说明:
-
1— —插销型;
-
2— —环眼型。
U 圆棒最大直径。
ICS 53.020.30
J 80
^綜蒸縁沮陵綵:舟爲:•:密・・:::・^^ ∕⅜iiiiιO⅜Mil∣p⅜
∖∙.∙---L-. I .
∖ -ɪ, —ʌ [ .................. ɪ
^liHlbiMItoF
GB/T 24813—2018/ISO 7597:2013 代替 GB/T 24813—2009
FOrged SteeI Iifting hooks With latch,grade 8
(ISO 7597:2013 JDT)
2018∙12∙28 发布 2019-07∙01 实施
国家市场监督管理总局片布 屮国国家标准化管理委员会发布
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替GBZT 24813—2009≪8级链条用锻造环眼吊钩》。与GiVT 24813—2009相比.主要技 术内容变化如下:
——修改了适用范围(见第1章.2009年版第1章);
—修改了规范性引用文件(见第2章,2009年版第2章);
删除极限工作载荷、工作载荷、验证力和极限强度等术语和定义(见第3章.2009年版第3章);
——增加了吊钩设计的内容(见4.1);
——修改了材料、热处理、制造工艺、机械性能以及试验等内容(见第4章和第5 ¢.2009年版
第5章〜笫9章);
——增加了安全闭锁装置的内容(见4.6);
——修改了标志的内容(见第6章.2009年版第11章);
—修改了制造商产品合格证的内容(见第7章,2009年版第10章);
——增加了使用说明书的内容(见第8章);
増加了吊钩尺寸的计算原理(见附录A);
——增加了吊钩命名方法(见附录B)。
本标准使用翻译法等同采用ISO 7597:2013«带安全闭锁装置的8级钢制锻造起重吊钩》。
为便于使用,本标准作了以下编辑性修改:
——范闱中增加“以下简称吊钩”;
—将表1和表3中的第1列和第2列合并。
本标准由中国机械工业联合会提出。
本标准由全国起重机械标准化技术委员会(SAC/TC 227)归口。
本标准负责起草单位:安吉长虹制链冇限公司、北京起重运输机械设计研究院有限公司。
本标准参加起草单位:浙江冠林机械有限公司、北京起重运输机械设计研究院河南分院、浙江双鸟 机械冇限公司、山东神力索具冇限公司、河南省K垣县质是技术监督局、河南华北起重吊钩冇限公司。
本标准主要起草人:杨卫波、姚尹嘉、蔡亚森、王红华、盛嘉庆、张体学、王洪波、韩际星。
本标准所代替标准的历次版本发布情况为:
