图4多指标重要等值线图
燃料与化工
FUeI & ChenlIeal PrOCeSSeS
Nov. 2011
Vol.42 No.6
30
闫忠浩田广涛张建发(唐山佳华煤化工有限公司,唐山063611)
唐山佳华煤化工有限公司分别于2008年和 2009年对1、2号焦炉2x55孔6m焦炉和3、4、 5、6号焦炉4x46孔6.25m捣固焦炉共2台推焦 机、6台拦焦机、5台熄焦车、2台装煤车、3台导 烟车和3台SCP 一体机进行了机车全自动操作技 术改造,实现了基于国产设备的全自动操作和辅助 生产设备管理。
实现焦炉机车的全自动控制,首先要有良好的 车位检测和数据通讯网络。我们釆用了基于感应无 线技术的车上地址检测和高速感应无线通讯技术。 感应无线车上地址检测技术可以随时获得机车的绝 对、连续地址,有较高的测量精度,能够满足焦炉 作业需求。新型感应无线通讯的传输速率达到4 800/9 60OdPSo另外,感应无线通信技术是工作于 超声波段的近距离感应式信息交换技术,在环境恶 劣的工业现场具有优势。全自动焦炉机车控制系统 由中控室、编码电缆、车载控制等构成。
D中控室与编码电缆。中控室是整个焦炉系 统的控制调度中心,通过收集各大机车作业信息, 指挥各机车联动工作。其中,主控计算机是整个系 统的管理中心,载波柜负责产生机车地址载波和与 各车的无线通讯。地址载波与编码电缆一同构成机 车的“无线地址刻度表”。
■ 2)车载控制。车载控制包括机控柜、天线箱,
主要根据中控室传来的公共信息结合本车作业情况 自动控制完成各种作业,并将本车各种信息传递给 中控室。车上天线箱和地址检测单元即为无线地址 的“标尺”和解码器。
3)四大车全自动操作系统的功能。焦炉机车 全自动系统全面实现了机车作业的无人工干预,主 要功能包括现场连锁控制、自动走行定位以及推 焦、装煤的全部自动作业和自动记录、统计、计 划、分析等。
现场连锁控制包括摘门、推焦、装煤、取煤和 平煤连锁。全自动系统具备全部工艺点的自动走行 收稿日期:2011-02-06
作者简介:闫忠浩(1982-),男,助理工程师 定位功能。各机车的全自动操作包括推焦机摘门、 清门、推焦、清框、关门和平煤的自动操作;拦焦 机自动摘门、清门、导焦、清框和关门;熄焦车自 动接焦、淋水和卸焦;装煤车自动取煤、晃车、装 煤(含一次给料、请求平煤、二次给料)。
四大车全自动操作在提高自动化作业水平的同 时,也给生产工艺和设备管理带来了全新的课题。 我们根据现场调试过程中出现的问题,对管理和工 艺进行了一系列改造和创新。
D全新的推焦计划编排。在某些情况下,全 自动作业会不同程度造成出炉延迟,破坏K2、K3 系数。对此,我们打破传统推焦计划编排方式,在 不影响K系数的前提下,将清门、清框、换门和 喷浆的时间都加进推焦计划表,保证了四大车全自 动操作的顺利执行。
2) 改变煤车受煤控制方式。由于煤车在空车和 重车状态下重心不一致,降低了煤车自动对位的可 重复性。对此将受煤磁开关由原来的4套改为1套, 提高了对位准确性,保证了煤车全自动的要求。
3) 受煤后自动晃车确认和给料控制。煤塔闸 口的开闭动作都是通过煤车控制。我们通过设计自 动晃车确认和一次、二次螺旋给料控制使得自动操 作方式执行率达到98%以上,同时有效避免了 “放炮”现象。
4) 地区清扫安全报警提示功能。推焦机在全 自动操作情况下,推完焦后警报提示5$,清框机 开始动作。同时在推焦机和拦焦机现场加装了人体 移动警报检测,一旦发现意外情况,可以立刻停止 清门机,保证清框安全。
可充分利用全自动系统具备的设备运行日志功 能,及时了解四大车运行情况和设备存在的问题并 据此进行相应的维护整改。 •
D全自动操作执行过程记录和执行率统计。
(下转第32页)
FUeI & ChenUCal Processes
电和Y作为优化指标进行优化,其中P.、SW和 必是望小特性,即越小越好;CSR为望大特性, 即越大越好;而电和Y为望目特性,即控制在适 当范围。从重要性来看,CSR作为主要控制指标, 重要性为2,其余为1。优化结果见表1。
表1 响应优化数据表
|
一 参数 |
"W~TS- |
望亘一 |
—上ɪ" |
权重重要性 |
|
~ PtO |
1 ιoθ^ |
~~1 1 | ||
|
望小 - |
13.0 |
1 1 | ||
|
¾ |
望小 - |
- |
0.8 |
1 1 |
|
CSR |
