i ⅜⅛ 噸 N
ɪ ` - ɪ L- ^F ≡
..* -■ JjA fc ■■ ■
F⅛⅛m
j¾⅛⅛<4∙^ ⅛
⅛⅛⅜⅜⅜⅜H⅝⅜⅜⅝⅛⅝⅛⅝⅝" ⅜Π∣TΓ⅛l J
ICS 47. 020. 20
i ⅜⅛ 噸 N
ɪ ` - ɪ L- ^F ≡
..* -■ JjA fc ■■ ■
F⅛⅛m
j¾⅛⅛<4∙^ ⅛
⅛⅛⅜⅜⅜⅜H⅝⅜⅜⅝⅛⅝⅛⅝⅝" ⅜Π∣TΓ⅛l J
R 32
备案号:45052-2014
代替 CB/T 3425—1992
*
2014 - 07 - 01 实施
⅛010-52960315⅛Θ007060315査真伪
ZZ7JXΓ∖ m国風昭工业
真品标识谨防仿冒
本标准按照GB/T 1. 1-2009给出的规则起草。
本标准代替CB/T 3425—1992《船舶舵系舵杆修理技术要求》,与CB/T 3425—1992相比主要技术变
化如下:
——增加了船舶舵杆的勘验(见第3章);
增加了对舵杆和法兰的焊前预热和焊后热处理(见4. 5、4.6);
增加了对舵杆和舵轴的探伤检査(见5.11); 增加了止裂孔直径要求(见7. 4.5)
增加了舵杆护套表面腐蚀的修理、舵杆非工作轴颈腐蚀的修理、舵杆锥体腐蚀的修理、舵杆锥 体螺纹腐蚀修理(见7.5、7.6、7.7、7.8);
增加了舵杆校直后探伤检查(见7.9.4);
•“舵杆直径为25Omm以下时,可釆用轧制圆钢制造”修改为“舵杆直径不超过25OmnI时,可
釆用热轧圆钢制造”
(见 4. 1, 1992 年版 3. 1);
本标准由全国海洋船标准化技术委员会修船分技术委员会(SAC/TC12/SC1)归口 o 本标准起草单位:天津新港船舶重工有限责任公司O 本标准主要起草人:张树桐、张洪博、陈建梅。
本标准于19992年首次发布。
1范围
本标准规定了船舶舵杆勘验、换新的材质要求、加工、护套、修理的技术要求。
本标准适用于钢质海船舵杆的修理和安装,其它类型船舶可参照使用。
-B
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 197普通螺纹公差
CB/T 773结构钢锻件技术条件
CB/Z 70钢铁铸锻件的正火与退火
《钢质海船入级与建造规范》 中国船级社
《材料与焊接规范》中国船级社
3勘验
3. 1
3.2
