UDC
中华人民共和国行业标准
Eay
CJJ/T 155-2011 备案号 J 1163
建筑给水复合管道工程技术规程
TeChniCal SPeCifiCatiOn for COmPOSite PiPeline engineering Of building Water SUPPIy
2011-02-11 发布
2011-12-01 实施
中华人民共和国住房和城乡建设部 发布
中华人民共和国行业标准
建筑给水复合管道工程技术规程
TeChniCal SPeCifiCatiOn for COmPOSite PiPeIine engineering Of building Water SUPPIy
CJJ/T 155-2011
批准部门:中华人民共和国住房和城乡建设部
施行日期:2 0 11年1 2月1日
中国建筑工业出版社
2011北京
中华人民共和国住房和城乡建设部 公 告
第915号
关于发布行业标准《建筑给水复合 管道工程技术规程》的公告
现批准《建筑给水复合管道工程技术规程》为行业标准,编 号为CJJ/T 155-2011,自2011年12月1日起实施。
本规程由我部标准定额研究所组织中国建筑工业出版社出版 发行。
中华人民共和国住房和城乡建设部
2011年2月11日
前 言
根据原建设部《关于印发〈2007年工程建设标准规范制订、 修订计划(第一批)〉的通知》(建标[2007] 125号)的要求, 规程编制组经广泛调査研究,认真总结实践经验,参考有关国际 标准和国外先进标准,并在广泛征求意见的基础上,制定了本 规程。
本规程主要技术内容是:1总则;2术语和符号;3材料; 4设计;5施工;6质量验收。
本规程由住房和城乡建设部负责管理,由中国建筑金属结构 协会给水排水设备分会负责具体技术内容的解释。执行过程中如 有意见或建议,请寄送中国建筑金属结构协会给水排水设备分会 (地址:北京市海淀区紫竹院南路18号,邮编100048) o
本规程主编单位:中国建筑金属结构协会 浙江宝业建设集团有限公司 本规程参编单位:广东东方管业有限公司 金德管业集团有限公司
中建(北京)国际设计顾问有限公司 天津市利达钢管有限公司 上海昊力涂塑钢管有限公司 杭州纯源钢塑管有限公司 武汉金牛经济发展有限公司 佛山日丰企业有限公司 湖南珠华管业有限公司 潍坊莱德机械有限公司 浙江铭士管业有限公司 上海爱康新型建材有限公司
山西新超管业股份有限公司 广东联塑科技实业有限公司 成都贝根管道有限责任公司 上海上丰集团有限公司 浙江伟星新型建材股份有限公司
|
本规程主要起草人员:华明九 |
姜文源 |
周洪宏 |
刘彦菁 |
|
曹披 |
刘浩 |
葛兴杰 |
杨晓华 |
|
林津强 |
王士良 |
于富强 |
孙桢祥 |
|
范晓敏 |
朱剑锋 |
古思渊 |
罗建群 |
|
张同虎 |
冯剑铭 |
姚水良 |
王永 |
|
周水龙 |
王莘 |
叶纶 |
李大治 |
|
王宗岭 | |||
|
本规程主要审查人员:左亚洲 |
赵锂 |
刘西宝 |
刘巍荣 |
|
郑克白 |
刘建华 |
姜国芳 |
戚晓专 |
应明康
APPenCIiX A COmPOSIte PiPe COnneCtiOnS
A. 1 Thread COnneCtiOn Of SteeI-PIaStiC COmPOSite PiPe
A. 2 Gr∞ved COnneCtiOn Of SteeI-PlaStiC COnIPOSite PiPe
A. 3 CIamP ConneCtiOn Of SteeI-PIaStiC COmPOSite PiPe
A. 4 FIanged COnneCtiOn Of SteeI-PIaStiC COmPOSite PiPe
A. 5 DOUbIe WeIding COnneCtiOn Of Steel SkeletOn PE
A. 6 FUSed COnneCtion Of SteeI SkeletOn PE COmPOSite PiPe
A. 7 Flanged COnneCtiOn Of SteeI SkeletOn PE COmPOSIte PiPe
A. 8 COmPOUnd COnneCtiOn Of PlaStiCS (StainIeSS) Steel
A. 9 WeIding Flange CdnneCtion Of Steel-PIaStiC COmPOSite PiPe
A. 10 PreSS COnneCtiOn & CliP COVer COnneCtiOn Of AlUminUin
POIyethyIene COmPOSite PreSSUre PiPe
A. 11 Weiding COnneCtiOn Of AIUnlinUm POIyethylene COmPOSite
A. 12 Welding COnneCtiOn Of AIUminUnI Stable COmPOSite PiPe
A. 13 FIanged COnneCtiOn Of AiUminUm StabIe COmPOSite
A. 14 Thread ConneCtiOn Of StainleSS Steel Lined COmPOSite
A. 15 Gr∞ved COnneCtiOn Of StainIeSS Steel Lined COinPOSIte
A. 16 FIanged ConneCtion Of StainIeSS Steel Lineci COmPoSite
A. 17 WeIding COnneCtiOn Of Stainless Steel LineCl COmPOSite
APPendiX B COiIed AlUminUm-PIaStiC COlnPOSite
APPendiX C PlaStiC-aluminum-plastic PiPe SharPening
EXPIanatiOn Of WOrding in ThiS SPeCifiCatiOn
A(Idition: EXPIanatiOn Of PrOViSiOnS
i.o.i为使建筑给水复合管道工程在设计、施工及质量验收中 做到安全卫生、技术先进、经济合理、确保质量,制定本规程。
1.0.2本规程适用于新建、扩建和改建的民用和工业建筑给水 复合管道工程的设计、施工及质量验收。
1.0.3建筑给水复合管道工程的设计、施工及质量验收除应符 合本规程的规定外,尚应符合国家现行有关标准的规定。
2.1.1 复合管 COmPOSite PiPe
采用两种或两种以上的材料,经复合工艺而制成为整体的 圆管。
2.1. 2 钢塑复合管(SP 管) SteeI-PIaStiC COmPOSite PiPe
在钢管内壁或外壁或内外壁衬(涂)一定厚度塑料层复合而 成的管材。包括衬塑复合钢管、涂塑复合钢管和外覆塑复合 钢管。
2.1.3 钢塑复合压力管(PSP 管) PiaStiC-Steel-PIaStiC composite PreSSUre PiPe
以钢带经焊接成型的钢管为中间层,内外层为聚乙烯或聚丙 烯塑料,采用热熔胶,通过挤塑成型方法复合成一体的管材。
2.1.4 不锈钢塑料复合管(SNP 管) PIaStiCS (StainIeSS) Steel COmPoSite PiPe
由外层不锈钢管和内层塑料管粘合而成的复合管材。又称超 薄壁不锈钢塑料复合管材。
2.1. 5钢骨架塑料(聚乙烯)复合管Steel SkeIetOn PE composite PiPe
以缠绕钢丝网或钢板孔网为中间层,内外层为聚乙烯塑料, 采用热熔胶,通过挤塑成型方法复合成一体的管材。钢骨架塑料 (聚乙烯)复合管包括钢丝网骨架塑料(聚乙烯)复合管和钢板 孔网骨架塑料(聚乙烯)复合管材。
2.1.6铝塑复合管(铝塑复合压力管)(PAP管)aluminum POIyethylene COmPOSite PreSSUre PiPe
以焊接铝管为中间层,内外层均为聚乙烯塑料、耐热聚乙烯 或交联聚乙烯塑料,采用热熔胶,通过挤塑成型方法复合成一体 的管材。
2.1.7塑铝稳态管(塑铝稳态复合管)(PE/A/P管)alumi-
num StabIe ComPOSite PiPe
内层为PP-R或PE-RT塑料,中间用铝层包覆,外覆塑料 保护层,各层间通过热熔胶粘接而成五层结构的复合管材。
2.1.8 内衬不锈钢复合钢管(BCP管) StainIeSS Steel IineeI COmPOSite Steel PiPe
采用复合工艺.在碳钢管内壁衬薄壁不锈钢管的复合管材, 又称BCP双金属复合管。
2.2符 号
2. 2.1 几何特征
e一切斜;
L——计算管段长度;
AL——计算管段的伸缩长度;
4——钢管计算壁厚;
&——塑料层计算壁厚。
2.2.2计算系数
α——管材的线膨胀系数;
A——复合管的导热系数;
Ai——钢管的导热系数;
A2——塑料的导热系数。
2.2.3温度
∆T—计算温差;
∆i5——管道内水的最大温差;
∆zg——管道外空气的最大温差。
3.1.1建筑给水复合管道管材、管件和附件的材质、规格、尺 寸、技术要求等均应符合国家现行标准的规定,并应有符合相关 规定的检测报告。
3.1.2用于生活饮用水的建筑给水复合管道的管材、管件和附 件的卫生要求,应符合现行国家标准《生活饮用水输配水设备及 防护材料的安全性评价标准》GB/T 17219的规定。
3.1.3建筑给水复合管道系统所采用的管材、管件、附件和痫 工专用机具应配套供应。
3.2胶粘剂和橡胶件
3.2.1胶粘剂和橡胶件应与管材配套供应。
3.2.2胶粘剂粘接强度应满足设计要求,与水接触部分的胶粘 剂、橡胶件应符合现行国家标准《生活饮用水输配水设备及防护 材料的安全性评价标准》GB/T 17219的规定。
3. 2.3用于热水供应系统的橡胶件应符合现行行业标准《橡胶 密封件 给、排水管及污水管道用接口密封圈 材料规范》 HG/T 3091、《橡胶密封件——110°C热水供应管道的管接口密 封圈——材料规范》HG/T 3097的规定。
3.3材料管理
3.3.1建筑给水复合管道工程所使用的管材、管件、附件等应 具有中文质量合格证明文件。
3.3.2所有材料进场时应对品种、规格、外观等进行验收,并 应经监理工程师核査确认。包装应完好。
3.3.3有明显伤痕的管材、管件不得使用。管口变形的管材, 应采用专用工具整圆后方可使用。
3.4材料运输和储存
3.4.1公称直径小于或等于50Inm的复合管材应按不同规格捆 扎后,再用包装袋包装。管件应按不同品种和不同规格用包装袋 包装后再分别装箱,不得散装。
3.4.2公称直径大于或等于50mm的复合管材在装卸时吊索应 采用较宽的柔韧皮带、吊带或绳吊索,不得釆用钢丝绳或铁链直 接接触吊装管材。管材宜采用两个吊点起吊,严禁用吊索贯穿管 材两端进行装卸。
3.4.3复合管管端在出厂时宜采用塑料盖封堵。
3.4.4在运输、装卸、搬运和堆放复合管材和管件时,应小心 轻放,不得划伤,避免油污和化学品污染,严禁剧烈撞击和与尖 锐物品碰触,不得抛、摔、滚、拖。
3.4.5复合管材和管件应存放在通风良好的库房或有顶的棚内, 不得受阳光宜射、暴晒。储存的环境温度不宜超过40oC,距热 源不得小于Imo
