介质流向
ICS 23.060.99
J 16
GB/T 24925—2019
代替 GB/T 24925—2010
LOW temperature VaIVe—Technical SPeCifiCatiOnS
2019-10-18 发布
2020-05-01 实施
本标准按照GB/T 1.1-2009给岀的规则起草。
本标准代替GB/T 24925-2010《低温阀门 技术条件》。与GB/T 24925—2010相比,除编辑性修 改外主要技术变化如下:
——增加了术语深冷处理、隔离滴盘、CWP、内冷循环、冷箱;将术语“颈部伸长量”修改为“阀盖加 长颈”(见第3章,2010年版的第3章)。
——第4章中增加了轴流式止回阀、上装式固定球阀、上装式浮动球阀、上装式偏心蝶阀;将“低温 蜗轮蜗杆传动蝶阀”修改为“偏心蝶阀”(见第4章,2010年版的第4章)。
——5.1中增加了阀门的压力温度额定值、阀门连接型式、隔离滴盘、结构长度、阀座最小通径、阀 门安装方向及泄压方式标识等要求(见5.1,2010年版的5.1)。
——增加了“性能”,修改了密封试验的泄漏率,增加了中法兰及阀杆的逸散性试验、低温循环寿命 试验等(见5.1,2010年版的表2)。
——增加了阀体最小壁厚及法兰的要求(见5.1.4、5.3.2,2010年版的5.2)。
——增加了阀盖加长颈最小伸长量(包括冷箱及非冷箱用低温阀门阀盖加长颈伸长量)、隔热层和 隔离滴盘的要求(见5.4.1、5.4.5,2010年版的5.3)。
——增加了阀杆扭矩要求、防吹岀结构要求,修改了危险截面设置要求(见5.5,2010年版的5.4)。
——“阀瓣”修改为“启闭件(阀瓣、阀板、球体)和阀座”,其中增加了球阀和蝶阀的要求(见5.6,2010年 版的5.5)。
——将“填料函"修改为“填料和填料函”;增加了填料和填料函结构的要求(见5.7,2010年版的5.6)。
——增加了中法兰密封要求(见5.8)。
——“操作力”修改为“操作”,其中增加了“阀门在开启或关闭瞬间允许的最大作用力”、限位要求和 “驱动装置及操作”(见5.9,2010年版的5.7)。
——增加了材料的力学性能、化学成分要求,增加了阀门用承压部件的焊接部位要求及阀盖连接件 的材料要求(见 5.10.3、5.10.4、5.10.5)。
——增加了铸钢件外观质量要求和缺陷处理要求(见5.11)。
——修改了无损探伤条款,在原有基础上进行了详细规定(见5.13,2010年版的5.11)。
——将“试验方法”修改为“检验、试验方法”,增加了附录B,并根据技术要求内容增加、删减相应的 检验和试验方法(见第6章、附录B,2010年版的第6章)。
——修改了检验规则中的低温阀门检验项目及技术要求,删除了抽样方法(见表10,2010年版的 第7章)。
——修改了第8章标志(见第8章,2010年版的第8章)。
——将“装运与贮存”修改为“涂漆、包装、运输与储存”,并对内容作了相应修改(见第9章,2010年 版的第9章)。
本标准由中国机械工业联合会提岀。
本标准由全国阀门标准化技术委员会(SAC/TC 188)归口。
本标准起草单位:上海良工阀门厂有限公司、纳福希(上海)阀门科技有限公司、大通互惠集团有限 公司、合肥通用机械研究院有限公司、杭州杭氧工装泵阀有限公司、江苏神通阀门股份有限公司、五洲阀 门股份有限公司、浙江石化阀门有限公司、苏州纽威阀门股份有限公司、成都成高阀门有限公司、中石化 天津液化天然气有限责任公司、中石化北海液化天然气有限责任公司、西安泵阀总厂有限公司、江苏苏
IU
盐阀门机械有限公司、上海凯科阀门制造有限公司、双恒阀门集团有限公司、永隆阀门有限公司、江苏亿 阀股份有限公司、上海凯工阀门股份有限公司、信泰阀门集团有限公司、凯瑞特阀业有限公司、慎江阀门 有限公司、四川飞球(集团)有限责任公司、上海高中压阀门股份有限公司、河南省锅炉压力容器安全检 测研究院、远大阀门集团有限公司、浙江伯特利科技有限公司、维都利阀门有限公司、保一集团有限公 司、方正阀门集团有限公司、立信阀门集团有限公司、承德高中压阀门管件集团有限公司、上海浦东汉威 阀门有限公司、浙江中信阀门有限公司。
本标准主要起草人:杨恒、朱绍源、蔡天志、毛剑韻、李建廷、张清双、汪春臣、苏荆攀、高开科、曾品其、 丁乙、焦长安、胡军、韩正海、王鸿、黄振宗、余金贤、钱玉峰、王垂宏、张德飞、李运龙、智佐长、朱永平、 邓继林、党林贵、李志娟、尚玉来、王学丰、张晓忠、焦伦龄、汤小玲、杨桂宏、王芳、张雄飞、余芳。
本标准所代替标准的历次版本发布情况为:
——GB/T 24925-2OIoO
1范围
本标准规定了低温阀门(以下简称“阀门”)的结构型式、技术要求、试验方法、检验规则、标志、涂漆、 包装、运输和储存。
本标准适用于公称压力PN16〜PN400、公称尺寸DN15-DN12OO ;压力等级ClaSSI50〜CIaSS 2 500、公称尺寸NPS1/2-NPS48,介质温度一196 °C〜一29 °C的法兰、对夹和焊接连接的低温闸阀、截 止阀、止回阀、球阀和蝶阀。
其他低温阀门可参照使用。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 229金属材料夏比摆锤冲击试验方法
GB/T 9113整体钢制管法兰
GB/T 12220工业阀门标志