3.3
3.4
3.5
3.6
舵系拆解前,应测量舵杆与各道轴承的实际间隙。
舵杆与舵叶拆解后,应测量舵杆与各道轴承配合处的工作轴颈尺寸,并测量舵承内孔尺寸。
测量舵杆的直线度。
测量舵杆工作轴颈的圆度、圆柱度、同轴度,测量舵杆法兰的端面跳动。
检查舵杆表面有无锈斑、麻点、裂纹。
当船舶舵系发生海损后,应检查舵杆下列内容:
a)应对舵杆的法兰根部、锥体、键槽进行着色检查有无裂纹,上平台检查扭转角度、曲折位(包
括与法兰的垂直度);
b)拉线检查舵系中心线的对准情况。
4换新的材质要求 4.1舵杆直径不超过250 mm时,可釆用热轧圆钢制造,并无需进行热处理。直径大于250 mm时应釆 用锻钢,锻钢件应由相应船级社认可的工厂制造,用于锻件制造的坯料应由相应船级社认可的工厂制造, 锻造比应按CB/T 773规定执行,热处理按照CB/Z 70的要求进行。如有必要时,按相应船级社的要求 加工机械性能试验样棒,进行机械性能试验。
4.2冰区航行船舶,舵杆应根据有关船级社规范进行冰区加强,并且用于制作舵杆的锻钢件也应按照 有关船级社规范进行相应的试验。
4.3换新舵杆,材料应根据图纸或原舵杆材料选用,并满足CB/T 773要求。
CB/T 3425—2013
4. 4如果舵杆和法兰分别锻制而以焊接连接时,则应在整个接合面内焊透,锻件含碳量不超过0. 23%, 残余元素总含量不超过0. 85 % Q
4.5当锻件的含碳量不超过0.23%时,则在舵杆和法兰焊接前、后均应釆取相应的预热和保温措施。
4. 6当釆用手工焊、C%气体保护焊进行焊接的舵杆应在焊后进行回火处理。釆用电渣焊方法焊接而成 的舵杆,在焊后应进行正火-回火处理。如果整体热处理条件不足时,允许釆用有效的局部热处理方法。
5加工
5.1有垂直法兰的舵杆,其弯曲段的截面变化应平缓过渡,法兰根部圆角半径应不小于舵杆直径的
0. 12 倍。
5.2舵杆直段,其截面直径变化处过渡圆角的切线交角应不大于30o o
5.3舵杆粗加工后应消除内应力。当无条件进行热处理时,可用时效方法处理或用减小切削量的方法 (最后3〜4次的切削量每次应小于0. 2 mm)代替热处理。
5.4舵杆精加工表面粗糙度应不低于图1要求。
|
f=rη | |||
|
I I I) | |||
|
匚 | |||
|
I | |||
