ICS 77.140.50
H 46
GB/T 25820—2018
代替 GB/T 25820 2010
Steel StriP for PaCking
2018-05-14 发布
2019-02-01 实施
国家市场监督管理总局卷布 中国国家标准化管理委员会发布
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替GB/T 25820 -2010«包装用钢带》,与GB/T 25820 2010相比,主要技术变化如下:
增加了按照缠绕方式分类(见3.2.3);
——调整捆带的宽度(见表1,2010年版表1);
统一厚度、宽度和外形偏差,不再区分普通用捆带和机用捆带(见第5章,2010年版第5章):
取消了 650KD、730KD、780KD等三个低强度牌号及相关要求(见表4,2010年版3.2.1);
——调整了 830KD、880KD、930KD、980KD等四个牌号的断后伸长率要求,按照产品厚度进行规 定(见表4.2010年版表4);
——增加r镀锌捆带的耐盐雾时间要求(见6.3);
——増加了对捆带包装的详细要求(见第8章)J
増加了标志和质量证明书的内容;
将捆带反复弯曲性能要求作为资料性附录A(见附录A);
——増加了附录B(规范性附录)捆带外形的定义及测量方法。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会(SΛC∕TC 183)归口。
本标准起草单位:无锡市方正金属捆带有限公司、鞍山发蓝股份公司、安徽马钢和菱实业有限公司、 冶金工业信息标冼研究院。
本标准主要起草人:王宏、王洪珂、宋志方、王恩栋、周成、张维旭、胡羽凡、高宏、孔庆钢、何广生、 誓茜、胡韵辰、谷安任、宋洋、杨添麟、沈敏燕。
本标准所代替标准的历次版本发布情况为:
——GB/T 25820—2OIOo
包装用钢带
1范围
本标准规定r包装用钢带的牌号表示方法和分类、订货内容、尺寸、外形及允许偏差、技术要求、检 验和试验、包装、标志、运输及质量证明书。
本标准适用于金属材料、玻璃、轻工产品、物流运输等包装捆扎用的钢带(以下简称捆带)。
2规范性引用文件
下列文件对于本文件的应用是必不诃少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1金属材料拉伸试验第1部分:室温试验方法
GB/T 235金属材料 薄板和薄带 反复弯曲试验方法
GB/T 247钢板和钢带包装、标志及质最证明书的一般规定
GB/T 8170数值修约规则与极限数值的表示和判定
GB/T 10125人造气氛腐蚀试验盐雾试验
GB/T 17505钢及钢产品交货一般技术要求
