R 32
CB/T 3679-1995
1 995-06-1 9 发布
1 996-04-01 实施
中国船舶工业总公司发布
中华人民共和国船舶行业标准
CB/T 3679-1995
分类号:R 32
船用往复式液压舵机修理技术要求
1主题内容与适用范围
本标准规定了船用往复式液压舵机推舵、控舵、操舵机械设备的修理技术要求。 ,
本标准适用于往复柱塞式液压舵机的修理。
2引用标准
GB 3452.1液压气动用。型橡胶密封圈尺寸系列及公差
GB 7038普通液压系统用O型橡胶密封圈胶料
GB 7039往复运动用密封圈胶料
ZB/T R32 003工程船用液压元件修理技术要求
CB/T 3668电刷镀镣、铜工艺技术要求
3修理前的故障检査和修理极限规定
3.1修理前的故障检査
修理前的故障检査参见图1和图2。
3-1.1转舵慢
3.1.1.1检査推舵机构填料是否压得过紧。
3.1.1.2检査舵机柱塞轴线与导板平行度是否超差,检査柱塞外伸表面是否有干磨痕迹。
3.1.1.3检査油泵是否磨损内漏。
3-1.1.4检査安全防浪阀、旁通阀是否关闭不严。
3.1.1.5检査追随反馈杠杆储存弹簧是否断裂、卡阻,影响油泵变量。
3-1-1.6检査溢流阀阀口是否不洁、磨损,导致主阀口不正常溢流。
3-1.1.7检查溢流阀先导阀口是否不洁、关闭不严,导致主阀口不正常溢流。
3.1.1.8检査变量泵的变量杆是否调节不当,导致油泵开度不足。
3.1- 1-9检査舵轮液压远操机构受动器弹簧是否断裂、卡阻,导致油泵变量不到位。
3.1.1.10检査电液伺服远操机构电气、液压元件是否发生故障,导致伺服活塞不能正常动作。
3∙1∙2不来舵
3.1.2.1检査电磁换向阀或电液换向阀是否失电,复位弹簧是否卡阻。
3-1-2.2检查溢流阀是否不正常的常开溢流,导致供油不足。
3.1.2.3检査旁通阀是否关闭。检査安全防浪阀、旁通阀是否关闭不严。
3.1.2.4检査舵轮泵液压或电液伺服远操机构是否发生故障,导致油泵不能正常变量。
3.1.3 一侧无舵
3.1- 3.1检査电磁换向阀或电液换向阀的相应侧电磁线圈是否烧损失电。
3.1.3.2检査相应侧安全防浪阀是否关闭不严,导致供油不足,推舵无力。
3.1.3.3检査相应侧溢流阀是否因故障不正常溢流。
中国船舶工业总公司1 9 9 5 - 0 6 T 9批准
1 996-04-01 实施
尾楼操纵
电液动 伺服油缸操纵
液压.远距离操纵
手轮应急、操织
I
i—≡∙
/77Trr777W
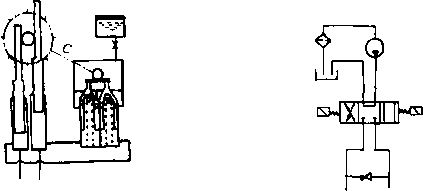
