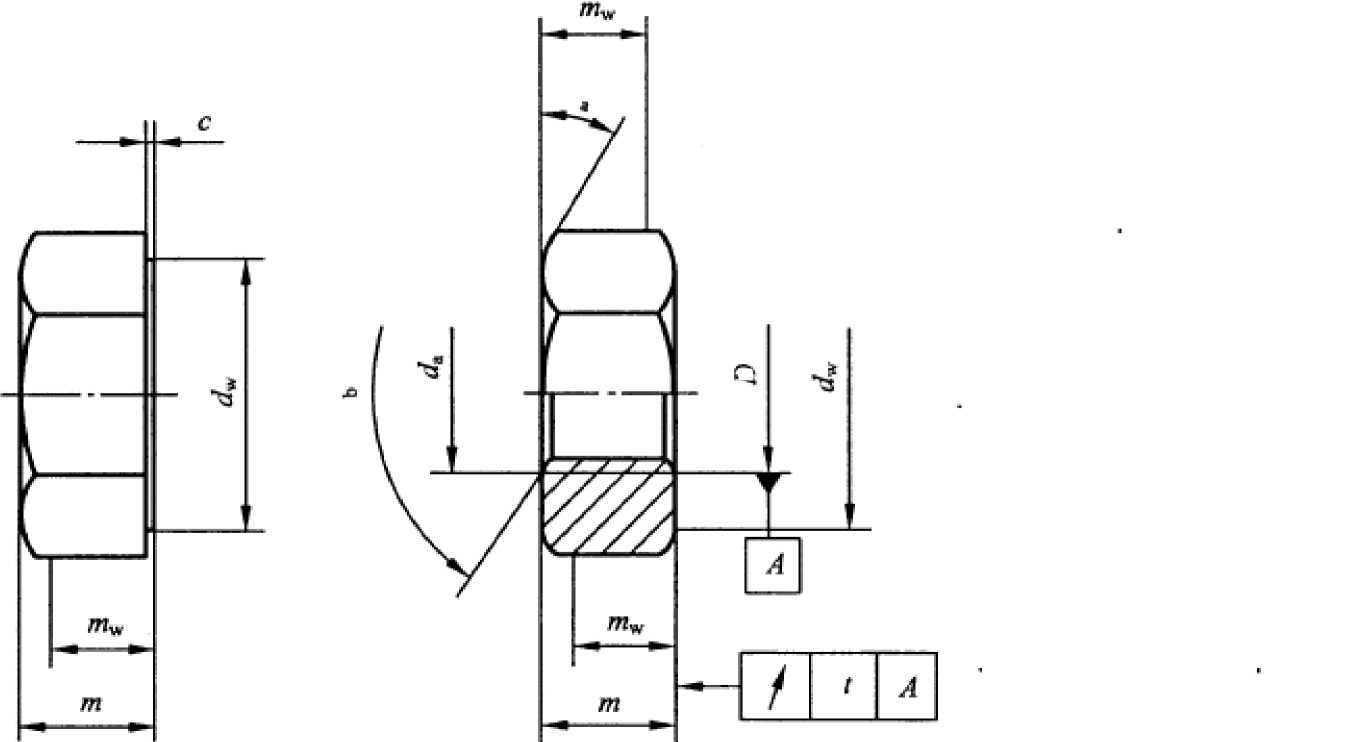
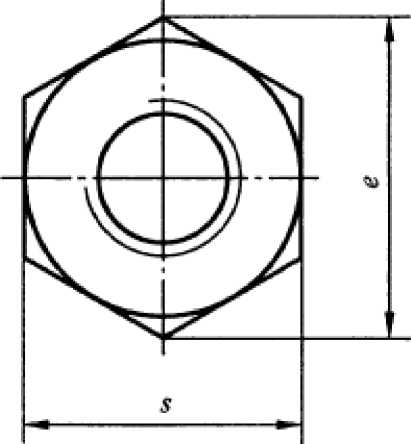
3.3螺母
螺母的型式尺寸见图2和表2,尺寸代号和标注应符合GB/T 5276.
