a)
b)
两端带法兰的涂塑钢管应在涂塑前对基管组焊法兰,组焊的相关位置和尺寸应满足以下要求: 法兰平面对钢管轴线成直角,角度的允许误差为±1。(见图1×
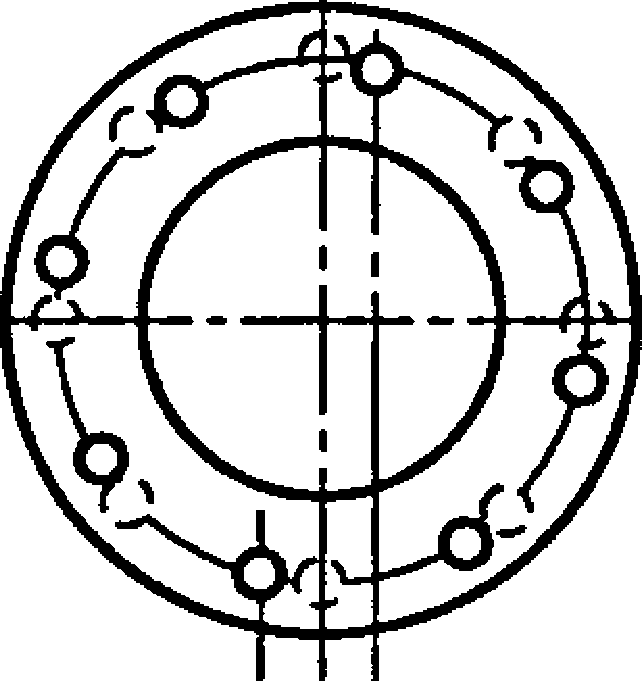
每-支管两端法兰对应的螺栓孔对同-中心线的偏移^DN500以下的管道,y 5; DN55O以上的管道/V5 mm(见图2)。
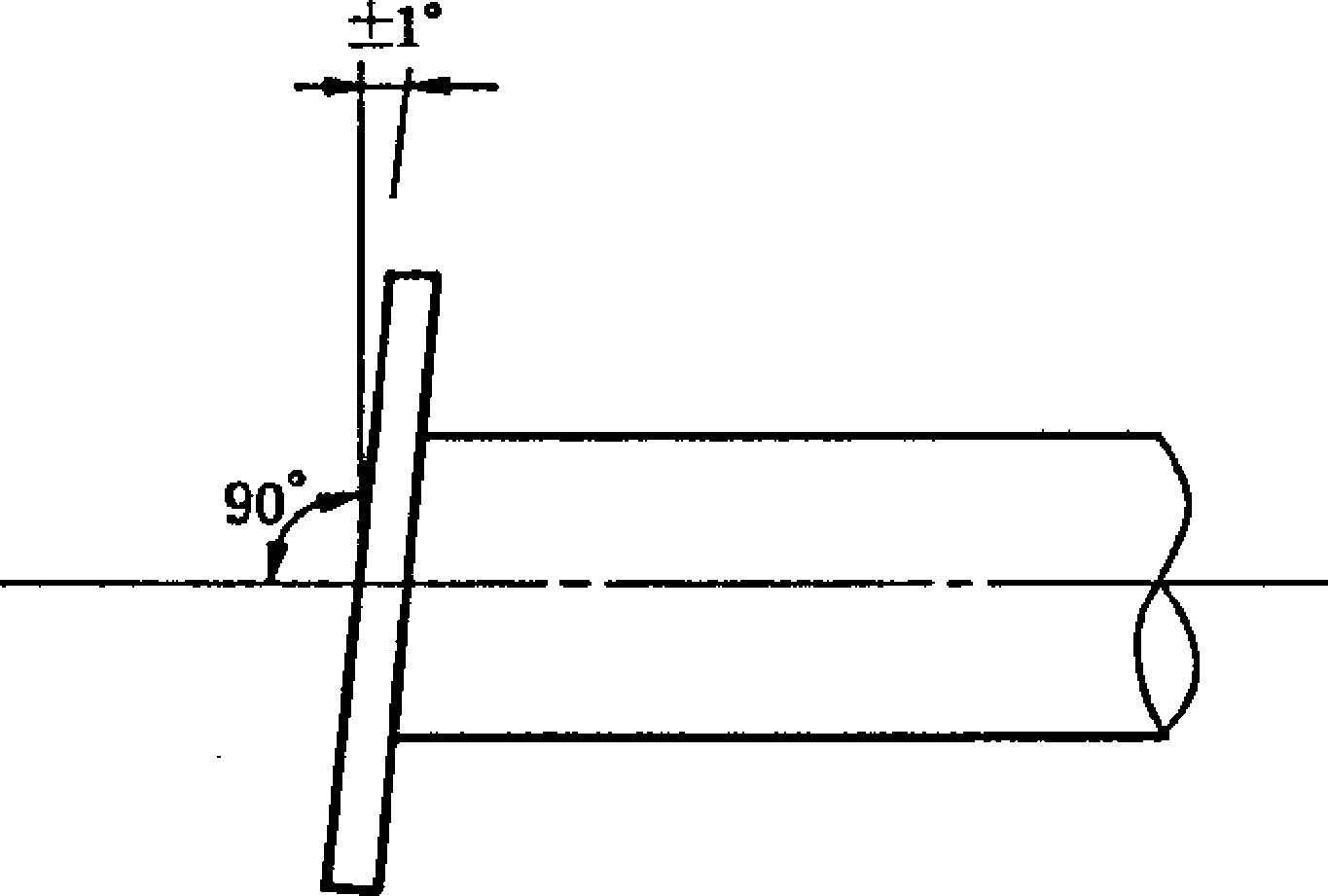
图1法兰面对钢管轴线垂直度示意I
≡
ICS 91. 140. 60 P 42
CJ/T 120—2008
代替 CJ/T 120—2000
COating PlaStiC SteeI PiPe for Water SUPPIy
2008-06-03 发布
2008-11-01 实施
中华人民共和国住房和城乡建设部 发布
本标准是对CJ/T 120—2000(给水涂塑复合钢管》的修订,修订中参照了日本JWWA-KI32—2004
《给水用聚乙烯粉末衬里钢管》、WSP 039-2005<带法兰聚乙烯粉末衬里钢管》和国内相关标准,主要修
订内容如下:
——增加了涂塑复合钢管等术语和定义;
——修改了涂塑复合钢管的分类和标记;
——修改了涂塑复合钢管所用材料的要求;
——增加了涂塑前基管表面加工及处理的要求;
——修改了涂塑复合钢管的规格和涂层壁厚,扩大了规格范围;
——增加了外防腐层的种类、要求和试验方法;
——修改了电火花检测时所用的电压值;
——修改了环氧树脂涂层附着力的试验方法; 本标准的附录A为规范性附录。
本标准由住房和城乡建设部标准定额研究所提出。
本标准由住房和城乡建设部给水排水产品标准化技术委员会归口。
本标准主编单位冲国建筑金属结构协会给水排水设备分会" ___________
本标准参编单位:潍坊东方钢管有限公司、浙江金洲集团股份有限公司、上海德士净水管道制造有 限公司、杭州纯源钢塑管有限公司、上海昊力涂塑钢管有限公司、常熟市沙家浜管业有限公司、中山华通 钢塑管有限公司、中外合资南通卫邦管业有限公司、上海米兰管业发展有限公司、杭州腾飞塑料工业有 限公司、杜邦华佳化工有限公司、鼎顺钢塑管设备材料(杭州)有限公司、黄山锐邦高分子材料有限公司、 湖南珠华管业有限公司。
4/41
1=1
本标准主要起草人:华明九、王显功、刘浩、曹披、闫吉云、徐德如、蒋建明、范晓敏、孙桢祥、毛遗青、 刘凯维、季学林、腾世云、姜宜川、孙毅、李腾炎、方文胜、罗建群、王胜利。
本标准为第一次修订。
给水涂塑复合钢管
1范围
本标准规定了给水涂塑复合钢管(以下简称涂塑钢管)的范围、产品分类和标记、材料、要求、试验方 法、检验规则、标志、包装、运输和贮存O
(J
