ICS 79.120.10
J 65
GB 30461—2013
Safety Of WOOdWOrking machines—Band SaWing machines
2013-12-31 发布
2015-01-01 实施
附录B (规范性附录)在切削区上方的可调式锯条防护装置的试验
附录D (资料性附录)本标准所覆盖各类机床对应本标准的条款指示
附录E (资料性附录)本标准机床名称与GB/T 12448中带锯机名称的对照
本标准第3章、附录A〜附录E是推荐性的,其余为强制性的。
本标准按照GB/T 1.1-2009给出的规则起草。
本标准由中国机械工业联合会提出。
本标准由全国木工机床与刀具标准化技术委员会(SAC/TC 84)归口。
本标准起草单位:福州木工机床研究所、机械工业木工机床产品质量监督检测中心、东台市唐洋带 锯机械有限责任公司、南通茂溢机床有限公司、东台市巨轮木工机械有限责任公司、杭州临安南洋木工 机械有限公司。
本标准主要起草人:郑莉、肖晓晖、王灿宽、崔士龙、钱晓陆、郑文才。
1范围
本标准规定了手动或自动上下料的木工带锯机(以下简称机床)上去除危险和限制风险的要求和/ 或措施。
本标准适用于切削实木、刨花板、纤维板、胶合板和有塑料贴面或贴边材料的机床。
本标准包括与该机床有关的所有危险,详见第4章。
本标准不适用于手持式机床和台式机床(按GB 13960.1和GB 13960.6的规定)。
本标准不包括由其他加工带来的危险(例如,铳削和圆锯切削)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3767-1996声学声压法测定噪声源声功率级反射面上方近似自由场的工程法
GB/T 3768-1996声学声压法测定噪声源声功率级反射面上方釆用包络测量表面的简易法
GB 4208-2008 外壳防护等级(IP代码)
GB/T 5013.1→008额定电压450/750 V及以下橡皮绝缘电缆 第1部分:一般要求
GB/T 5023.1-2008额定电压450/750 V及以下聚氯乙烯绝缘电缆 第1部分:一般要求
GB 5226.1-2008机械电气安全机械电气设备第1部分:通用技术条件
GB/T 6881.2-2002声学声压法测定噪声源声功率级混响场中小型可移动声源工程法第 1部分:硬壁测试室比较法
GB/T 6881.3-2002声学声压法测定噪声源声功率级混响场中小型可移动声源工程法第 2部分:专用混响测试室法
GB/T 6882-2008声学声压法测定噪声源声功率级消声室和半消声室精密法
GB 7247.1-2012激光产品的安全 第1部分:设备分类、要求和用户指南
GB/T 9239.1—2006机械振动 恒态(刚性)转子平衡品质要求 第1部分:规范与平衡允差的 检验
GB 12557—2010 木工机床安全通则
GB 13960.1-2008可移式电动工具的安全第一部分:通用要求
GB 13960.6-1996可移式电动工具的安全带锯的专用要求
GB 14048.4-2010低压开关设备和控制设备 第4-1部分:接触器和电动机起动器 机电式接 触器和电动机起动器(含电动机保护器)
GB 14048.5-2008低压开关设备和控制设备 第5-1部分:控制电路电器和开关元件 机电式 控制电路电器
GB/T 14574-2000声学机器和设备噪声发射值的标示和验证
GB/T 15706—2012机械安全设计通则风险评估与风险减小
GB 16754—2008机械安全急停设计原则
GB/T 16855.1-2008机械安全 控制系统有关安全部件 第1部分:设计通则
GB/T 17248.3 —1999声学机器和设备发射的噪声工作位置和其他指定位置发射声压级的 测量现场简易法
GB/T 17248.5-1999声学机器和设备发射的噪声工作位置和其他指定位置发射声压级的 测量环境修正法
GB/T 17454.1- 2008 机械安全压敏保护装置第1部分:压敏垫和压敏地板的设计和试验 通则
GB/T 18831-2010机械安全带防护装置的联锁装置设计和选择原则
GB/T 19436.2-2013 机械电气安全 电敏防护装置 第2部分:使用有源光电防护器件 (AOPDS)设备的特殊要求
GB 23821-2009机械安全防止上下肢触及危险区的安全距离
GB/T 25078.1-2010声学 低噪声机器和设备设计实施建议 第1部分:规划
EN 982i1996机械安全流体动力系统和部件的安全要求液压装置
EN 983;1996机械安全流动体力系统和部件的安全要求气动装置
3术语和定义
GB 5226.1和GB 12557界定的以及下列术语和定义适用于本文件。
3.1定义
3.1.1
带锯机 band SaWing machine
带一个或多个连续带锯条,安装并运转于两个或多个带锯轮之间的机床。
3.1.2
锯条张紧 SaWbIade Straining
切削时,在锯条上施力,使之在带锯轮上保持一定位置(见图15)。
3.1.3
适张度处理tensioning
通过嵬压或锤打,形成锯切横截面,使锯条前、后边与带锯轮贴紧。
3.1.4
锯条的调整 sawblade tracking
带锯轮上用于锯条定位的方法(见图16)。
3.1.5
卡钩 dogging
切削时用于固定原木的装置。
3.1.6
带工作台带锯机 table band SaW
带固定工作台或倾斜工作台或倾斜架的手动进给带锯机(见图1、图7、图8)。
3.1.7
原木带锯机Iog band SaW
用于原木粗加工的机床。
3.1.7.1
带移动工作台原木带锯机 traveling table IOg SaW
安装有移动工作台和卡钩,手动或机动进给的原木带锯机(见图3)。
3.1.7.2
跑车木工带锯机 reciprocating CaITiage IOg SaW
安装有跑车和卡钩,机动进给的原木带锯机(见图4)。
3.1.7.3
输送带进给原木带锯机 COnVeyO^fed log SaW
以输送带作为机械进给装置的木工带锯机(见图5)。
3.1.7.4
带移动加工头的原木带锯机(门式带锯机)moving head rig log saw (gantry log SaW)
带移动锯切装置的原木带锯机(见图6)。
3.1.8
二次带锯机 band re-saw
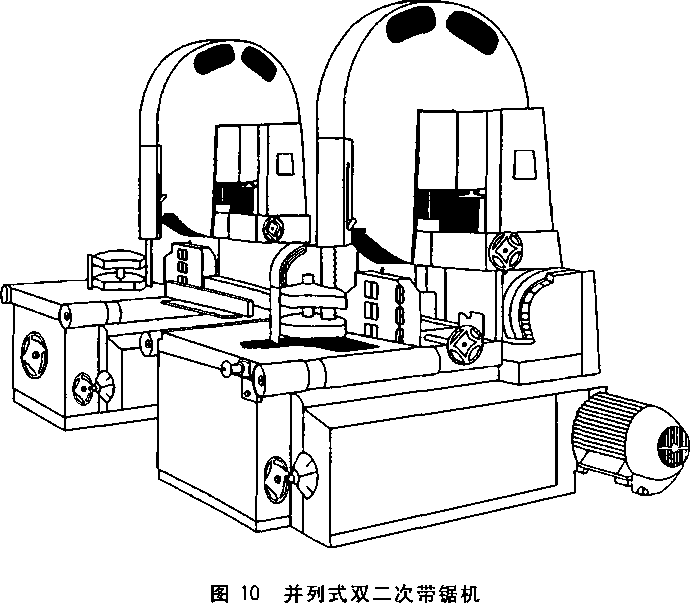
机械进给,对实木进行二次加工的带锯机(见图2、图9、图10、图27和图29)。
3.1.9
手动控制 manual COntrOI
每一加工动作都由操作者引发。
3.1.10
机械致动机构 machine actuator
[GB 5226.1—2008,定义 3.34]o
3.1.11
手动进给 hand feed
[GB 12557—2010,定义 3.3]O
3.1.12
可拆卸的机动进给装置 demountable POWer feed Unit
[GB 12557—2010,定义 3.4]o
3.1.13
机械进给 integrated feed
[GB 12557—2010,定义 3.5]O
3.1.14
起动时间 run-up time
[见 GB 12557—2010,定义 3.14]o
3.1.15
惯性运动时间 run-down time
[GB 12557—2010,定义 3.15]o
3.1.16
机动进给机床的人工上料 manual IOading Of POWeI^fed machines
由操作者直接将工件送至机床的机械进给机构(例如,旋转的进给辐、移动工作台或跑车),即不用 中间上料装置将工件输送或转移到机械进给机构。
3.1.17
机动进给机床的人工下料 manual UnIOading Of PoWeLfed machines
由操作者直接将工件移出机床,即不用中间下料装置将工件输送或转移出机床。
3.1.18
保证书 COnfirmatiOn
[GB 12557—2010,定义 3.19]o
3.2机床主要零部件术语
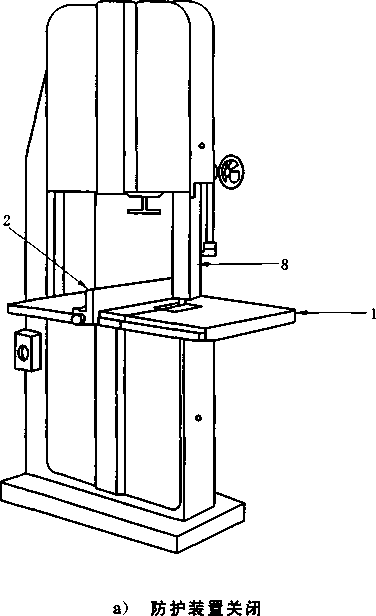
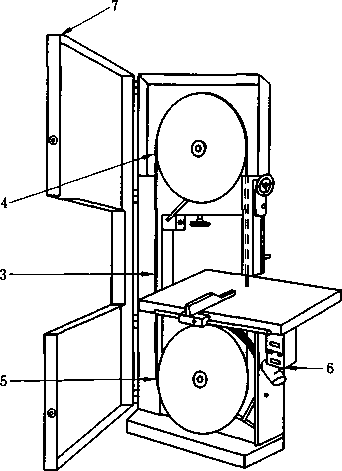
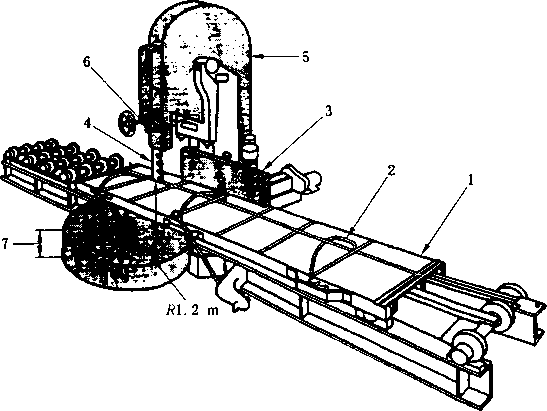
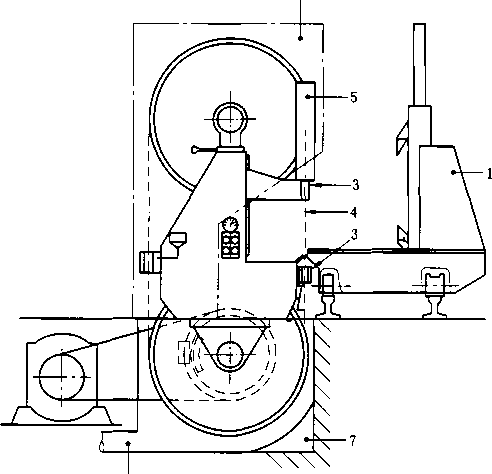
机床主要零部件的名称见图1〜图6。
说明:
1——工作台;
2 —可调式导向板;
3— —带锯条;
4- 一上锯轮;
5―下锯轮;
6— —起动和停止按钮;
7— —锯轮防护罩;
8―锯条的可调式防护装置。
图1防护装置的关闭和打开
说明:
1——进给辗;
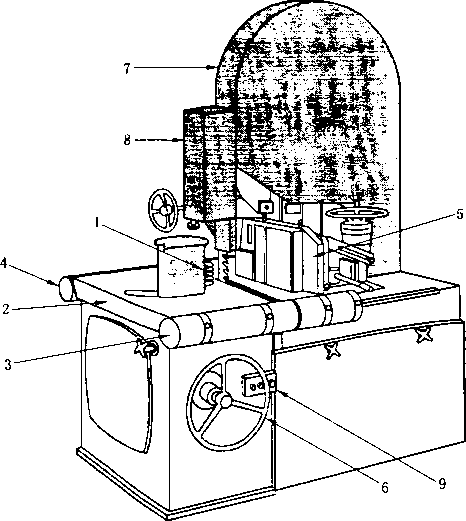
6——进给辐调节手轮;
2— ~工件的支撑(工作台);
3— 前工作台辗轮;
4— 后工作台辗轮;
7— —锯轮防护罩;
8— —锯条的可调式防护装置;
9— —起动和停止按钮。
5--导向板;
图2二次带锯机
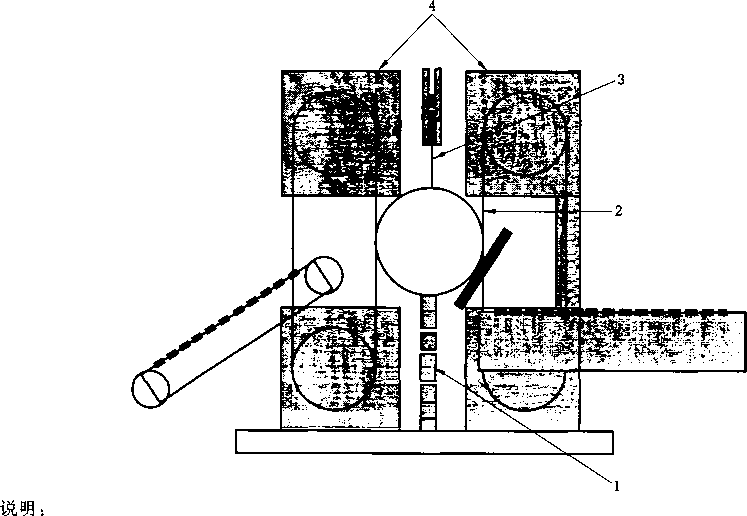
说明:
1— —移动工作台;
2— —卡钩;
3— 导向板;
4~带锯条;
5——锯轮防护罩;
6---锯卡;
7^移动工作台下方高度不大于IOO mmO
图3带移动工作台原木带锯机
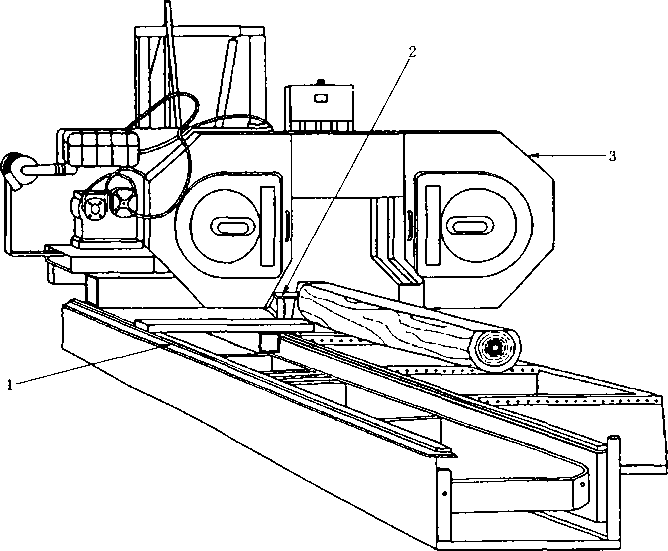
说明:
1——跑车;
2— —锯轮防护罩;
3— —锯条的导向装置;
4——带锯条;
2
5-—锯条的可调式防护装置;
6— —吸尘口;
7- ——地坑。
图4跑车木工带锯机
I-—输送带;
2--带锯条;
3— —销式传动辗轮;
4— —锯轮防护罩。
图5 输送带进给原木带锯机
说明:
1— 一移动加工头;
2— —带锯条;
3— —锯轮防护罩I)
图6带移动加工头原木带锯机
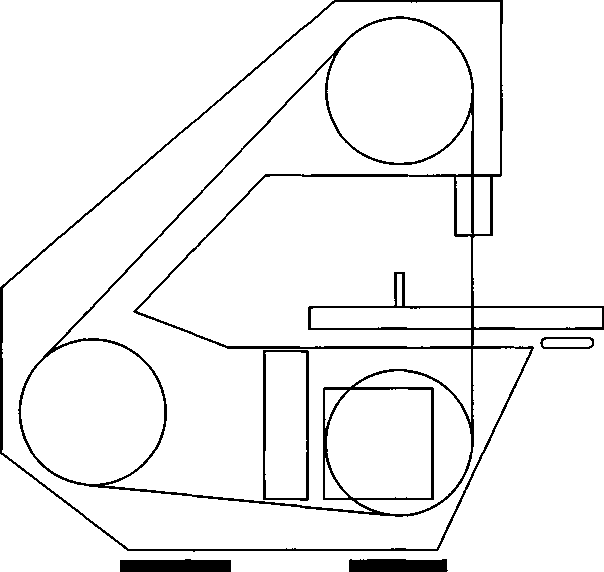
图7手动进给三锯轮带工作台带锯机
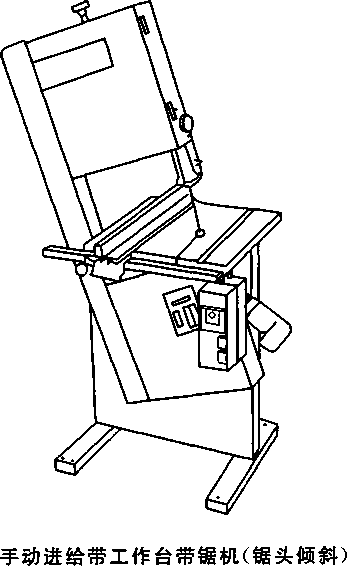
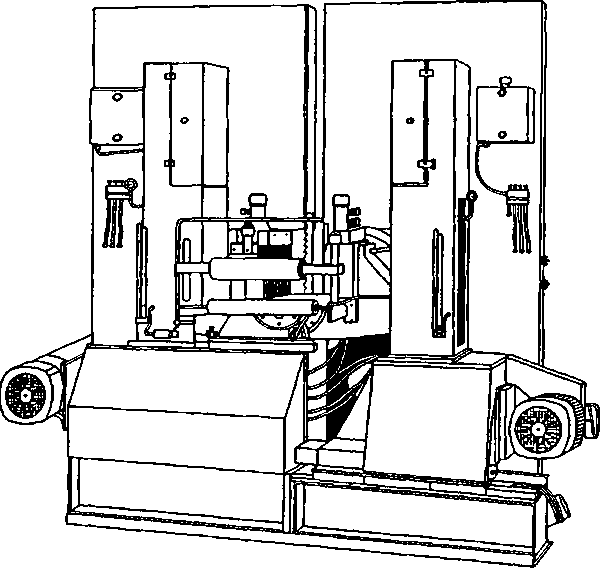
图9双向对面式二次带锯机
4危险一览表
危险一览表(见表1)涉及本机床的所有危险:
——对于重要的危险,通过规定安全要求和/或措施,或者通过指示恰当的B类标准;
——对于不重要的危险,例如一般的、从属的或者次要的危险通过指示恰当的A类标准,特别是 GB/T 15706o
这些危险是通过GB/T 15706—2012的附录B提出的。
表1危险一览表
|
序号 |
危 险 |
符合本标准的室文 |
|
1 |
机械危险: ——由机器部件或工件的下列要素引起的: 形状 相对位置 质量和稳定性(在重力的影响下可能运动的零部件的势能) 质量和速度(可控或不可控的势能) 机械强度 —由以下原因引起的位能积累: 弹性元件(弹簧): 在压力下的液体或气体 |
5.3.2、 5.3.3.1、5.3.6、5.3.7.1.2、 5.3.7.2,5.3.7.3,5.3.8 5.2.2、 5.2.4、5.3.3.1、5.3.3.2、
5.3.5 5.3.1、 5.3.7丄2、5.3.7.3 5.3.2.1、 5.3.6.2 5.3.6 5.4.7、 5.4.8 |
表1 (续)
|
序号 |
危 险 |
符合本标准的条文 |
|
1.1 |
挤压危险 |
5.3.9 |
|
1.2 |
剪切危险 |
5.3.8.5.3.9 |
|
1.3 |
切割或切断危险 |
5.3.7 |
|
1.4 |
缠绕危险 |
5.3.7,5.3.8 |
|
1.5 |
引入或卷入危险 |
5.3.7、5.3.8、5.3.9 |
|
1.6 |
冲击危险 |
5.3.7 |
|
1.7 |
摩擦或磨损危险 |
5.3.2 |
|
1.8 |
高压流体喷射危险 |
5.4.7,5.4.8 |
|
2 |
电气危险,产生原因包括: | |
|
2.1 |
——人体与带电部件的接触(直接接触) |
5.4.4、5.4.15、5.4」6 |
|
2.2 |
——人体与在故障条件下变为带电的零件的接触(间接接触) |
5.4.4,5.4.15,5.4.16 |
|
3 |
由噪声产生的危险,导致: | |
|
3.1 |
听力损失(耳聋)、其他生理障碍(例如失去平衡、失去知觉) |
5.4.2 |
|
4 |
辐射危险: | |
|
4.1 |
激光 |
5.4.12 |
|
5 |
由机械加工时、使用的或排出的材料和物质产生的危险,例如: | |
|
5.1 |
由于接触或吸入有害的液体、气体、烟雾和灰尘导致的危险 |
5.4.3 |
|
5.2 |
火或爆炸危险 |
5.4.1 |
|
6 |
机械设计时忽略人类工效学原则产生的危险: | |
|
6.1 |
—不健康的姿态或过度用力 |
5.2.2 |
|
6.2 |
