
TSG特种设备安全技术规范 TSG 21-2016
固定式压力容器安全技术 监察规程
SUPerViSiOn RegUIatiOn On Safety TeChnOIOgy for StatiOnary PreSSUre VeSSeI

固定式压力容器安全技术 监察规程
SUPerViSiOn RegUIatiOII On Sa⅛ty TeChnOIOgy for StatiOnary PreSSUre VeSSel
刖 H
2013年7月,国家质量监督检验检疫总局(以下简称国家质检总局)特种设备安 全监察局(以下简称特种设备局)下达制定《固定式压力容器安全技术监察规程》(以 下简称《大容规》)的立项任务书,要求以原有的《固定式压力容器安全技术监察规 程》(TSG ROOq4—2009)、《非金属压力容器安全技术监察规程》(TSG R0001— 2004)、《超高压容器安全技术监察规程》(TSGRooO2—2005)、《简单压力容器安 全技术监察规程》(TSG R0003—2007) ʌ《压力容器使用管理规则》(TSG R5002— 2013)、《压力容器定期检验规则》(TSGR7001—2013)、《压力容器监督检验规则》 (TSG R7004—2013)等七个规范为基础,形成关于固定式压力容器的综合规范。 2013年8月,中国特种设备检测研究院(以下简称中国特检院)技术法规部组织有关 专家成立了起草工作组和材料、非金属、超高压等专业小组,制订了《大容规》的起 草工作方案,确定了《大容规》制定的原则、重点内容及主要问题、结构(章节)框 架,并且就起草工作进行了具体分工,制订了起草工作时间表。起草工作组和各专 业小组分别开展调研起草工作,召开多次研讨会,形成《大容规》(草案)O 2013年 12月,在北京召开起草工作组全体会议,经过讨论与修改,形成了《大容规》征求 意见稿。2014年2月,特种谖备局以质检特函〔2014] 5号文征求基层部门、有关单 位和专家及公民的意见。2014年6月,起草工作组召开第二次会议,对征求到的意 见进行研究讨论,形成送审稿。2014年7月,特种设备局将送审稿提交给国家质检 总局特种设备安全技术委员会审议,起草工作组分别于2014年9月、10月、11月召 开工作会议,对审议意见进行研究讨论,形成报批稿。2015年8月,《大容规》的 报批稿由国家质检总局向WTO/TBT进行了通报。2015年11月,工作组回复了 WTO/TBT的咨询意见。2016年2月22 0 ,《大容规》由国家质检总局批准颁布。
《大容规》制定的基本原则是:
L以原有的压力容器七个规范为基础,进行合并以及逻辑关系上的理顺,统一 并且进一步明确基本安全要求,形成关于固定式压力容器的综合规范。
2. 根据特种设备目录,调整适用范围,统一固定式压力容器的分类。
3. 根据行政许可改革的情况,调整各环节有关的行政许可要求。
4. 整理国家质检总局近年来针对压力容器安全监察的有关文件,汇总《固定式压 力容器安全技术监察规程》宣贯、实施中存在的具体问题,收集网上咨询意见,增补 相应内容,重点解决当前存在的突出问题。
5. 扩展材料范围,重点解决铸钢、铸铁压力容器材料技术要求(安全系数、化学 成分、力学性能和适用范围),增加非焊接瓶式容器高强钢材料技术要求。
6. 按照固定式压力容器各环节分章进行描述,每个环节的边界尽可能清晰,明 确相应的主体责任(如明确耐压试验介质、压力、温度,无损检测方法、比例,热处 理等技术要求由设计者提出并且放到相应设计章节)。
7. 理顺法规与标准的关系,整合、凝练固定式压力容器基本安全要求,将一些 详细的技术内容放到相应的产品标准中去规定。
|
参加《大容规》'起草工作的主要单位和人员: 中国特种设备检测研究院 国家质检总局特种设备安全监察局 |
寿比南贾国栋戚月娣 高继轩李军徐锋 常彦衍 |
|
全国锅炉压力容器标准化技术委员会 合肥通用机械研究院 江苏省特种设备安全监督检验研究院 上海市特种设备监督检验技术研究院 浙江大学 中国石化工程建设有限公司 中国特种设备安全与节能促进会 ,兰州石油机械研究所 中国寰球工程公司 中国天辰工程有限公司 大连金州重型机器有限公司 江苏省质量技术监督局 中石化洛阳工程有限公司 中国石油化工股份有限公司 中国石油天然气股份有限公司炼油与化工分公司 上海华理安全装备有限公司 大连理工大学 中国工业防腐蚀技术协会 天华化工机械及自动化研究设计院有限公司 国家塑料制品质量监督检验中心(福州) |
谢铁军张勇 陈学东崔军章小浒 缪春生强天鹏 汤晓英 郑津洋 张迎恺 王晓雷 张延丰 叶日新 曲建平 刘静 周国庆 张国信 何承厚 宋晓江 吴全龙 喻建良 张炎明 桑临春 郑伟义 |
非金属压力容器专业起草小组的主要单位和人员:张炎明、寿比南、桑临春、 戚月娣、郑伟义,冀州市中意复合材料有限公司李国树,南通山剑石墨设备有限公 司姚建,温州赵氟隆有限公司陈国龙,南通久信石墨科技开发有限公司仇晓丰,南 京新核复合材料有限公司李忠江,中国工业防腐蚀技术协会王国琨,上海贤达美尔 森过程设备有限公司宋广澄、汪家军,昊华中意玻璃钢有限公司吕会敏,西格里石 墨技术(上海)有限公司左锦富,.河北可耐特玻璃钢有限公司曹行真,阿丽贝(鞍山) 塑料防腐设备有限公司关玉华。
超高压容器专业起草小组的主要单位和人员:寿比南、郑津洋、贾国栋,全国 锅炉压力容器标准化技术委员会杨国义、陈志伟、陈朝晖,浙江大学施建峰、李 涛,中原特钢股份有限公司范志霞,内蒙古北方重工业集团有限公司许锐冰,中国 石化工程建设有限公司丁利伟,浙江省特种设备检测研究院郭伟灿,江苏省特种设 备安全监督检验研究院马歆,四川省特种设备检测研究院彭军,湖北特种设备检验 检测研究院吴遵红、李新成,河南省锅炉压力容器安全检测研究院曹志红,台州市 特种设备监督检验中心李隆骏,中国电子元件行业协会压电晶体材料分会姜连生、 章怡、华大辰,北京石晶光电有限责任公司济源水晶厂杨卫东,四川省荥经晶冠电 子有限公司蔡国钦。
压力容器材料专业起草小组的主要单位和人员:张勇、章小浒,全国锅炉压力 容器标准化技术委员会杨国义,中国特种设备检测研究院徐彤、尹立军、石坤,中 国石化工程建设有限公司段瑞。
目 录
1.1目的<
固定式压力容器安全技术监察规程
和减公事故,保护人民生命和财产安  全,促进经济社会发展,根尹S电华人民共和国特种瞄安全法》《特种设备安全监 察条例》,制定本规程。/冒
全,促进经济社会发展,根尹S电华人民共和国特种瞄安全法》《特种设备安全监 察条例》,制定本规程。/冒


■- i \
策但琶使用的压力容器(以下简称压力容器,注
l¾置成者场区内部搬动、枝身的压力容器,以及可移 詡奇器撅监督尊理;过宥奮置中作为工艺设备的按
IMlIlllllllliIilIllill
IilllillllillillliiliIiliil
½⅛i⅛时SBit下条殮压力容器:
a (注 1-2); "
1∣⅛⅛∣½⅛≡⅛ 面内边界最大几何尺
PHJ⅛
j¾⅛-
1.2固定式压力争
固定式压力容器處指
1-1) O g
注1-1:对于为了爾途、
动式空气压缩机的储气1躊*番囑
压力容器设计制造的余⅛⅛⅛本大
I、S
1 3 活用节围Ili啣iiIlllllN 虎
1, o 瞄剛IE
侦沖 Q
本规程适用于特熙覺
⑴工作压力大于⅛wφ 0.
⑵容积大于或者等十聶
寸)大于或者等于15Om
(3)盛装介质为气体、額化
的液体(注1-4)。 ..
注1-2:工作压力,是指在正螭
注1-3:容积,是指压力容器的 并且圆整。一般需要扣除永久连接在压
注1-4:容器内介质为最高工作温度低于糞嬴准沸点的液体时,如果气相空间的容积大于或

定亍
录月

及介质最高工作温度高于或者等于其标准沸点
一墳况下,压力剝興部可能达到的最高压力(表压力)。 晝锋标注的尺寸计算(不考虑制造公差)

者等于0.03 m3时,也属于本规程的适用范围。
1.4适用范围的特殊规定
压力容器使用单位应当参照本规程第7章“使用管理”的有关规定,负责实施本 条范围内压力容器的安全管理。
1.4. 1只需要满足本规程总则、材料、设计、制造要求的压力容器
本规程适用范围内的以下压力容器,只需要满足本规程第1章至第4章的规定:
(1) 深冷装置中非独立的压力容器、直燃型吸收式制冷装置中的压力容器、铝制 板翅式热交换器、过程装置中冷箱内的压力容器;
(2) 盛装第二组介质(注1-5)的无壳体的套管热交换器;
(3) 超高压管式反应器。
注1-5:压力容器介质分组见本规程附件AO
1. 4. 2只需要满足本规程总则、设计、制造要求的压力容器
本规程适用范国内的以下压力容器,只需要满足本规程第1、3、4章的规定:
(1) 移动式空气压缩机的储气罐;
(2) 水力自动补气气压给水(无塔上水)装置中的气压罐,消防装置中的气体或者 气压给水(泡沫)压力罐;
(3) 水处理设备中的离子交换或者过滤用压力容器、热水锅炉用膨胀水箱;
(4) 蓄能器承压壳体。
1.5不适用范围
本规程不适用于以下容器:
(1) 移动式压力容器、气瓶、氧舱;
(2) 军事装备、核设施、航空航天器、铁路机车、海上设施和船舶以及矿山井下 使用的压力容器;
(3) 正常运行工作压力小于0.1 MPa的容器(包括与大气连通的在进料或者出料 过程中需要瞬时承受压力大于或者等于0.1 MPa的容器);
(4) 旋转或者往复运动的机械设备中自成整体或者作为部件的受压器室(如泵 壳、压缩机外壳、涡轮机外壳、液压缸、造纸轧辗等);
(5) 板式热交换器、螺旋板热交换器、空冷式热交换器、冷却排管;
(6) 常压容器的蒸汽加热盘管、过程装置中的管式加热炉;
(7) 电力行业专用的全封闭式组合电器(如电容压力容器);
(8) 橡胶行业使用的轮胎硫化机以及承压的橡胶模具;
(9) 无增强的塑料制压力容器。
1.6压力容器范围的界定
本规程适用的压力容器,其范围包括压力容器本体、安全附件及仪表。
1- 6. 1压力容器本体
压力容器的本体界定在以下范围内:
(1)压力容器与外部管道或者装置焊接(粘接)连接的第一道环向接头的坡口面、 螺纹连接的第一个螺纹接头端面、法兰连接的第一个法兰密封面、专用连接件或者 管件连接的第一个密封面;
(2) 压力容器开孔部分的承压盖及其紧固件;
(3) 非受压元件与受压元件的连接焊缝。
压力容器本体中的主要受压元件,包括筒节(含变径段)、球壳板、非圆形容器 的壳板、封头、平盖、膨胀节、设备法兰,热交换器的管板和换热管,M36以上(含 M36)螺柱以及公称直径大于或者等于250 mm的接管和管法兰。
1-6.2安全附件及仪表
压力容器的安全附件,包括直接连接在压力容器上的安全阀、爆破片装置、易 熔塞、紧急切嶄装置、安全联锁装置。
压力容器的仪表,包括直接连接在压力容器上的压力、温度、液位等测量仪 表。
1.7压力容器分类
根据危险程度,本规程适用范围内的压力容器划分为I、n、m类(注1-6),压 力容器分类方法见附件A。
注1-6:本规程划分的第i、n、皿类压力容器等同于特种设备目录品种中的第一、二、三 类压力容器,本规程中超高压容器划分为第HI类压力容器。
1.8与技术标准、管理制度的关系
(1) 本规程规定了压力容器的基本安全要求,有关压力容器的技术标准、管理制 度等,不得低于本规程的要荥;
(2) 压力容器的设计、制造、安装、改造和修理应当同时符合本规程及相应压力 容器产品标准(以下简称产品标准)的规定。
1.9不符合本规程时的特殊处理规定
采用新材料、新技术、新工艺以及有特殊使用要求的压力容器,与本规程的要 求不一致,或者本规程未作要求、可能对安全性能有重大影响的,相关单位应当提 供有关设计、研究、试验的依据、数据、结果及其检验检测报告等技术资料,向国 家质量监督检验检疫总局(以下简称国家质检总局)申报,由国家质检总局委托安全 技术咨询机构或者相关专业机构进行技术评审,评审结果经过国家质检总局批准, 方可投入生产、使用。
1.10协调标准与引用标准(注1-7)
满足本规程基本安全要求的标准称为本规程的协调标准。本规程的主要协调标 准如下:
(1) GB 150《压力容器》;
(2) GB∕T 151《热交换器》;
(3) GB 12337《钢制球形储罐》;
⑷NB/T47011《错制压力容器》;
(5) NB/T 47041 (塔式容器》;
⑹NB/T 47042《卧式容器》;
(7) JB 4732《钢制压力容器——分析设计标准》;
(8) JB∕T4734《铝制焊接容器》;
(9) JB/T 4745《钛制焊接容器》;
(IO)JB/T 4755,《铜制压力容器》; m
(H)JBZT 4756《镣及镣合金制压力
-_ 二-=— —
本规程指定采用的基础,J⅛标准称有本巍程的引'用标准,如介质标准、材料标 准、方法标准、零部件标准等W
注1-7:本规程的协调标彳
括勘误的内容)或者修订版

1.11监督管理
压力容器的设计繆 当严格执行本规程,劈 设备安全监管部门)⅛1⅛ 求的数据输入特种临
g⅛疇 'm'h'h∏''^1∣∣IIII∣ O ES3d
材 料

I用标准中,凡是注明年号的,其随后所有的修改单(不包 7彎厂.是不注明年号的,V 最新版本适用于本规程。
…"修理、使用单蒯检验、检测等机构应 筋畫棉种设备监督管蘭部门(以下简称特种 瞬特种设备信息化赢¾规定,及时将所要 以 ....... M!扑5


人民

Il !顺剧
1 ill...................
I !⅛⅛'
2. 1材料通用要求'囂
2. 1. 1基本要求\ ; ζ
(1) 压力容器的选材独考
相容性;
(2) 压力容器材料的性能、1 者行业标准的规定;
(3) 压力容器材料制造单位应当显部位作出清晰、牢固的出厂钢印标

製⅛勺力学性能、物理胜能、工艺性能和与介质的

5格与标志;,成'当符合相应材料的国家标准或
*
志或者采用其他可以追溯的标志;
(4) 压力容器材料制造单位应当向材料使用单位提供质量证明书,材料质量证明 书的内容应当齐全、清晰并且印制可以追溯的信息化标识,加盖材料制造单位质量 检验章;
(5) 压力容器制造、改造、修理单位从非材料制造单位取得压力容器材料时,应 当取得材料制造单位提供的质量证明书原件或者加盖了材料经营单位公章和经办负 责人签字(章)的复印件;
(6)压力容器制造、改造、修理单位应当对所取得的压力容器材料及材料质量证
明书的真实性和一致性负责;
(7)非金属压力容器制造单位应当有可靠的方法确定原材料或者压力容器成型后 的材质在腐蚀环境下使用的可靠性,必要时进行试验验证。
2.1.2境外牌号材料的使用
2. 1.2. 1境外材料制造单位制造的材料
(1)境外牌号材料应当是境外压力容鲫行标准规范允许使用并且境外已有在相 似工作条件下使用实例的材料,其使用当符合相应标准规范的规定;
⑵境外牌号材料的性能’得尹于;S屐的基拜求(如磷、硫含量,冲击试样 的取样部位、取样方向和冲杰 能量指标,断后伸村等);
(3)材料质量证明书鱒遭早本规程2丄1的规定;\
尊步肖对实物材妝材料质量证明书进行审
辭莉*力学性能进行跋证性复验,复验结果实
⑷压力容器制造、做癱/修
查,并且对主要受压元件啊
臀靂卮人方可投料使用愁
⑸用于焊接结格麒力⅛雑受星尧麟勺材料:,压力容器勰、改造、修理单位在 跚州O≡Γ1 !臨呻
首次使用前’应当酔啪舉f且吋接工艺评离
(6)主要受压荒件洒朋未列,宀―、E………-、虬,m 540MPa的低合金钢蠢H产 按照本规程1.9的规庭瀨土" 才料
才料
2. 1.2. 2境内材料制案暈位
境内材料制造单位掣
求,并且应当制定企业辱真
2. 1.2.3境外牌号#啪
设计单位若选用境外靂号的
项要求。 \
2.1.3新材料的使用 —
2. 1.3. 1未列入本规程协调麻
测值符合本规程以及相应哪标
駭科如程制调标准的标f⅛拉强度下限值大于 if-fl⅛ - 40OC的低合签密,材料制造单位应当 匾,,方届允许使用彦
龐的钢板(带) ft
询板(擬i婕当符昏苯规程2.1.2.1的各项要
it
料,在设计文件中會注明其满足2.1.2.1中的各
主要受压元件采用未列入本规程协调标准的材料,试制前材料的研制单位应当 进行系统的试验研究工作,并且按照本规程1.9的规定通过新材料技术评审。
2.1.3.2材料制造单位首次制造的钢材
材料制造单位首次制造用于压力容器的标准抗拉强度下限值大于540MPa的低 合金钢,或者用于压力容器设计温度低于-40°C的低合金钢,应当按照本规程1.9的 规定通过新材料技术评审。
2-1-4材料投用和标志移植
(1) 压力容器制造、改造、修理单位应当保证所使用的压力容器材料符合本规程 的要求,并且在材料进货检验时审查材料质量证明书和材料标志;对不能确定质量 证明书的真实性或者对性能、化学成分有怀疑的主要受压元件材料,应当进行复 验,确认符合本规程及相应材料标准的要求后,方可投料使用;
(2) 对于外购的第DI类压力容器用IV级锻件,应当进行复验;
(3) 用于压力容器受压元件的材料在分割前应当进行标志移植,保证材料具有可 追溯性。
2.1.5材料狀用’
压力容器制造、改造、修理单位对受压元件的材料代用,应当事先取得原设计 单位的书面批准,并且在竣工图上做详细记录。
2.2金属材料技术要求
2. 2. 1钢材技术要求
2.2. 1.1熔炼方法
压力容器受压元件用钢,应当是氧气转炉或者电炉冶炼的镇静钢。对标准抗拉 强度下限值大于540MPa的低合金钢钢板和奥氏体-铁素体不锈钢钢板,以及用于设 计温度低于-20。C的低温钢板和低温钢锻件,还应当采用炉外精炼工艺。
2. 2. 1.2化学成分(熔炼分析)
2.2. 1.2.1用于焊接的碳素钢和低合金钢
碳素钢和低合金钢钢材碳(C)、磷(P)、硫(S)的含量,CW0.25%、P≤ 0.035%、S≤0.035%o
2. 2.1.2.2压力容器专用钢中的碳素钢和低合金钢
压力容器专用钢中的碳素钢和低合金钢(钢板、钢管和钢锻件),其磷.、硫含量 应当符合以下要求:
(1) 标准抗拉强度下限值小于或者等于540MPa的钢材,P≤0.030% , SW 0,020%;
(2) 标准抗拉强度下限值大于540MPa的钢材,PW0.025%、SW0.015%;
(3) 用于设计温度低于-20°C并且标准抗拉强度下限值小于或者等于540MPa的 钢材,P≤0.025%ʌ S≤0.012%;
(4) 用于设计温度低于-20°C并且标准抗拉强度下限值大于540MPa的钢材,P
≤0.020%, S≤0.010%o .
2. 2. 1.3力学性能
2. 2.1.3. 1冲击吸收能量
厚度不小于6mm的钢板、直径和厚度可以制备宽度为5mm小尺寸冲击试样的 钢管、任何尺寸的钢锻件,按照设计要求的冲击试验温度下的V型缺口试样冲击吸 收能量(Km)指标应当符合表2-1的规定。
表2-1碳素钢和低合金钢(钢板、钢管和钢锻件)冲击吸收能量(注2-1)
|
钢材标准抗拉强度下限值 ___________ Kn (MPa) |
3个标准试样冲击吸收能量平均值 _______________κy (J)_______________ |
|
≤450 |
⅛20 |
|
>i450~ 510 |
三24 |
|
> 510-570 |
>31 |
|
>570~ 630 |
N34 |
|
>630~ 690 |
⅛38 (且侧膨胀值‰EN0.53mm) |
|
>690 |
⅛47 (且侧膨胀值LENO.53mm) |
注 2-1:
(1) 试样取样部位和方向应当符合相应钢材标准的规定;
(2) 冲击试验每组取3个标准试样(宽度为IOmm),允许1个试样的冲击吸收能量数值低于 表列数值,但不得低于表列数值的70%;
(3) 当钢材尺寸无法制备标准诺样时,则应当依次制备宽度为7.5mm和5mm的小尺寸冲击 试样,其冲击吸收能量指标分别为标准试样冲击吸收能量指标的75%和50% ;
(4) 钢材标准中冲击吸收能量指标高于表2-1规定的钢材,还需要符合相应钢材标准的规定。
2.2. 1.3.2断后伸长率
(1) 压力容器受压元件用钢板、钢管和钢锻件的断后伸长率(H)应当符合本规程 以及相应钢材标准的规定;
(2) 焊接结构用碳素钢、低合金高强度钢和低合金低温钢钢板,其断后伸长率指 标应当符合表2-2的规定;
(3) 采用不同尺寸试样的断后伸长率指标,应当按照GB/T 17600.1《钢的伸长率 换算 第1部分:碳素钢和低合金钢》和GB/T 17600.2《钢的伸长率换算 第2部 分:奥氏体钢》进行换算,换算后的指标应当符合本条规定。
表2-2钢板断后伸长率指标(注2-2)
|
钢板标准抗拉强度下限值 ______________Rm (MPa)______________ |
断后伸长率 ______________A (%)______________ |
|
≤420 |
N 23 |
|
>420- 550 |
N 20 |
|
>550〜680 |
N17 |
|
> 680 M |
Ml M16 |
注2-2:钢板标准中断后伸长书指闻高手赢Ia定的土野当符合相应钢板标准的规定。
蕾匯危害介质的.; 顾笔使用隱咋:;'
應有鵡声检测的。
F13《承压设备无损检物》的规定进行。符合本 燃:合格等级不低于II级;符合本规程2.2.1.4.1 額t⅛⅛隹或者设计文件酌规定。
亍
析)
2. 2.1.4钢板超声检测/
2.2. 1.4. 1检测要与 \
厚度大于或者等于/ 謙爾低育金钢钢板(初括多层压力容器的层板)
用于制造压力容器主要養噌可牛..凡符搭下列条件之一福,应当逐张进行超声检 测: 网I
(1)盛装毒性危磴齒
⑵在湿H2S腐顾麻‘g
(3) 设计压力大¥職诸
(4) 产品标准或禱爨嶋要
to⅛S。灌
2. 2. 1.4. 2 检测舍⅛
钢板超声检测应当按J
规程2.2.1.4.1第⑴项等第L
第(4)项的钢板,合格夺级羸
2. 2.1.5超高压容細号
2.2. 1.5. 1化学成分(賭炼

超高压容器用钢锻件多炉外精炼工节冶炼并且经真空处理,PW 0.012%、S ≤ 0.005%,并且严格J氧(0)、氮(N)气体含量及碑 (As)、锡(Sn)、锐(Sb)、铅(Pb)、有害痕量元素的含量。
2.2. 1.5.2力学性能
超高压容器受压元件用钢锻件的制造单位,应当提供室温力学性能,包括屈服 强度、抗拉强度、断后伸长率、断面收缩率、夏比(V型缺口)冲击吸收能量和侧膨 胀值,以及设计温度下材料的屈服强度、抗拉强度、断后伸长率和断面收缩率。其 中KV2 wn, ZENO∙53mm,当 RmW880MPa 时,4N16%;当RaI > 880MPa 时,A ⅛14%o
当改变冶炼、锻造或者热处理工艺时,还应当提供锻件的断裂韧性(KlC)和韧
脆转变温度(FATT50),其中 KlCml 30MPa∙mιz2o
2. 2.1.6非焊接瓶式容器用钢专项要求(注2-3)
2. 2.1.6. 1瓶体用钢材
2. 2. 1.6. 1.1冶炼和热处理
(1)瓶体用钢材应当采用电炉或者氧气转炉冶炼,加炉外精炼并且经过真空处
(2)瓶体在加工成型以后,进行调质L链火+回火)热处理,热处理后的瓶体金相 组织应当为回火索氏体。 Wi
2∙2∙1∙6∙L ' 一 .∖
(1)盛装氢左 气体用瓶式容航 其瓶体用钢材化学成分,
CWO.35%、P≤( 谶处理后瓶体丈M性能,JRmW880MPa、屈
2. 2. 1.6. 1. 3
强比(RJRBI , ReL为鬥服弓擊Z ¾
KV2 ⅛47J, ZENO.53mι÷ι, O
≡∣⅛ ⅜⅛⅛⅛⅛<'擾计鄭 的冲击试验温度下的
(2)盛装本条第⑴项以曾和 紅体用.赧段容卷"其熊狎用钢材化学成分,P
≤ 0.020% ʌ S≤0.010%;"1 处 罷;Rm ⅛½060MPa, ReL/Rm ≤
,"',,I'苟 心
飆度 W47J, ≡∣⅛⅛ 0.53mm,横向取
IliNhiiilhPilH!!!
IllII,仙阿'IllllllIl
T常‘口
2.2. 1.6.2端塞瀚谎( 端塞用钢材应当项浦掩 k*4 κ*≡
47008《承压设备用碳素願肅
舸并囑鬚黒倒锻件,撬锻件应当符合NB/T ttlO⅛⅛0⅛ G⅛⅛承压设备用低合金钢
锻件》或者NB/T 47010展崖育嬲F锈钢和耐热钢的规定。与介质接触并 且公称直径大于或者等于5‰nk钢锻件,不得低于J⅛;其余锻件,不得低于H 级。 \ \ _
W*:+..*:.: ■--"^⅛-zr7
力学性能应当符合以下要求:
(1)当标准抗拉强度下限值689MPa< jRm≤750MPa时,ReL/Rm ≤0,90,断后伸 长率∕ml8%,设计要求的冲击试验温度下的KV2 ⅛41J(横向取样,下同),LEm
0,53mm;
(2)当 750MPa<7ζ1 W8IOMPa 时,ReL/Rm ≤0.9K ZNI7%、KV2 ⅛47J, LEm
0.53mm;
(3)当 810MPa<jRm ≤870MPa 时,ReJRKl ≤0.93, /N15%、54J, LEm r 111 uɪj f Iii £
0.53mmo
2. 2. 1. 7.2井口装置与井底装置用钢材
储气井井口装置与井底装置的主要受压元件的材料,应当采用Cr-MO钢锻件, 级别为皿级以上(包括皿级),符合NB/T 47008的要求。
2. 2.1.8简单压力容器用钢专项要求
简单压力容器用碳素钢应当满足以下要求:
(1) 供货状态为热轧或者正火的镇静钢;
(2) 化学成分,CWo.25%、SW0.045%、PW0.045%;
(3) 室温下标准抗拉强度下限值小于510MPaO
注2-3:非焊接瓶式容器、储气井、简单压力容器的含义见附件A。
2.2.2复合钢板专项要求
压力容器用复合钢板应当按照产品标准的规定选用,并且符合以下要求:
(1) 复合钢板复合界面的结合剪切强度,不锈钢-钢复合板不小于210MPa,镣-钢 复合板不小于210MPa)钛-钢复合板不小于140MPa,铜-钢复合板不小于IOOMPa, 错-钢复合板不小于MOMPa;
(2) 复合钢板基层材料的使用状态符合产品标准的规定;
(3) 碳素钢和低合金钢基层材料(包括钢板和钢锻件)按照基层材料标准的规定进 行冲击试验,冲击吸收能量合格指标符合基层材料标准或者订货合同的规定。
2. 2. 3铸铁容器技术要求
2. 2. 3.1铸铁材料的使用限制
铸铁不得用于制造盛装毒性危害程度为极度、高度或者中度危害介质,以及设 计压力大于或者等于0.15MPa的易爆介质压力容器的受压元件,也不得用于制造管 壳式余热锅炉的受压元件,不允许拼接、焊补。
压力容器允许选用以下铸铁材料:
(1)灰铸铁,牌号为 HT200、HT250、HT300 和 HT35O;
⑵球墨铸铁,牌号为 QT350-22R、QT350-22L、QT400-18R 和 QT400-18L。
2. 2. 3. 2铸铁容器设计压力、温度限制
(1) 灰铸铁容器,设计压力不大于0.8MPa,设计温度范围为10°C~200°C;
(2) 球墨铸铁容器,设计压力不大于1.6MPa, QT350-22R和QT400-18R的设计 温度范围为OC〜300°C , QT400-18L的设计温度范围为- IOOC ~ 300°C , QT350-22L 的设计温度范围为-20°C ~ 300°C。
2.2.4铸钢容器技术要求
2.2.4. 1铸钢材料的使用限制
铸钢不得用于制造盛装毒性危害程度为极度、高度或者中度危害介质,湿H2S ——10——
腐蚀环境,以及设计压力大于或者等于0.4MPa的易爆介质压力容器的受压元件。
2. 2.4.2铸钢材料的冶炼和化学成分
铸钢应当是采用电炉或者氧气转炉冶炼的镇静钢,其化学成分(熔炼分析)中的 PW0.035%、S≤0,035%;可焊铸钢材料化学成分中的 CWo.25%、P≤0.025%ʌ SW 0.025%;高合金奥氏体耐热铸钢还应当采用炉外精炼工艺或者电渣重熔,其化学成 分中的 PWO.O35%、S≤0.020%o
2.2. 4.3铸钢材料的性能
压力容器受压元件用铸钢应当在相应的材料国家标准或者行业标准中选用,并 且在产品质量证明书中注明铸造选用的材料牌号。其室温下标准抗拉强度下限值小 于540MPa、HN17%;设计温度下的KV2 ⅛27Jo
2.2.4.4铸钢容器设计压力、温度限制
(1) 碳钢或者低合金碳镒钢容器,设计压力不大于2.5MPa,设计温度范围为 -20oC~400°C;
(2) 低合金铭钥钢容器,设计压力不大于4.0MPa,设计温度范围为0°C~ 450 °C;
(3) 高合金奥氏体耐热钢容器,设计压力不大于4.0MPa)设计温度上限参考同 牌号锻钢。
2.2.5有色金属容器技术要求
2.2.5. 1通用要求
压力容器用有色金属(铝、钛、铜、镣、错及其合金等)应当符合以下要求:
(1) 用于制造压力容器的有色金属,其技术要求符合产品标准的规定,如有特殊 要求.,需要在设计图样或者相应的技术文件中注明;
(2) 压力容器制造单位建立严格的保管制度,并且设专门场所,与碳钢、低合金 钢分开存放。
2.2.5.2铝和铝合金容器
铝和铝合金用于压力容器受压元件时,应当符合以下要求:
(1) 设计压力不大于16MPa;
(2) 含镁量大于或者等于3%的铝合金(如5083、5086),其设计温度范围为 -269°C~65°C;其他牌号的铝和铝合金,其设计温度范围为-269°C ~20(TC°
2.2. 5.3铜和铜合金容器
纯铜和黄铜用于压力容器受压元件时,其设计温度不高于20Oro
2.2. 5.4钛和钛合金容器
钛和钛合金用于压力容器受压元件时,应当符合以下要求:
(1)钛和钛合金的设计温度不高于315oC,钛-钢复合板的设计温度不高于
—11 —
350°C;
(2)用于制造压力容器壳体的钛和钛合金在退火状态下使用。
2.2. 5. 5镣和镣合金容器
镣和镣合金用于压力容器受压元件时,应当在退火或者固溶状态下使用。
2.2.5.6钮、错、锯及其合金容器
徂、错、铜及其台金用于压力容器受压元件时,应当在退火状态下使用。徂和 粗合金设计温度不高于25(ΓC,错和锲俺发计温度不高于375°C,锯和锯合金设计 温度不高于220oC。
2.2.6焊接材料 ∕>√ " f " \
⑴用于压力容器受压痼?农的材料,应当保向缝金属的拉伸性能满足母材 标准规定的下限值,冲击K廨清满足本规程表2-1的蟆;当需要时,其他性能也 不得低于母材的相应要負
(2)焊接材料应当 清晰、牢固的标志;渤撕淇
产品标准的要求「并且附有质量证明书和

⑶压力容器制密薛 验、保管、烘干、⅛⅛⅛ ......h定.1 ⅛l
卜修 攵制度
IIIM姗ill 掠 f A, IlIIl ∣∣l∣∣W
⑴用于制造压力,容籲牛囉飘逍进行工艺评定碘浸渍工艺评定和复合 物材料成型工艺评定)∖ ⅛⅛-⅛1, (CMQ)和工艺评定摆程(CMS)应当由制造单 位技术负责人批准,;对于评定祢的工艺和材料,应当定 期进行验证(每6个月至兴次f
(2) 用于制造压力容器赋両料和粘接剂,廖玻工艺评定规程中规定的材料 相一致,并且具有可追溯性;\ ' 一 =rf<∕
(3) 用于制造石墨材料和粘接剂的含在工艺评定报告中记录其来源和
等级。 *κ麥
2. 3.1.2石墨材料的性能要求
石墨材料的力学性能应当符合表2-3的要求。
表2-3石墨材料力学性能要求
|
项 目 |
合成树脂浸渍 石墨管 |
合成树脂浸渍 石墨块 |
合成树脂压型 石墨管 |
|
室温下最低抗拉强度 |
26 MPa |
14 MPa |
IOMPa |
|
205 °C下最低抗拉强度 |
21 MPa |
IIMPa |
6 MPa |
|
最低抗弯强度 |
39 MPa |
— |
35 MPa |
|
最低抗压葬度 |
69 MPa √¾⅛ |
45 MPa |
31 MPa |
|
最高渗透系数 |
2.9^< 10^3mιiι-2Ts^^ |
-2.9×∙10^3mm2/S |
2.9×10^3mm2∕s |
2.3. 1.3粘接剂要求
粘接剂应当进行性能璜


眄接剂力等悻能应当符合鬓2-4的要求。 歸M占接対力匯性能要求
|
项L疇/也—" |
粘接剂1(注2-4)材料 • ,_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
|
室温下最備⅛⅛'M度黑"*Z」 |
IOMPa | |
|
205°CT⅛'⅛⅛; ____________________________________________________________________________________________________________________________________________ IimIIl!!HuIiIIIlillIIIl |
茧度 ∏ Z |
_ 刪氣邸 A IVrPfl . PIllIi∣m∣牌 Fa__________________________ |
台
9騙園血剂的混合物。 II
L . √< ■ / . ■ I I 局剛i岫

注2-4:粘接剂指石當!!鋪
HMiiiiiiiIillllllIiiiIiI & ,
2.3.2纤维增喊塑料書力容
2.3. 2.1纤维増强材戴
用于制造纤维增强塑處 并且满足设计要求。制i 性能的90%o
2.3. 2.2树脂基体


用于制造纤维增强塑料典容器的树脂应当叩评文件的选材一致,使用前应 当复验其热变形温度,其值应≡ 2(ΓC以上。
2.3.2.3粘接材料性能要求
粘接所用材料的性能不得低于被用材料的性能。
2.3.2.4热塑性塑料衬里
热塑性塑料衬里与纤维增强塑料结构层的层间剪切强度不得小于5MPao
illNIMiMII:甲”l.1"1
* 编
Ii
f的红维增强材料应当与膺脂有良好的浸润性, 窗施義最小强度,其值不得小于纤维制品标称 R l∙ ■>, U
3.1设计通用要求
3. 1.1设计单位许可资质与责任
(1) 设计单位及其主要负责人对压力容器的设计质量负责;
(2) 压力容器设计单位的资质、设计类别、品种和范围应当符合有关安全技术规 范的规定;
(3) 压力容器的设计应当符合本规程的基本安全要求,对于釆用国际标准或者境 外标准设计的压力容器,进行设计的单位应当向国家质检总局提供设计文件符合本 规程基本安全要求的符合性申明及比照表;
(4) 设计单位应当向设计委托方提供本规程3.1.4.1规定的设计文件。
3.1.2设计专用章
⑴压力容器的设计总图上,必须加盖设计单位设计专用印章(复印章无效),已 加盖竣工图章的图样不得用于制造压力容器;
(2)压力容器设计专用章中至少包括设计单位名称、相应资质证书编号、主要负 责人、技术负责人等内容。
3. 1.3设计条件
压力容器的设计委托方应当以正式书面形式向设计单位提出压力容器设计条 件。设计条件至少包含以下内容:
(1) 操作参数(包括工作压力、工作温度范围、液位高度、接管载荷等);
(2) 压力容器使用地及其自然条件(包括环境温度、抗震设防烈度、风和雪载荷 等);
(3) 介质组分与特性;
(4) 预期使用年限;
(5) 几何参数和管口方位;
(6) 设计需要的其他必要条件。
3.1.4设计文件
3. 1.4. 1设计文件的内容
(1) 压力容器的设计文件包括风险评估报告(需要时)、强度计算书或者应力分析 报告、设计图样、制造技术条件,必要时还应当包括安装及使用维护保养说明等;
(2) 装设安全阀、爆破片等超压泄放装置的压力容器,设计文件还应当包括压力 容器安全泄放量、安全阀排量和爆破片泄放面积的计算书;利用软件模拟计算或者
无法计算时,设计单位应当会同设计委托单位或者使用单位,协商选用超压泄放装 置。
3. 1.4.2设计文件的审批
设计文件中的风险评估报告、强度计算书或者应力分析报告、设计总图,至少 进行设计、校核、审核3级签署;对于第∏[类压力容器和分析设计的压力容器,还 应当由压力容器设计单位技术负责人或者其授权人批准(4级签署)O
3. 1.4.3保存期限
设计文件的保存期限不少于压力容器设计使用年限。
3. 1.4.4设计总图
3. 1.4.4. 1总图主要内容
压力容器的设计总图上至少注明以下内容:
(1) 压力容器名称、分类,设计、制造所依据的主要法规、产品标准;
(2) 工作条件,包括工作压力、工作温度、介质特性(毒性和爆炸危害程度等);
(3) 设计条件,包括设计温度、设计载荷(包含压力在内的所有应当考虑的载 荷)、介质(组分)、腐蚀裕量、焊接接头系数、自然条件等,对储存液化气体的储罐 还应当注明装量系数,对有应力腐蚀倾向的储存容器还应当注明腐蚀介质的限定含
;
(4) 主要受压元件材料牌号与材料标准;
(5) 主要特性参数(如压力容器容积、热交换器换热面积与程数等);
(6) 压力容器设计使用年限(疲劳容器标明循环次数);
(7) 特殊制造要求;
.(8)热处理要求;
.(9)无损检测要求;
(10) 耐压试验和泄漏试验要求;
(11) 预防腐蚀的要求(介质的腐蚀速率以及应力腐蚀倾向等);
(12) 安全附件及仪表的规格和订购特殊要求(工艺系统已考虑的除外);
(13) 压力容器铭牌的位置;
(14) 包装、运输、现场组焊和安装要求。
3. 1.4. 4. 2 特殊要求
以下情况对设计总图的特殊要求:
(1) 多腔压力容器分别注明各腔的试验压力,有特殊要求时注明共用元件两侧允 许的压力差值,以及试验步骤和试验要求;
(2) 装有触媒的压力容器和装有填料的压力容器,注明使用过程中定期检验的技 术要求;
(3) 由于结构原因不能进行内部检验的压力容器,注明计算厚度、使用中定期検 验的要求;
(4) 不能进行耐压试验的压力容器,注明计算厚度和制造与使用的特殊要求;
(5) 有隔热衬里的压力容器,注明防止受压元件超温的技术措施;
(6) 要求保温或者保冷的压力容器,提出保温或者保冷措施。
3.1.5设计方法
压力容器的设计可以采用规则或者分析设计方法。必要时也可以采用 试验方法、可对比的经验设计方渚攻计方法,但是应当按照本规程1.9的规 定通过新技术评审。 .――
压力容器设计单位应当基于弟规程3.1.3所述的晰条件,综合考虑所有相关因 素、失效模式和足够的安省 和耐腐蚀性,同时还应者袞 体的焊接(粘接)接头的觸,育
3. 1.6风险评備说
第HI类压力容^^8
效模式和风险控制聳躅符通
3.1.7节能要律M图
压力容器的设i∣雲癘
(1)充分考虑压嚎翳
∣⅛ Pri



要
险衬川.■报佇。,

,以堡证压力容器具 芸够的强度、刚度、稳定性 廖G鶴爾、支耳及其闻式支承件与压力容器本 :鋼保■雨力1容器在设计使辞年限内的安全。
衆前其他压力容器,设计展源应当出具包括主要失 ∣ll∣师皿'l∣'∣'"""I1I s≈s
∣]IImllM IlIIlIII岬删II IIllIlIlllI
考⅛-∣V⅛降耗原则,并且符合!要求; 空済怦:合理准材,合理确定*w尺寸; (2)对热交换器fW<⅛W≡⅛∣⅛换热效率,满足能巖窶求。
3.1.8载荷 ⅞ M八 `
设计时应当考虑本遗德 蘭:、顶2)项要求的载荷,/霸要时还应当考虑以下第
(3)项至第(IO)项要求的氓声* "

(1) 内压、外压或者最涎巻

(2) 液柱静压力,当液柱幕压为小于设计压:力的丿%时,可忽略不计;
(3) 压力容器的自重,以及正常者耐压试验状态下内装介质、触媒、 填料等的重力载荷;∙
(4) 附属设备及隔热材料、衬里、管道、扶梯、平台等的重力载荷;
(5) 风载荷、地震载荷、雪载荷;
(6) 支座、底座圈、支耳及其他型式支承件的反作用力;
(7) 连接管道和其他部件的作用力;
.⑻温度梯度或者热膨胀量不同引起的作用力;
(9) 冲击载荷,包括压力急剧波动引起的冲击载荷、流体冲引起的反力等;
(10) 运输或者吊装时的作用力。
3. 1. 9压力
3. 1.9. 1设计压力和计算压力
(1) 设计压力,是指设定的压力容器顶部的最高压力,与相应的设计温度一起作 为设计载荷条件,其值不低于工作压力;
(2) 计算压力,是指在相应设计温度下,用以确定元件厚度的压力,并且应当考 虑液柱静压力等附加载荷。
3.1.9.2超压泄放装置动作压力二二
⑴装有超压泄放装置的压力容器泄放装置的动作压力不得高于压力容器 的设计压力; ~
(2)设计图样中注明最赢允许产作压力的压力容器%超压泄放装置的动作压力不 得高于该压力容器的最高她*压力。
3. 1.9. 3常温储存疲篠*顧顚的设计压力
常温储存液化气应当以规定够度下的工作压力为基础
' 躅 圈旳Id






