ICS 25.160.10
J 33
NB/T 47018.1 〜47018.7—2011 ( JBfT 4747 ) 代替 JB/T 4747—2002
TeChniCal PernIiSSiOn Of Welding materials for PreSSUre equipment
2011-07-01 发布
2011-10-01 实施
公告
2011年第3号
按照《能源领域行业标准化管理办法(试行)》的规定,经审 查,国家能源局批准《承压设备焊接工艺评定》等71项行业标准(见 附件),其中能源标准(NB) 65项、石油天然气标准(SY) 6项, 现予以发布。
附件:行业标准目录
二O一一年七月一日
行业标准目录
|
序号 |
标准编号 |
标准名称 |
代替标准 |
釆标号 |
批准日期 |
实施日期 |
|
1 |
NB/T 47014—2011 |
承压设备焊接工艺评定 |
JB 4708—2000 |
2011-07-01 |
2011-10-01 | |
|
2 |
NB/T 47015—2011 |
压力容器焊接规程 |
JB/T 4709—2000 |
2011-07-01 |
2011-10-01 | |
|
3 |
NB/T 47016—2011 |
承压设备产品焊接试件的力学性能检验 |
JB 4744—2000 |
2011-07-01 |
2011-10-01 | |
|
4 |
NB/T 47017—2011 |
压力容器视镜 |
2011-07-01 |
2011-10-01 | ||
|
5 |
NB/T 47018.1—2011 |
承压设备用焊接材料订货技术条件 第1部分: 釆购通则_________________ |
JB/T 4747—2002 |
2011-07-01 |
2011-10-01 | |
|
6 |
NB/T 47018.2—2011 |
承压设备用焊接材料订货技术条件 第2部分: 钢焊条_________________ |
JB/T 4747—2002 |
2011-07-01 |
2011-10-01 | |
|
7 |
NB/T 470183—2011 |
承压设备用焊接材料订货技术条件 第3部分: 气体保护电弧焊钢焊丝和填充丝______ |
JB/T 4747—2002 |
2011-07-01 |
2011-10-01 | |
|
8 |
NB/T 47018.4—2011 |
承压设备用焊接材料订货技术条件 第4部分: 埋弧焊钢焊丝和焊剂____________ |
JB/T 4747—2002 |
2011-07-01 |
2011-10-01 | |
|
9 |
NB/T 47018.5—2011 |
承压设备用焊接材料订货技术条件 第5部分: 堆焊用不锈钢焊带和焊剂 |
JB/T 4747—2002 |
2011-07-01 |
2011-10-01 | |
|
10 |
NB/T 47018.6—2011 |
承压设备用焊接材料订货技术条件第6部分: 铝及铝合金焊丝和填充丝 |
JB/T 4747—2002 |
2011-07-01 |
2011-10-01 | |
|
11 |
NB/T 47018.7—2011 |
承压设备用焊接材料订货技术条件 第7部分: 钛及钛合金焊丝和填充丝 |
JB/T 4747—2002 |
2011-07-01 |
2011-10-01 |
|
12 |
NB/T 47019.1—2011 |
锅炉、热交换器用管订货技术条件 第1部分: 通则___________________ |
2011-07-01 |
2011-10-01 | ||
|
13 |
NB/T 47019.2—2011 |
锅炉、热交换器用管订货技术条件 第2部分: 规定室温性能的非合金钢和合金钢_____ |
2011-07-01 |
2011-10-01 | ||
|
14 |
NB/T 47019.3—2011 |
锅炉上交换器用管订货技术条件 第3部分」 规定高温性能的非合金钢和合金钢_____ |
2011-07-01 |
2011-10-01 | ||
|
15 |
NB/T 47019.4—2011 |
锅炉、热交换器用管订货技术条件 第4部分: 低温用低合金钢______________ |
2011-07-01 |
2011-10-01 | ||
|
16 |
NB/T 47019.5—2011 |
锅炉、热交换器用管订货技术条件 第5部分: 不锈钢__________________ |
2011-07-01 |
2011-10-01 | ||
|
17 |
NB/T 47019.6—2011 |
锅炉、热交换器用管订货技术条件 第6部分: 铁素体/奥氏体型双相不锈钢_________ |
2011-07-01 |
2011-10-01 | ||
|
18 |
NB/T 47019.7—2011 |
锅炉、热交换器用管订货技术条件第7部分: 有色金属铜和铜合金 |
2011-07-01 |
2011-10-01 | ||
|
19 |
NB/T 47019.8—2011 |
锅炉、热交换器用管订货技术条件 第8部分; 有色金属钛和齢金___ |
2011-07-01 |
2011-10-01 | ||
|
20〜71 |
(略) | |||||
NB/T 47018.1—2011 承压设备用焊接材料订货技术条件
NB/T 47018.2—2011 承压设备用焊接材料订货技术条件
NB/T 47018.3—2011 承压设备用焊接材料订货技术条件
NB/T 47018.4—2011承压设备用焊接材料订货技术条件
NB/T 47018.5—2011 承压设备用焊接材料订货技术条件
NB/T 47018.6—2011 承压设备用焊接材料订货技术条件
NB/T 47018.7—2011 承压设备用焊接材料订货技术条件
NB/T 47018-2011《承压设备用焊接材料订货技术条件》分为7个部分: —第1部分: ——第2部分: ——第3部分: —第4部分: —第5部分: ——第6部分: —第7部分:
采购通则;
钢焊条;
气体保护电弧焊钢焊丝和填充丝;
埋弧焊钢焊丝和焊剂;
堆焊用不锈钢焊带和焊剂; 铝及铝合金焊丝和填充丝; 钛及钛合金焊丝和填充丝。
本标准与JB/T 4747—2002《压力容器用钢焊条订货技术条件》相比,主要变化如下: ——适用范围除压力容器外,还包括锅炉、气瓶和压力管道;
— 增加了《第1部分:采购通则》、《第3部分:气体保护电弧焊钢焊丝和填充丝》、《第4 部分:埋弧焊钢焊丝和焊剂》、《第5部分:堆焊用不锈钢焊带和焊剂》、《第6部分:铝 及铝合金焊丝和填充丝》和《第7部分:钛及钛合金焊丝和填充丝》。
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。 本标准起草单位及起草人: 合肥通用机械研究院 中国特种设备检测研究院 国家质量监督检验检疫总局特种设备安全监察局 中冶建筑研究总院 钢铁研究总院安泰科技股份有限公司 哈尔滨焊接研究所威尔焊接有限责任公司 四川大西洋焊接材料股份有限公司 天津市金桥焊材集团有限公司 昆山京群焊材科技有限公司
戈兆文、窦万波、房务农 寿比南、谢铁军、杨国义 李军、常彦衍 唐伯钢 李箕福 徐错 陈义岗 侯永泰 郑伊洛
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)负责解释。 本标准所代替标准的历次版本发布情况为: ---JB/T 4747—2002 0
ICS 25.160.10
J 33
NB/T 47018.1—2011
TeChniCaI PermiSSiOll Of Welding materials for PreSSUre equipment Section 1: General rule
2011-07-01 发布
2011-10-01 实施
⅜ r —1—
冃U ≡
NB/T 47018-2011《承压设备用焊接材料订货技术条件》分为7个部分:
—第1部分:采购通则;
—第2部分:钢焊条;
— 第3部分:气体保护电弧焊钢焊丝和填充丝;
—— 第4部分:埋弧焊钢焊丝和焊剂;
— 第5部分:堆焊用不锈钢焊带和焊剂;
— 第6部分:铝及铝合金焊丝和填充丝;
——第7部分:钛及钛合金焊丝和填充丝。
本部分是NB/T 47018的第1部分。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262 )提出并归口。
本部分负责起草单位及起草人:
合肥通用机械研究院 戈兆文、房务农
国家质量监督检验检疫总局特种设备安全监察局 常彦衍 本部分参加起草单位及起草人:
中冶建筑研究总院 唐伯钢
钢铁研究总院安泰科技股份有限公司 李箕福
哈尔滨焊接研究所威尔焊接有限责任公司 徐错
四川大西洋焊接材料股份有限公司 陈义岗
天津市金桥焊材集团有限公司 侯永泰
昆山京群焊材科技有限公司 郑伊洛
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)负责解释。
1范围
NB/T 47018的本部分规定了焊接材料采购基本要求、批量划分、检验范围、供应和复验。
本部分适用于承压设备用焊条、焊带、焊丝、填充丝和焊剂。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本 文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
|
GB/T 3375 |
焊接术语 |
|
NB/T 47018.2 |
承压设备用焊接材料订货技术条件 第2部分:钢焊条 |
|
NB/T 47018.3 |
承压设备用焊接材料订货技术条件 第3部分:气体保护电弧焊钢焊丝 和填充丝 |
|
NB/T 47018.4 |
承压设备用焊接材料订货技术条件 第4部分:埋弧焊钢焊丝和焊剂 |
|
NB/T 47018.5 |
承压设备用焊接材料订货技术条件 第5部分:堆焊用不锈钢焊带和焊剂 |
|
NB/T 47018.6 |
承压设备用焊接材料订货技术条件 第6部分:铝及铝合金焊丝和填充丝 |
|
NB/T 47018.7 |
承压设备用焊接材料订货技术条件 第7部分:钛及钛合金焊丝和填充丝 |
|
JB/T 3223 3术语与定义 |
焊接材料质量管理规程 |
GB/T 3375界定的以及下列术语和定义适用于本文件。
3. 1
填充金属 flller metal
在焊接过程中,参与组成焊缝金属焊接材料的通称,如焊条、焊丝、填充丝、焊剂、预置填充 金属、金属粉、熔嘴等。
3. 2
填充丝 filler Wire
焊接时不通过焊接电流,只作为填充金属用丝。
3. 3
单一配料 SmgIe ingredient
将若干种均匀的原材料按配方规定的成份、配比和工艺,在同一容器内一次性完成搅拌后所得 到的干粉料。
3.4
组合配料 blend ingredient
包含两份或两份以上的单一配料的干粉料。
3. 5
湿混料Wet mix
单一配料或组合配料中加入液体粘结剂后,按规定的工艺在同一容器内一次性完成搅拌后的产物。
湿混料分为单一湿混料和组合湿混料。
3. 6
炉号 heat No.
同一台熔炼或精炼炉中,同一炉次冶炼金属的顺序号。炉号作为冶炼产品的金属锭及其后续制 品的可追溯的代号。
3. 7
单一炉号 Single heat No.
在相同熔炼或精炼条件下,同一配料、同一工艺、同一炉次冶炼产品的代号。
3. 8
组合炉号 blend heat No.
化学成分在焊接材料生产商所要求范围内的两个或多个单一炉号产品所给的代号。
3. 9
单一炉料 SingIe Charging
将若干种均匀的原材料按配方规定成分与配比混合,拟按规定的工艺在同一炉次内熔炼成焊剂 的用料。
3. 10
组合炉料 IniX Charging
包含两份或两份以上单一炉料,拟按规定的工艺在同一炉次内熔炼成焊剂的用料。
4基本要求
4.1承压设备用焊接材料的经销商(以下简称经销商),应经焊接材料生产商(以下简称生产商) 许可,生产商负责对经销商进行培训与考核。
4.2生产商或经销商应向焊接材料订货单位提供焊接材料质量证明书原件,允许经销商提供复印 件,但应加盖经销商检验章和检验人员章。
4.3生产商应向焊接材料订货单位提供产品说明书,内容包括产品特点、性能指标、适用范围、 保管要求、使用注意事项。
4.4本标准以外的钢、铝、钛质国产焊接材料技术要求
4. 4. 1在本标准中有相应种类但没有型号(或钢焊丝牌号)的焊接材料,其技术要求应不低于本 标准中同种类焊接材料的规定,并有焊接性能试验和工程实验依据。
4. 4.2在本标准中没有相应种类的焊接材料,其技术要求应比照本标准的规定,并有焊接性能试 验和工程实验依据。
4.5承压设备采用境外焊接材料时,应符合下列规定:
a) 应选用境外相应承压设备规范允许使用,并有承压设备工程实践依据的焊接材料,其使用 范围不应超出该规范的规定,且不能超出国内相近焊接材料的使用范围;
b) 焊接材料的技术要求不得低于本标准中同种类焊接材料的规定。当本标准中没有同种类焊 接材料时,其技术要求比照本标准的规定;
C)承压设备制造单位首次选用某种国外焊接材料时,应掌握该材料的焊接性能、使用条件和 采购规则。
4.6当采购方对焊接材料有附加技术要求时,需要在订货合同中提出,并同时规定检验方法和合 格指标。
5焊接材料批量划分
5. 1焊接材料批量划分单元
5. 1. 1焊芯、焊带、焊丝和填充丝的批量单元分为单一炉号和组合炉号。
组合炉号的盘条只允许有一个焊接接头。无接头盘条只需在一端取样化学分析,而有接头的盘 条应从两端取样化学分析。
5.1.2药皮的批量单元分为单一湿混料和组合湿混料。
焊芯涂敷组合湿混料前、后应分别进行检验(包括化学分析),对组合湿混料的技术要求与单一湿 混料相同,都应在规定的合格范围内。
5. 1.3烧结焊剂的批量单元分为单一湿混料和组合湿混料。
组合湿混料烧结前、后应分别进行检验(包括化学分析),对组合湿混料的技术要求与单一湿 混料相同,都应在规定的合格范围内。
5.1.4熔炼焊剂的批量单元分为单一炉料和组合炉料。
组合炉料的焊剂熔炼前、后应分别进行检验(包括化学分析),对组合炉料的技术要求与单一 炉料相同,都应在规定的合格范围内。
5.2焊接材料批量
5. 2. 1焊条
生产商用组合湿混料和单一炉号焊芯,用同样的制造工艺制成,每批最高限量见表1。 -
5.2.2焊芯、焊带、焊丝和填充丝
生产商用单一炉号、同一截面形状、同一规格、同一交货状态的材料在一个生产周期内制成, 每批最高限量见表1。
