ICS 91. 140.60
P 42
CJ/T 257—2007
AIUminiUm alloy and StainIeSS SteeI sluice gate
2007-06-05 发布
2007-12-01 实施
本标准在编制过程中主要参考了 AWWA C5O1:1987«铸铁水闸门RAWWA C513 :1997《明渠用金 属结构闸门》、BS 7775:1995《闸门规范》,同时引用了国内相关的国家标准及行业标准中的部分技术 规定。
本标准为首次制定。
本标准由建设部标准定额研究所提出。
本标准由建设部给水排水产品标准化技术委员会归口。
本标准附录A、附录B为资料性附录。
本标准起草单位:中国建筑金属结构协会给水排水设备分会、湖北洪城通用机械股份有限公司、株 洲南方阀门股份有限公司、武汉大禹阀门制造有限公司、北京竺港阀业制造有限公司、南通华新环保设 备有限公司、江苏一环集团有限公司、上海冠龙阀门机械有限公司、精嘉阀门集团有限公司、上海标一阀 门有限公司。
本标准主要起草人:王光杰、王洪运、袁星明、李习洪、李彬、包宏明、杭镇鑫、余家荣、金宗林、黄晓舊、 张延蕙、刘静、刘云、汤井来、李勇、罗洪波、强成良、肖卫平、赵志诚、刘广和、周宜爽。
1范围
本标准规定了铝合金及不锈钢平面(平板)闸门(以下简称闸门)的术语和定义、分类、要求、检验及 试验方法、检验规则、标志、包装、运输及贮存等。
本标准适用于给水、排水及水利、水电等工程,介质为水,温度小于或等于65°C,公称压力小于 0.1 MPa,孔口面积小于或等于9 ι√的闸门。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是 否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB 191包装储运图示标志
GB/T 700碳素结构钢
GB/T 983不锈钢焊条
GBzT 985气焊、手工电弧焊及气体保护焊焊缝坡口基本形式与尺寸
GBzT 1173铸造铝合金
GBzT 1220不锈钢棒
GB/T 1720漆膜附着力测定法
GB/T 1800. 2极限与配合 基础 第2部分:公差、偏差和配合的基本规定
GB/T 2100 一般用途耐蚀钢铸件
GB/T 2828. 1计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 2829周期检验计数抽样程序及表(适用于对过程稳定性的检验)
GB/T 3077合金结构钢
GB/T 3190变形铝及铝合金化学成分
GB/T 3280不锈钢冷轧钢板和钢带
GB/T 3323—2005金属溶化焊焊接接头射线照相
GB/T 3669铝及铝合金焊条
GB/T 3880.1 一般工业用铝及铝合金板、带材 第1部分:一般要求
GB/T 3880. 2 一般工业用铝及铝合金板、带材 第2部分:力学性能
GB/T 3880. 3 一般工业用铝及铝合金板、带材 第3部分:尺寸偏差
GB/T 4237不锈钢热轧钢板和钢带
GB/T 5117碳钢焊条
GB/T 5118低合金钢焊条
GB/T 5796. 3梯形螺纹 第3部分:基本尺寸
GB/T 5796. 4梯形螺纹 第4部分:公差
GB/T 6388运输包装收发货标志
GB/T 6414铸件尺寸公差与机械加工余量
GB/T 8110气体保护电弧焊用碳钢、低合金钢焊丝
GB/T 8923—1988涂装前钢材表面锈蚀等级和除锈等级
GB/T 9119—2000平面、突面板式平焊钢制管法兰
GB/T 9438铝合金铸件
GB/T 9793金属和其他无机覆盖层热喷涂锌、铝及其合金
GB 9969.1工业产品使用说明书 总则
GB/T 13306 标牌
GB/T 17219生活饮用水输配水设备及防护材料的安全性评价标准
GB/T 1724L 6—1998整体铸铁管法兰
DL/T 5018—2004水电水利工程钢闸门制造安装及验收规范
3术语和定义
3. 1
闸门 PenStOCk
给水、排水、水利} 辭 工构筑物屮的开放式収水【丨、水池、弟道等场合使用的,通过手动、电动、
液动或气动等方式螭*g切断或接逋水流、调节水咕、水位的设侪.