・ 也
|
(1)常温储存液化菟!体風 I ll" I OB ..................... Pid 表3-1制蒯 |
b容下的工作压力撩薦表3-1确定; ≤⅛ :液缨⅞压辱器规定温度下附作压力 | |||
|
液化气体 临界温度 |
ItJil W i(SIliIllI 相 |
廠了规⅛⅛度下的工作B⅞ | ||
|
............IliiIliIIIIIIIl 盘^ 斷m糟∣!∣hI W |
* "■ , ....... III!IllhlIIllI∣l∣l∣,, 尸*", 有保顔施 | |||
|
二无试验F" E笑测温度 |
有测最高工作温度 并苴审保证低于临界温度 | |||
|
⅛50°C |
5。冲嚓邮 |
⅜⅜館达到的最高工*帆度下的饱和蒸气压力 | ||
|
<50oC |
在设计嫩険fe⅛C充裝量下为 細勺如≡力 |
试辭测最高工作温度下的 / 饱和蒸气压力、____ | ||
(2)常温储存混合液化石理号压力容器整零尹下的工作压力,按照不低于 50。C时混合液化石油气组分的汆际簡设计单位在设计图样上注明 限定的组分和对应的压力;若无实际畫蕾不做组分分析,其规定温度下的 工作压力不得低于表3-2的规定。
表3-2常温储存混合液化石油气压力容器规定温度下的工作压力
|
混合液化石油气 5(ΓC饱和蒸气压力(MPa) |
_______ 工作压力(MPa) | |
|
无保冷设施 |
有保冷设施 | |
|
小于或者等于异丁烷 5(ΓC饱和蒸气压力 |
饱和蒸气压力 |
-旬寵広到磷高工作温度厂 异丁烷的饱和蒸气压力’ |
|
茂芋异丁烷袞E⅝⅛∏⅞⅞f 力、小于或者等于丙烷 50°C饱和蒸气压力 |
等于50°C丙烷的 饱和蒸气压力 |
可能达到的最高工作温度下 丙烷的饱和蒸气压力 |
|
大于丙烷 50C饱和蒸气压力 |
等于50°C丙烯的 饱和蒸气压力 |
可能达到的最高工作温度厂 丙烯的饱和蒸气压力 |
3. 1. 10温度
(1) 设计温度,是指压力容器在正常工作条件下,设定的元件温度(沿元件截面 的温度平均值),设计温度与设计压力一起作为设计载荷条件;
(2) 常温储存压力容器,当正常工作条件下大气环境温度对压力容器壳体金属温 度有影响时,其最低设计金属温度不得高于历年来月平均最低气温(当月各天的最低 气温值相加后除以当月的天数)的最低值。
3. 1. 11腐蚀裕量
有均匀腐蚀的压力容器,腐蚀裕量根据预期的压力容器使用年限和介质对材料 的腐蚀速率确定,同时还应当考虑介质流动对受压元件的冲蚀、磨损等影响。
3. 1. 12最小厚度
压力容器最小厚度的确定应当考虑制造、运输、安装等因素的影响。
3. 1. 13装量系数
储存液化气体的压力容器应当规定设计储存量,装量系数不得大于0.95o
3. 1. 14检查孔
⑴压力容器应当根据需要设置人孔、手孔等检查孔,检查孔的开设位置、数量 和尺寸等应当满足进行内部检验的需要;
(2)需要但是无法开设检查孔的压力容器,设计单位应当提出具体技术措施,例 如增加制造时的检测项目或者比例,并且对设备使用中定期检验的重点检验项目、 方法提出要求。
3.1.15不允许拆卸的隔热层
有隔热层的压力容器,如果设计时规定隔热层不允许拆卸,则应当在设计文件 中提出压力容器定期检验的项目、方法;必要时,设计图样上应当提出制造时对所 有焊接接头进行全部无损检测等特殊要求。
3. 1. 16无损检测
一 18 —
无损检测的方法、比例、技术要求等由设计者在设计文件中予以规定。
3. 1. 17耐压试验
压力容器制成后,应当进行耐压试验。耐压试验分为液压试验、气压试验以及 气液组合压力试验三种。耐压试验的种类、压力、介质、温度等由设计者在设计文 件中予以规定。
3. 1. 18泄漏试验
耐压试验合格后,对于盛装毒性危害程度为极度、高度危害介质或者设计上不 允许有微量泄漏的压力容器,应当进行泄漏试验。泄漏试验根据试验介质的不同, 分为气密性试验以及氨检漏试验、卤素检漏试验和氯检漏试验等。泄漏试验的种 类、压力、技术要求等由设计者在设计文件中予以规定。
设计图样要求做气压试验的压力容器,是否需要再做泄漏试验,应当在设计图 样上规定。
铸造压力容器盛装气态介质时,应当在设计图样上提出气密性试验的要求。
带有安全阀、爆破片等超压泄放装置的压力容器,如果设计时提出气密性试验 要求,则设计者应当给出该压力容器的最高允许工作压力。
3.2金属压力容器设计要求
3. 2. 1安全系数及许用应力
3. 2. 1. 1安全系数 ’
确定压力容器金属材料(板、锻件、管和螺栓)许用应力(或者设计应力强度)的 最小安全系数,见表3-3、表3-4和表3-5的规定。
表3-3规则设计方法的安全系数
|
材料 (板、锻件、管) |
_________安全系数_________ | |||
|
室温下的 抗拉强度 Rm |
设计温度下的 屈服强度 R:L (⅛2) (注 3-1) |
设计温度下持 久强度极限 平均值理 (注 3-2) |
设计温度下蠕变 极限平均值(每 IOOOh蠕变率为 0.01%) R; | |
|
成素钢和低合峑斯 |
Wb N 2.7 |
.5 |
程d N L5 |
% NLo |
|
高合金钢 |
nb N 2.7 |
ws ⅛ 1.5 |
N 1.5 |
nn ⅛l,0 |
|
钛及钛合金一 |
nb N2.7 |
1.5 |
nd ⅛ 1.5 |
偽> LO |
|
镣及镣合金 |
Rb ⅛2.7 |
%mi.5 |
wd ⅛ 1.5 |
% mi∙° |
|
铝及铝合金一 |
nb ⅛3.0 |
Z2s ⅛ 1.5 |
—— |
—— |
|
铜及铜合金 |
nb 5=3.0 |
n& N L5 |
—— |
—— |
|
错及错合一 |
Wb >3.0 |
hs ⅛ L5 |
—— |
—— |
表3-4分析设计方法的安全系数
|
材料 (板、锻件、管) |
安全系数 | |||
|
室温下的 抗拉强度 Rm (注 3-3) |
设计温度下的 屈服强度 ¾(⅛,2) (注 3-1) |
设计温度下持 久强度极限 平均值碍 (注 3-2) |
设计温度下蠕 变极限平均值 (每IOOoh蠕 变率为 0.01%) R: | |
|
碳素钢和低合金钢 |
⅞⅛2,4 |
l∙"∙ Λ⅛U |
⅝⅛1.5 |
% NLO |
|
高合金钢 |
上ς"-二一~^ ~、 ` |
∖ "dNL5 |
∏a ⅛l,0 | |
/為/螺柱(螺栓)的安全/


安全系数
碳素钢
低合金钢与 马氏体高合金钢
奥氏体高合金钢

玆眾氯J l'.'-∣∙il',i,ι;i'∣ OIKsʧ 5翊 ∣!IHliiIIj⅛!g⅛ 或
Iilliik⅛
............................I Jv=⅞F
22
IM4⅞
M2⅛
鶴源
[热处理状态
设计淚度下设计温度下持久 的屈服顶虽度强度极限平均值
电(麻命
48兰叮’调质
≤
固溶
i⅛l⅛-;
ɔ r7
X4 / ∣l!!IIhIhlIllIlillIirid
UM
Z 5,叶 3∙5场 W .....
2.7"
1.5
注3-1:对奥氏体不锈钢钢扃、如草产品标准允许采用并确目应材料标准给出了始.0,则可 以选用该值计算其许用应力。 \- \ /
注3-2:此安全系数为1.0x 10址的持久骥理限循。
注3-3:对分析设计方法,如果相应材料了设计温度下的抗拉强度R1,则可以选用
该值计算其许用应力。
灰铸铁室温下抗拉强度安全系数不小于10.0,球墨铸铁室温下抗拉强度安全系 数不小于8.0o
铸钢室温下抗拉强度安全系数不小于4.0o
设计所取安全系数低于本规程规定时,应当按照本规程1.9的规定通过新技术评 审。
3. 2. 1.2许用应力
板、锻件、管的许用应力取室温下的抗拉强度K„、设计温度下的屈服强度 R:Lg)、设计温度下持久强度极限平均值此,、设计温度下蠕变极限平均值(每 IOOOh蠕变率为0.01%)代除以相应安全系数后的最小值。(注3-4)
注3-4:对奥氏体高合金钢制受压元件,当设计温度低于蠕变范围并且允许有微量的永久变 R
形时,可以适当提高许用应力至0∙9瑞2,但不得超过芳(此规定不适用于法兰或者其他有微
量永久变形就产生泄漏或者故障的场合);对采用应变强化技术的奥氏体不锈钢深冷容器壳体, 其许用应力可以基于设计温度下的抗拉强度咨誣设计温度下的屈服强度KL( ^0.2)确定;对非 焊接瓶式容器瓶体J其许用应力可以基于产:晶靈致善材料性能热处理后的强度保证值确定。
螺栓的许用应力取设计温贋下乒≡ii蠶崖7?:L√.<2)、设计温度下持久强度极限 平均值7ζ除以相应安全系数后的据小值。 %
3.2.2焊接接头
3. 2. 2. 1壳体接头设"H⅛
用焊接方法制造的底力簪
划分按照GB 150_________
3.2.2.2接管与嚴'惟
i I Il ∣n1 OfB≡(
压力容器的接飽启⅛⅜壳体
头设计,有下列情4!≡ιft
(1) 介质为易爆
(2) 要求气压试验輙者數}
⑶第皿类压力容器;⅛
(5) 进行疲劳分析富苹荔
(6) 直接受火焰加热备愛
(7) 设计者认为有必要备E
⑴用焊接方法制造的压力蓉器,` 建些据焊接族头形式及无损检测比例,按照 产品标准选取焊接接头系数;
(2)除简单压力容器外,不允许降低焊接接头系数而免除压力容器产品的无损检
应
组
,B类対接接头(压力!容器A、B类对接接头的 检截面焊透形式。
接頌计 Il
豹焊接接头设计以我f厘压力容器的焊接接
*焊透结构:Io
"为撅度危害和高度危崽畋压力容器;
三〃试验的産力容器;Jf
测。
3.2.4试件(板)与试样
设计者应当在设计文件中提出焊接试件、耐腐蚀性能试件的制作要求,并且规 定试样的种类、数量、截取与制备方式、检验与试验方法、合格指标、不合格复验 要求等。
3. 2.4. 1制备产品焊接试件的压力容器
(1) 碳钢、低合金钢制低温压力容器;
(2) 材料标准抗拉强度下限值大于540MPa的低合金钢制压力容器;
(3) 盛装毒性危害程度为极度或者高度危害介质的压力容器;
(4) 应用应变强化技术的压力容器(对容积小于或者等于5m3连续批量生产的, 在相同设计、相同材料炉批号的情况下,最多30台压力容器选择一台制作产品焊接 试件);
(5) 设计者认为有必要或者相应产品标准要求制备产品焊接试件的压力容器。
3. 2. 4.2制备耐腐蚀性能试件的条件
(1) 要求做耐腐蚀性能检验的压力容器或者受压元件,应当制作耐腐蚀性能试 件;
(2) 要求做晶间腐蚀敏感性检验的不锈钢与镣合金制压力容器,其试件及试样应 当符合GB/T 21433—2008《不锈钢压力容器晶间腐蚀敏感性检验》或者相应产品标 准的规定。
3.2.5压力容器用管法兰
(1) 钢制压力容器管法兰、垫片、紧固件的设计应当参照HG/T 20592 ~ HG/T 20635—2009《钢制管法兰、垫片、紧固件》系列标准的规定;
(2) 盛装液化石油气、毒性危害程度为极度和高度危害介质以及强渗透性中度危 害介质的压力容器,其管法兰应当按照HG/T 20592 ~ HG/T 20635系列标准的规定, 并且选用带颈对焊法兰、带加强环的金属缠绕垫片和专用级高强度螺柱组合;无法 釆用此类管法兰密封组合的,应当由设计者根据介质、压力与温度特性确定法兰连 接结构。
3. 2.6泄漏信号指示孔
压力容器上的开孔补强圈以及周边连续焊的起加强作用的垫板至少设置一个泄 漏信号指示孔,多层筒节包扎压力容器每片层板、多层整体包扎压力容器每层板筒 节、套合压力容器每单层圆筒(内筒除外)的两端均至少设置一个泄漏信号指示孔。
3.2.7特殊耐腐蚀要求
有特殊耐腐蚀要求的压力容器或者受压元件,例如存在晶间腐蚀、应力腐蚀、 点腐蚀、缝隙腐蚀等腐蚀介质环境时,应当在设计文件中提出相应的耐腐蚀措施、 试验方法以及其他技术要求。
3.2.8塑料衬里设计
(1) 压力容器结构设计应当考虑金属基体与塑料衬里的变形协调,并且满足塑料 衬里工艺的要求;
(2) 压力容器本体上应当设置泄漏信号指示孔。
3. 2. 9水质
一 22 —
管壳式余热锅炉、蒸汽发生器等的水质应当符合GB/T 1576—2008(工业锅炉水 质》或者GB/T 12145 2008《火力发电机组及蒸汽动力设备水汽质量》的规定。
3. 2. 10无损检测
3. 2. 10. 1无损检测方法
(1) 压力容器的无损检测,包括射线、超声、磁粉、渗透和涡流检测等,应当采 用NB/T 47013规定的方法;
(2) 釆用未列入NB/T 47013或者超出其适用范围的无损检测方法时,应当按照 本规程1.9的规定通过新工艺评审。
3. 2.10.2压力容器焊接接头无损检测
3. 2. 10.2. 1无损检测方法的选择
(1) 压力容器的对接接头应当采用射线检测(包括胶片感光或者数字成像)、超声 检测[包括衍射时差法超声检测(TOFD)、可记录的脉冲反射法超声检测和不可记录 的脉冲反射法超声检测];当采用不可记录的脉冲反射法超声检测时,应当采用射线 检测或者衍射时差法超声检测进行附加局部检测;当大型压力容器的对接接头釆用Y 射线全景曝光射线检测时,还应当另外釆用X射线检测或者衍射时差法超声检测进 行50%的附加局部检测,如果发现超标缺陷,则应当进行30%的X射线检测或者衍 射时差法超声检测复查;
(2) 有色金属制压力容器对接接头应当优先釆用X射线检测;
(3) 焊接接头的表面裂纹应当优先采用表面无损检测;
(4) 铁磁性材料制压力容器焊接接头的表面检测应当优先釆用磁粉检测。
3. 2. 10. 2. 2 无损检测比例
3. 2. 10. 2. 2. 1 基本比例要求
压力容器对接接头的无损检测比例分为全部(100%)和局部(大于或者等于20%) 两种。碳钢和低合金钢制低温压力容器,局部无损检测的比例应当大于或者等于 50%o
3. 2. 10. 2. 2. 2全部射线检测或者超声检测
符合下列情况之一的压力容器壳体A、B类对接接头,采用本规程3.2.10.2.1第 (1)项的方法进行全部无损检测:
(1) 盛装毒性危害程度为极度、高度危害介质的压力容器;
(2) 设计压力大于或者等于1.6MPa的第皿类压力容器;
(3) 按照分析设计标准制造的压力容器;
(4) 釆用气压试验或者气液组合压力试验的压力容器;
(5) 焊接接头系数取1.0的压力容器或者使用后需要但是无法进行内部检验的压 力容器;
(6) 标准抗拉强度下限值大于540MPa的低合金钢制压力容器;
(7) 设计者认为有必要进行全部无损检测的焊接接头。
3.2. 10. 2. 2.3局部射线检测或者超声检测
不要求进行全部无损检测的压力容器,其每条A、B类对接接头应当采用本规 程3.2.10.2.1第(1)项的方法进行局部无损检测。
3.2.10. 2. 2.4表面无损检测
凡符合下列条件之一的焊接接头广需勢寸其表面进行磁粉或者渗透检测:
(1)盛装毒性危害程度为极度、高度禳介质的压力容器的焊接接头;
Lh -
(2) 釆用气压或者气液组會耐用试验压力容器的零接头;
(3) 设计温度低于-40。C 金钢制低温压力容矗頌焊接接头;
(4) 标准抗拉强度下陳瘧¥ 540MPa的低合金钢^素体型不锈钢、奥氏体-
"■ 土头;K中标准抗拉强&下限值大于540MPa的
/还M备对焊接接头繭亍表面无损检测; 皿 *氏休不锈钢制压力容鞍的焊接接头; }制B臨輙的煌接接头;


铁素体型不锈钢制压力彳
低合金钢制压力容器,在而警诚{
(5) 焊接接头厚廉舟爵)/
(6) 铭钳(Cr-M0);顧毒
|'|哺喝 MIii!洲
(7) 堆焊表面、复淵礪
或者延迟裂纹倾向ðf .M
i∣lι∣∣l∣llh∣li"W⅛ EE
一次无损检测; 關*瘩
(8) 先拼板后成福礴
(9) 设计者认为
3.2. 10.2.3无损:检勰慟
3. 2. 10. 2. 3. 1 射寒电 射线检测应当按照NS好7皿 (1)进行全部无损检测彌接
不低于II级;
%表
头「异种钢焊接愚%、具有再热裂纹倾向
餐再热裂纹倾向的⅛jlρ当在热处理后增加
I ' IlilIiilliIl⅛I
'∙'l ' III'KM'l*'i'i
饌接头;’’缥
检测的焊接接头。營

i规定执行,质量要曇和合格级别如下:

头,射线检测技术箒级不低于AB级,合格级别
(2)进行局部无损检测的对接接买测技术等级不低于AB级,合格级别 不低于DI级。 ⅛
3. 2. 10. 2.3. 2 超声检测
超声检测应当按照NB/T 47013的规定执行,质量要求和合格级别如下:
(1) 进行全部无损检测的对接接头,脉冲反射法超声检测技术等级不低于B级, 合格级别为I级;
(2) 进行局部无损检测的对接接头,脉冲反射法超声检测技术等级不低于B级, 合格级别不低于II级;
(3) 角接接头、T形接头,脉冲反射法超声检测技术等级不低于B级,合格级别
为I级;
(4)采用衍射时差法超声检测的焊接接头,合格级别不低于∏级。
3.2.10. 2. 3.3 组合检测
当采用射线、超声等方法进行组合检测时,质量要求和合格级别按照各自执行 的标准确定,,并且均应当合格。
3. 2. 10. 2.3.4表面无损检测
压力容器所有焊接接头的表面无损应当按照NB/T 47013的规定执行,合 格级别如下:(


⑴钢制压力容器进行磁粉或耘透检测,合格级剧为I级;
(2)有色金属制压力容器寇
3. 2. 10. 2. 4 接管焊
(1) 公称直径大于或者邃
检测比例和合格级别与压力番
(2) 公称直径小于250彎
和合格级别由设计者或⅛7⅛
料惴箫y eg
3∙2-1° 3原材題囉
原材料和零部件II麻蒯测
相应产品标准规定。J。丽
3.2.11焊后热厕留
(1)因焊接残余应力‘儡
(消除应力)热处理; '鸵

渗透检测,合格级别为J级。
无损检测要求 n
啊h∣ffi∣⅛独接管扁
-l⅞⅛⅛求相同;‘‘
的應胺器接管焊接接头的无觑检测方法、检测比例
接头的无损检测方法、

件无振检洲 M汶"SS
测比例制畚格级别I談计者按照本规程及
''' — …… RIlIiIIllIlIIII
IIlilllliliIHK 剛!
IIIiIIIMiliII!喺
用


时,应当对压力容受压元件进行焊后
g* 置e质的ii⅛6iB⅛^⅛!∣压力容器及其受压元
(2)盛装毒性危害程 件应当进行焊后热处理。
采用其他方法消除残余成
新工艺评审。 W*”一_
奥氏体不锈钢和有色金属布摭3j蚕贫-般不要求做焊后热处理,如有特 殊要求需要进行热处理时,应当在
3. 2. 12耐压试验
3. 2. 12. 1耐压试验压力
耐压试验的最低试验压力按照公式(3-1)计算。
[σ]
PT=W洁
弋焊后热处理的,应湾按照本规程1.9的规定通过
(3-1)
式中:
PT--耐压试验压力,MPa;
η—— 耐压试验压力系数,按照表3-6选用;
P——压力容器的设计压力或者压力容器铭牌上规定的最高允许工作压力(对在 用压力容器为检验确定的允许使用压力或者监控使用压力),MPa;
[σ]——试验温度下材料的许用应力(或者设计应力强度),MPa;
[√——设计温度下材料的许用应力(或者设计应力强度),MPaO
压力容器各主要受压元件,如筒体、封头、接管、设备法兰(或者人手孔法兰) 及其紧固件等所用材料不同时,计算耐压试验压力应当取各元件材料[b] / [bf比值 中最小者;[b]t不得低于材料受抗拉强度和屈服强度控制的许用应力最小值。
表3-6耐压试验的压力系数
|
压力容器的材料 |
压力系数?7 | |
|
液(水)压 |
气压、气液组合 | |
|
钢和有色金属 |
1.25 |
1.10 |
|
2.00 |
—— | |
3. 2. 12.2耐压试验温度
耐压试验时,试验温度(压力容器器壁金属温度)应当比压力容器器壁金属无延 性转变温度至少高3(ΓC,或者按照产品标准的规定执行,如果由于板厚等因素造成 材料无延性转变温度升高,则需要相应提高试验温度。
3. 2. 12. 3耐压试验介质
(1) 凡在试验时,不会导致发生危险的液体,在低于其沸点的温度下,都可用作 液压试验介质;当采用可燃性液体进行液压试验时,试验温度应当低于可燃性液体 的闪点;
(2) 由于结构或者支承原因,不能向压力容器内充灌液体,以及运行条件不允许 残留试验液体的压力容器,可采用气压试验;试验所用气体应当为干燥洁净的空 气、氮气或者其他惰性气体;
(3) 因承重等原因无法注满液体的压力容器,可根据承重能力先注入部分液体, 然后注入气体,进行气液组合压力试验;试验用液体、气体应当分别符合本条第(1) 项和第(2)项有关要求。
3.2. 13泄漏试验
3. 2. 13. 1气密性试验
气密性试验所用气体应当符合本规程3.2.12.3第(2)项的规定,气密性试验压力 为压力容器的设计压力。
3.2. 13. 2 氨检漏试验
可采用氨-空气法、氨-氮气法、100%氨气法等氨检漏方法。氨的浓度、试验压 力、保压时间等由设计者在设计文件中予以规定。
3.2. 13.3鹵素检漏试验
卤素检漏试验时,压力容器内的真空度要求、釆用的卤素气体种类、试验压 力、保压时间以及试验操作程序等由设计者在设计文件中规定。
3.2. 13.4 氮检漏试验
氮检漏试验时,压力容器内的真空度要求、氮气的浓度、试验压力、保压时间 以及试验操作程序等由设计者在设计文件中规定。
3.2. 14超高压容器设计专项要求
3.2. 14. 1设计方法
(1) 超高压容器应当采用爆破压力法或者弹塑性分析法进行静强度设计;采用弹 塑性分析法时,载荷放大系数应当大于或者等于2.0;
(2) 超高压容器应当进行疲劳分析。
3.2. 14.2安全系数
3.2.14.2.1爆破压力法的安全系数
超高压容器的爆破安全系数,当按照材料的拉伸试验数据计算爆破压力时,应 当取大于或者等于2.2,对于超高压水晶釜应当取大于或者等于2.4;当按照材料扭 转试验数据计算爆破压力时应当取大于或者等于2.2。
3.2.14.2.2疲劳分析的安全系数
疲劳分析时,交变应力幅和循环次数的安全系数分别取2和15。
3.2.14. 2.3螺柱(螺栓)的安全系数
.设计温度下屈服强度安全系数不小于1.8o
3.2.14.3最高壁面温度
在预计的最高温度点设置可永久记录的测温装置,并且规定测温孔的位置与尺 寸,控制超高压容器的最高壁面温度不得高于钢材允许的使用温度。
3, 2. 14. 4无损检测
超高压容器的无损检测方法包括超声、磁粉、渗透和涡流检测等。设计者应当 按照本规程及相应产品标准的要求在设计文件中规定无损检测方法、检测比例、实 施时机和技术要求。
3.2. 14.5自增强处理
自增强处理应当采用液压增压法,并且采用合适的方法控制筒体内壁面的残余 环向应变,其值不得超过2%。
3. 2. 14. 6 耐压试验压力
超高压容器的耐压试验一般采用液压试验,最低试验压力(PT)按照公式(3-2)
—27 —
计算。
式中:
Pl =1.12ɪ-
ʌpθ^
(3-2)
P——超高压容器的设计压力(对于在用超高压容器可取工作压力),MPa;
Rg2——试验温度下材料的屈服强度,MPa;
妳0.2——设计温度下材料的屈服弓袈。
3. 2.15简单压力容器设计专顼
3. 2. 15. 1设计总图
简单压力容器的设计总Jf除满足本规程3.1.4.4⅜要求外,还应当包括以下内 容:
(1) 焊接方法和要求』
(2) 采用试验方法设计瞞的:
3.2.15.2设计方法
简单压力容器主零车
3.2. 15.2. 1 ⅛⅜l½
按照试验方法⅛
力,并且周向永久W⅛W∖
Il
、∕∣⅛∣∣ I.
321522 F
用计算方法确定錢

:求。

压
≡i
件试验方法或谱⅛⅛十算方法确定
L I I Il
J "- g⅛≡
Ij猝诵下的爆破压*,得小于4倍的设计压 勇"厂…"■ ⅛
时,应当满足以下⅛:
麒衫或者为θ∙3⅛⅛'''

接接头,?福体计算厚度增加15%0
3.2. 15.3 最小壁厚1
壳体成形后的实际壁厚%、奥
制简单压力容器不得小于2m⅛>
3.2. 15.4无损检测抽查 ___
按照计算方法设计的简单压力容接头应当按照NB/T 47013进行射线 检测抽查,技术等级不低于AB级,合格级别不低于ΠI级。抽查原则如下:
(1) 对接焊接接头采用自动焊或者机动焊时,调整焊接工艺后,应当对首台产品 进行射线检测;
(2) 制造过程中,每批产品(注3-5)至少抽1台进行射线检测,日产量不足1批 时,也必须抽1台进行射线检测;
(3) 对接焊接接头采用手工焊接,在每个焊接操作人员(以下简称焊工)每天焊接 的产品中,至少抽1台产品进行射线检测;
体不锈钢制简单压力溶器不得小于Imm,碳素钢
(4)射线检测位置优先选择包括交叉焊缝的纵焊缝,每台产品的射线检测长度不 得小于20OmmO
注3-5:简单压力容器组批原则见本规程4.2.9∙2的规定。
3.2. 15.5 耐压试验
(1) 最低试验压力为1.5倍简单压力容器的设计压力;
(2) 耐压试验时,简单压力容器壁温和试验用介质温度不得引起容器的脆性断 裂,试验用介质的温度一般不低于5^^
3.2.16快开门式压力容器设•
快开门式压力容器,是指*出薛同彊封头与主体间带有相互嵌套 的快速密封锁紧装置的压力疣,,旦是用螺栓(例如哦螺栓)连接的不属于快开门 式压力容器。快开门式压少罅M设也穿考虑疲劳载被影响。
设计快开门式压力Ji,⅛1f⅛¾<≡⅛⅛⅛联無置,并且对其使用环 境、校验周期、校验方咨等劍扌繼最求作浦珈是承⅛.. ∖⅛
安全联锁装置应当、满足曹十嚙蒙W"• IIi
⑴当快开门达到斂建图部⅛⅛
⑵当压力容器呷售*完 3.3非金属压丿加⅛滅计要
3. 3. 1石墨压方嬲器监'
............⅛⅛S! k 一 .........碱淋
方餾$Ji建帳开门。S'
.(2)最大设计内压,⅜
(3) 最低设计温度,-7气;J
(4) 最高设计温度,205'2∖ J
3-3.1.2安全系数和许鬲"'/
用于设计的许用应力值为石告(CMQ)中指定设计温度下抗拉 或者压缩试验平均值的80%除以安性危害程度为极度或者高度危害介 质时,安全系数选7.0) o
3. 3. 1.3耐腐蚀性
所选择的石墨材料应当保证工作条件下的耐腐蚀性。
3. 3. 1.4耐压试验
耐压试验压力不得低于1.5倍的设计压力,盛装毒性危害程度为极度或者高度危 害介质的压力容器,其试验压力不得低于L75倍的设计压力。
耐压试验介质一般采用清洁的水。
3.3.1.5泄漏试验
盛装毒性危害程度为极度或者高度危害介质的压力容器,应当在不低于设计压 力的试验压力下,进行所有接头和连接处的泄漏试验,试验方法由设计者规定。
3.3. 1.6粘接试件
盛装毒性危害程度为极度或者高度危害介质的压力容器,设计者应当在设计文 件中提出粘接试件的制作要求,并且规定试样的数量、制备方式、检验与试验方 法、合格指标、不合格复验要求等。
3.3.2纤维增强塑料压力容器
3.3. 2.1通用要求
(1) 纤维增强塑料压力容器不可用于盛装毒性危害程度为极度或者高度危害介质 和液化气体;
(2) 纤维增强塑料压力容器的设计除按照本规程3.1.5要求外,还应当将纤维增 强材料的铺层设计与强度、刚度计算同步进行;
(3) 纤维增强塑料压力容器的器壁由内衬层、结构层和外保护层组成;在内压强 度计算时,只考虑结构层的承压强度;在计算外压失稳、自重载荷时,按照压力容 器总厚度进行计算;
(4) 应当考虑复合材料的各向异性以及由于材料老化引起的材料性能衰减;
(5) 纤维增强塑料压力容器的设计温度取介质的工作温度,并且不得低于 -54 OCO
3.3.2.2设计类型
纤维增强塑料压力容器的设计分为以下三种类型,设计者应当根据设计参数、 设计方法、制造工艺等确定设计类型并且在设计文件(设计总图)中注明:
(1) I型容器,采用手糊、喷射成型工艺制造时其设计压力不得大于IMPa,采 用缠绕成型工艺制造不进行极孔包络时设计压力不得大于IOMPa,采用缠绕成型工 艺制造并且进行极孔包络时设计压力不得大于20MPa;工作温度不超过65°C时取设 计温度为650C,工作温度超过65°C时设计温度不得超过120P,并且所用树脂的热 变形温度应当高于设计温度20。C以上;
(2) ∏型容器,筒体必须采用缠绕成型工艺,封头可采用手糊、喷射或者缠绕成 型;采用规则设计法时,工作压力与内径乘积不得大于2.4MPamJ最大设计压力不 得大于1.6MPa,最大的设计内径不得大于4.8m;釆用分析设计法时或者采用规则设 计法与分析设计法结合设计时,设计压力不得大于0.6MPa,内径不得大于4m;设 计温度不得超过12(KC,并且所用树脂的热变形温度应当高于设计温度20C以上;
(3) IK型容器,必须采用缠绕成型工艺并且进行极孔包络制造,其设计压力不得 大于IOOMPa并且不得低于20MPa;设计温度不得超过85© ,并且所用树脂的热变 —3O-
形温度应当高于设计温度20°C以上。
3.3.2.3设计方法及安全系数
(1) I型容器,应当制作原型容器,对原型容器进行10万次的压力疲劳试验, 压力波动范围从常压至设计压力,疲劳试验完成后,进行压力试验,试验压力不得 小于6倍设计压力,容器在试验过程中不得渗漏、破裂;
(2) II型容器,釆用规则设计法或者规则设计法与分析设计法相结合的设计方 法,并且用声发射检测方法验收时,II型容器设计安全系数需要考虑载荷条件、成 型工艺、使用环境、温度、预期使用年限、材料离散等因素,无法进行声发射检测 时应当提高安全系数;设计许用应变不得大于0.1%,外压安全系数不得小于5.0; II型容器的具体安全系数由相应的产品标准规定;
(3) IH型容器,应当制作原型容器,根据设计条件决定是否进行疲劳试验,疲劳 试验完成后,进行压力试验,采用碳纤维增强塑料制造时试验压力不低于设计压力 的2.25倍,采用玻璃纤维增强塑料制造时试验压力不低于设计压力的3.5倍,容器在 试验过程中不得渗漏、鼓包、明显变形、破裂。
3.3.2.4铺层设计
纤维增强塑料压力容器的铺层设计至少包括以下内容:
(1) 纤维及其制品类型;
(2) 树脂体系及配比;,
⑶铺层的次序、方向和层数;
(4) 成型工艺(含固化工艺);
(5) 树脂含量(重量比)。
3. 3. 2.5粘接设计
粘接设计应当保证粘接接头许用承载力不低于接头处环向、轴向和剪切载荷。
3. 3. 2. 6 耐压试验
耐压试验一般釆用液压试验,试验介质应当为清洁水或者其他合适液体;对于 不适合液压试验的压力容器,可采用气压试验。
试验内压不得低于1.1倍设计内压,试验外压不得低于1倍设计外压。
H型容器,耐压试验时应当进行声发射检测。当无法进行声发射检测时,试验 内压不得低于1.25倍设计内压,试验外压不得低于Ll倍设计外压但不得大于 0.1MPaO
3. 3. 3非金属压力容器中的金属受压元件的设计
非金属压力容器中的金属受压元件的设计应当符合本规程中关于金属压力容器 的相应规定。


4.1制造通用要求
4. 1. 1制造单位
(1) 压力容器制造(含现场制造、现趣组焊、现场粘接,注4-1)单位应当取得特 种设备制造许可证,按照批准的彎据有关法规、安全技术规范的要 求建立压力容器质量保证体系^^^^^^^掣位及其主要负责人对压力容器 的制造质量负责;
(2) 制造单位应当严想《关法规、安全技术漿及技术标准,按照设计文件
的技术要求制造压力容瀛盧 - k
注4-1:固定式压力 制蠹忌⅛⅛骚W焊、现场粘接,'*别指无法运输的大型压力容
器(含球罐)在使用现场进*的昴IS⅛⅛r¾⅛用现场进行的溟为容器组焊、在使用现场进 行的非金属压力容器的⅛l'0 ⅛, ⅛⅞7⅛. ■.; ^
4.1.2型式试蟀? ⅛ ,…
⅛≡ ⅛
简单压力容器、嚐能麝&当
顼十寸四WlmPt JeTnPglθ
型式试验的项目、華畔果应
首次制造瓶式 ⅛^¾b纟 过国家质检总局核潅备M髯 足相应产品标准的要求。着

4.1.3制造监督梅验星
需要进行监督检验用 造单位应当约请特种设為
觥験机构进行型式试验,
IllllllllIllIlmoImlι
足孵产品标准的要嬲W
容器前,制造单位旬*试制样品容器并且经 验阻构进行的试验,试验的*;!’、要求及结果应当满
■… l⅛⅛⅛,
产.■ ::;如’

輙■糊⅛程4.1.5.2压次笋器受压元件、部件),制 覊冀制造过程进行监難验并且取得《特种设备监
jl∣∣ι
i∣f'
I
,i
I-
『, IL I」 丄"
督检验证书》,方可出厂。%,
4. 1.4质量计划 V.
(1) 制造单位在压力容器制.
制订完善的质量计划(检验计划),峭当包括容器或者受压元件、部件的 制造工艺控制点、检验项目;
(2) 制造单位在压力容器制造过程中和完工后,应当按照质量计划规定的时机, 对容器进行相应的检验和试验,并且由相关人员作出记录或者出具相应报告。
4.1.5产品出厂资料或者竣工资料
4. 1.5. 1通用要求
压力容器出厂或者竣工时,制造单位应当向使用单位至少提供以下技术文件和 资料(注4-2),并且同时提供存储压力容器产品合格证、产品质量证明文件电子文档
的光盘或者其他电子存储介质:
(1) 竣工图样,竣工图样上应当有设计单位设计专用章(复印章无效,批量生产 的压力容器除外),并且加盖竣工图章(竣工图章上标注制造单位名称、制造许可证 编号、审核人的签字和“竣工图”字样);如果制造中发生了材料代用、无损检测方 法改变、加工尺寸变更等,制造单位按照设计单位书面批准文件的要求在竣工图样 上作出清晰标注,标注处有修改人的签字及修改日期;
(2) 压力容器产品合格证(含产品数样见附件B)和产品质量证明文件;

件、

料H
产品质量证明文件包括材料清

及几何尺寸检验报告、焊接(舗痿)无気
线、耐压试验报告及泄漏试 压力容器,还包括封口真/
(3) 《特种设备监督检罩
(4) 设计单位提供的压
注4-2:简单压力容器員星
悬曲屈赛:舊勵命損证和《養袖设备监督检验证书》。 i⅛Si⅛⅛M Ii
4∙L5∙2压力會⅛⅛
单独出厂的压万新割E
束、人孔部件等)的轆嘆I应
4. 1.5. 3 保存⅛l⅛ OS 产口中厂咨蚪閥 广'[W出丿兌料或罰:終
4. 1. 6产品铭盛'S
制造单位必须在压力矗
V-- O 屋
久,采用中文(必要时可%
下内容:
(1) 产品名称;
(2) 制造单位名称; g —
⑶制造单位许可证书编号和
⑷产品标准;
(5) 主体材料;
(6) 介质名称;
(7) 设计温度;
(8) 设计压力、最高允许工作压力(必要时);
(9) 耐压试验压力;
(10) 产品编号或者产品批号;
(11) 设备代码(特种设备代码编号方法见附件D);
述、料质量证明书、质量计划、外观 亨、热处理报告及自动记录曲 、产品铭牌的拓印腿或者复印件等;对真空绝热  空夹层泄漏率、静态楸率等检测结果;
空夹层泄漏率、静态楸率等检测结果;

实施监督检验刷产品);

件噸受压部件(如换热管 蒯註品礴圖低明文件。
:..:<. WlIIiIIl
^β≡≡%⅛F 矛”"匕心二; IllIll!Iiiiiiiiiiiii州
&期w⅛⅛⅛ 使用年限。
”,邢位装麗彦演铭牌W舗⅛应当清晰、牢固、耐 ^ft≡ιi⅛½⅛∣∣ 牌上的项目至少包括以
(12) 制造日期;
(13) 压力容器分类;
(14) 自重和容积(换热面积)。
产品铭牌的格式见附件C。
i 4. 1.7变更设计
制造单位需要对原设计文件进行变更,应当取得原设计单位同意变更的书面批 准文件,并且对改动部位作详细记载。
I 4.1.8无损检测
l 制造单位应当按照设计文件的规定编制无损检测工艺文件并且实施。无损检测
! 人员应当按照相关技术规范进行考核取得相应资格证书后,方能承担与资格证书的
" 种类和级别相对应的无损检测工作。
Pi 4. 1.9耐压试验
" 压力容器制成后,制造单位应当按照设计文件的规定进行耐压试验。
J」 4.1.9.1耐压试验前的准备工作
「 (1)耐压试验前,压力容器各连接部位的紧固件,应当装配齐全,紧固妥当;
: (2)试验用压力表应当符合本规程第9章的有关规定,并且至少采用两个量程相
Jri 同并且经过校验的压力表,试验用压力表应当安装在被试验压力容器顶部便于观察
的位置;
IJrlIi⅞ (3)耐压试验时,压力容器上焊接的临时受压元件,应当采取适当的措施,保证
其强度和安全性;
” (4)耐压试验场地应当有可靠的安全防护设施,并且经过制造单位技术负责人和
I ; ■
;| 安全管理部门检查认可。
i J
I 4. 1.9.2耐压试验通用要求
L (1)如果采用高于设计文件规定的耐压试验压力时,应当对各受压元件进行强度
i. 校核;
; (2)保压期间不得采用连续加压来维持试验压力不变,耐压试验过程中不得带压
I 紧固或者向受压元件施加外力;
' (3)耐压试验过程中,不得进行与试验无关的工作,无关人员不得在试验现场停
留;
(4) 进行耐压试验时,监督检验人员应当到现场进行监督检验;
(5) 试验场地附近不得有火源,并且配备适用的消防器材;
「 (6)耐压试验后,如果出现返修深度大于二分之一厚度的情况,应当重新进行耐
「 压试验。
4. 1. 9.3液压试验
—34 —
ili'
4. 1.9. 3. 1液压试验程序
(1) 试验介质应当符合产品标准和设计图样的要求,以水为介质进行液压试验 时,试验合格后应当将水排净,必要时将水渍去除干净;
(2) 压力容器中应当充满液体,滞留在压力容器内的气体应当排净,压力容器外 表面应当保持干燥;
(3) 当压力容器器壁温度与液体温度接近时,才能缓慢升压至设计压力,确认无 泄漏后继续升压到规定的试验压力,保压足够时间;然后降至设计压力,保压足够 时间进行检查,检查期间压力应当保持不变;
(4) 热交换器液压试验程序按照产品标准的规定。
4. 1.9. 3.2液压试验合格标准
进行液压试验的压力容器,符合以下条件为合格:
(1) 无渗漏;
(2) 无可见的变形;
(3) 试验过程中无异常的响声。
4. 1.9. 4气压试验
4. 1.9.4, 1气压试验程序
(1) 气压试验时,制造单位应当制定应急预案并且派人进行现场监督,撤走无关
人员; ,
(2) 气压试验时,应当先缓慢升压至规定试验压力的10%,保压足够时间,并且 对所有焊(粘)接和连接部位进行初次检查;如无泄漏可继续升压到规定试验压力的 50%;如无异常现象,按照规定试验压力的10%逐级升压至试验压力,保压足够时 间后降至设计压力进行检查,检查期间压力应当保持不变。
4. 1.9.4. 2气压试验合格要求
气压试验过程中,压力容器无异常响声,经过肥皂液或者其他检漏液检査无漏 气、无可见的变形即为合格。
4. 1.9.5气液组合压力试验
气液组合压力试验的升降压要求、安全防护要求以及试验的合格标准按照本规 程4.1.9.4的有关规定执行。
4. 1. 10泄漏试验
制造单位应当按照设计文件的规定在耐压试验合格后进行泄漏试验。
4. 1. 10. 1 气密性试验
(1) 进行气密性试验时,一般需要将安全附件装配齐全;
(2) 保压足够时间经过检查无泄漏为合格。
4. 1. 10.2其他泄漏试验
氨检漏试验、卤素检漏试验、気检漏试验等泄漏试验由制造单位按照设计文件 的规定进行。
4.2金属压力容器制造要求
4. 2. 1焊接
4. 2.1.1焊接工艺评定
压力容器焊接工艺评定的要求如下:_
(1)压力容器产品施焊前,受压元'佳盛;与受压元件相焊的焊缝、熔入永久焊 缝内的定位焊缝、受压元件母字表面掘焊,以及上述焊缝的返修焊缝都应当 进行焊接工艺评定或者具有经*评 合格的焊接T艺哗(WPS)支持;
览当符合NB∕T 47014W压设备焊接工艺评定》的
Sl
(2) 压力容器的焊接工
要求;
(3) 监督检验人员啰期
(4) 焊接工艺评定完成辱
单位焊接责任工程师¢4
术档案; 扌湖'
(5) 焊接工艺评來
应当至少保存5年。|*<榊„
一........麝
4. 2. 1.2焊工 。富 ,
,
(1) 压力容器焊□⅛援廉有
《特种设备作业人员证》C
(2) 焊工应当按照焊接
(3) 应当在压力容器矗总麟缝'附近的指定部位必焊工代号钢印,或者在焊 接记录(含焊缝布置图)中记录B 弋号,焊接记录耳乒品质量证明文件;
⑷制造单位应当建立焊£技术档案戒笋/
4. 2. 1.3压力容器拼接与组装
⑴球形储罐球壳板不允许拼接;
(2) 压力容器不宜釆用十字焊缝;
(3) 压力容器制造过程中不允许强力组装。
4. 2. 1.4焊接返修
焊接返修(包括母材缺陷补焊)的要求如下:
(1) 应当分析缺陷产生的原因,提出相应的返修方案;
(2) 返修应当按照本规程4.2.1.1进行焊接工艺评定或者具有经过评定合格的焊接
一I艺详是报告(PQR)和焊接工艺规程应当由制造 疏,经过监督检整员签字确认后存入技
独鬃应:
厶 0

«1?至该工艺评定失效蜩M焊接工艺评定试样
'<l< (Il"II
/ I哪啪
.个技术规范的规定考核合格,取得相应项目的 '羅■效期间内承担合格逐目精围内的焊接工作; 贏-籌焯接作业指导书施焊并且做好施焊记录,制 瘴逃參数进行检查;丿

工艺规程支持,施焊时应当有详尽的返修记录;
(3) 焊缝同一部位的返修次数不宜超过2次,如超过2次,返修前应当经过制造 单位技术负责人批准,并且将返修的次数、部位、返修情况记入压力容器质量证明 文件;
(4) 要求焊后热处理的压力容器,一般在热处理前焊接返修,如在热处理后进行 焊接返修,应当根据补焊深度确定是否需要进行消除应力处理;
(5) 有特殊耐腐蚀要求的压力容器或孳压元件,返修部位仍需要保证不低于原 有的耐腐蚀性能;''
求绣过检竣合矯。` \
(6)返修部位应当按照原要

4.2.2试件(板)与试样*
4. 2. 2. 1制备母材秘删件的条件
寥膵育改善材料力判生能(见本规程4.2.6.1)
在制造过程中需要绽歩
制作

时,应当制备母材热 ,⅛⅛⅛
制备母材热处理试件厝
制备。 d
4 2∙2. 2焊接戦(感
(1) 产品焊接试矗
A器隋⅛⅛思
(2) 试件的原材辦溯咎 同厚度和相同热处理状金;房

薔求剣鸯产品焊接试性允许将两种试件合并
IlIllllli!!lιιι∣∣'∣l∣ ..................i
筒说缝的.延长部位与筒*同时施焊(球形压力容 器和锻焊压力容器涮闕;。g , 甌” ∕∙∣- 'E E呻 HImMll IiIiIiIIIiImim'l∣"lll∙,ll'll
一` E与压力容器用材具有标准、相同牌号、相


容醵源丄釆用与施焊斥力容器相同的条件和焊接工 陽賢试(件一⅛≡≡⅛⅛¾∣起热处理,否则应当釆 U⅛工艺进行热处理孩
(4)应用应变强化技术的陆力容器试件,应当按相盛产品标准进行应变强化预拉
伸。 、 _
4. 2. 2. 3焊接试件与母材如处理淫性'能检验
(1) 试样的种类、数量、截取与制助F文件和产品标准的规定;
(2) 力学性能检验的试验方法、试验温度、合格指标及其复验要求按照设计文件 和产品标准的规定。
(3)试件应当由施蟬'该
艺施焊,有热处理要求
取措施保证试件按照与压就容