——不适当的考虑人的手臂或脚腿构造 |
5.2.2 |
|
6.3 |
——不适当的工作面照明 |
6.3 |
|
6.4 |
――人的差错,人的行为 |
6.3 |
|
6.5 |
——手动控制的设计、位置或鉴定方法 |
5.2.2 |
|
6.6 |
—可视显示装置的设计或位置 |
5.2.2 |
|
7 |
由于意外起动、意外运转/意外过速(或其他任何类似故障)产生的 危险: | |
|
7.1 |
——控制系统的失效/故障 |
5.2.1 |
|
7.2 |
——能源中断后的复原 |
5.2.1,5.2.9 |
|
7.3 |
——电力设备的外部影响 |
5.2.1 |
|
7.4 |
——操作者操作失误(机械与人类的特征和能力不匹配,见8.6) |
5.2.1,5.4.5,6.3 |
|
8 |
在正常情况下停止机床的不可能性 |
5.2.2、5.2.4、5.3 |
|
9 |
能量失效 |
5.2.9 |
|
IO |
亳制矗失效 |
5.2.1 |
|
11 |
安装出错 |
528 |
|
12 |
运转中断 |
5.3.2 |
|
13 |
机械零件或流体意外抛射 |
532、5.3.3、5.3.9 |
|
14 |
机器翻倒,意外失去稳定性 |
5.3.1 |
5安全要求和/或措施
5.1 一般要求
机床的安全除应符合本标准的规定外,还应符合GB 12557、GB/T 15706的规定。
5.2控制和指令装置
5.2.1控制系统的安全性和可靠性
对本标准而言,有关安全控制系统包括从最初的手动操纵器或位置传感器到最终的机械致动机构 或部件(例如电机)的输入端(例如电动机或制动)。
机床的有关安全控制系统如下:
——起动锯轮驱动电机(见5.2.3);
——起动机械进给(见5.2.3和5.2.3.3);
——正常停止(见5.2.4.1和5.2.4.2);
—— 紧急停止(如果需要)(见5.2.5);
——停止机动进给辐轮(见5.2.2.1和5.2.5);
——联锁(见 5.3.7.1.1、5.3.7.2.1、5.3.7.3.1、5.3.7.3.2、5.3.7.4 和 5.3.8);
——带防护锁定装置的联锁(见5.3.7.1.1、5.3.7.2.1、5.3.7.3.1和5.3.8);
——模式选择(如果需要)(见5.2.6);
——在跑车、加工头、输送带进给装置或移动式工作台运动时开/关可调式防护罩(见5.3.7.3.2.1);
——触发装置(如果适用)(见5.3.7.2.5);
——补偿装置的运用(见5.3.3.1);
---制动系统的引发(见5.3.4);
---制动释放(见5.2.6);
——压敏装置(如果适用)(见5.3.4);
——光电装置(如果适用)(见5.3.7.2.4)o
这些控制系统至少应采用“经验证”的元器件和原则予以设计和制造。
本标准中“经验证”的元件和原则是指:
a) 电气元器件应符合相应国家标准、行业标准的规定,包括下列元器件:
——强制切断的控制开关(用于联锁的防护装置中作为机械操作的位置传感器)和用于辅助电
路中的继电器应符合GB 14048.5的规定;
——用于主电路上的机电式接触器和电动机起动器应符合GB 14048.4的规定;
——橡胶绝缘电缆应符合GB/T 5013.1的规定;
——通过固定(例如安装在机床床身内部)以防止机械损坏的聚氯乙烯电缆应符合
GB/T 5023.1 的规定。
b) 在电路原则方面,应符合GB 5226.1—2008中9.4.2.1规定的前四种措施,电路应硬接线。若 有关安全控制系统中采用电子元器件,则应符合GB 5226.1—2008中9.4.2.2的要求。
C)机械的零部件应符合GB/T 15706-2012中6.2.5的规定。
d) 防护装置用机械操作的位置传感器如采用强制作用的模式,它的安排和连接以及凸轮设计和 安装应符合GB/T 18831—2010中5.2.2和5.3的规定。
e) 带防护锁的联锁装置应符合5.3.7.1的要求。
f) 气动和液压元器件及系统应分别符合EN983:1996和EN982 = 1996的规定。
g) 电敏保护装置应是GB/T 19436.2-2013中的2类。至少在每次起动机床时,与其连接的有 关安全控制系统一起进行试验。
检验方法:检验相应图样和/或电路图,检查机床及元器件制造者岀具的所有元器件符合相应标准 的保证书。
5.2.2操纵器的位置
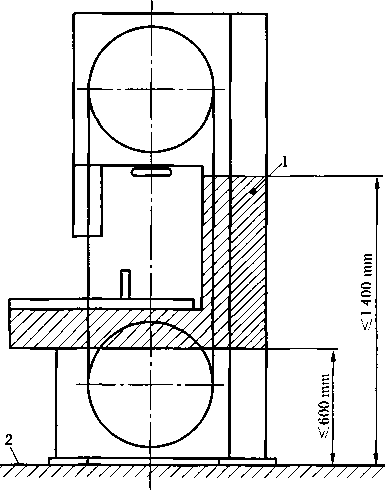
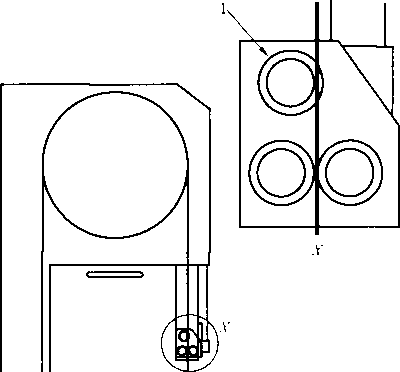
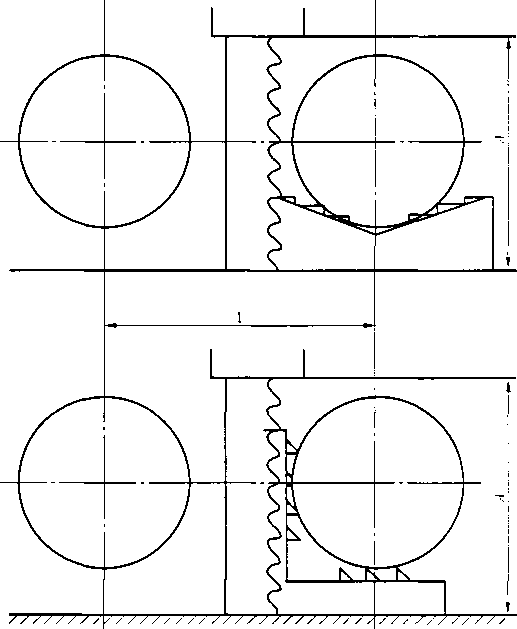
5.2.2.1原木带锯机
用于正常加工的原木带锯机操纵器应安装在下列位置之一。
a) 至少离切削区域1 20Omm处,见图11;
b) 通过阻挡装置使其与切削区域分离,阻挡装置与锯条的距离至少为1 200 mm。
不用于正常加工的固定操纵器,可放置在切削区域1 200 mm范围内。
控制装置不可安装在跑车、输送带、移动加工头、移动工作台或其他加工设备、原木等的行程上。
在任何情况下,操作者均能从其正常操作位置看见锯条的暴露部位,以及往复式跑车或其他相关运 动的全行程,除非机床周围安装挡板或者操纵器被安装在独立的控制室内。
检验方法:检验相应图样和/或电路图,测量、目测,并在机床上作功能试验。
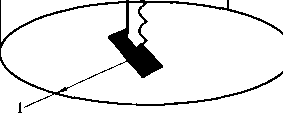
说明:
1——到锯切处1 200 mmo
图11原木锯——锯条周围的危险区域
5.2.2.2带工作台带锯机
带工作台带锯机上的电气控制,包括急停操纵器(如果安装),应安装在图12所示位置。或釆用可 移动的控制面板或独立式控制台。
检验方法:检验相应图样和/或电路图,测量、目测,并在机床上作功能试验。
5.2.2.3二次带锯机
在二次带锯机上,电气控制的操纵器(除了急停操纵器)的位置按5.2.2.2o在所有上料、下料位置 和所有固定的或移动的控制台上都应安装急停操纵器。
检验方法:检验相应图样和/或电路图,测量、目测,并在机床上作功能试验。
说明:
1— —阴影部分为控制位置;
2— —地平线。
图12
5.2.3起动
5.2.3.1 一般要求
见 GB 5226.1—2008 中 9.2.5.2。
对本标准而言,“安全防护装置就位并起作用”是由5.3.7.1中联锁装置的安排而实现的。
而“运转”是指锯轮和机动进给的起动。
带锯轮驱动电机应在所有联锁装置就位并起作用后才能运行。
机械进给应在带锯轮驱动电机起动后才能运行。
检验方法:检查相应图样和/或电路图,检查机床并在机床上作功能试验。
5.2.3.2原木带锯机
在手动操纵的原木带锯机上,用于机械进给的控制器应为“停止-运转”模式,机床周围有联锁防护 挡板的除外。
在手动操纵的原木带锯机上,原木转动装置控制器应为“停止-运转”模式,除非该原木转动装置由 带锁紧的环形护板包围。
检验方法:检验相应图样和/或电路图,检查机床并在机床上作功能试验。
5.2.3.3带工作台带锯机
若制造商在带工作台带锯机上安装了可拆卸式机械进给装置,则应在该装置上安装独立的起动控 制器。
检验方法:检验相应图样和/或电路图,检查机床并在机床上作功能试验。
5.2.4正常停止
5.2.4.1 一般要求
在主控制位置应装有一个正常停止操纵器,除非在此有一急停控制操纵器能满足正常停止要求,且 该操纵器能停止所有的机床致动机构。
正常停止控制系统应为:
a) 机床上若装有一个电气制动器,应按GB 5226.1-2008中9.2.2的1类。
b) 其他情况应按GB 5226.1—2008中9.2.2中的。类。
当装有1类停止操纵器时,正常停止顺序应为:
——除工件夹紧(如果提供)外,切断所有机床致动机构的动力,引发制动。
——制动完成后切断到制动器的动力。
若釆用时间继电器,则延时至少等于最小的制动时间。时间继电器应是固定的或其延时调整装置 是密封的。
检验方法:检查相应图样和/或电路图,检查机床并在机床上作功能试验。
5.2.4.2装有可拆卸式进给装置的带工作台带锯机
若机床上装有可拆卸式机械进给装置或电连接至一个可拆卸机动进给装置,应按5.2.4.1要求提供 一个附加的停止控制器,并安装在主控制位置。
检验方法:检查相应图样和/或电路图,检查机床并在机床上作功能试验。
5.2.5紧急停止
应符合GB 16754的要求。
除不带有可拆卸式进给装置的带工作台带锯机外,所有机床均应安装急停操纵器。
若机床装有一个机械式制动器,则急停控制系统应按GB 5226.1—2008中9.2.2的0类。
其他情况则按GB 5226.1—2008中9.2.5.4中的1类,且停止的顺序应按5.2.4。
应避免由重力、压力(例如由自动机械挡块或夹紧装置产生的)等引起的危险运动。
检验方法:检査机床相应图样和/或电路图,检查、测量并在机床上作功能试验。
5.2.6调整模式
在锯轮直径小于1 200 mm且切断电源即开启制动的机床上,当需用手转动锯轮进行锯条调整时, 应先使锯轮停止运转,再释放制动,然后进行调整。
在锯轮直径大于等于1 200 mm的机床上,且在调整时允许无制动惯性运转,应提供模式选择器, 并应完全满足GB 12557—2010中5.3.4.2的要求。
检验方法:检验相应图样和/或电路图,检查机床并在机床上进行功能试验。
5.2.7转速改变
应提供转速改变装置,并应在起动前调整好。
检验方法:检验相应图样和/或电路图,检查机床并在机床上进行功能试验。
5.2.8双倍指令控制
当机床的机械进给和/或带锯轮驱动电机上装有二个控制操纵器,则应符合GB/T 15706—2012中 6.2.11.8e)的规定。在给定的时间内只能允许一个控制操纵器有效。
检验方法:检查相应图样和/或电路图,检査机床并在机床上作功能试验。
5.2.9动力源故障
电驱动的机床应对电源中断随后复原的重新起动按GB 5226.1-2008中7.5的第1段和第3段进 行防护。
装有工件气动夹紧装置的机床,应在动力源故障情况下,保持气源的气压,例如通过使用一单向阀 来防护。
检验方法:检查相应图样和/或电路图,检査机床并在机床上作相应功能试验。
5.2.10控制电路失效
见 5.2.10
5.3机械危险的防护
5.3.1稳定性
机床上应有将其固定在地面或其他稳定结构上的措施,例如机床底座上的孔或其他结构。
移动式机床也应装有刹车,用于固定车轮。
每一带锯轮均应按GB/T 9239.1—2006的G6.3进行静平衡。
检验方法:检查相应图样,检查机床,在机床上作功能检验,检查锯轮的平衡或制造商平衡等级的保 证书。
5.3.2运转中的断裂危险
5.3.2.1防护材料的特性
防护装置应安装在机床的主机架上并包围带锯条,除了带工作台带锯机的可调式防护装置的内表 面可釆用抗拉强度1 500 N∕mm2的弹簧钢且壁厚不小于0.5 mm外,所有材料均应符合表2的要求:
表2防护装置材料的特性
|
带锯轮直径d mm |
抗拉强度 350 N∕mm2 的钢 |
抗拉强度 180 N∕mm2的轻合金 |
聚碳酸酯或等 强度的塑性材料 |
抗拉强度 200 N∕mm2的铸铁 |
|
材料的最小壁厚 Inm | ||||
|
≤315 |
1.0 |
2.5 |
2.0 |
5.0 |
|
315VdVl 000 |
1.5 |
3.0 |
3.0 |
5.0 |
|
≥1 000 |
2.0 |
3.5 |
3.0 |
5.0 |
检验方法:检査相应图样,检查、测量机床及材料制造者提供的抗拉强度的保证书。
5.3.2.2清洁和润滑
5.3.2.2.1 清洁
机床应安装保证锯条和锯轮清洁的装置,如刷子或刮刀(见图13和图14)。
无需辅助工具应能手动调整清洁装置。
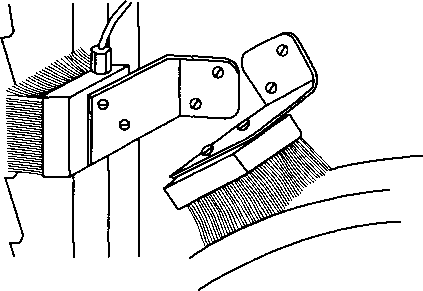
图13锯条和锯轮的清洁
检验方法:检査相应图样,目测,并在机床上进行功能试验。
5.3.2.2.2 润滑
二次带锯机和原木带锯机应装有润滑系统(见图14),并在机床运行时向锯条和/或锯轮提供润滑 油。润滑油的储油器应有足够的容量,以保证至少连续工作4 h。
检验方法:检验相应图样,计算,目测并在机床上进行功能试验。
说明:
1— —滴油嘴;
2— —锯条刷;
3— —清洁装置在打开位置;
4— —清洁时关闭。
5.3.3锯卡和锯条设计
5.3.3.1锯卡的张紧和调整
应提供调整锯条张紧的装置。并提供补偿装置以保持锯条在正常运行时的张紧度(见图15)。
一种方法为一个带锯轮可倾斜,以保证锯条能正确调整(见图16)。在锯轮直径小于900 mm的机 床上,无需工具应能进行调整。
注意:调整时允许无制动惯性运转,见5.2.6和5.3.4。
如果是动力调整锯条的机床,且所有的防护装置都关闭,需提供锯条的定位措施,可通过以下方法: 在机床工作台上标记或在锯轮防护罩上开可视窗等。可视窗的开口位置及大小应符合GB 23821-2009中表2和表5的规定。
检验方法:检査相应图样和/或电路图,检查、测量并作锯条张紧器的功能试验。

