本标准为首次提岀的我国城镇建设行业标准。
本标准制订过程中参照采用了下列国外先进标准;
ISo 6934-2:1991预应力混凝土用钢材第二部分冷拔钢丝
ISO 1099:1975金属轴向疲劳试验
BS 5896≈1980预应力混凝土用高强度钢丝和钢绞线
ASTM A421-80预应力混凝土用无涂层消除应力钢丝
BS 4447 = 1973后张结构中预应力锚具技术条件
FlP后张预应方体系的验收和应用建议
FlP预应力钢筋的检验、供应和验收建议
斜拉索的设计和试验建议
本标准由建设部标准定额研究所提岀。
本标准由建设部北京市市政设计研究院归口。
本标准由上海市政工程设计研究院负责起草,上海电缆研究所,上海浦江缆索股份有限公司参加编
本标准主要起草人;王心方、翁思熔、毛庆传、余云龙。
本标准委托上海市政工程设计研究院负责解释。
中华人民共和国城镇建设行业标准
CJ 3058 — 1996
Semi-ParalleI Wire Stay CabIe With tightIy COVered PlaStiC Sheath
1范围
本标准规定了塑料护套半平行钢丝拉索的构造、规格系列、技术条件、试验方法、检验规则、产品标 志、包装、运输与贮存。
本标准适用于城市道路及公路斜拉析的拉索,其他工程结构的拉索可以参照使用。
下列标准所包含的条文,通过本标准的引用而构成为本标准的条文。本标准出版时,所示版本均为 有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最飘版本的可能性。
金属布氏硬度试验方法
金属线材反复弯曲试验方法 优质碳素结构钢技术条件
塑料密度和相对密度试验方法
GB 231—84
GB 238—84
GB 699—88
GB 1033—86
GB/T 1040-92塑料拉伸性能试验方法
GB/T 1043—93硬质塑料简支梁冲击试验方法
GB 1586-79金属材料杨氏模虽测量方法
GB 1633-79热塑性塑料软化点(维卡)试验方法
GB/T 1842—80聚乙烯环境应力开裂试验方法
GB 2411-80塑料邵氏硬度试验方法
护套厚度测量方法 外径测量方法
护套机械性能试验方法
GB 2951. 3—82
电线电缆
电线电缆
电线电缆
镀锌钢丝锌层硫酸铜试验方法
镀锌钢丝锌层重最试验方法
GB 2951. 4—82
GB 295L 6—82
GB/T 2972—91
GB/T 2973—91
GB 2976-88金属线材缠绕试验方法
GB 3077—88合金结构钢技术条件
GB 3682-83热塑性塑料熔体流动速率试验方法
GB/T 4162-91锻轧钢棒超声波检验方法 *
GB 5223—85预应力混凝土用钢丝
GB 5470—85塑料冲击脆化温度试驗方法
GB 5796. 1—86梯形螺纹 牙型
GB/T 7141—92塑料热空气暴露试验方法
中华人民共和国建设部1 996-04T 5批准
1996-10-01 实施
JB 3965—85钢制压力容器磁粉探伤
YB 39—64线材拉力试验法
YB 3207-80锻件通用技术条件
3.1术语
3∙1∙1半平行
将若干根铜丝平行集拢、同轴同向加以适当扭绞,由此而使各根钢丝相互间形成一种特殊的平行状 态,称为半平行。
3-1-2塑料护套
为防止钢丝生锈,在集束钢丝外包覆的一层塑料保护套,护套应具备一定的机械强度和耐老化性 能。
3∙1∙3塑料护套半平行钢丝索
将若干根钢丝,按半平行方式绞制成索,并包覆塑料护套,即成为塑料护套半平行钢丝索。以下简称 铜索。
3-1-4锚具
牢固连结在钢索端头的一种装置,通过它将外界的拉力传递给钢索。
3-1-5钢丝拉索
两端装有锚具,能在工程结构中承受拉力的钢索,简称拉索.