本标准适用于公称尺寸不大于DN1200输送饮用水的涂塑钢管,对于公称尺寸大于DN1200或输 送其他介质流体的涂塑钢管可参照本标准执行。
2规范性引用文件
…下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方面研
究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标濫
塑料密度和相对密度试验方法
塑料拉伸性能试验方法
热塑性塑料(维卡)软化温度(VST)的测定
漆膜耐冲击测定法
塑料氯乙烯均聚和共聚树脂挥发物(包括水)的测定
低压流体输送用焊接钢管
电气绝缘用树脂基反应复合物第2部分:试验方法电气用涂敷粉末方法
色漆和清漆弯曲试验(圆柱轴)
输送流体用无缝钢管
平面、突面板式平焊钢制管法兰
钢制管法兰技术条件
生活饮用水输配水设备及防护性材料的安全性评价标准
GBzT ɪ033
GBZT 1040
GBZT ɪ633
GBZT ɪ732
GBZT 2914
GBzT 3091
GBZT 6554
GBZT 6742
ill III
GBZT 8163
GBZT 9119
GBzT 9124
GBZT ɪ7219_________
CJzT ɪ56沟槽式管接头__________
SY/T 5037低压流体输送管道用螺旋缝埋弧焊钢管
3术语和定义
下列术语和定义适用于本标准。
3. 1
基管
在进行塑料粉末涂塑之前的钢管。
3.2
涂塑钢管
涂塑钢管是以钢管为基管,以塑料粉末为涂层材料,在其内表面熔融涂敷上一层塑料层、在其外表 面熔融涂敷上一层塑料层或其他材料防腐层的钢塑复合产品。
4产品分类和标记 4.1分类
涂塑钢管根据内涂层材料的不同分为聚乙烯涂层钢管和环氧树脂涂层钢管。
4.2标记
产品标记由涂塑复合钢管代号、内涂层材料代号和公称尺寸组成。
口―□ O-DN 口
公称尺寸 内涂层材料代号,聚乙烯为PE、环氧树脂为EP 涂塑代号,T 钢塑复合管代号,SP
4.3标记示例
SP-TEP-DN200
表示公称尺寸为DN200的环氧树脂涂层钢管。
5材料
5.2
⅛
a)
b)
C)
d)
法兰
a) 基管焊有法兰的钢制管法兰尺寸应符合GB/T 9119或其他相应标准的要求;
b) 钢制管法兰材质应符合GB/T 9124标准的要求。
聚乙烯粉末
基管为直缝焊接钢管的应符合GB/T 3剛对基管的要求; 基管为螺旋缝埋弧焊钢管的应符合SY/T 5。37对基管的要求5 基管为无缝钢管的应符合GB/T8163对基管的要求。
基管为其他钢管的应符合国家、行业标准对基管的要求。
5.3
5.3.1用于涂敷的聚乙烯粉末,其性能应符合表1的要求。
表1聚乙烯粉末的性能
检验方法
密度/(g/en?)