允许制造的型式
t 1570 二
“IIOD-130\
表2螺母尺寸
单位为臺米
|
螺纹规格D |
M20 |
(M22)∙ |
M24 |
<M27Γ |
M30 |
(M33)* |
M36 |
(M39)* | |
|
Pb |
2.5 |
2.5 |
2.5「 |
3 |
3.5 |
3.5 |
4 |
4 | |
|
InaX |
21.6 |
23.8 |
25-9 |
29.1 |
32.4 |
35.6 |
38.9 |
42」 | |
|
min |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 | |
|
min |
~3L4~ |
313 |
3S.0 |
42J |
46.6 |
5L2 |
55.9 |
60.0 | |
|
e min |
37*29 |
39.55 |
45.20 |
50,85 |
55.37 |
60.5 |
66.44 |
7L3 | |
|
m |
TnaX |
18,0 |
19,4 |
2L5 |
23.8 |
25∙6 |
28,70 |
31.0 |
33.40 |
|
min |
16.9 |
ISJ |
20.2 |
22,5 |
24.3 |
27.40 |
29.4 |
29.4 | |
|
IrtW min _________________________________Z_____________ |
]3*5O |
14,50 |
16.2。 |
18,00 |
19,40 |
2L9O |
23,5 |
25.4。 | |
|
C |
InaX |
0.8 |
0,8 |
0,8 |
0.8 |
0.8 |
0.8 |
0.8 |
0.8 |
|
XnIn |
0.4 |
QA |
0.4 |
CM J |
0.4 |
0.4 |
0.4 |
0.4 | |
|
5 |
max |
34 |
36 |
41 |
46 I |
50 |
55 |
60 |
65 |
|
min |
33.0 |
35.0 |
40.0 |
45.0 |
49,0 |
53.8 |
5&8 |
63.1 | |
|
t |
0.5S |
0.63 |
0.72 |
0.80 |
0.87 |
L38 |
1.52 |
L64 | |
GB/T 33943—2017
表2 (续)
单位为毫米
|
_ 螺纹规格D |
M42 |
(M4SV |
M48 |
(MS2)∙ |
M56 |
(MfiO>- |
M64 | |
|
P* |
[Γδ |
4.5 |
5 |
5.5 |
5.5 |
6 | ||
|
maX |
45.4 |
48.6 |
i5L8 |
56.20 |
60.5 |
64,8 |
69,1 | |
|
min |
42 |
45 |
48 |
52 |
56 |
60 |
64 | |
|
2 |
min |
64.7 |
69上 |
74.2 |
7&70 |
83.4 |
87.8 |
监9 |
|
e |
min |
76.95 |
82∙6 |
88.25 |
93.56 |
99.2 |
103.5 |
110,5 |
|
m |
InaX |
34 |
36 |
38 |
42 |
45 |
48 |
5】___________ |
|
Tnin |
32.4 |
34.4 |
36,4 |
40.4 |
43.4 |
46.4 |
49.1__________ | |
|
mw |
min |
25,9 |
27.5 |
29』 |
32,3 |
34.7 |
37.10 |
39.3 |
|
ITIaX |
0.8 |
0.S |
0.8 |
0.8 |
0.8 |
0.8 |
O.S | |
|
C |
min |
0.4 |
0t4 |
0.4 |
9.4 |
0.4 |
0∙4 |
0.4 |
|
TnaX |
70 |
75 |
80 |
85 |
90 |
95 |
IOO | |
|
J |
min |
68.1 |
73.1 |
7&1 |
82.8 |
87.8 |
92.8 |
97,8 |
|
t |
0.88 |
0∙94 |
1 |
LI | ||||
•尽可能不果用括号内的规格•
b F —螺距.