|
■> |
=i |
* ■ . | |
|
⅛> | |||
|
__ i | |||
|
I | |||
|
ʒsd | |||
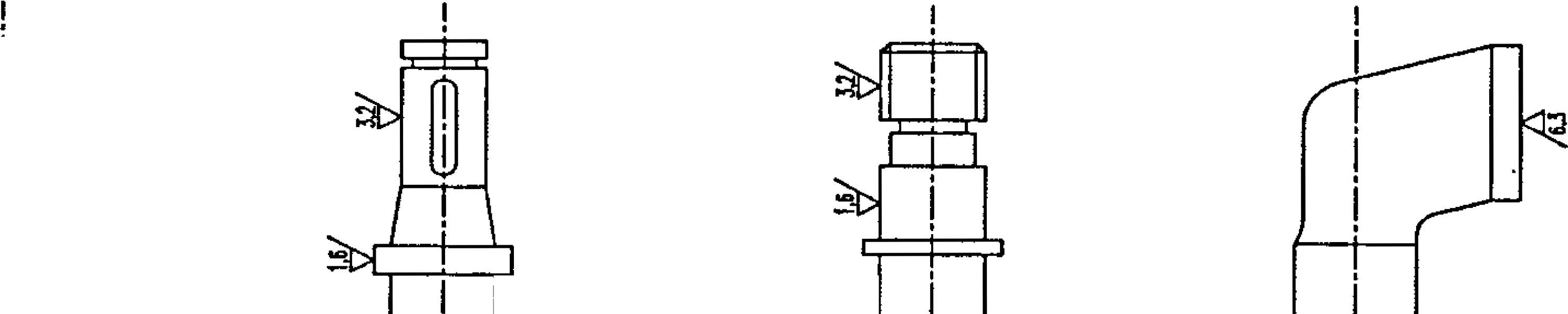

a)双支承平衡舵舵杆

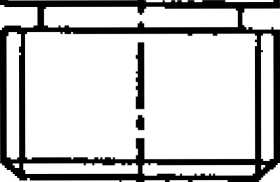

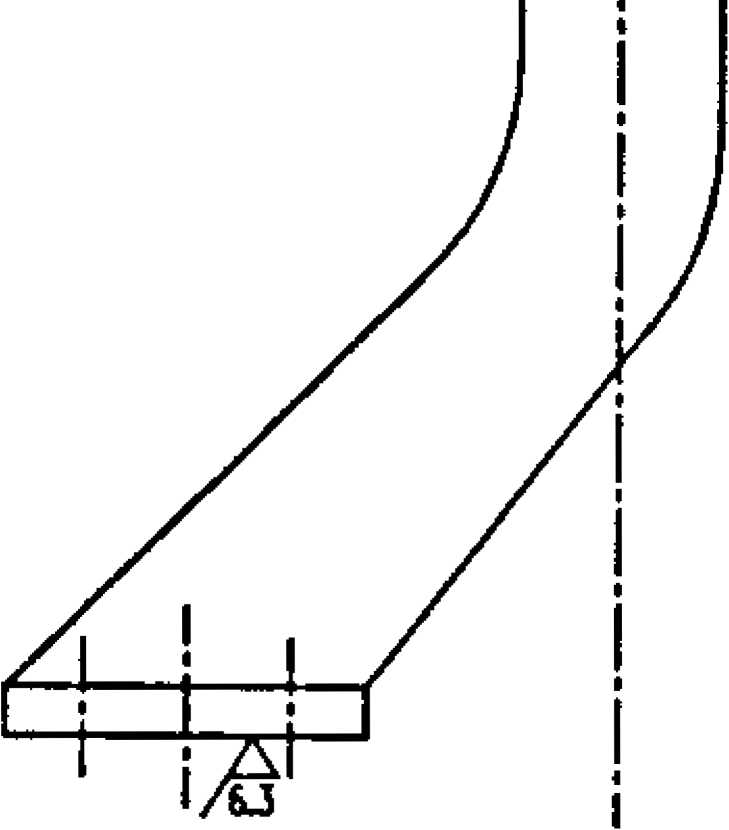
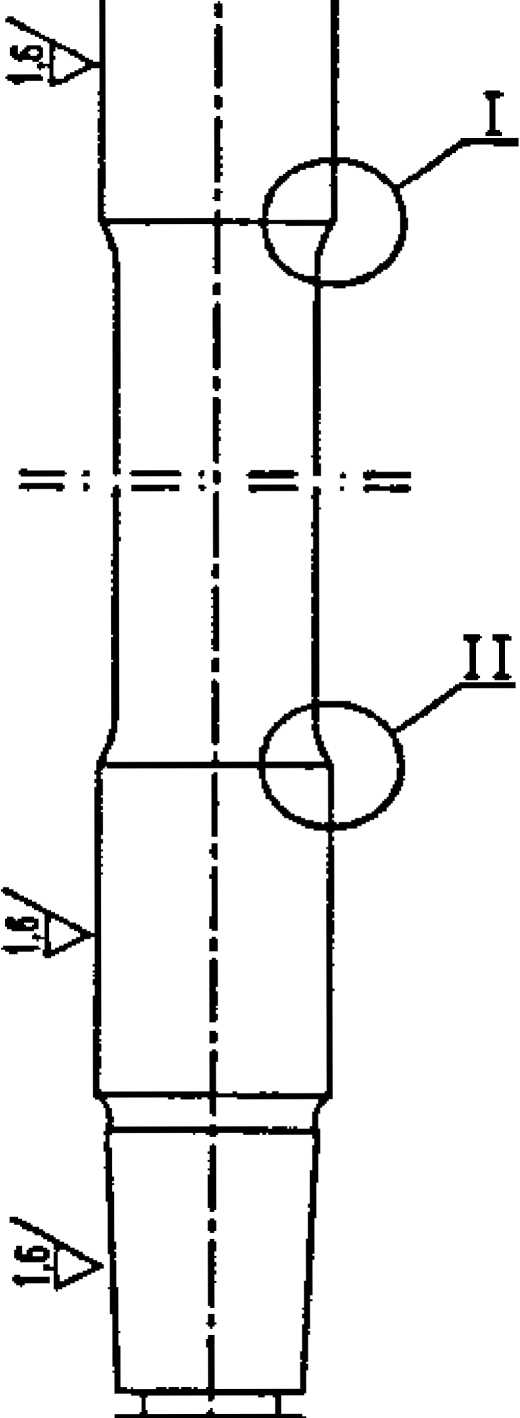
b)悬挂舵舵杆
C)转轴舵舵杆
d)转轴舵舵轴
H
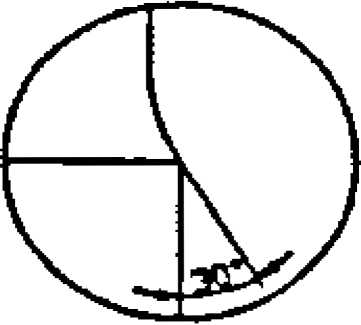
图1舵杆型式
5.5
当新制或铳削舵杆垂直法兰时,端面最大跳动量应不大于0. 05 ≡o
5.6舵杆键槽中心线与舵杆中心线平面的对称度公差值应不超过0. 10 ≡,键槽两侧工作面平行度公 差值应不大于0. 15 ≡∕m,键槽深度偏差应不大于0. 15 ≡∕ιιio
5.7
舵杆轴承挡圈槽底根部圆角半径为2 mm〜5
mπio
5.8舵杆锥体精加工后,与样板的贴合度应不低于表1的规定。
CB/T 3425—2013
表1贴合度要求
|
锥体长度 mm |
>50 〜80 |
>80〜120 |
>120—250 |
>250—315 |
>315〜400 |
>400〜500 |
>500—800 |
|
贴合度 % |
95 |
95 |
90 |
85 |
80 |
80 |
75 |
5.9舵杆工作轴颈加工的圆度、圆柱度、同轴度公差值应不超过表2的规定。
表2圆度、圆柱度、同轴度公差表
单位为亳米
|
舵杆直径 |
__________ 和圆柱度公差值 ______ |
轴颈同轴度公差值 | ||||
|
____过盈配合轴颈____ |
间隙配合轴颈____ | |||||
|
新制 |
.修理 |
: 新制 |
修理 |
新制 |
. .. 修理 | |
|
>50—80 |
0. 020 |
0. 040 |
0. 050 |
0.100 |
0. 040 |
0. 06 |
|
>80—120 |
0. 025 |
0. 045 |
0. 060 |
0. 120 |
0. 045 |
0. 08 |
|