GB/T 12221金属阀门结构长度
GB/T 12222多回转阀门驱动装置的连接
GB/T 12223部分回转阀门驱动装置的连接
GB/T 12224钢制阀门一般要求
GB/T 12225通用阀门铜合金铸件技术条件
GB/T 12234石油、天然气工业用螺柱连接阀盖的钢制闸阀
GB/T 12235石油、石化及相关工业用钢制截止阀和升降式止回阀
GB/T 12236石油、化工及相关工业用的钢制旋启式止回阀
GB/T 12237石油、石化及相关工业用的钢制球阀
GB/T 12238法兰和对夹连接弹性密封蝶阀
GB/T 13402大直径钢制管法兰
GB/T 21387轴流式止回阀
GB/T 22652阀门密封面堆焊工艺评定
GB/T 26479弹性密封部分回转阀门耐火试验
GB/T 26480阀门的检验和试验
GB/T 26482止回阀 耐火试验
GB/T 26640阀门壳体最小壁厚尺寸要求规范
GB/T 28776石油和天然气工业用钢制闸阀、截止阀和止回阀(≤DN100)
JB/T 6438阀门密封面等离子弧堆焊技术要求
JB/T 6439—2008阀门受压件磁粉检测
JB/T 6440—2008阀门受压铸钢件射线照相检测
JB/T 6903—2008阀门锻钢件超声波检查方法
JB/T 7248阀门用低温钢铸件技术条件
JB/T 7746紧凑型钢制阀门
JB/T 7927阀门铸钢件外观质量要求
JB/T 7928工业阀门供货要求
JB/T 8527金属密封蝶阀
JB/T 12003阀门低温试验装置规范
JB/T 12622液化天然气用阀门性能试验
NB/T 47009低温承压设备用低合金钢锻件
NB/T 47010承压设备用不锈钢和耐热钢锻件
NB/T 47013.2-2015承压设备无损检测 第2部分:射线检测
NB/T 47013.4承压设备无损检测 第4部分:磁粉检测
NB/T 47013.5-2015承压设备无损检测 第5部分:渗透检测
NB/T 47014承压设备焊接工艺评定
3术语和定义
下列术语和定义适用于本文件。
3 . 1
阀盖加长颈 bonnet extension
阀盖支承最上端至阀盖填料函底部之间的部分。
升降式阀杆阀门的阀盖较低衬套顶端至填料函底部之间的部分。
四分之一转阀门的较低阀盖轴承顶端至填料函底部之间的部分。
3 . 2
深冷处理 CryOgenk treatment
将零件浸没在液氮中进行冷却,当零件温度稳定在一196 °C时,根据零件厚度保温2 h〜4 h,然后 取岀箱外自然恢复至室温的处理过程。
3 . 3
隔离滴盘drip plate
为防止冷凝水进入延长阀盖的保温层,在阀盖加长颈部位设置的圆盘。
3 . 4
冷态工作压力cold WOrkmg PreSSUre
CWP
在一20 C〜38 C介质温度时,阀门最大允许工作压力。
3 . 5
内冷循环 internal cooling cycle
使低温介质从试验阀门内部流过,以降低试验阀门温度的方法。
3.6
冷箱 cold box
内含低于环境温度的设备,其间填充绝热材料的箱体。
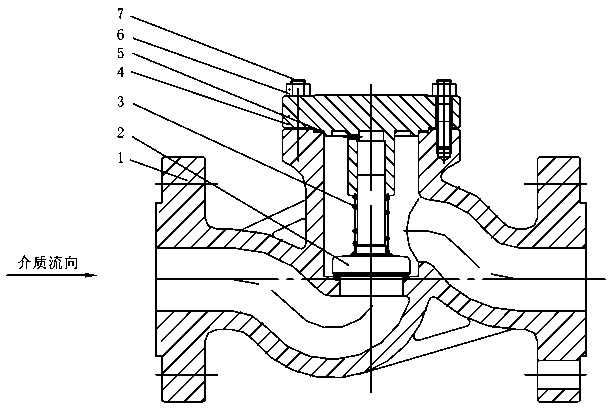
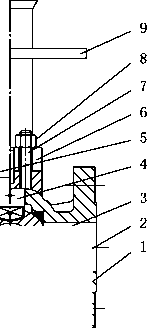
4结构型式
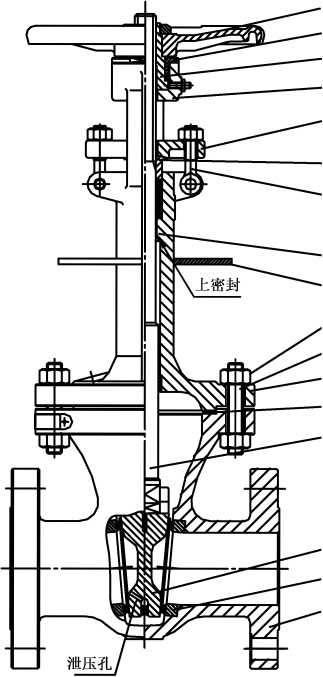
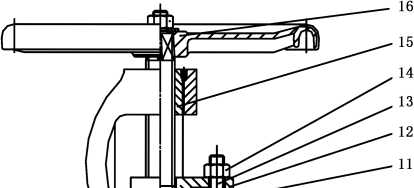
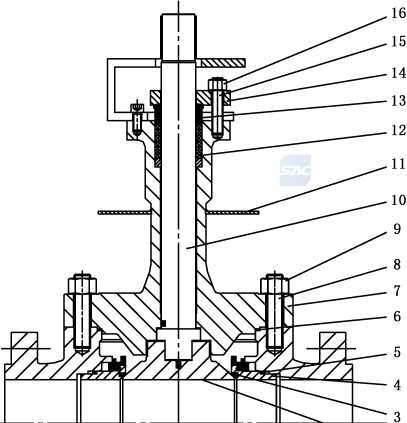
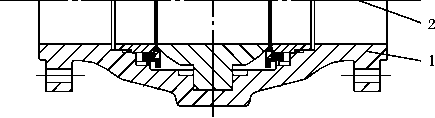
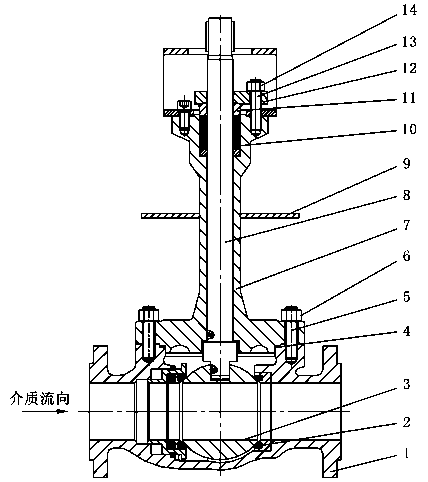
低温阀门的典型结构型式如图1〜图10所示。
介质流向
17
16
15
14
13
12
11
IO
9
8
7
6
5
4
说明:
1——阀体;
2 ---阀座;
3 --闸板;
4 阀杆;
5——垫片;
6 阀盖;
7— —螺柱;
8— —螺母;
9--隔离滴盘;
10 填料;
11 --活节螺栓;
12 填料压套;
13 填料压板;
14——支架;
15 阀杆螺母;
16 ---压盖;
17——手轮。
图1闸阀
介质流向
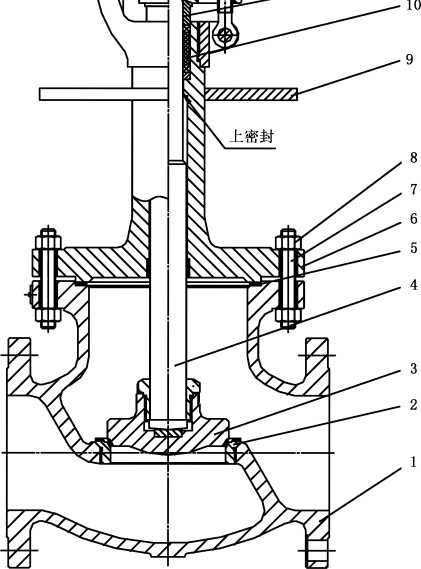
说明:
1— —阀体;
2— —阀座;
3---阀瓣;
4— —阀杆;
5— —垫片;
6---阀盖;
7— —螺柱;
8— —螺母;
9 --隔离滴盘;
10 ---填料;
11—填料压套;
12--填料压盖;
13— —活节螺栓;
14— —螺母;
15 --阀杆螺母;
16 ---手轮。
图2截止阀
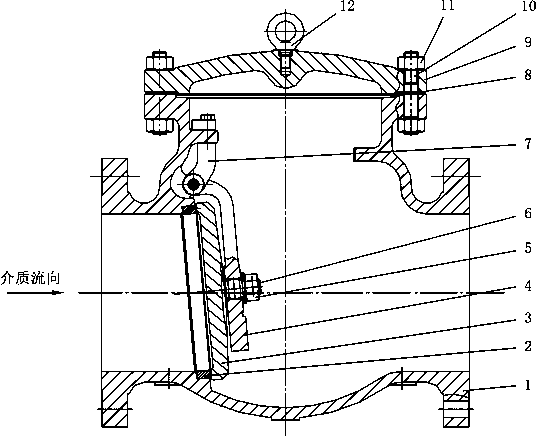
说明:
1 ---阀体;
2 ---阀座;
3——阀瓣;
4---摇杆;
5— —螺母;
6— —销轴;
7— —支架;
8— —垫片;
9 阀盖;
10— —螺柱;
11— —螺母;
12— —吊环螺钉O
图3旋启式止回阀
说明:
1---阀体; 5---垫片;
2— —阀瓣; 6——螺母;
3— —弹簧; 7——螺柱。
4---阀盖;
图4升降式止回阀

说明:
1—阀体;
2 ---阀座;
3 --唇形密封圈;
4——阀瓣;