3.2 lr%f ⅝ I
门板 PenStOCk door
在闸门孔口俺婁曷动,用于控制水I止、水位的部仰
3.3
门框 PenStOCk frame
固定、支承门 ⅛fc件。
3.4
导轨 door guide
在门板的两侧,对其运动起导向作用的部fl
3.5
吊杆 SteeVe
通过驱动装置带动门板启闭运动的零件。
3.6
楔紧装置 WedgtGr PrCSSlirC k,e 使门板与门框紧密接触的装置。
3.7
闸门的安装方式 FNh;/ t∖pes Gr peι≈SEtκ∙k
3.7. 1
渠式 channel fixing
闸门门框(露顶)固定在混凝土渠道的预留门槽内,用膨胀水泥填实门框与预留槽间的空隙,使之密 封的安装固定方式α
3.7.2
墙式 Wail fixing
闸门安装在竖直的墙壁上,并用膨胀水泥填实门框与墙壁间的空隙,使之密封并用地脚螺栓紧固的 安装固定方式。
3.7.3
墙管式 wall thimble fixing
闸门与穿墙金属管连接的安装固定方式。
3. 8
正 向水压 On-Seating hydraulic PreSSUre
闸门单面密封设计时,作用于门板,使之压向门框密封面的水压。
3.9
反向水压 Off-Seating hydraulic PreSSUre
闸门单面密封设计时,作用于门板,使之压离门框密封面的水压。
3. 10
最大工作水压 maximum OPerating hydraulic PreSSUre
闸门正常工作时,所能承受的最大正向水压与最小反向水压或最大反向水压与最小正向水压的 差值。
4分类
4. 1结构型式
4. 1. 1闸门的典型结构型式见附录A。
4. 1.2在满足本技术要求的前提下,闸门允许设计成其他结构型式。
4.2型号编制方法
4.2. 1闸门的型号由下列单元组成:
DDnM
B闸"尺5......
密封方式:橡胶密封--X;金属密封--H
安装方式:渠式--1;墙式--2 ;墙管式--3
驱动方式:电动——9 ;气动——6 ;液动——7(手动略)
闸门代号:
铸造铝合金闸门——ZZL;铸造不锈钢闸门一一ZZB
焊接铝合金闸门 一ZHL;焊接不锈钢闸门——ZHB
4.2.2 型号标记示例:
矩形(方形)闸门的闸孔尺寸为闸孔宽度X高度,圆形闸门的闸孔尺寸为闸孔直径。
示例L铸造铝合金矩形闸门,闸孔宽度1 650 mm,高度3 000 mm,电动驱动,渠式安装,橡胶密封为:
ZZL91X—1 650X3 000
示例2:焊接不锈钢方形闸门,闸孔宽度2 000 mm,高度2 000 mm,气动驱动,渠式安装,金属密封为:
ZHB61H—2 000X2 000
示例3:铸造不锈钢明杆式圆形闸门,闸孔直径为500 mm,液动驱动,墙式安装,金属密封为:
ZZB72H—500
4.3基本参数
4.3. 1闸门的孔口尺寸规格和公差见附录B或按订货合同的要求。
4.3.2对高度大于宽度型式的矩形闸门,其门板高度不宜超过宽度的1.5倍。
4.3.3对宽度大于高度型式的矩形闸门,其门板宽度不宜超过高度的2倍。
5要求
5. 1应按经规定程序批准的图样及技术文件制造。
5.2零部件
5.2. 1门板
5. 2. 1. 1门板应平整,可采用型材组装、焊接或铸造结构。
5.2. 1.2门板应按最大工作水压设计,其拉伸、压缩和剪切强度的安全系数不应小于5。门板厚度不 宜小于6 mmO
5. 2. 1.3门板在最大设计水压下,金属密封时,门板挠度不应大于构件长度的1/1 500;橡胶密封时,门