5. 2. 3焊剂
生产商用单一湿混料或组合湿混料、单一炉料或组合炉料,用同样的制造工艺在一个生产周期 内制成,每批最高限量见表1。
表1各类焊材每批最高限量 单位为kg
|
焊接材料类别 |
每批最高限量 |
|
碳钢焊条 |
50 000 |
|
低合金钢焊条 |
30 000 |
|
不锈钢焊条 |
IOOOO |
|
碳钢焊芯、焊丝、填充丝 |
30 000 |
|
低合金钢焊芯、焊丝、填充丝 |
20 000 |
表1 (续)
单位为kg
|
焊接材料类别 |
______每批最高限量______ |
|
不锈钢焊芯、焊丝、填充丝 |
IOOOO |
|
堆焊用不锈钢焊带(厚度等于或小于0.5mm) |
5 000 |
|
铝及铝合金焊丝、填充丝 |
IOOOO |
|
钛及钛合金焊丝、填充丝 |
1 000 |
|
碳钢、低合金钢用焊剂 |
30 000 |
|
不锈钢用焊剂 |
IOOOO |
6质量证明书
6. 1生产商应当保证出厂产品符合本标准的规定和订货合同要求。
6.2生产商在产品质量证明书中检验项目应不少于表2的规定,并填写实际检验结果,其余项目 应保证合格。
表2承压设备用焊接材料的检验项目
|
焊接材料类型 |
_____ ______材料类别及检验项目_________________ | ||||||
|
标准 |
碳钢 |
低合金钢 |
不锈钢 |
堆焊 |
铝合铝合金 |
钛和钛合金 | |
|
焊条 |
NB/T 47018.2 |
化学分析 拉伸试验 冲击试验 射线检测 药皮含水 量 (限低氢型 药皮焊条) |
化学分析 拉伸试验 冲击试验 射线检测 药皮含水量 (限低氢型 药皮焊条) |
化学分析 拉伸试验 射线检测 |
— |
一 |
— |
|
GTAW, GMAW、PAW 用焊丝和填充丝 |
NB/T 47018.3 |
化学分析a 拉伸试验 冲击试验 射线检测 |
化学分析a 拉伸试验 冲击试验 射线检测 |
—— |
—— |
—— |
— |
|
NB/T 47018.6 |
一 |
一 |
— |
—— |
化学分析a 射线检测 平板试 验(限填充 丝) |
—— | |
|
NB/T 47018.7 |
一 |
一 |
— |
— |
一 |
化学分析a 射线检测 | |
|
SAW、ESW 用 焊丝-焊剂、 焊带-焊剂 |
NB/T 47018.4 |
化学分析b 拉伸试验 冲畚试验 射线检测 焊剂含水量 |
化学分析b 拉伸试验 冲击试验 射线检测 焊剂含水量 |
化学分析b 射线检测 |
—— |
— |
— |
|
NB/T 47018.5 |
— |
— |
— |
化学分析b |
— |
— | |
|
a对焊丝。 b对熔敷金属。 | |||||||
7复验
7. 1任何一个检验项目不合格时,该项目应加倍取样复验(冲击试验除外)o试样可从原试件或新 焊制的试件上制取,复验的结果应全部符合对该项检验、复验的要求。
7.2力学性能复验
7.2.1复验熔敷金属拉伸性能时,应把抗拉强度、屈服强度及断后伸长率同时作为复验项目。
7.2.2冲击性能复验时,应再取3个试样进行复验。其合格指标为前后6个试样的平均值不应低 于规定值,允许有2个数值低于平均值,但低于规定值70%的只允许有一个。
7.2.3背弯和面弯各作为一项。
7. 3化学成分复验
每一种化学成分都作为一项,只需对不合格的元素含量进行复验。
8保管和运输
生产商、经销商和焊接材料使用单位,应将成品焊材按JB/T 3223规定库存保管。在保管和运 输过程中做到防潮、防腐蚀、防污染。
ICS 25.160,10
J 33
NB/T 47018.2—2011
代替 JB/T 4747—2002
TeChniCal PerIniSSiOn Of Welding InateriaIS for PreSSUre equipment SeCtiOn 2: EIeCtrOdeS for SteeI
2011-07-01 发布
2011-10-01 实施
—1—
刖 H
NB/T 47018—2011《承压设备用焊接材料订货技术条件》分为7个部分:
——第1部分:采购通则;
——第2部分:钢焊条;
——第3部分:气体保护电弧焊钢焊丝和填充丝;
—— 第4部分:埋弧焊钢焊丝和焊剂;
——第5部分:堆焊用不锈钢焊带和焊剂;
—— 第6部分:铝及铝合金焊丝和填充丝;
——第7部分:钛及钛合金焊丝和填充丝。
本部分是NB/T 47018的第2部分。
本部分与JB/T 4747-2002《压力容器用钢焊条订货技术条件》相比,主要变化如下:
——适用范围从压力容器扩大到锅炉、压力管道和气瓶;
——增加了 R307H、A302、A307、J557RH、J557R五个牌号的焊条,删除了 W707牌号焊条;
——修订了焊条熔敷金属化学成分和冲击吸收功合格指标;
——增加了 E60系列焊条熔敷金属扩散氢含量合格指标;
——变更了熔敷金属冲击试验复验内容。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262 )提出并归口。 本部分负责起草单位及起草人: 合肥通用机械研究院 戈兆文、房务农
国家质量监督检验检疫总局特种设备安全监察局 常彦衍 本部分参加起草单位及起草人:
中冶建筑研究总院 唐伯钢
钢铁研究总院安泰科技股份有限公司 李箕福
哈尔滨焊接研究所威尔焊接有限责任公司 徐错
四川大西洋焊接材料股份有限公司 陈义岗
天津市金桥焊材集团有限公司 侯永泰
昆山京群焊材科技有限公司 郑伊洛
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262 )负责解释。
1范围
NB/T 47018的本部分规定了承压设备用钢焊条的技术条件。
本部分适用于承压设备用碳钢焊条、低合金钢焊条、不锈钢焊条。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本 文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
|
GB/T 983 GB/T 2653 GB/T5117 GB/T5118 NB/T 47018.1 JB/T 4730.2 |
不锈钢焊条 焊接接头弯曲试验方法 碳钢焊条 低合金钢焊条 承压设备用焊接材料订货技术条件 第1部分:采购通则 承压设备无损检测 第2部分:射线检测 |
3技术要求
3. 1通用规定
承压设备用钢焊条除应分别符合GB∕T983. GB∕T5117. GB/T5118的规定外,还应符合NB/T 47018.1和本部分的规定。
3.2焊条的偏心度
3. 2.1直径不大于2.5mm的焊条,偏心度应不大于5%o允许5%的受检焊条的偏心度大于5%,
但不得大于7%o
3.2.2直径为3.2mm和4.0mm的焊条,偏心度应不大于4%。允许5%的受检焊条的偏心度大于 4%,但不得大于5%o
3. 2.3直径不小于5.0mm的焊条,偏心度应不大于3%o允许5%的受检焊条的偏心度大于3%, 但不得大于4%o
3.3熔敷金属的化学成分
承压设备常用钢焊条熔敷金属的硫、磷含量规定见表Io
表1承压设备常用钢焊条熔敷金属硫、磷含量规定
|
焊条型号 |
牌号示例 |
|
E4303 |
J422 |
|
E4316 |
J426 |
|
E4315 |
J427 |
|
E5016 |
J506 |
|
E5015 |
J507 |
|
E5016-E |
J506RH |
|
E5015-E |
W607 |
|
E5015-E |
J507RH |
|
E5018 |
J506Fe |
|
E5516-E |
J556RH |
|
E5515-G |
J557 |
|
E5515-E |
J557R |
|
E5515-E |
J557RH |
|
E6015-E |
J607RH |
|
E6016-D1 |
J606 |
|
E6015-D1 |
J607 |
|
E5515-B1 |
R207 |
|
E5515-B2 |
R307 |
|
E5515-B2 |
R307H |
|
E5515-B2-V |
R317 |
|
E6015-B3 |
R407 |
|
E5MoV-15 |
R507 |
|
E308-16 |
A102 |
|
E308-15 |
A107 |
|
E347-16 |
A132 |
|
E347-15 |
A137 |
|
E316-16 |
A202 |
|
E316-15 |
A207 |
|
E316L-16 |
_________A022_________ |
|
E318-16 |
A212 |
|
E317-16 |
A242 |
|
E308L-16 |
A002 |
|
E317L-16 |
— |
|
E309-16 |
A302 |
|
E309L-16 |
A062 |
|
E309Mo-16 |
A312 |
|
E309MoL-16 |
A042 |
|
E309-15 |
A307 |
|
E410-16 |
G202 |
|
E410-15 |
G207 |
|
S (质量分数),% |
P (质量分数),% |
|
≤ 0.020 |
≤ 0.030 |
|
≤0.015 |
≤ 0.025 |
|
≤ 0.020 |
≤ 0.030 |
3.4熔敷金属力学性能
3. 4. 1碳钢焊条、低合金钢焊条熔敷金属的抗拉强度与相应GB/T5117, GB/T5118规定下限值之 差不应超过120MPa,其中直径不大于2.5mm的耐热型低合金钢焊条熔敷金属的抗拉强度与GB/T 5118规定下限值之差不应超过130MPaO
3.4.2熔敷金属拉伸试样断后伸长率除应分别符合GB∕T983, GB/T5117, GB/T5118规定外,且 不低于20%o
3.4.3承压设备常用钢焊条的熔敷金属夏比V型缺口冲击试验规定见表2o冲击试样取3个,其 冲击试验结果平均值应不低于规定值,允许其中1个试样的冲击试验结果低于规定值,但不应低于 规定值的70%。
3.4.4熔敷金属纵向弯曲试样弯曲到表3规定的角度后,其拉伸面上的熔敷金属内,沿任何方向 不应有单条长度大于3mm的开口缺陷。试样熔敷金属的棱角开口缺陷可不计,但由未熔合、夹渣 或其他内部缺欠引起的棱角开口缺陷长度应计入。
表2承压设备常用钢焊条熔敷金属冲击试验规定
|
焊条型号 |
牌号示例 |
试验温度 OC |
冲击吸收功KV2 J |
|
E4303 |
J422 |
0 |
N54 |
|
E4316 |
J426 |
-30 |
N 54 |
|
E4315 |
J427 | ||
|
E5016 |
J506 |
-30 |
M 54 |
|
E5015 |
J507 | ||
|
E5015-E |
W607 |
-60 |
M 54 |
|
E5016-E |
J506RH |
-40 |
N 54 |
|
E5015-E |
J507RH | ||
|
E5018 |
J506Fe |
-30 |
N 54 |
|
E5516-E |
J556RH |
-40 |
N 54 |
|
E5515-G |
J557 |
-30 |
N 54 |
|
E5515-E |
J557R |
-40 |
N 54 |
|
E5515-E |
J557RH |
-50 |
N 54 |
|
E6016-D1 |
J606 |
-30 |
N 54 |
|
E6015-D1 |
J607 | ||
|
E6015-E |
J607RH |
-50 |
N 54 |
|
E5515-B1 |
R207 |
__斐__ |
M 34 |
|
E5515-B2 |
R307 |
室温 |
M 47 |
|
E5515-B2 |
R307H |
室温_____ |
N54 |
|
E5515-B2-V |
R317 |
室温_____ |
M 47 |
|
E6015-B3 |
R407 |
室温 |
N 54 |
|
E5MoV-15 |
R507 |
・ 室温_______ |
N41 |
表3弯曲试验尺寸规定
|
试样厚度,mm |
弯心直径,mm |
支座间距离,mm |
弯曲角度,(。) |
|
10 |
40 |
63 |
180 |
3.5焊条药皮含水量和熔敷金属扩散氢含量
低氢型药皮焊条药皮含水量和熔敷金属扩散氢含量应符合表4的规定。焊条生产商在质量证明 书中应提供焊条药皮含水量。如采购方要求也应提供熔敷金属扩散氢含量。
3.6熔敷金属射线检测
熔敷金属射线检测按JB/T 4730.2进行,射线检测技术应不低于AB级,质量等级应为I级。
表4低氢型药皮焊条药皮含水量和熔敷金属扩散氢含量规定
|
焊条型号 |
熔敷金属扩散氢含量 mL∕100g __ |
药皮含水量(正常状态) % | |
|
甘油法 |
水银法或气相色谱法 | ||
|
E43×× ______E50X X______ |
≤4.0 |
— |
≤0.25 |
|
E50× X-X |
≤4.0 |
— |
≤0.25 |
|
E55× ×-× |
≤3.0 |
— |
≤0.20 |
|
E60× X-X |
≤2.5 |
W5.0 |
≤0.15 |
4熔敷金属纵向弯曲试验
4. 1应分别制备立焊和仰焊试件,试件厚度和坡口形式相应分别按GB/T 983、GB/T 5117、GB/T 5118的规定。
4. 2焊接试件采用≠3.2mm或¢4.Omm焊条。
4. 3试样制备
4. 3.1采用冷加工法或热切割法切取试样。当采用热切割法时,应用冷加工法去除热影响区。
4. 3.2允许避开焊接缺陷、缺欠制取弯曲试样,面弯与背弯试样各取1个,示意如图1。
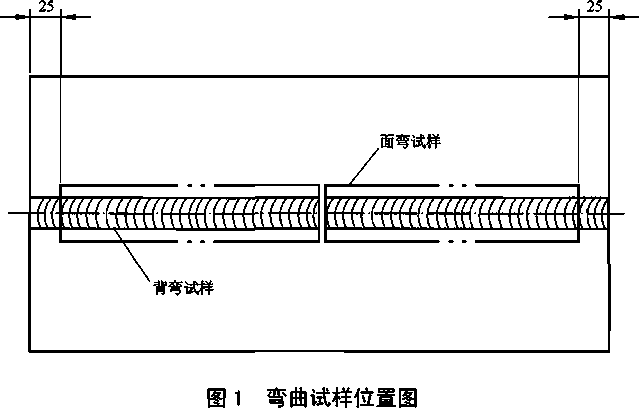
4. 3.3制备面弯(背弯)试样时,应从背面(正面)加工除去多余厚度,试样的受拉面尽量靠近 试样表面。
4.3.4焊缝余高及垫板应釆用机械方法去除,试样的受拉面应齐平,试样尺寸见图2。
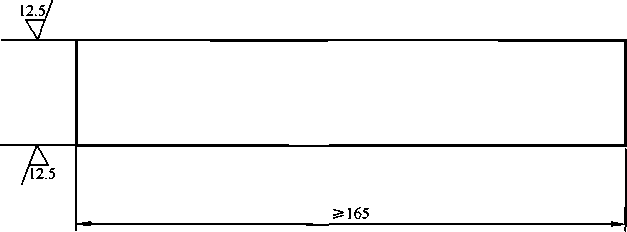
注:试样受拉面棱角RW3。
RW3
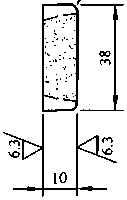
图2弯曲试样尺寸
4.4弯曲试验应符合表3及GB/T 2653的规定。
5标识
按本部分规定生产的焊条,应在靠近焊条夹持端的药皮上印有产品标识“NB/T 47018”,在正 常的焊接操作前后应清晰可辨。在焊条每包、每箱的内外包装、说明书和质量证明书上应印有“承 压设备用钢焊条”字样、产品标识“NB/T 47018”,在内包装标签上也应印有产品标识。