5— —弹簧;
6— —螺栓;
7 导向套。
图5轴流式止回阀
说明:
1— 阀体;
2— —球体;
3— —密封圈;
4— —阀座;
5--唇形密封;
6——垫片;
7 阀盖;
8——螺栓;
9 ---螺母;
IO——阀杆;
11 隔离滴盘;
12——填料;
13 填料压套;
14 填料压板;
15— —螺柱;
16— —螺母。
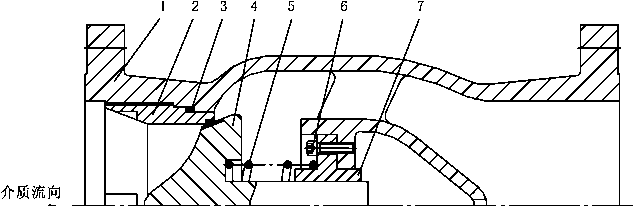
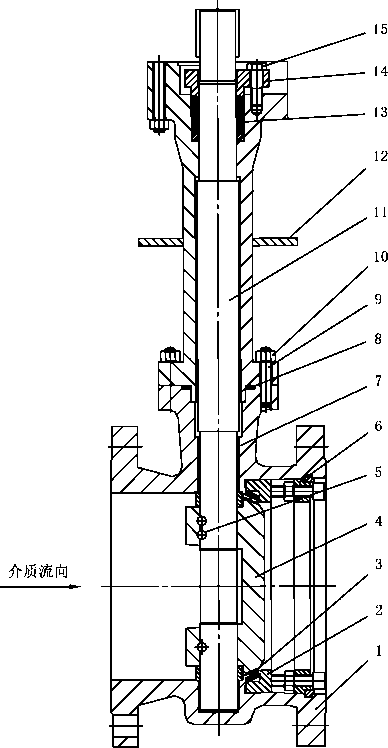
说明:
1— 阀体;
2— —密封圈;
3— —球;
4---垫片;
5——螺柱;
6——螺母;
7 阀盖;
8 ---阀杆;
9 --隔离滴盘;
10 ---填料;
11 填料压套;
12 填料压板;
13— —螺柱;
14— —螺母。
图7上装式浮动球阀

10
说明:
1— —阀体;
2— —阀座;
3 ---球体;
4 ---阀杆;
5 ---垫片;
6---阀盖;
7— —螺柱;
8— —螺母;
9--隔离滴盘;
10 填料;
11 --填料压盖;
12 手柄;
13——螺母。
图8侧装式浮动球阀
说明:
1——阀体;
2---阀座;
3——密封圈;
4 蝶板;
5——销子;
6---压圈;
7— —轴承;
8— —垫片;
9 --螺柱;
10— —螺母;
11— 阀杆;
12 隔离滴盘;
13 ---填料;
14 填料压盖;
15——螺栓。
图9偏心蝶阀
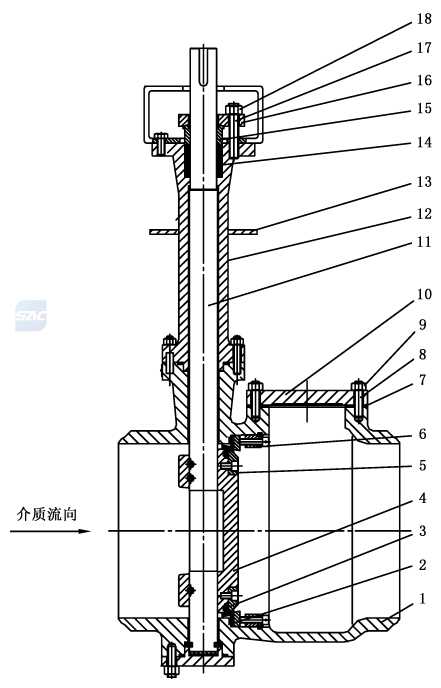
IO 阀盖;
11— 阀杆;
12— —支架;
13 隔离滴盘;
14— —填料;
15— —填料压套;
16 填料压板;
17— —螺柱;
18— —螺母。
说明:
1— —阀体;
2— —阀座;
3— —密封圈;
4---蝶板;
5——压板;
6 ---压圈;
7 ---垫片;
8— —螺柱;
9— —螺母;
图10上装式偏心蝶阀
5技术要求
5.1 —般要求
5.1.1阀门除应符合本标准的规定外,还应符合GB/T 12234、GB/T 12235、GB/T 12236ʌGB/T 12237、 GB/T 21387 JB/T 8527 JB/T 7746等相应阀门产品标准的规定。
5.1.2阀门的压力-温度额定值应符合GB/T 12224JB/T 7746的规定。
5.1.3阀门应根据合同要求设置隔离滴盘。
5.1.4阀门的端部连接形式可为法兰、焊接。法兰应符合GB/T 9113、GB/T 134O2的规定,焊接连接应符 合GB/T 12224的规定,或按订货合同要求。法兰连接和焊接连接阀门的结构长度应符合GB/T 12221的 规定,或按订货合同的规定。
5.1.5焊接端阀门的结构长度应考虑端部焊接对阀座密封的影响。当合同规定焊接端加袖管时,其袖 管的内外径尺寸和材料应与管道一致或相匹配。
5.1.6阀体和阀盖应采用螺栓、焊接或管接头连接。管接头连接阀盖仅适用于公称尺寸不大于DN5O 的低温阀门,管接头螺母应与阀体锁紧,不应采用螺纹连接阀盖。
5.1.7阀座最小通径应符合GB/T 12224、GB/T 28776λGB∕T 12238及相关产品标准的规定,或按订 货合同要求,缩径阀门的阀座最小通径应按订货合同的要求。
5.1.8传输液态介质的阀门、非冷箱用阀门,应能在地面上与地面成不小于45°的方向操作阀杆,见 图11a)。冷箱用阀门,应能在地面上与地面成15°〜90°的方向内操作阀杆,见图11 b)。
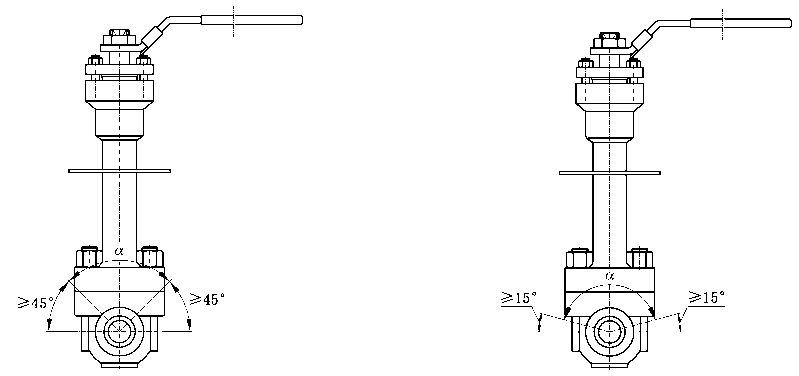
图11阀门安装方向示意图
5.1.9设计承压件采用焊接结构时,应考虑到材料焊接性能及低温下焊缝的可靠性,宜采用对焊连接 形式。
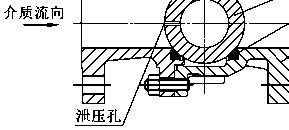
5.1.10双阀座阀门应设置泄压孔。在启闭件或阀座设置泄压孔时,泄压孔孔径应不小于3 mm。双向 密封的球阀,自泄压阀座与球体初始密封由弹簧加载。弹性材料制成自泄压阀座,阀座背后应有金属弹 簧支撑(制造厂家通过型式试验证明阀门在设计温度下能释放内压的情况除外)。泄压方向宜为上游高 压侧(合同规定除外)。泄压方向的标志宜标示在阀门外侧或隔离滴盘上零有泄压结构的阀门应进行 泄压试验。
5.1.11用于易燃易爆介质的非金属阀座阀门应具有防静电结构。在设计时应保证阀体、启闭件和阀杆具 有导电性。放电路径最大电阻应不超过10 Ω 当用户有耐火要求时,应符合GB/T 26479和GB/T 26482 的规定,或按订货合同的要求。
5.2性能
5.2.1阀门常温性能要求及试验应符合GB/T 26480的规定。
5.2.2阀门低温性能试验应在专门的装置上完成,试验装置应符合JB/T 12003的规定。
5.2.3订货合同有要求时,阀门中法兰及阀杆密封应进行逸散性试验,其结果应符合表1的规定。
5.2.4阀门进行低温循环寿命试验后,其低温性能试验结果应符合表1的规定。
表1低温性能及试验项目
|
试验项目 |
闸阀、截止阀、球阀、蝶阀 |
止回阀 | ||
|
低温操作性能 |
手动最大操作力 N |
360 |
— | |
|
启闭瞬间最大操作力 N |
符合表5的规定 | |||
|
操作要求 |
动作灵活,无卡阻、无爬行现象 | |||