3.4 垫圈
垫圈的型式尺寸见图3和表3。
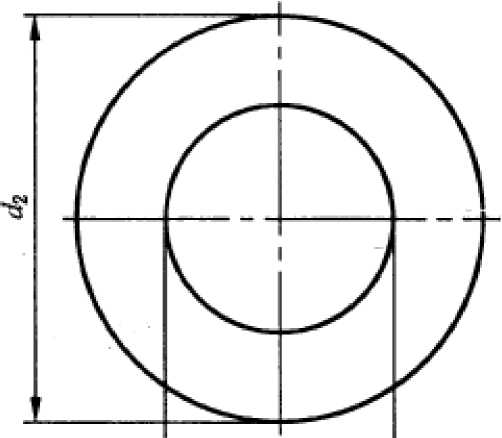
単位为毫米
|
螺纹规格泌 |
M20 |
(M22}* |
M24 |
(M27)* |
M30 |
(M33}1 |
M36 |
(M39)∙ | |
|
dy |
公称(min) |
21 |
23 |
25 |
28 |
31 |
34 |
37 |
40.4 |
|
max |
21.52 |
23.52 |
25.52 |
28.52 |
31.62 |
34.62 |
37.62 |
4l∙02 | |
|
dτ |
min |
36 |
38 |
43 |
49 |
54.80 |
5&80 |
64.80 |
70.80 |
|
公称(max) |
37 |
39 |
44 I |
50 |
56 |
60 |
66 |
72 | |
|
h |
公称 , |
4 |
5 |
5 |
5 |
5 |
5 |
I 6 |
6 |
|
min |
3.7 |
4.4 |
4.4 |
4.4 |
4.4 |
4.4 |
5.4 |
5.4 | |
|
max |
4,3 |
5.6 |
5.6 |
5.6 |
5.6 |
5.6 |
6.6 |
6-6 | |
表3 (续) 单位为澈米
|
M42 1 |
CM45)* |
M48 |
(M52)* |
M56 |
(M60T |
M64 | ||
|
公称(Inin) |
43.4 |
46.4 |
49.4 |
S4 |
58 |
62 |
66 | |
|
tn⅞x |
44,02 |
47.02 |
50.02 |
54.74 |
58.74 |
62.74 |
66.74 | |
|
dl |
min |
76.8 |
83,6 |
90.6 |
9&4 |
103.6 |
107,8 |
113,6 |
|
公 ⅛<max) |
78 |
85 |
92 |
100 |
105 |
110 |
115 | |
|
h |
公称 |
8 :—— |
8 |
« |
10 |
ɪθ I |
10 |
10 |
|
min |
6.8 |
6.8 |
6.8 |
I sʃ |
8.8 |
8.8 |
8.8 | |
|
TnaX |
9,2 |
9.2 |
%2 |
I 1L2 |
11.2 |
1L2 |
ILN | |
|
,尽可能不采用括号内的规格._________________________________________ | ||||||||
4锚栓達接副技术条件 4.1锚固螺柱、蠟母和垫圈性能等级组合
锚固螺柱、螺母和垫圈性能等级组合应按表4的规定。
表4锚固螺柱、螺母和垫圏性能等级组合
|
产品 |
- 锚周螺柱 |
_____W⅛_____ |
_______½⅛_______ |
|
性能等级 |
10?9 |
10 |
35 HRt5〜45— HRC |
|
81 |
8 一 |
35 HRC-<FHRC |
4.2锚固蝶柱技术条件
锚固螺柱技术条件和引用标准见表5, 锚固螺柱试件机械性能见表6.
锚固螺柱实物拉力载荷见表7,
表5锚固螺柱技术条件和引用标准
|
- - |
______钢__ | |
|
⅛ 纹 |
公 差 | |
|
标一雇「一 |
GB/T 193、GB/T 9145 J | |
|
机械性能 |
性能争级— |
_____________________&驴或1∙9~_____________________ |
|
标 准~~ |
GB∕T^3098J | |
|
公 差 |
一~品等级一 |
C...... 一 |
|
标 准 |
GB∕T3103?! | |
|
表面处理『 |
不经处理; ~~' ^ ^ 热浸镀锌层技术要求按GB/T 5267.3, 如需其他技术要求或表面处理]应由佬暦协议a________________ | |
|
" GB/T 5779 J | ||
-热浸镀锌锚固螺柱应采用辗制螺纹,并应与加大攻丝尺寸的螺母搭配使用.