3.4.6复合管材应水平堆放在干净、平整的场地上,不得弯曲 管材。堆放高度不宜超过1. 5m,端部悬臂长度不应大于0. 5m, 并应采取防滚动、防坍塌的措施。
3. 4.7管件应逐层码堆,堆放高度不宜超过1. 2m0
3.4.8胶粘剂、清洁剂丙酮或酒精等易燃品宜存放在危险品仓 库中。运输时应远离火源,存放处应安全可靠、阴凉干燥、通风 良好,严禁明火。
4.1.1建筑给水复合管道管材和管件的工作压力不得大于产品 标准的公称压力。
4.1.2建筑给水复合管道敷设应符合下列规定:
1嵌墙管道不宜大于DN25;
2埋设在楼(地)面找平层内的管道应采用整根管材;
3嵌墙管道埋设深度应确保管道外侧水泥砂浆保护层厚度, 冷水管不得小于IOmm,热水管不得小于15mm;
4当横管(横干管、横支管)嵌入承重墙体内敷设时,应 预留管槽。
4.1.3建筑给水复合管道的水平管的安装宜有0. 002-0. 003的 放空坡度,并应坡向泄水点。
4.1.4建筑给水复合管道的水力计算应符合现行国家标准《建 筑给水排水设计规范》GB 50015的规定。
4.2材料选用
4.2.1建筑给水复合管道的管材应根据管道系统设计压力、工 作水温和使用环境等因素选用。
4.2.2室内明装或暗敷的给水复合管道,应选用耐腐蚀性能好 和安装连接方便的管材。
4.2.3室内、外埋地敷设的给水复合管道,应选用耐腐蚀性能 好和能承受相应地面荷载的管材。
4. 2.4用于供给冷水或热水的管材可按表4. 2.4的规定选用。
表4.2.4用于冷水或热水的复合管选用
|
管 材 |
塑料层 |
可用于冷水 |
可用于热水 |
|
衬塑钢管 |
聚乙烯 |
_____√_____ |
-■ |
|
一一耐热聚乙烯 — |
_____√_____ |
_____√_____ | |
|
交联聚乙一 |
____√____ |
_________\/_________ | |
|
「 聚丙烯 |
_____√_____ |
_____√_____ | |
|
硬聚氯乙一 |
____√____ |
一一.. | |
|
「顶⅛⅞氯乙烯一 |
_____√_____ |
______√______ | |
|
涂塑钢管 |
乾序 |
_____√_____ |
—... |
|
环丽月 |
_____√_____ |
—- | |
|
钢塑复合压力管 |
乾 |
____√____ |
一 • |
|
-无规⅜⅜聚⅞⅞~ |
_____√_____ |
_____√_____ | |
|
- 耐热彙乙~~ |
_____√____ |
_____√_____ | |
|
—成 ⅞⅞z⅞一 |
_____√_____ |
_____√_____ | |
|
钢丝网骨架塑料(聚乙烯)复合管 |
____√____ |
— | |
|
钢板孔网骨架塑, |
(聚乙烯)复合管 |
____√____ |
― |
|
铝塑复合管 |
_茂联駆乙福~~ |
_____√_____ |
_____√_____ |
|
聚丙烯 |
____7 |
_____√_____ | |
|
_____√_____ |
__________\/__________ | ||
|
塑铝稳态管 |
⅞j⅜⅜乙婦一 |
____√____ |
____√____ |
|
PP-R聚丙烯 |
____√____ |
_____√_____ | |
注:1 ,不锈钢塑料复合管用于冷水或热水参照衬塑钢管选用方法。
2冷水指水温不高于40P,热水指水温高于40*Co
3交联聚乙烯和氯化聚氯乙烯塑料可用于90笆以下的热水,耐热聚乙烯、聚
丙烯塑料可用于70P以下的热水。
4 h√M表示可以使用,“一”表示不可以使用。
4. 2.5建筑给水复合管道的公称压力应符合下列规定:
1衬塑钢管、涂塑钢管的公称压力应符合表4. 2. 5-1的 规定;
表4. 2. 5-1衬塑钢管、涂塑钢管的公称压力
|
管材 |
基管/管件 |
公称压力PN(MPa) |
|
—―焊族钢曾/可檢铸快衬宓管彳 一 |
PA≤17θ | |
|
村塑钢管 |
无缝钢管/无缝钢管件或球墨儘铁涂(衬)塑管件 |
1.0VPNvL 6 |
|
关缝丽∕⅞≡⅛tW⅛靠羸、 ________铸钢涂(衬)塑管件________ |
1.6 VPNM2. 5 |
2钢塑复合压力管的公称压力应符合表4. 2. 5-2的规定;
表4.2.5-2钢塑复合压力管的公称压力
|
管道公称外径(mm) |
公称压力(MPa) _____ | |
|
普通管 |
加强管 | |
|
16 |
— |
2.5 |
|
20 |
一 |
2.5 |
|
25 |
— |
___________215___________ |
|
32 |
一 |
2.5 |
|
40 |
一 |
2.5 |
|
50 |
1.25 |
2.5 |
|
63 |
1.25 |
2.0 |
|
_____________75_____________ |
1.25 |
2.0 |
|
90 |
1.25 |
2.0 |
|
____________110____________ |
1.25 |
2.0 |
|
160 |
1.25 |
2.0 |
|
200 |
1.25 |
2.0 |
|
___________250___________ |
1.25 |
2.0 |
|
315 |
_______L25_______ |
2.0 |
3不锈钢塑料复合管的公称压力不应大于1. 6MPa5.
4钢骨架塑料(聚乙烯)复合管的公称压力应符合表
4. 2. 5-3的规定;
5内衬不锈钢复合钢管的公称压力不应大于2. OMPao
表4.2.5-3钢骨架塑料(聚乙烯)复合管的公称压力
|
管道公称外径 (mm) |
公称压力(MPa) | ||||||
|
0. 80 |
1.00 |
1. 25 |
1.60 |
2. 00 |
2. 50 |
3. 50 | |
|
50 |
一 |
一 |
— |
W |
W |
W |
W |
|
________63 |
— |
一 |
— |
W |
W |
√ |
W |
|
75 |
— |
— |
— |
W |
VZ | ||
|
90 |
— |
一 |
— |
7 |
7 |
√ |
P |
|
110 |
— |
VZ |
W |
W |
W | ||
|
140 |
一 |
7 |
W |
W |
7 |
W | |
|
160 |
— |
√ |
√ |
√ |
√ | ||
续表 4. 2. 5-3
|
管道公称外径 (mm) |
公称压力(MPa) | ||||||
|
0. 80 |
1.00 |
1. 25 |
1.60 |
2. 00 |
2. 50 |
3. 50 | |
|
200 |
一 |
VZ | |||||
|
225 |
— |
— | |||||
|
250 |
√ |
— | |||||
|
315 |
7 |
7 |
— |
— | |||
注:V 表示可以满足压力要求,“一”表示没有这种产品。
4.2.6输送生活饮用水的涂塑钢管,内涂层材料宜采用聚乙烯; 输送非生活饮用水的涂塑钢管,内涂层材料可采用环氧树脂。
4.2.7用于热水供应管道系统的衬塑钢管,应采用内衬材料为 交联聚乙烯(PEX)、耐热聚乙烯(PE-RT)、聚丙烯(PP)或 氯化聚氯乙烯(PVC-C)的钢塑复合管和内衬聚丙烯(PP)或 氯化聚氯乙烯(PVC-C)的管件。当管道连接采用橡胶密封圈 时,应采用耐热橡胶密封圈。
4.2.8消防给水系统管道采用复合管时应采用涂塑钢管,内外 涂层应采用符合消防要求的材料。
4.2.9埋地敷设管道宜采用钢骨架聚乙烯复合管材,也可采用 外壁有防腐涂层或塑料层的钢塑复合管材。
4.2.10与分水器配水方式配套的管材宜采用搭接焊铝塑复合 管、塑铝稳态管等。
4.2.11钢塑复合管螺纹连接的接口芯子带螺纹时,应采用厌氧 密封胶密封;接口芯子不带螺纹时,应采用橡胶圈密封。
4.2.12厌氧密封胶初固时间应为2h,固化时间应为6h〜12h, 固化完成时间应为24h~48ho
4.3管道连接方式选择
4.3.1建筑给水复合管道连接方式应根据管材、管径、用途、 建筑标准、敷设方法、环境条件等因素合理选用。
4.3.2建筑给水复合管道的连接方式应符合表4. 3. 2的规定。
表4.3.2复合管道的连接方式
|
连接方式 |
钢塑复合管 |
「飕B管 一 钟复任 |
#塑复管 钢架料合 |
不锈钢塑料 复合管 |
铝塑复合管 |
塑铝稳态管 |
内衬不锈钢复合钢管 | ||||||||
|
PN≤1. OMPa 或 D7s≤100mm |
1. OMPaVFN ≤1. 6MPa 或 IOOmm<D7V ≤600mm |
1.6ME⅛<PN ≤2. 5MP⅛ |
泵内道 水房管 |
DNW 63mm |
DN> 75mm |
DN≤ 32mm |
DN≥ 40mm |
明敷、 非直埋 |
直埋 |
PNWLoMPa 或 D∕V≤ IOOmm |
1. OMPaVPN ≤1. 6MPa 或 IOOmmCDN ≤500mm |
DN> 50Omm | |||
|
螺纹连接 |
— |
— |
— |
一 |
— |
— |
— |
一 |
√ |
一 |
— | ||||
|
「沟槽裘连接 |
— |
∙√ |
— |
一 |
一 |
— |
-- |
… |
-- |
— | |||||
|
卡箍式柔性 管接头连接 |
— |
√ |
√ |
— |
— |
一 |
— |
一 |
-- |
- |
— |
一 |
— | ||
|
法兰锤接 |
— |
W |
— |
— |
— |
_ |
一 |
— | |||||||
|
热熔对接连接 |
— |
'— |
— |
— |
W |
— |
— |
— |
一 |
— |
一 |
— |
—— |
— | |
|
热熔承镭连接 |
一 |
一 |
— |
— |
W |
— |
— |
一 |
一 |
一 |
V |
— |
一 一 |
— | |
|
电熔犊接 |
— |
— |
一 |
一 |
一 |
√ |
— |
— |
一 |
一 |
— |
一 |
— |
— | |
|
卡压连接 |
— |
— |
— |
— |
— |
一 |
— |
— |
— |
一 |
__ |
一 |
— | ||
|
内热募连接 |
— |
一 |
一 |
一 |
— |
— |
— |
— |
v, |
一 |
— |
— |
— |
一 | |
|
外热熔连接 |
— |
一 |
— |
— |
— |
一 |
— |
— |
√ |
P |
— |
…- |
― |
— | |
|
瑚热矗接 |
— |
— |
— |
— |
— |
— |
一 |
― |
一 |
— |
— | ||||
|
卡套式连接 |
— |
一 |
— |
— |
— |
— |
— |
— |
√ |
— |
— |
— |
— |
— | |
|
卡压连接 |
— |
一 |
— |
一 |
一 |
一 |
— |
— |
— |
— |
— |
— |
— | ||
|
一焊接僉 |
— |
一 |
一 |
— |
一 |
— |
■— |
— |
—- |
— |
-- |
— | |||
|
—复合⅞⅞ |
— |