3-2符号
人&钢丝抗拉强度标准值〔钢丝公称抗拉强度值"钢丝抗拉强度保证值、(GUTS)L
%钢丝抗拉强度;
σ0,2钢丝屈服强度;
8钢丝延伸率;
&钢丝弹性模量扌
瓦钢索弹性模量;
σ,拉索中钢丝的容许拉应力;
∆σ.拉索中钢丝的容许抗拉应力幅值;
d钢丝的公称直径;
Dn按钢丝公称直径计算的裸索最大宜径;
D塑料护套钢索外径;
DI索盘的盘筒外径或索圈的内径;
A.单根钢丝公称截面积;
AC钢索中全部钢丝的公称截面积;
WW每米塑料护套钢索中钢丝的净重;
WC每米塑料护套钢索的重量;
P&拉索的公称破断索力,(Rk = 4∙Λ>Q;
PCt拉索的实测破断索力;
PP拉索的预拉索力;
7拉索的效率系数;
α钢零的扭绞角扌
L钢索的捻距。
4-1塑料护套半平行钢丝索
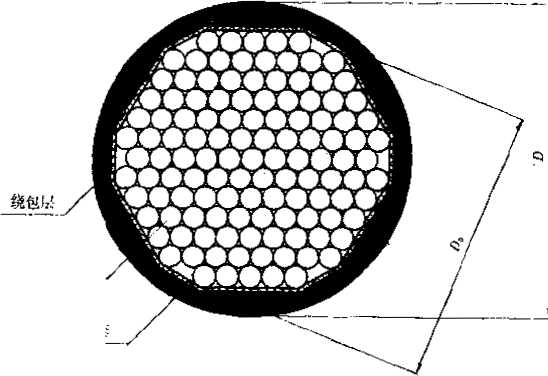
将若千根直径相同的钢丝,平行集束,大捻距同心左旋扭绞,再用绕包带右旋缠裹扎紧,然后包覆塑 料护套,即成为塑料护套半平行钢.丝索(图1兀
常用的制索钢丝直径有5mm和7 mm两种,采用光面铜丝或镀锌钢丝”半平行钢丝索中钢丝排列 成六角形或对称的切角六角形(图Do
型料护会
图1塑料护套半平行钢丝索断面
4-2锚具
在塑料护套半平行钢丝索的两端可以配装冷铸锚、热铸锚或镰头锚。锚具在工程结构上的固定方式 可以用螺母,也可以用垫块或者轴销。
4-2-1冷铸锚
冷铸锚具最基本的组成部件是锚杯、定位板、连接筒。根据不同的固定方式,再配备螺母、垫块或轴 销(图2)。
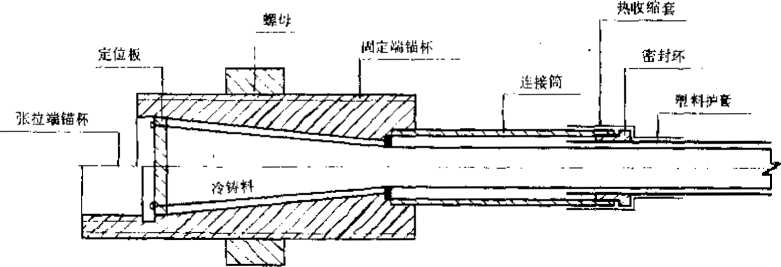
图2螺母固定型冷铸锚
将钢索端头的塑料护套剥除,顺序套上连接筒和锚杯,钢丝逐根穿过定位板上的对应孔眼后锹头就 位。在锚杯中瀧入流动态的混合填料,振实。混合料硬化后,形成锚塞,钢丝和锚杯即牢固连成一体。
混合料可以使用环氧树脂等有机结合剂,也可以使用其他类型的结合剂。要求配制的混合料有良好 的流动性,以利浇灌=硬化后混合料应貝有足够的强度和温度稳定性,以确保锚具的锚固性能,
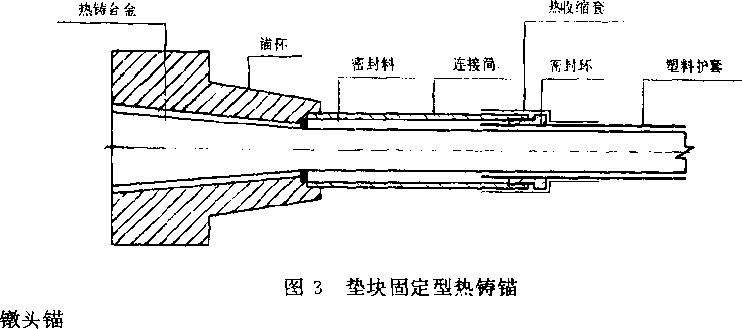
4-2.2热铸锚
热铸锚的构造和冷铸锚大体相同,差别在于采用低熔点的合金充填锚杯中钢丝间的空隙(图3)0
4∙2∙3
檄头锚的最基本部件是一块锚板,锚板上留出钢丝孔眼,索中钢丝穿过对应的孔眼后犧头(图4)。
镰头锚可以使用螺母或垫块锚画。
用于张拉端的檄头锚,在锚具尾部应留有连接张拉工具用的内螺纹。
4∙2∙4所有上述三种锚具,在配装时均需要将钢索端部的塑料护套剥去一定长度。在配装的最后阶段, 必须对这部分仍裸露的钢丝釆取可靠的防护措施。
热收缩宋
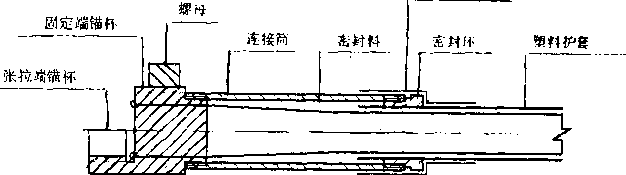
图4螺母固定型饿头锚
4- 3塑料护套半平行钢丝拉索
在塑料护套半平行钢丝索的两端,配装锚具,就成为可以在工程结构中承受拉力的塑料护套半平行 钢丝拉索。
5.1铜索
5- 1.1规格
按制作钢索所用单根钢丝的直径,钢索有5mm、7mm两大系列,每一系列的规格见表1、表2。
5.1.2铜索型号
S □
11 T
L-~-—-—丝根数
——一-一—钢丝类别代号:
Z镀锌钢丝
光面钢丝不加标记
'-----------钢 丝 直径,mm
L----------钢索名称代号
5-1-3标记示例
由121根5 mm镀锌钢丝绞制的塑料护套半平行钢丝索.
