-
9— —铆钉;
-
10— 阀盖;
-
11— —上密封座;
-
12— —填料;
13 圆柱销;
-
14— —活节螺栓;
-
15— —螺母;
16--填料压套;
17 填料压板;
-
18— —阀杆螺母;
-
19— —油嘴;
-
20 阀杆螺母压盖;
-
21 手轮;
-
22— —锁紧螺母;
-
23— —螺栓;
-
24— —螺母。
ICS 23.060.30
J 16
GB/T 12234—2019
代替 GB/T 12234-2007
BOlted bonnet Steel gate VaIVeS for PetrOleUm and natural gas industries
2019-10-18 发布
2020-05-01 实施
国家市、场监督管理总同分布 中国国家标准化管理委员会发布
6.8关闭件组合拉力试验........................S
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替GB/T 12234—2007《石油、天然气工业用螺柱连接阀盖的钢制闸阀》,与 GB/T 12234—2007相比主要技术内容变化如下:
——增加了 DN650〜DN1050闸阀的公称尺寸(见第1章);
——增加了阀体端部法兰的与阀体焊接的焊后热处理要求(见4.4.3);
——增加了 DN600〜DN1050尺寸范围的壁厚和阀杆最小尺寸(见4.4.4、4.10.2);
——增加了 PN20、PN50、PN100、PN150 等公称压力对应的 CIaSS 级(见 4.4.4、4.5.6、4.10.2);
——修改了阀体与阀盖连接螺柱的要求(见4.7,2007年版的4.7);
——修改了阀体与阀盖螺柱强度计算的要求(见4.7.3,2007年版的4.7.2);
——修改了阀杆最小直径的要求(见4.10.2,2007年版的4.4.6);
——增加了允许负偏差尺寸的规定(见4.10.2);
——增加了阀杆微泄漏试验的要求(见4.11.6);
——修改了填料和填料箱函的要求(见4.11,2007年版的4.11);
——修改了材料的要求,增加了阀杆材料硬度的要求(见5.1.4,2007年版的5.5)。
本标准由中国机械工业联合会提出。
本标准由全国阀门标准化技术委员会(SAC/TC 188)归口。
本标准起草单位:合肥通用机械研究院有限公司、中核苏阀科技实业股份有限公司、武汉锅炉集团 阀门有限责任公司、上海良工阀门厂有限公司、环球阀门集团有限公司、上正阀门集团有限公司、远大阀 门集团有限公司、江苏苏盐阀门机械有限公司、上海美科阀门有限公司、浙江石化阀门有限公司、浙江伯 特利科技有限公司、保一集团有限公司、安徽省屯溪高压阀门有限公司、上海高中压阀门股份有限公司、 五洲阀门股份有限公司、精工阀门有限公司、凯瑞特阀业有限公司、南通市电站阀门有限公司、上海凯科 阀门制造有限公司、上海沪工阀门厂(集团)有限公司、天津市塘沽第一阀门有限公司、良工阀门集团有 限公司、江苏庆海石油机械有限公司、江苏圣泰阀门有限公司、维都利阀门有限公司、河南省高山阀门有 限公司、浙江中信阀门有限公司、江苏诚功阀门科技有限公司、郑州中力泵阀制造有限公司、埃尼斯阀门 集团有限公司、君品集团有限公司、浙江金龙自控设备有限公司、浙江亿科阀门有限公司、安徽铜都流体 科技股份有限公司。
本标准主要起草人:王晓钧、龙云飞、吕召政、毛剑韻、吴光忠、赵章正、梁素芳、韩正海、康世屏、 苏荆攀、金克雨、张晓忠、吴志军、邓继林、汪春臣、杨连成、李运龙、张建华、王鸿、杨雄军、项喜昌、 杨雄飞、韩文豪、严涛、王学丰、杨全庆、杨选标、陈双河、杨林鹏、黄光文、汤裕浩、余金权、徐远红、 王诗杨。
本标准所代替标准的历次版本发布情况为:
——GB/T 12234—1989、GB/T 12234—2007。
1范围
本标准规定了石油、天然气工业用螺柱连接阀盖的钢制闸阀(以下简称闸阀)的结构型式、技术要 求、材料、试验方法、检验规则、标志、防护、包装和贮运。
本标准适用于公称压力PN16〜PN420、公称尺寸DN25〜DNlO50,压力等级ClaSSI50〜 CIaSS2500、公称尺寸NPSl〜NPS42,适用温度一46 °C〜550 °C的法兰或焊接连接闸阀,包括:明杆螺纹 和支架形式(升降式阀杆、非升降式手轮),金属密封副,楔式单闸板、楔式双闸板、平行双闸板结构闸阀 和压力自紧密封阀盖的闸阀。
端部为螺纹连接和卡箍连接的闸阀可参照执行。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 150.3压力容器 第3部分:设计
GB/T 150.4压力容器 第4部分:制造、检验和验收
GB/T 152.4紧固件六角头螺栓和六角螺母用沉孔
GB/T196普通螺纹基本尺寸
GB/T197普通螺纹公差
GB/T 228.1金属材料拉伸试验第1部分:室温试验方法 GB/T GB/T GB/T GB/T GB/ T GB/ T GB/ T GB/ T
798活节螺栓
5796(所有部分)梯形螺纹
9113
9124
12220
12221
12222
12224
整体钢制管法兰
钢制管法兰技术条件
工业阀门标志
金属阀门结构长度
多回转阀门驱动装置的连接
钢制阀门一般要求
阀门的检验和试验
阀门的逸散性试验
GB/T26480 GB/T26481 JB/T 106阀门的标志和涂漆 JB/T 8858闸阀静压寿命试验规程 NB/T47013.2 NB/T47013.3 NB/T47013.4 NB/T47013.5
承压设备无损检测 承压设备无损检测 承压设备无损检测 承压设备无损检测
第2部分:射线检测 第3部分:超声检测 第4部分:磁粉检测 第5部分:渗透检测
SY/T 0599天然气地面设施抗硫化物应力开裂和应力腐蚀开裂金属材料技术规范
ISO 158481工业阀门微漏气的测量、试验和鉴定程序第1部分:阀门的分类体系和型式试 验鉴定程序(IndUStriaI VaIVeS-MeaSUrement, test and qualification ProCedUreS for fugitive emissions—Part 1 : CIaSSHCatiOn SyStem and qualification PrOCedUreS for type testing of VaIVeS)
ISO 15848-2工业阀门 微漏气的测量、试验和鉴定程序 第2部分:阀门产品验收试验(Indus-trial VaIVeS—Measurement, test and qualification PrOCedUreS for fugitive emissions—Part 2: Production acceptance test of VaIVeS)
