图A.2
ICS 91.140.60
P 42
CJ/T 192—2017 代替 CJ/T 192 2004
COmPOSite SteeI PiPe StainIeSS SteeI Iined
2017-09-26 发布
2018-05-01 实施
本标准按照GB/T 1.1 2009给出的规则起草。
本标准代替CJ/T 192 2004≪内衬不锈钢复合钢管》。在起草本标准中参考了 API 5LD《内覆或衬 里耐腐蚀合金复合钢管》,与CJ/T 192 2004相比,主要技术内容变化如下:
使用范围改为输送饮用水、消防给水、高温水、空调用水、污水等给水排水及蒸汽、燃气等用途; 将公称尺寸扩大到DNI400,按不同的基管执行标准、基管采用牌号、复合管外径和壁厚增加 允许工作压力的具体规定。增加复合管端部不同连接方法的允许工作压力的具体规定;
增加了术语和定义、订货内容、重量计算方法的内容;
对于焊接连接的复合管,增加了端头外径尺寸的规定;
基管和衬管剪切试验结合强度提高到0.3 MPaO对于大于DN250的复合管增加了基管和衬 管夹持力试验要求和试验方法,并规定对于大于DN250而不大于DN600的复合管,可按以上 二种方法中任一方法测试。
本标准由住房和城乡建设部标准定额研究所提出。
本标准由住房和城乡建设部建筑给水排水标准化技术委员会归口。
本标准起草单位:中国建筑金属结构协会、江苏众信绿色管业科技有限公司、绍兴市水联管业有限 公司、上上德盛集团有限公司、天津友发钢管集团股份有限公司、西安向阳航天材料股份有限公司、浙江 天管久立特材有限公司、江苏杰润自控科技有限公司、广东荣钢钢铁有限公司。
本标准主要起草人:华明九、钱乐中、曹掠、孟宪虎、冯志琴、季学文、张松明、郭霖、王海东、姚相同、 贺忠臣、陈祥、李华、李华军、李英、李青山、夏正文、邓伟勤。
本标准所代替标准的历次版本发布情况为:
CJ/T 192 2004。
1范围
本标准规定了内衬不锈钢复合钢管(以下简称“复合管”)的术语和定义、订货内容、标记、材料、要 求、试验方法、检验规则、包装、标志和质量证明书。
本标准适用于公称尺寸不大于DNUOO,输送饮用水、消防给水、高温水、空调用水、污水等给水排 水及蒸汽、燃气等用途的复合管。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 241
金属管液压试验方法
金属管压扁试验方法
钢管的验收、包装、标志及质量证明书
低压流体输送用焊接钢管
可锻铸铁管路连接件
自动喷水灭火系统 第U部分:沟槽式管接件
输送流体用无缝钢管
板式平焊钢制管法兰
翻边环板式松套钢制管法兰
石油天然气工业管线输送系统用钢管
流体输送用不锈钢焊接钢管
,流体输送用不锈钢无缝钢管
'生活饮用水输配水设备及防护材料的安全性评价标准
GB/T 246
GB/T 2102
GB/T 3091
GB/T 3287
GB 5135.11
GB/T 8163
GB/T 9119
GB/T 9122
GB/T 9711
GB/T 12771
GB/T 14976
GB/T 17219
GB/T 19228.2不锈钢卡压式管件组件 第2部分:连接用薄壁不锈钢管
奥氏体-铁素体型双相不锈钢焊接钢管 不锈钢和耐热钢牌号及化学成分 埋地钢质管道聚乙烯防腐层
钢塑复合管
2015流体输送用双金属复合耐腐蚀钢管
GB/T 21832
GB/T 20878
GB/T 23257
GB/T 28897
GB/T 31940
GB 50268给水排水管道工程施工及验收规范
SY/T 5037普通流体输送管道用埋弧焊钢管
SY/T 5038普通流体输送管道用直缝高频焊钢管 3术语和定义
下列术语和定义适用于本文件。
3.1
内衬不锈钢复合钢管 COmPOSite Steel PiPe StainleSS Steel Iined
外包钢增强不锈钢管
采用旋压、缩径冷扩、爆燃、液压等工艺制成的内层为不锈钢,外层为碳钢的复合型管材。
