^PnUb
ICS 23.100.40
J 20
由
GB/T 9065.4—2020
液压传动连接软管接头 第4部分:螺柱端
COnneCtiOnS for hydraulic fluid POWer—HOSe fittings—Part 4 : StUd ends
(ISO 12151-4:2007 ^Connections for hydraulic fluid POWer and general USe— HOSe fittings——Part 4 : HoSe fittings With ISO 6149 metric StUd ends ? MOD)
2020-06-02 发布
2020-12-01 实施
国家市场监督管理总局卷布 国家标准化管理委员会发布
附录A (资料性附录)软管接头与GB/T 2878.1圆柱螺纹。形圈密封油口的安装说明
GB/T 9065«液压传动连接软管接头》分为六个部分:
-第1部分:()形圈端面密封;
一第2部分:24°锥密封;
-第3部分:法兰式;
一第4部分:螺柱端;
-第5部分:37°扩口式;
一第6部分:60。锥形。
本部分为GB/T9065的第4部分
本部分按照GB/T 1 —2009给出的规则起早。 ....... ..........
本部分使用重新起草法修改米用ISO 12151-4:2007«液压传动和通用连接件 软管接头 第4部 分:采用ISO 6149公制螺柱端的软管接头》。
本部分与ISO 12151-4 = 2007的技术性差异及其原因如下:
-关于规范性引用文件,本部分做了具有技术性差异的调整,以适应我国的技术条件,调整情况 集中反映在第2章规范性引用文件,,中具体调整如下
*用修改米用国际标准的GB/T 193代替了 0)261(见6.5);
•用等同米用国际标准的GB/T 2351代替了 S 4397(≡1章、E ;
・用修改米用国际标准的GB∕T 2878.2代替]IS。61492见4X6.1);
・用修改米用国际标准的GB/T 2878.3代替“S。6F3(见4.2、6.1) •,
•用等同米用国际标准的GB/T 31。3.1代替了 IS。址T见6.2);
• 用修改米用国际标准的GB/T 7939代替了 ISO 6605(见4.1、4.3);
• 用等同采用国际标准的GB/T 10125代替了 ISO 9227(见7.3);
.用等同釆用国际标准的GB/T 17446代替]ISO 55孙略3章);
•用等同米用国际标准的GB/T 26143代替了 ISO 19879(见4.3)。
一增加密封面表面粗糙度要求(见7.2)。
本部分还做了下列编辑性修改:
一修改了标准名称;
一删除了第1章条文中的注2。
本部分由中国机械工业联合会提出。
本部分由全国液压气动标准化技术委员会(SAC/TC 3)归口。
本部分起草单位:浙江苏强格液压股份有限公司、天津市精研工程机械传动有限公司、合肥集源穗 意液压技术股份有限公司、北京机械工业自动化研究所有限公司、宁波海格威流体连接件有限公司。
