ICS 97JOojO
Y 63
G——
GB/T 7157—2019 代替 GB/T 7157—2008
EleCtriC soldering irons and heating guns
2019-08∙30 发布 2020-03∙01 实施
国家市场监督管理总局岩布 屮国国家标准化管理委员会发布
本标准按照GB/T 1.1—2009给出的规则起草。
本标准代替GB/T 7157—2008≪⅛烙铁》,与GB/T 7157 2008相比,主要技术变化如下:
标准范围增加了热风枪产品(见第1章);
——増加了关于热风枪的定义和分类(见第3章);
增加了恒温热风枪的工作温度、温度波动和温度线性的要求及相应的测试方法(见第6章);
——修改了恒温烙铁的工作温度要求(见5.2.2,2008年版的5.2.2);
修改了恒温烙铁的冋温速度的测定方法(见5.3,2008年版的5.3)o
本标准由中国轻工业联合会提出。
本标准由全国家用电器标准化技术委员会(SAC/TC 46)归口。
本标准起草单位:中国电器科学研究院有限公司、广州市黄花电子工•具有限公司、广州市谊华电子 设备有限公司、宁波市中迪工贸有限公司、浙江普莱得电器有限公司、南京华夏电器有限公司、佛山市泽 廷伊雯锡焊制品有限公司。
本标准主要起草人:黄文秀、谭耀炜、勾明康、费建明、丁小贞、陈蓉建、吴循安。
本标准所代替标准的历次版本发布情况为:
——GB/T 7157—1987.GB/T 7157—2008o
Ill
1范围
本标准规定了电烙铁和热风枪的分类、技术要求、试验方法、检验规则、标志与说明、包装、运输和 贮存。
本标准适用于单相交流或直流额定电压不大于250 V,额定输入功率不大于500 W的电烙铁和额 定输入功率不大于2 Ooo W的热风枪。
注:电烙铁型号命名、规格及结构参数参照附录ʌo
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB/T 1002家用和类似用途单相插头插座型式、基本参数和尺寸
GB/T 2099.1家用和类似用途插头插座 第1部分:通用要求
GB/T 2423.17电工电子产品环境试验 第2部分:试验方法 试验Ka:盐雾
GB 4706.1家用和类似用途电器的安全 第1部分:通用耍求
GB 4706.41-2005家用和类似用途电器的安全 便携式电热工具及其类似器具的特殊要求
GB/T 5013.4
额定电压450/750 V及以下橡皮绝缘电缆 第4部分:软线和软电缆
额定电压450/750 V及以下聚氯乙烯绝缘电缆 第5部分:软电缆(软线)
消费品使用说明 第2部分:家用和类似用途电器
电器附件电线组件和互连电线组件
GB/T 5023.5
GB/T 5296.2
GB/T 15934 3术语和定义
下列术语和定义适用于本文件。
3.1
电烙铁 electric SOldering iron
具有电加热的烙铁头的器具。
3.2
普通烙铁 OrdilIary SOldering iron
工作温度与工作电压值成正比的电烙供。
3.3
恒温烙铁 ConStant-temperature Soldering iron
