U 41
CB/T 3487-92
1 992-07-04 发布
1 993-02-01 实施
中国船舶工业总公司发布
中华人民共和国船舶行业标准
分类号:U41
焊接钢质肋片管
本标准规定了焊接钢质方型肋片管(以下简称肋片管)的分类、技术要求、试验方法、检验规则以及 标志、包装、运输和贮存。
本标准适用于设计压力不大于4. 4 MPa,介质温度不超过55OC的肋片管。
GB 241金属管液压试验方法 、
GB 699优质碳素结构钢技术条件
GB 700碳素结构钢
GB 2102钢管的验收、包装、标志和质量证明书
GB 3087低中压锅炉用无缝钢管
GB 5117碳钢焊条
GB 5312船舶用碳钢无缝钢管
3术语
是指在无缝钢管上,垂直于管轴线,焊接若干对钢质肋片而形成的换热元件。
3-2肋片焊缝有效长度
是指沿钢管外表圆周测量的单片肋片的焊缝实际熔合长度,用符号S表示.
3- 3肋片焊缝平均有效长度
是指每根肋片管上的所有肋片焊缝有效长度的算术平均值,用符号Sp表示。
4产品分类
肋片管的结构尺寸如图1及表1所示。
1
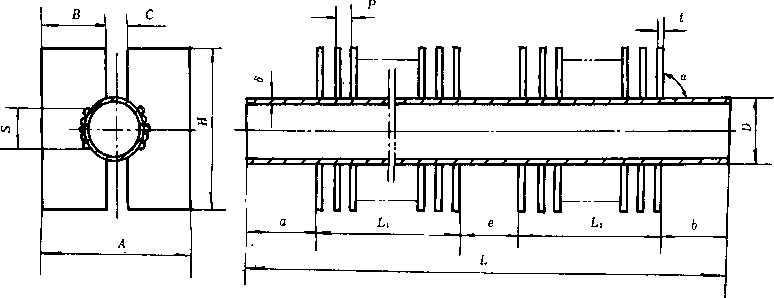
图1
图中符号名称如下:
t 肋片厚度,mm;
H—肋片高度,mm;
B--肋片宽度,mm;
P—相邻两肋片相应平面间的距离,mm;
A——肋片管宽度,mm;
L--肋片管总长度,mm;
a——肋片管前部空段长度,mm;
e—肋片管中间空段长度,mm;
b——肋片管尾部空段长度,mm;
LI--肋片管首段长度Jmrn;
Ll--肋片管尾段长度,mm;
C——同一断面上一对肋片之间的距离,mm;
«——安装角度,(°);
3——钢管壁厚,mm;
D 钢管外径,mm C)
表1 mm
|
序号 |
规格 |
结构尺寸 | |||||||
|
t |
B |
H |
A |
C |
P |
a |
Λ 、b 丄丄2 | ||
|
1 |
©38X3.5 |
3 |
41.5 |
89 |
95 |
12 |
12-7 |
90° |
根据设计要求 |
|
2 |
¢38 X 4 | ||||||||
|
3 |
夕51X 3. 5 |
3 |
53.5 |
121 |
121 |
14 |
12.7 |
90” |
根据设计要求 |
|
4 |
夕 51X 4 | ||||||||
肋片管规格按表2。
|
表2 mm | ||
|
肋片管规格 |
结构尺寸 | |
|
t×A×H |
P | |
|
©38X3.5 |
* 3X95X89 |
12.7 |
|
©38X4 | ||
|
/1X3.5 |
3X121X121 |
12.7 |
|
¢51X 4 | ||
4∙3产品标记
4∙ 3∙1型号的组成:
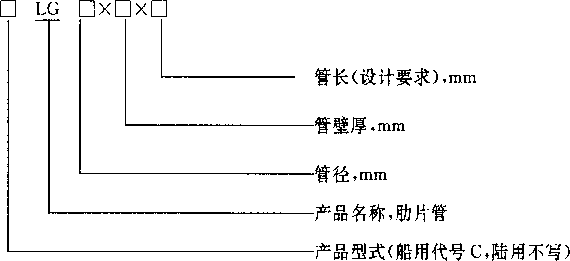
钢管尺寸为si38X3∙ 5,管长为2 OOO的船用肋片管表示为: CLG38×3. 5×2 000 CB/T 3487—92
5技术要求
5-1-1用于船用肋片管的钢管,应符合GB 5312的规定。
5-1-2用于陆用肋片管的钢管,应符合GB 3087和GB 699的规定。
5-1. 3用于肋片的钢板应符合GB 700中Q215A、Q235A级的规定。
5-2制作准备要求
钢管、肋片在焊接前须进行除锈、钝化处理,处理后的钢管外表面和肋片表面不得存在锈蚀油污,其 表面应呈银白色。
5-3焊接要求
5- 3-1钢管用卡盘夹于焊机,不得岀现管子变形、压坏等缺陷。
5.3- 2焊接应在室温不低于5C下进行。
5- 3-3焊后外形尺寸偏差按表3规定。
|
表3 mm | |||||||
|
结构尺寸 |
t |
B |
A |
H |
P |
a | |
|
极限偏差 |
,±0.22 |
+ θ∙ 5 O( |
±2.0 |
O -0.5 |
÷1. O |
+ 1.0 | |
|
结构尺寸 |
e |
b |
L |
a |
挠度 | ||
|
极限偏差 |
± 1. O |
±2.0 |
±2-0 |
±3° |
<1.5/1 500 | ||
|
