
ICS 75. 200
E 98
备案号:53442—2016
SY/T 6896. 3—2016
TeChniCal SPeCifiCatiOn for SPeCiaI tubular goods for PetrOIeUm and natural gas industries— Part 3: TitaniUm alloy tubing
2016-01-07 发布
2016 — 06 — 01 实施
SY/T 6896《石油天然气工业特种管材技术规范》分为以下三部分:
——第1部分:套管钻井管柱;
——第2部分:定向穿越用钻杆;
——第3部分:钛合金油管。
.本部分为SY/T 6896的第3部分。
本部分按照GB/T 1. 1—2009《标准化工作导则 第1部分:标准的结构和编写》给出的规则 起草。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别这些专利的责任。
本部分由石油管材专业标准化技术委员会提出并归口 O
本部分起草单位:中国石油集团石油管工程技术研究院、东港市东方高新金属材料有限责任公 司、中国石油塔里木油田分公司、北京有色金属研究总院。
本部分主要起草人:刘强、宋生印、郭淑君、惠松骁、武刚、米旭军、张忠世、上官丰收、徐 婷、叶文君、张政宏。
1范围
本部分规定了石油天然气工业用钛合金油管的外形和尺寸,制造工艺,检验试验,验收极限,标 记、搬运及储存等技术要求。
建议用户参考ISO 15156和ISO 13680相关耐蚀合金产品适用范围,根据具体工况评价后谨慎选 择使用。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228. 1金属材料 拉伸试验 第1部分:室温试验方法
GB/T 229金属材料夏比摆锤冲击试验方法
GB/T 230. 1金属材料洛氏硬度试验第1部分:试验方法(A, B, C, D, E, F, G, H, K, N, T标尺)
GB/T 246金属管 压扁试验方法
GB/T 3620. 1钛及钛合金牌号和化学成分
GB/T 3620. 2钛及钛合金加工产品化学成分允许偏差
GB/T 4698 (所有部分)海绵钛钛及钛合金化学分析方法
GB/T 12969. 1钛及钛合金管材超声波探伤方法
GB/T 12969. 2钛及钛合金管材涡流探伤方法
GB/T 18590金属和合金的腐蚀 点蚀评定方法
GB/T 19830石油天然气工业油气井套管或油管用钢管
SY/T 0599→006天然气地面设施抗硫化物应力开裂和抗应力腐蚀开裂的金属材料要求
ISO 7539 - 1金属与合金的腐蚀 应力腐蚀测试 第1部分:测试规程的通用指南(COrrOSiOn Of metals and alloys—StreSS COrrOSiOn testing一Part 1: General guidance On testing PrOCedUreS)
ISO 11845 金属和合金的腐蚀 腐蚀试验的一般原则(COIToSiOn Of metal and alloys一General PrinCiPleS for COrrOSiOn testing)
ISO 13680石油天然气工业用作套管、油管和接箍的耐腐蚀无缝合金管交货技术条件 (PetrOIeUnI and natural gas industries一COrrOSiOil - resistant alloy SeaIilIeSS tubes for USe as casing, tubing and COUPling StOCk—TeChniCal deliVery COnditiOnS)
ISO 15156-3: 2003石油天然气工业 油气开采中用于含硫化氢环境的材料 第3部分:抗开 裂耐蚀合金和其他合金[Petroleum and natural gas industries—Materials for USe in H2S- COntaining environments in OiI and gas PrOdUCtiOn——Part 3 : CraCking - resistant CARS ( COrrOSiOn 一 resistant alloys) and Other alloys]
APl SPeC 5CT 套管和油管规范(SPeCifiCation for CaSing and tubing)
API SPeC 5B 套管、油管和管线管螺纹的加工、测量和检验规范(Specificationforthreading,
SY/T 6896. 3—2016
gauging and thread inspection Of casing, tubing and Iine PiPe threads)
ASTM G 38 C型环应力腐蚀试样样品的制作和使用规程(Standard PraCtiCe for making and USing C 一 ring StreSS 一 COrrOSiOIl test SPeCimenS)
ASTM G 39 弯梁应力腐蚀试样制备与使用规程(Standard PraCtiCe for PreParatiOn and USe Of bent - beam StreSS - COrrOSiOn test SPeCimenS)
ASTM G 48 用氯化铁溶液测定不锈钢和相关合金耐点状腐蚀及缝间腐蚀的试验方法 (Standard test methods for Pitting and CreViCe COrrOSiOn resistance Of StainIeSS SteelS and related alloys by USe Of ferric ChIOride SOIUtiOn)
NACE TM 0177: 2005金属在硫化氢(H2S)环境下耐硫化物应力开裂和应力腐蚀开裂的实验 室试验 (LabOratory testing Of metals for resistance to SUlfide StreSS CraCking and StreSS COrrOSiOn CraCking in H2 S environments)
NACE TM 0284标准试验方法 管道及压力容器用钢抗氢致开裂性能评价(StandardteSt method —Evaluation Of PiPeIine and PreSSUre VeSSel SteeIS for resistance to hydrogen 一 induced cracking)
3术语和定义
下列术语和定义适用于本文件。
3. 1
钛合金 Titanilnn alloy
以钛为基础加入其他合金元素组成的合金。
3.2
熔铸 melt CaSting
将钛合金原料经高温熔化后,直接浇铸成制品的工艺,钛合金熔铸一般在真空中进行。
3.3
钛合金油管 titanium alloy tubing
使用钛合金材料制备的在井中用作生产流体或注入流体的管子,包括钛合金管体、接箍,在管体 两端及接箍上加工有螺纹连接组件,本部分中钛合金油管不包括外加厚油管。
3.4
接箍毛坯 COUPling StOCk
生产接箍半成品用的无缝厚壁管或机械用管。
3.5
热加工 hot finishing
在一定温度和应变速率下进行的金属塑性变形,变形的同时金属可以发生再结晶,从而阻止了永 久应变硬化的出现。
3. 6
温轧 Warm rolling
在钛合金常温组织发生回复的温度以上,再结晶的温度以下的温度范围内进行的轧制。
3.7
固溶 SOIUtiOn
将金属加热到适当温度,保温时间足够长使得一种或者多种组分进入固溶体中,然后快速冷却以 得到过饱和固溶体的热处理工艺。
3. 8
退火 annealing
将金属加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。
3.9
时效 aging
将钛合金材料通过高温淬火获得不稳定组织,这种不稳定组织在随后时效过程中发生分解或析 出,形成沉淀硬化,以提高合金强度的一种热处理工艺。
3. 10
硫化物应力开裂 SUlfide StreSS CraCking (SSC)
在有水和HzS存在的情况,与腐蚀和拉应力[残留的和(或)外加的]有关的一种金属开裂。
注:SSC是氢应力开裂的一种形式,它与在金属表面的因酸性腐蚀所产生的原子氢引起的金属脆性有关。在硫化 物存在时,会促进氢的吸收。原子氢能扩散进金属,降低金属的韧性,增加裂纹的敏感性,高强度金属材料 和较硬的焊缝区域易发生SSCo
3. 11
应力腐蚀开裂 StreSS COrrOSiOn CraCking (SCC)
在有水和Cl-存在的情况,与局部腐蚀的阳极过程和拉应力(残留的或施加的)相关的一种金属 开裂。
注:氯化物和(或)氧化剂和高温能增加金属产生应力腐蚀开裂的敏感性。
3. 12
氢致开裂 hydrogen-induced CraCking (HlC)
当氢原子扩散进材料中并在陷阱处结合成氢分子(氢气)时,在钛合金材料所产生的平面裂纹。
注:裂纹是由于氢的聚集点压力增大而产生的。氢致开裂的产生不需要施加外部的应力。能够引起HlC的聚集 点常常在于钢中杂质水平较高的地方,那是由于杂质偏析和在钢种合金元素形成的具有较高密度的平面型夹 杂和(或)具有异常显微组织(如带状组织)的区域。这种类型的氢致开裂与焊接无关。
3. 13
酸性环境 SOUr SerViCe
暴露于含有1¾S并能够引起材料按本部分所描述的腐蚀机理开裂的油气田环境。
3. 14
试验批 test unit
由同一个钛合金铸锭按照相同加工和热处理工艺连续制造出的不超过50根的油管为一个试验批。
3. 15
制造商 manufacturer
负责为产品作标志,保证产品符合本部分的工厂、公司或团体。制造商对产品与本部分所有适用 条款的符合性负责。 、
4符号、代号和缩略语
下列符合、代号和缩略语适用于本文件。
CV——夏比V型缺口冲击试验最小吸收能,单位为焦耳(J);
D——管体规定外径,单位为毫米(mm);
d--管体内径,单位为毫米(mm);
e--50. 8mm标距内最小伸长率,用百分数表示;
LP——管体长度,单位为毫米(mm);
M--单位长度的质量,单位为千克每米(kg∕m);
P——试验静水压力,单位为帕斯卡(Pa);
Pco,---CO2分压(MPa);
2s---RS 分压(MPa);
Rm--抗拉强度,单位为兆帕(MPa);
Kp0.2——屈服强度(0.2%非比例伸长),单位为兆帕(MPa);
S--试样表面积,单位为平方毫米(mnr2);
t—管体规定壁厚,单位为毫米(mm);
T——试验时间,单位为秒(s);
Vk——腐蚀速率,单位为毫米每年(mm∕年);
WPe——常用规格单位长度名义重量,单位为千克每米(kg∕m) O
5钢级、规格与管端
5.1钢级
钛合金油管钢级按ksi表征的最小屈服强度分级,分为TT80, TT95, TTli()和TT125四个材 料级别。
5.2规格
常用规格钛合金油管的规格和类型见表1,其他规格用户可与制造商协商制定。
表1常用钛合金油管的规格
|
代号 |
外径D mm |
壁厚N mm |
内径d mm |
单位长度名义重量 (以TC,钛合金为例)WPe kg/m |
|
1. 050 |
26. 67 |
2. 87 |
20. 93 |
0. 96 |
|
1. ()50 |
26. 67 |
3. 91 |
18. 85 |
1. 26 |
|
' 1. 315 |
33. 40 |
3. 38 |
26. 64 |
1. 43 |
|
1. 315 |
33. 40 |
4. 55 |
24. 3() |
1. 86 |
|
1. 660 |
42. 16 |
3. 18 |
35. 80 |
1. 75 |
|
1. 660 |
42. 16 |
3. 56 |
35. 04 |
1. 94 |
|
1. 660 |
42. 16 |
4. 85 |
32. 46 |
2. 56 |
|
1. 900 |
48. 26 |
3. 18 |
41. 90 |
2. 03 |
|
1. 900 |
48. 26 |
3. 68 |
40. 90 |
2. 32 |
|
1. 900 |
48. 26 |
5. 08 |
38. 10 |
3. 10 |
|
1. 900 |
48. 26 |
6. 35 |
35. 56 |
3. 76 ‘ |
|
1. 900 |
48. 26 |
7. 62 |
33. 02 |
4. 38 |
|
2. 063 |
52. 40 |
3. 96 , |
44. 48 |
2. 71 |
|
2. 063 |
52. 40 |
5. 72 |
40. 96 |
3. 77 |
|
2% |
6(). 32 |
4. 24 |
51. 84 |
3. 36 |
表1 (续)
|
代号 |
外径D mm |
壁厚扌 mm |
内径d mm |
~单位长度名义重量~ (以TQ钛合金为例)WPe kg/m |
|
2% |
60. 32 |
4. 83 |
50. 66 |
3. 79 |
|
2% |
60. 32 |
6. 45 |
47. 42 |
4. 91 |
|
2% |
60. 32 |
7. 49 |
45. 34 |
5. 59 |
|
2% |
6(). 32 |
8. 53 |
43. 26 |
6. 24 |
|
2⅛ |
73. 02 |
5. 51 |
62. 0() |
5. 26 |
|
2% |
