u 34
CB/T 3651-94
挖泥船输泥管球形接头
1 994-1 0-08 发布
1 995-08-01 实施
中国船舶工业总公司发布
中华人民共和国船舶行业标准
CB/T 3651 — 94
分类号:U34
挖泥船输泥管球形接头
本标准规定了输泥管球形接头(以下简称“球形接头”)的型式、外形尺寸、基本参数、技术要求及验 收规则。
本标准适用于海上、内河吸扬挖泥船。
GB 6414铸件尺寸公差
GB/T 11350铸件机械加工余量
GB/T 11351铸件重量公差
JB 4379金属冷冲压件公差
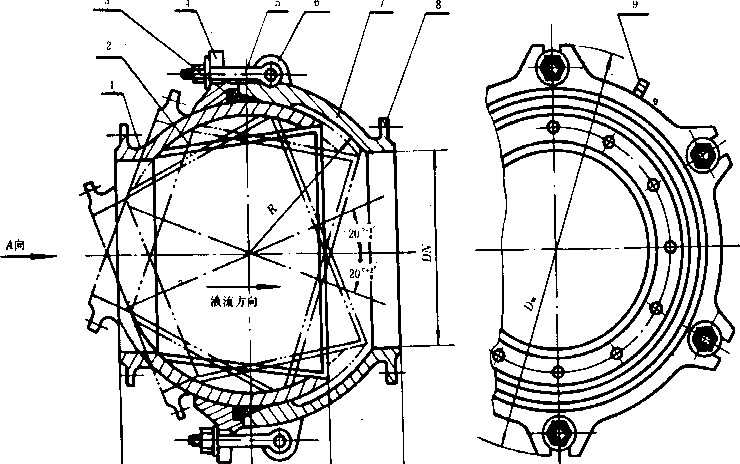
3.1球形接头结构釆用内外球面、活节螺栓连接型式,见图1。
中国船舶工业总公司1994-10-08批准
1995-08-01 实施
I
L/2. ,
) ^ 彳向视图
图1球形接头
1—内球体;2一内接管;3一密封环;4—压紧环;5—活节螺栓;6一眼板, 7—外球体;8—管接法兰;9一吊环
3.2球形接头外形尺寸及基本参数见表1、表2。
mm
表1球形接头外形尺寸
|
公称通径 DN |
外形尺寸 |
连接螺栓______ | ||||||
|
DW ≤ |
R |
L |
I |
数 量 |
公称压力加MPa | |||
|
≤0. 4 |
≤0. 6 |
≤1.0 | ||||||
|
250 |
570 |
200 |
450 |
355 |
8〜12 |
M16 |
~~M18- |
M22 |
|
300 |
650 |
235 |
525 |
400 |
~M18- |
M20 |
M27 | |
|
350 |
720 |
265 |
565 |
435 |
M20 |
M24 |
M30 | |
|
400 |
800 |
300 |
620 |
480 |
M22- |
— |
一 | |
|
450 |
870 |
325 |
650 |
500 |
~M24 |
M27 |
M36 | |
|
500 |
940 |
355 |
680 |
525 |
M27 |
M36 |
M42 | |
|
600 |
.1100 |
412 ― |
770 |
595 |
M30 |
一 |
M48 | |
|
700 |
1270 |
475 |
860 |
660 |
M36 |
M42 |
一 | |
|
800 |
1460 |
538 |
960 |
745 |
一 |
~M48^^^ |
M52 | |
|
900 |
1640 |
595 |
1015 ~ |
786 |
M42 |
. M52 |
M64 | |
|
1000 |
1770 |
645 |
1030 |
800 |
M48 |
M55 |
M72 | |
CB/T 3651-94
|
表2球形接头结构型式及基本参数 | |
|
结构型式 |
球体活节螺栓连接 |
|
工作压力P MPa ≤ |
0. 4jθ. 6;LO |
|
工作转角 _____________________(2_____________________ |
20+3 |
|
工作温度 _____________K_____________ |
218〜263 |
3∙ 3球形接头密封环型式、尺寸见图2及表3。
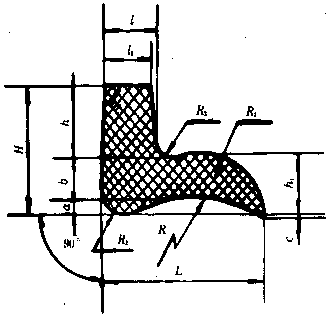
图2密封环
表3密封环尺寸 ’mm
|
公称通径 DN |
L |
I |
ZI |
H |
h |
R |
Ri |
R |
a |
b |
C | |
|
≤500 |
34 |
11 |
9.5 |
25 |
15 |
11 |
13.5 |
4 |
3 |
2.0 |
8 |
1.5 |
|
>500 |
48 |
16 |
14.5 |
35 |
21 |
16 |
19.0 |
5 |
4 |
2.5 |
12 |
1.5 |
4产品代号及标记示例
4.1产品代号
ZG——表示内外球体及附件全铸;
ZH——表示球体铸造,法兰、眼板焊接;
YH——表示球体压制成形,法兰、眼板焊接。
4.2标记示例
公称通径为400mm,公称压力为O. 4MPa的铸钢铸造成形的球形接头: 球形接头 400ZG-0. 4 CB/T 3651—94
5.1 一般技术要求
