
ICS 47. 020. 05
■ ⅛<i痴―⅛ A
■■■■■■
βiF1l∙ Λ ^Λ Λ
U 05
备案号:45028-2014
IBI
■ ■in Hu
----
b⅛ ∙ ∙
Xi I
^⅝g∣ H∣ ∣
t⅛≡b a ■ I ■ I ■ Ia ・ir・■ Ra Ra r ι aai ■ Iihr ^⅝MLF ■ ■ ■ . ■" H, H ■ fa a⅞ f"・ ・・ WAB ■・■,
I ■ IlMiaI ■■ ■■ ■■ ■,■,■ ιa∙ r
■ I !T
■ !■IB
F 1 p4 Bi∙?Fi∙l F ■ ≡vn■ Jb ■ ɪ ⅞r ιaιaιaι
⅛ Itaai
代替 CB∕T 3747-1995
_—_ -- -■— —匸―一
1O-5Wfi03t54β^0^6G315≡Mft
VΓ∕rC ΦmncτΦ
IhJ 狀如麗坯加Rn
调两命折宥—' It品标识Ii防仿看
本标准按照GB/T L 1—2009给出的规则起草。
本标准代替CB/T 3747—1995 术变化如下:
《船用铝合金焊接接头质量要求》,与CB/T 3747—1995相比主要技
——增加了船用铝合金焊接接头力学性能检验要求(见4.5);
——增加了焊接接头横截面缺陷类型及检验要求(见4.6);
— 增加船体结构铝合金焊缝分类(见4.1) •
本标准由全国海洋船标准化技术委员会船用材料应用工艺分技术委员会归口。
本标准起草单位:中国船舶重工集团公司第七二五研究所O
本标准主要起草人:何刚、郭宁、符浩、柳军、廖志谦、朱雨生
1范围
本标准规定了船用铝合金焊接接头的质量要求。
本标准适用于船用铝合金的钧极惰性气体保护焊、熔化极惰性气体保护焊、等离子弧焊和搅拌摩擦 焊的焊接接头质量检验Q