钢丝索 S5Z-121 CJ 3058—1996
表1殆钢索系列规格
|
钢丝根数 |
截面积 |
破断荷载 |
裸索直径 |
钢索直径 |
钢丝重 |
拉索重 |
|
& |
玖 |
D | ||||
|
n |
mm' |
kN |
mm |
mm |
kg/m |
⅛∕m |
|
37 |
726 |
1 140 |
35.0 |
45 |
5-7 |
6.5 |
|
55 |
1 080 |
1 696 |
41. 1 |
5C |
8∙5 |
9.2 |
|
61 |
1 197 |
1 880 |
45. 0 |
55 |
9. 4 |
10, 2 |
|
73 |
1 433 |
2 250 |
48- 6 |
60 |
11. 3 |
12. 3 |
|
85 |
1 669 |
2 62。 |
50-8 |
60 |
13* 1 |
13. 9 |
|
91 |
1 787 |
2 810 |
55.0 |
65 |
14- 0 |
15、O |
|
109 |
2 140 |
3 360 |
57.9 |
70 |
16*8 |
18*0 |
|
121 |
2 375 |
3 730 |
60. 7 |
70 |
1& 7 |
19.7 |
|
127 |
2 494 |
3 916 |
65-0 |
80 |
19- 6 |
21- 3 |
|
151 |
2 964 |
4 650 |
67. 4 |
80 |
23. 3 |
24-8 |
|
163 |
3 200 |
5 020 |
70. 6 |
85 |
25.1 |
26・9 |
|
187 |
3 671 |
5 760 |
75∙0 |
90 |
28- 8 |
30. 8 |
|
199 |
3 9Q6 |
6 130 |
77.1 |
90 |
30- 7 |
32.4 |
|
211 |
4 143 |
6 505 |
80- 5 |
95 |
32. 5 |
34- 5 |
|
223 |
4 377 |
6 870 |
83. 1 |
95 |
34. 4 |
36∙ 1 |
|
241 |
4 731 |
7 430 |
85∙ 0 |
100 |
37. 1 |
39.3 |
|
253 |
4 968 |
7 800 |
86∙ 9 |
100 |
39∙ 0 |
41.0 |
|
265 |
5 202 |
8 170 |
90. 5 |
105 |
40,8 |
43.1 |
|
283 |
5 555 |
8 720 |
92, 1 |
105 |
43. 6 |
45. 6 |
|
301 |
5 909 |
9 280 |
95-0 |
IlO |
46- 4 |
48. 8 |
|
注:计算 Rk时,取 Λtk = 1 570 MPa. | ||||||
表2 S=7钢索系列规格
|
钢丝根数 n |
截面积 A mm2 |
破断荷载 Λ⅛ kN |
裸索直径 d mm |
钢索直径 D Tnm |
钢丝重 WW kg/m |
拉索重 kg/m |
|
37 |
1 424 |
2 240 |
49. 0 |
60 |
11*2 |
12*2 |
|
61 |
2 347 |
3 6S0 |
63,0 |
75 |
18. 4 |
19÷7 |
|
73 |
2 809 |
4 410 |
68.0 |
80 |
22. 1 |
23. 5 |
|
85 |
3 271 |
5 140 |
71- 2 |
85 |
25. 7 |
27.4 |
|
91 |
3 502 |
5 500 |
77- 0 |
90 |
27* 5 |
29- 2 |
|
.109 |
4 195 |
6 590 |
8L 1 |
95 |
3Ξ. 9 |
34. 8 |
|
121 |
4 656 |
1 310 |
汕9 |
100 |
36. 6 |
38. 8 |
|
127 |
4 888 |
7 674 |
9L 0 |
105 |
38.4 |
⅛6 |
|
139 |
5 349 |
8 400 |
92. 2 |
105 |
42.0 |
44.0 |
|
151 |
5 810 |
9 120 |
94. 4 |
110 |
45. 6 |
4& 1 |
|
163 |
6 272 |
9 85。 |
98, 8 |
115 |
49*2 |
52-0 |
|
187 |
7 196 |
11 300 |
105.0 |
IZCl |
5& 5 |
59- 2 |
|
199 |
7 658 |
12 020 |
IOS* G |
125 |
阳1 |
63- 2 |
|
2L1 |
8 119 |
12 75C |
112-7 |
130 |
63- 7 |
阪0 |
|
223 |
8 581 |
13 470 |
116*3 |
135 |
67-4 |
7L 1 |
|
241 |
9 Ξ74 |
H 560 |
119.0 |
135 |
12. S |
7丄。 |
|
253 |
