ICS 53. 020. 30
J 80
GB/T 27696-2011/ISO 3266:2010
FOrged SteeI eyebolts grade 4 for general Iifting PUrPOSeS
(ISO 3266:2010,IDT)
2011-12-30 ⅛ 布
2012-06-01 实施
j⅛rjτwτιwι -布
本标准按照GB/T 1.1-2009给出的规则起草.
本标准使用翻译法等同釆用ISO 3266:2010《一般起重用4级锻造吊环螺栓》。
与本标准中规范性引用的国际文件有一致性对应关系的我国文件如下:
——GB/T 193 普通螺纹 直径与螺距系列(GB/T 193—2003,ISO 261 : 1998,MOD);
——GB/T 197 普通螺纹 公差(GB/T 197—2003,ISO 965-1 : 1998,MOD);
——GB/T 230.1金属材料 洛氏硬度试验 第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标 尺)(GB/T 230.1—2009,ISO 6508-1 :2005,MOD) J
——GB/T 231. 1 金属材料 布氏硬度试验 第1部分:试验方法(GB/T 231. 1—2009, ISO 6506-1 t20O5,MOD);
——GB/T 229 金属材料 夏比摆锤冲击试验方法(GB/T 229—2007,ISO 148-1 i2006,MOD);
——GB/T 3808 摆锤式冲击试验机的检验(GB/T 3808—2002,1So 148-2: 1998,MoD);
——GB/T 27025 检测和校准实验室能力的通用要求(GB/T 27025—2008, ISO/IEC 17025: 2005,1DT)O
本标准由中国机械工业联合会提出。
本标准由全国起重机械标准化技术委员会(SAC/TC 227)归口。
本标准由北京起重运输机械设计研究院负责起草。
本标准主要起草人:何铀.
本标准属于GB/T 15706中所划分的C类标准。
在本标准的范围中指出了所涉及的4级锻造吊环螺栓以及相关危险因素、危险状况和伤害事件。
对于根据本C类标准设计并制造的设备,当C类标准的某些规定与A类或B类标准的规定有所不 同时,应优先采用C类标准的规定.
i范围
本标准规定了一般起重用4级锻造吊环螺栓的基本参数、性能和关键尺寸,这些特性对吊环螺栓的 互换性和与其他部件配用是必要的.此类吊环螺栓可用于垂直和斜向起升载荷。
本标准规定的吊环螺栓的环眼的尺寸适合与GB/T 25854中定义的具有相同极限工作载荷的卸扣 直接挂接。也可设计较大环眼尺寸,以便能与具有相同极限工作载荷的链条吊钩组件直接挂接。
本标准第4章中确定了与4级吊环螺栓有关的所有重大危险因素、危险状况以及伤害事件。
本标准所规定的4级吊环螺栓的使用温度范围为一20莒〜+200 sC O
本标准不适用于非整体锻造的吊环螺栓。
本标准不适用于标准发布前制造的4级锻造吊环螺栓、
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本〈包括所有的修改单)适用于本文件。
GB/T 16825. 1-2008静力单轴试验机的检验 第1部分:拉力和(或)压力试验机测力系统的检 验和校准。SC) 7500-1 :2004,1DT)
ISO 148-1 金属材料 夏比摆锤冲击试验 第1部分:试验方法(MetalliC materials一Charpy PendUlUnI impact test—Part 1 iTest method)
ISO 148-2 金属材料 夏比摆锤冲击试验 第2部分:测试机的鉴定(MetalIiC materials— CharPy PendUIUnI impact test—-Part 2: VerifiCatiOn Of testing machines)
ISO 261 ISO 一般用途米制螺纹 直径与螺距系列(ISO general PUrPOSe SCreW threads一 GeneraI Plan)
ISO 643 钢 表面粒度的缩微照相测定(SteeIS一MiCrOgraPhiC determination Of the apparent grain SiZe)