本部分主要起草人:罗学荣、吴节刚、冯国勋、王克文、胡军中、曹巧会、王涌潮。

1范围
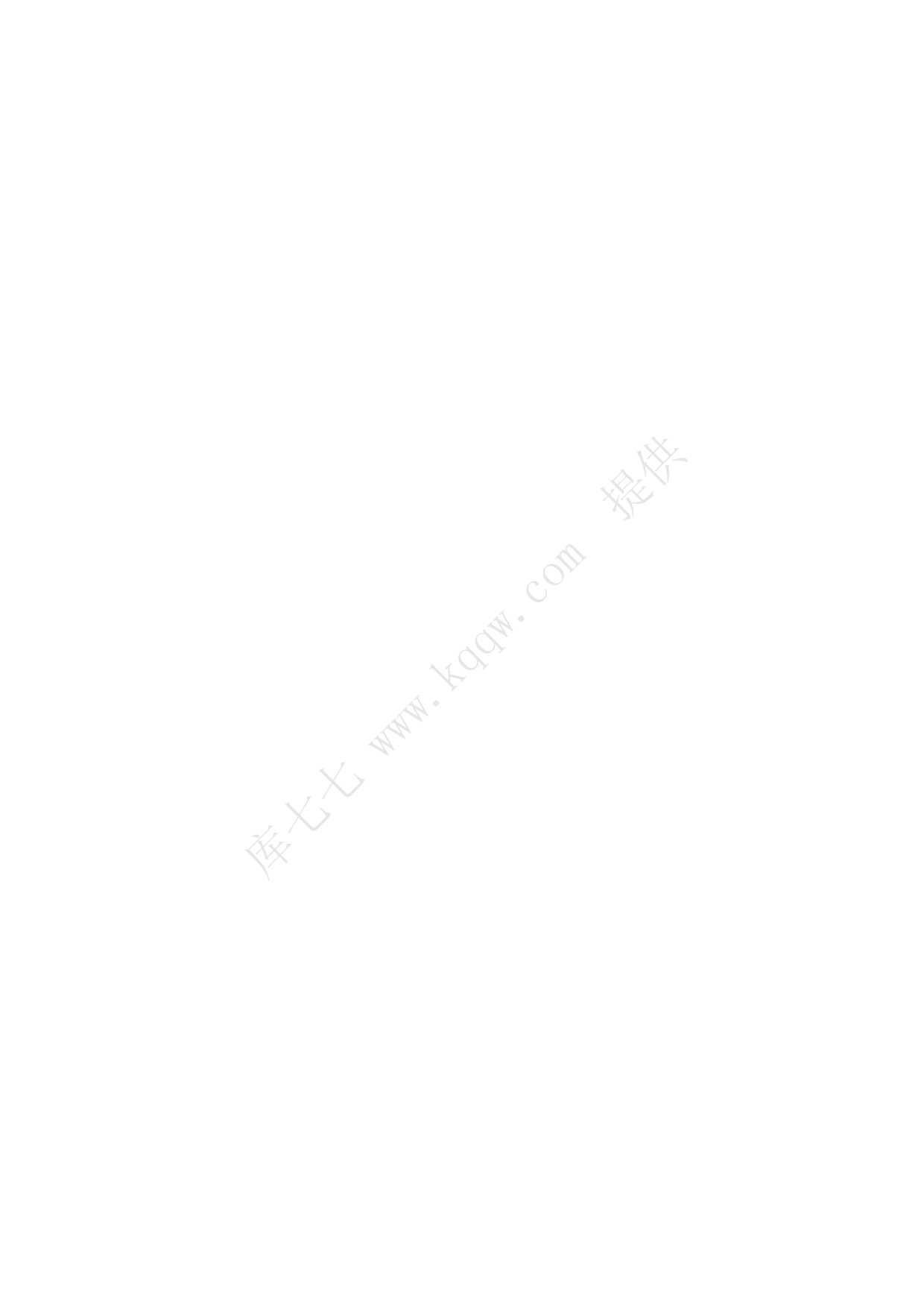
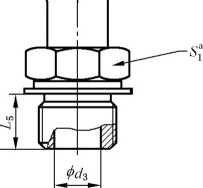
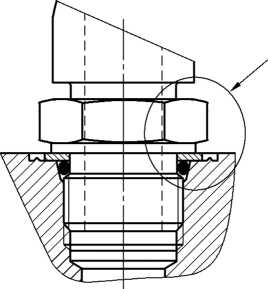
GB/T 9065的本部分规定了材质为碳钢的螺柱端软管接头(典型示例见图1,符合GB/T 2878.2或 GB/T 2878.3螺柱端)设计和性能的基本要求和尺寸要求。
本部分适用于公称内径为6.3 mm~38 mm的软管(符合GB/T 2351的公称软管内径)。
注:若选用其他材质,由供需双方协商。
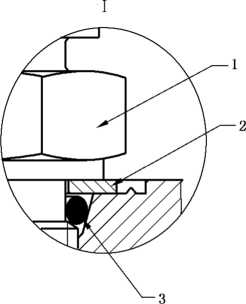
说明:
1— —油口(符合 GB/T 2878.1);
2— —软管接头;
3 一 带。形圈密封的螺柱端(符合GE/T 2878.2或GE/T 2878.3)。
图1公制螺柱端软管接头连接的典型示例
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 193 普通螺纹 直径与螺距系列(GB/T 193—2003 ,ISO 261 : 1998,MOD)
GB/T 2351 液压气动系统用硬管外径和软管内径(GB/T 2351—2005 ,ISO 4397 : 1993 .IDT)
GB/T 2878.2液压传动连接 带米制螺纹和()形圈密封的油口和螺柱端 第2部分:重型螺柱 端(S 系列)(GB∕T 2878.2 2011 ,ISO 6149-2 : 2006,MOD)
GB/T 2878.3液压传动连接 带米制螺纹和()形圈密封的油口和螺柱端 第3部分:轻型螺柱 端(L 系列)(GB∕T 2878.3—2017,ISO 6149-3:2006,MOD)
GB/T 3103.1 紧固件公差 螺栓、螺钉、螺柱和螺母(GB/T 3103.1—2002, ISO 4759-1:2000, IDT)
GB/T 7939 液压软管总成 试验方法(GB/T 7939—2008 ,ISO 6605 :2002 ,MOD)
GB/T 10125 人造气氛腐蚀试验 盐雾试验(GB/T 10125—2012,ISO 9227:2006,IDT)
GB/T 17446 流体传动系统及元件 词汇(GB/T 17446—2012,ISO 5598:2008,IDT)
GB/T 26143 液压管接头 试验方法(GB/T 26143—2010,ISO 19879:2010,IDT)
3术语和定义
GB/T 17446界定的术语和定义适用于本文件。
4性皿 q
4.1按照GB/T 7939测试时,软管总成应满足相应软管规格所规定的性能要求。
4.2软管总成的工作压力应取GB/T 2878.2或GB/T 2878.3中给定的接头工作压力与对应规格的软 管工作压力中较低值。..............................