9 737 |
15 287 |
121-6 |
HO |
76- 4 |
80- 2 |
|
265 |
10 197 |
16 OIo |
126- 6 |
145 |
80.1 |
84.1 |
|
283 |
10 890 |
17 100 |
129. 0 |
150 |
85. 5 |
90.1 |
|
295 |
11 353 |
17 824 |
131÷ 4 |
150 |
89.1 |
93. 2 |
|
301 |
11 582 |
18 180 |
133- 0 |
155 |
95 9 |
95- 9 |
|
313 |
12 046 |
18 912 |
134 3 |
155 |
94. 6 |
99. 1 |
|
337 |
12 968 |
20 360 |
140- 6 |
160 |
Iol- 8 |
106-4 |
|
367 |
14 122 |
22 170 |
147- 0 |
170 |
110. 9 |
116- 6 |
|
397 |
15 277 |
■ 23 990 |
153・ Ξ |
175 |
119. 9 |
125- 5 |
|
421 |
16 200 |
25 430 |
155-2 |
180 |
127-2 |
133」 |
|
注:计算F土时,取人山=1 570 MPaa | ||||||
5-2锚具
冷铸锚、热铸锚、锻头锚的规格系列和钢索相对应。
5-2-1锚具型号
L-一一——一一D 固定端
L 张拉端
_-——-——-—— 具类别代号:
L 冷铸锚
R热铸锚
D 傲头锚
--------------丝根数
------------------•钢 丝直径,mm
-------------------锚具名称代号
5-2-2标记示例
用于锚固121根5mm钢丝的张拉端冷铸锚。
锚具 M5-121-LL CJ 3058—1996
5-3拉索
如无特殊情况,拉索的两端应配装相同类别的锚具。
5∙3∙1拉索型号
L——-—-一-一ʌ 索两端均配装张拉端锚具
B 索一端配装张拉端锚具,
另一端配装固定端锚具
——------—L 冷铸锚
R 热铸锚
D 傲头锚
一•…--……-_-—— ------Z 镀锌钢丝
光面钢丝不加标记
L---—— -------——■---钢丝直径,mm
---------------------拉索名称代号
5∙3∙2标记示例
拉索,采用121根STnnl镀锌钢丝絞制的塑料护套半平行钢丝索制作,一端配装张拉端冷铸锚,另 -端配装固定端冷铸锚。
拉索 LS5Z-121-LB CJ 3058—1996
6- 1原材料
6-1-1钢丝
6∙1∙1∙1铜丝的化学成分应符合表3的规定。
表3钢丝化学成分
|
化学成分 | |||||
|
C |
Si |
Mn |
S |
P |
CU |
|
0.75—0. 85 |
It 0. 12—0. 32 |
0. 60 — 0. 90 |
≤0. 025 |
≤0* 025 |
<0. 20 |
6-1-1-2制作钢索所用的光面或镀锌钢丝均应经过稳定化处理,其各项性能必须符合表4的规定。
表4钢丝物理力学性能
|
序号 |
项 目 |
单位 |
指 |
标 |
试验方法 |
|
1 |
公称直径 d |
mm |
5. O |
7.0 | |
|
2 |
抗拉强度标准值 |
MPa |
1 570 |
1 570 | |
|
3 |
直径允许偏差 |
mm |
+ 0- 08 |
÷0, 08 |
GB 5223 |
|
—(K 04 |
-O- 04 | ||||
|
4 |
椭圆度 |
mm |
≤0. 04 |
≤0, 04 | |
|
5 |
公祢横截面积 |
mm |
19, 63 |
3& 48 | |
|
6 |
每米理论重量 |
kg |
0÷ 154 |
0. 302 | |
|
7 |
抗拉强度 關 |
MPa |
≥1 570 |
>1 570 |
YB 39 |
|
8 |
屈服强度 b" |
MPa |
≥1 330 |
≥1 330 |
YB 39 |
|
9 |
弹性模量 E, |
GF⅛ |
205 士 10 |
205±10 |
GB 1586 |
|
IO |
伸长率 S |
% |
≥4 |
≥4 |
YB 39 |
|
标距 LO |
mm |
250 |
250 | ||
|
11 |
伸直性:弦长 C |
Tnm |
1 OOO |
1 OOO |
GB 5223 |
|
弦与弧的最大自然矢高 A |
Wln |
≤20 |
≤15 | ||
|
12 |
弯曲次数:弯曲半径 R |
mm |
15 |
20 |
GB 238 |
|
次数 |
≥4 |
≥4 | |||
|
13 |
缠绕试验 |
3^×g |
XB |
GB 2976 | |
|
14 |
松弛性能,初始应力 σ0 |
0* 70Λk |
GB 5223 | ||
|
1 OOOh应力损失 |
025<Jt∣ |
≤0. O25σα | |||
|
15 |