3.2
基管 base PiPe
满足复合管机械性能要求的外层钢管。
3.3
衬管 Iined PiPe
与输送介质接触的,满足输送流体对卫生安全、腐蚀性、高温性等要求的不锈钢内层钢管。
3.4
旋压成型 rotating repression forming
采用较大内径的基管嵌套较小外径衬管,借助旋转移动的模具对衬管施加压力的加工方法,实现基 管和衬管间紧密结合的工艺方式。
3.5
缩径冷扩成型 COmPreSSiOn and COld expansion forming
采用较大内径的基管嵌套较小外径衬管,经拉拔、扩、轧等施加压力的加工方法,实现基管和衬管间 紧密结合的工艺方式。
3.6
爆燃成型 explosion forming
采用较大内径的基管嵌套较小外径的衬管,经过爆燃施加压力的加工方法,实现基管和衬管间紧密 结合的工艺方式。
3.7
液压成型 hydraulic PreSSUre forming
采用较大内径的基管嵌套较小外径衬管,经过液压施加压力的加工方法,实现基管和衬管间紧密结 合的工艺方式。
4订货内容
合同或订单应包括下列内容:
a) 标准编号;
b) 产品名称;
C)基管和衬管材料标准和牌号;
d) 尺寸规格;
e) 外涂层;
f) 订货数量;
g) 其他要求。
5标记
产品标记由复合管代号、基管碳钢牌号、衬管不锈钢牌号、公称尺寸组成。
C □ s□ DN□
-----------公称尺寸
--------------衬管不锈钢牌号
-----------------基管碳钢牌号
-------------------复合管代号
示例:公称尺寸DN150、基管为碳钢Q235、衬管为S30408不锈钢的内衬不锈钢复合钢管,标记为:C-Q235-S30408—DN150o
6材料
6.1基管
6.1.1基管为直缝或螺旋缝的焊接钢管时,其尺寸、外形、表面质量、化学成分、力学性能、液压试验、无 损检测应符合GB/T 3O9KSY∕T 5037、SY/T 5038标准的规定。钢管内焊缝余高或焊缝毛刺高度应不 大于0.5 mmŋ当钢号为Q235时,表1壁厚的复合管可用于DN小于或等于700,工作压力小于或等于 3 MPa的场合。
6.1.2基管为无缝钢管时,其尺寸、外形、表面质量、化学成分、力学性能、液压试验、无损检测应符合 GB/T 8163的规定。当钢号为20时,表1壁厚的复合管可用于DN小于或等于700,工作压力小于或 等于3 MPa的场合。
6.1.3基管为依据GB/T 9711生产的钢管时,其尺寸、外形、表面质量、化学成分、力学性能、液压试验、 无损检测应符合GB/T 9711的规定。当钢级为L320时,表1壁厚的复合管可用于DN小于或等于 1 400,工作压力小于或等于4 MPa的场合。
6.1.4基管为钢塑复合管时,其尺寸、外形、表面质量、涂层厚度等应符合GB/T 28897的规定。
6.1.5若在合同中注明,可采用其他壁厚、其他钢级、其他标准规定的基管材料。
6.2衬管
6.2.1衬管的牌号和化学成分应分别符合GB/T 12771或GB/T 19228.2或GB/T 21832中规定的 06Crl9Nil0.06Crl8NillTi.022Crl7Nil2Mo2.022Cr23Ni5Mo3N 等牌号和化学成分的要求。衬管材 料应按输送介质的温度和腐蚀性进行选择。
6.2.2若在合同中注明,可采用其他牌号、其他标准规定的衬管材料。
6.3复合管端部连接
6.3.1采用符合GB/T 3287的可锻铸铁管路连接件,并在管件内衬有不锈钢的复合管件,最大设计工 作压力不大于2 MPaO
6.3.2采用符合GB 5135.11的沟槽式管接件,当DN小于或等于300时,最大设计工作压力不大于 2.5 MPa;当DN大于或等于350时,最大设计工作压力不大于1.6 MPaO