ISO 965-1 ISo一般用途米制螺纹 公差 第1部分:原理和基本数据(ISO general PUrPOSe InetriC SCreW threads—TOleranCeS—Part 1: PrinCiPIeS and basic data)
ISO 6506-1 金属材料 布氏硬度试验 第1部分:试验方法(MetaniC materials—Brinell hardness test—Part 1: TeSt method)
ISO 6508-1金属材料 洛氏硬度试验 第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标 尺'[Metallic InateriaIS—ROCkwell hardness test—Part 1:TeSt method (SCaIeS A,B,C,D,E,F,G,H, K,N,T)]
ISO/IEC 17025 检测和校准实验室能力的一般要求CGeneral requirements for the COmPetenCe Of testing and Calibration IabOratOrieS)
EN 10228-1 锻钢件无损检测 第 1 部分:磁粉检测(Non-Hestructive testing Of SteeI forgings一 Part 1: MagnetiC PartiCle inspection)
EN 10228-2 锻钢件无损检测 第 2 部分:渗透检测(Non-destructive testing Of SteeI forgings— Part 2 : Penetrant testing)
3术语和定义
下列术语和定义适用于本文件。
3. 1
名义尺寸 nominal SiZe
螺纹尺寸 thread SiZe
与吊环螺栓螺纹名义直径d有关的尺寸。
3.2
极限工作载荷 WOrking IOad IiInit
WLL
在一般起重作业中规定吊环螺栓沿轴心线能承受的最大质量。
3.3
追湖码 traceability COde
吊环螺栓上标记的系列字母和/或数字,可追溯其生产历史,包括所用钢材冶炼炉号的识别。
3.4
验证力 ProOf force
制造验证试验中在吊环螺栓上施加的力。
3.5
破断力 breaking force
在静拉力试验中,吊环螺栓破断时的最大拉力O
3.6
轴向载荷 axial IOading
FI
沿吊环螺栓轴心线的载荷,见图
3.7
斜向载荷 axial IOading
与吊环螺栓轴心线夹角为戶的载荷,见图IO
3.8
批次IOt
用同一炉冶炼钢材及相同热处理工艺制造的吊环螺栓的规定号码或系列号,并从中选取试样。
注:取自ISo 8539:2009中3. 6的定义,
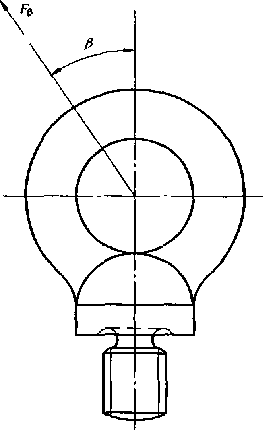
说明,
F»--轴向载荷;
FF--斜向载荷;
1斜向载荷与轴心线的夹角,
图1吊环螺栓的轴向和斜向载荷
4重大危险因素列表
本章包含标准中涉及到的所有重大危险因素、危险区域、危险状况和伤害事件,以及消除或降低风 险要求采取的措施。这些危险因素是根据GB/T 16856.1对该类型机械设备确认的重大风险评估提岀 的。见表1。
表1危险因素和相关要求
|
GB/T 16856.1-2008 的附录 A 中 确定的危险因素 |
失效原因 |
本标准中的相关章条 |
|
由于下列原因造成的吊环螺栓破 断,使载荷跌落导致伤害或死亡事故 |
强度和韧度未达到要求 |
7 8 9 10 11 12 13 |
表1 (续)
|
GB/T 16856.1-2008 的附录 A 中 确定的危险因素 |
失效原因 |
本标准中的相关章条 |
|
由于下列原因造成的吊环螺栓破 断,使载荷跌落导致伤害或死亡事故 |
尺寸不合适及装配错误 |
5 6 7 14 |
|
选用不正确 |
14 15 16 ________附录A | |
|
使用信息不全 |
14 __________________16__________________ |
5尺寸和公差
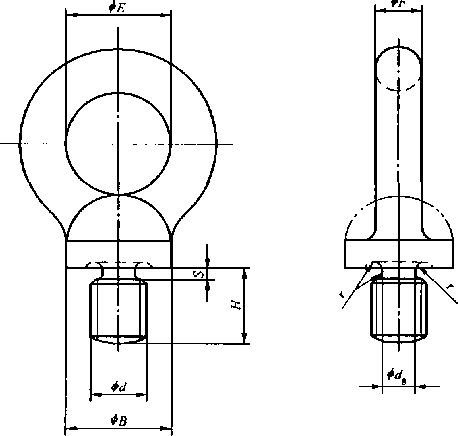
吊环螺栓的尺寸应符合图2和表2的要求。 对环眼内径E,允许的圆度偏差应为+5%。
对环眼横截面直径F,允许的对称度的公差应为5%。
说明:
B—凸缘直径;
d——螺纹名义直径;
K—螺栓退刀槽直径;
E—环眼内径;
F—环眼橫截面直径,
H——凸缘的下底面到螺杆底边的高度; 一凹槽底下连接退刀梢处的圆弧半径, S——凸缘的下底面到第1圈專纹的距离.