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
CB/T 3761船体结构焊缝缺陷修补技术要求
CB/T 3929铝合金船体对接接头X射线照相及质量分级
JB/T 4730. 3—2005承压设备无损检测第3部分;超声检测
.5—2005承压设备无损检测第5部分:渗透检测
JB/T 4730
JB/T 4734—2002铝制焊接容器
ANSl AWS D17. 3/D17. 3M—2010 航空用铝合金搅拌摩擦焊焊接规范(SPeCifiCatiOn for FriCtion
Stir WeIding Of AIUminUm AllOySfOr AerOSPaCe APPliCatiOnS)
3 —般要求
焊接接头质景检验包括焊接接头力学性能、表面质量、横截面及断口宏观、渗透探伤、射线探伤、
3. 1
超声探伤等要求。
总体设计单位应按产品要求编制船体焊缝质量无损检验文件,确定焊缝检査方法和范围。承造船 焊接质量检验人员应经培训,熟悉检验规则及产品图样和技术文件要求,并能正确掌握焊接质量
3.2
厂应按焊缝质量无损检验文件记录检查位置和结果。
3.3
检验方法和标准。检验人员应持有有关部门颁发的与其工作内容适应的资格证书。
4详细要求
4.1
船体结构焊缝分类检验要求
对保证耐压船体强度、局部强度和应力集中区反复受载构件的对接缝,应作表面质量检查、无损探 伤检验;对保证耐压船体强度及局部强度构件的角接焊缝、T型焊缝,保证耐压船体强度和局部强度和 应力集中区非经常反复受裁构件的焊缝应作表面质量检查、无损探伤检验;对保证船体局部强度的水密、 油密结构的焊缝应作表面质量检査;对保证船体局部强度的非水密结构的焊缝应作表面质量检査。
KI
