a——机器间J
b—第二反应室:
C—第一反应室.
ICS 13.060
J 77
CJ/T 81—2015
代替 CJ/T 81—1999
AgitatOr for accelerator
2015-11-23 发布
2016-04-01 实施
中华人民共和国住房和城乡建设部 发布
本标准按照GB/T 1.1-2009给出的规则起草.
本标准代替CJ/T 81-1999(机械搅拌澄清池搅拌机》.与CJ/T 81-1999相比主要技术变化 如下:
—増加了术语和定义(见第3章);
—删除了搅拌机的型式定义(见1999年版的3.3);
——删除了形式规格中的图例(见1999年版的图1和图2),
—修改了规格及基本参数(见4.2,1999年版的3.2);
——増加了材料章节(见第5章)»
——修改了技术要求中的部分内容(见第6章,1999年版的第4章)J
——删除了调流机构(见1999年版的4.4) I
―増加了运输和贮存要求(见9.3);
—删除了环境条件要求和可靠性及耐久性要求(见1999年版的4.1和4.11);
— 删除了现场试验及检验(见1999年版的第5章)j
—修改了试验方法及检验规则(见第7章和第8章,见1999年版的5.2),
—修改了附录A(资料性附录)搅拌机结构型式图例(见附录A,见1999年版的附录A);
—删除了附录B二反应室底板孔的尺寸和极限偏差值(见1999年版的附录B).
本标准由住房和城乡建设部标准定额研究所提出。
本标准由住房和城乡建设部市政给水排水标准化技术委员会归口 «.
本标准起草单位:北京市市政工程设计研究总院有限公司、宜兴市产品质量监督检验所、江苏天雨 环保集团有限公司、江苏一环集团有限公司、沈阳北方重矿机器制造有限公司•
本标准主要起草人:张韵、林海燕、黄红、薛广进、姚左钢、王洋、孔赞、蔡蕊、王明根、陆斗宏、杭鑫、 强成良、刘治家、杜斌。
本标准所代替标准的历次版本发布情况为:
——CJ/T 32—1991?
---CJ/T 81—1999。
1范围
本标准规定了机械搅拌澄淸池搅拌机的术语和定义、规格及基本参数、材料、要求、试验方法、检验 规则、标志、包装、运输和贮存。
本标准适用于机械搅拌澄清池搅拌机的制造和验收。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB/T 699优质碳素结构钢
GB/T 700碳素结构钢
GB 755旋转电机定额和性能
GB/T 985.1气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口
GB/T 1176铸造铜及铜合金
GB/T 1220不锈钢棒
GB/T 1958产品几何筮技术规范(GPS)形状和位置公差检测规定
GB/T 3280不锈钢冷轧钢板和钢带
GB/T 3768声学声压法测定噪声源声功率级反射面上方采用包络测髭表面的简易法
GB/T 3797电气;控制设备
GB 4208外壳防护等级(IP代码)
GB/T 4237不锈钢热轧钢板和钢带
GB/T 4879—1999 防锈包装
GB/T 4942.1旋转电机整体结构的防护等级(IP代码)分级
GB/T 8923.1-2011涂覆涂料前钢材表面处理表面清洁度的目视评定第1部分:未涂覆过 的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级
GB/T 9439灰铸铁件
GB/T 10089-1988圆柱蜗杆、蜗轮精度
GB/T 13306 标牌
GB/T 14975结构用不锈钢无缝钢管
GB/T 17219生活饮用水输配水设备及防护材料的安全性评价标准
GB 50013—2006室外给水设计规范
JB/T 5000.12重型机械通用技术条件 第12部分:涂装
SJ 20893不锈钢酸洗与钝化规范
3术语和定义
GB 50013- 2006界定的以及下列术语和定义适用于本文件.为了便于使用,以下重复列出了
GB 50013—2006中的某些术语和定义。
3.1
机械搅拌澄清池 accelerator
利用机械的提升和搅拌作用,促使泥渣循环,并使原水中杂质颗粒与已形成的泥渣接触絮凝和分离 沉淀的构筑物。
[GB 50013—2006,定义 2.0.61]
3.2
机械搅拌澄清池搅拌机 agitator for accelerator
用于机械搅拌澄淸池的搅拌设备,主要由驱动、主轴和叶轮组成,工作时通过叶轮旋转进行搅拌和 提升.