>120〜180 |
0. 030 |
0. 050 |
0,070 |
0. 140 |
0. 050 |
0. 10 |
|
>180〜260 |
0. 035 |
0. 055 |
0. 080 |
0. 160 |
0. 055 |
0. 15 |
|
>260〜360 |
0. 040 |
0. 060 |
0. 090 |
0. 180 |
0. 060 |
0. 20 |
|
>360〜500 |
0. 045 |
0. 065 |
0. 100 |
0. 200 |
0. 065 |
0. 25 |
|
>500〜800 |
0. 050 |
0. 070 |
0.120 |
0. 240 |
0. 070 |
0.30 |
5.10转轴舵舵轴法兰平面与舵轴中心线平行度公差值应不大于0.10 ι≡∕πι或按尾柱法兰平面为基准校 中。
5.11舵杆和舵轴机加工后应进行超声波检测,对法兰根部和锥体部分,应进行表面裂纹检测。
6护套
6. 1舵杆护套可釆用青铜或不锈钢制造,材料要求按《钢质海船入级与建造规范》及《材料与焊接》 规范有关规定。
6. 2舵杆护套的长度应大于舵承实际工作长度,且上下至少各余50 ≡β
6.3护套经粗加工后应进行密性试验,试验压力应不低于0. 2 MPa, 5 min内应不渗漏。
6.4舵杆护套壁厚、极限壁厚及安装过盈值按表3规定。
表3舵杆护套壁厚、极限壁厚及安装过盈值
单位为臺米
|
舵杆直径 |
_____铜护套_____ |
不锈钢护套____ |
铜护套安装 过盈值 |
不锈钢护套 安装过盈值 | ||
|
壁厚 |
极限壁厚 |
壁厚 |
极限壁厚 | |||
|
>80—100 |
5. 0〜6. 0 |
2.5 |
5.0 |
2.5 |
0.017 〜0.106 |
0. 014—0. 085 |
|
>100—120 |
6.。〜8. 0 |
3.0 |
0.025〜0,114 |
0. 020〜0. 091 | ||
|
>120—140 |
8.0 〜10.0 |
4.0 |
6. 0〜8.5 |
3.0 |
0. 029—0.132 |
0. 023〜0.110 |
|
>140〜160 |
0.037〜0.140 |
0. 026〜0. 112 | ||||
|
>160〜180 |