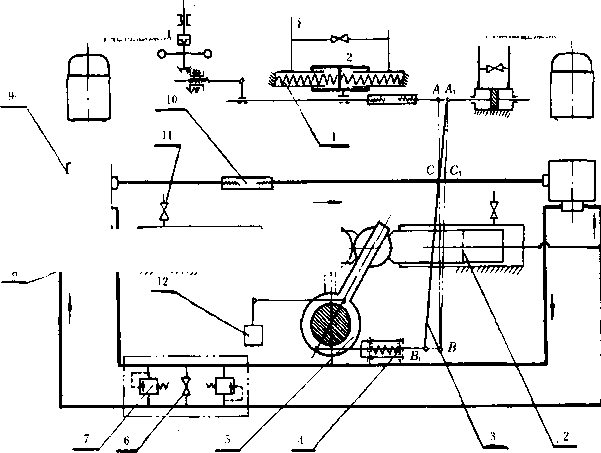
图1变量泵往复柱塞式液压舵机
1一液压远操机构受动器;2一柱塞;3一追随反馈杆;4一储存弹簧;5一舵柱;6一手动旁通阀;
7—安全防浪阀;8—油缸;9—变量泵;10—调节螺母;11—放气阀;12一舵角指示器 注:A一操纵点;B—反馈点;C—变量点。
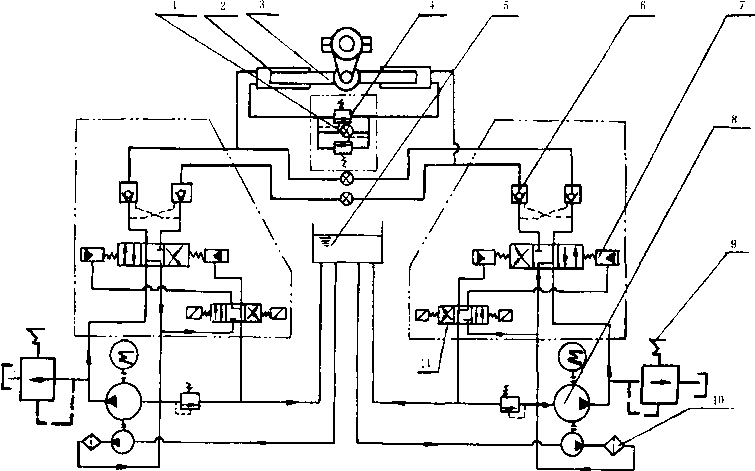
图2定量泉往复柱塞式液压舵机装置
1手动旁通阀;2一油缸;3柱塞;4 -安全防浪阀;5―油箱;6―液控单向阀;7 -液压换向阀;
8--主油泵;9--溢流阀;10—滤器;11一电磁换向阀
3.1.4跑舵
3.1.4-1检査液控单向阀是否关闭不严,导致系统不能及时液压自锁。
3.1.4.2检査安全防浪阀是否关闭不严。
3-1.4.3检査旁通阀是否关闭不严。
3.1.4.4检査操舵零点与追随反馈零点是否同步一致。
3.1.5空舵
3.1.5.1检査推舵机构是否存气。
3.1.5.2检査控舵设备泵、阀、接头、仪表等是否密封不严,漏油、吸气。
3.1.5.3检査操舵设备是否存气、外漏油。
3.1.6温度过高
3.1.6.1检査溢流阀阀口是否不洁净,导致节流发热。
3.1.6.2检査安全防浪阀、液控单向阀、换向阀等是否关闭不严,导致节流发热。
3.1.6.3检査推舵机构是否有不正常的摩擦发热。
3.1.6.4检査油泵传动轴线是否不对中,导致发热。
3.1-6.5检查液压系统是否存气,导致压缩扰动,使油发热。
3.1.6.6检査油箱油位是否过低,吸口沉深不够,导致油面扰动发热。
3∙1∙7噪声
3.1.7.1检査推舵机构密封填料是否压得过紧。
3.1. 7- 2检査推舵、控舵、操舵机构及其管路附件是否密封不严,导致系统存气。
3.1.7. 3检査是否因液压油不洁净而导致阀件岀现不应有的节流噪音。
3-1.7.4检査油箱油位是否过低,吸口沉深不够,导致油面扰动产生噪音。
3∙1∙8振动
3.1.8.1检査推舵机构紧固件是否松动。
3.1.8.2检査推舵机构运动偶合件是否间隙过大,导致敲击、振动。
3.1.8.3检査油泵传动轴线是否不对中。
3.1.8.4检查液压管路管卡是否设置不当或松脱,导致管子振动。
3-1-8-5检査推舵机构或管路是否因存气,产生水击现象,导致管路振动。
3.1.8.6检査舵柄或舵杆是否下沉、弯曲,导致负荷过重,引起安全防浪阀的振动。
3-2修理极限规定
3.2.1推舵机构油缸中心线与导板的距离变化,不得超过柱塞与衬套间隙的l∕2o
3.2.2滑块与导板间隙增量不得大于0.2mmo
3. 2. 3十字头耳轴衬套与耳轴间隙不得大于其H8∕f7配合的最大间隙的2倍。