73. ()2 |
7. 01 |
59. 00 |
6. 54 |
|
2% |
73. 02 |
7. 82 |
57. 38 |
7. 21 |
|
2% |
73. 02 |
8. 64 |
54. 74 |
7. 86 |
|
2% |
73. 02 |
().96 |
53. 1() |
8. 88 |
|
2⅝ |
73. 02 |
11.18 |
50. 66 |
9. 77 |
|
3½ |
88. 9() |
5. 49 |
77. 92 |
6. 47 |
|
3扬 |
88. 9() |
6. 45 |
76. 00 |
7. 52 |
|
3妬 |
88. 9() |
7. 34 |
74. 22 |
8. 46 |
|
3¼ |
88. 90 |
9. 52 |
69. 86 |
1(). 69 |
|
3¼ |
88. 90 |
1(). 92 |
67. 06 |
12. 04 |
|
3½ |
SS.()() |
12. ()9 |
64. 72 |
13. 13 |
|
3¼ |
88. 9() |
13. 46 |
61. 98 |
14. 35 |
|
4 |
101. 6() |
5. 74 |
90. 12 |
7. 78 |
|
4 |
101. 6() |
6. 65 |
88. 3() |
8. 93 |
|
4 |
1()1. 6() |
8. 38 |
84. 84 |
11. 05 |
|
4 |
101. 6() |
10. 54 |
80. 52 |
13. 57 |
|
4 |
101.6() |
12. 70 |
76. 20 |
15. 96 |
|
4 |
101. 60 |
15. 49 |
70. 62 |
18. 85 |
|
4½ |
114. 3() |
6. 88 |
10(). 54 |
1(). 45 |
|
4½ |
114. 3() |
8. 56 |
97. 18 |
12. 79 |
|
4扬 |
1 14. 3() |
9. 65 |
95. OO |
14. 27 |
|
4½ |
114. 30 |
1(). 92 |
92. 46 |
15. 96 |
|
4¼ |
114. 30 |
12. 7() |
88. 90 |
18. 24 |
|
4¼ |
114. 30 |
14. 22 |
85. 86 |
20. 12 |
|
4扬 |
114. 30 |
16. 00 |
82. 3() |
22. 24 |
L C Al⅛* -LLLl
5.3 官以而
钛合金油管管端应带螺纹和接箍供货,接头螺纹型式按合同规定供货。
钛合金油管管端及接箍螺纹表面应采用适当方法(如镀铜等)处理,以避免黏扣。
5.4接箍
钛合金油管所带接箍应是用无缝管制成的,螺纹加工要求应满足APl SPeC 5B的要求。
6技术要求
6.1制造工艺要求
6.1.1制造方法
本部分规定的钛合金油管应采用无缝钛合金管制造。钛合金油管在制造过程中宜使用中间合金和 海绵钛真空熔炼钛合金铸锭,锻压成钛棒,然后用热穿孔或挤压工艺,将钛棒制成管坯,最终采用轧 制工艺制成规定尺寸的成品钛合金油管。
轧制工艺可采用温轧、冷轧、热轧或者多种轧制工艺组合的工艺进行,冷加工(如冷轧或矫直) 后应有消除残余应力的处理工艺。
6. 1.2热处理
除订货单上另有规定外,钛合金油管在加工完后可进行整管热处理。热处理工艺包括退火、淬火 +时效,由制造厂选择,或者根据合同规定。钛合金油管退火时的加热可在真空中或惰性气体中进 行,加热后应进行快速冷却。
钛合金油管应进行矫直处理。
6. 1.4外观及无损检测
钛合金油管应全长(一端到另一端)进行外观及无损检验,检验方法见表2,验收等级见表3。
表2钛合金油管管体及接箍外观及无损检验方法
|
钢级 |
外观检验 |
壁厚测定 |
超声检验 |
涡流检验 |
|
TT80 |
R |
R |
A, C |
B |
|
TTllO |
R |
R |
A, C |
B |
|
TT95, TT125 |
R |
R |
A, C |
B |
|
接箍坯料 TT80, TT95, TTllO, TT125 |
R |
R |
A |
B |
|
R——要求检验; A——应使用一种方法或几种方法结合; B——除用超声方法检验外表面外,可选用此方法进行检验; C——应使用超声方法检验内、外表面。 | ||||
.超声或涡流等其他检验验证系统,应使用带有表4所述的刻槽或钻孔的参考标样,以验证设备对 人工参考标样的响应。若在正常操作条件下用超声或其他检验方法能动态地检出表4所述人工参考标 样,则可作为其拒收条件。这种检测能力应动态验证。
表3验收(检验)等级
|
钢级 |
外表面觎欠 |
内表面缺欠 | |||
|
纵向 |
横向 |
纵向 |
横向 | ||
|
管体 | |||||
|
TT80, TT95, TTllO, TT125 |
超声检验 |
L2 |
L2 |
L2 |
L2 |
|
第2种方法 |
L2 |
L2 |
— |
一 | |
|
接箍 | |||||
|
TT80, TT95, TTllO, TT125 |
L2 |
L2 |
L2 |
N | |
|
N一不要求检验;L2——验收(检验)等级。 | |||||
当使用钻孔进行涡流检验设备校准时,则该检验系统对来自内、外表面刻槽能产生的信号应大于 或等于使用钻孔确定的拒收界限。
表4中所示的参比刻槽取向可按探测制造过程典型缺陷的最佳角度取向,由制造厂自行决定。对 参比刻槽取向调整的技术说明应形成文件。
钛合金油管的超声或涡流检验方法,应满足GB/T 12969. 1和GB/T 12969. 2的要求。
表4人工参考缺陷
|
验收(检验)等级 |
刻槽最大深度a % |
刻槽全深漣处最大长度 mm |
最大宽度 mm |
径向钻孔直径b mm |
|
L2 |
5 |
5() |
1 |
1. 6 |
|
a深度值是以规定壁厚的百分数表示的。深度公差应为刻槽深度±15%的计算值,刻槽最小深度为()∙3mm时, 其公差应为±()∙ 05mmo b钻孔(全通壁)直径应根据钻头规格。 | ||||
6.1.5 溯源
钛合金油管产品应建立完整的溯源体系,根据最终产品管号应可确定其生产工艺过程及控制 参数。
6.2材料
可用于钛合金油管的钛合金材料由制造商提供,并附质量证明。
6.3化学成分要求
6.3.1化学成分分析
钛合金油管用材料的化学成分应满足GB/T 3620. 1的要求,成分允许偏差应满足GB/T 3620. 2 的要求,当有特殊要求时,应由买卖双方商定合同规定。
6.3.2熔炼分析和产品分析
制造厂应分别提供用于制造所供钛合金油管的每炉铸锭的熔炼分析报告和成品分析报告,该报告 应包括每种钛合金名义成分中所有元素和铁、碳、氮、氢、氧等有害元素的单一分析结果和总和分析 结果。
6.4拉伸性能要求
钛合金油管用材料拉伸性能包括屈服性能、抗拉强度和延伸率。
在拉伸试验中,记录或报告伸长率时,若用条形试样,则该记录或报告应写明试样的公称宽度和 标距长度;若用圆棒试样,应写明直径和标距长度;若用全截面试样,应写明试样的状态、长度和标 距长度。
当有高温性能要求时,高温机械性能要求应在订货和签订合同时由购方和制造商商定。
6. 4.1强度
屈服强度和抗拉强度要求应符合表5的规定,或买卖双方商定合同规定。
表5拉伸性能和硬度要求
|
材料级别 |
加载下的总 伸长率 % |
屈服强度 MPa |
抗拉强度 min MPa |
硬度fl max |
允许硬度变化b HRC | ||
|
min |
max |
HRC |
HBW | ||||
|
TT80 TT95 TTlK) TT125 |
0. 2 |
552 655 758 862 |
655 758 965 1034 |
655 724 862 931 |
— |
4..0 | |
|
a指至少3个测量点以上的平均值,若有争议时,应采用实验室的洛氏硬度作为仲裁方法。 b指至少3个所有测量点中最大值与最小值之间的差值。 C这些产品不规定硬度上下限。 | |||||||
6. 4. 2 伸长率
钛合金油管伸长率是指在拉伸试验中,5(). 8mm (2in)定标距的百分伸长率。各种尺寸和取向试 样的最小伸长率应由公式(1)确定:
厶().2
^= 1944×-.......................................(1)
ʌm
式中:
a——标距为50. 8mm时的最小伸长率,以百分数表示,小于10%时,精确到0.5%,其他精确 到1%;
A——拉伸试样的横截面积,单位为平方毫米(mm?),是根据规定的外径或试样的名义宽度和 规定壁厚计算的,精确到IOmm2 J A值取计算值或49Omm2的较小者。
各种规格和各材料级别拉伸试样的最小伸长率值见表6。
6.5硬度要求
各钢级管子横截面上各个部位的硬度和硬度变化量应符合表5中的规定。
表6伸长率表
|
拉伸试样 |
50. 8mm标距内最小伸长率 % ._______________ | ||||||
|
材料级别 | |||||||
|
TT80 |
TT95 |
TTlK) |
TT125 | ||||
|
试样 面积 mm2 |
规定壁厚 mm |
规定最低: MI |
亢拉强度 ɔa______________________________ | ||||
|
19mm宽试样 |
25mm宽试样 |
38mm宽试样 |
655 |
724 |
862 |
931 | |
|
490 |
≥25. 53 |
≥19. 41 |
>12. 77 |
20 |
18 |
15 |
14 |
|
480 |
25.()()〜25. 52 |
19.()()〜19. 4() |
12. 51 -12. 76 |
20 |
18 |
15 |
14 |
|
470 |
24. 48 — 24. 99 |
18. 61 — 18. 99 |
12. 24-12. 5() |
1() |
18 |
15 |
14 |
|
460 |
23. 95 — 24. 47 |
18. 20 — 18. 60 |
11. 98 — 12. 23 |
1() |
18 |
15 |
14 |
|
450 |
23. 43〜23. 94 |
17. 81 — 18. 19 |
11. 72—11. 97 |
19 |
18 |
15 |
14 |
|
440 |
22. 90 — 23. 42 |
17. 4()〜17. 80 |
1 1. 45 — 1 I. 71 |
19 |
18 |
15 |
14 |
|
430 |
22. 37 — 22. 89 |
17. 01 — 17. 39 |
I 1. 1. 44 |
19 |
17 |
15 |
14 |
|
420 |
21. 85 — 22. 36 |
16. 60 — 17. 00 |
K). 3 —11. 18 |
19 |
17 |
15 |
14 |
|
410 |
21. 32〜21. 84 |
16. 21 — 16. |
1(). 66—10. 92 |
19 |
17 |
15 |
14 |
|
400 |
2(). 79〜21. 31 |
15. 80 — 16. 20 |
1(). 4()〜1(). 65 |
19 |
17 |
15 |
14 |
|
390 |
20. 27〜2(). 78 |
15. 41 — 15. 79 |
1(). 14—1(). 39 |
19 |
'17 |
15 |
14 |
|
380 |
19. 74—20. 26 |
15. ()0 — 15. 40 |
9. 87〜1(). 13 |
1() |
17 |
15 |
14 |
|
37() |
19. 22〜19. 73 |
14. 61 — 14. (Q |
9. Gj 〜9. 86 |
19 |
17 |
14 |
13 |
|
360 |
18. 69—19. 21 |
14. 2()〜14. 6() |
9. 35—9. 60 |
18 |
17 |
14 |
13 |
|
350 |
18. 16 8. 68 |
13. 81 — 14. 19 |
()8〜9. 34 |
18 |
17 |
14 |
13 |
|
340 |
17. 64—18. 15 |
13. 4()〜13. SO |
8. 82 — 9. ()7 |
18 |
17 |
14 |
13 |
|
330 |
17. 11 — 17. 63 |
13. ()1~13∙ 39 |
8. 56 — 8. 81 |
18 |
17 |
14 |
13 |
|
320 |
16. 58〜17. 1() |
12. 60—13.()() |
8. 29-8. 55 |
18 |
16 |
14 |
13 |
|
310 |
16. 06—16. 57 |
12. 21 〜12. 59 |
8. ()3 —S. 2S |
18 |
16 |
14 |
13 |
|
300 |
15. 53 — 16. ()5 |
11. 80—12. 2() |
7. 77 — 8. 02 |
18 |
16 |
14 |
13 |
|
290 |
15. ()1 〜15. 52 |
11. 41 — 11. 79 |
7. 51—7. 76 |
18 |
16 |
14 |
13 |
|
280 |
14. 48 — 15. OO |
11. ()0—11. 40 |
7. 24〜7. 5() |
18 |
16 |
14 |
13 |