4∙3软管接头的试验方法应符合GB/T 26143的规定,软管总成的试验方法应符合GB/T 7939的规
5......... .......
5∙1软管接头的命名方式为软管接头”空一格后接标准号"GB/T 9065.4,,后接间隔符〜然后为 连接端类型及形状的代号(见5.2),后接另一个间隔符“-”,然后接螺柱端轻重系列代号(见5.2)和螺柱 端螺纹规格(符合GB/T 2878.2或GB/T 2878.3) ×公称软管内径(符合GB/T 2351)O
示例:用于符合GB/T 2878.3中规定的M18×1.5 mm螺柱端,公称软管内径为12.5 mm的9。。弯软管接头命名 如下:.......
软管接头 GB/T 9065.4-SDE-LMI8X12. 5
- -- Γ
1---公称软管内径
------螺柱端轻重系列代号和螺柱端螺纹规格
---------连接端类型及形状的代号
-------------标准编号
-------------------名称
5.2使用代号见表1。
表1连接端型式及代号
|
连接端型式 |
代号 | |
|
类型 |
螺柱端 |
SD |
|
系列 |
轻系列(GB/T 2878.3) |
L |
|
重系列(GB/T 2878.2) |
S | |
|
形状 |
直通 |
S |
|
90°弯 |
E | |
6设计
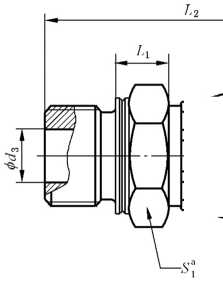
6.1图2和图3中软管接头型式的尺寸应符合其对应的表2和表3的规定,并应符合GB/T 2878.2或 GB/T 2878.3中规定的相关尺寸。
^PnUb


注1:螺柱端细节符合GB/T 2878.2或GB/T 2878.30 注2:软管接头与软管之间的连接方式是可选的。
六角对边宽度(扳手尺寸)。
图2直通螺柱端软管接头(SDS)
表2 直通螺柱端软管接头(SDS)尺寸表
单位为毫米
|
软管接头规格 |
螺纹 |
公称软 管内径 d 1 |
c∕2a 最小 |
d3b ____最大____ |
LI 最小 |
L2c 最大 |
SI hex. | |
|
S系列 |
L系列 | |||||||
|
M12X6.3 |
M12×1.5 |
6.3 |
3 |
4.18 |
6.18 |
9 |
61.5 |
17 |
|
M14X8 |
MI4xl∙5 |
ɪ |
5 |
6.18 |
7.68 |
10 |
67.5 |
19 |
|
M16X1O |
Mg∙5 |
6 |
7.22 |
9.22 |
11 |
73 |
22 | |
|
M18X12.5 |
M18X1.5 |
12.5 |
8 |
9.22 |
11.22 |
12 |
82.5 |
24 |
|
M22X16 |
M22X1.5 |
16 |
11 |
12.27 |
14.27 |
13 |
90 |
27 |
|
M27X19 |
M27X2 |
19 |
14 |
15.27 |
18.27 |
15 |
98.5 |
32 |
|
M33×25 |
M33X2 |
25 |
19 |
20.33 |
23.33 |
18 |
106 |
41 |
|
M42X31.5 |
M42X2 |
31.5 |
25 |
26.33 |
30.33 |
20 |
128.5 |
50 |
|
M48X38 |
M48X2 |
38 |
31 |
32.39 |
36.39 |
21 |
161 |
55 |
a公指软管接头与软管装配前接头的最小内径,装配后此内径应不小于0.96/2。
b d3的尺寸应符合GB/T 2878.2或GB/T 2878.3的规定,ʤ的最小值应不小于d2 和ʤ (螺柱端内径)之间应 设置过渡,以减少应力集中。
C切为装配后测量的尺寸。
注1:螺柱端细节符合GB/T 2878.30
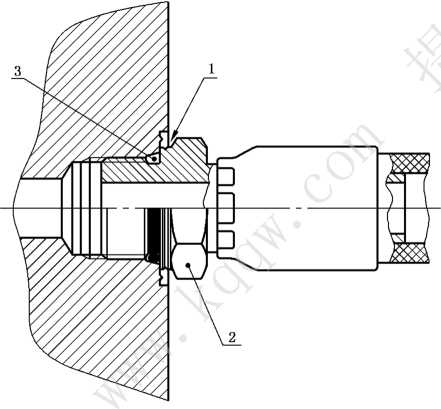