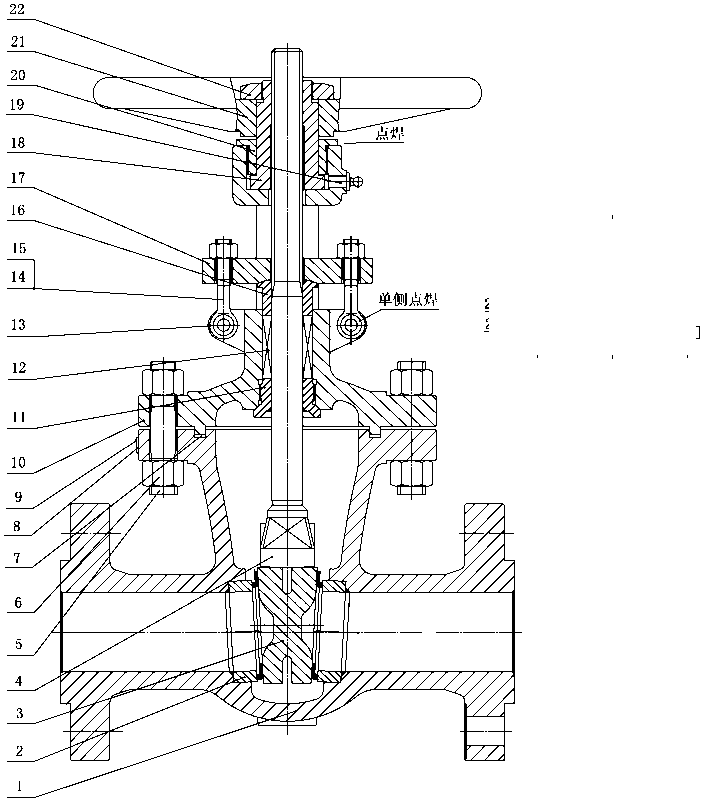
3结构型式
闸阀的典型结构型式如图1所示。
9— —铆钉;
10— 阀盖;
11— —上密封座;
12— —填料;
13 圆柱销;
14— —活节螺栓;
15— —螺母;
16--填料压套;
17 填料压板;
18— —阀杆螺母;
19— —油嘴;
20 阀杆螺母压盖;
21 手轮;
22— —锁紧螺母;
23— —螺栓;
24— —螺母。
说明:
3---闸板;
4——阀杆;
5 螺柱;
6— —螺母;
7— —垫片;
8---铭牌;
图1闸阀的典型结构示意图
4技术要求
4.1压力-温度额定值
4.1.1壳体的压力-温度额定值应符合GB/T 12224的规定。
4.1.2闸阀内部所采用的密封件或零件材料的允许使用压力-温度等级低于闸阀壳体材料压力-温度等 级,其允许使用压力-温度值应按闸阀内部所采用密封件或零件材料的压力-温度值,并应在闸阀的铭牌 上予以标明。
4.1.3双阀座密封的闸阀处于关闭位置时,阀体中腔内会积存介质。当温度升高或降低时,介质的膨 胀会造成中腔内压力的升高值过大,可能使闸阀壳体破坏。有这种情况的,应在订货合同中予以说明。 制造商应考虑在阀体的中腔增设泄压装置,以不超过闸阀的许用压力。使用者也应予注意。
4.2结构长度
结构长度及偏差应符合GB/T 12221的规定,或按订货合同的要求。
4.3连接端
4.3.1法兰连接端应符合GB/T 9113的规定。法兰密封面应符合GB/T 9124的规定,或按订货合同 的要求。
4.3.2焊接连接端的尺寸应符合GB/T 12224的规定,或按订货合同的要求。碳素钢焊接端阀体的碳 含量应不超过0.23%,碳当量应不大于0.43% O
4.4阀体
4.4.1阀体应铸造或锻造成型。 S
4.4.2已铸造成型的法兰连接端的阀体,不应将端法兰去除后改为焊接端的闸阀。
4.4.3阀体与端法兰采用焊接时,端法兰应采用对接焊形式的锻制法兰,焊接应符合GB/T 150.4的规 定。用于辅助焊接的垫环应在焊接后去除。碳钢和合金钢的焊后热处理应不高于最终热处理的回火温 度。焊后的热处理按表1的规定。
表1阀体与端法兰焊接的焊后热处理
|
材料品种 |
厚度 mm |
热处理温度范围 笆 |
每毫米厚度的保温时间 min/mm |
焊缝的硬度 HB | |
|
碳钢 |
>19 |
593〜649' |
≥2.4(总时间至少1 h) |
— | |
|
合金钢 |
0.5% VCr 含量≤2% |
>13 |
704〜746, |
≥2.4(总时间至少2 h) |
≤225 |
|
2% VCr 含量≤10% |
全部 |
704〜760 |
≥2.4(总时间至少2 h) |
≤241 | |
|
镍合金钢 |
>19 |
593〜635 |
≥1.2(总时间至少1 h) |
— | |
|
奥氏体不锈钢 |
全部 |
按材料规范的温度进行固溶处理 | |||
|
其他材料 |
全部 |
按材料规范 | |||
|
注:“一”表示无O | |||||
'碳钢和合金钢的焊后热处理应不高于最终热处理的回火温度,否则会使本体性能下降。
4.4.4阀体的最小壁厚(咨)按表2的规定;焊接连接端阀体时,距焊接端2狋距离内的壁厚应不小于 0.77 Im。
表2阀体和阀盖的最小壁厚
|
公称 尺寸 DN |
公称压力/压力级 |
公称 尺寸 NPS | |||||||||
|
PN16 |
PN20/ CIaSS150 |
PN25 |
PN40 |
PN50/ CaSS300 |
PN63 |
PN100/ CaSS600 |
PN150/ CaSS900 |
PN260/ CaSS1500 |
PN420/ CaSS2500 | ||
|
最小壁厚J) mm | |||||||||||
|
25 |
6.4 |
6.4 |
6.4 |
6.4 |
6.4 |
7.4 |
7.9 |
12.7 |
12.7 |
15.0 |
1 |
|
32 |
6.4 |
6.4 |
6.4 |
6.4 |
6.4 |
7.9 |
8.6 |
14.2 |
14.2 |
17.5 |
Iy |
|
40 |
6.4 |
6.4 |
6.7 |
7.4 |
7.9 |
8.2 |
9.4 |
15.0 |
15.0 |
19.1 |
IK |
|
50 |
7.9 |
8.6 |
8.8 |
9.3 |
9.7 |
10.0 |
11.2 |
15.8 |
19.1 |
22.4 |
2 |
|
65 |
8.7 |
9.7 |
10.0 |
10.7 |
11.2 |
11.4 |
11.9 |
18.0 |
22.4 |
25.4 |
2K |
|
80 |
9.4 |
10.4 |
10.7 |
11.4 |
11.9 |
12.1 |
12.7 |
19.1 |
23.9 |
30.2 |
3 |
|
100 |
10.3 |
11.2 |
11.5 |
12.2 |
12.7 |
13.4 |
16.0 |
21.3 |
28.7 |
35.8 |
4 |
|
150 |
11.9 |
11.9 |
12.6 |
14.6 |
16.0 |
16.7 |
19.1 |
26.2 |
38.1 |
48.5 |
6 |
|
200 |
12.7 |
12.7 |
13.5 |
15.9 |
17.5 |
19.2 |
25.4 |
31.8 |
47.8 |
62.0 |
8 |
|
250 |
14.2 |
14.2 |
15.0 |
17.5 |
19.1 |
21.2 |
28.7 |
36.6 |
57.2 |
67.6 |
10 |
|
300 |
15.3 |
16.0 |
16.8 |
19.1 |
20.6 |
23.0 |
31.8 |
42.2 |
66.8 |
86.6 |
12 |
|
350 |
15.9 |
16.8 |
17.7 |
20.5 |
22.4 |
25.2 |
35.1 |
46.0 |
69.9 |
— |
14 |
|
400 |
16.4 |
17.5 |
18.6 |
21.8 |
23.9 |
27.0 |
38.1 |
52.3 |
79.5 |
— |
16 |
|
450 |
16.9 |
18.3 |
19.5 |
23.0 |
25.4 |
28.9 |
41.4 |
57.2 |
88.9 |
— |
18 |
|
500 |
17.6 |
19.1 |
20.4 |
24.3 |
26.9 |