10. 0〜12.0 |
5.0 |
8.0 〜12.0 |
4.0 |
0.045〜0.148 |
0. 036—0.120 |
表3 (续)
单位为毫米
|
舵杆直径 |
铜护套 ------ ----- ——一—— 一 ------ |
____不锈钢护套____ |
铜护套安装 过盈值 |
不锈钢护套 安装过盈值 | ||
|
壁厚 |
极限壁厚 |
壁厚 |
极限壁厚 | |||
|
>180—200 |
0. 050—0. 168 |
0. 040—0. 134 | ||||
|
>200〜225 |
12. 0-16.0 |
6.0 |
0.058〜0,176 |
0. 046—0. 141 | ||
|
>225〜250 |
12. 0—16.0 |
6.0 |
10. 0〜14.0 |
5.0 |
0.068〜0.186 |
0. 054—0. 149 |
|
>250—300 |
0. 077—0. 210 |
0. 062—0. 168 | ||||
|
>300〜315 |
16. 0~20. 0 |
8.0 |
14. 0〜17.0 |
7.0 |
0.089 〜0.222 |
0. 071—0. 178 |
|
>315〜355 |
0. 101—0. 247 |
0.081 〜0.198 | ||||
|
>355—400 |
0.119 〜0.265 |
0. 095—0. 212 | ||||
|
>400〜450 |
20.0 〜24.0 |
10.0 |
17. 0—21.0 |
8.0 |
0. 135—0. 295 |
0.108—0. 236 |
|
>450〜500 |
0.155 〜0.315 |
0.124—0. 252 | ||||
|
>500—550 |
24.0 〜30.0 |
12.0 |
21.0—26.0 |
10.0 |
0. 175—0. 325 |
0.140—0. 260 |
|
>550〜600 |
0.195 〜0.345 |
0. 156〜0. 276 | ||||
|
>600—800 |
30. 0〜35.0 |
14. 0 |
26. 0—30. 0 |
12.0 |
0.215 〜0.365 |
0. 172—0. 292 |