6.3.3采用符合GB/T 9119的突面板式平焊法兰时,最大设计工作压力不大于10 MPaO采用符合 GB/T 9119的平面板式平焊法兰时,最大设计工作压力不大于4 MPaO采用符合GB/T 9122的管端翻 边板式松套法兰时,最大设计工作压力不大于1.6 MPaO
6.3.4采用符合GB/T 14976的不锈钢无缝管弯制的钢制无缝对焊管件进行对接焊,最大设计工作压 力不大于15 MPaO采用符合GB/T 31940的内覆不锈钢无缝管弯制的钢制无缝对焊管件进行对接焊, 最大设计工作压力不大于13.6 MPao
7要求
7.1尺寸、外形、重量及允许偏差
7.1.1外径和壁厚
复合管尺寸及允许偏差应符合表1的规定。
表1复合管尺寸及允许偏差 单位为毫米
|
公称尺寸 DN |
公称外径 D |
外径 偏差 |
W 公称壁厚S2 |
衬管壁厚 偏差 |
复合管 公称壁厚 |
复合管 壁厚偏差 |
|
15 |
21.3 |
土 0.5 |
0.30 |
一0.05 正偏差不限 |
2.8 |
±10% |
|
20 |
26.9 |
0.30 |
2.8 | |||
|
25 |
33.7 |
0.30 |
3.2 | |||
|
32 |
42.4 |
0.30 |
3.5 | |||
|
40 |
48.3 |
0.40 |
3.5 | |||
|
50 |
60.3 |
±1% |
0.40 |
3.5 | ||
|
65 |
76.1 |
0.40 |
3.8 | |||
|
80 |
88.9 |
0.40 |
4.0 | |||
|
100 |
114.3 |
0.50 |
一0.10 正偏差不限 |
4.0 | ||
|
125 |
139.7 |
0.50 |
4.0 | |||
|
150 |
168.3(165.1) |
0.60 |
4.5 | |||
|
200 |
219.1 |
土 0.75% |
0.70 |
5.0 | ||
|
250 |
273.0 |
0.80 |
6.0 | |||
|
300 |
323.9 |
0.90 |
7.0 | |||
|
350 |
355.6 |
1.00 |
8.0 | |||
|
400 |
406.4 |
1.00 |
8.0 | |||
|
450 |
457.0 |
1.00 |
8.0 | |||
|
500 |
508.0 |
1.00 |
8.0 | |||
|
600 |
610.0 |
±1%或 + 10 两者取 较小值 |
1.00 |
8.0 | ||
|
700 |
711.0 |
1.20 |
10.0 | |||
|
800 |
813.0 |
1.20 |
10.0 | |||
|
900 |
914.0 |
1.20 |
10.0 | |||
|
1 000 |
1 016.0 |
1.20 |
10.0 | |||
|
1 200 |
1 219.0 |
1.50 |
11.0 | |||
|
1 400 |
1 422.0 |
1.50 |
12.5 | |||
|
注1:复合管采用焊接连接时,衬管厚度应不小于0.5 mmO 注2: DN150的钢管外径为165.1 mm,仅用于采用55°锥管螺纹连接或沟槽连接时。 | ||||||
7.1.2 长度
复合管的通常长度应为4 000 mm〜12 500 mmo长度的允许偏差为+萝mmo
按需方要求,并在合同中注明,复合管可按定尺长度交货。定尺长度的允许偏差为+辭mmŋ
7.1.3 重量
复合管应按实际重量交货。经供需双方协商,并在合同中注明,也可按理论重量交货或按长度交 货。复合管每米理论重量可按式ɑ)计算:
W = [0.024 66 × (D-S1)XS1]+ 顷-% X CP [嚣'一',乂我]
........................(1 )
式中:
W 复合管的每米理论重量,单位为千克每米(kg∕m);
D 复合管的公称外径,单位为毫米(mm);
SI 复合管的基管公称壁厚,单位为毫米(mm);
S-, 复合管的衬管公称壁厚,单位为毫米(mm);