——GB/T 24813—2009o
Ill
带安全闭锁装置的8级钢制锻造起重吊钩
1范围
本标准规定了极限I:作载荷不大于63 t、带安全闭锁装置的环眼型或插销型8级钢制锻造起重吊 钩(以下简称“吊钩”)的基本要求。该设备主要用于:
GB/T 20652 和 GB/T 25853 规定的吊链;
——ISO 7531中规定的钢丝绳吊索具;
--编织吊索具;
——起吊物体、材料或货物。
木标准不适用于手工锻造吊钩。
吊钩尺寸的计算方法参见附录AO
吊钩命名方法示例参见附录BO
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 25852—2017 8 级钢制锻造起重部件(ISO 8539:2009 JDT)
3术语和定义
GB/T 25852—2017界定的术语和定义适用于本文件。
4安全要求
4.1设计
联接和相关运动应符合GB/T 25852—2017中4.1的规定。
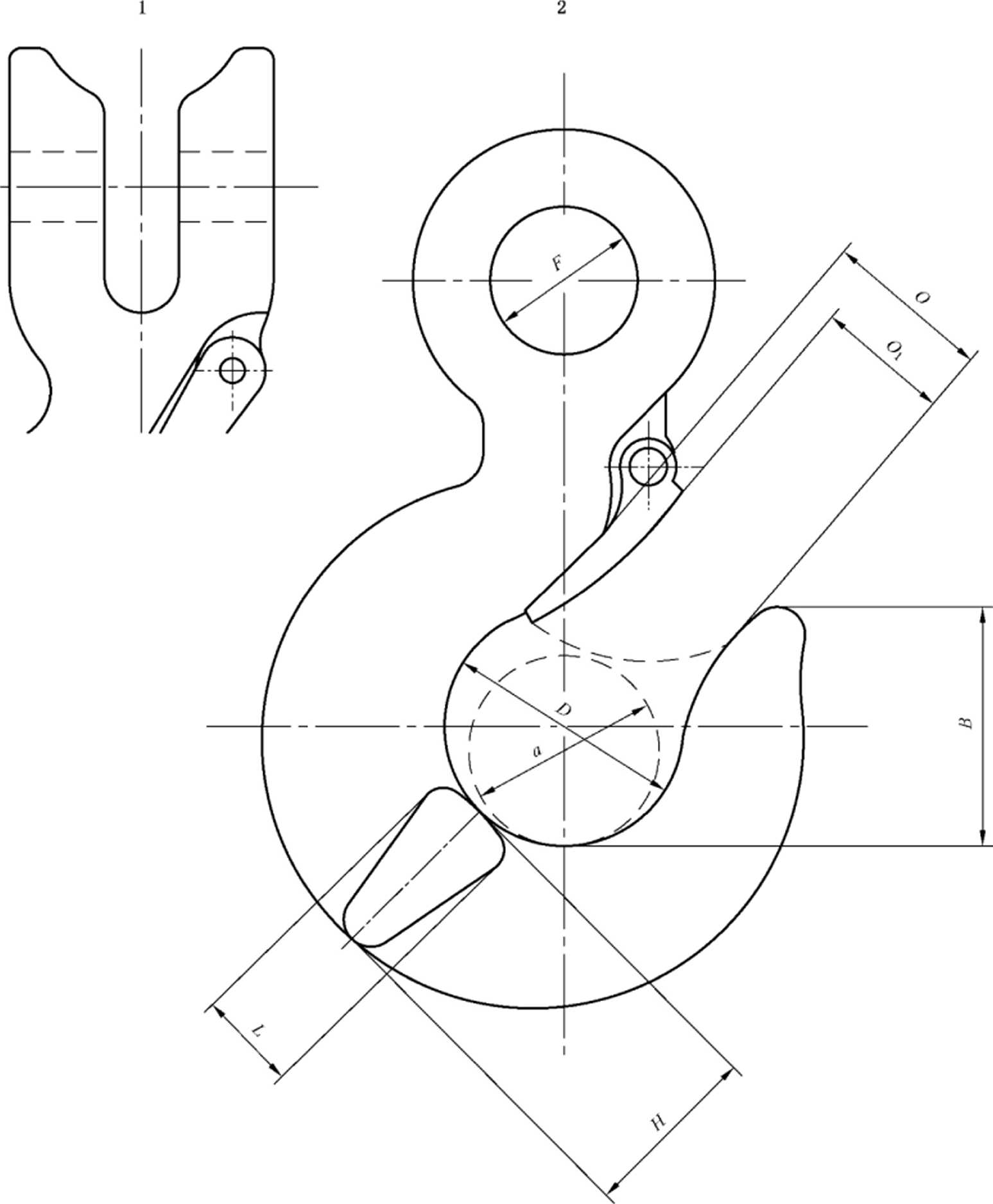
注:吊钩型式不作具休规定。例如,只规定任意方向测量的尺寸F(见图1)的最小值,以使吊钩环眼能够适应销轴. 环眼可以是非圆形的。
吊钩上端的结构型式应符合表1和图1规定的环眼型或插销型。
每个吊钩应装设符合4.6规定的弹簧型安全闭锁装置.以确保载荷不会意外脱钩。
表1吊钩型式
|
型式 |
主要用途 |
|
环眼型(E) |
吊链、钢丝绳吊索具和编织吊索具 |
|
插销型(C) |
机械连接吊链 |
4.2尺寸
吊钩的主要尺寸应符合表2的规定.吊钩尺寸与极限工作载荷有关。
a)
b)
C)
注:立接与钢丝绳吊索和编织吊索联接时.为满足联接和相关运动要求,尺寸F需要大于表2给出的最小值。 另外,还应满足下列要求:
吊钩钩尖实际高度B不应小于开【丨尺寸0(见图1);
吊钩开口尺寸。不应超过钩腔实际直径D的95%;
吊钩安全闭锁装置应在实际开口尺寸Cl装入最大直径的圆棒(见图1的脚注a)后仍能自然 复位。
说明:
1— —插销型;
2— —环眼型。
U 圆棒最大直径。
吊钩尺寸
表2吊钩尺寸(见图1)
|
代号 |
极限工作载荷WLL t |
Dmin mm |
Omin mm |
Oi min mm |
Fmin mm |
max mm |
L max mm |
|
3 |
0.25 |
11 |
8 |
8 |
6 |
12 |
8 |
|
4 |
0.5 |
15 |
11 |
11 |
8 |
17 |
11 |
|
5 |
0.8 |
19 |
14 |