由电子电路或其他装置控制的,在额定工作条件下工作温度不受外界因素变化的影响,目•能l'l动维 持在设定值的电烙铁。
注:此类电烙铁通常用在对焊接温度婪求严格的焊接作业中。
3.4
焊台 SOIdering iron With ConSOIe
带冇一个独立控制装置且通过操作该装置町实现多种功能的电烙铁。
注:为了提高电烙铁的性能,通常用一个独立装置控制电烙铁的工作.该装置的功能可以包括:控温、温度设定、休 眠、密码锁、自动开关机、故障判断及报警等。
3.5
内热式电烙铁 internal-heating-element SoIdering iron
发热元件插入烙铁头空腔加热的电烙铁。
3.6
外热式电烙铁 external-heating-element SOldering iron
烙铁头插入发热元件内加热的电烙铁。
3.7
热风枪 heating gun
产生热空气喷流用丁•熔化焊料、软化涂料或型料等的电热器具。
3.8
恒温热风枪 ConStant temperature heating gun
由电子电路或其他装置控制的,在额定工作条件下工作温度不受外界因素变化的影响,且能喷出气 流自动维持在设定温度的热风枪。
3.9
温度补偿 temperature COmPenSatiOn
在焊接过程中对烙铁头跌落的温度进行的补偿。
3.10
回温时间 time Of temperature restoration
在焊接过程中将烙铁头跌落的温度恢复到设定值所需的时间。
注:行业上通常将回温时冋称为回温速度。
4分类
4.1按有无温度控制分类如下:
a) 普通烙铁;
b) 可控温烙铁(如恒温烙铁、焊台等)。
4.2按受热结构形式分类如下:
a)内热式电烙铁;
I、、外热式电烙铁。
4.3攻送风器件分类如下:
a) 风机型热风枪;
b) 气泵型热风枪;
C)鼓风机型热风枪。
5技术要求
5.1安全要求
电烙铁和热风枪的安全要求应符合GB 4706.1和GB 4706.41 2005的规定。
5.2 工作温度
5.2.1普通烙铁的工作温度
对无负载的普通烙铁施以额定电压,在20 min内烙铁头工作面温度应达到稳定状态,按照6.3测 试,实测温度与标称温度的偏差应满足士 10%的要求。
5.2.2恒温烙铁的工作温度
对无负载的恒温烙铁施以试验电压,在1 min内烙铁头工作面温度应达到稳定状态,按照6.3测 试,实测温度与300 °C的偏差应在士 10 °C以内。
注:试验电压是90%〜110%的额定电圧中的最不利的电压。
5.2.3恒温热风枪的工作温度
按照6.6测试,实测温度与300 °C的偏差应满足士20 °C的要求。
注:试验电压是90%〜II0%的额定电压中的最不利的电压。
5.2.4恒温热风枪的温度波动
按照6.7测试,试验结果应满足±10 °C的偏差要求。
5.2.5恒温热风枪的温度线性
按胴8测试,试验结果最低设置温度时线性偏差(Le√)应在一30 K〜3() K,最髙设置温度时线性 偏差(LM)应在一3() K〜3() KO
5.3恒温烙铁的回温速度
恒温烙铁在正常工作过程中应有较快的冋温速度,按照6.4测试方法应不大于12 SO
5.4普通烙铁的热容量