|
270 |
13. 95〜14. 47 |
1(). 61 — 10. 99 |
6. 98 — 7. 23 |
17 |
` 16 |
14 |
13 |
|
260 |
13. 43 — 13. 94 |
1(). 20—10. 60 |
6. 72〜6. 97 |
17 |
16 |
13 |
13 |
|
250 |
12. 90—13. 42 |
9. 81 — 10. 19 |
6. 45 — 6. 71 |
17 |
16 |
13 |
12 |
表6 (续)
|
■拉伸试样 |
50. 8mm标距内最小伸长率 %_______________ | ||||||
|
材料级别 | |||||||
|
TT80 |
TT95 |
TTlIO |
TT125 | ||||
|
试样 面积 mm2 |
规定壁厚 mm |
规定最低! MI |
成拉强度 ɔa____________________________ | ||||
|
19mm宽试样 |
25mm宽试样 |
38mm宽试样 |
655 |
724 |
862 |
931 | |
|
240 |
12. 37—12. 89 |
9. 40 — 9. 80 |
6. 19 — 6. 44 |
17 |
16 |
13 |
12 |
|
230 |
11. 85 — 12. 36 |
9. 01—9. 39 |
5. 93 — 6. 18 |
17 |
15 |
13 |
12 |
|
220 |
11.32〜IL 84 |
8. 60 — 9. 00 |
5. 66〜5. 92 |
17 |
15 |
13 |
12 |
|
210 |
10. 79〜11. 31 |
8. 21 — 8. 59 |
5. 40—5. 65 |
17 |
15 |
13 |
12 |
|
200 |
10. 27 — 10. 78 |
7. 80 — 8. 20 |
5. 14 — 5. 39 |
16 |
15 |
13 |
12 |
|
190 |
9. 74〜10. 26 |
7. 41 — 7. 79 |
4. 87 — 5. 13 |
16 |
15 |
13 |
12 |
|
180 |
9. 22 — 9. 73 |
7. 0()〜7. 4() |
4. 61—4. 86 |
16 |
15 |
13 |
12 |
|
170 |
8. 69 — 9. 21 |
6. 61—6. 99 |
4. 35〜4. 6() |
16 |
14 |
12 |
12 |
|
160 |
8. 16 — 8. 68 |
6. 2()〜6. 6() |
4. 08 — 4. 34 |
16 |
14 |
12 |
11 |
|
150 |
7. 64〜8. 15 |
5. 81 — 6. 19 |
3. 82〜4. ()7 |
15 |
14 |
12 |
11 |
|
140 |
7. 11 — 7. 63 |
5. 40 — 5. 80 |
3. 56 — 3. 81 |
15 |
14 |
12 |
11 |
|
130 |
6. 58 — 7. 10 |
5. ()1 〜5. 39 |
3. 29 — 3. 55 |
14 |
14 |
12 |
11 |
|
120 |
6. 06 — 6. 57 |
4. 60 — 5. 00 |
3. 03 — 3. 28 |
14 |
14 |
12 |
11 |
|
110 |
5. 53 — 6. 05 |
4. 21—4. 59 |
2. 77〜3. 02 |
14 |
13 |
11 |
11 |
|
100 |
5. 01 — 5. 52 |
3. 80 — 4. 20 |
2. 51—2. 76 |
14 |
13 |
11 |
10 |
|
90 |
4. 48〜5. 00 |
3. 41—3. 79 |
2. 24—2. 50 |
13 |
13 |
11 |
10 |
|
80 |
3. 95〜4. 47 |
3. 00 — 3. 40 |
1. 98 — 2. 23 |
13 |
12 |
11 |
10 |
|
70 |
3. 43—3. 94 |
2. 61 — 2. 99 |
1. 72 — 1. 97 |
13 |
12 |
10 |
10 |
|
60 |
2. 90 — 3. 42 |
2. 2。〜2. 6() |
1. 45 — 1. 71 |
12 |
12 |
1() |
9. 5 |
|
50 |
2. 37 — 2. 89 |
1.81 — 2.19 |
1. 19 — 1. 44 |
12 |
11 |
9. 5 |
9 |
6.6夏比(V型缺口)冲击吸收能要求
夏比冲击试验采用V型缺口试样。母材纵向、横向的最小夏比冲击吸收能(IOmmXIommX 55mm标准试样)应符合表7的规定。
当管子壁厚不够而采用小尺寸试样时,其最小冲击吸收能应根据表8的比例系数相应减少。当壁 厚不足以进行冲击试验时,生产厂应提供在产品化学成分、矫直工艺、热处理工艺等方面对冲击吸收 能的保证措施。
夏比冲击试样取向与尺寸的优先选择顺序见表9o
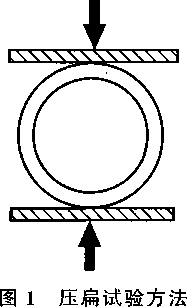
6.7压扁要求
所有钛合金油管的压扁试验结果应符合表10的规定。
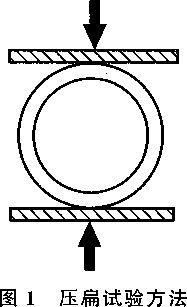
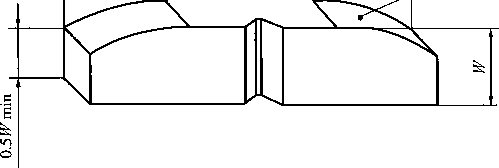
压扁试验时,试样应以图1所示方法放于平行板间,进行1次压扁试验,试样应压扁至相对接触 时为止。在平行板间距离小于表10的规定值之前,试样任何部位不应产生裂缝或断裂。
表7夏比冲击功要求
|
材料级别 ksi |
试验温度 OC |
全尺寸试样冲击吸收功CV ______________ ∙ J___________________________________________________________________ | |
|
纵向______ |
横向 | ||
|
80 |
-1() |
.27 |
21 |
|
95 |
27 |
21 | |
|
11() |
41 |
27 | |
|
125 |
41 |
33 | |
表8小尺寸试样冲击功要求
|
试样尺寸 mm × mm |
对应表4规定冲击功百分数 ________________⅝________________ |
|
10. ()×10. 0 |
K)O |
|
10. O × 7. 5 |
80 |
|
1(). ()×5. O |
55 |
表9冲击试样取向及尺寸的优先选择顺序
|
优先选择顺序 |
试样取向 |
试样尺寸 mm × mm |
|
1 |
横向 |
1(). O × 10. O |
|
2 |
横向 |
1(). 0×7. 5 |
|
3 |
横向 |
1(). 0×5. O |
|
4 |
10. ()× 10. O | |
|
5 |
纵向 |
1(). O × 7. 5 |
|
6 |
纵向 |
10. O × 5. O |
表10压扁性能要求
|
爵料级别 ksi |
D/t |
~不岀现裂纹时的平行板最大间距~ mm | |
|
TT80 |
≤20 |
D・ |
(1. 074-0. 0194D∕υ |
|
TT95 |
≤20 |
D・ |
(1. 080- 0. 0178D∕^) |
|
TTlK) |
≤23 |
D・ |
(1. 086 - O. ()163D∕Q |
|
TT125 |
≤25 |
D・ |
(1. 092 - O. 0140D/Q |
6. 8耐腐蚀性能
6. 8.1影响因素
钛合金油管在含H2SZCO2条件下其耐腐蚀性能的主要影响因素:
a)化学成分,强度,热处理,显微组织,制造方法和材料的最终状态。
.b) H2S气体分压∕>h2s;
C) CO2气体分压”eq ;
d) C「浓度。
e) 水介质和PH值。
f) 试验温度。
腐蚀试验准备及方法依据6. 8. 2和6. 8. 3的要求进行,其他试验可以在订货合同中规定。
6. 8.2 模拟工况试验
对于本部分中包括的腐蚀试验,除了依据附录B进行标准试验外,购方或制造商如有特殊要求: 包括模拟工况条件试验和特殊介质试验,试验方法均依据标准规定进行,试验溶液以及气体介质按照 实际工况中较苛刻的条件进行。
试验过程应详细记录试验条件:温度、压力(气体介质分压和釜内总压、试验周期、动态模拟时 转速、PH值、溶液介质离子浓度)。
模拟试验结果与标准试验对照比较,如腐蚀程度结果区别较大(数量级),排除人为以及设备影 响因素外,可重新试验一次,如果仍有相同结论,应以模拟工况条件下结果为依据,评判腐蚀程度。
6. 8.3均匀腐蚀试验
钛合金油管材料的均匀腐蚀试验一组应包括自一根管子同部位的3个平行样,试样尺寸根据实验 装置定,但必须保证浸泡试验时试样的面积与溶液体积的比例为不小于20mL∕cm2 O试样称重精确到 0.0QGIgO确定均匀腐蚀速率的重量损失试验,按照ISO 11845的规定进行;如果试验溶液介质需要 模拟油田现场条件或购方有特殊要求,需双方协商决定。
对于发生均匀腐蚀的试样,应记录试验前与试验后除掉腐蚀产物膜的试样的重量及尺寸,用平均 腐蚀速率(^Orr)来评判,失重法计算平均腐蚀速率利用公式(2)进行:
.g×3650∞ .................................
corr ~" Q )
式中:
g——失重,单位为克(g);
r---材料密度,7. 8g∕cm3 ;
Tf——腐蚀周期,单位为天(d);
^COrr——平均腐蚀速率,单位为毫米每年(mm∕年)。
平均腐蚀速率:VCOrr<0. 025mm∕年。
6.9几何尺寸与重量
6. 9. 1 几何尺寸
钛合金油管所有未规定偏差范围的尺寸均是设计的依据,而不是验收或拒收的条件。
6. 9.2 外径、壁厚与重量公差
钛合金油管的外径、壁厚和重量公差应符合表1 1的规定。
采用国际单位制时,外径的测量应精确到两位小数。
表11外径、壁厚和重量公差
|
项目 |
公差 | |
|
外径 |
± O. 79mm | |
|
外径不圆度 |
≤(). 5()% | |
|
壁厚 |
T()%∕ 〜+ 1()%t | |
|
重量 |
单根管子 |
^ 2. 1 "/"7 ~ + 6. 5 %uυt |
|
车载批垃 |
'' -1.20 % WZ | |
|
注:成一一计算重量。 | ||
|
a 一个车载批量最小为18144kgo | ||
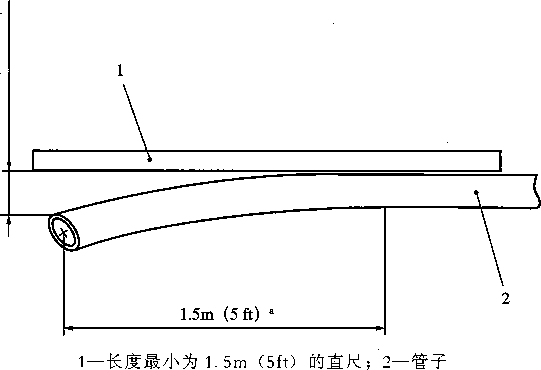
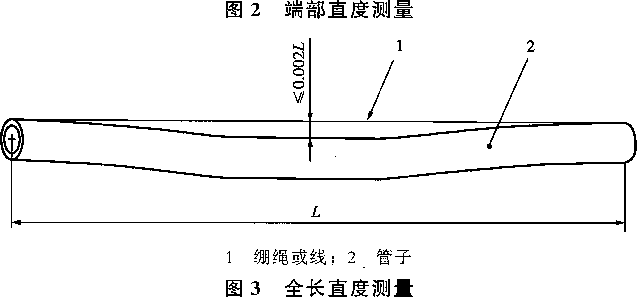
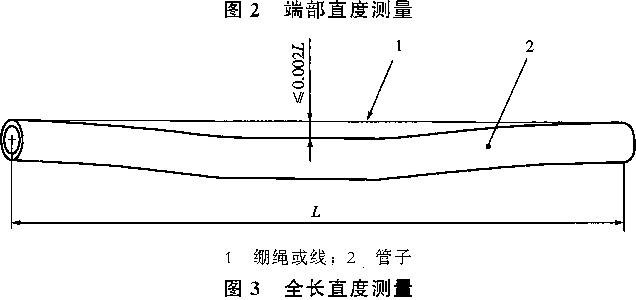
6.9.3直度
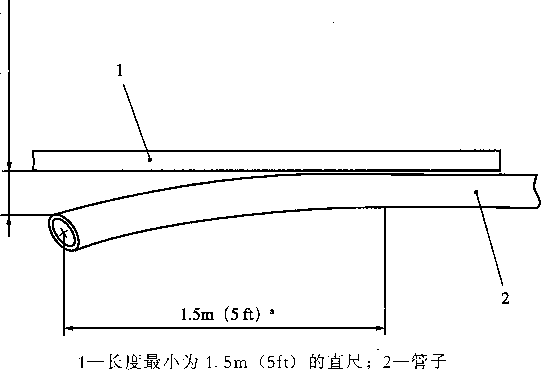
钛合金油管在每端1. 5m长度范帀I内的偏离距离不应超过3. 18mm.日-管体的弦高不超过总长度 的0. 2%,如图2和图3所示。
6.9.4 长度
钛合金油管长度范围应符合GB/T 19830, APl SPeC 5CT或合同规定。
6. 9.5 外径不圆度和壁厚不均度
外径不圆度O由公式(3)计算:
O= 2(Dmax-Dmin) XIoO% .................................(3)
LZmaX LZmin
式中:
DmaX--同一横截面上实测的最大外径值;
Drnm——同一横截面上实测的最小外径值。
弯曲端。
钛合金油管外径不圆度应符合表11的规定。
6. 9.6 通径要求
每根成品或半成品油管都应进行全长通径试验。由非管子制造厂进行螺纹加工的油管,应在距油 管装接箍端1.1m范围内进行通径检验。通径棒材质应使用非金属或复合材料通径棒以防止对管体内 壁的损伤。通径棒尺寸(长度和直径)应符合表12的规定。
表12标准通径棒尺寸
|
产品规格 |
标准通径棒最小尺寸 mm | |
|
长度 |
直径 | |
|
≤2⅞ |
1067 |
√-2. 38 |
|
____________>2⅞____________ |
______________1067______________ |
d - 3. 18 |
6. 10静水压试验
6. 10. 1标准静水压力试验
钛合金油管应进行静水压试验,标准静水压试验压力是根据公式(4)计算的,数值圆整到最接 近的。.5MPa,其最大值限于69. OMPa,或是购方与制造厂协商的更高的试验压力。静水压试验时, 保压时间不低于15s。每根管都应进行整管静水压试验,且在规定的压力试验过程中不渗漏。
^=(2/. YSmin ・ t)∕D ....................................(4)
式中:
P——标准静水压试验压力,单位为兆帕(MPa);
f——系数,取0. 80;
YSmin--管体规定最小屈服强度,单位为兆帕(MPa)。
6. 10. 2 其他规定
6. 10. 2. 1对于接头密封效率低于管体的,静水压试验压力可由买卖双方商定,但不得低于名义密封 压力的80%。静水压试验可以平端、带螺纹或螺纹和机紧接箍等形式进行,但宜在接箍与管体上扣 连接后进行。
6. 10. 2. 2对需要热处理的油管,应在最终热处理后进行试验。
6. 10. 2. 3 若订单有规定,当计算试验压力大于69. OMPa时,经购方与制造厂协商,可选用公式 (4)计算的试验压力。
6. 11 购方检验