4. 2. 3胀接
热交换器管板与换热管的胀接可采用柔性胀接方法或者机械胀接方法。施胀 前,制造单位应当制定胀接工艺规程,操作人员按照胀接工艺规程施胀。
4. 2. 4外观要求
4. 2.4. 1壳体的外观与几何尺寸
壳体的外观与几何尺寸检查方法及其合格指标按照设计文件和产品标准要求。 检查的主要项目如下:
(1) 主要几何尺寸、管口方位;
(2) 单层筒体(含多层压力容器内筒)、筒体与封头、球壳的纵、环焊缝棱角度与 对口错边量;
(3) 多层筒节包扎压力容器、整体包扎压力容器的松动面积和热套压力容器热套 面的间隙;
(4) 凸形封头的内表面形状公差及碟形、带折边锥形封头的过渡段转角半径;
(5) 球壳顶圆板与瓣片形状、尺寸;
(6) 不等厚对接的过渡尺寸。
4. 2. 4. 2焊接接头的表面质量
(1) 不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的 夹渣等缺陷;
(2) 焊缝与母材应当圆滑过渡;
(3) 角焊缝的外形应当凹形圆滑过渡;
(4) 按照疲劳分析设计的压力容器,应当去除纵、环焊缝的余高,使焊缝表面与 母材表面平齐;
(5) 咬边及其他表面质量,应当符合设计文件和产品标准的规定。
4. 2. 5无损检测
4. 2.5.1无损检测的实施时机
(1) 压力容器的焊接接头应当经过形状、尺寸及外观检查,合格后再进行无损检 测;
(2) 拼接封头应当在成形后进行无损检测,如果成形前已经进行无损检测,则成 形后还应当对圆弧过渡区到直边段再进行无损检测;
(3) 有延迟裂纹倾向的材料至少在焊接完成24h后进行无损检测。
4. 2. 5. 2局部射线检测或者超声检测实施要求
(1) 局部无损检测的部位由制造单位根据实际情况指定,但是应当包括A、B类 焊接接头交叉部位以及将被其他元件覆盖的焊接接头部分(注4-3);
注4-3:搪玻璃设备上、下接环与夹套组装焊接接头以及公称直径小于25Omm的接管焊接 接头的无损检测要求按照搪玻璃设备的国家标准或者行业标准规定。
(2) 经过局部无损检测的焊接接头,如果在检测部位发现超标缺陷时,应当在已 检测部位两端的延伸部位各进行不少于25Omm的补充检测,如果仍然存在不允许的 缺陷,则对该焊接接头进行全部无损检测;
(3) 进行局部无损检测的压力容器,制造单位也应当对未检测部分的质量负责。
4. 2.5.3无损检测记录和报告
制造单位或者无损检测机构应当如实填写无损检测记录,正确签发无损检测报 告并且对无损检测报告的真实性、准确性、有效性负责,妥善保管射线底片和超声 检测数据等检测记录(含缺陷返修前记录)和报告。
4. 2. 6热处理
4.2.6. 1需要热处理的情况
(1) 设计要求的焊后热处理(见本规程3.2.11);
(2) 制造过程中因冷加工成形致使材料发生较大变形或者组织发生较大变化而影 响材料微观组织和力学性能时,或者当要求材料的使用热处理状态与供货热处理状 态一致但在制造过程中破坏了材料的供货热处理状态时,应当对受压元件进行恢复 材料性能热处理;
(3) 需要通过热处理达到设计强度、韧性指标时,应当对受压元件进行改善材料 性能热处理。
4. 2. 6. 2热处理实施要求
(1) 压力容器制造单位应当编制热处理工艺文件并且严格实施,需要进行现场热 处理的压力容器,还应当单独提出现场热处理的具体技术要求;
(2) 压力容器焊接工作全部结束并且经过检验合格后,方可进行焊后热处理;所 有种类的热处理均应当在耐压试验前进行;
(3) 热处理装置(炉)配有自动记录曲线的测温仪表,并且绘制热处理的时间与温 度关系曲线。
4.2.7锻钢、铸铁、不锈钢与有色金属制压力容器的专项要求
4. 2. 7. 1锻焊式压力容器
(1) 压力容器用钢锻件的钢号、化学成分、力学性能、工艺性能与检验要求,应 当符合设计图样和产品标准要求;
(2) 当设计图样要求制备环向焊接接头的鉴证环时,鉴证环的材料、尺寸以及鉴 证环试样的种类、数量、截取、试验方法与结果评定按照设计图样要求;
(3) 筒体表面应当进行机加工,其几何尺寸公差(棱角度、错边量、圆度、不等 厚对接等)应当符合设计图样和产品标准要求。
4. 2. 7. 2铸造压力容器
(1) 铸造受压元件加工后的表面不得有裂纹,如有缩孔、砂眼、气孔、缩松等铸 造缺陷,不得超过设计图样的要求,在凸出的边缘和凹角部位,应当具有足够的圆 角半径,避免表面形状和交接处厚度的突变;
(2) 制造单位首次试制的产品,应当进行液压破坏试验,以验证设计的合理性, 如果试验不合格,则不得转入批量制造,试验应当有完整的方案和可靠的安全措施。
4. 2.7.3不锈钢和有色金属制压力容器
(1) 不锈钢和有色金属制压力容器及其受压元件的制造,应当有专用的制造车间 或者专用的工装和场地,不得与黑色金属制品或者其他产品混杂制造,工作场所要 保持清洁、干燥,严格控制灰尘;
(2) 加工成形设备和焊接设备,应当能满足不锈钢、有色金属的需要,并且严格 控制表面机械接触损伤和飞溅物;
(3)有耐腐蚀、防腐蚀要求的压;者受压元件,按照设计图样要求进行表
面处理,例如对奥氏体不锈钢表化处理;
(4)在首次采用应变强化⅛S51⅛-,葡造单位应当按照相应标准的要  求对采用的应变强化工艺畔 证,并且进行样品容器的试制,试制容器经监督检 验合格后方可进行制造。/
求对采用的应变强化工艺畔 证,并且进行样品容器的试制,试制容器经监督检 验合格后方可进行制造。/
4.2.7.4有色金瓶M
4. 2. 7. 4. 1 坡口加工 W
坡口加工一般采矶
⅛≡
他切割方法。坡口采廟簫⅛
舰惴III g
力口工后的坡口应蟀芻
(D铝、钛制压莒鹹
i S l'i∣⅛∣∣i∣i∣∣iiif P⅛
缺陷; SSi思
(2)铜、镣制压方菴礴
4.2. 7.4.2铝帯襁癖 E
铝制卧式压力容器的確.〔窶聳器壳儕理当保持杉接触。
4. 2. 7. 4. 3 钛制 SQE' ' 、' ' ' ' *
钛制压力容器应当符冬
(1) 焊后对所有焊接接舞在焊賤完工原始状态进行表面颜色检査,并且按照产品 
 标准判断是否合格,对表面颜驾卷#機照产品标准的要求进行处理;
标准判断是否合格,对表面颜驾卷#機照产品标准的要求进行处理;
(2) 钛制封头宜采用热成形
防止表面氧化污染;冷成形的钛制宜采用热校形。
法

可采用木损伤材料性罷牌不影响焊接质量的其 方法¾≡⅛采用机械方癱籐氧化层、污染层。
ʒ?亜 .71 IlIlIllIIl伽11啊IIl
* * -■ ` ∙ ∕∙ IlllllIllIII∣∣*ll
=IX⅛得有裂纹、分层、夹杂聲影响焊接质量的其他

表裂纹K资层E折磨撕裂等缺陷。



4.2.7.4.4铜制封头
铜制封头在规定的工作环境下可能产生应力腐蚀开裂时,应当按照设计图样和 产品标准要求进行退火处理或者消除应力退火处理。
4.2.7.4.5镣及镣合金制压力容器
用于镰及镣合金制压力容器及其受压元件的加热炉、热处理炉宜采用电热炉, 也可采用燃气炉、燃油炉,不得釆用焦炭或者煤为燃料的加热炉;当釆用燃气炉、 燃油炉时,应当按照产品标准的要求严格控制燃气与燃油中的硫含量。
4.2.8超高压容器制造专项要求
4. 2. 8. 1材料检验
(1) 超高压容器主要受压元件用锻件在性能热处理后,必须进行室温力学性能试 验,测试抗拉强度、屈服强度、断后伸长率、夏比(V型缺口)冲击吸收能量和侧向 膨胀值,同时进行金相分析和硬度检测,其结果应当符合设计技术条件;
(2) 制造单位对外购的超高压容器筒体用锻件,应当按照其材料标准逐件进行复
验;复验项目包括化学成分、力学性能、耋倍组织、晶粒度、非金属夹杂物和无损 检测;对外协的其他受压元件用锻件;位应当提供齐全的锻件材料质量证明 书和检验报告。 Z
4. 2. 8. 2. 1无损检测\
g∙,特种设备无损检测k级以上(含∏级)资格证
超高压容器的无损跡!!I瘻当由
书,并且具有压力容器锻噜申繼!柿人员进行,超声检泗赧告应当由取得m级资 格证书的无损检测人员审扌喙 麟壬
4.2.8.2.2无损检测敵施l⅛⅜%H
I I or≡M J
⑴超高压容器耕体勢质;后应当分别进行-K ιoo%的超声检测, 调质热处理后必须同戸撤職£头e&i-a声检测,,其他笑厚罷件应当至少进行一 次1。。%的超声检测;a尽囈 /
(2)筒体内外表面⅞⅛鋪+穽智进行ioo%的磁粉JIl!|或者渗透检测(内径 小于5OOmm的筒体可则),外径小于250In礙爾筒体可只进行涡流检
(3)筒体采用自增强建t
龄强处理后,丿 ’'体进行100%的超声检
⑷耐压试验后,应当时枣体*行不少于20%的超歹检测和100%的表面检测(内 直径小于50Omm的筒体可只知兌康面检测)
4. 2.8.3自增强处理 V'上亏
制造单位应当按照设计文件的规定曾强处理工艺并且实施。
4.2.9简单压力容器制造专项要求
4. 2. 9. 1简单压力容器的型号
同时满足以下要求的简单压力容器可以划分为同一型号:
(1) 设计方法(指计算方法或者试验方法)相同;
(2) 设计压力、设计温度相同;
(3) 结构相似;
(4) 检査孔的类型相同;
(5)焊接工艺规程相同。
4.2.9.2简单压力容器的组批原则
相同型号和图号的简单压力容器可按批组织生产。组批的要求如下:
(1) 组批时间,连续生产时间不超过15天;
(2) 组批数量,对于内直径Di ≤400mm的,按照生产顺序以不超过IoOO台为1 批;对于内直径Di > 40Omm的,按照生产顺序以不超过500台为1批。
4.2.9.3焊接接头
焊接接头的抗拉强度不得低于母材标准抗拉强度下限值,并且不得有危及压力 容器安全的缺陷。
4.2.9.4爆破试验
按照试验方法设计的简单压力容器,制造单位在制造过程中,应当进行爆破试 验。
4. 2. 9.4. 1 试验要求
(1) 对接焊接接头釆用自动焊或者机动焊的简单压力容器,按批抽1台压力容器 进行爆破试验;
(2) 对接焊接接头采用手工焊接的,在每个焊工每天焊接的简单压力容器中,至 少抽1台压力容器进行爆破试验;
(3) 爆破试验在室温下进行,加压速率不得超过O.lMPa/s;
(4) 爆破试验前应当测量筒体的实际壁厚和中部的周长;试验时先缓慢加压至4 倍设计压力,保压时间不小于5min,确认无泄漏后卸压至压力为零,测量中部周 长,再缓慢加压直至压力容器爆破。
4. 2. 9.4. 2合格要求
简单压力容器的爆破试验的合格要求如下:
(1) 周向永久变形率不得超过1%;
(2) 爆破压力不低于4倍的设计压力;
(3) 无碎片产生;
(4) 破口起裂点不在焊接接头上。
爆破试验不合格时,允许从该批压力容器中再抽取2台进行复验,2台均合格后 则该批合格。对接焊接接头采用手工焊接的,在该焊工当天焊接的压力容器中,再 抽2台进行复验,2台均合格后则该焊工当天焊接的简单压力容器合格。
爆破压力达不到要求的,该批或者该焊工当天焊接的简单压力容器判为不合格。
4. 2.9.5无损检测
简单压力容器的射线检测按照以下要求进行:
(1)按照设计规定的抽查原则进行射线检测;
——42——
(2) 射线检测不合格时,允许从该批压力容器中再抽取2台进行射线检测,2台 均合格后则该批合格;对接焊接接头采用手工焊接的,在该焊工当天焊接的压力容 器中,也应当再抽2台进行射线检测,2台均合格后则该焊工当天焊接的简单压力容 器合格;
(3) 经复验后仍不合格的简单压力容器,应当对该批或者该焊工当天焊接的压力 容器逐台进行射线检测,合格要求不变。
4. 2. 9. 6 型式试验
同一型号的简单压力容器首批生产前,制造单位应当向具有相应资质的型式试 验机构提出型式试验申请,申请时应当提交齐全的设计文件。型式试验机构应当到 制造现场抽取简单压力容器样机1台,经资料审查和样机相应的检查、试验,证明 样机符合本规程和设计文件要求,出具型式试验报告(包括试验结论、限制条件,并 且用图和文字对样机作必要的说明)和型式试验证书。
改变主要制造工艺、修改设计文件导致型号改变或者停产时间超过6个月重新 生产时,应当重新进行型式试验。
简单压力容器型式试验项目至少包括以下内容:
(1) 外观检查;
(2) 几何尺寸测量;
(3) 射线检测和耐压试验(适用于按照计算方法设计的简单压力容器);
(4) 爆破试验(适用于按照试验方法设计的简单压力容器)
(5) 产品标准对型式试验规定的其他检验项目。
4.3非金属压力容器制造要求
4. 3. 1石墨压力容器制造专项要求
4.3. 1.1通用要求
(1) 按照合格的工艺评定规程(CMS)制造石墨组件;
(2) 进行粘接工艺评定,按照合格的粘接工艺规程(CPS)进行容器制造,评定合 格的粘接工艺应当定期进行验证(每6个月至少一次);
(3) 由经过制造单位培训考核合格的粘接操作人员进行粘接作业;
(4) 在粘接作业过程中,被粘接材料的平均温度应当保持在IOOC ~52°C之间。
4.3. 1.2工艺评定
4.3. 1.2. 1重新进行工艺评定的重要因素
当以下重要因素发生变化时,应当重新进行工艺评定:
(D碳或者石墨材料(例如材料制造单位、等级或者批号、密度范围、颗粒度范 围);
(2)合成树脂(例如材料制造单位、树脂牌号、比重范围、室温下的黏度范围、
—43 —
重要成分及范围);
(3)工艺参⅛⅛(例如工艺压力范围、工艺时间范围、工艺温度范围、真空范围)。
4. 3. 1.2. 2工艺评定报告(CMQ)
工艺评定报告应当包括石墨材料的室温及材料最高允许使用温度下的抗拉强 度、抗弯强度(仅对换热管)、抗压强度、渗透系数(仅对盛装毒性危害程度为极度或
者高度危害介质的压力容器材料)。
4. 3. 1.2. 3试件和性能试验 ⅛<
试件的尺寸应当满足制取标准试件的要求,并且按照相应的试验方法
标准进行性能试验。 / -η y
4.3. 1.3粘接工艺评就M /
4. 3. 1.3.1重新进疵奸艺评定的惠豐甲素
当以下重要因素发,廖当遹新⅛i⅛⅛⅛按玉翠尊:
⑴接头设计和间⅛ ;' g 釣∙. i !W'". Ii
⑵表面准备状态:;,貰/ ⅜⅛ . . M土*∙⅛⅛ H
(3) 粘接材料参婉!!融充痂村树1 禳籀扁奪);愚
l':'i'IIllIIImlIlIlIl∣∣,∣∣l∣ t5fi弭 IlIlIllIII'⅛
(4) 工艺参数(例錦寸區温度鏡爲 - SSS
!jl≡∣a∣∣ 罗 户 l!IIIN(i!
4∙3.L3∙2粘辱』浙定扌律(CPQ)... 到ili∣∣∣
4-31'3∙2粘声希醫刪 粘接工艺评定扌加
粘接工艺评定扌场谱包括灘戏材料最高允许使用温的抗拉强度。
4. 3. 1.3.3试诲屬申⅛¾i] ‘ 参
试件应当按照设诲曷型艺要求制作,试件的农寸应当满足制取标准 试样每组io件的要求⅛⅛⅛B⅛O≡行悻能试验。
4.3. 1.4粘接操备$阿棉

制造单位应当对从翊维龐◎器及零部件粘接償业的操作人员进行培训考 核。

当粘接操作人员在6个岛貝接作其粘接操作能力有怀疑时,应 当重新进行考核。
4. 3. 1. 5材料修补
材料可以釆用经过评定的粘接工艺进行修补。
材料修补应当有详细的记录,其内容至少包括粘接型式、粘接部位尺寸、材料 牌号、材料制造单位、粘接工艺参数(接头间隙、固化温度和时间等)、粘接操作人 员及修补时间等。
粘接缝同一部位的修补不宜超过2次,如超过2次,修补前应当将情况总结并且 经制造单位技术负责人批准,修补的次数、部位、修补情况应当记入质量证明文件。
4.3. 1.6粘接试件
按3.3.1.6的规定制做粘接试件,并且应当符合以下的要求:
(1) 试件的材料与压力容器用材料牌号相同,由同一材料制造单位生产;
(2) 试件的粘接应当由粘接该台压力容器的粘接操作人员完成,并且采用与压力 容器粘接缝相同的条件与工艺;
⑶粘接试件、试样的尺寸及其加工、试验、评定应当符合GB/T 13465.9 {不透 性石墨粘接剂粘接抗拉强度试验方法》的规定。
4.3. 1. 7外观检查
石墨零部件和完工后压力容器外观合图样要求,其内外表面应当光滑、
=亍 _ ~=z√L=- •-
无气泡、砂眼、凹坑和裂纹,得有突变⅛⅞⅛≡⅜缺陷。

4.3. 1.8石墨管水压试验或者气压试验
石墨管在组装前应当
亍水压试验或者气压试验^试验压力不得低于设计
,刁、渗后为合格。 \
痈糖验. \
谶.晋单件进行水底赢验或者气压试验,试
⅛⅛≡不渗漏为诲
.................... E岫,⅛
∣∣!IillilI!∣il∣IM∣∣IlllII
Illill∣∣!IiIiJlIh∣ι∣Nli
压力的2倍,并且不得彳 a初

4.3. 1.9石墨块桦水压蠢龄覊
倍,

块孔式热交换器的看
验压力不得低于设计底刀
4.3. 1. 10耐压城奮亠
■
≡ii∣ 5
"Iig执行":
IiPa 到试验压力后保压
⅛≡≡i⅛≡⅛⅛s,希S为合格。
‘"竺
石墨压力容器的IIIf昭按热
石墨压力容器喊陽,
30min,然后缓慢降M⅛S⅛ J
4. 3. 1. 11泄漏试發房

耐压试验后,按照本规額3.3.肘5臟,求进行泄漏试验。
额要求
4. 3. 2 纤维增强塑'料庄

4. 3. 2. 1制造环境要醵
纤维增强塑料压力容器的飙!遇环境温度不得低于1俨C并且不得超过35°C,相对  湿度不得大于80%,避免4XIJnτ⅛ ⅛t下制作。
湿度不得大于80%,避免4XIJnτ⅛ ⅛t下制作。


4. 3. 2. 2原材料的使用要求
(1)树脂及其助剂应当在阴凉处热,超过保存期后不得使用;
⑵严禁促进剂与固化剂同时加入树脂中。
4. 3. 2. 3制造工艺要求
(1) 采用纤维织物铺层时,同层纤维织物的叠加宽度不得少于IOmm;
(2) 缠绕角应当符合设计规定,缠绕层必须线型完整,不得出现离缝或者重叠。
4. 3.2.4原型容器
I型和皿型纤维增强塑料压力容器应当制作原型容器,对原型容器的各项检 验、试验合格后,方可进行制造。
4. 3.2. 5制造成型工艺
(1) I型和In型纤维增强塑料压力容器成型工艺规程应当按照制作原型容器的工 艺制定;
(2) II型纤维增强塑料压力容器制造前应当进行成型和粘接工艺评定,成型和粘 接工艺规程应当根据已评定合格的工艺制定。
4.3.2.6工艺评定人员要求
成型和粘接工艺评定应当由制造单位的操作人员(经过培训考核合格,不允许借 用外单位人员)按照拟定的工艺指导书进行操作、制作。
4.3.2. 7制造检査
每台纤维增强塑料压力容器应当进行出厂检验,检验项目包括:外观质量、几 何尺寸(厚度、直径、锥度、高度等)、固化度、树脂含量、总质量、力学性能。
热塑性塑料衬里与结构层不得分层。
4. 3. 2. 8耐压试验
按照设计要求进行耐压试验,压力升降速度每分钟不得超过2%的试验压力O
4.3.3非金属压力容器中的金属受压元件的制造
非金属压力容器中的金属受压元件的制造应当符合本规程中关于金属压力容器 的相应规定。
5. 1安装改造修理单位
(1) 从事压力容器安装、改造或者重大修理的单位应当是取得相应资质的单位; 安装改造修理单位应当按照相关安全技术规范的要求,建立质量保证体系并且有效 运行,安装改造修理单位及其主要负责人对压力容器的安装、改造、修理质量负 责;
(2) 安装改造修理单位应当严格执行法规、安全技术规范及技术标准;
(3) 安装改造修理单位应当向使用单位提供安装、改造、修理施工方案、图样和 施工质量证明文件等技术资料;
(4) 压力容器安装、改造与重大修理前,从事压力容器安装、改造与重大修理的 单位应当向使用地的特种设备安全监管部门书面告知。
5.2改造与重大修理
5. 2. 1改造与重大修理含义和基本要求
(1)压力容器的改造是指改变主要受压元件的结构或者改变压力容器运行参数、
盛装介质、用途等;压力容器的重大修理是指主要受压元件的更换、矫形、挖补, 以及对符合本规程3.2.2.1规定的对接接头的补焊或者对非金属压力容器粘接缝的修 补;^
(2) 压力容器的改造或者重大修理方案应当经过原设计单位或者具备相应能力的 设计单位书面同意;
(3) 压力容器的改造或者重大修理可以采用其原产品标准,经过改造或者重大修 理后,应当保证其结构和强度满足安全使用要求;
(4) 符合本规程6.1.2.2要求的压力容器改造、重大修理施工过程,应当经过具有 相应资质的特种设备检验机构进行监督检验,未经监督检验或者监督检验不合格的 压力容器不得投入使用;
(5) 固定式压力容器不得改造为移动式压力容器。
5. 2. 2改造或者修理前的准备工作
压力容器改造或者修理人员在进入压力容器内部进行工作前,使用单位应当按 照安全生产的有关规定,参照定期检验的要求,做好准备和清理工作,达不到要求 时,严禁人员进入。
5.2.3改造或者修理的焊接要求
(1) 压力容器的挖补、更换筒节、增(扩)开口接管以及焊后热处理,应当参照相 应的产品标准制订施工方案并且经改造或者修理单位技术负责人批准;
(2) 经无损检测确认缺陷完全清除后,方可进行焊接(焊接工艺评定按照本规程 4.2丄1的规定),焊接完成后应当再次进行无损检测;
(3) 母材补焊后,应当打磨至与母材齐平;
(4) 有焊后消除应力热处理要求时,应当根据补焊深度确定是否需要进行消除应 力处理。
5. 2. 4非金属压力容器改造或者修理专项要求
(1) 对石墨压力容器,当改造或者修理石墨受压元件时,需要进行粘接或者浸渍 作业的,在改造或者修理作业前,应当参照本规程4.3.1.2和4.3.1.3的规定进行相应 的工艺评定;
(2) 纤维增强塑料压力容器改造、修理过程中应当远离热源、火源。
5.2.5改造与重大修理的耐压试验
有下列情况之一的压力容器,在改造与重大修理施工过程中应当进行耐压试验:
(1) 用焊接(粘接)方法更换或者新增主要受压元件的;
(2) 主要受压元件补焊深度大于二分之一实测厚度的;
(3) 改变使用条件,超过原设计参数并且经过强度校核合格的;
(4) 需要更换衬里的(耐压试验在更换衬里前进行)o
6. 1监督检验通用要求
6. 1. 1监督检验
压力容器的监督检验(以下简称监检)应当在压力容器制造、改造与重大修理过 程中进行(安装不实施监检)。监检是在刨造、改造、修理单位(以下简称受 检单位)的质量检验、检査与试验(以殳合格的基础上进行的过程监督和满 足基本安全要求的符合性验g /
监检工作不能代替受暨輙崭自检。 \
6.1.2适用范围 /善/ &
6. 1.2. 1 实施制浙
⑴整体出厂的压%⅛⅛∕ (⅛√
⑵现场制造、廳按腌屋!廉爲土 Il
⑶单独出厂并巔盧論的⅛⅝÷w⅛⅛⅛⅛,或戳用焊接方法连接的换
IIIIH'∣ι∣∣∣∣!IIlIlln∣i'l∣∣ 瘠 ,Z職电,甘4. ^IIilnlillIIIIllIillI'ʌ
IIIIIlilIllIlIIlIlllHIII
⑴改变主要受曲•
安造
4构.
且需要进行耐压试礴麗
(2)主要受压元廁蟠
"" 11Ii
鑿舸条踞善样参鄭瘁装介质
、用途),并
且需要重新进行焊后⅛W⅛
6. 1.3监检机构
监检机构指经国家
6. 1.4受检单位白
離呷的重大修理 ʌ "
具有相应资丿 设备检验机构。
受检单位在监检工作中瞼捷勺
(1) 建立质量保证体系并且定力容器的制造、施工质量负责;
(2) 在压力容器的制造、施工前机构实施监检;
(3) 向监检机构提供必要的工作条件,提供与受检产品有关的真实、有效的质量 保证体系文件、技术资料、检验记录和试验报告等;
(4) 确定监检联络人员,按照质量计划和工作进度,及时通知监督检验人员(以 下简称监检员)到场;
(5) 对《特种设备监督检验联络单》(以下简称《监检联络单》,见附件E)和《特 种设备监督检验意见通知书》(以下简称《监检意见书》,见附件F),在规定的期限
内处理并且书面回复,如受检单位未在规定期限内处理并且书面回复,监检机构应 当暂停对其监检;
(6)应当监检而未经监检的产品不得出厂或者交付使用。
6. 1.5监检机构职责
(1) 建立质量管理体系并且保持有效实施,对压力容器监检工作质量负责;
(2) 向受检单位提供监检工作程序以及监检员资格情况;
(3) 定期组织对受检单位的质量保实施状况进行评价;
⑷发现受检单位质量保证体系案容器安全性能存在严重问题(注6-1)  时,发出《监检意见书》J同日瑞吿所痂褊赢发理■证的特种设备安全监管部门;
时,发出《监检意见书》J同日瑞吿所痂褊赢发理■证的特种设备安全监管部门;

(5) 对监检员加强管理, 期对监检员进行培训、'考核,防止和及时纠正监检失
当行为;
(6) 按照信息化工作和'统針
数据。
注6-1:严重问题, 控;对《监检联络单》嶼⅛ 违反特种设备许可制度「"''5"”

O ,pg≡⅛v∙ ≡+、上报上传有关监检的
Ji.丄q ⅛'X""M ∙「"二
⅛⅛⅛≡u复检魚位质量保证体系实施严重失 IU嵌癖讓就;]目不相应的许可条件;严重

≡⅛. 向无特种设备许可
证的单位出卖或者非法爾留产啪质量i
6.1.6监检员疆挡
∣il⅛li ⅛
承担压力容器监觸忙展
行以下职责:
(2) 妥善保管受检最.
(3) 发现受检单位质彝证 时向受检单位发出《监检联缝单》
(4) 发现受检单位质量保辭器安全性能出现不符合本规程的 严重问题时,及时停止监检并且向
(5) 及时在工作见证上签字(章检记录;
(6) 对监检合格的压力容器,及时出具《特种设备监督检验证书》(以下简称监检
证书,见附件G),负责打监检钢印(制造监检时)。
6.1.7监检程序
压力容器监检的一般程序如下:
(1)受检单位约请监检机构并且签署监检工作协议,明确双方的权力、责任和义 务;
);,发笙蕙太應鬟事故響!题。
il.鲫IIllilIll
. Illl
明持有相就的资格证书関S在监检工作中应当履
⅛⅛‰l⅛⅛7 '成阳MN" l⅛ξ⅞⅞
时对报检的产品进彳予监检并且对监检结论负
;如,.并且负有保密岛义务;
施或者压力容器性能存在一般问题时,及

(2)监检员确定监检项目;
(3) 监检员对制造、.施工过程进行监检,填写监检记录等工作见证;
(4) 制造(含现场制造、现场组焊、现场粘接)监检合格后,监检员打监检钢印;
(5) 监检机构出具监检证书。
6. 1.8监检内容
(1) 通过相关技术资料和影响基本安全要求工序的审査、检查与见证,对受检单 位压力容器制造、改造与重大修理过程及其结果是否满足本规程要求进行符合性验 证;
(2) 对受检单位的质量保证体系实施状况进行检查与评价。
6. 1.9监检项目
6. I- 9. 1监检项目的确定原则
监检员应当依据本规程、设计文件规定的产品标准和制造技术条件、工艺文 件,综合考虑所监检的压力容器制造、施工过程对安全性能的影响程度,结合受检 单位的质量保证体系实施状况,基于产品质量计划确定监检项目。
监检员确定的监检项目,不得低于本规程6.2至6.5的相关要求。
6.1.9.2监检项目的分类
监检项目分为A类、B类和C类,其要求如下:
(1) A类,是对压力容器安全性能有重大影响的关键项目,在压力容器制造、施 工进行到该项目时,监检员现场监督该项目的实施,其结果得到监检员的现场确认 合格后,方可继续制造、施工;
(2) B类,是对压力容器安全性能有较大影响的重点项目,监检员一般在现场监 督该项目的实施,如不能及时到达现场,受检单位在自检合格后可以继续制造、施 工,监检员随后对该项目的结果进行现场检査,确认该项目是否符合要求;
(3) C类,是对压力容器安全性能有影响的检验项目,监检员通过审查受检单位 相关的自检报告、记录,确认该项目是否符合要求;
(4) 本规程监检项目设为C/B类时,监检员可以选择C类,当本规程其他相关条 款或者产品标准、设计文件规定需要进行现场检查时,监检员应当选择B类;
(5) 监检项目的类别划分要求见本规程相应章节的有关要求。
6. 1. 10监检工作见证和监检记录
监检机构根据监检工作的需要,制定有关监检工作见证和监检记录的要求。
(1) 监检工作见证包括监检完成后的质量计划以及监检员签字(章)确认的受检单 位提供的相应检验、试验报告和监检记录;
(2) 监检记录应当能够表明监检过程的实施情况,并且具有可追溯性;除本规程 明确要求的监检记录外,监检员还应当记录监检工作中的抽查情况以及发现问题的 项目、内容。
6. 1.11监检机构存档资料
监检工作结束后,监检机构应当及时出具监检证书并且将相关监检资料存档, 保存期限不少于压力容器设计使用年限。监检资料至少包括以下内容:
(1) 监检证书;
(2) 监检完成后的质量计划复印件、监检记录等有关的监检工作见证;
(3) 压力容器产品数据表;
(4) 《监检联络单》和《监检意见书》;
(5) 监检机构质量管理体系文件中规定存档的其他资料。
6. 2制造监检
6.2.1制造监检通用要求
6.2. 1.1技术文件审查
受检单位在制造投料前将压力容器的设计文件、质量计划、焊接工艺规程(或者 粘接工艺规程,下同)和热处理工艺等相关工艺文件提交监检员审査。
监检员逐台审查压力容器的设计文件、质量计划和相关工艺文件,并且在设计 总图上签字。如果监检的压力容器为定型产品(注6-2)时,监检员可以按照型号进行 设计文件审查。
注6-2:定型产品,是指具有相同设计文件、相同工艺文件、相同质量计划的压力容器产品。
6.2. 1.1. 1设计文件审查
至少包括以下内容:
(1) 设计单位的资质、设计总图及设计变更(含材料代用)的批准手续;
(2) 受检单位外来图样工艺审图的见证资料;
(3) 本规程3.1.4.1要求的设计文件齐全性;
(4) 设计采用的法规及产品标准、主要受压元件材料标准的有效性,当采用国际 标准或者境外标准设计时还应当审查设计文件与我国基本安全要求的符合性申明;
(5) 审查本规程3.1.5要求的新技术评审和相应的批准手续;采用试验方法设计 时,确认试验过程的监检资料;
⑹需要进行型式试验产品的型式试验报告(证书);
(7)设计总图上注明的无损检测要求、热处理要求、耐压试验和泄漏试验要求是 否符合本规程规定。
6. 2. 1. 1,2 工艺文件审査
(1)审查相关工艺文件的批准程序;
¢2)焊接工艺规程与依据的焊接工艺评定的符合性;
(3)当采用本规程及产品标准中没有规定的无损检测方法、消除焊接残余应力方 法、改善材料性能方法、泄漏试验方法等新工艺时,审查本规程要求的技术评审和
—51 —
相应的审批手续。
6. 2. 1. 1.3质量计划审査
审查质量计划的批准手续,以及以下内容与本规程及产品标准、设计文件规定 的符合性:
(1) 主要受压元件材料验收;
(2) 焊接、浸渍、粘接等工艺评定;
(3) 产品试件检验与试验;
(4) 无损检测;
(5) 焊后热处理等特殊过:
(6) 外观与几何尺寸检坚
(7) 耐压试验和泄漏]
(8) 设计总图中规定的
中
(9)采用本规程及产品
≡⅛的嘲乘RI;新工滲的质量控制要求。
完成质量计划审查局,$ 项目。
6. 2. 1.2
6. 2. 1. 2. 1 材
(1) 审查主要受压君件漑
(2) 审查主要受压无儡
负责人章的复印件,审查瓣
(3) 当壬亜尊不元屜为涉

监检至少包括以體 !证明书原件或者加盖梯剿■经营单位公章和经办 4 Λ力学惟熊鈴后本嫡的符合性;
5 W H女乂心几∏Y咛W Ky财处购伟|块宜未W⅛监检时,按照本条第 (1)、(2)项的内容实施⅛⅛9*如;压元件为外协件蟲外购件,并且已实施监  检时,审查外协件和外购件瓏收的见证资料和监检证我
检时,审查外协件和外购件瓏收的见证资料和监检证我


(4) 当主要受压元件需要;料复验、无损鬱『时,审査材料复验报告、无损 检测报告的批准手续,以及试验顷求言亲规程及产品标准、设计文件的 符合性;
(5) 当受检单位使用境外牌号材料制造在境内使用的压力容器时,审查所使用的 境外牌号材料与本规程及产品标准的符合性;
(6) 当使用本规程要求技术评审的新材料制造压力容器时,审查材料的技术评审 和相应的批准手续。
6. 2. 1.2. 2材料标志移植监检(C/B类)
(1)主要受压元件材料标志移植监检,监检员根据受检单位质量保证体系实施状 况和压力容器的材料种类,确定主要受压元件材料标志移植的现场抽查数量;
(2)当主要受压元件用材料为特殊材料(注6-3)时,现场抽查材料标志移植情况。
注6-3:特殊材料是指标准抗拉强度下限值大于540MPa的低合金钢钢板、奥氏体-铁素体 不锈钢钢板、低温压力容器用钢板、有色金属以及受检单位首次施焊的材料(含满足上述条件的 复合钢板,下同)。
6.2. 1.2.3材料代用监检(C类)
制造过程存在受压元件材料代用时,审查原设计单位的书面批准文件。
6.2. 1.3耐压试验与泄漏试验监检一 f
6. 2.1.3. 1,基本要求 WW芸W
(1) 受检单位应当保证压勒⅛謎院 1⅞∣⅛*序及检验已全部完成,耐压试 
 验与泄漏试验的准备工作符斜⅛扇及产品标准:'设針总图规定的制造技术条件的 要求;
验与泄漏试验的准备工作符斜⅛扇及产品标准:'设針总图规定的制造技术条件的 要求;
(2) 受检单位应当提 藏園监 验现场。
6. 2. 1.3.2耐压试鬱馴(
监检至少包括以下的慈
(1) 检查确认耐Jii⅜遍 及产品标准、设计总值j&書
⑵确认耐压试
6. 2. 1.3. 3泄浦崩驴
审查泄漏试验的试蚤
合性。
6. 2. 1.4
6. 2. 1.4. 1产品出JX綴料
当监检对象为整台压力容器>
资料的审査至少包括以下内容⅛
⑴产品出厂资料(竣工图札,祖昂^^卩/諸质量证明文件)的批准手续以及 与本规程、产品标准要求的齐全性;
(2) 设计修改、变更的批准手续及其茬竣工图上的标注;
(3) 超压泄放装置质量证明书及其校验报告,其制造单位是否持有特种设备制造 许可证,其校验报告和动作压力与安全技术规范要求的符合性。
6.2. 1.4.2压力容器受压元件、部件出厂资料
当监检对象为本规程6.1.2.1第(3)项的筒节、封头、球壳板或者换热管束时,审 査产品质量证明文件的批准手续,其内容与本规程及产品标准要求的符合性。

JTFI"彻员应当按时到达耐压试

广质、 蓄蠶韻知奇蚤隹力和潇軍!时间是否符合本规程 制聴S条件的要亲注I 童廨形M蛔程应
蓄蠶韻知奇蚤隹力和潇軍!时间是否符合本规程 制聴S条件的要亲注I 童廨形M蛔程应

和卡

i∣∣∣∣∣i∣∣∣∣∣∣NlilII
.l WiB IlIIllIIIlIlllliIIlIlIlIlII
ImmIlIlllIl皿帅U
IIImi1螂惴
异常的响声。
球舌与本品齣、设计总图规定的符

碗场组焊或者现场制造的压力容器时,出厂(竣工)

諸质量证明文件)的批准手续以及
Zʃ ——
L⅛
6.2. 1.5产品铭牌监检(B类)
监检员检查产品铭牌的内容与本规程及产品标准要求的符合性。
6.2. 1.6监检钢印与监检证书
监检钢印与监检证书应当符合以下要求:
(1) 当监检产品为整体出厂、现场制造、现场组焊或者现场粘接的压力容器时, 监检员在产品铭牌上打上监检钢印;
(2) 当监检产品为本规程6.1.2.1第(3)项的封头、球壳板或者换热管束时,监检 员在产品合格证上盖注监检标志;
(3) 经监检合格的产品,监检员汇总监检记录及见证资料后,出具监检证书。
6. 2. 2金属压力容器监检要求
6. 2. 2. 1焊接工艺评定监检
当受检单位需要进行焊接工艺评定时,监检员应当对焊接工艺的评定过程进行 监检。监检至少包括以下内容:
(1) 审查焊接工艺评定程序(C类);
(2) 焊接工艺评定试件检查(A类),在制取拉伸、弯曲、冲击试样前,现场检查 焊接工艺评定试件,并且标注监检标记;
(3) 焊接工艺评定试验报告确认(C/B类),审査焊接工艺评定试样的试验报告, 当监检员认为有必要时,现场检查试验后的试样;
(4) 焊接工艺评定报告审查(C类),审查焊接工艺评定报告(PQR)和焊接工艺规 程(WPS) o
6. 2. 2. 2焊接过程监检(C/B类)
监检至少包括以下内容:
(1) 受检单位在热处理或者耐压试验前,将焊接记录与施焊记录提交监检员审 查,监检员抽查焊工资格、实际施焊的工艺参数与焊接工艺规程的符合性;
(2) 当特殊材料时,监检员还应当对焊接过程进行现场抽查,抽査焊工资格、焊 接材料、焊接工艺参数与焊接工艺规程的符合性;
(3) 审査超次返修的批准手续,以及返修工艺与评定合格的焊接工艺规程的符合 性。
6. 2. 2. 3产品焊接试件监检
监检至少包括以下内容:
(1) 产品焊接试件制备的审查(C/B类),审查焊接试件制备的方法和数量与本规 程及产品标准、设计文件规定的符合性;当压力容器需要进行焊后热处理时,还应 当检查产品焊接试件与实际产品热处理工艺的一致性;
(2) 产品焊接试件检查(A类),在制取拉伸、弯曲、冲击试样前,现场检查产品 焊接试件的焊接过程,并且标注监检标记;
(3)产品焊接试件的试样和试验结果的确认(C/B类),审査产品焊接试件的试验 报告;当监检员认为有必要时,现场检查试验后的试样。
6. 2. 2. 4 .现场制造和现场组焊的组对监检(B类)
受检单位在压力容器组对后焊接前将组对质量检验记录或者报告提交监检员。
监检员审查组对质量的检验项目与本规程及产品标准、设计文件规定的符合 性;对组对精度、坡口表面质量、坡口间隙等进行现场抽查。抽查数量根据压力容 器的组对难度确定。
6. 2. 2. 5外观与几何尺寸监检
受检单位在耐压试验前,将压力容器外观与几何尺寸的检验报告提交给监检 员。监检员在耐压试验前进行宏观检查。
6. 2. 2. 5. 1记录与报告审查(C类)
监检员审查外观与几何尺寸检验报告的批准手续;审查外观与几何尺寸检验报 告中的检验项目与本规程及产品标准、设计文件规定的符合性。
6.2.2.5.2宏观检査(B类)
宏观检査至少包括以下内容:
(1) 检查焊缝布置情况;
(2) 抽查母材表面机械接触损伤情况和焊接接头的表面质量;
(3) 对于按照疲劳分析设计的压力容器,还应当重点检查纵、环焊缝的余高和焊 缝表面;
(4) 抽査热交换器管板与换热管的胀接外观质量。
6.2.2.6无损检测监检
受检单位在压力容器热处理或者耐压试验前,将焊接接头无损检测记录与报 告、射线检测底片提交监检员审查。
6.2.2.6. 1无损检测记录与报告审査(C类)
审查至少包括以下内容:
(1) 无损检测人员的资格证书,无损检测工艺和报告的批准手续;
(2) 无损检测实施的时机、比例、部位、执行的技术标准和评定级别与本规程及 产品标准、设计文件规定的符合性。
6.2.2.6.2射线底片审查(C类)
监检员根据受检单位质量保证体系的实施状况、压力容器焊接结构复杂程度和 材料的焊接性,确定射线底片审查的数量和部位,审查射线底片质量及评定与本规 程及产品标准、设计文件规定的符合性。
射线底片审查的数量和部位至少满足以下要求:
(1)审查交叉焊缝、返修及扩探部位、采用不可记录的脉冲反射法超声检测而附
—55 —
加的局部射线检测的底片;
(2)对于特殊材料、铭铝钢制压力容器,审查数量不低于表6-1的要求。
6.2.2.7热处理畔■爲
6. 2. 2. 7. 1热处曷记黔
受检单位在耐压试验M 监检员。监检至少包⅛⅛⅛⅛: 八、宀亠…一"虬蘇」 准手
热
IK I IiiiiiPii'
;;:报吿:及相瑜检验试验报告提交给
肿输
κ~.",s°⅛ : - IlIlllIIlIIIIIlIIliIllIIIlI
质簿聲注戏异•*;、 IIlllllIllllllIII剛I1
∕≡⅛x⅛⅛f * 1 湼, IIIlIIiilllIllIIlIIlIll
IlP5Ifo
⅛⅛^ r IIlllIillllllI∣∣∣l,∣∣ι∣∣∣ι'
W瓣繆IlIlillII剛IIlllI
臟!靛标准规定的符合Ig
(1) 审查热处理:
(2) 审查热处理軍崎
6. 2. 2. 7. 2 •返碱
"W∣IihillIIIl
审查重新进行的闕零本*
6. 2. 2. 7. 3 热处理I
监检至少包括以下内容蠱
(1) 热处理试件制
程及产品标准、设计文件
(2) 热处理试件检查(A業),
检标记; …
⑶热处理试件的试样和试J审査试样和试验结果;当监 检员认为有必要时,现场检查试验后白
6.2.2.7.4现场热处理监检(A类)

麵「'审W亟⅛龜黄醐备的方法和数量与本规
制取试样前,现场検查热处理试件,并且标注监
表6-1射线底片审査数量要求
|
每台压力容器射线 底片总数(N,张) |
不同射线检测比例对应的射线底片审查数量 | |
|
全部(100%) |
局部(320%) | |
|
7ò10 |
______e爨⅜⅜___ |
N |
|
10 < NW IOO |
30%N : |
50%N且不少于10 |
|
Ioo < NW 500 |
顽帝如S4⅛ 30 -J' |
* 25%JV且不少于50 |
|
JV>500 |
-J⅛店不少于1(X) |
20%N且不少于1无 |
当现场组焊或者现场制造的压力容器焊后热处理时,审査现场热处理方案,检 查热电偶的布置和热处理温度数据采集情况。
6.2.2.8超高压容器制造监检专项要求
(1) 审查超高压容器材料检验和筒体热处理后的力学性能试验项目与本规程 4.2.8.1的符合性(C类);
(2) 现场检査超高压容器自增强处理过程与本规程4.2.8.3的符合性(B类)。
6.2.2.9地下储气井监检专项要求
(1) 除审查井筒等主要受压元件的原材料验收外,还应当审查密封脂、固井水泥 或者其他防腐材料等原材料的验收(C类);
(2) 现场抽查井筒组装情况,如钢管组装扭矩、专用螺纹密封脂涂敷情况、扶正 器设置(C/B类);
(3) 审查固井质量检测及评价与设计文件规定的符合性(C类)O
6. 2. 3非金属及非金属衬里压力容鈿造监检要求
6. 2. 3. 1菲金属压力容器中的金件或者装置的制造监检

与非金属压力容器组合或者联接而玳Ji菱定部倦装置的制造监检应当符合本  规程中关于金属压力容器的木晚规定。
规程中关于金属压力容器的木晚规定。
6. 2. 3. 2石墨及石墨扌
(1) 审查石墨材料工芦声边 接工艺评定程序、拟定而翠; 的符合性(B类),审查这震剖评
(2) 现场确认石墨粳胃盘评
(A 类); ≡ ⅛

瘤力容器制造监检专项要藻
厦渍工先评定和复合曲料成型工艺评定)和粘

弑件和试样的制取、儻能试验等与本规程要求 报告(C类);
接工艺评定性能试癫⅛备工作和试验过程
r 临5
I I |!Illlll!>∣>峋恤I
料的温度与本规曜墓的符合性(B类);
?摩罷试验报告与设计j⅛ 符合性(C/B类);
砲(G类). 若
塑料衬里压力容器雌监检专项要求
定的工艺规程、试件和试样的制取、性能
(3)现场抽查粘樓Ill風程中
⑷粘接试件制⅛∣⅛fg>数
⑸审查粘接操作人员⅛⅛训
6.2. 3.3 纤维增强塑i 纤
(1)审查成型和粘
试验等与本规程要求的峰,囲
⑵现场确认原型容器'酚压 验与本规程3.3.2.3的綺合性(A类);
(3) 现场抽查制造环境与率规程4.3.2.1的符合性(B發);

(4) 审査成型和粘接操作犬尽的辑训考核情况(C类)C
6. 2. 3. 4搪玻璃压力容器制造监;
(1) 审查金属材料及搪玻璃釉质量证验收、复验记录,审查搪玻璃釉理化
性能(C类);
(2) 审查搪玻璃层厚度和直流高电压检验记录(C/B类)o
6.3改造与重大修理监检
6. 3. 1施工方案和质量计划审査
受检单位在压力容器改造与重大修理施工前将施工方案提交监检员审查。审査