5.1.1主要零件材料要求应符合表4和表5规定。
表4球形接头零件材料
|
零件名称 |
材 料 | ||
|
______牌 号______ |
标准号 | ||
|
内外球体 压紧环 |
全傅 |
ZG230-450 |
GB 11352—89 |
|
压焊 |
Q 235B |
GB 700—88 | |
|
铸焊 |
Q 235B ___________ZG 230-450___________ |
GB 700—88 _________GB 11352—89_________ | |
|
___焊接法兰 |
Q 235 B |
GB 700—88 | |
|
接 管 |
20 |
GB 699—88 | |
|
密 封 环 |
耐水合成橡胶 |
一 | |
|
MC尼龙 |
一 | ||
表5 MC尼龙性能指标
|
项 目 |
指 标 |
|
密度.g∕cm3 |
1.14—1. 16 |
|
吸水率,% |
0.7-1. 2 |
|
抗压强度,MPa |
≤130 |
|
抗拉强度,MPa |
92.4~100 |
|
耐热性,K |
<373 |
|
耐寒性,K |
253 |
5.1.2球形接头可采用全铸、压焊和铸焊法制造。全備为内外球体全部铸造成形;压焊为钢板压制成 形,法兰、眼板等焊接;铸焊为内外球体铸造,法兰、眼板等焊接。
5.1.3密封环可做成斜头搭接,接口应釆用粘接剂粘合。密封环应具有耐海水腐蚀、耐泥沙磨损的工作 性能。
5∙1∙4为提高耐磨性,内球体接管可采用耐磨材料喷覆。
5.1.5铸件各表面不应有气孔、夹渣、缩孔、疏松、裂纹等缺陷存在,如有以上缺陷应予清除焊补,清理 光整,且应保证强度、密封性压力试验合格。
5.1.6零件焊缝不应有焊瘤,熔穴、气孔、夹杂、咬边和裂纹等缺陷存在,如有以上缺陷应予清除焊补, 清理光整,且应保证强度、密封性压力试验合格。
5-1.7球形接头的紧固件应进行镀锌防腐处理,外露表面应作防护处理。
5.2主要零件加工技术要求 ,
5. 2.1内外球体铸件非加工尺寸浦差应符合GB 6414中CTl2级精度规定,如采用离心浇铸应符合 CT9级要求。
5- 2- 2铸件重量偏差应符合GB/TH351中14级重量公差等级要求。
5- 2- 3铸件加工余量应符合GB/T11350中CT12-MAJ级要求。
5.2.4铸焊成形和压焊成形的内外球体焊接法兰平面与球体中心线的垂直度,应不大于法兰外径的 0.5%。
5-2.5压焊成形的内外球体外径尺寸偏差应不大于JB4379中冷压成形公差的B级精度要求。
5- 2- 6内外球体配合球面面轮廓度应不大于球体直径尺寸极限偏差。
5.2.7外球体球面加工精度采用H9。内球体球面加工精度d9。配合表面粗糙度为瓦M6.3fmι°
5∙3组装后试验技术要求
5.3.1内外球体加密封环组装后进行强度和密封性压力试验,试验压力为工作压力的1.5倍。试验时 密封环处不得有明显泄漏。
5.3.2内外球体组装爲应在工作角度范围内进行转角试验。
6.1制造厂应对主要零件逐个检査,其尺寸公差、形位精度及表面粗糙度等应符合本标准有关规定。
6.2铸件质量应符合5.1.5条规定。
6- 3焊接质量应符合5.1.6条规定。
6.4内外球体强度和密封性压力试验结果应符合5. 3.1条规定。
6. 5组装后的球形接头转角试验结果应符合5. 3. 2条规定,试验时可不加装密封环。
6∙ 6密封环外形尺寸按表3规定检査。橡胶密封环外观质量及物理性能各项指标应符合J型榜胶密封 圈标准有关规定。MC尼龙密封环物理性能指标应符合表5规定,外观质量要求同橡胶密封环。
7- 1每套球形接头应铸出或打上标志,标志可铸、打在外球体表面或管接法兰上。
7.2产品标志应包括以下内容:
a. 商标或制造厂名称;
b. 公称压力值,MPa;
c. 公称通径,mm;
d. 介质流动方向指示;
e. 标准号及出厂日期。
7.3内外球体在运输过胃中,两端管接法兰及球体配合面应涂敷润滑油脂,并进行封堵。
7.4球形接头应贮存在有遮盖,能防雨、雪、潮的木质垫板上。
本标准由全国海洋船标准化技术委员会提出*
本标准由中国船舶工业总公司第七研究院7構研究所归口 O 本标准由新河船舶修造厂起草。
本标准主要起草人左希伯。
标准分享网WWW. bzfxw. com免费下载