如在订货合同中规定了购方检验,则其应符合附录A的规定。
6.12外观检查
应对所有钛合金管进行外观检查。所有组的管子内表面应无氧化皮,不应存在肉眼可见的直度误 差;油管表面上不应有深度大于壁厚的10%的摔坑,摔坑深度指摔坑最低点与钢管原始轮廓延长线 之间的距离;摔坑在任何方向的长度不应超过管径的一半。
如果购方对管子表面质量有特殊要求,则应在调查和签订合同时写明。在这种情况下,购方应规 定检查的方法、频次、粗糙度数值和检查范围。
6. 13 缺陷
6. 13.1 裂纹和渗漏
所有裂纹、渗水和漏水均应视为缺陷。
任何扩展到油管表面和坡口上的横向尺寸超过2. Omm的夹杂应视为缺陷;包括这些缺陷的管段 应切掉,直至表面及坡口上没有超过2.0mm的夹杂。
6. 13. 3其他缺陷
从钢管表面量起,任何深度大于规定壁厚的5.0%的缺欠都应视为缺陷。
有缺陷的钢管应按下列之一方法进行处置:
a) 修磨缺陷,假如剩余壁厚在规定范围内,缺陷可采用修磨法去除。
b) 切除含缺陷管段,如长度符合要求,切除有缺陷的管段。
C)拒收。
6. 13, 5缺陷修补
不应对无缝油管母材进行焊接修补。
7试验方法
7.1化学分析
与化学分析有关的分析操作应按GB/T 4698的规定进行,校验应具有可追溯性。
7. 1.2产品分析
制造商应从各不同规格的试验批中,抽取2根钢管,各取1个试样进行产品分析。分析结果应按 要求提供给购方。产品分析也可由管材的供应商按上述规定的频次进行。
钛合金油管用材料的化学成分应满足GB/T 3620. 1的要求,成分允许偏差应满足GB/T 3620. 2 的要求。
7. 1.3复检分析
如果代表一个试验批的2个试样的产品分析结果均不符合规定的要求,则由购方选择,或者整批 拒收,或者对该批中剩余的所有钢管逐根进行试验以判定是否符合规定要求,但不应破坏管子的使用 性。如果代表一个试验批的2个试样中只有1个试样产品分析结果不符合规定要求,则由购方选择, 或者整批拒收,或者从同一试验批中再取2个试样进行复检分析。如果这2个试样的复验分析结果都 符合规定要求,则除原来取样不合格的那根钢管外,该试验批合格。如果1个试样或2个试样的复验 分析结果均不符合规定要求,则由购方选择,或者将该试验批判为不合格,或者对该试验批中剩余的 所有钢管逐根进行试验以判定是否符合规定要求,但不应破坏管子的使用性。逐根进行复验时,只分 析初次检验不合格的元素或需要测定的元素。复验分析试样的取样位置应与规定的产品分析试样取样 位置相同。若订单上有规定,所有产品分析复验结果应提交给购方。
7.2拉伸试验
产品的拉伸性能应在纵向试样上测定,试样应符合GB/T 228. 1的要求,拉伸试验应根据GB/T 228. 1的规定在室温[(23±5)°C]下进行。拉伸试验过程中的应变速率应符合GB/T 228. 1的要求。 拉伸试验应确定抗拉强度、屈服强度和断后伸长率。拉伸试验结果应符合表5和表6的要求值。
7. 2.2 试验频率和取样位置
钛合金油管的拉伸试验频率应符合表13中的规定。
表13拉伸试验频次
|
试验批油管数量 |
拉伸试验频次 |
|
≤50 |
每试验批取1根进行拉伸试验 |
|
>50 |
每50根取1根进行拉伸试验 |
拉伸试验应有3个平行拉伸试样,产品管体拉伸试样可由制造商选择,或是全截面试样,或是条 形试样,或是圆棒试样,从无缝管截取的条形试样应取自管子圆周上任一位置,由制造商选择,圆棒 试样应取自管壁中心。
除圆棒拉伸试样外,所有产品管体拉伸试样应代表所截取管子的整个壁厚,且试验时应不将试样 压平。若使用圆棒试样,则当产品规格允许时,应釆用直径为捉2. 7mm (0. 50Oin)的圆棒试样;其 他规格的产品应采用直径为¢8. 9mm (0. 35Oin)的圆棒试样,当管子规格太小而取不出¢8. 9mm (0. 35Oin)的试样时,可采用直径为¢6. 25mm (0. 246in)的圆棒试样,但结果仅供参考。记录或报 告伸长率时,当采用条形试样时该记录或报告应给出试样的名义宽度,当采用圆棒试样时该记录或报 告应给出其直径或标距长度;当采用全截面试样时,应在记录或报告中说明。
7. 2.4试样无效
如果任何拉伸试样显示出机加工有缺陷或扩展裂纹缺陷,该试样可报废,并用另一试样代替。
7.2.5 复验
如果代表一批油管的拉伸试样不符合规定要求,可由制造商选择,从同批油管中再取1根油管进 行复验。如果复验试样都合格,除原取样不合格的油管外,该批所有油管都应验收。如果复验中3个 平行试样中有1个不合格,或者2个都不合格,购方可选择逐根检验该批剩余的油管或拒收。在这种 情况下,只要求检验前面试验中个别不合格项目。复验试样的取样方式应与不合格试样的相同。
7. 2.6有缺陷试样
如果发现任何拉伸试样显不有加工缺陷或扩展裂纹,可将其废弃,并用另一个试样代替。当延伸 率小于规定值,且断口的任何一部分处于标距长度中间三分之一(试验前,用线标记在试样上)范围 以外,应允许进行复验。
7.3硬度试验
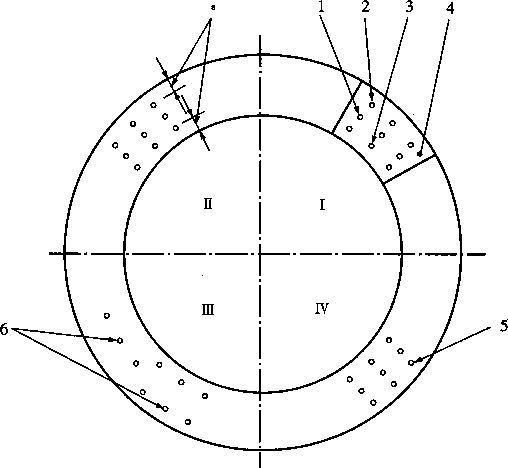
应根据GB/T 230. 1的规定进行洛氏硬度试验。硬度值读数应从洛氏硬度C标尺读取,洛氏硬度 值应符合表5的要求。硬度误差值不超过2HRCo硬度试验试样的单个象限应按图4进行试验。取每 个位置(外径侧、壁厚中心,内径侧)3个读数的平均值作为该位置的硬度值。
由购方和制造商协商,对于薄壁管可以只测2个位置(外径侧和内径侧)或1个位置(壁厚中 心)的硬度读数。外径侧和内径侧的读数应距边缘2.54mm至3. 81mm。所有的压痕之间的间距至少 应为压痕直径的3倍。为了减少岀错的河能性,每个象限的第一个压痕可以忽略。
7. 4 冲击试验
V型缺口试样冲击试验应按GB/T 229的规定进行。
冲击试验应有3个平行试样。冲击试验结果应是3个试样试验值的平均值。任何试样的试验值不 应小于要求值的三分之二。只允许一个试样的吸收能值低于要求值。
如果有2个或3个试样的冲击值低于标准要求,或有1个试样的冲击值低于规定最小吸收功要求 值的三分之二,则应在同一根管子上另取3个试样复验。每个复验试样的冲击功值应大于或等于规定 最小冲击功要求值,否则该管应拒收。
如果复验结果不符合本部分要求,则应在同一试验批的另外一根管子上各取一组冲击试样。如果 这3个试样的冲击功均符合要求,则除最初拒收的管子外,该试验批应验收。如果1个或多于1个试
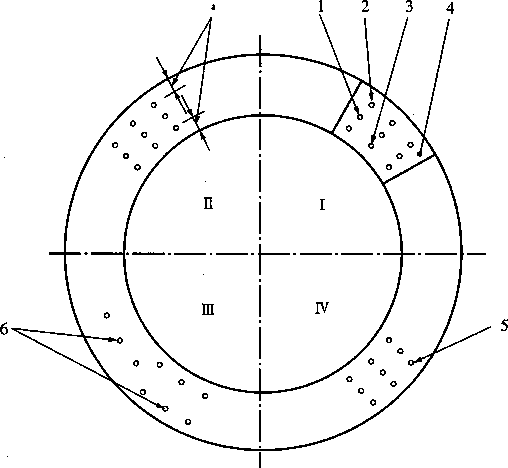
1一壁厚中心位置;2—外径侧位置;3—内径侧位置;4一硬度压痕试验点;5—洛氏硬度压痕数 据称为一个“读数”;6—对于薄壁管可采用的排与排之间的间隔
注:洛氏硬度压痕数据称为一个“读数”。三个洛氏硬度读数的平均值称为一个“值”。
a如果从压痕中心到试样边缘的距离小于压痕直径的2.5倍或两压痕中心的距离小于压痕直径的3倍,则可 能出现错误。
图4硬度试验
样的冲击功不符合要求,则由制造商选择或者对该试验批的剩余管子逐根进行试验或者重新进行处 理,包括热处理、复验等。
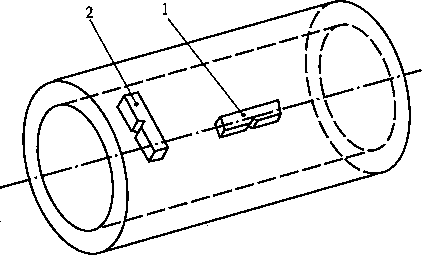
冲击试样取样方向应尽可能为横向,试样尺寸应尽可能为全尺寸试样,取样方向如图5所示,对 于横向试样,加工后的试样表面可包含管子的原始曲率,只要它符合图6的要求。
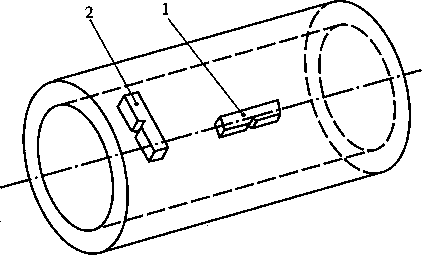
1—纵向试样;2—横向试样
图5冲击试样取样方向
7.5压扁试验
7. 5.1试验方法及试样取法
压扁试验方法按GB/T 246的规定进行。压扁试样应从管端切取试样环或切头,其长度不小于 64mmo试样也可在热处理之前切取,但需经受与所代表管子相同的热处理。若成批试验,应采取措 施,使试样与管子相互对应一致。
单位为毫米
13.5 max 28 min 13.5 max
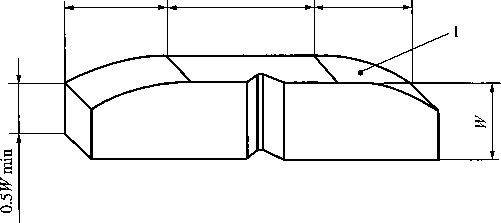
1—外径曲率;W一试样厚度
图6冲击试验横向试样所允许的外径曲率
7. 5.2压扁试验频数
同一批产品不超过50根进行一次试验。
7. 5. 3压扁试验复验
如果代表一批钢管的任一试样的试验结果不符合规定要求,可以从该管的同一端取样进行补充试 验,直至满足要求。但取样后成品管长度不得小于原长度的8()%。若代表一批产品的一根管的任一 试样不符合规定要求,则可以从该产品中另取2根管子切取试样进行复验。若这些复验结果都符合规 定要求,则除最初选取试验的那根管子外,该批管子合格。否则该批管子不合格。
8 标记和表面处理
8. 1 标记--总则
按本部分制造的钛合金油管,应由制造商按以下规定进行标记:
a) 油管上要求的标记,如8.2-8.5的规定。
b) 全用公制单位进行标记;经购方与制造商协商,并在合同中注明,也可使用其他单位制进 行标记。
8. 2标记位置
所有规格的钛合金油管,在外表面距管端457mm~762mm (18in~3()in)之间的一点开始,按 8.3的标记内容进行漆印标记;购方和制造商有协议时,部分或所有标记可按制造商方便的顺序模版 漆印在外表面上。
8. 3标记顺序
标记顺序按以下规定进行标记:
a) 制造者名称或标记。
b) 当产品完全符合本部分要求时,应在产品上标记本部分号;对符合多个相似产品的标准, 可模版漆印各标准的代号。
C)规格:外径(mm) X公称壁厚(mm)(以毫米为单位表示外径和壁厚)。
d)钢级牌号:使用钢级的符号如下:
1) TT80 ;
2) TT95 J
SY/T 6896《石油天然气工业特种管材技术规范》分为以下三部分:
——第1部分:套管钻井管柱;
——第2部分:定向穿越用钻杆;
--第3部分:钛合金油管。
.本部分为SY/T 6896的第3部分。
本部分按照GB/T 1. l→009《标准化工作导则 第1部分:标准的结构和编写》给出的规则 起草。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别这些专利的责任。
本部分由石油管材专业标准化技术委员会提出并归口 O
本部分起草单位:中国石油集团石油管工程技术研究院、东港市东方高新金属材料有限责任公 司、中国石油塔里木油田分公司、北京有色金属研究总院。
本部分主要起草人:刘强、宋生印、郭淑君、惠松骁、武刚、米旭军、张忠世、上官丰收、徐 婷、叶文君、张政宏。
In
1范围
本部分规定了石油天然气工业用钛合金油管的外形和尺寸,制造工艺,检验试验,验收极限,标 记、搬运及储存等技术要求。
建议用户参考ISO 15156和ISO 13680相关耐蚀合金产品适用范围,根据具体工况评价后谨慎选 择使用。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228. 1金属材料 拉伸试验 第1部分:室温试验方法
GB/T 229金属材料夏比摆锤冲击试验方法
GB/T 230. 1金属材料 洛氏硬度试验 第1部分:试验方法(A, B, C, D, E, F, G, H, K, N, T标尺)
GB/T 246金属管 压扁试验方法
GB/T 3620. 1钛及钛合金牌号和化学成分
GB/T 3620. 2钛及钛合金加工产品化学成分允许偏差
GB/T 4698 (所有部分)海绵钛钛及钛合金化学分析方法
GB/T 12969. 1钛及钛合金管材超声波探伤方法
GB/T 12969. 2钛及钛合金管材涡流探伤方法
GB/T 18590金属和合金的腐蚀点蚀评定方法
GB/T 19830石油天然气工业油气井套管或油管用钢管
SY/T 0599→006天然气地面设施抗硫化物应力开裂和抗应力腐蚀开裂的金属材料要求
ISO 7539- 1金属与合金的腐蚀 应力腐蚀测试 第1部分:测试规程的通用指南(COrrOSiOn Of metals and alloys—StreSS COrrOSiOn testing一Part 1: GeneraI guidance On testing PrOCedUreS)
ISO 11845 金属和合金的腐蚀 腐蚀试验的一般原则(ColTOSion Of metal and alloys一General PrinCiPIeS for COrrOSiOIl testing)
ISO 13680石油天然气工业用作套管、油管和接箍的耐腐蚀无缝合金管交货技术条件 (PetrOIeUm and natural gas industries—COrrOSiOn - resistant alloy SeamIeSS tubes for USe as casing, tubing and COUPling StOCk一TeChniCal deliVery COnditiOnS)
ISO 15156-3: 2003石油天然气工业油气开采中用于含硫化氢环境的材料第3部分:抗开 裂耐蚀合金和其他合金 IIPetrOleUm and natural gas industries—MateriaIS for USe in H2S- COntaining environments in Oil and gas PrOdUCtiOn—Part 3 : CraCking 一 resistant CARS ( COrrOSiOn - resistant alloys) and Other alloys]
APl SPeC 5CT 套管和油管规范(SPeeifiCation for CaSing and tubing)