14 |
10 |
21 |
14 |
|
6 |
1.12 |
22 |
_ 17 |
16 |
12 |
25 |
17 |
|
7 |
1.5 |
26 |
20 |
18 |
14 |
29 |
20 |
|
8 |
2 |
30 |
23 |
21 |
16 |
34 |
23 |
|
9 |
2.5 |
34 |
26 |
24 |
18 |
38 |
26 |
|
10 |
3.15 |
38 |
29 |
27 |
20 |
43 |
29 |
|
11 |
3.75 |
42 |
32 |
30 |
23 |
48 |
32 |
|
13 |
5.3 |
49 |
37 |
35 |
26 |
55 |
37 |
|
14 |
6 |
52 |
40 |
37 |
28 |
59 |
40 |
|
16 |
8 |
60 |
46 |
43 |
32 |
68 |
46 |
|
18 |
10 |
67 |
51 |
48 |
36 |
76 |
51 |
|
19 |
11.2 |
71 |
54 |
51 |
38 |
80 |
54 |
|
20 |
12.5 |
75 |
57 |
53 |
40 |
85 |
57 |
|
22 |
15 |
82 |
63 |
58 |
44 |
93 |
63 |
|
23 |
16 |
85 |
65 |
60 |
46 |
96 |
65 |
|
25 |
20 |
95 |
72 |
68 |
51 |
107 |
72 |
|
26 |
21.2 |
98 |
75 |
70 |
52 |
111 |
75 |
|
28 |
25 |
106 |
81 |
76 |
57 |
120 |
81 |
|
32 |
31.5 |
119 |
91 |
85 |
64 |
135 |
91 |
|
36 |
40 |
134 |
102 |
96 |
72 |
152 |
102 |
|
40 |
50 |
150 |
115 |
107 |
81 |
170 |
115 |
|
45 |
63 |
168 |
129 |
120 |
90 |
190 |
129 |
4.3材料及热处理
材料及热处理应符合GB/T 25852—2017中4.2和4.3的规定。
4.4 制造方法与工艺
制造方法与工艺要求应符合GB/T 25852—2017中4.4的规定。
4.5机械性能
机械性能应符合GB/T 25852—2017中4.5的规定。
4.6安全闭锁装置