6.5舵杆工作轴颈允许补焊或用不锈钢堆焊作保护层,其加工后护层最小厚度应不小于3≡o焊前舵 杆应预热,预热温度按表4规定。焊后应作消除内应力处理。
⅜
表4舵杆焊前预热温度
|
舵杆钢材含碳量 % |
≤0. 20 |
|
堆焊预热温度 eC |
IOO〜120 |
|
>0. 20—0. 30 |
>0. 30 |
|
120〜150 |
150〜250 |
6. 6舵杆堆焊切槽端部距直径变化处的距离A应不小于20 mm,堆焊层上截面变化处距切槽端部的距
离B应不小于15 Innb
角半径R应不小于3 mm,见图2。
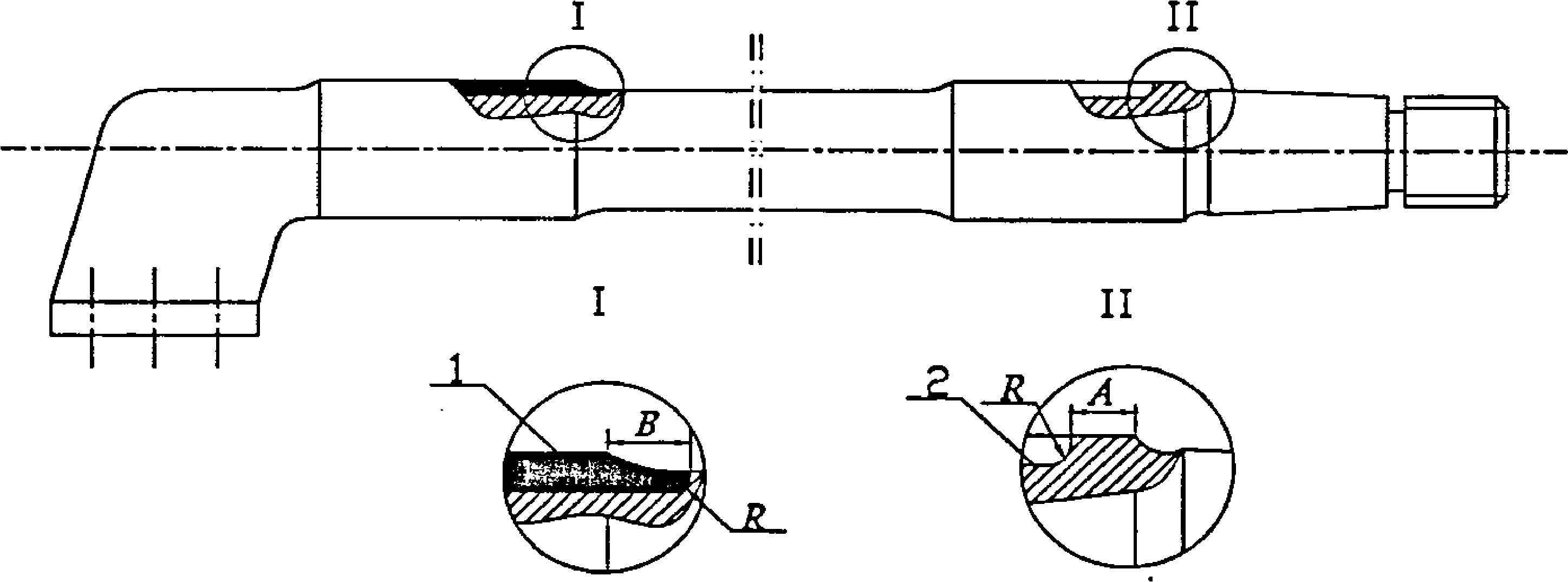
说明:
2—堆焊层切槽。
图2舵杆堆焊示意图
7修理
7.1
舵杆与舵柄配合轴颈修理
7.1.1舵杆与舵柄配合松动时,舵杆轴颈允许金属喷镀或补焊光车参见6. 5和6. 6,其光车后的公差 应不超过表2的规定。
7.1.2轴颈的局部锈蚀、拉伤或碰伤,当深度不超过公称直径的1 %时,允许进行手工修整,允许遗 留残痕圆滑过渡。
7.1.3键槽补焊后应进行局部热处理,舵杆键槽加工要求见5.6,并用探伤检查有无裂纹。
7.2舵杆与舵承配合轴颈修理 7. 2.1锈蚀面积超过总面积25 %时应进行光车、补焊或堆焊不锈钢护层,参见6. 5和6. 6。
7. 2. 2轴颈光车后直径减小值应不超过公称直径的10 %,个别残留斑痕深度应不超过0. 5 ι≡o
7.3舵杆法兰工作面修理 7. 3.1舵杆法兰接合平面非连片的腐蚀面积不超过总面积25 %时,允许手工修整。
7. 3. 2锈蚀面积超过总面积25 %时应进行锐削平面,此时法兰厚度减小值应不大于公称厚度的10 %, 超过10 %时应进行强度校核。
7.4舵杆裂纹的修理
7. 4. 1
7. 4.2
7. 4.3
7. 4.4
注意检查舵杆应力集中部位,如直径变化处、键槽四周、法兰螺孔等处。
检查方法可釆用着色探伤法、磁粉探伤或超声波探伤等。
舵杆上的细小纵向裂纹为2〜3条时,允许手工修理。
舵杆不允许有横向裂纹存在。纵向裂纹长不超过轴颈公称尺寸的四分之一,数量不超过三条且 不在同一母线上,深度不超过公称直径的5 %时,允许进行焊补修理。
7. 4. 5 止裂孔深度应深于裂纹深度2 mm〜3 ≡,止裂孔直径为6皿〜8 mmo