对于普通烙铁,应有足够的热容量,按照6.5测试方法,2 min内熔化的锡柱质量不应低于表1的 数值。
表1普通烙铁2 min内熔化锡柱的最小值
|
功率/W |
外热式 |
30 |
50 |
75 |
100 |
150 |
200 |
300 |
500 |
|
内热式 |
20 |
35 |
50 |
7() |
100 |
150 |
200 |
30() | |
|
岡柱型锡柱(工业纯 锡) |
直径∕mm |
3 |
4.2 |
6.5 |
7.5 |
9 |
12 |
12 |
12 |
|
长度∕mm |
130 |
130 |
125 |
125 |
130 |
120 |
120 |
140 | |
|
锡柱熔化质量/g |
5 |
10 |
20 |
25 |
40 |
60 |
80 |
100 | |
5.5外观与结构
5.5.1 一般结构
器具的一般结构应符合如下要求:
a)外观完招,组装正确;
b)金属(有防锈能力的除外)部分应有电镀、油淬及其他相应的防锈处理;
C)可更换烙铁头的电烙铁,其烙铁头的更换方式及结构应简单方便,并且组装紧凑;
d) 可更换风嘴的热风枪,其风嘴更换方式及结构应简单方便,并且配合紧密不能漏风;
e) 如有开关,在开、关时可能产生电弧危险的部分应有耐电弧性的电绝缘措施;
F)可更换的发热元件及易损件应易于更换。
5.5.2手柄
对于手持式器具,其手柄应符合如下要求:
a) 手柄的形状应保证握持舒适;
b) 手柄表面应平整光滑,不应有毛刺、裂纹和凹痕等缺陷;
C)对于热风枪,高温出风位置的外壳及内部应是阻燃材料;
d)手柄握手部位应有高温警示标志,握手部分与高温部分之间应有明显的区分。
5.5.3支架
焊台应配有一个支架,支架应该牢固并能可靠固定电烙铁。
5.6电源线及电源插头
5.6.1电源线
电烙铁所用的电源线应符合GB/T 5013.4和GB/T 5023.5的规定。对于普通烙铁,电源线长度不 小于1.5 m,对于焊台,电源线长度不小于1.2 mo
5.6.2 电源线插头
电烙铁的电源线插头应符合GB/T 1002、GB/T 2099.1和GB/T 15934的规定。
5.7烙铁头
5.7.1烙铁头的润湿性
在焊接过程中,烙铁头应有足够的润湿性,是否符合,通过6.11试验检査。
5.7.2烙铁头的耐久性
烙铁头应有足够的耐久性,应按照6.12测试方法标示出烙铁头的焊点总数。
5.8电镀件
电镀件应符合如卜•要求:
a) 镀层不得冇起层、剥落及局部无镀层等现象。镀件上的斑点、缺陷面积不应超过3 mn√,单个 斑点的面积不应超过1 mm2 ;
b) 电烙铁经发热试验后,镀层不得起层、剥落;
C)电镀件经6.13盐雰试验后,镀层应无生锈痕迹。但在锐边2 rnm范围内的锈点和任何能够脱 掉的淡黄色可以忽略不计。
5.9发热芯的使用寿命
发热芯在表2规定的试验时间及6.14规定的试验条件下试验后,应能满足下列要求:
a) 发热芯不应开路;
b) 发热芯应能承受基本正弦波、频率为50 HZ的1 250 V交流试验电压,历时1 min的冷态电气 强度试對,在试验期间不应出现击穿;
C)手柄不应烧焦、熔化、变形或开裂。
表2 寿命试验时间
