ICS 25.060.20
J 52
GB/T 35094—2018
MagneSiUln-aluminium alloy wheel hub fixture general SPeCifiCatiOII
2018-05-14 发布
2018-12-01 实施
国家市场监督管理总局卷布 中国国家标准化管理委员会发布
本标准按照GB/T 1.1-2009给出的规则起草。
本标准由中国机械工业联合会提出。
本标准由全国金属切削机床标准化技术委员会(SΛC∕TC 22)归口。
本标准起草单位:江苏天宏机械工业有限公司、江苏天宏自动化科技有限公司、天津市天职精密机 械制造有限公司。
本标准主要起草人:张培军、张达鑫、张秋白、汤建军、周会权。
镁铝合金轮毂夹具通用技术规范
1范围
本标准规定了镁铝合金轮毂夹具的型号和型式、技术要求、几何精度检验、装配质量、安全要求、检 验、标志、包装及随行文件等。
本标准适用于机械加工镁铝合金轮毂的夹具。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 5900.1-2008机床 主轴端部与卡盘连接尺寸 第1部分:圆锥连接
GB/T 5900.2—1997机床主轴端部与花盘互换性尺寸第2部分:凸轮锁紧型
GB/T 5900.3-1997机床 主轴端部与花盘 互换性尺寸 第3部分:卡口型
GB/T 9239.1 2006机械振动恒态(刚性)转子平衡品质要求第1部分:规范与平衡允差的 检验
GB/T 17421.1 1998机床检验通则 第1部分:在无负荷或精加工条件下机床的几何精度
GB/T 25376-2010金属切削机床 机械加工件通用技术条件