30.7 |
44.5 |
63.5 |
98.6 |
— |
20 |
|
600 |
19.6 |
20.6 |
22.2 |
27.0 |
30.2 |
34.7 |
50.8 |
73.2 |
114.3 |
— |
24 |
|
650 |
20.6 |
21.4 |
23.1 |
28.2 |
31.6 |
— |
— |
— |
— |
— |
26 |
|
700 |
21.4 |
22.2 |
24.1 |
29.6 |
33.3 |
— |
— |
— |
— |
28 | |
|
750 |
22.2 |
23.0 |
25.0 |
31.0 |
34.9 |
— |
— |
— |
— |
— |
30 |
|
800 |
23.0 |
23.8 |
25.9 |
32.0 |
36.0 |
— |
— |
— |
— |
— |
32 |
|
850 |
23.8 |
24.6 |
26.9 |
33.6 |
38.1 |
— |
— |
— |
— |
— |
34 |
|
900 |
24.6 |
25.3 |
27.9 |
34.8 |
39.6 |
— |
— |
— |
— |
— |
36 |
|
950 |
25.3 |
26.1 |
28.6 |
36.2 |
41.3 |
— |
— |
— |
— |
— |
38 |
|
1 000 |
26.1 |
27.0 |
29.7 |
37.7 |
43.0 |
— |
— |
— |
— |
— |
40 |
|
1 050 |
27.0 |
27.7 |
30.5 |
38.9 |
44.4 |
— |
— |
— |
— |
— |
42 |
4.4.5如图2所示,阀体通道与阀体颈部连接处及其他应力集中部位和非圆形体等部位应适当加厚O
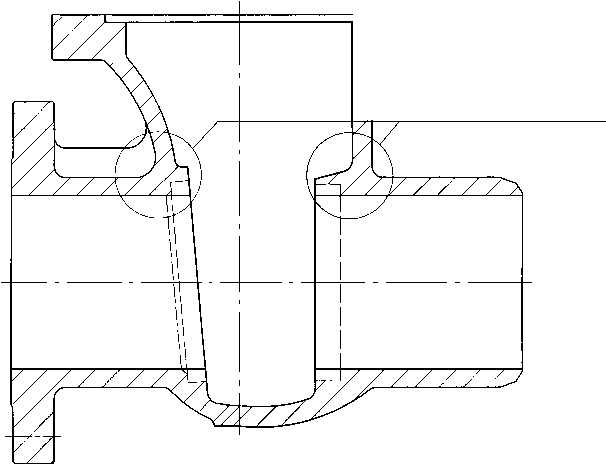
图2阀体
4.4.6阀体密封座的内径应不小于表3的规定,带扳手支点螺纹连接式的阀体密封座除外。其他阀座 的内径应与阀体流道的内径一致。
表3阀体密封座的最小内径
|
公称 尺寸 DN |
公称压力/压力级 |
公称 尺寸 NPS | |||||
|
PN16、PN20/ ClaSS150 |
PN25、PN40、 PN50∕CIaSS300 |
PN63、PN100/ CaSS600 |
PN150/ CaSS900 |
PN260/ CaSS1500 |
PN420/ CaSS2500 | ||
|
阀体密封座的最小内径 mm | |||||||
|
25 |
25 |
25 |
25 |
22 |
22 |
19 |
1 |
|
32 |
31 |
31 |
31 |
28 |
28 |
25 |
1% |
|
40 |
38 |
38 |
38 |
34 |
34 |
28 |
1妬 |
|
50 |
50 |
50 |
50 |
47 |
47 |
38 |
2 |
|
65 |
63 |
63 |
63 |
57 |
57 |
47 |
2妬 |
|
80 |
76 |
76 |
76 |
72 |
69 |
57 |
3 |
|
100 |
100 |
100 |
100 |
98 |
92 |
72 |
4 |
|
150 |
150 |
150 |
150 |
146 |
136 |
111 |
6 |
|
200 |
200 |
200 |
199 |
190 |
177 |
146 |
8 |
|
250 |
250 |
250 |
247 |
238 |
222 |
184 |
10 |
|
300 |
300 |
300 |
298 |
282 |
263 |
218 |
12 |
|
350 |
336 |
336 |
326 |
311 |
288 |
241 |
14 |
|
400 |
387 |
387 |
374 |
355 |
330 |
276 |
16 |
|
公称 尺寸 DN |
公称压力/压力级 |
公称 尺寸 NPS | |||||
|
PN16、PN2O/ CIaSS15O |
PN25、PN4O、 PN5O/CaSS3OO |
PN63、PN1OO/ CaSS6OO |
PN15O/ CaSS9OO |
PN26O/ CaSS15OO |
PN42O/ CaSS25OO | ||
|
阀体密封座的最小内径 mm | |||||||
|
45O |
438 |
431 |
419 |
4OO |
371 |
311 |
18 |
|
5OO |
488 |
482 |
463 |
444 |
415 |
342 |
2O |
|
6OO |
59O |
584 |
558 |
533 |
498 |
412 |
24 |
|
65O |
641 |
635 |
— |
— |
— |
— |
26 |
|
7OO |
692 |
686 |
— |
— |
— |
— |
28 |
|
75O |
743 |
737 |
— |
— |
— |
— |
3O |
|
8OO |
779 |
779 |
— |
— |
— |
— |
32 |
|
85O |
83O |
83O |
— |
— |
— |
— |
34 |
|
9OO |
874 |
874 |
— |
— |
— |
— |
36 |
|
95O |
925 |
925 |
— |
— |
— |
— |
38 |
|
1 OOO |
976 |
976 |
— |
— |
— |
— |
4O |
|
1 O5O |
1O2O |
1 O2O |
— |
— |
— |
— |
42 |
4.4.7奥氏体不锈钢闸阀的阀座密封面可在阀体上直接加工。当阀座密封面采用合金材料或硬质合 金材料时,宜采用堆焊焊到单独的阀座圈上(根据堆焊操作方式和工艺的堆焊层数),经加工后的堆焊层 厚度应不小于2 mm。阀座圈再用螺纹或焊接的连接方式固定在阀体上。公称尺寸不大于DN5O (NPS2)的阀体的阀座圈可采用滚压或胀接的方式。
4.4.8阀体阀座密封面的内径和外径应倒角或倒圆。阀座与阀体装配时,可使用黏度不大于煤油的轻 质润滑油,不应采用密封剂。
4.4.9订货合同有要求时,可在阀体上设置放泄孔,放泄孔应符合GB/T 12224的规定。如果放泄孔仅 用于压力试验,则该孔的公称尺寸应不大于DN15。
4.4.10阀体端部连接法兰和中法兰的背面应加工或按GB/T 152.4的规定锪平。
4.5阀盖
4.5.1阀盖应按阀体制造的技术要求铸造或锻造整体成型。
4.5.2阀盖上应有一个圆锥形或球形的上密封。上密封座应采用衬套镶在阀盖上,或在阀盖处堆焊不 锈钢或硬质合金。堆焊层加工后最小厚度应不小于1.6 mm。奥氏体不锈钢阀盖的上密封面可直接加 工而成。