APl SPeC 5B 套管、油管和管线管螺纹的加工、测量和检验规范(Specificationforthreading, gauging and thread inspection Of casing, tubing and Iine PiPe threads)
ASTM G 38 C型环应力腐蚀试样样品的制作和使用规程(StandardPraCtiCeformakingand USing C - ring StreSS - COrrOSiOn test SPeCimenS)
ASTM G 39 弯梁应力腐蚀试样制备与使用规程(Standard PraCtiCe for PreParatiOn and USe Of bent - beam StreSS 一 COrrOSiOn test SPeCimenS)
ASTM G 48 用氯化铁溶液测定不锈钢和相关合金耐点状腐蚀及缝间腐蚀的试验方法 (Standard test methods for Pitting and CreViCe COrrOSiOn resistance Of StainleSS SteeIS and related alloys by USe Of ferric ChIOride SOlUtiOn)
NACE TM 0177: 2005金属在硫化氢(H2S)环境下耐硫化物应力开裂和应力腐蚀开裂的实验 室试验 (LabOratQry testing Of metals for resistance to SUIfide StreSS CraCking and StreSS COrrOSiOn CraCking in H2S environments)
NACE TM 0284标准试验方法 管道及压力容器用钢抗氢致开裂性能评价(StandardteSt method —Evaluation Of PiPeline and PreSSUre VeSSeI SteeIS for resistance to hydrogen - induced cracking)
3术语和定义
下列术语和定义适用于本文件。
3. 1
钛合金 TitaniUm alloy
以钛为基础加入其他合金元素组成的合金。
3.2
熔铸 melt CaSting
将钛合金原料经高温熔化后,直接浇铸成制品的工艺,钛合金熔铸一般在真空中进行。
3. 3
钛合金油管 titanium alloy tubing
使用钛合金材料制备的在井中用作生产流体或注入流体的管子,包括钛合金管体、接箍,在管体 两端及接箍上加工有螺纹连接组件,本部分中钛合金油管不包括外加厚油管。
3. 4
接箍毛坯 COUPImg StOCk
生产接箍半成品用的无缝厚壁管或机械用管。
3. 5
热加工 hot finishing
在一定温度和应变速率下进行的金属塑性变形,变形的同时金属可以发生再结晶,从而阻止了永 久应变硬化的出现。 •
3.6
温车L Warm rolling
在钛合金常温组织发生回复的温度以上,再结晶的温度以下的温度范围内进行的轧制。
3.7
固溶 SOIUtiOn
将金属加热到适当温度,保温时间足够长使得一种或者多种组分进入固溶体中,然后快速冷却以 得到过饱和固溶体的热处理工艺。
3.8
退火 annealing
将金属加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。
3.9
时效aging
将钛合金材料通过高温淬火获得不稳定组织,这种不稳定组织在随后时效过程中发生分解或析 出,形成沉淀硬化,以提高合金强度的一种热处理工艺。
3.10
硫化物应力开裂 SUIfide StreSS CraCking (SSC)
在有水和H?S存在的情况,与腐蚀和拉应力[残留的和(或)外加的]有关的一种金属开裂。
注:SSC是氢应力开裂的一种形式,它与在金属表面的因酸性腐蚀所产生的原子氢引起的金属脆性有关。在硫化 物存在时,会促进氢的吸收。原子氢能扩散进金属,降低金属的韧性,增加裂纹的敏感性,高强度金属材料 和较硬的焊缝区域易发生SSCO
3.11
应力腐蚀开裂 StreSS COrrOSiOn CraCking (SCC)
在有水和C「存在的情况,与局部腐蚀的阳极过程和拉应力(残留的或施加的)相关的一种金属 开裂。
注:氯化物和(或)氧化剂和高温能增加金属产生应力腐蚀开裂的敏感性。
3.12
氢致开裂 hydrogen-induced CraCking (HlC)
当氢原子扩散进材料中并在陷阱处结合成氢分子(氢气)时,在钛合金材料所产生的平面裂纹。
注:裂纹是由于氢的聚集点压力增大而产生的。氢致开裂的产生不需要施加外部的应力。能够引起HIe的聚集 点常常在于钢中杂质水平较高的地方,那是由于杂质偏析和在钢种合金元素形成的具有较高密度的平面型夹 杂和(或)具有异常显微组织(如带状组织)的区域。这种类型的氢致开裂与焊接无关。
3. 13
酸性环境 SOUr SerViCe
暴露于含有ILS并能够引起材料按本部分所描述的腐蚀机理开裂的油气田环境。
3. 14
试验批 test Unit
由同一个钛合金铸锭按照相同加工和热处理工艺连续制造出的不超过50根的油管为一个试验批。
3. 15
制造商 manufacturer
负责为产品作标志,保证产品符合本部分的工厂、公司或团体。制造商对产品与本部分所有适用 条款的符合性负责。 、
4符号、代号和缩略语
下列符合、代号和缩略语适用于本文件。
CV——夏比V型缺口冲击试验最小吸收能,单位为焦耳(J);
D--管体规定外径,单位为毫米(mm);
d——管体内径,单位为毫米(mm);
β-^50. 8mm标距内最小伸长率,用百分数表示;
LP——管体长度,单位为毫米(mm);
M--单位长度的质量,单位为千克每米(kg∕m);
P--试验静水压力,单位为帕斯卡(Pa);
∕>co2——CO?分压(MPa);
^h2S——H2S 分压(MPa);
Rm——抗拉强度,单位为兆帕(MPa);
Kp0.2——屈服强度(0.2%非比例伸长),单位为兆帕(MP&);
S--试样表面积,单位为平方毫米(mm?);
t 管体规定壁厚,单位为毫米(mm);
T-—试验时间,单位为秒(s);
Vk——腐蚀速率,单位为毫米每年(mm∕年);
WPe——常用规格单位长度名义重量,单位为千克每米(kg∕nI)O
5钢级、规格与管端
5.1钢级
钛合金油管钢级按ksi表征的最小屈服强度分级,分为TT80, TT95, TTllo和TT125四个材 料级别。
5.2规格
常用规格钛合金油管的规格和类型见表1,其他规格用户可与制造商协商制定。
表1常用钛合金油管的规格
|
代号 |
外径D mm |
壁厚1 mm |
内径d mm |
单位长度名义重量 (以TC4钛合金为例)TyPe kg/m |
|
1. ()5() |
26. 67 |
2. 87 |
2(). 93 |
0. 96 |
|
1. 05() |
26. 67 |
3. 91 |
18. 85 |
1. 26 |
|
' 1.315 |
33. 40 |
3. 38 |
26. 64 |
1. 43 |
|
1.315 |
33. 4() |
4. 55 |
24. 30 |
1. 86 |
|
1. 660 |
42. 16 |
3. 18 |
35. 80 |
1. 75 |
|
1. 660 |
42. 16 |
3. 56 |
35. 04 |
1. 94 |
|
1. 660 |
42. 16 |
4. 85 |
32. 46 |
2. 56 |
|
1. 900 |
48. 26 |
3. 18 |
41. 90 |
2. 03 |
|
1. 900 |
48. 26 |
3. 68 |
40. 90 |
2. 32 |
|
1. 900 |
48. 26 |
5. 08 |
38. 10 |
3. 10 |
|
1. 900 |
48. 26 |
6. 35 |
35. 56 |
3. 76 ' |
|
1. 900 |
48. 26 |
7. 62 |
33. 02 |
4. 38 |
|
2. 063 |
52. 40 |
3. 96 |
44. 48 |
2. 71 |
|
2. 063 |
52. 40 |
5. 72 |
4(). 96 |
3. 77 |
|
2% |
6(). 32 |
4. 24 |
51. 84 |
3. 36 |
表1 (续)
|
代号 |
外径D mm |
壁厚t mm |
内径d mm |
~单位长度名义重量~ (以TC4钛合金为例)WPe kg/m |
|
2% |
60. 32 |
4. 83 |
5(). 66 |
3. 79 |
|
2% |
60. 32 |
6. 45 |
47. 42 |
4. 91 |
|
2% |
60. 32 |
7. 49 |
45. 34 |
5. 59 |
|
2% |
6(). 32 |
8. 53 |
43. 26 |
6. 24 |
|
2% |
73. 02 |
5. 51 |
62. 0() |
5. 26 |
|
2% |
73. 02 |
7. 01 |
59. OO |
6. 54 |
|
2⅝ |
73. 02 |
7. 82 |
57. 38 |
7. 21 |
|
2⅞ |
73. 02 |
8. 64 |
54. 74 |
7. 86 |
|
2% |
73. 02 |
9. 96 |
53. 1() |
8. 88 |
|
2⅛ |
73. 02 |
11.18 |
50. 66 |
9. 77 |
|
3扬 |
88.()() |
5. 49 |
77. 92 |
6. 47 |
|
3¼ |
88. 9() |
6. 45 |
76. 00 |
7. 52 |
|
3妬 |
88." |
7. 34 |
74. 22 |
8. 46 |
|
3½ |
88. 90 |
9. 52 |
69. 86 |
10. 69 |
|
3妬 |
88. 90 |
1(). 92 |
67. 06 |
12. ()4 |
|
3¼ |
88.()() |
12.()() |
64. 72 |
13. 13 |
|
3妬 |
88.()() |
13. 46 |
61. 98 |
14. 35 |
|
4 |
101. 6() |
5. 74 |
90. 12 |
7. 78 |
|
4 |
101. 6() |
6. 65 |
88. 30 |
8. 93 |
|
4 |
101. 6() |
8. 38 |
84. 84 |
11. ()5 |
|
4 |
101. 6() |
1(). 54 |
80. 52 |
13. 57 |
|
4 |
101. 6() |
12. 70 |
76. 20 |
15. 96 |
|
4 |
101. 6() |
15. 49 |
70. 62 |
18. 85 |
|
4½ |
114. 3() |
6. 88 |
10(). 54 |
1(). 45 |
|
4¼ |
114. 3() |
8. 56 |
97. 18 |
12. 79 |
|
4¼ |
1 14. 3() |
9. 65 |
95.()() |
14. 27 |
|
4¼ |
114. 30 |
10. 92 |
92. 46 |
15. 96 |
|
4¼ |
114. 30 |
12. 70 |
88. 90 |
18. 24 |
|
4¼ |
114. 30 |
14. 22 |
85. 86 |
20. 12 |
|
4½ |
114. 30 |
16. OO |
82. 30 |
22. 24 |
L C ʌlhɪ
5.3 言炳
钛合金油管管端应带螺纹和接箍供货,接头螺纹型式按合同规定供货。
钛合金油管管端及接箍螺纹表面应采用适当方法(如镀铜等)处理,以避免黏扣。
5.4接箍
钛合金油管所带接箍应是用无缝管制成的,螺纹加工要求应满足APl SPeC 5B的要求。
6技术要求
6.1制造工艺要求
6. 1. 1 制造方法
本部分规定的钛合金油管应采用无缝钛合金管制造。钛合金油管在制造过程中宜使用中间合金和 海绵钛真空熔炼钛合金铸锭,锻压成钛棒,然后用热穿孔或挤压工艺,将钛棒制成管坯,最终采用轧 制工艺制成规定尺寸的成品钛合金油管。
轧制工艺可采用温轧、冷轧、热轧或者多种轧制工艺组合的工艺进行,冷加工(如冷轧或矫直) 后应有消除残余应力的处理工艺。
6. 1.2热处理
除订货单上另有规定外,钛合金油管在加工完后可进行整管热处理。热处理工艺包括退火、淬火 +时效,由制造厂选择,或者根据合同规定。钛合金油管退火时的加热可在真空中或惰性气体中进 行,加热后应进行快速冷却。
钛合金油管应进行矫直处理。
6. 1. 4外观及无损检测
钛合金油管应全长(一端到另一端)进行外观及无损检验,检验方法见表2,验收等级见表3。
表2钛合金油管管体及接箍外观及无损检验方法
|
钢级 |
外观检验 |
壁厚测定 |
超声检验 |
涡流检验 |
|
TT80 |
R |
R |
A, C |
B |
|
TTllo |
R |
R |
A, C |
B |
|
TT95, TT125 |
R |
R |
A, C |
B |
|
接箍坯料 TT80, TT95, TTllO, TT125 |
R |
R |
A |
B |
|
R——要求检验; A——应使用一种方法或几种方法结合; B--除用超声方法检验外表面外,可选用此方法进行检验; C--应使用超声方法检验内、外表面。 | ||||
超声或涡流等其他检验验证系统,应使用带有表4所述的刻槽或钻孔的参考标样,以验证设备对 人工参考标样的响应。若在正常操作条件下用超声或其他检验方法能动态地检出表4所述人工参考标 样,则可作为其拒收条件。这种检测能力应动态验证。