板挠度不应大于构件长度的1/75OO
5.2. 1.4门板与导轨间的最大允许间隙不应超过1. 6 mτnt
5-2.2门框
5.2.2. 1门框可釆用型材组装所接或铸造结构。金属密封时,门框挠度不应大于构件长度的
1/1 500;橡胶密封时,门框勝度不应大于构件长度的1/75Oo
5. 2. 2. 2门框应按最大•,其拉伸、压缩和剪切强度的安全系数不应小于5。
5.2.2.3对于墙管连呻圆闸门,其门框法兰的连接尺寸按GB/T 17241. 6—1998中PNO. 25 的规定或按订货合同要求;对于焊接法兰连接的圆网门,其法兰的连接艮寸按GB/T 9119-2000中 PNO. 25的规定,或疏算3同要求。
5.2.3 导轨 七 t
5. 2. 3. 1导轨可与门框羸成一体,也砰川螺榨或郞3紧固件连接在门框上。
5.2.3.2导轨应f*⅛作水压设计,其拉伸、压缩和剪切强度的安全系数不应小于5。在门板开启
到最高位置时,其导轨的顶端应高于门板的-Kf-1I'心线..
*4 吊杆.... I l
5.2.4.I吊杆应按最大工作开启恥闭力设计,其拉伸、压缩和剪切强度的安全系数不应小于5。
5. 2. 4. 2吊杆的柔度(长径比)不亢人∙ J-X "必映时加⅛-∣l∙J'lΛ賞但*、能,E向闸门全开功能。
5.2.4.3吊杆根蹄專设置导向朝"们∙"j导向奕之"J间隙应小「:: mmo
5.2.4.4当闸门的宽虞与高度之比大于2或宽度大于2 m时宜采用双吊杆结构。
5. 2.4. 5吊杆如采用梯形螺纹,其旋合长度不应小丁暁纹I'[径的1.4倍,其尺寸及公差按GB/T 5796. 3 和GB/T 5796.4的规定。
5. 2. 5 止水密封副
5.2.5. 1闸门可釆用密封或止水金属密封,单向止水密封或双向止水密封结构。止水橡胶宜 设置在门板上。
5. 2. 5. 2釆用橡胶止水时,止水橡胶应预留1 mm〜3 mm的压缩量。
5. 2. 5. 3止水橡胶件外观应光滑平直,不应有裂口、海绵状空腔及分层等缺陷,需要拼接时,其接头应 进行硫化处理。
5.2.5.4金属止水密封面的表面粗糙度不应大于3.2 μm0各部位的止水密封副应具有连续性和严密 性,门框与门板金属止水密封面的间隙应小于0.1 mm。*
5.2.6楔紧装置
5. 2. 6. 1在闸门两侧应设置可调节的楔紧装置,楔紧副两楔紧面的表面粗糙度不应大于3. 2 μmo
5. 2. 6. 2楔紧件用螺钉或螺栓等紧固件分别紧固在门板和门框上。
5.2.7紧固件
5.2.7. 1螺栓、螺钉、螺母、地脚螺栓等应按最大开启和关闭力设计,其拉伸、压缩和剪切强度的安全系 数不应小于5。
5. 2. 7. 2螺栓、螺母等紧固件应采用不锈钢材料制造或作防腐蚀处理。
5.2.8埋件
闸门埋件应能将闸门所承受的荷载安全可靠地传递到支撑闸门的墙体中。
5.2.9驱动装置及操作
5. 2. 9. 1闸门可采用手动、电动、液动或气动等方式驱动。
5.2.9.2启闭机应设置相应的安全保护装置。
5.2.9.3启闭机的启闭力不应小于计算启闭力的1.35倍,作用在手轮、手柄上最大的启闭力不应超过
200 NO
5.2.9.4在手轮、手柄上应对闸门的开启方向作标记,顺时针转动为关闭闸门,逆时针转动为开启 闸门。
5.2.9.5除合同另有规定外,手动启闭的操作高度为离地面0.75 m~1.00 mo
5.2.9.6如无特殊要求,除手动驱动的闸门外,采用其他动力驱动的闸门启闭速度应控制在0. 25 m/min 〜0. 30 m/min范围内。