ICS 25.160.10
J 33
NB/T 47018.3—2011
TeChniCaI PerlniSSiOlI Of Welding materials for PreSSUre equipment SeCtiOlI 3: Steel electrodes and rods for gas ShieIded arc Welding
2011-07-01 发布
2011-10-01 实施
,ɪɪ. 冃U ≡
NB/T 47018—2011《承压设备用焊接材料订货技术条件》分为7个部分:
——第1部分:采购通则;
——第2部分:钢焊条;
—— 第3部分:气体保护电弧焊钢焊丝和填充丝;
—— 第4部分:埋弧焊钢焊丝和焊剂;
—— 第5部分:堆焊用不锈钢焊带和焊剂;
——第6部分:铝及铝合金焊丝和填充丝;
——第7部分:钛及钛合金焊丝和填充丝。
本部分是NB/T 47018的第3部分。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262 )提出并归口。
本部分负责起草单位及起草人:
合肥通用机械研究院 戈兆文、房务农
国家质量监督检验检疫总局特种设备安全监察局 常彦衍 本部分参加起草单位及起草人: 中冶建筑研究总院 唐伯钢
钢铁研究总院安泰科技股份有限公司 李箕福
哈尔滨焊接研究所威尔焊接有限责任公司 徐僭
四川大西洋焊接材料股份有限公司 陈义岗
天津市金桥焊材集团有限公司 侯永泰
昆山京群焊材科技有限公司 郑伊洛 本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262 )负责解释。
1范围
NB/T 47018的本部分规定了承压设备用气体保护电弧焊用钢焊丝和填充丝的技术条件。 本部分适用于承压设备用气体保护电弧焊碳钢焊丝和填充丝、低合金钢焊丝和填充丝。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本 文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
|
GB/T 2653 GB/T8110 NB/T 47018.1 JB/T 4730.2 |
焊接接头弯曲试验方法 气体保护电弧焊用碳钢、低合金钢焊丝 承压设备用焊接材料订货技术条件第1部分:采购通则 承压设备无损检测第2部分:射线检测 |
3技术要求
3. 1通用规定
承压设备气体保护电弧焊用碳钢焊丝、低合金钢焊丝除应符合GB/T8110的规定外,还应符合 NB/T 47018.1和本部分的规定。
3. 2焊丝的圆度
焊丝的不圆度应不大于直径公差的40%0允许5%的受检焊丝的不圆度大于直径公差的40%,
但不得大于直径公差的50%o
3.3焊丝的化学成分
承压设备气体保护电弧焊用钢焊丝和填充丝的硫、磷含量规定见表1。
表1承压设备用气体保护电弧焊钢焊丝和填充丝硫、磷含量规定
|
____焊丝型号____ |
S (质量分数),% |
P (质量分数),% |
|
ER49-1 |
≤0.015 |
≤ 0.025 |
|
ER50-6 |
≤0.015 |
≤ 0.025 |
|
ER55-B2 |
≤0.010 |
≤ 0.020 |
|
ER55-B2-MnV |
≤0.010 |
≤ 0.025 |
|
ER55-B2-Mn |
≤0.010 |
W 0.025 |
|
ER62-B3 |
≤0.010 |
≤ 0.020 |
|
ER55-Nil |
≤0.010 |
≤ 0.020 |
|
ER55-Ni2 |
≤0.010 |
≤ 0.020 |
|
ER55-Ni3 |
≤0.010 |
≤ 0.020 |
3.4壻敷金属冲击性能和弯曲性能
3.4. 1承压设备气体保护电弧焊用钢焊丝和填充丝熔敷金属冲击试验规定见表20冲击试样取3 个,其冲击试验结果平均值应不低于表2的规定,允许其中1个试样的冲击试验结果低于规定值, 但不应低于规定值的70%o
表2承压设备气体保护电弧焊用钢焊丝和填充丝熔敷金属冲击试验规定
|
焊丝型号 |
试验温度 OC |
V型缺口冲击吸收功KV2 J |
|
ER49-1 |
0 |
.>47 |
|
ER50-6 |
-30 |
N 47 |
|
ER55-B2 |
0 |
>47 |
|
ER55-B2-M∏V |
0 |
N 47 |
|
ER55-B2-Mn |
0 | |
|
ER62-B3 |
0 | |
|
ER55- Nil |
-50 | |
|
ER55- Ni2 |
-70 | |
|
ER55- Ni3 |
-80 |
3.4.2纵向弯曲试样弯曲到表3规定的角度后,其拉伸面上的熔敷金属内沿任何方向不应有单条 长度大于3mm的开口缺陷;试样熔敷金属的棱角开口缺陷可不计,但由未熔合、夹渣或其他内部 缺欠引起的棱角开口缺陷长度应计入。
表3弯曲试验尺寸规定
|
试样厚度 mm |
弯心直径 mm |
支座间距离 mm |
弯曲角度 _______^2_______ |
|
10 |
40 |
63 |
180 |
3.5熔敷金属扩散氢含量
熔敷金属扩散氢含量应符合表4的规定。
表4熔敷金属扩散氢含量
|
焊丝型号 |
扩散氢含量 ____________________________mL∕100g | |
|
甘油法 |
水银法或气相色谱法 | |
|
ER49-1、ER 50- X |
≤4.0 |
— |
|
ER 55- X X |
≤3.0 |
— |
|
ER 62- X X |
W2.5 |
一 |
3. 6熔敷金属射线检测
熔敷金属射线检测按JB/T 4730.2进行,射线检测技术应不低于AB级,质量等级应为I级。
4熔敷金属纵向弯曲试验 4. 1试件厚度、坡口形式和试件制备按GB/T8110规定。
4.2试样制备
4. 2. 1
4. 2. 2
采用冷加工法或热切割法切取试样。当采用热切割法时,应用冷加工法去除热影响区。 允许避开焊接缺陷、缺欠制取弯曲试样,面弯与背弯试样各取1个,示意如图1。
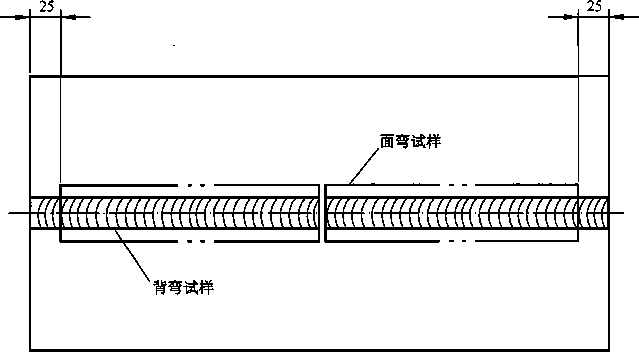
图1弯曲试样位置图
4. 2. 3
制备面弯(背弯)试样时,应从背面(正面)加工除去多余厚度,试样的受拉面尽量靠近
试样表面。
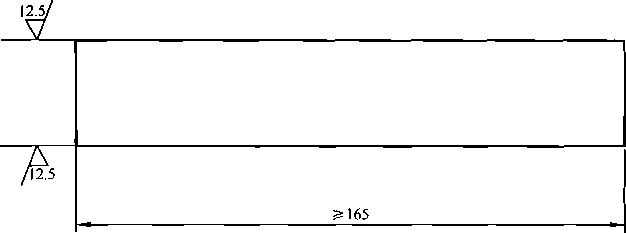
4.2.4焊缝余高及垫板应采用机械方法去除,试样的受拉面应齐平,试样尺寸见图2。
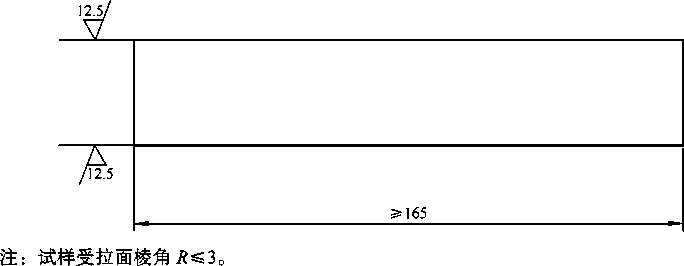
图2弯曲试样尺寸

4.3弯曲试验应符合表3及GB/T 2653的规定。
5标识
按本部分规定制造的焊丝的内外包装、说明书以及质量证明书上应标有“承压设备用气体保护 焊钢焊丝和(填充丝)”字样和产品标识“NB/T 47018”,在内包装标签上也应印有产品标识。
ICS 25.160.10
J 33
NB/T 47018.4—2011
TeChniCal PerIniSSiOn Of Welding materials for PreSSUre equipment SeCtiOn 4: EIeCtrOdeS and fluxes for SUbmerged arc Welding
2011-07-01 发布
2011-10-01 实施
-‰Z- —1—
冃U S
NB/T 47018—2011《承压设备用焊接材料订货技术条件》分为7个部分:
——第1部分:采购通则;
——第2部分:钢焊条;
——第3部分:气体保护电弧焊钢焊丝和填充丝;
—— 第4部分:埋弧焊钢焊丝和焊剂;
——第5部分:堆焊用不锈钢焊带和焊剂;
— 第6部分:铝及铝合金焊丝和填充丝;
— 第7部分:钛及钛合金焊丝和填充丝。
本部分是NB/T 47018的第4部分。
本部分的附录A为规范性附录。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。
本部分负责起草单位及起草人:
合肥通用机械研究院 戈兆文、房务农
国家质量监督检验检疫总局特种设备安全监察局 常彦衍 本部分参加起草单位及起草人:
中冶建筑研究总院 唐伯钢
钢铁研究总院安泰科技股份有限公司 李箕福
哈尔滨焊接研究所威尔焊接有限责任公司 徐错
四川大西洋焊接材料股份有限公司 陈义岗
天津市金桥焊材集团有限公司 侯永泰
昆山京群焊材科技有限公司 郑伊洛 本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)负责解释。
1范围
NB/T 47018的本部分规定了承压设备用埋弧焊钢焊丝和焊剂的技术条件。
本部分适用于承压设备埋弧焊用碳钢焊丝和焊剂、低合金钢焊丝和焊剂、不锈钢焊丝和焊剂。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本 文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
|
GB/T 2653 GB/T 5293 GB/T 12470 GB/T 17854 NB/T 47018.1 JB/T 4730.2 YB/T 5092 |
焊接接头弯曲试验方法 埋弧焊用碳钢焊丝和焊剂 埋弧焊用低合金钢焊丝和焊剂 埋弧焊用不锈钢焊丝和焊剂 承压设备用焊接材料订货技术条件 第1部分:釆购通则 承压设备无损检测第2部分:射线检测 焊接用不锈钢丝 |
3技术要求
3. 1通用规定
3.1.1承压设备用碳钢、低合金钢、不锈钢埋弧焊用钢焊丝和焊剂除应分别符合GB∕T5293, GB/T 12470、GB/T 17854, YB/T 5092的规定外,还应符合NB/T 47018.1和本部分的规定。
3.1.2在承压设备焊接材料质量证明书中,碳钢和低合金钢用焊剂应注明焊剂类型(中性、活性)o
3. 2焊丝
承压设备埋弧焊常用钢焊丝见附录AO
3.3焊剂硫、磷含量
焊剂的硫含量不大于0.035%,磷含量不大于0.040%o
3.4埋弧焊焊材熔敷金属化学成分
承压设备常用埋弧焊钢焊丝与焊剂组合施焊后,熔敷金属硫、磷含量规定值见表1。
表1承压设备常用埋弧焊焊材熔敷金属硫、磷含量规定
|
标 准 |
焊剂型号 |
S (质量分数),% |
P (质量分数),% |
|
GB/T 5293 |
F4× ×-H× × × |
W0.015 |
W 0.025 |
|
F5× ×-H× × × |
W0.015 |
W 0.025 | |
|
GB/T 12470 |
F48× ×-H× × × |
≤0.015 |
⅛0.025 |
|
F55× ×-H× × × |
≤0.015 |
≤ 0.025 | |
|
F62× ×-H× × × |
⅛0.015 |
W 0.025 | |
|
GB/T 17854 |
F308-H× × × |
⅛ 0.020 |
W0.030 |
|
F308L-H× × × |
⅛ 0.020 |
W0.030 | |
|
F309-H× × × |
⅛ 0.020 |
W0.030 | |
|
F309Mo-H× × × |
≤ 0.020 |
W0.030 | |
|
F316-H× × × |
W 0.020 |
≤0.030 | |
|
F316L-HX × × |
W 0.020 |
W0.030 | |
|
F347-HX × × |
⅛0.020 |
W0.030 | |
|
F410~H× × × |
⅛0.020 |
⅛0.030 | |
|
F430-H× × × |
W 0.020 |
W0.030 |
3.5埋弧焊焊材熔敷金属力学性能
3. 5. 1承压设备常用埋弧焊焊材熔敷金属力学性能应符合表2的规定。
表2承压设备常用埋弧焊焊材熔敷金属力学性能
|
标准 |
焊剂型号 |
拉力试验 |
冲击试验 | ||
|
抗拉强度Rm MPa |
断后伸长率彳 % |
试验温度 OC |
冲击吸收功 KV2, J | ||
|
GB/T 5293 |
F4× ×-H× × × |
415〜535 |
N 22 |
0,- 20,- 30,-40,- 50,- 60 |
N 34 |
|
F5× ×-H× × × |
480〜600 |
N 22 |
N 34 | ||
|
GB/T 12470 |
F48× ×-H× × × |
480〜600 |
N 22 |
0, - 20, - 30,- 40, - 50,- 60, - 70, - 100 |
N 34 |
|
F55× ×-H× × × |
550〜670 |
N20 |
N 34 | ||
|
F62× ×-H× × × |
620〜740 |
N20 |
N 34 | ||
3. 5. 2承压设备常用埋弧焊焊材的熔敷金属夏比V型缺口冲击试验规定见表2,熔敷金属冲击试样 取3个,其冲击试验结果平均值应不低于表2中规定值,允许其中1个试样的冲击试验结果低于规 定值,但不应低于规定值的70%o
3.5.3熔敷金属纵向弯曲试样弯曲到表3规定的角度后,其拉伸面上的熔敷金属内沿任何方向不 应有单条长度大于3mm的开口缺陷,试样熔敷金属的棱角开口缺陷可不计,但由未熔合、夹渣或 其他内部缺欠引起的棱角开口缺陷长度应计入。
表3弯曲试验尺寸规定
|
试样厚度 mm |
弯心直径 mm |
支座间距离 mm |
弯曲角度 .(。)________ |
|
10 |
40 |
63 |
180 |
3. 6碳钢和低合金钢焊剂含水量不大于0.10%o
3. 7熔敷金属射线检测
熔敷金属射线检测应按JB/T 4730.2进行,射线检测技术应不低于AB级,质量等级应为I级。
4试验方法
4. 1熔敷金属化学分析
4.1.1熔敷金属化学分析用堆焊试件的最小长度为15Omm,试件上堆焊八层,化学分析试样应取 自第五层以上。
4.1.2化学分析试样也可以从熔敷金属力学性能试验用试件的熔敷金属上制取,但仲裁试验应按
4.1.1制取。
4. 2熔敷金属纵向弯曲试验
4. 2. 1制备平焊试件,试件厚度和坡口形式应分别按GB/T 5293、GB/T 12470, GB/T 17854规定。
4.2.2焊接试件采用¢3.2或¢4.0焊丝,也可按供需双方协议。
4.2.3试样制备
4. 2.3. 1采用冷加工法或热切割法切取试样。当采用热切割法时,应用冷加工法除去热影响区。
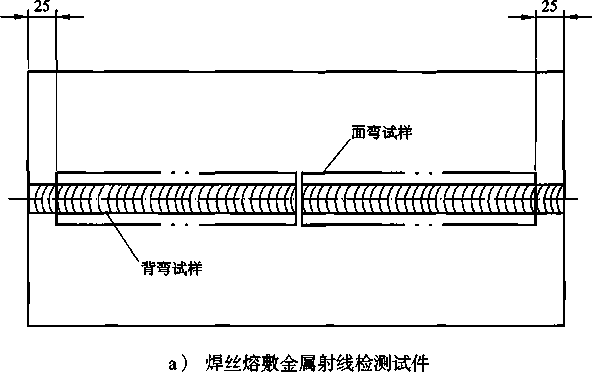