JB/T 3207-2005机床附件 产品包装通用技术条件
JB/T 9935-2011机床附件 随机技术文件的编制
3术语和定义
下列术语和定义适用于本文件。
3.1
轮毂夹具 WheeI hub fixture
轮毂机械加工过程中所用的夹具。
3.2
卡盘式轮穀夹具 ChUCk-type WheeI hub fixture
以轴向和径向定位的轮毂夹具。
3.3
中心定位式轮毂夹具 Center-type Whee) hub fixture
采用芯轴或涨套定位的轮毂夹具。
3.4
翻板式轮毂夹具 IUrn-type Wheel hub fixture
采用芯轴或涨套定位,能够翻转的轮毂夹具。
3.5
压爪 PreSSUre jaw
轮毂夹具的夹紧元件。
3.6
定位块 IOCating block
轮毂夹具的定位元件。
注:有端面定位块、轴向定位块、芯轴和涨套等。
3.7
夹具体 fixture body
安装组成轮毂夹具所需的各种元件的基础元件。
4型号和型式 4.1 型号
4.1.1型号组成
轮毂夹具的型号由类代号、型式代号、夹持轮毂范围、特性代号和与配套机床连接代号组成。
∏ ∏ XXXX
—与配套机床连接代号
----特性代号
--------夹持轮毂范围 l--------------型式代号
-------------类代号
注1:带“()”的代号,若无内容则删去,有内容时则去掉括号;
注2: "/"为间隔符号,必要时可变通为“一”・
4.1.2类代号
轮毂夹具的类代号用L表示。
4.1.3型式代号
轮毂夹具的型式代号用大写汉语拼音字母表示,位于类代号之后,见表Io
表1
|
型式 |
卡盘式 |