>0. 91
GB/T 1033
拉伸强度/MPa
>9.80
GB/T 1040
断裂伸长率/%
维卡软化点/P
不挥发物含量/%
>300
>85
>99.5
GB/T 1040
GB/T 1633
GB/T 2914
卫生性能
符合GB/T 17219的要求
5.3.2对每一批聚乙烯粉末,除卫生性能一项外,其余各项均应有粉末生产厂的检验报告。卫生性能 应有国家指定检验机构按粉末牌号进行检验的报告O
5.4环氧树脂粉末
5. 4.1用于涂敷的环氧树脂粉末,其性能应符合表2的要求。
表2环氧树脂粉末的性能
检验方法
密度/(g∕cm3)
GB/T 1033
粒度分布/%
筛上 150 μm≤3 5筛上 250 μm≤0, 2
GB/T 6554
不挥发物含量/%
299.5
GB/T 6554
水平流动性∕mm
22 〜28
GB/T 6554
胶化时间/s
≤120(200TC)
GB/T 6554
冲击强度/(kg ∙ Cm)
≥50
GB/T 1732
弯曲试验/(¢2 mm)
GB/T 6742
卫生性能
符合GB/T 17219的要求
Γ
b- V =SI
5. 4.2对每一批环氧树脂粉末,除卫生性能一项外,其余各项均应有粉末生产厂的检验报告。卫生安 全性能应有国家指定检验机构按粉末牌号进行检验的报告。
5.5基管加工及表面处理
5. 5. 1直缝焊接钢管应清理内毛刺,内焊筋的残留高度不应大于0.5 mmO
5.5.2两端带沟槽的涂塑钢管应在涂塑前对基管进行沟槽的加工,沟槽的尺寸应符合CJ/T 156标准 的要求。
5. 5.3
a)
b)
两端带法兰的涂塑钢管应在涂塑前对基管组焊法兰,组焊的相关位置和尺寸应满足以下要求: 法兰平面对钢管轴线成直角,角度的允许误差为±1。(见图1×
每-支管两端法兰对应的螺栓孔对同-中心线的偏移^DN500以下的管道,y 5; DN55O以上的管道/V5 mm(见图2)。
图1法兰面对钢管轴线垂直度示意I
≡
2两端法兰对应螺栓孔偏移示意
C)钢管端面和法兰面之间的焊缝要修磨成圆滑过渡,圆角Λ≥3 mm(见图3)。
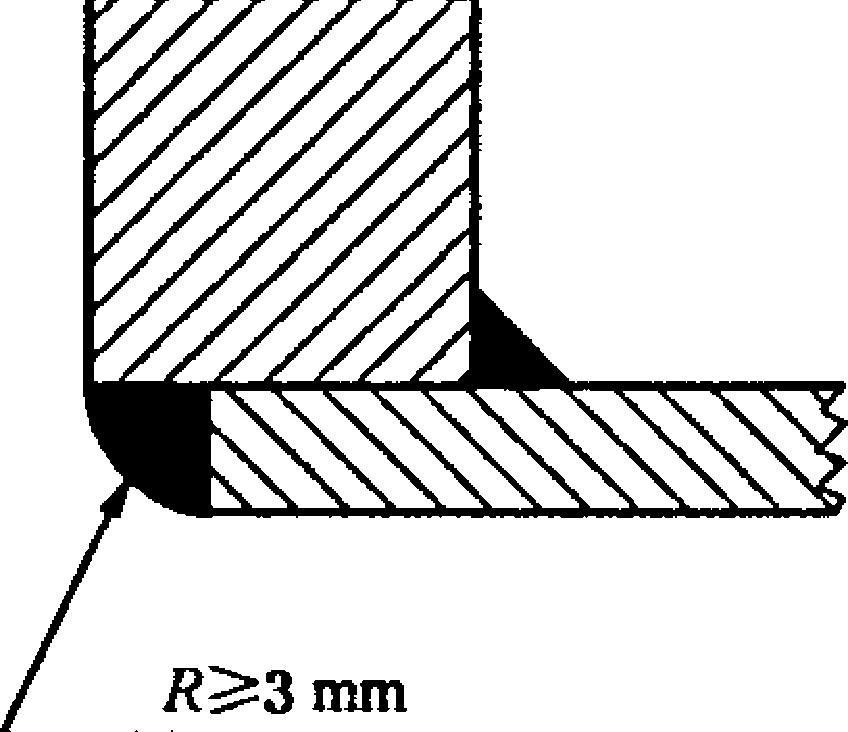