至少包括以下内容:
(1) 改造与重大修理施工方案的批准手续,原设计单位或者具备相应能力的设计 单位对改造与重大修理施工方案的同意文件;
(2) 材料、焊接(粘接)、热处理、无损检测、耐压试验、泄漏试验的技术要求与 本规程及产品标准的符合性。
改造与重大修理施工方案审查合格后,监检员按照本规程6丄9的要求,在质量 计划中明确监检项目。
6. 3. 2受检单位施工现场条件与质量保证体系实施的检查(B类)
检查至少包括以下内容:
(1) 受检单位是否能够在施工现场有效实施质量保证体系,审查相关责任人员的 设置是否符合要求;
(2) 焊工、无损检测人员等是否具有相应资格;
(3) 是否配置了必要的工装及设备;
(4) 是否配置了必要的焊材、零部件等存放场所。
6.3.3施工过程监检
监检至少包括以下内容:
(1) 主要受压元件补焊前,检査缺陷是否完全清除(B类);
(2) 压力容器施工过程中涉及材料、组对装配与焊接(粘接)、无损检测、热处 理、外观与几何尺寸、耐压试验与泄漏试验的监检按照本规程6.2的相关规定执行。
6. 3.4施工的竣工资料审査与监检证书(C类)
压力容器施工竣工后,监检员对改造与重大修理的质量证明文件以及改造与重 大修理部位竣工图审查合格后,出具监检证书。
6.4进口压力容器的监检
6. 4. 1监检依据
本规程及贸易合同中约定的建造规范、标准。
6. 4. 2监检方式
进口压力容器的监检可以采用制造过程监检的方式进行。未能在境外完成制造 过程监检时,应当在压力容器入境到达口岸或者使用地后,由经质检总局核准的检 验机构对产品安全性能进行监检(以下简称到岸检验,注6-4) O
对于进口成套设备中由境内制造单位制造的压力容器,如果已经由制造单位所 在地的监检机构按照本规程6.2的要求进行了监检,压力容器到达口岸或者到达使用 地后,不再重复进行到岸检验。
注6-4:到岸检验是指在进口压力容器到达口岸或者使用地后进行的产品安全性能监检,以 验证其是否符合本规程的基本安全要求。
6. 4.3监检程序
——58——
进口压力容器监检的基本程序:
(1) 受检单位书面提出监检申请;
(2) 境外监检或者到岸检验项目的确定与实施;
(3) 相关技术文件和检验资料的审查;
(4) 打监检钢印并且出具《进口特种设备安全性能监督检验证书》(格式见附件 G)O
6. 4.4 监检申请要求
进口压力容器的单位或者境外压力容器制造单位应当向使用地或者口岸地(使用 地不确定时)的监检机构提出监检申请。
当釆用国际标准或者境外标准设计的压力容器时,申请时还应当提供本规程 3.1.1第(3)项要求的符合性申明和其产品与中国压力容器基本安全要求的比照表。
6. 4.5监检项目的确定
按照本规程6丄9和6.2的要求,确定境外监检项目或者到岸检验项目。
6.4.6境外监检
监检机构根据确定的境外监检项目,派出监检员到境外按照本规程6.2的要求进 行监检。
6. 4. 7到岸检验
监检机构根据确定的到岸检验项目,重点对以下项目进行检验:
(1) 主要受压元件的厚度;
(2) 外观及几何尺寸等宏观检验;
(3) 对接接头的无损检测抽查,抽査数量不少于10%的对接接头并且不少于1条 (无祐进行无损检测抽查的除外);
(4) 产品铭牌;
(5) 相关检验资料审查时,有怀疑的检验项目。
进口压力容器在境外已经我国监检机构进行监检的,不再重复进行到岸检验。
6. 4. 8相关技术文件和检验资料的审查
参照本规程6.1.9和6.2的要求,确定需要审查的技术文件和检验资料。但以下 技术资料和检验资料应当审查;
(1) 审查压力容器设计文件,当釆用国际标准或者境外标准设计的压力容器时, 还需要审査设计方法、安全系数、风险评估报告、快开门式压力容器的安全联锁装 置与本规程基本安全要求的符合性;
(2) 审查压力容器主要受压元件的材料清单及质量证明文件,审查材料化学成 分、力学性能和钢板的超声检测与本规程基本安全要求的符合性;
(3) 境外监检时,还应当审查压力容器焊接工艺规程与焊接工艺评定报告的符合
性,审查压力容器焊接记录与焊接工艺规程的符合性;
(4) 审查压力容器产品焊接试件检验报告,当采用国际标准或者境外标准设计的 压力容器时,还需要审查产品焊接试件的制备与本规程基本安全要求的符合性;
(5) 审査压力容器无损检测报告,当采用国际标准或者境外标准设计的压力容器 时,还需要审查无损检测方法、比例与本规程基本安全要求的符合性;
(6) 境外监检时,还应当审查压力容器焊缝射线检测底片;.
(7) 审查压力容器热处理报告;
(8) 审查压力容器外观及几何

(9) 审查压力容器耐压试验知泄漏试验报告;遍⅛用国际标准或者境外标准设计 的压力容器时,还需要审查诫
、漫■
法、压力系数与本'规程基本安全要求的符合性;
)资料。

(10) 审査压力容器⅛g<
6. 4.9监检钢印与羸
监检合格后,监检址'噂
6.l.⅛策⅛⅛}项的要求*打监检钢印并且出具《进
口特种设备安全性能够1⅛证
6.5批量制造矚'嶼
S≡⅛
i∣i∣l∣llll!IllllIlIlIllIII
IllIiIIIIIiP!
由驰头和同时满足以下条
IIlTliIIll!∣m∣'∣∣'∣卩!"i∣ll∣ 啊
6. 5. 1适用范蘭J?' ⅛
1第
适用于组批制冒Sl矗筆、
ffi-⅛⅛器、具有焊缝
京'力容番曲监检:l⅞f
勺丄巳文件、相同的癡计划,相同牌号的材
lj,30^并且出厂编号善歴;
⅛fe⅛后热处理。E
■■■ ,,‘ E
fj L''制造产品监检的飙
InllllllllllllllIlIi 感
件的容积小于5π?雌? ≡- ɪɪ
⑴采用相同的幡湖ffi
料、同一生产计划号⅛≡ *
件
(2)不需要制备产员鼻
.监检机构确认产品满
受检单位向监检机財
足批量要求后实施监检。
6.5.2监检数量要求\
监检员根据受检单位质量是现场抽查的产品数量。对于简 单压力容器,不得低于5%并且不比量生产的产品,不得低于制造计 划数的ιo%并且不少于4台。同批次必须监检。
6.5.3抽查产品的监检
所抽查产品的设计文件与工艺文件、材料、组对装配、焊接、无损检测、外观 与几何尺寸、耐压试验的监检按照本规程6.2的相关要求执行。对简单压力容器的爆 破试验,监检员现场见证试验过程。
6. 5. 4监检记录
除按照本规程6.1.10的要求完成监检工作见证外,还应当记录抽查产品的编号。
6. 5.5出厂(竣工)资料、监检钢印与监检证书(C/B类)
(1) 对所抽查的产品出厂(竣工)资料内容按照本规程6.2.1.4的要求进行审查,压 力容器的产品铭牌内容按照本规程6.2.1.5的要求进行审査;审查合格后,对制造计 划数的全部压力容器按照本规程6.2.1.6的要求打上监检钢印;
(2) 按批出具监检证书,监检证书的份数应当与受检单位协商确定;
(3) 监检证书上应当注明该批次全部产品的编号,并且注明监检所抽查产品的编 号。
6. 5. 6不合格的处理
监检员在材料、组对与装配'、.焯接"无损检测、夕暨与几何尺寸、耐压试验的监 检中,发现所抽查的产品存奁一般问题时,应当增加输数量,增加的抽查数量不 少于发现问题产品数量的E 并且向受检单位发出《段联络单》。
解&!賀涙叫向监检机构报卷,并且中止采用批量制
)< ∕⅛it'∙>⅛?- : , ■! ' '■ ■ \

出现下列情况之一日尹, 造产品的监检方法:Z
⑴所抽査的产品a≠≡
(2)所抽查的产⅛⅛礒
..................... S
...........!IlilllllllIN 醫
mmIIllilllIIllIi,m, F■
问方 问
题。
IUMIlllll!l∣lll∣∣∣∣∣∣∣∣
6∙6压力容器量•
6. 6. 1基本要裝? ⅛* 监检机构应当根i⅛⅝
瑜岳丄 i J I'-' '应上\
N""' Il
藏銮墳加监检后,仍萩朝不符合本规程的问
I躅洲
5— 心 !'lll聽
, ,念* ..................................................................................I ,
醪葛实施状况评价
Iiililiiilili!il∣i∣∣i∣∣l∣∣ i∣!∣i∣∣!ii∣il∣∣∣∙llιl1IhlllIli Il卩卩,黑明
芯孝求 ∞W⅜⅛单位的质量保虾系实施状况进行评
价:
⑴进行压力容器制造⅛W∖( 位的质量保证体系实施就駅再 至 6.6.5 ;
(2) 进行压力容器的现场制造A现场组焊、现场粘接监检时,根据压力容器制造 
 特点,参照本规程6.6.2至665対受检单位现场的质量保证体系实施状况进行评价;
特点,参照本规程6.6.2至665対受检单位现场的质量保证体系实施状况进行评价;
、 ".f*.∙.∙.∙.∙.∙ . -. -.-.'ʌ'.:..'. ,
(3) 评价后及时出具评价报告,评貲谜受检单位,并且报所在地的特种 设备安全监管部门;当发现受检单位的体系存在严重问题时,还需要及时
i奪场⅜∣⅛如现场竊接除外)时,对受检单 .f ⅛W*⅛V''⅜⅛ ⅛⅛和要求见本规程6.6.2
将评价报告报送颁发受检单位许可证的特种设备安全监管部门;评价报告中对 6.6.2、6.6.4的不符合情况应当详细说明并且提出处理建议。
6.6.2受检单位资源条件的变化情况
检查受检单位的技术人员、质量保证体系责任人员、特种设备作业人员、检验 与检测人员等技术力量以及生产用厂房、场地和制造设备等资源条件与制造许可要 求的符合性。
6. 6. 3质量保证体系的保持和改进
6. 6. 3. 1质量保证体系文件
检查质量保证体系文件的修订与法规标准的变更及生产实际情况的符合性。
6. 6. 3. 2文件和记录控制
检查法规和标准等外来文件和检验与试验记录的收集、归档、贮存、保管期限 等方面的控制与质量保证体系的符合性。
6. 6. 3. 3分包(供)方控制
检查理化检验、热处理、无损检测分包方和主要受压元件材料的分供方评价和 管理与质量保证体系的符合性。
6.6.3.4设备和检验与试验装置控制
检查压力容器制造所使用的主要设备和检验与试验装置的控制与质量保证体系 的符合性。
6.6.3.5不合格品(项)控制
检査不合格品(项)的处置与质量保证体系的符合性。
6.6.3.6人员培训、考核及其管理.
检查质量保证体系责任人员、检验与检测人员等对产品质量有重要影响的人员 继续教育情况,检査持证人员到期换证情况。
6.6.3.7质量改进与服务控制
检查质量信息的处理、客户投诉的处置、内部审核和管理评审等与质量保证体 系的符合性。
6. 6. 4执行特种设备许可制度(有许可要求时)
检查特种设备许可制度的执行和制造许可证的使用管理与法规的符合性。
6.6.5监检过程中发现的问题及其处理
检査《监检联络单》和《监检意见书》的处理与质量保证体系的符合性,处理结 果与本规程、产品标准和设计文件规定的符合性。
7. 1使用安全管理
7.1.1使用单位义务
压力容器使用单位应当按照《特种设备使用管理规则》的有关要求,对压力容器 进行使用安全管理,设置安全管理机构,配备安全管理负责人、安全管理人员和作 业人员,办理使用登记,建立各项安全管理制度,制定操作规程,并且进行检查。
7. 1.2使用登记
使用单位应当按照规定在压力容器投入使用前或者投入使用后30日内,向所在 地负责特种设备使用登记的部门(以下简称使用登记机关)申请办理《特种设备使用登 记证》(以下简称《使用登记证》)。办理使用登记时,安全状况等级和首次检验日期 按照以下要求确定:
(1) 使用登记机关确认制造资料齐全的新压力容器,其安全状况等级为1级;进 口压力容器安全状况等级由实施进口压力容器监督检验的特种设备检验机构评定;
(2) 压力容器首次定期检验日期按照本规程8.1.6和8.1.7的规定确定,产品标准 或者使用单位认为有必要缩短检验周期的除外;特殊情况,需要延长首次定期检验 日期时,由使用单位提出书面申请说明情况,经使用单位安全管理负责人批准,延 长期限不得超过1年。
7.1.3压力容器操作规程
压力容器的使用单位,应当在工艺操作规程和岗位操作规程中,明确提出压力 容器安全操作要求。操作规程至少包括以下内容:
(1) 操作工艺参数(含工作压力、最高或者最低工作温度);
(2) 岗位操作方法(含开、停车的操作程序和注意事项);
(3) 运行中重点检查的项目和部位,运行中可能出现的异常现象和防止措施,以 及紧急情况的处置和报告程序。
7. 1.4经常性维护保养,
使用单位应当建立压力容器装置巡检制度,并且对压力容器本体及其安全附 件、装卸附件、安全保护装置、测量调控装置、附属仪器仪表进行经常性维护保 养。对发现的异常情况及时处理并且记录,保证在用压力容器始终处于正常使用状 态。.
7.1.5定期自行检查
压力容器的自行检査,包括月度检查、年度检查。
7. 1.5. 1月度检查
使用单位每月对所使用的压力容器至少进行1次月度检查,并且应当记录检查 情况;当年度检查与月度检查时间重合时,可不再进行月度检查。月度检査内容主 要为压力容器本体及其安全附件、装卸附件、安全保护装置、测量调控装置、附属 仪器仪表是否完好,各密封面有无泄漏,以及其他异常情况等。
7. 1. 5.2年度检査
使用单位每年对所使用的压力容器至少进行1次年度检查,年度检查按照本规 程72的要求进行。年度检查工作完成后,应当进行压力容器使用安全状况分析,并 且对年度检查中发现的隐患及时消除。
年度检査工作可以由压力容器使用单位安全管理人员组织经过专业培训的作业
—63 —
人员进行,也可以委托有资质的特种设备检验机构进行。
7. 1.6定期检验
使用单位应当在压力容器定期检验有效期届满的1个月以前,向特种设备检验机 构提出定期检验申请,并且做好定期检验相关的准备工作。
定期检验完成后,由使用单位组织对压力容器进行管道连接、密封、附件(含安 全附件及仪表)和内件安装等工作,并且对其安全性负责。
7.1.7达到设计使用年限使用鰻
达到设计使用年限的压力容器極用年限,但是使用超过20年的压
-ʃɪj-ɪʃɪ—-
力容器视为达到设计使用年限Z , 如果要继续使用,導用单位应当委托有检验资质的 特种设备检验机构参照定期检验氏!■关规定对其进行g,必要时按照本规程8.9的 要求进行安全评估(合于僂ZO价),经过使用单位主蘇责人批准后,办理使用登 记证书变更,方可继续使用G
7. 1.8异常情况处理<云
埒
压力容器发生下列异覺情况
且按照规定的程序,⅛∣
⑴工作压力、i≡⅛β
(2)受压元件发島毎龜
⑶安全附件失密醐
(4) 垫片、紧固砌嘱
(5) 发生火灾等直接⅛⅛:
(6) 液位异常,采取措繪I
(7) 压力容器与管够毓

3的“操作人员应当立即采取应急专项措施,并
单谕E和人员报告:I%,:⅛
超过 ,采取措施仍不能鶴劉有效控制的;
异 件時、衬里层失效WR及安全的; 等 能皴到安全保护作用的;!:職 冲礴好运行的; 1
器安全运行的; 至3
即強霽制的⅛"E矿
、 gBS≡⅛⅛⅛o 的,
(8) 与压力容器相连爾够⅛⅛龜漏,危及安全运瀛J ;
(9) 真空绝热压力容器g局声存在严重结冰、又乍压力明显上升的;,
(10) 其他异常情况的。\
7.1.9装卸连接装置要求 -
在移动式压力容器和固定式压力装卸作业的,其连接装置应当符




合以下要求:
(1) 压力容器与装卸管道或者装卸软管使用可靠的连接方式;
(2) 有防止装卸管道或者装卸软管拉脱的联锁保护装置;
(3) 所选用装卸管道或者装卸软管的材料与介质、低温工况相适应,装卸高(低) 压液化气体、冷冻液化气体和液体的装卸用管的公称压力不得小于装卸系统工作压 力的2倍,装卸压缩气体的装卸用管公称压力不得小于装卸系统工作压力的1.3倍, 其最小爆破压力大于4倍的公称压力;
(4)充装单位或者使用单位对装卸软管必须每年进行1次耐压试验,试验压力为 1.5倍的公称压力,无渗漏无异常变形为合格,试验结果要有记录和试验人员的签 字。
7. 1. 10修理及带压密封安全要求
压力容器内部有压力时,不得进行任何修理。出现紧急泄漏需进行带压密封 时,使用单位应当按照设计规定提出有效的操作要求和防护措施,并且经过使用单 位安全管理负责人批准。 W-
带压密封作业人员应当经过专业培痕核取得特种设备作业人员证书并且持证 上岗。在实际操作时,使用单歹安产管源Fh应当脈g进行现场监督。
7.1.11简单压力容器掣条唤1.4范围内压力容氟甲使用管理专项要求
简单压力容器和本规诳洲围内压力容器不需要殮使用登记手续,在设计使 用年限内不需要进行定«1S¢1;责其使用的典管理,并且做好以下工 作: / §7龄八'■
⑴建立设备安全管理常维护保养、定期旣检查并且记录存档, 发现异常情况时,应当及验机构进行检验;!||
⑵达到设计使f≡w⅛当扌麟A如需继续使用的,债嗽单位应当报特种设备 检验机构参照本规叫*黑贏J有蚤衍检验;
(3)发生事故时華i⅛⅛单籲凿逸速采取有效措施,E曇R抢救,防止事故扩 大,并且按照《特种设? 鼬'養处理规定》的要求虐若报告和处理,不得迟

■ ■■■■ r . ,■■:■. . ■.■■■: : ■
V - - ~ Γ.∙' ':■>.■■■■:
7.2年度检查
年度检查项目至少輟勲卓囊髮冬管理情况、IM器本体及其运行状况和
压力容器安全管理情况检巡至如但囈蛙廖麥;/
(1)压力容器的安全管理制度是否
(2) 本规程规定的设计文件、竣工Ii笊芋品合格证、产品质量证明文件、安装 及使用维护保养说明、监检证书以及安装、改造、修理资料等是否完整;
(3) 《使用登记证》、《特种设备使用登记表》(以下简称《使用登记表》)是否 与实际相符;
(4) 压力容器日常维护保养、运行记录、定期安全检查记录是否符合要求;
(5) 压力容器年度检査、定期检验报告是否齐全,检查、检验报告中所提出的问 题是否得到解决;
(6) 安全附件及仪表的校验(检定)、修理和更换记录是否齐全真实;
(7) 是否有压力容器应急专项预案和演练记录;
(8) 是否对压力容器事故、故障情况进行了记录。
7.2.2压力容器本体及其运行状况检査
7. 2. 2. 1 基本要求
压力容器本体及其运行状况的检查至少包括以下内容:
(1) 压力容器的产品铭牌及其有关标志是否符合有关规定;
(2) 压力容器的本体、接口(阀门、管路)部位、焊接(粘接)接头等有无裂纹、过 热、变形、泄漏、机械接触损伤等;
(3) 外表面有无腐蚀,有无异常结霜、结露等;
(4) 隔热层有无破损、脱落、潮湿、跑冷;
(5) 检漏孔、信号孔有无漏液、漏气,检漏孔是否通畅;
(6) 压力容器与相邻管道或者构件有无异常振动、响声或者相互摩擦;
(7) 支承或者支座有无损坏,基础有无下沉、倾斜、开裂,紧固件是否齐全、完 好;
(8) 排放(疏水、排污)装置是否完好;
(9) 运行期间是否有超压、超温、超量等现象;
(10) 罐体有接地装置的,检查接地装置是否符合要求;
(11) 监控使用的压力容器,监控措施是否有效实施。
7. 2. 2.2非金属及非金属衬里压力容器年度检查专项要求
7.2.2.2. 1搪玻璃压力容器检查
(1) 压力容器外表面防腐漆是否完好,是否有锈蚀、腐蚀现象;
(2) 密封面是否有泄漏;
(3) 夹套底部排净(疏水)口开闭是否灵活;
(4) 夹套顶部放气口开闭是否灵活。
7. 2. 2. 2. 2石墨及石墨衬里压力容器检查
(1) 压力容器外表面防腐漆是否完好,是否有锈蚀、腐蚀现象;
(2) 石墨件外表面是否有腐蚀、破损和开裂现象;
(3) 密封面是否有泄漏。
7. 2. 2. 2. 3纤维增强塑料及纤维增强塑料衬里压力容器检査
(1) 压力容器外表面防腐漆是否完好,是否有腐蚀、损伤、纤维裸露、裂纹或者 裂缝、分层、凹坑、划痕、鼓包、变形现象;
(2) 管口、支撑件等连接部位是否有开裂、拉脱现象;
(3) 支座、爬梯、平台等是否有松动、破坏等影响安全的因素;
(4) 紧固件、阀门等零部件是否有腐蚀破坏现象。
(5) 密封面是否有泄漏。
7. 2. 2. 2. 4热塑性塑料衬里压力容器检查
(1) 压力容器外表面防腐漆是否完好,是否有锈蚀、腐蚀现象。
(2) 密封面是否有泄漏。
7. 2. 3安全附件及仪表检查
安全附件的检査包括对安全阀、爆破片装置、安全联锁装置等的检査,仪表的 检查包括对压力表、,液位计、测温仪表等的检查。
7. 2. 3. 1 安全阀
7.2. 3. 1.1检查内容和要求
安全阀检査至少包括以下内容和要求:
(1) 选型是否正确;
(2) 是否在校验有效期内使用;
(3) 杠杆式安全阀的防止重锤自由移动和杠杆越出的装置是否完好,弾簧式安全 阀的调整螺钉的铅封装置是否完好,静重式安全阀的防止重片飞脱的装置是否完 好;
(4) 如果安全阀和排放口之间装设了截止阀,截止阀是否处于全开位置及铅封是 否完好;
(5) 安全阀是否有泄漏;
(6) 放空管是否通畅,防雨帽是否完好。
7.2. 3. 1.2检査结果处理
安全阀检查时,凡发现下列情况之一的,使用单位应当限期改正并且采取有效 措施确保改正期间的安全,否则暂停该压力容器使用:
(1) 选型错误的;
(2) 超过校验有效期的;
(3) 铅封损坏的;
(4) 安全阀泄漏的。
7.2.3. 1.3安全阀校验周期
7. 2.3. 1.3. 1 基本要求
安全阀一般每年至少校验一次,符合本规程7.2.3.1.3.2, 7.2.3.1.3.3校验周期延 长的特殊要求,经过使用单位安全管理负责人批准可以按照其要求适当延长校验周 期。
7.2.3. 1.3.2校验周期延长至3年
弹簧直接载荷式安全阀满足以下条件时,其校验周期最长可以延长至3年:
—67 —
(1) 安全阀制造单位能提供证明,证明其所用弹簧按照GB/T 12243《弹簧直接载 荷式安全阀》进行了强压处理或者加温强压处理,并且同一热处理炉同规格的弹簧取 10% (但不得少于2个)测定规定负荷下的变形量或者刚度,测定值的偏差不大于15% 的;
(2) 安全阀内件材料耐介质腐蚀的;
(3) 安全阀在正常使用过程中未发生过开启的;
(4) 压力容器及其安全阀阀体在使用蟬明显锈蚀的;
⑸压力容器内盛装非粘性并且毒度为中度及中度以下介质的;
(6)使用单位建立、实施砂专的矗両、管理与维护保养制度,并且有可靠 的压力控制与调节装置或者錠点装置的; \

⑺使用单位建立了臂巒的安全阀校验站,具有繼全阀校验能力的。
7.2. 3. 1.3.3校呼膏磷木窘5「年:■

弹簧直接载荷式安4阀;伞権!乒规程7-2.3.1.3.2中第0)、(3)、⑷、(6)、⑺ 项的条件下,同时满足以^⅛∕牛由⅛濾虞校验周期最长可以延长至5年:
(1) 安全阀制造咧能賣小证癖輙明其所用弹簧按照∣⅛T 12243进行了强压 处理或者加温强压处氟調同一割理炉同规格的弹簧取志(但不得少于4个) 测定规定负荷下的翊攣麟刚w⅛fi的偏差不大于1(⅛件
(2) 压力容器内星噸 危曇X为氟度,(无毒)的气海展,工作温度不大于
200C的。 ‰ Cy 胳*" ⅛

200°C 的。
7. 2. 3. 1.4现场校關⅛
整畔
安全阀需要进行现;场撬和压力调整时,使用单位压力容器安全管 理人员和安全阀检修确认。调校合格的安全阀应当加铅封。校 验及调整装置用压力表话即求1级。在校验和调整时,应当有可靠的安全 防护措施。 '


7.2.3.2爆破片装置 ‰
7.2. 3.2. 1检查内容和要策
爆破片装置的检查至少包括以卞爹'
(1) 爆破片是否超过规定使用期限;
(2) 爆破片的安装方向是否正确,产品铭牌上的爆破压力和温度是否符合运行要 求;
(3) 爆破片装置有无渗漏;
(4) 爆破片使用过程中是否存在未超压爆破或者超压未爆破的情况;
(5) 与爆破片夹持器相连的放空管是否通畅,放空管内是否存水(或者冰),防水 帽、防雨片是否完好;
(6) 爆破片和压力容器间装设的截止阀是否处于全开状态,铅封是否完好;
(7) 爆破片和安全阀串联使用,如果爆破片装在安全阀的进口侧,检査爆破片和 安全阀之间装设的压力表有无压力显示,打开截止阀检查有无气体排出;
(8) 爆破片和安全阀串联使用,如果爆破片装在安全阀的出口侧,检查爆破片和 安全阀之间装设的压力表有无压力显示,如果有压力显示应当打开截止阀,检查能 否顺利疏水、排气。
7.2.3.2.2 检查结果处理 ⅛'√-?
爆破片装置检査时,凡发现下列情後対的,使用单位应当立即更换爆破片装 置并且采取有效措施确保更Mf⅛⅛全,否则普律応压力容器使用:
(1) 爆破片超过规定使咂M ; . ` ʌ
(2) 爆破片安装方向错有成/ \
(3) 爆破片标定的紳液谚/應掣忘行要求不符的;I\
⑷爆破片使用中超过鹽农蘇易浦亲爆破的;
(5)爆破片和安全阀串會*用常嘗镰破片和安全阀之间*曇力表有压力显示或者 截止阀打开后有气体鼬⅛ 一W
⑹爆破片单独⅛∣ι⅛⅛或舞破行与安全阀并联使廊i爆破片和压力容器 间的截止阀未处于全蒯者的;
检查快开门式压谿 装置是否完好,功官歸?符合要求。
压力表的检查至少包羸外'
(2) 压力表的定期检修维由、応定有效期及其封独否符合规定;
(3) 压力表外观、精度等级、'量鑿要求;
(4) 在压力表和压力容器之间装设或者针形阀时,其位置、开启标记及 其锁紧装置是否符合规定;
(5) 同一系统上各压力表的读数是否一致。
7.2. 3. 4. 2 检查结果处理
压力表检查时,发现下列情况之一的,使用单位应当限期改正并且采取有效措 施确保改正期间的安全运行,否则停止该压力容器使用:
(1) 选型错误的;
(2) 表盘封面玻璃破裂或者表盘刻度模糊不清的;
(3) 封签损坏或者超过检定有效期限的;
(4) 表内弹簧管泄漏或者压力表指针松动的;
(5) 指针扭曲断裂或者外壳腐蚀严重的;
(6) 三通旋塞或者针形阀开启标记不清或者锁紧装置损坏的。
7. 2. 3. 5液位计
7.2.3.5. 1检査内容和要求
液位计的检査至少包括以下内容:
(1) 液位计的定期检修维护是否符合规定;
(2) 液位计外观及其附件是否符合规定;
(3) 寒冷地区室外使用或者盛装0。C以下介质的液位计选型是否符合规定;
(4) 介质为易爆、毒性危害程度为极度或者高度危害的液化气体时,液位计的防 止泄漏保护装置是否符合规定。
7. 2. 3. 5. 2 检查结果处理
液位计检查时,发现下列情况之一的,、使用单位应当限期改正并且采取有效措 施确保改正期间的安全,否则停止该压力容器使用:
(1) 选型错误的;
(2) 超过规定的检修期限的;
(3) 玻璃板(管)有裂纹、破碎的;
(4) 阀件固死的;
(5) 液位指示错误的;
(6) 液位计指示模糊不清的;
(7) 防止泄漏的保护装置损坏的。
7. 2. 3. 6测温仪表
7. 2. 3. 6. 1 检查内容和要求
测温仪表的检查至少包括以下内容:
(1) 测温仪表的定期校验和检修是否符合规定;
(2) 测温仪表的量程与其检测的温度范围是否匹配;
(3) 测温仪表及其二次仪表的外观是否符合规定。
7. 2. 3. 6. 2 检查结果处理
测温仪表检查时,凡发现下列情况之一的,使用单位应当限期改正并且釆取有 效措施确保改正期间的安全,否则停止该压力容器使用:
(1) 仪表量程选择错误的;
(2) 超过规定校验、检修期限的;
(3) 仪表及其防护装置破损的。
7. 2. 4检査报告及结论
年度检查工作完成后,检査人员根据实际检查情况出具检査报告(报告格式参见 附件H),作出以下结论意见:
(1)符合要求,指未发现或者只有轻度不影响安全使用的缺陷,可以在允许的参 数范围内继续使用;
.(2)基本符合要求,指发现一般缺陷,经过使用单位采取措施后能保证安全运 行,可以有条件的监控使用,结论中应当注明监控运行需要解决的问题及其完成期 限; ,,
(3)不符合要求,指发现严重缺陷,不能保证压力容器安全运行的情况,不允许 继续使用,应当停止运行或者由检验机构进行进一步检验。
年度检查由使用单位自行实施时,按照本节检查项目、要求进行记录,并且出 具年度检查报告,年度检查报告应当由使用单位安全管理负责人或者授权的安全管 理人员审批。
8. 1定期检验通用要求
8.1.1定期检验
压力容器定期检验,是指特种设备检验机构(以下简称检验机构)按照一定的时 间周期,在压力容器停机时,根据本规程的规定对在用压力容器的安全状况所进行 的符合性验证活动。
8..1.2定期检验程序
定期检验工作的一般程序,包括检验方案制定、检验前的准备、检验实施、缺 陷及问题的处理、检验结果汇总、出具检验报告等。
8. 1. 3检验机构及人员
检验机构应当按照核准的检验范围从事压力容器的定期检验工作,检验和检测 人员(以下简称检验人员)应当取得相应的特种设备检验检测人员证书。检验机构应 当对压力容器定期检验报告的真实性、准确性、有效性负责(注8-1) o
注8-1:真实性表示报告以客观事实为基础,不作假证;准确性表示报告所涉及检测数据的 精度等符合相关要求;有效性表示检验机构的资质、检验人员的资格符合要求,检验依据合 法,报告审批程序符合要求。
8. 1.4报检
使用单位应当在压力容器定期检验有效期届满的1个月以前向检验机构申报定 期检验O检验机构接到定期检验申报后,应当在定期检验有效期届满前安排检验O
8.1.5安全状况等级
在用压力容器的安全状况分为1级至5级,应当根据检验情况,按照本规程 8.5、8.6的有关规定进行评定。
8. 1.6检验周期
8. 1.6. 1金属压力容器检验周期
金属压力容器一般于投用后3年内进行首次定期检验。以后的检验周期由检验 机构根据压力容器的安全状况等级,,擬鹽妥:不要求确定:
⑴安全状况等级为1、2级的车检夥一次;
⑵安全状况等级为3级虾顷-每3年蚕6年養验一次;
(3) 安全状况等级为4 呛
呛
使用时间不得超过3年,更售,
(4) 安全状况等级为勇霸';

8. 1. 6. 2非金属压力鴛
非金属压力容器一般遍用
验机构根据压力容器衅籍况等爺蛾照以下要求确定:£鶴
⑴安全状况等廳户 国3年检验一次; ≡-
(2)安全状况等l∣⅛fcj5
⑶安全状况等蕊導卜
&控使用,其检验商貝由检验机构确定,累计监控
:用期回,使用单位应短取有效的监控措施;
项对'缺福进行处理,羸怀得继续使用。
制,年内进行首次定期检验P以后的检验周期由检
毎2年检验一k次; Ill '
薛育监控使用累计监控佛嫌!时间不得超过1年;
J^krL . ill*MIlw*皿Ill
孀瘗续在当前介质下使膨g如果用于其他适合的
备周期由检验机构确菌;但是累计监控使用时
(4)安全状况等疇4簸狀
腐蚀性介质时,应当te⅛≡ι,
间不得超过1年;
⑸安全状况等级为戚绑
8. 1. 7检验周期的翩濒
8. 1.7. 1检验周期的缩短
有下列情况之一的压力容器如;産期检验周期应当?匱当缩短:
(1) 介质或者环境对压力容器莉枣|^^情况不明或者腐蚀情况异常的;
(2) 具有环境开裂倾向或者产生现象,并且已经发现开裂的(注8-2);
(3) 改变使用介质并且可能造成腐蚀现象恶化的;
(4) 材质劣化现象比较明显的;
(5) 超高压水晶釜使用超过15年的或者运行过程中发生超温的;
(6) 使用单位没有按照规定进行年度检査的;
(7) 检验中对其他影响安全的因素有怀疑的。
采用“亚镂法”造纸工艺,并且无有效防腐措施的蒸球,每年至少进行一次定


期检验。
使用标准抗拉强度下限值大于540MPa低合金钢制球形储罐,投用一年后应当 进行开罐检验。
注8-2:环境开裂主要包括应力腐蚀开裂、氢致开裂、晶间腐蚀开裂等;机械损伤主要包括 各种疲劳、高温蠕变等,参见GB/T 30579《承压设备损伤模式识别》。
8. 1. 7. 2检验周期的延长
安全状况等级为1、2级的金属压力容器,符合下列条件之一的,定期检验周期
可以适当延长: 飞专如
(1) 介质腐蚀速率每年低于0∙lmm、而靠的耐腐蚀金属衬里或者热喷涂金属涂 层的压力容器,通过1次至2次定期-检麝预■认腐蚀轻微或者衬里完好的,其检验周 期最长可以延长至12年;

检验周期根据设计图样和 眇亶應懇樂聲时祿设计单位的意见儿 &湍南就的情况
旌期检验的压力'済器,按照以下要求处
(2) 装有触媒的反应容剪字废有填料的压力容器, 实际使用情况,由使用普虜輯

8. 1.7.3无法进行
无法进行定期检验或嘟⅛
理:
叫邱
''l⅛il
⑴设计文件已⅛⅛⅛进行定酥藏宙压力容器,⅛⅛单位在办理《使用 登记证》时作出书面fl新 i"
⑵因情况特殊⅛⅛i!行畋压力容器,由使瓣位提出书面申请报
告说明情况,经使用Ii直期负霸 险的检验(RBl)的检验枷働章(i 可以延期检验;或者由使用威耳 对无法进行定期检螂駆 冃 取有效的监控与应急管理如施2 \ I
E §與彳导上次承担伺!貫*验或者承担基于风 沌勺延斯除外),向演相登记机关备案后, 十按照本规程8」0‘的规定办理。
行荐期检验的压切总器,使用单位应当采
8.2定期检验前的准备*作
8. 2. 1检验方案 ■ ⅜ _
检验前,检验机构应当根据压嗫■砌、损伤模式及失效模式,依据 本规程的要求制定检验方案,检验技术负责人审查批准。对于有特 殊情况的压力容器的检验方案,检验机构应当征求使用单位的意见。
检验人员应当严格按照批准的检验方案进行检验工作。
8. 2. 2资料审查
检验前,检验人员一般需要审査以下资料:
(1) 设计资料,包括设计单位资质证明,设计、安装、使用说明书,设计图样, 强度计算书等;
(2) 制造(含现场组焊)资料,包括制造单位资质证明、产品合格证、质量证明文 件、竣工图等,以及监检证书、进口压力容器安全性能监督检验报告;
(3) 压力容器安装竣工资料;
(4) 改造或者重大修理资料,包括施工方案和竣工资料,以及改造、重大修理监 检证书;
(5) 使用管理资料,包括《使用登记证》和《使用登记表》,以及运行记录、开 停车记录、运行条件变化情况以及运行中出现异常情况的记录等;
(6) 检验、检查资料,包括定期检验周期内的年度检査报告和上次的定期检验报 告。
本条第(1)项至第(4)项的资料,在压力容器投用后首次定期检验时必须进行审 查,以后的检验视需要(如发生移装、改造及重大修理等)进行审查。
资料审查发现使用单位未按照要求对压力容器进行年度检査,以及发生使用单 位变更、更名使压力容器的现时状况与《使用登记表》内容不符,而未按照要求办理 变更的,检验机构应当向使用登记机关报告。
资料审查发现压力容器未按照规定实施制造监督检验(进口压力容器未实施安全 性能监督检验)或者无《使用登记证》,检验机构应当停止检验,并且向使用登记机 关报告。
8. 2. 3现场条件
8.2.3. 1通用要求
使用单位和相关的辅助单位,应当按照要求做好停机后的技术性处理和检验前的 安全检查,确认现场条件符合检验工作要求,做好有关的准备工作。检验前,现场至 少具备以下条件:
(1) 影响检验的附属部件或者其他物体,按照检验要求进行清理或者拆除;
(2) 为检验而搭设的脚手架、轻便梯等设施安全牢固(对离地面2m以上的脚手架 设置安全护栏);
(3) 需要进行检验的表面,特别是腐蚀部位和可能产生裂纹缺陷的部位,彻底清 理干净,露出金属本体;进行无损检测的表面达到NB/T 47013的有关要求;
(4) 需要进入压力容器内部进行检验,将内部介质排放、清理干净,用盲板隔断 所有液体、气体或者蒸气的来源,同时设置明显的隔离标志,禁止用关闭阀门代替 盲板隔断;
(5) 需要进入盛装易燃、易爆、助燃、毒性或者窒息性介质的压力容器内部进行 检验,必须进行置换、中和、消毒、清洗,取样分析,分析结果达到有关规范、,标 准规定;取样分析的间隔时间应当符合使用单位的有关规定;盛装易燃、易爆、助 燃介质的,严禁用空气置换;
(6) 人孔和检查孔打开后,必须清除可能滞留的易燃、易爆、有毒、有害气体和
液体,压力容器内部空间的气体含氧量保持在0.195以上;必要时,还需要配备通 风、安全救护等设施;
(7) 高温或者低温条件下运行的压力容器,按照操作规程的要求缓慢地降温或者 升温,使之达到可以进行检验工作的程度;
(8) 能够转动或者其中有可动部件的压力容器,必须锁住开关,固定牢靠;
(9) 切断与压力容器有关的电源,设置明显的安全警示标志;检验照明用电电压 不得超过24V,引入压力容器内的电缆必须绝缘良好、接地可靠;
(10) 需要现场进行射线检测时,隔离出透照区,设置警示标志,遵守相应安全 规定。
8. 2. 3. 2非金属及非金属衬里压力容器检验现场条件专项要求
(1) 进入设备的人员应当穿软底鞋,检验人员的衣服不应当带有金属等硬质物 件;
(2) 检验人员和检测仪器进入设备前,压力容器内表面应当用软质材料进行有效 防护,所有检测设备不允许直接放置在压力容器内表面上;
(3) 严禁在压力容器内动火和用力敲击非金属部分;
(4) 压力容器内表面应当清洗干净、干燥,不得有物料粘附。
8.2. 4隔热层拆除
存在以下情况时,应当根据需要部分或者全部拆除压力容器外隔热层:
(1) 隔热层有破损、失效的;
(2) 隔热层下压力容器壳体存在腐蚀或者外表面开裂可能性的;
(3) 无法进行压力容器内部检验,需要外壁检验或者从外壁进行内部检测的;
(4) 检验人员认为有必要的。
8. 2.5设备仪器检定校准
检验用的设备、仪器和测量工具应当在有效的检定或者校准期内。
8. 2. 6检验工作安全要求
(1) 检验机构应当定期对检验人员进行检验工作安全教育,并且保存教育记录;
(2) 检验人员确认现场条件符合检验工作要求后方可进行检验,并且执行使用单 位有关动火、用电、高空作业、压力容器内作业、安全防护、安全监护等规定;
(3) 检验时,使用单位压力容器安全管理人员、作业和维护保养等相关人员应当 到场协助检验工作,及时提供有关资料,负责安全监护,并且设置可靠的联络方 式。
8.3金属压力容器定期检验项目与方法
8. 3. 1检验项目
金属压力容器定期检验项目,以宏观检验、壁厚测定、表面缺陷检测、安全附 件检验为主,必要时增加埋藏缺陷检测、材料分析、密封紧固件检验、强度校核、 耐压试验、泄漏试验等项目。
设计文件对压力容器定期检验项目、方法和要求有专门规定的,还应当从其规
定。
8. 3. 2宏观检验
宏观检验主要是采用目视方法(必⅞⅛f]≡内窥镜、放大镜或者其他辅助仪器设 测量工具)检验压力容器本俺结寸、表面情况(如裂纹、腐蚀、泄 变形),以及焊缝、隔热本规程8.3.3、8.3.4的特殊要
备、
漏、
求外,一般包括以下内容(≡^-3)Z
⑴结构检验,包括蜓製式,封头与筒体的连接,协孔位置及补强,纵(环)焊 缝的布置及型式,支承蟾I
(2) 几何尺寸检验包括
对口错边量、棱角度Il寧警 俾纟
(3) 外观检验,露盛
WilII O f≡3耳'
焊缝裂纹、泄漏、赣甌■
承、:
座卧式容器的支座辦
蚀、沉积物,密封紧曲件
结构和几何尺寸極
受疲劳载荷的压力容薜遍德⅛J
注8-3:本规程对压力祯爲
8.3.3隔热层、衬贏 一
隔热层、衬里和堆焊层检验、一般包括以下内容
(1) 隔热层的破损、脱落 、\潮謂,有隔热层下压力容器壳体腐蚀倾向或者产生裂 纹可能性的应当拆除隔热层进一步检螃丰⅛{.
、\潮謂,有隔热层下压力容器壳体腐蚀倾向或者产生裂 纹可能性的应当拆除隔热层进一步检螃丰⅛{.
(2) 衬里层的破损、腐蚀、裂纹看信号孔是否有介质流出痕迹;发现 衬里层穿透性缺陷或者有可能引起压力容器本体腐蚀的缺陷时,应当局部或者全部 拆除衬里,查明本体的腐蚀状况和其他缺陷;
(3) 堆焊层的腐蚀、裂纹、剥离和脱落。
8.3.4真空绝热压力容器检验
真空绝热压力容器除进行外部宏观检验外,还应当进行以下补充检验:
(1) 夹层上装有真空测试装置的,检验夹层的真空度;
(2) 夹层上未装真空测试装置的,必要时进行压力容器日蒸发率测量。


博減布置,排放(疏求\排污)装置的设置等;
"',⅛⅛上最大内径与最永内径之差,纵(环)焊缝
..β-……………窯
标飄制容器内外表面的險,主要受压元件及其
二二.二二.一’一勢久 机械接触损伤、过热,工节萬⅛焊迹、电弧灼伤,支
IlbIilIljllI'.l ! / IllIllIlllllIIMIl*l
支座或者基础斜歸!裂:宜立容器和球形联*乎柱的铅垂度,多支
「’:Il孑厦相嬾*排汚)•装置和泄礙"指示孔的堵塞、腐•
亦蓄次全面检验时进彳第3以后定期检验仅对承
盘禁楡骑仃回题部位的薪生缺陷。
K⅛⅛.⅛鷺⅛⅛确说明釦法,一般为宏观检验。
般厲验


脚螺
目



8. 3. 5壁厚测定
壁厚测定,一般釆用超声测厚方法。测定位置应当有代表性,有足够的测点
数。测定后标图记录,对异常测厚点做详细标记。
厚度测点,一般选择以下位置:
(1) 液位经常波动的部位;
(2) 物料进口、流动转向、截面突变等易受腐蚀、冲蚀的部位;
(3) 制造成型时壁厚减薄部位和使用殍产生变形及磨损的部位;
(4) 接管部检;'
(5) 宏观检验时发现的可.
壁厚测定时,如果发现母
查明分层分布情况以及与母紂展
8.3.6表面缺陷检测
表面缺陷检测,应当采雷MB
料制压力容器的表面检测♦嚐优
表面缺陷检测的要求女[fi
I I 1 i 0β≡⅛
/ T ∖ TLLIJ Mɪɪt r∏- ʌ ʌ Λm~⅛⅛≡iW珥 ~~J

在分层缺陷,应当土縻加测点或者采用超声检测, 的斜度,同时作图W

∣'7O13 Φ.的磁粉检测、渗透检测方法。铁磁性材 亍用秘粉检测。 ,
辭i珍≡≡≡ W *繚
⅛⅞;
郷予在环境开裂倾向耳裁阴生机械损伤现象的 Cf-Mo钢制压力容⅛<∣标准抗拉强度下限 照疲劳分析设*節#力容器、首次定期 ∣∣⅛⅛类压力容器,国詞謔度不少于对接焊缝
⑴碳钢低合金⅛∣⅛≡力甯 压力容器、有再热裂软傾馳压■ 值大于540MPa的相*S4压 检验的设计压力大于⅛⅛1.6 ,"Il ⅛ 长度的20%; S
⑵应力集中部位、'、变先
层,.异种钢焊接接头、∖⅛
区、工卡具焊迹、电弧损磁条!翱心⅛裂纹部位应当重,雜验;对焊接裂纹敏感的 材料,注意检验可能出现的财务
(3) 检测中发现裂纹时,
存在的其他缺陷;
(4) 如果无法在内表面进行检测表面采用其他方法对内表面进行检

