ICS 47.020.20 - .
—L B .⅝............ ɔ
GB/T 38068—2019
HeaVy duty PIain bearing for marine high SPeed diesel engine
2019-10-18 发布
2020-05-01 实施
国家市场监督管理总局发布 中国国家标准化管理委员会发布
本标准按照GB/T 1.1-2009给出的规则起草。
本标准由全国船用机械标准化技术委员会(SAC/TC 137)提出并归口。
本标准起草单位:中国船舶工业综合技术经济研究院、上海交通大学、重庆跃进机械厂有限公司、烟 台大丰轴瓦有限责任公司、潍柴重机股份有限公司、国家船舶舾装产品质量监督检验中心、北部湾大学。
本标准主要起草人:孙猛、李虎林、钟宁、王海荣、木俭朴、李存军、尹忠慰、尹晓青、孙日东、吴波、 王继勇、夏义江。
船用高速柴油机重载滑动轴承
1范围
本标准规定了船用高速柴油机重载滑动轴承的分类和标记、要求、试验方法、检验规则、标志、包装、 运输和贮存。
本标准适用于额定转速不小于1 400 r∕mιn的船用高速柴油机用承载能力不低于50 MPa的剖分 式重载滑动轴承(以下简称轴承)的设计、制造和检验。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 699-2015优质碳素结构钢
GB/T 18326-2001滑动轴承薄壁滑动轴承用金属多层材料
JB/T 9749.1—2015内燃机 轴瓦 第1部分:铸造铜铅合金轴瓦 金相检验
3分类和标记
3.1分类
轴承按磨合层与基体的复合工艺方式主要可分为:
C)喷涂轴承。
3.2基本参数
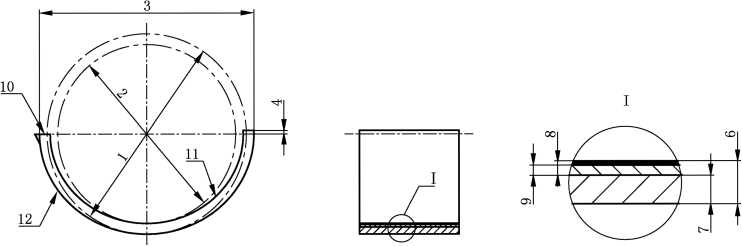
轴承基本参数见表1,组成结构示意图见图1。
表1轴承推荐尺寸及形位公差 单位为毫米
|
外径犇1 |
壁厚引 |
自由弹 张量 |
合金层 厚度 |
壁厚公差带 |
半圆周长 公差带 |
对口面对外圆 母线平行度 |
宽度公差B |
|
犇1≤100 |
2,2.5,3 |
0.5 〜2.0 |
0.2 〜0.5 |
0.012 |
0.030 |
0.030 |
+ 0 一 0.2 |
|
100<D1≤160 |
3,3.5,4,5 |
0.7 〜2.5 |
0.3 〜0.7 |
0.015 |
0.035 |
+ 0 一0.3 | |
|
160<D1≤220 |
4,5,6 |
1.0 〜3.0 |
0.3 〜0.7 |
0.022 |
0.045 |
0.035 |
+ 0 一0.4 |
|
犇1>220 |
5,6,7.5 |
1.5 〜4.0 |
0.3 〜0.8 |
0.025 |
0.050 |
0.040 |
说明:
1 ---夕卜径;
2——内径;
3 ——轴瓦自由状态下(有自由弹张量)的对口处直径;
4——半圆周长高出度;
5 ---瓦宽;
6— —壁厚;
7— —钢背厚度;
8— —磨合层厚度;
9— —耐磨合金层厚度;
10— —对口面;
11— 内圆表面;
12 ---夕卜圆表面;
13 --定位唇;
14 ---油孔;
15——油槽。
图1轴承组成结构示意图
3.3产品标记
3.3.1型号表示方法
轴承的型号表示方法如下:
壁厚,单位为毫米(mm)
夕卜径,单位为毫米(mm)
工艺型式:J—溅射;D 一电镀;P—喷涂
船用滑动轴承
3.3.2 标记示例
产品标记由本标准编号加轴承型号共同构成。
示例1:外径为120 mm,壁厚为3 mm的溅射轴承标记为:
GB/T 38068—2019 CHZ 120/3L,
示例2:外径为150 mm,壁厚为3 mm的电镀轴承标记为:
GB/T 38068—2019 CHZ 150/3D。
4要求
4.1外观
4.1.1轴承内圆表面和对口面应光滑平整,不应有划伤、碰伤及压伤。
4.1.2轴承表面不应有毛刺、锈蚀、裂纹等缺陷。
4.1.3钢背与耐磨合金层应结合牢固,不应有脱壳现象。
4.2尺寸公差
4.2.1轴承尺寸公差应符合表1的要求,在轴承定位唇周围5 mm范围内,其壁厚允许减薄量不超过 0.015 mm。
4.2.2轴承表面需要镀锡的,锡层厚度应为1 μm〜3 μm0
4.2.3轴承磨合层厚度应为0.01 mm〜0.03 mm,溅射轴承和电镀轴承磨合层与合金层之间应敷镍栅 层,镍栅层厚度应为1 μm〜3 μm0
4.2.4轴承内孔表面的粗糙度为Ra 0.8,轴承外圆表面的粗糙度为Ra 1.2,对口面的粗糙度为Ra 1.6。
4.3材料
轴承主要用材料按表2规定,允许选用综合性能优于表2规定的材料。
表2轴承材料
|
名称 |
材料牌号 |
硬度 |
标准号 | |
|
钢背 |
10、15 |
— |
GB/T 699—2015 | |
|
合金层 |
铜基合金 |
CuPb22Sn |
45 HBW〜70 HBW |
GB/T 18326—2001 |
|
CuPb22Sn2 |
45 HBW〜70 HBW | |||
|
CuPb24Sn |
45 HBW〜70 HBW | |||
|
CuPb24Sn4 |
50 HBW〜80 HBW | |||
|
CuNi2 |
85 HBW〜130 HBW | |||
|
铝基合金 |
AISn20CUMn |
40 HBW〜60 HBW | ||
|
AISn12Si2.5Pb1.7 |
35 HBW〜45 HBW | |||
|
AISn10Si4Cu |
35 HBW〜45 HBW | |||
|
ΛlSn6Cu |
35 HBW〜45 HBW | |||
|
AlSn6Si4CuMnCr |
45 HBW〜70 HBW | |||
|
ΛlZn4SiPb |
50 HBW〜65 HBW | |||
|
ΛlSn25CuMn |
45 HBW〜55 HBW | |||
|
ΛlSn6Si2.5MnNi |
35 HBW〜65 HBW | |||
|
名称 |
材料牌号 |
硬度 |
标准号 | |
|
磨合层 |
电镀层 |
PbSn10 |
8 HV〜11 HV |
GB/T 18326—2001 |
|
PbSn10CU2 |
11 HV〜13 HV | |||
|
PbSn18Cu2 |
13 HV〜15 HV | |||
|
SnCu3 |
10 HV〜18 HV | |||
|
溅射层 |
ΛlSn20Cu |
55 HV〜95 HV | ||
|
ΛlSn35Cu |
45 HV〜80 HV | |||
|
喷涂层 |
酚醛基涂层 环氧基涂层 聚酰亚胺基涂层 |
20 HV〜40 HV |
— | |
4.4钢背贴合度
轴承钢背贴合度按表3规定,不贴合面积应呈分散分布,其中最大集中面积应不大于钢背面积 的 10%。
表3轴承钢背贴合度
|
轴承外径 mm |
贴合度 |
|
≤160 |
≥85% |
|
>160 |
≥80% |
4.5疲劳强度
各类型轴承的疲劳强度按表4规定。
表4 轴承疲劳强度
|
磨合层类型 |
疲劳强度 MPa |
|
电镀 |
≥60 |
|
喷涂 |
≥80 |
|
溅射 |
≥100 |
4.6钢背合金结合质量
耐磨合金层与钢背应结合良好,不应有脱离现象。
4.7磨合层结合质量
磨合层与耐磨合金层应结合良好,不应有分层、剥落、脱离、起泡等现象。
4.8 耐磨合金金相组织
铜基合金的金相组织应符合JB/T 9749.1—2015要求,铝基合金的金相组织应满足GB/T 18326— 2001的要求。
