
ICS 47. 020. 01
U 06
备案号:32890-2011
CB/Z 278—2011
One-Side SUbmerged are Weldmg PrOCeSS With multiple WireS for FCB
2011 -06- 15 发布
2011 - IO-Ol 实施
中华人民共和国工业和信息化部 发布
-ɪɪ. —
刖 ≡
本指导性技术文件的附录A和附录B为资料性附录。
本指导性技术文件由中国船舶工业集团公司提出。
本指导性技术文件由中国船舶工业综合技术经济研究院归口 =
本指导性技术文件起草单位:江南造船(集团)有限责任公司。
本指导性技术文件主要起草人:张琳、林瑜、杨龙飞、夏皓春、詹志博。
FGB法多丝埋弧自动单面焊焊接工艺
1范围
2规范性引用文件
圖
4工艺特点
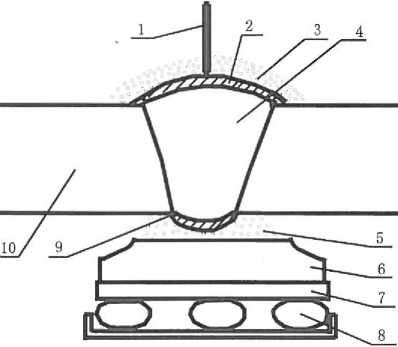
単面焊焊接工艺 母材反面紧密贴合,然 焊接方法,见图1。
用文件,其随后 励根据本指导性 件,其最新版本 CB 3910
下列缩略语
FCB——FIU

rmπ~3
术
件的
的内
成为
修订版
指导性技术
back i ng,
衬垫
用
本指导性
达成协议的
与切割安全
寸垫焊
接,游正
性技术文
用于本指
船体结构钢(AH32> DH32、
本指导性技术文件规定了 FCB法多 准备、焊接工艺、焊接参数、焊专
本指导性技术文件适用
EH32、AH36, DH36和EH360 钢
下列文件中的亲
3缩略语
单(不包
指导性技术
自动单面焊(龍
及返修、'安全防护。
沮围为1。
面焊)的工艺特点、基本要求、焊前
的最新版本制
¥款。凡是注日期的引
M文件,然而,鼓 注日期的引用文
芝策软管顶压装置将其与
同时成型的一种髙效
|
1— |
—焊丝; |
6— |
—铜衬垫板; |
|
2— |
—表面熔渣T |
7— |
■-支撑台: |
|
3— |
—表面焊剂; |
8— |
一空气软管: |
|
4— |
一焊缝金属; |
9— |
一背面熔渣; |
|
5— |
—衬垫焊剂; |
IO- |
一母材 |
图1 FCB法多丝埋弧自动单面焊
5基本要求
5. 1设备
5.1.1单面焊的焊接电源的电流种类见表1。
表1焊接电源的电流种类
|
电极编号 |
电流类型 |
|
第1电极(L) |
DCEP 或 AC |
|
第2电极(Tl) |
AC |
|
第3电极(T2) |
5.1.2焊接设备和配套装置应定期维护保养、检测、校准(包括焊接参数校准)。
5. 1.3使用前应检查供电、供气、送丝、焊剂回收系统及应急和安全装置的功能,若出现异常信号, 应找出原因,整改后方可使用。
5.2材料 5.2.1应按母材的材质选择焊接材料,推荐组合参见附录A。
5.2.2焊丝、表面焊剂和衬垫焊剂的组合单面焊专用材料应经船级社认可方可使用。
5.2.3焊丝表面应光滑,无水、油污、铁锈等杂质。