朝停捡发现裂纹的部位,奥氏体不锈钢堆焊 '蓍銘擾接奏":其他有柝疑的焊接接头,补焊
观J誡例或者区域,以便发现可能
测.
8.3.7埋藏缺陷检测
埋藏缺陷检测,应当采用NB/T 47013中的射线检测或者超声检测等方法。
有下列情况之一时,由检验人员根据具体情况确定抽查采用的无损检测方法及 比例,必要时可以用NB/T 47013中的声发射检测方法判断缺陷的活动性:
(1) 使用过程中补焊过的部位;
(2) 检验时发现焊缝表面裂纹,认为需要进行焊缝埋藏缺陷检测的部位;
(3) 错边量和棱角度超过产品标准要求的焊缝部位;
(4) 使用中出现焊接接头泄漏的部位及其两端延长部位;
(5) 承受交变载荷压力容器的焊接接头和其他应力集中部位;
(6) 使用单位要求或者检验人员认为有必要的部位。
已进行过埋藏缺陷检测的,使用过程中如果无异常情况,可以不再进行检测。
8. 3.8材料分析
材料分析根据具体情况,可以采用化学分析、光谱分析、硬度检测、金相分析 等方法。
材料分析按照以下要求进行:
(1) 材质不明的,一般需要查明主要受压元件的材料种类;对于第HI类压力容器 以及有特殊要求的压力容器(注8-4),必须查明材质;
(2) 有材质劣化倾向的压力容器,应当进行硬度检测,必要时进行金相分析;
(3) 有焊缝硬度要求的压力容器,应当进行硬度检测。
对于已经进行本条第(1)项检验,并且已作出明确处理的,不需要再重复检验该 项。
注8-4:有特殊要求的压力容器,主要是指承受疲劳载荷的压力容器,采用应力分析设计的 压力容器,盛装毒性危害程度为极度、高度危害介质的压力容器,盛装易爆介质的压力容器, 标准抗拉强度下限值大于540MPa的低合金钢制压力容器等。
8.3.9无法进行内部检验的压力容器
无法进行内部检验的压力容器,应当釆用可靠的检测技术(例如内窥镜、声发 射、超声检测等)从外部进行检测(注8-5) o
注8-5:例如超高压水晶釜,可以釆用外部检测方法检测其筒体,其堵底螺栓一般也可以不 打开,采用外部检测方法检测。
8. 3. 10螺柱检验
M36以上(含M36)螺柱在逐个清洗后,检验其损伤和裂纹情况,重点检验螺纹及 过渡部位有无环向裂纹,必要时进行无损检测。
8.3. 11强度校核
对腐蚀(及磨蚀)深度超过腐蚀裕量、名义厚度不明、结构不合理(并且已经发现 严重缺陷),或者检验人员对强度有怀疑的压力容器,应当进行强度校核。强度校核 由检验机构或者委托有能力的压力容器设计单位进行。
强度校核的有关原则如下:
(1) 原设计已明确所用强度设计标准的,可以按照该标准进行强度校核;
(2) 原设计没有注明所依据的强度设计标准或者无强度计算的,原则上可以根据 用途(例如石油、化工,冶金、轻工、制冷等)或者结构型式(例如球罐、废热锅炉、 搪玻璃设备、热交换器、高压容器等),按照当时的有关标准进行强度校核;
(3) 进口或者按照境外规范设计的,原则上仍然按照原设计规范进行强度校核; 如果设计规范不明,可以参照境内相应的规范;
(4) 材料牌号不明并且无特殊要求的压力容器,按照同类材料的最低强度值进行 强度校核;
(5) 焊接接头系数根据焊接接头的实际结构型式和检验结果,参照原设计规定选 取;
(6) 剩余壁厚按,照实测最小值减去至下次检验日期的腐蚀量,作为强度校核的壁 厚;
(7) 校核用压力不得小于压力容器允许(监控)使用压力;
(8) 强度校核时的壁温取设计温度或者操作温度,低温压力容器取常温;
(9) 壳体直径按照实测最大值选取;
(10) 塔、球罐等设备进行强度校核时,还应当考虑风载荷、地震载荷等附加载 荷。
对不能以常规方法进行强度校核的,可以采用应力分析或者实验应力测试等方 法校核。
8.3. 12安全附件检验
安全附件检验的主要内容如下:
(1) 安全阀,检验是否在校验有效期内;
(2) 爆破片装置,检验是否按期更换;
(3) 快开门式压力容器的安全联锁装置,检验是否满足设计文件规定的使用技术 要求。.
8. 3. 13耐压试验
定期检验过程中,使用单位或者检验机构对压力容器的安全状况有怀疑时,应 当进行耐压试验。耐压试验的试验参数[试验压力、温度等以本次定期检验确定的允 许(监控)使用参数为基础计算]、准备工作、安全防护、试验介质、试验过程、合格 要求等按照本规程的相关规定执行。
耐压试验由使用单位负责实施,检验机构负责检验。
8. 3. 14泄漏试验
对于介质毒性危害程度为极度、高度危害,或者设计上不允许有微量泄漏的压 力容器,应当进行泄漏试验。泄漏试验包括气密性试验和氨、鹵素、氮检漏试验。 试验方法的选择,按照压力容器设计图样的要求执行。
泄漏试验由使用单位负责实施,检验机构负责检验。
泄漏试验按照以下要求进行:
(1) 气密性试验,气密性试验压力为本次定期检验确定的允许(监控)使用压力, 其准备工作、安全防护、试验温度、试验介质、试验过程、合格要求等按照本规程 的相关规定执行;如果本次定期检验需要进行气压试验,则气密性试验可以和气压 试验合并进行;对大型成套装置中的压力容器,可以用系统密封试验代替气密性试 验;
(2) 氨、卤素、氮检漏试验,按照设计图样或者相应试验标准的要求执行。
8. 4非金属及非金属衬里压;检验项目与方法
8.4.1检验项目 _ 、
非金属及非金属衬里压龙期检验项目,1 W验、安全附件及仪表检 验为主,必要时增加密封罗嬲检验、耐压试验等项W 非金属压力容器中的金属 受压部件定期检验还应学&靜明程中关于金屬瓯力成J勺相应规定。设计文件对 压力容器定期检验项i/城*癥雄专门规卷宙W第J⅜M其规定。
8.4.2搪玻璃压为容II
8. 4. 2. 1铭牌和梱遥& W'. W B
检验铭牌和标志≠W⅛o C' W
8.4.2.2 ≡f⅛⅛ K SS
检验以下内容Jlllilli挡 .:“*f l⅛
⑴搪玻璃层表由建觀为有鹰飆、机械關损伤、爆瓷脱落,法 兰边缘的搪玻璃层是否有褂嚟'"" U' r T
⑵依据GB/T 7991险
宀雙生鳖部?压豐上曾彎
应当在耐压试验后进行豔’"" IIJ
(1) 卡子、活套法兰是否有腐蚀;
(2) 法兰密封面有无泄漏,密封垫片的聚四氟乙烯包覆层是否完好,结构层是否 完好和具有良好弹性;
(3) 搪玻璃放料阀关闭时是否有泄漏,孔板防腐层是否完好。
8.4.2.4夹套介质进口管口挡板检验
检验夹套介质进口管口挡板及附近部位是否完好、功能是否符合要求。
8.4.2.5搪玻璃层修复部位检验
TSG 21—2016
检验搪玻璃层修复部位是否有腐蚀、开裂和脱落现象。
8.4.3石墨及石墨衬里压力容器检验
8. 4.3. 1石墨压力容器
8.4. 3. 1. 1铭牌和标志检验
检验铭牌和标志是否清楚,牢固可靠。
8. 4. 3. 1.2 宏观检验
检验以下内窘: 三
⑴压力容藕筒林、侧盖板变形与腐蚀情况;
(2) 石墨部件表面是否有 4. 、掉块、裂纹等缺陷;

(3) 石墨部件粘接部位钢完好,是否有腐蚀、开裂和渗漏。
8.4.3. 1.3法兰密漩翻
检验法兰密封面是否'有逃
8. 4. 3.1.4 附件'、幡
对有防腐层的附件M線
8. 4. 3. 2石墨衬里压敬 器 ... Ill' o
除按照本规程羅3•恳谜行
包,与金属基体是畐借脱薛。
…纤维增毒®
8. 4. 4. 1纤维增⅛,⅛⅛⅛力
8.4. 4. 1. 1铭牌和儡检验
检验铭牌和标志是否Y
8. 4. 4.1.2 外表
检验纤维增强塑料压糞蓉
虫面是否有腐蚀失光宓开裂、磨损和机械接触损
伤、鼓包、变形、纤维裸露算
8.4.4. 1. 3内表面宏观
检验以下内容:
(1) 是否光滑平整,是否有杂质裂纹,是否有明显划痕;
(2) 是否有失光、变色、龟裂、树脂粉化、纤维失强等化学腐蚀缺陷;
(3) 是否有破损、裂纹、银纹等力学破坏缺陷;
(4) 是否有溶胀、分层、鼓泡等浸渗腐蚀缺陷;
(5) 压力容器角接、搭接及筒体与封头的内粘接缝树脂是否饱满,是否有脱层、 起皮,粘接灘是否裸露,粘接基面法兰是否有角裂、起皮、分层、破损等缺陷;
(6) 人孔、检査孔、接管法兰及其内补强结构区是否有破损、起皮、分层、翘边 等缺陷;
(7)压力容器本体、内支撑架及内件联接是否牢固,联接受力区是否有裂纹、破 损等缺陷。
8.4.4. 1.4连接部位检验
检验管口、支撑件等连接部位是否有开裂、拉脱现象。
8. 4. 4. 1.5附件、仪表防腐层检验
对有防腐层的附件、仪表,检验其防腐层是否完好。
8. 4. 4. 2纤维增强塑料衬里压力容器
除按照本规程8.4.4.1.3进行衬里表面宏观检验外,还应当检验以下内容:
(1) 衬里是否鼓包、与基体是否有分离等缺陷;
(2) 用非金属层测厚仪测定纤维增强衬里层的厚度并且进行5kV直流高电压检验。
8. 4.5压力容器热塑性塑料衬里检验
(1) 检验衬里是否有腐蚀失光、老化开裂、磨损和机械接触损伤、鼓包、与基体 分离等缺陷;
(2) 对塑料衬里进行5kV直流高电压检测和厚度测定,如果进行耐压试验,直流 高电压检测应当在耐压试验后进行。
8. 4. 6耐压试验
有下列情况之一的非金属及非金属衬里压力容器,定期检验时应当进行耐压试 验:
(1) 使用单位或者检验机构对压力容器的安全状况有怀疑的;
(2) 非金属主要受压元件或者衬里更换的;
(3) 对非金属部分进行局部修复的。
8.5金属压力容器安全状况等级评定
8.5. 1评定原则
(1) 安全状况等级根据压力容器检验结果综合评定,以其中项目等级最低者为评 定等级;
(2) 需要改造或者修理的压力容器,按照改造或者修理结果进行安全状况等级评 定;
(3) 安全附件检验不合格的压力容器不允许投入使用。
8. 5. 2材料问题
主要受压元件材料与原设计不符、材质不明或者材质劣化时,按照以下要求进 行安全状况等级评定:
(1)用材与原设计不符,如果材质清楚,强度校核合格,经过检验未査出新生缺 陷(不包括正常的均匀腐蚀),检验人员认为可以安全使用的,不影响定级;如果使 用中产生缺陷,并且确认是用材不当所致,可以定为4级或者5级;
(2) 材质不明,对于经过检验未查出新生缺陷(不包括正常的均匀腐蚀),强度校 核合格的(按照同类材料的最低强度进行),在常温下工作的一般压力容器,可以定 为3级或者4级;液化石油气储罐定为5级;
(3) 发现存在表面脱碳、渗碳、石墨化、回火脆化等材质劣化现象以及蠕变、高 温氢腐蚀现象,并且已经产生不可修复的缺陷或者损伤时,根据损伤程度,定为4 级或者5级;如果损伤程度轻微,能够确认在规定的操作条件下和检验周期内安全 使用的,可以定另3'级。
8. 5. 3结构问题
有不合理结构的,按照以下要求评定安全状况等级:
(1) 封头主要参数不符合相应产品标准,但是经过检验未查出新生缺陷(不包括 正常的均匀腐蚀),可以定为2级或者3级;如果有缺陷,可以根据相应的条款进行 安全状况等级评定;
(2) 封头与筒体的连接,如果釆用单面焊对接结构,而且存在未焊透时,按照本 规程8.5.10的规定定级;如果采用搭接结构,可以定为4级或者5级;不等厚度板 (锻件)对接接头,未按照规定进行削薄(或者堆焊)处理,经过检验未查岀新生缺陷• (不包括正常的均匀腐蚀)的,可以定为3级,否则定为4级或者5级;
(3) 焊缝布置不当、“十”字焊缝或者焊缝间距不符合产品标准的要求,经过检 验未查出新生缺陷(不包括正常的均匀腐蚀),可以定为3级;如果查出新生缺陷, 并且确认是由于焊缝布置不当引起的,则定为4级或者5级;
(4) 按照规定应当采用全焊透结构的角接焊缝或者接管角焊缝,而没有采用全焊 透结构的,如果未查出新生缺陷(不包括正常的均匀腐蚀),可以定为3级,否则定 为4级或者5级;
(5) 如果开孔位置不当,经过检验未查出新生缺陷(不包括正常的均匀腐蚀),对 于一般压力容器,可以定为2级或者3级;对于有特殊要求的压力容器,可以定为3 级或者4级;如果开孔的几何参数不符合产品标准的要求,其计算和补强结构经过 特殊考虑的,不影响定级,未作特殊考虑的,可以定为4级或者5级。
8.5.4表面裂纹及凹坑
内、外表面不允许有裂纹。如果有裂纹,应当打磨消除,打磨后形成的凹坑在 允许范围内的,不影响定级;否则,应当补焊或者进行应力分析,经过补焊合格或 者应力分析结果表明不影响安全使用的,可以定为2级或者3级。
裂纹打磨后形成凹坑的深度,如果小于壁厚余量(壁厚余量=实测壁厚-名义厚度 +腐蚀裕量),则该凹坑允许存在。否则,将凹坑按照其外接矩形规则化为长轴长 度、短轴长度及深度分别为2 A (mm) ʌ 2B (mm)及C (mm)的半椭球形凹坑,计算
无量纲参数G。,如果GO <0.10,则该凹坑在允许范围内。
进行无量纲参数计算的凹坑应当满足如下条件:
(1)凹坑表面光滑、过渡平缓,凹坑半宽3不小于凹坑深度C的3倍,并且其周
围无其他表面缺陷或者埋藏缺陷;
(2)凹坑不靠近几何不连续或者存在尖锐棱角的区域;
(3)压力容器不承受外压或者疲劳载荷;
⑷以小于0.18的薄壁圆筒壳或者殍小于0.10的薄壁球壳;
(5) 材料满足压力容器设计规定,化;
(6) 凹坑深度C小于壁厚/的a∕3^OW^ Uι⅛ι,坑底最小厚度(7-C)不小于 3mm;
(7) 凹坑半长WE.4J用
凹坑缺陷无量纲参
式中:
T-—凹坑所在鏡虐 量),mm; S⅛ 官
R——力容器说
IhlhhIIlIIlilllliIlIIlll ⅞
8. 5. 5 J
变形、机械接触损伤i 等级:
(1)变形不处理不影'响,
-jlɔ if⅛⅛
i≡
(8-1)
容器的鶴笊踽盧辰减去斎次检验日期的腐蚀
'"";:【当
⅛⅛√' 疽二二,IUllliiillIililiiI
..................IF 伊:矽蚤蒔;3】"$ II!IlIlllliilillllI州I
变形、t⅛接勢車伤5林共焊価友电弧灼伤W
........*。卡⅛iE⅞Γ⅛弧灼伤等,按≡f⅛τ要求评定安全状况
SAs* J I ,W 楠
m
和安全要求的,可以定为臨巍
按照本规程8.5.4的规定
程驚胤定级;根据变形原因分析,不能满足强度
(2)机械接触损伤、工T 定级。
8. 5. 6 咬边 ―
内表面焊缝咬边深度不超过长度不超过IOOmm,并且焊缝两 侧咬边总长度不超过该焊缝长度的10編帮表面焊缝咬边深度不超过LOmm、咬 边连续长度不超过IoOmm)并且焊缝两侧咬边总长度不超过该焊缝长度的15%时,
迹、电弧灼伤等,打
按照以下要求评定其安全状况等级:
(1) -般压力容器不影响定级,超过时应当予以修复;
(2) 有特殊要求的压力容器,检验时如果未查出新生缺陷(例如焊趾裂纹),可以 定为2级或者3级;查出新生缺陷或者超过本条要求的,应当予以修复。
低温压力容器不允许有焊缝咬边。
8. 5. 7腐蚀
有腐蚀的压力容器,按照以下要求评定安全状况等级:
(1) 分散的点腐蚀,如果腐蚀深度不超过名义壁厚扣除腐蚀裕量后的1/3,不影 响定级;如果在任意20Omm直径的范围内,点腐蚀的面积之和不超过450Omm2,或 者沿任一直线的点腐蚀长度之和不超过50mm,不影响定级;
(2) 均匀腐蚀,如果按照剩余壁厚(实测壁厚最小值减去至下次检验期的腐蚀量) 强度校核合格的,不影响定级;经过补變格的,可以定为2级或者3级;
(3) 局部腐蚀:腐蚀深度超过壁厚霾鬲:应当确定腐蚀坑形状和尺寸,并且充 分考虑检验周期内腐蚀坑尺啰J变大,可以按照本规萼8.5.4的规定定级;

(4) 对内衬和复合板压力矗/腐蚀深度不超过曲或者覆材厚度1/2的不影响  定级,否则应当定为3级惑翻
定级,否则应当定为3级惑翻
8.5.8环境开裂和杰
存在环境开裂倾向成蜜
除,并且按照本规® 8.5.'4g
期内安全使用要求的,ij⅛⅛
8. 5. 9错边量褥垢富
错边量和棱角Jla出壽晶标
级. 血阊爾
⑴错边量和棱麟岡车表 不存在裂纹、未熔合、未制
'礴
级,

•1伤现象的压力容器t发现裂纹,应当打磨消 筆;"可以满足在规定的操作条件下和检验周 为4级或者5级」I
.K咋5宀"\ 八 K.MlIlh'跚
修好靜昭彳.很*M∣K∣∣!∣!∣!∣∣∣∣!∣u∣i∣!
i ⅛⅛⅜情N篆合评定安全状况等
鳳忐由 ∣i∣!IIIlll!∣∣∣!IllIIII'∣Jl∣∣l
I:仙IIlliI晞■“血i 籲窗,不移'疲劳载荷并且该部位 h可以定为2级或者卷奴; ⅜⅛⅜棱角度尺寸范粵
单位为mm
-1
|
对曰处钢材实斯厚航f |
量 - |
寸 棱角度(注8-6) |
|
∕≤20 |
[且W5 $ |
T ≤ (1/10Z+3) J 且W8 |
|
20 < / ≤50 Z >50 |
∖∖^l∕4r, K≤8 ~/ ≤-1 6-i^β⅛2'0 ' __ _ | |
|
对所有厚度锻焊压力 一 _ ― |
≤1∕6∕,且W8 | |
注8-6:测量棱角度所用样板按照产品标准的要求选取。
(2)错边量和棱角度不在表8-1范围内,或者在表8-1范围内的压力容器承受疲 劳载荷或者该部位伴有未焰合、未焊透等缺陷时,应当通过应力分析,确定能否继 续使用;在规定的操作条件下和检验周期内,能安全使用的定为3级或者4级。
8.5. 10焊缝埋藏缺陷
相应压力容器产品标准允许的焊缝埋藏缺陷,不影响定级;超出相应产品标准
的,按照以下要求评定安全状况等级:
(1)单个圆形缺陷的长径大于壁厚的1/2或者大于9mm,定为4级或者5级;圆 形缺陷的长径小于壁厚的1/2并且小于9mm,其相应的安全状况等级评定见表8-2和 表 8-3;
表8-2规定只要求局部无损检测的压力容器(不包括低温压力容器) 圆形缺陷与相应的安全状况等级(注8-7)
|
安全状况 等级 |
不同评定区尺寸和实测厚度下的缺陷点数 | |||||
|
评定区(Inm) | ||||||
|
10×10 |
10×20 |
10×30 | ||||
|
实测厚度"mm) | ||||||
|
Z≤10 |
ιo< y 15 |
15< Z≤25 |
25 < t ≤50 |
50 < y 100 |
t > 100 | |
|
2级或者3级 |
6~ 15 |
12-21 |
18-27 |
24-33 |
30-39 |
36-45 |
|
4级或者5级 |
> 15 |
>21 |
>27 |
>33 |
>39 |
>45 |
表8-3规定要求Io0%无损检测的压力容器(包括低温压力容器) 圆形缺陷与相应的安全状况等级(注8-7)
|
安全状况 等级 |
不同评定区尺寸和实测厚度下的缺陷点数 | |||||
|
评定区(mm) | ||||||
|
10×10 |
10×20 |
10×30 | ||||
|
实测厚度f (mm) | ||||||
|
z≤10 |
ιo< y 15 |
15 < t W25 |
25< f W50 |
50 < VlOO |
Z >100 | |
|
2级或者3级 |
3~ 12 |
6~ 15 |
9~ 18 |
12-21 |
15-24 |
18-27 |
|
4级或者5级 |
> 12 |
> 15 |
> 18 |
>21 |
>24 |
>27 |
注8-7:表8-2、表8-3中圆形缺陷尺寸换算成缺陷点数,以及不计点数的缺陷尺寸要求,见 NB/T 47013相应规定。
(2)非圆形缺陷与相应的安全状况等级评定,见表8-4和表8-5;
表8-4 一般压力容器非圆形缺陷与相应的安全状况等级(注8-8)
|
缺陷位置 |
缺陷尺寸(mm) __ |
安全状况 等级 | ||
|
未熔合 |
未焊透 |
条状夹渣 | ||
|
球壳对接焊缝;筒体纵 焊缝,以及与封头连接 的环焊饉______ |
H ≤0.Π, 且 Z∕≤2; L W2F |
7∕≤0.15z,-且H W3; L W3f |
HWO.27, 且反≤4; L ≤6∕ |
3级 |
|
筒体环焊缝 '’ |
H ≤0.15Z, 且 HW3; L ≤4Z |
H ≤0.2^, 且H W4; L ≤6? |
H W 0.25 f , 且H W5; £ W12f | |
表8-5有特殊要求的压力容器非圆形缺陷与相应的安全状况等级(注8-8)
|
缺陷位置 |
__________缺陷尺寸(mm)__________ |
安全状况 等级 | ||
|
未熔合 |
未焊透 |
条状夹渣 | ||
|
球壳对接焊缝;筒体纵 焊缝,以及与封头连接 的环焊缝______ |
-H ≤0.1Z, 且 HW2; LWt |
H ≤0.15^, 且H W3; Lqt |
-HWo.2f, 且H W4; LW3t |
3级或者4级 |
|
筒体环焊缝 |
且 HW3; L W2f |
H ≤0.2∕ J 且 HW4; L W4f |
7∕≤0.25?, 且H W5; L W6f | |
注8-8:表8-4、表8-5中丑是指缺陷在板厚方向的尺寸,亦称缺陷高度;Z是指缺陷长度; f为实测厚度。对所有超标非圆形缺陷均应当测定其高度和长度,并且在下次检验时对缺陷尺寸 进行复验。
(3)如果能采用有效方式确认缺陷是非活动的,则表8-4、表8-5中的缺陷长度容 限值可以增加50%o
8. 5. 11母材分层
母材有分层的,按照以下要求评定安全状况等级:
(1) 与自由表面平行的分层,不影响定级;
(2) 与自由表面夹角小于10。的分层,可以定为2级或者3级;
(3) 与自由表面夹角大于或者等于10。的分层,检验人员可以采用其他检测或 者分析方法进行综合判定,确认分层不影响压力容器安全使用的,可以定为3级, 否则定为4级或者5级。
8.5. 12 鼓包
使用过程中产生的鼓包,应当查明原因,判断其稳定状况,如果能查清鼓包的 起因并且确定其不再扩展,不影响压力容器安全使用的,可以定为3级;无法查清 起因时,或者虽查明原因但是仍然会继续扩展的,定为4级或者5级。
8.5. 13绝热性能
固定式真空绝热压力容器,真空度及日蒸发率测量结果在表8-6范围内,不影 响定级;大于表8-6规定指标,但不超出其2倍时,可以定为3级或者4级;否则定 "为4级或者5级。
8.5.14耐压试验挤⅛ I 属于压力容器本醵勤】 符合下列情况之""勺羸i压 ⑴主要受压元⅛≡β⅛;
⑵主要受压元伴朦、蟹*面
誼验春彩如「可以每5级。
kIilllImillH∣m,Iii.'|
l∣l∣!IIlIillIIIlIm!Ii
j∣i∣i邮删II
SlI
IliIliihIIilllIiliIIIbIlI
定为5级:
s∙∙i∙ - ■ ■ Hii;IIllpl!:lhIhIiIlɪl
安全运行;
、存在发生扩展的埋藏
茹鬱纹j未儀修磨:和修薦编强度校核不能满足要
招* n' . 由扑,门侦‘" N驟闢
求∙
(3) 主要受压元件愛觌蜓性
(4) 主要受压元件而
(5) 存在其他严重缺隴(彻
缺陷等),已经无法安全运务
8.6非金属压力容器及3
8. 6. 1评定原则
(1) 安全状况等级应当根据非金属及金属受压元件综合评定,以其中项目 等级最低者,作为该压力容器的安全状况等级;
(2) 需要改造或者修理的压力容器,按照改造或者修理结果进行安全状况等级评
部蕾扃部或者整体严重国
塞衬里安全状况舞级评定
表8-6真空度及日蒸发率测量
|
绝热方式 |
真空度 _ _ _ |
日蒸发率测量 | |
|
测量状态 J |
M数值(Pa) 孑三_______ | ||
|
粉末绝热 |
____未装次质/ = |
=W65∖ |
实测日蒸发率数值小于 k 2倍额定日蒸发率指标 \_______ |
|
装如 |
—WlO \ | ||
|
多层绝热 |
≤20~~ T | ||
定;
(3)安全附件检验不合格的压力容器不允许投入使用。
8. 6. 2搪玻璃压力容器
搪玻璃层的安全状况等级按照以下要求评定:
(1)搪玻璃层表面光亮如新,没有腐蚀失光、破损、磨损、机械接触损伤时,为
1级;
(2) 搪玻璃层表面有轻微的腐蚀矣光现象,或者有轻微的磨损、机械接触损伤, 经IokV直流高电压检测通过时,为2级;不通过时,为5级;
(3) 搪玻璃层经过局部修复时,为3级,钮钉加聚四氟乙烯的修复部位不影响安 全状况等级评定;
(4) 搪玻璃层表面有明显的腐蚀失光现象,或者有严重腐蚀、裂纹、脱落、磨
损、机械接触损伤,经IOkV直流高电压-墜g通过时,为4级;不通过时,为5级;
(5)搅拌器、温度计套管、放料阀雀和可更换的搪玻璃零部件在检验中发  现有搪玻璃层腐蚀、磨损、破⅛,∕⅛⅛≡B⅛件,则不影响安全状况等级评定。
现有搪玻璃层腐蚀、磨损、破⅛,∕⅛⅛≡B⅛件,则不影响安全状况等级评定。

8.6.3石墨压力容器及着曇祥里
石墨部件和石墨衬里的⅛
(1) 石墨部件表面规聽
磨损、机械接触损伤等缺陷 触损伤、裂纹等缺陷,衬里
(2) 石墨部件表面録麒
跚岫
微磨损、机械接触损B≡⅞
J II]IlilliIIIIiIlI
象,无裂纹,衬里层FjL冃
⑶石墨压力容晶U鳳市修
(4) 石墨部件表何有溯笛曲腐禅
衬里表面有明显的腐蚀:
(5) 石墨部件表面有严F 压力容器出现泄漏时; 站羸 石墨衬里层破损时,为5别.
(6) 对于可拆卸和可更换敏百璧零部件在检验中发现腐蚀、磨损、破损时,如果  更换新件,则不影响安全状况
更换新件,则不影响安全状况

8. 6.4纤维增强塑料压力容塑剥•衬里
纤维增强塑料压力容器和纤维增疆颯匾酬安全状况等级按照以下要求评定:
(1)内表面光亮如新,没有腐蚀失光、龟裂、变色、树脂粉化、纤维失强、溶

S書"况等级按照以下要求W:
% = 洩有腐蚀、毓%、剥层、掉块、裂纹、
B-⅛⅛滑,,没有腐蚀\酥松、磨损、机械接 体渎春分层时,为1家
福膈好,没有录疏 掉块、裂纹,有轻
I .....,如“
:而隹轻微的腐蚀、≡⅛.机械接触损伤现 分层时:为2级;|| . C ΛrZ >■ IllhiIl⅛∣lii∣∙∣ιIlmi
''∙* Λ∫ 1 μ∏ι∣∣∣∣ι∣ι∣∣∣∣∣i∣i 他I
r J ~ -fʌ , IiIhrllIiiIill
詹损、机械接触损伤,]癱有出现泄漏;石墨 S机械接触损伤时,为簡5象;
,一”裂纹、磨损等损伤?粘接部位开裂,石墨 議'董腐蚀、裂纹、 损、机械接触损伤等,


胀,无磨损、机械接触损伤,无裂纹、玻璃纤维裸露和分层,压力容器无鼓包和变 形,衬里层无鼓包和脱落时,为1级;
(2) 内表面有轻微的腐蚀失光、破坏、变色现象,或者有轻微磨损、机械接触损 伤现象,无裂纹、龟裂、树脂粉化、纤维失强、溶胀、玻璃纤维裸露和分层,衬里 层无脱落,压力容器有轻微鼓包和变形时,为2级;
(3) 纤维增强塑料压力容器及纤维增强塑料衬里经过局部修复时,为3级;
⑷内表面有明显的腐蚀现象,或者有明显的磨损、裂纹、机械接触损伤,有明 显的鼓包和变形,但没有出现泄漏和严重变形时,为4级;
(5) 内表面有严重腐蚀失光,或者有裂纹、龟裂、树脂粉化、纤维失强、溶胀、 磨损、机械接触损伤等,衬里层穿透,出现泄漏和严重变形时,为5级;
(6) 对于可拆卸和可更换的纤维增强塑料零部件在检验中发现腐蚀、磨损、破损 时,如果更换新件,则不影响安全状况等级评定。
8.6.5压力容器热塑性塑料衬里
热塑性塑料衬里的安全状况等级按照以下要求评定:
(1) 内表面光亮如新,没有腐蚀失光、变色、老化开裂、渗漏,无磨损、机械接 触损伤,无裂纹和鼓包,连接部位没有开裂、拉脱现象,附件完好,衬里层与金属 基体没有分层时,为1级;
(2) 内表面有轻微的腐蚀失光、变色现象,或者磨损、机械接触损伤现象,无裂 纹、老化开裂、渗漏和鼓包,连接部位没有开裂、拉脱现象,附件完好,衬里层与 金属基体没有明显分层时,为2级;
(3) 压力容器塑料衬里经过局部修复时,为3级;
(4) 内表面有严重腐蚀、磨损、裂纹、老化开裂、机械接触损伤等,塑料衬里经 5kV直流高电压检测通过时,为4级;不通过时,为5级。
8. 6. 6耐压试验
属于压力容器本身原因,导致耐压试验不合格的,可以定为5级。
8.7定期检验结论及报告
8. 7. 1检验结论
8. 7. 1. 1金属压力容器检验结论
综合评定安全状况等级为1级至3级的金属压力容器,检验结论为符合要求,可 以继续使用;安全状况等级为4级的,检验结论为基本符合要求,有条件的监控使 用;安全状况等级为5级的,检验结论为不符合要求,不得继续使用。
8. 7. 1.2非金属压力容器检验结论
综合评定安全状况等级为1、2级的非金属压力容器,检验结论为符合要求,可 以继续使用;安全状况等级为3、4级的,检验结论为基本符合要求,有条件的监控 使用,安全状况等级为4级的,如果是腐蚀原因造成,则不能继续在当前介质下使 用;安全状况等级为5级的,检验结论为不符合要求,不得继续使用。
8. 7. 2检验报告
检验机构应当保证检验工作质量,检验时必须有记录,检验后出具报告,报告 的格式应当符合本规程附件J的要求(单项检验报告的格式由检验机构在其质量管理 体系文件中规定)。检验记录应当详尽、真实、准确,检验记录记载的信息量不得少 —90 —
于检验报告的信息量。检验机构应当妥善保管检验记录和报告,保存期至少6年并 且不少于该台压力容器的下次检验周期。
检验报告的出具应当符合以下要求:
(1) 检验工作结束后,检验机构一般在30个工作日内出具报告,交付使用单位 存入压力容器技术档案;■
(2) 压力容器定期检验结论报告应当有编制、审核、批准三级人员签字,批准人 员为检验机构的技术负责人或者其授权签字人;
(3) 因设备使用需要,检验人员可以在报告出具前,先出具《特种设备定期检验 意见通知书(1)》(见附件K),将检验初步结论书面通知使用单位,检验人员对检验 意见的正确性负责;
(4) 检验发现设备存在需要处理的缺陷,由使用单位负责进行处理,检验机构可 以利用《特种设备定期检验意见通知书(2)》(见附件K)将缺陷情况通知使用单位, 处理完成并且经过检验机构确认后,再岀具检验报告;使用单位在约定的时间内未 能完成缺陷处理工作的,检验机构可以按照实际检验情况先行出具检验报告,处理 完成并且经过检验机构确认后再次出具报告(替换原检验报告);经检验发现严重事 故隐患,检验机构应当使用《特种设备检验意见通知书(2)》将情况及时告知使用登 记机关。
8.7.3检验信息管理 ,
(1) 使用单位、检验机构应当严格执行本规程的规定,做好压力容器的定期检验 工作,并且按照特种设备信息化工作规定,及时将所要求的检验更新数据上传至特 种设备使用登记和检验信息系统;
(2) 检验机构应当按照规定将检验结果汇总上报使用登记机关。
8. 7.4检验案例
凡在定期检验过程中,发现压力容器存在影响安全的缺陷或者损坏,需要重大 修理或者不允许使用的,检验机构按照有关规定逐台填写检验案例,并且及时上 报、归档。
8.7.5检验标志
检验结论意见为符合要求或者基本符合要求时,检验机构应当按规定出具检验 标志。
8. 8小型制冷装置中压力容器定期检验专项要求
8.8.1适用范围
本专项要求适用于以氨为制冷剂,单台贮氨器容积不大于Sn?并且总容积不大 于IOm3的小型制冷装置中压力容器的定期检验。采用其他制冷剂的小型制冷装置中
压力容器定期检验,应当考虑制冷剂的特性,参照本专项要求执行。
小型制冷装置中压力容器主要包括冷凝器、贮氨器、低压循环贮氨器、液氨分 离器、中间冷却器、集油器、油分离器等。
8. 8. 2检验前的准备工作
使用单位除参照本规程8.2的有关要求准备外,还应当提交液氨充装时间及液氨 成分检验记录,进行现场环境氨浓度检测,确保现场环境氨浓度不得超过国家相应 标准允许值。 j⅛
8.8. 3检验项目和方法
小型制冷装置中压力容器的,定期检验可以養絮跷不停机的状态下进行。检验项 
 目包括资料审查、宏观检矇:液嬴成分检验、壁厚测宠、高压侧压力容器的外表面 无损检测。必要时还应学该 藏缺陷检测、材料分H员
目包括资料审查、宏观检矇:液嬴成分检验、壁厚测宠、高压侧压力容器的外表面 无损检测。必要时还应学该 藏缺陷检测、材料分H员
8. 8.3.1资料审亳S
除按照本规程822,蠅
验记录。 'IiJi ⅛
8. 8. 3. 2 宏观⅛∣!验 ⅛
⑴首次全面检骂炉圈当
强、焊缝布置等)是嬲辭饋号
/一 L木 ⅞¾s履
行复査; ≡告
(2) 检验铭牌、标志钢M崔
(3) 检验隔热层是否有履
(4) 检验高压侧压爽:.
陷;
(5) 用酚猷试纸检测工傕
漏; ,繆穹…
(6) 必要时在停水状态下对的角接接头部位进行腐蚀、渗漏 检验;
(7) 检验紧固件是否齐全、牢固,表面锈蚀程度;
(8) 检验支承或者支座的下沉、倾斜、基础开裂情况。
8. 8. 3. 3液氨成分检验
审查使用单位的液氨成分检验记录是否符合NB/T 47012《制冷装置用压力容器》 的要求,成分不符合要求的,应当按照本规程883.5.2、8.8.3.5.3的规定进行检测。
8. 8.3.4壁厚测定
按照本规程8.3.5的有关要求,选择有代表性的部位进行壁厚测定,并且保证足

压侧生孑筍鬱的外表嶙损检测、声发射检测、埋 砒!欧疽等检验项i O
ι⅛^∣≡ι⅛≡≡>⅛⅛i⅛装时间及液氨成分检
&I
IIllIlIiliIIIIiIIIIilIIllH
''ι∣N∣ι∣ι∣∣∣

廖KSM U":芸,W ' IiillI!聊IlliilIl
i检紺构:(如筒体与连接、开孔部位及补 关行物能发生变化的内容进

跆斜
接规定;
書讓穿辭现案,表商額漆是否完好;

i≡⅛⅛::腐蚀孩廠形、机械接触损伤等缺

态下压力容器的焊缝妒接管等各连接处是否存在渗

够的测点数。
8.8.3.5无损检测
8. 8. 3. 5.1高压侧压力容器表面无损检测
高压侧压力容器应当进行外表面无损检测抽査,对应力集中部位、变形部位、 有怀疑的焊接接头、补焊区、工卡具焊迹、电弧损伤处和易产生裂纹部位应当重点 检测。
8. 8. 3.5. 2低压侧压力容器声发射缨或者表面无损检测
低压侧压方容器有下列情况之…的:重i进行声发射检测或者外表面无损检测
-----ɪ'- ∙√: -
抽查:
(3)宏观检验有异常,
(1)使用达到设计使用年K
(2)液氨成分分析不符/
47012要求的;
8. 8. 3.5.3 超声检/ 窟:F旨""二
有下列情况之一的,;囈歯爐集网翁篷應行埋藏對險险测,必要时进行开 罐检测: J
缺藤呻答器,滋/需要进行焊缝埋藏
ιi< , |
宀;「L Si,⅛⅛hi∣lj
⅛⅛∕NB∕T⅛70.12 車莱的;
京懿*■尹 i*y;技d,"「 m*κ惴:同
⑴宏观检验或聲
缺陷检测的;
8.8.3.6材料分机
l≡蟲簫IS低压,掀压力容器,也可以按照
主要受压元件材质刁
Q235A进行强度校核。
8.8.3. 7强度校核
有下列情况之一的,应当进行强度校核:
(1) 均匀腐蚀深度超过腐蚀裕量的'
(2) 检验人员对强度有怀疑的。
8. 8. 3. 8安全附件检验
安全附件检验按照本规程8.3.12规定进行。
8. 8. 3. 9耐压试验
需要进行耐压试验的,按照本规程8.3.13规定进行。
8. 8. 4安全状况等级评定与检验周期
8.8.4. 1安全状况等级评定
根据检验结果,按照本规程8.5的有关规定进行安全状况等级评定。需要改造、 修理的压力容器,按照改造、修理后的复检结果进行安全状况等级评定。
安全附件不合格的压力容器不允许投入使用。
8. 8. 4. 2检验周期
(1) 安全状况等级为1级至3级的,检验结论为符合要求,可以继续使用,一般 每3年进行一次定期检验;
(2) 安全状况等级为4级的,检验结论为基本符合要求,应当监控使用,其检验 周期由检验机构确定,累计监控使用时间不得超过3年,在监控使用期满前,使用 单位应当对缺陷进行处理,否则不得继续使用;
(3) 安全状况等级为5级的,检验结论为不符合要求,应当对缺陷进行处理,否 则不得继续使用。
8.9合于使用评价
监控使用期满的压力容器,或者定期检验发现严重缺陷可能导致停止使用的压 力容器,应当对缺陷进行处理。缺陷处理的方式包括釆用修理的方法消除缺陷或者 进行合于使用评价。
合于使用评价工作应当符合以下要求:
(1) 承担压力容器合于使用评价的检验机构应当经过核准,具有相应的检验资质 并且具备相应的专业评价人员和检验能力,具有评价经验,参加相关标准的制修订 工作,具备材料断裂性能数据测试能力、结构应力数值分析能力以及相应损伤模式 的试验测试能力;
(2) 压力容器使用单位应当向具有评价能力的检验机构提出进行合于使用评价的 申请,同时将需评价的压力容器基本情况书面告知使用登记机关;
⑶压力容器的合于使用评价参照GB/T 19624《在用含缺陷压力容器安全评定》 等相应标准的要求进行,承担压力容器合于使用评价的检验机构,根据缺陷的性 质、缺陷产生的原因,以及缺陷的发展预测在评价报告中给出明确的评价结论,说 明缺陷对压力容器安全使用的影响;
(4) 压力容器合于使用评价报告,由具有相应经验的评价人员出具,并且经过检 验机构法定代表人或者技术负责人批准,承担压力容器合于使用评价的检验机构对 合于使用评价结论的正确性负责;
(5) 负责压力容器定期检验的检验机构根据合于使用评价报告的结论和其他检验 项目的检验结果出具检验报告,确定压力容器的安全状况等级、允许运行参数和下 次检验日期;
(6) 使用单位将压力容器合于使用评价的结论报使用登记机关备案,并且严格按 照检验报告的要求控制压力容器的运行参数,落实监控和防范措施,加强年度检查。
8. 10基于风险的检验(RBD
8. 10. 1应用条件
申请应用基于风险的检验的压力容器使用单位应当经上级主管单位或者第三方 机构(应当具有专业性、非营利性特点并且与申请单位、检验机构无利害关系的全国 性社会组织)进行压力容器使用单位安全管理评价,证明其符合以下条件•.
(1) 具有完善的管理体系和较高的管理水平;
(2) 建立健丰应对各种突发事件的应急专项预案,并且定期进行演练;
(3) 压力容藉、'压力管道等设备运行良好,能够按照有关规定进行检验和维护;
(4) 生产装置及其重要设备资料齐全、完整;
(5) 工艺操作稳定;
(6) 生产装置采用数字集散控制系统,并且有可靠的安全联锁保护系统。
8. 10.2 RBl的实施
(1) 承担RBI的检验机构须经过国家质检总局核准,取得基于风险的检验资质; 从事RBl的人员应当经过相应的培训,熟悉RBI的有关国家标准和专用分析软件;
(2) 压力容器使用单位应当向检验机构提出RBl的书面申请并且提交其通过安全 管理评价的各项资料,并且告知使用登记机关,RBl检验机构应当对收到的申请资 料进行审查;
(3) 承担RBl的检验机构;应当根据设备状况、失效模式、失效后果、管理情况 等评估装置和压力容器的风险,依据风险可接受程度,按照RBI的有关国家标准进 行风险评估,提出检验策略(包括检验时间、检验内容和检验方法);
(4) 应用RBl的压力容器,使用单位应当根据所提出的检验策略制定具体的检验 计划,,承担RBI的检验机构依据其检验策略制定具体的检验方案并且实施检验,出 具RBI报告;
(5) 对于装置运行期间风险位于可接受水平之上的压力容器,应当采用在线检验 等方法降低其风险;
(6) 应用RBI的压力容器使用单位,应当将RBl结论报使用登记机关备案,使用 单位应当落实保证压力容器安全运行的各项措施,承担安全使用主体责任。
8. 10.3检验周期的确定
实施RBI的压力容器,可以采用以下方法确定其检验周期:
(1) 参照本规程8.1.6.1的规定确定压力容器的检验周期,根据压力容器风险水平 延长或者缩短检验周期,但最长不得超过9年;
(2) 以压力容器的剩余使用年限为依据,检验周期最长不得超过压力容器剩余使 用年限的一半,并且不得超过9年。
9. 1安全附件
9安全附件及仪表
9. 1. 1通用要求
(1) 制造安全阀、爆破片装置的单位应当持有相应的特种设备制造许可证;
(2) 安全阀、爆破片、紧急切断阀型式试验的安全附件,应当经过国家质 检总局核准的型式试验机构进行型禽取得型式试验证明文件;


(3) 安全附件的设计、制造,应当符合相关安全技术规范的规定;


(4) 安全附件出厂时应咨随带产品质量证明文件,'舞且在产品上装设牢固的金属 铭牌;
(5) 安全附件实行定期嶼制
9.1.2超压泄放装疊
⑴本规程适用薄⅛t嗣
源来自压力容器外≡j≡⅛te到
定,凡串联在组合纟兩室中瓣破时不允许产生碎⅛';""'',
⑶易爆介质或i≡⅛⅛⅛⅛∣g≠.,w度或者中虔危害介质的压力容器,应 当在安全阀或者爆破代的尊勘口剧城介质引至安全地点,并且进行妥
III;
赢H安W附件的定期检韻率照本规程与相关安全技
全H
⅞≡
;'应当根据设计要求缨超压泄放装置,压力
發制时,超压泄放装着苛以不直接安装在压力
J / ∣<∣√J
潍拘时,应当符合压買等器产品标准的有关规

善处理,毒性介质不得其倒
(4) 压力容器设计压兎低于局源压力时,在通向度⅛容器进口的管道上应当装 
 设减压阀,如因介质条件波压阀如法保证可靠工作曰飒 可用调节阀代替减压阀,在
设减压阀,如因介质条件波压阀如法保证可靠工作曰飒 可用调节阀代替减压阀,在  减压阀或者调节阀的低压侧,应当裝设安全阀和压力表;
减压阀或者调节阀的低压侧,应当裝设安全阀和压力表;
(5) 使用单位应当保证压力按照设计要求装设了超压泄放装置。
9.1.3超压泄放装置的安装要求-
(1)超压泄放装置应当安装在压力容器液面以上的气相空间部分,或者安装在与

压力容器气相空间相连的管道上;安全阀应铅直安装;
(2) 压力容器与超压泄放装置之间的连接管和管件的通孔,其截面积不得小于超 压泄放装置的进口截面积,其接管应当尽量短而直;
(3) 压力容器一个连接口上安装两个或者两个以上的超压泄放装置时,则该连接 口入口的截面积,应当至少等于这些超压泄放装置的进口截面积总和;
(4) 超压泄放装置与压力容器之间一般不宜安装截止阀门;为实现安全阀的在线
校验,可在安全阀与压力容器之间安装爆破片装置;对于盛装毒性危害程度为极 度、高度、中度危害介质,易爆介质,腐蚀、粘性介质或者贵重介质的压力容器, 为便于安全阀的清洗与更换,经过使用单位安全管理负责人批准,并且制定可靠的 防范措施,方可在超压泄放装置与压力容器之间安装截止阀门,压力容器正常运行 期间截止阀门必须保证全开(加铅封或者锁定),截止阀门的结构和通径不得妨碍超 压泄放装置的安全泄放; .点二聂'
(5) 新安全阀应当校验合格后才
9.1.4安全阀、爆破片, f=*密…
9.1.4.1安全阀、爆敏片的排放能力
安全阀、爆破片的排放熊观,应当大于或者等于压黑容器的安全泄放量。排放  W计算,必要时%应当进行试验验证。对 混合介质的压力房器,设计爆破片装置时
W计算,必要时%应当进行试验验证。对 混合介质的压力房器,设计爆破片装置时