3. 2. 4舵柄与十字头衬套间隙不得大于其Hδ∕f7配合的最大间隙的2倍。
3. 2. 5拨叉或拨叉滑板与滚轮(滚环)间隙不得超过O. 8 rnm0
3. 2. 6柱塞与油缸衬套间隙不得超过其∏8∕f7配合的最大间隙的2倍。
3- 2-7柱塞镀铭层不得有局部剥落、腐蚀麻点,更不得裸露基体。
3.2.8舵柄不得随舵杆下沉0.5mmo
3- 2- 9四缸平行对置油缸中心线平行度误差不得超过0. 04 mm/mO
3. 2.10两缸对置油缸中心线同轴度误差不得超过0.12 mmo
3- 2-11液动或电液动操舵舵机跑舵角不得超过2。。
3.2.12推舵机构、操舵机构零位指示角同步误差不得超过
3.2.13系统不得岀现不正常的声响。
3.2.14系统油温不得超过65 C。
3. 2-15系统油中的固体颗粒污染重量超过ZB/T R32 003极限规定值,应更换液压油。
4修理技术要求
4- 1推舵机构易损零件修理
4.1.1材料的换新
零件材料一般按原件材质或按表1换新。
表1易损零件换新材料
|
零件名称 |
材料牌号 |
标准号 |
技术要求 |
|
油缸 |
ZG 230-450 ZG 270-500 |
GB 11352—89 |
铸后退火处理 |
|
柱塞 |
35 ZG 270-500 |
GB 699—88 GB 11352—89 |
锻后正火 铸后退火 |
|
衬套 |
ZCUAl9M∏2 |
GB 1176—87 | |
|
密封圈 |
1-3 |
GB 7039-86 | |
|
导板 |
ZG 230—450 |
GB 11352—89 |
铸后退火 |
|
耳轴 |
35 ZG 270-500 |
GB 699 - 88 GB 11352 -89 |
锻后正火. 铸后退火 |
|
舵柄 |
35,45 |
GB 699 -88 |
续表1
|
零件名称 |
材料牌号 |
标准号 |
技术要求 |
|
滑块 |
ZCuΛ19Mn2 |
GB 1176—87 | |
|
滚环 |
GCrl5 |
YB 9—68 | |
|
拨叉销轴 |
40Cr |
GB 3077- 88 |
调质处理 |
4.1.2柱塞
4.1.2.1十字头式和拨叉式舵机柱塞表面铭层出现局部剥落、腐蚀和麻点缺陷,可采用快速电镀等方 法修复。刷镀前的预处理,刷镀工艺和质量,应符合CB/T 3668规定。
4.1∙ 2. 2刷镀前的加工段与保留段应圆滑过渡。小于0.2 mm的刷镀层可由过渡层和工作层组成;大 于0.2 mm的刷镀层应由过渡层,中间层和工作层组成。刷镀层厚不应超过0.4 mm。
