
ICS 75. 180
P 72
备案号:J509-2017
中华人民共和国石油化工彳亍业标准
SH/T 3538—2017
代替 SH /T 3538—2005
石油化工机器设备安装工程 施工及验收通用规范
General SPeCiflCatiOn for COnStrUCtiOll and acceptance Of mechanical equipment installation in petrochemical industry
2017-04-12 发布
2017-10-01 实施
中华人民共和国工业禾口信息、化咅∣3 发布
附录A (资料性附录)每一组垫铁的最小面积计算和常用垫铁选用
附录E (规范性附录)钢丝直径与重锤重量的选配及钢丝自重下垂度
COntentS
SH/T 3538—2017
AnneX A (InfdrmatiVe) Pad iron,SminimUm area CaICUIatiOn and COmmOn Pad iron,S SeleCtiOn
AnneX B (InformatiVe) RUleS Of PreSSUre grouting method and a PIaSma methodf∂r PIaCe Pad irons
AnneX C (InfdrmatiVe) MOUnting WithOUt PIateS Or PadS
AnneX D (InfbrmatiVe) Tightening torque and axial force Of anchor bolt VaIUe
AnneX E (NOrmatiVe) Wire diameter and Weight matching and Wire Weight Sag
AnneX F (NOrmatiVe) CaICUlatiOn method for deviation Of rotor Shaft
AnneX G (InfdrmatiVe) AIignment method Of the IaSer
AnneX H (InfbrmatiVe) COmmOn anti-seize grease
AnneX J (InfbrmatiVe) CIeaning IiqUid formulation
AnneX K (InfbrmatiVe) DegreaSant
AnneX L (NOrmatiVe) CaICUIatiOn method Of bolt StifIheSS and COnneCtiOn StiffheSS
AnneX M (InfbrmatiVe) With OVer fitting assembly method Of SUrPIUS
AnneX N (InfbrmatiVe) TemPeratxIre CaICUIatiOn Of interference fit
AnneX P (NOrmatiVe) Belt drive tension adjustment
AnneX Q (InfbrmatiVe) PiPe acid PiCkling miX
EXPIanatiOn Of WOrding in this SPeCifiCatiOn
.11, —»—
冃IJ R
根据中华人民共和国工业和信息化部《2013年第四批行业标准制修订计划》(工信厅科[2013]217 号)的要求,规范编制组经广泛调查研究,认真总结实践经验,参考有关国际标准和国外先进标准, 并在广泛征求意见的基础上,修订本规范。
本规范共分10章和15个附录。
本规范是在SH/T 3538—2005《石油化工机器设备安装工程施工及验收通用规范》的基础上修订 而成,修订的主要技术内容是:
——增加了化学锚栓地脚螺栓、变速器、干气密封和激光对中的安装技术要求;
——明确了开箱检验组织形式,增加了对附属压力容器、压力管道和电气、仪表设备、管道及管 件的检验要求;
——增加了机器设备灌浆用混凝土灌浆材料的检验和试块留存的规定,同时增加了釆用树脂基材 料灌浆和机器设备底座或机座腔体内灌浆的技术要求;
——增加了机器零部件及附属管道清洗、吹扫、酸洗、冲洗和脱脂方法和检测合格要求,并对使 用过的酸洗液和脱脂清洗液排放提出要求;
——增加了对精制螺栓和高强螺栓装配、液压套合工具装拆组件和密封胶密封使用的注意事项和 技术要求;
——补充了单机试运转的技术要求;
一删除了原附录E和原附录H,将原规范正文中的“每一组垫铁的最小面积计算和常用垫铁选 用”内容调整为资料性附录A,原附录B由规范性附录改为资料性附录;增加了资料性附录 N “过盈配合加热温度计算”。
本规范由中国石油化工集团公司负责管理,由中国石油化工集团公司施工技术南京站负责日常管 理,由北京燕华工程建设有限公司负责具体技术内容的解释。执行过程中如有意见和建议,请寄送日 常管理单位和主编单位。
本规范日常管理单位:中国石油化工集团公司施工技术南京站
通信地址:江苏省南京市江宁区东山镇科建路1189号
邮政编码:211100
电 话:025-87117295
传 真:025-87117526
本规范主编单位:北京燕华工程建设有限公司
通信地址:北京市房山区燕山岗北路2号
邮政编码:102502
本规范参编单位:中石化南京工程有限公司
本规范主要起草人员:陈继然沈丽薛长林孙桂宏
本规范主要审查人员:王立印葛春玉王树华龚建华郭建郑学鹏王小明朱杰
郑刃宋嘎子王德辉曹永军衡井武翁德斌王刚李占九
本规范2006年首次发布,本次为第1次修订。
学兔兔 www.bzfxw.com
1范围
本规范规定了石油化工机器设备安装过程的机器设备开箱检验、基础处理和灌浆、零部件清洗和 装配、对中找正和单机试聲留性驻挫菖蕾
' 化匸、煤化工和天然气化工建设工程项目机器设备〃'"" "収
2规范性引用文件
下列文件对于本规范4应用是必不可少的。凡■■日期的♦用丈件,[仅注日期的版本适用于本规
范。凡是不注日期的引用文件,其最新版2,(包括所有]j修改单)适用于本规范。
GB/T1184形状和位置公差、未注公,值
GB 5903工业闭式齿轮油
GB/T 7324 通用锂聲陞
GB 8978污水综合排放标准
GB 50204 ;'昆凝I:结施工质量验收规范
GB 50205钢结构「程施工质量验收规范
GB 50484石油化工*设工程施工安全技术规范
GB/T 51007 石油化爵费
HG/T 2387
HG 20202
JB/T 5994
SH/T 3503
SH/T 3510
SH/T 3536
SH/T 3543
SH/T 3550
化学清洗质量标
i施工及验收规范
装配通用
石油化H
石油化工■基础
石油化:!「
石油化工
石油化:!
技术要求
建设工程项目交I技术文件规 程施工质
3术语和定义
.工程起重 建设工程 建设工程