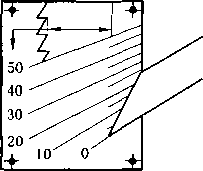
50
40
30

图15
锯条的张紧

说明:
1——可倾斜的锯轮;
5.3.3.2锯条导向装置
机床应配备锯条导向器,并应符合表3所列的各项要求。
表3锯条导向装置的要求
|
机床的设计 |
允许的锯条导向类型 |
要求的锯条 导向位置 |
锯卡调整装置 | |||
|
辐轮 |
成对型 |
压力型 | ||||
|
垂直锯条一锯轮直径≤315 mm |
√ |
√ |
(至少)在工 件上方 |
上部 | ||
|
垂直锯条一锯轮 直径>315 mm |
不经适张度处理 |
√ |
在工件的 上方和下方 |
上部 | ||
|
经适张度处理 |
√ |
√ | ||||
|
水平锯条 |
不经适张度处理 |
√ |
√ |
在工件 的两边 |
靠近从动锯轮 | |
|
经适张度处理 |
√ |
√ | ||||
如果安装成对型导向器,应根据表3规定,其中在工件的一边应该是可以调节的,以便其向工件或 工件支承平面移动,并在该位置上固定(见图17)。
机床的锯条若不经适张度处理,则后导向器(推进跟轮)应安装在工件上方,保持锯条在锯切时定位 (见图18) o
检验方法:检查相应图样,检査机床并在机床上作相应功能试验。