3牌号表示方法和分类
3.1牌号表示方法
捆带的牌号由规定的最小抗拉强度值和“捆带”汉语拼音首字母“KD”组成。
例如:83OKDo
830——规定的最小抗拉强度值,单位为兆帕(MPa);
KD—“捆带”汉语拼音的首字母.
3.2分类
3.2.1按强度分:
a) 普通捆带:830 KD.880 KDI
b) 高强捆带:930 KD,980 KD;
C) 超高强捆带 jll50KDJ250KDJ350KDo
3.2.2按表面状态分:
a) 发蓝:指成品表面为氧化膜和蜡保护层。
b) 涂漆:指成品表而为漆和蜡保护层。
C)镀锌:指成品表面为锌(锌合金)和蜡保护层。
3.2.3按缠绕方式分:
a) 单式缠绕(以下简称单式):成品缠绕成卷时,缠绕中心点为固定的成卷方式。
b) 复式缠绕(以下简称复式成品缠绕成卷时,缠绕中心点延一轴线的约定距离,作往复运动的 成卷方式。
4订货内容
按本标准订货的合同或订单应包括下列内容:
a)
b)
C)
d)
e)
f)
g)
h)
i)
牌号;
本标准编号;
规格尺寸;
表面状态;
钢带的内径和最大外径;
缠绕方式3
重量(卷重及总重);
包装方式;
特殊要求。
5尺寸、外形及允许偏差
5.1捆带的公称厚度与公称宽度应符合表1的规定。经供需双方协商,可供应其他尺寸的捆带。
表1捆带的宽度和厚度
单位为毫米
|
公称厚度 |
公称宽度 | |||||
|
12.7 |
16 |
19 |
25.4(25) |
31.75(32) |
40 | |
|
0.4 | ||||||
|
0.5 |
. | |||||
|
0.6 | ||||||
|
0.7 |
. | |||||
|
0.8 |
. | |||||
|
0.9 |
. | |||||
|
1.0 | ||||||
|
1.2 |
. | |||||
|
注:“•”表示常规生产供应的捆带。 | ||||||
5.2捆带的呼度允许偏差应符合表2的规定。
表2捆带的厚度允许偏差
单位为毫米
|
公称厚度 |
厚度允许偏差 |
|
0∙4 |
±0.030 |
|
0∙5~l∙2 |
±0.035 |
5.3捆带的宽度允许偏差为土0.13 mm0
5.4捆带外形允许偏差应符合表3的规定。
表3外形的允许偏差
|
外形 |
试样长度2 000 mm 不大于 |
|
镰刀弯 |
6 mm |
|
不平度 |
24 mm |
|
扭曲度 |
18o |
5.5捆带单卷卷重500 kg以下应无接头;单卷卷重500 kg(含)以上允许有一个接头,接头焊缝处的厚 度应不超过公称厚度的120%,抗拉强度应不低于规定抗拉强度最小值的80%。
5.6捆带卷的内径为406 mm,允许偏差为±2 mm。经供需双方协商,可供应其他内径的捆带卷。
