
ICS 43* 080* 20
P 51

AIalniniUln alloy Side-WindOW for trolley-bus
CJ∕τ 5023-1 997
为了对无轨电车铝合金侧窗的设计、生产进行指导而制定本标准。
本标准由建设部标准定额研究所提岀。
本标准由建设部机械设备与车辆标准技术归口单位北京建筑机械综合研究所归口 a
本标准起草单位,西安公交客车总厂、南泉窗框厂、河北客车厂、华申汽车窗厂、江联金属制品厂 都铝材厂。
、成
Ill
本标准主要起草人:李念陆、丁炳寅、卢叶方、陶建德、牟光福。
无轨电车铝合金侧窗
CJ/T 5023-1 997
AIanIiniUnl alloy Side`window for trolley-bus
1范围
本标准规定了无轨电车铝合金侧窗(以下简称侧窗)的分类、技术要求,试验方法、检验规则和标志、 包装、运输、储存。
本标准适用于无轨电车侧窗。各类客车的侧窗亦可参照使用。
2引用标准
GB 1958—80
GB 2828—87
GB 2829—87
GB 3190—82
GB 4957—85
GB 5945—86
GB 6892—86
GB 6987—86
GB 7106—86
GB 7107—86
GB 7108—86
GB 9656—88
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准岀版时,所示版本均 为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 191—90包装储运图示标志
形状和位置公差检测规定
逐批检查计数抽样程序及抽样表(适用于连续批的检査)
周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)
铝及铝合金加工产品的化学成分
非磁性金属基体上非导电覆盖层厚度测量涡流方法
轻工产品铝或铝合金氧化处理层的测试方法
工业用铝及铝合金热挤压型材
铝及铝合金化学分析方法
建筑外窗抗风压性能分级及其检测方法
建筑外窗空气渗透性能分级及其检测方法
建筑外窗雨水渗漏性能分级及其检测方法
汽车用安全玻璃
GB/T 12421—90客车门窗用橡胶密封条
GB/T 12422—90客车门窗用植绒密封条 SJ 2168—82涂覆用环氣粉末
TB 1964—87客车门窗用密封条
3定义
本标准采用下列定义。
抗脱落性能 anti-drop CaPability
侧窗在受到来自车内或车外的力撞击下,不会从车体窗框架上跌落下来的能力O
中华人民共和国建设部1 997-1 0-08批准
1 998-05-01 实施
1
LC-XX X
特征代号,以大写汉语拼音字母ABCD表示
A—平面圆角型
B—平面方角型
C-孤面圆角型 D一弧面方角型
型材代号,01 02 03
,企业自定
-------侧窗代号.铝窗
询角型的侧窗:
LC-01A CJ/T 5023—1997
标记示例,采用Ol号型材的平面
4.2型式
4.21按侧窗有无内框分为;
a)有内框的侧窗
其结构简图见图1.