4.5.3阀盖的阀杆孔应设计有适当的间隙,使其既能保证阀杆顺利的升降,又能防止填料的挤出。
4.5.4 宜使用活节螺栓压紧填料压盖,不应采用焊接或承插焊附加在阀盖上。活节螺栓应符合 GB/T 798的规定,螺母用采用粗制六角厚螺母。
4.5.5订货合同有要求时,可在阀盖上设一个不大于DN15的螺孔,采用螺塞进行堵塞。
4.5.6除阀杆填料箱和加长阀盖颈部位置外,阀盖最小壁厚(Zm)按表2的规定;阀盖的阀杆填料箱部 位的最小壁厚按表4的规定。
表4阀盖的阀杆填料箱部位的最小壁厚
|
填料箱装填料 孔的内径 mm |
公称压力/压力等级 | |||||
|
PN16、PN20/ ClaSS150 |
PN25、PN40、 PN50/ CaSS300 |
PN63、PN100/ CaSS600 |
PN150/ CaSS900 |
PN260/ CaSS1500 |
PN420/ CaSS2500 | |
|
最小壁厚 mm | ||||||
|
15 |
2.8 |
3.0 |
3.6 |
4.2 |
5.3 |
7.6 |
|
16 |
2.8 |
3.1 |
3.6 |
4.4 |
5.6 |
7.9 |
|
17 |
2.8 |
3.2 |
3.7 |
4.5 |
5.8 |
8.2 |
|
18 |
2.9 |
3.5 |
3.9 |
4.6 |
5.9 |
8.5 |
|
19 |
3.0 |
3.8 |
4.1 |
5.1 |
6.1 |
8.9 |
|
20 |
3.3 |
4.0 |
4.2 |
5.2 |
6.3 |
9.2 |
|
25 |
4.0 |
4.8 |
4.8 |
6.3 |
7.1 |
11.0 |
|
30 |
4.5 |
4.8 |
4.8 |
6.5 |
8.2 |
13.1 |
|
35 |
4.8 |
4.8 |
5.1 |
7.1 |
9.7 |
14.5 |
|
40 |
4.9 |
5.0 |
5.7 |
7.5 |
10.2 |
16.4 |
|
50 |
5.5 |
6.2 |
6.3 |
7.9 |
11.6 |
19.8 |
|
60 |
5.6 |
6.4 |
6.8 |
8.9 |
13.4 |
23.2 |
|
70 |
5.6 |
6.9 |
7.4 |
9.9 |
15.8 |
26.5 |
|
80 |
5.8 |
7.2 |
8.1 |
11.0 |
17.4 |
30.1 |
|
90 |
6.4 |
7.4 |
8.8 |
12.0 |
19.1 |
33.2 |
|
100 |
6.4 |
7.7 |
9.5 |
12.8 |
20.8 |
36.7 |
|
110 |
6.4 |
8.1 |
10.3 |
14.1 |
22.9 |
40.1 |
|
120 |
6.6 |
8.6 |
10.9 |
14.9 |
24.8 |
43.5 |
|
130 |
7.1 |
8.8 |
11.3 |
16.2 |
26.5 |
46.9 |
|
140 |
7.1 |
9.2 |
12.0 |
17.3 |
28.3 |
50.2 |
|
注:中间直径的壁厚按插入法计算。 | ||||||
4.6阀体与阀盖的连接
4.6.1阀体与阀盖应采用法兰、垫片、螺柱螺母的连接形式应采用压力自密封阀盖的连接形式。阀体 与阀盖的连接结构和强度应符合GB/T 150.3的规定。
4.6.2阀体与阀盖的连接法兰应采用平面、突面、凹凸面、榫槽面或环连接;公称压力大于PN25的闸阀 不应采用平面法兰。
4.6.3阀盖与阀体连接法兰的螺母支撑表面应与法兰密封面平行,平行度不超过士1°
4.6.4阀体和阀盖连接处法兰的密封垫可以采用下列的一种:
a) 非金属平垫片(非石棉垫片);
b) 金属包覆垫片;
C)柔性石墨复合增强垫片;
d) 柔性石墨波齿复合垫片;
e) 带有加强环柔性石棉缠绕垫片;
f) 金属环形垫(八角垫、椭圆垫);
g) 用户协议规定的其他垫片。
除金属环形垫外,其他没有加强圈的垫片应采取防止垫片被压散的措施(如安装在有止口的凹槽 内)。公称压力大于PN25的垫片应不超出螺柱孔的内缘。
4.6.5公称压力大于PN25或DN65的闸阀的阀体与阀盖连接法兰应是圆形的。
4.6.6为便于装配,垫片可使用比重不大于煤油的润滑油,但不应使用密封脂和润滑脂。
4.7阀体与阀盖的螺柱连接
4.7.1阀体与阀盖连接应采用全螺纹双头螺柱,配六角厚螺母。全螺纹双头螺柱的数量应不少于4个, 其最小直径按表5的规定。
表5阀体与阀盖连接的双头螺柱最小直径
|
公称尺寸 DN |
螺柱最小直径 |
公称尺寸 NPS |
|
25 〜65 |
M10 |
1〜2K |
|
80 〜200 |
M12 |
3〜8 |
|
≥ 250 |
M16 |
≥10 |
4.7.2小于M27的螺柱和螺母的螺纹可采用粗牙螺纹;大于或等于M27的螺柱和螺母的螺纹应采用 螺距不大于3 mm的螺纹。螺纹尺寸和公差应符合GB/T 196和GB/T 197的规定。
4.7.3阀体与阀盖连接螺柱的总有效截面积应符合GB/T 12224的规定。
4.8闸板
4.8.1闸板可采用单闸板或双闸板。单闸板分楔式刚性单闸板和楔式弹性单闸板;双闸板分楔式双闸 板和平行式双闸板,如图3所示。
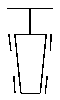

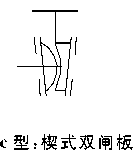
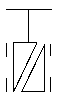
图3闸板的结构
4.8.2楔式单闸板上应有两个独立的密封面与阀体阀座吻合;平行式双闸板应具有内部撑开机构,关 闭时可使其与阀体的阀座密封面吻合。
4.8.3设计结构应保证不论闸阀的安装方向如何,各种闸板都不会与阀杆分离和脱落,并保证闸板和 阀杆在任何方向都能保持同轴方向。
4.8.4闸板应有与阀体导向筋相配的导向槽,以保证闸板和阀杆在任何方向都能正常启闭。阀体导向 筋不应伸出超过阀座孔通道。阀体导向筋和阀体导向槽应考虑相互配合间隙、磨损,介质腐蚀、冲蚀,或 这些因素的综合影响。订货合同有要求时,阀体导向筋和阀体导向槽可采取表面硬化处理。
4.8.5除平行式双闸板外,在闸阀完全开启时,闸板应完全升离阀座通孔。
4.8.6奥氏体不锈钢闸阀闸板的阀座密封面可在阀体上直接加工;当阀体阀座密封面需要用合金材料 或硬质合金材料时,宜采用堆焊到单独的阀座圈上(根据堆焊操作方式和工艺的堆焊层数),经加工后的 堆焊层厚度应不小于2 mm。