中心定位式 |
翻板式 |
|
代号 |
K |
Z |
F |
4.1.4夹持轮毂范围
夹持轮毂范围为被加工轮毂的最小直径和轮毂最大直径,用英寸制,位于型式代号之后。
4.1.5特性代号
特性代号为夹紧点垫块的种类,位于夹持轮毂范围之后,当无垫块时可缺省,特征代号见表2。
表2
|
垫块种类 |
尼龙 |
紫铜 |
|
代号 |
A |
B |
GB/T 35094—2018
4,1.6 与配套机床连接代号
当需要表示与配套机床主轴连接代号时.可按GB/T GB/T 5900.3-1997的规定,位于特性代号之后,并用间隔号*7
5900. 1 — 2008、GB/T 5900.2 1997、
''与其前面部分分隔开,
4.2型式
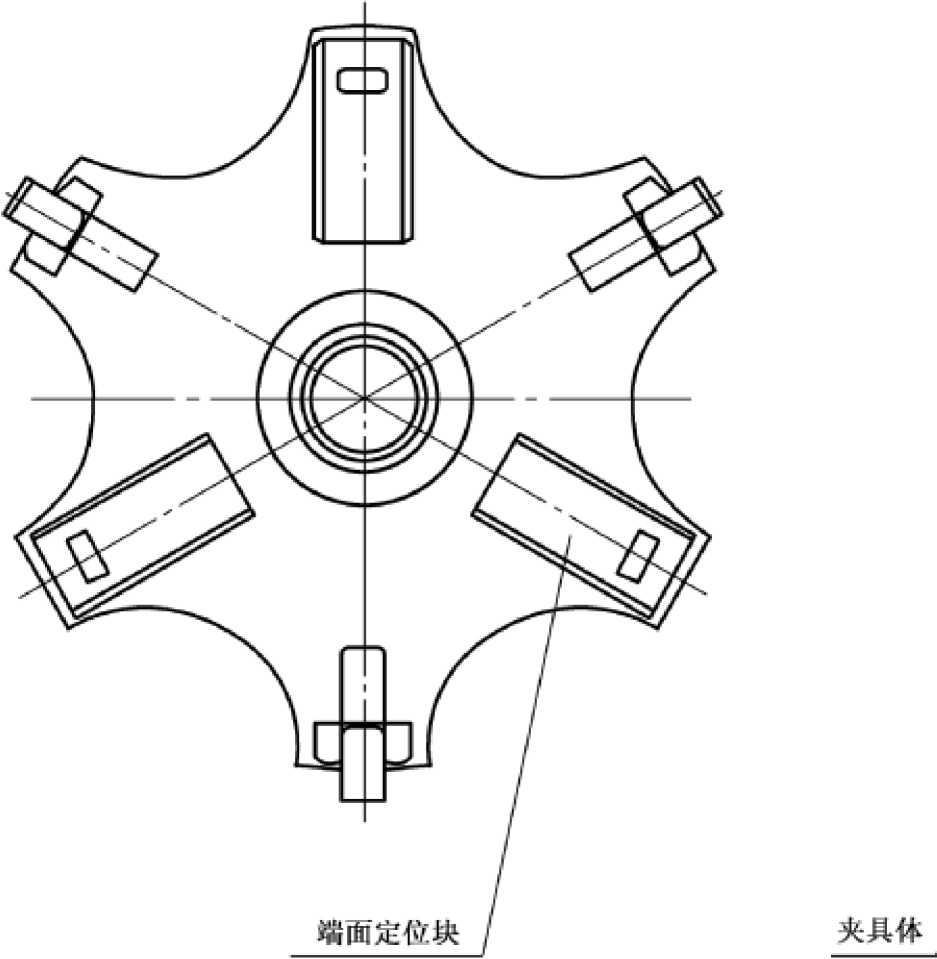
4.2.1卡盘式轮毂夹具
卡盘式轮毂夹具型式见图Ie
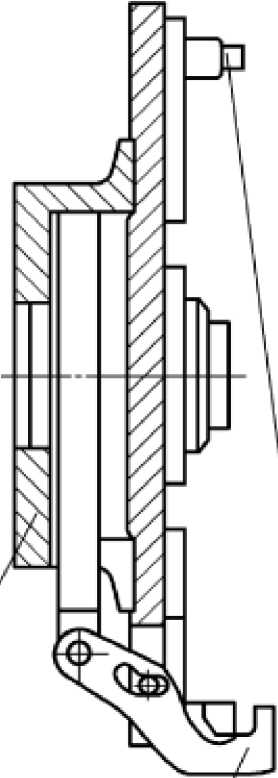
图1卡盘式轮毂夹具
4.2.2中心定位式轮毂夹具
中心定位式轮毂夹具型式见图2i
GB/T 35094—2018
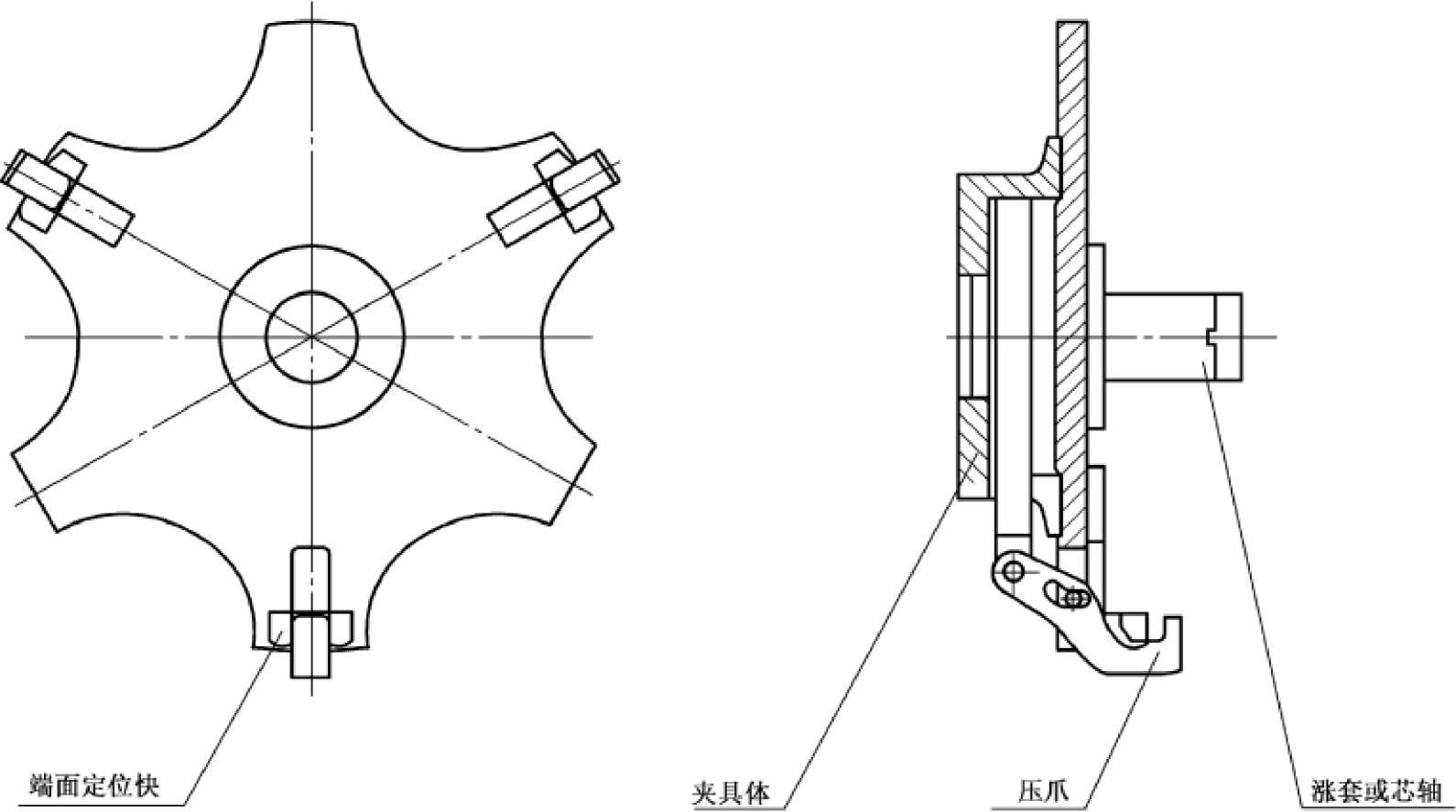
图2中心定位式轮毂夹具
4.2.3翻板式轮毂夹具
翻板式轮毂央具型式见图3,
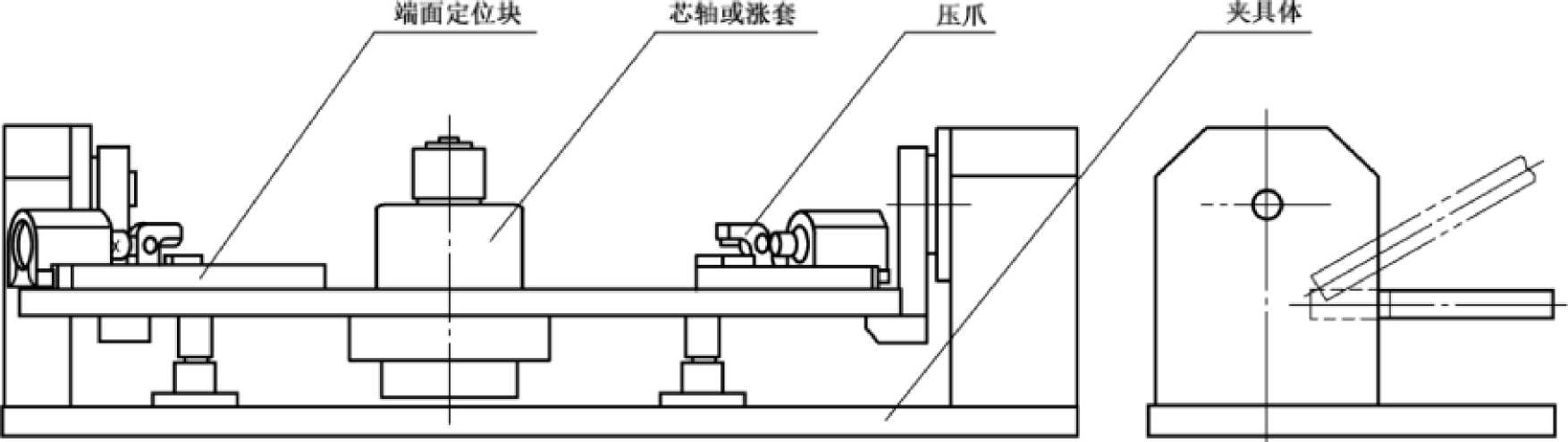
圏3翻板式蛇毂夹具
4,3型号示例
431卡盘式轮毅夹具
LK132O∕Λ38表示卡盘式轮毂夹具,被加工轮毂的最小直径为13血、最大直径为20 in,夹紧点无垫 块,与机床主轴连接型式代号为A≡8β
注;1 in=25. 4 mm*