表3验收(检验)等级
|
钢级 |
外表面艇欠 |
内表面缺欠 | |||
|
纵向 |
横向 |
纵向 |
横向 | ||
|
管体 | |||||
|
TT80, TT95, TTllO, TT125 |
超声检验 |
L2 |
L2 |
L2 |
L2 |
|
第2种方法 |
L2 |
L2 |
一 |
— | |
|
接箍 | |||||
|
TT80, TT95, TTllO, TT125 |
L2 |
L2 |
L2 |
N | |
|
N—不要求检验;L2--验收(检验)等级。 | |||||
当使用钻孔进行涡流检验设备校准时,则该检验系统对来自内、外表面刻槽能产生的信号应大于 或等于使用钻孔确定的拒收界限。
表4中所示的参比刻槽取向可按探测制造过程典型缺陷的最佳角度取向,由制造厂自行决定。对 参比刻槽取向调整的技术说明应形成文件。
钛合金油管的超声或涡流检验方法,应满足GB/T 12969. 1和GB/T 12969. 2的要求。
表4人工参考缺陷
|
验收(检验)等级 |
刻槽最大深度a % |
刻槽全深屋处最大长度 mm |
最大宽度 mm |
径向钻孔直径b mm |
|
L2 |
5 |
50 |
1 |
1. 6 |
|
a深度值是以规定壁厚的百分数表示的。深度公差应为刻槽深度±15%的计算值,刻槽最小深度为()∙3mm时, 其公差应为±(). 05mmo b钻孔(全通壁)直径应根据钻头规格。 | ||||
钛合金油管产品应建立完整的溯源体系,根据最终产品管号应可确定其生产工艺过程及控制 参数。
6.2材料
可用于钛合金油管的钛合金材料由制造商提供,并附质量证明。
6.3化学成分要求
6. 3. 1化学成分分析
钛合金油管用材料的化学成分应满足GB/T 3620. 1的要求,成分允许偏差应满足GB/T 3620. 2 的要求,当有特殊要求时,应由买卖双方商定合同规定。
6. 3.2 熔炼分析和产品分析
制造厂应分别提供用于制造所供钛合金油管的每炉铸锭的熔炼分析报告和成品分析报告,该报告 应包括每种钛合金名义成分中所有元素和铁、碳、氮、氢、氧等有害元素的单一分析结果和总和分析 结果。
6.4拉伸性能要求
钛合金油管用材料拉伸性能包括屈服性能、抗拉强度和延伸率。
在拉伸试验中,记录或报告伸长率时,若用条形试样,则该记录或报告应写明试样的公称宽度和 标距长度;若用圆棒试样,应写明直径和标距长度;若用全截面试样,应写明试样的状态、长度和标 距长度。
当有高温性能要求时,高温机械性能要求应在订货和签订合同时由购方和制造商商定。
屈服强度和抗拉强度要求应符合表5的规定,或买卖双方商定合同规定。
表5拉伸性能和硬度要求
|
材料级别 |
加载下的总 伸长率 % |
屈服强度 MPa |
抗拉强度 min MPa |
硬度a max |
允许硬度变化b HRC | ||
|
min |
max |
HRC |
HBW | ||||
|
TT80 TT95 TTlIo TT125 |
0. 2 |
552 655 758 862 |
655 758 965 1034 |
655 724 862 931 |
C C |
— |
4.0 |
|
a指至少3个测量点以上的平均值,若有争议时,应采用实验室的洛氏硬度作为仲裁方法。 b指至少3个所有测量点中最大值与最小值之间的差值。 C这些产品不规定硬度上下限。 | |||||||
6.4.2 伸长率
钛合金油管伸长率是指在拉伸试验中,5(). 8mm (2in)定标距的百分伸长率。各种尺寸和取向试 样的最小伸长率应由公式(1)确定:
厶().2
1944×⅛⅛7 ....................................... (1)
A m
式中:
标距为50. 8mm时的最小伸长率,以百分数表示,小于10%时,精确到0.5%,其他精确 到1%;
A——拉伸试样的横截面积,单位为平方毫米(mu?),是根据规定的外径或试样的名义宽度和 规定壁厚计算的,精确到IOmm2, A值取计算值或49Omnl2的较小者。
各种规格和各材料级别拉伸试样的最小伸长率值见表6o
6.5硬度要求
各钢级管子横截面上各个部位的硬度和硬度变化量应符合表5中的规定。
表6伸长率表
|
拉伸试样 |
50. 8mm标距内最小伸长率 % •_______________ | ||||||
|
材料级别 | |||||||
|
TT80 |
TT95 |
TTlK) |
TT125 | ||||
|
试样 面积 mm2 |
规定壁厚 mm |
规定最低: MI |
成拉强度 ɔa | ||||
|
19mm宽试样 |
25mm宽试样 |
38mm宽试样 |
655 |
724 |
862 |
931 | |
|
490 |
>25. 53 |
≥19. 41 |
≥12. 77 |
20 |
18 |
15 |
14 |
|
480 |
25. ()()~25∙ 52 |
19. 00—19. 40 |
12. 51-12. 76 |
20 |
18 |
15 |
14 |
|
470 |
24. 48~24. 99 |
18. 61 — 18. 99 |
12. 24-12. 5() |
19 |
18 |
15 |
14 |
|
460 |
23. 95〜24. 47 |
18. 2()〜18. 6() |
11. 98 — 12. 23 |
I(J |
18 |
15 |
14 |
|
450 |
23. 43 — 23. 94 |
17. 81 〜18. 19 |
11. 72 〜1 1. F |
18 |
15 |
14 | |
|
440 |
22. 9()〜23. 42 |
17. 4()〜17. 80 |
I 1. 45 — 1 I. 71 |
19 |
18 |
15 |
14 |
|
430 |
22. 37〜22. 89 |
17. 01 — 17. ¥) |
I I. . 44 |
19 |
17 |
15 |
14 |
|
42() |
21. 85-22. 36 |
16. 6()〜17. OO |
io.(n—11.18 |
19 |
17 |
15 |
14 |
|
410 |
21. 32〜21. 84 |
16. 21 — 16. 59 |
1(). 66—10. 92 |
19 |
17 |
15 |
14 |
|
400 |
20. 79 — 21. 31 |
15. 80—16. 20 |
1(). 4()〜1(). 65 |
19 |
17 |
15 |
14 |
|
390 |
20. 27〜2(). 78 |
15. 41 — 15. 79 |
I0. 14— 1(). 39 |
17 |
15 |
14 | |
|
380 |
19. 74 — 20. 26 |
15.()()〜15. 40 |
9. 87-1(). 13 |
19 |
17 |
15 |
14 |
|
37() |
19. 22〜19. 73 |
14. 61 〜14. (Q |
9. 61 〜9. 86 |
19 |
17 |
14 |
13 |
|
360 |
18. 69 — 19. 21 |
14. 2()~14. 6() |
9. 35-9. 60 |
IS |
17 |
14 |
13 |
|
350 |
18. 16≈18. 68 |
13. 81 — 14. 19 |
(丿.()X〜9. 34 |
18 |
17 |
14 |
13 |
|
340 |
17. 64〜18. 15 |
13. 40~13. SO |
8. 82—9. ()7 |
18 |
17 |
14 |
13 |
|
330 |
17. 11 〜17. 63 |
13. 01 — 13. 39 |
8. 56-8. 81 |
18 |
17 |
14 |
13 |
|
320 |
16. 58—17. 1() |
12. 6()〜13.()() |
8. 29-8. 55 |
IS |
16 |
14 |
13 |
|
310 |
16. ()6〜16. 57 |
12. 21 〜12. 59 |
S. ()3 — 8. 28 |
18 |
16 |
14 |
13 |
|
300 |
15. 53 — 16. 05 |
11. 80—12. 20 |
7. 77-8. ()2 |
18 |
16 |
14 |
13 |
|
290 |
15. ()1 〜15. 52 |
11. 41 — 11. 79 |
7. 51—7. 76 |
18 |
16 |
14 |
13 |
|
280 |
14. 48 — 15. OO |
11. ()0—11. 40 |
7. 24〜7. 5() |
18 |
16 |
14 |
13 |
|
270 |
13. 95〜14. 47 |
1(). 61 — 10. 99 |
6. 98〜7. 23 |
17 |
' 16 |
14 |
13 |
|
260 |
13. 43 — 13. 94 |
1(). 2()~1(). 60 |
6. 72 — 6. 97 |
17 |
16 |
13 |
13 |
|
250 |
12. 9()〜13. 42 |
9. 81 — 10. 19 |
6. 45 — 6. 71 |
17 |
16 |
13 |
12 |
表6 (续)
|
,拉伸试样 |
50. 8mm标距内最小伸长率 %_______________ | ||||||
|
材料级别 | |||||||
|
TT80 |
TT95 |
TTllo |
TT125 | ||||
|
试样 面积 mm2 |
规定壁厚 mm |
规定最低」 MI |
成拉强度 Da ____________ | ||||
|
19mm宽试样 |
25mm宽试样 |
38mm宽试样 |
655 |
724 |
862 |
931 | |
|
240 |
12. 37〜12. 89 |
9. 40 — 9. 80 |
6. 19 — 6. 44 |
17 |
16 |
13 |
12 |
|
230 |
11. 85 — 12. 36 |
9. 01—9. 39 |
5. 93 — 6. 18 |
17 |
15 |
13 |
12 |
|
220 |
11. 32〜IL 84 |
8. 60~9. 00 |
5. 66 — 5. 92 |
17 |
15 |
13 |
12 |
|
210 |
10. 79 — 11. 31 |
8. 21—8. 59 |
5. 40 — 5. 65 |
17 |
15 |
13 |
12 |
|
200 |
10. 27〜10. 78 |
7. 80 — 8. 2() |
5. 14—5. 39 |
16 |
15 |
13 |
12 |
|
190 |
9. 74〜10. 26 |
7. 41 〜7. 79 |
4. 87 — 5. 13 |
16 |
15 |
13 |
12 |
|
180 |
9. 22 — 9. 73 |
7. 0()〜7. 4() |
4. 61—4. 86 |
16 |
15 |
13 |
12 |
|
170 |
8. 69〜9. 21 |
6. 61 — 6. 99 |
4. 35〜4. 6() |
16 |
14 |
12 |
12 |
|
160 |
8. 16 — 8. 68 |
6. 2()〜6. 6() |
4. 08 — 4. 34 |
16 |
14 |
12 |
11 |
|
15() |
7. 64 — 8. 15 |
5. 81 — 6. 19 |
3. 82—4. 07 |
15 |
14 |
12 |
11 |
|
140 |
7. 11 — 7. 63 |
5. 40 — 5. 80 |
3. 56—3. 81 |
15 |
14 |
12 |
11 |
|
130 |
6. 58 — 7. 10 |
5. ()1 〜5. 39 |
3. 29〜3. 55 |
14 |
14 |
12 |
11 |
|
120 |
6. 06 — 6. 57 |
4. 60 — 5. 00 |
3. 03 — 3. 28 |
14 |
14 |
12 |
11 |
|
110 |
5. 53 — 6. 05 |
4. 21—4. 59 |
2. 77—3. 02 |
14 |
13 |
11 |
11 |
|
10() |
5. 01 — 5. 52 |
3. 80 — 4. 20 |
2. 51 — 2. 76 |
14 |
13 |
11 |
10 |
|
90 |
4. 48〜5. 00 |
3. 41—3. 79 |
2. 24〜2. 50 |
13 |
13 |
11 |
10 |
|
80 |
3. 95 — 4. 47 |
3. 00〜3. 4() |
1. 98 — 2. 23 |
13 |
12 |
11 |
10 |
|
70 |
3. 43〜3. 94 |
2. 61 — 2. 99 |
1. 72 — 1. 97 |
13 |
12 |
10 |
10 |
|
60 |
2. 9()〜3. 42 |
2. 20〜2. 6() |
1. 45 — 1. 71 |
12 |
12 |
10 |
9. 5 |
|
50 |
2. 37〜2. 89 |
1. 81—2. 19 |
1. 19 — 1. 44 |
12 |
11 |
9. 5 |
9 |
6.6 夏比(V型缺口)冲击吸收能要求
夏比冲击试验采用V型缺口试样。母材纵向、横向的最小夏比冲击吸收能(IOmmXIOmmX 55mm标准试样)应符合表7的规定。