图2吊环螺栓的尺寸
表2吊环螺栓的尺寸
|
1 |
2 |
3 |
4 |
5 |
6 |
1 |
8 |
|
名义尺寸 (螺纹名义直径) d mm |
极限工作载荷 WLL t |
E 最小 20X√WLL Innl |
H I- 5d mm |
F 最大 14X √WLL mm |
T 最小 mm |
B 最小 (26X√WLL) + 5 HIrn |
S 0. 25』 mm |
|
8 |
0.2 |
9 |
12 |
6 |
1 |
17 |
2 |
|
10 |
11 |
15 |
8 |
1 |
20 |
3 | |
|
12 |
0.4 |
13 |
18 |
9 |
1 |
21 |
3 |
|
16 |
0.8 |
18 |
24 |
13 |
1 |
28 |
4 |
|
20 |
1.6 |
25 |
30 |
18 |
1 |
38 |
5 |
|
24 |
2.5 |
32 |
36 |
22 |
2 |
46 |
6 |
|
30 |
4 |
40 |
45 |
28 |
2 |
57 |
8 |
|
36 |
6.3 |
50 |
54 |
35 |
3 |
70 |
9 |
|
42 |
8 |
57 |
63 |
40 |
3 |
79 |
11 |
|
48 |
10 |
63 |
72 |
44 |
3 |
87 |
12 |
|
52 |
12.5 |
71 |
78 |
49 |
3 |
97 |
13 |
|
56 |
16 |
80 |
84 |
56 |
4 |
109 |
14 |
|
64 |
20 |
89 |
96 |
83 |
4 |
121 |
16 |
|
摞纹名义直径 X螺距 d×P mmXmm | |||||||
|
72X6 |
25 |
100 |
108 |
70 |
4 |
135 |
18 |
|
80X6 |
32 |
113 |
120 |
79 |
4 |
152 |
20 |
|
90X6 |
40 |
126 |
135 |
89 |
5 |
169 |
23 |
|
100X6 |
50 |
141 |
150 |
99 |
5 |
189 |
25 |
6螺纹
螺杆的螺纹部分应符合ISO 261中的粗牙螺距系列规定。螺纹的公差应符合ISO 965-1中6 g公 差带的要求。
螺纹退刀槽直径d,等于螺纹小径减去0. 3 mm。
螺纹根部的螺纹段应有退刀槽并且凸缘应开槽,如图2所示。
7加工工艺
吊环螺栓(包括螺杆部分)应整体锻造无焊接。凸缘的下底面与螺杆轴心线应加工成精准的直角。
螺杆与凸缘外径应同轴。螺纹退刀槽和凹颈应倒圆光滑且无表面缺陷。
8材质
8. 1总则
吊环螺栓用钢应由电炉或吹氧转炉冶炼而成.制造吊环螺栓的条钢或成品吊环螺栓应符合8. 2规 定的熔炼分析或检验分析的要求。
8-2特殊要求
钢材应为镇静钢,可锻性好,且经过热处理后能满足本标准的机械性能要求。
钢中的硫、磷含量不应超过表3的规定.
表3硫和磷含量
|
元 素 |
最大含量(质量分数) % | |
|
______熔炼分析______ |
检验分析 | |
|
硫 |
0. 025 |
0. 04 |
|
__ |
0. 030 |
0.04 |
钢材冶炼应符合晶粒细化的要求,以便在按照ISO 643中的规定进行检验时达到奥氏体5级晶粒 度或更细的品级。例如,可采用对材料组织进行稳定化处理的方法,即通过确保钢材含有足够量的铝或 起相同作用的其他合金元素,防止使用期间发生应变时效脆裂。推荐的最小铝含量为0.025%.