6技术要求 6.1力学性能和工艺性能 6.1.1捆带的力学性能应符合表4的规定。
6.1.2捆带的反复弯曲性能参见附录A。检测方法按照GB/T 235的规定。
表4捆带的力学性能
|
牌号 |
抗拉强度RJMPa 不小于 |
断后伸长率AJomM/% | |
|
公称厚度∕mm |
不小于 | ||
|
830KD |
830 |
0.4 〜0.6 |
2 |
|
0.7 |
4 | ||
|
0.8 〜1.2 |
10 | ||
|
880KD |
880 |
0.4 〜0.6 |
2 |
|
0.7 |
4 | ||
|
0.8 〜1.2 |
10 | ||
|
930KD |
930 |
0.4—0.6 |
2 |
|
0.7 |
4 | ||
|
0.8 〜1.2 |
10 | ||
|
980KD |
980 |
0.7 |
9 |
|
0.8 〜1.2 |
12 | ||
|
1150KDfl |
1 150 |
0∙7 〜1∙2 |
8 |
|
1250KDiI |
1 250 |
0∙7 〜1.2 |
6 |
|
1350KDA |
1 350 |
0∙7 〜1.2 |
6 |
|
,对于牌号1150KD、1250KD、135OKD断后伸长率采用比例试样,比例系数为为5.65。 | |||
6.2涂镀层
6.2.1涂漆捆带的単.面漆膜厚度应不小于3μm,表面漆膜应均匀连续,不应有漏涂,允许有轻微的流挂 和擦伤。涂漆捆带表面颜色由供需双方协商规定。
6.2.2镀锌捆带的单而镀层厚度宜不小于3μmo
6.2.3表面镀层应均匀完整,不应有镀层剝落,裂纹和漏镀。
6.3耐盐雾性能
镀锌捆带的耐盐雾性能应满足24 h内不出现红色锈斑,试验方法根据GB/T 10125的规定。若供 方能保证,可不做检验。
6.4表面质量
6.4.1捆带表而应光滑,允许有不大于厚度允许公差之半的轻微少量凹而、凸起、纵向划伤,但不应有 锈蚀。
6.4.2钢带边缘不应有毛刺、裂边、切割不齐。
6.4.3由于连续生产过程中捆带表面的局部缺陷不易被发现和去除,捆带允许带缺陷交货,捆带交货 时,其缺陷部分不应超过一卷总长度的4%。
7检验和试验
7.1捆带的外观色泽及表面质量用目视检査。捆带厚度尺寸用外径千分尺测量,捆带宽度用游标卡尺 测量,样品长度不小于100 mm,厚度和宽度各測3个点,3个测试值的算数平均值,即为捆带厚度和长 度值。
7.2捆带的镰刀弯、弯曲度和扭曲度的测量按附录B的规定。
7.3涂漆捆带的漆膜厚度和镀锌钢带的镀层厚度用相应精度的测量仪器測址。其测虽部位应距捆带 边缘不小于3 mm处,间隔大致相等,且其长度不小于IOO mm0每面各测三个点,其六个测试值的算 数平均值,即为漆膜厚度或镀锌层厚度。