432中心定位式轮毂夹具
LZ1526B∕AsH表示中心定位式轮毂夹具.被加【.轮毂的最小直径为15也,最大直径为26 in,夹紧
GB/T 35094—2018
点有紫铜垫块,与机床主轴连接型式代号为A3He
4.3.3翻板式轮毂夹具
LF122ΞΛ表示翻板式轮毂夹具,被加工轮毂的最小直径为12 in、最大直径为22 in,央紧点有尼龙 垫块。
5技术要求
5 J外观质暈
5」.1轮毂夹具外表而不得有裂纹,锈蚀、碰伤和毛剌等録陷,
5J.2零件的保护层应完整,不应有褪色、脱落现象,
5.L3液压管路和气路排布应合理美观口
5∙2 材质及热处理
夹具体、压爪、端面定位块、轴向定位块、芯轴、涨套应选用结构钢或合金结构钢,并经热处理,满足 相应的功能需求・在满足性能要求时也可选用其他材质,
5.3夹紧力
卡盘式轮毂夹具和中心定位式轮毂夹具最大静态夹紧力宜为30 kN(所有压爪的合力),
5-4最高转速
卡盘式轮毂夹具和中心定位式轮毂夹具的最高转速应符合表3的规定U
表3
|
轮毂直径 in |
≤16 |
>2O~24 |
>24—28 | |
|
最高转速 r∕tπiπ |
1 80。 |
1 500 |
1 200 |
9Q0 |
5-5动平衡
卡盆式轮毂夹具和中心定位式轮毂夹具应进行动平衡,其平衡品质级别为GA5,
在试验机上测出剩余不平衡駐,根据所测得的剩余不平衡址按GiVT 9239.1 2006中式(6)计算 岀该夹具的平衡品质级别。
6几何精度检验
6.1 —般要求
6∙L1需要回转检验的几何精度检骚项目,夹具应直接安装到检验轴上,检验轴外圆径向圆跳动和轴 向圆跳动应按Gol项和G02项进行预先检验.