安全闭锁装置应与钩尖形成一个完全闭合的配合面。不论吊钩处于任何方向弹簧应确保安全闭锁 装置紧密地处于闭合位置。不应使用仅靠重力作用的安全闭锁装置。
完全开启安全闭锁装置所需的力不应超过手动操作的力。
注:表3列出了安全闭锁装置开启时能满足以上要求的最小初始扭矩和最大扭矩,同时确保完全开启安全闭锁装 置所需的力不超过手动操作的力。
表3安全闭锁装置扭矩值
|
代号 |
最小初始扭矩 Nm |
开启时的最大扭矩 Nm |
|
3〜5 |
0∙05 |
OJ |
|
6〜7 |
0.1 |
0.2 |
|
8 〜1() |
0.2 |
0.4 |
|
11 〜14 |
0.3 |
0.6 |
|
16 〜18 |
0.75 |
1.5 |
|
19 〜23 |
1 |
2 |
|
25 〜28 |
2 |
4 |
|
32 〜45 |
3.5 |
7 |
弹簧应使用防腐蚀材料制造,旦至少能承受10 000次完全开启而不断裂。
安全闭锁装置应能承受作用于安全闭锁装置宽度而上、rι与钩尖和安全闭锁装置旋转中心等距位 置的试验力Fn以及作用于厚度面上、且与Fl垂直的试验力F∙,(见图2)。试验力Fl和F2都应等于 300 kg或吊钩极限工作载荷的10%,以较大者为准.但巳不应超过2() kN。
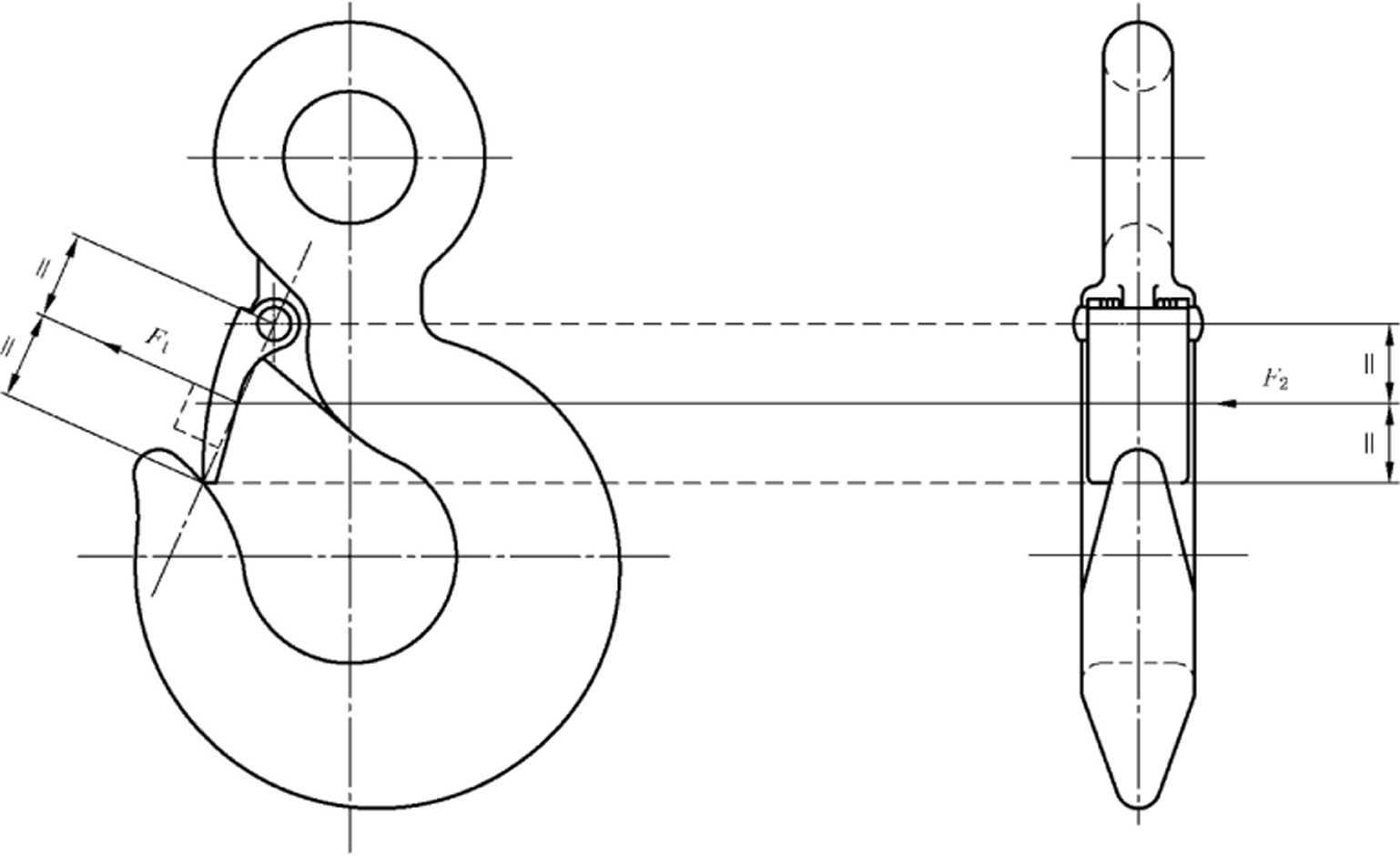
图2安全闭锁装置型式检验的试验力
5安全要求验证
5.1人员资质
所有试验和检验丁作,应由胜任者完成。
5.2型式检验
型式检验和验收标准应符合GlVT 25852—2017中5.2的规定。
按照GB/T 25852—2017中5.2.3〜5.2.5的规定进行试验时.应使用直径不大于钩腔实际直径 60%的试验部件将试验力无冲击地沿轴线作用于吊钩。
5.3制造试验方法和验收标准
制造试验方法和验收标准应符合GB/T 25852—2017中5.5的规定。
5.4吊钩安全闭锁装置
每一种规格吊钩对应的安全闭锁装置应取3个试样进行型式检验(详见GB/T 25852-2017中5.2). 验证是否符合4.6的规定。试验应在原位或可精确模拟安全闭锁装置及钩尖位置的试验装置内完成。 试验力Fl和FZ应按如图2所示单独施加于安全闭锁装置。试验力移除后,安全闭锁装置不应发生永 久变形。
如果3个试样中任意一个未通过试验,则认为该规格的安全闭锁装置的型式检验不符合本标准。
6 标志
标志应符合GB/T 25852—2017中第6章的规定。
7制造商产品合格证
制造商产品合格证应符合GB,/T 25852—2017中第7章的规定。
8使用说明书