4.2.3.2允许避开焊接缺陷、缺欠制取弯曲试样,面弯与背弯试样各取1个,示意如图1。
25 25
|
/面弯试样 | |||
|
S- | |||
|
背弯试样 | |||
图1弯曲试样位置图
4. 2.3.3制备面弯(背弯)试样时,应从背面(正面)加工除去多余厚度,试样的受拉面尽量靠 近试样表面。
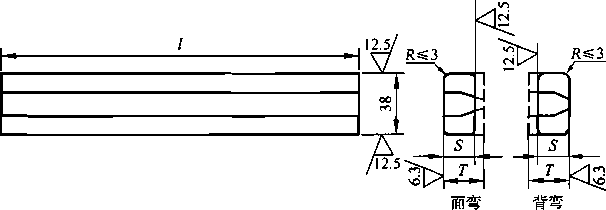
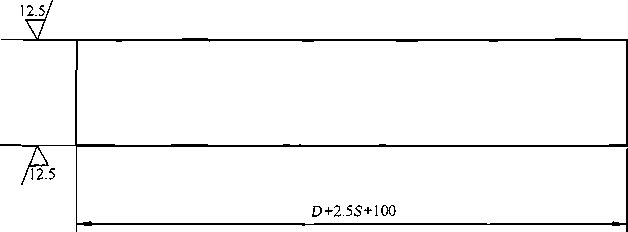
4.2.3.4焊缝余高及垫板应采用机械方法去除,试样的受拉面应齐平,试样尺寸见图2。
注:试样受拉面棱角RW3。
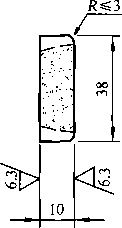
图2弯曲试样尺寸
4.2.4弯曲试验应符合表3及GB/T 2653的规定。
5标识
按本部分规定生产的焊丝、焊剂的内外包装、说明书以及质量证明书上,应标有“承压设备埋 弧焊用钢焊丝(焊剂)”字样和产品标识“NB/T 47018”,在内包装标签上也应印有产品标识。
附录A
(规范性附录)
承压设备埋弧焊常用钢焊丝和填充丝牌号
承压设备埋弧焊常用钢焊丝和填充丝推荐牌号见表A.1,其硫、磷含量应保证与焊剂配合使用 后,熔敷金属中硫、磷含量符合表1的规定。
表A. 1承压设备埋弧焊常用钢焊丝和填充丝
|
_________焊丝牌号_________ |
|
H08A |
|
H08MnA |
|
HIOMn2 |
|
HOSMnMoA |
|
H08Mn2MoA |
|
H08Mn2MoVΛ |
|
HOSCrMoA |
|
HOSCrMoVA |
|
HBCrMoA |
|
H12Crl3 |
|
HIoCrI7 |
|
H08Cr21Nil0 |
|
H03Cr21Nil0 |
|
H08Crl9Nil2Mo2 |
|
H03Crl9Nil2Mo2 |
|
H08Cr20Nil0Nb |
ICS 25.160.10
J 33
NB/T 47018.5—2011
TeChlIiCaI PernIiSSiOn Of WeIding InateriaIS for PreSSUre equipment SeCtiOn 5: StainIeSS Steel StriP electrodes and fluxes for OVerIay Welding
2011-07-01 发布
2011-10-01 实施
NB/T 47018-2011《承压设备用焊接材料订货技术条件》分为7个部分: ——第1部分:釆购通则; ——第2部分:钢焊条;
——第3部分:气体保护电弧焊钢焊丝和填充丝;
—— 第4部分:埋弧焊钢焊丝和焊剂;
—— 第5部分:堆焊用不锈钢焊带和焊剂;
—— 第6部分:铝及铝合金焊丝和填充丝;
——第7部分:钛及钛合金焊丝和填充丝。
本部分是NB/T 47018的第5部分。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。 本部分负责起草单位及起草人:
哈尔滨焊接研究所威尔焊接有限责任公司 徐错
钢铁研究总院安泰科技股份有限公司 李箕福
本部分参加起草单位及起草人:
合肥通用机械研究院 戈兆文、房务农
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262 )负责解释。
1范围
NB/T47018的本部分规定了承压设备堆焊用不锈钢焊带和焊剂的型号分类、技术要求、试验方 法及检验规则O
本部分适用于承压设备埋弧或电渣耐蚀堆焊。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本 文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 223.1 〜223.77
钢铁及合金化学分析方法
铭镣奥氏体不锈钢焊缝铁素体含量测量方法
焊接接头弯曲试验方法
金属和合金的腐蚀不锈钢晶间腐蚀试验方法
埋弧焊用不锈钢焊丝和焊剂
承压设备用焊接材料订货技术条件 第1部分:采购通则
承压设备无损检测 第3部分:超声检测
承压设备无损检测 第5部分:渗透检测
GB/T 1954
GB/T 2653
GB/T 4334
GB/T 17854
NB/T 47018.1
JB/T 4730.3
JB/T 4730.5 3堆焊金属型号
3. 1堆焊金属的型号根据焊带-焊剂组合后堆焊金属化学成分进行划分。
3. 2字母"F”表示焊剂,“F”后面的字母表示堆焊方法,“F”后面的数字表示堆焊金属种类代号, 如有特殊要求的化学成分,该化学成分用元素符号表示,放在数字的后面;“-”后面表示用于堆焊 焊层位置代号。
3. 3焊带与焊剂组合后的堆焊金属型号示例如下:
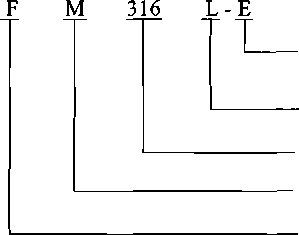
表示堆焊焊层位置,其中“D”为单层堆焊,“E”为多层堆焊 的第二层及以上各层.
表示堆焊金属的碳含量较低
表示堆焊金属化学成分的种类代号
表示堆焊方法,其中“M”为埋弧堆焊,"Z”为电渣堆焊
表示焊剂
4技术要求
4. 1承压设备堆焊用不锈钢焊带和焊剂除应符合NB/T 47018.1的规定外,还应符合本部分的规定。
4.2焊带
4.2.1焊带应表面光滑,不得有毛刺、裂纹、折痕和分层等缺陷,但允许有深度不超过厚度偏差 之半的划伤和局部缺陷。
4. 2. 2焊带的标准宽度规定为30mm、60mm、90mm、120mm,焊带的标准厚度规定为0.5mm。
也可以经供需双方协商提供其他规格的焊带。焊带的宽度及厚度允许偏差按表1规定。
表1焊带的厚度、宽度及其允许偏差 单位为mm
|
项 |
g |
允许偏差 |
|
宽 |
度 |
±0.20 |
|
厚 |
度 |
±0.05 |
4. 2.3每盘(卷)焊带最多允许一个接头,接头处应修磨平整,不得妨碍焊机输送焊带。 4.2.4切边焊带的直线度要求见表2。
表2切边焊带的直线度 单位为mm
|
焊带宽度 |
_________长 度 |
允许偏差 |
|
≤60 |
1 OOO |
W3.0 |
|
>60 |
1 OOO |
≤2.0 |
4.2.5焊带的化学成分应符合表3的规定。
表3焊带的型号及化学成分(质量分数) %
|
焊带型号 |
C |
Si |
MlI |
P |
S |
Ni |
Cr |
MO |
CU |
Nb |
|
EQ308 |
≤ 0.060 |
≤1.00 |
0.5 〜2.5 |
≤ 0.025 |
≤0.015 |
9.0 〜12.0 |
18.0-21.0 |
≤0.50 |
≤0.75 |
一 |
|
EQ308L |
≤0.030 |
≤1.00 |
0.5〜2.5 |
≤ 0.025 |
≤0.015 |
9.0 〜12.0 |
18.0 〜21.0 |
≤0.50 |
≤0.75 |
— |
|
EQ309 ( A) |
≤ 0.060 |
≤1.00 |
0.5 〜2.5 |
≤ 0.025 |
≤0.015 |
9.0-12.0 |
21.0 〜23.0 |
≤0.50 |
≤0.75 |
— |
|
EQ309 ( B ) |
≤0.060 |
≤1.00 |
0.5~2.5 |
≤ 0.025 |
≤0.015 |
12.0-14.0 |
23.0~25.0 |
≤0.50 |
≤0.75 | |
|
EQ309L ( A) |
≤ 0.030 |
≤1.00 |
0.5 〜2.5 |
≤ 0.025 |
≤0.015 |
9.0 〜12.0 |
21.0-23.0 |
≤0.50 |
≤0.75 |
—— |
|
EQ309L ( B ) |
12.0^14.0 |
23.0 〜25.0 |
≤0.75 | |||||||
|
EQ309LMo |
≤0.030 |
≤1.00 |
0.5 〜2.5 |
≤ 0.025 |
≤0.015 |
9.0~14.0 |
21.0 〜25.0 |
2.A3.5 |
≤0.75 |
— |
|
EQ316 |
≤ 0.060 |
≤1.00 |
0.5 〜2.5 |
≤0.025 |
≤0.015 |
11.0~15.0 |
17.5~22.5 |
2.A3.5 |
≤0.75 |
— |
|
EQ316L |
≤0.030 |
≤1.00 |
0.5~2.5 |
≤ 0.025 |
≤0.015 |
11.0-15.0 |
17.5-22.5 |
2.A3.5 |
≤0.75 |
— |
|
EQ347 |
≤0.060 |
≤1.00 |
0.5〜2.5 |
≤ 0.025 |
≤0.015 |
9.0-12.0 |
18.0 〜2 LO |
一 |
≤0.75 |
8χC%~1.0 |
|
EQ347L |
≤ 0.030 |
≤1.00 |
0.5~2.5 |
≤ 0.025 |
≤0.015 |
9.0~12.0 |
18.0~21.0 |
一 |
≤0.75 |
8χC%~1.0 |
|
EQ309LNb |
≤0.030 |
≤1.00 |
0.5~2.5 |
W 0.025 |
≤0.015 |
9.0 〜14.0 |
21.0-25.0 |
— |
≤0.75 |
8×C%~1.0 |
|
EQ385 |
≤0.025 |
≤0.50 |
1.0 〜2.5 |
≤ 0.025 |
≤0.015 |
24.0 〜26.0 |
19.5 〜21.5 |
4.2 〜5.2 |
1.2 〜2.0 |
一 |
焊带的型号示例如下:
EQ 316 L
〔----表示焊带的碳含量较低
-------表示焊带化学成分的种类代号
--------表示焊带
4. 3堆焊焊剂
4.3.1堆焊焊剂为颗粒状,焊剂能自由地通过标准焊接设备供给管道、阀门和喷嘴。颗粒度分为 普通颗粒度与细颗粒度两档,其颗粒度的限制范围应符合表4规定,但根据供需双方的协议的要求, 允许供应其他粒度的焊剂。
表4焊剂颗粒度限制范围
|
普通颗粒度 |
细颗粒度 | ||
|
< 0.45Omm ( 40 目) |
≤5% |
< 0.18Omm ( 80 目) |
W 5% |
|
> 2.5Omm ( 8 目) |
W 2% |
> 2.OOmm ( 10 目) |
≤2% |
4. 3.2堆焊焊剂中机械夹杂物(铁屑、原材料颗粒、铁合金凝珠及其他杂质)的质量不得大于0.30%o 4.3.3堆焊焊剂的硫、磷含量:堆焊焊剂的硫含量不得大于0.035%,磷含量不得大于0.040%o 4.3.4堆焊焊剂与焊带组合,选择合理的堆焊工艺参数进行堆焊时,应保持堆焊过程稳定,堆焊 焊道应平整、成形美观,脱渣容易。焊道与焊道之间、焊道与母材之间应熔合良好。
4.4堆焊金属的化学成分
焊带和堆焊焊剂组合后的堆焊金属化学成分应符合表5的规定。
表5堆焊金属化学成分(质量分数) %
|
焊剂/焊带组 合堆焊金属 型号 |
C |
Si |
MII |
P |
S |
Ni |
Cr |
MO |
CU |
Nb |
|
FX308-E |
≤0.06 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
8.0 〜11.00 |
18.0-21.0 |
— |
≤0.75 |
— |
|
FZ308-D |
≤0.05 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
8.0 〜11.00 |
18.0-21.0 |
— |
≤0.75 |
— |
|
F×308L-E |
≤ 0.035 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
9.0 〜12.0 |
18.0-21.0 |
— |
≤0.75 |
— |
|
FX316-E |
≤0.06 |
≤1.00 |
≤2.5 |
≤ 0.030 |
≤ 0.020 |
11.0 〜15.0 |
16.0 〜20.0 |
2.0~3.0 |
≤0.75 |
— |
|
FZ316-D |
≤0.05 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
11.0-15.0 |
16.0-20.0 |
2.0 〜3.0 |
≤0.75 |
— |
|
FX316L-E |
≤0.035 |
≤1.00 |
≤2.5 |
≤ 0.030 |
≤ 0.020 |
11.0-15.0 |
16.0 〜20.0 |
2.0~3.0 |
≤0.75 |
— |
|
F×347-E |
≤0.06 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
9.0^12.0 |
18.0-21.0 |
— |
≤0.75 |
8 X C%〜1.0 |
|
FZ347-D |
W0.05 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
9.0~12.0 |
18.0〜21.0 |
— |
W0.75 |
8xC%~1.0 |
|
FX347L-E |
W 0.035 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
9.0-12.0 |
18.0-21.0 |
— |
≤0.75 |
8xC%~1.0 |
|
FX385-E |
≤0.035 |
≤1.00 |
W2.5 |
≤ 0.030 |
≤ 0.020 |
24.0-26.0 |
19.5 〜21.5 |
4.2-5.2 |
1.2 〜2.0 |
— |
|
注:X |
——表示堆焊方法。 | |||||||||
4.5堆焊层的弯曲性能
弯曲试验后在试样拉伸面上的堆焊层内不得有大于1.5mm的任一开口缺陷;在熔合线上不得有 大于3mm的任一开口缺陷。
4.6堆焊金属铁素体含量由供需双方协商。
4.7堆焊金属耐腐蚀性能由供需双方协商。
5试验方法
5. 1试验用母材
堆焊试件用母材应选用低碳钢板或供需双方认可的钢板作试件,厚度大于或等于25mm,长度 大于或等于40Omm,宽度大于或等于15OmmO 5.2焊带的化学成分及表面质量
5.2.1焊带化学成分分析应直接从焊带上取样,化学分析可采用任何适宜的分析方法,仲裁试验 按 GB/T 223.1 ~ 223.77 进行。
5. 2. 2焊带表面质量应按4.2.1要求,对焊带进行目测检验表面缺陷及清洁程度。
5. 2.3用量具检査钢带的尺寸,每盘焊带测量点不少于2处。
5.3堆焊金属试件制备
5. 3. 1试件制备按图1规定。焊剂在焊前按焊接材料生产商推荐的条件烘干,在平焊位置施焊。