7.4捆带的拉伸试验的试样采用不经机加工的全矩形截面形状,取Lo=3O mm,断后伸长率测量:应采 用游标卡尺的内量爪进行测量。
7.5每批捆带的试验项目、取样数鼠、取样方法和试验方法应符合表5的规定。
表5每批捆带的试验项目、取样数量、取样方法和试验方法
|
序号 |
试鸵项目 |
取样数最 |
取样方法 |
试骑方法 |
|
1 |
拉伸试段 |
1个每批 |
捆带同一批号的成品卷上任 意位置取样 |
GB/T 228.1 |
|
2 |
尺寸、外形 |
逐批 |
7.1和附录B | |
|
3 |
表面质虽 |
逐批 |
目视 | |
|
4 |
涂、镀层厚度 |
逐批 |
适宜的量具 |
7.6捆带应按批检验,每批应由同一牌号、同一轧制制度、同一热处理工艺、同一规格、同一表面状态的 捆带组成。每批重量不超过30 t。当采用单卷重量大于30 t的热轧板卷为原料时,允许以同一热轧板
卷生产的捆带组成一个检验批。
7.7捆带的复验和判定规则应符合GB/T 17505的规定。
8成品包装
8.1捆带卷的包装
8.1.1单式捆带打包方式。沿径向用16 mm或19 mm宽度捆带捆扎三道,三道捆带间距120°,打包方 式见图1所示。
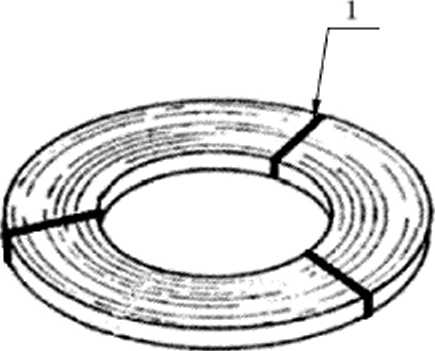
说明:
1--16 mm或19 mm宽度捆带。
图1单式捆带卷打包
8.1.2复式捆带打包方式。沿径向用16 mm或19 mm宽度捆带捆扎四道。四道捆带间距90°,捆带与 卷接触处放置护角保护,打包方式见图2所示。
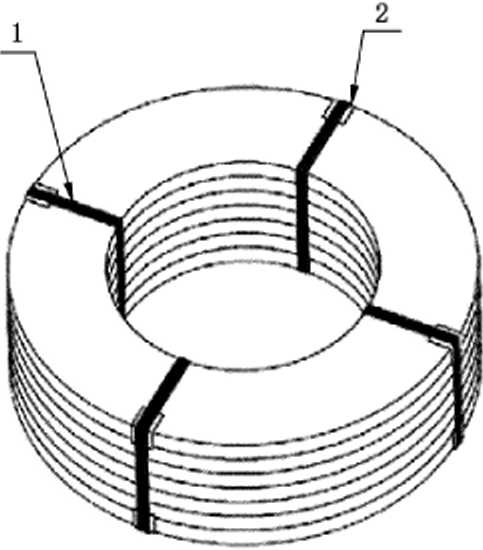
说明:
1— —16 mm或19 mm宽度捆带;
2— 护角。
图2复式捆带卷打包
8.2整件包装
8.2.1简包装,包装方式见图3所示。
包装材料:木质托盘、外部四道捆带。
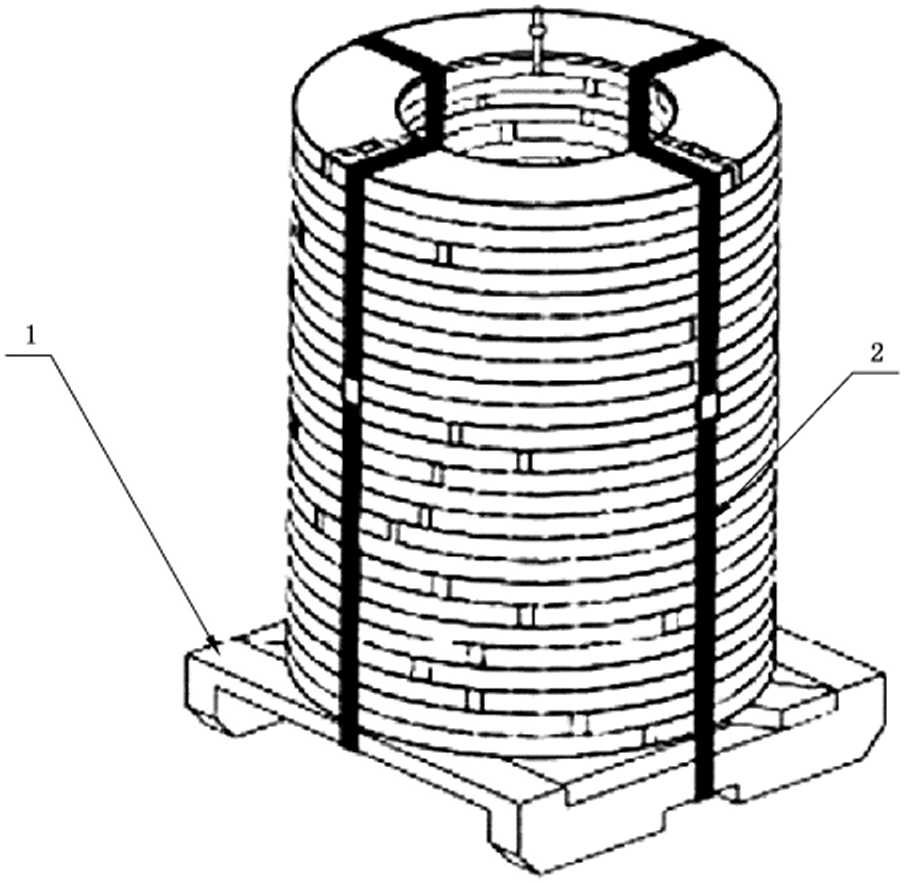
说明:
1 木质托盘;
2——外部捆带。
图3整件简包装
8.2.2普通包装,包装方式见图L
包装材料:木质托盘、防锈纸、内部两道外部四道捆帯。
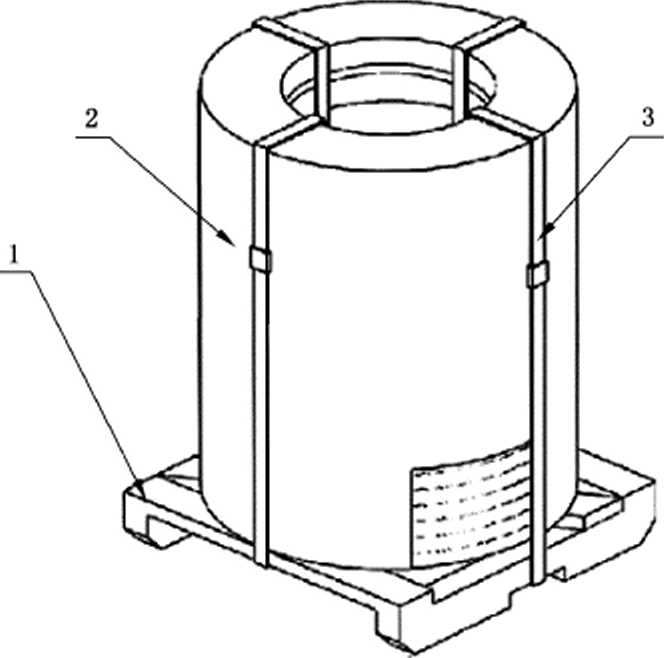
说明:
1— 木质托盘;
2— —防锈纸;
3— —内部、外部捆带。
图4整件普通包装
8.2.3精包装,包装方式见图公
包装材料:木质托盘、外部防锈纸、内部防锈塑料薄膜、里外护环、干燥剂、内部两道外部四道捆带 捆扎。
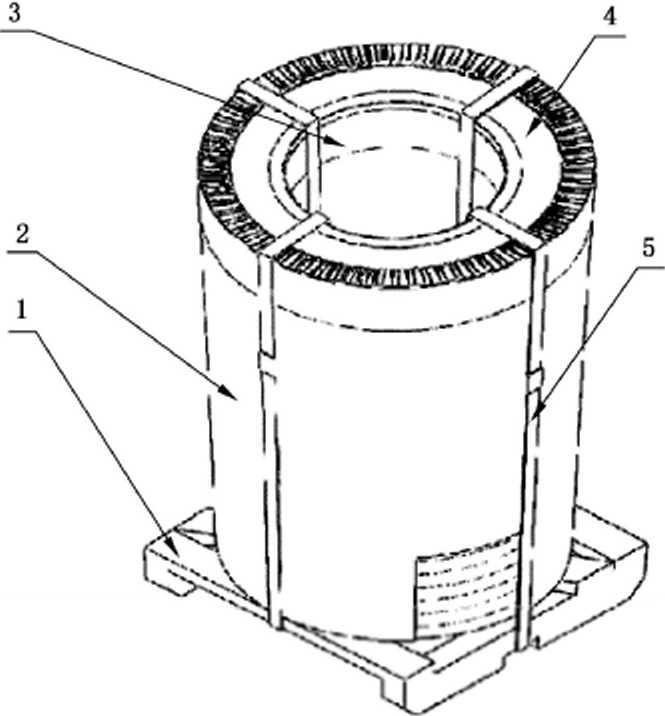
说明:
1— —木质托盘;
2— 防锈纸;
3— 内护环;
4— —外护环;
5— 内部、外部捆带.