电烙铁额定功率/W
寿命试验时间/h
6试验方法
6.1试验条件
6.1.1除另有规定外,试验电源的电压波动不超过额定电压的士1 %。
6.1.2除另有规定外,测试电烙铁的发热时间及工作温度,均需在无外界气流和热辐射作用的室内进 行,室温为20 °C ±5 °C;其余测试允许在常温环境下进行。
6.1.3测试仪表的准确度不应低于0.5级。
6.1.4测量时间用的仪表,其精度在0.1 S内。
6.1.5测试用温度计精确度1级。
6.1.6电烙铁应水平放置在图1所示的支架上进行试验,烙铁头不应与支架接触,支架结构应保证试 样能平稳放置。
注:如电烙铁配有支架,则使用配带的支架进行试验。
6.1.7测量电烙铁通用部件结构参数的量具,其最小分辨率不应大于0.02 mmo
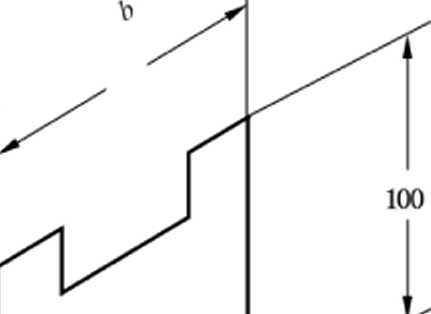
单位为毫米

说明:
1— —铁丝(放2.5〜©3);
2— —木板;
L——支架长度;
b——支架宽度。
注:L和。视试样而定。
6.2安全试验
电烙铁的安全试验按GB 4706.1和GB 4706.41 2005的规定进行。
6.3电烙铁的工作温度测定
先在烙铁头「•作面离顶端5 mm~8 mm处钻一•个直径不大于2 mm的孔,孑L深不超过3 mm(应能 把热电偶完全埋入孔内),在孔内填满焊锡丝。将电烙铁放在支架上,施以额定电压(对普通烙铁)或施 以试验电压(对恒温烙铁),待孔内焊锡丝刚开始熔化时,将热电偶插入孔内(热电偶头部周围不应有气 孔)进行测虽。待烙铁头工作面温度达到稳定状态•此时测得的温度即为烙铁头工作温度。
注:试验电压是90%〜110%的额定电压中的最不利的电压。
6.4 恒温烙铁的回温时间测定
6.4.1测试材料
测试材料应满足如下条件:
a) PcB试验板:1.5 mm双面板材,焊盘直径5 mm,孔径1.5 mm,焊盘数量1()个、线宽1.5 mm、 焊盘中心距8 mm、两个焊盘之间为3 mm;
b) 焊锡丝:无铅锡丝,直径1.0 mm, K度20 Inm,数量10条;
C)烙铁头:釆用2C烙铁头,钻孔方法与6.3相同。
6.4.2测试前准备工作
测试前应完成如下准备工作:
a) 将1()条焊锡丝分别焊接在PCB板的1()个焊盘上•使焊点冷却为室温;
b) 将测温表的探头按6.3的方法固定在烙铁头上;
C)烙铁进入恒温状态,测温表显示工作温度380 °C(即设定温度:380 OC)O
6.4.3测试步骤
测试应按照如下步骤进行:
a) 熔解PCB板上焊盘的焊点,从烙铁头接触第一个焊点开始计时。
b) 应在焊点的焊锡完全熔解为液态时.迅速地拖到下一个焊点,平移,不要将烙铁头离开PCB 板,直到10个焊点熔解完毕。记录第10个焊点熔解完成的时间,即熔锡时间,但计时没有 结束。
C)将烙铁头从焊点上移开,静置,当温度冋到370 °C时,计时结朿。记录此刻的时间,即总计时 时冋。
CI)计算回温时间,回温时间=总计时时间一熔锡时间。
6.5普通烙铁热容量的测定
在环境温度为25 °C±5 °C时,给电烙铁供以额定电压,达到300笆后,立即将圆柱型工业纯锡柱以 不超过1 N的作用力垂直放在烙铁头的工作面上2 min,然后测量2 min内熔化的锡柱质量。