疲劳性能:应力上限σh |
MPa |
zoeɪʒ |
706.5 |
& L L 8 |
|
应力幅值Ab |
MPa |
360 |
360 | ||
|
•加载次数 |
2 XIO6 |
2X 1Oe | |||
|
注: |
1 GPa=IO3 MPa. |
6-1-1-3镀锌钢丝的镀锌层应均匀、连续、附着牢固,不允许有裂纹、斑疤和没有镀上锌的地方。锌层的 重量、均匀性及附着牢固性应符合表5的规定.
表5铜丝镀锌层的重量、均匀性及附着牢固性
|
序号 |
项 冃 |
单位 |
指 |
标 |
试验方法 |
|
1 2 3 |
锌层重量 浸硫酸铜溶液次数 每次1 min 缠绕试验、芯棒直径 缠绕圈数 _________ |
mm |
>300 ≥5 25 2 |
MDO >5 35 2 |
GB/T 2973 GB/T 2972 GB 2976 |
6-1. L 4钢丝应具有可撤性,即这种钢丝可以采用冷镇工艺将钢丝端头加工成鼓槌状的徴头,且嫩头 所能传递的荷载,能满足对钢丝的使用要求。
6∙ I-1-5成品光而钢丝或镀锌前的光面钢丝,表面均不得有裂纹、小刺、机械损伤、氧化铁皮和油迹。 6∙1∙1∙6成品铜丝不得存在任何接头。在生产时为了连续作业而焊接的电接头,应予切除。
6∙ 1 L 7每盘钢丝由-根组成,其盘径不得小于1 800 mm,盘重不应小于800 kg。允许在每个交货批 中有不多于5%的盘数盘重小于800 kg,但所有盘重均应大于500 kg。
6∙1∙1∙8钢丝疲劳试验
钢丝疲劳试验的试件长度不应短于350 mm,正弦波加载,加载频率8-100 HZO如试验过程中钢丝 在夹具内或离夹具汩距离内断裂,则试验结果无效。
6-1.1. 9钢丝检验
a) 钢丝验收以批为单位,每批应由同一炉鑼号、同一规格的钢丝组成。
b) 逐盘检查钢丝的形状尺寸和表面情况。
C)每盘钢丝应取样迸行抗拉强度、伸长率和弯曲试验。于同批钢丝中抽取10%,但不应少于三盘进 行缠绕试验和屈服强度试验。松弛试验每批或每200 t进行-••次。钢丝的化学成分试验每批或每一炉号 进行一次。
d) 钢丝的疲劳试验每批或每500 t进行-•次,或根据供需双方协议进行。当进行拉索的疲劳试验 时,必须对所用的钢丝进行钢丝疲劳试验*
e) 镀锌钢丝取每批盘数的5%,但不应少于三盘做有关镀锌层质量试验。
f) 在上述检査中,如有某一项试验結果不符合本标准6- 1. I-1~6∙ 1. 1-7各条所定要求,则该盘钢 丝为不合格。并从同一批夫经试验的钢丝盘中再取双倍数量的盘数进行复验,如复验结果该项指标仍未 通过,则该批钢丝应逐盘检验,合格者方可验收。
6∙1-1∙10标志及包装
成盘钢丝应用打包铜带不应少于四处捆扎结实,用防水塑料带严密缠裹,外层再缠麻布或塑料编织 布保护。运输保管时,应防止钢丝受潮淋雨,
每盘铜丝应挂有金属或塑料的标志牌,标明:
a) 制造厂商;
b) 钢丝规格,炉号;
C)净重或毛重;
d)盘卷编号。
6.1-1.11质蛍证明书
每批钢丝必须附质量证明书,其内容如下:
a)供、需双方名称;
□发货日期;
C)合同号;
d) 重量、件数;
e) 标准中所规定的各项检验结果;
D包装类型,
g)技术监督部门印记。
6-1-2护套塑料
6-1-2-1制作护套所使用的高密度聚乙烯以及其他符合要求的塑料应在专门的工厂内混炼造粒,颗粒
大小在任意方向应为2〜5 mmt,
塑料应混標均匀,不得混入杂质,颗粒内部不得有气泡。
必须釆用拼岀型塑料。
6-1-2-2塑料的物理力学性能应符合表6的规定。
6∙1∙2∙3塑料验收
a) 护套塑料验收以批为单位。同一批号原料、同一配方、同一工艺生产的为一批,每批重量不应超
过40 L
b) 从每批塑料中随机指定一袋,取出1 kg试样,进行密度、搐体流动速率、拉伸强度、屈服强度、断
裂伸长率、硬度等试验。表6中所列其余各项试验按本标准第8.3条型式检验规定办理。
C)上述试验如有某一项结果不符合本标准第6.1. 2. 2条表6要求,应重新加倍取样,对该项指标 进行复验,如复验结果仍未通过,则该批产品不合格。
6-1-2-4标志、包装、贮存和运输
a) 护套塑料应密封于塑料袋中,每袋净重25±O,2 kgo
b) 毎袋产品应附有生产厂质量检验部门签发的合格证。包装袋上应标明生产厂名、产品名祢、型 号、批号、净重、生产日期等。每~批产品应附有性能测试报告。
Q产品应贮存在清洁、阴凉、干燥、通风的库房内.运输时应防止日晒、雨淋,并防止受潮受热,保持 包装完整。
e.1.3绕包带
使用聚酯类薄膜复合绕包带,带宽30-40 mm,抗拉强度每厘米带宽不应低于250 Ne
其他类型的包带,只要具有足够的拉力强度和韧性,能承受钢索制作过程中的张力和挤压,也可以 使用。
6.1- 4锚具钢材
锚杯、锚板、螺母、垫块等主要受力件必须选用优质钢材制造,其技术条件应符合GB 699或
GB 3077。对于锻钢,尚应符合YB 3207的规定。
6.1- 5锚杯填充料
表6护套塑料的物理力学性能
|
序号 |
项 目 |
单位 |
措标 |