总体设计单位应根据焊缝类型并考虑设计特点、承造船厂建造情况和釆用的材料,确定焊缝质量检 验内容并编制船体焊缝质量无损检验文件。在个别情况下,可以局部调整结构焊缝的检验内容。
CB/T 3747—2013
4. 2 搅拌摩擦焊接头质量要求
合格的搅拌摩擦焊焊缝不应有裂纹、未熔合、气孔及其他明显的缺陷,具体⅜⅛验要求按ANSl AWS D17.3D17.3M—2010第9章 “Inspection"中规定
4. 3 焊接接头表面质量要求
4.3.1本标准规定的焊缝表面质量分I. II. III级。质量级别的选定应在产品开工前确定日
4. 3.
4.
2检验前,焊缝及其两边各30 mm宽度范围内,对影响质量评定的不规整处应予以修整
Hr
3.3焊缝表面质量检验主要用目测、焊角尺及直尺等进行,必要时可借助放大镜等捡验(J检验时要 有良好的照明。 ^
4.3.4焊接缺陷及其允许范围见表L允许范围中有两个数值并存时取小者。
4∙ 3.5除另有规定外,焊缝外形尺寸的检验项目和质量要求按表1规定执行。
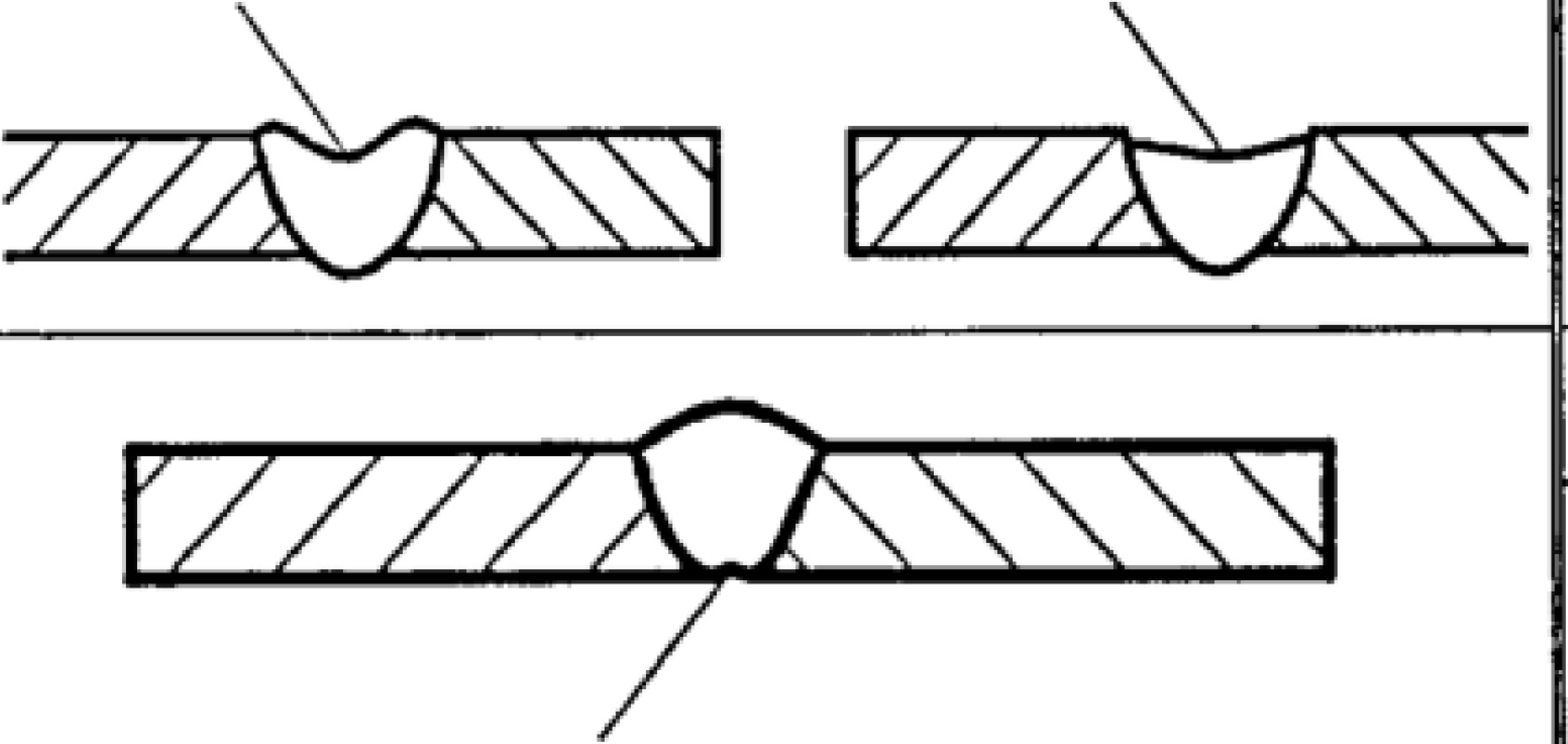
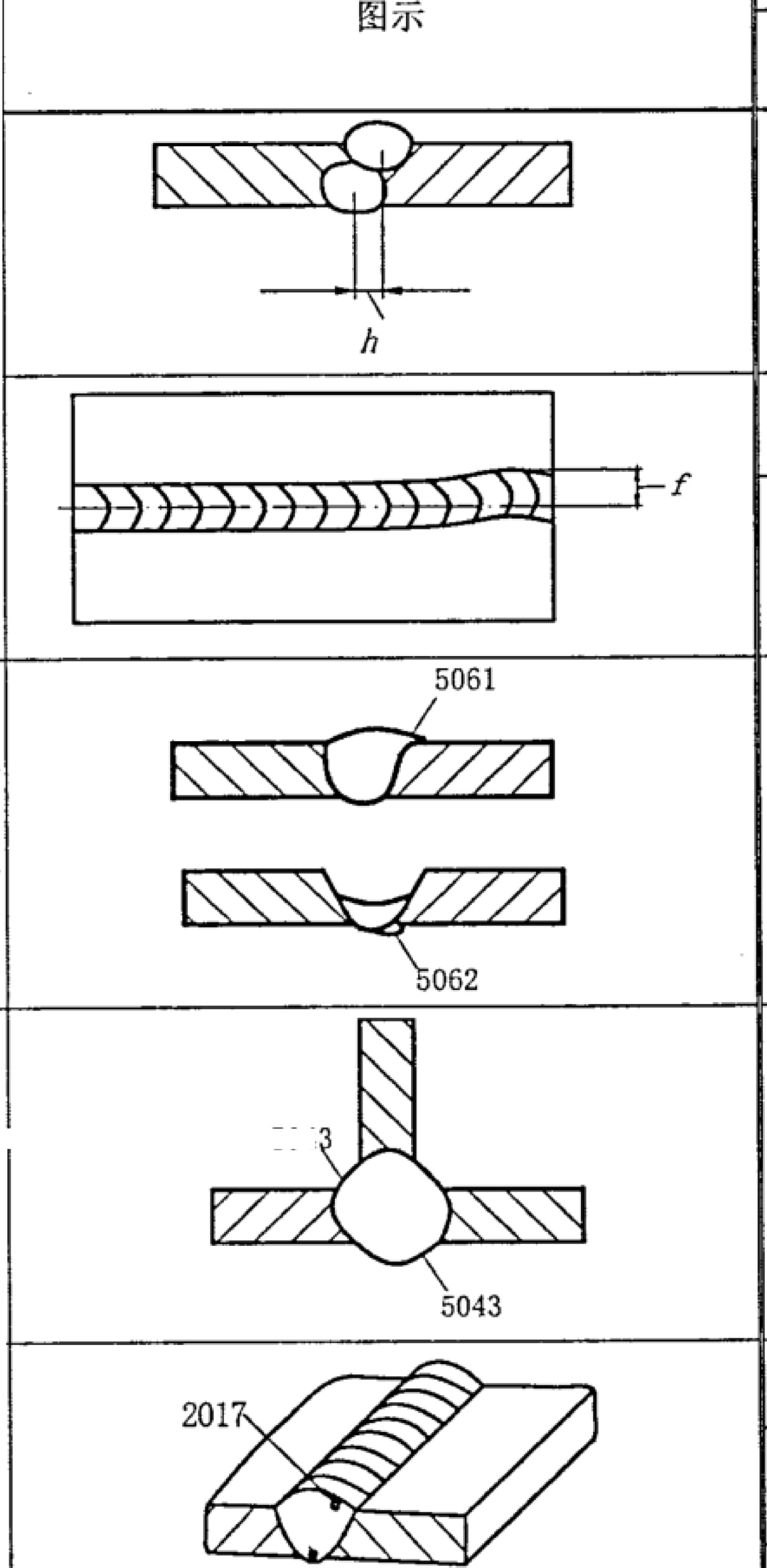
表1焊接缺陷及其允许范[
单位为亳米
■
代号缺陷名称
图示
III
按质量级别缺陷允许范围
II
5073
对接焊縫
余高髙低 不均匀
Λ
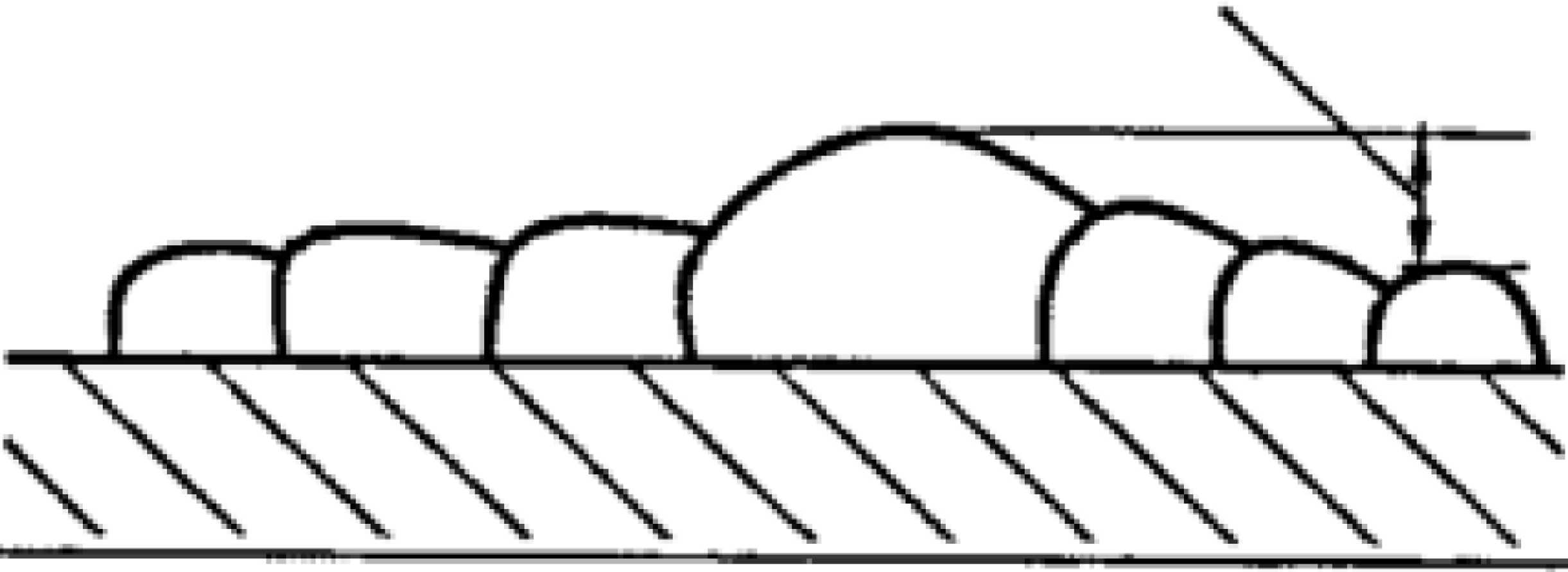
A
在Inl焊缝长度内,余高最高处与最低处的高、低差 值h
的 W2.5
A≤2
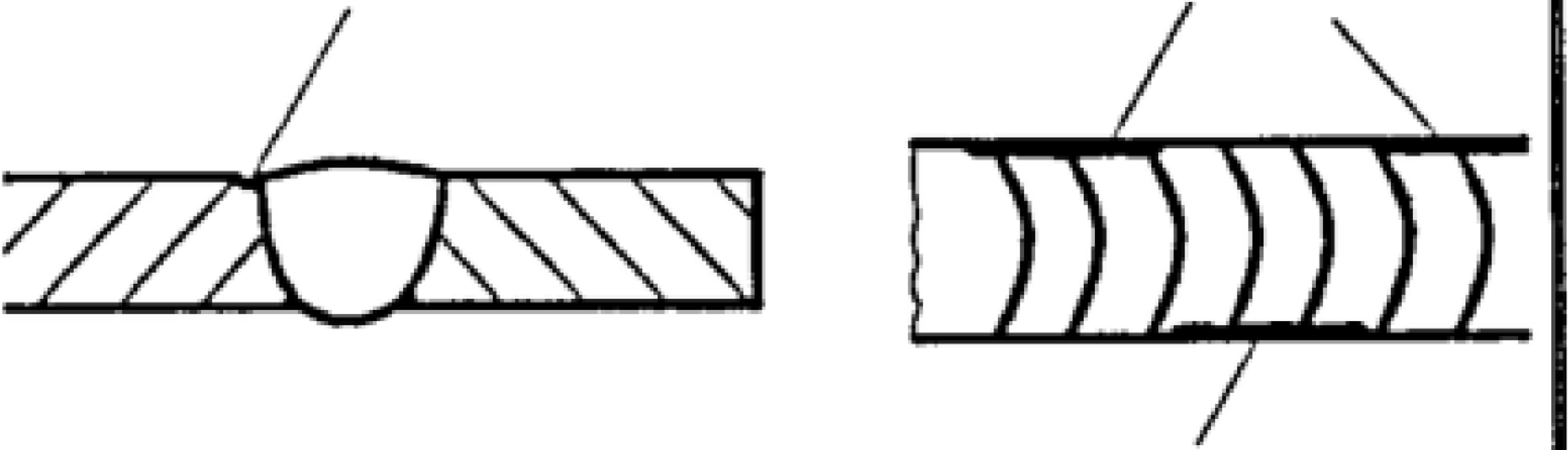
5071
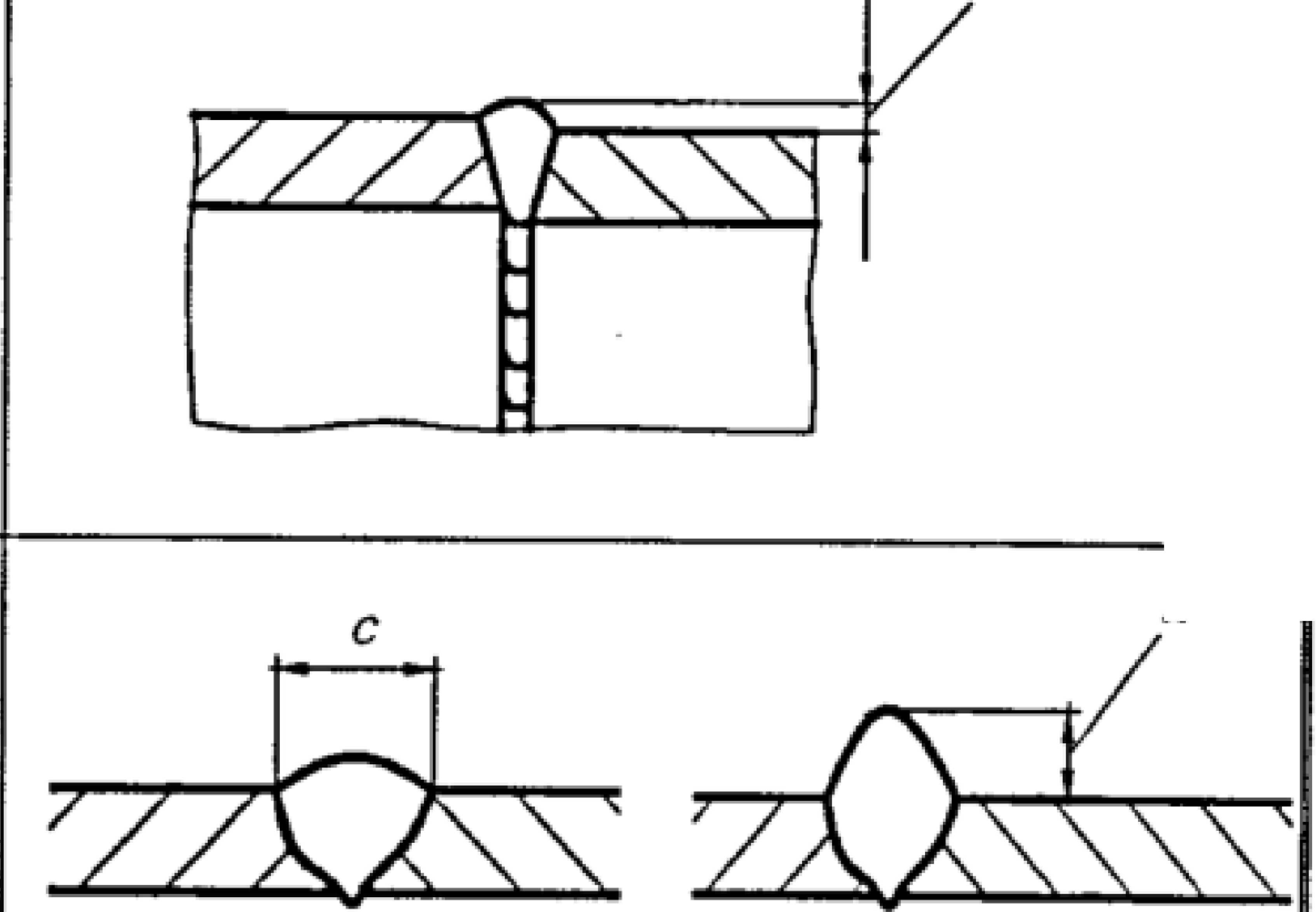
!对接焊缝 错边
5072
502
504