5.2.4表面焊剂开封后,直接倒入焊接装置上带有加热器的焊剂料斗中,加热器应昼夜持续运转,使 焊剂料斗的温度保持约80°C。因料斗跳闸或停电使焊剂受潮时,应进行25。'C〜350°C的烘焙,保温 1 ho表面焊剂可由焊剂回收系统回收利用,并需随时添加新焊剂。
5.2,5衬垫焊剂应随拆包随使用,开启后使用期不应超过1 L衬垫焊剂不能烘焙,且不能回收重复 利用。不应使用受潮的衬垫焊剂。
5.3焊工
焊工应经过专门培训,并经考试合格认可后才能从事FCB法的焊接。
6焊前准备
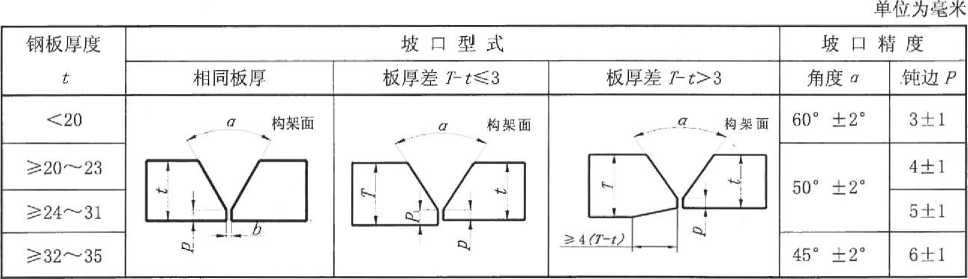
6. 1坡口型式与加工精度
6.1.1坡口加工前,钢板应先经轧平处理,以保证坡口加工的角度和钝边的直线度。
6. 1.2坡口加工可釆用火焰切割、等离子切割和机械加工等方法。
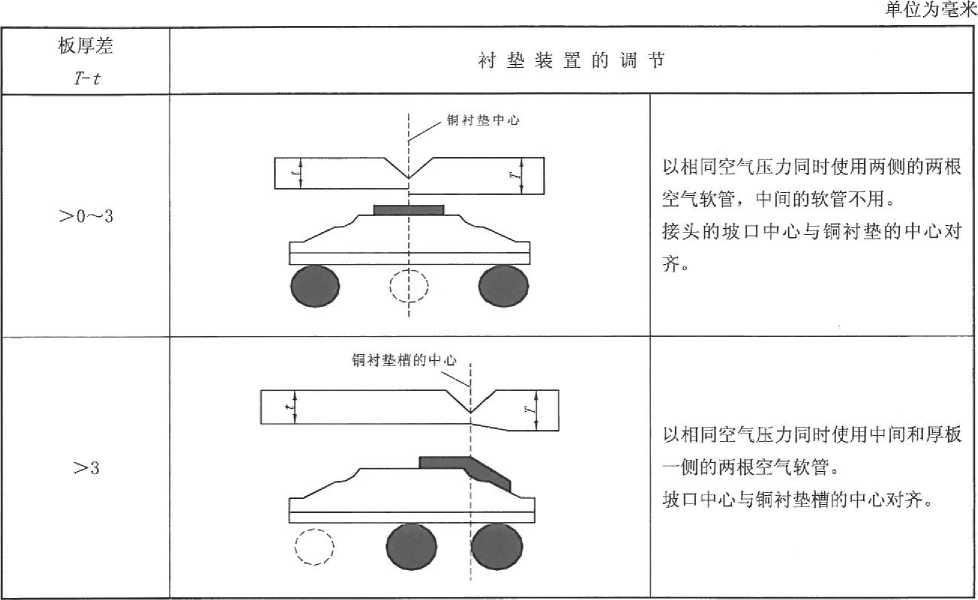
6.1.3坡口型式及坡口加工精度见表2。当被焊钢板存在板厚差时,焊缝坡口以薄板坡口为准。板厚 差不大于3 mm时,厚板不削斜;板厚差大于3ι≡时,需将厚板削斜,削斜长度应不小于板厚差的4 倍。
表2坡口型式与坡口加工精度
6.2装配要求 6.2.1装配前应检查母材的坡口型式和尺寸。
6.2.2母材装配精度见表3。
表3装配精度
单位为毫米
|
坡口型式 |
__ 允许量________ | |
|
_____根部间隙b_____ |
板边差PI-P | |
|
σ 构架面 |
≤1 |
. ≤1 |
|
b CII -—--以. | ||
6.2. 3母材根部间隙处理应按表4的规定进行。
表4母材根部间隙处理
单位为毫米
|
根部间隙 b |
处理方法 |
|
≤1 |
可不处理。 |
|
>1~2 |
罗障話 嘍坡福莱自动或手工电弧焊进行_层封底焊,封 戚鬲7嵌度和 盗焊焊缝相同___________ |
|
_____W |
約少玲U使其符毒?Z曜间隙? |
6. 3定位焊要求

6.3.3
:无水、
、铁锈
影响焊缝质量的车
备注
0 mm氾囲 去清除。
焊接参数贝
圖
焊接方法
材料
COz气体保护尹
焊条电弧焊
定位焊应在
6.3.1坡口及边: 间底漆应采用砂耳
6. 3. 2定位焊用
120—150
140—180
焊接参数
焊接电流
A
单位为毫米
烘焙温度
350 ,C X 2 h
化皮等杂
焊接材料
电孤电压
V

母材相匹配的 策芯或药芯焊丝
土材相匹配的
氢焊条
200〜
焊缝
~500
图2定位焊的长度和间距
22 〜26
浙距见图2。
6.3.4
6. 3.5
6.3.6
定位焊顺序应从待焊焊缝终端向始端进行,第一个定位焊距焊缝终端为500 装配时,如果出现两块钢板局部不平整,可在两个定位焊之间加点焊固定。 定位焊缝不应有气孔、夹渣和裂纹等缺陷。
IlImD
6.4引弧板和熄弧板的安装 6.4.1在焊缝开始端应安装引弧板,在焊缝结束端应安装熄弧板。引弧板和熄弧板釆用与母材相应等 级的船用钢,板厚应与母材相同或小于母材板厚1 ≡∏〜2 InnU不同厚度板对接焊时,引弧板和熄弧板
的厚度应与较薄母材的厚度相同Q