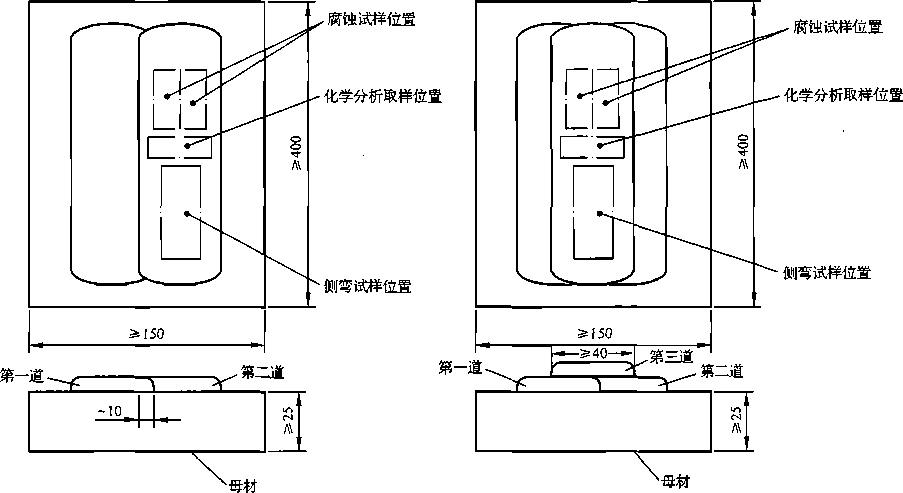
a)单层堆焊或多层堆焊的第一层堆焊示意图
b)多层堆焊示意图
图1堆焊试件及试样位置
5.3.2当检验各型号堆焊金属化学成分时,应按表6规定进行堆焊。
表6检验各型号堆焊金属化学成分时使用焊带的规定
|
耐蚀堆焊金属型号____ |
过渡层堆焊焊带型号 |
耐蚀层堆焊焊带型号 |
|
F×308-E |
EQ309 EQ309L |
EQ308 |
|
F×347-E |
EQ347 | |
|
F×316-E |
EQ316 | |
|
F×308L-E |
EQ309L |
EQ308L |
|
F×347L-E |
EQ347L | |
|
F×316L-E |
EQ316L | |
|
F×316L-E |
EQ309LMo |
EQ316L |
|
F×385-E |
EQ385 |
EQ385 |
|
FZ 308-D |
(单层堆焊) |
EQ309L |
|
FZ 347-D |
EQ309LNb | |
|
FZ316-D |
______(单层堆焊)______ |
EQ309LMo |
5.3.3堆焊规范由供需双方协议确定。
5.3.4每层堆焊的焊道数量不限,应保证足够数量的试样,多层堆焊时,每层厚度3mm~4mm, 单层堆焊时,堆焊层厚度4mm ~ 5mm。
5.4堆焊层的无损检测
采用超声检测和渗透检测,按JB/T 4730.3、JB/T 4730.5的规定,检测结果不应有任何裂纹及未 熔合。
5.5堆焊金属化学成分分析
堆焊金属化学成分应从堆焊金属表面算起的堆焊层厚度3mm范围内取样分析。
5.6堆焊层弯曲性能试验
5. 6.1在堆焊试件上切取2个侧弯试样,平行于焊接方向切取,取样位置如图1,试样尺寸如图2o
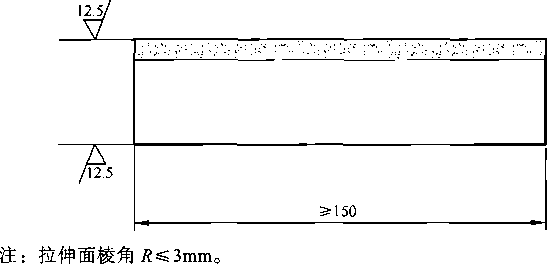
图2堆焊侧弯试样
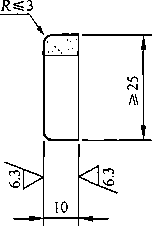
5.6.2侧向弯曲试验应符合表7及GB/T 2653的规定。
表7弯曲试验的规定
|
试样厚度,mm |
弯心直径,mm |
支座间距离,mm |
弯曲角度,(。) |
|
10 |
40 |
63 |
180 |
5.7堆焊金属铁素体含量
堆焊金属铁素体含量检验应按GB/T 1954或供需双方协商的方法进行。
5.8堆焊金属耐腐蚀性能试验
堆焊金属耐腐蚀性能试验应按GB/T4334或供需双方协商的方法进行。
5. 9焊剂质量检验
焊剂质量检验应按GB/T 17854有关规定进行检验。
6检验规则
6. 1取样方法
6.1.1焊带取样,应按每批抽取总盘数3%但不少于2盘进行化学成分、尺寸和表面检验。
6.1.2焊剂取样,若焊剂散装时,每批焊剂抽样不少于6处;若从包装的焊剂中取样,每批焊剂 至少抽取6袋,每袋中抽取一定量的焊剂,总量不少于IOkgO把抽取的焊剂混合均匀,用四分法取 出5kg,供焊接试件用,其余的5kg用于其他项目检验。
6.2验收
6. 2. 1每批焊带的表面质量检验结果应符合4.2.1规定。
6. 2. 2每批焊带尺寸检验结果应符合表1、表2规定。
6. 2.3每批焊带的化学成分检验结果应符合表3规定。
6. 2.4每批焊剂质量检验结果应符合4.3规定。
6. 2.5每批焊带-焊剂组合后堆焊金属化学成分应符合表5规定。
6. 2. 6每批焊带-焊剂组合后堆焊金属弯曲性能结果应符合4.5规定。
6. 2. 7每批焊带-焊剂组合后堆焊金属铁素体含量及堆焊金属耐腐蚀性能应符合4.6、4.7规定。
7包装
7.1焊带
7.1.1采用适当形式的内包装,应保证干燥,不受环境污染,防止焊带锈蚀。
7.1.2焊带外包装应保证能防止焊带在正常运输、装卸和使用时不受损坏,并应保持清洁、干燥。
7.1.3焊带的松弛直径,应保证焊带能在自动焊设备上连续送进。
7.2焊剂
焊剂包装应保证正常运输和贮存过程中不受损坏,并保证焊剂贮存1年内不变质。
8标志、标识
8.1每件焊剂、焊带的外包装及焊带卷的内侧或焊带盘的侧缘上应有标志(记):名称、标准号、 型号、牌号、焊接材料生产商名称、商标、规格、净重、生产日期、批号、检验号。
8.2按本部分规定制造的焊带、焊剂包装、说明书以及质量证明书上应标有“承压设备堆焊用不 锈钢焊带(焊剂)”字样、产品标识“NB/T 47018”,在内包装标签上也应印有产品标识。
ICS 25.160.10
J 33
NB/T 47018.6—2011
TeChniCal PermiSSiOn Of WeIding materials for PreSSUre equipment SeCtiOn 6: Bare aluminum and aluminum-aIIOy WeIding electrodes and rods
2011-07-01 发布
2011-10-01 实施
-LX- —«—
冃U ≡
NB/T 47018-2011《承压设备用焊接材料订货技术条件》分为7个部分:
——第1部分:釆购通则;
——第2部分:钢焊条;
——第3部分:气体保护电弧焊钢焊丝和填充丝;
—— 第4部分:埋弧焊钢焊丝和焊剂;
——第5部分:堆焊用不锈钢焊带和焊剂;
——第6部分:铝及铝合金焊丝和填充丝;
——第7部分:钛及钛合金焊丝和填充丝。
本部分是NB/T 47018的第6部分。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。
本部分负责起草单位及起草人:
合肥通用机械研究院 戈兆文、房务农
国家质量监督检验检疫总局特种设备安全监察局 常彦衍 本部分参加起草单位及起草人:
中冶建筑研究总院 唐伯钢
钢铁研究总院安泰科技股份有限公司 李箕福
哈尔滨焊接研究所威尔焊接有限责任公司 徐错
四川大西洋焊接材料股份有限公司 陈义岗
天津市金桥焊材集团有限公司 侯永泰
昆山京群焊材科技有限公司 郑伊洛
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)负责解释。
1范围
NB/T 47018的本部分规定了铝及铝合金焊丝和填充丝的型号编制、技术要求、试验方法、检验 规则。
本部分适用于承压设备气焊、鸨极气体保护焊、熔化极气体保护焊和等离子弧焊用铝及铝合金 焊丝和填充丝。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本 文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2653
焊接接头弯曲试验方法
铝及铝合金焊丝
铝及铝合金化学分析方法
承压设备用焊接材料订货技术条件 第1部分:采购通则
承压设备无损检测 第2部分:射线检测
GB/T 10858
GB/T 20975 (所有部分)
NB/T 47018.1
JB/T 4730.2 3 型号
3. 1型号划分
焊丝和填充丝的型号按化学成分和使用场合进行划分。
3.2型号编制方法
焊丝和填充丝的型号由四部分组成。第一部分为焊丝和填充丝的代号,E表示适用于焊丝,R 表示适用于填充丝,ER表示既适用于焊丝,也适用于填充丝;第二部分四位数字表示焊丝或填充 丝型号;第三部分为可选部分,表示化学成分代号。
焊丝型号示例如下:
ER 5356 [AlMg5Cr(A)]
表示化学成分代号
表示焊丝型号
表示既适用于焊丝,也适用于填充丝
填充丝型号示例如下:
R 4011 (AlSi7MgO.5Ti)
--------表示化学成分代号
-------------表示填充丝型号
----------------表示适用于填充丝
4技术要求
4. 1通用规定
承压设备用铝及铝合金焊丝和填充丝,除应符合GB/T 10858的规定外,还应符合NB/T 47018.1 和本部分的规定。
4.2焊丝和填充丝的化学成分分析、熔(堆)敷金属弯曲试验、焊丝的熔敷金属射线检测和填充 丝的平板堆敷焊道检验,按表1的规定进行。
4.2.1焊丝和填充丝的化学成分应符合表2规定。
表1焊丝、填充丝要求检验的项目
|
型号 |
熔(堆)敷金属 弯曲检验 |
焊丝和填充丝 化学分析 |
焊丝的熔敷金属射线检测 |
'填充丝平板堆敷焊道检测 |
|
ER 1100 |
O |
O |
O |
— |
|
R 1100 |
O |
O |
一 |
O |
|
ER 1188 |
O |
O |
O |
— |
|
R 1188 |
O |
O |
— |
O |
|
ER 4009 |
O |
O |
O |
— |
|
R 4009 |
O |
O |
一 |
O |
|
ER 4010 |
O |
O |
O |
— |
|
R 4010 |
O |
O |
— |
O |
|
R 4011 |
O |
O |
一 |
O |
|
ER 4043 |
O |
O |
O |
— |
|
R 4043 |
O |
O |
O | |
|
ER 4047 |
O |
O |
O |
— |
|
R 4047 |
O |
O |
— |
O |
|
ER 4145 |
O |
O |
O |
— |
|
R 4145 |
O |
O |
— |
O |
|
ER 4643 |
O |
O |
O |
— |
|
R 4643 |
O |
O |
一 |
O |
|
ER 5183 |
O |
O |
O |
一 |
|
R5183 |
O |
O |
一 |
O |
|
ER 5356 |
O |
O |
O | |
|
R 5356 |
O |
O |
一 |
O |
|
ER 5554 |
O |
O |
O |
— |
|
R 5554 |
O |
O |
— |
O |
|
ER 5556 |
O |
O |
O |
— |
|
R 5556 |
O |
O |
— |
O |
|
ER 5654 |
O |
O |
O |
— |
|
R 5654 |
O |
O |
— |
O________ |
|
注:。一 |
表示要求检验的项目。 | |||
表2铝焊丝和填充丝的化学成分要求
|
化学成 分代号 |
型号 |
化学成分(质量分数)bλ % | |||||||||||||
|
Si |
Fe |
CU |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Be |
其他元素 | |||||
|
单个 |
总量 |
Al |
— | ||||||||||||
|
铝 | |||||||||||||||
|
A199.0Cu |
ERlIoo RlIOo |
Si+Fe≤0.95 Si+Fe≤0.95 |
0.05√).20 0.05√).20 |
0.05 0.05 |
— |
— |
— |
0.10 0.10 |
— |
0.0003 |
0.05 0.05 |
0.15 0.15 |
99.0minc 99.0minc |
— | |
|
A199.88 |
ER 1188 R 1188 |
0.06 0.06 |
0.06 0.06 |
0.005 0.005 |
0.01 0.01 |
0.01 0.01 |
—— |
—— |
0.03 0.03 |
0.01 0.01 |
0.0003 |
0.01 0.01 |
— |
99.88minc 99.88minc |
V≤0.05, Ga≤0.03 V≤0.05, Ga≤0.03 |
|
铝硅 | |||||||||||||||
|
A1S5Q11N⅞ |
ER 4009 R 4009 |
4.5~5.5 4.5~5.5 |
0.20 0.20 |
1.0~L5 1.0 〜1.5 |
0.10 0.10 |
0.45』.6 0.45√).6 |
— |
— |
0.10 0.10 |
0.20 0.20 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— |
|
AlSi7Mg |
ER 4010 R 4010 |
6.5 〜7.5 6.5~7.5 |
0.20 0.20 |
0.20 0.20 |
0.10 0.10 |
0.30』.45 0.30』.45 |
— |
— |
0.10 0.10 |
0.20 0.20 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 |
— |
|
AlSi7Mg 0.5Ti |
R 4011 |
6.5~7.5 |
0.20 |
0.20 |
0.10 |
0.45』.7 |
— |
0.10 |
0.04√).20 |
0.04-0.07 |
0.05 |
0.15 |
余量 |
— | |
|
AlSi5 |
ER 4043 R 4043 |
4.5-6.0 4.5-6.0 |
0.8 0.8 |
030 030 |
0.05 0.05 |
0.05 0.05 |
—— |
— |
0.10 0.10 |
0.20 0.20 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 |
— |
|
AISiI2 |
ER 4047 R 4047 |
11.0~13.0 11.0 〜13.0 |
0.8 0.8 |
0.30 030 |
0.15 0.15 |
0.10 0.10 |
— |
—— |
0.20 0.20 |
— |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 |
— |
|
化学成 分代号 |
型号 |
化学成分(质量分数)晾 ______________________ _____% ___________________________ | |||||||||||||
|
Si |
Fe |
CU |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Be |
其他元素 | |||||
|
单个 |
总量 |
AI |
— | ||||||||||||
|
铝硅 | |||||||||||||||
|
AISiIOCU4 |
ER 4145 R 4145 |
9.3 〜10.7 9.3-10.7 |
0.8 0.8 |
33-4.7 3.3T.7 |
0.15 0.15 |
0.15 0.15 |
0.15 0.15 |
—— |
0.20 0.20 |
— |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— |
|