能力和安全泄放量按照梱


于充装处于饱和状态或著晶
应当计算泄放口径,确保巻
9. 1.4.2 安全f⅛B⅛≡力 W: ?
艇惴临二i J................. 7"•"螺
安全阀的整定虚齢履木大于该m力容器的设计压力。⅛g计图样或者铭牌上标 注有最高允许工作争物!勺圄4可 ...................i...............
9. 1.4. 3 爆破
压力容器上装<⅛⅛i⅛置阙!爆被片的设计爆破压力捻般不大于该容器的设 计压力,并且爆破片的驀厲破博林得小于该容器的工控压力。当设计图样或者 铭牌上标注有最高允许工街二骚娉片的设计爆破压力不得大于压力容器的最 高允许工作压力。 '∖l l'⅛j Z
9. 1.4.4安全阀的豔gλ _
杠杆式安全阀应当有%重擁自由移动的装置和限制杠杆越出的导架,弹簧式 
 安全阀应当有防止随便拧动i⅛聲嫌丁的铅封装式安全阀应当有防止重片飞 脱的装置。 '
安全阀应当有防止随便拧动i⅛聲嫌丁的铅封装式安全阀应当有防止重片飞 脱的装置。 '
9. 1.4. 5安全阀的校验单位 ;
安全阀校验单位应当具有与校验工作相适应的校验技术人员、校验装置、仪器 和场地,并且建立必要的规章制度。校验人员应当取得安全阀校验人员资格。校验 合格后,校验单位应当出具校验报告并且对校验合格的安全阀加装铅封。
采用砍声'允许工作压力确磧*全阀的整定压力。
∣∣∣∣∣!IIIIIIIIIIiiLiIII
l ImImnl
IliliIlIII'∣∣∣∣∣i∣l∣,1"111

9.2仪表
9. 2. 1压力表
9. 2. 1. 1压力表选用
(1)选用的压力表,应当与压力容器内的介质相适应;
(2) 设计压力小于1.6MPa压力容器使用的压力表的精度不得低于2.5级,设计压 力大于或者等于1∙6MPa压力容器使用的压力表的精度不得低于1.6级;
(3) 压力表表盘刻度极限值应当为工作压力的1.5倍~ 3.0倍。
9.2. 1.2压力表检定
压力表的检定和维护应当符合国家计量部门的有关规定,压力表安装前应当进 行检定,在刻度盘上应当划出指示工作压力的红线,注明下次检定日期。压力表检 定后应当加铅封O
9. 2. 1.3压力表安装
(1) 安装位置应当便于操作人员观察和清洗,并且应当避免受到辐射热、冻结或 者震动等不利影响;
(2) 压力表与压力容器之间,应当装设三通旋塞或者针形阀(三通旋塞或者针形 阀上应当有开启标记和锁紧装置),并且不得连接其他用途的任何配件或者接管;
(3) 用于蒸汽介质的压力表,在压力表与压力容器之间应当装有存水弯管;
(4) 用于具有腐蚀性或者高粘度介质的压力表,在压力表与压力容器之间应当安 装能隔离介质的缓冲装置。
9. 2. 2液位计
9. 2. 2. 1液位计通用要求
压力容器用液位计应当符合以下要求:
(1) 根据压力容器的介质、设计压力(或者最高允许工作压力)和设计温度选用;
(2) 在安装使用前,设计压力小于IOMPa的压力容器用液位计,以1.5倍的液位 计公称压力进行液压试验;设计压力大于或者等于IOMPa的压力容器用液位计,以 1.25倍的液位计公称压力进行液压试验;
(3) 储存0”C以下介质的压力容器,选用防霜液位计;
(4) 寒冷地区室外使用的液位计,选用夹套型或者保温型结构的液位计;
(5) 用于易爆、毒性危害程度为极度或者高度危害介质以及液化气体压力容器上 的液位计,有防止泄漏的保护装置;
(6) 要求液面指示平稳的,不允许采用浮子(标)式液位计。
9. 2. 2. 2液位计安装
液位计应当安装在便于观察的位置,否则应当增加其他辅助设施。大型压力容 器还应当有集中控制的设施和警报装置。液位计上最高和最低安全液位,应当作出 明显的标志。
9. 2. 3壁温测试仪表
需要控制壁温的压力容器,应当装设测试壁温的测温仪表(或者温度计)。测温 仪表应当定期校准。
10. i解释权限
本规程由国家质检总局负责解释。
10. 2施行时间
本规程自2616年10月1日起施行。2004年6月28日国家质检总局2004年第 79号公告颁布的《非金属压力容器安全技术监察规程》(TSG ROOOI—2004) ʌ 2005 年11月8日国家质检总局2005年第160号公告颁布的《超高压容器安全技术监察规 程》(TSG R0002—2005)、2007年1月24日国家质检总局2007年第18号公告颁布 的《简单压力容器安全技术监察规程》(TSGRO003—2007)、2009年8月31日国家 质检总局2009年第83号公告颁布的《固定式压力容器安全技术监察规程》(TSG R0004—2009)及其2010年第1号修改单同时废止。固定式压力容器的定期检验、监 督检验不再执行2013年1月16日国家质检总局2013年第10号公告颁布的《压力容 器定期检验规则》(TSG R7001—2013)、2013年12月31日国家质检总局2013年第 191号公告颁布的《压力容器监督检验规则》(TSG R7004—2013)o
附件A
固定式压力容器分类
AI压力容器分类
AI. 1介质分组

(1) 第一组介质,毒性危^^^^极度、髙艮∕1⅜的化学介质,易爆介质,液化
气体; '
(2) 第二组介质,除
A1.2介质危害性
介质危害性指压力符敏 炸或者因经常泄漏引麒Ifbe⅞慢t 险程度表示。
AI-2-1毒性並句 综合考虑急性制!b曇髙容
Ii∣mmNIlllIllllllllll N 高容许浓度小于O. InJgg3-Qw度 危害介质最高容许浓度i.o⅛ ι S 等于 10.0mg∕m3 O
A1.2.2易爆介应\
指气体或者液体的潔 小于10%,或者爆炸上限
A1.2. 3介质毒性危害穢
按照HG 20660—2000《压
定。HG 20660没有规定的,由压 毒物危害程度分级》的原则,确定介质组別O
3
炸
斗蔽致辰*质熬体大量接触,发生爆 盧館杪重程度代而介籲性危害程度和爆炸危 F「---* 汪
II!IlIIlllI帆 L
仙只血性慢S浦害疆矗,极度危害介质最
, ,心紹二," ItllIIllllllI∣!M
高容许l≡0Λ∏β3 ~ LOmg∕m3;中度
Wzm3;轻度危害介虛最高容许浓度大于或者 M`
绶歸形箴箭攥:源合物,并且其爆炸下限  勺差值大于或者等芽20%的介质。
勺差值大于或者等芽20%的介质。
炸危险程度的
危害和爆炸危险程度分类》确 鱸参照GBZ 230—2010《职业性接触
A1.3压力容器分类方法
A1.3. 1 基本划分
压力容器的分类应当根据介质特征,按照以下要求选择分类图,再根据设计压
力p (单位MPa)和容积凤单位π?),标出坐标点,确定压力容器类别:
(1) 第一组介质,压力容器分类见图A-I ;
(2) 第二组介质,压力容器分类见图A-2。
—IOO

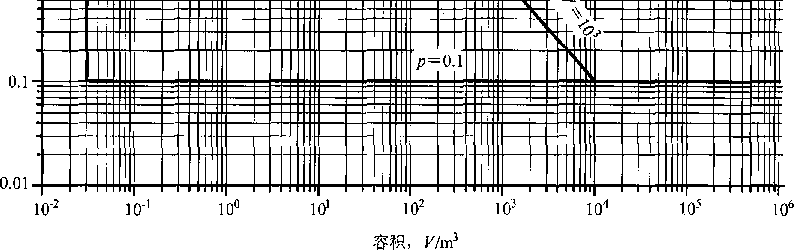
图A-1压力容器分类图一一第一组介质

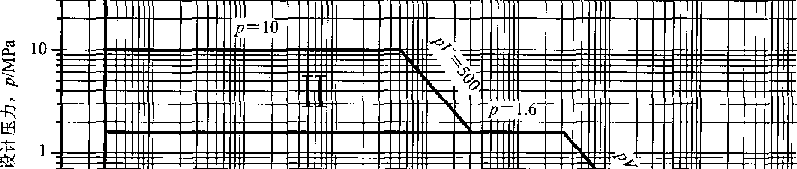
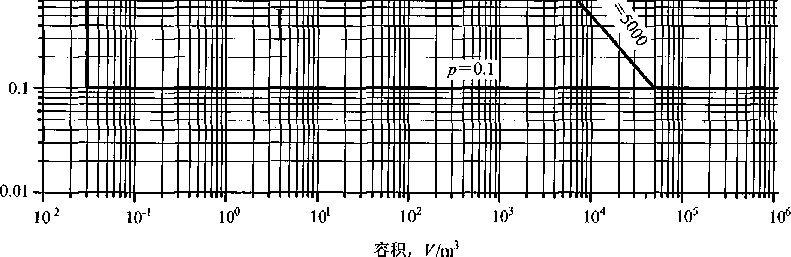
图A-2压力容器分类图一一第二组介质
A1.3.2多腔压力容器分类
多腔压力容器(如热交换器的管程和壳程、夹套压力容器等)应当分别对各压力 腔进行分类,划分时设计压力取本压力腔的设计压力,容积取本压力腔的几何容 积;以各压力腔的最高类别作为该多腔压力容器的类别并且按照该类别进行使用管 ≡,但是应当按照每个压力腔各自的类别分别提出设计、制造技术要求。
A1.3.3同腔多种介质压力容器分类
一个压力腔内有多种介质时,按照组别高的介质分类。
A1.3.4介质含量极小的压力容器分类
当某一危害性物质在介质中含量极小时,应当根据其危害程度及其含量综合考 虑,按照压力容器设计单位确定的介质组别分类。
A1.3.5特殊情况的分类
(1) 坐标点位于图A-I或者图A-2的分类线上时,按照较高的类别划分;
(2) 简单压力容器统一划分为第I类压力容器。
A2特定形式的压力容器
A2. 1非焊接瓶式容器
采用高强度无缝钢管(公称直径大于50Omm)旋压而成的压力容器。
A2.2储气井
竖向置于地下用于储存压缩气体的井式管状设备。
A2.3简单压力容器(注A)
同时满足以下条件的压力容器称为简单压力容器:
(1) 压力容器由筒体和平盖、凸形封头(不包括球冠形封头),或者由两个凸形封 头组成;
(2) 筒体、封头和接管等主要受压元件的材料为碳素钢、奥氏体不锈钢或者
Q345R;
(3) 设计压力小于或者等于1.6MPa;
(4) 容积小于或者等于Im3;
(5) 工作压力与容积的乘积小于或者等于lMPa∙m3;
(6) 介质为空气、氮气、二氧化碳、惰性气体、医用蒸馅水蒸发而成的蒸汽或者 上述气(汽)体的混和气体;允许介质中含有不足以改变介质特性的油等成分,并且 不影响介质与材料的相容性;
(7) 设计温度大于或者等于-20OCt最高工作温度小于或者等于150°C;
(8)非直接受火焰加热的焊接压力容器(当内直径小于或者等于55Omm时允许采 用平盖螺栓连接)O
危险化学品包装物、灭火器、快开门式压力容器不在简单压力容器范围内。
注A:简单压力容器一般组批生产。如果数量较少不进行组批生产时,应当按照GB 150设 计制造(不需进行型式试验),按照本规程7.1.11进行使用管理。
A3压力等级划分
压力容器的设计压力(P)划分为低压、中压、高压和超高压四个压力等级:
⑴低压(代号 L), 0.1MPaWP < 1.6MPa;
⑵中压(代号 M), 1.6MPa≤^< 10.0MPa;
(3)高压(代号 H), 10.0MPa ≤^< 100.0MPa ;
⑷超高压(代号U), Pmloo.0MPa。
A4用途划分
压力容器按照在生产工艺过程中的作用原理,划分为反应压力容器、换热压力 容器、分离压力容器、储存压力容器。具体划分如下:
(1) 反应压力容器(代号R),主要是用于完成介质的物理、化学反应的压力容 器,例如各种反应器、反应釜:聚合釜、合成塔、变换炉、煤气发生炉等;
(2) 换热压力容器(代号E),主要是用于完成介质的热量交换的压力容器,例如 各种热交换器、冷却器、冷凝器、蒸发器等;
(3) 分离压力容器(代号S),主要是用于完成介质的流体压力平衡缓冲和气体净 化分离的压力容器,例如各种分离器、过滤器、集油器、洗涤器、吸收塔、铜洗 塔、干燥塔、汽提塔、分汽缸、除氧器等;
(4) 储存压力容器(代号C,其中球罐代号B),主要是用于储存或者盛装气体、 液体、液化气体等介质的压力容器,例如各种型式的储罐。
在一种压力容器中,如同时具备两个以上的工艺作用原理时,应当按照工艺过 程中的主要作用来划分。
压力容器产品合格证
编号:
产品编号
产品图号
謚j造许可证编号
设计单位
-~设计单位 统一社会信用代码
设计日期
制造单位
-^制造单位 统一社会信用代码
产品名称
!∣!IIii
⅛f⅞ai<'pr.甘 Iq IllilllIin!'
≡J⅛BiR∣∙,≡ IlliIiIIIlIg
年 月曰
本产品在制造WΦfφt质; (TSG 21-2016)及羸爾
⅛⅛⅛≡±φl ≡⅛⅛⅛⅛⅛⅜IW⅛^o
!樓全技术监察规程》
日期:
日期:
检验责任:β程顺(签章):
(产品质量检验专用章) 年 月曰
注:本合格证包括所附的压力容器产品数据表。
附表b
固定式压力容器产品数据表
编号:
|
产品名称 |
..._ |
设备品种 | |||||
|
产品标准 |
-.ʃ--ɔ.. √⅞⅞ |
-;产品编号 | |||||
|
设备代码~ |
/ ■ ■ - |
ʃ rZ" _ 二__ -z. √ /Λτrz^~ — |
⅞i⅜⅞⅞~ | ||||
|
容器容积__√ '⅜⅛⅛⅞ |
` \ ____⅛m |
容器高(长) |
__________IImI | ||||
|
筒体 / |
筒体 |
A |
必典 | ||||
|
(球壳)__ |
⅛/ . |
《球壳) |
ITln1\ |
谷器 t⅛ ∙⅛ |
kg | ||
|
% |
目車 | ||||||
|
材料 |
封头‘"展 |
L⅜⅛ |
当头 |
_ mm |
、 |
ɪ—I -≡=tL | |
|
-4-W |
衬里I ' 胃 |
J阳 |
⅛≡ |
__________ITmI |
1 | ||
|
~τ,,~¾ιt |
寸 ⅛∙⅛ |
——......... |
kσ | ||||
|
≠⅛⅛- _____ |
V‰^≡Γ f≡≡! |
7 |
、夹套 |
.mm |
雜质重量 | ||
|
J(H |
l,l' l∣∣h',∣ι | ||||||
|
壳程馨局 |
[壳程 |
______r |
成贏売程 |
_____MPa | |||
|
设计 |
管程:論°® |
a设计 |
.w⅛ |
___________°c |
MPa | ||
|
压力 |
夹套WE ¾ __id!⅜⅛W 嗚 |
;饕 |
吶套 |
°c |
Jltirl j^l⅛K!⅛ ⅜r⅛ 局』光售 |
MPa | |
|
士 HD人崖 1SJ知峋 冗程介质 異够 |
舍日介质 |
嶷介质 | |||||
|
结构 主体结构型式蘇;身 |
rʃ |
安装型式鉴 |
I (填立式、卧式) | ||||
|
型式 支座型式 弋' |
FE |
Sj W… - |
保温绝热方式Ir |
3侑填方式 |
、无划“一”) | ||
|
]—无损检测方b息 |
Tfc |
一L |
无损检测比例 |
___________% | |||
|
^^⅞⅞⅜⅛ |\ f |
一__ |
~⅜⅞¾⅞⅞Γ |
___________MPa | ||||
|
M 泄漏试验种类飞" |
~ʌ ,l⅜5⅛⅛⅛. * |
___________MPa | |||||
|
热处理种类 \ |
热处理就度 |
OC | |||||
|
附件与有关装置/ | |||||||
|
名称 |
!型项 |
二一 |
" 数量 |
___制造单位. | |||
|
-ɪʒ-- ⅞r | |||||||
|
__ | |||||||
|
____ ____ | |||||||
|
I _________________________________________________ | |||||||
|
制造监督检验机构 _________ | |||||||
|
监督 -ɪ ʌ 监督检验机构 | |||||||
|
I Λ y≠ A, ' ' 9--I L ''J f∙ PXtj. I -V 4¾ ⅛⅛ 赢统一社会信用代码 |
机构核准证编号 | ||||||
附件G
压力容器产品铭牌
(1)压力容器产品铭牌
监检标记
产品名称
产品编号
设计压力
设计温度
容积
制造许可 级别
MPa
制造许可 证编号
制造单位
设备代码
压力容器 类别
耐压试验 压力
可容器自重
mɜ]工作介质
铭牌的拓印件或者复印件存于压力容器产品质量证明文件中
(2)换热容器产品铭牌
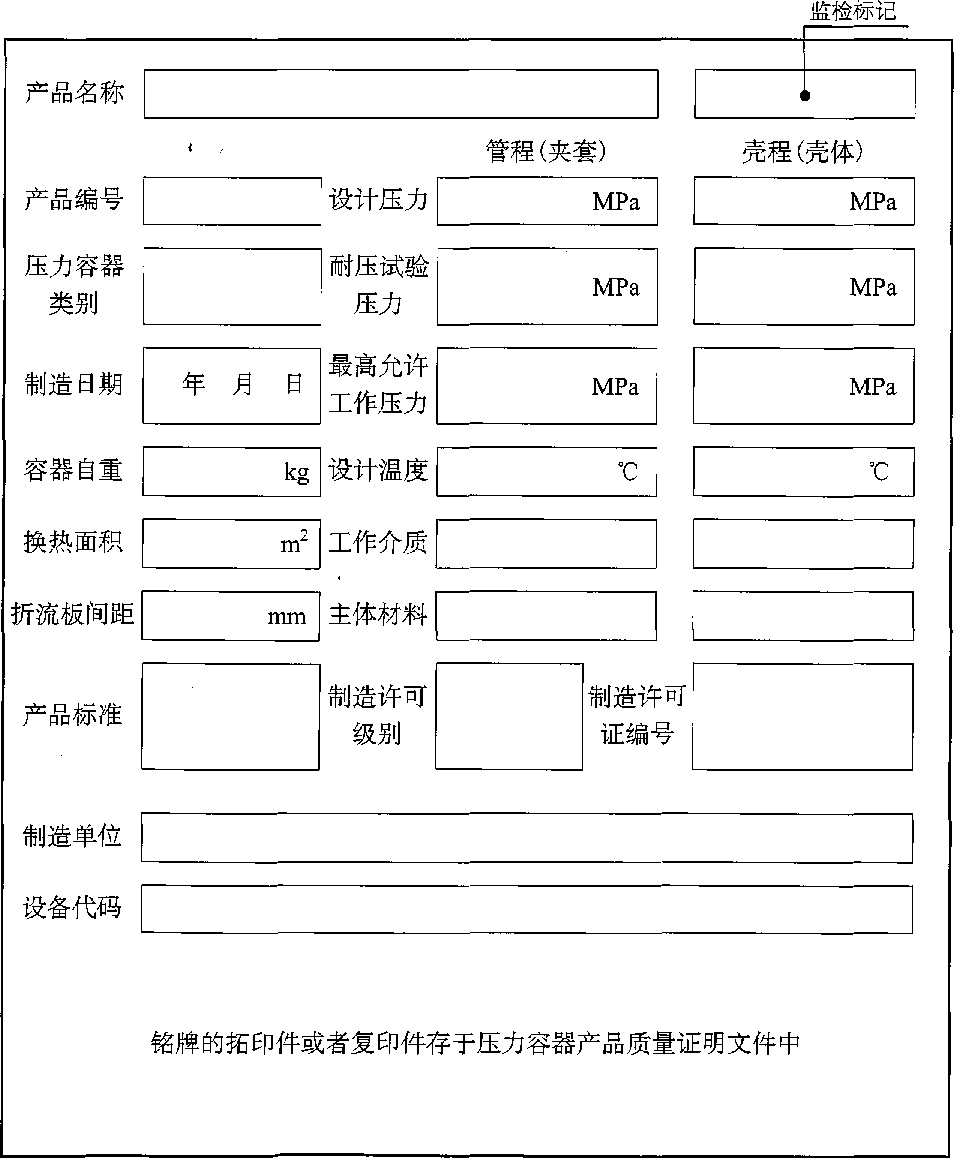
附件D
特种设备代码编号方法
DI编号基本方法
设备代码为设备的代号,必须具有爵性,由设备基本代码、制造单位代号、 制造年份、制造顺序号组成,中间不空寐-
/ - ------' Z
XX^X XX3<XX XXXX x⅛< /
造年份
.= ⅛- . : ■
⑴ /-jjɪ ............
Bgξ≡~k
!.il''''',',rlllll';Ml; 0f≡5j 淨福窩 no 编W■全&出'慚i & D2编冇含乂 !Jl M D2. 1设备基港儒輙讓
'1""I'm"i:i!Ai O 按照特种设备⅛⅛M ■费 “2150” 。 1 切
D2. 2制造单位代号⅛ \ • ©吧 由制造许可审批机翔 可证编号中的单位顺序号&位阿嘟数字)组成。如黑龙江某一压力容器制造单位, 
 由国家质检总局负责审批,其?Il造许可证编号为((TS^IO890—2015τ,,其中国家质 检总局行政区域代码用10表* ≡∣lξg⅛⅛/ 890,/则制造单位代号为“10890” ;
由国家质检总局负责审批,其?Il造许可证编号为((TS^IO890—2015τ,,其中国家质 检总局行政区域代码用10表* ≡∣lξg⅛⅛/ 890,/则制造单位代号为“10890” ;
如由黑龙江质量技术监督局负责审⅛Γ^⅛W⅛证编号为“TS2223010—2015”, 其中黑龙江行政区域代码用23表位顺序号为10,则制造单位代号为
区域代码(2位阿拉•
IlliillilllilllIlli;
∣∣l∣l>llll?
Illi⅝ll∣l∣ii∣ii IllllllIlIIIlIlili;IIRl||| IllIlllIlllIlIIIlI顺 IIiIliIiIITw
I IIi伸:嗣 m,"I
'荷代码(4位阿拉伯数字&编写。如第二类容器为



“23010”
D2. 3制造年份
制造产品制造的年份(4位阿拉伯数字),如2015年制造的则为“2015” O
D2. 4制造顺序号
制造单位自行编排的产品顺序号(4位阿拉伯数字)。如2015年制造的某一品种 的压力容器的产品制造顺序号为98,则编为“0098” o
如果制造顺序号超过9999,可用拼音字母代替。如制造产品的某一品种的压力 容器的产品制造顺序号为IOOOo或者11000,则制造顺序号为AOOO或者B000,依此 类推。
特种设备监督检验联络单
编号:
(受检单位名称):
经监督检验,发现你单位在(填写产品名称、产品批号、编号或者位号)的(制造、改造、 重大修理)过程中,存在以下影响安全性能的问题,请于 年 月 日前将处理结果
报送监督检验机构:
|
问题和意见: |
监督检验人员: |
日期: |
|
受检单位接收人: |
日期: | |
|
处理结果: | ||
|
受检单位主管负责人: |
日期: |
(受检单位公章) 年 月 日 |
注:本联络单一式三份,一份监督检验机构存档,两份送受检单位,其中一份受检单位应
特种设备监督检验意见通知书
编号:
(受检单位名称):
经监督检验;发现你单位在(填写产品名称、产品批号、编号或者位号)的(制造、改造、 重大修理1过程中,存在以下影响安全性能的问题,请于 年 月 日前将处理结果报 送监督检验机构:
|
问题和意见: | ||
|
监督检验人员: |
日期: | |
|
监督检验机构技术负责人: |
日期: |
(监督检验机构检验专用章) 年 月 日 |
|
受检单位接收人: |
日期: | |
|
处理结果: | ||
|
受检单位主管负责人: |
日期: |
(受检单位公章) 年 月 日 |
注:本通知单一式四份,一份报所在地设区的市级特种设备安全监督管理部门或者省级特 种设备安全监督管理部门,一份监督检验机构存档,两份送受检单位,其中一份受检单位应当 在要求的日期内返回监督检验机构。
——Ill——
特种设备监督检验证书(样式)
特种设备制造监督检验证书 (塩够器)
|
制造单位 |
/ / C | |||||
|
制造许可级别 |
/>/ |
制造许可证扉寻 | ||||
|
设备类别 |
/W |
/产品名称\ | ||||
|
产品编号 |
⅞/ f |
L ,8 - ` |
I设备代码 | |||
|
设计单位J |
..... Sl ∖√'.—— 慾* _____ | |||||
|
设计许可证编号矣 |
"l'',ll 0 E |
■- |
产品图号ij |
j∣∣_____________________ | ||
|
设计日期^^m |
ill∣ ⅛ !应1 |
时月 |
日 |
■制造日期 |
p⅞ 年 月J "¾∣∣M '________________ | |
|
按照《中华人爲: 台压力容器产品经無 察规程》(TSG 21—2C 如下监督检验标志。' |
Il [8 普磨 ∣6⅛ V,客 |
扣 \\ |
灌L七 率备安全法》'《特种设备安{ ≡⅛,-安全性能符合《固j 噩发皿证书,并且在该畐 B⅛f.' / |
察条例》的规定,该 板表压力容器安全技术监 勣容器产品铭牌上打有 | ||
|
X |
ʌ |
)/ | ||||
|
\ \ 监督检验人员:- 审核」 批准: 监督检验机构: 监督检验机构核准证号: |
- |
日期: 日期: 日期: :监督检验机构检验专用章) 年 月 日 | ||||
注:本证书一式三份,一份监督检验机构存档,两份送制造单位,其中一份由制造单位随
制造单位
制造许可级别
设备类别
-^产品批号~~
喪福可证编号
设计日期
特种设备制造监督検验证书 (批量制造压力容器)
一夸制造许可证编号
M - `` '
固定式压力容壁
晝乡声品名称
==-∙√⅛ - _________
l'H'li∣l∣∣∣i∣lllllllllll∣∣ JilllIiIIlIIl-"
监督检验所抽的产品梁含: 本证书适用的产品编義:
礴
监督检验
审
员:
按照《中华人民共和
批压力容器产品经我机构讐批 符合《固定式压力容器奏翻术监 且在该批压力容器伊痈二打
illIfe■寫 ≡s*∣∣ =S t ⅛∣ ω
關!"!加得!|1
编号:
_」产品图言W一
~⅞⅞T"
I H ■ ■' ■ L
夕《特种设备安圣篮察条例》的规定,该 -罗品'的监督检验方法Ig施监督检验,安全性能 "HTSG 21-2016)求,特发此证书,并
苧检验标志。 U1 Il
IiIIiIIIIIlIIlIhIIIl!∣∣h∣
h∣∣ill∣∣lll∣l∣lllllllιl'll
.........................
(填写产品编最矿 (填写产品编号必’
日期:
年 月曰
核
日期:
批准: 日期:
|
监督检验机构: |
(监督检验机构检验专用章) 年 月 日 |
监督检验机构核准证号:
注:本证书一式三份,一份监督检验机构存档,两份送制造单位,其中一份由制造单位随
产品出厂资料交付。
特种设备改造与重大修理监督检验证书 (压力容器)
编号:
|
施工单位 | |||
|
许可证编号 |
施工类别 |
(改造、重大修理) | |
|
使用单位 | |||
|
设备使用地点 | |||
|
设备类别 |
固定式压力容器 |
使用登记证编号 | |
|
设备名称 | |||
|
竣工日期 |
年 月曰I |
产品图号 | |
|
改造与重大修理项目: | |||
|
按照《中华人民共和国特种设备安全法》《特种设备安全监察条例》的规定,该 台压力容器改造与重大修理经我机构实施监督检验,安全性能符合《固定式压力容器 安全技术监察规程》(TSG 21—2016)的要求,特发此证书。 监督检验人员: 日期: 审核: 日期: 批准.• 日期: 监督检验机构: (监督检验机构检验专用章) 年 月 日 监督检验机构核准证号: | |||
注:本证书一式三份,一份监督检验机构存档,两份送施工单位,其中一份由施工单位随 施工竣工资料交付。
特种设备制造监督检验证书 (压力容器受压元件、受压部件)
编号:
|
制造单位 | |||
|
产品名称(. |
产品羸(批)⅞~~ | ||
|
型式规格 |
材料 | ||
|
一成貳一 |
来料加工 |
-55□⅞ | |
|
制造日期 _ |
年有日 |
按照《中华人民共和国特种设备安全法》《特种设备安全监察条件》的规定,该(批) 压力容器受压元件(部件)经我机构实施监督检验,安全性能符合《固定式压力容器安全 技术监察规程》(TSG 21—2016)的要求,特发此证书,并且在该(批)压力容器元件(部 件)产品合格证上盖注如下监督检验标志。

|
监督检验人员: |
日期: |
|
审核: |
日期: |
|
批准: |
日期: |
|
监督检验机构: |
(监督检验机构检验专用章) 年 月 日 |
监督检验机构核准证号:
注:本证书一式三份,一份监督检验机构存档,两份送制造单位,其中一份由制造单位随 产品出厂资料交付。
进口特种设备安全性能监督检验证书
编号:
|
制造单位 | |||
|
制造许可级别 |
制造许可证编号 | ||
|
设备类别 |
固定式压力容格 |
蚤产品名称 ---- I | |
|
产品编(批)号 |
/ 一 L |
M产品睜 | |
|
使用单位 | |||
|
设备使用地点 |
∖i | ||
|
:制造日期 ’ |
\ 年 月曰 | ||

按照《中华人民急和IW种靴备安全法》《特种设备安全监察条例》的规定,该 台〈批)压力容器产咼鏡槻物实£源嘗检醴,安全性能符合《固定式压力容器安全技 IS呷 ⅛
r、I —1~>→ TLEi R Z 一 师IIIllIIIlII!局 、,t
术监察规程》(TSG ⅛2⅛φ的

IiulilI
牌上打有如下监督禪够崩。
监督检验机构;
核:
监督检验机构核准证号:
,并且在询’為1(批)压力容器产品铭
Iiillill∣∣!∣∣∣
IIIlilIllIi∣m∣IHlI
SS
日期:
日期:
日期:
(监督检验机构检验专用章) 年 月 日
注1:按批出具的监督检验证书,可将“产品编(批)号”改为“产品批号”;“设备代 码”改为“产品编号”,并且详细列出本批允许出厂的产品编号。
注2:本证书一式三份,一份监督检验机构存档,两份送制造单位,其中一份由制造单位 随产品出厂资料交付。
压力容器年度检查报告
设备名称 屜用登记证编号,
_______报告编号:
容器类别! -
使用单位名称 设备使用地点 安全管理人员 安全状况等级
检查
依据I《固定式压力容器•
问题 及其 处理
检查 结论
抻图或者附页)
||!蛔
l' ""I
⅛∣∣l∣lιl∣ιι∣iιι∣∣i∣
IIlillIil!IlllllllllIllhll
IIIillllIII................
*⅞≡
爛惆
说明
Vμ,,r :: .■ ■-- 防"I.-
》(TSG 21—201 板)
UMmLe S I独:耕:;
允许(监控滅用参数
(符合要求、基本符合 要求、不符合要求)
|
力 |
温度Γ |
°C | |
|
二忐J | |||
下次年度蟬
(监控运行需要解决的问题及完成期限)
|
检查: |
日期: |
|
审核: | |
|
一审浦: |
(检查单位检查专用章或者公章) 年 月 日
压力容器定期检验报告
报告编号:
|
设备名称 |
检验类别 |
(首次、定期检验) | ||||||
|
容囂奏則 |
设备代码一 | |||||||
|
单位内编号 |
使用登记证编喜~ | |||||||
|
___制造单位 | ||||||||
|
安装单位 | ||||||||
|
使用单位 | ||||||||
|
使用单位地址 | ||||||||
|
设备使用地点 | ||||||||
|
使用单位 统_社会信用代码 |
邮政编码 | |||||||
|
安全管理人员 |
联系电话一 | |||||||
|
设计使用年限 |
投入使用日旷 |
年 月 | ||||||
|
主体结构型式 |
运行状态一 | |||||||
|
性能 参救 |
容 积 |
顽 |
内 径一 |
mm | ||||
|
设计压力 |
MPa |
设计温度 |
υ | |||||
|
使用压力 |
MK |
使用温度一 |
tc | |||||
|
工作介质 | ||||||||
|
验据 ⅞i依 |
《固定式压力容器安全技术监察规程》(TSG 21—2016) | |||||||
|
题其理 问及处 |
[检验发现的缺陷位置、性质、程度及处理意见(必要时附图或者附页,也可以直接注明见 某单项报告)] | |||||||
|
验论 检结 |
压力容器的安全状况等级评定为-级 | |||||||
|
(符合要求、基本符合 要求、不符合要求) |
_________允许(监控)使用参数_________ | |||||||
|
压力 |
MPa |
温度 |
______________________°C | |||||
|
介质 | ||||||||
|
__________下次定期检验日期: 年 月___________ | ||||||||
|
说明 |
(包括变更情况) 一 | |||||||
|
检验人员: | ||||||||
|
编制: 日期:__________ |
检验机构核准证编号: (检验机构检验专用章或者公章) 年 月 日 | |||||||
|
审核: 日期: - | ||||||||
|
批准: 日期: 一 | ||||||||
压力容器定期检验报告附页
报告编号:
|
序号 |
______检验项目 |
检验结果 |
说 明 |
|
1 |
□压力容器资料审查 | ||
|
2 |
□宏观检验 | ||
|
3 |
口壁厚测定 | ||
|
4 |
口强度校核 . | ||
|
5 |
口射线检测 | ||
|
6 |
口超声检测 | ||
|
7 |
□衍射时差法(TOFD)超声检测 | ||
|
8 |
口磁粉检测__________ | ||
|
9 |
口渗透检测__________ | ||
|
10 |
口声发射检测 ,______ | ||
|
11 |
口材料成分分析_______ | ||
|
12 |
口硬度检测’__________ | ||
|
13 |
□金相分析__________ | ||
|
14 |
口安全附件检验_______ | ||
|
15 |
口耐压试验__________ | ||
|
16 |
口气密性试验________ | ||
|
17 |
口氨检漏试验________ | ||
|
18 |
口氮、卤素检漏试验______ | ||
|
________________________________________________._______ | |||
特种设备定期检验意见通知书⑴
编号:
|
使用单位 |
一匸一:… | ||
|
设备品种 (名称) |
设备代码或者 单位内编号 |
使用登%跡: ∙÷^=n=二 , 编号U= |
< 检验结论意见 |
|
/ __________________/_ | |||
|
7.- 八 ______________& |
,■ ξ | ||
|
/ 編 ______________________________________Ir . ,∙J"∙∖ |
■; √' ■: "ʌ^ | ||
|
/■ i---Q ■' ■' √-23 |
■ ■ - Z - ,-1 ■■, | ||
|
, : ;7 CD ___________^Ll | |||
|
JSnn "Y1 |
.■' | ||
|
t* 目 件俐I"!Iiw;iIl p:^l hil!Ilmi3 |
_______ - .ʃ'" ■ - •. < /■ . ■ . .■ ;" I / |
......: ~~ '"..................... '~ | |
|
":?I 国- ∣∣∣!i!!iikhL"" !■=-[ |
!■- ■ . ; Z ['厂'厂* |
• •• :, ■ I■: ■ ■ '∣∣lll∣i, "「 :•■ N輸蛔?________________________________ | |
|
i∣∣nh-H^lHI<i!iιi!ii ξ⅛j |
I , ■ ■■ ......... ■-; |
■ / "... i ........................... Z " . . !网叩*駕" | |
|
^^<D- |
vzz~o>7^ F-----——! | ||
|
有关情况说明: '-A ¾ ∖ W" | |||
|
检验人员: |
ŋ' 本通知用有如 |
3 // / 年 月/日止 | |
|
日期: |
(检验机构检验专用章) 年 月 日 | ||
|
使用单位代表: |
日期: | ||
注:本通知书只用于检验结论不存在问题,或者虽然存在问题但不需要使用单位回复意 见,是在检验报告出具前对检验结果岀具的有效结论意见,一式两份,检验机构、使用单位各 一份,本通知在有效期内有效。
——120 —
特种设备定期检验意见通知书(2)
编号:
_ (填写使用单位名称)___H
经检验,你单位 (填写设备种类芸套M(设备名称:
设备 品 种: _____________/ J 孕备代码:_ • .______________3 单位 内
编号:_________, 聊参/证编号: \ ),存在以下问题,请
于 年 月 日前将处碱泰报送我机构。
... - ,1. j.......∙ :- \........ ■ ■ . - X ■ ^ ^ "
问题和意见:
Ewq ⅛⅛[ t ■-...................... ...... ■ . ■- /
检验机构技术负责大⅛ \ ≡期:.*: ;:'(检验机构检验专用章)
"\ ■■■ #\ .如年 月曰
使用单位接收人:\ ¥丄 日期: 矿
处理结果:
使用单位安全管理负责人:
日期:
(使用单位公章或者专用章) 年 月 日
注:本通知书是作为检验中发现问题,需要使用单位进行处理而出具,一式三份,一份检 验机构存档,两份送使用单位,其中一份使用单位应当在要求的时间内返回检验机构。当发现 严重事故隐患时,可以增加一份报压力容器使用登记机关。
相关规章和规范历次制(修)订情况
1. 《压力容器安全监察规程》(国家劳动总局,[81]劳总锅字第7号,1981年5 月4日颁布,1982年4月1日起执行。
2. 《锅炉压力容器安全监察暂行条例》实施细则(劳动人事部,劳人锅〔1982〕6 号,1982年8月7日颁布试行)。
3. 《压力容器使用登记管理规则》(劳动部,劳锅字〔1989〕2号,1989年3月 22日颁布,颁布之日起施行,1994年5月1日废止)。
4. 《在用压力容器检验规程》(劳动部劳锅字〔1990 J 3号,1990年2月22日颁 发,颁发之日起施行,2004年9月23日作废)。
5. 《压力容器安全技术监察规程》(劳动部,劳锅字〔1990 J 8号,1990年5月 9日颁布,1991年1月1日起施行,2000年1月1日废止)。
6. 《压力容器产品安全质量监督检验规则》(劳动部,劳锅字( 1990 ɔl0号,1990 年8月2日颁布,1991年7月1日实施,2004年1月1日废止)。
7. 《压力容器使用登记管理规则》(劳动部劳部发〔1993〕442号,1993年12 月31日颁布,1994年5月1日起施行,2003年9月1日废止)。
8. 《压力容器安全技术监察规程》(国家质量技术监督局,质技监局锅发〔1999〕 154号,1999年6月25日颁布,2000年1月1日起执行,2009年12月1日有关固 定式压力容器的规定废止)O
9. 《锅炉压力容器制造监督管理办法》(国家质检总局,令第22号文件,2002 年7月12日发布,2003年1月1日起施行)。
10. ≪锅炉压力容器产品安全性能监督检验规则》(国家质检总局•,国质检锅 〔 2003〕194号,2003年7月1日颁布,2004年1月1日起实施)。
11. 《锅炉压力容器使用登记管理办法》(国家质检总局,国质检锅〔2003〕207 号,2003年7月14日发布,2003年9月1日起施行,有关压力容器的规定2013年 7月1日废止)。
12. 《压力容器定期检验规则》(TSG R7001—2004,国家质检总局公告2004年 第79号,2004年6月23日颁布,2004年9月23日起实施,2013年7月1日废止)。
(1) “《压力容器定期检验规则》(TSG R7001—2004第1号修改单”(国家质检 总局公告2005年第141号,2005年9月16日公告,修改内容自2005年9月16日 起实施);
(2) “《压力容器定期检验规则》(TSGR7001—2004)第2号修改单”(国家质检 —122 一
总局公告2006年第216号,2006年12月31日公告,修改内容自2007年2月1日 起施行);
(3) “《压力容器定期检验规则》(TSGR7001—2004)第3号修改单”(国家质检 总局公告2008年第16号,2008年12月21日公告,修改内容自2008年3月1日起 施行)O
13. 《非金属压力容器安全技术监察规程》(TSGRoOOl —2004,国家质检局公告 2004年第79号,2004年6月23日颁布,2004年9月23日起实施)。
14. 《超高压容器安全技术监察规程》(TSG R0002—2005 J国家质检总局公告 2005年第160号,2005年11月8日颁布,2006年1月1日起实施)。
15. 《简单压力容器安全技术监察规程》(TSGROOO3-2007,国家质检总局公告 2007年第18号,2007年1月24日颁布,2007年7月1日起实施)。
16. 《固定式压力容器安全技术监察规程》(TSGROOO4—2009,国家质检总局公 告2009年第83号,2009年8月31日颁布,2009年12月1日起施行)。
“《固定式压力容器安全技术监察规程XTSGROOO4-2009)第1号修改单”(国 家质检总局公告2010年第127号,2010年H月5日公告,修改内容自2010年12 月1日起施行,并且重新印制)。
17. 《压力容器使用管理规则》(TSG R5002—2013,国家质检总局公告2013年 第10号,2013年1月16日颁布,2013年7月1日起施行)。
18. 《压力容器定期检验规则》(TSG R7001—2013,国家质检总局公告2013年 第IO号,2013年1月16日颁布,2013年7月1日起施行)。
19. 《压力容器监督检验规则》(TSG R7004—2013,国家质检总局公告2013年 第191号,2013年12月31日颁布,2014年6月1日起施行)。
il-,ι
《固定式压力容器安全技术监察规程》 £麻%観够⅛⅛¾⅜*3'■窮垮•宣笔2号搓⅛⅛掀%'i⅛⅛⅛*3寿%,氏:礬备噜f "j⅛S⅛条必i'屏%4'*⅛⅛舞⅜*'双就专亲碧琴■$#:■泌'嚨寸笛9%»'花以免&必3旨:歩,技⅞⅛J检菴缶,&&今⅞⅝2%*蠢$蚤牝":支写:* 由総債*覊够褸S⅛¾5稀妙矗'W 翳⅞⅛∙贅⅛∙wi⅛W⅞⅛聽喙如舞逐魅礬厲⅛⅛κ⅛¾⅛鹭冨添"簫涇贏矗潺⅛村⅛獄繼謠 縁点編蟻⅛5譯*;应奁蠶海容顶宇越¾⅛瀆龄⅛⅛>%零當s⅛*κ就,編修觅危靈義W∙* 总?悪字涤融劈黄飛楹建號臨駕⅛⅛險篥寇摆螯當"疚贿.囂霊寐■嘉检恩銘感翥誇神簇巔繇哀威痞谨鮭穗裂餐鬟感钥袞盪警透海点癖就'航眼薮麻诲縮.嚣?演案魅廨編溪養濟笔55谚澳赛覚謁遂衣' 榜琢履春监驛#:*多聾験瞽梦学g⅛⅛尊騷膏蘇参險囈囑曷簟W審.也怒.燹・"点 噂嚓警落魁.ξ⅛⅛⅞嚨諭⅛∙M⅛¾皂¢5%饕暮爭罗癣嚨蠹欝翎 嬢喙卷錢蠡蟄4*谤盤⅛½⅛i唤,蜜⅛∙粉矗黄怒¾C专好
(TSG 21—2016)修订说荫
项∙
《固定式压力容器安全技术监察规程》
(TSG 21—2016)修订说明
【注意事项】
一、 在本说明中,按新版《固定式压力容器安全技术监察规程》(TSG 21-2016)(以下简探本规程)的条文顺序对规程修订内容加以简要介绍,说明的内容以技 术要求变化为主;对于文字上的修改,其目的都是为了使内容表达得更严谨、准确, 一般不涉及技术要求的变化,不再具体说明。
二、 在本说明中,常用安全技术规范简称如下:
TSGROOOI-2004《非金属压力容器安全技术监察规程》(简称原非金属规程)
TSGRoOo2-2005《超高压容器安全技术监察规程》(简称原超高压规程)
TSGRoOO3-2007《简单压力容器安全技术监察规程》(简称原简单容器规程)
TSG R0004—2009《固定式压力容器安全技术监察规程》(简称原固容规)
TSG R5002—2013《压力容器使用管理规则》(简称原使用管理规则)
TSG R7001—2013《压力容器定期检验规则》(简称原定检规)
TSGR7004-2013《压力容器监督检验规则》(简称原监检规)
三、 声明:《固定式压力容器安全技术监察规程》(TSG 21—2016)由国家质量 监督检验检疫总局负责解释。本说明由起草组编写,不属于官方解释,也不具备法律 效力,仅供读者参考。
【修订原则】
见本规程前言部分。
【结构层次】
一、 大的章节结构与原固容规基本一致,增加了监督检验一章,由原来的9章变 为10章;同时修改了部分章的名称,例如“安全附件”修改为“安全附件及仪表”; 原来的七个规范各有多个附件,本次修订将技术要求类的附件转化为正文内容(如专 项要求等),各种表格作为附件。
二、 材料、设计、制造、监督检验、定期检验等章的内容主要分三部分,即通用 要求、金属压力容器要求、非金属压力容器要求;原固容规的正文内容主要针对金属 压力容器,现在将非金属压力容器纳入,非常难以表述,所以彻底拆分,金属的与非 金属的分开表述,对所有压力容器均适用的规定统一表述在“通用要求”中。
三、技术要求分三个层次,即通用要求、金属或非金属压力容器要求、专项要求; 各层次的适用范围不同,“通用要求”适用于所有压力容器,“金属或非金属压力容 器要求”按材料大类分别适用于金属或者非金属压力容器,而“专项要求”仅适用于 特定的具体压力容器(例如超高压容器、简单压力容器、石墨容器等)。
对于一个具体的压力容器,原则上三个层次的技术要求均应当满足,但当不同层 次均包含相同技术内容时,各层次的优不同,“专项要求”具有最高优先权, 其次为“金属或非金属压力容器要求丈潭用要求”;即当不同层次均包含 相同技术内容时,应当执行導角售围函扃辱次的技术要求,例如三个层次 均包含某一相同技术内容,』当执行“专项要亲\
一般情况下,适用%§翌/的(T一级)层次的技棣求高于其上一级层次的要 求,但某些专项要求的级的规定(例讯耳单压力容器的专项要求 中存在低于通用要求求的内容),此时次行专项要求的相应内容 以体现相应产品的特礙⅛宫/ ,⅜⅛ ; ⅛⅛j∖
本章源于原固容飆脣{章戚。修改本规程的制隠:'依据为《中华人民共和
麒鹽雲舍蒔沪)土按眼新的特种设备界定范围和 '族系。
国特种设备安全法》cpψg⅛ { 目录,调整本规程的疯,藏\;
\< \ r Λ \
[1,1目的】 \ \ 7
修改本规程的依据为《特'种疽备卖金壑》那《贏设备安全监察条例》(以下简 称《条例》)。《特种设备安全法》'由民共和国第十二届全国人民代表大会常 务委员会第三次会议于2013年6月2厂,由中华人民共和国主席令第四号公布, 自2014年1月1日起施行。
《特种设备安全法》第八条规定:特种设备生产、经营、使用、检验、检测应当 遵守有关特种设备安全技术规范及相关标准。特种设备安全技术规范由国务院负责特 种设备安全监督管理的部门制定。
早在2003年《条例》颁布之时,国家质检总局特种设备安全监察局就启动了特 种设备法规标准体系建设工作。特种设备的法规标准体系由法律、法规、规章、安全
技术规范、技术标准五个层次构成,“以法律法规为依据、以安全技术规范为主要内 容、以技术标准为基础”是其建设原则。历经十多年的时间,在政府部门领导下,在 有关单位的支持下,在行业专家的共同努力下,已经构建成了一个法律法规规章基本 齐全、安全技术规范与技术标准基本配套完备的特种设备法规标准体系,在这个体系 中,现有安全技术规范120多个,技术标准上千项。
特种设备安全技术规范是指国家质检总局依据《特种设备安全法》《条例》所制 定并且颁布的技术规范,主要包括特种燮奏舍性能、能效指标以及相应的生产(包 括设计、制造、妾装、改造、修理七使用和检验、检测等活动的强制 性基本安全要求、节能要求、拔'术郡管理措福莓舌小安全技术规范是特种设备法规 标准体系的重要组成部分,葉作用鬼将特种设备有关條律、法规和规章的原则规定 
 具体化。《特种设备安全潛》鄢颁布,进二步明确了安饗术规范的法律地位,理顺 了与技术标准的相互关系
具体化。《特种设备安全潛》鄢颁布,进二步明确了安饗术规范的法律地位,理顺 了与技术标准的相互关系
为了保证《特种蔥傢 建设已成当务之急。2013 种设备检测研究院召⅛S⅛* I喩爛(Jm 建设工作。会议决定WH 种设备事故报告和4l8feM⅛定
罚规定》的修订;制剽 订程序导则》;二最, 比较零散的局面,确⅛⅛⅛
协调安全基本要求、 期开展医用氧舱、气瓶X固