4.8.7楔式闸阀设计应考虑密封面的磨损,闸板密封面中心应高于阀体密封面中心。当闸板密封面磨 损时,闸板位置下降后应仍能保证阀体和闸板密封面完全吻合。闸板的磨损余量见图4,闸板的磨损余 量应不小于表6的规定。
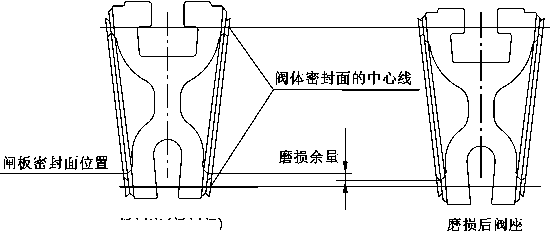
新阀座(新阀门)
图4闸板密封面磨损余量示意图
表6闸板的最小磨损余量
单位为毫米
|
公称尺寸 DN |
磨损余量 |
公称尺寸 NPS |
|
2靑50 |
2.3 |
1〜2 |
|
65 〜150 |
3.3 |
2妬〜6 |
|
200〜300 |
6.4 |
8〜12 |
|
350〜450 |
9.7 |
14 〜18 |
|
500〜600 |
12.7 |
20 〜24 |
|
650〜700 |
16.0 |
26 〜28 |
|
750〜900 |
19.1 |
30 〜36 |
|
950〜1 050 |
25.4 |
38 〜42 |
4.9支架
4.9.1支架与阀盖的设计可为整体或分体。分体连接支架在连接面处应有适当的定位配合面,以保证 支架与填料孔同轴。支架与阀盖可采用螺柱或螺栓连接。螺柱或螺栓连接应保证阀门在最大操作载荷 力下不出现破坏。
4.9.2拆卸阀杆螺母时,不应从闸阀上取下支架或阀盖。
4.9.3支架与阀杆螺母的承压接触面应是平的和光滑的,应加装油嘴润滑承压接触面。
4.9.4连接支架与驱动装置的法兰尺寸应符合GB/T 12222的规定。
4.10阀杆和阀杆螺母
4.10.1阀杆的设计应考虑闸阀在各种使用条件下的操作力。阀杆在轴向力作用下应保证闸阀承压区 域内的阀杆与闸板连接头及阀杆各部分的强度大于螺纹根部的强度。
4.10.2阀杆最小直径,即阀杆与填料接触段的外径,应符合表7的规定,阀杆最小直径的允许偏差见 表80阀杆的梯形螺纹外径可小于阀杆最小直径,但不应超过1.6 mm。与填料接触段的阀杆表面粗糙 度(Ra)值应不大于0.8 μm,阀杆总长的直线度应小于1 mm∕m0
表7阀杆最小直径
|
公称 尺寸 DN |
公称压力∕压力等级 |
公称 尺寸 NPS | |||||||||
|
PN16 |
PN20/ CIaSS150 |
PN25 |
PN40 |
PN50/ CaSS300 |
PN63 |
PN100/ CaSS600 |
PN150/ CaSS900 |
PN260/ CaSS1500 |
PN420/ CaSS2500 | ||
|
阀杆的最小直径 mm | |||||||||||
|
25 |
14.00 |
15.89 |
15.89 |
15.89 |
15.89 |
15.89 |
15.89 |
19.05 |
19.05 |
19.05 |
1 |
|
32 |
15.59 |
15.89 |
15.89 |
15.89 |
15.89 |
15.89 |
15.89 |
19.05 |
19.05 |
19.05 |
1¼ |
|
40 |
17.17 |
17.46 |
18.00 |
18.00 |
19.05 |
19.05 |
19.05 |
22.23 |
22.23 |
22.23 |
1¼ |
|
50 |
18.00 |
19.05 |
19.05 |
19.05 |
19.05 |
19.05 |
19.05 |
25.40 |
25.40 |
25.40 |
2 |
|
65 |
18.77 |
19.05 |
19.05 |
19.05 |
19.05 |
21.87 |
22.23 |
28.58 |
28.58 |
31.75 |
2¼ |
|
80 |
21.87 |
22.23 |
22.23 |
22.23 |
22.23 |
24.00 |
25.40 |
28.58 |
31.75 |
31.75 |
3 |
|
100 |
24.00 |
25.40 |
25.40 |
25.40 |
25.40 |
26.00 |
28.58 |
31.75 |
34.93 |
34.93 |
4 |
|
150 |
28.00 |
28.58 |
28.58 |
30.00 |
31.75 |
32.00 |
38.10 |
41.28 |
44.45 |
47.63 |
6 |
|
200 |
31.39 |
31.75 |
32.00 |
34.00 |
34.93 |
38.00 |
41.28 |
47.63 |
53.98 |
60.33 |
8 |
|
250 |
34.47 |
34.93 |
36.00 |
37.62 |
38.10 |
42.00 |
47.63 |
53.98 |
63.50 |
73.03 |
10 |
|
300 |
37.62 |
38.10 |
38.00 |
40.00 |
41.28 |
46.00 |
50.80 |
57.15 |
69.85 |
82.55 |
12 |
|
350 |
40.77 |
41.28 |
42.00 |
43.84 |
44.45 |
50.00 |
57.15 |
60.33 |
76.20 |
— |
14 |
|
400 |
43.84 |
44.45 |
46.00 |
46.00 |
47.63 |
55.00 |
60.33 |
63.50 |
76.20 |
— |
16 |
|
450 |
46.94 |
47.63 |
48.00 |
50.00 |
50.80 |
60.00 |
63.50 |
69.85 |
— |
— |
18 |
|
500 |
50.00 |
50.80 |
50.80 |
52.00 |
53.98 |
60.00 |
69.85 |
76.20 |
— |
— |
20 |
|
600 |
52.00 |
57.15 |
57.15 |
60.00 |
63.50 |
75.00 |
76.20 |
— |
— |
— |
24 |
|
650 |
56.00 |
60.33 |
65.00 |
65.00 |
69.85 |
— |
— |
— |
— |
— |
26 |
|
700 |
60.00 |
63.50 |
70.00 |
70.00 |
76.20 |
— |
— |
— |
— |
— |
28 |
|
750 |
60.00 |
63.50 |
70.00 |
75.00 |
82.60 |
— |
— |
— |
— |
— |
30 |
|
800 |
64.00 |
66.68 |
75.00 |
80.00 |
85.73 |
— |
— |
— |
— |
— |
32 |
|
850 |
64.00 |
69.85 |
75.00 |
80,00 |