一 |
一 |
— |
— |
一 |
— |
一 |
—- |
— |
— |
— |
— |
— | |
|
爲熔法*连接 |
—' |
一 |
— |
— |
— |
— |
— |
7 |
— |
— |
— |
— |
一 |
— |
— |
注:复合连接指两种或两种以上连接方式用于同一接口处的连接方式,不锈钢蜩料复合管复合连接为内层(塑料层)采用热熔连接,外层(金属层) 采用卡压式连接。
代表可以,“一”代表禁止。
4.3.3采用钢骨架塑料(聚乙烯)复合管的同一建筑给水复合 管道系统宜采用相同的连接接头。
4.3.4当埋地建筑给水复合管道采用法兰接头时,应根据土质 条件对法兰和紧固件采取相应的防腐措施。
4.3.5钢骨架塑料(聚乙烯)复合管与其他不同材质管道连接 的过渡接头,应采用由管材厂提供的配套连接接头。
4.4管道布置和敷设
4.4.1当在钢骨架塑料(聚乙烯)复合管道系统上连接进、出 水支管时,应采用由管材厂提供的配套管件。
4.4.2建筑给水复合管道与阀门连接或管道与水池、水箱等构 筑物内的浮球阀或其他装置连接时,应对管道采取固定措施。
4.4.3连接在建筑给水复合管道上的阀门等装置应设置独立的 支承,其重量不得作用在管道上。
4.4.4当住宅、旅馆的卫生间采用铝塑复合管时,宜采用分水 器配水方式。
4.4.5抗震设防烈度在8度或8度以上的区域,建筑给水复合 管道敷设应符合下列规定:
1在非严寒和非寒冷地区,管道立管宜采用墙外敷设;
2管道宜采用柔性连接;
3当引入管露明敷设时,宜采用双折弯的方式进入建筑 物内;
4室内管道不应穿越伸缩缝和沉降缝,当必须穿越伸缩缝 和沉降缝时,管道应采用柔性连接;
5当管道穿楼板时,套管与管道之间宜采用柔性材料填充。 4.4.6当有外防腐层的管道设置支架时,支架与管材的接触面 应衬垫橡胶、塑料等柔性材料。
4.5管道位移补偿
4.5.1建筑给水复合管道设计时应考虑因水温和环境温度变化 产生的轴向位移,并应采取相应的补偿措施。
4.5.2建筑给水复合管道宜采用管道自身的折角补偿轴向位移。
4.5.3建筑给水复合管道因温差引起的轴向位移量,可按下列 公式计算:
∆L = α X L X ∆T (4. 5.3-1)
∆T = O. 65∆zs + 0. 10Δ⅛ (4. 5. 3-2)
式中:∆L——管段的轴向位移量(mm);
a--管材的线膨胀系数[mm∕(m ∙ K)];
L——计算管段长度(m);
∆T—计算温差(笆);
∆fs——管道内水的最大温差(°C);
Δ⅛——管道外空气的最大温差(笆)。
注:1当计算数据不全时,冷水最低温度可按5笆计算,空气温差可 按3(ΓC计算;
2冷水管道可不予计算。
4.5.4建筑给水复合管道固定支架的间距应根据管道伸缩量、 伸缩节允许伸缩量等因素确定。固定支架所受推力应进行计算。
4.5.5在建筑给水复合管道的变径、分支、接口处及所穿越的 承重墙和楼板处的两侧宜设置固定支架;垂直安装的配水干管的 底部应设置固定支架。
4.5.6建筑给水复合管道在分流段宜采用自由臂方式作为支管 的补偿。
4.5.7建筑给水复合管道中采用卡箍式柔性管接头的涂塑钢管、 钢塑复合管和埋地敷设的管段可不设补偿装置。
4.6管道防腐
4.6.1建筑给水复合管道的外壁为碳钢管时应进行外防腐,当 管道埋地敷设时宜采用涂裹绝缘层或电化学防腐保护方式,明敷 管道宜采用涂料防腐。
4.6.2建筑给水复合管道防腐前应对其表面进行处理,处理要 求应符合防腐材料产品的相应规定,当有特殊要求时,应在工程 设计文件中作出说明。
4.6.3建筑给水复合管道外层面漆可采用环氧树脂、过氯乙烯 或乙烯漆等。
4.6.4建筑给水复合管道的电化学防腐可采用阴极保护法或牺 牲阳极法。
4.7管道保温
4.7.1当建筑给水复合管道室外埋地敷设时,应埋设在冰冻线 以下,否则应采取保温措施。
4.7.2当建筑给水复合管道在无冰冻地区埋地敷设时,埋地管 道的埋深不得小于500mm,穿越道路部位的埋深不得小 于 70OmmO
4.7.3当建筑给水复合管道在室内、外明敷,且有可能结冻时, 应采取保温措施。
4.7.4建筑给水复合管道中室内明敷和非直埋暗装的热水管道 应保温。当给水管道可能结露,并会影响环境时,管道应做防结 露保温层。
4.7.5当建筑给水复合管道需保温时,•保温材料层厚度应根据 管道长度、水温、环境温度、供水时间及保温材料性能经计算 确定。
4.7.6保温管道的结构计算应符合现行国家标准《设备及管 道绝热技术通则》GB/T 4272和《设备及管道保温设计导则》 GB/T 8175的规定。
4.7.7建筑给水复合管道的导热系数可按下式确定:
1 —人IaI +人疝
(4. 7.7)
式中:人——复合管道的导热系数[W∕(m∙ K)]; 金属管的导热系数[W∕(m ∙ K)],可取50
Ai
塑料的导热系数[W∕(m ∙ K)],可按表4. 7.7
取值;
Sl——钢管计算壁厚(mm);
&——塑料层计算壁厚(mm)。
注:涂塑钢管的涂层热阻可忽略不计。
«4.7.7塑料导热系数
|
衬塑材料 |
硬聚氣乙烯、 氣化聚氯乙烯 |
聚丙烯 |
聚乙烯 |
交联聚乙烯 |
耐热聚乙烯 |
|
导热系数 W∕(m∙ K) |
0. 16 |
0. 24 |
0. 48 |
0.41 |
0. 40—0. 42 |
5.1.1建筑给水复合管道工程施工前应具备下列条件:
1施工图和设计文件应齐全,已进行技术交底;
2施工组织设计或施工方案已经批准;
3施工人员已经专业培训;
4施工场地的用水、用电、材料储放场地等临时设施能满 足施工要求;
5工程使用的管材、管件、附件、阀门等具有质量合格证 书,其规格、型号及性能检测报告符合国家现行标准和设计的 要求。
5.1.2建筑给水复合管道工程与相关各专业之间,应进行交接 质量检验,并应形成记录。
5.1.3隐蔽工程应在经验收各方检验合格后才能隐蔽,并应形 成记录。
5.1.4施工现场与材料储放场地温差较大时,应于安装前将管 材和管件在现场放置一定时间,使其温度接近施工现场的环境 温度。
5.1.5管道安装前,应对管材、管件的适配性和公差进行检査。
5.1.6管道安装间歇或完成后,敞口处应及时封堵。
5.1.7在施工过程中,应防止管材、管件与酸、碱等有腐蚀性 液体和污物接触。受污染的管材、管件,其内外污垢和杂物应清 理干净后方可安装。
5.1.8复合管道系统试压时,管道旁和管道端部严禁站人。
5.1.9操作现场不得有明火(焊接连接时除外),严禁对复合管 材进行明火烘弯。
5.1.10建筑给水复合管道施工除符合本规程外,还应符合现行 国家标准《建筑给水排水及采暖工程施工质量验收规范》GB 50242 和《给水排水管道工程施工及验收规范》GB 50268的规定。
5.2管道连接
5.2.1管道连接前应确认管材、管件的规格尺寸符合设计要求。 有橡胶密封圈等密封材料的管件,应检查密封材料和连接面,不 得有伤痕和杂物。
5. 2. 2管道系统的配管与连接应按下列步骤进行:
1按设计图纸规定的坐标和标高线绘制实测施工图;
2按实测施工图进行配管;
3制定管材和管件的安装顺序,进行预装配;
4进行管道连接。
5.2.3管道接口应符合下列规定:
1当采用熔接时,管道的结合面应有均匀的熔接圈,不得 出现局部熔瘤或熔接圈凸凹不匀现象。
2当法兰连接时,衬垫不得凸入管内,其外边缘宜接近螺 栓孔;不得采取放入双垫或偏垫的密封方式。法兰螺栓的直径和 长度应符合相关标准,连接完成后,螺栓突出螺母的长度不应大 于螺杆直径的1/2。
3当螺纹连接时,管道连接后的管螺纹根部应有2扣〜3 扣的外露螺纹,多余的生料带应清理干净,并对接口处进行防腐 处理。
4当卡箍(套)式连接时,两接口端应匹配、无缝隙,沟 槽应均匀,卡箍(套)安装方向应一致,卡紧螺栓后管道应 平直。
5. 2.4外壁为碳钢管的建筑给水复合管,其配管应符合下列 规定:
1截管工具宜采用专用切管器;
2在截管前应先确认管材无损伤、无变形;
3截管后的端面应平整,并应垂直于管轴线,切斜e (图
5. 2. 4)应符合表5.2.4的规定;
4截管后,管端的内外毛刺宜采用专用工具清除干净。
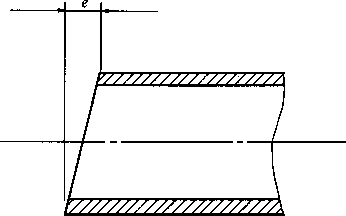
图5. 2.4切斜
表5. 2.4切 斜
|
_______公称直径(mm)_______ |
切斜e (mm) |
|
M20 ~~ |
_______________W0. 5_______________ |
|
_____________25〜40_____________ |
__________ W0. 6_______________ |
|
______________50〜80______________ |
_______________V0. 8_______________ |
|
]00〜150 — |
Ml∙2 一 |
|
____________2200____________ |
E — |
5. 2. 5复合管的连接要求应符合本规程附录A的规定。
5.2.6盘卷式铝塑复合管的调直、剪切和弯曲应符合本规程附 录B的规定。
5.2.7塑铝稳态管的卷削应符合本规程附录C的规定。
5.2.8当沟槽式连接的复合管管道需要拆卸时,应先排水泄压。
5.2.9涂塑钢管可现场进行补口,并应符合下列规定:
1补口应在水压试验前进行;
2补口区域在喷涂之前应进行喷射除锈处理,其表面质 量应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等 级》GB/T 8923 - 1988规定的Sa2切等级的要求;
3喷射除锈后应清除补口处的灰尘和水分,同时将焊接时 飞溅形成的尖点修平;
4管端补口搭接处15mm宽度范围内的涂层应打磨粗糙, 并清洁表面;
5应以拟定的喷涂工艺,在试验管段上进行补口试喷,直 至涂层质量符合规定要求;
6宜采用与涂塑钢管相同的材料进行热喷涂,喷涂应保证 固化温度要求;
7补口处喷涂厚度应与管体涂层厚度相同,与管体涂层搭 边不应小于25mm;
8喷涂后应对补口施工的头一道口进行现场附着力检验和 厚度检验;
9补口后应对补口的外观、厚度和漏点进行检测。
5.2.10当涂塑钢管在运输、搬运、装卸、施工安装过程中造成 涂层局部缺损时,必须对涂层缺陷进行修补,并应符合下列 规定:
1可采用手工或现场涂层修补设备进行修补;
2缺陷部位的污垢和其他杂质及松脱的涂层应清除干净;
3应将缺陷部位打磨成粗糙面,并将锈斑、污垢、灰尘等 杂质清除干净;
4公称直径小于或等于25mm的管道,缺陷部位宜使用同 等物料进行局部修补;
5当管道公称直径大于25mm且缺陷面积小于250cm2时, 缺陷部位宜使用双组分环氧树脂涂料或聚乙烯粉末进行局部 修补;
6现场涂层修补设备可适用于公称宜径为50mm~800mm 的涂塑钢管,每次修复时间宜为2min〜IOmin;涂层修补可采用 聚乙烯(PE)或环氧树脂(EP)5
7所修补的涂层应满足涂塑钢管岀厂检验的相关要求。
5.2.11涂塑钢管受机械损伤涂层厚度减薄,当损伤部位的厚度 小于正常厚度的70%时,必须对减薄的涂层进行修补。
5. 2.12涂塑钢管施工完成后应采用电火花检漏仪对管道进行检 查,对缺损处的涂层必须进行修补。