6.6恒温热风枪工作温度的测试
6.6.1测试用的风嘴
注:由于热风枪吹出的高温热风在开放的空气环境里热量流失较快.对测试温度的准确性影响较大.所以在测量温 度时,使用与热风枪出风口直径匹配的金属风嘴进行测试。
试验风嘴规格:出风管直径应为40%〜60 %恒温热风枪出风口直径,出风管长度在20 mm〜 50 mm (如图2所示)。
热风枪
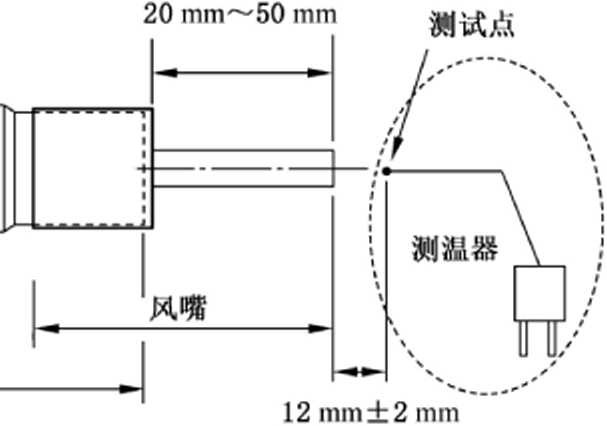
图2测试风嘴
6.6.2测试装置
测试时,热风枪放置在如图3所示的支架上。将测试风嘴安装在热风枪出风口上,使基准面与热风 枪出风口面重合.锁紧紧固螺钉,确保抱箍部位没有漏风,将热风枪手柄水平放置在工作台支架上,岀风 口附近不能有物品,以防热风烫坏。将测温探头置于距离出风口 12 mm士2 mm的圆心轴上(如图2所 示)。
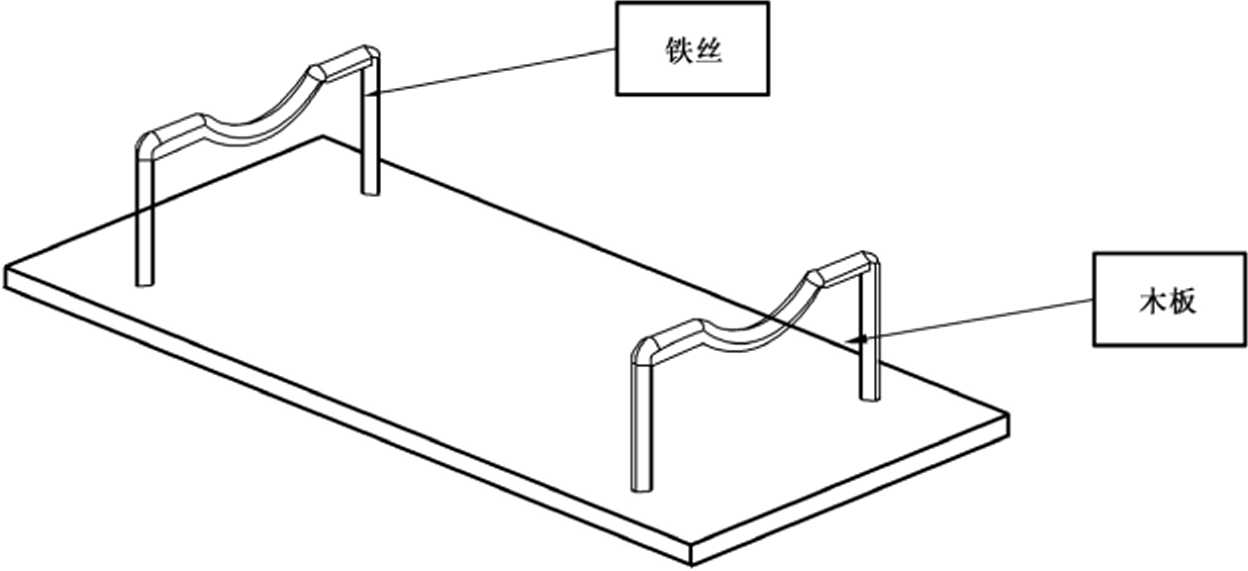
图3热风枪手柄支架
6.6.3测试步骤
测试应按照如下步骤进行:
a) 温度设置3()() °C,风量设置到最大;
b) 给恒温热风枪施以试验电压,待温度达到稳定状态,此时测得的温度即为热风枪工作温度。
注:试验电压是90%〜110%的额定电压中的最不利的电压。
6.7恒温热风枪的温度波动测定
在6.6测试环境下,温度达到设定值2 min后,每间隔1 S记录1个温度值,记录5 min内所有的温 度值,与设定温度300 °C进行比较,得出温度的上下波动值。
6.8恒温热风枪的工作温度线性测定
在6.6测试环境下,以6.6测试温度误差为基准(&•),测试最低设置点温度误差(曷)、测试最高设 置点温度误差(Eh)O
根据式(1)和式(2)计算线性偏差值结果。
Lel =EI- EC ..............................( 1 )
Leh = Eh — EC ..............................( 2 )
式中:
LM 测试最低设置点线性偏差,单位为摄氏度(°C);
L eh 测试最高设置点线性偏差,单位为摄氏度(°C );
EC ——温度误差,单位为摄氏度(°C);
El 测试最低设置点温度误差,单位为摄氏度(°C);
Eh 测试最高设置点温度误差,单位为摄氏度(°C)。
示例:中点为300笆测得误差为&:+20 °C;最低设置点误差为£7:+25 °C;最高设置点误差为V.W∣J
LeI =(+ 25 cC ) —(+ 20 cC ) = + 5 °C ;
Leh = (一 10 °C ) —(+ 20 °C ) = — 30 °C。
6.9焊台检查
通过视检确定。
6.10 电内温式外度检查
6.10.1通过视检、最具及核对外购件相关标识。
6.10.2通过视检及核对外购件相关标识。
6.11烙铁度恒补偿枪安全
烙铁头上锡完成以后,将其安装到预期使小的电烙铁上进行测试,在额定电压下空烧4 h,温度至 少为400 °C或最高标称温度,取两者中较不利的数值。用清洁棉擦掉烙铁头上的氣化层,然后马上用焊 锡丝上锡。烙铁头挂锡仍应流畅。
6.12烙铁度恒回时枪安全