6.1.2使用本标准时,精度检验方法和检验工具結度应按GE/T 1742L1-1998的规定。
6∙L3本标准所列出的精度检验项目顺序,并不表示实际检验次序口检验时,一般可按装拆检验工具
GB/T 35094—2018
和检验方便,按任意次序进行检验*
6.L4可根据结构特点,按协议选择本标准中提出的部分项目进行检验,或协商确定检验项目,
6.L5精度检验中的线性尺寸和公差的单•位为毫米〔mm).角度公差单位为分CL 6.2检验内容
检验项目见表L
表4
|
检验项目 |
GOI |
G02 |
ɜɪ |
G2 |
G3 |
G4 |
G5 |
GG |
|
卡盘式轮殻夹具 |
O |
O |
O |
O |
C |
— | ||
|
中心定位式轮灘夹具 |
O |
O |
O |
O |
— |
O |
-- |
— |
|
翻板式轮毂央具 |
O |
O | ||||||
|
注t 表示需要检输项目广一”表示不需要检验项目. | ||||||||
6日精度检验
检验项目 I~Goi~
检验轴端部径向圆跳动
简图
I——|/丨 X Im-
公差X
0.005
检验工具
指示器
检验方法:按GB/T 1742IJ 1998的5.6丄L4和5.6」,2.2的规定 指示器溜头应垂宜于被测表面
检验项目
检验轴端部轴向圆跳动
G02
简图
公差X
0.005
检验工具
指示器
检验方法:按GB/T 17421.1-1998的5.6.3的规定 检验时检测位置应靠近尽可能大的直径上
检验项目
夹具体外圆的径向圆跳动
简图
轮毂直径
in
公差X (指示器最大变动量)
≤16
>16 〜20
>20 〜24
>24 〜28
0.04
0.05
0.06
0.07
检验工具
指示器
检验方法:按GB/T 17421.1-1998中5.6.1.2.2的规定 夹具安装在检验轴上检验
检验项目
端面定位块与夹具体底面的平行度
简图
|
轮毂直径 in |
公差X (指示器最大变动量) |
|
≤16 |
0.03 |
|
>16 〜20 |
0.03 |
|
>20 〜24 |
0.04 |
|
>24 〜28 |
0.04 |
|
检验工具 | |
指示器