注2:软管接头与软管之间的连接方式是可选的。 注3:仅适合接头安装好后再装配软管的总成件。 •六角对边宽度(扳手尺寸)。
图3 90°螺柱端可调向软管接头(SDE)
表3 90°螺柱端可调向软管接头(SDE)尺寸表 单位为毫米
|
软管接头规格 |
螺纹 |
公称软 管内径 |
最小 |
d3b 最大 L系列 |
ɪ |
L4 (参考) |
L5±l |
Sl hex. |
|
M12×β.3 |
M12×1.5 |
6∙3 |
3 |
6.18 |
30.5 |
11.1 |
17 | |
|
M14X8 |
M14×1.5 |
8 |
5 |
7.68 |
43 |
33.5 |
11.1 |
19 |
|
M16X1O |
ɪ |
6 |
9.22 |
43 |
38 |
11.6 |
22 | |
|
M18X12.5 |
Mg∙5 |
吸5 |
8 |
11.22 |
45 |
40 |
12.6 |
24 |
|
M22X16 |
M22×1.5 |
16 |
11 |
14.27 |
57 |
42.5 |
12.8 |
27 |
|
M27X19 |
M27X2 |
19 |
14 |
18.27 |
60 |
51 |
15.8 |
32 |
|
M33X25 |
M33×2 |
25 |
19 |
23.33 |
65 |
53 |
15.8 |
41 |
|
M42X31.5 |
M42X2 |
31.5 |
25 |
30.33 |
70 |
58 |
15.8 |
50 |
|
M48X38 |
M48X2 |
38 |
31 |
36.39 |
77 |
63.5 |
17.3 |
55 |
|
a心指软管接头弯管前或与软管装配前接头的最小内径,弯管后或装配后此内径应不小于0.叫2。 b d3的尺寸应符合GB/T 2878.2或GB/T 2878.3的规定,ʤ的最小尺寸应不小于d2 O C L3为装配后测量的尺寸。 | ||||||||
6.2六角对边宽度尺寸公差应符合GB/T 3103.1中规定的产品等级CO
6.3对于所有规格弯曲形状的软管接头,其两端轴线夹角公差均为±3。。
6.4软管接头的其他尺寸由制造商确定。
6.5软管接头连接端螺纹应符合GB/T 193的规定。
7制造
7.1 加工
软管接头可通过锻造、冷成型、棒料切削加工而成,也可由多个零件组装而成。
7.2工艺要求
软管接头中应没有可见的污染物、毛刺、氧化皮和碎屑以及其他可能会影响零件功能的缺陷。密封 面表面粗糙度应符合GB/T 2878系列.除非另有规定,其余加工表面的粗糙度应满足RaV6.3 NnL
7.3 表面处理
所有碳钢零部件的外表面和螺纹都应电镀或涂以适当的材料,应按GB/T 10125的规定通过72 h 中性盐雾试验,除非制造商和用户另有协议。在盐雾试验过程中,任何部位出现红色锈斑应视为不合 格,下列指定部位除外:
一所有内部流道;
一棱角,如六角的尖端、锯齿状和螺纹牙顶(这些部位由于批量生产或运输的影响使镀层或涂层 产生机械损伤);
一由于扣压、扩口、弯曲或其他电镀后的金属成型操作所引起的机械变形的区域;
一试验箱中零件悬挂或固定处(这些位置可能聚集冷凝物)。
在贮存期间,内部流道应避免受到腐蚀。
注:考虑到对环境的影响,不宜镀镉。镀层的改变可能影响装配力矩,必要时需重新验证。
7.4保护
应以适当的方式保护软管接头表面、密封面及螺纹(包括内螺纹和外螺纹)不遭受磕碰和刮伤.以免 影响产品使用功能。内部流道应严格保护,以防止受到污染。
8供货信息
当用户咨询或订购时,制造商应至少提供以下信息:
一软管接头的命名(见第5章);
一软管接头的材质(非碳钢材质时);
一软管类型和尺寸;
一工作介质;
一工作压力;
一工作温度(包括环境温度和介质温度)。
9 标志
软管接头的标志应为永久性标记的制造商名称或商标。
10 装配
软管接头螺柱端安装说明参见附录AD
11标注说明
当选择遵守GB/T 9065的本部分时,建议制造商在试验报告、产品目录和销售文件中标注以下说 明:“螺柱端软管接头符合GB/T 9065.4-2020«液压传动连接 软管接头 第4部分:螺柱端》”。