当管子壁厚不够而采用小尺寸试样时,其最小冲击吸收能应根据表8的比例系数相应减少。当壁 厚不足以进行冲击试验时,生产厂应提供在产品化学成分、矫直工艺、热处理工艺等方面对冲击吸收 能的保证措施。
夏比冲击试样取向与尺寸的优先选择顺序见表9o
6.7压扁要求
所有钛合金油管的压扁试验结果应符合表10的规定。
压扁试验时,试样应以图1所示方法放于平行板间,进行1次压扁试验,试样应压扁至相对接触 时为止。在平行板间距离小于表W的规定值之前,试样任何部位不应产生裂缝或断裂。
表7夏比冲击功要求
|
材料级别 ksi |
试验温度 OC |
全尺寸试样冲击吸收功CV ∙ J___________________________________________________________________ | |
|
纵向_______ |
横向 | ||
|
80 |
-1() |
.27 |
21 |
|
95 |
27 |
21 | |
|
11() |
41 |
27 | |
|
125 |
41 |
33 | |
表8小尺寸试样冲击功要求
|
试样尺寸 mm × mm |
对应表4规定冲击功百分数 %________________ |
|
10. ()×10. 0 |
IOO |
|
10. O × 7. 5 |
8() |
|
1(). ()×5.() |
55 |
表9冲击试样取向及尺寸的优先选择顺序
|
优先选择顺序 |
试样取向 |
试样尺寸 mm X mm |
|
1 |
横向 |
1(). 0× 10. O |
|
2 |
横向 |
1(). O × 7. 5 |
|
3 |
横向 |
10. 0×5. O |
|
4 |
纵向 |
10. ()× 1().() |
|
5 |
纵向 |
1(). O × 7. 5 |
|
6 |
纵向 |
1(). O × 5. O |
表10压扁性能要求
|
材料级别 ksi - |
Dlt |
不出现裂纹时的平行板最大间距 mm | |
|
TT80 |
≤20 |
D・ |
(1. 074 - O. 0194D∕υ |
|
TT95 |
≤20 |
D・ |
(1. 080 - O. 0178D∕υ |
|
TTlK) |
≤23 |
D・ |
(1. 086 - 0. 0163D∕^) |
|
TT125 |
≤25 |
D • |
(1. 092 - O. 0140D∕υ |
6. 8耐腐蚀性能
6. 8.1影响因素
钛合金油管在含H2SZCO2条件下其耐腐蚀性能的主要影响因素:
a)化学成分,强度,热处理,显微组织,制造方法和材料的最终状态。
.b) FLS气体分压如s;
C) Co2气体分压”C()2 ;
d) C「浓度。
e) 水介质和PH值。
f) 试验温度。
腐蚀试验准备及方法依据6. 8. 2和6. 8. 3的要求进行,其他试验可以在订货合同中规定。
6. 8.2 模拟工况试验
对于本部分中包括的腐蚀试验,除了依据附录B进行标准试验外,购方或制造商如有特殊要求: 包括模拟工况条件试验和特殊介质试验,试验方法均依据标准规定进行,试验溶液以及气体介质按照 实际工况中较苛刻的条件进行。
试验过程应详细记录试验条件:温度、压力(气体介质分压和釜内总压、试验周期、动态模拟时 转速、PH值、溶液介质离子浓度)。
模拟试验结果与标准试验对照比较,如腐蚀程度结果区别较大(数量级),排除人为以及设备影 响因素外,可重新试验一次,如果仍有相同结论,应以模拟工况条件下结果为依据,评判腐蚀程度。
6. 8.3均匀腐蚀试验
钛合金油管材料的均匀腐蚀试验一组应包括自一根管子同部位的3个平行样,试样尺寸根据实验 装置定,但必须保证浸泡试验时试样的面积与溶液体积的比例为不小于2(JmL∕cm2 O试样称重精确到 0. OOOlgO确定均匀腐蚀速率的重量损失试验,按照ISO 11845的规定进行;如果试验溶液介质需要 模拟油田现场条件或购方有特殊要求,需双方协商决定。
对于发生均匀腐蚀的试样,应记录试验前与试验后除掉腐蚀产物膜的试样的重量及尺寸,用平均 腐蚀速率(‰rr)来评判,失重法计算平均腐蚀速率利用公式(2)进行:
g×365000
r ∙ S ∙ Tz
.......................................(2)
式中:
g——失重,单位为克(g);
r---材料密度,7. 8g∕cm3 ;
Tf——腐蚀周期,单位为天(d);
PB——平均腐蚀速率,单位为毫米每年(mm∕年)。
平均腐蚀速率:VCOrr<0. 025mm∕年。
6. 9几何尺寸与重量
6. 9.1 几何尺寸
钛合金油管所有未规定偏差范围的尺寸均是设计的依据.而不是验收或拒收的条件。
6. 9.2外径、壁厚与重量公差
钛合金油管的外径、壁厚和重量公差应符合表1 1的规定。
采用国际单位制时,外径的测量应精确到两位小数。
表11外径、壁厚和重量公差
|
项目 |
公差 | |
|
外径 |
± O. 79mm | |
|
外径不圆度 |
≤(). 5()% | |
|
壁厚 |
T()%∕ 〜+ 1(% | |
|
重量 |
单根管了 |
―2. I % u`l + (). 5 %ruυt |
|
车载批垦’ |
--1. 2(} %-Wl | |
|
注:Wr——计算重量。 | ||
|
a 一个车载批量最小为18144kgo | ||
6.9.3直度
钛合金油管在每端1. 5m长度范围内的偏离距离不应超过3. 18mm. H管体的弦高不超过总长度 的0.2%,如图2和图3所示。
6.9.4长度
钛合金油管长度范围应符合GB/T 19830, APl SPeC 5CT或合同规定。
6. 9.5 外径不圆度和壁厚不均度
外径不圆度O由公式(3)计算:
O二 2"x[*n) χ]()°% ................................. (ɜ)
LZmaX LITlin
式中:
DmaX——同一横截面上实测的最大外径值;
Dmih——同一横截面上实测的最小外径值。
a弯曲端。
钛合金油管外径不圆度应符合表11的规定。
6. 9.6 通径要求
每根成品或半成品油管都应进行全长通径试验。由非管子制造厂进行螺纹加工的油管,应在距油 管装接箍端1. Im范围内进行通径检验。通径棒材质应使用非金属或复合材料通径棒以防止对管体内 壁的损伤。通径棒尺寸(长度和直径)应符合表12的规定。
表12标准通径棒尺寸
|
产品规格 |
标准通径棒最小尺寸 mm | |
|
长度 |
直径 | |
|
≤2⅞ |
1067 |
d~2.38 |
|
____________>2⅜____________ |
_______________1067_______________ |
d — 3. 18 |
6. 10静水压试验
6. 10. 1标准静水压力试验
钛合金油管应进行静水压试验,标准静水压试验压力是根据公式(4)计算的,数值圆整到最接 近的0. 5MP&,其最大值限于69. OMPa,或是购方与制造厂协商的更高的试验压力。静水压试验时, 保压时间不低于15s。每根管都应进行整管静水压试验,且在规定的压力试验过程中不渗漏。
^=(2/. YSmin ∙ t)∕D .................................... (4)
式中:
P——标准静水压试验压力,单位为兆帕(MP&);
f——系数,取0. 80;
YSmin——管体规定最小屈服强度,单位为兆帕(MPa)。
6. 10. 2 其他规定
6. 10. 2. 1对于接头密封效率低于管体的,静水压试验压力可由买卖双方商定,但不得低于名义密封 压力的80⅞o静水压试验可以平端、带螺纹或螺纹和机紧接箍等形式进行,但宜在接箍与管体上扣 连接后进行。
6. 10. 2. 2对需要热处理的油管,应在最终热处理后进行试验。
6. 10. 2. 3 若订单有规定,当计算试验压力大于69. OMPa时,经购方与制造厂协商,可选用公式 (4)计算的试验压力。
6. 11 购方检验
如在订货合同中规定了购方检验,则其应符合附录A的规定。
6. 12 外观检查
应对所有钛合金管进行外观检查。所有组的管子内表面应无氧化皮,不应存在肉眼可见的直度误 差;油管表面上不应有深度大于壁厚的10%的摔坑,摔坑深度指摔坑最低点与钢管原始轮廓延长线 之间的距离;摔坑在任何方向的长度不应超过管径的一半。
如果购方对管子表面质量有特殊要求,则应在调查和签订合同时写明。在这种情况下,购方应规 定检查的方法、频次、粗糙度数值和检查范围。
6. 13缺陷
6. 13. 1裂纹和渗漏
所有裂纹、渗水和漏水均应视为缺陷。
任何扩展到油管表面和坡口上的横向尺寸超过2. OmnI的夹杂应视为缺陷;包括这些缺陷的管段 应切掉,直至表面及坡口上没有超过2. Omm的夹杂。
6.13. 3其他缺陷
从钢管表面量起,任何深度大于规定壁厚的5. ()%的缺欠都应视为缺陷。
有缺陷的钢管应按下列之一方法进行处置:
a) 修磨缺陷,假如剩余壁厚在规定范围内,缺陷可采用修磨法去除。
b) 切除含缺陷管段,如长度符合要求,切除有缺陷的管段。
C)拒收。
6.13. 5缺陷修补
不应对无缝油管母材进行焊接修补。
7试验方法
7.1化学分析
与化学分析有关的分析操作应按GB/T 4698的规定进行,校验应具有可追溯性。
7.1.2产品分析
制造商应从各不同规格的试验批中,抽取2根钢管,各取1个试样进行产品分析。分析结果应按 要求提供给购方。产品分析也可由管材的供应商按上述规定的频次进行。
钛合金油管用材料的化学成分应满足GB/T 3620. 1的要求,成分允许偏差应满足GB/T 3620. 2 的要求。
7. 1.3复检分析
如果代表一个试验批的2个试样的产品分析结果均不符合规定的要求,则由购方选择,或者整批 拒收,或者对该批中剩余的所有钢管逐根进行试验以判定是否符合规定要求,但不应破坏管子的使用 性。如果代表一个试验批的2个试样中只有1个试样产品分析结果不符合规定要求,则由购方选择, 或者整批拒收,或者从同一试验批中再取2个试样进行复检分析。如果这2个试样的复验分析结果都 符合规定要求,则除原来取样不合格的那根钢管外,该试验批合格。如果1个试样或2个试样的复验 分析结果均不符合规定要求,则由购方选择,或者将该试验批判为不合格,或者对该试验批中剩余的 所有钢管逐根进行试验以判定是否符合规定要求,但不应破坏管子的使用性。逐根进行复验时,只分 析初次检验不合格的元素或需要测定的元素。复验分析试样的取样位置应与规定的产品分析试样取样 位置相同。若订单上有规定,所有产品分析复验结果应提交给购方。
7.2拉伸试验
产品的拉伸性能应在纵向试样上测定,试样应符合GB/T 228. 1的要求,拉伸试验应根据GB/T 228. 1的规定在室温[(23±5)°C]下进行。拉伸试验过程中的应变速率应符合GB/T 228. 1的要求。 拉伸试验应确定抗拉强度、屈服强度和断后伸长率。拉伸试验结果应符合表5和表6的要求值。
7. 2.2 试验频率和取样位置
钛合金油管的拉伸试验频率应符合表13中的规定。
表13拉伸试验频次
|
试验批油管数量 |
拉伸试验频次 |
|
≤50 |
每试验批取1根进行拉伸试验 |
|
>50 |
每50根取1根进行拉伸试验 |
拉伸试验应有3个平行拉伸试样,产品管体拉伸试样可由制造商选择,或是全截面试样,或是条 形试样,或是圆棒试样,从无缝管截取的条形试样应取自管子圆周上任一位置,由制造商选择,圆棒 试样应取自管壁中心。
除圆棒拉伸试样外,所有产品管体拉伸试样应代表所截取管子的整个壁厚,且试验时应不将试样 压平。若使用圆棒试样,则当产品规格允许时,应采用直径为©12. 7mm (0. 50Oin)的圆棒试样;其 他规格的产品应采用直径为¢8. 9mm (0. 35Oin)的圆棒试样,当管子规格太小而取不出¢8. 9mm (0. 35(Jin)的试样时,可采用直径为¢6. 25mm (0. 246in)的圆棒试样,但结果仅供参考。记录或报 告伸长率时,当采用条形试样时该记录或报告应给出试样的名义宽度,当采用圆棒试样时该记录或报 告应给出其直径或标距艮度;当采用全截面试样时,应在记录或报告中说明。
7. 2.4试样无效
如果任何拉伸试样显示出机加工有缺陷或扩展裂纹缺陷,该试样可报废,并用另一试样代替。
7.2.5 复验
如果代表一批油管的拉伸试样不符合规定要求,可由制造商选择,从同批油管中再取1根油管进 行复验。如果复验试样都合格,除原取样不合格的油管外,该批所有油管都应验收。如果复验中3个 平行试样中有1个不合格,或者2个都不合格,购方可选择逐根检验该批剩余的油管或拒收。在这种 情况下,只要求检验前面试验中个别不合格项目。复验试样的取样方式应与不合格试样的相同。
7. 2.6有缺陷试样
如果发现任何拉伸试样显不有加工缺陷或扩展裂纹.可将其废弃,并用另一个试样代替。当延伸 率小于规定值,且断口的任何一部分处于标距长度中间二分之一(试验前,用线标记在试样上)范围 以外,应允许进行复验。
7.3硬度试验
应根据GB/T 230. 1的规定进行洛氏硬度试验。硬度值读数应从洛氏硬度C标尺读取,洛氏硬度 值应符合表5的要求。硬度误差值不超过2HRCo硬度试验试样的单个象限应按图4进行试验。取每 个位置(外径侧、壁厚中心.内径侧)3个读数的平均值作为该位置的硬度值。
由购方和制造商协商•对于薄壁管可以只测2个位置(外径侧和内径侧)或1个位置(壁厚中 心)的硬度读数。外径侧和内径侧的读数应距边缘2. 54mm至3. 81mm。所有的压痕之间的间距至少 应为压痕直径的3倍。为了减少出错的可能性,每个象限的第一个压痕可以忽略。