制造商应随同吊钩提供使用说明书.其内容应包括吊钩组装和拆卸的建议,以及如何确保销轴的正 确定位。
附录 A (资料性附录) 吊钩尺寸计算
表2给出的尺寸山式(A.1)〜式(A.6)计算获得: D =21.2√WLL ..............................( A.1 )
O = I6.2√WiT ..............................( A.2 )
θɪ =15.1λ∕WLL ..............................( A.3 )
F = Il.4√WLL ..............................( Λ.4 )
H=24√WIT ..............................( A.5 )
L =16.2√WLL ..............................( A.6 )
式中: WLL——极限工作载荷,单位为吨(t)。 所有尺寸(单位为毫米)使用表2中规定的WLL数值计算得出,并圆整至最近的整数。
附录B (资料性附录) 吊钩命名方法
B.1命名方法
吊钩的命名方法宜符合B.2规定的基本格式。单个吊钩的名称由制造商规定。
B.2 基本格式
口 口 ∣GB∕T 24813] -Bl-回 叵]
数量----
名称-------
国家标准编号------------
强度级别------------------
型式字母(见表1)-------------------------
代号(见表2)--------------------------------
参考文献
El] GB/T 20652—2006 M(4).S(6)和 T(8)级焊接吊链(ISo 4778: 1981 JDT)
[2] GB/T 25853—2010 8 级非焊接吊链(ISO 7593: 1986,H)T)
[3] ISO 7531 一般用途钢丝绳吊索具 特性和技术条件(Wire rope SIingS for general purpo-SeS CharaCteriStiCS and SPeCifiCatiOnS)
GB/T 24813-2018
中华人民共和国
国家标准 带安全闭锁装置的8级钢制锻造起重吊钩
GB/T 24813—2018/ISO 7597:2013
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
M址:WWW. spc∙org.cn 服务热线:400-168-0010 2018年12月第一版
*
书号:155066 • 1-61704
版权专有侵权必究