|
低温密封 性能试验 |
填料密封 |
最低试验压力 MPa |
CWP | |
|
试验最短持续时间 S |
900 | |||
|
逸散性试验最大泄漏率 PPmV |
100 | |||
|
法兰垫片密封 |
最低试验压力 MPa |
CWP |
CWP | |
|
试验最短持续时间 S |
900 |
900 | ||
|
逸散性试验最大泄漏率 PPmV |
50 |
50 | ||
|
阀座密封性能 |
最低试验压力 MPa |
CWP |
CWP | |
|
试验最短持续时间 S |
300 |
300 | ||
|
最大泄漏率 mm3∕s |
100XDN |
200XDN | ||
|
低温循环寿命 |
最少低温循环次数 |
202 |
3 | |
|
注:1 PPmV=I mL∕m3 = 1 cm3∕m3° | ||||
5.3阀体
5.3.1在介质压力和温度交变产生的应力及管道安装引起的附加应力的总载荷下,阀体应能保持足够 的强度。
5.3.2阀体的最小壁厚应不低于GB/T 26640的规定。
5.3.3铸造的法兰端阀体应为整体铸造,不应焊接法兰。
5.3.4铸造的焊接端阀体不应采用法兰端阀体去除法兰后成为焊接端阀体。
5.4阀盖
5.4.1阀盖应根据不同的使用温度要求设计成便于保冷的阀盖加长颈结构。阀门的工作温度低于 —50 °C时,阀盖加长颈伸长量应满足气化空间要求,使阀杆填料的工作温度满足使用条件,阀盖加长 颈伸长量最小值见图12、表2。阀门的工作温度为一50 C〜一29 C时,隔热层长度按表2的规定。冷 箱阀门阀盖加长颈伸长量最小值见图12、表3。
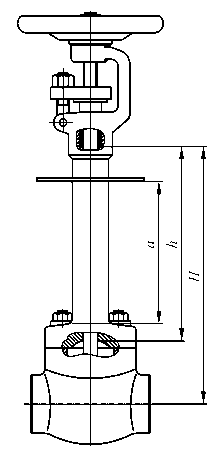
说明:
CL 隔离滴盘最小I'可距尺寸;
犺——非冷箱用阀门阀盖加长颈伸长量最小值;
H--冷箱用阀门阀盖加长颈伸长量最小值。
图12阀盖加长颈伸长量示意图 表2非冷箱用阀门阀盖加长颈伸长量最小值和隔热层长度最小值
|
公称尺寸 DN |
阀盖加长颈伸长量最小值犺 mm |
隔热层长度最小值 mm |
公称尺寸 NPS | |
|
温度范围 °C | ||||
|
≥ — 196 ≤-11O |
> — 11O V — 5O |
≥ — 5O V — 29 | ||
|
DN≤25 |
2OO |
1oo |
60 |
NPS≤1 |
|
32≤DN≤65 |
25O |
125 |
90 |
1X ≤NPS≤2 妬 |
|
8O≤DN≤125 |
3OO |
15O |
100 |
3≤NPS≤5 |
|
15O≤DN≤2OO |
35O |
175 |
100 |
6≤NPS≤8 |
|
25O≤DN≤3OO |
4OO |
2OO |
100 |
10≤NPS≤12 |
|
35O≤DN≤4OO |
45O |
25O |
110 |
14≤NPS≤16 |
|
45O≤DN≤65O |
5OO |
3OO |
110 |
18≤NPS≤26 |
|
7OO≤DN≤85O |
6OO |
4OO |
120 |
28≤NPS≤34 |
|
9OO≤DN≤1 2OO |
7OO |
5OO |
120 |
36≤NPS≤48 |
|
注1:最小隔热层长度为阀门法兰边缘或阀体外径中的较大者到上端阀盖法兰之间的距离。 注2:根据阀门使用环境,如温度、湿度等条件,阀盖加长颈伸长量和隔热层长度可按用户合同规定。 | ||||
表3冷箱用阀门阀盖加长颈伸长量最小值
|
公称尺寸 DN |
阀盖加长颈伸长量最小值H mm |
公称尺寸 NPS | |
|
升降杆式阀门’ |
部分回转阀门 | ||
|
DN≤25 |
450 |
400 |
NPS≤1 |
|
32≤DN≤65 |
550 |
500 |
1¼ ≤NPS≤2¼ |
|
8O≤DN≤125 |
650 |
600 |
3≤NPS≤5 |
|
150 |
760 |
610 |
6 |
|
200 |
865 |
660 |
8 |
|
250 |
1 120 |
710 |
10 |
|
300 |
1 150 |
810 |
12 |
|
350 |
1 200 |
850 |
14 |
|
400 |
1 300 |
850 |
16 |
|
450 |
1 400 |
900 |
18 |
|
500 |
1 500 |
950 |
20 |
|
600 |
1 600 |
1 000 |
24 |
|
650 |
1 700 |
1 050 |
26 |
|
700 |
1 800 |
1 100 |
28 |
|
750 |
1 900 |
1 150 |
30 |
|
800 |
2 000 |
1 200 |
32 |
|
850 |
2 100 |
1 250 |
34 |
|
900 |
2 200 |
1 300 |
36 |
|
a截止阀阀盖加长颈伸长量的最大公称尺寸为DN300(NPS12)。 | |||
5.4.2长颈部分与阀盖可浇铸或锻造成一体,也可采用与本体材质相同的无缝钢管对焊到阀盖和填料 箱上。
5.4.3阀杆与阀盖加长颈的间隙应按尽可能减少流热损失设计。设计阀盖加长颈的壁厚时,应考虑阀 门使用压力、执行机构操作力、执行机构自重及特殊安装条件下产生的综合应力。长颈壁厚宜取保证与 阀门介质压力和操作力等相适应的最小厚度,以利于热传导。