Pn 复合管衬管金属的密度(见表2),单位为千克每立方分米(kg∕dm3)。
表2衬管金属密度表
|
统一数字代号 |
牌号 |
密度/(kg∕dm3) |
|
S30408 |
06Crl9Nil0 |
7.93 |
|
S32168 |
06Crl8NillTi |
8.03 |
|
S31603 |
022Crl7Nil2Mo2 |
8.00 |
|
S22053 |
022Cr23Ni5Mo3N |
7.80 |
7.1.4弯曲度
公称外径小于114.3 mm的复合管,应具有不影响使用的直度。
公称外径不小于114.3 mm的复合管全长弯曲度不应大于复合管长度的0.2%。
7.1.5 不圆度
公称外径不大于508 mm的复合管,不圆度(同一截面的最大外径与最小外径之差)应在外径公差 范围内。
公称外径大于508 mm的复合管,不圆度应不超过管体外径公差的80%。
7.1.6端头外形
复合管的两端面应与轴线垂直,切斜应不超过1.5 mm,且不应有切口毛刺。经供需双方协商,可在 合同中注明要求管端坡口的具体形式。
对于采用焊接连接的复合管,距管端10L6 mm范围内的外径尺寸要求见表3o
表3焊接连接的复合管管端外径要求 单位为毫米
|
公称外径D |
<273.1 |
273.1 〜508 |
>508 |
|
管端要求 |
外径小于公称外径的数值不应 大于0.40 mm,应允许外径大于 钢管公称外径1.59 mm的环规 通过 |
外径小于公称外径的数值不应 大于0.79 mm,应允许外径大于 钢管公称外径2.38 mm的环规 通过 |
最大外径不应大于公称外径的 1峪,最小外径不应小于公称外 径的1% |
对埋弧焊钢管,允许环规开缺口,使环规能通过焊缝余高。由制造厂选择,可用测径卷尺测量最小 外径。
7.2外观
7.2.1复合管外表面可采用镀锌层、外覆塑料层、涂塑层、防腐层或双方协商确定的涂层。
7.2.1.1热镀锌质量应符合GB/T 3091的规定。
7.2.1.2覆塑层或涂塑层的性能应符合GB/T 28897的规定。
7.2.1.3对采用聚乙烯二层防腐结构或三层防腐结构的外防腐层,应符合GB/T 23257的规定。
7.2.1.4对采用石油沥青涂料外防腐层、环氧煤沥青涂料外防腐层、环氧树脂玻璃钢外防腐层应符合 GB 50268的规定。
7.2.2复合管内外表面应光洁,不应有脱皮、结疤、气泡或裂纹等。如有缺陷,应予清除,缺陷清除的深 度不应超过壁厚的负偏差,且缺陷清除处的实际壁厚不应小于壁厚偏差所允许的最小值。不超过规定 最小壁厚的轻微麻点、轻微划痕、凹坑、辗印等局部欠缺允许存在。
7.3性能
7.3.1液压试验
7.3.1.1液压试验应符合GB/T 241的规定,试验持续时间应不少于5 s,复合管不应出现渗漏现象。
7.3.1.2液压试验压力按基管相关标准的要求进行计算。计算时壁厚应采用基管壁厚,最高试验压力 应满足原基管执行标准的要求。
7.3.1.3如液压复合过程的复合压力大于液压试验压力值和保压时间,可不再进行液压试验。
7.3.2基管和衬管剪切试验和夹持力试验的结合强度
复合管应进行基管和衬管结合强度剪切试验或夹持力试验。
对于不大于DN250的复合管,基管和衬管剪切结合强度应不小于0.3 MPaO
对于大于DN250而不大于DN600的复合管,基管和衬管剪切结合强度应不小于0.3 MPa;并可按 GB/T 31940 2015中6.8.2.2中a)的规定进行测试时,基管和衬管夹持力试验结合强度应不小于 20 MPa。可按以上二种方法中任一方法测试,所要使用的测试方法由制造厂自定。
对于大于DN600的复合管,按GB/T 31940 2015中6.8.2.2中a)的规定进行测试时,基管和衬管 夹持力试验结合强度应不小于20 MPaO
7.3.3 压扁试验
根据需方要求,经供需双方协商,并在合同中注明,公称外径大于60 mm,但不大于400 mm的复 合管可做压扁试验。试样不应出现目视可见的焊缝裂纹。