5.3管道敷设
5.3.1穿墙壁、楼板及嵌墙暗敷管道,应配合土建工程预留孔、 槽,预留孔或开槽的尺寸应符合下列规定:
1预留孔的直径宜大于管道的外径50mm~100mm;
2嵌墙暗管的墙槽深度宜为管道外径加20mm~50mm,宽 度宜为管道外径加40mm~50mm;
3横管嵌墙暗敷时,预留的管槽应经结构计算;未经结构 专业许可,严禁在墙体开凿长度大于30Omm的横向管槽。
5. 3.2管道穿过墙壁和楼板,宜设置金属或塑料套管,并应符 合下列规定:
1安装在卫生间及厨房内的套管,其顶部应高出装饰地面 50mm,安装在其他楼板内的套管,其顶部应高出装饰地面 20mm,套管底部应与楼板底面相平。套管与管道之间缝隙应采 用阻燃密实材料和防水油膏填实,且端面应抹光滑。
2安装在墙壁内的套管,其两端应与饰面相平。套管与管 道之间缝隙宜采用阻燃密实材料填实,且端面应抹光滑。
3管道的接口不得设在套管内。
5.3.3架空管道的管顶上部的净空不宜小于20OmnIO
5.3.4暗装管道距离墙面的净距离,应根据管道支架的安装要 求和管道的固定要求等条件确定。
5.3.5管道明敷时,应在土建工程完毕后进行安装。安装前, 应先复核预留孔洞的位置是否正确。
5.3.6管道安装应横平竖直,不得有明显的起伏、弯曲等现象, 管道外壁应无损伤。
5.3.7成排明敷管道时,各条管道应互相平行,弯管部分的曲 率半径应一致。
5.3.8对明装管道,其外壁距装饰墙面的距离应符合下列规定:
1管道公称直径为Iomm〜25mm时,应小于或等于
40mm;
2 管道公称直径为32mm〜65mm时,应小于或等于 50mm 0
5.3.9管道敷设时,不得有轴向弯曲和扭曲,穿过墙或楼板时 不得强制校正。当与其他管道平行安装时,安全距离应符合设计 的要求,当设计无规定时,其净距不宜小于IoOmmo
5.3.10管道暗敷时应对管道外壁采取防腐措施O
5.3.11暗敷的管道应在封蔽墙面前,做好试压和隐蔽工程的验 收记录。
5.3.12管道穿过地下室或地下构筑物外墙时,应采取防水措 施。对有防水要求的建筑物,必须采用柔性防水套管。
5.3.13管道穿过结构伸缩缝、防震缝及沉降缝时,应采取下列 保护措施:
1在墙体两侧采取柔性连接;
2在管道或保温层外皮的上、下部应留有不小于15Omm 的净空;
3在穿墙处应水平安装成方形补偿器。
5.3.14复合管与阀门、水表、水嘴等设施的连接应采用转换 接头。
5. 3.15分水器和分水器配水管道的施工应符合国家相关标准的 要求。
5.3.16管道及管道支墩(座),严禁铺设在冻土和未经处理的 松土上。
5.4支吊架安装
5.4.1建筑给水复合管道系统应按设计规定设置固定支架或滑 动支架。
5.4.2建筑给水复合管道支、吊架间距应符合下列规定:
1外壁为钢管的偏刚性复合管,其间距应符合现行国家标 准《建筑给水排水及采暖工程施工质量验收规范》GB 50242的 规定;
2中性复合管和偏塑性复合管,其间距应符合现行国家标 准《建筑给水排水及采暖工程施工质量验收规范》GB 50242中 对塑料管及复合管管道支架(立管、横管)的规定。
5.4.3建筑给水复合管道支、吊、托架的安装应符合下列规定:
1位置应正确,埋设应平整牢固;
2固定支架与管道的接触应紧密,固定应牢靠;
3滑动支架应灵活,滑托与滑槽两侧间应留有3mm〜5mm 的间隙,纵向位移量应符合设计要求;
4无热伸长管道的吊架、吊杆应垂直安装;
5有热伸长管道的吊架、吊杆应向热膨胀的反方向偏移;
6固定在建筑结构上的管道支、吊架不得影响结构的安全。 5.4.4钢塑复合管、内衬不锈钢复合钢管和管道立管的管卡安 装应符合下列规定:
1当楼层高度小于或等于5m时,每层的每根管道必须安 装不少于1个管卡;
2当楼层高度大于5m时,每层的每根管道必须安装的管 卡不得少于2个;
3当每层的每根管道安装2个以上管卡时,安装位置应 匀称;
4管卡安装高度应距地面1.5m~1.8m ,且同一房间的管 卡应安装在同一高度上。
5.4.5外壁为塑料层的复合管道,当采用金属制作的管道支架 时,应在管道与支架间衬垫非金属垫片或套管。
5.4.6当管道采用沟槽式连接时,应在下列位置增设固定支架:
1进水立管的底部;
2立管接出支管的三通、四通、弯头的部位;
3立管的自由长度较长而需要支承立管重量的部位;
4横管接出支管与支管接头、三通、四通、弯头等管件连 接的部位;
5管道设置补偿器,需要控制管道伸缩的部位。
5.5管道试验、冲洗和消毒
5. 5.1建筑给水复合管道中偏刚性复合管的水压试验应符合现 行国家标准《建筑给水排水及采暖工程施工质量验收规范》 GB 50242金属管的检验方法;偏塑性复合管应符合塑料管检验 方法;中性复合管应符合复合管检验方法。
5.5.2当在温度低于5°C的环境下进行水压试验和通水能力检 验时,应采取可靠的防冻措施。试验结束后应将管道内的存水 排尽。
5.5.3消防给水系统的复合管水压试验应符合国家现行消防标 准的有关规定。
5.5.4对试压资料应进行评判,并应符合下列规定:
1施工单位提供的水压试验资料应齐全;
2水压试验的方法和参数应满足设计的要求;
3隐蔽工程应有原始试压记录;
4试压资料不全或不符合规定,应重新试压。
5.5.5管道的通水能力试验应在管道接通水源和安装好配水器 后进行。
5. 5.6通水能力试验时应对配水点做逐点放水试验,每个配水 点的流量应稳定正常,然后应按设计要求开启足够数量的配水 点,其流量应达到额定的配水量。
5.5.7生活饮用水管道在试压合格后,应按规定在竣工验收前 进行冲洗消毒,并应符合现行国家标准《建筑给水排水及采暖工 程施工质量验收规范》GB 50242和《给水排水管道工程施工及 验收规范》GB 50268的有关规定。
6.1.1管道系统应根据工程性质和特点进行中间验收和竣工验 收。中间验收、竣工验收前,施工单位应对施工质量进行自检。
6.1.2分项工程应按系统、区域、施工段或楼层等划分。分项 工程应划分成若干个检验批次进行验收。
6.1.3工程验收应做好记录。验收合格后,建设单位应将有关 文件、资料立卷归档。
6.1.4工程验收时应具备下列文件:
1施工图、竣工图及变更文件;
2管材、管件及其他主要材料的出厂合格证;
3中间试验和隐蔽工程验收记录;
4工程质量事故处理记录;
5分项、分部及单项工程质量验收记录;
6管道系统的通水能力检验和水压试验记录;
7生活给水管道的冲洗消毒记录。
6.2验收要求
6.2.1验收的主控项目应包括下列内容。
1水压试验;
2通水试验;
3管道的冲洗和消毒;
4直埋管道的防腐处理;
5热水管道的补偿;
6室外埋设管道的保温防潮处理;
7管沟的基层处理和井室的地基处理。
6.2.2验收的一般项目应包括下列内容。
1焊接连接的焊缝表面质量;
2水平管道坡度;
3管道安装允许偏差;
4管道支吊架;
5热水管道的保温结构;
6管沟的坐标、位置、标高、回填土。
6.2.3建筑给水复合管道工程主控项目和一般项目的检验方法应 符合现行国家标准《给水排水管道工程施工及验收规范》GB 50268和《建筑给水排水及采暖工程施工质量验收规范》GB 50242 的规定。
A.1.1截管宜采用锯床,不得使用砂轮切割。
A.1.2套丝应采用自动套丝机,圆锥形管螺纹应符合现行国家 标准《用螺纹密封的管螺纹》GB/T 7306的规定。
A. 1.3钢塑复合管螺纹连接的标准旋入牙数及标准紧固扭矩应 符合表A.I. 3的规定。
衰A∙l∙3标准旋入牙数及标准紧固扭矩
|
公称直径 (mm) |
旋入量 |
扭矩 (N ∙ m) |
管钳规格(mm) X施加的力(kN) | |
|
长度(mm) |
牙数 | |||
|
15 |
11 |
6. 0〜6. 5 |
40 |
350X0. 15 |
|
20 |
13 |
6. 5〜7.0 |
60 |
350X0. 25 |
|
25 |
15 |
6. 0〜6. 5 |
100 |
450X0. 30 |
|
32 |
17 |
7.0—7. 5 |
120 |
450X0. 35 |
|
40 |
18 |
7. 0—7. 5 |
150 |
600X0. 30 |
|
50 |
20 |
9.0〜9. 5 |
200 |
600 ×0. 40 |
|
65 . |
23 |
10.0—10. 5 |
250 |
900X0. 35 |
|
80 |
27 |
11.5-12.0 |
300 |
900X0. 40 |
|
100 |
33 |
13. 5 〜14.0 |
400 |
IOOO XO. 50 |
|
125 |
35 |
15.0—16.0 |
500 |
IOOO XO. 60 |
|
150 |
35 |
15.0〜16. 0 |
600 |
1000X0. 70 |
A.1.4在加工螺纹前衬塑管的管端应采用专用绞刀进行清理加 工,将衬塑层按其厚度的1/2进行倒角,倒角坡度宜为10°〜 15°;涂塑管应釆用削刀削成内倒角。
A.1.5管端、管螺纹清理加工后,宜采用防锈密封胶和聚四氟 乙烯生料带缠绕螺纹。
A.1.6连接完成后,外露的螺纹部分及所有钳痕和表面损伤的 部位应涂防锈密封胶。
A.1.7用厌氧密封胶密封的管接头,养护期不得少于24h,其 间不得对其进行挪动或试压。
A.1.8钢塑复合管不得与阀门直接连接,应采用黄铜质内衬塑 的内外螺纹专用过渡管接头。
A.1.9钢塑复合管不得与给水栓直接连接,应采用黄铜质专用 内螺纹管接头。
A.1.10钢塑复合管与铜管、塑料管连接时应采用专用过渡 接头。
A.1.11当采用内衬塑的内外螺纹专用过渡接头与其他材质的 管配件、附件连接时,应在外螺纹的端部采取防腐处理。
A.2钢塑复合管沟槽连接
A.2.1管材切口表面应平整,无裂缝、凹凸、缩口、熔渣、氧 化物,并打磨光滑。
A.2.2沟槽加工前,应清除加工部位表面的油漆、铁锈、碎屑 等污物。
A.2.3沟槽宜采用切削加工机成型,也可用专用滚槽机进行加 工。切削加工机或滚槽机具应有限位装置。
A.2.4沟槽加工时,管子端面应与加工机具止面贴紧,管轴线 与加工机具止面应垂直。在切削加工或滚槽机滚压沟槽过程中, 管子不得出现纵向位移和角位移。
A. 2.5加工一个沟槽的时间不宜小于表A. 2. 5的规定。
表A.2.5加工一个沟槽的时间
|
公称直径DN (mm) |
50 |
65 |
80 |
100 |
125 |
150 |
200 |
250 |
300 |
|
加工时间 (min) |
>2 |
>2 |
>2.5 |
>2.5 |
>3 |
>3 |
>4 |
>5 |
>6 |
A. 2. 6切削加工机或滚槽机滚压成型的沟槽应符合下列规定: 1管端至沟槽段的表面应平整,无凹凸、无滚痕; 2沟槽圆心应与管壁同心,沟槽宽度和深度应符合国家现 行相关标准的规定;
3不得损坏管子的镀锌层及内壁的各种涂层和内衬层;
4滚槽时,沟槽外径不得大于规定值。
A.2.7沟槽连接方式可适用于公称直径不小于65mm的涂 (衬)塑钢管的连接。
A.2.8沟槽式管接头应符合现行行业标准《沟槽式管接头》 CJ/T 156的规定。
A.2.9沟槽式管接头的工作压力应与管道工作压力相匹配。