试验方法 |
|
物理性能: | ||||
|
1 |
密度 |
g∕n√ |
O- 942—0, 978 |
GB 333 |
|
2 |
熔体流动速率MFR |
g/10 f∏in |
≤0* 45 |
GB 3饨2 |
|
3 |
拉伸强度 |
MPa |
≥20 |
GB 1040 |
|
4 |
屈服强度 |
MPa |
≥10 |
GB 1040 |
|
5 |
断裂伸长率 |
% |
≥600 |
GB 1040 |
|
6 |
陵度 |
ShOre D |
GB 2411 | |
|
7 |
弹性模量 |
MPa |
≥50 |
GB 1040 |
表6(完)
|
序号 |
项 目 |
单位 |
指标 |
试验方法 |
|
8 9 |
冲击强度 "软化温度 |
kj∕m2 |
>25 汕5 |
I GB 1043 GB 1633 |
|
10 11 |
耐气候性能: L耐环境应力开裂性 2.脆化温度 |
FD/h C |
>1 500 <-60 |
GB 1842 GB 5470 |
|
n 13 |
耐老化性能: L (在耐热老化1 OoiCX 7 d条件下) 拉伸强度保留率 断裂伸长率保留率 2・耐臭氧老化 (在延伸25%, 温度 24士8X3、 臭氧浓度。・01~0∙ 15 PPmX 暴露Ih条件下) |
% % |
>80 法80 无异常变化 |
GB 7141 GB 7141 |
6-1-5.1冷铸料
配制冷铸料所使用的各种物料,均应符合相关的技术标准•
6-1-5-2热铸料
热铸料使用低熔点锌铜合金。
6∙2钢索
6∙ 2-1扭绞
钢丝集束后同心左向扭绞,最外层钢姓的扭绞角2。〜4。,相应其捻距在(40~60)D,具体视索中钢 丝数量而异。索中钢丝应排列整齐,扭绞紧密均匀,无交叉错位。
6- 2-2绕包
绕包层右旋,应紧密齐整,无缺漏,无破损,每圈搭接不应小于带宽1/3。
较细的钢索釆用单层绕包,对于211抑以上的大规格钢索,可以采用双层绕包。
绕包应使用专门的绕包机,绕包机对绕包带的搭接寛度及绕包带的张力,应具备调节能力。
6- 2-3挤制塑料护套
6.2∙3∙1塑料颗粒必须经充分干燥才能进入挤岀机。
6∙2∙3∙2塑料护套应紧裹在钢丝裸索绕包层外,在正常的生产、运输、吊装过程中不应串动脱壳。
护套外观应光滑平整.钢索护套外径的允差为±1 mm,护套厚度的允差为±1 mm,护套的拉伸强 度、屈服强度以及断裂伸长率应和所使用的塑料相当。
6∙2∙4钢索
6∙2∙4∙1钢索在自然状态下应保持顺直,不应出现螺旋形卷曲*
6- 2- 4- 2钢索定长
钢索展平伸直后,用50 m标准铜卷尺直接丈量,精确至1 mm.测量时钢尺的张力,应符合相应的 使用规定•丈量结果应根据需方对钢索长度的设定条件,作必要的修正。
定长后用齿锯下料,断面应垂直于钢索的轴线,偏斜不超过2。。
6- 2-5已定长落料的钢索,应予编号,注明规格、长度,并附质保单,写明编索时所用钢丝盘号、钢丝抗
拉强度、护套的物理性能等检测结果。
6∙3锚具制作
6- 3.1锚具各部件所用钢材应符合有关标准’
6- 3∙2锚杯、锚板、螺母,垫块等主要受力件的半成品在热处理后应作超声探伤,探伤合格的方准进入
下一道工序。探伤方法及评定标准应符合GB 4162中C级的规定*
也可将超声探伤标推提高至B级,并对锚具成品增加磁粉探伤.磁粉探伤应按JB 3965执行。对一 般工程,要求为r级,对重要工程,也可以提高至I级。
6∙ 3- 3锚具的各主要受力件应有硬度测试记录,硬度测试应按GB 231规定进行。
6- 3-4锚具的梯形螺纹应符合GB 5796∙1规定,精度为8H∕8c.也可以提高精度等圾至7H∕7cβ螺纹的 极限尺寸应使用符合精度标准的螺纹通止规控制。
也可以采用锯齿形螺纹。
6∙3∙5锚具的各外露件,应作发黑处理。也可以作镀锌防护,电镀锌件在镀后应作脱長处理。
6∙3∙6同一规格锚具的同类部件应具有互换性。
6-3-7锚具的锚杯、锚板、螺母、垫块等主要受力件,在生产过程中均应编打流水号。最后出厂时,应用 钢印将型号及流水号打在成品上。
, 锚具散件应配套出厂,每副锚具应带有质保单,载明锚具的各项检测结果。
6-4配装锚具
将锚具牢固连结在钢索尽端的过程称为配装锚具。
6.4- 1配装锚具前,在已定长落料的钢索两端,先按规定长度剥去一段塑料护套及绕包带,然后将索中 钢丝分别穿过定位板或锚板,檄头就位。
6-4.2对于冷铸锚,在浇祷冷铸料前,定位板在锚杯中的位置应按设计规定予以固定,钢丝犧头应抵紧 定位板。
浇灌冷铸料时应强迫振实,并有可靠的防漏措施。
对于每一副冷铸锚,还应同时制备冷铸料抗压试件2组,每组3件。其振实和固化条件应和锚杯中 冷铸料相同.
冷铸料试件为直径25 HIm,高30 Inm的圆拄体。
6- 4-3对于热铸锚,浇铸热铸合金时,热铸锚的锚杯应预热,钢丝应均匀散开在锚杯中。浇铸应密实,热 铸合金的浇铸温度宜控制在450士 IcrC范围.
6- 4-4檄头锚配装终了,应设法使钢索中各根钢丝的锹头,一律抵紧傲头锚锚板.