5. 2. 9. 7启闭设备的其他技术要求应符合相应标准的规定。
5.3材料
5. 3. 1闸门主要件材料应根据工作性质、操作条件、工作温度等因素选用。
5.3.2材料应具有化学成分和力学性能的试验报告及符合相应材料最新标准的出厂质量合格证明书。 必要时,主要承压件材料应具冇无损探伤检测报告。
5. 3. 3 铝合金的化学成分应符合 GB/T 3190.GB/T 3880.1.GB/T 3880. 2.GB/T 3880. 3 或 GB/T 1173 的规定。
5. 3. 4不锈钢的化学成分和力学性能应符合GB/T 3280、GB/T 4237或GB/T 1220的规定。
5∙ 3∙ 5碳素钢的化学成分和力学性能应符合GB/T 7。。的规定。
5∙ 3∙6合金钢的化学成分和力学性能应符合GB/T 3077的规定。
5∙3∙ 7不锈钢铸件的化学成分和力学性能应符合GB/T 21。。的规定。
5. 3. 8铝合金铸件的化学成分和力学性能应符合GB/T 9438的规定。
5.3.9止水宜采用氯丁橡胶,物理机械性能按表1的规定。
表1止水橡胶物理机械性能
|
序号 |
性能 |
_____ 指标值______ |
|
1 |
饴 i⅛,/ ∖g∕ ClXiZ ) |
1. 2-1. 5 |
|
2 |
含(新)胶量/% |
.≥60 |
|
3 |
拉伸强度/MPa |
13 〜22 |
|
4 |
邵氏硬度A |
60±5 〜70 土 5 |
|
5 |
拉断伸长率/% |
≥400 |
|
6 |
拉伸弹性模量/MPa 当100%时 当200%时 |
_ _ ' ........ 1. 6~2. 0 1.8-2.5 |
|
7 |
压缩弹性模量/MPa 当20%时 当30%时 当40%时 |
5. 5 — 6. 0
|
|
8 |
在一4(TC〜∙ 40°C温度下工作 |
不发生冻裂或硬化 |
5. 3. 10 焊条的化学成分、力学性能应符合GB/T 3669、GB/T 5117,GB/T 5118或GB/T 983的规定; 气体保护焊用焊丝应符合GB/T 8110的规定。
5.3. 11其他材料的化学成分和力学性能应符合相应标准的规定或按订货合同的要求。
5.4铸造
5.4. 1铸件表面附有的型砂、冒口、浇口和多肉等应清除干净。
5. 4. 2门框、门板、导轨等主要铸件加工前应热处理。
5. 4. 3铸件不允许有裂缝、疏松和浇铸不足等缺陷,如有不影响质量的气孔、缩孔和渣眼等缺陷可焊补 与修整。
5. 4. 4铸造偏差应符合GB/T 6414的规定。
5.5焊接
5. 5. 1焊接材料的物理、化学性能应与基体金属的性能相适应。
5.5. 2闸门及埋件结构,不宜采用间断焊缝,承受主要荷载的结构,不应釆用塞焊连接。
5. 5. 3手工电弧焊、气体保护焊焊缝的坡口型式和尺寸按GB/T 985的规定。
5. 5.4焊缝同一部位的返修次数不宜超过两次,焊缝返修应在缺陷清除干净后进行。返修后的焊缝应 重新进行无损探伤检测。
5. 5.5焊件由设计根据结构重要性决定是否进行消除应力热处理。
5. 5. 6焊缝应牢固可靠,表面打磨光滑,焊缝外观不应有裂纹、气孔、弧坑和飞溅物。
5.6无损检测
5.6. 1闸门主要受力焊缝应进行无损探伤检测。
5.6.2射线探伤按GB/T 3323评定,检验等级按订货合同的规定。一类焊缝不低于II级为合格,二类 焊缝不低于ID级为合格。
5∙7表面防腐蚀— ...........