4.1.2.3刷镀后的铭层表面精度、形位公差如符合要求且表面无任何缺陷,可不再磨削加工。
4.1. 2- 4如清除缺陷的加工长度超过250 mm ,应考虑除掉全部路层,重新镀铭。
4.1.2.5柱塞的尺寸公差,表面粗糙度、形位公差应符合图3要求。
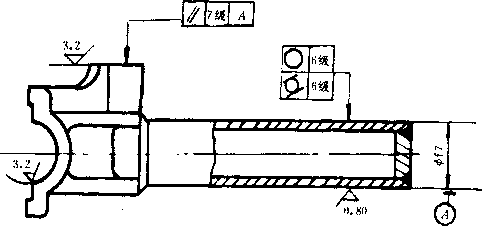
图3柱塞
4.1.3油範及衬套
4.1.3.1油亂如出现渗油缺陷,铸钢本体可采用电焊修理。必要时应经退火处理;铸铁本体一般不应焊 补,但在清除缺陷后不影响强度时,可用塑料树脂等涂补。修理后的本体均应经紧密性压力试验合格。其 试验压力为工作压力1.5倍。
4.1.3.2油SE衬套磨损超差,一般应换新处理。对大直径的铜衬套允许采用喷涂修复。
4.1.3.3油釘及衬套的尺寸公差、表面粗糙度、形位公差应符合图4、图5要求。
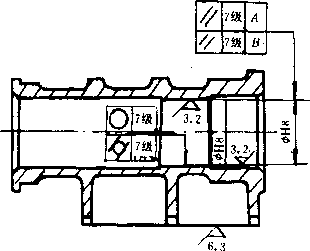
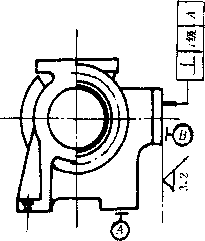
图4油缸
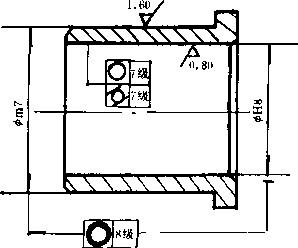
图5油缸衬套
4∙1.4十字头耳轴
4.1.4-1十字头耳轴的磨损可采用堆焊、快速电镀及低温镀铁等方法修复。
4.1.4.2十字头耳轴衬套的磨损超差时,一般应换新处理。
4.1.4.3十字头耳轴及衬套的尺寸公差、表面粗糙度、形位公差应符合图6、图7要求。
.两处
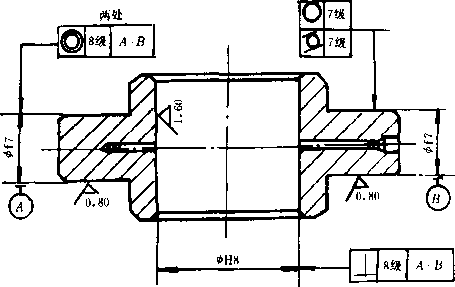
图6十字头耳轴
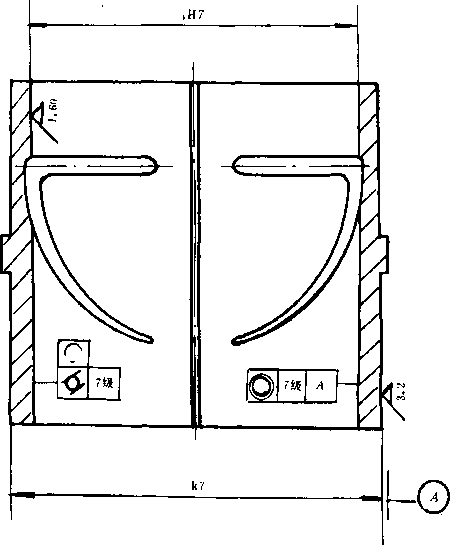
图7耳轴衬套
4.1.5舵柄、滚环及滑块
4-1.5.1十字头式舵机舵柄的磨损超差,可采用堆焊等方法修复。
4.1.5.2拨叉式舵柄的拨叉槽的磨损超差,可采用加装淬硬导板的方法。淬硬导板的硬度应比滚轮硬 度低 HRC2~3o
4.1. 5. 3十字头式舵机舵柄和拨叉式舵柄的尺寸公差、表面粗糙度、形位公差,应分别符合图8、图9 要求。
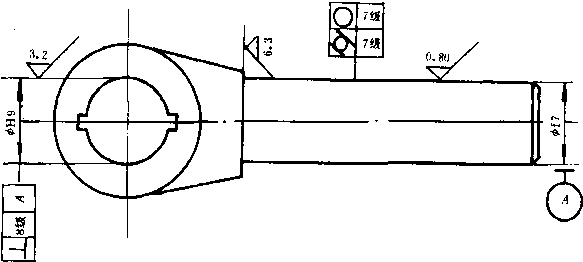
图8十字头式舵机舵柄
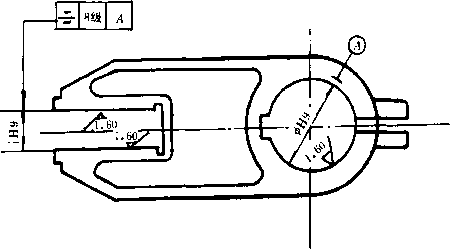
图9拨叉式舵柄
4.1∙5∙4拨叉式舵柄的滑块或滚轮的磨损超差时,应与拨叉槽或淬硬导板配对加工换新,其配合间隙 为 0. 2 〜0. 5 mm 0
4∙1∙6导板与滑板
4.1.6.1内外滑板与导板的磨损超差时,在强度允许的条件下,可采取加工内滑板和加装垫片的方法 进行修理。加工后的内滑板,应与导板进行刮配,要求每平方厘米面积接触不小于1点。