C-C
窗锁
内框
外框
平面型
弧面型
■ ■1
b)无内框的侧窗 其结构简图见图2。
窗锁
外框
玻璃
C—C
4.2*2按侧窗装配于车体窗框的方式分:
a)固定式装配
侧窗用螺栓或自攻螺钉固定于车身窗框上,其结构见
玻璃
萝璃嵌条
内框
節钉
尼龙滑块
_外框
装饰板
弹簧垫
螺钉
⅜g≡条
固定板
------ . W ■ ⅝⅜ ―
…车身
b)挂式装配
侧窗周边橡胶条的嵌槽挂装在车身窗框四周止口上,其结构见图L
玻璃
绒槽
铝窗框
橡胶条
止口
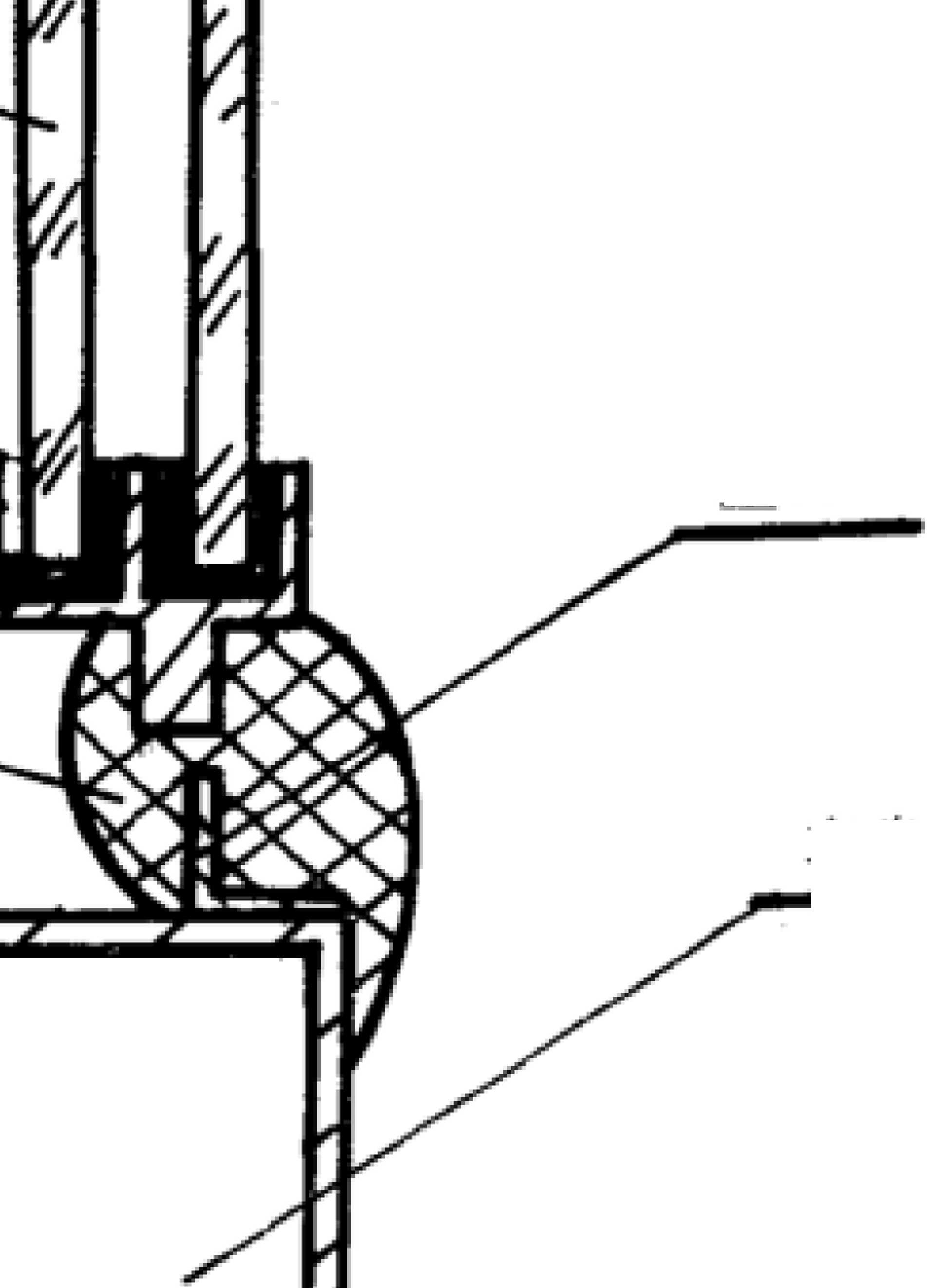
车身
C)卡式装配 侧窗回
边U型橡胶条骑在车身窗框四周上,其结构见图5.
LH
5技术要求
5.1侧窗应按规定程序批准的图样和技术文件制造。
⅛j∣
5・2材料
5.2.1侧窗主要零件材料应符合表1的规定.