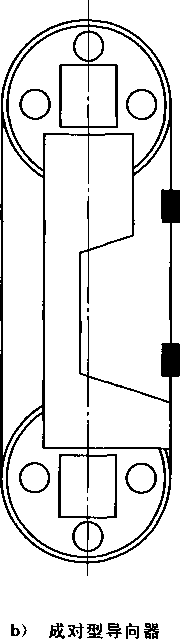
图17锯条导向器——经适张度处理的锯条
说明:
1—推进辗轮。
图18不经适张度处理的锯片——后导向器(推进辐轮)
5.3.4制动
5.3.4.1能接触到锯条的机床
惯性运转时间超过10 S的机床,应提供有自动的制动器。制动时间应小于IO SO
机床的制动时间不应超过10 S的机床,若起动时间超过10 S的,制动时间应小于起动时间,但不应 超过30 SO
5.3.4.2不能接触到锯条的机床
惯性运转时间超过60 s的机床,应提供有自动的制动器。
机床的制动时间不应超过60 so
检验方法:惯性运转时间,起动时间和制动时间的确定方法见以下相关试验。
5.3.4.3试验条件
按 GB 12557—2010 中 5.3.4.2。
5.3.4.4 试验
5.3.4.4.1不制动的惯性运转时间
按下列要求测量不制动的惯性运转时间:
测量从操作停止操纵器至锯轮停止运转所经过的时间。
上述3次测量的平均值为不制动的惯性运转时间。
5.3.4.4.2起动时间
按下列要求测量起动时间:
测量从操作起动操纵器至锯轮达到预定转速所经过的时间。
上述3次测量的平均值为起动时间。
5.3.4.4.3制动时间
按下列方法测量制动时间:
a) 停止带锯轮运转:制动时间从操作停止操纵器开始,至带锯轮停止运转结束;
b) (―)2min(式中,P——电机额定输入功率,kW)后重新起动带锯轮:重新起动间隔不应小于
7.3
1 min,不大于 60 min;
C)重新起动主轴驱动电机,空运转(77)2min,空运转时间应不少于1 min,不大于60 minO
若机床功率不大于7.5 kW,上述步骤重复10次,10次的平均值为制动时间。
若机床功率大于7.5 kW,上述步骤重复3次,3次的平均值为制动时间。
5.3.4.4.4锯条调整时的制动
锯条调整模式时,允许不制动惯性运转,并应全部满足下列要求(见5.2.6):
a) 锯轮的起动应为“停止-运转”模式;
b) “停止-运转”引发后2 min,引发制动;
C)若防护罩开启或急停按钮操作时应引发制动,也就是跳过调整模式。
检验方法:检查相应图样和/或电路图,检查机床并在机床上作相应功能试验。
5.3.5将抛射的可能性和影响降低到最小的装置
见 5.3.2。
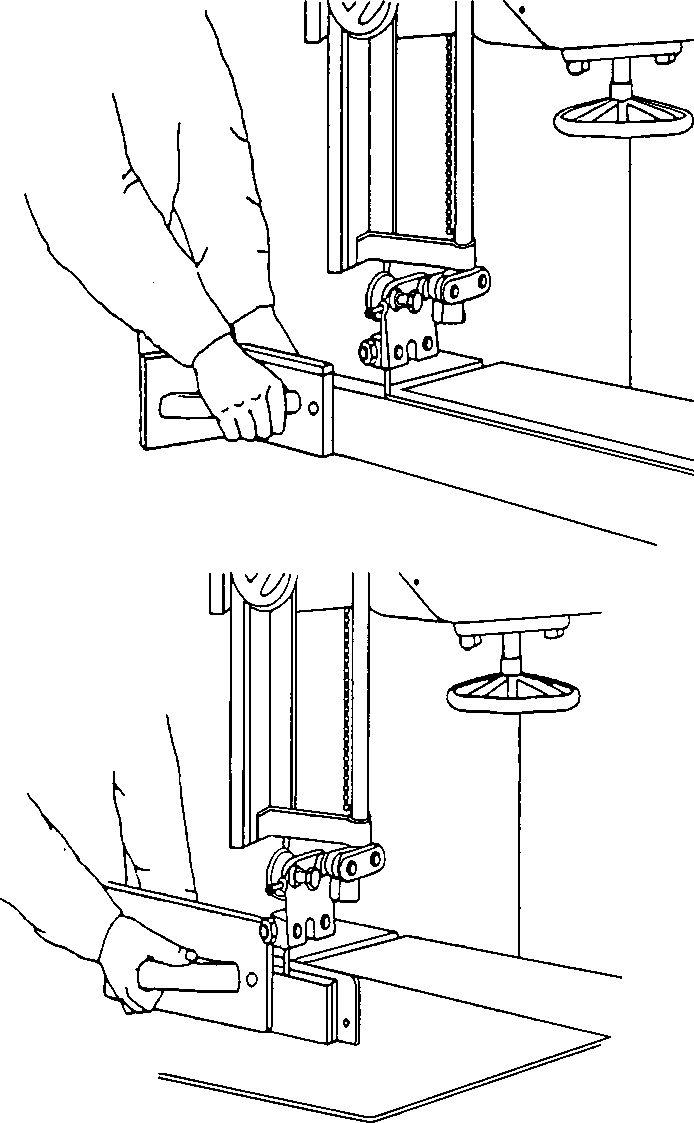
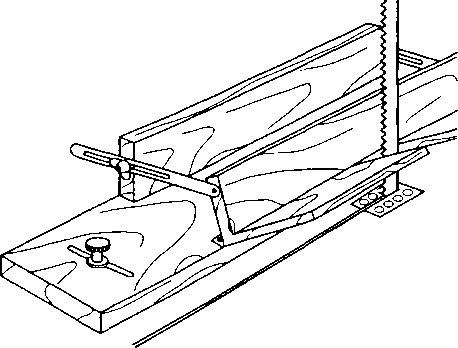
5.3.6工件的支承与导向装置
5.3.6.1带工作台带锯机的导向装置(工件导向)
能直线锯切的带工作台带锯机应提供可调节的导向板。带倾斜工作台的机床,在锯条任一边允许
安装导向板。导向板的尺寸按表4的规定。
检验方法:检査相应图样,检查并测量。
表4 单位为毫米
|
d1 |
C |
e |
Q min |
|
≤320 |
125 |
155 |
≥50 |
|
320<t∕1≤440 |
135 |
180 |
90 |
|
440 |
145 |
225 |
90 |
|
540<^t≤640 |
200 |
250 |
90 |
|
640<<∕1≤740 |
228 |
300 |
90 |
|
740<√ι≤840 |
250 |
355 |
90 |
|
840<i∕1≤900 |
300 |
375 |
90 |