A.2.10用于输送热水的沟槽式管接头应采用耐温型橡胶密封 圈。用于饮用净水管道的橡胶材质应符合现行国家标准《生活饮 用水输配水设备及防护材料的安全性评价标准》GB/T 17219的 规定。
A.2.11涂塑复合钢管的沟槽连接,宜用于现场测量,工厂预 涂塑加工,现场安装的方式。
A.2.12管段在涂塑前应压制标准沟槽,涂塑加工应符合现行 行业标准《给水涂塑复合钢管》CJ/T 120的规定。
A.2.13管段涂塑除应涂敷内壁外,还应涂敷管口端和管端外 壁与橡胶密封圈接触部位。
A. 2.14对衬塑复合钢管应采用预制的沟槽式涂塑管件。
A.2.15衬(涂)塑复合钢管的沟槽连接应按下列程序进行:
1应用游标卡尺检查管材、管件的沟槽是否符合要求,以 及卡箍件的型号是否正确;
2检査橡胶密封圈是否匹配,在橡胶密封圈上涂抹润滑剂, 连接时应先将橡胶密封圈安装在接口中间部位,并将其套在一侧 管端;定位后,再套上另一侧管端;
3润滑剂可采用肥皂水或洗洁剂,不得使用油脂润滑剂; 4将卡箍套在胶圈外,并将卡箍边缘嵌入沟槽内;
5压紧卡箍件至端面闭合后,立刻安紧紧固件,并应均匀 拧紧螺栓;
6在安装卡箍件过程中,应目测检查橡胶密封圈,不得 起皱。
A.3钢塑饅合管卡箍式连接
A.3.1安装前应对管端进行清理,除去碰缺、划痕、毛刺和 污垢。
A.3.2清除管材及管端焊缝处的铁锈及油漆。
A.3.3安装时,管端与管材应保持同轴,同时将端面垂直于中 轴线。
A.3.4端管端口应采用单边V形坡口,单面连续与管材对焊, 焊缝不得有气孔、夹渣、裂纹及未焊透等缺陷。
A.3.5焊好管端的管材应清除管内杂物,并将密封面清理光 滑,不得有污物和划痕。
A.3.6连接前,在管材密封面、卡箍内腔、两耳结合面、螺栓 的螺纹部分应涂敷对橡胶密封圈无害的润滑脂。
A.3.7连接时,管材两管端间应留一定间隙,将密封圈安装并 调整到适中位置,上紧螺栓。两侧螺栓应均匀受力,并不得咬伤 密封圈。
A.3.8卡箍式柔性管接头的技术条件、型式与尺寸应符合现行 国家标准《卡箍式柔性管接头 技术条件》GB/T 8259和《卡 箍式柔性管接头 型式与尺寸》GB/T 8260的规定。
A.4钢塑复合管法兰连接
A.4.1当在现场配接法兰时应符合下列规定:
1当公称宜径小于或等于15Omm时,应采用内衬塑凸面 带颈螺纹钢制管法兰,并应符合现行国家标准《突面带颈螺纹钢 制管法兰》GB/T 9114的规定。被连接的钢塑复合管上应绞螺 纹密封用的管螺纹,其牙型应符合现行国家标准《用螺纹密封的 管螺纹》GB/T 7306的规定。
2当公称直径大于15Omm时,应采用凸面板式平焊钢法 兰,并应符合现行国家标准《平面、突面板式平焊钢制管法兰》 GB/T 9119的规定。
A.4.2钢塑复合管法兰连接可采取一次安装法或二次安装法。 当采用二次安装法时,现场安装的管段、管件、阀件和法兰盘均 应打上钢印编号。
A.4.3法兰的压力等级应与管道的工作压力相匹配。
A.4.4法兰盘面应平整、无裂纹,密封面上不得有斑疤、砂眼 及辐射状沟纹,螺孔位置应准确,上螺母的端部应平整。
A.4.5当采用法兰连接时,法兰盘间的橡胶垫圈应符合下列 规定:
1材质应均匀,厚薄应一致,应无老化、无皱纹。当采用 非整体垫片时,应粘接良好、拼缝平整。
2当管道公称直径小于或等于600时垫圈厚度宜采用 3mm~4mm,当管道公称直径大于或等于700时垫圈厚度宜采 用5mm 〜6mm。
3垫圈内径应等于法兰内径,当管道公称直径小于或等于 150时允许偏差值为+3mm,当管道公称直径大于或等于200时 允许偏差值为+ 5mmo
4垫圈外径应与法兰密封面外缘相齐,不应超过螺栓孔。
A.4.6当进行法兰连接时,应先将法兰密封面清理干净,垫圈 放置平正。管道公称直径大于60Omm的法兰和使用拼粘垫片的 法兰,均应在两法兰密封面上各涂一道铅油。
A.4.7所有螺栓及螺母应点涂机油,对称、均匀地拧紧。
A.5钢塑复合压力管双热墉连接
A.5.1管材应采用断管器切割,断管后应去除管口处的毛刺。
A.5.2管道公称直径小于或等于32mm时,管口整圆应符合下 列规定:
1应选择与管材口径同规格的夹瓦,并按照夹瓦上的螺旋 线按次序装在整圆夹槽内;
2应将夹瓦锁紧螺旋模头旋转到工具上;
3应将管材穿过夹瓦圆孔,同时旋转夹瓦锁紧螺旋模头紧 固管材;
4应旋转整圆模头一侧的手柄,将模头缓慢地推入管材内 壁,并使整圆模头完全进入管材端口;
5应反方向旋转手柄,将模头退出管材,松开夹瓦,将整 圆模头取出管材。
A.5.3当管道公称直径大于或等于40mm,且不大于IlOmm 时,管口应采用双热熔手动熔接机或双热熔液压熔接机进行整 圆,并应符合下列规定:
1当采用双热熔手动熔接机进行整圆时,应按下列程序 进行:
1) 将整圆模头座安装在卡瓦上,旋上相应规格的整圆 模头;
2) 将管材装夹安装在固定卡瓦上,并退至起始位置;
3) 将管材装夹在手动热熔机卡瓦座上,管材端口应贴靠 整圆模头,且管材与整圆模头应保持同心;
4) 旋转进退丝杆上的专用扳手,整圆模头进入管材端口 进行整圆,当整圆模头完全进入管材端口时,再反向 旋转专用扳手,然后退出整圆模头到原位。
2当采用双热熔液压熔接机进行整圆时,应按下列程序 进行:
D将配套的整圆模头通过卡瓦紧固在双热熔液压熔接机 设备的中段,将管道通过卡瓦紧固在另外一侧。当管 道较长时,应在管道另一端使用管托进行支撑,支撑 高度应使管道保持水平。
2)操作电动液压装置,使整圆模头均匀、缓慢地进入管 材内并达到规定的深度。
3)再次操作电动液压装置,将模头退岀,松开卡瓦取出 管材。
A.5.4管道连接前应清洁管材、管件的熔接部位,然后用画线 板和记号笔在管材端标记出外层熔接深度。
A.5.5钢塑复合压力管双热熔连接的熔接温度、加热时间和熔 接后冷却时间等有关熔接工艺参数应符合表A. 5.5的规定。
表A.5.5双热焰钢塑管件爛接工艺参数
|
项目 |
管道公称直径(mm)__ | |||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
IlO |
160 | |
|
外层熔 接深度 (mm) |
10 |
10 |
10 |
10 |
12 |
14 |
15 |
17 |
20 |
28 |
|
熔接温盤 (P) |
210± 10 |
210± 10 |
210± 10 |
260 ± 10 |
260± 10 |
260± 10 |
260± 10 |
260± 10 |
260± 10 |
260± 10 |
|
最短加 热时间 (S) |
25 |
35 |
40 |
30 |
35 |
45 |
50 |
60 |
70 |
90 |
|
最长转 换时间 (S) |
4 |
4 |
4 |
5 |
5 |
6 |
6 |
8 |
8 |
8 |
|
最短冷 却时间 (S) |
120 |
120 |
180 |
180 |
180 |
180 |
180 |
180 |
180 |
180 |
注:本表所对应的环境温度为23P,当施工环境温度低于该温度,应适当延长加 热时间(15%〜20%),通过观察“熔池瘤"形成情况来确定加热时间,缩短转 换时间,热熔焊瘤均匀、饱满即达到焊接要求。
A.5.6双热熔连接必须采用钢塑复合压力管专用模头。热熔完 成后,当模头有粘料时必须及时清理干净后方可使用;当模头上 粘料清理不净或表面涂层破损时必须更换模头。
A.5.7当管道公称直径小于或等于32mm时,管道连接应符合 下列规定:
1通电加热双热熔熔接工具,待熔接模头表面温度达到熔
接温度时方可进行熔接;
2当熔接达到加热时间及效果时,应立即将管材与管件从 模头上取下,迅速无旋转地沿轴线方向承插到所标识深度,并保 持一定压力,待连接处自然冷却固定,形成均匀的热熔焊瘤;
3熔接承插过程中严禁旋转被接管道。
A.5.8当管道公称直径大于或等于40mm,且不大于IIOmrn 时,管道连接应符合下列规定:
1应将与管材规格配套的双热熔模头安装在双热熔手动峪 接机上,接通电源使焊接器升温至绿灯亮时即达到210oC熔接温 度,方可进行熔接;
2应将管材、过渡接头(或法兰)分别在卡瓦内固定好, 管材、管件之间应留出热熔焊接的操作距离;
3将达到规定热熔温度的焊接器放在支架盒内,凹模和凸 模的方向应正确;
4双手匀速、缓慢的向前推动连杆,待管材、过渡接头均 插入模头至规定深度,并达到规定的加热时间后,观察加热处熔 池,当加热处形成约2mm厚的熔池时,加热完成;
5快速向后拉动连杆,使管材、过渡接头退出加热模头, 同时取下焊接器,并向前推动连杆在最短转换时间内,将管材插 入过渡接头(或法兰)承口内,并保持一定压力,待连接处自然 冷却固定。
A.6钢骨架塑料复合管电熔连接
A.6.1管材和管件的承插式和套筒式电熔连接,应采用管材厂 提供的设备,并在厂方技术人员指导下进行操作。
A.6.2管材的连接端面应与管道轴线垂直:。
A.6.3连接前,应采用洁净棉絮擦净连接面上的污物,采用专 用工具刮除插入连接面的氧化层,并保持连接面不受潮。
A.6.4在管材表面上应标出管的插入深度。插入后,松紧度应 符合电热熔连接的要求。
A. 6. 5通电前应进行下列检查:
1被连接件应在同一轴线上;
2导线连接应正确;
3导线截面积和电源容量应与电熔焊机匹配;
4加热电压(或加热电流)和加热时间应符合电热熔管件 焊接规定的参数。
A.6.6加热完成后,连接件必须自然冷却。在熔合及冷却过程 中,不得移动、转动接头的部位及两侧的管道,不得在连接部位 和管道上施加任何压力。
A.6.7对管材端面裸露的无表面镀层的钢丝,应进行防渗密封 处理。
A.7钢骨架塑料复合管法兰连接
A.7.1管材应根据承口深度正确断料。管材端口应平整、光 滑、无毛刺,不锈钢面层应向管材圆心方向收口。
A.7.2连接前应检査管道法兰连接用的活套法兰、螺栓等钢制 品和密封件的规格尺寸应与管材配套,并应清理污物,钢制品宜 涂抹机油或油脂。
A.7.3密封件必须设置在管端面的密封凹槽内。当管材、管件 采用管材端口径向密封时,管材端面嵌入的橡胶圈应紧固、压 缩。其压缩变形程度应控制在插入管件时保持一定阻力,不宜有 松弛现象。
A. 7.4安装时两法兰面应相互平行并与管道轴线垂直。
A.7.5螺孔和螺栓的直径应配套,螺栓长度应一致,螺母应在 同一侧。
A.7.6紧固法兰前,被连接件应在同一轴线上。
A.7.7紧固螺栓时应按对称顺序次均匀紧固,螺栓拧紧后宜 伸出螺母1扣〜3扣。
A.7.8法兰连接应沿管道纵向顺序进行。当拧紧法兰接头的螺 栓时,应防止管道纵向出现轴向拉力。
A. 8不锈钢塑料复合管复合连接
A.8.1不锈钢塑料复合管应采用复合连接,塑料内层应采用热 熔连接,金属外层应采用卡压式连接。
A.8.2在需拆卸部位和施工环境不便于热熔卡压连接时,可采 用热熔活接。当采用热熔活接时,应依次将螺母、卡圈和垫圈套 在管材上,再进行热熔连接。
A.8.3管材切割后,其端面应垂直于管道轴线,并应去除端面 的毛边和毛刺。
A.8.4连接端面必须清洁、干燥,无尘土、油污等污物。
A.8.5热熔工具达到工作温度后方能开始连接,并应符合下列 规定:
1当管材管件的公称直径小于或等于32mm时,工作温度 宜为 2OO°C~23O°C;
2当管材管件的公称宜径大于或等于40mm时,工作温度 宜为 250°C O .