AlSi4Mg |
ER 4643 R 4643 |
|
0.8 0.8 |
0.10 0.10 |
0.05 0.05 |
0.10-0.30 0.10-0.30 |
—— |
—— |
0.10 0.10 |
0.15 0.15 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— |
|
铝镁 | |||||||||||||||
|
AlMg4.5Mn 0.7(A) |
ER 5183 R 5183 |
0.40 0.40 |
0.40 0.40 |
0.10 0.10 |
0.50 〜1.0 0.50~1.0 |
4.3~5.2 4.3 〜5.2 |
0.05√),25 0.05H).25 |
—— |
0.25 0.25 |
0.15 0.15 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— |
|
AIMg5Cr(A) |
ER 5356 R 5356 |
0.25 0.25 |
0.40 0.40 |
0.10 0.10 |
0.05-0.20 0.05-0.20 |
4.5 〜5.5 4.5~5.5 |
0.05√),20 0.05-0.20 |
— |
0.10 0.10 |
0.06-0.20 0.06-0.20 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— |
|
AIMg2.7Mn |
ER 5554 R 5554 |
0.25 0.25 |
0.40 0.40 |
0.10 0.10 |
0.50-1.0 0.50-1.0 |
2.4 〜3.0 2.4~3.0 |
0.05√).20 0.05√).20 |
— |
0.25 0.25 |
0.05-0.20 0.05-0.20 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— |
|
AIMg5MnlTi |
ER 5556 R 5556 |
0.25 0.25 |
0.40 0.40 |
0.10 0.10 |
0.50~1.0 0.50-1.0 |
4.7 〜5.5 4.7~5.5 |
0.05-0.20 0.05√).20 |
— |
0.25 0.25 |
0.05√).20 0.05-0.20 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— |
|
AlMg3.5Ti |
ER 5654 R 5654 |
Si+Fe≤0.45 Si+Fe≤0.45 |
0.05 0.05 |
0.01 0.01 |
3.1~3.9 3.1~3.9 |
0.15√).35 0.15√).35 |
—— |
0.20 0.20 |
0.05-0.15 0.05-0.15 |
0.0003 |
0.05 0.05 |
0.15 0.15 |
余量 余量 |
— | |
|
a对本表中有规定值的元素进行分析。如分析时表明存在着其他元素,则应确定它们保证不超过“其他元素”极限值。 b除非另有规定,表中所列单个值为最大值。 C非合金化铝的铝含量是100.00%与材料中存在不小于0.010%的其他金属元素总量(在确定总量前用第二位小数表示)之差值。 | |||||||||||||||
NB、T 4728∙6I221
56
4.2.2焊丝熔敷金属射线检测应按JB/T 4730.2进行,射线检测技术不应低于AB级,熔敷金属质 量等级为I级。
4.2.3填充丝应进行平板堆敷焊道检验,要求熔池流动性好,无飞溅、焊道形状规则,宽度与高 度均匀,表面光滑,无裂纹,无气孔。
4.2.4焊丝熔敷金属和填充丝的堆敷金属均应进行弯曲试验。弯曲试样弯曲到规定的角度后,其 拉伸面上的熔敷金属内沿任何方向不应有单条长度大于3mm的开口缺陷,试样熔敷金属的棱角开 口缺陷可不计,但由未熔合、夹渣或其他内部缺欠引起的棱角开口缺陷长度应计入。
4.3焊丝和填充丝的表面质量和均匀性
4.3.1焊丝和填充丝表面应保持光亮、光滑,不应有毛刺、凹坑、划痕、氧化皮、裂纹、折叠及 夹杂,宜进行抛光处理。
4.3.2盘装焊丝应是连续的,并能保证在机动焊、半自动焊和自动焊的设备上均匀连续送进。
4.4符合检验要求的焊丝,可以不进行平板熔敷焊道检验而用作填充丝;符合检验要求的填充丝, 再经熔敷金属射线检测合格后,才可以用作焊丝。
5试验方法和检验规则
5.1化学分析
5.1.1焊丝和填充丝的化学成分分析按批进行。
5.1.2每批焊丝或填充丝化学成分应符合表2的规定。如在常规分析中发现有其他元素时,则应 作进一步分析,以便确定其总量是否超过表2所规定的数值。
5. 1.3化学分析仲裁试验方法应符合GB/T 20975的规定。
5.2焊丝的熔敷金属射线检测
5. 2. 1焊丝应按批检验。
5.2.2试件用母材见表3,垫板材料与试件母材相同。
表3试件用母材
|
序号 |
焊丝和填充丝型号 |
母材代号 |
|
1 |
ER 1100, R 1100, ER 1188, R 1188 |
1060, 3003 |
|
2 |
ER 4009, R 4009, ER 4010, R 4010, R 4011, ER 4043, R 4043, ER 4145, R4145, ER4047, R4047, ER 4643, R4643 |
6061, 3003 |
|
3 |
ER5183, R5183, ER 5356, R 5356, ER 5554, R 5554, ER 5556, R 5556, ER 5654, R 5654 |
3004, 5052, 5083, 5086, 5A0S |
5.2.3试件尺寸见图1,焊接试件前,按表4规定的参数定位。
m250 -
^∙60≡
r 7
Λ ∕ι l~
..R
r N25 一
图1射线检测用对接焊缝试件
表4焊接试件前的定位参数
|
焊丝直径 __________Inm__________ |
__________Inm__________ |
最小根部间隙R _______mm_______ |
焊接位置 |
|
θl ______________IlO______________ |
43 6.0_____________ |
6.0 |
仰焊 |
|
1.2 |
6.0 |
6.0 |
仰焊 |
|
1.6 |
10.0 |
10.0 |
仰焊 |
|
2.4 |
10.0 |
10.0 |
平焊 |
|
3.2 |
10.0 |
13.0 |
平焊 |
5.2.4试件用熔化极气体保护焊,当双方没有协议时,按焊材制造厂提供的焊接工艺文件施焊。
5. 2.5始焊及施焊过程中,试件温度应不低于16°C ,起弧时及道间温度应不超过60Γo
5.3填充丝的平板堆敷焊道检测
5.3. 1填充丝按批检验
5.3. 2试验用母材见表3,试件尺寸为宽度大于或等于150mm,长度大于或等于30Omm,厚度按5.2.3 规定。
5.3.3试件釆用鸨极氧弧焊,交流电源在平焊位置施焊,当双方没有协议时,应按焊材生产商提 供的焊接工艺文件施焊。
5.3.4釆用铛极氧弧焊检验合格的填充丝也适用于气焊和等离子抓焊。
5.4弯曲试验
5.4. 1进行弯曲试验的焊丝和填充丝按批进行。
5.4. 2纵向弯曲试样应从焊丝的熔敷金属射线检测试件或填充丝平板堆敷焊道检测试件上截取, 截取位置如图2,焊丝的熔敷金属射线检测试件上截取1个面弯试样,1个背弯试样;填充丝平板 堆敷焊道试件上截取2个面弯试样。
≥150
|
Irl CS | |||||
|
套 |
S E | ||||
|
二W |
Irl CS | ||||

>40
b)填充丝平板堆敷焊道试件
图2弯曲试样截取位置
5.4.3纵向弯曲试样
5.4.3. 1采用冷加工方法取样,当采用热加工方法取样时,则应去除热影响区。
5.4.3.2允许避开焊接缺陷、缺欠制取试样。
5.4.3.3 试样加工:
a) 焊缝的余高和垫板应采用冷加工方法去除;
b) 试样的拉伸表面应加工齐平,不得有划痕和损伤。
5.4.3.4试样形式:
a) 纵向弯曲试样见图3;
b) 属于表3中序号为2的焊材:当T>3mm时,取S=3mm,从试样受压面去除多余厚度;当 TW 3 mm时,S尽量接近T;
C)属于表3中序号为1、3的焊材:当71>10mm时,取S=IOmm,从试样受压面去除多余厚 度;当TWlOmm时,S应尽量接近T。
a)焊丝的熔敷金属弯曲试样
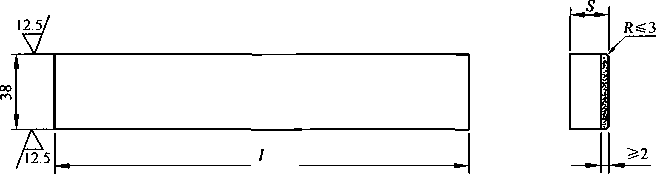
b)填充丝的平板堆敷金属面弯试样
注 1:试样长度 ∕≈Z)+2.5S+100o
注2:试样拉仲面棱角RW3mm。
图3纵向弯曲试样
5. 4. 4 试验方法:
a) 按表5和GB/T 2653规定进行弯曲试验;
b) 弯曲角度应以试样承受载荷时测量为准。
表5弯曲试验参数
|
表3中序号 |
试样厚度S _____mm |
弯心直径Z) ______mm______ |
支承辐之间距离 ______mm |
弯曲角度 (。)________ |
|
1 |
10 |
40 |
63 |
180 |
|
< 10 |
4S |
65+3 | ||
|
2 |
3 |
50 |
58 | |
|
<3 |
16.55 |
18.55+1.5 | ||
|
3 |
10 |
66 |
89 | |
|
< 10 |
6.65 |
8.65+3 |
6标识
6.1按本部分规定制造的焊丝和填充丝的外包装、说明书以及质量证明书上,应标有“承压设备 用铝及铝合金焊丝(填充丝)”字样、产品标识“NB/T 47018”。在内包装标签上也应印有产品标识。 6.2每根直条状填充丝的端部用永久性印记,标示出型号和产品标识。
ICS 25.160.10
J 33
NB/T 47018.7—2011
TeChniCal PernIiSSiOn Of WeIding materials for PreSSUre equipment SeCtiOn 7: TitaniUnI and titanium-aIIOy WeIding electrodes and rods
2011-07-01 发布
2011-10-01 实施
-ɪɪ. —1—
刖 S
NB/T 47018-2011《承压设备用焊接材料订货技术条件》分为7个部分:
—第1部分:采购通则;
—第2部分:钢焊条;
——第3部分:气体保护电弧焊钢焊丝和填充丝;
—— 第4部分:埋弧焊钢焊丝和焊剂;
— 第5部分:堆焊用不锈钢焊带和焊剂;
—— 第6部分:铝及铝合金焊丝和填充丝;
——第7部分:钛及钛合金焊丝和填充丝。
本部分是NB/T 47018的第7部分。
本部分的附录A为资料性附录。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。
本部分负责起草单位及起草人:
合肥通用机械研究院 戈兆文、房务农
国家质量监督检验检疫总局特种设备安全监察局 常彦衍 本部分参加起草单位及起草人:
中冶建筑研究总院 唐伯钢
钢铁研究总院安泰科技股份有限公司 李箕福
哈尔滨焊接研究所威尔焊接有限责任公司 徐错
四川大西洋焊接材料股份有限公司 陈义岗
天津市金桥焊材集团有限公司 侯永泰
昆山京群焊材科技有限公司 郑伊洛
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)负责解释。
1范围
NB/T 47018的本部分规定了钛及钛合金焊丝和填充丝的牌号编制、技术要求、试验方法、检验 规则。
本部分适用于承压设备鸨极气体保护焊、熔化极气体保护焊和等离子弧焊用钛及钛合金焊丝和 填充丝。 ,
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本 文件。凡是不住日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2653 焊接接头弯曲试验方法
GB/T 3620.1 钛及钛合金牌号和化学成分
GB/T 3623 钛及钛合金丝
GB/T 4698 (所有部分)• 海绵钛、钛及钛合金化学分析方法
GB∕T5168 α - β钛合金高低倍组织检验方法
NB/T 47018.1 承压设备用焊接材料订货技术条件 第1部分:采购通则
JB/T 4730.2 承压设备无损检测 第2部分:射线检测
3牌号
3. 1焊丝和填充丝按化学成分和使用场合进行牌号分类。
3.2牌号编制
“E”表示适用于焊丝;“R”表示适用于填充丝;“ER”表示既适用于焊丝,也适用于填充丝。
“R”或“ER”后面的数字和英文字母为牌号系列。
焊丝和填充丝牌号示例如下:
E R TA [ELI
^l 二—表示钛和钛合金成分类别
-------表示适用于填充丝
-------- 表示适用于焊丝
4技术要求
4. 1承压设备用钛及钛合金焊丝和填充丝除应符合GB/T 3623的规定外,还应符合NB/T 47018.1和 本部分的规定。
4.2牌号、状态、尺寸
焊丝和填充丝的牌号、状态、直径及其允许偏差应符合表1的规定。
表1钛焊丝和填充丝牌号、状态、直径及其允许偏差
|
牌号 |
状态 |
直径,mm |
直径允许偏差,mm |
|
ER TAl ELI ER TA2 ELI ER TA3 ELI ER TA4 ELI ERTA9 ERTAlo_________ |
冷加工态(Y) 真空退火态(M) |
0.5 〜1.2 |
+0.03 _____________-0.05______________ |
|
> 1.2 ~ 5.0 |
±0.05 |
4.3熔炼方法和化学成分
4.3.1用于制作焊丝和填充丝的铸锭应采用真空自耗电弧炉熔炼,熔炼次数不得少于2次。
4. 3. 2焊丝和填充丝的化学成分(熔炼分析)应符合表2的规定。
表2钛和钛合金焊丝和填充丝化学成分(质量分数) %
|
牌号 |
主要成分 |
杂质元素 |
残余元素芸 | ||||||||
|
Ti |
MO |
Ni |
Pd |
Fe |
O |
C |
N |
H |
单个 |
总和 | |
|
ERlAlELI |
ɪ" |
一 |
— |
— |
≤0.08 |
0.03-0.10 |
≤0.03 |
≤0.012 |
≤ 0.005 |
W 0.05 |
W 0.20 |
|
ER1A2ELI |
余 |
一 |
一 |
一 |
≤0.12 |
0.08 〜0.16 |
≤0.03 |
≤0.015 |
≤ 0.008 |
≤0.05 |
W 0.20 |