5∙7∙1辅助件釆用碳钢或合金钢时应作表面防腐蚀处理。―.—…
5. 7. 2闸门辅助件表面应进行喷锌、喷铝等金属热喷涂保护或涂料保护。
5. 7.3涂装前,零部件应进行喷砂(抛丸)表面预处理。
5. 7. 4喷砂(抛丸)处理后,基体金属表面除锈等级不宜低于GB/T 8923→998中的Sa2 ;级,埋件埋 入混凝土一侧的除锈等级可为SaI级。
5. 7. 5除锈后,表面粗糙度,对常规防腐涂料应为Ry40 μm~Ry70 对厚浆型重防腐涂料及金属热
喷涂应为 Ry60 μm~RyIOO μmo
5.7.6金属热喷涂方法按GB/T 9793的规定。金属涂层的厚度根据工作环境及闸门结构确定,也可 根据喷涂材料参照以下厚度:喷铝层、锌铝、稀土铝混合金属宜取10。Nm〜120 Am1;喷锌层宜取120 Fm 〜150 Nm;喷铝镁混合金属层宜取IOo μm~120 μmo
5.7.7涂料涂装层数、每层厚度、逐层涂装间隔时间应按涂料制造厂的规定,涂层总厚度也可按订货合 同的要求,漆膜的最小厚度值不应低于设计厚度的85%。
5. 7. 8金属喷涂用的金属丝应光洁、无锈、无油、无折痕且直径为¢2. O mm~5⅛. O mmO
5. 7.9涂层与金属基体之间应具有良好的结合性能和足够的附着力,不应出现涂层与基体剥离的 现象。
5.7. 10金属热喷涂层表面应均匀,不应有起皮、鼓泡、裂纹、掉块及漏喷之处;涂料涂层表面应颜色一 致,无流挂、皱纹、鼓泡、针孔、裂纹等缺陷。
5.7. 11闸门用于饮用水工程,有饮用水卫生要求时,应符合GB/T 17219的规定。
5.8操作与密封性能
5.8. 1闸门启闭过程中,各部件动作应灵活,功能应可靠,无卡阻现象。
5.8.2用于给水、排水工程构筑物时,金属密封闸门在承受正向设计水头压力时,泄漏量小于或等于 1.25 L∕min∙m密封长度;承受反向设计水头压力时,泄漏量小于或等于2. 5 L/min ∙ m。橡胶密封闸 门在承受设计水头压力时,应为零泄漏。
6
用于水利、水电工程构筑物时,泄漏量小于或等于6 L/min ∙ InO
泄漏量亦可按订货合同的要求。
5.9闸门尺寸装配与安装
5. 9. 1闸门尺寸应符合设计图样要求。
5. 9.2各零部件应将杂物、油污清理干净后装配。
5. 9. 3当门板在全闭位置时,门板与门框的各楔紧面应同时相互楔紧。
5. 9.4埋入安装基础内的紧固件不应高出安装基础表面。
6检验及试验方法 ^w****^.
撰* %,
6. 1材料检验
.λ-' K' "%⅛‰ ^,⅛.