工规V
冃施
目施
过程技 技术文件
下列术语和定义适用于木规范.
3. 1
机器设备mechanicaf

件规
定
制规范
通过机械运动完成工艺过程的压缩机组、汽轮机组、泵组、搅拌机械、过滤机、风机、干燥机等, 包括主机、驱动机和附属设备。
3.2
基础放线 foundation Setting OUt
在基础表面划出机器设备安装及验收的基准线。
3.3
定位基准 POSitiOning datum IeVel
用来确定机器设备安装位置的点、线、面基准。
SH/T 3538—2017
3.4
就位 Iifting in PlaCe
将机器设备按规定摆放到安装位置的过程。
3.5
初找正 PreIiminary IeVeling
地脚螺栓孔一次灌浆或锚固地脚螺栓固定前机器安装中心、水平和标高的调整。
3.6
最终找正 final IeVeling
在机器设备的地脚螺栓紧固的情况下对机器设备安装中心、水平和标高的调整。
3. 7
—次灌浆 first grouting
机器设备初找正后对地脚螺栓孔的灌浆。
3.8
二次灌浆 SeCOnd grouting
机器设备最终找正后对基础的灌浆。
3. 9
轴对中 Shaft alignment
调整轴线相对于基准轴线的径向位移和轴向倾斜至符合规定的过程,又称联轴器找正。
3. 10
径向位移 radial displacement
轴线相对于基准轴线在径向位置上的偏移量。
3. 11
轴向倾斜 angle displacement
轴线相对于基准轴线的倾斜程度。
3. 12
装配 assembly
按规定的技术要求将若干零件组合成部件或将若干零件和部件组合成机器的过程。
3. 13
压入 5去装酉己 assembling by PreSSing in
用静力或冲击力装配零部件的方法。
3. 14
温差法装配 assembling by temperature differential
用加热包容件或冷却被包容件来装配过盈配合或过渡配合件的方法。
3. 15
抬轴法 Shaft Iifting
在轴颈和轴承盖的最高点各打上一只千分表,用专用工具缓慢均匀地将轴垂直向上抬起,直到轴 承盖处的千分表产生0.005mm读数为止,测得轴颈千分表数值即轴承径向间隙值的方法。
3. 16
压铅法 Iead extrusion
把轴颈放在轴承下瓦上,在上瓦和轴颈之间放入软铅丝,用螺栓紧固轴承壳,然后打开轴承壳和 上轴瓦,测量被压软铅丝厚度,再按公式计算出轴承径向间隙的方法。
3. 17
轴承紧力 the tight POWer Of bearing
轴承在工作过程中,为了防止轴承在轴承座内发生转动或轴向移动,使轴承体和轴承座为过盈配 合的过盈量值。
3. 18
夹帮 PinCh from both sides
对开式轴承体中,滚动轴承外圈与轴承座在中分面位置的间隙不能吸收由于轴承紧力产生的变形, 使轴承外圈向内变形过大,对轴承造成损坏的现象。
3. 19
修帮 trimming mid SeParate Of bearing
装配对开式滚动轴承体时,对轴承盖与底座接合面按规定进行修整的过程。
3. 20
刮研 SCraPing
用涂色法检查零部件之间的接触情况,利用刮刀或铿刀对接触面进行刮削,使其接触面满足技术 要求的方法。
3.21
脱脂 degreasing
用脱脂剂或其他相适宜的方法除去机器设备、零部件和管路含有的油(脂)。
3.22
酸洗 PiCIding
使用特定的除锈、钝化清洗液,除去金属表面油污、锈皮和氧化层的过程。
3.23
油冲洗 OilfIUShilIg
使用润滑油或其他相适宜的溶液,循环清洗油系统管道和设备内表面的过程。
3.24
单机试运转SOIO test run
检验机器的机械性能、安装质量符合规范和设计文件要求的运转过程。
3. 25
干气密封dry gasseal
一种气膜润滑的流体动、静压结合型非接触式机械密封。
3.26
激光对中 IaSer based alignment SyStemS
根据安装在联轴器上的激光探测器测量结果,即时计算并显示两转子垂直方向和水平方向偏差值 以及机器设备前后支脚位置调整量,调整机器设备前后支脚位置的水平偏差和垂直偏差,直至两转子 同轴度偏差符合规定的过程。
4基本规定
4.1本规范中各类机器设备安装工程施工及验收除执行本规范外,还应执行产品技术文件、设计文件 和机器设备安装专业规范等国家现行标准的有关规定。
4.2机器设备的单机试运转应在机械中交前完成,对需要在装置联动试车时方可进行试运转的机器设 备,可放置到机械中交后进行。
4.3安装过程中涉及到的土建、配管、辅属设备、电气、仪表、防腐、隔热等工程的施工及验收,除 应符合设计文件和本规范规定外,还应执行相应专业技术规范。
4.4安装过程中使用的计量和检测器具、仪器、仪表和设备,应符合国家现行有关标准的规定,其精
度等级应满足检测项目或被检对象的精度要求。
4.5机器设备吊装和运输时,应按吊装标志进行,起重施工应执行SH/T 3536的规定。
4.6安装过程中应保持机器设备内外清洁,不得有异物掉入或遗落在机器设备体内。
4. 7使用的各类机具、润滑油、润滑脂、清洗剂、脱脂剂及各种消耗材料等应符合产品技术文件要求, 并不得对机器设备体内造成污染。
4. 8机器设备零部件和组触记录;装配时不得损坏机器 设备机体、零部件和组件。
4.9机器设备安装过程中 5机器设备安装准备
的安全和劳动保护使用应符合GB 50484中的有助己
5.1 一般规定
5. 1. 1
5. 1.2
5. 1.3
5. 1.4
设计文件和产品技术文件齐备,确皀的施工方案或安装工艺应符合现场实际,并科学可行。
釆购单位应保证所供应的机器设备及其附件的实体质量,并应提供完整的质量证明文件。
机器设备本体组/也装材料应符技术文件的规定。
产品供货商配套提供的电气、仪表和工艺管道设备及其他材料,应符合设计文件和产品技术<
件要求,并应有完整的质*证明文件.
5.1.5当需要&用IjLfbl专用♦.具应由机器设备供应商随机提供,
GB/T51007 的规定。
5.1.6混凝土机器设备基础交安后,其周边不得再进行深基坑或降水施工。 k
附清单和用途说明,并符合