平板焊缝与纵焊缝错边量h
R
h
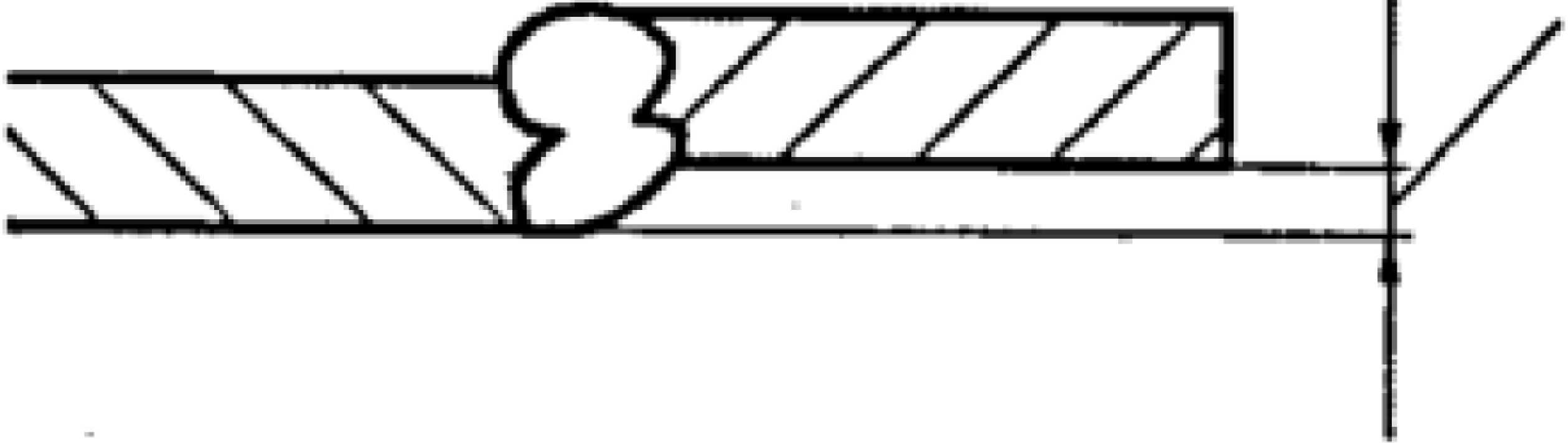
对接焊缝
超高
Λ≤ L 5+Cl 2c
C焊缝宽度
对接焊缝 下塌:
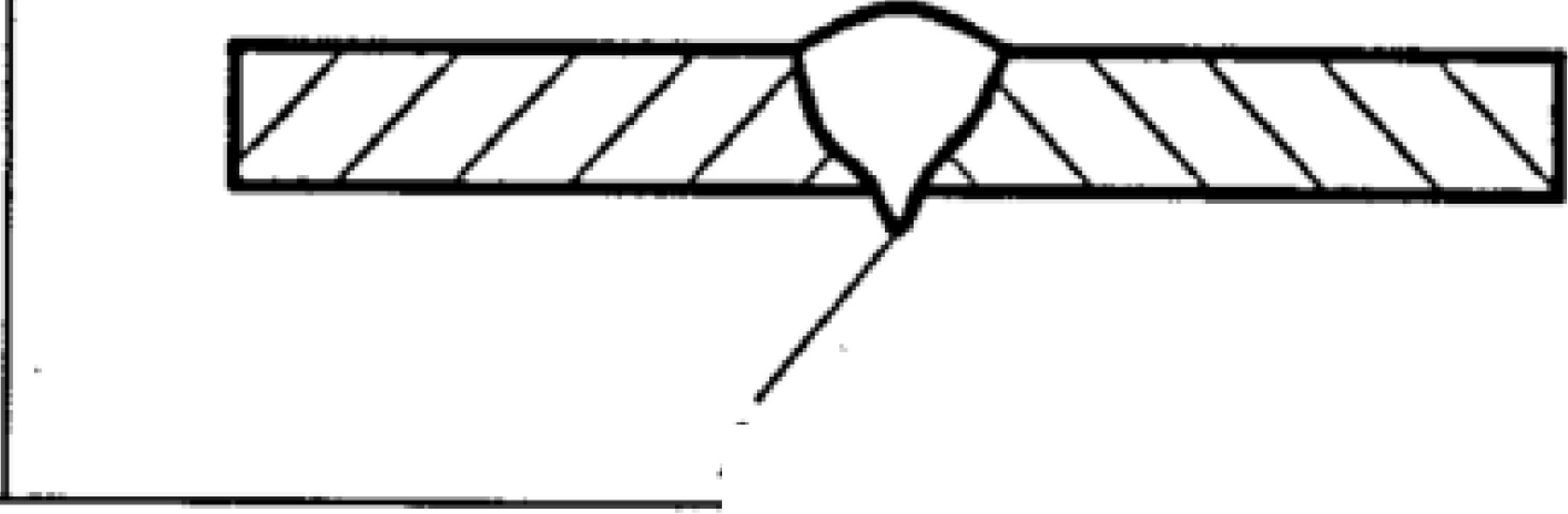
h
Ii ■
/?W0, 2Z
最大4
JAW0. 15f
最大3
力WO. It 最大2
环焊缝错边量[心、Zt (E为板厚较小者的焊缝厚 度)
碾大3
AWL 5+0. 15。
AWL 5+0. Ici
Λ≤2.5
按质量级别缺陷允许范
代号缺陷名称
图示
III
II
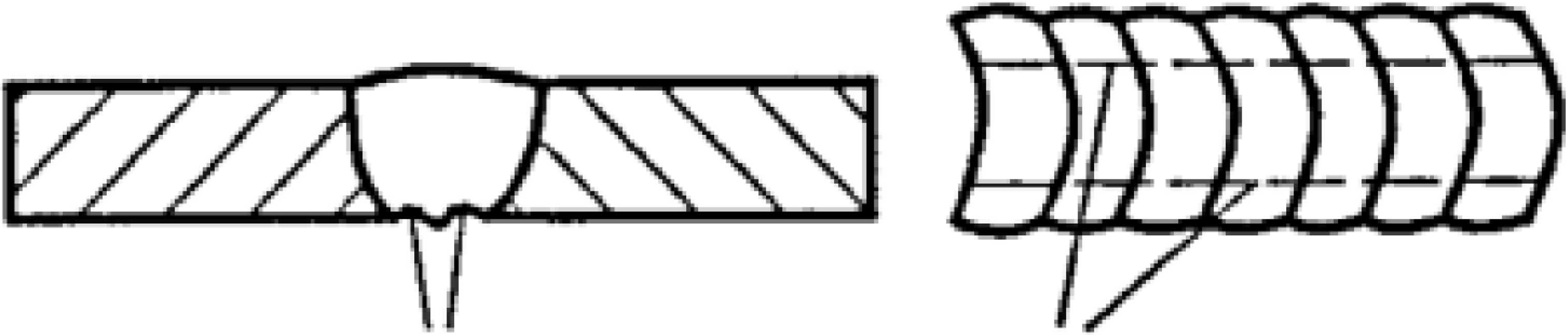
511
515
5013
缩沟
\ 5011
焊缝连续 咬边
5012
5014
505
单位为毫米
焊道间咬 边
焊缝厚度 过大
511
511
对接焊缝 未填满
对接焊缝 根缩
h
t焊缝厚度
5013
5013
h
h
h

h
h
焊縫间断 咬边
咬边连续长度不得超过10。≡:
咬边总长度不得超过该焊缝长度的10 %
h
h
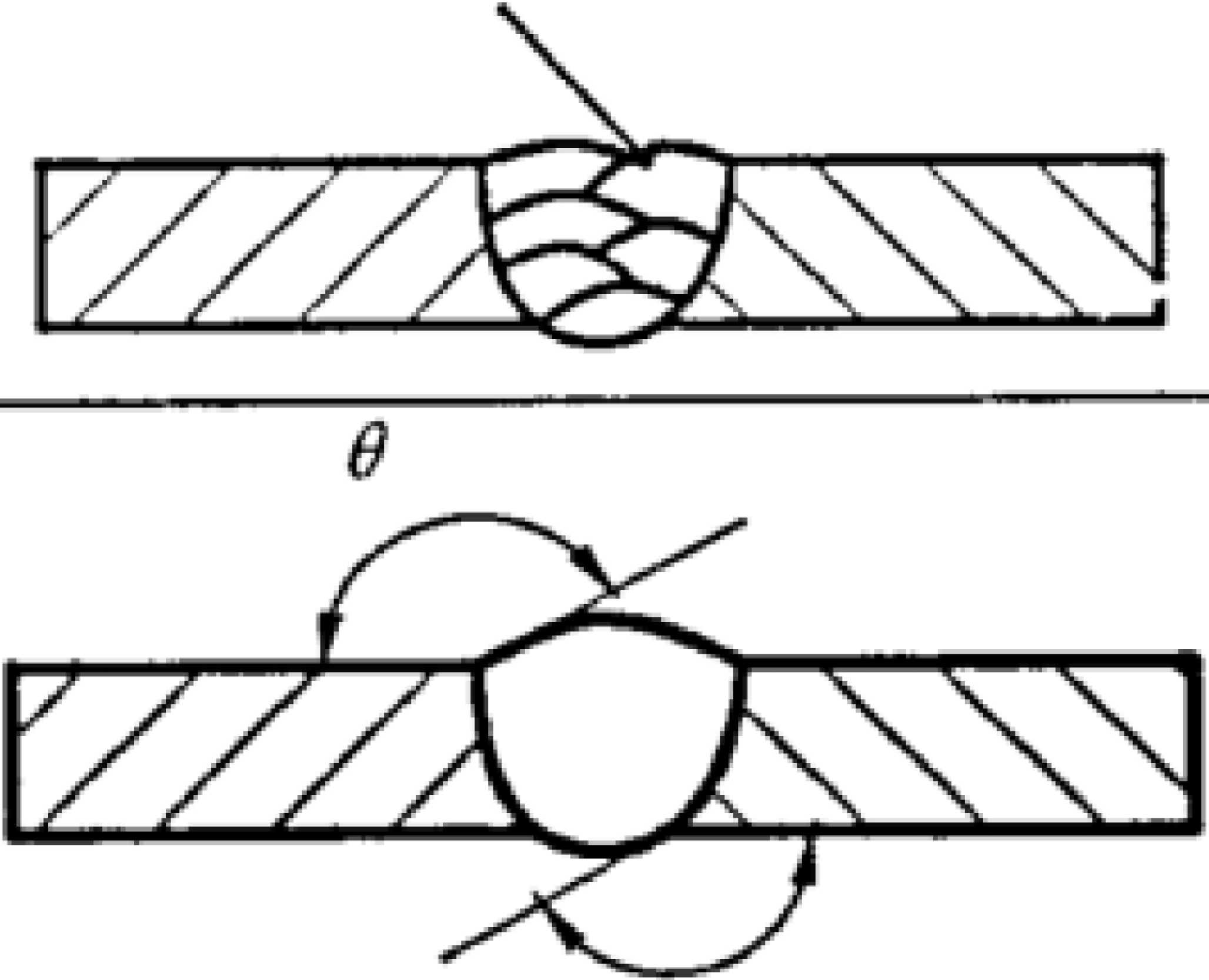
0侧面角
不允许
不允许
不允许
在IDO皿焊缝长度内,缺陷长度小于2. 5
bW0∙2t
最大2
hW0.lt
最大L 5
A≤0> 05 r
最大1
不允许
不允许
Λ≤l
90o <e
咬边深度的
A≤0. 5
90" <θ
A≤0* 3
90° <0
CB/T 3747—2013
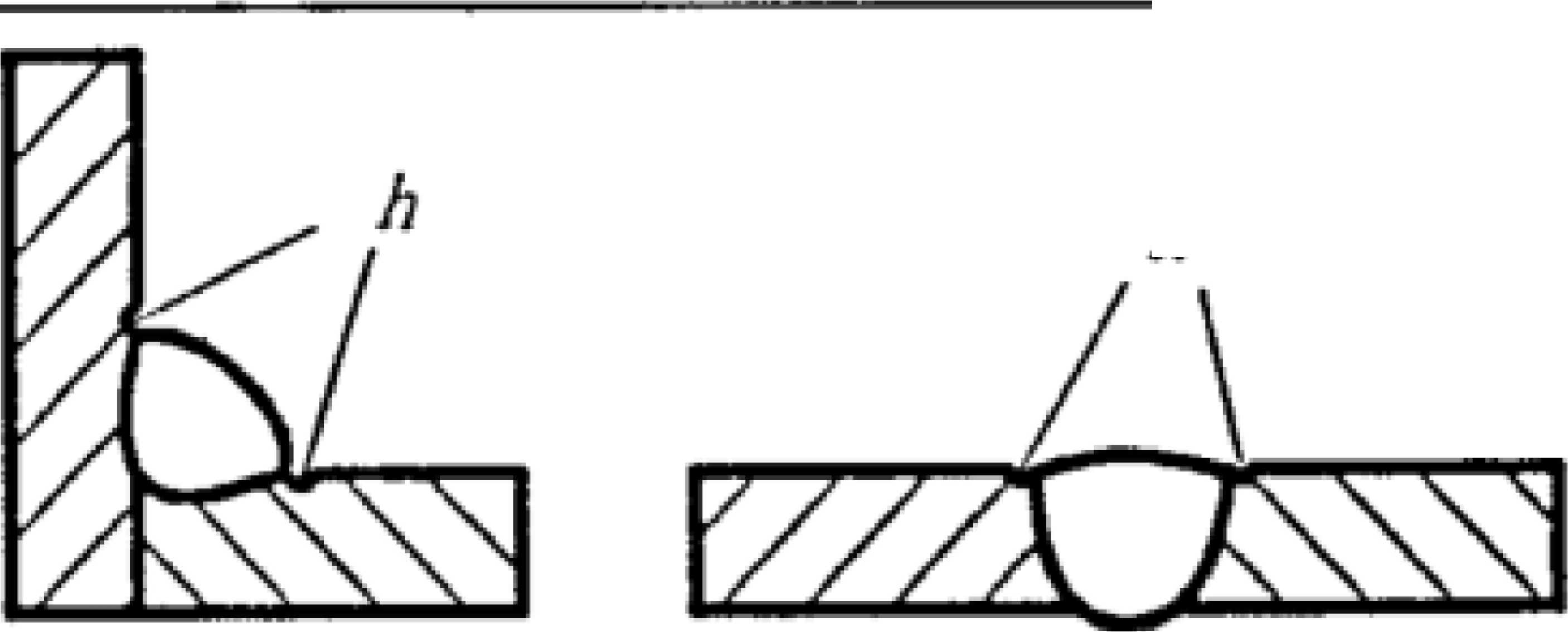
代号
503
缺陷名称
角焊缝凸 度过大
按质鱼级别缺陷允许范围
图示
III
II
90d <β
90° <θ