5.4.4上密封要求的低温阀门应设墅丄密封,其位置应靠近填料,上密封座密封面堆焊奥氏体不锈钢 或硬质合金。奥氏体不锈钢阀门的上密封座密封面可直接加工而成。
5.4.5合同要求阀盖上需带有隔离滴盘时,隔离滴盘可采用封闭焊接或用螺栓夹紧在加长阀盖上,封 闭焊接应满焊。隔离滴盘和加长阀盖之间应密封。隔离滴盘最小间距α见图12、表4。
表4隔离滴盘最小间距
|
公称尺寸 DN |
隔离滴盘最小间距a mm |
公称尺寸 NPS | ||
|
温度范围 C | ||||
|
≥ 一196 V — 110 |
≥ — 110 V — 50 |
≥ —50 V — 29 | ||
|
DN≤25 |
100 |
80 |
45 |
NPS≤1 |
|
32≤DN≤65 |
110 |
95 |
50 |
1¼ ≤NPS≤2¼ |
|
80≤DN≤125 |
125 |
105 |
60 |
3≤NPS≤5 |
|
150≤DN≤200 |
150 |
120 |
65 |
6≤NPS≤8 |
|
250≤DN≤300 |
175 |
140 |
70 |
10≤NPS≤12 |
|
350≤DN≤400 |
180 |
150 |
75 |
14≤NPS≤16 |
|
450≤DN≤650 |
220 |
170 |
80 |
18≤NPS≤26 |
|
700≤DN≤850 |
220 |
170 |
80 |
28≤NPS≤34 |
|
900≤DN≤1200 |
250 |
190 |
90 |
36≤NPS≤48 |
注:隔离滴盘的间距公差为:+0〜25。
55阀杆
5.5.1阀杆直径应计算确定,在满足操作强度的条件下,还应满足稳定性要求,其危险截面应设置在填 料函以上的压力边界外。传动链的设计强度应至少满足最大计算操作力的两倍要求。
5.5.2阀杆与填料接触面表面粗糙度Ra值应不大于0.4 μm0
5.5.3阀杆应能传递必需的操作力到阀门关闭件上,并能承受操作的载荷附加应力。
5.5.4阀门的阀杆应采用防吹岀设计。
5.6启闭件和阀座
5.6.1低温阀门的密封副应设计成金属对金属或金属对非金属密封面。
5.6.2截止阀的阀瓣应采用锥面或球面密封结构,不应使用平面密封的阀瓣。
5.6.3球阀密封副宜采用弹性元件加载结构,以满足单向密封要求。
5.6.4蝶阀密封副应采用双偏心或三偏心结构,应满足单向密封要求,订货合同有要求时也应满足双 向密封要求。
5.6.5在关闭件和阀座密封面上堆焊硬质合金应符合JB/T 6438的规定或相关标准的规定。堆焊层 加工后其厚度应不小于1.6 mm。使用温度低于一100 °C时,堆焊后应进行深冷处理。
5.7填料和填料函
5.7.1填料应满足摩擦系数小、耐磨性好的性能要求,并在使用条件下具有较好的材料韧性、延展性。
5.7.2填料根据使用温度可采用PTFE、柔性石墨、唇形密封圈多重组合的型式,或按订货合同的要求。
5.7.3填料函表面粗糙度Ra值应不大于1.6μm°
5.7.4填料压紧装置不应采用与阀盖螺纹连接形式对填料施加预紧力。
5.7.5订货合同有要求时,阀杆处密封可采用波纹管密封。
5.7.6订货合同有要求时,填料函的结构设计应符合逸散性要求。
5.8中法兰密封
中法兰密封宜采用具有抵抗温度交变、高回弹特性的金属缠绕柔性石墨垫片、金属环垫。
5.9操作
5.9.1手动操作
5.9.1.1手动操作的阀门在低温工况运行和性能测试时,手柄或手轮边缘上的最大操作力应不超过 360 N;当装有减速机构和执行机构时,应适应于环境温度及工况要求。阀门开启或关闭瞬间允许的最 大操作力应符合表5的规定。
表5阀门开启或关闭瞬间允许的最大操作力
|
手柄长度L或手轮直径D mm |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
720 |
800 |
1000 |
|
启闭瞬间最大操作力 N |
500 |
600 |
600 |
700 |
800 |
800 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
5.9.1.2球阀、蝶阀手柄的操作限位不应用填料压盖螺栓替代。
5.9.2驱动装置及操作
驱动装置应适合于在环境温度下操作。多回转驱动装置的连接法兰尺寸应符合GB/T 12222的规 定。部分回转驱动装置的连接法兰尺寸应符合GB/T 12223的规定。
5.10材料
5.10.1按工作温度及材料性能选择阀门材料,并应符合下列要求:
a) 在工作温度下,材料不应产生低温脆性破坏,同时还应考虑耐介质的腐蚀性等要求;
b) 在工作温度下,材料的组织结构应稳定。用于一100 °C以下的低温阀门,如采用奥氏体不锈 钢,阀体、阀盖、关闭件、阀座、阀杆等零件在精加工前宜进行不少于2次的深冷处理。
C)阀门内件材料的选择应能避免在频繁操作情况下引起的卡阻、咬合和擦伤等现象,并考虑材料 的电化学腐蚀,其耐腐蚀性能应不低于阀体。
5.10.2主要零件材料的选择参见附录AO
5.10.3承压零部件材料的化学成分和力学性能应符合相应材料标准的规定。低温钢铸件应符合 JB/T 7248的规定,铜合金铸件应符合GB/T 12225的规定;低温合金钢锻件应符合NB/T 47009的规 定,奥氏体不锈钢锻件应符合NB/T 47010的规定o