|
ERWELI |
余 |
— |
一 |
一 |
≤0.16 |
0.13 〜0.20 |
≤0.03 |
≤0.02 |
≤ 0.008 |
≤0.05 |
≤0.20 |
|
ERIA4ELI |
余 |
— |
— |
— |
W0.25 |
0.18 〜0.32 |
≤0.03 |
≤ 0.025 |
≤ 0.008 |
≤0.05 |
≤0.20 |
|
ERTA9 |
余 |
一 |
一 |
0.12 〜0.25 |
≤0.12 |
0.08 〜0.16 |
≤0.03 |
≤0.015 |
≤ 0.008 |
≤0.05 |
≤0.20 |
|
ERTAIO |
余 |
0.2 〜0.4 |
0.6 〜0.9 |
一 |
≤0.15 |
0.08 〜0.16 |
≤0.03 |
≤0.015 |
≤ 0.008 |
≤0.05 |
≤0.20 |
注:当合同中未特别指明时,残余元素包括A1、V、Sn、Mo、Cr、Mn, Zr、Ni、Cu、Si、Yt (当该牌号中
主要成分元素中含有上述元素时,应从残余元素中除去)。合同中未注明时,不提供残余元素的分析结果。
4. 3. 3如从焊丝和填充丝成品上取样进行化学成分复验时,其分析的允许偏差见表3。
表3钛和钛合金焊丝和填充丝成品化学成分分析允许偏差 %
|
成分元素 |
MO |
Ni |
Pd |
Fe |
O |
C |
N |
H |
单个残余 元素 | |||
|
≤0.20 |
≤0.30 |
≤0.10 |
0.10~0.15 |
≤0.25 | ||||||||
|
允许偏差 |
±0.03 |
±0.03 |
±0.02 |
+0.05 |
+0.10 |
+0.02 |
±0.02 |
+0.03 |
+0.01 |
+0.01 |
+0.002 |
+0.02 |
4.4金相检验(低倍)
焊丝和填充丝的横向金相检验(低倍)结果不应有裂纹、折叠、气孔、分层、缩尾、金属或非 金属夹杂物及其他影响使用的缺陷。
4.5表面与宏观质量
焊丝和填充丝表面应清洁,表面光滑,不应有毛刺、凹陷、划痕、氧化皮、折叠以及其他影响 使用的缺陷。也不应有润滑剂和其他外来物质的污染。
4.6熔敷金属纵向弯曲性能
熔敷金属纵向弯曲试样弯曲到规定的角度后,其拉伸面上的熔敷金属内沿任何方向不应有单条 长度大于3mm的开口缺陷,试样熔敷金属的棱角开口缺陷可不计,但由未熔合、夹渣或其他内部缺 欠引起的棱角开口缺陷长度应计入。
5试验方•法
5. 1焊丝和填充丝化学成分分析试样可采取熔炼分析或成品分析,仲裁试验应按GB/T 4698的规 定进行。
5. 2焊丝和填充丝的尺寸检验应使用精度为0.0Imin的量具测量。
5. 3焊丝和填充丝的金相检验(低倍)按照GB/T 5168的规定进行。
5.4焊丝和填充丝的表面与宏观质量的检查采用目视进行。
5.5熔敷金属射线检测和弯曲性能检验
5.5. 1试件制备
5. 5. 1. 1试件用母材按表4规定。
表4试件用母材与焊丝、填充丝
|
试件类别(按NB/T 47014) |
焊丝、填充丝牌号 |
试件用母材牌号(GB/T 3620.1 ) |
|
Ti-I |
ERTAIELl |
TAI |
|
ER TA2ELI |
TA2 | |
|
ERTA9 |
TA9 | |
|
Ti-2 |
ERTA3ELI |
TA3 |
|
ER TA4ELI |
TA4 | |
|
ERTAIO |
TAIO |
5.5. 1.2试件尺寸及坡口见图1。
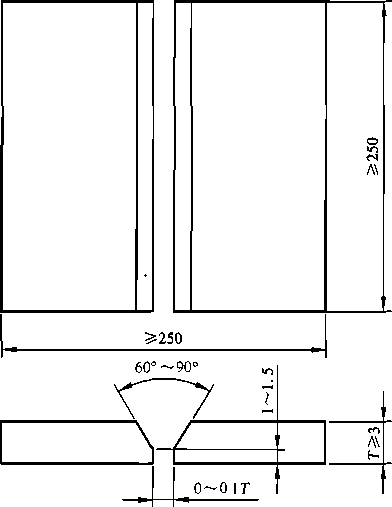
图1试件及坡口尺寸
5. 5.1.3试件应在平焊位置施焊。
5. 5. 1.4焊接方法为熔化极气体保护焊或鸨极气体保护焊,当双方没有协议时,按焊接材料生产 商提供的焊接工艺文件施焊,试件焊缝不得少于2层。
5. 5. 1.5熔敷金属射线检测应按JB/T 4730.2进行,射线检测技术应不低于AB级,质量等级为I 级。
5. 5.2熔敷金属弯曲性能检验
5.5.2. 1试件允许避开缺陷、缺欠制取弯曲试样,取样位置及数量见图2o
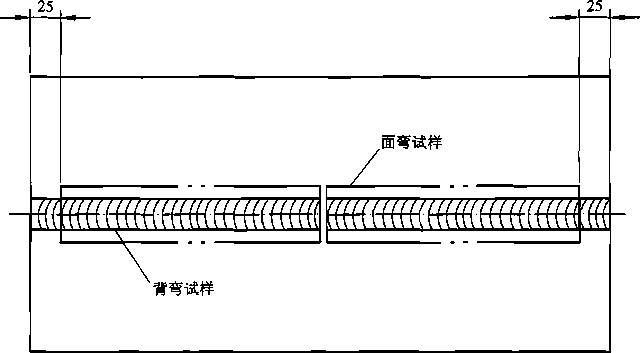
图2弯曲试样位置图
5. 5.2.2应采用冷加工法切取试样。
5.5.2. 3焊缝的余高和垫板应采用冷加工法去除。
5.5.2.4试样的拉伸表面应加工齐平,不应有划痕和损伤,弯曲试样见图3。当T> IOmm时,取 S=IOmm,从试样受压面去除多余厚度;当TWlOmm时,S尽量接近T。
注:试样受拉面棱角Λ≤3mmo
R≤3
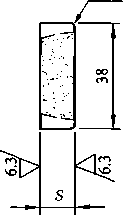
图3弯曲试样尺寸
5. 5. 2.5弯曲试验应符合表5及GB/T 2653的规定。
表5弯曲试验参数
|
试件类别 |
试样厚度S _____mm |
弯心直径 _____mm_____ |
支座间距离 _____mm_____ |
弯曲角度 (C)) |
|
Ti-I |
10 |
80 |
103 |
180 |
|
< 10 |
8S |
10S+3 | ||
|
Ti-2 |
10 |
100 |
123 | |
|
< 10 |
IOS |
12S+3 |
6检验规则
6. 1检验项目
每批焊丝和填充丝均应进行化学成分、尺寸、金相检验(低倍)、表面与宏观质量、熔敷金属 射线检测和弯曲试验。
6.2取样位置和取样数量
6.2. 1每批焊丝和填充丝在成品上取样进行C、0、H和N含量分析,其他成分的含量以原铸锭的 分析结果报出,仲裁分析应在焊丝和填充丝成品上取样。
6.2.2每批焊丝和填充丝任取2卷(或根)分别在每根的两端各取1个试样进行横向金相检验(低 倍)。
6. 2. 3焊丝和填充丝应逐根(卷)进行尺寸、表面与宏观质量的检查。
7焊丝的缠绕
7.1焊丝的供货形式为带内撑的焊丝卷、焊丝盘,填充丝的供货形式为直条。
焊丝的供货形式需经供需双方协商,也可采用其他形式。
7. 2焊丝和填充丝应满足在自动或半自动焊接设备中连续送进的要求。
7.3每个焊丝卷、焊丝盘的焊丝应是同一炉号连续长度的焊丝,焊丝的缠绕不允许有锐弯、扭结、 波浪、嵌入、重叠,并可无阻碍地自由退绕。焊丝的外端应固定并有标记,明显易找。
7.4当焊丝有接头时,应予以适当加工,以使其不影响焊丝的在焊接设备中均匀、连续送进。
8包装
8.1焊丝和填充丝的内包装应保证干燥、不受环境污染,防止锈蚀。
8.2焊丝和填充丝的外包装应防止在运输和存放过程中损坏。
9标识
9.1按本部分规定制造的焊丝和填充丝的内外包装、说明书以及质量证明书上,应标有“承压设 备用钛及钛合金焊丝(填充丝)”字样、产品标识“NB/T 47018”,在内包装标签上也应印有产品标 识。
9.2每根直条状填充丝的端部用永久性印记,标示出牌号和产品标识。
附录A
(资料性附录)
中美标准中钛及钛合金焊丝、填充丝代号
NB/T 47018.7与GB/T 3623—2007钛及钛合金丝、AWS A5.16—2004钛和钛合金焊丝和填充丝 三个标准中的焊丝、填充丝代号如表A.1,它们的化学成分见各自标准规定。
表A. 1中美标准中钛及钛合金焊丝、填充丝代号对照
|
标准号 |
NB/T 47018.7 牌号 |
|
钛和钛合金焊丝 及填充丝代号 |
ERTAIELI |
|
ERTA2ELI | |
|
ERTA3ELI | |
|
ERTA4ELI | |
|
ERTA9 | |
|
ERTAIO |
|
GB/T 3623 牌号 |
AWS A5.16 型号 |
|
TAIELI |
ER Ti-I |
|
TA2ELI |
ER Ti-2 |
|
TA3ELI |
ER Ti-3 |
|
TA4ELI |
ER Ti-4 |
|
TA9 |
ER Ti-7 |
|
TAIO |
ER Ti-12 |
NB/T 47018. 1~47018. 7—2011 (JB/T 4747)《承压设备用 焊接材料订货技术条件》编制说明
1.概况
中国承压设备的实际情况,是我们编制“承压设备用焊接材料订货技术条件”的出发点与依据。
承压设备包含锅炉、压力容器、气瓶和压力管道,他们是具有爆炸危险的、在各行业中广泛使 用的特殊产品。承压设备绝大多数为焊接结构,因此,用于承压设备的焊接材料便成为承压设备焊 接质量的重要方面。早在2004年1月国家质量监督检验检疫总局就将特种设备用焊接材料列入《特 种设备目录》中,要对其实施安全监督。
我国政府十分重视承压设备的安全管理工作,国务院2003年颁布了第373号令《特种设备安 全监察条例》,近30年来国家安全监察机构发布了大量的部门规章,全国锅炉、压力容器和气瓶标 准化技术委员会也编制了一系列标准,所颁发的法规、部门规章和标准都对承压设备的焊接作出仔 细而又严格的规定。
我国焊接材料标准大都等效釆用美国焊接学会(AWS)制订的国家标准,并且被承压设备行业 所引用,通用性的焊材国家标准难以满足承压设备要求,给承压设备的安全可靠使用带来忧虑。
在仔细分析压力容器焊接技术规定与所采用焊条国家标准之间的技术差异后,原全国压力容器 标准化技术委员会组织制定了 JB/T4747-2002《压力容器用钢焊条订货技术条件》,协调了用于压 力容器的焊条与压力容器焊接技术要求之间差别,标准实施以后取得了良好效果。
TSG R0004-2009《固定式压力容器安全技术监察规程》已经降低了压力容器的安全系数并提 出若干严格的技术要求。GB 713—2008《锅炉和压力容器用钢板》中,大大降低了硫、磷含量,提 高了冲击吸收功指标,迫切的要求与之匹配的焊接材料也作相应调整。
全国锅炉压力容器标准化技术委员会于2005年1月编制了 “关于编制JB/T 4747-200 X《承 压设备用焊接材料订货技术条件》的立项报告”,着手组建焊接材料标准起草小组。
2005年4月19日召开了《承压设备焊材订货技术条件》起草小组会议,确定了修订版JB/T 4747 (即NB/T 47018)编写大纲,确定“以承压设备安全技术监察规程和相关标准作依据,密切结合我 国焊材的实际情况”,“依照原JB/T 4747-2002中技术条件作为编制其他焊材订货技术条件的出发 点”等原则,2006年3月召开了起草小组第二次会议,对“讨论稿”进行讨论。2006年4月完成 “征求意见稿”,给全国锅炉压力容器标准化技术委员会的委员和设计、制造、焊材生产厂及监察 单位发出250份“征求意见稿”共收回函42份,意见218条,都已经造表登记,逐一作了回答。 并对照“征求意见稿” 一一修改,演变为“送审稿”。于2007年12月送出“送审稿”给各位委员 审査,同时也给各方面专家发出,扩大征求意见范围。《承压设备焊接材料订货技术条件》其范围 包括焊条、焊丝、焊带和焊剂,金属种类包括碳钢、低合金钢、不锈钢、钛和铝,NB/T 47018牵涉 到设计、制造、安装、使用和监检各部门,能不能生产出符合NB/T 47018的焊接材料,能不能及 时购买到,采购渠道是否通畅、及价格合理性等问题直接影响到标准的贯彻与实施。为慎重起见, 编制小组成员不仅到南京、昆山、上海、锦州、抚顺、哈尔滨和自贡召开座谈会、交流会,广泛的 征求意见,全国锅炉压力容器标准化技术委员会秘书处还在2008年1月和11月两次召开全国重点 的锅炉、压力容器厂、焊材生产厂、石化、电力和锅炉压力容器行业标准管理机构以及中国焊接标 准化技术委员会焊接材料标准分会联席会议,对“送审稿”认真审查、交流和沟通,标准编制方、 供方和需方取得一致意见,而进一步促成“报批稿”。
药芯焊丝在我国发展很快,在“讨论稿”中也列出了《承压设备用药芯焊丝技术条件》,讨论 过程中发现,目前国内还没有一个单位所生产的药芯焊丝,可以达到用于承压设备焊材的技术要求。 故在“征求意见稿”中则删去药芯焊丝的内容。
AWSA-5.01《填充金属采购导则》中规定了焊材批量划分方法和检验项目类别,以使采购方根 据产品重要性及供应方信任度,釆购质优价廉焊材。国内还没有焊材釆购导则,我们原在“送审稿” 附录中补充列出采购规定,由于釆购导则的重要性,在“报批稿”中将附录上升为分标准即NB/T 47018.1《承压设备用焊接材料订货技术条件 第1部分:采购通则》,是全国第一个焊材采购标准。
2007年底,全国锅炉压力容器标准化技术委员会秘书处召开了会议,由标准主要编写人员将“送 审稿”中的重点问题,向特种设备安全监察局相关部门、部分专家和秘书处成员进行汇报,经讨论 研究后统一了意见。为形成“报批稿”奠定了基础。
从“讨论稿”到“报批稿”过程中,由于标准适用范围的重大变化,内容作了多处变更与增删; 为与相关法规、标准在时间与技术规定协调一致,在进度上作了相应调整,为全面完整的反映各阶
|
段实际情况,本标准报批时,将“征求意见稿”和“ |
送审稿”两次回函意见汇总同时上报。 |
|
本标准起草单位及起草人: 合肥通用机械研究院 |
戈兆文、窦万波、房务农 |
|
中国特种设备检测研究院 |
寿比南、谢铁军、杨国义 |
|
国家质量监督检验检疫总局特种设备安全监察局 |
李军、常彦衍 |
|
中冶建筑研究总院 |
唐伯钢 |
|
钢铁研究总院安泰科技股份有限公司 |
李箕福 |
|
哈尔滨焊接研究所威尔焊接有限责任公司 |
徐错 |
|
四川大西洋焊接材料股份有限公司 |
陈义岗 |
|
天津市金桥焊材集团有限公司 |
侯永泰 |
|
昆山京群焊材科技有限公司 |
郑伊洛 |
2.修订内容
目前,我国承压设备所使用的焊接材料国家标准和行业标准主要有:
GB/T 983—1995
GB/T 3623—2007
GB/T 5117—1995
GB/T 5118—1995
GB/T 5293—1999
GB/T 8110—2008
GB/T 10858—2008
GB/T 12470—2003
GB/T 14957—1994
GB/T 17854—1999
不锈钢焊条
钛及钛合金丝
碳钢焊条
低合金钢焊条
埋弧焊用碳钢焊丝和焊剂
气体保护电弧焊用碳钢、低合金钢焊丝
铝及铝合金焊丝
埋弧焊用低合金钢焊丝和焊剂
熔化焊用钢丝
埋弧焊用不锈钢焊丝和焊剂
YB/T 5092—2005 焊接用不锈钢丝
NB/T 47018的编制方式是根据承压设备对焊接技术规定,在现有标准基础上增加、修改或补充 条款的办法,当现有标准不能符合承压设备焊接技术要求时,才重新编写。
与JB/T 4747—2002相比,NB/T47018增加了釆购导则、气体保护电弧焊焊丝和填充丝、埋弧 焊钢焊丝和焊剂、不锈钢堆焊用焊带和焊剂、铝及铝合金焊丝和填充丝、钛及钛合金焊丝和填充丝 等内容,对钢焊条部分内容也作了变更。
1、 NB/T 47018.1