单位为亳米
90β <θ
■
■
$侧面角
■
Λ≤2
OWL 5D
S
.
.
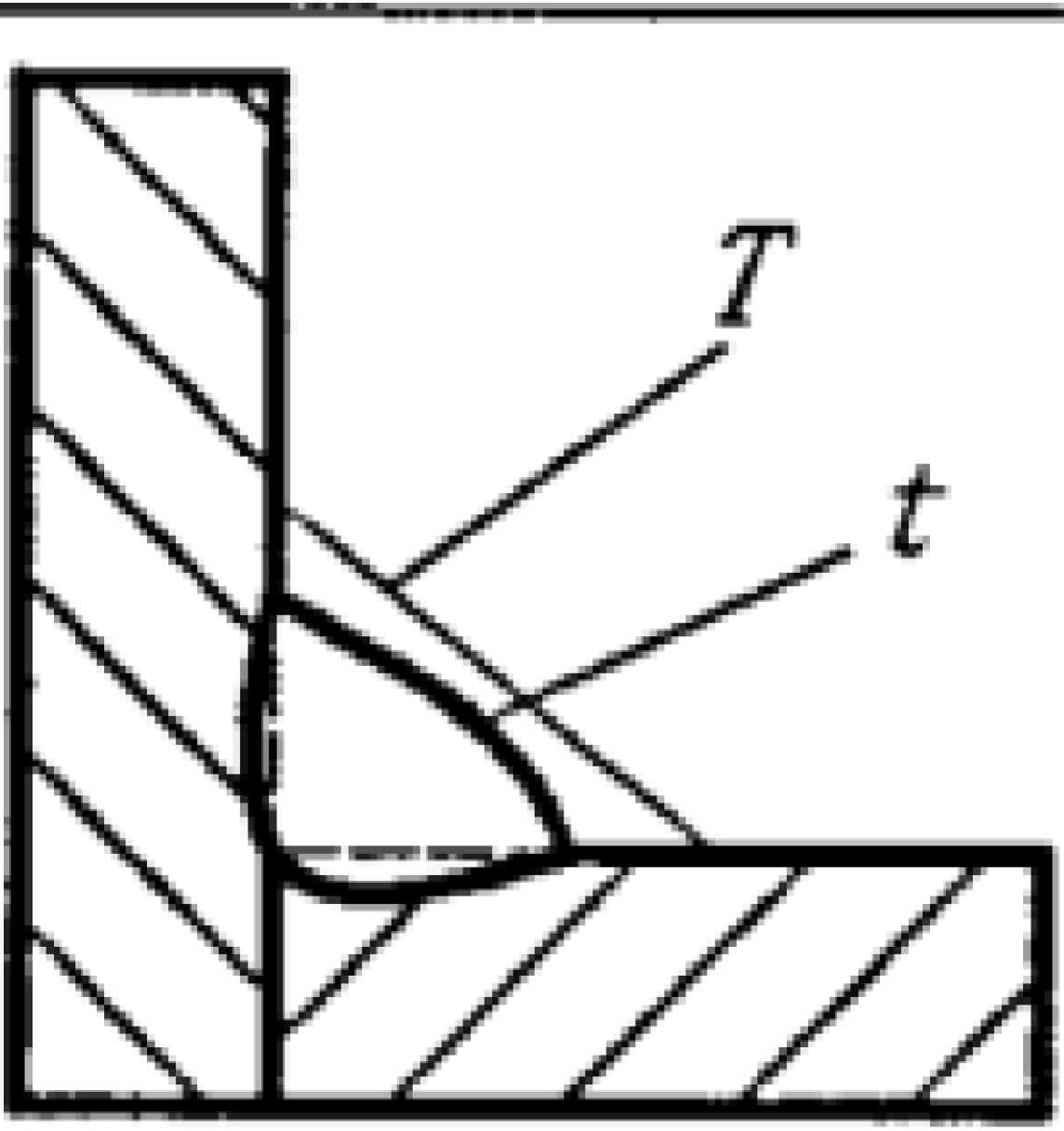
角焊縫焊
角尺寸不 对称
角焊缝实 际有效厚 度过大或 不足
7公称厚度r实际厚度 焊缝宽度
I Pt
≤l+0. 3。
最大4
W1+0. 3 £ 最大3
5213
512
617
508
5212
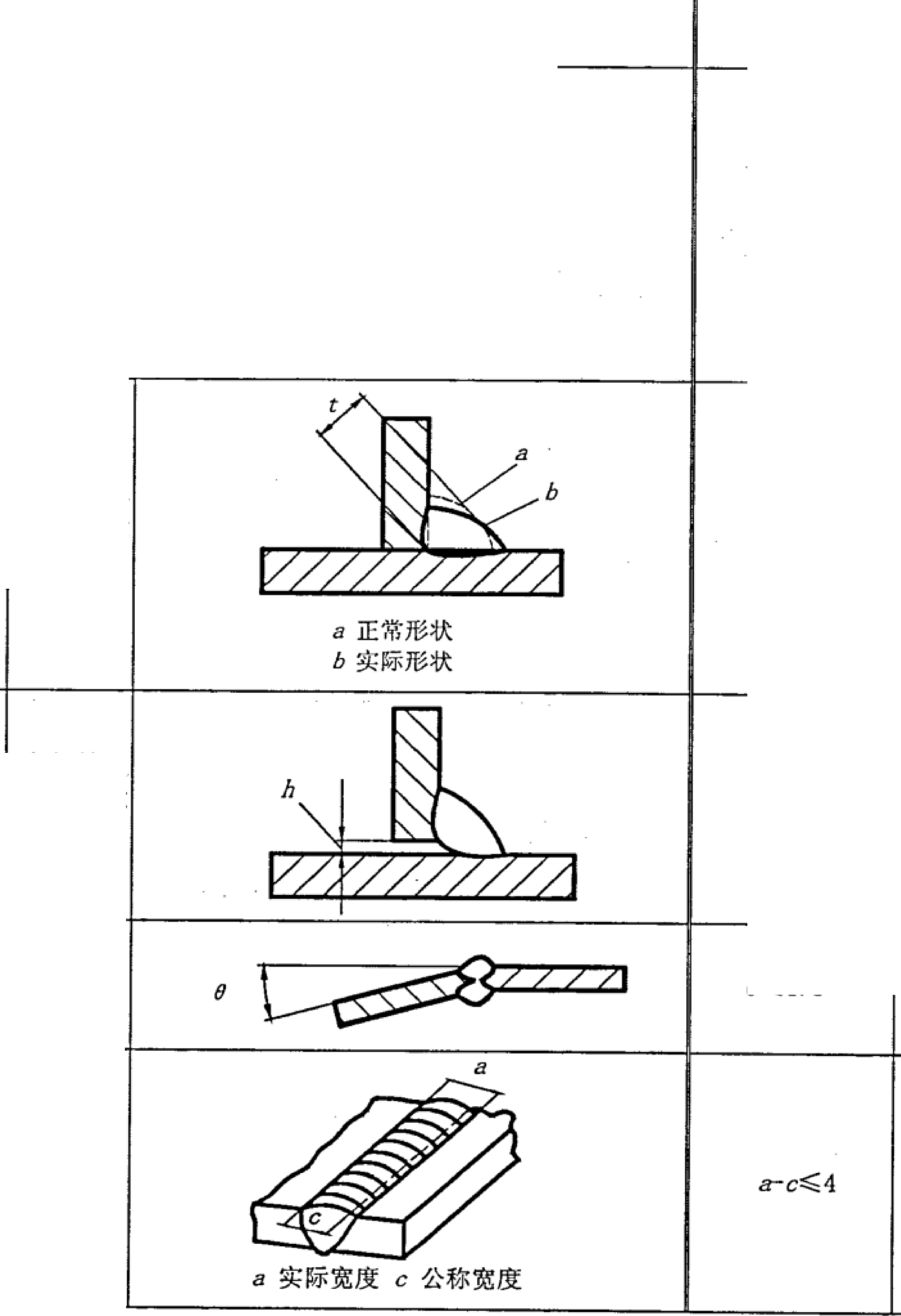
角度偏差
焊缝寛度 过大
角焊缝根
部间隙不 良
! E W1+0. 2c
最大3
《1+0. 25 r 最大2. 5
万Wl
I E ≤l+0. IC 最大2. 5
≤PO, 2t
最大2
力 W0∙ 5
6W45'
a*c≤2
IB
代号
609
5061
5062
5043
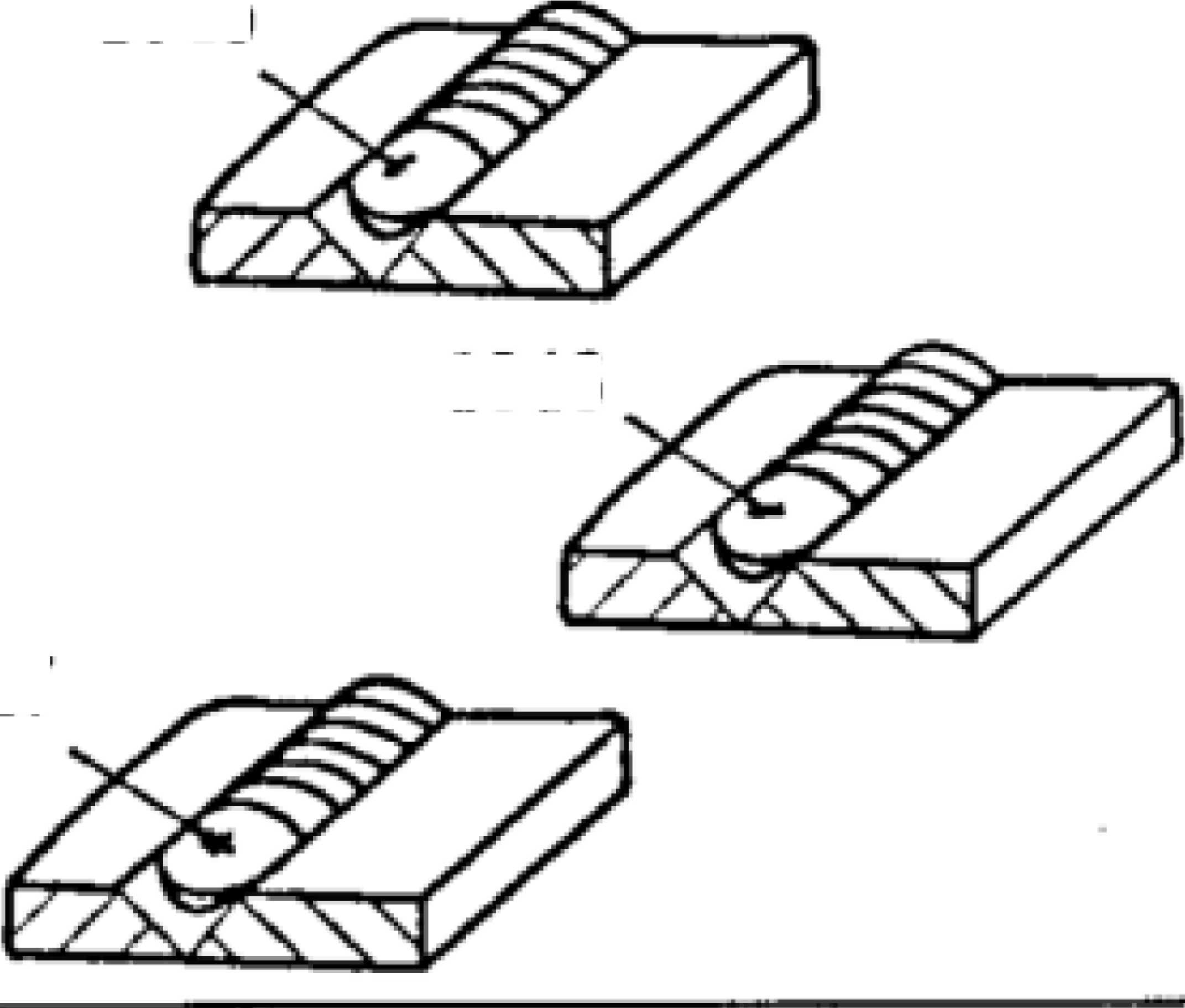
2017
缺陷名称
双面焊道 错开
I
I
I
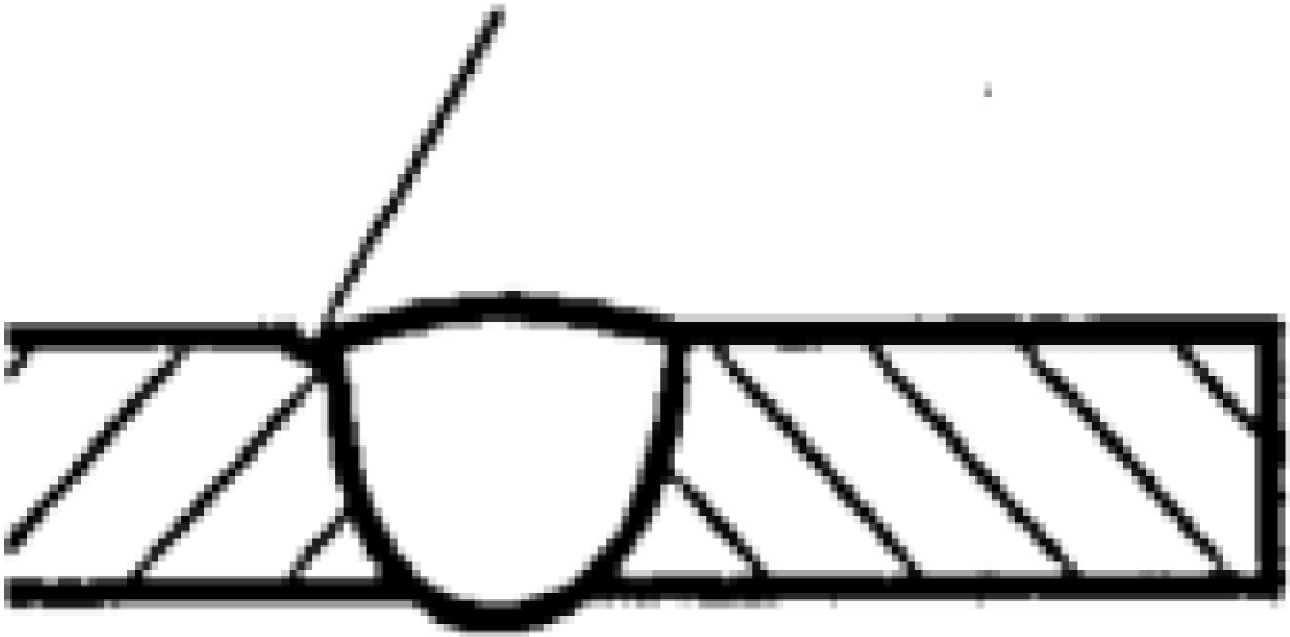
焊缝边缘
沿焊缝轴 向的直线
;度
:焊瘤:
焊趾焊瘤
根部焊瘤
角焊縫
焼穿
表面气孔
Ll
■
III
Λ≤3
504
1045
表面弧坑
裂釦
纵向的
1046
横向的
1047
放射状的
"气孔孔径 t焊缝原度 1045
1047
1046
按质量级别缺陷允许范围
II
Λ≤2
单位为亳米
A≤l
在任意500 ≡连续焊缝长度内,焊縫边缘沿焊缝軸 向的直线度f
不允许
不允许
∕≤2∙5
不允许
不允许
对于100剛焊缝长度
d≤0. 5+0. 055 f dWCL 5+0.0351
最大2
允许气孔数3个I允许气孔数34
最大L 5
孔间距大于6倍孔径
不允许
I I ■!