图3焊缝修磨圆角示意图
5.5.4基管在涂塑前须采用喷砂或酸洗磷化等工艺方法,去除基体金属表面的铁锈、油污或镀锌层表 面的氧化膜等。
6要求
6∙1尺寸______ ______
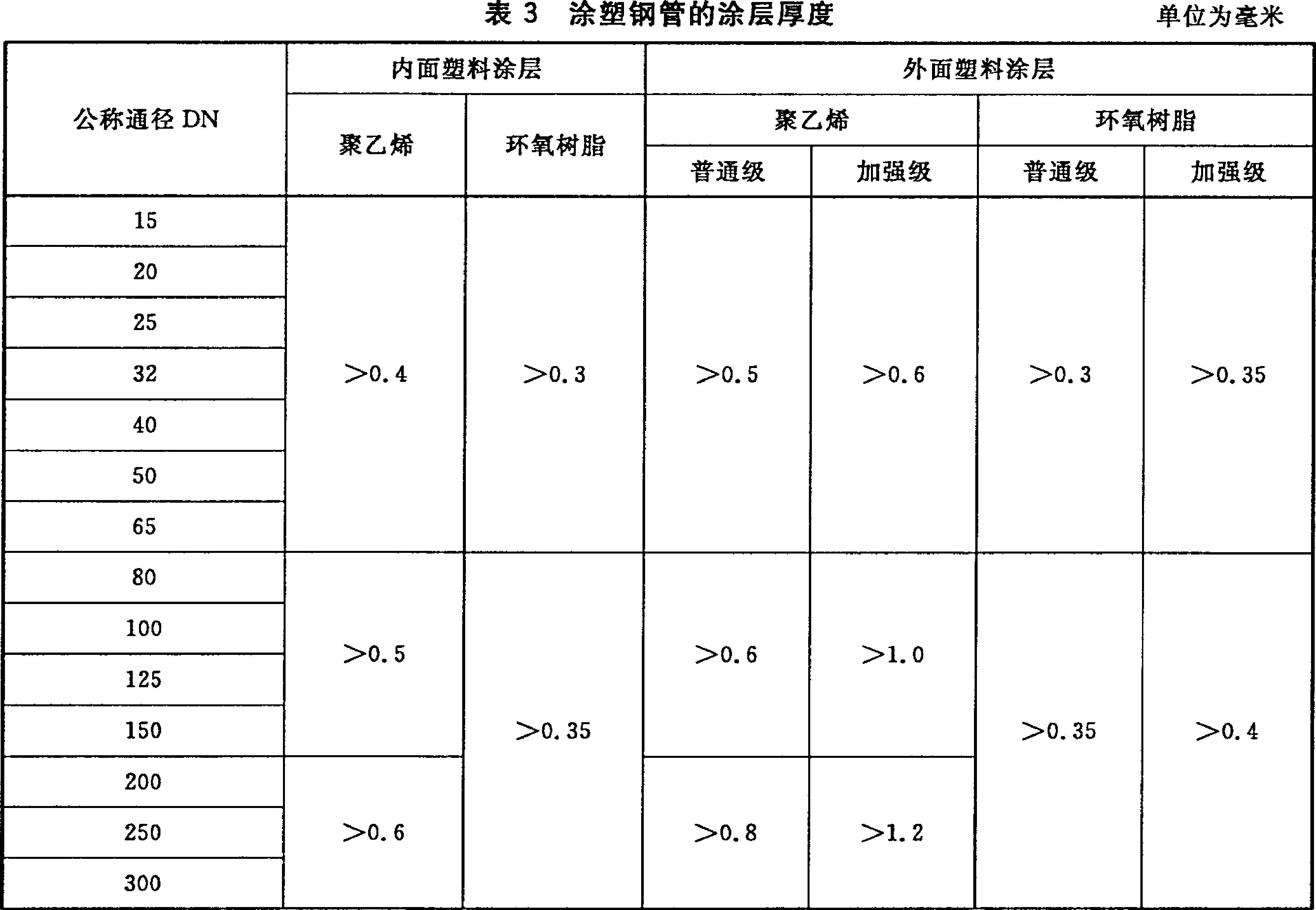
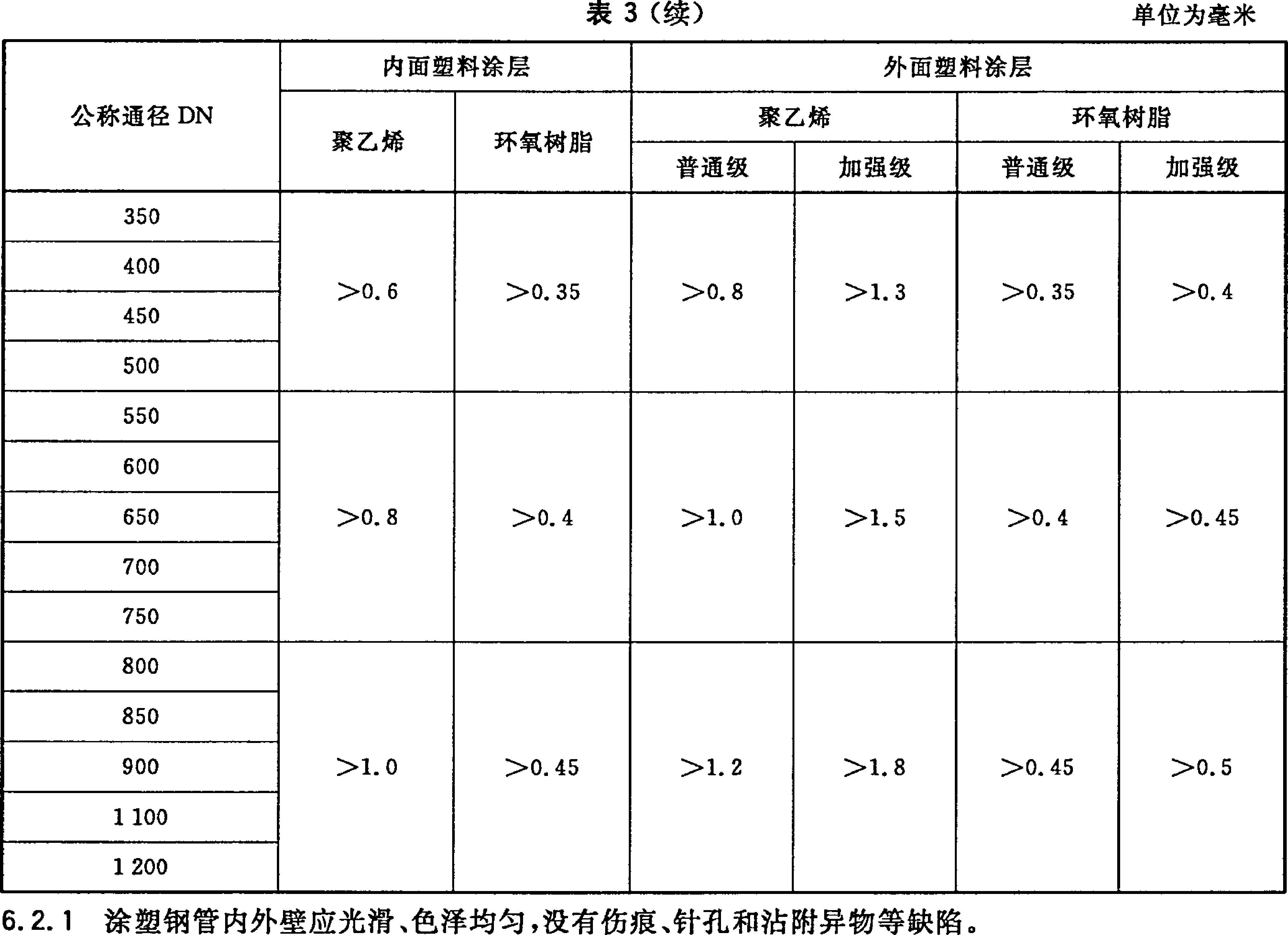
6∙k1涂塑钢管塑料涂层厚度应符合表3的要求。
6∙1∙2涂塑钢管定尺长度一般为6 m,其全长允许偏差为+2。mm。根据需方要求,可按供需双方协定 的定尺交货。
6.2外观
6.2,2涂塑钢管应具有使用性直度,两个端面应与管轴线成直角。
6.2.3
涂塑钢管涂层的颜色由供需双方协商确定。
6.3性能
6.3.1
6.3. 1
6.3. 1
6. 3. 1
6.3.1
6.3.1
6.3. 1
6.3.2
6.3.2
6.3.2
1
2
3
4
5
6
内面
针孔试验,涂塑钢管内面用电火花检测仪检测,无电火花产生。
附着力:聚乙烯涂层附着力不应小于30N∕10 mm,环氧树脂涂层附着力为1〜3级。
弯曲性能:公称尺寸不大于DN5O的涂塑钢管按7. 5进行弯曲后涂层不发生裂纹或剥离。 压扁性能:公称尺寸大于DN50的涂塑钢管按7. 6进行压扁后涂层不发生裂纹或剥离。 冲击性能:涂塑钢管按7. 7进行冲击试验后涂层不发生裂纹或剥离。
卫生性能:输送饮用水的涂塑钢管卫生性能应符合GB/T 17219的要求。
外面
a ∣∣c≡
1涂塑钢管外表面为热镀锌镀层的应符合GB/T 3091中对镀锌钢管的要求。
2涂塑钢管外表面为聚乙烯、环氧树脂涂层的应根据7. 3和7. 4进行试验,并符合表4的要求。
表4外表面聚乙烯、环氧树脂涂层试验要求
性能项目
检验方法
针孔试验
不发生电火花
7.3
附着力 聚乙烯涂层:N3O N/10 mm;环氧树脂涂层=I〜3级 7. 4
6.3.2.3涂塑钢管外表面为其他材料防腐层的应符合相关现行国家标准的要求。
7试验方法
外观
涂塑钢管的外观可用目测和手感进行检验。
尺寸
涂塑钢管的涂层厚度用电磁测厚仪测量,在管子的两端测量圆周上直交的任意四点。