5.10.4与阀盖连接的支架螺栓、活接螺栓、螺母以及销轴应满足相应低温工况下的使用条件。
5.10.5阀门承压部件的焊接部位应按NB/T 47014的规定进行焊接工艺评定和夏比V形缺口冲击试 验。低温冲击试验按GB/T 229的规定进行。
5.10.6低温冲击值应符合JB/T 7248的要求,奥氏体不锈钢试样的冲击值见表6。
表6奥氏体不锈钢低温冲击值
|
试验温度 笆 |
冲击值 J | |
|
单个试样最小值 |
三个试样的平均值 | |
|
— 196 |
27 |
34 |
5.11铸钢件外观质量
铸钢件外观质量应符合JB/T 7927的要求。
5.12缺陷处理
阀门铸件的缺陷清除以及焊补修复应符合JB/T 7248的规定,锻件材料缺陷不应焊补处理。
5.13无损检测
5.13.1射线检测
5.13.1.1承压铸件应进行射线检测,检测部位如下:
a) 铸造壳体按GB/T 12224规定的部位;
b) 对接焊焊缝和焊接坡口。
5.13.1.2检验结果应符合以下要求:
a) 阀体、阀盖铸钢件的射线检测不低于JB/T 6440—2008中2级的规定;
b) 对焊连接端阀体的连接端部射线检测符合JB/T 6440—2008中1级的规定;
C)承压焊缝的射线检测不低于NB/T 47013.2—2015中I级的规定。
5.13.2液体渗透检测
阀体、阀盖的承压外表面、可达到的内表面及硬质合金密封面堆焊表面应进行液体渗透检测。硬质 合金密封面堆焊表面不应有任何有害缺陷,堆焊面的检测按GB/T 22652的规定进行。其他检测结果 应符合以下要求:
a) 无任何裂纹;
b) 线性和非线性缺陷的最大允许长度符合NB/T 47013.5—2015中2级的规定。
5.13.3超声检测
锻造阀体、阀盖和阀杆等应进行超声检测,检立席果应不低于JB/T 6903—2008中2级的规定。
5.13.4磁粉检测
5.13.4.1磁粉检测检查的零件和部位为铁磁性材料的阀体和阀盖的承压外表面。
5.13.4.2焊接坡口部位缺陷不应低于JB/T 6439—2008中1级的规定,其他部位缺陷不应低于2级 (含2级)的规定。磁粉探伤检验部位应无裂纹和线性缺陷。
5.13.5脱脂处理
订货合同有要求时,阀门应进行脱脂处理。
6试验方法
6.1标志检验
目视检查内容如下:
a) 阀体表面铸造、锻造或打印标志内容;
b) 铭牌标志内容;
C)泄压方向(有泄压要求的阀门)。
6.2铸钢件外观质量
目视检查,用JB/T 7927中的图样与铸件任一表面比对,铸件表面比对面积应与图片大小相同。比 对结果应符合5.11的规定。
6.3尺寸检查
6.3.1用量具测量阀门的结构长度和端部尺寸。
6.3.2用测厚仪或专用量具测量阀体壁厚。
6.4化学成分
主要承压件材料应进行化学成分分析,每批同炉号的材料至少检验一次。检验结果应符合5.10.3 的规定。
6.5力学性能
6.5.1主要承压件材料每批(指同炉号、同制造工艺、同热处理条件)至少应检验一次力学性能。
6.5.2力学性能试验方法和结果参见附录A所列的相应材料标准,并符合5.10.3的规定。
6.5.3应按GB/T 229进行低温夏比V形冲击试验,管道材料的标准试样测试可以接受最小横向膨胀 量为0.38 mm,试验结果应符合5.10.6的要求。
6.6常温试验
应按GB/T 26480的规定进行,并符合5.2.1的要求。不锈钢阀门水压试验介质的氯离子含量应不 超过 25 μg∕g0
6.7低温试验
6.7.1试验要求
低温试验应在常温试验合格后进行。
6.7.2试验条件
6.7.2.1试验介质
试验介质见表7。
表7试验介质
|
试验温度方 |
试验介质 |
|
≥ —110 C |
90%氮气+ 10%氨气或97%氨气 |
|
— 196 C≤狋V — 110 C |
97%及以上的氨气 |
|
注:试验温度不低于一110 C,如没有氨气检漏要求,试验介质亦可采用97%以上的氮气。 | |
6.7.2.2冷却介质
冷却介质见表8或按订货合同的规定O
表8冷却介质
|
试验温度狋 |
冷却介质 |
|
≥ —110 C |
冷却气体或酒精+液氮的混合液 |
|
— 196 CVtV — 110 C |
冷却气体 |
|
— 196 C |
液氮 |
6.7.2.3试验温度
试验温度与设计温度的偏差为士5%或士5 °C,两者取小值,或按订货合同的规定o
6.7.2.4热电偶
在阀体内部、阀体中法兰和填料函(止回阀除外)部位,冷却介质中应有测温热电偶。如果试验阀门 的公称尺寸较小,可只在阀体中法兰部位和阀体内部各放一个热电偶。
6.7.2.5试验准备
试验前应将阀门部件除油、干燥,并将阀门安装在干净、防尘环境中。除底漆外,阀门不应涂漆。
6.7.3试验程序
6.7.3.1常温试验使用氮气或空气做初始检测试验,确保阀门在合适的条件下进行试验。
6.7.3.2低温阀门典型试验装置见图13。将阀门安装在试验容器里,并连接好所有接头,保证阀门填 料压盖位于保温箱盖以上。
6.7.3.3在阀门开始冷却前,用0.2 MPa的氮气介质连续吹扫阀腔,置换阀腔内的空气。