图5整件精包装
9标志
9.1标志应醒目、牢固,字迹清晰、规范、不退色。
9.2标志应包括的内容:供方名称或供方商标、标准编号、牌号、规格及重最。
9.3标志采用粘贴或吊挂方式固定在成品上,标志内容应完整。
10运输
10.1运输过程中应避免碰撞。
10.2运输过程中应防水、防潮。
10.3在车站、码头中转时,应放在库房。
11质量证明书
捆带的质量证明书应符合GB/T 247的规定。
12数值修约
力学性能检测结果采用修约值比较法进行修约,修约规则应符合GB/T 8170的规定。
附录A
(资料性附录) 捆带的反复弯曲性能
捆带反复弯曲性能见表Λ∙lθ
表A.1捆带反复弯曲试验的最少弯曲次数
|
公称厚度 |
反复弯曲次数(r = 3 mm) |
|
mm |
不小于 |
|
0.4 |
12 |
|
0.5 |
8 |
|
0.6 |
6 |
|
0.7 |
5 |
|
0.8 |
5 |
|
0.9 |
5 |
|
1.0 |
4 |
|
1.2 |
3 |
|
注:r为弯曲半径. | |
附录B
(规范性附录)
捆带外形的定义及测量方法
B.1镰刀弯的定义及测量
捆带镰刀弯是指侧边与连接测fit部分两端点直线之间的最大距离,在捆带凹形的一侧测鱼,如 图B.1所示。

捆帯长度方向
说明:
1—镰刀弯。
图B.1镰刀弯的测量
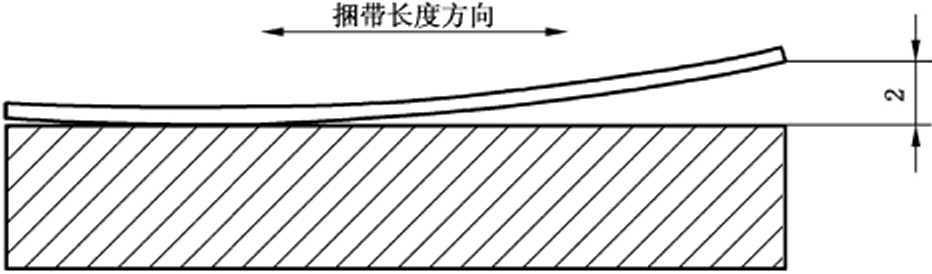
B.2弯曲度
将捆带自由放在平台上,除捆带的本身重⅛t外,不施加任何压力.测⅛t捆带下表面与平台的最大距 离,如图B.2所示。
说明:
2——弯曲度。
图B.2弯曲度的测量
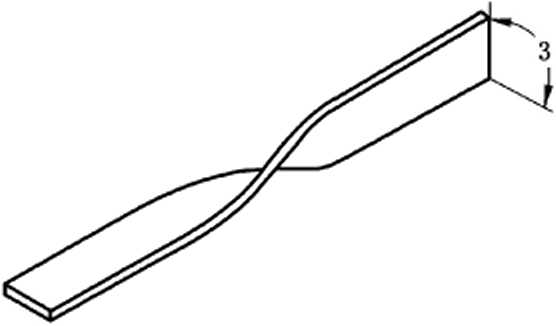
B.3扭曲度
将捆带自由放在平台上,除捆带的本身重量外,不施加任何压力.测量捆带下表面与平台的最大倾
角,如图B.3所示。
说明:
3——扭曲度∙
IO
图B.3扭曲度的测量
8L0Z—0Z8 料 Iyqo
中华人民共和国
国家标准
包装用钢带
GB/T 25820 2018
中国标准出版社出版发行 北京市朝阳区和平和西街甲2号(100029) 北京市西城区三里河北街16号(100045)
总编室:(010)68533533 发行中心:(010)51780238 读者服务部s(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
开本880X1230 1/16 印张1 字数22千字 2018年5月第一版 2018年5月笫一次印刷

书号S 155066 • 1-60006 定价 18.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
GB/T 25820-2018
举报电话:(010)68510107