3.3
公称水量 nominal Water amount
机械搅拌澄淸池分离室上升流速1 mm/s时对应的处理水髭。
注:公称水Ift不代表机械搅择澄淸池实际处理能力.
3.4
叶轮开度 impeller OPening
叶轮出水口在澄清池二反应室底板以上部分的高度。
4规格及基本参数
4.1机械搅拌澄淸池搅拌机(以下简称“搅拌机”)根据叶轮型式分为搅拌型叶轮搅拌机和加速型叶轮 搅拌机,结构型式示意图参见附录Ae
4.2搅拌型叶轮搅拌机的规格及基本参数应符合表1的規定。
« 1搅拌型叶轮搅拌机的规格及基本参数
|
公弥水量 m3∕h |
澄清池直径 m |
叶轮直径 mm |
叶轮转速 r/min |
叶轮出水口寛度 mm |
|
20 |
3.5 |
620 |
15.0-28.9 |
60 |
|
40 |
4.5 |
900 |
12.0-23.5 |
70 |
|
60 |
5.5 |
1 100 |
ll∙0~20∙7 |
80 |
|
80 |
6.5 |
1 240 |
10.0—19.3 |
90 |
|
120 |
7.5 |
1 500 |
8.0-16.2 |
110 |
|
200 |
10.0 |
2 000 |
4.5-14.5 |
110 |
|
320 |
12.0 |
170 | ||
|
430 |
14.0 |
2 500 |
3.5-11.5 |
175 |
|
600 |
17.0 |
245 | ||
|
800 |
20.0 |
3 500 |
3∙0 〜8∙5 |
230 |
|
1 000 |
22.0 |
290 | ||
|
1 330 |
25 |
4 500 |
2.0 〜6.2 |
300 |
|
1 800 |
29 |
410 |
4.3加速型叶轮搅拌机的规格及基本参数应符合表2的规定。
表2加速型叶轮搅拌机的规格及基本参数
|
公称水量 m,∕h |
澄清池直径 m |
叶轮直径 mm |
叶轮转速 r/min |
叶轮出水口寛度 mm |
|
200 |
10 |
1 400 |
6〜25 |
360 |
|
320 |
12 |
420 | ||
|
430 |
14 |
1 800 |
5〜23 |
500 |
|
600 |
17 |
520 | ||
|
800 |
20 |
2 300 |
4〜18 |
540 |
|
1 000 |
22 |
560 | ||
|
1 330 |
25 |
2 800 |
4〜15 |
580 |
|
1 800 |
29 |
600 |
5材料
5.1搅拌机各部件的材料,应符合表3的规定•
« 3攪拌机材料
|
名称 |
材料 |
牌号 |
标准 |
|
主轴 |
不锈钢 |
06Crl9Nil0.20Crl3 |
GB/T 1220.GB/T 14975 |
|
碳素结构钢 |
Q235 |
GB/T 700 | |
|
优质碳素结构钢 |
20.45 |
GB/T 699 | |
|
叶轮、搅拌桨 |
不锈钢 |
O6Crl9NilO |
GB/T 328O.GB/T 4237 |
|
碳素结构钢 |
Q235 |
GB/T 700 | |
|
蜗杆 |
优质碳素结构钢 |
45 |
GB/T 699 |
|
蜗轮轮缘 |
苛造钢合金 |
ZCUAllOFe3 |
GB/T 1176 |
|
减速器箱体、炯轮轮毂、 _____V带轮_____ |
灰铮快 |
HT275.HT300 |
GB/T 9439 |
|
嫌栓、螺母 |
不锈钢 |
06Crl9Nil0.022Crl7Nil2Mo2 |
GB/T 1220 |
|
碳素结构钢 |
Q235 |
GB/T 700 | |
|
优质碳素结构钢 |
3535 |
GB/T 699 |
5.2对于特殊工况条件,搅拌机各部件材料可按实际工况需求选用•
6要求 6.1驱动装置 6.1.1驱动装置可由电动机与蜗轮蜗杆滅速器采用V型皮带传动组成,或由电动机与齿轮减速器采用 直联传动组成。
6.1.2驱动装置应具有调流功能。
6.1.3电动机应符合GB 755的规定,电动机防护等级应符合GB/T 4942.1的规定,室内宜为IP44,室 外宜为IP55β
6.1.4使用变频调速的驱动装置,当实际运行频率经常性低于35 HZ时,宜采用变频电机。
6.1.5除实心轮外,V带轮应进行静调平衡,不平衡力矩应符合表4的规定.