7. 4 冲击试验
V型缺口试样冲击试验应按GB/T 229的规定进行。
冲击试验应有3个平行试样。冲击试验结果应是3个试样试验值的平均值。任何试样的试验值不 应小于要求值的三分之二。只允许一个试样的吸收能值低于要求值。
如果有2个或3个试样的冲击值低于标准要求,或有1个试样的冲击值低于规定最小吸收功要求 值的三分之二,则应在同一根管子上另取3个试样复验。每个复验试样的冲击功值应大于或等于规定 最小冲击功要求值,否则该管应拒收。
如果复验结果不符合本部分要求,则应在同一试验批的另外一根管子上各取一组冲击试样。如果 这3个试样的冲击功均符合要求,则除最初拒收的管子外,该试验批应验收。如果1个或多于1个试
1一壁厚中心位置;2—外径侧位置;3—内径侧位置;4一硬度压痕试验点;5—洛氏硬度压痕数 据称为一个“读数”;6一对于薄壁管可采用的排与排之间的间隔
注:洛氏硬度压痕数据称为一个“读数”。三个洛氏硬度读数的平均值称为一个“值”。
a如果从压痕中心到试样边缘的距离小于压痕直径的2. 5倍或两压痕中心的距离小于压痕直径的3倍,则可 能出现错误。
图4硬度试验
样的冲击功不符合要求,则由制造商选择或者对该试验批的剩余管子逐根进行试验或者重新进行处 理,包括热处理、复验等。
冲击试样取样方向应尽可能为横向,试样尺寸应尽可能为全尺寸试样,取样方向如图5所示,对 于横向试样,加工后的试样表面可包含管子的原始曲率,只要它符合图6的要求。
1一纵向试样;2一横向试样
图5冲击试样取样方向
7.5压扁试验
7. 5.1试验方法及试样取法
压扁试验方法按GB/T 246的规定进行。压扁试样应从管端切取试样环或切头,其长度不小于 64mmo试样也可在热处理之前切取,但需经受与所代表管子相同的热处理。若成批试验,应采取措 施,使试样与管子相互对应一致。
单位为毫米
13.5 max 28 min
13.5 max
I—外径曲率;w一试样厚度
图6冲击试验横向试样所允许的外径曲率
7. 5.2压扁试验频数
同一批产品不超过50根进行一次试验。
7. 5.3压扁试验复验
如果代表一批钢管的任一试样的试验结果不符合规定要求,可以从该管的同一端取样进行补充试 验,直至满足要求。但取样后成品管长度不得小于原长度的8()%。若代表一批产品的一根管的任一 试样不符合规定要求,则可以从该产品中另取2根管子切取试样进行复验。若这些复验结果都符合规 定要求,则除最初选取试验的那根管子外,该批管子合格。否则该批管子不合格。
8 标记和表面处理
8. 1 标记--总则
按本部分制造的钛合金油管,应由制造商按以下规定进行标记:
a) 油管上要求的标记,如8.2-8.5的规定。
b) 全用公制单位进行标记;经购方与制造商协商,并在合同中注明,也可使用其他单位制进 行标记。
8.2标记位置
所有规格的钛合金油管,在外表面距管端457mm-762mm (18in-30in)之间的一点开始,按 8.3的标记内容进行漆印标记;购方和制造商有协议时,部分或所有标记可按制造商方便的顺序模版 漆印在外表面上。
8. 3标记顺序
标记顺序按以下规定进行标记:
a) 制造者名称或标记。
b) 当产品完全符合本部分要求时,应在产品上标记本部分号;对符合多个相似产品的标准, 可模版漆印各标准的代号。
C)规格:外径(mm) X公称壁厚(mm)(以毫米为单位表示外径和壁厚)。
d)钢级牌号:使用钢级的符号如下:
1) TT80;
2) TT95:
3) TTlI0;
4) TT125o
8.4长度
除有与8. 1和8. 2的规定同样的内容外,长度应按如下要求标记:
外径大于08. 3mm的钢管,除合同另有规定,成品管的测量长度应模版漆印在制造商方便喷涂 的外表面上;经购方和制造商协商,长度也可标在钢管内表面的方便位置。
8.5模印
禁止对不进行后续热处理的所有钢级的油管,以及壁厚小于或等于3. 96mm的油管进行冷模印。 购方与制造商协议,在购货合同中规定钢管可冷模印标记除外。由制造商选择,可热模印[93°C (20OoF)或更高]油管;如进行后续热处理,可冷模印油管。应用圆角或钝的模版进行冷模印。在冷 模印制标记的场合,允许采用蚀刻法或振动法冷模印标记。
8. 6表面清理
所有管子应在其内、外表面清洁的状态下交货。
不良的表面状态对这些合金的耐腐蚀性有不利的影响,因此,应将锈蚀、残渣和退火表面残留物 吹掉或除掉。
8.7彩色标识带
釆用ISO 13680对管子的标识要求。
9搬运、包装和贮存
9.1总则
管子的搬运、包装和贮存应符合运输和存放的要求,并应在订货合同中规定。
9.2清洁
对管体清洁使用蒸汽清洁器;如需要,应使用尼龙刷,使用干净的棉布清理。
9.3包装
每根管子两端螺纹结构应使用没有金属污染的螺纹保护器,并用合适的柔性包装布或其他商定的 方式单根包裹。为了避免管子与管子之间的接触和碰撞,可采用塑料或木质分隔器隔开;同时可采用 不低于O. 2mm厚的塑料片防止管子与木墙之间的接触。应注意避免塑料片下的潮湿。
9.4搬运
供方的搬运系统应能避免搬运过程中对管子的任何损伤,管端不应使用吊钩或类似的提升设备; 避免机械损伤,所有吊装必须使用无金属的吊装带、无牙痕的吊卡和大钳,所有运输的管子必须使用 原始包装架。尽量避免或减少接触含铁的金属材料,所有附件与管子有可能接触的表面都要覆盖 垫料。
9.5堆放
管子不应直接堆放在地面、钢板、混凝土地板上,底层离地面或地板表面至少().3m的距离。堆 放时管子之间需要用垫料隔开以防摩擦损伤,应避免和含铁的金属材料接触,堆放高度不应超 过().5m。
9.6标识
包装至少应包括以下识别信息:
a) 制造商名称或标志。
b) 管子类别和使用标准。
C)材料类别和级别。
d) 尺寸。
e) 管子数量。
f) 毛重。
g) 订货合同号。
h) •购方名称和地址。
9.7贮存
等待最后交货或加工的产品应贮放在一个有遮盖的、干燥的通风货棚里,防止变形、震动,防止 与其他钢级的金属混和,防止与含铁的金属接触、碰撞或者摩擦,远离金属粉、海水溅射和不流动的 水等污染源。
木质箱子或其他运输系统应放置在离地面至少IoOmnI处。在吊运时应注意避免包装和保护的 损坏。
附录A
(规范性附录) 购方检验
A. 1检验通知
在购方代表要检查钢管或观察试验的场所,制造商应合理的通知作业时间。 .
A. 2 工厂进出
在履行购方合同期间,购方代表有权自由出入与订购钢管制造有关的各部门。制造商应向检查者 提供合理的便利条件,向检查人员证实钢管是按照本部分制造的。除购方合同另有规定外,所有检查 应于发运前在制造商进行,且检查期间,检查人员不应无必要的进行影响制造商正常作业。
A.3符合性
制造商有责任遵守本部分的所有条款。购方可进行任何必要的检查,以使其相信制造商对本部分 的符合性,且可拒收任何不符合本部分的钢管。
A.4拒收
除另有规定外,在制造商的检查中,或随后的验收中,发现有缺陷钢管,或证明会对正常的使用 产生影响的钢管可拒收,且通知制造商。如需进行钢管破坏性试验,经证实不满足本部分的钢管应拒 收。拒收产品的处置应经制造商和购方协商。
附录B
(规范性附录) 耐腐蚀性能要求及评价试验方法
B.1耐腐蚀评价试验总则
钛合金油管的耐腐蚀评价试验应包括B.1〜B.3,并依据本附录的要求进行,如需其他补充试验 在用户与制造商协商后可在订货合同中规定并执行。
B.2耐腐蚀评价试验方法
B. 2.1 氢致开裂(HlC)试验方法
由于管材应用酸性环境中CO2ZH2S含量相对较高,因此应对油管的氢致开裂(HIC)性能进行 试验。
氢致开裂(HIC)试验试样:(IOomm ± Imm)(长)× (2Omm ± Imm)(宽),试样厚度要求 至少保证管壁原厚度的80%,切取试样时管子不应压平。其他规定及试验方法应依据NACE TM 0284的规定进行并报告,试验采用A溶液。报告应提供任何值得报告的裂纹照片,裂纹敏感率 (CSR).裂纹长度率(CLR)和裂纹厚度率(CTR)应符合B. 3. 1的技术指标。
B. 2.2 抗硫化物应力开裂/应力腐蚀开裂(SSC/SCC)试验方法
钛合金油管用材料的SSC/SCC试验应按SY/T 0599—2006中的附录E进行实验室评定。
对每批产品,制造商应采用NACE TM 0177: 2005中的A法、ASTM G39. ISO 7539 - 1证明 其满足或不应低于SSC门槛值(85%的YSmin)。如果购方要求SSC门槛值高于此最小值,或要求某 一种特定试验方法,则应由制造商和购方协商一致。对于NACE TM 0177: 2005中的方法A,只有 在与购方协商一致后才可使用小尺寸试样或替换性试样;当要求方法C试验时,取样依据ASTM G 38的要求进行。
每组样品应从进行工艺评定的每一根受测试钢管上截取,每组样品包括3个试样。
以下试验环境参数应控制和记录:
---HbS气体分压∕>h2s ;
--CO2气体分压/Jco2 ;
--试验温度;
——水介质PH值;
--试验介质成分;
——异种金属之间的连接。
在所有试验过程中,应严格控制力%S, C「和单质S在要求范围内,测试结束时PH值最大不能 超过试验设计值。
试验后用刷子清洗试样,在IoX放大镜下检验试样表面应无裂纹或断裂现象。
对于一种特殊的服役环境,建议应用一种以上的测试环境来进行验证试验。
当预期的应用酸性环境比较苛刻且不够明确时,为了提供有关钛合金抗开裂的环境限制的信息, 可以采用配制的指定的试验环境。宜采用ISO 15156-3: 2()03中附录E要求的试验环境,或模拟预 期使用环境。
B. 2.3 点蚀试验方法
钛合金油管用材料的点蚀试验应采用ASTM G48中的方法A试验方法。主要测试:
a) 平均腐蚀速率。
b) 点蚀坑的深度,测量至少1。个最深的坑的平均值,得到蚀坑平均深度。
C)点蚀密度,在低的放大倍数下(20 X )每平方厘米的点蚀坑数,金相显微镜下观察。SEM 电镜观察表面形貌。
如果测试溶液不同于本部分,结果评判由制造商与购方共同协商。
B.3耐腐蚀性能要求
B.3.1氢致开裂(HIC)性能要求
氢致开裂(HlC)性能试验评定应按如下步骤进行:
a) 试验后宏观检查表面,在WX放大镜下检查试样无氢鼓泡现象。
b) 依据NACE TM 0284规定用线切割法将试样剖开,并按指定方向检查试样。试样检查面进 行金相抛光处理,然后在IOOX的金相显微镜下仔细观察抛光面,测量裂纹的有关几何参 量,并按公式(B. 1)〜公式(B.3)计算裂纹率:
裂纹敏感率:
CSR= { ∑ (α ∙ b)∕(W ∙ T)} × 100% ..................... (B. 1)
裂纹长度率:
CLR= {( ∑ a)∕W}×100⅛ ........................... (B. 2)
裂纹厚度率:
CTR= {( ɪɔ Z7)∕W) ×100⅝ ........................... (B. 3)
式中:
a--裂纹长度,单位为毫米(mm);
b--裂纹厚度,单位为毫米(mm);
W——试样宽度,单位为毫米(mm);
T--试样厚度,单位为毫米(mm)。
氢致开裂(HIC)性能要求应满足下列技术指标:
a) 裂纹长度率(CLR) ≤2⅜;
b) 裂纹厚度率(CTR) ≤0. 5%;
C)裂纹敏感率(CSR) ≤0. 03%;
d)试样表面无氢鼓泡现象。
B. 3.2抗硫化物应力开裂/应力腐蚀开裂(SSe/SCC)性能要求
抗硫化物应力开裂/应力腐蚀开裂(SSC/SCC)试验可依据NACE TM 0177: 2005的规定进行, 试验方法以及溶液介质的选定经购方与制造商协商而定,加载应不低于85%YSmino试验后用刷子清 洗试样,在WX放大镜下检验试样表面无裂纹或断裂现象。
如需要,可依据ASTMG 39, ISO 7539 - 1进行四点弯曲试验及检验。加载应不低于85%倍的
YSmino试验后用刷子清洗试样,在10 X放大镜下观察试样表面无裂纹或断裂现象。
一组试验为3个平行样。在试验过程中如一组试样出现1根或2根断裂,则从同批钢管中另取一 根钢管进行复验。如果复验试样都合格,除原取样不合格的钢管外,该批所有钢管都合格。如果复验 试样中有1个或者2个不合格,则制造商可选择逐根检验该批剩余的钢管。复验试样的取样方式应与 不合格试样的相同。
试验后试样表面,工作段出现裂纹或断裂均为不合格产品。如断裂发生在非工作段,则该试样无 效,重新进行试验。
B.3.3点蚀性能要求
对于均匀腐蚀很轻而出现严重点蚀现象的试样,点蚀评判依据GB/T 18590规定的点蚀评定方法 进行。
点蚀评定:用20X放大倍数检测试样表面形貌,区分边缘和表面的蚀坑,无具体要求时,边缘 蚀坑不记入检测点。
点蚀深度(平均深度和最大深度):<0. 50mmo
蚀坑大小:目测可以发现金属表面的蚀坑呈现圆形、拉长形或不规则的开口等形状。
点蚀密度(P):在20 X放大镜下,以每平方厘米试样面积的点蚀坑数计算。PVl个∕cm2 O
中华人民共和国
石油天然气行业标准
石油天然气工业特种管材技术规范
第3部分:钛合金油管
SY/T 6896. 3—2016
*
石油工业出版社出版
(北京安定门外安华里二区一号楼) 北京中石油彩色印刷有限责任公司排版印刷 新华书店北京发行所发行
*
880 × 1230毫米16开本2印张57千字印1—8()() 2016年5月北京第1版2016年5月北京第1次印刷 书号:155021 • 7418 定价:24.0()元
版权专有不得翻印