:上不宜再进行焊接施
5.1.7钢结构机器设备基「出交安后,钢结
5.2技术文件
5. 2. 1
a)
b)
C)
机器设备安装前应
施工合同;
安装平面布置图、
制造厂提供的机#设备出丿一卒量证 转记录、装配图纸和安装使駅说
转记录、装配图纸和安装使駅说
相关规范;
施工技术文件。
机器设备安装前应
施工技术文件的编
具备下列技术耳
基础图、
d)
e)
5.2.2
5.2.3 底。
5.3开箱检验和保管

理等相关技术近瓦
。进行图纸核查。
和审批应符合SH/T 35
关重辨冬件的质*检测报告、装配记录、试运 单等;
的麒定,施工前应向参与施匚的人员进行技术交

5.3.1开箱检验应由釆购单位负责组织,建设单位、监理单位和施工单位参加,随机附件较多的机器 设备开箱检验时,应有制造厂或供应商代表参加。
5. 3. 2开箱检验应按照采购技术协议和装箱清单对机器设备进行下列检査,并作出开箱检验记录:
a) 检查包装箱号、箱数及包装状况;
b) 核对机器设备的名称、型号、规格;
C)清点机器设备产品技术文件、安装技术文件、质量证明文件,及附属压力容器、压力管道和 安全附件的质量证明文件、制造生产的资质证明文件、相关产品的技术参数和试验报告;
d)进行主机、附属设备及零部件外观检查,并核实零、部件的品种、规格、数量等;
e) 按照釆购协议核査机器设备制造厂提供的工艺管道、管件、连接件和静密封件;核査机器设 备制造厂提供的电气和仪表专业用设备元器件、管道、管件、连接件和密封件;
f) 核査随机设备、散装的工艺管材、管件,应有满足相关标准的安装图纸、质量证明文件或合 格标识;核查随机电气、仪表设备,应有安装图纸、质量证明文件、安装操作使用说明书和 校验记录;
g) 核査密封预安装件和紧固件;
h) 核查机器设备安装专用工具、专用消耗材料和机器设备试运行所需备品、配件。
5.3.3
5.3.4
5.3.5
与机器设备配套的亍验收。
机器设备的备品、
对于精密仪表设备
配件和暂时不安装的零部件,应做好标识和保护,妥善保管。
、备品配件和其他特殊设备和材料的储存、保管和发放应统苹理
5.4施工现场
5.4. 1
平整;
5. 4. 2
5. 4.3
5. 4. 4 _
5.5 基础检查、复测及处
5. 5. 1机器设备基础的R⅛ 几何尺寸和质量要求,应符合GB 50204