参照 AWS A-5.01
① 3术语和定义
参照AWSA-5.01等标准,在国内首次引入“填充金属”等10个概念,将“填充金属”与“焊 接材料”、“焊丝”与“填充丝”区分开来,在国内首次出现。
② 4基本要求
4.1 ~ 4.3中对生产商、分销商和使用厂之间关系进行定位,4.4中规定了使用本标准以外焊接 材料的技术要求。
4.5国内承压设备行业尚需进口部分焊材,该条参照“固定式压力容器安全技术监察规程”对 进口钢材的要求编写的。
③ 5焊接材料批量划分
本条款参照AWS A-5.01第4条、第5条而编制的,为简化生产、销售与使用中管理,根据国 内生产经验将AWS A-5.01批量划分5种级别,简化为一种级别,也即规定了单一炉号的焊芯、焊 丝和焊带,而药皮与焊剂可以是单一湿混料(炉料),也可以是组合湿混料(炉料)的前提下限定 了承压设备用焊接材料的每批重量。
④ 6质量证明书
根据国内部分质量证明书中检验项目只填“合格”,不填检验结果数据的做法,参照AWS A-5.01 第6条而编制的,尽管在表2中没有列出的检验项目,生产厂也应承担“合格”的责任。
⑤ 7复检
这条要求适用于所有按NB/T 47018生产的焊接材料。
2、 NB/T 47018.2
NB/T 47018.2实际上是对JB/T 4747—2002的修订,主要变更如下:
① 根据GB 713—2008对磷、硫含量的规定,进一步降低相应焊条熔敷金属中磷、硫含量;
② 根据GB 713—2008对冲击试验的规定,进一步提高相应焊条熔敷金属冲击试验要求,表2 所列的数值指标均为焊条生产厂主动提出;
③ 当用甘油置换法测定的熔敷金属中的扩散氢含量小于2mL∕100g时,必须使用气相色谱法, 故表中焊条型号为E60XX-X,扩散氢含量规定从小于或等于2mL∕100g改为小于或等于2.5mL∕IOOgO
3、 NB/T 47018.3
该分标准是在GB/T 8110-2008《气体保护电弧焊用碳钢、低合金钢焊丝》基础上编制的。
① 表1中焊丝硫、磷含量的限值与表2中熔敷金属冲击试验规定,都是对应于GB 713—2008 作出的;
② 实心焊丝属于低氢型焊接材料,但当焊丝表面清理不干净时,或电弧受到不完全保护,从 空气中来的水分、气体流通不当或电弧不够短等情况下都可能增加熔敷金属中氢含量的;
③GB/T 14957-1994中有一部分焊丝也可用于气体保护焊,但该标准是通用性焊丝标准,既 不保证熔敷金属化学成分,又不保证熔敷金属力学性能,故难以列入NB/T 47018.2中。
4、NB/T 47018.4
该分标准是在GB∕T5293, GB/T 12470, GB/T 17854和YB/T 5092基础上编制的。
① 埋弧焊熔敷金属性能受到焊丝与焊剂双重影响。NB/T 47018.4只能规定熔敷金属力学性能 和硫、磷含量及焊剂中硫、磷限量,由焊材生产厂确定焊丝中硫、磷含量、焊剂原材料、焊剂配方 及焊剂制造工艺;
② 埋弧焊熔敷金属中硫、磷含量与GB 713—2008相对应;
③ 埋弧焊熔敷金属力学性能在国标基础上,限制了抗拉强度上限,从而使其与GB 713-2008 中钢材强度匹配更合理。
5√NB∕T 47018.5
该分标准是参照JlS Z 3322: 2002《不锈钢带极堆焊材料》和哈尔滨焊接研究所威尔焊接有限 责任公司、钢铁研究总院安泰科技股份有限公司两家企业标准而编制的,是国内第一个堆焊用焊带 与焊剂标准。
① 3堆焊金属型号
堆焊金属型号表示方法类似于JlS Z 3322,但增加了堆焊方法代号。
② 4技术要求
国内两家企业所生产的焊带与堆焊焊剂已经用于国内加氢反应器、尿素合成塔及核电站容器多 年,焊带与堆焊金属成分范围经历过大生产考验,部分取代了进口。
③ 根据产品需要而确定的焊带化学成分(见表3),以及堆焊熔敷金属化学(见表5)。
@耐蚀堆焊熔敷金属化学成分与堆焊方法、过渡层和耐蚀层焊带型号有关,规定见表6。
⑤ 4.3堆焊焊剂
与不锈钢埋弧焊焊剂不同,目前尚无堆焊焊剂型号标准,两家企业都有专用的堆焊用焊剂牌号。 4.3.3根据堆焊熔敷金属要求限定了硫、磷含量。
⑥ 5.3堆焊熔敷金属试件制备
图1采用了 JIS Z 3322中5丄3图1,限于试件尺寸,弯曲试样与堆焊方向相同。
⑦ 5.6堆焊层弯曲性能试验
5.6条与NB/T 47014中相应规定相同
⑧ 6.1取样方法
6.1.1抽取不少于2盘的规定是扩大抽取范围,防止焊带混盘。
焊带每炉号重量不大,碳、硫、磷偏析较好控制,故抽取两盘但只作一端分析。
6、NB/T 47018.6
按GB/T 10858—1989采购的铝及铝合金焊丝,用于焊接铝制容器时,对气孔十分敏感,容器 制造厂大都采购按AWS A-5.10生产的焊材,国内可以按AWS A-5.10供应焊丝和填充丝,但铝锭要 进口,用于焊丝的铝锭成分与标准中列出成分并不完全相同。故编制人员决心等效采用AWSA-5.10 编制。标准编制后期得知GB/T 10858已经采用ISO 18273: 2004 ≪焊接材料一铝和铝合金实心焊丝 和填充丝规程》进行修订。经对比NB/T47018.6所列铝焊丝和填充丝成分与ISO 18273: 2004完全 相同。NB/T 47018.6中检验项目较GB/T 10858—2008齐全。国内已经按AWS A-5.10生产焊丝和填 充丝已经使用多年,故NB/T 47018.6基本条款不变,技术要求较GB/T 10858要高。
① 3型号
型号表达方法基本与GB/T 10858相同,按NB/T 47018中做法焊丝与填充丝用“ER”表示。
② 4技术要求
熔(堆)敷金属弯曲试验在AWS A-5.10和GB/T 10858中都没有规定,本标准规定的目的是为 了测定熔(堆)敷金属致密性。
焊丝的熔敷金属射线检测和填充丝平板堆焊焊道检测在AWSA5.10中就有规定,而GB/T 10858 中没有,这两项检测目的是检测焊缝(焊道)内部缺陷。
7、NB/T 47018.7
JB/T 4745—2002《钛制焊接容器》标准起草组认为:GB/T 3623—1998《钛及钛合金》中的钛 焊丝仍然不能满足钛制压力容器用钛焊丝的要求,此标准中的焊丝杂质成分仍然比美、日等国钛焊 丝标准中杂质成分高得多,故JB/T4745编制了附录D “压力容器用钛及钛合金焊丝”,其化学成分 直接引用AWS A-5.16, AWS A-5.16已作为压力容器用钛焊丝的专用标准。宝鸡有色金属加工厂已 按美国钛焊丝标准批量生产,并有出口。本标准编制过程中,全国有色金属标准化技术委员会组织 修订了 GB/T 3623,于2007年4月发布。新版标准中基本按照AWS A-5.16—2004调整了焊丝化学 成分。故本标准参照AWS A-5.16—2004及国内实践基础上编制。
① 3牌号
GB/T 3623—2007中焊丝的牌号与钛板牌号相同,NB/T 47018.7规定在其前面加“ER”,以表 明焊丝、填充丝特点。
② 4.4熔炼方法和化学成分
按AWS A-5.16—2004要求规定了焊丝和填充丝成分,较GB/T 3623—2007中杂质元素限定更 严,曾与GB/T 3623-2007主要编制人员沟通过,认为国内可以生产,不存在技术障碍。
③ 5.5.1试件制备
表4规定试件用母材牌号为GB/T 3620.1中牌号,因为没有写年代号故应为最新版。因为JB/T 4745—2002中所规定使用钛板牌号为GB/T 3621—1994中所列材料。使用表4时要注意标准的版本。
④ 6.2.1成分分析
碳及气体元素(0、H、N)均为杂质元素,与GB/T 3623—2007相比,本标准规定应在成品上 取样分析。
3.本标准的特点
除JB/T 4747-2002外,至今为止,我国承压设备用焊材所釆用的标准都是国家标准,因为没 有釆购标准,故所釆购使用焊材都是由焊材生产厂确定批量等级及填写质量证明书的焊材。国家焊 材标准都是最基本最通用的技术要求,批量划分等级、质量证明书中的检验项目也是普遍常用要求, 显然将承压设备的焊接与矿山机械,普通钢结构要求等同,这使人非常担心焊缝的内在质量。
钢质承压设备焊接材料对熔敷金属主要有下列要求:
1、 进一步降低国家标准中的硫、磷含量,接近GB 713标准规定值;
2、 限制抗拉强度上限;
3、 冲击试样夏比V型缺口冲击功高于GB 713标准规定值;
4、 拉伸试样断后伸长率A^20%;
5、 弯曲试验,弯心直径等于4倍试件厚度,弯曲角度为180。;
6、扩散氢含量较低。
在NB/T 47018中,上述要求在NB/T 47018.2, NB/T 47018.3和NB/T 47018.4中已经充分体现 出来。
NB/T 47018.3符合上述技术要求是比较顺利的,因为国内冶炼水平大大提高,低硫、低磷成分 完全可以保证。NB/T 47018.2在大生产条件下要保证达到上述技术要求需要挑选进厂焊芯,才可以 做到,NB/T 47018.4要从焊丝、焊剂两方面出发,才能保证熔敷金属满足上述技术要求,国内主要 生产厂都同意埋弧焊用焊丝、焊剂配套供应,由焊材生产厂保证熔敷金属性能,这是较为满意的措 施。我们曾看到一份由归口单位编写的“碳素钢及低合金高强度钢埋弧焊用焊丝、焊剂、焊丝-焊剂 数据集”,从中可见,早在1988年末国内焊材生产厂的实际水平基本已经达到NB/T47018的水平。
焊接材料的施焊工艺性极大影响了其使用效果,按NB/T 47018生产的焊条、焊丝、焊剂、焊 丝-焊剂,经过参加编制该标准的焊材生产厂共同努力,不仅技术要求达到NB/T 47018的规定,而 且焊接工艺性能、焊工操作性能也满足大生产的要求。
国内两大企业生产的不锈钢焊带与焊剂已经多年,但一直没有行业标准,NB/T47018.5填补了 焊接材料行业标准的空白。由生产厂与使用厂和标准方共同编制的标准,必定有生命力。
NB/T 47018.6参照采用了 AWS A5.10,其检验项目较AWSA5.10多,国内承压设备行业基本都 使用按美国标准生产的焊丝,按NB/T47018.6生产的焊丝及填充丝不会给焊接工艺、操作性能及熔 敷金属性能带来变化。
NB/T47018.7参照采用了 AWSA5.16,比GB/T 3623提高了杂质元素含量要求,国内已能批量 供应,将使得钛制压力容器焊缝质量更上一个台阶。
4.水平与建议
NB/T 47018是国内第一个承压设备行业专用焊接材料标准。NB/T 47018.1是国内焊接材料行业 第一个采购导则。NB/T47018规范了承压设备用焊接材料生产、使用、经销和采购各基本环节,保 障焊接材料质量和降低采购成本。
为了做好焊材标准的编制修订,全国锅炉压力容器标准化技术委员会做了大量准备工作,组织 “承压设备用中外焊接材料标准研究课题”,以中国承压设备用焊材为基础,比较美国、日本和欧 洲三个工业先进国家焊材,掌握当前国内外水平,从中找出国产承压设备用焊材发展方向,给编制 NB/T 47018做好充分的技术准备。
NB/T47018修订工作得到了全国焊接标准化技术委员会焊材分委员会的支持与帮助。本标准修 订小组成员有国内最大焊材研究机构、焊接材料生产龙头企业和承压设备用材重点用户。在编制过 程中,各阶段工作仔细深入,不仅多次深入现场进行调研,搜索资料,仅在“送审稿”阶段就召开 了两次全国性会议,面对面研究落实按NB/T 47018要求所生产焊材的现实性、经济性和市场供销 渠道,详细进行讨论并取得一致意见。标准修订工作是慎重的、严谨的,技术规定也是科学的、现 实的,具有最大限度经济合理性。本标准的水平为国内先进。
本标准整个编制过程中,一直受到国家质量技术监督部门的关注与指导,我们建议在承压设备 行业(锅炉、压力容器、气瓶和压力管道)执行NB/T 47018,建议废止下列标准的附录:
JB/T 4745-2002《钛制焊接容器》附录D “压力容器用钛及钛合金焊丝”。
5.生产商必备条件
承压设备用焊接材料生产商应具备下列条件:
(1) 规模:生产规模足够大,产品类别多,分销商遍布全国;
(2) 管理:组织机构齐全,质量保证体系有效运转;
(3) 技术:技术水平国内领先,专业人才充分;
(4) 原材料:定点供应,渠道通畅;
(5) 设备:生产焊条、焊剂的厂家应具有用于湿混料、炉料成分分析仪器(如X射线萤光分 析仪)和先进的混合、搅拌装置等设备;生产焊条、焊丝、填充丝及焊带的厂家应具有直读光谱仪;
(6) 质量:产品质量连续12个月合格。
关于归口标准有关事宜的补充声明
各标准用户:
感谢您采用全国锅炉压力容器标准化技术委员会归口的标准,有关标准 内容、制定和修订、解释和信息反馈事宜,补充说明如下:
1. 内容
标准内容一般包含强制性要求、特殊禁用规定和推荐性指南,其中推荐性 指南不是必须执行的部分。应当指出,标准不必要也不可能对其范围内的所有 方面作出规定,因此不应该禁止使用那些没有作出规定的方面。标准不同于手 册,不能替代培训、经验和技术鉴定的作用,但经验和技术鉴定也不能用来否 定强制性要求和特殊禁用规定。
2. 制定和修订
关于锅炉压力容器国家标准和行业标准的制定、修订项目建议,应直接提 交全国锅炉压力容器标准化技术委员会秘书处,由委员会决定是否上报政府有 关主管部门。除遵循政府有关主管部门规定的程序外,本委员会归口标准的制 定和修订采用提案审查制度,标准案例是本委员会对技术进步做出快速反应的 一种形式。
3. 解释
只有全国锅炉压力容器标准化技术委员会有权对归口的标准做出正式解 释,标准解释的申请应以书面形式提交秘书处,询问者有义务提供尽可能详细 和全面的资料。与标准条款没有直接关系或不能被理解的询问均被视为属于技 术咨询的范畴,委员会有权拒绝回答或协议提供有偿服务。
4. 信息反馈
除提供必要的纸制文件外,本委员会的专业网站(http://www.CSCbPV. org.cn)将为标准用户提供全面的信息服务,各标准用户也可按以下地址与委 员会秘书处联系。
通信地址:北京朝阳区和平街西苑2号楼D座三层
邮政编码:100013
电 话:010-59068953
传 真:010-59068929
全国锅炉压力容器标准化技术委员会
LLOZlZ. .8 LOZ.寸〜L06LOu IygN
中华人民共和国行业标准
NB/T 47018.1—47018.7-2011
承压设备用焊接材料订货技术条件
*
新华出版社出版发行
(北京石景IiJ区京原路8号 邮编:100043 ) 新华书店经销 北京现实印刷有限公司印刷
版权专有不得翻印 开本880×1230 1/16印张5.5字数28千字 2011年9月第1版2011年9月第1次印刷
*
NB/T47018,1—47018.7-2011
书号:155011 • 055 定价:为.00元