6.5拉索
6.5- 1拉索的静载性能应符合表7的规定。
表7拉索的静载性能
|
弹性模量 K MPa |
拉索效率系数 V |
极限勉伸率 E % |
锚塞回缩值 mtιι | |
|
Λ | ||||
|
≥1. 85 X IO5 |
≥O. 95 |
≥2- O |
≤7(2) |
≤15 |
|
甘I ”一实测破断索力檢 L计―癸称破断索力RL A括号内数值适用于锹头锚。 | ||||
在工程设计中,拉索中钢丝的最大设计应力σ8应在O.4O~O. 45£*范围内选用。
6- 5.2动载性能
拉索的动载性能应符合表8的规定。
表8拉索的动载性能
|
应力上限 |
应力幅值 服=bm 心一Gmii MPa |
2×105次循环加载后断丝率 % |
|
0. 42Λrk |
200 |
≤5 |
若供需双方另有协议,拉索动载试验的应力上限可在O. 40~0.45∕pA.应方幅值∆σ可在200-250
MPa范围内选择。
拉索中钢丝所承受的活载应力,即拉索中钢丝的设计应力幅值不应大于试验应力幅值的:⅛, 丄.ɔ
6. 5-3拉索出厂前应加预拉?预拉时,索中钢丝应力在0.45〜0.60/Ptk之间,具体由供需双方商定。预 拉后,锚塞的回缩值应符合表7规定,并不允许有单根钢丝在锚塞内滑动或微头脱落。对使用螺纹固定 的锚具,内外螺纹仍应能自由拧合。
6- 5.4拉索的长度,在岀厂时应和需方的指定值相符,其允差不大于索长的0. 02%,当索长小于100 m 时,不应大于20 mm。
6- 5- 5拉索锚具和索的连接处应具有良好的防水密封性能,并能承受预拉以及运输、存放和施工过程 中的拉伸和挠曲。
7试验方法
凡已指明使用某J标准或某一标准试验方法者,一律按相关的标准试验方法执行。
凡未指明试验方法者,按本章规定执行。
I-1钢索捻距IU
捻距4,的定义为钢索中某一根钢丝绕钢索中心轴旋绕一周所需的长度。这一长度以钢索在伸直状 态下沿铜索长度方向所量的直线距离为准。
测量时使用钢尺,精确至LOmg 量取的长度S应为紀,,然后取平均值,得ZiI = S/3,
7- 2钢寮扭绞角α
钢索中内外层钢丝的扭绞角并不相同,测定时以最外层钢丝的扭絞角为准,其计算公式如下:
a = arctg[π(Z)0 — cZ)∕∕n] .................................(I)
式中:a——扭绞角,取值至0.1。;
DII—裸索外径,精确至O. 1 mm,应符合本标准表1或表2的规定;
d---钢丝公称直径fmm;
4——钢索中最外层钢丝的捻距.
7-3钢索塑料护套的厚度、外径和机械性能试验
护套厚度按GB/T 295L 3。
'护套外径按GB/T 2951-4o
护套机械性能按GB/T 2951-6。
7-4拉索預拉
7- 4-1使用液压干斤顶作为加载装置,荷载由压力表控制,压方表的精度不成低于L 5级。
7-4.2将拉索置台座中,逐南加载至预拉索力的10%,检査加载装置及拉索连接系统准确可靠后,继 续缓慢加载至设定的预拉索力,持荷5 min后卸荷。
7.4- 3预拉时的加载速率不应大于IOO MPa∕mino
7∙4∙4预拉过程中,如有需要,可以分级测量不同荷载下的拉索伸长量。
7-5锚塞回缩值
在锚具尾部选三个钢丝锹头,对于热铸锚则在热铸合金形成的锚塞外露面选取三个测量点,这3个 犧头或测量点至锚具中心的距离应大致相等,并互成120\以锚杯外端面为基准,用深度卡尺测出锄头 或测量点至基准面的垂直距离。加载前后各测一次,三个测点平均值前后两次的差,即为在该荷载下锚 塞的回缩值,精确至0.05 mmo 7-6拉索静载试验
7.6.1为考核拉索的静载性能,需制备试验拉索。试验拉索两端锚杯间的净距不得小于4∙ Om*试验拉 素所用钢索和锻具的规格可以小于工程上所使用的实型索,但其型式和类别必须相同,而且规格不宜小 于 61s⅛5 或 37fi70
7- 6-2在试验机或试验台架上加载。荷载测量精度不低于2%,加载速率不大于100 MPa∕miπo 对试验时的气温或室温应作记载.
7- 6-3正式加载前先分级预载,每级荷载为公祢破断索力已!.的10%,并持荷5 min,至0. 6Rk后持荷 10 min,然后卸载至0- IP血按7-5条规定旗取预拉荷载下的锚塞回缩值。
7∙6∙4正式加载。⅛ O∙ IRk开始,每级O. 1巳,并持荷5 min,至O. 8Rii时持荷1 h,继续加载,每级 0. O5Ptk,并持荷5 min,按此规定逐级加载,直至荷载到达极限或索中钢丝破断率到达5% ,最后所得极 限索方即为拉索的实测破断索力尸用。拉索的效率系数:
T=# ..............................(2)
ʃ Ck
7- 6-5在试验索上划出标距,标距长度应不小于2 000 mm,在每级持荷结束时,量测标距范围内钢索 的长度变化,精确至0∙ 5 mm。按下式计算钢索的延伸率:
Z = ~ • 100% ..............................( 3 )
式中;M-钢索延伸率,%;
L--标 距,mm;
ΔΛ——在标距范围内钢索的伸长量,mmO
注意:对于有护套的钢索,在设定标距时,要防止钢索受拉后因护套和钢丝间发生相对位移而带来 的伪读数。为此,标距应设在卡箍上,卡箍应可靠地箍紧在钢索护套上,使钢索受力后,护套和钢丝间无 ;相对滑移发生。
i 也可以采用量取试验索总伸长值的方法测定钢索的延伸率。但这时应考虑到锚具的锚固长度、锚塞
,回缩、试验所用钢梁和垫块的变形等影响因素,并对实测的试验索伸长量进行修正。
:7∙6∙6卸载后量取锚塞的极限回缩值△叩,并检査锚具内外螺纹的旋合情况以及锚杯,锚板、螺母等受 :力件的残余变形。
:7-7拉索的弹性模量
:7.7-1拉索的弹性模量可以用试验索进行测定,也可以在实型索上进行测定。
I 7∙7∙2用试验索测定时,荷载精度不应低于1.0%或2kN,索长的标距不应小于2 OOO mm,拉索伸长 i量的堇测应精确至0. 1 mm.