检验方法:按GB/T 17421.1 1998中5.4.1.2.2的规定
对于这项检验,夹具可以安装在检验轴上或在工作台上。
检验时每个端面定位块均需检验.每块均应符合要求
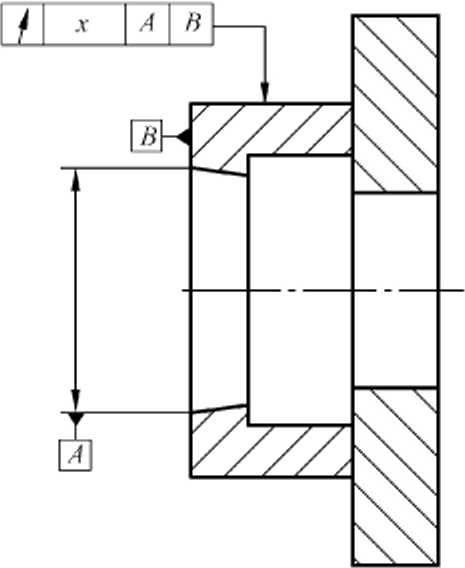
检验项目
G3
基准面板内孔的径向圆跳动
简图
轮毂直径
in
公差X (指示器最大变动量)
≤16
>16 〜20
>20 〜24
>24 〜28
0.02
0.03
0.04
0.05
检验工具
指示器
检验方法:按GB/T 17421.1-1998中5.6.1.2.3的规定 夹具安装在检验轴上检验。
指示器应置于靠近端面
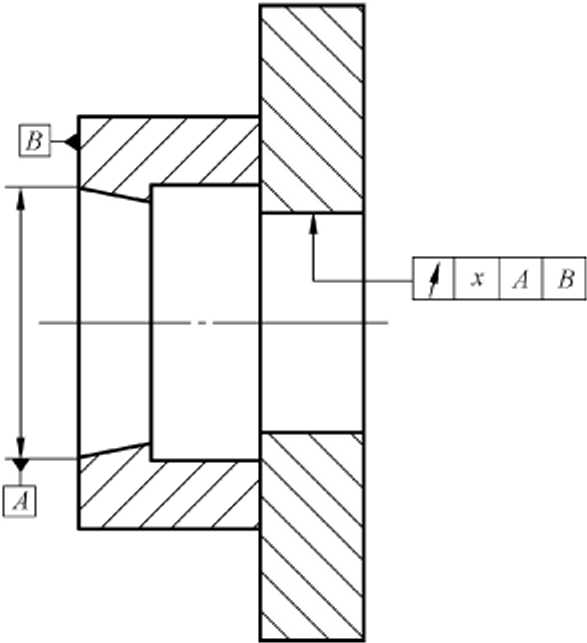
检验项目
G4
简图
芯轴或涨套的径向圆跳动
轮毂直径
in
公差X (指示器最大变动量)
≤16
>16 〜20
0.03
0.04
>20 〜24
0.05
>24 〜28
0.06
检验工具
指示器
检验方法:按GB/T 17421.1 1998中5.6.1.2.2的规定 夹具安装在检验轴上检验。
检验时应将指示器测头置于芯轴或涨套的远端
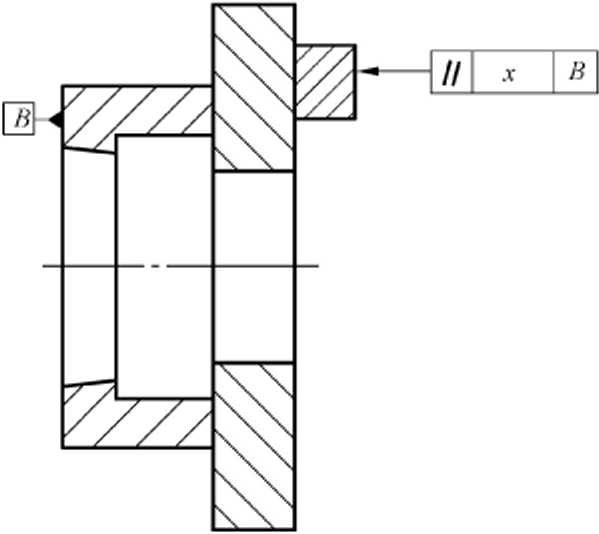
检验项目
G5
端面定位块与夹具体底面的等距误差
简图

轮毂直径
in
公差X (指示器最大变动量)
≤16
>16 〜20
>20 〜24
>24 〜28
0.04
0.05
0.06
0.07
检验工具
指示器 检验方法:按GB/T 17421.1-1998中5.4.1.2.2的规定
对于这项检验,端面定位块应处于水平位置。
检验时以夹具体底面为基准,检验所有端面定位块的端面跳动,等距误差为所测得的端面定位块 最高点指示器读数的最大差值
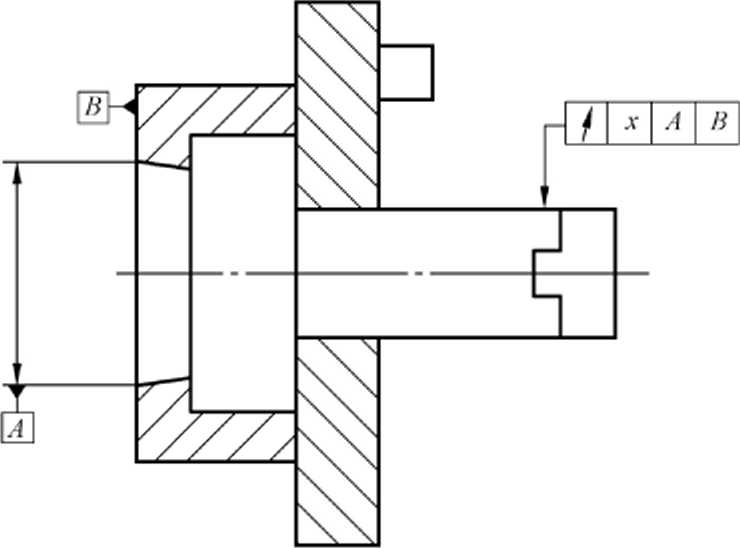
检验项目
G6
简图
翻转角度公差
轮毂直径
公差X (指示器最大变动量)
≤16
>16 〜20
>20 〜24
>24 〜28
±30'
检验工具
数显角度测量仪 检验方法:按GB/T 17421.1—1998中6.1.1.1的规定