4-1.6.2允许在内外滑板间加、拆垫片,调整间隙。
4-1.7密封件
4.1.7.1推舵油缸橡胶密封圈,其密封表面应无划痕等可见缺陷,且应弹性良好,断面无塑性变形。
4.1-7.2新换的密封圈应采用中等硬度的耐油橡胶,其外观质量及物理机械性能应符合GB 7039的 有关规定。
4-2部件的修理安装
4.2.1十字头式推舵装置两柱塞接合面应有不少于总数20%的绞孔螺钉紧配,且不少于2只。
4.2.2农接后的两柱塞同轴度允差应小于等于8级位置公差。
4- 2. 3连接后的两柱塞轴心线与柱塞的滑块安装面的平行度允差,应小于等于0. 05 mm/mO
4.2.4对置油缸的中心线同轴度允差,应小于等于8级位置公差要求。'
4. 2.5油缸与导板连接后,其平行度允差应小于等于0. 03 mm/mO
4.2.6十字头式推舵机构安装定位后,在全行程内检测导板与滑块安装间隙,能插入的塞尺厚度应小 于等于0. 1 mm。此间隙可用垫片调整,且必须保证柱塞滑块能推靠导板。
4.2. 7推舵机构前后左右限位块,应重新进行定位、紧固,且应保证最大舵角限位不超过37。。
4- 2- 8拨叉式舵柄槽与滚轮间隙应小于等于0.5 mmo
4- 2. 9四缸平行对置的两推舵油缸中心线平行度允差应小于等于0. 05 mm∕m0
4. 2-10油缸中心线与舵杆轴孔中心线垂直度允差应小于等于0. 08 mm/mO
4. 2.11 i $板推靠导板后,应保证柱塞与衬套有间隙。柱塞与衬套装配间隙推荐采用表2值。
表2柱塞与衬套装配间隙 mm
|
柱塞直径 |
装配间隙 |
极限间隙 |
|
≤120 |
0. 12 — 0. 20 |
0. 40 |
|
>120-180 |
0. 15 — 0. 25 |
0.50 |
|
>180—260 |
Ot 19 — 0. 30 |
0. 60 |
|
>260 〜350 |
0. 26〜0. 35 |
0. 70 |
4.2.12推舵机构主要零件配合精度应符合图10、图11规定。
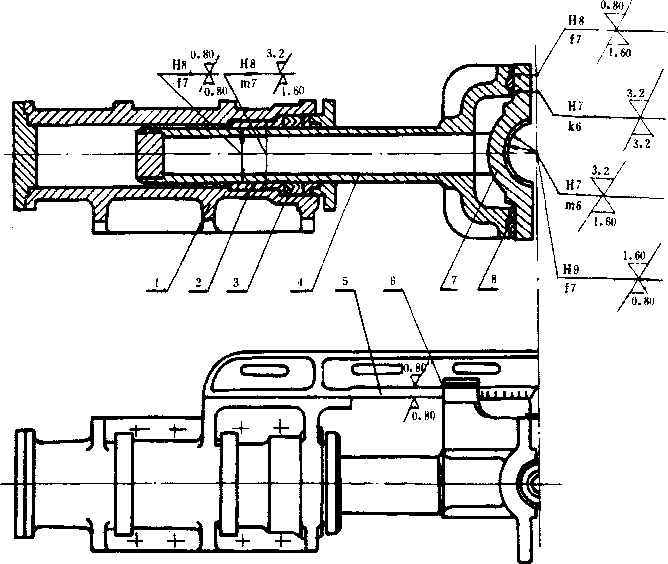
图IO卜字头式液压舵机推舵机构
1一油缸;2一衬套;3一密封圈;4 一柱塞;5—导板;6—滑板;7-十字头;8一衬套
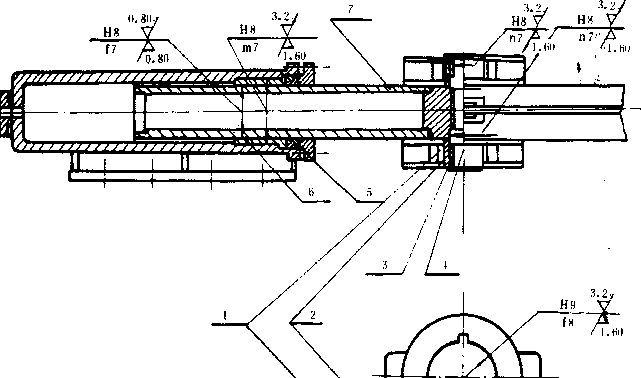
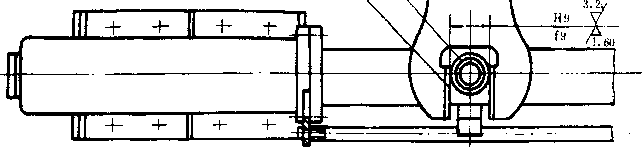
图11拨叉、滚环式液压舵机推舵机构
1 一导板;2—滚环;3—衬套;4 一销轴;5—密封圈;6一衬套;7一柱塞
4.3控舵设备修理