不允许
ir≤2
不允许
不允许
虹0・ 5+0.02 r 最大1
允许气孔数L 个
不允许
CB/T
代号
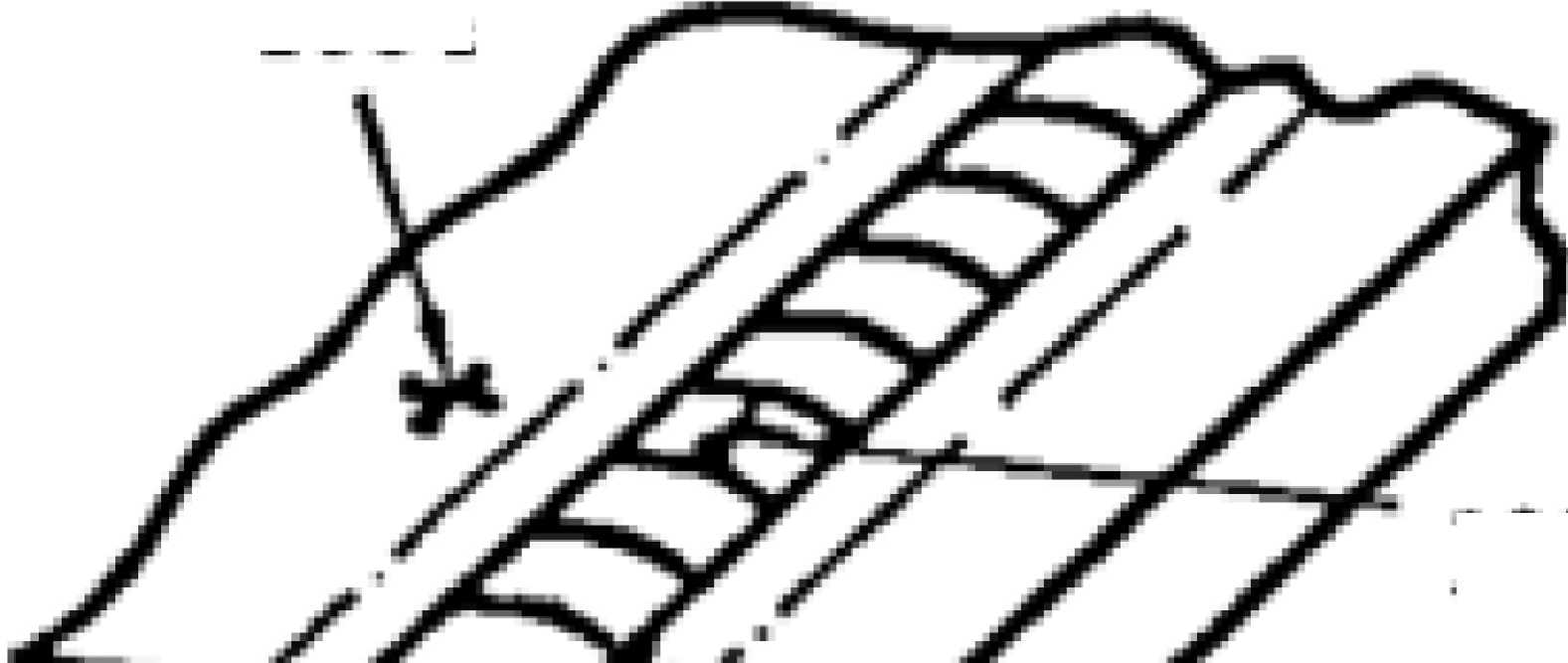
1021
S 1023
1024
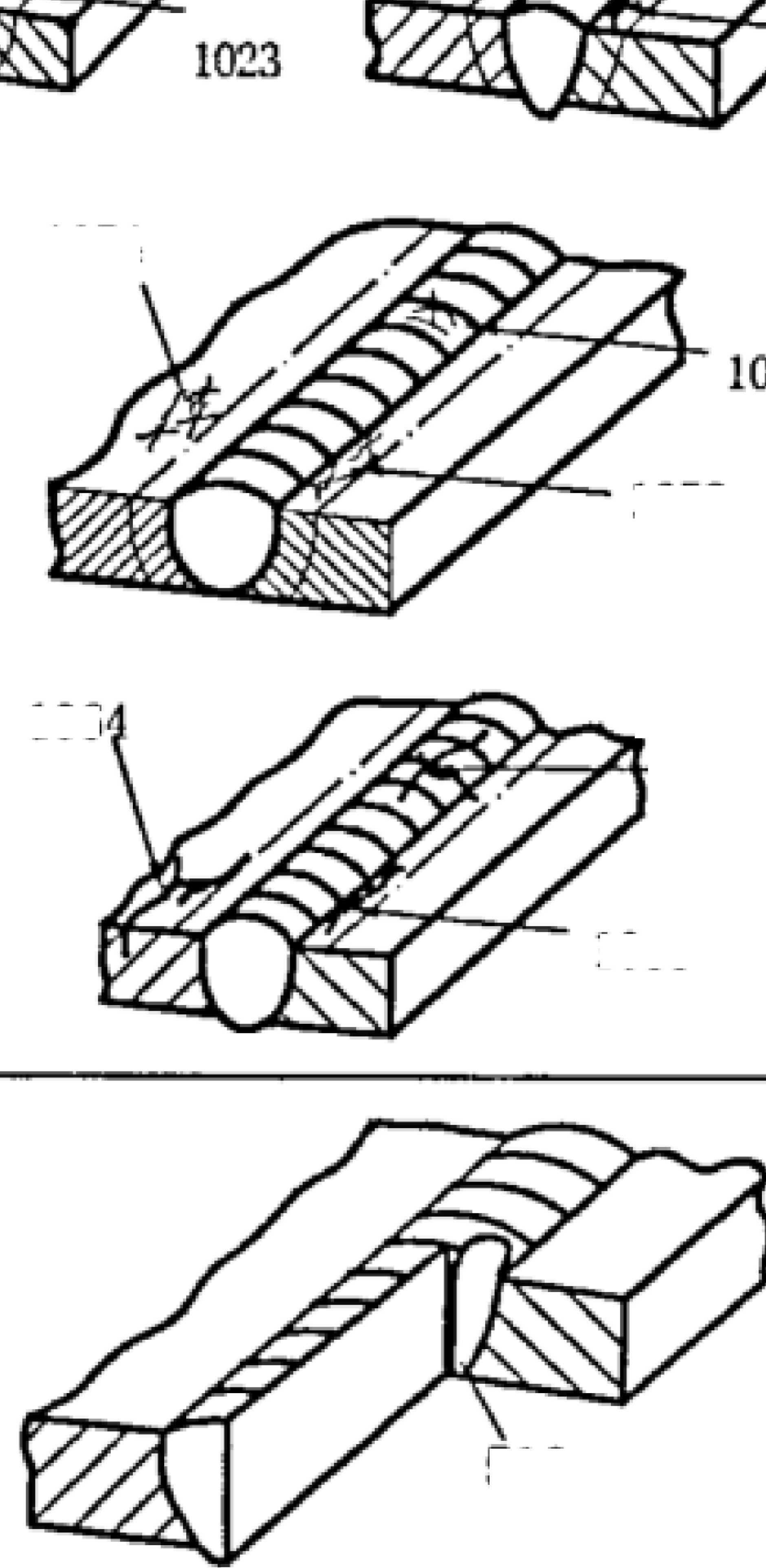
1031
1033
1034
1051
1053
1054
1061
1063
1064
510
5171
2024
2025
3747—2013
表1 (续)
单位为亳米
按质量级别缺陷允许范围
缺陷名称
表面裂纹
对接焊缝 烧穿
焊缝接头 不良
弧坑縮孔
末端强上[
缩孔
1024
图示
III
TI
1034
1031
1021
1054
F1061
T*
5
510
5171
1053
不允许
不允许
106
1063
5171
不允许
不允许
2024
2025
不允许
不允许
不允许
不允许
不允许
不允许
不允许
注:代号与IS06520-1-2007的代号一致。
4.3.6焊接接头中每种缺陷应单独评级。两种缺陷并存时应取严重的一种进行质量评级。
4・3/7按照翅定的质量评定要求,焊缝表而缺陷的尺寸超出表1规定时,应按CB/T 3761规定的修补 要求返修,返修后焊缝应符合表1规定,且补焊的焊缝应与原焊缝间保持平滑过渡,修补次数不宜超过 两次。
4. 4
焊接接头无损检測质量要求
CB/T 3747—2013
煙缝可按JB/T 4730.5—2005的要求或设计要求的其他检验标准进行渗透探伤检验。
3929的要求或设计要求的其他检验标准进行射线探伤检验•
—2005的要求或设计要求的其他检验标准进行超声探伤检验。
4. 4. 1
4. 4. 2 焊缝可按CB/T
4. 4. 3 焊缝可按 JB/T 4730. 3
焊接接头力学性能要求
4. 5. 1拉伸强度
船用铝合金母村牌号依据JB/T 4734—2002中A3. 8∙ 1分为四个类别,具体分类见表2。试样 母材为同牌号铝材时,当母材属于非热处理强化铝([、∏> IV类)时,每个焊接接头试样的抗拉强度 应不低于母材铝牌号(退火态)标准规定值的下限值
4. 5.1.2
则每个焊接接头试样的抗拉强度应不低于该许用应力相对应的抗拉强度下限值。
试样母材为两种牌号铝材时,每个试样的抗拉强度应不低于两种牌号规定值下限的较低值。
4,5. 1. 1
4. 5. L 3
9
当母材为热处理强化铝(III类)且为固溶时效状态时,其焊接接头所用许用应力另有规定,
表2常用船用铝合金抗拉强度(退火态)
铝合金类型
铝合金牌号
铝铺合金(I)
铝镁合金(II)
CMg≤4 %)
3003
3004
5052
5Λ03
_
5454
抗拉强度
MPa
95
150
170
195
215
铝合金类型
铝镁硅合金(Ill)
铝镁合金(IV)
Qfg>4 %)
I ■
铝合金牌号
6061
5083
5086
5 AO 5
5456
抗拉强度
AfPa
165(T4 焊 T6 焊)
275
240
275
285
同一厚度方向上两片或多片试样拉伸试验结果平均值应符合上述要求,R单片试样如果断在
4.5. 1.4
焊缝或熔合线以外的母材上,其最低值不应低于母材铝牌号规定值下限的95 %
4.5. 1.5 5 A01.