85.73 |
— |
— |
— |
— |
— |
34 |
|
900 |
68.00 |
69.85 |
75.00 |
80.00 |
88.90 |
— |
— |
— |
— |
— |
36 |
|
950 |
68.00 |
76.20 |
80.00 |
85.00 |
95.25 |
— |
— |
— |
— |
— |
38 |
|
1 000 |
72.00 |
79.38 |
85.00 |
90.00 |
98.43 |
— |
— |
— |
— |
— |
40 |
|
1 050 |
75.00 |
82.60 |
85.00 |
90.00 |
101.60 |
— |
— |
— |
— |
— |
42 |
表8阀杆最小直径允许偏差
|
阀杆直径 mm |
允许负偏差 mm |
|
≤15.9O |
O.31 |
|
>15.9O 〜22.2O |
O.33 |
|
>22.2O 〜25.4O |
O.36 |
|
>25.4O 〜28.6O |
O.38 |
|
>28.6O 〜31.8O |
O.41 |
|
>31.8O 〜34.9O |
O.43 |
|
>34.9O 〜38.1O |
O.48 |
|
>38.1O 〜41.3O |
O.53 |
|
>41.3O 〜5O.8O |
O.66 |
|
>5O.8O 〜82.6O |
O.76 |
|
>82.6O 〜1O1.6O |
O.81 |
4.10.3阀杆与阀杆螺母接触面应是梯形螺纹;梯形螺纹应符合GB/T 5796的规定,或按订货合同的要 求加工。直接用手轮操作阀杆的闸阀应采用左旋螺纹。阀杆与阀杆螺母的旋合长度应不小于阀杆直径 的1.4倍。
4.10.4阀杆应由整体材料制成,不应采用组合焊接或螺纹组合等形式。
4.10.5楔式闸板和阀杆之间应采用T形头连接;双闸板和阀杆之间可采用螺纹连接。阀杆与闸板连 接应采用能防止阀杆旋转的结构。
4.10.6阀杆应有一个圆锥形或球面形的上密封面,当闸阀全开时与阀盖的上密封座吻合,但上密封并 不意味着当阀门处于压力下可用于添加或更换填料。
4.10.7阀杆螺母的设计应保证闸阀在开启状态下将手轮拆卸后,阀杆和闸板仍保持原有位置,即闸板 和阀杆不会落下。
4.10.8阀杆螺母与手轮的连接可采用六边形、带键槽的圆柱体或具有相等强度的其他结构。
4.10.9阀杆螺母应用带螺纹的轴承压盖压在支架顶部内转动。轴承压盖应采用点焊或紧定螺钉固定 防松,不应采用铆固或尖冲等简单方法锁定。
4.10.10工厂制造的闸阀在关闭后,其阀杆的螺纹应伸出阀杆螺母顶部。公称尺寸小于或等于DN15O 时,阀杆螺纹伸出部分的最大值应是磨损余量的5倍;公称尺寸大于DN15O时,阀杆螺纹伸出部分应不 小于闸板的磨损余量的3倍。 M
4.10.11阀杆螺母和支架之间的所有接触面应是平行的平面。公称压力不小于PN63、公称尺寸不小 于DN25O(NPS1O)的,及公称压力不小于PN1OO(Class6OO)、公称尺寸不小于DN150(NPS6)的闸阀, 应提供带润滑装置的滚珠轴承或滚柱轴承。
4.11填料和填料箱
4.11.1在未压紧之前,填料的截面应是方形或矩形的。
4.11.2除有特殊要求外,填料箱的深度应不少于5圈未经压缩的填料的高度。填料箱与填料接触表 面粗糙度(Ra)值应不大于3.2 μm0
4.11.3阀杆最小直径不大于49 mm时,填料箱孔的内径应是阀杆直径加两倍填料的宽度再加O.4 mm 之和;阀杆最小直径大于49 mm时,填料箱孔的内径应是阀杆直径加两倍填料的宽度再加0.8 mm 之和。
4.11.4填料压盖应由填料压板和填料压套(用球面自动对准)组成。填料压板应是带有两个安装活节 螺栓的通孔(不开口)法兰。填料压套球面顶端外径应有一个台肩,以防止压套完全进入填料箱中。填 料压套外径与填料箱的间隙应小于填料套内径与阀杆的间隙。填料压盖的螺栓可是下列形式之一:
a) 活节螺栓通过穿孔眼的销固定在阀盖上,固定销有防止脱落的措施;
b) 螺柱穿过阀盖颈部法兰的通孔,并用两个螺母固定在法兰上(在法兰的两侧都有螺母)。
4.11.5订货合同有要求时,可提供填料隔环。在填料隔环每一端面上应有两个彼此错开180。的通孔 或GB/T 196规定的M3螺纹孔,以便使用夹具安装或拆除。在填料箱对应填料隔环中部处钻孔,攻锥 管螺纹并配注脂阀或螺塞。锥管螺纹的公称尺寸应不小于DN8。填料箱外锥管螺纹处应有符合 GB/T 12224规定的凸台。如果使用隔环,填料箱的深度应不小于隔环下3个未经压缩的填料环加隔 环厚度再加隔环上3个未经压缩填料环的高度。
4.11.6 订货合同有要求时,阀门应能满足GB/T 26481、ISo 158482、ISo 15848-1的逸散性型式 试验。
4.12操作
4.12.1除在订货合同中有规定外,闸阀应采用逆时针方向为开的手轮直接操作。
4.12.2操作闸阀应采用不多于6根轮辐的“轮辐和轮缘”型手轮。手轮可为一体式结构,或几种成型 形状材料的碳钢拼制手轮。拼制手轮的强度和刚度应与一体式结构的相当。
4.12.3安装在阀杆螺母上的手轮应由锁紧螺母固定。在手轮上应有“开”或“开”“关”字样及旋转 方向。
4.12.4若采用链轮、齿轮传动或电动等驱动装置操作,买方应在订货合同中提出要求,如:链轮的操作 尺寸、齿轮传动箱上手轮的方位、电动、液动、气动或其他驱动装置的型式、闸阀的最大工作压差和温度, 以及输入电源的条件等。
4.13旁通装置
订货合同中有要求时,应提供旁通装置。旁通装置管道的连接位置和方式应符合GB/T 12224的 规定。
4.14静压寿命
闸阀静压寿命试验次数应符合表9的要求。
表9闸阀的静压寿命次数
|
公称尺寸 DN |
静压寿命试验次数 |
公称尺寸 NPS |
|
≤100 |
≥3 000 |
≤4 |
|
>100-300 |
≥2 000 |
>4-12 |
|
>300-450 |
≥1 000 |
>12-18 |
|
>450 〜600 |
≥500 |
>18-24 |
|
>600 |
根据订货要求确定 |
>24 |
4.15无损检测
4.15.1采用组焊形式的阀体、连接端法兰应进行连接焊缝表面和内部的无损检测。内部缺陷检测结 果应不低于NB/T 47013.2或NB/T 47013.3的∏级;表面缺陷检测结果应符合NB/T 47013.4或 NB/T 47013.5 的 I 级O
4.15.2所有焊接连接端闸阀的焊接端部位应进行表面无损检测,检查结果应为NB/T 47013.4或 NB/T 47013.5 的 I 级O