表4 V带轮静调平衡要求
|
V带速度 m/s |
不平衡力矩 mN ∙ m |
|
5〜10 |
<60 |
|
>10 |
<30 |
6.1.6蜗杆、蜗轮的精度应符合GB/T 10089-1988中第8级精度的规定。
6.1.7蜗杆材料经调质热处理后硬度应为HB 241〜286°
6.1.8减速器油池润滑油温升应不大于30 C,最高温度应不大于70 ∙Cβ
6.1.9减速器装配后箱体所有结合面、输入及输出轴密封处不应渗油、漏油。
6.2主轴
6.2.1主轴强度和刚度的安全系数应不小于3.0β
6.2.2采用中心传动刮泥机时,空心轴内径应与刮泥机主轴尺寸配合,
6.2.3空心轴管壁厚度应不小于10 mm°
6.3 叶轮
6.3.1叶轮直径不大于2 000 mm时,盖板厚度应不小于6 mm;叶轮直径大于2 000 mm时,盖板厚度 应不小于8 mmβ
6.3.2叶轮上、下盖板的平面度公差值应符合表5的规定。分块拼装的叶轮宜采用可拆联接,且应设 有定位标记.
表5叶轮上、下盖板平面度公差值 单位为成米
|
叶轮直轻 |
平面度公差值 |
|
D≤l OOO |
2 |
|
1 000<D≤2 000 |
3 |
|
2 000<D≤3 000 |
5 |
|
D>3 000 |
6 |
|
注:分块叶轮的平面度公差以每块叶轮外径的弦长作为主参数. | |
6.3.3叶轮出水口宽度极限偏差值应符合表6的规定。
4
表6叶轮出水口宽度极限偏差值 单位为臺米
|
叶轮出水口宽度 |
叶轮出水口寛度极限偏差值 |
|
H≤70 |
+ 1.5 0 |
|
70<H≤170 |
+ 2.0 0 |
|
170<H≤250 |
+3.0 0 |
|
H>250 |
+4.0 0 |
6.3.4叶轮外缘表面粗糙度应不小于50 μmβ
6.3.5叶轮制造的径向圆跳动公差值应符合表7的规定。
表7 叶轮制造的径向圆跳动公差值 单位为毫米
|
___________叶轮直径___________ |
径向圆跳动公差偵 |
|
D≤l 000 |
1 |
|
1 000<D≤2 000 |
3 |
|
2 000<D≤3 000 |
5 |
|
D>3 000 |
7 |
6.3.6主轴轴线对于叶轮盖板平面的垂直度公差值应为≠3 mmO
6.3.7叶轮叶片数量宜符合表8的规定。
表8叶轮叶片数量
|
叶轮直径 mm |
叶轮叶片数 __ |
|
D≤2 000 |
4 |
|
2 000<D≤2 500 |
6 |
|
D>2 500 |
>6 |
6.3.8搅拌桨数量宜符合表9的规定。
表9搅拌桨数量
|
叶轮直径 mm |
搅拌桨数 __ |
|
D≤2 000 |
4 |
|
2 000<D≤2 500 |
6 |
|
D>2 500 |
8 |
6.3.9搅拌型叶轮的搅拌桨与叶轮盖板平面应垂直,其垂直度公差值应符合表10的规定。
« 10搅拌桨垂直度公差值 单位为毫米
|
搅择桨长度 |
垂直度公差值 |
|
L≤400 |
2 |
|
400<L≤l 000 |
4 |
|
L>l 000 |
5 |
6.4铸造及焊接
6.4.1减速器箱体、蜗轮轮毂、V带轮的铸件毛坯应进行时效处理。
6.4.2焊接件焊缝的型式和尺寸应符合GB/T 985.1的规定;所有焊缝应牢固可靠,并应清除溅渣、氣 化皮及焊瘤,不应有裂纹、夹渣、烧穿等缺陷。
6.5电控设备
6.5.1电控设备应设:
a) 主电路开关;
b) 启动按钮、停止按钮I
C)短路、过负荷、低电压等故障的保护设备及信号灯;
d) 缺相保护装置;
e) 采用远程控制时,应设机旁紧急停车按钮.