本控舵设备修理,包括泵、阀、管路、工作油等部分。
4-3.1舵机检修前应抽样检査液压油污染情况。抽样容器应很清洁,抽样操作中不应造成任何外界污 染。抽样应在系统工作过程中自回油口附近或从备用的管接头中放油取样。放油管接头应保证清洁,不 得造成污染。
4.3.2抽样的油样污染度达到规定极限,应更换液压油。
4.3.3系统更换液压油前,泵、阀、油箱等可拆附件应清洗干净。
4- 3-4管件应按回路进行压力冲洗,冲洗时泵、阀、仪表等精密元件应旁路。
4.3.5系统灌注新油,应视主油泵型式选用不同过滤精度的滤网。推荐按表3选用O
表3系统滤油精度
|
主油泵型式 |
过滤精度甲m |
|
齿轮泵 |
50 |
|
叶片泵 |
30 |
|
柱塞泵 |
20 〜25 |
4-3.6油泵与电动机的联轴节法兰在自由状态下的曲折、偏移应符合表4规定。
|
* 表4油泵机组联轴节法兰安装允差 | ||
|
电动机功率,kW |
偏移,mm |
曲折,mm |
|
≤3O |
≤O. 05 |
≤0. 1 |
|
__ ≥30 |
≤O. 08 |
, ≤0. 15 |
4.3.7油泵的密封件应无任何外观缺陷,更不应有老化痕迹。新换的密封件应采用耐油的丁氟橡胶,其 尺寸、硬度及其物理性能指标应符合GB 7039的有关规定。
4. 3. 8电磁换向阀或电液换向阀应保证电源接线良好,绝缘应符合安全使用要求。
4-3-9电磁换向阀或电液换向阀经清洗和修理后,应根据滑阀机能要求进行试动,检査滑阀零位的卸 荷和断路严密性能,检査其他功位通路与不通路的机能。
4.3.10保证溢流阀阻尼孔的清洁、畅通,保证主阀口和先导阀阀口与座的清洁及偶合严密性。
4.3.11保证液控单向阀、安全防浪阀、安全阀等关闭的严密性。
4.3.12必要时应检查各功能阀的弹簧弹性,要求连续三次作全压缩释放后无塑性变形。
4.3.13系统安全防浪阀经检修后,按1.25倍工作压力调定。
4.3.14主、副油泵溢流阀按1.。〜L 1倍工作压方进行调定。
4-3-15注意复位或重新调节电液换向阀的阻尼阀,以保证推舵机构运行平稳。
4- 3-16系统液压元件的清洁、修理要求应符合ZB/T R32 003有关规定。
4.3-17系统在运行中的液压油,最高温度不得超过65Γ。
4.4操舵设备修理
本操舵设备修理包括远控液压舵轮泵操舵和远控电、液伺服操舵机械设备的修理要求,参见图12、 图 13.,
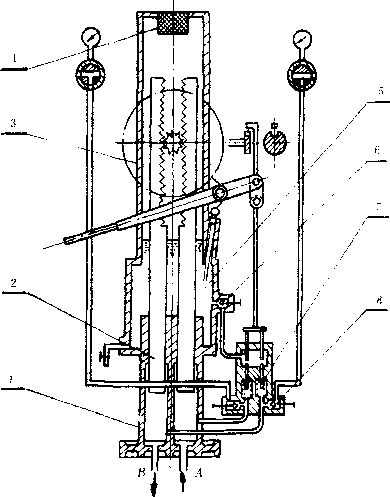
图12舵轮泵发送器
1固定油缸以-柱塞;3 -舵轮;4 -滤网;5 -补给油箱;6…截止阀;7平衡网;8…截止阀