h试件机械性能见表6,实物拉力载荷见表7,其余机械性能按GB/T 3098.1规定,
t当选择一个合适的表面处理方法(如清洗和涂镀层)时,需要考虑性能等级为10.9级的锚固螺柱氫脆风险 相关涂镀层标准.
d在不损害机械性能或功能特性的条件下,供需协议可以使用其他镣镀层,不允许使用镉或铜合金镀层*
GB/T 33943—2017
表6锚固螺柱试件机械性能
|
性能等级 |
抗拉强度Rn, MPa |
规定非比例延伸 0.2%的应力 MPA |
断后伸长率 A % |
断面收擄率 Z % |
吸收能鼠 Kir I |
|
10*9 |
1。40〜1 240 |
940 |
9 |
4S |
27 |
|
8.8 |
830〜】030 |
660 |
12 |
52 |
27 |
表7锚固螺柱实物拉力载荷
|
螺纹规格廿 mm |
螺纹公称应力截面积A* mm' |
拉力载荷 N | |
|
8.8 |
10.9 | ||
|
M20 |
245 |
203 350〜252 35。 |
254 800~303 800 |
|
M22 |
303 |
251 490〜312 09。 |
315 12。〜3?5 720 |
|
M24 |
353 1 |
292 990~363 590 |
367 】2。〜437 720 |
|
M27 i |
459 |
380 97O~472 770 |
477 360〜569 160 |
|
M3。 |
561 _ |
465 630〜577 830 |
583 440~69S 640 |
|
M33 |
694 |
576 020—714 820 |
721 760-860 56。 |
|
M36 |
817 |
678 110—841 510 |
849 .680〜1 013 080 |
|
M39 |
976 |
810 080 〜1 005 280 |
1 015 04。〜1 21。240 |
|
M42 |
1 120 |
929 600-1 153 600 |
1 164 800〜1 388 800 |
|
M45 |
1 310 |
1 087 30。〜1 349 300 |
1 362 400〜1 624 400 |
|
M48 |
1 470 |
1 220 100 — 1 514 IOO |
1 528 800—1 822 SOO |
|
M52 |
1 76。 |
1 460 800〜1 812 SaO |
1 830 400~2 182 400 |
|
M56 |
2 030 |
1 684 900 — 2 090 900 |
Ξ Ill 200〜Z 517 200 |
|
M60 |
2 36Q |
1 958 80。〜2 430 800 |
2 454 400—2 926 400 |
|
M64 |
2 680 |
2 224 400〜2 760 400 |
2 787 200〜3 333 200 |
4.3 SS母技术条件
螺母技术条件和引用标准见表8.
螺母的保证载荷值见表9口
表3垫圈尺寸
螺母的硬度值见表IOo
表8蛾母技术条件和引用标准
|
材 料 |
钢 | |
|
螺 纹 |
公 差 |
6H 或 6AZ |
|
标 准 |
GB/T 193.GB∕T 9145.GB/T 22028 | |
|
机械性能 |
性能等级 |
8* 或 IO1 |
|
标 准 |
GB/T 3098.2 | |
|
公 差 |
产品等级 |
B(除m和C的尺寸外) |
|
标 准 |
GB/T 3103.1 | |
|
表面处理 |
不经处理; 热浸镀锌层技术要求按GB/T 5267.3; 如需其他技术要求或表面处理,应由供 _______________ | |
|
表面缺陷 |
GB/T 5779.2 | |
|
,保证载荷值见表9,硬度值见表10,其余机械性能按GB/T 3098.2的规定. b在不损害机械性能或功能特性的条件下,供需协议可以使用其他涂镀层.不允许使用镉或镉合金镀层. | ||
表9螺母保证载荷
|
螺纹规格D |
M20 |
M22 |