法难⅛顺刊有鼓贯彻实施,加应特种设备法规标准体系  月動部.Hl彖质检总局特种设备安全监察局和中国特
月動部.Hl彖质检总局特种设备安全监察局和中国特  议,警*研究配合《特种设备安乡*》的法规标准体系 耳啓》的制定;启动《特 ∕∣--i炉:焕力容器压力管道*∣⅛设备安全监察行政处 电h勺规范性文件;修改《盧號设备安全技术规范制 苣术湖范按设备及环节编'制,专项规范数量众多、 謐浦综合规范(大规范,的指导思想,以达到统一 h.⅛iJZ就拟定的大规范字录进行了讨论,决定先 '螺&起重机械等大⅛⅛的编制工作。
议,警*研究配合《特种设备安乡*》的法规标准体系 耳啓》的制定;启动《特 ∕∣--i炉:焕力容器压力管道*∣⅛设备安全监察行政处 电h勺规范性文件;修改《盧號设备安全技术规范制 苣术湖范按设备及环节编'制,专项规范数量众多、 謐浦综合规范(大规范,的指导思想,以达到统一 h.⅛iJZ就拟定的大规范字录进行了讨论,决定先 '螺&起重机械等大⅛⅛的编制工作。
粵户《嚼设置缺陷产品召回管嘲 關定巒哩力容器压力管道曲

节彳 i安
[1.2固定式压力容器】
在固定式压力容器定义的注装置中作为工艺设备的按压力容 器设计制造的余热锅炉依据本规同时删除原固容规1.5不适用范 围中的“(2)《锅炉安全技术监察规荷范围内的余热锅炉;”此修改意味着作 为过程装置中工艺设备的余热锅炉可以按《锅炉安全技术监察规程》设计制造,也可 以按本规程设计制造,具体按哪个规程设计制造由设计者决定,并且依据所选用的规
程进行监督管理。
rι.3适用范围】
《特种设备安全法》实施后,国家质检总局调整了特种设备的界定范围和目录,
——129——
本规程的适用范围也随之进行相应调整。
本规程适用于特种设备目录所定义的、同时具备以下条件的压力容器:
(1) ɪ作压力大于或者等于(MMPa(注1-2);
(2) 容积大于或者等于0,03 n?并且内直径(非圆形截面指截面内边界最大几何尺 寸)大于或者等于15Omn1(注1-3);
(3) 盛装介质为气体、液化气体以及介质最高工作温度高于或者等于其标准沸点 的液体(注1-4)。
主要是修改了原固容规1.3(2)的内容,将“(2)工作压力与容积的乘积大于或者 等于2.5MPa∙L; ”改为“⑵容积大于或者等于0.03 m3并且内直径(非圆形截面指截 面内边界最大几何尺寸)大于或者等于150mm,,。不再按PT值界定压力容器,而是 按容积界定,相应地修改注1-4。重新定义后,对容积小于0.03 m3(30L,与锅炉容积 界定一致),或者内直径(非圆形截面指截面内边界最大几何尺寸)小于15Omm的压力 容器不再列入安全监察的范围。
本次修订全文釆用国际公称单位,例如将L(升)改为ι√(立方米)O
[1.4适用范围的特殊规定】
根据压力容器界定范围的变化(30L以下的容器不在监察范围内),删除原固容规 1.4.2和1.4.3的内容。
将原固容规中的IAl根据容器危险程度拆分成两部分(本规程的1-4.1和1.4.2), 其中新的1.4.1中所包含的容器介质相对复杂、危险性相对较高,对相应设备增加压 力容器材料的要求;新的1.4.2与原固容规要求一致,保持不变。
[1.4.1只需要满足本规程总则、材料、设计、制造要求的压力容器】
本条由原固容规中的1.4.1(2)和(3)而来,包含的容器介质相对复杂、危险性相 对较高,对相应设备增加压力容器材料的要求。
一、 1.4.1范围内的压力容器属于在用过程中难以检验或者检验意义不大的容器, 但这些压力容器若盛装危险介质或者设计参数较高,其危险性依然较大,如果不进行 定期检验,则更应关注其设计制造过程对安全性能的控制,因此本次修订一是改变了 原固容规统一将其划为第I类压力容器的做法,规定1.4.1范围内的压力容器按图A-I 或者图A-2进行分类,以保证对不同类别压力容器的设计制造要求在这些压力容器上 得以落实,二是增加了材料要求。
应当注意,1.4.1范围内的压力容器需要进行制造过程的监督检验。
二、 L4.1⑴“空分装置中冷箱内的压力容器”改为“过程装置中冷箱内的压力 容器”,扩大了冷箱内压力容器的范围(但不包括子母罐、双层球罐等特殊产品)。
冷箱内的压力容器被珠光砂等隔热材料包围,在使用过程中难以检验,不仅是空 分装置,其他过程装置中冷箱内的压力容器存在同样问题,应当同样对待。过程装置 中的常用冷箱及冷箱内的主要压力容器见表1:
表1过程装置中的常用冷箱及冷箱内的主要压力容器
|
序 ɪ |
冷箱」 名称 |
'冷箱内 主要压力容器 |
操作压力范围(MPa) |
操作温度范围(°C) |
|
1 |
空分 冷箱 |
--' U ' 板翅式热交换器、气 液分离器、精儲塔 |
外压缩流程操作压力/ 设计压力:0.6/0.7; 内压缩流程操作压力/ 设计压力: 5 ~ 10/5.5-11; |
外压缩流程操作温度/设 计温度: 40 ~-193/65 --195; 内压缩潦程操作温度/设 计温度: 40 ~-193/65 ~ -195 |
|
2 |
液氮洗 冷箱 |
板翅式热交换器、氮 洗塔 |
操作压力/设计压力: 3.0 ~ 5.5/3.5 ~ 5.8 |
操作温度/设计温度: 40 ~-193/65 ~-196 |
|
3 |
LNG 冷箱 |
板翅式热交换器、气 液分离器、精偕塔 |
操作压力/设计压力: 5.5/6___________________ |
操作温度/设计温度: 40 ~-170/65 ~-195 |
|
4 |
乙烯 冷箱 |
板翅式热交换器、气 液分离器_____ |
操作压力/设计压力: 4.7/5.2_________________ |
操作温度/设计温度: 45 ~-185/65 ~-195 |
对于子母罐、双层球罐等堆积绝热的压力容器,因其危险性较大,故没有纳入本 规程1.4中,仍需满足本规程所有要求。
对于上述冷箱、子母罐、双层球罐等堆积绝热的压力容器,其设计制造应当特别 注意3.1.14(2)、3.2.10.2.2.2(5)等条款的要求,在使用过程中,也应当采用安全状态 监测等方式(监测其压力、温度、液位、泄漏等)保障其安全运行。
三、 141(2)中,对无壳体的套管热交换器的简化监管仅限定在盛装危险性较小 的第二组介质的套管;盛装危险性较大的第一组介质的无壳体的套管热交换器需满足 本规程的所有要求。
钎焊板式热交换器、螺旋板热交换器危险性较小,本次修订将其列入不适用范围 1.5(5)中,不再进行监管。
四、 新增“超高压管式反应器”列入1∙4.1(3)中。按新调整的压力容器范围界定, 超高压管式反应器只能按外套管划为低类别压力容器,但其承受超高压的腔体部分 (内管)具有更大的危险性,设计制造者更应关注其选材、强度计算、制造质量控制等 问题。
[1.4.2只需要满足本规程总则、设计、制造要求的压力容器】
本条由原固容规中的141(1)、(4)、(5)和(8)而来,要求与原固容规基本一致, 但需按附件A进行分类。
一、 1.4.2范围内的压力容器与1.4.1类似,但危险性相对较低,本次修订也改变
了原固容规统一将其划为第I类压力容器的做法,规定1.4.2范围内的压力容器按图 A-I或者图A-2进行分类,以保证对不同类别压力容器的设计制造要求在1.4.2范围 内的压力容器上得以落实;1.4.2范围内的压力容器同样需要进行制造过程的监督检 验。 :善W '
二、 原固容规1.4.1⑹电力行组合电器(如电容压力容器)、
1.4.1⑺橡胶行业使用的轮胎野网彼芨亲底話飆近具危险性较小,本次修订将其 列入到1.5⑺、⑻中,不扇行亳管。 5 【1.5不适用范围】

一、总体来说,不适器仍然符合1∙3的定义,但分三种情况,第一 折殲餐畋容器,包括1∙5⑴板辭器;第二种是由国家 于特定领⅛©誉岫⅛手段蓊大不同,包括1.5 (2)
特定的监管部门统一麵竇 的容器;第三种是危惭曾 这些压力容器的使浦VIE魁
ImIlM!!IliiII!IIIIlllII S 二、为解决作为遇耦 岫Wm烈
------- g筝泠礬:心 L ∖ IIIIllIII∣!∣∣∣∣Iml|
这些压力容器的使用M脸価i需要
"祁瑕鏡的,嚨3⑶至⑼的容器, 关fl雌,负责其安全管理。
曇k:..碍扩:%∙ -V-∙-^ψ gC,.就 H IlIillIIIlIilI!∣!∣lIlIlllI

1〔饗备的雾巍熊鬼是按锅籍劈是压力容器进行监管 的争议问题,本次修订価哪固顼成《锅炉安全技茉篮察规程》适用范围内 的余热锅炉;”同时在⅛⅛∖1.2p⅛JtΓk力容器定义的奔1-1中,增加“过程装置 中作为工艺设备的按压W容麝十愉!造,的余热铜炉依据本戒罗进行监督管理。”此修 改意味着作为过程装置扁彖^ ⅛ft⅛炉可以按《锅於全技术监察规程》设计 制造,也可以按本规程设计制造ʌ盈由设计者根据设 戲途和定期检验的需要决定 按哪个规程设计制造,并且 的规程进行讐管理
的规程进行讐管理

三、 为保持内容完整,将例》中的不适用范围也在此重 复描述,将1.5⑵改为“军事装备天器、铁路机车、海上设施和船 舶以及矿山井下使用的压力容器”。
四、 在1.5(4)旋转或者往复运动的机械设备中自成整体或者作为部件的受压器室 中,除原来的泵壳、压缩机外壳、涡轮机外壳、液压缸等外,增加造纸轧辐不进行监 管。
五、 可拆卸垫片式板式热交换器(含全焊式、半焊式板式热交换器)、螺旋板热交 换器、钎焊板式热交换器等,危险性较小,本次修订统一调整列入到不适用范围1∙5 (5) 中,不再进行监管。
六、 常压容器(大型常压储罐)的蒸汽加热盘管危险性较小,并且容易造成将常压 容器整体当成压力容器的误解,致使其制造、管理成本大大增加,故本次修订将常压 容器的蒸汽加热盘管列入到不适用范围1∙5(6)中,不再进行监管。
七、 过程装置中的管式加热炉按设计参数可以划到压力容器之列,但其危险性较 小,也很少发生事故,一直以来实际上也没有在监管范围内,此次修订将其列入到不 适用范围1.5 (6)市,明确不需要监管。
八、 电力行业专用的全封闭式组!∏⅛容压力容器)和橡胶行业使用的轮胎 硫化机以及承压曲橡胶模具本围1.5(7)、⑻中,不再进行监
九、 无增强的塑料制压猝器数量较少,工作压为敬低(一般为(HMPa左右),

危险性较小,目前尚没有: 攻案例,故此次修订将某列入到不适用范围1.5(9)
中,明确不需要监管。
本条所指无增强
聲沐包括纤维增强塑瘟(玻璃钢)压力容器;纤 番;「本规程相∕⅛⅛节均有规定。
郵題蜀尊整爵3 灿*:'IifM
简体(曾径段);球壳板、非圆形容器的 :::王: I I时全文轮A规范壳体、筒体、封头
导为主要受压元件, 法。

用主螺柱的提法;同时全
维增强塑料(玻璃钢) 【1.6压力容器范團
rι.6.ι压力容器;
一、 本次修订本灘
连接”改成“焊接(粕
二、 规范“壳体”離
壳板、封头、平盖等受
等的用法。
三、 M36以上(含M3旋螺
文统一规范螺柱、螺栓、紧
[1.6.2安全附件及仪表】 z
一、 本次修订区分了安全附彳安全附件应当是在出现异常情况时 能够自主启动相应动作从而对压力容器忘蓟保护作用的附件;而仪表只是起到某种参 数指示作用,当出现异常情况时没有相应保护动作。以往包括仪表在内的安全附件概 念过于宽泛,使得一些具体技术要求难以表述,一些技术要求难以落实到位。
二、 本次修订对安全附件和仪表进行了重新界定,压力容器的安全附件包括直接 连接在压力容器上的安全阀、爆破片装置、易熔塞、紧急切断装置、安全联锁装置; 仪表包括直接连接在压力容器上的压力、温度、液位等测量仪表。
三、 本规程第9章的内容也相应作了调整,标题改为“安全附件及仪表”,内容 上也分开提出技术要求。今后,随着行业的发展,将在本规程中逐步增加安全附件和 仪表的种类,并对其提出更加具体完善的技术要求。
VI 肿料」
祂據函½⅛本讎围界定时,将“焊接
B⅛½⅜⅞⅛'z ⅛⅛⅞
【1.7压力容器分类】
增加“注1-6:本规程划分的第I、II、ΠI类压力容器等同于特种设备目录品种 中的第一、二、三类压力容器,本规程中超高压容器划分为第HI类压力容器。”说明 本规程的压力容器分类与特种设备目录中设备品种的关系。
L1.8与技术标准、管理制度的关系】
一、 本规程1.8(2)在原固容规1.11(1)的基础上修订而成,强调压力容器的生产 〈包括设计、制造、安装、改造和修理)应当同时满足本规程及相应压力容器产品标准 的规定。
二、 本条实际是在说明“双满足原则”,,当法规与标准的要求不一致时,按要求 高者执行。
三、 本条引出了 “产品标准”的概念,在本规程的后续内容中多有提及,以“产 品标准”替代了原固容规中“本规程引用标准”的提法。
四、 原则上讲,产品标准必须满足法规的基本安全要求,但目前,涉及固定式压 力容器的产品标准众多(并且出自十几个标准化技术委员会),标准的修订、更新迟缓, 不能保证所有的压力容器产品标准都满足法规要求,因此还有必要强调“双满足原 则” O
[1.9不符合本规程时的特殊处理规定】
11.10协调标准与引用标准】
一、 本次修订调整了本规程引用标准的概念,将原固容规中“引用标准”的概念 改成“协调标准”,更加准确,并且定义“满足本规程基本安全要求的标准称为本规 程的协调标准。”
二、 重新定义“引用标准”的概念为“本规程指定采用的基础性标准”,如介质 标准、材料标准、方法标准、零部件标准等。
三、 本次修订中,尽量不在法规中直接“引用”具体产品标准(例如GB 150《压 力容器》、JB 4732《钢制压力容器——分析设计标准》等标准),以免混淆法规标准 之间的关系。同时,法规与标准的适用范围不同,直接引用标准会造成基本安全要求 ——134 L
《固定式压力容器安全技术监察规程》(TSG 21—2016)修订说吧 的范围不清,甚至通用要求被理解成对某些产品的具体要求;在我国,标准本身分强 制性与推荐性,利用法规的引用将标准的施行改变为强制性的也不合适,因标准中的 内容不仅涉及安全性能,更多的是技术细节和质量要求。基于上述原因,本次修订仅 在LlO中给出了一些协调标准的目录(只是表明这些标准为协调标准),但在后续的 内容中很少直接引用这些标准。
■四、法规和标准的关系是法规为基本安全要求,标准是实现法规要求的重要途径。 仅采用法规不可能制造出产品,法规中提出的原则性基本安全要求要在标准中具体化 并可操作,或者说,法规的规定更多地是对相应标准提出的要求,在标准中要落实法 规的要求,明确给出具体规定。
五、 在我国的特种设备法规标准体系建设过程中,应当强调建立法规和标准的协 调机制。在特种设备产品标准的制修订过程中,应当与法规内容逐条对照,使标准的 技术内容完全符合相应法规(特别是安全技术规范)的基本安全要求,并在标准的附件 中做出与法规的符合性声明。通过这样一种途径,法规中的基本安全要求才能得以真 正的贯彻落实。
六、 在全国锅炉压力容器标准化技术委员会的"承压设备标准体系”中,将标准 分为两大类,产品标准和通用基础标准;产品标准为涉及具体产品的设计制造标准, 通用基础标准主要包括焊接、检验检测、试验等方法标准。按照这一思路,法规标准 体系建设的目标应当是:产品标准满足法规所规定的所有基本安全要求而成为法规的 协调标准,通用基础标准规定了基本安全要求具体指标的实现方法、途径或评判依据, 被法规引用后成为法规的引用标准。
七、 协调标准体制也是一种通行的国际做法(如欧盟PED指令与各成员国具体承 压设备标准之间的关系即是协调标准关系),如果通过修订和符合性声明,国外标准 (或国际标准)完全满足中国法规的要求,也可以成为中国法规的协调标准。
[1.11监督管理】
2材 料
【第2章“材料”总体说明】
本章主要内容源于原固容规的第2章“材料”,纳入了非金属材料,分通用要求、 金属材料、非金属材料三部分。在通用要求中,根据政府职能转变、行政许可改革的 情况,调整有关许可要求;增加在材料质量证明文件中应用信息技术的要求。在金属 材料方面,对超高压容器用钢、简单压力容器用钢、非焊接瓶式容器用钢、储气井用
——135——
钢等提出专项要求;扩展冲击吸收能量、断后伸长率指标要求到更高的强度级别;增 加铸铁牌号,新增铸钢技术要求。非金属材料主要针对石墨和纤维增强塑料(玻璃钢) 提出具体性能要求。
[2.1材料通用要求】
一、在2丄I(I)中,改“化学虑材料与介质相容性。
二、 在政府职能转变、行政详赢质检总学2014年发布了第114号公告 《特种设备甘录》,随后又发布孕/“质检总局关于实;^修订《特种设备目录》若干 问题的意见(国质检特〔2oyf朝 号)”,取消了锅炉矗力容器专用钢板(带)制造许 可,《锅炉压力容器专用鮑噂彳)噸造许可牛则》(TSG ‰01—2009)同时废止,原 固容规中2」⑶、⑷关判午慮腕β⅛定取消。

三、 在本规程2.1.1(4)®,/i
(例如二维码或者条碎)
四、 对从非材料制,盤魅
料质量证明书复印嚥隼薛
五、 将应当执行脸蠱
牌








嗽了材料质量证明书需印制訂以追溯的信息化标识
七 1
得的底方容器材⅛u材料经罄i⅛位的经办负责人在材
IlIiIIliII财
祯单位,由压力容器nE帝位扩展为压力容器 霽修改在整个第2章中胃参处,例如2.1.1⑸、 ⅛⅛⅛ 野 1 I1'1" 1I'
制造、改造、修理单鮫動4全E (6), 2.121(4)、⑸邊.讐(b,
六、新增条款2.1.1(7; 非金属材料在容器成型E, J 目的,主要是解决腐蚀同` 应用或试验验证),非金属X力专 可靠性验证。
[2.1.2境外牌号材料的彳 讓/
一、在2丄2.1⑴中,对境外相似工作条件下”使用实例的要
E金属材料耐蚀性能的因素比较复杂,而有些 鱸:苛能有较大的变侈'矿'一般使用非金属材料的 鸞積备⅜下,如果 ’可靠的使用证据(业绩、 『造单位应进行相毆试验、试用,必要时进行
’可靠的使用证据(业绩、 『造单位应进行相毆试验、试用,必要时进行

求,限制更加严格;并且在2.1.2.3中进一步规定,设计单位若选用境外牌号的材料,
在设计文件中还需说明所选用材料与本规程2.1.2.1各项要求的符合性。
采用境外牌号材料设计制造压力容器,原则上应当同时采用列入该材料牌号的境 外压力容器现行标准规范,并且应当满足本规程3丄1(3)的规定。对于一套成熟的压 力容器产品标准,其编制者必须全面考虑所选择的材料特性、所釆用的设计准则及安 全系数、制造装备能力及技术要求、无损检测方法及比例等内容。因此釆用境外牌号 材料设计制造压力容器时,其设计、制造、检测等技术要求都应当与材料特性相匹配,
必须满足本规程2.1.2的规定。
二、 :在212 1 (4)中,将材料复验范围限定在“主要受压兀件”内。
三、 将原固•容规2.9.1(6)改为:“主要受压元件采用未列入本规程协调标准的标 准抗拉强度下限值大于540MPa的低合金钢,或者用于设计温度低于-40。C的低合金 钢,材料制造单位应当按照本规程1∙9的规定通过新材料技术评审,方可允许使用。”
国家标准化管理委员会2015年9月30日发布“关于批准发布GB 150.2—2011
《压力容器 第2部分:材料》国家标嶙 1号修改单的公告”(2015年第30号), 将 ASME H A*: 2013 料中的 SA 387 Grl2, 用状态、厚度和使用温度范睇 K灼值作出了规定。这是首W 规范中也引入了我国3 Oi 奠定了基础。
四、因为锅炉压力牆 中对境内材料制造单碘; 单位应当制定相应的
ASME锅炬遂规范第2卷材料A篇铁基材 、SA 516 qZ70⅛LSA 537 Cf f ⅛I¼⅛入到 GB 150 中,并对其使 检测要求、许用岡以及C、P、S含量和4、 匐压力容器标准中引入瀛卜牌号材料,同时,ASME f√Q⅛70R 和
材料代用】
.加强材料代用管理,
的书面批准,而不仅仅是翊受底 要考虑到所有相关失效模式。
[2. 1.5
[2.2金属材料技术要求】
新材料的债寸 材料投用禾
15CrMO⅛,为进一步的标准互认
, l.l
臉制造许可的取消,事应取消原固容规292 翻板(带)的技术审查瀚时增加要求材料制造 . 3
ιι∣≡
IlIlallllll!l∣ hi!∣!Illlll:ilIlI IliIIlIIIIIIllIII!IlllIlIiI i∣∣∣i......................
≡

權尧;件-的材料代用,涎当事先取得原设计单位  o因材料代用涉及强度、温度、腐蚀等问题,
o因材料代用涉及强度、温度、腐蚀等问题,
[2.2.1钢材技术要求】 [2. 2. 1. 1熔炼方法】
[2. 2.1.2化学成分(熔炼分析)】
[2. 2. 1.3力学性能】
[2. 2. 1.3. 1冲击吸收能量】
压力容器轻型化设计使得高强钢的使用越来越广泛,为适应这一发展,本次修订 扩展了表2-1 “碳素钢和低合金钢(钢板、钢管和钢锻件)冲击吸收能量”,增加了钢 材标准抗拉强度下限值“630MPaVJRm < 690MPa” URm > 690MPa,,两档材料的冲击 吸收能量要求,同时对于新增的这两档材料还提出了侧膨胀值LE要求,因对高强钢, 侧膨胀量LE能更好地反映材料的韧性。
另外,根据GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》中的术语, 将冲击功改为冲击吸收能量。
[2. 2. 1.3. 2断后伸长率】
本次修订扩展了表2-2 “钢板廝后伸长率指标”,增加了钢材标准抗拉强度下限 值Rm > 680MPa时材料的断后伸长率指标要求。
[2. 2. 1.4钢板超声检测】
12.2. 1.5超高压容器用钢专项要求】
根据质检公益类科研项目“超高压容器关键技术与标准研究”(课题编号: 201210242)的研究成果,结合原超高压规程的修订情况以及超高压容器国家标准的制 定情况,本规程提出了超高压容器用钢的专项要求。
[2.2. 1.6非焊接瓶式容器用钢专项要求】
近年来,随着汽车加气站的快速发展,站用瓶组的需求越来越多。由于大容积气 瓶用于站用瓶组受到限制,一些企业转而采用瓶式容器制造站用瓶组。瓶式容器的特 点是按容器设计,以无缝钢管为原料经热旋压收口制成的非焊接结构,釆用高强钢, 并且利用热处理来保证最终产品的强度指标(技术关键)O按质检总局“关于承压设备 安全监察有关问题的通知”(质检特函〔2012〕32号)的要求,已有数家非焊接瓶式 容器制造单位的企业标准通过了相应的技术审査并且投入了生产,根据企业的实际生 产情况及产品企业标准评审情况,为规范其发展,本次修订归纳提出了非焊接瓶式容 器用钢专项要求。
当采用非焊接钢制内胆、外缠绕复合材料机构制造压力容器时,内胆用高强钢也 应满足非焊接瓶式容器用钢专项要求。
[2.2. 1.7储气井用钢专项要求】
储气井是竖向埋设于地下且井筒与井壁间采用水泥浆进行全填充封固、用于储存 压缩气体的管状设施,其特点是非焊接结构,采用高强钢螺纹套管。按照国家质检总 局《质检总局关于地下储气井安全监察有关事项的公告》(2014年第42号)要求,本 次修订归纳提出了储气井用钢专项要求。
(2. 2. 1.8简单压力容器用钢专项要求】
【2.2.2复合钢板专项要求】
增加错-钢食合钢板复合界面的结合剪切强度不小于140MPa的规定。
【2.2.3铸铁容盛技术要求】
一、 在铸铁材料的使用限制中增加不允许拼接、焊补要求。
二、 新增2个球墨铸铁牌号(QT350-22R和QT350-22L)及其使用限制。
■ ■ , ■ ■■/ ... I
【2.2.4铸钳容器技术要求】
1999版容规中曾有铸钢方面的规定,但因应用较少,故在2009年修订中删除了铸 钢的内容。鉴于目前仍有某些领域应用铸钢压力容器,一些制造单位也在使用铸钢设计 制造压力容器,并且质检总局也不断接到有关铸钢压力容器方面的咨询,因此本次修订 再次增加铸钢方面的规定。本规程新增了 “铸钢材料的使用限制、铸钢材料的冶炼和化 学成分、铸钢材料的性能、铸钢容器设计压力、温度限制”等内容。
[2.2.5有色金属容器技术要求】
在有色金属中增加了错材。全国锅炉压力容器标准化技术委员会组织编制了 NB/T 47011《错制压力容器》,规定了错制压力容器的特殊要求,该标准于2010年 颁布实施,根据标准规定及执行情况,本次修订增加了针对错材的基本安全要求。
[2.2.6焊接材料]
本规程2.2.6⑴中,对于焊接材料,原固容规要求“应当保证焊缝金属的力学性 能高于或者等于母材规定的限值”,现改为“应当保证焊缝金属的拉伸性能满足母材 标准规定的下限值,冲击功满足本规程表2-1的规定”。
【2.3非金属材料技术要求】
【2.3.1石墨压力容器材料】
一、石墨材料分类。石墨压力容器受压元件的材料包括不透性石墨材料和金属材 料,其中不透性石墨材料包括浸渍石墨材料、压型石墨材料;浸渍石墨材料中的基体 材料,分为炭质材料、石墨质材料和半石墨质材料;
--石墨质材料(graphite material):由焦炭或石墨粉及颗粒与沥青经混和、挤压、 模压(或振动成型)后在高温下形成的,以石墨晶粒为主的非金属材料。化工设备用石 墨材料因原料及最终成型温度的不同而区分为石墨化材料(25OOOC左右形成)和半石 墨化材料;
---半石墨质材料(half-graphiged material):由石墨粉、粒与沥青混合、挤压、 模压(或振动成型)后,在IOOOOC-IlOOoC焙烧而成的石墨材料,其中的沥青仅转化 成炭而非石墨; 一;⅛
---不透性石墨材料(impcπ∙rioιIS grapħfl⅛?ITlateriaI):在不高的压力、温度条件下, 不渗透液体和气体的石墨材料?庖萼浸涂石京:压型(醐挤压和模压)石墨和浇注石墨;
---浸渍石墨材料(im^ema∣(ed graphite materialK采用浸渍工艺过程将有机或 无机液体材料(浸渍剂)馬4靜石墨材料孔隙中并使魚孔隙内固化而形成浸渍石 墨。因用于增加材料抗的"同而形成不同。应用面最广的是采用 酚醛树脂浸渍的酚醛浸裙督/ Λ⅛wU⅛浸渍石墨、雾鬲氟乙烯浸渍石墨、水玻 璃浸渍石墨等等; 訂、技 • I
一 型石墨建勘嚥"ng ir⅛pe∞s graphite Inateri蛔也可称“压型不透性 石墨材料”,将石墨⅛备瀨剂混念靜一定压力下成型(傳SB诚挤压、包括等静压) 并经固化形成的不WI阀;鷹' Ilr側'
—— 质材料(⅛⅛o⅛Li≡‰κ石油焦与沥青焦豌脇煤与冶金焦为原料, 成型后的毛坯经过13Θ'0'°C⅛⅛的熾而成的制品,其含碳量靈90%~99%,并转化成 I 叡I 2 N,购
二、基于目前相关石囈牛芟行业内石墨材料甲实际水平,增加对不透 性石墨材料力学性能≡⅛⅛⅛⅛β≡B学性能要求,落鬲提出具体的强度指标, 以保证产品安全性能。ψ∖Λ
经过浸渍或压型(模压或壬制造闕容器的不透性石墨材料,其浸 渍和压型工艺必须经过工艺评的评差,也是对石墨材料性能的评定), 同时评定相应石墨材料的力学性能计的依据。浸渍和压型工艺直接影响着 不透性石墨材料的各项性能,承压石墨元件的性能主要取决于制造工艺。由于各制造 厂所用的原材料和工艺等不尽相同,因此,必须严格控制浸渍等工艺以确保材料满足 规定的性能要求。
本要求与国际接轨,能体现和发挥企业的技术能力和制造水平,并达到规范行业 的目的,为促进行业的发展打下良好的技术基础。
[2.3.1.2石墨材料的性能要求】
【2.3. 1.3粘接剂要求】
基于有前粗关石墨压力容器标准及行业内石墨材料的实际水平,除对石墨材料和 石墨粘接剂;的:基本力学性能提出要求外,增加了石墨材料最高渗透系数、205°C下最 低抗拉强度的,要增加了粘接剂205°C下最低抗拉强度要求。
力学性能指标是依据ASME UlG—2013《浸渍石墨制压力容器规程》、GB/T 21432 —2008(石墨制压力容器XHG/T 2370—2005(石墨制化工设备技术条件》和HG/T 2059
一2014《不透性石墨管技术条件》等标准:壟的规定而确定的,基本是最低要求。相关 力学性能的检测》法也应当执行占述标准簸规定。
料】
[2.3.2纤维增强塑料压力
一、 纤维增强塑料指的
玻璃钢。由于纤维增强嚥爛
不断增加,因此消了# `
二、 新增对纤维土嬲!
用于压力容器的土音靖
2.3.2.1要求纤维材料應
考虑到树脂性能
度,其衰减速度越快I
脂热变形温度,并且撇羅
基于对纤维增强塑嬲≡
用材料性能不低于被粘癥
三、 热塑性塑料指的題以熱
种助剂而配制成塑料。基于封热塑聰料衬里与热固性勢层的结合强度要求,新增  2.3.2.4要求热塑性塑料衬里写嫁维用强塑料结构层的层帼商切强度不得小于5MPao
2.3.2.4要求热塑性塑料衬里写嫁维用强塑料结构层的层帼商切强度不得小于5MPao
δ f"/
IF
脂羽基伟「纤维为增强林尊组成的复合材料,俗称 x∣厚斯料不断发展创新性能不断提高,种类也
类规寇。■■ ⅛∙.
鶴求。 1⅛
瓣臨晚种⅛β爹,需对其与树脂嶂S性进行规定。新增  ⅛¾∣⅛好的I浸润性。 "
⅛¾∣⅛好的I浸润性。 "
度 赛诚速度是不一样的,近树脂的热变形温
皆规*晶理為温度安全空间。轟2.3∙2∙2要求复验树 η∣⅛V,- . i,W,|;!∙!il',ll∣,,,J'"ι∣
应赛排力容器设计温度20珑上。
:行二次粘接的考虑,⅛⅛ 2.3.2.3要求粘接所 用嚟R此性能。
尊就PVC、PP、PVD尹为主要成分,并添加各

'■ ..................
M!!∣ii∣!∣i∣⅛IihIliil


【第3章"设计”总体说明】
本章主要内容源于原固容规的第3章“设计”,纳入了非金属容器设计内容,分 通用要求、金属压力容器、非金属压力容器三部分提出技术要求。通用要求中,新增 设计载荷规定;在金属压力容器设计方面,扩展了分析设计安全系数,新增铸钢安全 系数,新增关于许用应力方面的规定,调整了无损检测相关要求,修改了超高压容器 设计方法。非金属压力容器方面,主要调整了安全系数,规定了设计温度、压力范围,
对影响安全性能的重要因素提出具体设计要求。
根据“各环节技术要求分章描述,每个环节的边界尽可能清晰,明确相应主体责 任”的原则,将原固容规制造章节中需要设计环节进行规定的内容(如无损检测方法、 比例,热处理,耐压试验介质、压力、温度等)明确由设计者提出并放到“设计”章中。
[3.1设计通用要求】
[3.1.1设计单位许可资质与责任】
一、 根据《特种设备安全法》第十三条“特种设备生产、经营、使用单位及其主 要负责人对其生产、经营、使用的特种设备安全负责。”和第十九条“特种设备生产 单位应当保证特种设备生产符合安全技术规范及相关标准的要求,对其生产的特种设 备的安全性能负责。不得生产不符合安全性能要求和能效指标以及国家明令淘汰的特 种设备。”将原固容规3.1(1) “设计单位应当对设计质量负责”改为“设计单位及其 主要负责人对压力容器的设计质量负责”。
同此原因,在4.1.1 (1), 5.1(1)中分别对制造单位、安装改造修理单位及其主要 负责人的责任做同样修改。
二、 删除原固容规3.1(2) “总体釆用规则设计标准,局部参照分析设计标准进行 压力容器受压元件分析计算的单位,可以不取得应力分析设计许可项目资格”。在 GB 150.1-2011《压力容器 第1部分:通用要求》附录E中E21已有明确规定。
三、 在3.1.1 (3)中,对于采用国际标准或者境外标准设计的压力容器,进行设计 的单位应当向国家质检总局提供设计文件与本规程基本安全要求的符合性申明及比 照表;其内容及格式参照国家质检总局《关于承压特种设备制造许可有关事项的公告》 (2012 年第 151 号)。
[3.1.2设计专用章】
将原设计许可印章改为设计专用章,其使用要求与原许可印章相同。同时对专用 章的内容进行了规定,至少包括设计単位名称、相应资质证书编号、主要负责人、技 术负责人等内容。
[3.1.3设计条件】
[3.1.4设计文件】
[3.1.4.1设计文件的内容】
在3.1∙4∙1⑵增加“利用软件模拟计算或者无法计算时,设计单位应当会同设计 委托单位或者使用单位,协商选用超压泄放装置”的情况。
对系统进行模拟计算时,设计文件无需包括单个压力容器的安全泄放量、安全阀 排量和爆破片泄放面积的计算书。
[3. 1.4.2设计文件的审批】
-原固容规3.4.2.1规定了 “总图的审批”要求,新容规进行了扩展,提出“设计 文件的审批',要求,明确规定"设计文件中的风险评估报告、强度计算书或者应力分 析报告、设计总图,应当至少进行设计、校核、审核3级签署;对于第IB类压力容器 和分析设计的压力容器,还应当由压力容器设计单位技术负责人或者其授权人批准(4 级签署)。"强而亍设计阶段风险评估报告应在设计前期开展,并强调其重要性。
[3. 1.4.3保存期限】
新增条款,明确规定“设计文件的保存期限不少于容器设计使用年限。”
[3.1.4.4设计总图】
鉴于已在本规程新增条款3.1.4.2设计文件的审批中包括了设计总图的审批程序, 故删除原固容规3.4.2.1总图的审批。
【3. 1.4. 4.1总图主要内容】
在3.1.4.4.1 (2)工作条件中,包括“介质毒性和爆炸危害程度等”改为“介质特 性(毒性和爆炸危害程度等)”,涵盖面更广,如果介质具有强腐蚀性、强氧化性、强 渗透性,或者其他危险性特性,也应当在总图上注明。
【3.1.5设计方法】
[3.1.6 JXI险评估】
除第皿类压力容器仍要求在设计时出具风险评估报告外,增加用户要求时也应当 岀具风险评估报告的规定。对于压力容器的设计、制造、使用、检验等,风险评估报 告十分重要,GB 150.1-2011附录F也给出了风险评估报告的编制指南,在试行5 年多的基础上,风险评估报告的各项要求已经逐步得到落实和规范,今后将逐步推广 在设计阶段进行风险评估的要求。
[3. 1. 7节能要求】
删除原固容规“3.7(3)对有保温或者保冷要求的压力容器,要在设计文件中提出 有效的保温或者保冷措施。”因在本规程3.1.4.4.2(6)中已有同样要求。
【3.1.8载荷】
新增载荷要求,与GB 150的要求基本一致。
L3. 1.9 压力]
[3.1.9.3常温储存液化气体压力容器的设计压力】
对表3-2,为方便使用,提供资料性数值如下:异丁烷5(ΓC饱和蒸气压力 0.687MPa,丙烷50°C饱和蒸气压力1.725 MPa,丙烯50°C饱和蒸气压力2.16 MPaO
[3. 1. 10温度】
[3. 1. 11
[3. 1. 12
[3. 1. 13
[3. 1. 14
[3. 1. 15
[3. 1. 16
[3. 1.17
[3. 1. 18
腐蚀裕量】 最小厚度】 装量系数】 检查孔】 不允许拆卸區 无损检测】, 耐压试验】 泄漏试嘟的
∣S⅛
IIIWm!ii∣mIllllllι∣!∣
PIIll!∣lll∣IiIllIII!Iilii
''⅜∣
I IiilllIl illlll|IIIIHII.iilllill| 的n 口 神,ll" g ∣!∣l⅛f"∏⅛'
宙
【3.2金属压力容韻!!照
【3.2.1安全系数戮<
(3 2.1.1安全系巍* ⅛
一、 在表3-3 “规j⅛⅛
二、 表3-3 “规则W吨
用年限选用Lo X 10⅛Λ⅛¾ 基于1.0xl05h持久强度赢艮值蘭于嚥用1.5 X IOh 2,/x 105h数据时如何确定安全 
 系数缺少数据支持,有待进Jr步研究,故本次修订明确表3-3中的%为LO X 10⅛的 持久强度极限值时的安全系数X =M宀乏•
系数缺少数据支持,有待进Jr步研究,故本次修订明确表3-3中的%为LO X 10⅛的 持久强度极限值时的安全系数X =M宀乏•
三、 在表3-4 “分析设计方法的安中增加“设计温度下持久强度极限平 均值足”和“设计温度下蠕变极限平IOOoh蠕变率为0.01%)氏”的安全系
飾/全系数”中,增加错及其合金的安全系数。
........裁”注3-2,原固3规规定处可根据设计使
×TO5h等持久强或限值,但"dWl∙5实际是



数,以适应高温设计条件的需要。
四、 在表3-4 “分析设计方法的安全系数”中增加“注3-3对分析设计方法,如果 相应材料标准给出了设计温度下的抗拉强度则可以选用该值计算其许用应力。”
五、 关于铸铁安全系数,普遍反映偏高。ASME规定灰铸铁室温下抗拉强度安全 系数不小于8.0,球墨铸铁室温下抗拉强度安全系数不小于5.0, ASME的规定是基于 承压设备专用铸铁的,在ASME中同时规定了铸铁的成分、性能等具体要求。我国 在压力容器行业使用的铸铁为普通铸铁,还缺乏承压设备专用铸铁方面的要求,因此 本次修订没有修改,待将来规范承压设备专用铸铁时一并考虑降低其安全系数。
六、规定铸钢的安全系数为4.0(略高于ASME的3.5)。
[3.2. 1.2许用应力】
新增条款,规定许用应力的计算方法。同时增加注3-4,作为特例允许奥氏体高 合金钢受压元件、应变强化下的深冷容器壳体、非焊接瓶式容器瓶体等3种情形下许 用应力的特殊取值。
注3-4:对奥氏体高合金钢制受压元餘当设计温度低于蠕变范围并且允许有微 t ______ . D
量的永久变形时,可以适当提呼许用应姪⅛9τς.,但不得超过苔(此规定不适用 于法兰或其他有微量永久变晚屏泄漏或故障的场气;对采用应变强化技术的奥 氏体不锈钢深冷容器壳体,翎顶应力可以基于设计欢下的抗拉强度K和设计温 度下的屈服强度KL (RUM§-J ≡瓶式容器瓶体 M 许用应力可以基于产品 经过改善材料性能热麟靡#廨花值編定。
I/ ∣!!∣l!!.∣":l. l∣"
予器A、B类对接接头中叫分按照GB 150的规 寳南接头要求,比采用训擧的方式描述更合适。
ii∣!!iliii∣lll∣l∣∣l∣∣∣ll∣l∣
...................IlIIllIIllll ©E VV;• 麟曜
' 二、将原固容规繇|卩勤弟的件;UI;储罐球壳板不得拼援爛容放到本规程4.2.1.3
編$
淬曾
[3. 2. 3焊接接头系呷碧
一、规定设计者应当在聲计*件中提出焊接试件、.河腐蚀性能试件的制作要求, 询宀5皿皿D X1丄亠工 K…丄亠、亠 人丄……一 F…
并且规定试样的种类、数量、典取电制备方式、检验片试验方法、合格指标、不合格 复验要求等。
-÷1 -
二、 目前,生产真空绝热深冷压力容造单位越来越多地采用应变强化技术, 为保证焊接质量以满足应变强化过程要求,新增3.2.4.K4) “应用应变强化技术的压 力容器”需要制备产品焊接试件,但容积5π?及以下连续批量生产的,在相同设计、 相同材料炉批号的情况下,可以最多30台容器选择一台制作产品焊接试件。
三、 热处理试件由制造单位根据实际情况提出要求(本规程4.2.2.1) O
[3. 2.5压力容器用管法兰】
一、一般性理解,强渗透性是指氨、氢、偏二甲臍等介质。
二、对盛装液化石油气、毒性危害程度为极度和高度危害介质以及强渗透性中度 危害介质的压力容器,仍要求其管法兰应当按照HG/T 20592 ~ HG/T 20635《钢制管 法兰、垫片、紧固件》系列标准的规定,并且选用带颈对焊法兰、带加强环的金属缠 绕垫片和专用级高强度螺柱组合;但对于一些与缠绕垫片不相容(腐蚀)的特殊介质, 无法采用此类管法兰密封组合时,设计者可根据介质、压力与温度特性确定合适的法 兰连接结构,例如硅烷等介质。
[3.2.6泄漏信号指示孔】
原固容规3.19仅对开孔补强圈、垫板提出泄漏信号指示孔要求,现在本规程3.2.6 中新增对多层容器层间泄漏信号指示孔要求,规定“多层筒节包扎压力容器每片层板、 多层整体包扎压力容器每层板筒节、套合压力容器每单层圆筒(内筒除外)的两端均应 至少设置一个泄漏信号指示孔。”
[3.2.7特殊耐腐蚀要求】
[3.2.8塑料衬里设计】
考虑到金属外壳塑料衬里压力容器中塑料衬里对预防腐蚀的重要性,新增其设计 要求。一般情况下,塑料衬里包括热塑性塑料衬里和纤维增强塑料衬里(热固性)。
【3.2.9水质】
增加水质标准GB/T 12145《火力发电机组及蒸汽动力设备水汽质量》。
[3.2.10无损检测】
(3.2.10.1无损检测方法】
[3.2.10.2压力容器焊接接头无损检测】
[3. 2. 10. 2. 1无损检测方法的选择】
一、 本次修订明确焊接接头射线检测可以采用胶片感光或者数字成像方法,今后 采用射线数字成像方法无需进行技术评审。目前已有国家标准GB/T 19293—2003(对 接焊饉X射线实时成像检测法》和行业标准NB/T 47013.11—2015《承压设备无损检 测 第11部分;X射线数字成像检测》,表明该技术已趋成熟,成为一种法规引用 方法。
二、 大型压力容器的对接接头采用Y射线全景曝光射线检测时,检测效果并不理 想,一些危险性缺陷(如裂纹等)难以发现。在GB 12337—2014《钢制球形储罐》中, 已新增条款明确“不宜采用Y射线全景曝光射线检测”。因此,本规程新增规定:“当 _ 146 —
大型压力容器的对接接头釆用y射线全景曝光射线检测时,还应当另外采用X射线 检测或者衍射时差法超声检测进行50%的附加局部检测,如果发现超标缺陷,则应当 进行100%的X射线检测或者衍射时差法超声检测复查”。
[3.2.10.2.2无损检测比例】
[3. 2. 10. 2. 2. 2全部射线检测或者超声检测】
一、 在3.2.(IO.2.2.2(1)中,将“盛装毒性危害程度为极度、高度危害介质的”压 力容器列入需全部射线检测或者超声检测的范围内。
二、 对标准抗拉强度下限值大于或者等于540MPa的低合金钢制压力容器,删除 原固容规4.5∙3∙2∙2(5)中“厚度大于20mm时,其对接接头还应当采用本规程4.5.3.1 第(1)项所规定的与原无损检测方法不同的检测方法进行局部检测,该局部检测应当 包括所有的焊缝交叉部位”的要求。即对标准抗拉强度下限值大于或者等于540MPa 的低合金钢制压力容器,进行全部无损检测后,不再要求进行不同方法的复验。
[3. 2. 10.2. 2.4表面无损检测】
一、 对内外表面需要进行磁粉或者渗透检测的压力容器焊接接头,增加两类容器:
(1) 盛装毒性危害程度为极度、高度危害介质的压力容器的焊接接头;
(2) 采用气压或者气液组合耐压试验压力容器的焊接接头。
二、 原固容规4.5.324(6) “要求局部射线或者超声检测的容器中先拼板后成形 凸形封头上的所有拼接接头”修改为3.2.10.2.2.4(8) “先拼板后成形凸形封头的所有 拼接接头”,以免引起误解;即不管容器本身要求多少比例的无损检测,先拼板后成 形凸形封头上的所有拼接接头都需要进行内外表面无损检测。
三、 在3.2.10.2.2.4(4)和3.2.10.2.2.4(7)中,同时交由设计者规定原固容规中 4.5.3.3 (4)和4.5.3.3 (3)无损检测时机要求。
四、 修改原固容规中4.5.3.2.4 (4)为3210.2.2.4(6),要求所有厚度Cr-Mo低合金 钢制压力容器的全部焊缝都需进行表面无损检测。
[3.2.10.2.3无损检测的技术要求】
[3.2. 10.2.3. 1射线检测】
删除原固容规中4.5.341(3) “角接接头、T形接头,射线检测技术等级不低于 AB级,合格级别不低于II级”的要求。角接接头、T形接头一般难以采用射线检测, NB/T 47013中也无相应方法规定。
[3. 2. 10.2.4接管焊接接头的无损检测要求】
[3.2.10.3原材料和零部件无损检测】 [3. 2.11焊后热处理】
新增需要进行焊后热处理的情况要求,即" (1)因焊接残余应力影响使用安全时, 应当对压力容器及其受压元件进行焊后(消除应力)热处理;(2)盛装毒性危害程度为 极度危害介质的碳钢和低合金钢制压力容器及其受压元件应进行焊后热处理。”
【3.2.12耐压试验】
[3.2.12.1耐压试验压力】/
对于耐压试验压力,i⅛4⅛.
150.1统一,将原固容规項系⅛部兰, 件”;同时增加“团祐'够匕盘 要求,保证许用应力由材料赢
极限控制值。
一补偿计算时,将所矗虑的主要受压元件与GB  乂二,明确为一 “设备法兰毬者人手孔法兰)及其紧固
乂二,明确为一 “设备法兰毬者人手孔法兰)及其紧固  度和屈服强度控制的许用应力最小值” 寸鼬厕血强度控制,不能或賣温持久极限或者蠕变
度和屈服强度控制的许用应力最小值” 寸鼬厕血强度控制,不能或賣温持久极限或者蠕变
馬 【3.2.14超高压容靱j⅛* 鉴于新编制的超着羸 的基本安全要求,一些详细理 应的产品标准中去规定d S
一、增加“弹塑性分 荷放大系数应当大于或者
.......................
i∣∣∣IlImMIllIIilIlI IllIIlIlllIIlImIll
IilIll!i!l∣l∣i∣∣∣∣∣
T F∙5∑i
ʃ Ii -■ . - - - - - n;.,"∣,γ∣..,.∣∣,∙.∣∣
[3.2.13泄漏试验跚片
Illk
Ililliiiillli
J ..... IIllIIlIlIIlIillilliIiilii
,载
2.
且规定“疲劳分部,交变应力幅和循环次数的
项典
坤旃;奪即将颁布,本次修订凝炼、整合了超高压容器 ≡≡C⅛计算公式、具体的无损检测方法等)放到相
二、 增加“疲劳分析”要家,
安全系数分别取2和150 ” 宾=:-
三、 因超高压容器标准即将颁箱芸法规中未给出具体设计计算公式。
四、 按材料拉伸试验数据计算爆,将爆破安全系数由3调整为2.2,但