A.8.6应无旋转地把管端推到加热头上,插入到所标志的深 度,同时,应无旋转地把管件导入加热套内,达到规定标志处。
A. 8.7加热、熔接、冷却时间可按表A. 8. 7的规定执行。
表A.8.7不锈钢塑料复合管复合连接时加热、堵接、冷却时间
|
工序 |
公称外径(mm) | |||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
110 |
160 | |
|
加热时间 (S) |
4 |
4 |
6 |
10 |
15 |
20 |
25 |
30 |
40 |
50 |
|
熔接时间 (S) |
3 |
3 |
4 |
6 |
6 |
6 |
10 |
10 |
15 |
15 |
|
冷却时间 (min) |
3 |
3 |
4 |
4 |
5 |
6 |
8 |
8 |
10 |
12 |
A.8.8当环境温度低于5C时,加热时间应延长40%。
A. 8.9达到加热时间后,应立即把管材与管件从加热套与加热 头上同时取下,并迅速无旋转地直线均匀插入到所标深度开始连 接,插入时应使被连接两端的管材或管件同轴。
A.8.10在规定的加热时间内,刚熔接好的接头可对位置进行 校正,但不得旋转。
A.8.11冷却后,应采用专用卡压工具进行卡压。
A.9不锈钢塑料复合管热熔法兰连接
A.9.1应将不锈钢法兰盘、卡圈、垫圈套在不锈钢塑料管上, 然后进行热熔。
A.9.2复合塑料(PE)挡套与管道热熔连接步骤应符合热熔 要求。
A.9.3应校正两对应的连接件,使连接的两片法兰垂宜于管道 的中心线,且表面相互平行。
A.9.4法兰间应衬垫耐热无毒橡胶垫片。
A.9.5螺栓、螺母宜采用不锈钢件,其规格应相同。螺母应对 称紧固在同一侧,法兰紧固好后螺栓应露出螺母。
A.9.6连接管道的长度应准确。当紧固法兰时,不应使管道产 生轴向拉力。
A.9.7法兰连接部位应设置支吊架。
A.10铝塑复合管卡压式、卡套式连接
A. 10.1铝塑复合管的连接应按调直、截管、倒角、整圆、连 接的步骤进行。
A.10. 2铝塑复合管的卡压式连接应按下列步骤进行:
1在卡压式管件的凹槽上嵌上橡胶密封圈;
2在管件上套上定位挡圈和夹套;
3对铝塑复合管管材端口进行倒角整圆;
4将管材插入已倒角整圆的铝塑复合管管材端部,插到夹 套根部位置;
5用卡压工具压紧夹套。
A. 10. 3铝塑复合管卡套式连接应按下列步骤进行:
1将锁紧螺母、C形紧箍环套在管上;
2用力将管件芯体插入管内,至管口达管件芯体根部;
3将C形紧箍环移至管件、管材连接处;
4再将锁紧螺母与管件本体拧紧。
A.11铝塑复合管热熔连接
A. H. 1铝塑复合管的热熔连接应按截管、整圆、连接的步骤 进行。
A. 11. 2铝塑复合管的热熔连接的截管、整圆应符合下列规定: 1截管应使用管剪或切管器;
2切割时应剪平管子的端面,且不得有椭圆现象; 3管子整圆应使用倒角整圆器。
A.11.3将热熔器接通电源,发热板到达工作温度后,应将管 材、管件无旋转地插入模头至定标线处。铝塑复合管热熔最小承 插深度和加热、熔接、冷却时间可按表A. 11. 3的规定执行。
表A.11.3铝塑复合管热婿最小承插深度和加热、熔接、冷却时间
|
工 序 |
公称外径(mm) | |||
|
16 |
20 |
25 |
32 | |
|
最小承插深度(mm) |
11.0 |
12.3 |
13.5 |
15.0 |
|
加热时间(S) |
4 |
5 |
7 |
8 |
|
熔接时间($) |
4 |
4 |
4 |
4 |
|
冷却时间(min) |
2 |
3 |
3 |
4 |
A.11.4当环境温度低于5°C时,加热时间应延长50%。
A. 11. 5管材管件从熔接器上取出,应迅速、平稳、无旋转地 插入到规定位置,从观察孔见到管材或有熔瘤挤出为合格。
A.11.6熔接后必须冷却,在没有充分冷却前,应避免受扭、 受弯和受拉。
A. 12塑铝稳态管熔接连接
A. 12.1在熔接之前,应将管道连接面的铝层清除干净。
A. 12.2管材和管件的连接加热应使用塑铝稳态管专用模头。
A.12.3连接时,应先将管件插入热熔模头,待管件被热熔深 度达到规定深度的50%时,再将管材插入热熔模头,且应使管 件和管材同时插至模头底部。
A.12.4管材热熔深度、加热温度、加热时间等工艺参数应符 合表A. 12.4规定;在加热时间内,应用手或焊机夹具保持管材 和管件相对静止不动。
表A.12.4管材热熔深度、加热温度、加热时间等工艺参数
|
项 目 |
管道公称直径(mm) | ||||||||
|
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
110 | |
|
内管最小热熔深度 (mm) |
10 |
11.5 |
14 |
16 |
19 |
23 |
26.5 |
31 |
37 |
|
塑铝复合层热熔深度 (mm) |
2〜3 |
2~3 |
2〜3 |
2〜3 |
2〜3 |
2〜3 |
2〜3 |
2〜3 |
2〜3 |
|
加热温度 |
210± 10 |
210± 10 |
210± 10 |
260± 10 |
260± 10 |
260± 10 |
260士 10 |
260± 10 |
260± 10 |
|
加热时间 (S) |
8 |
10 |
11 |
31 |
39 |
50 |
59 |
70 |
90 |
|
最长切换时间 (S) |
4 |
4 |
6 |
6 |
6 |
8 |
8 |
8 |
10 |
|
保持时间 (S) |
15 |
15 |
20 |
20 |
30 |
30 |
40 |
40 |
50 |
|
最短冷却时间 (min) |
2 |
2 |
4 |
4 |
4 |
6 |
6 |
6 |
6 |
注:1本表所对应的环境温度为23笆。在施工过程中,应根据环境温度变化等实 际情况,适当延长加热时间、缩短转换时间。
2加热时间可通过观察加热过程中熔池溢料“凸缘”的形成情况来确定,若熔 池溢料“凸缘”均匀,饱满即达到熔接时间要求。
A. 12.5当达到加热时间后,应立即将管材与管件从加热模头 上同时取下,并迅速将管材沿直线方向匀速插入管件内,外层 PE-RT应熔进管件2mm~3mmo
A.12.6热熔连接时,当模头上有粘料残留时应及时清理。当 清理不净或模头涂层破损时应及时更换O
A.12.7在熔接过程中,可轴线方向校正接头,但不得旋转。
A.12.8当PE-RT管与PP-R管连接时,应采用转换管件进行 热熔连接。
A.13塑铝稳态管法兰连接
A.13.1应将无规共聚聚丙烯(PP-R)塑铝稳态管和耐热聚乙 烯(PE-RT)塑铝稳态管专用金属法兰盘套在管材上。两个法 兰面应垂直于管道轴线,并相互平行。
A.13.2法兰紧固件宜采用金属材质,其规格应与法兰配套。
A.13.3安装时螺栓方向应一致,对称紧固,紧固后的螺栓不 得低于螺母。
A.13.4连接管道的长度应准确。当紧固法兰时,不应使管道 产生轴向拉力。
A.13.5法兰连接的两边,应设置固定支墩、固定支、吊架等。
A. 13. 6在连接蝶阀前,应验证蝶阀能完全打开。当不能完全 打开时必须更换阀门或采用沟槽式管件连接。
A.14内衬不锈钢复合钢管螺纹连接
A. 14.1管道切割应采用电动圆锯机、电动带锯机、砂轮切割 机等机械切割方法。
A.14.2切割端面应去除毛刺,并采用砂轮磨光。
A.14.3套丝应采用自动套丝机,管螺纹应符合现行国家标准 《55°密封管螺纹 第2部分:圆锥内螺纹与圆锥外螺纹》GB/T 7306. 2的规定。
A.14.4套丝后应将金属管端的毛边修光,并清除管端和螺纹 内的污物。
A. 14.5对管端、管螺纹清理后,可采用防锈密封胶和聚四氟 乙烯生料带缠绕螺纹进行防腐、密封处理。连接前应在管端上标 记拧入深度,并应符合现行行业标准《给水衬塑可锻铸铁管件》 CJ/T 137 规定。
A.14.6用螺纹连接的管道可采用给水衬塑可锻铸铁管件、衬 不锈钢可锻铸铁管件、镀合金可锻铸铁管件、不锈钢管件。所采 用的可锻铸铁管件应符合现行国家标准《可锻铸铁管路连接件》 GB/T 3287的规定。
A.14.7管材与有内衬的可锻铸铁管件连接前,应检查管件内 密封圈的位置。连接时,可先采用手工将管端螺纹拧入管件,在 确认管件承口已拧入管端螺纹丝扣后,再用管钳拧紧管材的连接 接头。拧紧螺纹时不得逆向旋转。
A.14.8连接完成后,管材与管件连接处外露的螺纹、钳痕和 表面损伤处,均应涂防腐胶或缠绕防腐密封带。
A.14.9当在接头处采用厌氧密封胶做密封处理时,养护时间 不得少于24h,养护期间不得试压。
A. 14.10当内衬不锈钢复合钢管与给水栓、卫生器具和设备附 件相连接时,应采用由管材生产厂提供的不锈钢或黄铜的专用配 套内螺纹管接头。
A.15内衬不锈钢复合钢管沟槽式连接
A. 15.1沟槽式管接头的工作压力等级应与管道系统的工作压 力相同。
A.15.2管道系统应采用配套的沟槽式管件和附件。
A.15.3管材切割、沟槽加工、支管接头和安装等应符合国家 现行相关标准的规定。
A.16内衬不锈钢复合钢管法兰连接
A.16.1法兰的压力等级应与管道系统的工作压力相同。
A. 16.2法兰与螺栓必须由管材生产厂配套提供。
A.16.3安装法兰的管端的端面必须垂直于管道轴线。
A.16.4当管端需要切割时,截管必须符合国家现行相关标准 的规定。
A. 16.5当管端采用衬塑带颈螺纹法兰连接时,其螺纹的牙型 应符合现行国家标准《55°密封管螺纹 第2部分:圆锥内螺纹 与圆锥外螺纹》GB/T 7306. 2的规定。
A.16.6当管端采用突面板式法兰连接时,应对管端进行清理。
A.16.7当采用法兰连接时,垫片和垫圈必须配套,且位置 正确。
A.16.8安装时螺栓方向应一致,对称紧固,紧固后的螺栓不 得低于螺母。
A.16.9连接管道的长度应准确。当紧固法兰时,不应使管道 产生轴向拉力。