接接头强度ROZ不小于171 MPaO
4. 5. IM 常用船用铝合金抗拉强度见表2。
5A30为船用高强ALTIg合金,5A01合金焊接接头强度烏t?不小于186 MPa, 5A30合金焊
4.5.2弯曲性能
试样弯曲到规定的角度后,其拉伸面上沿任何方向不应有单条长度大于3 ∏≡的裂纹型开口缺陷,试 样的棱角开裂一般不计,但由夹杂或其它焊接缺陷引起的棱角开裂长度应计入,常用船用招合金焊接接 头室温弯曲试验参数见表3。
IIt
4.6焊接接头横截面及断口质量要求
有特殊疫求时,应对产品带试样进行焊接,并对试样焊缝进行横截面及断口宏观检验。
对接接头或角接接头横截面宏观试邙应処括适当宽度的母材,母材宽度不应小于10
釆用金相试祥制备方法,使横截面显示出焊缝宏观断面。宏观断面检査,用肉眼也可借助放大 镜进行检验。
4. 6. 1
4.6.2
4. 6.3
mɪɪɪo
合格的宏观断面不应有裂纹、未焊透、未熔合、夹杂及其它明显的缺陷。每个受检面不应有多于2 个的气孔,单个气孔长径不应大于1.5
mmo横截面及断口焊接缺陷及其允许范围见表4。
CB/T 3747—2013
表3常用船用铝合金室温弯曲试验参数
⅞∣
铝合金牌号
3003
5052, 5A03, 5454
6061
铝合金类型
铝锭合金(I)
5083、5086、5A05、SAOK 5A30、
5456
注:S⅛试样厚度*单位为mm.
代号
缺陷名称
弯心直径D
nun
4S
支座间距离
Inm
6∙ 2S
汙曲角度
180
铝镁合金(II)
(Mg≤4%)
铝镁硅合金CllI)
铝镁合金(IV)
(Mg>4 %)
4S
16S
6S
表4横截面及断口焊接缺陷及其允许范围
6.2S
&2S
180
180
180
缺陷允许范国
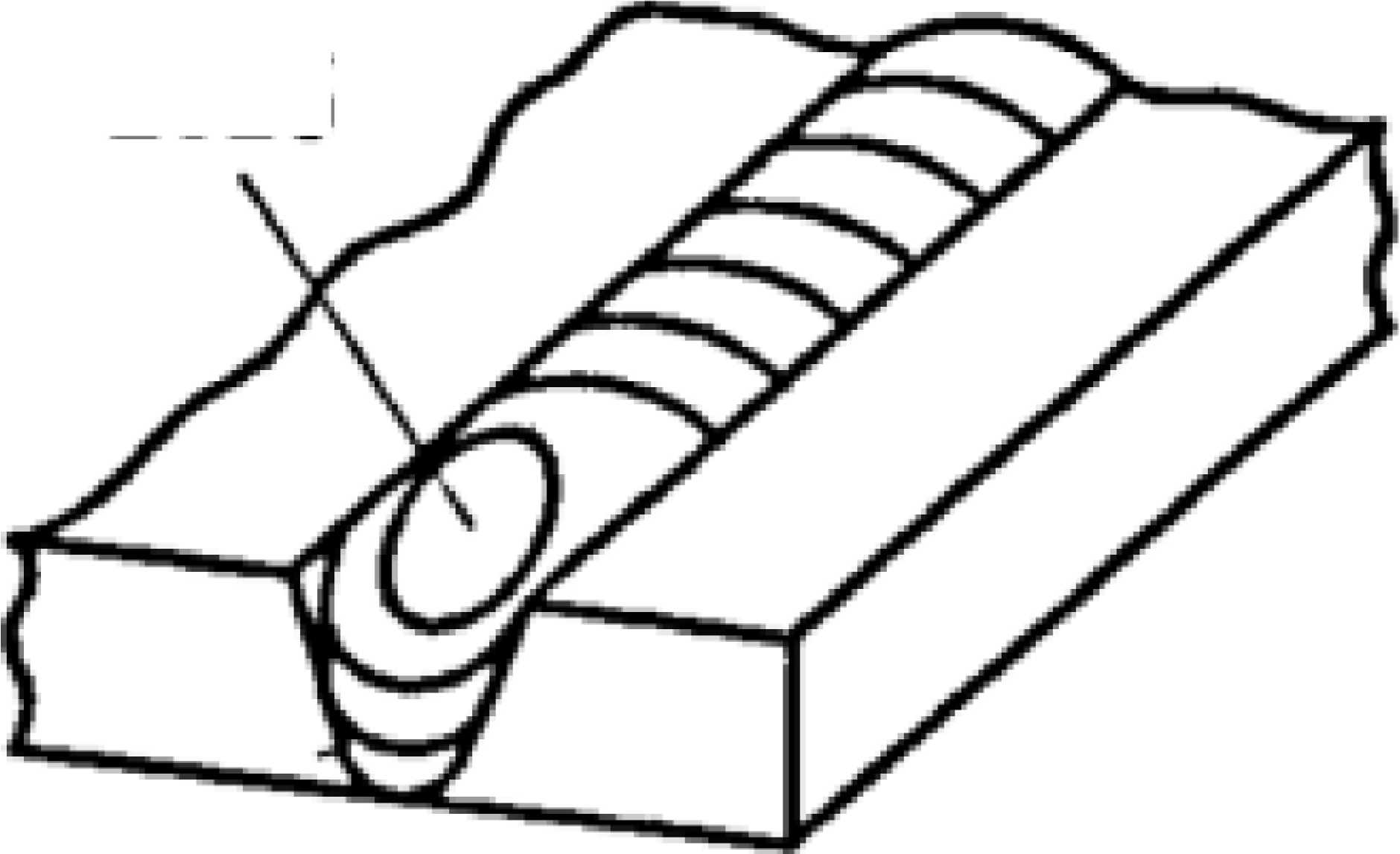