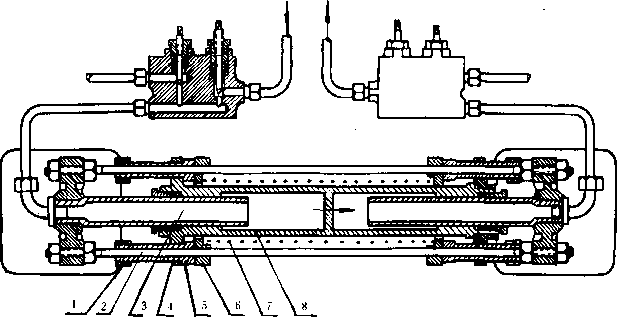
图13舵轮泵受动器
1-行程限制螺母;2一导杆;3一柱塞;4一十字头;5碍套;6一弹簧座;7一弹簧;8油缸
4.4.1远控液压舵轮泵操舵
4.4.1.1发送器经拆卸后,必须清洗干净。安装后应经不少于25。目的滤网向油箱灌注新油。
4.4.1.2必须保证发送器平衡阀和截止阀阀口与阀座的(偶)合严密性。
4. 4-1.3发送器柱塞与缸筒的配合间隙应小于等于0. 04 mmo
4.4.1.4受动器经拆卸后必须清洗干净。U型橡胶密封圈的唇口密封表面必须完好无损。使用2年后 应考虑换新。换新材质可采用耐油丁氤橡胶等,其硬度以及物理性能应符合GB 7039的规定。
4.4.1.5受动器的压力弹簧应做弹性检测。在连续三次全压缩释放后应无塑性变形。
4∙4∙ 1∙6受动器应进行零位调节。在弹簧有适度预压缩的安装情况下,调节行程限位螺母,使可动的油 缸中线与固定的两端柱塞中线重合。
4.4.1.7发送器和受动器修理安装后,应在零位条件下进行压力充液。做到气放尽、油充满。
4-4-1-8充液后系统应进行如下检漏和效能试验:
a. 检漏时,在零位条件下操纵舵轮泵,使压力升高至工作压力,把住舵轮,保证20 min应无明显 压降。
b. 效能试验时,分别左右操舵,在不同舵角下释放舵轮。要求发送器与受动器分别回复零位。其 零位应同步一致。
4.4.2电、液伺服操舵
电液伺服操舵机构参见图14〜图16。
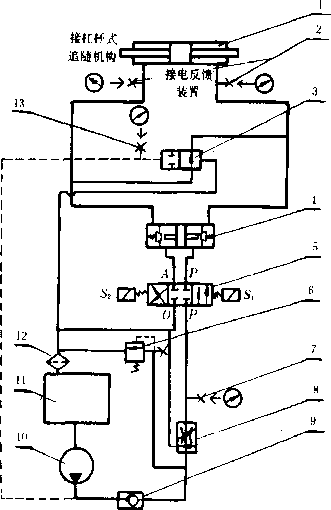
图14电液伺服远操机构
1一伺服油缸;2、7、13—放气塞头和压力表管座;3-液控旁通阀;4—自动锁闭阀;5一电磁换向阀;
6—•安全阀;8一溢流调速阀;9—单向阀;10一定向油泵;11—油箱;12一滤器
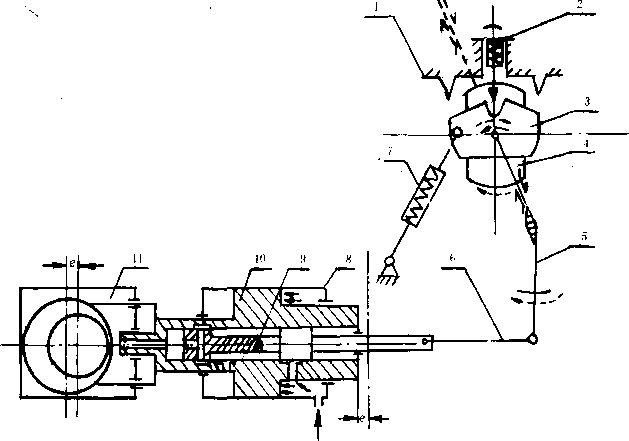
图15液压伺服放大机构
1止动螺钉;2-止摆装置;3-法兰盘;4 -执行电机;5一角杆;6-连杆;7一回中弹簧; 8一液压放大器;9―伺服滑阀;10一差动活塞;li一径向泵
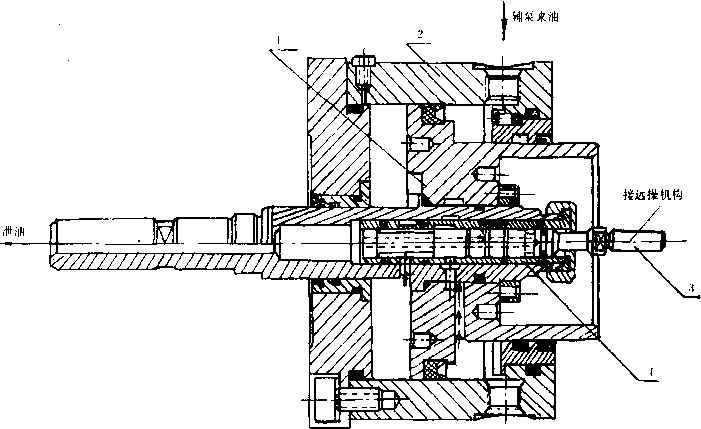
图16液压伺服放大器
1差动活塞;2油缸;3伺服滑阀;4伺服滑阀套
4.4.2. 1电液伺服操舵系统液压油应保证清洁。其系统油液污染颗粒许用重技不应超过0. 05 mg∕' 10。mL。其换油灌注过滤精度应不超过IOfHn(I
4.4. 2. 2液压伺服放大器易损零件,一般按原件的材料换新。
4-4-2-3伺服柱塞与伺服柱塞套的配合精度采用H6∕h5;粗糙度为RWO.2 fπn;圆度和圆柱度不超过