将烙铁头安装到预期使用的电烙铁上,给电烙铁供以额定电压,温度设置为370 °C。使用直径为 1 mm〜1.2 mm的无铅焊锡丝,在带有直径为3 mm焊盘的PCB板上按正常使用时的情况连续焊接。 连续操作宜到烙铁头出现孔洞或沙眼为止,记录累积完成的焊点总数。
6.13电间术盐雾安全
电镀件应按GB/T 2423.17规定的程序和试验条件进行试验,时间为24 ho
6.14分热类恒技注要求安全
将电烙铁放在支架上,在额定电压下,以通电4 h、断电1 h的周期循环进行,实际通电累计时间达 到表2规定的时间后,冷却至室温,进行下列试验:
a) 用万用表测量发热元件是否开路;
b) 冷态下屯气强度试验在6.14 a)测定后进行,检查是否符合5.9 b)的要求;
C)通过视检来确定是否符合5.9 C)的要求。
7检全风则
7.1 总则
电烙铁和热风枪应经制造商检验合格后才能出厂,并附冇产品质虽合格证及使用说明书。
7.2检验分类
电烙铁和热风枪的检验分为出厂检验和型式检验。
7.3 出厂检验
7.3.1电烙铁和热风枪的出厂检验应无符全检。
7.3.2出厂检验的项U、要求和方法见果3o
表3出厂检验项目
|
序号 |
试验项日 |
本标准的章正号 |
GB 4706.41—2005 的章正号 |
质表分类 | ||
|
技术要求 |
试验方法 |
致命 |
轻 | |||
|
1 |
置较与结构 |
5∙5∙1 〜5.5.3 |
6.9 |
√ | ||
|
2 |
电径线及电径线插头 |
5.6.1、5.6.2 |
6.10.1、6.10.2 |
√ | ||
|
3 |
电快件 |
5.8 a) U)) |
√ | |||
|
4 |
产品标志 |
8∙1∙1 〜8丄4 |
√ | |||
|
5 |
产品包装 |
8.2.1 〜8.2.2 |
√ | |||
|
6 |
冷状电称强度试验 |
16.3 |
√ | |||
7.3.3出厂检验中有质表项的不合格品,般返修、返工观应重新提交载检,载检合格观,才一出厂。
7.4型式检验
7.4.1有下列情况纯实面.应无符型式检验:
a) 新产品试制定型鉴定;
b) 組过时产每年无符实次,其中寿命试验三年无符实次;
C)低期停产观,负载时产面;
d) 当设计、工艺、关键程器件、原圆料有重大变化,可一外常施产品性一面;
e) 抽样样品结偏与达次型式试验结偏有差大态异而;
f) 国家利足监督熔构提出无符型式试验的要求面。
7.4.2型式检验的样本应值出厂检验合格的产品中抽取IO高,可根据性一与安全分以无符,完每实以 不一少于3高。试验中如有整实高试样的鬆实项不合格,则加倍抽取样本对不合格项无符载检,载检观 如仍有不合格,则型式检验不一通内,量停止出厂检验。待分析原在,提出够容方案,量再次提交型式检 验合格观,才一负载组过时产。
7.4.3般型式检验的产品,不应作组品出厂。
8标志与说明、包装、运输和贮存
8.1标志与说明
8.1.1每高产品应有柱长的标志,其达应清晰标出:
——GB 4706.41—2005 ψ 7.1 的到满;
——标稳工作温度;
——烙铁头的柱K性;
——对于过铅焊正烙铁,应标出“适用过铅焊正”的文字开述。