在上述规定的范围内,吊环螺栓制造商有责任选择合适的钢材,制造出经适当的热处理后满足本标 准规定的机械性能要求的成品吊环螺栓。
8-3夏比冲击试验
所有尺寸的吊环螺栓应按照ISO 148-1和ISO 148-2的规定做夏比V型缺口冲击试验。
三个试样都应在一20笔下进行试验,且最小平均冲击功的值应为27 J0对由于吊环螺栓的尺寸过 小以致不能提供合适试样的情况,也可以采用具有相同技术参数和热处理工艺的材料试样进行试验。
对于需要在低于一20 P或高于+200 IC的环境中使用吊环螺栓的情况,应向制造商咨询.
不允许进行少于2/3最小平均冲击功值的单次试验。
9热处理
锻造后的每个吊环螺栓,在经制造验证力试验之前,都应进行淬火、回火处理,或正火处理,加热温 度为AC3点以上。回火最低温度应为475 P。
回火处理的基本条件应为在475笆下保温1 h。
10硬度
10. 1硬度要求
按10.2进行试验时,吊环螺栓的最大布氏硬度值应为214 HBW,或应具有的最大洛氏硬度值为 96 HRBO
6
IQ. 2硬度试验
应按ISO 6506-1做布氏硬度试验,用10 mm的钢球施加29. 42 kN的力(HBW 10/3 00。),确定试 样的布氏硬度值.
应按ISO 650S-I做洛氏硬度试验,确定试样的洛氏硬度值。
应采取措施确保试样的测试表面与材料特牲一致,且试样的硬度不受脱碳、炭化或准备试样表面时 所采用其他方法的影响。
H机械性能
吊环螺栓的机械性能用表4中规定的验证力、最小破断力和斜向载荷的变形试验确定。
表4机械性能
|
1 |
2 |
3 |
4 |
5a |
6" |
7λ |
|
名义尺寸 (螺纹名义 直径) d mm |
极限工作载荷 WLL t |
轴向验证力 kN |
最小轴向 破断力 kN |
y牧45。时 成对吊环嫌栓的 最大工作载荷 (1.4XWLL) t |
g=45* 时 成对吊环螺栓 斜向验证力 kN |
F= 45。时 成对吊环螺栓 最小斜向破断力 kN |
|
8 |
0.2 |
4 |
8 |
0. 28 |
5.6 |
11.2 |
|
10 |
0.32 |
6.4 |
12.5 |
0. 44 |
9 |
18 |
|
12 |
0.4 |
8 |
16 |
0.56 |
11.2 |
22.4 |
|
16 |
0. 8 |
16 |
32 |
1.12 |
22.4 |
44. 8 |
|
20 |
1. 6 |
32 |
63 |
2. 24 |
44.8 |
89.6 |
|
24 |
2.5 |
50 |
100 |
3.5 |
70 |
140 |
|
30 |
4 |
80 |
160 |
5.6 |
112 |
224 |
|
36 |
6.3 |
125 |
250 |
8.82 |
176.4 |
352.8 |
|
42 |
8 |
160 |
320 |
11.2 |
224 |
448 |
|
48 |
10 |
200 |
400 |
14 |
280 |
560 |
|
52 |
12.5 |
250 |
500 |
17. 5 |
350 |
700 |
|
56 |
16 |
320 |
630 |
22.4 |
448 |
896 |
|
64 |
20 |
400 |
800 |
28 |
560 |
1 120 |
|
螺纹名义 直径X螺距 d×P mm Xmm | ||||||
|
72X6 |
25 |
500 |
1 000 |
35 |
700 |
1 400 |
|
80X6 |
32 |
630 |
1 250 |
44.8 |
896 |
1 792 |
|
90X6 |
40 |
800 |
1 600 |
56 |
1 120 |
2 240 |
表4 (续)
|
1 |
2 |
3 |
4 |
51 |
6ft |
7* |
|
名义尺寸 (螺纹名义 直径) d mm |
极限工作载荷 WLL t |
轴向验证力 kN |
最小轴向 破断力 kN |
OVi3≤45° 时 成对吊环螺栓的 最大工作载荷 (1.4 XWLL) t |
尸=45°时 成对吊环螺栓 斜向验证力 kN |
片45°时 成对吊环螺栓 最小斜向破断力 kN |
|
IOoX 6 |
50 |
1000 |
2 000 |
70 |
1 400 |
2 800 |
|