望大 65.∞ |
- |
1 2 | |
|
厶 |
望目 26.00 |
27.00 |
28.0 |
.1 1 |
|
Y |
望目16.00 |
16-50 |
17.0 |
1 1 |
|
起始点分量 |
FM=O.25 |
JM=O.35 |
RNM=O.4 | |
|
全5 |
FM=0,272 727 |
JM=O.347 905 |
RNM=O.379 368 | |
|
Pq 096.85 |
合意性=0.157 311 | |||
|
¼=12∙21 |
合意性=1.000 000 | |||
|
&=0.75 |
合意性=0.951 724 | |||
|
预测的响应 |
CSR=65∙38 |
合意性=0.096 139 | ||
|
财 26.98 |
合意性=0.979 731 | |||
|
Y=16∙53 |
合意性=0.930 942 | |||
|
复合合意性=0.385 364 | ||||
由表1可以看出,全局解分量中的各因子即 FM、JM和RNM的最优化的取值分别是FM = 0.273、JM=O.348、RNM=O.379,即在此配比情况 下,得到的焦炭各项指标为最优状态。
2.4操作窗口确定
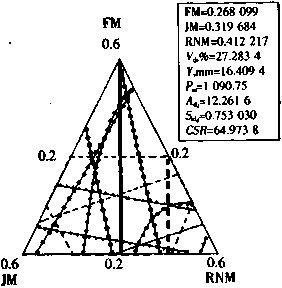
根据优化结果确定控制范围,做重叠等值线 图,寻找可行配比窗口。首先选取关键控制指标焦 炭CSR,其次选择R、跖、&、电和丫,分别给. 定范围,得到等值线图和符合条件的可行性窗口。 配煤配比的多指标重叠等值线图见图4。由图4可 知,图中所标区域为配比工艺窗口,在满足所有 指标的前提下,最大限度地节约成本。选择1组最 佳的配比设计,进行验证试验。
2.5模型验证
TnHu
(上接第30.页) 选取四大车现场主要单元动作的执行信号和自动 操作条件信号,通过上位机接收,记录在报文里, 并自动计算统计结果.。每班调出检查1次,及时 发现问题。
2)通过自动定位记录定点检修轨道。调整轨 道的平直度及自动定位控制器的走行变速曲线, 使机车在接近目标地址时的制动提前量达到最小, 大幅降低制动系统的磨损,延长了机车制动部件 的维护周期。
图4多指标重要等值线图
vλ,% ∙→→ 26.5 —→ 27.5
Yfmm —16
1 080 •― 1 100 必 12 ~ 12.5
丸 —0.72 ~ 0.78
CSR 一 64.8 一 67
选择1点(图4)作为混料设计的条件,即肥 煤:焦煤:弱黏煤=26% : 33% : 41%的条件下进行 试验6次,考察混料设计效果。将得到的数据进行 单样本t检验分析,见表2。
表2 单样本t检验数据表
|
^^fΓ |
平均值 |
N准琶_ |
标准误差 |
95%置信区间 | |
|
⅛i' |
ɪ |
0∙738 92 |
τ∂o7 京 |
(0.730 87, 0.746 97) | |
|
6 |
12.168 2 |
0.098 1 |
0.040 0 |
(12.065 3, 12.271 1) | |
|
Pta |
6 |
1 盼 2.00. |
0.00 |
0.00 |
(1 092.00, 1 092.00) |
|
CSR |
6 |
65.074 |
0.425 |
0173 |
(64.628 , 65.520) |
|
Y |
6 |
16.416 1 |
0.072 3 |
0.029 5 |
(16.340 2, 16.492 0) |
|
6 |
26.748 8 |
0∙241 9 |
0098 8 |
(26.494 9 , 27.002 7) |
从表2可以看出,所得焦炭CSR数据平均值 为65.07%,满足大于65%的要求,其他数据也均 满足要求,因此认为方案有效。
该方案在6m焦炉上实施后,弱黏煤配比与基 准期对比平均提高了 2%,同时焦炭CSR仍维持在 65.5%以上,焦炭灰分、硫分均满足炼铁要求。
张晓林编辑
• 3)通过淋水记录结合水分检测控制焦炭水分。 为移动模式的接焦及熄焦精心整定了车载控制器在 该模式下的移动走行参数,使接焦和淋水均匀。同 时对大沟对应凉焦台放焦的刮焦板拉杆进行改造, 配合移动晃车程序,确保焦炭水分控制在7.0%以 下。
焦炉四大车全自动操作系统投用2年多来,系 统运行稳定,全自动操作执行率达到90%,极大 地提高了焦炉自动化作业水平和设备管理水平。
张国富编辑
万方数据