6.5.2电气控制设备应符合GB/T 3797的规定。
6.5.3电气控制设备可采用柜式或挂墙箱式结构,防护等级应符合GB 4208的规定,室内宜为IP44,室 外宜为IP55o
6.6安全
6.6.1电动机的电控设备应有接地;单独接地时接地电阻应不大于4 Q.
6.6.2 V带轮应设封闭式保护罩(网)。
6.6.3减速器箱体上应标出主轴旋转方向的红色箭头.
6.6.4当采用升降叶轮改变开度的方式调节流抵时,主轴上端应设有限位锁紫机构。
6.6.5主轴上各螺母的旋紧方向应与主轴工作旋转方向相反。
6.6.6搅拌机的噪声级应不大于75 dB(A)β
6.7涂装
6.7.1碳钢金属涂装前应除锈,钢材表面除锈质最应符合GB/T 8923.1-2011中喷射清理等级Sa2¼ 级的规定,零部件的涂装应符合JB/T 5000.12的规定•
6.7.2不锈钢件加工后宜做酸洗与饨化处理,酸洗和钝化的质fit应符合SJ 20893的规定。
6.7.3设备及金属零件的非切削加工表面或非配合切削加工表面应按不同技术要求涂底漆、面漆,搅 拌机涂装表面漆膜总厚度应符合表11的规定,漆膜不应有起泡、针孔、剥落、皱纹、流挂等缺陷。
表11漆膜总厚度 单位为微米
|
______M______ |
漆膜总绛度 |
|
水上部分涂装表面 |
150〜200 |
|
水下部分涂装表面 |
200~250 |
6.7.4涂装漆应为环氧树脂类油漆。
6.7.5处理生活饮用水时,水下部件涂装材料的卫生性能应符合GB/T 17219的规定。
6.7.6处理腐蚀性水时,水下部件涂装应针对水质采用相应耐腐蚀涂料或采取其他耐腐蚀措施。
6.8整机装配
6.8.1应以驱动装置机座加工平面为装配基准,其水平度公差值应为0.1 mm∕m°
6.8.2搅拌机主轴相对装配基准的垂直度公差值应为夕10 mmβ
6.8.3叶轮上盖板上平面的安装高度与装配基准的极限偏差值应为+咋mmO
6.8.4叶轮装配圆跳动公差值应符合表12的规定.
表12叶轮装配圆跳动公差值 単位为臺米
|
叶轮直径 |
径向圆跳动公差值 |
端面圆跳动公差值 |
|
D≤l 000 |
4 |
4 |
|
1 000<D≤2 000 |
6 |
6 |
|
2 000<D≤3 000 |
8 |
8 |
|
D>3 000 |
10 |
10 |
7试验方法
7.1驱动装置
7.1.1成品电机应附产品合格证明.
7.1.2在静平衡专用试验台检验V带轮的不平衡力矩。
7.1.3采用涂红铅油检验蜗杆和蜗轮传动啮合的接触斑点,试运行时间不少于2 ho
7.1.4使用金属布氏硬度计检验蜗杆的硬度,
7.1.5整机装配后使用温度计或测温仪检验减速器油池润滑油温升.
7.1.6成品减速器应附产品合格证明。
7.2主轴
7.2.1使用游标卡尺渕量主轴截面尺寸,根据主轴材料的许用应力和切变模量,核算主轴的可承受最 大扭矩,与设计扭矩对比,检验强度及刚度的安全系数.