5.3-4每根肋片管的肋片焊缝平均有效长度按表4规定。 表 4 mɪn | |||||||
|
D |
SP | ||||||
|
夕38 |
≥24 | ||||||
|
©51 |
≥32 | ||||||
5. 3∙ 5钢管在肋片焊接处热影响区不大于1 mmo
5. 3. 6肋片做弯曲试验时,其脱落角度应不小于24。,如图2所示。
|
■* |
矿 |
'---- |
---------—■ |
IflJl_ | |||
|
----- |
------—----------- | ||||||
|
□ |
伽____ 图2 |
____ | |||||
5-4补焊要求
5∙4∙1橢合不良的焊缝或尺寸超差的缺陷,允许手工修补,修补的肋片数量不大于5%,每根肋片管的 缺陷修补不得超过3处,每处不得超过2对肋片。
5. 4-2补焊部位须清理干净,焊条应符合GB 5117的要求。
5∙ 4∙ 3手工补焊釆用双面无坡口一般型式或减薄型焊缝,焊角高度3±O.5 mm0
5∙4∙4补焊后应满足本标准5. 3. 3〜5. 3. 6要求。
5-5成品要求
5- 5-1成品应作水压试验,试验压力为设计压力的2倍,试验时不得出现管子变形、渗漏。
5-5-2成品应进行除锈、钝化处理,处理后的肋片管呈银白色。
5.5-3成品干燥后,喷涂防锈沥青漆。
6-1材料检査
检査制造肋片管的钢管及钢板,应符合5.1条要求。
6-2外观检査
检査肋片管的结构尺寸、外观质量,其结果应符合5. 3.3,5. 5∙ 2,5. 5∙ 3条要求。
6∙3肋片弯曲试验
用O.5kg手锤冷态锤击肋片管的肋片,试验肋片的抗弯曲能力,其结果应符合5. 3. 6条要求。
6∙4熔合长度和热影响区试验
将肋片管沿焊缝长度的方向剖开,着色后观测焊接的熔合长度,其结果应符合5. 3. 4条要求。然后 通过IOO倍显微镜观察焊接处热影响区,其结果应符合5. 3. 5条要求。
6-5水压试验
水压试验按GB 241要求进行,其结果应符合5. 5.1条要求。
6- 6脱落角度和焊缝平均有效长度试验
将整根肋片管上的肋片,用0.5 kg手锤打弯至断裂,测量、计算肋片的脱落角度和焊缝平均有效长 度,其试验结果应符合5. 3.4,5. 3. 6条要求。
检验分为型式检验和出厂检验。
7- 1凡属下列情况之一者应作型式检验;
a. 首制产品;
b. 产品设计、工艺材料、设备有较大改变并足以影响其主要参数时;
c. 成批生产时每二年进行一次。
7-2出厂检验按批进行,每200根肋片管为一批。每批抽验1根作破坏性试验,如不合格时,则加倍抽 验,若加倍抽检中仍不合格时,则该批肋片管应予报废。
7-3出厂检验和型式检验项目按表5。
表5
|
检验项目 |
出厂检验 |
型式检验 |
|
材料检验 |
√ |
√ |
|
外观检验 |
√ |
√ |
|
肋片弯曲试验 |
√ | |
|
熔合长度和热影响区试验 |
√ | |
|
水压试验 |
√ |
√ |
|
脱落角度和焊缝平均有效长度试验 |
按7. 2条规定做 |
√ |
8标志、包装、运输和贮存
8-1-1肋片管应具有制造厂的合格印记,印记应写在包装箱正面,
8-1.2印记内容规定如下:
a. 制造厂名称;
b. 产品标记;
c. '检验印记;
d∙编号;
e.出厂日期。
8-2包装、运输和贮存
8-2-1待肋片管全部干燥后,两端加封聚氯乙烯塑料堵头进行封闭
8- 2-2运输过程中应将肋片管固定在木材或钢质的底板上。
8∙2∙3长途运输采用木箱包装,木箱内壁铺垫沥青油毡纸。
8- 2-4装箱单注明箱号和内装产品名称、数量,并注明肋片管序号。装箱单放入箱内有标记的指定位 置。
8- 2-5包装箱外表面按合同或运输规定执行,标志应清晰。
8.2-6肋片管应贮存于干燥、通风良好的场地。
8-3肋片管的质量证明书按GB 2102的规定。
本标准由中国船舶工业总公司603所提出。
本标准由全国船用标准化技术委员会辅锅炉、防污染分技术委员会归口。
本标准由大连造船厂、大连景山通风设备厂负责起草。
本标准主要起草人邹宏庆、龚国元、殷建民、胡初德、郑本成、史柄才。