5.3.6.2带工作台带锯机的工作台
工作台的最小尺寸应符合图19的规定。
工作台的开口处装有可换的矩形嵌板,见图20,嵌板材质为木质、塑料或轻合金。
工作台的倾斜角度不能大于20oo
检验方法:检査相应图样,检查并测量。
5.3.6.3原木横截带工作台带锯机
用于横截原木的带工作台带锯机,应提供进给装置,用于原木在切削过程中的支承和导向。此进给 装置既可以是装有导向板的移动工作台(原木紧贴导向板或导向板的形状能固定原木),也可以是一附 加装置,其上面的导向板可以安装在工作台上,且不用时仍固定在机床上(见图21)。
进给装置应能锁定在上料位置。
进给装置在设计上应使原木在横截时被固定或夹紧,如使用销钉、悬臂式夹具、支架。
制造商应提供机床设计的最大长度原木的工件支承力。位于锯条侧面的最小工件支承力,其尺寸 为图19中的且至少是工件长度的一半。
进给装置的最大行程至少比最大切削高度大20 mm(见图22)。
切削后,进给装置应自动返回上料位置,且工件或进给装置不接触锯条后背,如通过返程让刀的 方法。
进给装置的运动,不能暴露工作台下方的锯条或切削区域。
检验方法:检查相应图样和/或包括电路图,检查、目测并在机床上作相应功能试验。
说明:
1— Λ向视图;
2— —切削运动;
3— 工作台。
图21切削区的防护——横截原木带锯机
说明:
1 最大行程=A + 20 mm;
A——机床的最大切削高度。
图22横截原木带锯机——最大行程
5.3.7进入运动零部件的防护
5.3.7.1带工作台带锯机的防护
5.3.7.1.1无切削区的防护
机床锯轮的顶部和底部,以及位于无切削区域的锯条,均应釆用固定式和/或带锁紧的可调式防护 装置来防护(见图I)O
对于最大惯性运转时间超过IO S的机床,需要带防护锁紧。此类锁紧装置应按GB/T 18831中 表1的规定,进行条件开锁。
所有安装了倾斜工作台或倾斜加工头的机床,工作台或倾斜加工头的下部与下锯轮防护装置之间 的锯条,应釆用固定防护装置从工作台或倾斜加工头的各个角度对其进行防护(见图23)。
检验方法:检查相应图样,检查、测量并在机床上作相应功能试验。
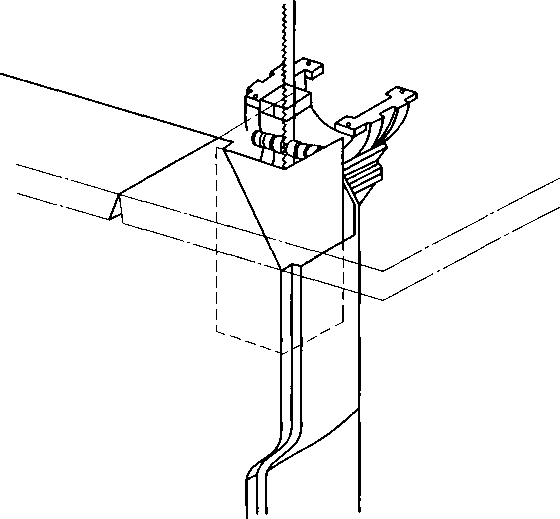
图23工作台下方的防护
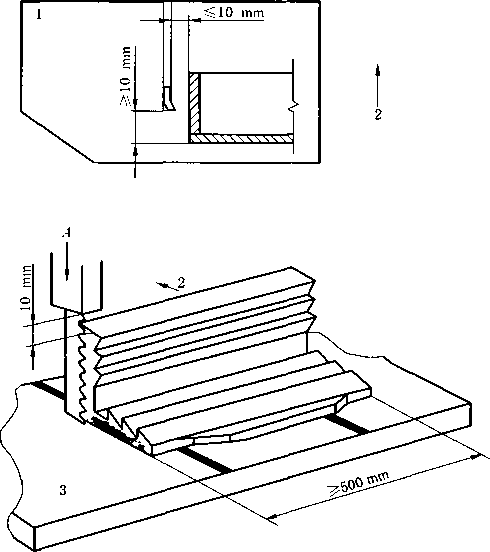
5.3.7.1.2带工作台带锯机上切削区域的防护
对带工作台带锯机和横截原木带锯机,其锯条的切削区域应由可调式防护装置进行防护。该防护 装置在更换锯条时,无需从机床上移去。
可调式防护装置应装在上锯条导向装置上,并随之移动,且能从四面包围住锯条(见图24)。
对可调式防护装置的调节,既可以是自锁紧也可以是被锁紧定位。
防护装置应能调节至工作台上。
防护装置不受控制的上下运动速度应小于在30 mm/s,且移动防护装置的最大垂直方向的力,如 果是直接施加,应为20 N±20⅝o
此外,用于横截原木的机床,其锯条的暴露部分,在上料时应釆用阻挡装置予以防护。该阻挡装置 可以垂直调节,例如釆用固定在框架边缘或移动工作台上的装置(如图21)。阻挡装置允许采用可调式 防护装置。
在上料位置的前方,进给装置的正面(至少比工作台与处于最高位置的可调式防护装置之间的垂直 距离短10 mm)作为锯条右边的阻挡装置。
检验方法:检査相应图样,检查、测量并在机床上作相应功能试验。
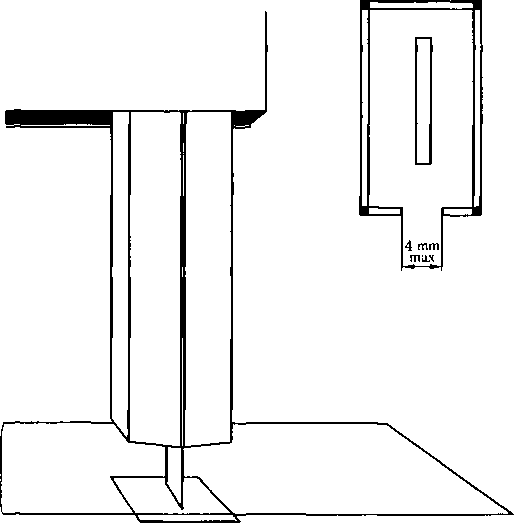
图24可调式防护装置——带工作台带锯机
5.3.7.1.3可拆卸的机动进给装置
如果带工作台带锯机上安装可拆卸式机动进给装置(见图25),应符合5.2.3和5.2.5的规定。
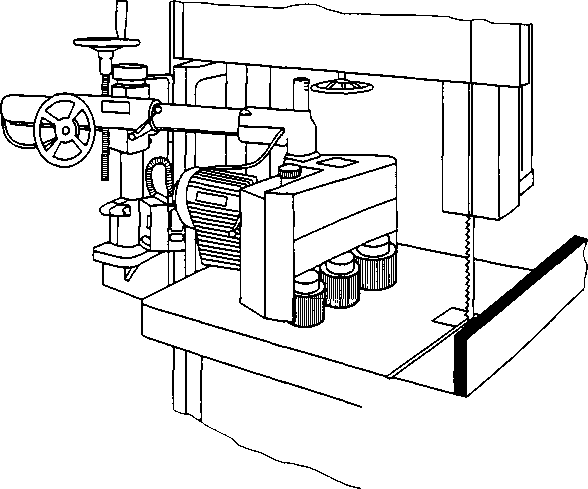
图25带可拆卸式机动进给装置的带工作台带锯机
5.3.7.2二次带锯机的防护
5.3.7.2.1二次带锯机无切削区域的防护
二次带锯机无切削区域的防护,应符合5.3.7.1.1的规定。当下锯轮位于地坑中,则无需安装防护 装置,但地坑盖应与上锯轮防护装置一样进行联锁。
制造商应做到以下几点:
a) 设计与地坑盖联锁的控制电路,当地坑盖关闭时,机床才能运行;
b) 提供联锁装置和电气连接头;
C)在使用说明中提供上述信息,以便安装者安装。
检验方法:检查使用说明书、相应图样和电路图,检查机床并在机床上作相应功能试验。
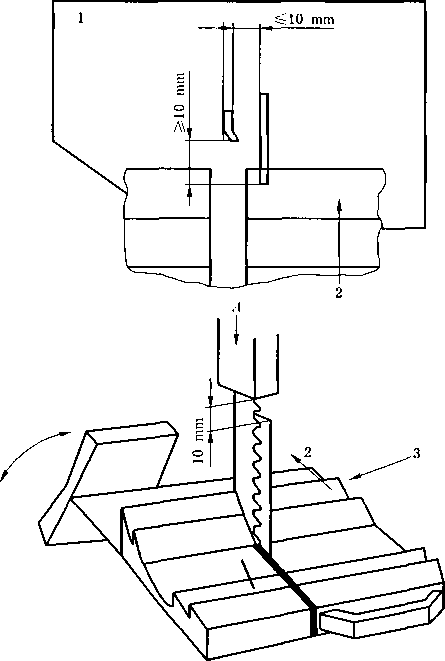
5.3.7.2.2二次带锯机切削区域的防护
二次带锯机切削区域的防护应为以下之一:
a) 根据5.3.7.1.2的规定,提供可调式防护装置,除非该装置从至少三面包围锯条,即切削面和至 少其他两面,且可向下调至机械进给工作面上;
b) 釆用固定的和/或可调式防护装置,以阻止进入切削区域,所有的上/下料口均需符合 GB 23821—2009 表 2 的规定。
检验方法:检查相应图样,检查、测量并在机床上作相应功能试验等。
5.3.7.2.3二次带锯机上的机动水平进给辗
当二次带锯机的工作台面上安装水平辐轮时,应根据图26中所给尺寸,对辗轮间隙的进行防护。 检验方法:检査相应图样,检査、测量并在机床上作相应功能试验。
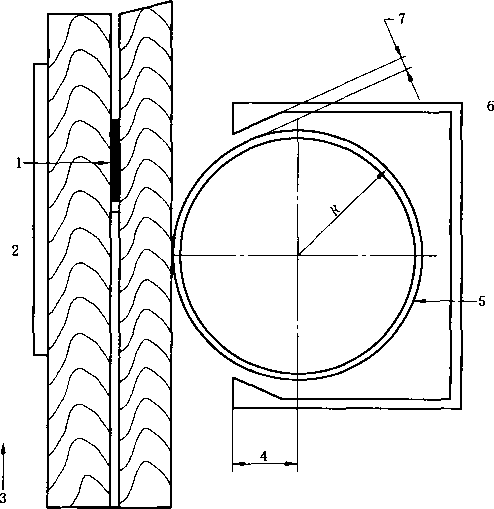
说明:
1— —锯条;
2— —导向板;
3— —进给方向;
4---最小R的1/2;
5— —进给辐轮;
6— —防护罩;
7--最大为4 mm。
图26二次锯机上的进给跟轮的防护
5.3.7.2.4二次带锯机的辐轮工作台(见图27)
辐轮工作台应进行防护,可釆用下列方法:
a) 辐轮间隙应满足图28中所给尺寸;
b) 在垂直于工件支承面上,大于1 m的距离处安装压敏装置(压敏装置应符合GB 17454.1的规 定),应在机床全长上起作用,使危险运动停止;
C) 在垂直于工件支承面上,大于1 m的距离处安装电敏防护装置(电敏防护装置应符合 GB/T 19436.2的规定),应在机床全长上起作用,使危险运动停止。
检验方法:检查相应图样,检查机床并在机床上作相应功能试验。

图27二次带锯机上的辐轮工作面
说明:
1--间隙,间隙不大于4 mm;
2— —进料辐或出料辗;
3— —辗轮工作台。
图28工作台上辗轮的最大间隙
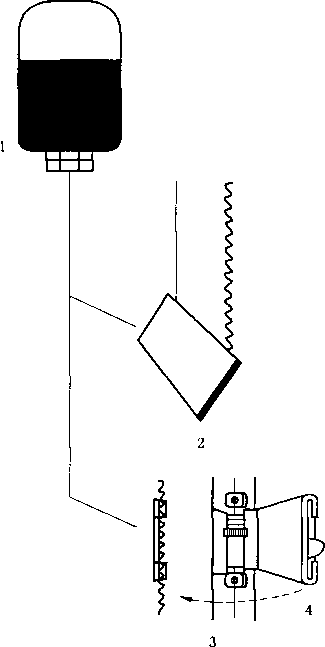
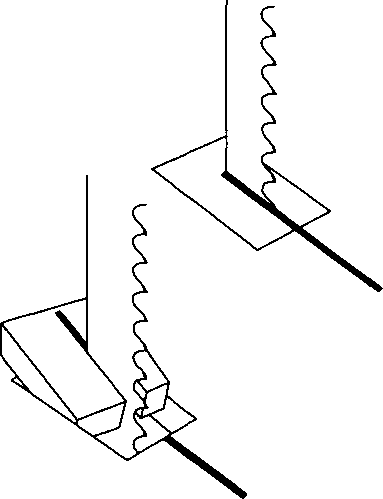
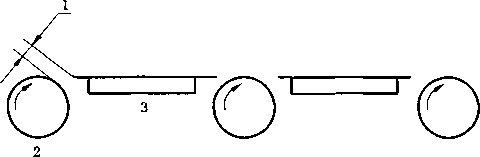
5.3.7.2.5二次带锯机上的进给辐轮
通过防护装置阻止进入进给辐.按图26中所给尺寸设计防护装置,若图26的要求不能满足时,可 采用其他防护装置,例如阻挡装置或触发装置(见图29)。如果安装触发装置,其应位于辐轮的前方及 上方,可停止进给辐轮的运动。
检验方法:检查相应图样,检查、测量并在机床上作相应功能试验。

说明:
1——触发装置。
图29进给带触发装置的二次锯机
5.3.7.3手动控制的原木带锯机的安全防护
5.3.7.3.1手动控制的原木带锯机的非切削区域的防护
手动控制的原木带锯机非切削区域的防护,应符合5.3.7.1.1的规定。当下锯轮位于地坑中,则无 需安装防护装置,但地坑盖应与上带锯轮防护装置一样的要求进行联锁。
制造商应做到以下几点:
a) 设计与地坑盖联锁的控制电路,当地坑盖关闭时,机床才能运行;
b) 提供联锁装置和电气连接头;
C)在使用说明中提供上述信息,以便安装者安装。
检验方法:检査使用说明书、相应图样和电路图,检查机床并在机床上作相应功能试验。
5.3.7.3.2手动控制的原木带锯机的切削区域的防护
5.3.7.3.2.1跑车木工带锯机
跑车木工带锯机应采用以下措施之一进行防护: a)可调式防护装置(见图4和图30)。