附录 A
(资料性附录)
软管接头与GB/T 2878.1圆柱螺纹O形圈密封油口的安装说明
软管接头与GB/T 2878.1圆柱螺纹。形圈密封油口的安装说明包括以下内容:
a) 为保护密封面不被污染,组装前不能移除保护物或堵头;
b) 在装配时,拆下保护物或堵头,检查接头和油口,确保无毛刺、划痕、刮伤或任何污染物;
C)如果软管接头没有配。形圈,请将匹配的O形圈通过工具安装在接头的螺柱端上,注意不能 切断或划伤O形圈;
d) 在O形圈上涂抹工作介质或兼容的润滑油;
e) 位置1[参见图A,la)]。形圈紧挨着垫圈,垫圈和。形圈应位于退刀槽的顶部;
f) 位置2[参见图A.la)]锁紧螺母刚好接触到垫圈;
g) 位置3[参见图A,la)]顺时针旋转接头直到油口端面接触到垫圈;
h) 位置4[参见图A.la)]逆时针旋转接头并调整接头另一端指向需连接的方向位置,旋转圈数不 超过1圈;
i) 位置5[参见图A.la)]用一个扳手固定住接头至所需的角度方向,再用扭矩扳手按制造商提供
的力矩将锁紧螺母紧固;
j) 检査O形圈是否切断或挤出,垫圈是否位于油口的平面处,正确的装配实例参见图A,lb)0
|
Ir |
________________I |
⅛ |
扌 | |||
|
3' |
项:α O | |||||
|
位置1——锁紧 螺母、垫圈、O 形圈位置 |
位置2——锁紧 螺母此位置是 为了保护垫圈 在安装到油口 期间不被损坏 |
位置3—手动拧紧 锁紧螺母直到垫圈 接触到油口端面 |
位置4——接头后退 以便另一端对齐需 配对连接的元件、钢 管总成或软管总成 |
位置5——拧紧后接 头最终位置 | ||
a)
图A.1可调向端安装示意图
b)
说明:
1— —锁紧螺母;
2— —垫圈;
3— —。形密封圈。
图A.1 (续)
参考文献
[1] GB/T 2878.1—2011液压传动连接带米制螺纹和O形圈密封的油口和螺柱端第1部 分:油口
[2] GB/T 3683-2011橡胶软管及软管组合件油基或水基流体适用的钢丝编织增强液压型 规范
[3] GB/T 10544-2013橡胶软管及软管组合件油基或水基流体适用的钢丝缠绕增强外覆橡 胶液压型规范
[4] GB/T 15329.1—2003橡胶软管及软管组合件织物增强液压型第1部分:油基流体用
[5] GB/T 15908—2009塑料软管及软管组合件液压用织物增强型规范
[6] QC/T 757—2006乘用车列车通用技术条件
[7] ISO 4039-1 ROad VehiCIeS一PneUmatiC braking SyStemS一Part 1: Pipes, male fittings and tapped holes With facial Sealing SUrfaCe
[8] ISO 4039-2 ROad VehiCIeS一PneUmatiC braking SyStemS一Part 2 : Pipes, male fittings and holes With COniCal SeaIing SUrfaCe
[9] ISO 11237-1 RUbber hoses and hose assemblies一Wire-braid-reinforced COmPaCt types for hydraulic applications——SPeCifiCatiOn—Part 1: Oil-based fluid applications
中华人民共和国
国家标准
液压传动连接软管接头 第4部分:螺柱端 GB/T 9065.4—2020
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
网 ⅛ : www.spc.org.cn 服务热线:400-168-0010
2020年6月第一版
*
书号:155066 ・ 1-65290
GB/T 9065.4-2020
版权专有侵权必究