闸门主要零部件材料化学成分"力学性能的检验方法按相应标准执行场其指标应符合5. 3. 3~5. 3. IO 的要求。
6.2尺寸检验 \
6. 2. 1闸门处于全闭状挙,放平后,在无处喪警的情况下,用0,1 mm啟塞翰密封的结合面进行检
测,其间隙应符合5.2,≠ 的要求。
6.2.2闸门的主要外形尺寸、连接尺寸用相应的量具进行检测,其结果应⅜⅛5.1的要求。
6.3铸件外观检验
铸件外观质量检验采用B测方法进行,并应符合5.4: 3的要求。 I
6.4焊缝检验
6. 4. 1焊缝外观质量检验采用目测方法进行,并应符合5. 5. 7的暑求。
6.4.2焊缝的射线探伤检测方法按GB/T 3323的要求。射线照像的质暈不〃低于A级,探伤长度应
不低于全长的10%(其中要包括丁字焊缝)。
6.5涂层检验
6.5. 1金属热箫涂层厚度的检查方'法按GB/T 9793的规定并应符合5. 7.寸的要求;涂料涂层厚度用 测厚仪测定。
6.5. 2金属热喷涂层结合性能的检查方法按GB/T 9793的规定并应符金*5. 7.1的要求,涂料涂层附
着力测定方法按GB/T *720的规定并应符合5. 7. 8的要求。
6. 5.3涂层外观质量茶箱日测方法进行并应符合5.7.9的要求曩 / /
6.6启闭试验
按规定的程序和方法操伯经过至少3次完整的启闭过程(开-闭-开),其动作应符合5. 8. 1的 要求。
6.7泄漏试验 /Z
泄漏试验可在试验池或现场安装后进行。用计量器具(量筒'、计时表等)检测止水密封面的泄漏量, 其结果应符合5.8.2的要求。
7检验规则
7. 1检验分类
产品检验包括出厂检验和型式检验。
7.2 出厂检验
7.2. 1闸门及其附件应经质检部门检验合格后出厂,出厂检验应逐台进行。
7. 2. 2出厂检验的检验项目、要求和方法按表2的规定O
表2出厂检验与型式检验
|
检验项目 |
检验类别 |
要求 |
检验、试验方法 | ||
|
出厂检验 |
型式检验 | ||||
|
材料检验 |
一 |
√ |
按5.3.3-5.3.11的规定 |
按6.1的规定 | |
|
尺寸检验 |
密封面间隙检验 |
√ |
√ |
按5.2.5.4的规定 |
按6. 2的规定 |
|
主要外形尺寸及 连接尺寸检验 |
√ |
按5.9.1的规定 |
按6. 2的规定 | ||
|
铸件外观检验 |
√ |
√ |
按5.4.3的规定 |
按6.3的规定 | |
|
焊缝外观检验 |
√ |
√ |
按5. 5. 6的规定 |
按6.4.1的规定 | |
|
无损检测 |
√ |
√ |
按5.6.2的规定 |
按6.4.2的规定 | |
|
涂层检验 |
涂层厚度 |
√ |
√ |
按5.7.6,5.7.7的规定 |
按6. 5. 1的规定 |
|
涂层附着力 |
一 |
按5.7.9的规定 |
按6.5.2的规定 | ||
|
涂层外观 |
√ |
按5.7.10的规定 |
按6. 5. 3的规定 | ||
|
启闭试验 |
√ |
√ |
按5.8.1的规定 |
按6. 6的规定 | |
|
泄漏试验 |
√ |
√ |
按5.8.2的规定 |
按6. 7的规定 | |
|
注:“J ”为检验项目。____________________________________________________ | |||||
7∙3型式检验 ......