图30可调式防护装置
——如果锯条有两个切削边,则防护装置应至少在三面将锯条包围,即切削边和外边。如果锯条有 一个切削边,则防护装置应至少包围切削边和外边。
——可调式防护装置的开关应安装在操作者的位置上。当操作者离开其操作位时,防护装置会自 动关闭,如通过带联锁的保持-运转控制装置。
——在跑车开始运动前,防护装置应到达锯卡的位置。
——该防护装置应通过附件B的试验。或
b)符合5.3.8规定的包围挡板。
检验方法:检査相应图样和电路图,检查机床,在机床上作相应功能试验,并通过附录B的试验。
5.3.7.3.2.2带移动加工头的原木带锯机
应按5.3.7.3.2.1的规定,对锯条的切削区域进行防护。
检验方法:检查相应图样和电路图,检查机床,在机床上作相应功能试验,并通过附录B的试验。
5.3.7.3.2.3输送带进给的原木带锯机
应按5.3.7.3.2.1的规定,对锯条的切削区域进行防护。
检验方法:检查相应图样和电路图,检査机床,在机床上作相应功能试验,并通过附录B的试验。
5.3.7.3.2.4移动工作台原木带锯机
对锯条的切削区域进行防护,即可以选用符合5.3.7.3.2.1的规定的可调式防护装置,也可以选用阻 挡装置,其在移动工作台下方不超过IOO mm处,并与锯条距离至少为1.2 m,可阻止进入锯条的切削区 域(见GB 23821—2009的表2和图3)。
检验方法:检査相应图样和电路图,检查机床,在机床上作相应功能试验,并通过附录B的试验。
5.3.7.3.3手动控制的原木带锯机的进给
5.3.7.3.3.1跑车木工带锯机
由运动跑车的电缆或类似装置产生的卷入、挤压等危险区域,应由固定式防护装置进行保护(见 GB 23821—2009 的表 2)。
阻止进入跑车的行程上,可设置阻挡装置,其高度在1.0 m〜1.2 m之间,与危险区域距离至少为
1.4 mo或者釆用固定距离的防护装置,或者是这些防护装置的组合。
应提供限位开关或机械限位装置,防止跑车运动至其最大行程之外。
跑车应自动锁紧在其上料位置,如通过制动器或夹具。
检验方法:检查相应图样,检查机床并在机床上作功能试验。
5.3.7.3.3.2移动加工头原木带锯机
由运动移动加工头的电缆或类似装置引起的卷入、挤压等危险区域,应由固定式防护装置进行防护 (见 GB 23821—2009 的表 2)。
阻止进入移动加工头的行程上,可设置阻挡装置,其高度在1.0 m~1.2 m之间,与危险区域距离至 少为1.4 m。或者釆用固定距离的防护装置,或者是这些防护装置的组合。
并提供限位开关或机械限位装置,防止移动加工头运动至其最大行程之外。
移动加工头应自动锁紧在其上料位置,如通过制动器或夹具。
检验方法:检查相应图样,检査机床并在机床上作功能试验。
5.3.7.3.3.3输送带进给的原木带锯机
由输送链或其他进给机构引起的卷入、挤压等危险区域,应由固定式防护装置进行保护(见 GB 23821—2009 的表 2)。
检验方法:检査相应图样,检查机床并在机床上作功能试验。
5.3.7.3.3.4移动工作台原木带锯机
由运动移动工作台的电缆或类似装置引起的卷入、挤压等危险区域,应由固定式防护装置进行保护 见 GB 23821—2009 的表 2)。
并提供限位开关或机械限位装置,防止移动工作台运动至其最大行程之外。
移动工作台应自动锁紧在其上料位置,如通过制动器或夹具。
检验方法:检査相应图样,检查机床并在机床上作功能试验。
5.3.7.4传动机构(带锯轮,进给装置等)的防护
带锯轮的传动机构和机械进给的传动机构,应由固定式防护装置或活动式联锁防护装置来防护。 若防护装置打开时能进入刀具,则防护装置应采用带防护锁的活动式联锁防护装置。
检验方法:检査相应图样,检查机床并在机床上作功能试验。
5.3.8自动化和机械化
应符合 GB 12557—2010 中 5.3.9,此外:
对于运动件(如加工头、跑车和/或其他进给机构等)不是手动控制的机床,也就是说其每一个单独 的切削行程都不是在操作者控制之下完成的,则必须防止接触运动的危险部件。例如:通过最低高度为 1.8In的包围挡板进行防护。用于联锁的安全控制系统,应符合GB/T 18831—2002的表1的规定,进 30
行有条件的解锁。包围挡板上的其他开口,如上料口和出料口,应符合GB 23821-2009的规定。 检验方法:检查相应图样,检查机床并在机床上作功能试验。
5.3.9 卡钩
应在跑车、移动加工头和带移动工作台原木锯上配备卡钩。安装上应能防止其与锯条接触。
卡钩的形式应如图3所示,在其静止位置时(如在不用时),不能在操作者一侧突起并超出工作台的 垂直平面。
在跑车、移动加工头支架、带移动工作台原木锯的切削行程上的'停止-运转'控制器,只有当卡钩系 统开启时才能进行操作。
检验方法:检查相应图样和/或电路图,检查机床并在机床上作功能试验。
5.3.10带工作台带锯机的安全装置
应配备推杆,且在机床的上料处设置存放推杆的装置。
检验方法:检查相应图样,检查机床。
5.4非机械危险的防护
5.4.1火和爆炸
为了避免和最大限度地减小火和爆炸危险,应满足5.4.3和5.4.4的要求。
5.4.2噪声
5.4.2.1设计阶段的降噪
设计机床时,应考虑GB 12557-2010的附录B和GB/T 25078.1—2010中在噪声源方面控制噪声 的信息和技术测量。
5.4.2.2噪声测量
5.4.2.2.1空载噪声声压级限值及测量
机床在空运转条件下,测定出的机床噪声最大声压级不得超过GB 12557—2010中表4的规定。
测量噪声时的机床工作(运转)条件按附录C的规定。
测量方法按GB 12557-2010中5.4.2.2.2的规定。但环境修正系数Kza或局部环境修正系数K3A
应小于等于4 dB(A)o
局部环境修正系数Km应按GB/T 17248.5 -1999附录A中的A.2计算。
5.4.2.2.2噪声声功率级的测定
在本标准实施2年之内,应进行机床噪声声功率级的测定。测出的机床噪声声功率级连同工作(运 转)条件及测定方法记入机床的使用说明书。
测定方法按GB 12557—2010中5.4.2.2.2和本标准的附录C的规定。传声器的位置应为9个,按 附录C。
5.4.2.3噪声声明
见 6.3n)。
5.4.3木屑、粉尘和有害气体的排放
应采取措施从机床中吸出粉尘和木屑。在机床上设置有吸尘管接头以便机床与吸尘系统相连接。
注:为了保证木屑和粉尘从其原始点被输送到收集系统,建议吸尘罩、导管、挡板的结构应满足抽出的气体在导管 中的速度为20 m∕s(对于含水率小于等于18%的木屑)和28 m/s (对于含水率大于18%的木屑)。
检验方法:检查相应图样,检查机床。
5.4.4电气设备
应符合GB 5226.1的要求。尤其是电击防护应按GB 5226.1-2008第6章的规定,短路保护和过 载保护应按GB 5226.1-2008第7章的规定。保护接地应按GB 5226.1-2008第8章的规定。控制装 置的外壳和电动机等的防护等级应达到GB 4208—2008中IP54o
检验方法:检查相应图样和/或电路图,检查机床,按GB 5226.1作相应试验。
5.4.5人类工效学和安全搬运的要求
机床人类工效学和安全搬运的要求应符合GB 12557-2010中5.4.5和本标准5.2.2的规定。
检验方法:检查相应图样,测量、检查机床。
5.4.6照明
见附录A。
5.4.7气动装置
见 5.2.1,5.2.9,5.4.6,6.1 和 EN 983:1996 规定。
5.4.8液压装置
见 5.2.1,5.4.6 和 EN 982:1996 规定。
5.4.9热危险
不适合。
5.4.10危险材料
见 5.4.3。
5.4.11振动
按5.3.1作锯轮静平衡。
5.4.12激光
若机床用激光来指示切削线,则应按GB 7247.1—2012中1级、2级或3A级。
在视觉危险区域的直接视觉接触应被防护,例如使用延伸装置以保证安全距离。
检验方法:检查相应图样,检査机床及激光制造者的保证书。
5.4.13静电
不适合。
5.4.14装配错误
见 6.3o
5.4.15能量输送的切断
见 GB/T 15706—2012 中 6.2.10 和 6.3.5.4。
电源的切断开关应按GB 5226.1-2008中5.3.2除型式d外的规定。
若机床连接三相电源,则应配备相序传换器。
气动系统应安装合适的切断装置,例如一个阀门。该装置应能将其锁定在断开位置,例如加一 把锁。
装有一个液压装置的机床,应釆用电的切断开关切断。当能量储存在储存器或管道时,应提供释放 残余压力的措施,例如釆用一个阀。残余能量的释放不应通过任何管道或管接头的切断来实现。
检验方法:检査相应图样和/或电路图,检查机床并在机床上作功能试验。
5.4.16维修
机床维修方面的有关要求按GB 12557-2010第6章的规定。
应提供GB/T 15706—2012中6.4.5.1e)中的维修信息。
检验方法:检查相应图样,使用说明书,检查机床并在机床上作功能试验。
6使用信息
6.1警告装置
见 GB/T 15706—2012 中的 6.4。
6.2 标志
按GB/T 15706—2012中6.4.4的规定及下列要求:
在机床的使用期内,以下信息应永久、清晰地标注在机床上,可直接刻在机床上(如雕刻、蚀刻)或使 用标志、铭牌等(如用伽钉、粘贴)永久地固定在机床上(按GB 12557-2010中6.2的规定):
a) 生产厂名、厂址;
b) 生产日期;
C)机型或设计系列;
d) 生产编号;
e) 额定参数(按GB 5226.1—2008中16.4的要求的电气生产厂家强制规定的额定电压、相数和 功率);
f) 邻近分料刀安装位置的分料刀导向部分的宽度;
g) 若安装气动/液压系统,应提供额定压力值;
h) 若安装气动/液压系统切断开关,应通过标志或形象化指示符号标注其功能、定位和操纵 位置;
i) 建筑工地用带锯机按5.4.2.2.2测定声功率级,釆用按GB/T 14574-2000定义的单数字形式。
带、锯轮直径不小于315 mm,且锯条张紧为手动调节的机床,对于给定厚度和宽度的锯条的张紧 度应按图15指示并作永久标识。
若机床装有气源,则应在该电源切断总开关的附近设置一个的警告标牌,在上面写着:气源未切断。
由三相电机驱动或由内燃机驱动的可移动式机床,应在机床上有这永久性标志标明锯轮的旋转 方向。
移动式原木锯应按使用说明书和安全工作方法的要求,在需要安装阻挡装置处(按5.3.7.3.3要求) 有永久性指示标志。
标明额定压力值和切断开关的标志或图形符号,应放置在机床上相应的切断开关附近。
检验方法:目测。
6.3使用说明书
按GB 12557—2010中6.3的规定,此外至少应包括下列内容:
a) 按6.1和6.2的要求,重述标志、图形符号和机床上的其他说明内容,如有必要,应提供这些内 容的含义。
b) 机床的使用范围。
C)遗留风险的警告:
D对产生噪声的相关影响因素的说明,包括:
i )减少噪音的锯条的设计使用方法;
ii )选择最佳速度;
iii )锯条和机床的维护;
IV)锯条和吸尘通风系统的日常维护,锯条的清洁和润滑等对控制机床噪声都有必需的。
2) 产生粉尘的相关影响因素的信息,包括:
i )加工材料的类型;
ii )工作地点吸尘的重要性(从产生粉尘处进行控制);
iii)罩、挡板、吸尘罩的适当调整。
3) 机床运行时与外部吸尘系统相连接的相关信息。
d)按GB/T 15706-2012中6.4.5.Id)的要求的安全使用信息。这些信息应包括以下几点:
D保证机床所在的地面及周围平整、维护良好且无松散材料,如木屑和切下物等。
2) 提供充足的整体或局部照明。
3) 原料和成品应放置在靠近操作人员的正常工作区域内。
4) 机床不工作时,应放松锯条,并在机床上放置警告标识来指示“锯条已放松”,以提醒下一 个使用者在开始使用前放紧锯条。
5) 按照使用说明书更换防护装置。
6) 禁止在锯条工作时,用手持式刷子或者是刮刀来清洁锯条或者是锯轮。
7) 两用机床当使用锯台模式时,应使用推块或推辐以避免手靠近锯条。
8) 根据需要配备适当的个人防护装置,可包括以下内容:
i )可减少听力损失风险的听力防护装置;
ii )可减少吸入有害粉尘风险的呼吸防护装置;
iii)操作锯条用的手套。
9) 无人值守时机床应停机。
10) 及时报告机床故障,包括防护装置或刀体故障。
ID 定期清洁、维护、吸尘以避免发生火灾。
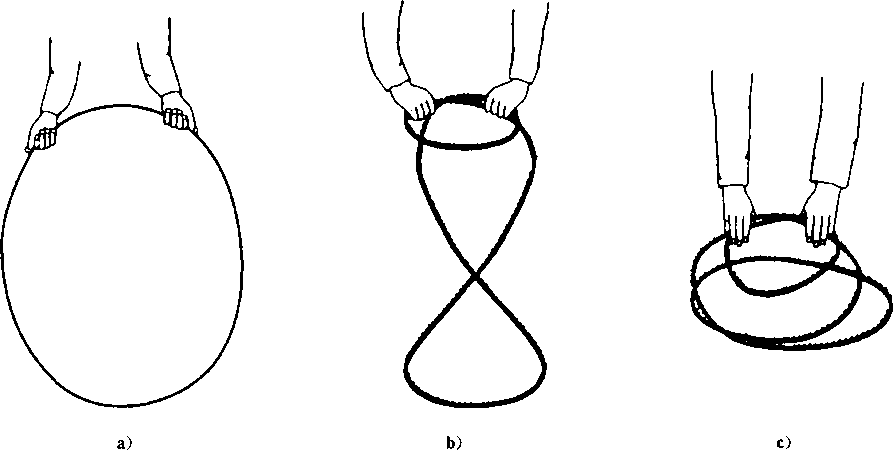
12)按照原厂制造商的说明书使用,校正、维修锯条。特别是:
i) 特别注意避免损伤锯条。未使用时,未张紧的锯条应卷起(见图A.1),并储存于安 全、干燥处。使用前确认锯齿是否损坏及断裂。
ii) 为避免绷紧的锯条断裂,锯条应如图A.2方式放置。
iii) 更换宽锯条应至少由两名操作者操作。
iV)搬运经适张度处理后的宽锯条,应使用合适的搬运装置(如图A,2)o
V)操作锯条需带手套或其他防护措施。
13) 查看锯条上标示的最大速度。
14) 使用正确磨削过的锯条。
15) 除了使用推棒,禁止在机床运行时移除任何切下料或者工件。
16) 保证机床运行时的必要防护装置及其他安全装置安装到位,正确使用,保养适当。
e) 操作者应进行充分培训,并掌握正确使用、调整、操作机床的方法,特别如下:
D设置与加工原理,包括桥式防护装置和工件导向装置的正确使用、调整。
2) 工件加工时的安全工作方法。
3) 使用个人防护设备,如护耳、护眼装置等。
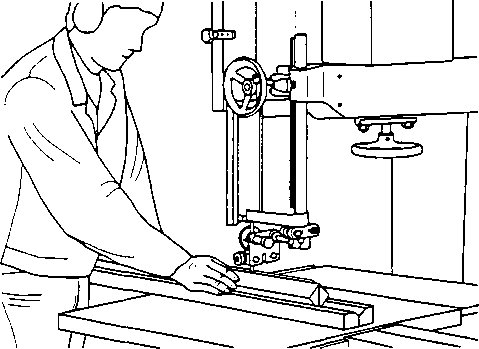
4) 带工作台带锯机:
i)带工作台带锯机上推进导轮的作用是切削时给锯条提供支承切削(见图18)。锯条 张紧后空载运行时,正确清洁锯条背面。不清洁会导致推进导轮形成沟槽,从而使 锯条无法正常工作。
H)调整锯条防护装置使其尽可能地靠近工件。
iii)纵剖:
I)应使用纵剖导向板,防止工件晃动或移动(见图A.3);
∏)手工进给时,应使用推棒将工件推近锯条;
ΠI)尽可能在带工作台带锯机上使用不可拆卸式机械进给装置,以提高机床的安全 性和加工能力。
iV)角度锯切:在有固定工作台的机床,进行斜切时,应采用夹具对其进行稳固支承。在 切削底端,应使用推杆(见图A.4)。
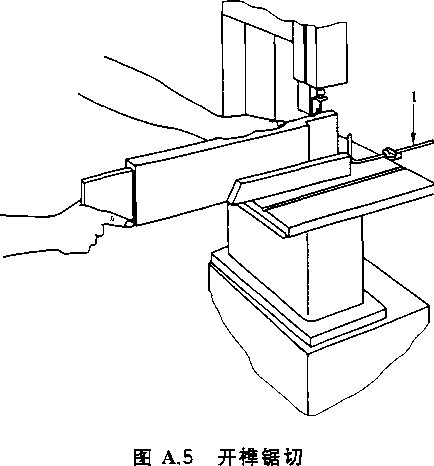
V)开樨:在没有开檸机时,带工作台带锯机也可以提供安全地开檸方法(见图A.5)o Vi)楔形锯切:在带工作台带锯机上加工小型楔形工件时,应使用导向装置如图A.6。 Vii)圆弧及不规则图形锯切:
I)在加工圆弧及不规则图形时,应均匀地将工件向前推进,并使其稳固地放置在 工作台上,以确保有效切削。同时将手放在安全位置上(见图A.7、图A.8 ),也 可使用模板(见图A.9)o
∏ )在重复加工圆弧及不规则图形时,在带锯机前台可安装导向装置使其与模板连 接以保证操作运行的安全性。
注1:此类加工不可使用二次锯机。
Viii)横截圆木:在横截圆木时,应使用夹具防止圆木转动,并选用合适的锯条进行锯切。
i×)圆盘切削:应使用合适的夹具如图A.10o
X)操作者培训:操作者应充分培训,能正确使用并调节各种安全设施,如夹具、模板和 延伸工作台等。
5) 二次锯机和原木带锯机:
i )必须调整锯卡,使其尽可能靠近所加工的工件;
ii )细心调节与定期维修锯条、带锯轮清洁设备(见5.3.2.2.1)、润滑系统(见5.3.2.2.2),
有助于防止残渣堆积。
f) 用于该机床的锯条的范围、型式、尺寸等。
g) 安全和维护需求包括要检验的设备清单、检验的频次、检验方法的信息。
h) 锯轮直径不大于315 mm的机床应提供锯条张紧的方法。
D列出安全附件和其他附加设备的清单。
j) 可移式机床有确保机床稳定性的建议。
k) 若装有激光装置的机床,应提供有下列声明:不许更换不同型式的激光装置,不应使用附加光 学设施,只能由激光装置的制造者或有资格的人员进行修理。
l) 机床的气动力噪声声明(建筑工地带锯机除外),按5.4.2.2中给出的方法测得,可以是实际值, 也可以是对相同机床的测量基础上得出的噪声值。
D 工作场所噪声声压级(A计权);
2)机床的噪声声功率级(A计权)。
按5.4.2.2给定的方法测定气动力噪声的声明(按GB 12557—2010中6.3的要求)。噪声声明应附 有所釆用时的测量方法和检验时机床工作(运转)条件的说明,及相应的不确定度数值(用双数字声明的 形式,其定义在GB/T 14574中),不确定度K的数值规定如下:
4 dB 当使用 GB/T 3768 和 GB/T 17248.3 时;
2 dB 当使用 GB/T 3767,GB/T 6881.2,GB∕T 6881.3 时;
IdB 当使用GB/T 6882时。
举例如下:
噪声声功率级L WA = 93 dB(测量值)
不确定度K=4 dB
测量方法按GB/T 3768—1996。
当机床的尺寸很大时(长度或宽度大于7 m,或高度大于3 m),可用若干确定位置(例如在控制台 或固定的操作位测量)距离机床表面1 m处测量等效连续声压级代替声功率级;
注2:如果要核查噪声声明中发射值,则应釆用与声明中相同的测定方法和工作(运转)条件。
注3:相关的销售文件中也应注明有关噪声排放量的说明。
在使用说明中的噪声声明应附下列说明:
“这里给出的数值只是排放值而不是安全工作数值。排放值能使使用者较好地评价风险,但这不能 作为确定是否需要进一步采取防护措施的依据。排放值和暴露值之间存在修正关系,影响暴露值的因 素包括工作间的特性、其他噪声源等,例如机床的数量,其他的邻近加工。'‘
m) 当在室外使用可移式机床,推荐使用漏电保护器。
n) 安装到机床上吸尘装置的下列有关信息:
--风量m3∕h;
——各连接管的压降(建议提供),Pa;
——吸尘管中建议的空气速度,m∕s;
——各吸尘管接头的断面尺寸和结构细节(建议提供)。
O) 按5.4.2.3的方法测量建筑工地带锯机的声功率级(用单数字声明的形式,其定义在 GB/T 14574 中)。
例如:声功率级Lwa =93 dB。
操作者位置上的声功率级的声明(建筑工地带锯机除外),按5.4.2.3中给出的方法测得,可以是实 际值也可以是对相同机械的测量基础上得出的值。噪声声明应附有所采用时的测量方法和检验时机床 工作(运转)条件的说明,及相应的不确定度数值(用双数字声明的形式,其定义在GB/T 14574中)。
在使用说明中的噪声声明应附下列说明:
“这里给出的数值只是排放值而不是安全工作数值。排放值能使使用者较好地评价风险,但这不能 作为确定是否需要进一步采取防护措施的依据。排放值和暴露值之间存在修正关系,影响暴露值的因 素包括工作间的特性、其他噪声源等,例如机床的数量,其他的邻近加工。'‘
注4:相关的销售文献中也应注明有关噪声排放量的说明。
P) 应有文件说明在机床的使用期内,机床包括其零部件机床在运输、装配、拆卸、禁用、报废过程
中禁止翻倒、下落或以不当的方式搬运。
q) 机床在发生意外或故障时的操作方法。若机床工作时出现中断现象,应提供使机床工作畅通 的操作方法。
r) 当某零件危害到操作者健康和安全时,使用备件,并提供备件的规格。
S)针对间接接触引起的电击,提供相关保护人员的信息。
检验方法:检査使用说明书和相应图样。
附录A (资料性附录) 安全工作方法