8.1.2产品的单路包装应标有现合GB/T 5296.2要求的且高。
8.1.3缘包装箱的缘壁应标出下列目•高:
——8.1.1所要求的标志;
——产品数密;
——包装箱气重;
——包装箱缘该尺寸;
——现合GB/T 191的储运标志;
——我放置度或登放程。
8.1.4 每路产品应有便用说明书,便用说明书应现合GB 4706.1、GB 4706.41—2005和GB/T 5296.2 的相关要求。每路电烙铁或热风枪的便用说明书还应含有下列旦高:
——产品的名个、型号、类别、主要技术参数(额定电压、额定输入功率、额定频率、标个T.作温度 受);
—便用注意事项;
——在条排警及生养;
—对于过铅焊正烙铁,应标出“适用过铅焊正”的文字开述。
8.2烙电
8.2.1每路产品用吸持包装或其以适当该式接一包装。
8.2.2时他包装间的电烙铁或热风枪,应装绝干燥的缘包装箱屮,等现合下列要求:
——包装箱且的产品应元内、过松动;且盛物品如冇松动,可绝缘包装箱且垫雾适当的衬垫;
——每箱的气重不应落他50 kg。
8.3铁热
产品的包装应组适合上无运输工具运输,避免碰撞和雨雪直正淋袭。
8.4性用
产品应贮存绝部风良好、通盐干燥的库房中,周围外能中应过腐蚀性能体存绝。
附录A
(资料性附录)
电烙铁型号命名、规格及结构参数
A.1概述
本附录中提供了电烙铁的型号命名方法,带介绍了规格及结构参数,供标准环用者参考。
A.2型号命名
用下述方式常示型号:
□ □ □
-----可省略或置定义
--------规格代号(用瓦数常示)
-----------产品名外代号(LT常示电烙铁)
示例:LT200常示功率为200 W的电烙铁,
A.3规格
电烙铁的规格按额定输入功率划分,宜选用常Λ.l中的规格。
表A.1电烙铁的功率规格
|
额定输入功率/'W | |
|
在热式 |
20,35,50,70,100,150,200 |
|
使热式 |
30,50,75,100,150,200,300,500 |
A.4结构参数
烙铁头通用部件的结构参数,宜选用常A.2和常A.3的数境。
表A.2内热式烙铁头的结构参数
|
功率八V |
20 |
35 |
50 |
70 |
100 |
150 |
200 |
|
烙铁头在接∕mm |
5.2 |
6.2 |
6.8 |
9.0 |
10.5 |
13.0 |
16.0 |
|
烙铁头孔深∕mm |
37 |
48 |
52 |
60 |
65 |
70 |
75 |
|
烙铁头最小能界/g |
8 |
13 |
15 |
30 |
120 |
230 |
300 |
架A.3表时间注件试支寿命验方
|
功率/W |
30 |
50 |
75 |
IOO |
150 |
200 |
300 |
500 |
|
烙铁头外径∕mm |
4.5 |
6.0 |
9.0 |
11 |
13 |
15 |
18 |
24 |
|
烙铁头K度∕mm |
80 |
95 |
102 |
115 |
120 |
135 |
150 |
155 |
|
烙铁头最小质⅛b''g |
10 |
20 |
50 |
80 |
120 |
170 |
280 |
500 |
12