M24 |
M27 |
M30 |
M33 |
M36 |
M39 | |
|
保证载荷 (A.×Sp) N |
10 |
259 700 |
321 200 |
374 200 |
486 500 |
594 700 |
735 600 |
866 000 |
1 035 000 |
|
8 |
225 400 |
278 800 |
324 800 |
422 300 |
516 100 |
638 500 |
751 600 |
897 900 | |
|
螺纹规格。 |
M42 |
M45 |
M48 |
M52 |
M56 |
M60 |
M64 | ||
|
保证载荷 (A,×Sp) N |
10 |
1 187 200 |
1 388 600 |
1 558 200 |
1 865 600 |
2 151 800 |
2 501 600 |
2 840 800 | |
|
8 |
1 030 400 |
1 205 200 |
1 352 400 |
1 619 200 |
1 867 600 |
2 171 200 |
2 465 600 | ||
表10螺母硬度
|
性能等级 |
洛氏硬度 |
维氏硬度 | ||
|
mɪn |
max |
min |
max | |
|
8 级:6H |
■ ■ |
36 HRC |
233 HV |
353 HV |
|
10 级:6H 或 6AZ |
26 HRC |
36 HRC |
272 HV |
353 HV |
|
8级:6AZ,热浸镀锌 |
24 HRC |
36 HRC |
260 HV |
353 HV |
4.4垫圈技术条件
垫圈技术条件和引用标准,见表11。
表11垫圈技术条件和引用标准
|
材料 |
钢 | |
|
硬度范围 |
345 HV〜445 HV | |
|
公差 |
产品等级 |
除表3规定外,其余按C级 |
|
标准 |
GB/T 3103.3 | |
|
表面处理 |
不经处理; 热浸镀锌层技术要求按GB/T 5267.3; 如需其他技术要求或表面处理,应由供需协议b________________ | |
|
工艺质最 |
零件表面应均匀一致,无不規则性或者有害缺陷.垫圈表面不得有凸出毛刺 | |
|
β热浸镀锌垫圏硬度范围为,270 HV〜445 HV. b在不影响螺栓机械性能或功能特性的条件下,供需协议可以使用其他涂镀层.不允许使用铜或镉合金镀层。 | ||
5试验方法
5.1拉力试验
5.1.1机械加工试件
机械加工试件应由经尺寸等检验合格的锚固螺柱制取,≤M39的锚固螺柱,按GB/T 3098.1规定; >M39的锚固螺柱,允许在锚固螺柱直径l∕4d处制出试件,其试棒直径为3/8d。试验方法应按 GB/T 228.1的规定。当锚固螺柱实物与试件试验结果有差异时,应以实物试验结果为准。
5.1.2锚固螺柱实物
锚固螺柱实物拉力试验方法应按GB/T 3098.1的规定。
5.2脱碳试验
脱碳试验应按GB/T 3098.1的规定。
5.3机械加工试件冲击试验
机械加工试件冲击试验应按GB/T 3098.1的规定。
5.4螺母保证载荷试验
螺母保证载荷试验应按GB/T 3098.2的规定。
5.5蚁母和垫圈的硬度试验
螺母和垫圈的硬度试验应按GB/T 230.1或GB/T 4340.1的规定。如有争议,应以维氏硬度 HV30为仲裁试验。
5.6表面处理试验
5.6.1热浸镀锌层
热浸镀锌层试验应按GB/T 5267.3的规定。
5.6.2其他防腐层
其他防腐层试验应由供需协议,并在合同中注明。
5.7表面缺陷
锚固螺柱、螺母表面缺陷试验应按GB/T 5779.1或GB/T 5779.2的规定。
B型锚固螺柱的弯钩部分应用IO倍放大镜进行检査。
6验收规则
6.1出厂检验应按批进行。同一材料、炉号、螺纹规格、长度(当锚固螺柱长度>1 000 mm时,长度相 差≤100 mm,可视为同一长度)、机械加工、热处理工艺及表面处理工艺的锚固螺柱,应视为同批;同一 材料、炉号、螺纹规格、机械加工、热处理工艺及表面处理工艺的螺母,应视为同批;同一材料、炉号、规 格、机械加工、热处理工艺及表面处理工艺的垫圈,应视为同批。分别由同批锚固螺柱、螺母及垫圈组成 的连接副,应视为同批锚栓连接副。