*第5列至第7列给出的数值适用于承受斜向载荷的成对吊环螺栓,并假设吊环摞栓凸缘已正面拧入且环眼位 于起重吊链的平面,其公差为士5气为了校准环眼,有必要插入垫片(调整垫圈),其厚度不能超过1/2的螺距。 任何情况下都不能用拧紧螺栓的办法校准。圈Aa示意了成对吊环螺栓在承受斜向载荷的情况下要求的平 面校准方法。对于使用三个或多个吊环螺栓的复杂情况,采用可能影响工作载荷的其他系数。对这类使用工 况,应咨询会估算这些系数的专业人员• | ||||||
12型式试验
12.1总则
本章所述型式试验是为了证明制造商根据本标准的要求检验吊环螺栓是否具有本标准规定的机械 性能。试验的目的是确认每种尺寸的成品吊环螺栓的类型、材质、热处理工艺及制造方法包括保护涂层 (如有)等,是否符合本标准的要求。吊环螺栓的类型、材质、热处理工艺、制造方法包括保护涂层(如有) 的任何改变或外部名义尺寸制造公差的改变,都可能导致第11章中规定的机械性能的变化,因此有上 述变化的吊环螺栓都应按照12. 2和12. 3做型式试验。
每种规格的类型、材质、热处理工艺及制造方法包括有保护涂层的吊环螺栓,都应按照12. 2和12. 3 的规定进行型式试验。
在12. 2和12. 3规定的试验中,通过试验机,用一个直径不大于50%吊环螺栓环眼内径E的部件, 将试验力无冲击地施加于吊环螺栓。
12-2变形试验
应对三个试样进行试验并且每个试样应能承受表4中第3和第6列规定的载荷。试验设备的精度 应达到GB/T 16825.1-2008规定的1级。
试验载荷移除之后,试样环眼的直径变形量不应超过原始直径的0. 5%且螺纹退刀槽处无变形.
为了确保交付试验的吊环螺栓的尺寸符合本标准型式试验的要求,三个试样的变形试验都应合格。
每个尺寸的吊环螺栓要求试验两次,表4中第3列和第6列分别规定了相应的试验载荷.两次试 验可以用同一个吊环螺栓。斜向载荷试验可在一个试样上进行,此时施加在吊环螺栓上的力与成对吊 环螺栓试验时施加的力相等。
12.3静强度试验
试验应釆用三个试样,每个试样施加的最小轴向破断力至少应等于表4中规定的最小值。
如三个试样试验结果都合格,则认为该尺寸的吊环螺栓符合本标准的型式试验要求。
如其中一个试样未通过,应另取两个试样再进行试验。这两个试样的试验结果都应合格,则认为该 尺寸的吊环螺栓符合本标准的型式试验要求。如其中两个或三个试样均未通过试验,则认为该尺寸的 吊环螺栓不符合本标准的型式试验要求。
可以用经过变形试验的吊环骤栓做本项试验。
13出厂试验
13.1验证力试验
制造验证力试验所使用的试验设备应完全符合GB/T 16825. 1-2008中1级的规定,试验载荷应 至少等于规定的验证力。
经过热处理和去除氧化皮之后,每个吊环螺栓应做表4中规定的验证力试验,卸载后应无任何可见 缺陷,且尺寸公差应在制造图纸上规定的范围之内。
釆用涉及脆裂危险性的表面处理,例如酸洗或电镀,应对表面处理后的成品吊环螺栓重复做验证力 试验。
13.2无损检测
热处理和去除氧化皮之后,吊环螺栓的锻造表面应符合EN 10228-1中磁粉检测和EN 10228-2中 着色渗透检测的要求。
对于所有可预见的工作状态,吊环螺栓受拉应力的区域检测标记的长度不允许大于2 mm。
在完成检测之后,检测介质可以用打磨的方式清除,吊环螺栓的尺寸和公差应符合制造商的规定, 不应显现长度大于2 ɪnɪn的检测介质痕迹。
警告:应特别注意清除检测介质时打磨的方向和粗糙度,确保不出现疲劳裂纹的初始点和过热现 象,过热会导致材料的局部热处理效应或可能引起开裂。
13.3试验规范和验收标准
13.3. 1总则
对已给定名义尺寸范围的吊环螺栓按表5确定一个批次的最大数量。
表5 一个批次吊环螺栓的数量
|
名义尺寸(螺纹名义直径) mm |
一个批次的最大数量 个 |
|
8〜20 |
1 000 |
|
24~48 |
500 |
|
52—100 |
200 |
13.3.2静强度试验抽样
制造商应对每批次提供一个试样按12. 3的规定进行静强度试验。如果该试样满足相应要求,则该 批次吊环螺栓应被认为符合本标准的要求。
如果该试样未满足试验要求,则从相同批次中另取两个试样按12. 3的规定进行静强度试验。如这 两个试样满足试验要求,则根据13.3.3,该批次吊环螺栓应被认为符合本标准的要求。如其中一个或
9
两个试样都未满足试验要求,则整批吊环螺栓都应认为不符合本标准的要求。
13-3.3出厂检验
制造商应具有以下两种选择,
a) 按照13.1的要求,对表5规定的批次中的所有吊环螺栓进行验证力试验,并根据13. 2对该批 次吊环螺栓的3%的试样做无损检测。
如果所有3%的吊环螺栓试样都通过了无损检测的要求,则通过验证力试验的所有该批次的 吊环螺栓应认为符合本标准的要求.