6.7.3.4将阀门浸入冷却介质中,冷却介质盖住阀体与阀盖连接部位上端,使阀门冷却至阀门相应的低 温试验温度。冷却过程中应保持充气。试验温度应与阀门的设计最低温度相一致,浸泡阀门直到各处 的温度稳定为止。当阀门冷却到试验温度时,关掉充气的氮气或氮气,用热电偶测量,确保阀门各部位 温度相同,热电偶测量阀门温度的部位设置应按6.7.2.4的要求。
6.7.3.5低温操作性能及密封性能试验程序如下:
a) 在低温试验温度下,加压到0.2 MPa,开关阀门5次做低温操作性能试验,配有驱动装置的阀 门按上述要求做操作循环试验,完成最后一次开关动作,压力稳定后,测量阀座泄漏率;
b) 在高压气体试验条件下应注意气体试验的危险性,测试压力增量值按表9的规定;
C)在低温试验温度下,按表9逐渐加压至阀门的CWP,按阀门的标示流向进行阀门密封试验,双 18
向密封的阀门应分别从两端进气进行试验,开关两次;当阀门中腔压力升至不大于1.33倍
CWP时,阀门应实现泄放要求;
d)阀门处在半开启位置时,关闭阀门出口端的针形阀,并向阀体加压至CWP,检查阀门填料处、
阀体和阀盖连接处的密封性能;
e)若有逸散性试验要求,在d)的状态下,按JB/T 12622的规定进行逸散性试验,将阀门从试验
容器取出,迅速检查阀门填料处、阀体和阀盖连接处的密封性。

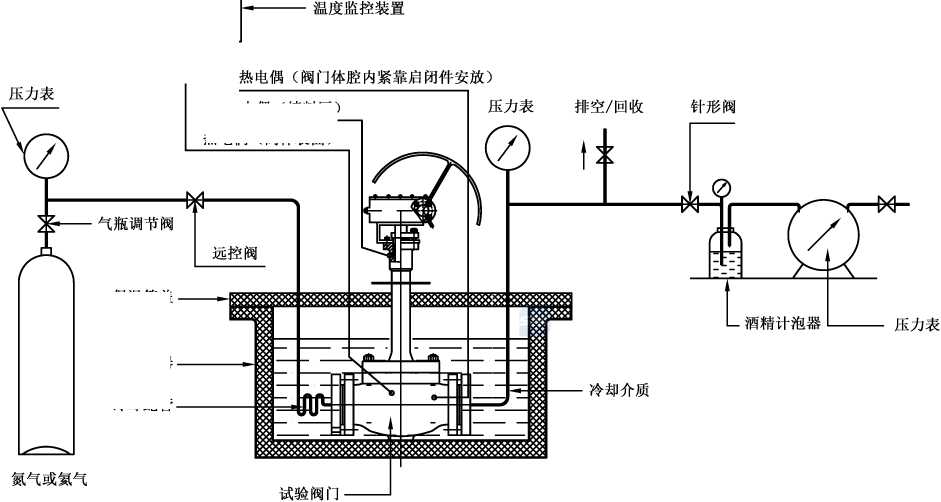
图13低温阀门典型试验装置
热电偶(填料区)
热电偶(阀体表面)
保温箱盖
试验容器
冷却蛇管
表9阀座密封试验最大允许测试值及测试压力增量值 单位为兆帕
|
公称压力 |
CWP |
测试压力增量值 |
压力等级 |
|
PN16 |
1.6 |
0.4 |
ClaSS150 |
|
PN25 |
2.5 |
0.5 |
Chss300 |
|
PN40 |
4.0 |
1.0 | |
|
PN63 |
6.3 |
1.5 |
— |
|
PN100 |
10.0 |
2.0 |
ClaSS600 |
|
PN160 |
16.0 |
3.0 |
ClaSS900 |
|
PN250及以上 |
25.0 |
5.0 |
CIaSS1500及以上 |
高压气体试验时,应从较低压力开始试验,并按测试压力增量值逐渐增加压力,直到达到最大允许测试值。 低温仪表阀测试值按合同规定。
6.7.3.6低温操作性能和密封性能的试验结果应符合表1的规定。
6.7.3.7将阀门恢复到环境温度,重复6.7.3.1试验,测量并记录阀门的泄漏率、开关扭矩,并将结果与 6.7.3.1所得读数进行比较,其结果应符合GB/T 26480的规定。
6.7.4止回阀的试验程序
6.7.4.1阀门试验装置见图13。试验装置应能使气源和测量系统反向。止回阀按开启方向安装在试 验容器里,并连接好所有接头。
6.7.4.2按6.7.3.1在止回阀标示流向进行初始系统验证试验。
6.7.4.3按6.7.3.3置换阀腔内的空气。
6.7.4.4按6.7.3.4进行阀门冷却。
6.7.4.5低温密封性能试验程序如下:
a) 在止回阀关闭方向加压,按表9逐渐加压至阀门的CWP;
b) 关闭阀门岀口端的针形阀,并按标示流向向阀体加压至CWP,检查阀体和阀盖连接处的密 封性;
C)若有逸散性试验要求,在6.7.4.5 b)的状态下,按JB/T 12622的规定进行逸散性试验,将阀门 从试验容器取岀,迅速检查阀门阀体和阀盖连接处的密封性。
6.7.4.6低温性能的试验结果应符合表1的规定。
6.7.4.7将阀门恢复至环境温度,然后重复6.7.4.2的验证试验,测量并记录阀门的泄漏率,其结果应符 合GB/T 26480的规定。
6.7.5试验后处理
6.7.5.1试验结束后,应在洁净的环境下拆阀,检查各零部件的磨损程度。
6.7.5.2低温试验合格的阀门应进行清洁、干燥。
6.8低温循环寿命试验
低温循环寿命试验按JB/T 12622的规定进行。低温循环寿命试验也可在内冷循环的条件下进行, 内冷循环装置原理图参见附录BO
6.9无损检测
6.9.1射线检测
射线检测按JB/T 6440—2008及NB/T 47013.2—2015的规定进行。检验结果应符合5.13.1.2的 要求。
6.9.2渗透检测
堆焊面的渗透检测按GB/T 22652的规定进行,其他按NB/T 47013.5—2015的规定进行。检验结 果应符合5.13.2的要求。
6.9.3超声检测
公称尺寸大于DN25的阀门,按JB/T 6903—2008的规定进行,逐件对锻造阀体、阀盖和阀杆等进 行超声检测,检测结果应符合5.13.3的要求。
6.9.4磁粉检测
6.9.4.1铁磁性材料的阀体、阀盖等零件应做磁粉探伤检测。
6.9.4.2铸钢件磁粉检测方法按JB/T 6439—2008的规定;锻件的磁粉检测方法按NB/T 47013.4的 规定。检验结果应符合5.13.4.2的要求。
6.10防静电试验
一个新的、干燥的阀门应进行不少于5次的启闭操作循环,并采用不超过12 V的直流电源进行电 阻值测量。测量结果应符合5.1.11的要求。
7检验规则
7.1检验项目
7.1.1低温阀门的检验分为岀厂检验和型式试验。
7.1.2检验项目、技术要求和试验方法按表10的规定。
7.2出厂检验
阀门应逐台进行岀厂检验,检验合格后方可岀厂。
7.3型式试验
7.3.1有下列情况之一时,应对样机进行型式试验,试验合格后方可批量生产: 新产品试制定型;
——正式生产后,如产品结构、材料、工艺有较大改变可能影响产品性能。