检验时应将夹具置于水平工作台上,工作台面从水平旋转到最大,记取夹具工作台面相对于水平 面角度偏差
7装配质量
7.1机械加工件的质量应符合GB/T 25376-2010的规定。
7.2轮毂夹具装配时的零部件应清理干净,用于装配的加工件不应磕碰、划伤和锈蚀,加工面不应有修 锂和打磨等痕迹(制造工艺另有规定除外)。
7.3轮毂夹具的移动、转动零部件装配后,运动应平稳、灵活轻便,无阻滞现象。
7.4气动系统和液压系统各密封部位不应有漏气、漏油现象。
a) 轮毂夹具通气部位,接通规定压力的气,不应有任何可听到的气体泄漏声。
b) 轮毂夹具液压各部位不应有观测到的滴油现象。
8安全卫生
8.1轮毂夹具质量超过16 kg时应有起吊或便于搬运装置,该装置应保证搬运的安全平稳。
8.2轮毂夹具表面不应有可能导致人身伤害的尖角、锐角、毛刺等。
8.3使用说明书中应注明有关安全、操作及维护等注意事项。
9检验
9.1产品应经检验部门检验合格后方可出厂。
9.2出厂检验项目包括外观、几何精度、动平衡、标志及包装。
10标志、包装及随行文件
10.1 标志
轮毂夹具应有标记,标记内容应持久和清楚明显。
——制造者的名称或商标;
—型号或出厂编号;
—最髙转速;
—压爪最大静态夹紧力。
10.2包装
包装应符合JB/T 3207—2005的规定。
10.3随行文件
随行技术文件应符合JB/T 9935-2011的规定。
中华人民共和国
国家标准
镁铝合金轮毂夹具通用技术规范
GB/T 35094 2018
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
总编室:(010)68533533 发行中心 S(OIO)51780238 读者服务部:(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
开本880X1230 1/16 印张 L25 字数32千字 2018年5月第一版 2018年5月第一次印刷

书号:155066 • 1-60170 定价 21.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
举报电话:(010)68510107