涂塑钢管的长度用钢卷尺测量。
针孔试验
用电火花检测仪,对提供试验管的整个内表面进行检查,检测有无电火花产生。检査时所用的电压 应符合表5的要求。
7. 1
7.2
7.3
Eal
表5针孔试验所用电压值
|
涂层种类 |
聚乙烯 |
环氧树脂 | ||||
|
涂层厚度∕mm |
0.4〜0. 6 |
0∙6~0.8 |
0.8—1.0 |
>1.0 |
0.3—0.4 |
>0.4 |
|
检査电压/V |
2 000 |
3 000 |
4 000 |
5 000 |
1 500 |
2 000 |
三
7.4附着力
7.4. 1
a)
b)
C)
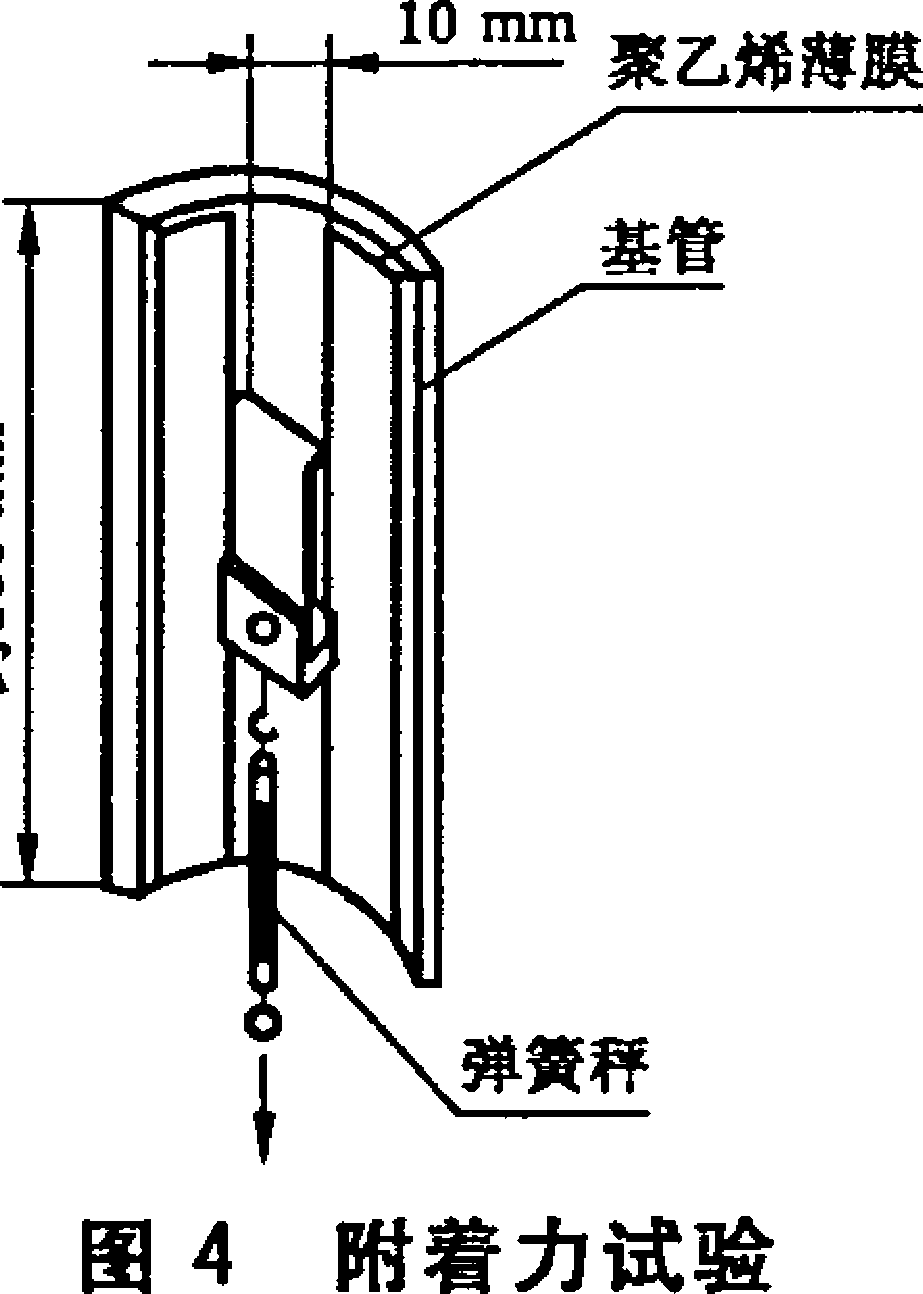
聚乙烯涂层的附着力用拉开法测试。
从测试的管件上切取100 mm长管段,并将其从轴线方向一分为二。
如图4所示,用锋利的刀具沿着管轴方向在涂膜上以IO mm宽度切割两道深至基管表面的 裂缝。
揭起一端,不要损伤涂膜,用弹簧称向180°方向逐渐用力拉下,并观察涂膜发生剥离时的力,大 于30 N为合格。如果在拉的过程中涂膜发生断裂,应视为有充分的附着力。
环氧树脂涂层的附着力按附录A的方法测定。
对DN>15O的涂塑钢管,在检测附着力时,可用与基管同样厚度、与生产涂塑管同样工艺条件
7.4.2
7.4.3
的检查试板代替检测的涂塑钢管。
7.5弯曲试验
从测试的涂塑钢管任意位置切取长约1 200 mm的试样,在常温下以基管外径的8倍,在弯管机上 进行弯曲,弯曲时不带填充物。对聚乙烯涂层弯曲角度为90°,对环氧树脂涂层弯曲角度为30°,弯曲时 焊缝位于弯曲主面的外侧面。试验后,从弯曲圆弧轴线的中部将试件剖开,检査内涂层有无剥离和裂纹 出现。
7.6压扁试验
从测试的涂塑钢管任意位置切取长约50 mm的试样,在常温下如图5置于两平板之间,在拉力试
<«•
ItI
T J** :p
Ill
Ill
■ ■■
Ill
IIa
Ill
IIt
II*
if
验机上渐渐压缩。对聚乙烯涂层,两平板间距离控制为试样外径的2/3;对环氧树脂涂层,两平板间距 离控制为试样外径的4/5,压扁时涂塑钢管焊缝与压缩方向垂直。压扁后,观察内涂层有无裂纹和剥离 出现。