图A.1收卷锯条

图A.2锯条搬运
图A.4斜线锯切

图A.6楔形锯切


图A.9用模板锯切
附录B
(规范性附录)
在切削区上方的可调式锯条防护装置的试验
B.1水平机床

说明:
1— —通过防护装置的区域;
2— —可调部分;
3— —在防护装置边缘(即整个切削区域的防护部分)作试验;
4— —不允许防护装置靠近锯条的最大偏移。
图Bl
B.2 垂直机床

说明:
1——通过防护装置的区域;
2―-可调部分;
3— —在防护装置边缘(即整个切削区域的防护部分)作试验
4— —不允许防护装置靠近锯条的最大偏移。
图B.2
附录C
(规范性附录) 噪声测量时机床的工作(运转)条件
C.1 一般要求
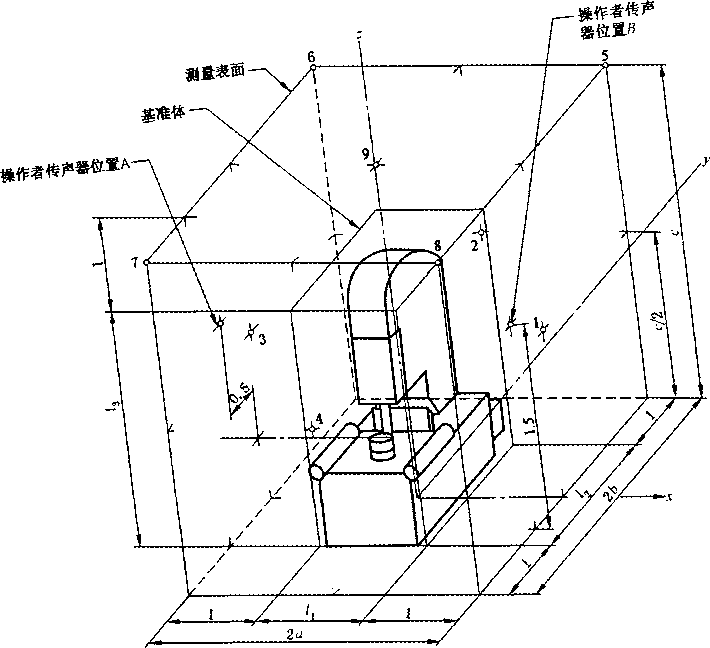
为了在机床的操作者位置测量机床噪声声压级和测定机床的声功率级,规定了传声器的位置(见 图 C.l)q
这些标准的条件应尽量严格遵守。如果存在特殊情况,需与标准条件有偏差,应将测量时的实际条 件记录在表C.1中的“在允许范围内选择的条件或与标准条件(偏差)”栏中相应位置。
噪声测定中应安装和使用强制性的和标准的安全附件。
本附录中数据单也可用于记录工作(运转)条件信息。
本附录也可用于与本机床有类似结构和功能的专用机床的噪声测量。
C.2噪声测量
机床应在下列条件下进行试验:
a) 按本附录规定的技术条件进行机床空运转噪声试验。
b) 按本附录规定进行机床负载噪声试验时,至少以5.3.2.2规定的3次测量的平均值作为测量结 果。在工作循环的开始,当测件进入刀具时,可能发射噪声值更大,这取决于进给速度。在手 动进给的机床上,进给速度很难控制,因此测量时工作循环这一时期不能包括。
C)带工作台带锯机测量时,传声器位置(见图C.1):
——离操作者站立面高度为1.5 m;
一一垂直于工作台的平面,包括工作台前方;
——锯片的垂直平面。
d) 二次锯机的测量时,传声器的位置(见图C.2):
位置A:
——离操作者站立面高度为1.5 m;
工作台前方1 m;
——到锯片左方0.5 m(从进给方向看)。
位置B:
——-离操作者站立面高度为1.5 m;
工作台后方1 m;
到锯片左方0.5 m(从进给方向看)。
注:建议使用整体式声压计测量。
e) 原木带锯机测量时,传声器位置(见图C.3):
——离操作者站立面高度为1.6 m;
——垂直于工作台的平面,包括工作台前方;
——锯片的垂直平面。
f) 所有整体附加设备,例如机动进给装置,气动夹紧装置测试时也应运转。
g) 所有相关的防护装置,安全附件,整体式隔声罩等测试时应就位。
h) 测量时吸尘口应打开。尽量不包括或降低吸尘装置所产生的噪声,例如使用挡板或考虑本底 噪声修正等。
i) 当机床的尺寸很大时(长度或宽度大于7 m,或高度大于3 m),可用若干确定位置(例如在控制 台或固定的操作位测量)距离机床表面1 m,离地(或加工平台)高度1.6 m处测量等效连续声 压级代替声功率级。