6. 4. 2引弧板和熄弧板的外形尺寸为(300 mm±50 mm) X (300 πun±50 mm),引弧板和熄弧板与母
材端部连接的一侧应开单V型坡口,坡口角度为30° ,见图3的A-A剖面。
6.4. 3
a)
b)
安装引孤板和熄弧板不应在铜板反面形成I 釆用弹性熄弧工艺,引弧骅 后沿对接焊缝坡口的也成& 150 mm,见图 3; 釆用阶梯法拘由 用阶梯法拘刺鰻
71*板和熄弧板的安装形式如下; 瓠板中丿喚与蠢瞞雎口中心对齐,引弧板和熄弧板安装 虫製,碳赧度与坡口曲碳刨长度距母材端头不小于
林館坡口 c⅝对齐,焊缝始端和终端釆 见E
引弧板
息弧工艺引弧板和熄弓
斯拘束a
单位为毫米
弹性熄孤吨
須:乙決切却
碳刨糟
幸乙快切割槽
单位为毫米
熄弧板
'1层焊缝 层焊縫

图4阶梯法拘束焊接工艺引弧板和熄弧板的安装
6.4.4引弧板和熄弧板定位后,采用COz半自动气体保护焊或焊条电弧焊的方法分别将引孤板和熄弧 板与母材连接的单V型坡口填平。
7焊接工艺 7.1焊接前应对装配质量进行检查。
7.2板厚为10 IlIm〜13 mm时,应采用FCB法双丝埋弧自动单面焊,见图5a);板厚为14 mm〜35 mm 时,应采用FCB法三丝埋孤自动单面焊,见图5b)。

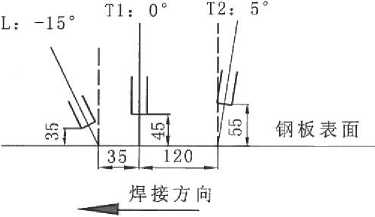
a) FCB法双丝埋弧自动单面焊 b) FCB法三丝埋弧自动单面焊
图5 FCB法多丝埋弧自动单面焊
7. 3空气软管的充气压力为0. 08 MPa〜0. 10 MPao
7.4铺撒衬垫焊剂前,应清理铜衬垫板上剩余焊剂、熔渣等杂质。当空气湿度较大时,应预热去除水 份。衬垫焊剂的铺撒应均匀,厚度为4 mm〜6 mm;宽度为IOO mm~120 mm。
7 5坡口中心应与铜衬垫板中心对齐。当铜衬垫板和母材紧贴后,焊接前应釆用铁锤或钢棒沿坡口两 侧均勾地敲击母材,使衬垫焊剂和母材更紧密贴合。
7.6对接时,应对焊接衬垫装置进行调节,见表6。
表6衬垫装置的调节
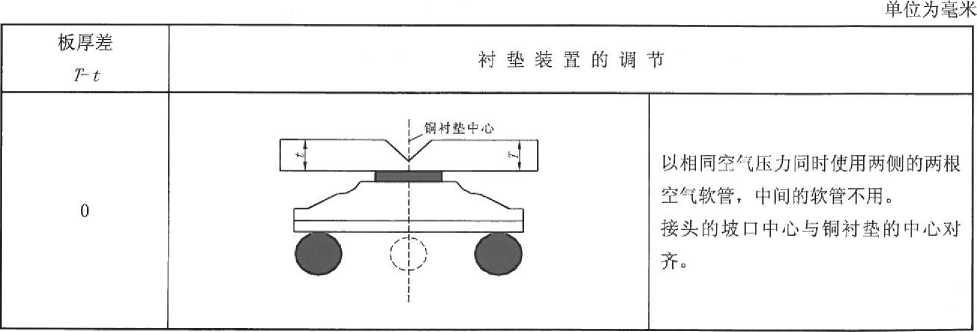
表7衬垫装置的调节
7.7表面焊剂铺撒高度,以不暴露电弧为宜。
8焊接参数 8.1焊接参数参见附录B。
8.2当板厚不同时以薄板板厚选择焊接参数。板厚差大于1.5 mm且不大于3 mm时,Z电极电流增加 50 AO
8.3焊接时可根据坡口角度和间隙大小调整焊接参数,但应控制焊接热输入的变化量,其上限值应不 大于焊接工艺认可试验时使用值的10%,下限值 应不小于使用值的25 %。
9焊缝质量检验及返修
9. 1检验
9.1.1焊接结束后,焊工应对焊缝的正反面进行自检,对需修补的焊缝应作出明显的标记。
9.1.2焊缝正反面不允许存在气孔、焊瘤、烧穿等缺陷,如果发现上述缺陷,应进行修补。
9.1.3焊缝内不应存在裂纹。焊后应对焊缝始端0.5 m范围内和终端1 m范围内进行超声波探伤,如 果发现裂纹,应用碳弧气刨去除后进行补焊。补焊后在补焊焊缝的两端各延长IOomn区域内再进行超 声波探伤。
9. 2返修补焊