4.15.3采用公称压力不小于PN250的合金材料和符合GB/T 12224规定的特殊压力级铸造闸阀,每 设计一种新模型时,前5台的阀体和阀盖应逐个按GB/T 12224的要求对承压部位进行射线检测。以 后每5台应至少抽取1台进行检测,不足5台时,也应抽取1台进行检测。如果其中1台检测结果不合 格,其余4台应逐台进行检查。
4.16压力试验
4.16.1闸阀的壳体试验、密封试验和上密封试验应符合GB/T 26480的规定。
4.16.2带有电动、气动、液动等驱动装置的闸阀在进行密封试验时,应按阀门的允许工作压力和工作 压差,用所配置的驱动装置启闭操作闸阀进行密封试验。
5材料
5.1闸阀的材料
5.1.1主要零件材料
闸阀的阀体、阀盖和阀盖支架等零件的材料(除阀杆、密封副材料、阀内与介质接触的其他零件)按 表10的规定。
表10零件材料
|
零件 |
材料 |
|
阀体和阀盖 |
符合GB/T 12224规定的材料 |
|
闸板 |
闸板本体的抗腐蚀性能应不低于阀体材料的;密封副材料按表11的规定 |
|
阀座圈 |
分体式阀座本体材料的抗腐蚀性能应不低于阀体材料的;密封副材料按表11的规定 |
|
支架(与阀盖分离形式) |
碳素钢材料或与阀盖相同的材料 |
|
阀体和阀盖的连接螺柱 |
使用温度为一29 'C〜425 'C的阀门,阀体与阀盖连接螺柱材料应采用铬-钥合金钢,螺 母材料应采用优质碳素钢。其他温度范围用的连接螺柱材料按订货合同的要求 |
|
阀体和阀盖的密封垫 |
适用温度应与闸阀相同,抗腐蚀性能应不低于阀体材料 |
|
填料 |
应满足使用温度,适用介质为蒸汽和石油制品介质,含有金属缓蚀剂的柔性石墨及柔 性石墨编织填料 |
|
填料压套、填料隔环 |
填料压套和填料隔环应采用抗锈蚀性能不低于闸阀内件的材料 |
|
填料压板的连接螺栓 阀盖支架(与阀盖分离形式) |
经热处理后抗拉强度应不低于415 MPa |
|
阀杆螺母 |
阀杆螺母应采用熔点在955 'C以上铜合金或含镍铸铁 |
|
零件 |
材料 |
|
手轮 |
碳素钢、球墨铸铁或可锻铸铁 |
|
手轮固定螺母 |
碳钢、不锈钢、可锻铸铁或球墨铸铁 |
|
螺塞 |
抗腐蚀性能不低于阀体的材料 |
|
阀杆与双闸板连接的销 |
奥氏体不锈钢 |
|
旁通管路和旁通阀 |
抗腐蚀性能不低于阀体的材料 |
|
铭牌 |
用抗腐蚀的不锈钢或铝合金 |
5.1.2焊接端阀体的碳当量
阀体材料为碳素钢材料的焊接端连接的闸阀的化学成分应符合下列要求:
a) 碳素钢或碳锰钢的含碳量不超过0.23% ;⅛ffi(Cr-Mo)合金钢的含碳量不超过0.15% ;
b) 碳当量(CE)应不大于0.43% O
注:碳当量(CE)计算公式 CE =籾(C) + 籾(Mn)∕6 + [w(Cr) + w(Mo) + w(V)]∕5 + [w(Ni) + w(Cu)]∕15 ,结果 用百分号表示。
5.1.3密封副材料
密封副应采用有抗腐蚀、耐磨性能的不锈钢、Cr合金或硬质合金,可按表11选用。
表11密封副材料
|
材料类型 |
密封面的硬度 |
备注 |
|
铭不锈钢(Cr13系列) |
最小HB250a |
— |
|
铭-镍不锈钢(Cr18-Ni8) |
由制造厂规定b |
— |
|
硬质合金 |
最小HRC35 |
— |
|
a阀座密封面和闸板密封面的最小硬度为HB250,两者最小硬度差为HB50o b阀座密封面和闸板密封面间不要求硬度差。 | ||
5.1.4阀杆和上密封阀座
阀杆和上密封阀座应采用具有抗腐蚀性能、不低于阀体材料的不锈钢材料、耐热合金钢等,并按要 求进行热处理,可按表12选用。
表12阀杆和上密封阀座材料
|
材料类型 |
典型牌号 |
热处理要求和硬度 |
上密封阀座 |
|
铭不锈钢 |
Cr 13系列材料 |
调质处理,HB200〜HB275 |
≥HB250 |
|
铭-镍不锈钢 |
304、1Cr18Ni9 等 |
固溶化处理,表面硬化处理 |
由制造厂确定 |
|
铭-镍-钥不锈钢 |
316、1Cr18Ni12Mo2Ti 等 |
固溶化处理,表面硬化处理 |
由制造厂确定 |
|
铭-钥合金钢 铭-钥-钒合金钢 |
38CrMOAlA 等 25Cr2Mo1V 等 |
调质处理,硬度由制造厂确定, 表面还须经防腐处理 |
>HB250 |
5.2抗腐蚀要求
5.2.1订货合同有抗硫要求时,应通过热处理的方法改善闸阀承压壳体中对硫化物应力腐蚀开裂敏感 材料的抗硫性能。材料的热处理方法应符合相关标准或工艺的规定。承压材料的抗硫化物应力开裂和 抗应力腐蚀开裂的试验按SY/T 0599的要求进行。
5.2.2订货合同有耐腐蚀要求时,螺柱及螺母应采用铬镍钼不锈钢材料,并应进行相应的热处理,控制 适当的材料硬度。
6试验方法
6.1总则
闸阀的检验如下:
a) 在装配过程中对阀门进行检验,应使用非破坏性检验方法;
b) 检查原材料入厂检验记录,工序过程记录,焊接和堆焊记录,热处理记录,无损检测记录等; C)压力试验。
6.2压力试验
闸阀的压力试验应按GB/T 26480的规定执行。
6.3阀体壁厚测量
用测厚仪或专用卡尺测量阀体流道、中腔及阀盖部位的壁厚。
6.4阀杆直径测量
用游标卡尺测量与填料接触区域的阀杆直径及阀杆梯形螺纹外径。
6.5阀杆硬度测量
用硬度计在阀杆光杆部位测量,测量3点取平均值。
6.6密封面硬度测量
用硬度计在闸板的两个密封面的中心区域各测量3点,取平均值。
6.7闸板磨损余量测量
关闭闸阀达到密封状态,测量阀体通道内下端部位闸板密封面超出阀座密封面的高度。
6.8关闭件组合拉力试验
将楔式闸板、阀杆和阀杆螺母组合到一起,用试验专用夹具连接闸板中心,并用专用工装安装到阀 杆螺母上(拉伸时,仅阀杆螺母的支撑面受力类似闸阀的安装使用状态),用拉伸试验机夹紧两个工装夹 具拉伸,直至拉断破坏。
6.9材质成分分析
采用光谱分析法分析被检测零件本体材料的加工表面,或在加工表面6 mm之下取样,采用化学法 进行材料元素分析。
6.10阀体材质力学性能
用与阀体同炉号、同批热处理的试棒按GB/T 228.1规定的方法进行。
6.11逸散性试验
按GB/T 26481JSO 15848-1规定的方法进行。
6.12静压寿命试验
按JB/T 8858规定的方法进行。
6.13阀体标志检查
目视检查阀体表面铸造或打印标记内容。
6.14铭牌内容检查
目视检查闸阀铭牌上打印标记内容。
6.15无损检测
按4.15对所要求部位进行检查。
7检验规则
7.1出厂检验
闸阀应逐台进行出厂检验,检验合格后方可出厂,检验项目、技术要求和检验方法按表13的规定O
表13检验项目、技术要求和检验方法
|
检验项目 |
检验类别 |
技术要求 |
检验和试验方法 | |
|