7.3.4 卫生安全性能
输送介质为生活用冷热水、饮用水、食品行业用水的复合管的卫生安全性能应符合GB/T 17219的 规定。
8试验方法
8.1尺寸、外形和重量
复合管的长度应采用精度为1 mm的钢卷尺进行检验,并按照7.1.3进行测量。其他试验项目应采 用符合精度要求的量具进行检验。
8.2外观
复合管的内外表面应在有充足照明的条件下目视检查。外防腐层的厚度和性能,应分别按 GB/T 309LGB/T 28897.GB/T 23257、GB 50268 规定的试验方法进行检验。
8.3液压试验
按GB/T 241的规定进行测试。
8.4基管和衬管结合强度剪切试验和夹持力试验
对于不大于DN600的,基管和衬管结合强度剪切试验按附录A的规定进行测试。
对于大于DN250的,基管和衬管夹持力试验可按GB/T 31940 2015中6.8.2.2中a)的规定进行 测试。
8.5压扁试验
8.5.1压扁试验应按GB/T 246的规定进行测试。
8.5.2应将长度不小于63.5 mm的管段放置在两平板之间进行压扁试验,若复合管的基管为直缝焊 管,试样的焊缝应位于与施力方向成90°的位置。试样应保留衬管,将试样压至外径的3/4。
8.6卫生安全性能试验
卫生安全性能试验按GB/T 17219的规定进行测试。
9检验规则
复合管检验分出厂检验和型式检验。
9.3出厂检验
9.3.1复合管的检查和验收由供方进行。
9.3.2组批规则
复合管应按批进行检查和验收,同规格、钢种并经相同工艺生产的每批复合钢管的数量应不超过如 下规定:
a) DN≤150,l 000 根;
b) 150VDNV500,500 根;
C) DN≥500,200 根。
9.3.3出厂检验的项目与抽样数量应符合表4的规定。
表4复合管的检验项目、试验方法及取样数量
|
检验项目 |
取样方法 |
取样数量 |
试验方法 |
|
尺寸、外形 |
— |
逐根检查 |
0 |
|
外观 |
— |
逐根检查 |
0 |
|
液压试验 |
— |
1根/批 |
8.3 GB/T 241 |
|
剪切试验 或夹持力试验 |
8.4, 附录A |
1个试样/批 |
&4,附录A GB/T 31940—2015 |
|
压扁试验 |
GB/T 246 |
1个试样/批 |
GB/T 246 |
9.3.4复检与判定规则
每一检验项目有一件试样不合格时,再取双倍试样复验,若仍有一件不合格时,则该批不合格,但供 方可对该批逐一进行检验之后作为新的一批提交验收。
9.4型式检验
9.4.1有下列情况之一时,应进行型式检验:
a) 新产品或产品转厂生产的试制定型鉴定;
b) 产品的设计、工艺和材料有较大改变可能影响产品性能时;
C)停产1年以上恢复生产时;
d) 正常生产每满3年时;
e) 工程中出现重大事故时。
9.4.2型式检验的项目为本标准规定的全部要求。
9.4.3型式检验的试件应在出厂检验的合格品中随机抽取。
9.4.4检验中如发现任一项目有一件试样不合格时,应再取双倍试样对不合格项目进行复验。如复验 后仍有不合格,则判型式检验不合格。
10包装、标志和质量证明书
复合管的包装、标志和质量证明书应符合GB/T 2102的要求。
附录 A (规范性附录) 结合强度剪切试验
A.1结合强度剪切试验
按照7.3.2的要求,任取复合管作为本试验的试样,试样表面应清洁干净。
A.2 试验准备
A.2.1材料试验机
试验拉伸速率:3.0 mm∕mino
A.2.2试样准备
A.2.2.1方法I :取60 mm长试样一段,放在车床上车削,上端留下长约30 mm,其上端留下部分的实 测长度为Hi (mm),然后在试样中间的约5 mm长度内,把基管车削掉,留下完整的不锈钢衬管,在上 端把不锈钢衬管车削掉长度10 mm留下基管,车削掉部分的实测长度为H2(mm),±部基管和不锈钢 衬管结合部分长度为H(mm),H = H1-H2,详见图A.lo
1 ?