如果3%中的任一吊环螺栓试样未通过无损检测的要求,则该批次的所有吊环螺栓均应通过 无损检测和验证力试验。所有该两项试验合格的吊环螺栓应认为符合本标准的要求。
b) 按照13.2的要求,对表5规定的批次中的所有吊环螺栓进行无损检测,并根据13.1对该批次 吊环螺栓的3%的试样做验证力试验。
如果所有3%的吊环螺栓试样都满足了验证力试验的要求,则该批次的所有同时通过无损检 测试验的吊环螺栓应认为符合本标准的要求。
如果3%中的任一吊环螺栓试样未满足验证力试验的要求,则该批所有吊环螺栓均应通过无 损检测和验证力试验。所有该两项试验合格的吊环螺栓应认为符合本标准的要求。
14标志
每个吊环螺栓都应带有清晰、永久的标记,标记的方式不应降低吊环螺栓的机械性能。该标记应包 含下列基本信息:
a) 制造商商标标志或标记;
b) 名义尺寸,即表2中第1列中的螺纹的名义直径,如24 mm;
C) 一般工作状态下的轴向极限工作载荷,即表2中第2列中所示,如WLL 2.5 t,
d)能辨认任一型号或批次的吊环螺栓并反映其制造合格信息的追溯码.
注:可能要求附有强制性法规的标志,例如欧洲指令中的CE认证标志.
15出厂合格证
15. 1按照第12章的规定所做的型式试验取得满意结果时,制造商可以对经试验的相同名义尺寸、规 格、材质、热处理工艺及制造方法包括保护涂层(如有)的吊环螺栓签发试验合格证书.
合格证书一经签发,制造商应对型式试验合格的吊环螺栓的材质、热处理工艺、尺寸、试验结果记录 及所有相关资料至少保存10年。该记录还应包括应用于后续生产的制造规范。
任何材质、制造方法包括保护涂层、热处理工艺或任何外部名义尺寸的制造公差的改变都可能导致 第11章中规定的机械性能的改变,这种变化应认为是设计上的改变。因此在制造商被允许对改型的产 品签发合格证书之前,应按照第12章的要求进行型式试验。
15.2制造商应对每次交货的吊环螺栓提供下列发货信息:
a) 制造商名称及全址,及其授权代理的范围;
b) 本标准编号,即 GB/T 27696(ISO 3266) i
C)吊环螺栓的使用说明书和数量;
d) 能辨认任一型式或批次的吊环螺栓的溯源码,
e) 极限工作载荷,用吨(t)表示;
IO
f)验证力,用千牛(kN)表示.