A.17内衬不锈钢复合钢管焊接连接
A. 17.1焊接前的准备工作应符合下列规定:
1管材切割和焊接坡口的加工应采用机械方法;
2切割面应与管道轴线垂直,表面应平整光滑,无毛刺、 飞边;焊接的坡口形式和尺寸应符合现行国家标准《工业金属管 道工程施工规范》GB 50235的规定;
3管端组对前应将坡口内外表面距管口不小于IOmm范围 内的污物、毛刺以及镀锌层等清理干净,且不得有裂纹、夹层等 缺陷;
4管道对接焊口的组对应做到内壁齐平,内壁错边量不宜 超过不锈钢内衬的厚度,且不应大于1. 2mm;
5焊条在使用前应按规定进行烘干,使用过程中应保持干 燥,焊条使用前应清除表面的油污等杂质。
A.17.2管道的焊接应符合下列规定:
1定位焊缝应采用与根部焊道相同的焊接材料和焊接工艺;
2钢管宜采用手工电弧焊,对管内清洁要求较高且焊接后 不易清理的管道,其焊缝底层应采用氯弧焊;
3当采用底层氯弧焊焊接时,焊管内应充氧气;
4手工氧弧焊应采用直流电源正接法,在保证焊缝良好熔 合的条件下,宜采用多层小电流施焊。
A.17.3对内衬不锈钢复合钢管,应采用309焊条先对不锈钢 部分和不锈钢与碳钢的过渡部分进行施焊;焊接碳钢部分,应釆 用普通碳钢焊条用电弧焊焊接。
附录B盘卷式铝塑复合管的 调直、剪切和弯曲
B.0.1管道公称直径不大于25mm的盘卷式铝塑复合管,可采 用手工直接调直。对管道公称直径为32mm的盘卷式铝塑复合 管,当用手工调直时应按下列步骤进行:
1选择平整的场地;
2将管子固定,滚动盘卷向前延伸;
3压宜管子,再用手工调直。
B. 0.2铝塑复合管的剪切应使用专用管剪或切管器。
B.0.3铝塑复合管的弯曲应按下列步骤进行:
1将弯管弹簧塞或弯管器放入管内拟弯曲部位;
2用手均匀、缓慢施力于管道至弯曲,弯曲半径应大于或 等于5倍的管道外径;
3当弹簧塞或弯管器长度不够时,可采用钢丝接驳延长。
c. 0.1塑铝稳态管的截管应符合下列规定:
1截断工具应与管材轴线垂直;
2管材截断后,应将管材端面的毛刺和碎屑清除干净。
C. 0. 2塑铝稳态管的巻削应符合下列规定:
1卷削器应采用PP-R/PE-RT稳态管卷削器,并应符合下 列规定:
D公称直径为20mm〜32mm的管材,可采用带内导柱 的手动卷削器或电动卷削器;
2) 公称直径为40m∏)N63mm的管材,宜采用电动卷削器;
3) 公称直径为大于63mm的管材,宜采用电动卷削器或 卷削机。
2将PP-R稳态管和PE-RT塑铝稳态管推入卷削器的卷削 孔内卷削,卷削器出料槽中应有均匀的铝塑屑旋出;
3在卷削时,管材端的截面应触到卷削器的内孔顶部;
4塑铝稳态管的卷削尺寸应符合表C. 0. 2的规定。
表C 0.2塑铝稳态管的卷削尺寸
|
管道公称直径(mm) |
卷削尺寸(mm) | |
|
内管最小卷削深度 |
卷削后的内管外径 | |
|
20 — |
210.0 — |
F,8 〜20. 1 |
|
^^ 25 — |
习L 5 - |
一24: 8〜25. 1 |
|
32 i |
>14. — |
31. 8〜32. 1 一 |
|
40 — |
216.0 — |
39. 8〜40. 1 一 |
|
—50 A |
一 习9.0 — |
49. 9 〜50. 1 |
|
63 |
223.0 — |
花9〜63. 1 |
|
凭 - |
226.5 — |
~74.9 〜75. 1 |
|
90 — |
23LO 一 |
89."90.1 |
|
Iio - |
N37.0 一 |
109. 8〜110.1 — |
1为便于在执行本规程条文时区别对待,对要求严格程度 不同的用词说明如下:
1) 表示很严格,非这样做不可的:
正面词采用“必须",反面词采用“严禁
2) 表示严格,在正常情况下均应这样做的:
正面词采用“应”,反面词采用“不应”或“不得”;
3) 表示允许稍有选择,在条件许可时首先应这样做的:
正面词采用“宜",反面词采用“不宜";
4) 表示有选择,在一定条件下可以这样做的,采用 “可
2条文中指明应按其他有关标准执行的写法为“应 符合……的规定"或“应按……执行
《建筑给水排水设计规范》GB 50015
《工业金属管道工程施工规范》GB 50235
《建筑给水排水及采暖工程施工质量验收规范》GB 50242
《给水排水管道工程施工及验收规范》GB 50268
《可锻铸铁管路连接件》GB/T 3287
《设备及管道绝热技术通则》GB/T 4272
《用螺纹密封的管螺纹》GB/T 7306
《55。密封管螺纹 第2部分:圆锥内螺纹与圆锥外 螺纹》GB/T 7306. 2
《设备及管道保温设计导则》GB/T 8175
《卡箍式柔性管接头技术条件》GB/T 8259
《卡箍式柔性管接头型式与尺寸》GB/T 8260
《涂装前钢材表面锈蚀等级和除锈等级》GB/T
8923 - 1988
《突面带颈螺纹钢制管法兰》GB/T 9114
《平面、突面板式平焊钢制管法兰》GB/T 9119
《生活饮用水输配水设备及防护材料的安全性评价
标准》GB/T 17219
《给水涂塑复合钢管》CJ/T 120
《给水衬塑可锻铸铁管件》CJ/T 137
《沟槽式管接头》CJ/T 156
《橡胶密封件给、排水管及污水管道用接口密封圈 材料规范》HG/T 3091
《橡胶密封件——IlOoC热水供应管道的管接口密封 圈一一材料规范》HG/T 3097
中华人民共和国行业标准
建筑给水复合管道工程技术规程
CJJ/T 155 - 2011
《建筑给水复合管道工程技术规程》CJJ/T 155-2011,经住 房和城乡建设部2011年2月11日以第915号公告批准、发布。
在规程编制过程中,编制组对我国建筑给水复合管道工程的 设计、施工等进行了的调查研究,总结了给水复合管道在建筑给 水工程建设中的实践经验,通过实验、验证取得了重要技术 参数。
为便于广大设计、施工、科研、学校等单位有关人员在使用 本规程时能正确理解和执行条文规定,《建筑给水复合管道工程 技术规程》编制组按章、节、条顺序编制了本规程的条文说明, 对条文规定的目的、依据以及执行中需注意的有关事项进行了说 明。但是,本条文说明不具备与标准正文同等的法律效力,仅供 使用者作为理解和把握标准规定的参考。
i.o.i关于复合管的概念,塑料行业和结构专业有很大差异。
塑料行业的观点,认为两种不同材质复合而成的管材为复合 管,如钢塑复合管。
结构专业的观点,认为两种不同材质复合,且共同受力的管 材为复合管,如钢筋混凝土管。钢塑复合管中的衬塑钢管和涂塑 钢管,钢管受力而塑料层不受力,不是复合管。
给水排水专业的观点,认为两种或两种以上的材料经复合工 艺而成为整体的圆管,或两种或两种以上的材料或不同材质的同 种材料组合而成的,整体共同受力的圆管为复合管。
按两种或两种以上的材料经复合工艺而成为整体的圆管这一 概念,可列为复合管的管材有三种:
1塑料管与塑料管的复合,如芯层发泡管;
2金属管与塑料管的复合,如钢塑复合管;
3金属管与金属管的复合,如双金属管。
但在我国,关于塑料管还有一条定义,即:“与过水断面接 触的材料为塑料;而塑料层厚度与壁厚之比60%以上时,为塑 料管。”按此规定,塑料管与塑料管的复合,如芯层发泡管应纳 入塑料管范畴;而塑料管与金属管的复合,如铝塑复合管,钢骨 架塑料复合管也属于塑料管范畴。
因此复合管存在与塑料管的交叉,也存在与金属管的交叉 (如塑覆铜管、覆塑不锈钢管划归复合管,还是划归金属管)。
经多次研究,列入本规程的复合管有:
① 钢塑复合管:包括衬塑钢管、涂塑钢管和外覆塑复合管 (外覆塑复合钢管就其实质不是衬塑钢管就是涂塑钢管);
② 钢塑复合压力管;
③ 不锈钢塑料复合管;
④ 钢骨架塑料复合管。包括钢丝网骨架塑料复合管和钢板孔 网塑料复合管;
⑤ 铝塑复合管;
⑥ 塑铝稳态管;
⑦ 内衬不锈钢复合钢管。
无缝铝合金衬塑管也是复合管,但由于在本规程制订过程 中,尚无相关的国家标准和行业标准,产品的应用面也不广,因 此根据审查会审查意见未予列入规程O
与本规程同时下达的工程建设行业标准还有《建筑给水塑料 管道工程技术规程》和《建筑给水金属管道工程技术规程》,在 本规程未予列入的管材,可以在那两本规程中找到有关规定。 1.0.2本条文所指的民用和工业建筑给水按用途区分有生活给 水、生产给水和消防给水;按水质区分有生活饮用水、直饮水、 再生水、杂用水等。
2.1.1复合管分三大类:
1塑料与塑料的复合,如纤维增强无规共聚聚丙烯复合管, 这类复合管,已规定纳入《建筑给水塑料管道工程技术规程》;
2金属与塑料的复合,如钢塑复合管、钢塑复合压力管、 不锈钢塑料复合管、铝塑复合管、钢骨架塑料复合管等;
3金属与金属的复合,如内衬不锈钢复合钢管。
本规程所规定的复合管,多数为金属与塑料的复合管。这类 复合管兼有金属管强度高的特点,又有塑料管耐腐蚀的优点,但 由于复合管是由两种材料复合而成的,不同材质的线膨胀系数相 差很大,如复合工艺不好,会产生离层问题,同时也正由于是两 种材料复合而成,因而在施工现场切割时,容易造成端口腐蚀等 问题,这需引起注意。
金属与塑料的复合管,有的偏刚性,如钢塑复合管;有的偏 塑性,如不锈钢塑料复合管、铝塑复合管、塑铝稳态管等;有的 中性,如钢骨架塑料复合管。这在水压试验和支架设置时应予以 区别。
3.1.1钢塑复合压力管应符合现行行业标准《钢塑复合压力管》 CJ/T 183的要求。衬塑钢管应符合现行行业标准《给水衬塑复 合钢管》CJ/T 136的要求。涂塑钢管应符合现行行业标准《给 水涂塑复合钢管》CJ/T 120的要求。不锈钢塑料复合管应符合 现行行业标准《不锈钢塑料复合管》CJ/T 184的要求。
钢塑复合管的基管应符合现行国家标准《低压流体输送用焊 接钢管》GB/T 3091、现行行业标准《低压流体输送管道用螺旋 缝埋弧焊钢管》SY/T 5037、现行国家标准《输送流体用无缝钢 管》GB/T 8163,《无缝钢管尺寸、外形、重量及允许偏差》 GB/T 17395 的要求。