\外层钢管
图A.1
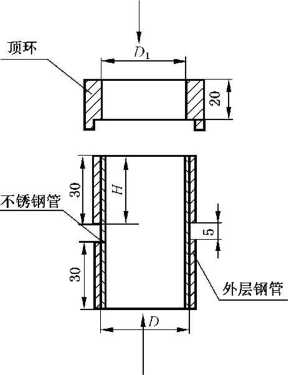
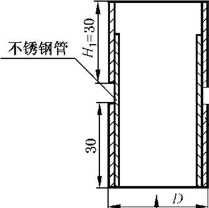
A.2.2.2 方法U :取60 mm长试样一段,放在车床上车削,上端留下长约30 mm,其实测长度为 H (mm),然后在试样中间的约5 mm长度内,把基管车削掉,留下完整的不锈钢衬管,详见图A.2。
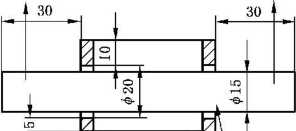
顶环准备:顶环的内径。1略大于不锈钢衬管的外径。,详见图A.2。
图A.2
A.2.2.3 方法111:对于DN≥25的内衬不锈钢复合钢管,取90 mm长试样一段,两端留下各40 mm,其
上端留下部分的实测长度为Hi (mm),在试样中间约10 mm长度内,把基管车削掉,留下完整的不锈 钢衬管,详见图A.3。在其上端把不锈钢衬管车削掉长度30 mm,留下基管,车削掉部分的实测长度为
H2(mm),±部基管和衬管结合部分长度为H(mm),H = Hi-H2,详见图A.3o在试样侧向钻两个
通孔,通孔直径为夕15 mm,通孔中心穿过试样管轴中心,上端钻通基管,下端钻通基管和衬管,通孔中 心离试样两端各为17.5 mm。另准备夕12圆钢B两根,其长度=试样管外径+ 40 mm。再准备夕24,长 120圆钢C两根,从圆钢C侧面钻夕14通孔,圆钢C的夕14通孔中心线穿过圆钢C轴线,通孔中心离
夕24圆钢C 一端20 mmŋ当试样直径较大时,可以适当扩大圆钢B、C的直径和通孔直径。作为夹具的
圆钢B、C可反复使用。
Ow
圆钢长度=管外径+60 直径415
胃


LO
0

图A.3
A.3试验操作方法
A.3.1具体操作方法
a)试验操作方法I :按图A.1所示,把试样放置于材料试验机压缩夹具内,给试样以压力,使试样
上端的基管与不锈钢衬管分离,测试分离和移动时的最大应力。
b)试验操作方法U :按图A.2所示,把顶环放置於试样顶端,再放置於材料试验机压缩夹具内,给 顶环施以向下的压力,顶环推动试样上端的基管与不锈钢衬管分离,并向下移动,测试分离和 移动时的最大应力。
C)试验操作方法111:按图A.3所示,把圆钢B导入试样的二个通孔和圆钢C的通孔内,让材料试 验机上下夹具分别夹住圆钢C的各一端,然后给二根圆钢C施以上下分离的拉力,基管和不 锈钢衬管在二根圆钢C的拖动下开始分离。测试分离和移动时的最大应力。
A.3.2在装卡过程中应保证试样位于卡具的中心位置,试样轴线与卡具压下或拉伸轴线一致。
A.3.3压下分离或拉伸过程保持同一速率。
A.3.4观察记录仪压下或拉伸分离曲线,当压下分离曲线突然改变方向时该点即为不锈钢衬管、基管 发生位移的特征点,所对应的力即为不锈钢衬管和基管界面结合力。
A.3.5试验操作要求
a) 把试样放在剪切试验工装中,确保试样处于垂直位置;
b) 试样以自上向下的力,直至基管和衬管分离,压下分离或拉伸过程保持同一速率;
C)观察记录仪压下分离曲线,当压下分离曲线突然改变方向时该点即为衬管、基管发生位移的特 征点,所对应的力即为衬管、基管界面结合力。
A.4试验结果的判定
A.4.1结合强度的计算
结合强度的计算见式(A.1):
P=F∕S ........................( A.1 )
式中:
P 衬管与基管之间的结合强度,单位为兆帕(MPa);
F 使试样不锈钢衬管和基管之间发生移动而测得的最大界面结合力,单位为牛顿(N);
S 衬管和基管结合面的面积,单位为平方毫米(mm2) O
A.4.2结果的判定
结果的判定见式(A.2):
FNFO ........................( A.2 )
PO 衬管与基管之间要求的结合强度,单位为兆帕(MPa)O