图C.1测量带锯机噪声声功率级的测量表面和传声器位置
単位为米
50

C.3机床噪声测量数据单
机床应在表C.1条件下进行试验:
表C.1机床噪声测量数据单
机床数据
机床制造者:
机床型号:
制造日期:
系列号
机床外形尺寸r
长度:
mm
宽度:
mm
髙度:
mm
锯轮直径:
mm 锯条最大宽度
mm
额定转速:
电机:
r/mɪn
锯轮:
最大
r/ min
机床的安装
最小
r/mɪn
按机床制造者使用说明书安装机床
按制造者的技术条件安装吸尘口
机床安装在减/隔振材料
机床安装有单独吸声的封闭式防护装置
机床安装有吸声的整体封闭式防护装置
机床装有降噪的吸尘罩
其他的噪声控制措施
防反弹装置
凸出机床而不影响噪声传播的零件(如手轮、手柄等)可忽略不计。
表C・1(续)
运转条件
运转安排
软木加工:
标准条件
刀具和 切削参数
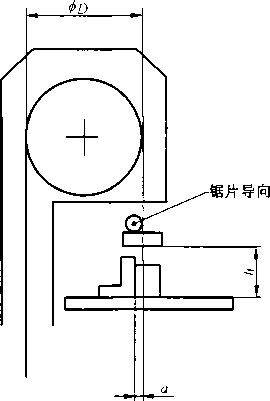
导向板与锯片距离a: mm
锯条导向的高度奴 mm
带工作台带锯机:
10
二次带锯机:25 尽可能小
在允许范围 内选择的条 件或偏差标 准条件
|
a) |
带工作台带锯机 | |
|
□ |
带锯轮,D≤500 |
mm |
|
锯轮直径 |
mm | |
|
转速 |
r/min | |
|
切削速度 |
m/s | |
|
锯条宽度 |
mm | |
|
齿距 |
mm | |
|
齿厚 |
mm | |
|
进给速度 |
m/min | |
|
□ |
带锯轮,500<D≤900 mm | |
|
锯轮直径 |
mm | |
|
转速 |
r/mɪn | |
|
切削速度 |
m/s | |
|
锯条宽度 |
mm | |
|
齿距 |
mm | |
|
齿厚 |
mm | |
|
进给速度 |
τn∕ min | |
尽可能大 尽可能大 尽可能大 16
6〜8 0.5
4±2
尽可能大 尽可能大 尽可能大 25
8—10 ≤0.001D 6士 2
表c.1(续)
□ 带锯轮,D>9OO mm
转速
b)二次带锯机
转速
进给速度
尽可能大 尽可能大 尽可能大 40
10 〜12 ≤0.001D
6 + 2
尽可能大 尽可能大 尽可能大 最大值 30 〜50 ≤0.001D
6 + 2
15
|
C) |
原木带锯机 | |
|
□ |
锯轮直径 |
mm |
|
转速 |
r/min | |
|
切削速度 |
m/S | |
|
锯条宽度 |
mm | |
|
齿距 |
mm | |
|
齿厚 |
mm | |
|
d) |
进给速度 |
m/min |
试验材料:
材料: 软木,中等等级
含水率: 8%〜14%
|
带工作台带锯机 |
二次带锯机 | |
|
试件长度 |
1 000 mm |
2 000 mm |
|
试件宽度 |
80 mm锯切到最小宽度40 mm |
150 mm锯切到最小宽度50 mm |
|
试件高度 |
40 mm |
150 mm |
预加工: 无需
表C1(续)
试验机床的照片或总装图
进行试验实验室
公司/研究所:...................................................................................................
地址:............................................................................................................
电话:............................................................................................................
日期:................................................... 签名:.............................................
试验地点:......................................................................................................
试验日期:......................................................................................................
附录D
(资料性附录)
本标准所覆盖各类机床对应本标准的条款指示
本标准所覆盖各类机床对应本标准的条款指示见表D.1。
表D.1本标准所覆盖各类机床对应本标准的条款指示
|
条款 |
条款名称 |
对应机床 | |||||
|
带工作 台带 锯机 |
二次带 锯机 |
原木带锯机 | |||||
|
带移动 工作台 |
跑车 |
输送带 |
带移动 加工头 | ||||
|
3.1.1 |
带锯机 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.1.2 |
锯条张紧 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.1.3 |
适张度处理 |
√ |
√ |
√ |
√ |
√ | |
|
3.1.4 |
锯条的调整 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.1.5 |
卡钩 |
√ |
√ |
√ | |||
|
3.1.6 |
带工作台带锯机 |
√ | |||||
|
3.1.7 |
原木带锯机 |
√ |
√ |
√ |
√ | ||
|
3.1.7.1 |
带移动工作台原木带锯机 |
√ | |||||
|
3.1.7.2 |
跑车木工带锯机 |
√ | |||||
|
3.1.7.3 |
传输带进给原木带锯机 |
√ | |||||
|
3.1.7.4 |
带移动加工头的原木带锯机 |
√ | |||||
|
3.1.8 |
二次带锯机 |
√ | |||||
|
3.1.9 |
手动控制 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.1.10 |
机械致动机构 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.Lll |
手动进给 |
√ | |||||
|
3.1.12 |
可拆卸的机动进给装置 |
√ | |||||
|
3.1.13 |
机械进给 |
√ |
√ |
√ |
√ |
√ | |
|
3.1.14 |
起动时间 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.1.15 |
惯性运动时间 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.1.16 |
机动进给机床的人工上料 |
√ |
√ |
√ |
√ |
√ | |
|
3.1.17 |
机动进给机床的人工下料 |
√ |
√ |
√ |
√ |
√ | |
|
3.1.18 |
切削区域 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.1.19 |
保证书 |
√ |
√ |
√ |
√ |
√ |
√ |
|
3.2 |
机床主要零部件术语 |
图1 表1 |
图2 表2 |
图3 表3 |
图4 表4 |
图5 表5 |
图6 表6 |
表D.1(续)
|
条款 |
条款名称 |
对应机床 | |||||
|
带工作 台带 锯机 |
二次带 锯机 |
原木带锯机 | |||||
|
带移动 工作台 |
跑车 |
输送带 |
带移动 加工头 | ||||
|
4 |
危险一览表 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5 |
安全要求和/或措施 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.1 |
一般要求 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.2.1 |
控制系统的安全性和可靠性 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.2.2.1 |
原木带锯机 |
√ |
√ |
√ |
√ | ||
|
522.2 |
带工作台带锯机 |
√ | |||||
|
5.2.2.3 |
二次带锯机 |
√ | |||||
|
5.2.3 |
起动 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.2.3.1 |
一般要求 |
√ |
√ |
√ |
√ | ||
|
5.2.3.2 |
带工作台带锯机 |
√ | |||||
|
5.2.4.1 |
一般要求 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.242 |
装有可拆卸式进给装置的带工作台带锯机 |
√ | |||||
|
5.2.5 |
紧急停止 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.2.6 |
调整模式 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.2.7 |
转速改变 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.2.8 |
双倍指令控制 |
√ |
√ |
√ |
√ |
√ | |
|
5.2.9 |
动力源故障 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.2.10 |
控制电路失效 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.1 |
稳定性 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.2.1 |
防护材料的特性 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.322.1 |
清洁 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.2.2.2 |
润滑 |
√ |
√ |
√ |
√ |
√ | |
|
5.3.3.1 |
锯条的张紧和调整 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.3.2 |
锯条导向装置 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.4.1 |
能接触到锯条的机床 |
√ |
√ |
√ |
√ |
√ |
√ |
|
534.2 |
不能接触到锯条的机床 |
√ |
√ |
√ |
√ | ||
|
5.343 |
试验条件 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.4.4.1 |
不制动的惯性运转时间 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.4.4.2 |
起动时间 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.4.4.3 |
制动时间 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.344.4 |
锯条调整时的制动 |
√ |
√ |
√ |
√ |
√ |
√ |
表D.1(续)
|
条款 |
条款名称 |
对应机床 | |||||
|
带工作 台带 锯机 |
二次带 锯机 |
原木带锯机 | |||||
|
带移动 工作台 |
跑车 |
输送带 |
带移动 加工头 | ||||
|
5.3.6.1 |
带工作台带锯机的导向装置 |
√ | |||||
|
5.3.6.2 |
带工作台带锯机的工作台 |
√ | |||||
|
5.3.6.3 |
原木横截带工作台带锯机 |
√ | |||||
|
5.3.7.1.1 |
无切削区的防护 |
√ | |||||
|
5.3.7.L2 |
带工作台带锯机上切削区域的防护 |
√ | |||||
|
5.3.7.1.3 |
可拆卸的机动进给装置 |
√ | |||||
|
5.3.7.2.1 |
二次带锯机上无切削区域的防护 |
√ | |||||
|
5.3.7.2.2 |
二次带锯机上切削区的防护 |
√ | |||||
|
5.3.7.2.3 |
二次带锯机上的机动水平进给辐 |
√ | |||||
|
5.3.7.2.4 |
二次带锯机的辐轮工作台 |
√ | |||||
|
5.3.7.2.5 |
二次带锯机上的进给辐轮 |
√ | |||||
|
5.3.7.3.ɪ |
手动控制的原木带锯机的非切削区域的 防护 |
√ |
√ |
√ |
√ | ||
|
5.3.7.3.21 |
跑车木工带锯机 |
√ | |||||
|
5.3.7.3.2.2 |
带移动加工头的原木带锯机 |
√ | |||||
|
5.3.7.3.2.3 |
输送带进给的原木带锯机 |
√ | |||||
|
5.3.7.324 |
带移动工作台原木带锯机 |
√ | |||||
|
5.3.7.3.3.1 |
跑车木工带锯机 |
√ | |||||
|
5.3.7.3.3.2 |
带移动加工头原木带锯机 |
√ | |||||
|
5.3.7.3.3.3 |
输送带进给的原木带锯机 |
√ | |||||
|
5.3.7.3.3.4 |
带移动工作台原木带锯机 |
√ | |||||
|
5.3.7.4 |
传动机构的防护 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.3.8 |
自动化和机械化 |
√ |
√ |
√ |
√ | ||
|
5.3.9 |
卡钩 |
√ |
√ |
√ | |||
|
5.3.10 |
带工作台带锯机的安全装置 |
√ | |||||
|
5.4.1 |
火和爆炸 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.2 |
噪声 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.3 |
木屑、粉尘和有害气体的排放 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.4 |
电气设备 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.5 |
人类工效学和安全搬运的要求 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.7 |
气动装置 |
√ |
√ |
√ |
√ |
√ |
√ |
表D.1(续)
|
条款 |
条款名称 |
对应机床 | |||||
|
带工作 台带 锯机 |
二次带 锯机 |
原木带锯机 | |||||
|
带移动 工作台 |
跑车 |
输送带 |
带移动 加工头 | ||||
|
5.4.8 |
液压装置 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.10 |
危险材料 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.11 |
振动 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.12 |
激光 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.14 |
装配错误 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.15 |
能量输送的切断 |
√ |
√ |
√ |
√ |
√ |
√ |
|
5.4.16 |
维修 |
√ |
√ |
√ |
√ |
√ |
√ |
|
6.1 |
警告装置 |
√ |
√ |
√ |
√ |
√ |
√ |
|
6.2 |
标志 |
√ |
√ |
√ |
√ |
√ |
√ |
|
6.3 |
使用说明书 |
√ |
√ |
√ |
√ |
√ |
√ |
|
附录A |
安全工作方法 |
√ |
√ |
√ |
√ |
√ |
√ |
|
B.1 |
水平机床 |
√ |
√ | ||||
|
B.2 |
垂直机床 |
√ |
√ |
√ |
√ |
√ |
√ |
|
C.1 |
一般要求 |
√ |
√ |
√ |
√ |
√ |
√ |
|
C.2 |
噪声测量 |
√ |
√ |
√ |
√ |
√ |
√ |
|
C.3 |
机床噪声测量数据单 |
√ |
√ |
√ |
√ |
√ |
√ |
附录E
(资料性附录)
本标准机床名称与GB/T 12448中带锯机名称的对照
表E.1是本标准中机床名称与GB/T 12448中带锯机名称的对照。
表E.1本附录中机床名称与GB/T 12448中带锯机名称的对照
|
本标准机床名称 |
GB/T 12448中带锯机的名称 |
|
带工作台木工带锯机 |
细木工带锯机 |
|
普通木工带锯机 | |
|
卧式带锯机(带工作台) | |
|
原木带锯机 |
跑车木工带锯机 |
|
卧式带锯机(带跑车) | |
|
二次带锯机 |
自动进给木工带锯机 |
|
(多)联对列木工带锯机 |
中华人民共和国
国家标准
木工机床安全带锯机
GB 30461—2013
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
总编室:(010)64275323 发行中心:(010)51780235
读者服务部:(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
*
开本880X 1230 1/16 印张4 字数119千字 2014年6月第一版 2014年6月第一次印刷
GB 30461-2013
*
书号:155066 • 1-48964 定价 54.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
举报电话:(010)68510107
打印日期:2014年6月20日F009A