7.2.2使用卷尺检验空心轴内径与刮泥机主轴的配合。
7.2.3使用游标卡尺检验空心轴管壁厚度。
7.3叶轮
7.3.1使用游标卡尺检验叶轮盖板的厚度。
7.3.2使用百分表检验叶轮盖板平面度。
7.3.3使用钢直尺或卷尺检验叶轮出水口宽度。
7.3.4使用比较样块检验叶轮外缘表面粗糙度。
7.3.5使用百分表检验叶轮制造的径向圆跳动公差。
7.3.6按GB/T 1958的规定检验主轴轴线对于叶轮盖板平面的垂直度公差。
7.3.7目测检验叶轮叶片的数量。
7.3.8目測检验搅拌桨的数fit。
7.3.9目測及使用万能量角尺检验搅拌桨与叶轮盖板平面垂直度公差。
7.4铸造及焊接
7.4.1检验灰铸铁毛坯件加工合格证明。
7.4.2目灣及使用焊缝量规按GB/T 985.1的规定检验焊缝外观、型式和尺寸。
7.5电控设备
成品电控设备应附产品合格证明,目测检验电控设备规格、组成、外观。
7.6安全
7.6.1目测检验电控设备接地方式,使用兆欧表检验接地电阻大小。
7.6.2整机装配后目测检验安全及防护措施。
7.6.3按GB/T 3768规定的方法检验搅拌机的噪声。
7.7涂装
7.7.1按GB/T 8923.1-2011及JB/T 5000.12的规定检验钢材涂装前表面除锈质量及零部件的涂装 质址。
7.7.2按SJ 20893的规定检验不锈钢件酸洗与钝化处理的质量.
7.7.3使用漆膜测量仪检验搅拌机涂装表面漆膜总厚度,目测检验漆膜质量。
7.7.4按GB/T 17219的规定检验用于生活饮用水的搅拌机水下部件涂装材料的卫生性能。
7.7.5检验用于处理腐蚀性水的搅拌机水下部件涂装材料的合格证明.
7.8整机装配
7.8.1使用靠尺、水平仪检验駆动装置机座加工平面水平度公差。
7.8.2使用靠尺、吊铅垂线检验主轴相对装配基准的垂直度公差。
7.8.3使用卷尺检验叶轮上盖板上平面与装配基准之间高度偏差。
7.8.4使用百分表检验装配后叶轮圆跳动公差。
8检验规则
8.1检验分类
产品分出厂检验和型式检验,检验项目见表13。
表13出厂检验与型式检验
|
检脸项目 |
出厂检验 |
型式检脸 |
要求条款 |
方法条款 |
|
驱动装置 |
— |
6.1 |
7.1 | |
|
主轴 |
— |
_____√_____ |
6.2 |
7.2 |
|
叶轮 |
J_____ |
√ |
6.3 |
7.3 |
|
铸造及焊接 |
√ |
6.4 |
7.4 | |
|
电控设备 |
— |
√ |
6.5 |
7.5 |
« 13 (续)
|
检验项目 |
出厂检验 |
型式检骏 |
要求条款 |
方法条款 |
|
安全 |
√ |
6.6 |
7.6 | |
|
涂装 |
J_____ |
6.7 |
7.7 | |
|
整机装配 |
— |
_____J |
6∙8 |
7.8 |
|
注,7”表示检验项目,“一”表示非检製项目._________________________________ | ||||
8.2出厂检验
8.2.1设备出厂前,经检验合格后填写产品合格证方可出厂.
8.2.2设备应逐台进行出厂检验,在出厂检验中,若出现不合格项目,可返修直至合格・
8.3型式检验
8.3.1有下列情况之一时,应进行型式检验:
a) 新产品或老产品转厂的试制定型鉴定;
b) 正式生产后,如结构、材料、工艺有较大改变可能影响产品性能时■
C)产品停产2年以上后,恢复生产时$
d)出厂检验结果与上次型式检验有较大的差异时.
8.3.2型式检验样机抽样应从岀厂检验合格的产品中任选一台.