7∙3∙1有下列情况之一时,应进行型式检验
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 正式生产时,每五年进行一次检査;
C)正常生产的产品,如结构、材料、工艺、设备等有较大改变,可能影响产品性能时;
d) 长期停产三年以上产品恢复生产时;
e) 出厂检验结果与上次型式检验有较大差异时;
f) 国家质量监督机构提出进行型式检验的要求时。
7.3.2型式检验的检验项目、要求和方法按表2的规定。
7.4抽样与判定规则
7. 4. 1出厂检验的抽样按GB/T 2828.1的规定,可采用一次或二次正常抽样方案和检查水平∏ ,接收 质量限(AQL)由供需双方商定。
7.4.2型式检验的抽样按GB/T 2829的规定,可釆用二次抽样方案和判别水平U。
7.4.3本标准5.8.2为质量否决项,此项不合格判定为不合格品。其余各项不合格允许一次返修或加 倍抽样,经返修或加倍抽样后仍然不合格,判定为不合格品。
8标志、包装、运输及贮存
8. 1闸门应设置产品标牌。标牌内容包括产品名称、产品型号、适用介质、适用压力、工作温度、出厂编 号、出厂日期、制造厂名称。标牌型式及尺寸按GB/T 13306的规定。
8.2闸门及其附件应根据其外形尺寸、重量、流通的环境条件及订货合同的要求釆用箱装、捆扎等包装 形式。裸运的部件,应在加工部位涂油脂,并作局部包装保护。
8.3包装件的外形尺寸和重量应满足陆运、水运的要求。必要时,制造厂商可要求用户提供产品的运 输路线、车限、洞涵界线、起重能力等。
8.4包装、运输收发货标志应符合GB 19KGB/T 6388的规定。
8.5闸门应配套发运,运输时应安放牢固,并釆取防止变形、移位、碰撞和腐蚀的措施。
8.6产品出厂应提供产品合格证、装箱单(发货清单)、检验报告、质保书、产品使用说明书等。
8.7产品合格证内容应包括产品名称、产品型号、出厂编号、出厂日期、制造厂名称、检验依据、检验结 果、检验日期、检验人员签字及检验印章。
8.8产品装箱单内容应包括产品名称、产品型号、产品及附件数量、制造厂名称、出厂日期及所附文件 的名称及数量。
8. 9产品使用说明书按GB 9969.1的规定,其内容应包括产品结构、工作原理、使用性能、主要零件材 料、安装布置图、维护、保养、安装和使用注意事项及可能发生的故障和消除方法。
8. 10产品宜入库保管,不应挤压叠放,箱装零部件露天存放时应加盖帆布或塑料薄膜等,不应受雨淋、 曝晒。
附录A
(资料性附录)
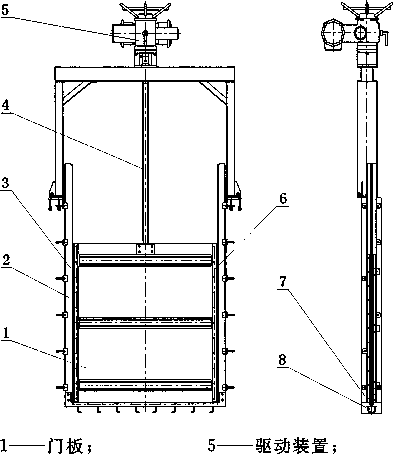
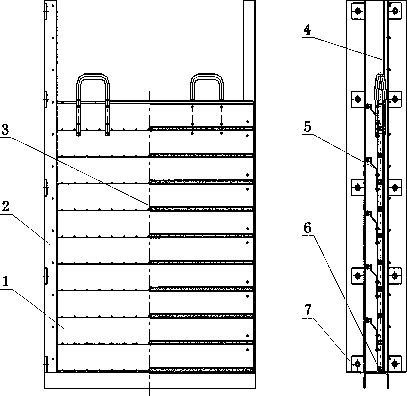
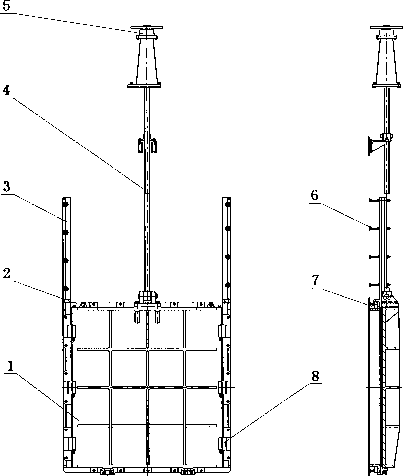
闸门的典型结构型式图
2— —门框;
3— —侧止水橡胶;
4--吊杆;
6---压板;
7— —底止水橡胶;
8— —埋件。
1— —门板;
2— —门框;
3— —中间止水橡胶
4— —侧止水橡胶;
5— —楔紧装置;
6— —底止水橡胶
7— —埋件。
图A. 1矩形不锈钢闸门结构型式
图A.2矩形铝合金闸门结构型式

|
1— |
—门板; |
5— |
一启闭机; |
1—- |
一门板; |
5— |
一启闭机; |
|
2— |
—门框; |
6— |
—埋件; |
2— |
一门框; |
6— |
一埋件; |
|
3— |
一导轨; |
7— |
一密封副; |
3— |
—导轨; |
7— |
一密封副; |
|
4— |
—吊杆; |
8— |
—楔紧装置。 |
4—— |
一吊杆; |
8— |
一楔紧装置。 |
图A.3方形铸造铝合金或不锈钢闸门结构型式 图A.4圆形铸造铝合金或不锈钢闸门结构型式