9. 2.1釆用COz半自动焊或焊条电弧焊修补的爆缝长度应不小于50 mmɑ
9.2.2对FCB法对接焊缝在始端和终端采用阶梯法封焊后反面无法成型的部位,应用碳弧气刨整修后 进行补焊。
9.2.3对烧穿部位,应先焊补正面焊缝,然后用碳孤气刨清理反面焊缝,再行补焊。
10安全防护
10. 1
10. 2
焊接时应加强场地通风。
附录A
(资料性附录) 焊接材料推荐组合
焊接材料推荐组合参见表A. L
表A. 1焊接材料选择
|
焊接材料 组合 |
_____________焊接材料________ |
钢板适用级别 | |||
|
名称 |
_____牌号 |
认可级别 |
一般强度钢 |
高强度钢 | |
|
组合1 |
焊丝 |
JHW-FCB-IW |
2Y |
A、B、D |
AH32、 AH36、 DH32、 DH36 |
|
表面焊剂 |
JH^FCB-I | ||||
|
衬垫焊剂 |
JHW-FCB-IR | ||||
|
组合2 . |
焊丝 |
Y-DL |
2、2Y | ||
|
表面焊剂 |
NSH-50M | ||||
|
衬垫焊剂 |
NSH-IRM | ||||
|
组合3 |
焊丝 |
Y-DM3 (L 电极)、 Y-DL(TI电极、T2电极) |
3、3Y |
A、 B、 D、 E |
AH32、 AH36、 DH32、 DH36、 EH32、 EH36 |
|
表面焊剂 |
NSH-55EM | ||||
|
衬垫焊剂 |
NSH-IRM | ||||
|
组合4 |
焊丝 |
US-36 | |||
|
表面焊剂 |
PF-I55E | ||||
|
衬垫焊剂 |
PF-I50R | ||||
焊接参数见表B. 1。
附录B
《资料性附录) 焊接参数
表B. 1焊接参数
|
板厚t mm |
极数 |
坡口形状 | |
|
10 |
2电极 |
60° | |
|
12 〜13 | |||
|
14 〜15 | |||
|
t ) |
一5 I | ||
|
16 〜17 |
3电极 |
0〜L |
3 |
|
18 〜19 | |||
|
20 〜21 |
50° | ||
|
Γ) \ |
∕l | ||
|
22 〜23 |
⅛44J | ||
|
24 〜25 |
50° Γ7 | ||
|
26 〜27 | |||
|
28 〜29 |
LL∖ | ||
|
0→. |
I | ||
|
30—31 | |||
|
32 〜33 |
50° | ||
|
34 | |||
|
EO |
ɪ K | ||
|
35 |
O〜Ir | ||
|
电极 |
"W 直径 mm |
电流 A |
电压 V |
焊接速度 cm/min |
热输入量 kJ/cm |
|
-L- |
4.8 |
~950~ |
-36~ |
95 |
46.6 |
|
~~vi- |
900 |
44 | |||
|
-L~~ |
IoOo |
36- |
93 |
49.6 | |
|
-fl- |
930 |
44 | |||
|
-L- |
1120 |
36 |