7. 4.6裂纹处的批凿槽为V型,其夹角不大于60°。
7. 5舵杆护套表面腐蚀的修理
7. 5.1
定。
7.5.2
7. 5.3
不连片腐蚀的面积不超过工作面积25 %时,可以进行清洁修整,修整后的要求要满足表3的规
允许用环氧树脂基高分子修复材料进行修补,修补位置在护套内,距护套端上下部不小于50 ≡o 表面腐蚀面积超过总面积25 %或多处孤立腐蚀深度超过公称直径1 %时,则应光车换护套或堆
焊不锈钢,光车后直径减小量不超过公称直径的7 %。
7.6舵杆非工作轴颈腐蚀的修理 7. 6.1舵杆非工作面腐蚀深度不大于直径1 %时可进行除锈清理,重新涂装保护层。
7. 6. 2孤立锈蚀深度超过直径的1 %应进行局部焊补。补焊要求可参照6. 5及表4,焊补后检查工作 轴颈的跳动量应不大于轴承安装间隙的50 %,舵杆法兰的端面跳动量不超过0. 05皿。
7.7舵杆锥体腐蚀的修理
7. 7.1腐蚀面积不超过锥体面积25 %时允许清洁、修整或用环氧树脂基高分子修复材料进行修补,修 补的位置距锥体大小端的距离不小于50 ≡o
7. 7. 2腐蚀面积超过锥体面积25 %时应进行光车补焊或堆焊不锈钢保护层,焊前预热,焊后作消除内 应力处理。按新制要求进行。
7.8舵杆锥体螺纹腐蚀修理 7. 8.1腐蚀部分纵向长度不大于螺纹全长的15 %时允许手工修整。
7. 8. 2腐蚀或损坏长度超过螺纹全长的15 %时应重新加工螺纹,更新舵杆的螺母,螺纹的外径应大于 锥体大径的65 %。螺纹公差按GB/T 197的相关规定。
7.9舵杆弯曲修理
7.9.1舵杆弯曲时检査直线度,其公差值不大于安装间隙的0.7倍时可继续使用。
7.9.2舵杆直线度不大于2 πιm∕m时允许冷校直;直线度大于2 πιπι∕m时,应进行热校直,此时加热温
度应不大于650 eCo
7.9.3舵杆校直后,残余变形允许用切削方法消除,加工后应满足5. 5及表2的要求。
7.9.4舵杆校直后,应对应力集中部位进行探伤检查。
- '
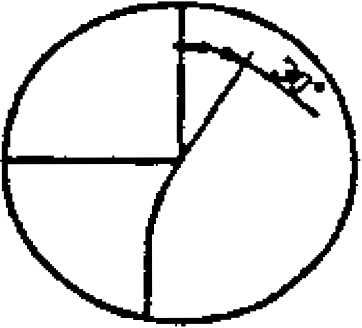
7. 10舵杆扭转变形修理 7.10.1当舵杆扭转角不大于10°时,允许加宽键槽使用,加宽后键槽宽度应小于0∙33倍舵杆直径。
7.10.2当扭转角为10°〜30°时,应进行探伤检査,重开键槽,整体退火处理。.