5试验方法 5.1外观
在500 IX以上光照条件目视检查轴承外观。
5.2尺寸公差
5.2.1轴承半圆周长高度
轴承半圆周长高度检验可采用一端加压和两端加压的方法进行,两种检验方法示意图分别见图2 和图3,将轴承以规定的检验载荷F压紧于检验模具中,模具内孔尺寸等于轴承座孔尺寸,检测其超出 模具孔周长的量SN。检验载荷按式(1)计算:
F =100× 犅 ×β0 ........................( 1 )
F 检验载荷,单位为牛(N);
B ——轴瓦宽度,单位为毫米(mm);
犲0--等效壁厚,单位为毫米(mm)。
等效壁厚按式(2)计算:
犲0 =犲1 + 犽 × 犲2 ........................( 2 )
犲1 ——钢背厚度,单位为毫米(mm);
犲--合金层厚度,单位为毫米(mm);
犽 系数,铜基合金:犽=0.5,铝基合金:犽=0.3。
测微表
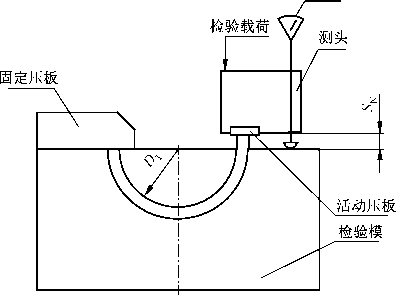
图2 一端加压检验装置

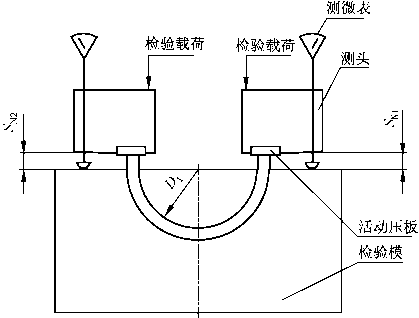
图3两端加压检验装置
5.2.2轴承对口面与外圆母线平行度
将轴承放在检验模具中,施加半圆周长检测的同等载荷进行检验。
5.3钢背贴合度
在半圆周长高出度检验模具内孔,均匀的涂抹一层薄的红油或蓝油印泥,将被检轴瓦装入模具中, 按半圆周长高出度检测方式施加同等载荷,然后卸载,取下轴承检测钢背贴合状态。
5.4疲劳强度
5.4.1加载方法
5.4.1.1轴承疲劳强度试验采用“增载法”,将试验轴承经空载30 min磨合后,缓慢加载至起始载荷进 行试验,每个载荷连续运转20 h(相当于3.β×106次负荷循环)后停机,并拆下试验轴承进行观察,若轴 承内表面目测未发现疲劳裂纹,则增加一级负荷(5 MPa〜7 MPa)进行下一个试验,直至试验轴承疲劳 损坏或达到试验机试验负载上限为止。
5.4.1.2轴承疲劳损坏时的前一级载荷或试验机最高载荷(对于该载荷条件下仍然没有破坏的轴承)就 定为该材料试样在本疲劳试验机上的相对疲劳强度。试验起始载荷和增量根据经验确定,起始载荷通 常选择比预期的该轴瓦平均额定值低20 MPa以上,保证每个有效试验轴承在发生疲劳破坏前至少经 历1.08 X107次循环O
5.4.2试样尺寸
试样尺寸如图4所示。
98 寸.9g0
**⅛÷l^gl .0+9 亭 ⅛⅞1≡
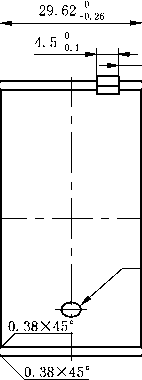
单位为毫米
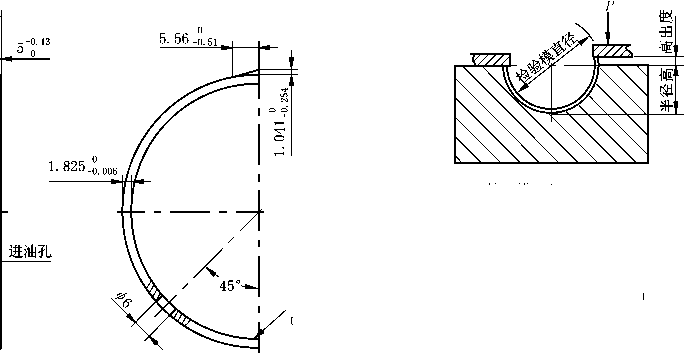
瓦口均匀减薄
O. 025/0. 013 × 7. 87/4. 82
检验模直径=56. 426 mm 半径高=28.213 mm P =498. 96 kg
最大咼出度=0∙ 038 mm 最小高出度=0. 012 7 mm
注:试验瓦为下瓦,不需要打进油孔,与其配对的上瓦需打进油孔。
图4增载试验试样图纸
5.4.3试验条件
试验条件如下:
---试验轴转速:3 OOO r/min;
——载荷频率:5O Hz;
载荷波形:半正弦波;
——润滑油质量等级:CF-4;
——润滑油粘度级别:15W-4O ;
——进油压力:O.5 MPa+O.l MPa;
——进油温度:7O °C±2 OC O
5.5钢背合金结合质量
5.5.1铜基合金
5.5.1.1板材合金层朝外弯曲18O°,弯曲内圈最小圆角半径为:板材总厚小于2.5 mm时,最小圆角半 径2.5 mm,板材总厚不小于2.5 mm时,最小圆角半径为板材总厚尺寸。
5.5.1.2铜基合金与钢背结合质量试验评价按以下规定进行:
a) 当合金厚度不大于板材总厚的2O%,允许合金层呈网状断裂,合金层与钢背不应分离;
b) 当合金厚度大于板材总厚的2O%,允许合金层与钢背分离,但分离处应呈提毛状;
C)当合金厚度大于板材总厚的2O%时,允许将合金厚度用切削法加工至板材总厚度的2O%后再 进行试验。
5.5.2铝基合金
5.5.2.1将板材顺轧制方向剪成15 mm宽的试样,先将试样一次弯曲成18O。,弯曲半径与总厚度相等, 再复弯展平。试验时,合金层与钢背层分别为内层各试验一件。
5.5.2.2铝基合金与钢背结合质量试验结果允许试样断裂,但钢背与合金不应分层。
5.6磨合层结合质量
在电热鼓风烘烤箱内加热到150 °C〜160 °C保温2 h,自然冷却到室温后在500 IX以上照明条件下 肉眼观测,不应发生磨合层从基体上分离的现象,例如鼓泡、片状剥离或分层剥离。
5.7 耐磨合金金相组织
5.7.1铜基合金
铜基合金的金相组织按JB/T 9749.1—2015规定的试验方法进行。
5.7.2铝基合金
铝基合金的金相组织按GB/T 18326—2001规定的试验方法进行。
6检验规则
6.1检验分类
轴承的检验分为型式检验和出厂检验。
6.2型式检验
6.2.1具有以下情况之一时,轴承应进行型式检验:
a) 产品首次生产;
b) 产品转厂生产和定型鉴定;
C)正式生产后,因结构、材料、工艺有较大改变,足以影响性能;
d) 长期停产2年以上后恢复生产;
e) 出厂检验结果与上次型式检验结果有较大差异;
f) 国家质量监督机构有要求。
6.2.2轴承的型式检验的项目和顺序见表5。
6.2.3轴承进行型式检验的样品数量见表5。
6.2.4轴承在型式检验中全部项目符合要求,则判定轴承型式检验合格。若有不符合要求的项目,允 许加倍取样进行复检。若复检符合要求,则仍判定轴承型式检验合格;若复检中仍有不符合要求的项 目,则判定型式检验不合格。
6.3出厂检验
6.3.1轴承出厂检验项目和顺序见表5。
6.3.2轴承应逐台进行出厂检验。
6.3.3全部检验项目符合要求的轴承,则判定轴承出厂检验合格。若有任何一项不符合要求,则允许 采取纠正措施后进行复检。若复检符合要求,则仍判定该轴承出厂检验合格。若复检仍不符合要求,则 判定该轴承出厂检验不合格。
表5轴承的试验项目
|
序号 |
试验项目 |
型式检验 |
出厂检验 |
要求 |
试验 方法 | ||
|
项目 |
数量 |
项目 |
数量 | ||||
|
1 |
外观 |
• |
全检 |
• |
全检 |
4.1 |
5.1 |
|
2 |
尺寸公差 |
• |
壁厚全检;其余项 目抽检,检测数量 不低于10件 |
• |
壁厚全检;其余项 目抽检,检测数量 不低于2件 |
4.2 |
5.2 |
|
3 |
钢背贴合度 |
• |
抽检,检测数量 不低于3件 |
• |
抽检,检测数量 不低于2件 |
4.4 |
5.3 |
|
4 |
疲劳强度 |
• |
每种型式检验1件 |
— |
— |
4.5 |
5.4 |
|
5 |
钢背合金结合质量 |
• |
2件/批 |
• |
1件/批 |
4.6 |
5.5 |
|
6 |
磨合层结合质量 |
• |
全检 |
• |
抽检,检测数量 不低于10件 |
4.7 |
5.6 |
|
7 |
金相组织 |
• |
2件/批 |
— |
— |
4.8 |
5.7 |
注:“•”为必检项目;“一”表示不检项目。
7标志、包装、运输和贮存
7.1包装箱正面应标有制造厂名称、地址、产品名称、规格、牌号、净重、出厂日期。
72内包装用塑料布或防锈纸,外层用木箱并加固牢靠。
7.3运输时避免碰撞、防雨、防潮,库房应通风干燥。
7.4制造厂应保证在正常运输及储存条件下,防锈期不低于1年。
9