75.0 | ||
|
-^fi- |
980 |
40 | |||
|
T2 |
6,4 |
800 |
46 | ||
|
-∖Γ~ |
4.8 |
1150 |
—3B - |
87 |
■87.0 |
|
TI |
1050 |
40 | |||
|
T2 |
6.厂 |
930 |
46 | ||
|
~~L^~^ |
4.8 |
1190 |
36 |
85 |
92. 1 |
|
TI |
IlOo |
40 | |||
|
T2 |
6.4 |
950 |
46 | ||
|
L |
4. 8 |
1210 |
36 |
81 |
100. 4 |
|
TI |
1150 |
40 | |||
|
T2 |
6.4 |
IOOO |
46 | ||
|
L |
4.8 |
1240 |
36 |
76 |
109. 7 |
|
Tl |
1150 |
40 | |||
|
T2 |
6.4 |
1050 |
46 | ||
|
^~L~ |
4.8 |
1300 |
36 |
72 |
120 |
|
Tl |
1210 |
40 | |||
|
T2 |
6.4 |
1060 |
46 | ||
|
L |
4.8 |
1380 |
36 |
66 |
138. 4 |
|
Tl |
1300 |
40 | |||
|
T2 |
6.4 |
HOO |
46 | ||
|
L |
4.8 |
1400 |
36 |
62 |
148. 1 |
|
Tl |
1300 |
40 | |||
|
T2 |
6.4 |
IlOO |
46 | ||
|
L |
4.8 |
1400 |
36 |
57 |
161. 1 |
|
TI |
1300 |
40 | |||
|
T2 |
6.4 |
IwO |
46 | ||
|
L |
4.8 |
MOO |
36 |
48 |
191.3 |
|
TI |
1300 |
40 | |||
|
T2 |
6.4 |
IlOo |
46 | ||
|
-Γ~ |
4. 8 |
1400 |
36 |
44 |
202. 6 |
|
TI |
1300 |
40 | |||
|
T2 |
6.4 |
一痂6~ |
一46 | ||
|
^~L^~ |
4.8 |
1400 |
36 |
42 |
215, 3 |
|
Tl |
1300 |
40 | |||
|
T2 |
6.4 |
1050 |
46 |
LLoZl8R z∖8o
中华人民共和国 船舶行业标准
FCB法多丝埋弧自动单面焊焊接工艺 CB/Z 278-2011
*
中国船舶工业综合技术经济研究院出版 北京市海淀区学院南路70号 邮政编码:100081 网址:www.shipstd.com.cn 电话:010 — 62185021 船舶标准信息咨询中心发行 版权专有不得覇印
*
开本880X1230 1/16印张0.75字数5.37千字 2011年12月第1版 2011年12月第一次印刷 印数1 一500
*
船标出字第2011107号 定价27元