出厂检验 |
型式试验 | |||
|
壳体试验 |
√ |
√ |
4.16 |
6.2 |
|
上密封试验 |
√ |
√ |
4.16 |
6.2 |
|
密封试验 |
√ |
√ |
4.16 |
6.2 |
|
阀体壁厚测量 |
√ |
√ |
4.4.4 |
6.3 |
|
阀杆直径测量 |
— |
√ |
4.10.2 |
6.4 |
|
阀杆硬度测量 |
√ |
√ |
5.1.4 |
6.5 |
|
密封面硬度测量 |
— |
√ |
5.1.3 |
6.6 |
|
闸板磨损余量测量 |
— |
√ |
4.8.7 |
6.7 |
|
关闭件组合拉力试验 |
— |
√ |
4.10.1 |
6.8 |
|
阀体材质成分分析 |
√ |
√ |
5.1 |
6.9 |
|
阀体材质力学性能’ |
√ |
√ |
5.1 |
6.10 |
|
逸散性试验 |
— |
√ |
4.11.6 |
6.11 |
|
静压寿命试验 |
— |
√ |
4.14 |
6.12 |
表13 (续)
|
检验项目 |
检验类别 |
技术要求 |
检验和试验方法 | |
|
出厂检验 |
型式试验 | |||
|
阀体标志检查 |
√ |
√ |
8.2 |
6.13 |
|
铭牌内容检查 |
√ |
√ |
8.3 |
6.14 |
|
无损检测b |
√ |
√ |
4.15 |
6.15 |
|
&应当用与阀体同炉号、同批热处理的试棒进行检查阀体材质力学性能。 b当符合4.11的规定时,此项目在零件进货检验、加工过程阶段时进行检查。 | ||||
7.2型式试验
7.2.1有下列情况之一时,应对样机进行型式试验,试验合格后方可批量生产: 新产品试制定型;
——正式生产后,如产品结构、材料、工艺有较大改变可能影响产品性能。
7.2.2技术协议要求进行型式试验时,应抽样进行型式试验。抽样可在生产线终端的检验合格产品中 随机抽样,也可在产品成品库中随机抽取,或从已供给用户但还未使用,并保持出厂状态的产品中随机 抽取1台。对整个系列产品进行质量考核时,应根据该系列范围的大小情况,抽取2个或3个典型规格 进行试验。
7.2.3静压寿命试验在已抽的产品中任选一台进行试验。
7.2.4型式试验的全部试验项目应符合表13的规定。
8标志
8.1 标志的内容
闸阀应按GB/T 12220的规定进行标记,并应符合8.2和8.3的规定。
8.2阀体和阀盖上的标志
8.2.1阀体上应注有下列永久标记:
--制造厂名或商标标志;
--阀体材料或代号;
——公称压力或压力等级;
——公称尺寸或管道名义直径数;
——熔炼炉号或锻打批号;
——产品的生产系列编号。
8.2.2阀盖上应注有下列永久标记:
--阀盖材料;
--公称压力
——熔炼炉号或锻打批号。
8.3铭牌上的标志
闸阀的铭牌应包括以下内容:
--制造厂名;
——公称压力或压力等级;
——公称尺寸或管道名义直径数;
——产品的生产系列编号;
——在38 °C时的最大工作压力;
——最高允许使用温度和对应的最大允许工作压力;
——材料(阀体、闸板、密封副等);
——执行标准编号(GB/T 12234) 0
8.4单流向阀的标志
闸阀为单流向时,应在阀体上注有流向永久标记,或用一个独立的流向铭牌牢固地设置在连接阀体 与管道的法兰上。
9防护、包装和贮运
9.1除奥氏体不锈钢和高合金耐腐蚀不锈钢的闸阀外,其他闸阀的表面应按JB/T 106的规定或按用 户要求的颜色涂漆;流道表面、螺纹连接端的螺纹应涂以容易去除的防锈油脂。
9.2闸阀应放置在包装箱内。应用木质材料、木质合成材料、塑料或金属材料封盖封堵保护闸阀的连 接管道的端口,封盖的形状应带凸耳边。
9.3在运输中,闸阀应处于关闭状态,应装在包装箱内。
9.4订货合同数据表参见附录AO
附录A
(资料性附录) 订货合同数据表
订货合同数据表见表A.1。
表A.1订货合同数据表
工作条件
闸阀要求的标准:GB/T 12234—2019
闸阀安装的位置和要求功能:_______________________________________
闸阀的公称尺寸:闸阀的公称压力或压力等级:
最高工作压力/最高工作温度:_________________________________________
最低工作温度:最大压差:
使用介质及组分:______________________________________________
闸阀结构形式
闸板类型:楔式刚性单闸板 楔式弹性单闸板
楔式双闸板 平行双闸板
结构长度和端部连接
结构长度:_____________________________________________________
进口管:外径(OD)内径(ID)材质
连接方式:法兰或焊接:______________________________________________
法兰的要求:平面、突面、凹凸面、榫槽面或环连接:________________________________
焊接端形状和技术要求:_________________________________________
闸阀的操作要求
操作机构(电动、液动、气动、齿轮传动等):______________________________________
锁紧装置要求和型式_______________________________________
闸阀零件材料
阀体:阀盖:闸板: 阀杆:
密封面:填料:螺柱:阀体阀盖连接垫片:
其他:__________________________________________________________________
其他要求
承压元件是否需抗硫处理:________________________________________
逸散性要求:____________________________________
内压自密封:______________________________________
放泄装置、旁通装置的要求:__________________________________________
阀杆填料隔环要求:______________________________________________
需要的涂漆和涂层:_____________________________________________
要求提供的文件:_______________________________________________
其他要求说明:_________________________________________________
19