荷载
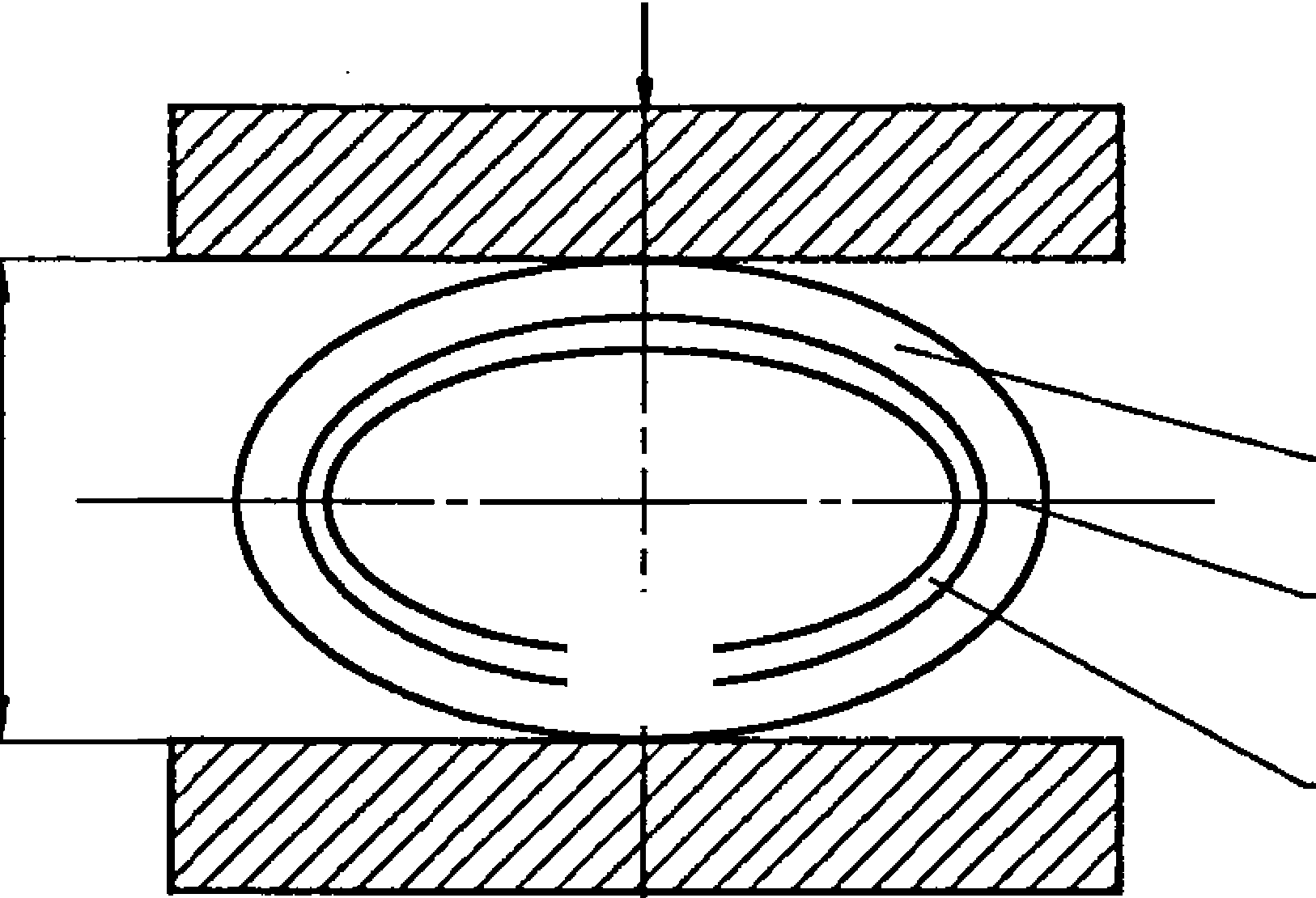
基管
钢管焊缝
塑料涂层
≡ 5压扁试验
7.7冲击试验
从检测的涂塑钢管任意位置切取长约IOO mm试样,在常温下如图6所示按表6规定进行冲击试 验,此时焊缝应安置在与冲击面相反的方向。试验后,检査内涂层有无裂纹和剥离出现。
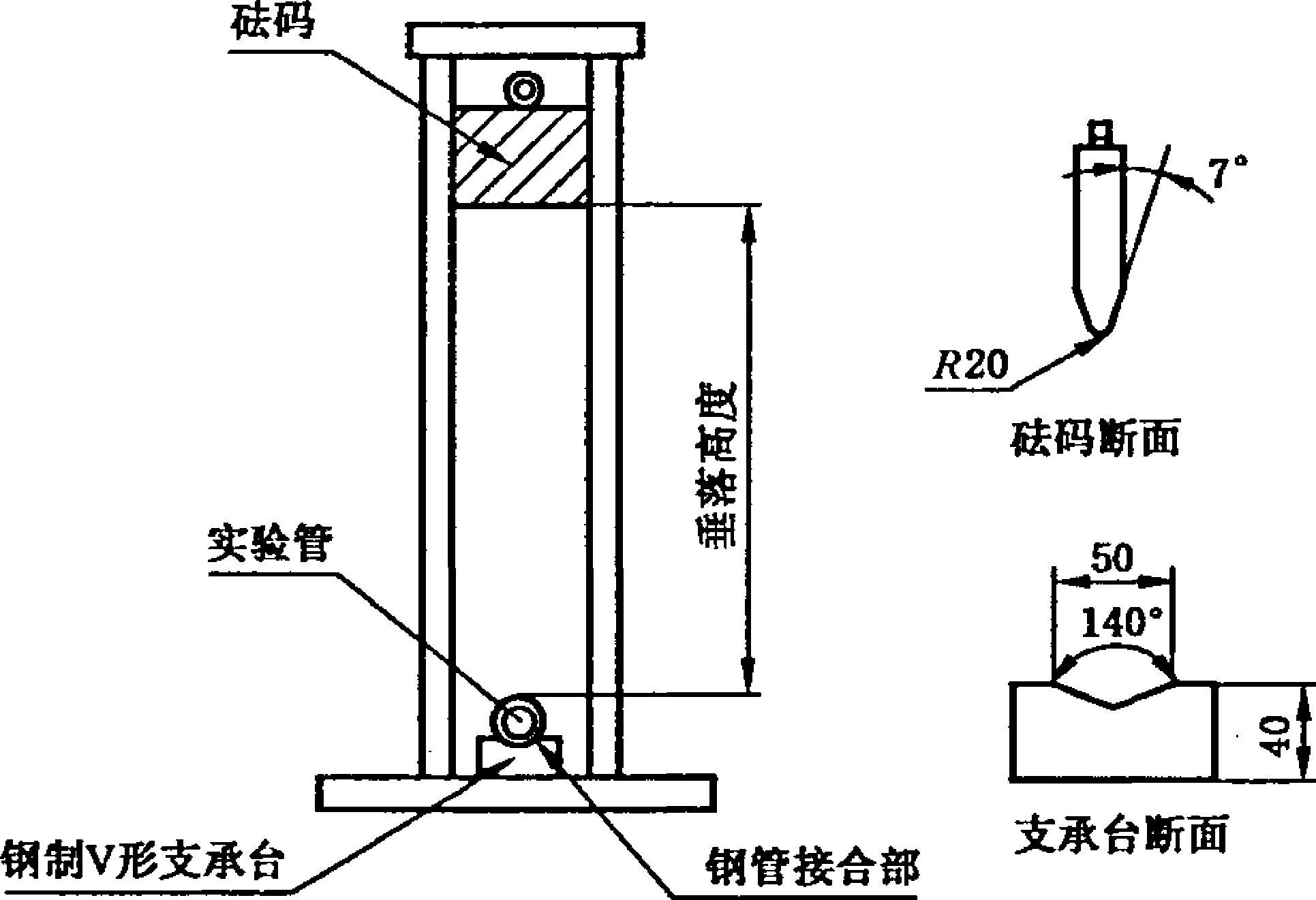
1 6冲压试验
冲击试验的锤重和下落高度
公称通径 DN
聚乙烯涂层
环氧树脂涂层
锤重∕kg
垂落高度∕mm
锤重∕kg
落下高度∕mm
15 〜25
32 〜50
65
80〜1 200
500
1.0
300
6.3
2*1
500
1000
6.3
1 000
7.8卫生性能
按GB/T 17219规定的试验方法执行,
7.9热镀锌层性能
按GB/T 3091规定的试验方法执行。
7.10外表面塑料涂层性能
外表面塑料涂层的试验按照7.1-7. 4规定的方法进行。
8检验规则
8. 1出厂检验
8.1.1涂塑钢管每批产品需经厂质检部门检验合格后方可出厂。
8.1.2出厂检验的项目与抽样数量执行表7的要求。
表7出厂检验项目与抽样数量
|
检验项目 |
抽样数量 ・ —-— -— —— —— —— ———— _ — 一_ —— 一.—_--------------------------- |
组 批 | |
|
DN≤150 |
DN>150 |
DN<50的每2 OOO根为一批,余数大于 200•根为一批,少于200根并入一批fDN≥50 的每IoOo根为一批,余数多于100根为一批, 少于100根并入一批 | |
|
外观 J |
逐根检验 | ||
|
尺寸 |
每批任抽2根 |
逐根检验 | |
|
针孔试验 | |||
|
附着力 |
每批任抽1根 |
每批任抽1根 | |
|
弯曲试验 | |||
|
压扁试验 | |||
|
冲击试验 | |||