表1侧窗主要零件材料
窗框
LD31
LF21
GB 3190
GB 6892中的高精度
密封件
玻璃
橡胶密封条 橡塑密封条 植绒密封条 钢化玻璃
GB/T 12421
TB 1964
GBzT 12422
GB 9656
5∙2∙2侧窗其他附件用材料应符合有关标准的规定.
5.3表面质量
5.3.1侧窗框经阳极氧化着色处理后,表面及每辆车的各个侧窗框表面,均不得有明显的色差。阳极氧 化膜厚度应大于10 μm.
5. 3.2侧窗框经静电喷涂处理后,其表面涂层厚度应不小于20 μma
5.3.3侧窗框装饰表面所允许的擦伤,划痕应符合表2的规定。
表2擦伤或划痕数值
擦伤或划痕深度,mm
划痕总长度,mm
擦伤总面积*mm
擦伤或划痕处数
≤O. 25
≤1OO
≤750
≤3
側窗的圆角过渡处应平滑,内外边不应有皱折和扭曲.
侧窗框焊接处的表面应平整、光洁。无影响装配的焊瘤,无残留的焊剂。
窗锁的锁钩与锁舌应紧固,无松动现象。位置高低一致,启闭灵活,锁止可靠。使用钢件应经防
5.3 4
5- 3* 5
5・ 3- 6 腐处理.
5∙4装配要求
5.4.1
5・4. 2绒槽应粘接牢固,并符合GB/T 12422的要求。
5∙4∙3侧窗尺寸偏差应符合表3的规定。
表3侧窗尺寸偏差
tt∙
右框主要受力面的壁厚不应小于L 5mmO
mm
外形尺寸
>400〜1 000
O
-1
-0. 5
—]
>1。0。〜2 OOO
5.4.4平面圆角型侧窗的平面度不应大于1
5弧面圆角型侧窗的线轮廓度不应大于2
5.4.6对有内框的侧窗,滑块与外框的配合间隙不应大于2. 5 Inmo 间隙不应大于4
5∙ 4∙
£]|
. 5 mm,平面方角型侧窗的平面度不应大于2・5 mmO弧面方角型侧窗的线轮廓度不应大于3
mm O
mm 口
对无内框的侧窗,玻璃与外框的配
ʌ C=J
5-4.7 侧
0. 5 mm CI
_ i mm @
V框的连接面应严密,其接缝间隙不应大于0. 5
mm°
两相邻构件平面的高低差应不大于
6性能要求
6∙1侧窗启闭的推拉力见表L
表4侧窗启闭的推拉力
侧窗长度,mm
推拉力,N
>400—1 000
4. 9〜18
有内框侧窗
>1 000~2 000
18 〜35
无内框侧窗
>400〜2 OoO
<90
& 2在IOPa空气压力下,窗口接缝的空气泄漏量不应大于2. 5 m
6. 3在100 Pa的实验压力下,淋水量为2 L∕m2 ∙ min,持续时间为5 6∙4
对挂式装配侧窗和卡式装配侧窗,其抗脱落性能不应大于2 000
!l!l
/h ∙ Hlo
Hlin ,不会出现渗水现象*
Pae
7试验方法
7.1检验量具
检验用仪器、量具
7.2材料试验方法
7∙2∙1铝型材化学成分的仲裁分析方法按GB 6987的规定,结果应符合5. 2・1的要求。
7. 2. 2铝型材横截面尺寸釆用游标卡尺测屋,结果应符合5.2.1的要求。
7・3表面质量试验
7.3.
的精度应具有三级以上计量单位出具有效期内的合格证.
1表面质量试验采用手感、目测方法与游标卡尺测量,结果应符合5, 3.