0. 025 μm0加工后,应进行研配和清洗干净。
4∙4∙2∙4液压伺服放大器的动、静用密封圈应弹性良好、表面无损和断面无塑性变形。
4. 4∙2.5 O型橡胶密封圈的尺寸及公差应符合GB 3452. 1要求,其硬度等物理机械性能指标应符合 GB 7038的有关规定。
4.4∙2.6动用唇形密封圈的尺寸及公差,应符合有关标准规定。其硬度等物理机械性能指标,应符合 GB 7039的有关规定。
4.4∙ 2∙ 7回中弹簧刚度应与执行电机扭矩匹配,保证弹簧正常伸缩和恢复零位。弹簧不得有塑性变形。
4.4.2.8伺服操舵系统溢流阀按1.1倍工作压力调定。
4∙ 4∙ 2. 9系统调速阀的调节应保证伺服活塞、差动活塞的平稳动作和速度适中。
4.4.2.10系统单向阀的开启压力应调节到保证转换阀的正常开、关。
5修理后的调整与试验
5.1调整要求
5.1.1将油缸填料适当压紧。调节到在操舵中伸出的柱塞表面略带薄油层,但非渗漏。调定最大行程 限位。
5.1-2系统溢流阀按1.1倍工作压力调定;系统安全防浪阀按1.25倍工作压力调定。
5.1.3所有电磁换向阀、电液换向阀、自动转换阀或调整阀等带弹簧复位的功能阀,应按机能试动,检 查滑阀机能和零位断油严密性。
5.1.4检査、调节舵轮泵远控液压操舵机构的发送器与受动器在操舵复位后的零位的同步一致性。
5.1 5检査、调节追随反馈机构的操纵点、变量点、追随点的行程比;检査、调节电液操舵伺服茶统油泵 零位、伺服油缸零位、回中弹簧零位和执行电机零位自锁的一致性。
5∙1∙6试运行检査伺服系统左、右操舵运行的平稳性和正确性。
5.1.7先后操纵和转换应急泵、备用泵、主油泵向转舵油缸供油。在小舵角下充分放气且全行程操舵各 一次。确信无存气且运转平稳后,操舵5。、10。、15。、30。各一次。要求操舵平稳,噪音、温升正常,转角指示 误差符合要求。在舵机运行中进行操舵设备的转换,要求各操舵方式,投入和转换正确、平稳、互不干扰。 5.2试验要求
5. 2.1推舵装置应进行液压闭锁试验,试验时在工作压力下闭锁5 min,压力降不得超过0. 05 MPaO
5. 2. 2舵机系统应配合交船试车进行运行试验,要求主操舵系统应能做到使转舵从一舷35。转至另一 舷30。所需时间不超过28 So当船舶以半速但不少于7 kn时,备用操舵系统应能做到使转舵在60 s内, 从一舷15°转至另一舷15°。
附加说明:
本标准由海洋船标准化技术委员会修船分技术委员会提岀。
本标准由天津修船技术研究所归口。
本标准由新河船厂负责起草。
本标准主要起草人左希伯。
15