IOlI
1012
1013
1014
裂纹•
焊缝裂纹 熔合线裂纹 热影响区裂纹 母材裂纹
Il
图示
d
IOli
1013
1012
"热影响区
不允许
4011

4011
4012
4013
未熔合:
侧壁未熔合
焊道间未熔合
根部未熔合
4012
4012

不允许

4013
4013

不允许
缺陷允许范围
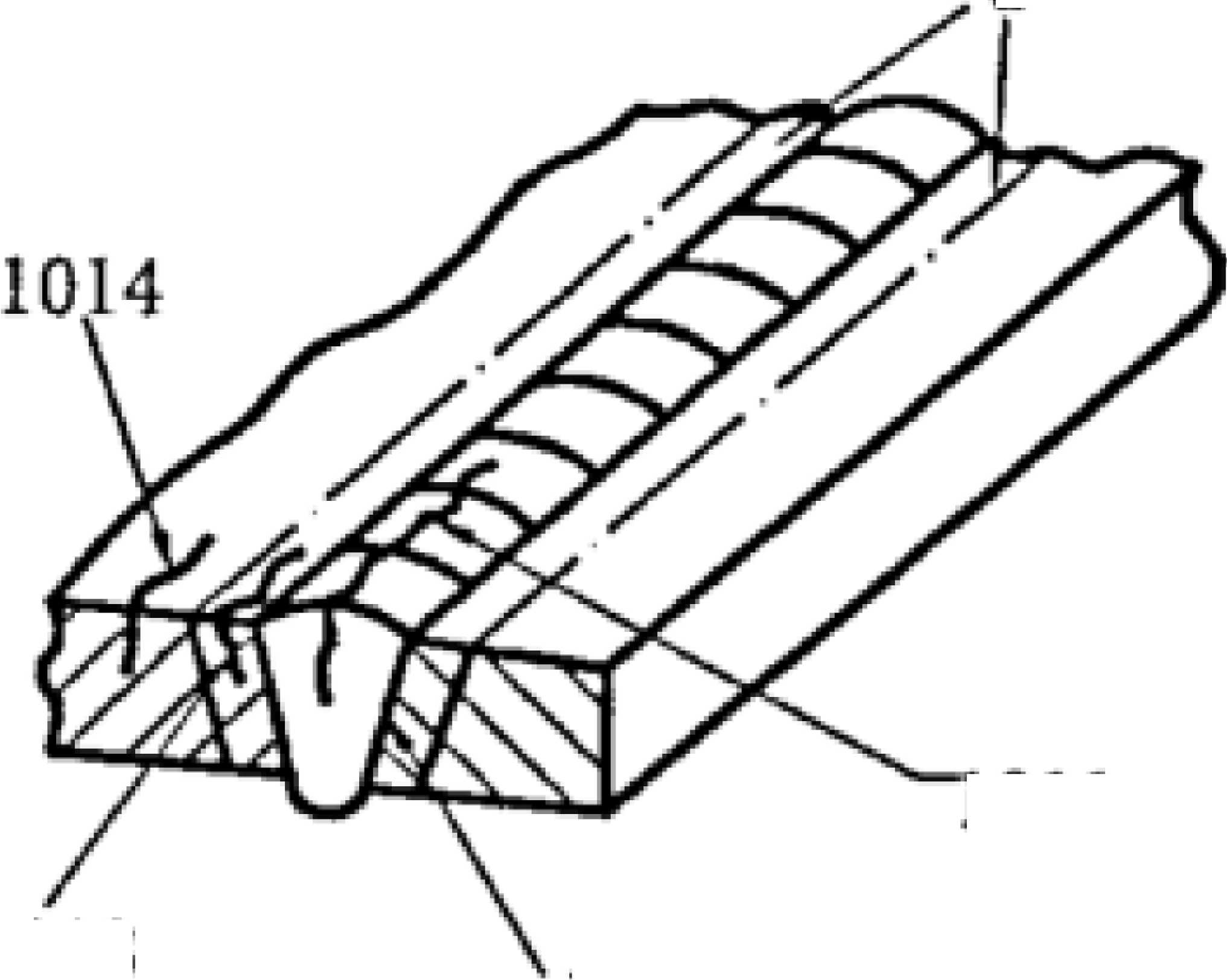
3011
3012
3014
夹杂:
夹渣
焊剂夹渣 氧化物夹杂 皱褶
金属夹杂
—线状的 一孤立的 —成簇的
2011
球形气孔
2012
2013
均布气孔
局部密集气孔
2014
2015
链状气孔
条形气孔
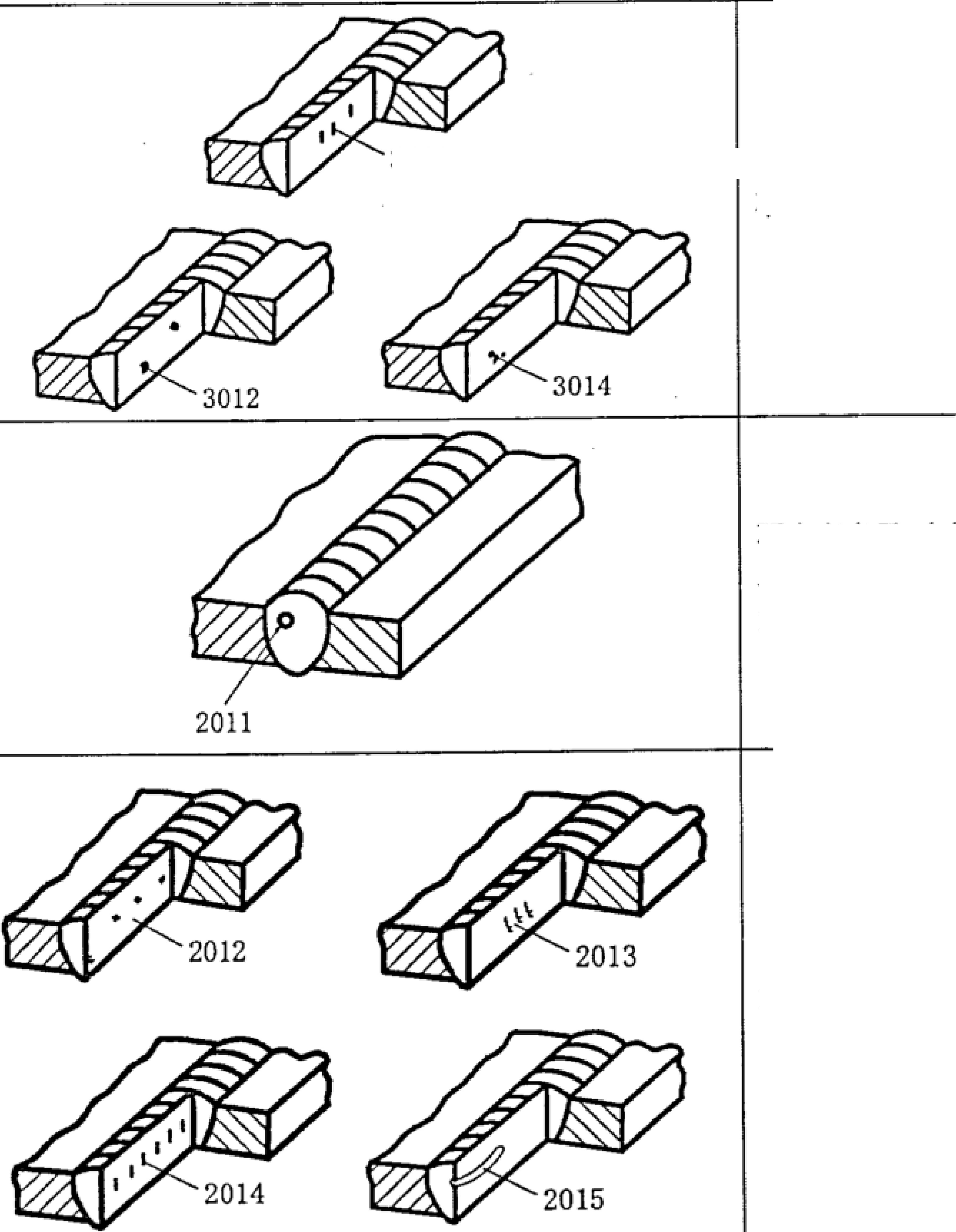
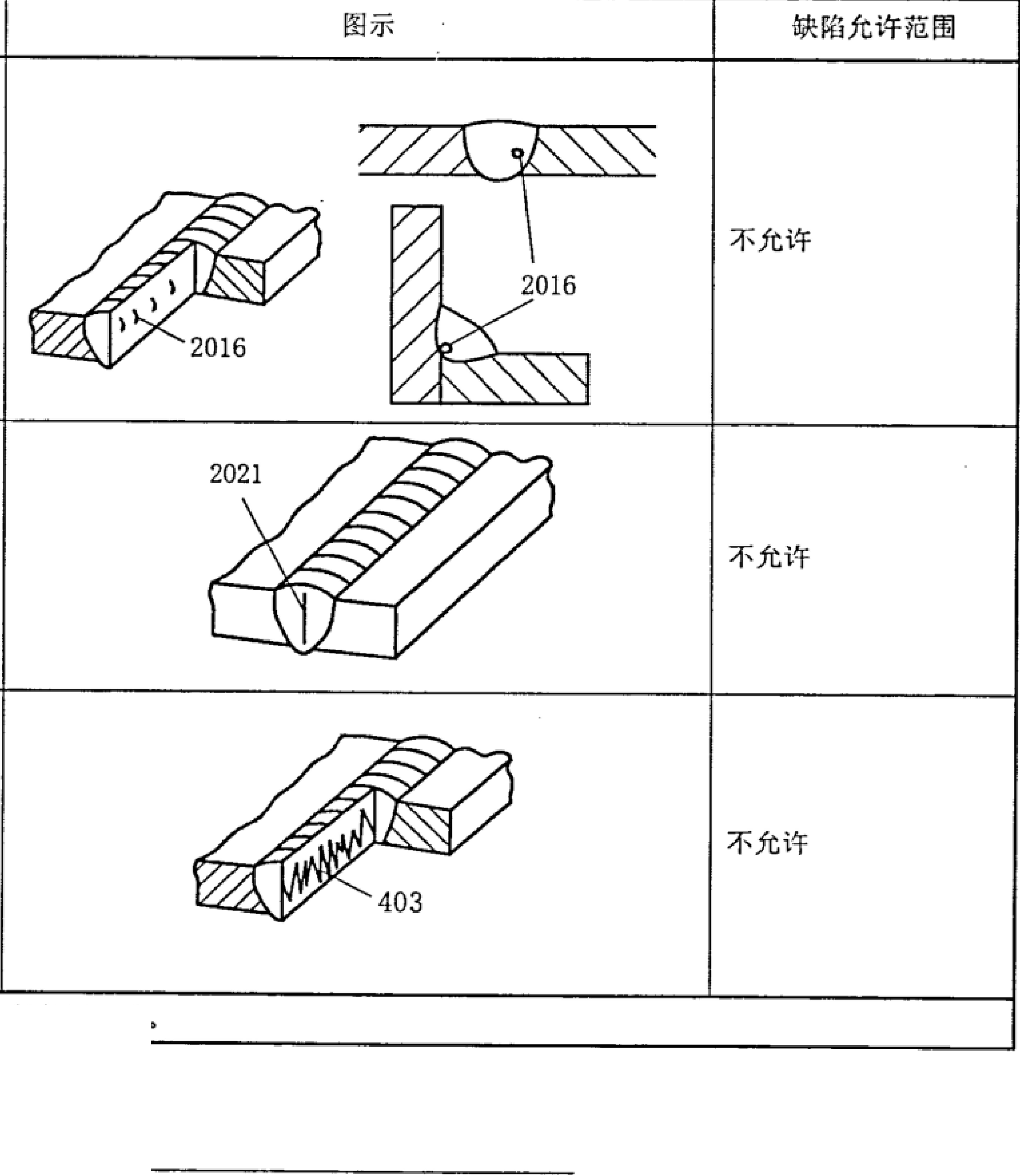
2016
虫形气孔
不允许
不应有多于2个的气孔, 单个气孔长径不应大于 L 5 mm
不允许

3011
代号
2016
虫形气孔
2021
结品缩孔
403
针尖
注:代号与IS06520-1-2007的代号一致
缺陷名称
OO
O
CXJ
寸
Co
COI
中华人民共和 船舶行业标准
船用铝合金焊接接头质量要求 CB/T 3747-2013
*
9
中国船舶工业综合技术经济研究院出版 北京市海淀区学院南路70号 邮政编码:100081
网址: WWW.shipstd.com.cn 电话;010-62185021
船舶标准化管理研究与咨询中心发行 版权专有不得翻印
*
开本880X1230 1/16 印张1.00字数4.90千字 2014年9月第1版 2014年9月第一次印刷 印数1-300
*
CB/T 3747—2013
船标出字第2013333号