7.11舵杆焊接 7.11.1舵杆焊接换新件,材料应符合母材化学成份要求,含碳量应不超过母材含碳量的10%,有害
杂质应不超过母材含量。
7.11.2新旧舵杆对接处开坡口如图3。
单位为亳米
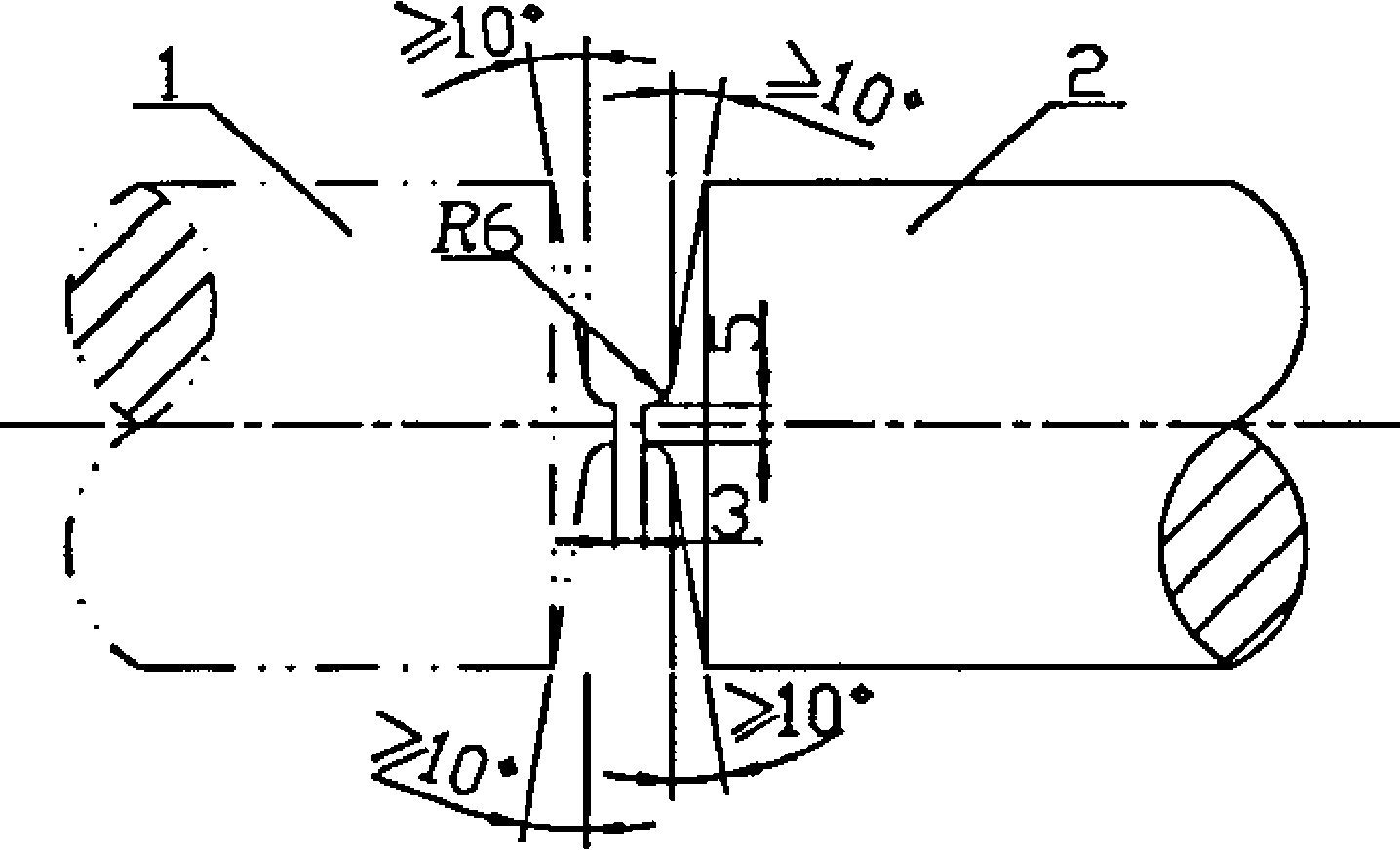
说明:
1— 旧舵杆;
2— —换新舵杆。
图3舵杆对接处开坡口
7.11.3焊接前应作焊样试验,试验合格后方能焊接。
中华人民共和国 船舶行业标准
船舶舵系舵杆修理技术要求
CB/T 3425-2013
中国船舶工业综合技术经济研究院出版 北京市海淀区学院南路70号
邮政编码:100081
网址:www.shipstd.com.cn 电话:010-62185021
船舶标准化管理研究与咨询中心发行
版权专有
不得翻印
CB/T 3425—2013
开本880× 1230 1/16印张0.75字数5.68千字 2014年9月第1版 2014年9月第一次印刷
印数1一300
*
船标出字第2013320号