8.3.3判定规则
产品在型式检验中.如有一项不合格或岀现故障,应加倍抽样对不合格项目进行检验,若加倍抽样 全部合格,则判定型式检验合格;若检验仍出现不合格项目,则判定该产品为不合格品。
9标志、包装、运输和贮存
每台产品应在明显部位固定产品标牌,标牌应符合GB/T 13306的规定,并应至少注明下列内容:
a) 产品名称、型号;
b) 电机功率,
C)叶轮直径;
d) 出厂编号$
e) 制造日期;
f) 制造厂名称和地址。
9.2包装
9.2.1电动机及电控设备应符合GB/T 4879- 1999中B级防锈包装规定,金属机械加工部件应符合 GB/T 4879—1999中C级防锈包装规定.
9.2.2包装储运图示标志应符合GB/T 191的规定,包装箱外壁应有明显的文字标志内容应至少包括:
a) 收货单位和地址3
b) 产品名称、型号和合同号;
C)净重、毛重、箱号和外廊尺寸;
d) 单台机总箱数3
e) 起吊线和不许倒置等运输标志;
f) 制造厂名称和地址。
9.2.3裸装件应系上标志牌,标志内容应符合9.2.2的规定。
9.2.4随机应附带下列技术文件:
a) 搅拌机安装总图I
b) 电气原理图及控制箱接线图;
C)易损件图丨
d) 产品使用说明书;
e) 产品出厂合格证3
f) 装箱单。
9.2.5搅拌机应分部件包装和包扎,并应符合水路、陆路运输的规定。
9.2.6电汽装置、传动装置和零散的零件应用封闭箱包装。
9.2.7裸装件的外露金属加工表面和封闭箱中的零件在运输和保管中不应受损伤及腐蚀,搅拌机上的 注油(水)孔应能防止异物进入。
9.3运输和贮存 9.3.1产品应在包装后方可运输•
9.3.2裸装件应在库房或棚下保管。
9.3.3产品应贮存在干燥通风、防日晒雨淋和无腐蚀性介质的场所中。
附录A (资料性附录) 搅拌机结构型式图例
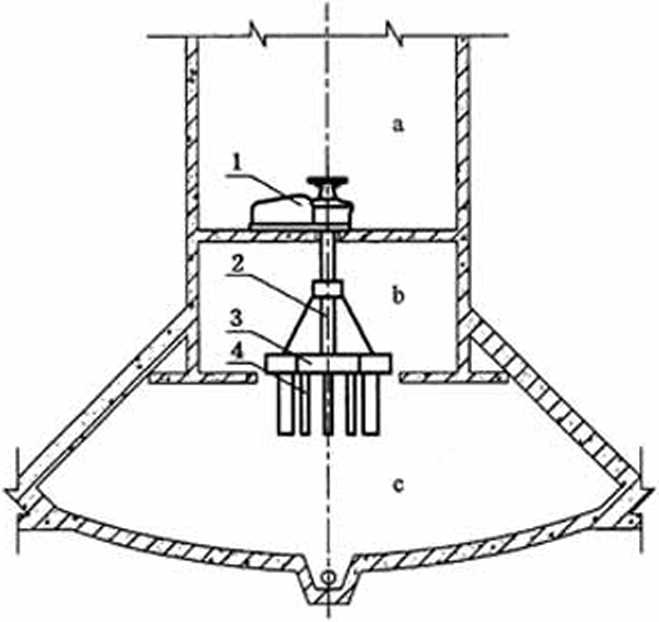
A.1搅拌型叶轮搅拌机,基本型式示意图见图A.1。
a——机器间J
b—第二反应室:
C—第一反应室.
说明X
1— 駆动装置;
2— 主轴,
3— 叶轮,
4— 搅拌架,
图A.1搅拌型叶轮搅拌机基本型式示意图
A.2加速型叶轮搅拌机,基本型式示意图见图A∙2.