8. 1.3每一检验项目有一件试样不合格时,再取双倍试样复验;当仍有一件不合格时,则该批不合格, 但供方可对该批逐一进行检验之后作为新的一批提交验收。
8.2型式检验
8.2. 1
有下列情况之一时,应进行型式检验:
新产品或产品转厂生产的试制定型鉴定;
产品的设计、工艺和材料有较大改变可能影响产品性能时;
停产半年以上恢复生产时;
正常生产满一年时;
国家质量监督检验机构提出型式检验要求时。
型式检验的项目为本标准规定的全部要求,对于DN>150的涂塑钢管,在进行压扁、冲击试验
a)
b)
C)
d)
e)
8.2.2
时可用与基管同样厚度、与生产涂塑钢管同样工艺条件的检查试板代替检测的涂塑钢管。
8.2.3型式检验的试件应在出厂检验的合格品中随机抽取。
8.2.4检验中如发现任一项目有一件试样不合格时,应再取双倍试样对不合格项目进行复验。如复验 后仍有不合格,则判型式检验不合格。
9标志、包装、运输和贮存
9. 1 标志
检验合格的涂塑钢管,外壁应喷上产品标志、生产企业名称、基管规格、壁厚和基管执行的标准 号等。
9.2包装
直管的涂塑钢管采用六角打捆包装,打捆前管子两端应戴上塑料帽。每捆产品应有两个合格证,合 格证上应有以下内容:产品名称、规格、数量、标准编号、生产日期、检验标记、生产厂名称、地址和电话。 DN≥300的涂塑钢管不进行打捆,对外塑料涂层应包装上保护层。焊有法兰的涂塑钢管两端应戴上保 护套。
9.3运输
涂塑钢管运输装车时要有防止外涂层划伤的措施,运输中不应抛摔和剧烈撞击,装卸时应使用尼龙 带吊装°
9.4贮存
III
涂塑钢管应平直存放于室内,距离热源不应小于1 TnO露天存放时须用遮雨篷遮盖,不应长期存放 在室外阳光直射和严寒的场所。涂塑钢管贮存过程中的环境温度为一30P〜45P。有外塑料涂层的涂 塑钢管堆放时,底部应采用两道支垫垫起,支垫宽度为IOO mmO涂塑钢管离地面不应少于100 mɪn,支 垫与涂塑钢管及涂塑钢管之间应垫上柔性隔离物。堆放的层数应符合表8的要求。
表8涂塑钢管允许堆放层数
HI
~T I ―
|
公称尺寸/ DN |
DN<200 |
200≤DN<300 |
300≤DN<400 |
400≤DN<500 |