3〜5. 3・6的要求。
阳极氧化膜厚度测量,型式试验按GB 4957涡流法测量,岀厂试验按GB 5945电压击穿法测
2168的有关试验方法进行测量,结果应符合5. 3. 2的要求,
L 3. 2
量,结果应符合5.3.1的要求e
7∙3∙3静电喷涂的涂层厚度按SJ
7・4装配要求测量
7. 4.1侧窗尺寸配合间隙等采用游标卡尺和塞尺进行测量,结果应符合5. 4. L5. 4. 3.5. 4・4.5. 4. 6及
5. 4.7的要求。
7.4-2
求。
7・5性能试验
7・ 5.1
7. 5. 2
7・5.3
侧窗的线轮廓度试验按GB 1958的线轮廓度误差检测中的1-2检测,结果应符合5∙ 4・5的要
侧窗启闭的推拉力采用管形测力计测量,结果应符合6・1的要求。 侧窗气密性能试验,按GB 7107的规定,结果应符合6.2的要求。 侧窗水密性能试验,按GB 7108的规定,结果应符合6. 3的要求』 侧窗抗脱落性能试验,按GR 7106的规定,结果应符合6.4的要求。
L 5.4 8检验规则 8・1侧窗的检验分出厂检验和型式检验。
&2出厂检验
8.2.1侧窗须经制造厂检验部门检验合格,并附有产品合格证,才能出厂。
8∙2∙2出厂检验的项目见表5。
表5岀厂检验
试验项目及条款
试验方法及条款
出厂检验
型式检验
材料
表面质量
装配要求
性能要求
5.2
5.3
5.4
7∙ 2.1.7.2,2
7. 4
7. 5
8・2.3出厂检验的抽样方法按GB 2828的规定执行。 S
a) 检验水平为I ;
b) 合格品质量水平AQL = 4;
C)抽样方案类型采用二次正常检验抽样方案。
8・3型式检验
8∙3∙1凡属下列情况之一时,应进行型式检验。
a) 新产品定型鉴定时;
πrj
b) 正常生产后,当结构、材料、工艺有较大改变而影响到产品性能时扌
C)正常生产时,每两年不少于一次检验;
d)国家质量监督机构提岀进行型式检验时。
< Tl
IId
8.3. 2型式检验的项目见表5。
8* 3.3型式检验的抽样方法按GB 2829的规定执行;
a) 判别水平为I J
b) 不合格质量水平RQL = 25。
9标志、包装,运输、储存
9*1标志
6
9,1.1侧窗上应标有商标或制造厂名。
9∙1∙2产品合格证上应有*
a) 制造厂名:
b) 产品名称及型号;
C)制造日期©
9∙2包装
9・2.1简易包装的侧窗应用45〜60 g的牛皮纸包扎牢靠,侧窗装饰面应进行保护,每榄侧窗上应挂上 产品合格证。
■
9∙2∙2包装箱应牢固,并有防湿措施,置于箱内的侧窗应保证其相互间不发生窜动。箱内应有装箱清 单。
9.2・3包装箱上应有明显的“防湿”L小心轻放”L向上”等字样和标志,标志I
形应符合GB 191的规
定。
9.3运输和储存
9.3.1运输工具应保持清洁,无腐蚀污染物。在运输装卸过程中应轻起轻放,防止箱体损坏和产品变 形"
HI
9.3*2产品应按规定的垂直方向堆放在场地平整的库房内,场地应干燥,不得与酸、碱、盐等腐蚀物 放在一起。
口 rm
Cn Cxl O LD
中华人民共和国城镇建设
行业标准
无轨电车铝合金侧窗
CJ/T 5023—1997
*
中国标准出版社出版
北京复兴门外三里河北街16号
邮政编码:100045
电 话l68522112
中国标准出版社秦皇岛印刷厂印刷
新华书店北京发行所发行各地新华书店经售
版权专有不得翻印
开本880X1230 1/16印张3/4字数15千字
1998年2月第一版1998年2月第一次印刷 印数1一800
*
书号:155066 ・ 2-11892 定价 8* 00
.J L
标目329—66