说明:
1— 驱动装置;
2— —主轴,
3— 叶轮,
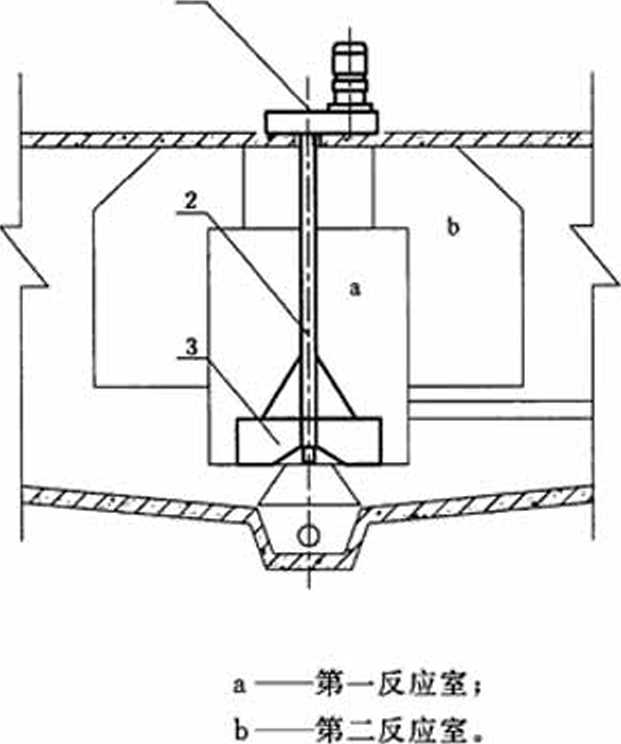
图A.2加速型叶轮搅拌机基本型式示意图
A.3搅拌型叶轮结构示意图见图A∙3∙
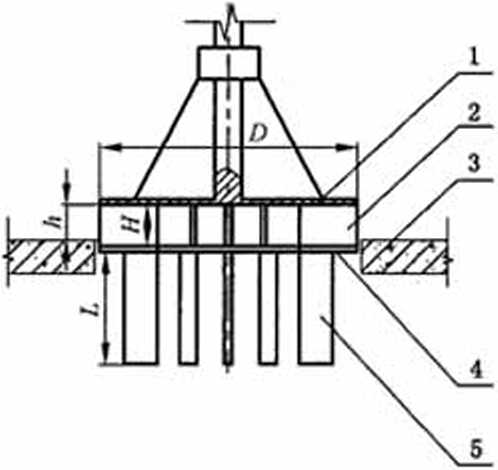
说明S
1 —叶轮上盖板;
2 —叶轮叶片J
3 —构筑物,
4 --叶轮下盖板:
5 —挽拌桨,
ʌ—叶轮开度,
H——叶轮出水口宽度I
D—叶轮¾g∣
L-搅拌桨长度.
图A∙3搅拌型叶轮结构示意图
A.4加速型叶轮结构示意图见图A.4。
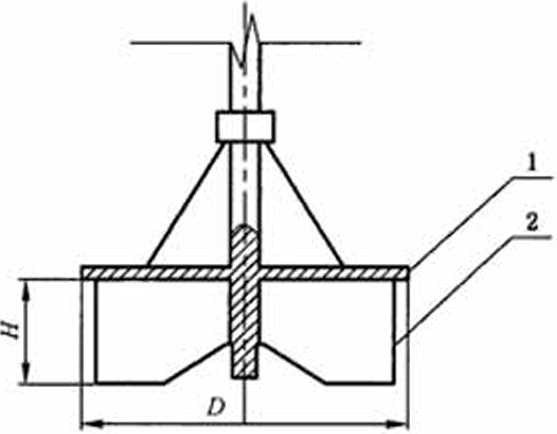
说明:
1 —叶抡上盜板;
2——叶轮叶片3
H——叶轮出水口宽度3
D——叶轮直径。
图A.4加速型叶轮结构示意图
中华人民共和国城鎮建设
行业标准
机械搅拌澄清池搅拌机
CJ/T 81—2015
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
总编室:(010)68533533 发行中心:(010)51780238 读者服务部:(010)68523946
中国标准出版社泰皇岛印刷厂印刷 各地新华书店经馅
*■
开本880X1230 1/16 印张1.25 字数28千字 2016年5月第一版2016年5月第一次印刷

■
书号:155066 • 2-29945 定价 21.00 元
如有印装差错 由本社发行中心调换 版权专有侵权必究 举报电话:(010)68510107