500≤DN<800 |
DN≥800 |
|
堆放层数 |
≤10 |
≤8 |
≤6 |
≤5 |
≤4 |
≤3 |
附录A
(规范性附录) 环氧树脂涂层的附着力测定
A. 1仪器
A. 1. 1 烧杯:口径IOO mm以上。
I三 r=
I-M
A. 1.2 温度计:量程IOO^C β
A. 1.3通用小刀。
A. 2试件
从需要测试的管件上切取100 mm长管段,并将其从轴线方向一分为二,对大于DNl50的涂塑钢 管可用其检査试板作试件O
A. 3试验步骤
A.3. 1将试件放入烧杯内,加入足够的水,使试件充分淹没,加热至75βC±3P至少经48 h或加热至 95βC±3*C至少经24 h,然后取出试件。
A.3.2当试件仍温热时,立即用小刀在涂层上划一个大约15mm×3O mm的长方形,刀痕要透过涂层 到达基管,然后在空气中自然冷却到20C±3P°在取出试件后Ih内从长方形的任一角将刀尖插入涂 层下面,以水平方向的力撬剥涂层,连续推进刀尖直到长方形内的涂层全部撬离或涂层表现出明显的抗 撬性能为止。
按下列分级标准评定长方形内涂层的附着力等级。
1级——涂层明显地不能被撬剥下来;
2级——被撬离的涂层小于或等于50% ;
3级——被撬离的涂层大于50%,但涂层表现出明显的抗撬离性能;
4级——涂层很容易被撬剥成条状或大块碎片;
5级——涂层成一整片被剥离下来。
A. 3.3
a)
b)
C)
d)
e)
中华人民共和国城镇建设 行业标准
给水涂塑
CJ/T 120—200
L÷fi
复合钢管
*
中国标准出版社出版发行 北京复兴门外三里河北街16号 邮政编码:100045
网址 www・ spc. net. Cn
电话 s68523946 68517548 中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
c¾
开本880X1230 1/16 印张1 字数21千字
2008年8月第一版2008年8月第一次印刷

书号:155066 • 2-18960
如有印装差错由本社发行中心调换 版权专有侵权必究 举报电话:(010)68533533
ʌ'