钢丝网骨架塑料复合管应符合现行行业标准《给水用钢骨架 塑料(聚乙烯)复合管》CJ/T 123ʌ《钢丝网骨架塑料(聚乙 烯)复合管材及管件》CJ/T 189的要求。钢板孔网骨架塑料复 合管应符合现行有关标准的要求。
铝塑复合管应符合现行国家标准《铝塑复合管 第1部分: 铝管搭接焊式铝塑管》GB/T 18997.1、《铝塑复合管第2部分: 铝管对接焊式铝塑管》GB/T 18997. 2.现行行业标准《铝塑复 合压力管(搭接焊)》CJ/TlO8、《铝塑复合压力管(对接焊)》 CJ/T159、《内层热熔型铝塑复合管》CJ/T193、《外层熔接型 铝塑复合管》CJ/T 195的要求。
塑铝稳态管应符合现行行业标准《无规共聚聚丙烯(PP— R)塑铝稳态管》CJ/T 210、《耐热聚乙烯(PE-RT)塑铝稳态 复合管》CJ/T 238的要求。
内衬不锈钢复合钢管应符合现行行业标准《内衬不锈钢复合 钢管》CJ/T 192的要求。
内衬不锈钢复合钢管的基管和衬管应符合现行国家标准《低 压流体输送用焊接钢管》GB/T 3091、《输送液体用无缝钢管》 GB/T8163、《流体输送用不锈钢焊接钢管》GB/T 12771.现行 行业标准《薄壁不锈钢管》CJ/T 151的要求。
钢塑复合管管件应符合现行行业标准《给水衬塑可锻铸铁管 件》CJ/T 137、《钢塑复合压力管用管件》CJ/T 253、《钢塑复 合压力管用双热熔管件》CJ/T 237的要求。
衬塑可锻铸铁管件的接口芯子可采用带螺纹和不带螺纹。管 件采用螺纹连接时,管件的性能应符合《给水衬塑可锻铸铁管 件》CJ/T 137- 2008对性能的要求。
可锻铸铁管路连接件应符合现行国家标准《可锻铸铁管路连 接件》GB/T 3287的要求。
钢丝网骨架塑料复合管管件和钢板孔网骨架塑料复合管管 件应符合现行行业标准《给水用钢骨架塑料(聚乙烯)复合管 件》CJ/T 124,《钢丝网骨架塑料(聚乙烯)复合管材及管件》 CJ/T 189的要求。
不锈钢塑料复合管管件应符合现行行业标准《不锈钢塑料复 合管》CJ/T 184的要求。
铝塑复合管管件应符合现行行业标准《铝塑复合管用卡压 式管件》CJ/T 190、《铝塑复合管用卡套式铜制管接头》 CJ/T 111、《铝塑复合管用钳压式管件》CJ/T 190等的要求。
钢塑复合管的涂塑钢管由基管和涂层构成,衬塑钢管由基管 和衬管构成。
对涂塑钢管有一种误解认为应该在镀锌管上再涂塑,实际上 这种涂塑钢管没有不镀锌钢管的结合力好,因此规程推荐以焊接 钢管或内壁不镀锌钢管为基管的涂塑钢管。
目前我们所见到的涂塑钢管有三种。一种是以焊接钢管为基 管的涂塑钢管,第二种是以内外热镀锌钢管为基管的涂塑钢管, 第三种是内壁不镀锌,外壁镀锌的钢管为基管的涂塑钢管。无论 何种基管,在生产复合管时,基管内壁均需喷丸处理。
焊接钢管和焊接镀锌钢管在纵向焊缝处有一条焊筋,焊筋高 于管内壁,对涂层与基管的结合不利,因此推荐采用无焊筋的焊 接钢管和无焊筋的焊接镀锌钢管作为涂塑钢管的基管。
有无焊筋决定于焊接方式,焊接钢管目前国内都采用电阻感 应焊,属于接触焊类型,在焊接时,断面要挤压,挤压出来的就 成了焊筋。无焊筋的焊接钢管,有两种情况:一种是挤压不力, 这会影响焊接强度;另一种是采用中频感应焊,经过切边,充气 保护等工艺,焊接加热过程不氧化,不生成焊筋,这是本规程提 倡的方式。
表面预处理过程是涂塑钢管在涂塑前的一道必经的工艺。经 过了预处理就能保证涂塑钢管的基本质量要求,省却了这道工 艺,对涂塑质量会有很大影响,而且这个影响在短时间内又难以 察觉。考虑到表面预处理的重要性,有的认为应予以规定,但也 有认为对此可不作具体规定。产品的优劣和是否达标,可按最终 控制结果来确定。
内衬不锈钢复合钢管也是由基管和衬管构成,基管为钢管, 衬管为薄壁不锈钢管。
内衬不锈钢复合钢管有四种工艺生产,分别为:缩径法、冷 扩法、钎焊法和爆燃法。复合工艺要求基管和衬管完全贴合。
管件是与管材配套的零件,又称为管配件。复合管的管件比 塑料管管件和金属管管件要复杂。因为塑料管和金属管是单一材 料的,而复合管是两种或两种以上材质的材料复合成一体,既要 考虑连接的可靠性和密封性能良好,又要考虑不能给管材的复合 工艺带来负面效应。还要注意端口的防腐蚀。
3.1. 2涉及卫生性能检测的标准是《生活饮用水输配水设备及 防护材料的安全性评价标准》GB/T 17219,管材、管件产品标 准中所引用的“规范性引用文件"也是这个标准。
3.4材料运输和储存
3.4.3管端封堵,对不同管材有不同作用。有的是为了怕管端 变形影响连接性能,如镀锌钢管的螺纹;有的是为了怕管材受冲 击而导致破损,如PVC-U管;有的则是为了保护管材,不致 出现端口离层问题,如钢塑复合管。因此本条予以强调端口的封 堵问题。
4.1.1对于复合管的工作压力有几种不同观点,一种认为应大 于单一管件的工作压力,因为复合管是两种材质的管材复合在一 起,强度有所增加;第二种观点认为,复合管是由两种材质的管 材复合在一起,金属管强度高,塑料管强度低,应按塑料管考 虑。而塑料管的强度与温度和工作压力值有关,一般情况按降一 级;第三种观点是复合管只考虑单一管材受力,如钢塑复合管只 考虑钢管受力,不考虑塑料管受力;复合管的强度不应低于复合 管材中强度高的管材的工作压力,即不低于钢管的工作压力,本 条文按产品标准标称的公称压力确定。
4.1.2管材留槽敷设,对房屋结构会有一定影响,横向敷设比 竖向敷设影响更大,对于承重墙尤其需要慎重。本条根据相关结 构规范规定,对横管嵌入承重墙体内敷设,要求预留管槽,目的 在于施工时不盲目开凿,要求控制横向长度,以减小对结构体的 影响。
4.2材料选用
4.2.4复合管材有用于冷水输送的,有用于热水输送的,用于 热水输送的也可用于冷水输送,因此管材按输送介质的分类可分 为两类,本条明确了可用于冷水输送、热水输送的复合管材。冷 水指常温水,水温小于等于40°C的水;热水指经过加热后的水, 即水温大于40。C的水。不同塑料层耐热性能不同,条文将耐热 聚乙烯和聚丙烯分为一类。可用于70笆以下的热水;将交联聚 乙烯和氯化聚氯乙烯分为一类,可用于90。C以下的热水。
4.2.5不同类型的复合管,其公称压力引自各相关的产品国家 标准和行业标准。
4. 2.8用于消防给水系统的复合管材,目前只有涂塑钢管。消 防给水系统用复合钢管要通过高温试验,在高温条件下接口不渗 漏,管内不会堵塞,因此对涂层的要求较高,应符合消防检测 要求。
4.2.9埋地敷设的管材,一是耐腐蚀性能要好,二是对环刚度 要有要求,条文推荐钢骨架聚乙烯复合管,原因在于耐腐蚀性 能好。
4.2.10分水器配水方式最早用于塑料管,后扩大应用于铜管, 现再扩大应用于复合管。有些复合管系盘管供货,如铝塑复合 管。采用分水器配水是十分合适的。
分水器配水的优点是:
1减少接口数量,减少接口处的渗漏;
2减少卫生器具在使用时的互相影响,保持流量和压力的 稳定;
3当分支管维修时,对其他卫生器具的使用不会造成停水 影响;
4接卫生器具的分支管可以采取缩径措施,节省管材;
5综合造价低。
因此分水器供水方式本规程予以推荐。
铝塑复合管的铝塑焊接方式有搭接焊和对接焊两种,国内生 产的铝塑复合管基本上都为铝管搭接焊的铝塑复合管,条文对此 予以明确。
4.4管道布置和敷设
4. 4. 5建筑给水无抗震规范,而2008年5月12日的汶川地震 告诉我们,地震区在房屋不坍塌的情况下,加强管道抗震性能是 非常重要的,对及早恢复震区正常生活具有关键作用。尤其是消 防给水管道,对控制震后引起的火灾不可缺少。根据2008年8 月我们对绵竹市、汉旺镇和都江堰市的管道调査,总体上认为, 管材抗震性能有以下情况:
1灰口铸铁管、PVC-U管抗震性能差,球墨铸铁管、PE 管抗震性能好;
2刚性接口抗震性能差,而柔性接口抗震性能好;
3墙内敷设,管材容易在穿越楼板处断裂,而外墙外敷设 可以避免这一情况;
4管道穿越楼板处设有套管,套管与管道之间采用柔性材 料填充对管材影响小,而采用刚性材料,容易损坏管道。
4.6管道防腐
复合管中的钢塑复合管和内衬不锈钢复合钢管外壁都为碳钢 管,埋地敷设都涉及防腐问题。因此本节着重谈碳钢管埋地敷设 时的外壁防腐。
4.6.1复合管外壁为碳钢管采用涂刷涂料去防腐时,防腐施工 工序可参考表1规定。
表1钢管涂料防腐施工工序
|
刷油种类 |
镀锌钢管 |
钢 管 | ||
|
无装饰与 标志要求 |
有装饰与 标志要求 |
无装饰与 标志要求 |
有装饰与 标志要求 | |
|
底漆 |
不刷 |
专用底漆两遍 |
防锈漆两遍 |
防锈漆两遍 |
|
面漆(不保温) |
不刷 |
色漆两遍 |
银粉漆两遍 |
色漆两遍 |
|
面漆(保温) |
不刷 |
保温层外色 漆两遍 |
不刷 |
保温层外色 漆两遍 |
注:钢塑复合管的面漆,如无特殊要求时,可采用调合漆。
4.7管道保温
4.7.7复合管是两种不同的材料复合而成,因此复合管的导热 系数是两种不同材料的导热系数经加权平均后计算而得的数字, 条文提供计算公式用以计算复合管的导热系数。
5.2管道连接
管道连接方式是施工章的主要内容,具体内容列为附录,条 文只明确何种复合管材釆用何种连接方式,见相应的附录。
5.2.9-5.2.12涂塑钢管在运输和施工过程中,涂层有时会脱 落,一旦脱落,钢管内壁直接接触介质,引起锈蚀,因此应进行 现场修补,自5. 2.9条〜5.2.12条都是关于现场补口,局部修 补等方面的规定,修补有人工修补和设备现场修补两种,可根据 不同情况选择采用。
5.5管道试验、冲洗和消毒
5.5.1水压试验在现行国家标准中已有规定,本规程不予重复。 而在《建筑给水排水及采暖工程施工质量验收规范》GB 50242 中,水压试验针对不同管材,要求是不同的,偏塑性复合管可按 GB 50242塑料管对待处置;偏刚性复合管可按GB 50242钢管对 待处置,中性复合管可按GB 50242复合管对待处置。三者不可 混淆。
60