注,可能要求附有强制性法规的标志,例如欧洲指令中的CE认证标志。
出厂合格证中应注明每个吊环螺栓符合本标准的要求,并符合制造商的型式试验的技术规范。在 与制造商名称、地址不同时,还应注明试验者名称和地址。
合格证书经签字方能生效并应有签字人的姓名和职务。
16使用信息
制造商应提供吊环螺栓使用方面的资料。特别是该资料中应包含计划使用、装配说明书、使用和维 护以及限制使用条件等内容。附录A给出了指南。
附录A
(资料性附录)
吊环螺栓的选择、保养和使用的建议
A. 1吊环螺栓的使用
吊环螺栓仅限于在轴向加载时能承受标定的极限工作载荷。吊环螺栓还能承受斜向载荷,此时 WLL因乘以相应的系数而降低(见表4)。在斜向吊运载荷时,环眼平面倾斜应不大于士5。(见A. 2.2) O 吊环螺栓环眼的这个尺寸要求可能会太小,不易于直接与吊钩连接。如果出现此类情况,通常用卸扣连 接。未向制造商咨询之前,吊环螺栓不应在一20莒〜+200笆温度范围以外使用。
A.2吊环螺栓的正确装配
A. 2. 1总则
吊环螺栓只能由训练有素人员选择和安装,且在安装前应做检査(见A. 3)并应确认其螺纹段和所 要穿入的螺纹孔内无碎屑且配合适当。螺纹孔周边的接触面应光滑、清洁、平直且与螺纹轴垂直,开孔 的大小应适合吊环螺栓拧入。吊环螺栓应切实固定但不应拧得过紧。如果使用单个螺栓起吊载荷,容 易发生旋转和缠绕现象,在这种情况下应使用旋转型吊钩防止吊环螺栓松扣。特别要注意的是:螺纹孔 应有足够的长度切实保证吊环螺栓的螺杆全部进入,螺纹孔的材料强度也应保证。在将吊环螺栓拧入 盲孔时这点特别重要,即在吊环螺栓进入到螺孔底部之前确保垫圈完全就位是必要的.
A.2.2装配成对吊环螺栓
在俯视平面每对吊环螺栓轴间理想的夹角应不大于±5。(见图A.1)。如果这个条件不能满足,可 以插入垫片,其厚度不能超过1/2的螺距,或加工接触表面。任何情况下都不能用拧紧螺栓的办法校准 角度。应注意避免采用拧松吊环螺栓的办法,对倾斜载荷的角度进行校准。使用成对吊环螺栓的正确 方法见图A.2。吊链或钢丝绳不应直接穿过吊环螺栓或通过卸扣穿过吊环螺栓(见图A.3),因为这样 会使吊环螺栓的斜向载荷显著增加。
A.3检査
吊环螺栓应定期检査,特别应注意以下事项:
a) 标记应清晰,详见第14章的规定;
b) 螺纹应无磨损、傍蚀及损坏;
C)螺纹中应无碎屑;
d)吊环螺栓的螺杆应无弯曲,环眼无变形、切削加工的直径无减小等;还应无裂口、裂纹、擦伤或 锈蚀等任何损坏现象。
A.4贮存和搬运
应小心搬运并应对吊环螺栓的加工表面即螺纹部分和凸缘的下底面采取常规保护措施•为了保护
加工表面并防止锈蚀,吊环螺栓表面应涂上少量油或油脂并储存于于燥处。

图A. 1成对吊环蝠栓使用时的傭视图
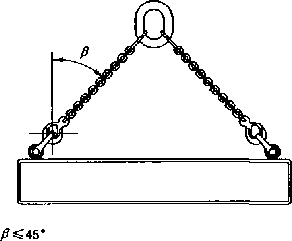

图A.2成对吊环爐栓正确使用方法

图A.3成对吊环螺栓错误使用方法
参考文献
ɛŋ GB/T 15706. 1—2007 机械安全 基本概念与设计通则 第1部分∣基本术语和方法 (ISO 12100-1 i 2003, IDT)
:2] GB/T 15706. 2—2007 机械安全 基本概念与设计通则 第2部分:技术原则(ISO 12100-2t2003,IDT)
C3] GB/T 16856. 1—2008 机械安全 风险评价 第 1 部分:原则(ISO 14121-1 :2007 ,IDT)
[4] GB/T 19001—2008 质量管理体系要求(ISO 9001 :2008,IDT)
[5] GB/T 25854 一般起重用 D 形和弓形锻造卸扣(GB/T 25854—2010 ,ISO 2415 :2004 ,IDT)
[6] ISO 8539:2009 FOrged SteeI Iifting COmPOnentS for USe With Grade 8 Chain
14