7.3.2技术协议要求进行型式试验时,应抽样进行型式试验。抽样可在生产线的终端经检验合格的产 品中随机抽取,也可在产品成品库中随机抽取,或从已供给用户但未使用并保持出厂状态的产品中随机 抽取1台。对整个系列产品进行质量考核时,根据该系列范围大小情况从中抽取2个或3个典型规格 进行试验。
7.3.3型式试验的全部试验项目应符合表10的规定。
表10检验项目、技术要求和试验方法
|
检验项目 |
检验类别 |
技术要求 |
试验方法 | ||
|
出厂检验 |
型式试验 | ||||
|
铸钢件外观质量 |
√ |
√ |
5.11 |
6.2 | |
|
阀体壁厚、尺寸 |
√ |
√ |
5.1.4、5.1.5、5.3.2 |
6.3 | |
|
承压件 材料 |
化学成分 |
√ |
√ |
5.10.3 |
6.4 |
|
力学性能 |
√ |
√ |
5.10.3 |
6.5 | |
|
低温冲击试验 |
√ |
√ |
5.10.5^5.10.6 |
6.5 | |
|
常温性能试验 |
√ |
√ |
5.2.1 |
6.6 | |
|
低温性能试验 |
* |
√ |
5.2.2 |
6.7 | |
|
逸散性试验 |
* |
* |
5.2.3 |
6.7.3.5 | |
|
低温循环寿命试验 |
— |
√ |
5.2.4 |
6.8 | |
|
泄压功能 |
* |
√ |
5.1.10 |
6.7.3.5 | |
|
无损检测 |
* |
√ |
5.13 |
6.9 | |
|
防静电试验 |
— |
√ |
5.1.11 |
6.10 | |
|
标志 |
√ |
√ |
8 |
6.1 | |
注:“√ ”为检验项目;“* ”为合同有要求时检验;“一”为不检验项目。
8标志
8.1按GB/T 12220的规定,并在铭牌上标注最低设计温度。
8.2铭牌材料应采用奥氏体不锈钢。
8.3阀门标志、标识应完整、清楚、正确。
8.4阀体上应铸造或打印永久性介质流向指示箭头。对有泄压方向要求的阀门,应在阀门明显位置上 设置泄放方向标志。
9涂漆、包装、运输和储存
9.1处于海洋大气环境的阀门,涂漆应满足环境腐蚀要求或按订货合同的要求。
9.2包装、运输和储存应符合JB/T 7928的规定。
附录A
(资料性附录) 低温阀门推荐选用材料表
A.1低温阀门常用铸件材料见表A.l0
表A.1低温阀门常用铸件材料
|
材料类别 |
材料牌号 |
最低使用温度 笆 |
执行标准 |
|
碳钢 |
LCA |
-32 |
JB/T 7248 |
|
LCB |
-46 | ||
|
碳镒钢 |
LCC |
-46 | |
|
碳钳钢 |
LCl |
-59 | |
|
2.5%镣钢 |
LC2 |
-73 | |
|
镣铭钳钢 |
LC2-1 |
-73 | |
|
3.5%镣钢 |
LC3 |
-101 | |
|
4.5%镣钢 |
LC4 |
-115 | |
|
9%镣钢 |
LC9 |
-196 | |
|
13%铭镣钳钢 |
CA6NM |
-73 | |
|
奥氏体不锈钢 |
CF8 |
-l96 |
JB/T 7248 |
|
CF8M | |||
|
CF3 | |||
|
CF3M |
A.2低温阀门常用锻件材料见表A.2o
表A.2低温阀门常用锻件材料
|
材料类别 |
材料牌号 |
最低使用温度 笆 |
执行标准 |
|
碳钢 |
16 MnD |
-45 |
NB/T 47009 |
|
3.5%镣钢 |
08Ni3D |
-100 |
NB/T 47009 |
|
合金钢 |
06N9D |
-196 |
NB/T 47009 |
|
奥氏体不锈钢 |
S30408 |
-196 |
NB/T47010 |
|
S31608 |
-196 | ||
|
S30403 |
-196 | ||
|
S31603 |
-196 | ||
|
S34779 |
-196 |
A.3低温阀门常用密封材料见表A.3。
表A3低温阀门常用密封材料
|
温度 |
≥-Iio 笆 |
V-110 'C |
|
密封面 |
F2201F(JBF2245、SH、F221) | |
|
(SJ-Co42、Co42、F22i) | ||
|
F2202F(F2242∖Col) | ||
|
F2203F(F222、SH)(F222、F2247) | ||
|
F2204F(StelliteNo6) | ||
|
F2205F (SteniteNO12) | ||
|
填料 |
柔性石墨 |
柔性石墨 |
|
聚四氟乙烯 | ||
|
聚三氟氯乙烯 | ||
|
中法兰垫片 |
不锈钢缠绕柔性石墨 |
不锈钢缠绕柔性石墨 |
|
不锈钢缠绕聚三氟氯乙烯 | ||
|
不锈钢缠绕聚四氟乙烯 | ||
|
不锈钢金属环垫 | ||
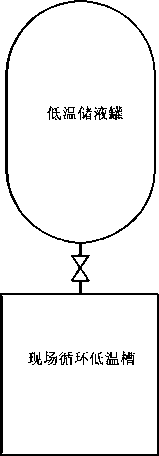
附录B (资料性附录) 内冷循环原理图
内冷循环原理图见图B.1。
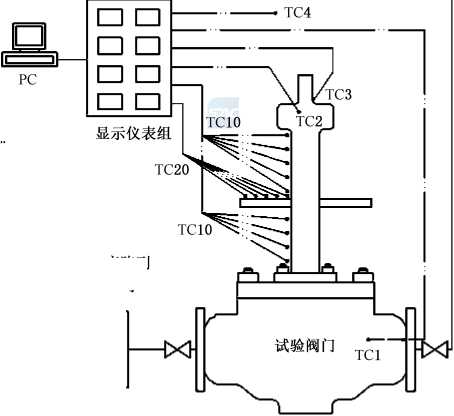
I阀内腔温度 填料区温度 阀杆外露部分温度 环境温度
温度传感器:
TC1:
TC2:
TC3:
TC4:
TC1O:阀盖加长颈轴向温度阵列
TC20:隔离滴盘径向温度阵列
图B.1内冷循环原理图