! 用实型索在台座中测定时,荷载精度不应低于2. 0%或20 kN,索长标距不小于20 000 mm,伸长量
I-精确至I- 0 InmO
7. 7-3测定拉索的弹性模量时,加载范围为0.1~0.‰o先预拉至o.45/p[k,持荷10 min后卸载至 0∙l∕p,k,持荷5 min后再加载,每级荷载0.05∕plk,并持荷5 min后测读标距范围内的索长变化。将获取 的一系列。、e数据逬行回归计算后,求得拉索的弹性模量。
7-8拉索动载试验
7.8-1动载试验索的制备要求和静载试验索相同,但对制索所用的钢丝应作疲劳试验"每盘钢丝取一 组试样,疲劳试验合格的钢丝,才能用来制备动载试验索。
7- 8- 2先加静载预拉,然后再加动载,预拉应力不低于o∙ 5/壮,不髙亍O. 6∕pAO
7.8 3按表8或供需双方商定的应力上下限施加动载。正弦波加载,频率不大于io HZO
7∙8∙4试验过程中还应测定锚塞的回缩值,钢索的伸长率.观察记录断丝的情况。
对试验时的室温,应作记载.
7.8∙ 5所加的动载,应根据动载试验机生产厂的规定,进行修正•
8.1检验分类
拉索的检验分为出厂检验(交收检验)和型式检验(例行检验)。
8- 2拉素的岀厂检验项目见表9。
表9拉索出厂检验
|
序号 |
试验项目 |
试验要求 |
试验方法 |
取样规定 |
|
错具: |
每付 | |||
|
1 |
起声探伤 |
合格 |
GB 4162 | |
|
2 |
磁粉探伤 |
合格 |
JB 3965 | |
|
3 |
硬度 |
合格 |
GB 231 | |
|
4 |
螺纹 |
GB 5795.1 |
螺蚊通止规 | |
|
5 |
外形尺寸 |
合格 |
实测 | |
|
6 |
发黑或镀层 |
合格 |
目測 | |
|
7 |
互换性 |
合格 |
实飽实配 | |
|
钢索: |
每根 | |||
|
8 |
钢丝排列 |
合格 |
目测 | |
|
9 |
绕包层 |
合格 |
目测 | |
|
10 |
护套厚度 |
合格 |
GB/T 295L3 | |
|
11 |
护套外径 |
合槪 |
GB/T 2951. 4 | |
|
拉索* |
每根 | |||
|
12 |
索长 |
合格 |
6. 2. 2 | |
|
13 |
预拉及锚塞回缩 |
合格 |
7-4>7> 5 | |
|
14 |
索锚连接的密封性能 |
合格 |
目测 |
上述检验结果应载入每根拉索的质保单.
8- 3拉索的静载试验、弹性模量试验、动载性能试验,拉索护套的机械性能试验属型式检验。
有下列情况之-时,亠般应进行型式检验;
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
C)正常生产时,定期或积累一定产量后,每2至3年进行一次检验;
d) 产品长期停产后,恢复生产时;
e) 出厂检验结果与上次型式检验有较大差异时;
-IC)O
f)国家质量监督机构提岀进行型式检验的要求时。
8∙4判定规则
8-4-1钢丝、塑料、包带、锚具等,凡已判定为不合格品者,均不得用于制造拉索。
8- 4-2新型拉索如未通过型式试验,不得投产。
&43凡本标准表9中所规定的拉索出厂检验项目中有一项未获通过,该根拉索即被视作不合格品, 需方有权拒收。
9- 1标志
9-1-1在每根拉索两端的锚具根部,用红色油漆标明拉索编号和规格。
9-1.2每根拉索应挂有合格证,标明:制造厂名、生产日期、拉索编号、规格、长度、重量。
9-2包装
9-2.1大规格拉索宜采用成盘包装。钢质索盘的盘筒直径2λ应大于或等于2(λD,并不得小于l∙8mβ 拉索应整齐卷绕在盘筒上,两端的锚具应可靠地固定在索盘特设的支架上。
钢质索盘的自重应在盘侧标明。
9- 2-2小规格拉索可以采用成圈包装。每根拉索成圈后先用打包带按圆周等分紧捆6道,然后用麻布 满缠。索圈内径以应大于或等于并不得小于1.8 m。圈重超过500 kg时,应用钢丝绳匀设3〜4 个吊点.
9-2-3钢索也可以成盘或成圏包装。钢索端头的钢丝必须彼此焊死,以防错动。必要时钢索尽端还可 焊上一段牵引钢丝绳。
钢索的尽端要用和护套同样的澳料妥善封闭,以防潮气和水分侵入。
9∙2∙4拉索两端的镭具应涂防锈油脂,并用塑料套和麻布包扎两层。如有和锚具配套的螺毋,应拧在索 .端锚具上。如锚具使用垫块固定,则配套的垫块应装箱和拉索同时发运。
9∙2∙5当需方对包装有特殊要求时,由供需双方协商决定。
9∙2.6产品岀厂时,应随带产品合格证、产品说明书和质量保证单。产品合格证中应列入钢丝、护套塑 料、钢索、锚具、拉索的各项性能试验报告。产品说明书中应向需方提供拉索和锚具的各项几何参数以及 错具的内外螺纹规格。
9∙3运输
9.3.1铁路、公路、水路均可运输。
9∙3-2在运输和装卸过程中,应小心操作,防止碰伤拉素的塑料护套及锚具。
9∙4贮存
9.4-1产品宜贮存在库房中,霹天贮存宜加遮盖。
9-4-2成圈产品只能水平堆放,可以叠置,逐层间应加垫木。叠置高度不宜超过L5m,叠置时应防止 锚具碰伤护套,
401