6.2同批锚栓连接副的最大数量为3 OoO套,每一检验批抽取3套试件,3套锚栓连接副的锚固螺柱、 螺母及垫圈试件的机械性能应符合第4章的规定。
6.3用户对产品质量有异议时,在正常运输和保管条件下,应在产品出厂之日起6个月内向供方提岀, 并由双方按本标准要求进行复验裁决。
7标记、标志、包装、质量保证书
7.1标记方法
按GB/T 1237规定。
7.2标记示例
7.2.1锚栓连接副标记
螺纹规格为M42、公称长度L = I 200 mm、性能等级为10.9级的锚固螺柱,与性能等级为10级的 大六角螺母,以及硬度为329 HV30〜436 HV30(35 HRe〜45 HRC)的垫圈组成的、表面不经处理的钢 结构用高强度锚栓连接副的标记:
锚栓连接副 GB/T 33943 M42X 1 200
螺纹规格为M42、公称长度L = I 200 mm、性能等级为10.9级的锚固螺柱,与性能等级为10级的 大六角螺母,以及硬度为35 HRC〜45 HRC的垫圈组成的、表面经热浸镀锌(tZn)处理的钢结构用高强 度锚栓连接副的标记:
锚栓连接副 GB/T 33943 M42X1 200 tZn
7.2.2 SS柱标记
符合本标准规定的锚固螺柱需要用于其他连接,如盲螺栓孔中使用,则需要单独订购。
螺纹规格为M42、公称长度L = I 200 mm、A型、性能级别为10.9、表面经热浸镀锌(tZn)处理的钢 结构用锚固螺柱标记:
锚固螺柱 GB/T 33943 M42×l 200 tZn
钢结构用锚固螺柱,螺纹规格为M39、公称长度L = I 200 mm、B型、性能级别为8.8、表面经热浸 镀锌(tZn)处理的锚固螺柱标记:
锚固螺柱 GB/T 33943 M39X1 200 B 8.8 tZn
7.2.3螞母标记
符合本标准规定的大六角螺母需要用于其他连接,如螺栓,则需单独订购。
螺纹规格为M42、性能等级为10、表面经热浸镀锌(tZn)处理的大六角螺母标记:
螺母 GB/T 33943 M42 tZn
7.2.4垫圈标记
符合本标准规定的平垫圈需要用于其他连接,如螺栓,或增加配套数量,则需单独订购。
螺纹规格为42、硬度为329 HV30〜436 HV30(35 HRC〜45 HRC).表面经热浸镀锌(tZn)处理的 垫圈标记:
垫圈 GB/T 33943 42 tZn
7.3产品标志
锚固螺柱、螺母产品应按GB/T 3098.1或GB/T 3098.2的规定制出性能等级和紧固件制造者识别
7.4包装和包装标志
7.4.1除另有规定外,应由制造商决定包装方法。
7.4.2当热浸镀锌螺母与锚固螺柱在同一订单内时,二者应在同一包装内。需方可以根据需要确定垫 圈的数量。
7.4.3当需要特殊包装时,应在合同中注明。
7.4.4包装标志应包括:产品标准编号、性能等级、生产批号、产品数量、产品规格、制造者的商标或识 别标志,以及合同编号。
7.4.5其余按GB/T 90.2规定。
7.5产品质量保证书
紧固件制造者应以批为单位提供产品质量保证书,应包括下列内容:
a) 生产批号、规格、数量;
b) 机械性能等级及试验数据;
C)表面处理的种类和涂、镀层厚度;
d)标准编号、产品型式、规格、尺寸或需方的图号。
= OzlCo寸 6cocoH∖δ
中华人民共和国
国家标准
钢结构用高强度锚栓连接副
GB/T 33943—2017
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
总编室 s(010)68533533 发行中心:(010)51780238 读者服务部,(010)68523946
中国标准出版社泰皇岛印刷厂印刷 各地新华书店经销
开本880X1230 1/16 印张1 字数23千字 2017年7月第一版2017年7月第一次印刷

*
书号:155066 • 1-57012 定价 18.00 元
GB/T 33943-2017