|
2 000<B(D)≤3 000 |
Oo +! |
|
1 000<B(D)≤2 000 |
9 +1 |
|
500CB(D)Wl 000 |
LG) -H |
|
B(D)W500 |
÷l |
|
状 |
|
800X1 200 |
1 800X1 350 | ||
|
800X600 |
1 500X2 250 | ||
|
700X1 050 |
1 600X1 200 |
3 000X2 250 | |
|
700X500 |
1 400X2 100 |
! 2 800X2 100 | |
|
600X900 |
1 400X1 050 |
2 600X2 000 | |
|
600X450 |
1 200X1 800 |
2 400X1 800 | |
|
500X750 |
1 20.0X900 |
2 000X3 000 | |
|
500X400 |
1 OoOXI 500 |
2 200X1 650 : | |
|
I 400X600 |
■ 1 000X750 |
;1 800X2 700 | |
|
400X300 |
900X1 350 |
'2 OOOXI 550 | |
|
! 300X450 I |
900X600 |
口 600X2 400 | |
|
皎C 撃屋 | |||
|
IIOoXI 100 |
I 2 200X2 200 | ||
|
1 000X1 000 |
2 100X2 100 |
3 000X3 000 | |
|
900X900 |
! 2 000X2 000 j |
;2 900X2 900 | |
|
800X800 |
I 1 800X1 800 |
I 2 800×2 800 | |
|
700X700 |
i 1 600X1 600 |
:2 700X2 700 | |
|
009X009 |
1 500X1 500 |
:2 600X2 600 | |
|
500X500 |
1 400X1 400 |
2 500X2 500 | |
|
400X400 |
1 300X1 300 |
2 400X2 400 | |
|
300X300 |
1 200X1 200 |
2 300X2 300 | |
|
o o ∞ | |
|
O S Z | |
|
O S Oq | |
|
O Z Z | |
|
g O Z | |
|
O g | |
|
O g | |
|
O Lo 1~I | |
|
O S T—i | |
|
O Co T_< | |
|
O O ɪ~~< | |
|
O O 6 | |
|
O S | |
|
O Z | |
|
O 9 | |
|
O O Lo | |
|
O LO 寸 | |
|
O W | |
|
O LO CO | |
|
O O Co | |
|
睫 岬 |
參黒tɔK 口 EL∙-≡⅛≡L∙ffl< t!yt⅛ 饗緊打吒 口 EL.一E (眠葭琶蕤爐) nπκ蛍
中华人民共和国城镇建设
行业标准
铝合金及不锈钢闸门
CJ/T 257—2007
*
中国标准出版社出版发行
北京复兴门外三里河北街16号
邮政编码:100045
网址 WWW. spc. net. Cn
电话:68523946 68517548
中国标准出版社秦皇岛印刷厂印刷
各地新华书店经销
⅛
开本880X1230 1/16 印张1 字数23千字
2008年1月第一版2008年1月第一次印刷
⅛
书号:155066 • 2-18365 定价 16.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
CJ/T 257-2007
举报电话 ≡(010)68533533