对超高压水晶釜调整为2.4(主要考虑水晶釜介质、壁温控制对材料有较大影响)。
五、 按材料扭转试验数据计算爆破压力时,将爆破安全系数由2.7调整为2,2。
六、 规定超高压容器用螺柱(螺栓)设计温度下屈服强度安全系数不小于1.8o
七、 在法规中只原则规定无损检测方法,检测比例、实施时机和技术要求由设计 者根据产品标准规定。
八、 耐压试验压力系数明确为1.12O
九W规定.采用液压增压法进行自增强处理,并且规定筒体内壁面的残余环向应变
值不超过二2骁春
Γ3.2.15简单压力容器设计专项要求】
鉴手新编制爾简单压力容器产品标准即将颁布,本次修订凝炼、整合了简单压力
容器的基本安,圣'婁隶:,一些详细的技术内容(如计算公式、具体的无损检测方法等)
放到相应的产品标准中去规定。
[3. 2. 15.2. 1 '⅛⅛验方法】
按照试鹭潍设计的简单芬力?器,将在室温下懺破压力不得小于5倍的设计压 力改为“爆⅛魅方木得小于元护计压力”。本规程如其他类似条款作同样修改。

【3. 2: 16「快开门式压 快开门戒膜为瘵琳
置,并且瓣簸肩剰
'罗邮
【3.3非崟牖'債势 J 'f *
【3.3.1 ,石翔
【3. 3. 1.1 涌
「关⅛⅛ 中规定了工侔压力大: 最大设计外JijJ 35QPSi 规定最大设璇贓腳
二、E
均温度,而非规麒
d .r 0 窗悽求
⅝⅛修订新增“安*賓应当设置安全联锁装 竇务法等使用技术戰作出规定”。
IlIlllIIlm∣!∣mιIlIiIllII
Z 伸
:⅛- h MiI!
■ ',lll∣l^∣IiiiiilIII
.. , ......... IiIIllllllllllIinn职i
J ∙∙∙ IIIIIIhniIH∣ll∣∣倾I
ll<,:"..";
。在GB/T 21432—⅛《石墨制压力容器》 讎1或等于2.4MPa;在ASME UIG中规定了 ⅛l*l压力350PSi^.4MPa) o本次修订明确 内压 2.4MPaO f
温度。规定最高设破度为205°C(器壁截面的平 OOC),规第做计温度为-70OCO
.滨用还需要进行系统和科学的论 证。虽然在GB∕T^≡fi^.,∣⅛ 是“石墨压力容器及其部件工作时
的容器壁温为才差?噩辩':',但是考虑能承受40(ΓC高温的是不含树脂的石墨质材 料;而且目前闻⅜⅞飜參極料及合成树脂的质量和性能的稳定性,都与德国等发达 国家的存在τ⅞毒鑿选鷲加
. ASME UlG 5'J-73°C ,因此本规程规
定到一 7(ΓC是可彳
[3. 3. 1.2 安∙∙^M⅛≡1
原非金网麴嘟将不透性石墨材料分为A级和B级,A级(抗
设十
——149——
拉强度21MPa、抗压强度63MPa、抗弯强度31.5MPa)安全系数为7, B级(抗拉强度 14MPa、抗压强度60MPa,抗弯强度27MPa)安全系数为9。根据国内40多年来承压 石墨设备(包括低于沸点的液体承压容器、以及按压力容器管理前的石墨容器)的实际 使用情况,尚未有石墨设备因设计强度不足造成安全事故的报道,又随着设计、制造、 使用、监管等方面的技术、管理水平不断提高,可以考虑适当降低石墨材料强度的安 全系数。为使优质的石墨材料得到合理应用,发挥制造企业的设计和制造能力,鼓励 制造企业自觉地提高工艺水平,本次修订引入ASME规范的思想,考虑介质因素, 合理降低安全系数,并且明确规定许用应力的计算方法,规定“用于设计的许用应力 值为石墨材料工艺评定报告(CMQ)中指定设计温度下抗拉或者压缩试验平均值的 80%除以安全系数6.0 (毒性危害程度为极度或者高度危害介质时,安全系数选7.0) O ”
[3. 3. 1.3耐腐蚀性】
本次修订新增关于石墨压力容器的耐腐蚀性规定。
石墨制压力容器失效的主要原因是腐蚀(包括溶解、溶胀)失效。因此,为保证容 器的安全性能,在设计时,应根据不同介质成份,选择一些特殊的浸渍或粘接树脂材 料。因为这些材料对容器的安全性能影响较大,所以,当缺少某介质条件下的试验或 使用资料时,在设计之前,需要做必要的腐蚀试验,以选择合适的树脂材料。
[3. 3. 1.4耐压试验】
原非金属规程规定试验压力不得低于1.25倍的设计压力,本次修订借鉴ASME 规范的规定,考虑介质因素和相对金属容器较高的安全系数,提高耐压试验压力,增 加到不得低于L5倍的设计压力,对于盛装毒性危害程度为极度或者高度危害介质的 容器,其试验压力不得低于L75倍的设计压力。
【3.3. 1.5泄漏试验】
对于盛装毒性危害程度为极度或者高度危害介质的压力容器要求进行泄漏试验。
[3.3. 1.6粘接试件】
由于石墨材料粘接接头的特殊性,对“盛装毒性危害程度为极度或者高度危害介 质的压力容器”,设计者应当在设计文件中提出粘接试件的制作要求。
[3.3.2纤维增强塑料压力容器】
[3. 3. 2.1通用要求】
本次修订明确规定纤维增强塑料压力容器不可用于盛装毒性危害程度为极度或 者高度危害介质和液化气体介质,设计温度不得低于-54OCO
[3.3.2.2设计类型】
参照ASME标准的规定将设计方法按照三种型式划分,分别采用不同的设计方 法、制造工艺及相应的实验方法。
树脂的热变形温度(HDT)指树脂浇铸体试件在等速升温的规定液体传热介质中, 按简支梁模型,,,在规定的静载荷作用下,产生规定变形量时的温度;树脂的玻璃化温 度(Tg)指树脂由高弹态转变为玻璃态的温度;热变形温度低于玻璃化温度。
[3. 3. 2. 3设计方法及安全系数】
根据纤维增强塑料压力容器的三种型式,给出不同的设计方法(规则设计法、分 析设计法、试验设计法等)和最低的安全系数,见表2。
⅛2纤维增强塑料压力容器的设计方法和安全系数
|
.制造工艺 |
设计压力P 设计温度 |
原型机 |
安全系数 | ||
|
尊糊、喷射成型工艺一 |
W IMPa ' |
是,10万 | |||
|
T |
^≡绕成型工芸不函厂 极孔包络" |
― 65 0C WlOMPa (TWW 65 P); |
次的压力 疲劳试验, |
PT^eP | |
|
L |
缠绕成型」王艺并进行 极孔包络"】 |
≤120°C ≤20MPa (TW>65 "C) |
压力范围 从常压至 P_______ | ||
|
筒体采 用缠绕 成型工 |
规则梭计法 0∙DiW 2.4MPa∙m) |
W1.6MPa, Z)i≤4.8m |
方法验收时,由 设计者综合考 | ||
|
: |
艺,封头 可采用 手糊顶 射或者 缠绕成 .型 |
,分柝谀计⅛f 或规则、分析 结合设计法 |
≤ 120 °C ≤0.6MPa, A≤4m |
否 |
虑;无法用声发 射检测方法验 收时,适当提 高。具体安全系 数由相应的产 品标准规定 |
|
: |
缠绕成型工艺并进行 •极孔包络制造 |
AOMPa 且 ≤ IOOMPa J |
_ 是,根据设 计条件决 定是否进 行疲劳试 验____ |
碳纤维增强塑 料:PTm2.25p; 玻璃纤维增强 塑料:PTN3.5/7 | |
注:(1)所用树脂的热变形温度应当高于设计温度20。C以上;
(2)对II型容器,设计许用应变不得大于0.1%,外压安全系数不得小于5.0;
⑶设计压力夕,压力试验的试验压;⅛,工作压力”,筒体内直径以、工作温度7^。
II型容器设计安全垂数需要考虑载荷条件、成型工艺、使用环境、温度、预期 使用年限、材料离散等因素,很难确定。在国际标准中规定也相差很大,欧洲标准 EN 13121规定:K=2×Λl × A2× A3X A4× A5,即将各种因素进行综合考虑而得到,最 小取值根据设计方法不同分别为4、6、8;而在ASME标准中规定设计许用应变为 0.001,安全系数对于长期载荷取10,短期取5,负压安全系数取5。因此在本规程中 对安全系数没有明确规定「要求在具体产品标准中确定。
[3.3.2.4铺层设计】
纤维增强塑料(玻璃钢)的强度及刚度与其铺层结构密切相关,其功能是由层合结 构的构成决定的,~应在设计过程进行详细铺层设计。
[3. 3. 2.5粘接设计】
纤维增强塑料压力容器的粘接属于二次成型,是整体结构的关键点,必须保证接 头处的安全可靠。 m
【第4章“制造”总体谜
本章主要内容源于'原固齒
造”,纳入了非金属容器制造相关技术 内容,分通用要求、鲤磚、≡ι驟H容譌三部分。在通用要求中,加强质量计划、 铭牌要求;在金属压力容瞬也方醤号⅛⅛整了无损检测要求⅛孃加了制造环节热处理
勇的发展情况,对其制黯:过程进行了较大幅度 jIlI:
衆每个环节的边界尽可範晰,明确相应的主体
〈需要设计进行规定的紡容(如无损检测方法、
、矗度等)明确由设计者提出并放到“设计”章
'位按照设计文件的规定编制相应工序(无损检测、
'7熱 ∖h ■ I Ii ■■ /
夺并实施。
IlIlIIIliIillIllIlull,"1IlIli 删听
要求;非金属压力容严"IIU 一 ................-J ■ '■ ■■临’、■'一亠
根据]
章
造
[4.1制造通用要求】
的调整和修改。
根据“各环节技 责任”的原则,将原 比例,热处理,耐压栽验W 中,而在制造章节中,\明树 焊后热处理、耐压试验雀为
[4. 1.1制造单位】
原固容规要求“单位法定代器制造质量负责”,现根据《特种 设备安全法》的规定,改为“制造单位疝圭要负责人对压力容器的制造质量负责” O [4. 1.2型式试验】
一、 明确简单压力容器、蓄能器应当经过国家质检总局核准的检验机构进行型式 试验,型式试验的项目、要求及结果应当满足相应产品标准的要求。
二、 新增条款,对首次制造瓶式容器、真空绝热深冷容器的制造单位,要求制造 前试制样品容器,并且该样品容器应当经过国家质检总局核准的型式试验机构进行试
验,以证明制造单位具有相应的技术能力。
14. 1.3制造监督检验】
【4.1.4质量计划】
新增条款,单独列出一个条款,以强调质量计划(检验计划)。质量计划对保证压 力容器的制造质量及本质安全十分重戛丄霆團容规中只是在产品出厂资料“产品质量 证明文件”中有j⅛提及,本次修原监检规中,监督检验也是基手质  量计划进行的,要求根据质量⅛z划
量计划进行的,要求根据质量⅛z划
【4.1.5产品出厂资料国
【4. 1.5.1通用要求】感
一、压力容器出厂
文件和资料,同时要瑞
光盘或者其他电子存够辱 _t t . . J _ . / . ⅞∣∣ι∣ιι∣Ψil∣MII∣!l___U r.
.—«、
图样上的设计单位设ItJ 三、在 4.1..5.1 (2⅛j⅛
封口真空度、真空夹如
[4. 1.5.2压力容器
要求单独出厂的压'
管束、人孔部件等)的制癲
【4. 1.5.3保存期限】
料】
定监检项目O
散費求制造单位应当质厘用单位提供纸质技术
醵菁品合格证、产品矗证明文件电子文档的
■ ,Λ
-' 聴命
H晨生产的小型压力容WS因数量大,其竣工
产
篮明文件中,对真压力容器,还要求 发率等检测结果资料?
产品出厂资料】
⅛<'f T S F
••(期筒节、封头、锻件等)和受压部件(如换热 讖鴻单位提供质量謔明文件。

新增条款,明确规定“产½⅛Λ;资料或者竣工资料的保存期限不少于压力容器设 顼* \ •. /
∖∙ ' .... . : /
计使用年限。”
[4. 1.6产品铭牌】
一、 新增铭牌应当“清晰、牢固、耐久”要求。
二、 对批量生产的小型压力容器(如简单压力容器),如果没有每个产品的产品编 号,允许采用“产品批号”。
三、 铭牌内容中新增“自重”项目。统一原净重、总量等说法,自重包括出厂时 固定在容器内的内件重量,不包括介质、触媒、填料等的重量。
[4.1.7变更设计】
[4. 1. 8无损检测】
【4.1.9耐压试验】
【4. 1.9. 2耐压试验通用要求】
耐压试验是设计环节必须考虑的一种工况,本规程提出了最低耐压试验压力的要 求,设计者应当根据所确定的耐压试验压力(包括考虑液柱)进行相应的设计计算,因 此设计时不存在强度校核问题。但如果制造时采用高于设计文件规定的耐压试验压力 时,制造单位应当对各受压元件进行强度校核。
本次修订强调的是制造环节的校核,条件是拟采用高于设计文件(原固容规4.7.3 为“本规程”)规定的耐压试验压力时;同时要求应当对各受压元件进行强度校核, 而不仅仅是对壳体。
[4. 1.9.4. 1气压试验程序】
鉴于气压试验的危险性,在4.1.9.4.K1)中,增加要求气压试验时,制造单位的 安全管理部门应当制订应急预案。
[4.1.10泄漏试验】
[4.2金属压力容器制造要求】
【4.2.1焊接】
[4. 2.2试件(板)与试样】
[4.2.2.2焊接试件(板)的制作】
新增4.2.2.2(4) “应用应变强化技术的压力容器试件,应当按相应产品标准进行 应变强化预拉伸。”
[4.2.3胀接】
【4.2.4外观要求】
[4.2.5无损检测】
[4. 2.5.2局部射线检测或者超声检测实施要求】
4.2.5.2(2) “经过局部无损检测的焊接接头,如果在检测部位发现超标缺陷时, 应当在已检测部位两端的延伸部位各进行不少于25Omm的补充检测,如果仍然存在 不允许的缺陷,则对该焊接接头进行全部无损检测” O
原固容规规定发现超标缺陷的扩探范围从“该缺陷两端”开始,现改为从“已检
—154 —
测部位两端”开始。
[4. 2,5; 3"无损检测记录和报告】
明确要求制造单位及无损检测机构对无损检测报告的真实性、准确性、有效性负 责,妥善保管射线底片和超声检测数据等检测记录(含缺陷返修前记录)和报告。
【4.2.6热处理】
[4. 2. 6. 1需要热处理的情况】
新增除焊房热处理由设计者规定外,制造过程中因工艺需要的其他热处理情况由 制造单位自行规定的要求。制造过程中因冷加工成形致使材料发生较大变形或者组织 发生较大变化而影响材料微观组织或者力学性能时,或者当要求材料的使用热处理状 态与供货热处理状态一致但在制造过程中破坏了材料的供货热处理状态时,应当对受 压元件进行恢复材料性能热处理;需要通过热处理达到设计强度、韧性指标时,应当 对受压元件进行改善材料性能热处理。
[4.2. 6.2热处理实施要求】
应当注意,这些热处理实施要求是对所有种类的热处理要求,而不仅是对焊后热 处理的要求,还包括恢复材料性能热处理和改善材料性能热处理。
【4.2.7锻钢、铸铁、不锈钢与有色金属制压力容器的专项要求】
L4.2. 7.2铸造压力容器]
本规程本次修订包括了铸钢,故此条关于铸造压力容器的要求也包括铸铁和铸钢 压力容器。
【4.2 7.3不锈钢和有色金属压力容器】
新增条款427.3(4) “在首次采用应变强化技术进行容器制造前,制造单位应当 按照相应标准的要求对采用的应变强化工艺进行验证,并且进行样品容器的试制,试 制容器经监督检验合格后方可进行制造。”
【4.2.8超高压容器制造专项要求】
[4. 2.9简单压力容器制造专项要求】
[4. 2. 9.1简单压力容器的型号】
简单压力容器同一型号的划分条件中增加I项要求:设计方法(指计算方法或者 试验方法)相同。
[4. 2.9.2简单压力容器的组批原则】
在组批原则中,增加“相同图号”的要求。
[4. 2.9.4爆破试验】
一、 对复验后爆破压力仍达不到要求的,直接规定该批或者该焊工当天焊接的简 单压力容器判为不合格。
二、 删除周向永久变形率的计算公式,放到简单压力容器产品标准中。
【4.3非金属压力容器制造要求】
[4.3.1石墨压力容器制造专项要求】巷
[4. 3. 1.1通用要求】
一、 石墨组件是组装成处村的零部件(主要吨墨块材和石墨管材),这些石
墨组件的成型加工都应当展跡洛的工艺评定规程(添)(主要是浸渍工艺和压型 工艺)进行。 £: ¾
二、 石墨组件的粘慫礒《變轴的糖接操作人员携典评定合格的粘接工艺规 程(CPS)进行。为确⅛∣∣,⅛K½5'>'要求被粘接材料W海度控制在10°C~52°C之 间,并且要求评定合羸潮工丢击当定期进行验证性试轟驀6个月至少一次)o
[4. 3. 1.2工艺评鑑龜OSl
il∣ii∣∣∣!N∣H>l!∣i∣'∣NI
工艺评定主要件 定的重要因素、ɪw
WFI ‘ Pi!∣!∣⅛∣∣^∣
雌型(模压或挤压)工艺Il住,对重新进行工艺评 飯;'工艺评定用试件和,莅罷试验等提出了原则性
的要求,具体内容*S豪囈啤风懸窦而标准。 Sf
一、 从石墨原材IK瀛"月腎渍剂)和工艺参数三个和,提出了重新进行工 艺评定的重要因素。二鬱
二、 规定了工艺评惡躇W臘,握基本的内容要七'
三、 为保证评定的程勘部道度,提出了制取标晚样每组10件的要求。
[4. 3.1. 3粘接工艺评定R ξ /
对重新进行粘接工艺评膈I矗一因素、粘彗工必定报告(CPQ)、粘接工艺评定 用试件和性能试验等提出了原则性的竇/I诉内容和要求应该执行相关的标准。
一、 从粘接接头设计、表面准备状溢潔占接材料参数(例如填充材料、树脂、固 化剂等)和工艺参数四个方面,提出了重新进行粘接工艺评定的重要因素。
二、 规定了粘接工艺评定报告(CPQ)中最基本的内容要求。
三、 为保证评定的参数的高置信度和可靠性,提出了制取标准试样每组10件的 要求。
[4. 3.1.4粘接操作人员的培训考核】
粘接接头的质量受粘接操作人员人为影响因素较大,制造单位应当对从事石墨压 力容器及零部件粘接作业的粘接操作人员进行培训考核。
[4.3. 1.5材料修补】
为确保石墨容器的安全性能,要严格控制对原材料的修补,因此增加了 “粘接缝 同一部位的修补不宜超过2次,如超过2次,修补前应当将情况总结并且经制造单位 技术负责人批准,修补的次数、部位、修补情况应当记入质量证明文件。"
[4.3. 1.6 .粘接试件】
规定了按设计要求,对盛装毒性危害程度为极度或者高度危害介质的压力容器在 制造过程中有带接接头时,应当在制造炷叠同时制作粘接接头试件。突出了要保证 质量和安全性矗的重点。 -U '
[4. 3. 1. 7外观检查】
外观检查i般在容器最缪

島依验前完成,对于完3辱隐蔽的表面应该在完工前
进行外观检査。
[4.3. 1.8石墨管水嚥獭 根据石墨压力容» ʌ'''
检验岀是否有缺陷。
组装前对石墨管的质耕彎⅛
IlllIllIlIlllHINII^I . £5
的规定;考虑到有时欄导 的要求保持-致,⅛t⅛ 得低于IMPa”的要勒g 【4.319.石墨块岫或
根据石墨压力容器制 ⅛⅛ 便检验出是否有缺陷。从可羸E  在组装前对石墨块材的质量&
在组装前对石墨块材的质量&
[4.3. 1. 10耐压试验】
删除了与本规程4.1.9 “ _______才
容器耐压试验的专项要求,增⅛⅜∙⅛⅛sg⅛f ;' /
L4.3.1.11泄漏试验】
耐压试验后,应当按照设计要求,对槌装毒性危害程度为极度或者高度危害介 质的压力容器”进行泄漏试验。
验】I \
讖兹蠶,石墨管在检维时采用气压试验更方便 嘩疇*角嚷釉发.同时和GB/T21如2的要求保持一致,在 鑼hd ,增加了*气压试验”的方法,向觥取消了需保压IOmin
高斎齬质量角度出肅同时和GB/T 21432 氐于设计压力的2⅛⅛变,但增加“且不 j;"V⅛5J!≡
T7 ≡
较低 持*

薑试验】 「5
夷践经验,点曇块材在成验时釆用气压试验更方
.同吋和GB/T 21432的要求保持一致,
Tt"<≡⅛⅛"
方法。
验”通用要求WMW的内容,规定了石墨制压力
*

[4.3.2纤维增强塑料压力容器制造专项要求】
[4. 3.2. 1制造环境要求】
新增环境温度和湿度要求,以便生产符合纤维增强塑料的工艺特点,保证产品质量。
[4. 3.2.2原材料的使用要求】
新增原材料的使用要求,包括树脂的存放以及助剂加入注意事项,从而保证产品 质量和生产安全。
[4.3.2.3制造工艺要求】
一、 新增制造工艺要求,从缠绕角和织物两方面对搭接提出要求,因为一般标准 中不会对此作出要求,而其对产品质量又有较大影响。
二、 删除了对模具的要求,因为原非金属规程中所要求的也是其他材料的压力容 器应该做到的,并不是纤维增强塑料所特有的。
[4.3.2.4原型容器】
I型和In型容器应当制作原型容器,并给出了制作原型容器的具体要求。
[4. 3.2.5制造成型工艺】
一、 删除了原非金属规程附件6中的成型和粘接工艺评定的具体内容,工艺评定 的具体内容和要求在相关标准中进行规定。
二、 规定了 I型和ID型容器按照检验合格的原型容器进行制造;∏型容器则按评 定合格的制造工艺进行制造。
[4.3.2.6工艺评定人员要求】
提出对成型及粘接工艺评定人员的要求,确保评定合格的工艺符合企业的实际水 平和可操作性。
【4. 3. 2. 7制造检査】
增加了制造检验的项目,删除了合格指标要求,改由设计者确定或是按照相关产 品标准执行。
【4.3.3非金属压力容器中的金属受压元件的制造】
5安装、改造与修理
【第5章“安装、改造与修理”总体说明】
本章主要内容源于原固容规的第5章“安装、改造与维修”,变化不大,新增非 金属容器改造与修理的技术要求,将原固容规“5.4维修及带压密封安全要求”移到 第7章使用管理中。
[5. 1安装改造修理单位】
【5. 2改造与重大修理】
【5.2.1改造与重大修理含义和基本要求】
在5.2.1⑶中增加“压力容器的改造或者重大修理可以采用其原产品标准”的规 定。一般来讲,压力容器的改造或者重大修理可以采用其原产品标准,采用现行法规 标准更好;应当注意,如果采用原标准,应当比较本次改造修理所涉及的标准内容与 现行标准的差异,确认原标准的内容没有因涉及安全问题而被修订,如果有此类情况, 应当采用现行标准的修订内容。
【5.2.3改造事者修理的焊接要求】
在5.2.3中Ii挖补、更换筒节外,增加“压力容器增(扩)开口接管”的,应当参 照相应的产品标准制订施工方案,经技术负责人批准,焊接工艺评定按照本规程 4.2.1.1的规定。
[5.2.4非金属受压元件改造或者修理专项要求】
本次修订,新增对非金属受压元件改造或修理的专项要求。
一、 当改造或者修理石墨受压元件时,需要进行粘接或者浸渍作业的,在改造或 者修理作业前,应当参照本规程4.3.1.2和4.3.1.3的规定进行相应的工艺评定。
二、 纤维增强塑料压力容器改造、修理过程中应当远离热源、火源。
[5.2.5改造与重大修理的耐压试验】
在5.2.5(1)中增加“用焊篓(粘接)方法更换或者新增主要受压元件的”需要进行 耐压试验的要求。
6 监督检验
【第6章“监督检验”总体说明】
本章主要内容源于原监检规,内容变化不大,只是在原监检规的基础上,适当调 整受压元件及部件的监检范围,对条文进行了梳理、整合、精炼。同时,针对本规程 的修订,新增一些必要的监检项目要求。
[6.1监督检验通用要求】
[6. 1. 1 监督检验】
[6.1.2适用范围】
将原监检规第三条(三)、(四)合并为本规程6.1.2.1(3),并且调整为“单独出厂 并且具有焊缝的筒节、封头及球壳板,或者采用焊接方法连接的换热管束” O这一修 改缩小了监检范围,注重焊接要求,监检仅针对单独出厂并且具有焊缝的筒节、封头
一 159 一
及球壳板(例如其上焊有接管、人孔、支腿等),或者釆用焊接方法连接的换热管束, 不带焊缝的上述产品均不要求监检(釆购合同要求的除外)。
【6.1.3监检机构】
删除原监检规第十条。按照由受检单位约请监检机构的原则,不再指定监检机构。 对于一台压力容器,应当保证由一家监检机构进行监检,出具一张监检证书。
[6.1.4受检单位的义务】.⅛[
取消对受检单位“应当持属相施许可证(或者其毎可申请已被受理)”的要求,特 种设备行政许可改革后, 保留对其带有焊缝产品饭 许可制度方面的监检(如保, 许可要求的情况。
[6. 1.5
[6. 1.6
[6. 1.7
[6. 1.8
[6. 1.9
[6. 1. 10
[6. 1. 11

9对仅生产封头、承压部件制造单位的行政许可,但  的监督雪睥。相应地,糖后续监检内容中,凡涉及
的监督雪睥。相应地,糖后续监检内容中,凡涉及  ':6执行许可制度\664等),均限定在对有
':6执行许可制度\664等),均限定在对有

监检机构唸瓚
SHiSS 受
监检工作见证碘检 监检机构存档洛
[6.2制造监检】
[6. 2. 1
【6. 2. 2
[6. 2.2. 7热处理监检】
【6. 2. 2. 7. 4现场热处理监检(A类)】
为了加强对现场热处理的监检,将该监检项目类别由B类改为A类;对于进行 现场热处理的大型压力容器,监检单位应当特别注意现场热处理施工单位的技术能力 和业绩。
[6.2.3非金属及非金属衬里压力容器制造监检要求】
按照本次修订对非金属及非金属衬里压力容器技术要求的修改,重新规定相关的 监检要求,形成6.2.3.2石墨及石墨衬里压力容器制造监检专项要求;6.2.3.3纤维增 强塑料及纤维增强塑料衬里压力容器制造监检专项要求;623.4搪玻璃压力容器制造 监检专项要求。
[6.3改造与重大修理监检】
[6.4进口压力容器的监检】
[6. 4.8相关技术文件和检瞪竇料的审查】
对于一些难以在到岸 行审査的项目,明确菌只有进行境外监检时才进 行,例如焊接工艺规程与傅 符合性、焯缝射线检测獻
【6.5批量制造产輟瓣有法】
BSSI a 在该方法的适M⅛⅛ f⅛增加
⅛∣ii 矿 g压力容器制鰐 【6.6.1基本要求电航 新增内容:当发现斂
报告报送颁发受检单位 ⅛¾l⅛华 的不符合情况应当详细说
【第7章“便用營理”总体说明】
I ɪ
∞l Ifn SliIiI∣'
發施状况评价】
记录与焊接工艺规程的
体系存在严重问魁时,还需要及时将评价 ,:安全监管部门;/哮侪报告中对6.6.2、6.6.4 如理建议 /
按照特种设备法规标准体系建设规划,对特种设备的使用管理环节制定统一的管 理规则(大规范),压力容器使用管理、登记等内容已在即将颁布的TSG 08—2016(特 种设备使用管理规则》中规定,故本规程中主要保留了原使用管理规则中对压力容器 的一些具体规定及年度检查内容。
[7.1使用安全管理】
[7.1.1使用单位义务】
[7.1.2使用登记】
[7.1.3压力容器操作规程】
【7.1.4经常性维护保养】
[7. 1. 5定期自行检查】
对于《特种设备安全法》规定的定期自行检查,具体到压力容器,规定为“月度 检查”和“年度检查”,并在7.1.5.1中规定月度检查内容,在7.1.5.2和72中规定 年度检查内容。
[7. 1.6定期检验】
新增内容“定期检验完成后,由使用单位组织对压力容器进行管道连接、密封、 附件(含安全附件及仪表)和内件安装等工作,并且对其安全性负责。”以此提示使用 单位注重定期检验完成后压力容器的管道连接、密封、附件(含安全附件及仪表)和内 件安装等工作,同时也进一步明确安全责任。
[7. 1.7达到设计使用年限使用的压力容器】
【7: 1.8异常情况处理】
[7. 1.9装卸连接装置要求】
[7. 1. 10修理及带压密封安全要求】
一、 将原固容规“5.4维修及带压密封安全要求”移至本条,以在修理及带压密 封过程中落实使用单位的安全管理责任。
二、 原规定“对于特殊的生产工艺过程,需要带温带压紧固螺栓时,或者出现紧 急泄漏需进行带压密封时,使用单位应当按照设计规定提出有效的操作要求和防护措 施,并且经过使用单位技术负责人批准。”现删除“对于特殊的生产工艺过程,需要 带温带压紧固时,”这种情况多属于正常紧固,不需特殊批准。
[7.1.11简单压力容器和本规程1.4条范围内压力容器的使用管理专项要求】
源于原固容规1.4条和原使用管理规则第二十六条,增加了一些具体规定。
【7.2年度检查】
L7. 2. 1安全管理情况检查】
[7. 2: 2; “:压力容器本体及其运行状况检查】
[7 2. 3安全附件及仪表检査】
[7. 2. 3. 2爆破片装置】
[7. 2. 3. 2; 1检査内容和要求】
删j⅛原使用管理规则附件G4.1 (6) ~ (9)中的图G-I、图G-2、图G-3和图G-4, 改为文字描述。
通常情况下,,荏超压泄放装置与被保护压力容器之间是不设置截止阀的,这一要 求在原固容规835(4)中已有规定;而且即使因特殊需要设置了截止阀,也应该釆取 特殊措施来保证超压泄放装置的正常使用。关于这一点,GB 567.2—2012《爆破片安 全装置’第2部分:应用、选择与安装》6丄4、TSGZFOOI→006 <安全阀安全技术 监察规程》B4.2⑷及ASME W-1:2010附录M中M-5都作了较为详细的描述和规 定。原年度检查内容中的示意图易产生误解,根据征求到的意见,将这些图予以删除。
【7.2.4检查报告及结论】
8定期检验
【第8章“定期检验”总体说明】
本章主要内容源于原定检规,内容变化不大。
本次修订将金属、非金属压力容器的检验分开描述,分别叙述检验周期、检验项 目及内容、检验结果评定(评级)。将超高压容器的定期检验统一到金属压力容器的定 期检验中,包括统一检验周期、检验项目及内容、安全状况等级评定等。
【8.1定期检验通用要求】
[8.1.1定期检验】
[8.1.2定期检验程序】
【8.1.3检验机构及人员】
[8. 1.4报检】
【8.1.5安全状况等级】
【8.1.6检验周期】
一、 将金属、非金属压力容器的定期检验周期分开描述。
二、 根据调研情况,调整超高压容器的检验周期。原超高压规程第五十三条规定:
“(一)全面检验,超高压人造水晶釜每3年至少进行一次;其他超高压容器每3年~ 6年至少进行一次;(二)耐压试验,每10年至少进行一次。”本次修订,对超高压 容器的检验周期没有另行规定,与其他金属压力容器一样,按本规程8.1.6.1的规定 执行,同时应当注意本规程8.1.7.K5)关于缩短检验周期的特殊规定“使用超过15 年的或者运行过程中发生超温的超高压水晶釜”。对于超高压容器的耐压试验,按本 规程8.3.13的规定执行,不再强制要求每10年至少进行一次。
18.1.7检验周期的特殊规定】 二

[8. 1.7. 3无法进行或者不有鍛蛔行定期检验的情况】 在8.1.7.3⑵中,“因,
提出书面申请报告说明情滅L⅛ 者承担基于风险的检验 : 关备案后,……”。新增也劑征 ©



乍】
特殊不能按期进行定期检验的压力容器,由使用单位

用男位丰要负责人批准参征得上次承担定期检验或

,「3(首次检验的'定期除外),向使用登记机

承担基于风险的检蠢:(RBI)的检验机构同意。
【8.2定期检验前陲礴
Illll山!lll∣IiIll"l!!∣ 呼 J 金属压力容#号噓件项 检验项目C悬 宏观检验】發⅛
1 1
隔热层、衬里W! 真空绝热压力容 壁厚测定】
表面缺陷检测】 埋藏缺陷检测】
【8.3. 1
[8. 3. 2
[8. 3. 3
[8. 3. 4
[8. 3. 5
[8. 3. 6
[8. 3. 7
方,⅛.1
层
验
⅛s IIilliIIIilIIlllIIIIhiIlI IIIll!
SiS"I
[8. 3. 8
材料分析】
83.8(1) “材质不明的,一般需要查明主要受压元件的材料种类”删除材料牌号 的要求。
[8.3.9无法进行内部检验的压力容器】
(8. 3. 10螺柱检验】
[8.3.11强度校核】
[8.3.12安全附件检验】
——164 —
按本次修订对安全附件的界定,安全附件检验不再包含对压力表等仪表的检验。 新增对快开闩压力容器连锁装置的检验要求。
【8.3.13耐压试验】
【8.3.14泄漏试验】
【8.4非金属及非金属衬里压力容器定期輕验项目与方法】
[8. 4. 1
[8. 4. 2
【8.4.3
[8. 4. 4
[8. 4. 5
[8. 4. 6
检验项目】
搪玻璃压力容器检验4

石墨及石墨衬里压灼容器检验】
更增强塑料衬里压力容器检验】
验】,

纤维增强塑料 压力容器热患 耐压试验】1

S
18.5金属压力容磅礴犯等级评.
”⅞l∣!∣!il∣l S3
宀. l∣i∣∣!∣l∣l∣∣l
【8.5.7腐蚀】 E删M
∣∣∣⅛lfll W
一、⑴“分散∣⅛嶼 不影响定级;……” ⅛f⅜
二(1)"
一 L ,"u
450Omm2,或者沿任一线 蚀长度的控制,改“沿襪
[8.5. 15超高压容器评
在压力容器定期检验安崟状) 规定。
'∏
卩柵郦何
f期i
Mlqi /■- 宀.… IlllI
L蚀磚不超过名义壁斷除腐蚀裕量后的1/3, *,**"•” ■ - ∙λ . ∣,.......................
理'“名义厚度” <, gg
飆n'査径的范围内,飆蚀的面积之和不超过 不超过50mιn√不影响定级",对点腐
意
等级评定中,新增本条关于超高压容器评为5级的
【8.6非金属压力容器及非金属衬里安茎亵况等级评定】
[8.7定期检验结论及报告】
【8.7.1检验结论】
将金属、非金属压力容器的定期检验结论分开描述。
[8. 7. 2检验报告】
一、仅规定了定期检验结论报告的格式,取消了原定检规中定期检验单项报告格 式,由检验机构参照原定检规在其质量体系文件中规定。
二、明确检验机构应当妥善保管检验记录和报告,保存期至少6年并且不少于该 台压力容器的下次检验周期。
[8.7.3检验信息管理】
[8. 7.4检验案例】
[8. 7. 5检验标志】
[8.8小型制冷装置中压力容器定期检验专项要求】
[8. 9合于使用评价】
取消原固容规7.7(1)中“承担压力容器合于使用评价的检验机构须经过国家质检 总局批准”的规定,改为本规程8.9(1) “承担压力容器合于使用评价的检验机构应当 经过核准,具有相应的检验资质并且具备相应的专业评价人员和检验能力,具有评价 经验,参加相关标准的制修订工作,具备材料断裂性能数据测试能力、结构应力数值 分析能力以及相应损伤模式的试验测试能力”。
[8. 10基于风险的检验(RBI)]
[8. 10. 1应用条件】、【8.10.2 RBl的实施】
一、 取消大型成套装置的使用单位,应当向国家质检总局提出申请并且经过同意 方可应用基于风险的检验(RBI)的规定;改为“申请应用基于风险的检验的压力容器 使用单位应当经上级主管单位或者第三方机构(应当具有专业性、非营利性特点并且 与申请单位、检验机构无利害关系的全国性社会组织)进行压力容器使用单位安全管 理评价,以证明其符合8.10.1要求的条件。
二、 明确承担RBl的检验机构须经过国家质检总局核准取得基于风险的检验 (RBl)资质;增加要求“从事RBl的人员应当经过相应的培训,熟悉RBl的有关国家 标准和专用分析软件” O
三、 增加规定申请RBI的使用单位应当提交其通过安全管理评价的各项资料, RBl检验机构应当对收到的申请资料进行审查确认。
四、 8.10.2⑷中,对于应用基于风险的检验(RBI)的压力容器,规定由承担RBl 的检验机构进行后续的检验工作(包括定期检验)。
9安全附件及仪表
【第9章“安全附件及仪表”总体说明】
本章主要内容源于原固容规的第8章“安全附件”,主要内容变化不大。
本次修订区分了安全附件和仪表的概念,对安全附件和仪表进行了重新界定,压 力容器的安全附件包括安全阀、爆破片装置、紧急切断装置、安全联锁装置等;仪表 包括压力表、液位计、测温仪表等。
[9. 1安全附件】
[9.1.1通用要求】
[9. 1.2超压泄放装置的装设要求】
L9. 1.3超压泄放装置的安装要求】
【9.1.4安全阀、爆破片】
【9.2仪表】
【9.2.1压力表】
【9.2.2液位计】
[9.2.3壁温测试仪表】
10附 贝I]
[10.1解释权限】
【10.2施行时间】
附件A:固定式压力容器分类
[A1压力容器分类】
[A1. 1介质分组】
[A1.2介质危害性】
[A1.3压力容器分类方法】
[A1. 3. 1基本划分】
按本规程新的适用范围,修改压力容器类别划分图A-I和A-2,包括超高压容器; 简单地说,超高压容器均为第HI类压力容器。
通过本次修订,所有固定式压力容器都应当按照本规程附件A的规定进行类别 划分,包括非金属压力容器、超高压容器及简单压力容器,为实现分类监管奠定基础。
[A1.3.5特殊情况的分类】
修改原固容规的A1.3.5⑵,取消原園溶规规定1.4范围内的压力容器统一划分 为第I类压力容器的规定。改为“简单J⅛零器统一划分为第I类压力容器。”修改 后1.4.1和1.4.2范围内的压力容器按AfiJ ⅛行分类
1.4.1和142范围内的厘力容器主要是在用过触难以检验或者检验意义不大  的,但这些压力容器若盛蜓"质或者参数较高,其遍尊性依然较大,如果不进行 …曲H程勲安全性能的控制,軸;本次修订改变了原固容 规统一将其划为第I类压嚕枷如爹壬规定其范围内的应!容器按图A-I或者图 A-2进行分类,以保证.制沐凰呻另帔 彌器∣⅛设计制造要.4.1和142范围内的 压力容器上得以落实If Sf VI, Sl.
的,但这些压力容器若盛蜓"质或者参数较高,其遍尊性依然较大,如果不进行 …曲H程勲安全性能的控制,軸;本次修订改变了原固容 规统一将其划为第I类压嚕枷如爹壬规定其范围内的应!容器按图A-I或者图 A-2进行分类,以保证.制沐凰呻另帔 彌器∣⅛设计制造要.4.1和142范围内的 压力容器上得以落实If Sf VI, Sl.
药:斜? 1 「3
[A2特定形式的盈發鲫
Iij.'ll 處
一、 将简单压力蟀瞰
'!.i.-1,'11IIilIIIllmIIill 0
改. 畛"Q
以’ ⅞⅛⅛⅛ ①
① 材料中增加了廨當. g"
② 允许介质增加⅛¾气邕U锄⅛聲 W性气体以及允许芥质的混和气体;同时允
许介质中含有不足以改变木 油令成'分,并且要求其不得影响介质与材料的相
容性;
③ 当内直径小于或者 时允许采用平盖 连接。
二、 给岀本规程中提及的車⅛⅛定形式压力容器的定义,包括非焊接瓶式容器和 储气井

定期检验,更应关注其]

义成

[A2.1非焊接瓶式容器】
[A2.2储气井】
[A2.3简单压力容器(注A)】
[A3压力等级划分】
.-Sf • • ”、一 h'hy%m■!∣ii∣,输
ii∙ ::/■ !■ ■ ■. . ∣li∣d∣h∣ll!IilIlI帅"
.W : . || 噩醐!風I
襟鉴≡W""" ⅛≤∣l個
把二*工;.,I :!
:本次修订对简钢力容器的界定有所修


TSG特种设备安全技术规范
固定式压力容器安全技术监察规程 TSG 21-2016
中华人民共和国国家质量监督检验检度总局颁布
*
新华出版社出版发行
(北京石景山区京原路8号邮编:IooO43)
新华书店经销
北京市庆全新光印刷有限公司印刷 版权专有不得翻印
*
开本880 X 1230 1/16印张11字数140千字
2016年6月第1版2016年6月第1次印刷
*
书号:155166*41 定价;99.00元
................ ■- !===-1■!■ ............................IflIllllflflflalflllflflllflIillil
95ZlLzDSl