、 ■,,一、— 乂長5.5.1对机器设备基础位置和几何尺寸进行
机器设备安装前,施工现场土建工程具备安装条件,基础附近的地F「.程LL基本完成,场地已 施工运输和消防道路畅通。
施工用的水、电、气、汽与安装用
施工现场应具备防火、防风、防雨I防冻等安全
工完成,斂监
施工现场和机器周Ii
的起重运输设


备及零部件、配件存放设施具备使用条件。 址护设施。
规定,并应有验收资料或记 检。
单位为mm
|
项目名称 |
I q |
允许偏差 | |||||||
|
纵、横轴线坐标位置 |
20 | ||||||||
|
不同平面的标高 |
_ |
_ _ |
0 ___________ςς20____________ | ||||||
|
平面外形尺寸 |
±20 | ||||||||
|
凸台上平面外形尺寸 |
O ________z20_________ | ||||||||
|
凹穴尺寸 |
__ |
+20 | |||||||
|
平面的平整度 |
每, |
5 | |||||||
|
全长 |
10 | ||||||||
|
垂直度 |
每米 |
5 | |||||||
|
WI |
I |
10 | |||||||
|
预埋地脚螺栓 |
顶端标高 |
+20 ______________O_____________ | |||||||
|
中心距a |
±2 | ||||||||
|
预留地脚螺栓孔 |
中心位置 |
10 | |||||||
|
深度 |
+20 _____________O____________ | ||||||||
|
孔壁的铅垂度 |
10 | ||||||||
表5.5. 1机器设备基础尺寸及位置的允许偏差(续) 单位为mm
|
项目名称 |
允许偏差 | |
|
贯穿式地脚螺栓孔 |
中心位置 |
5 |
|
带槽的锚板平整度 |
5 | |
|
带螺纹孔的锚板平整度 |
2 | |
|
a在根部和顶部两处测量,目的是测量地脚螺栓中心距的同时检查地脚螺栓的垂直度。 | ||
5.5. 2基础上应明显地标出标高基准线、纵横中心线及预留孔中心线,在建筑物上应标有坐标轴线及 标高线,重要机器设备的基础应有沉降观测点。
5.5.3基础外观应验收合格,不得有裂纹、蜂窝、空洞、露筋等缺陷。
5. 5.4机器设备安装前应对混凝土基础做如下处理:
a) 铲出麻面,麻点深度宜不小于IOmm,密度以每平方分米内有3个〜5个点为宜,表面不应有 油污或疏松层;
b) 放置垫铁或支持调整螺钉用的支撑板处(至周边约50mm)的基础表面应铲平;
C)地脚螺栓孔内的碎石、泥土等杂物和积水,应清除干净;
d) 预埋地脚螺栓的螺纹和螺母表面粘附的浆料应清理干净,并进行妥善保护;
e) 贯穿式地脚螺栓锚板位置基础表面应平整,锚板贴合后水平度偏差不得大于2mm∕mo
5. 5.5金属钢结构机器设备基础平台检查验收应符合下列规定:
a) 金属钢结构机器设备基础平台按照设计文件施工完成,劳动保护设施齐备;
b) 基础平台强度和刚度应满足设备承载和正常运行要求;
C)基础平台在机器设备地脚螺栓位置应有支撑垫板或支座,支撑垫板或支座面积应满足机器设 备找平、找正要求;
d) 支撑垫板或支座加强筋板安装位置应方便地脚螺栓的紧固;
e) 金属钢结构机器设备基础平台安装施工应符合设计文件和GB 50205规范规定。当设计文件无 规定时,机器设备安装前宜按表5. 5. 5对金属钢结构机器设备基础尺寸和位置进行检査验收。
表5.5.5金属钢结构机器设备基础尺寸和位置的允许偏差 单位为mm
|
项目名称 |
允许偏差 | |
|
纵、横轴线坐标位置 |
与其他设备无机械联系 |
10 |
|
与其他设备有机械联系 |
5 | |
|
基础平台标高 |
与其他设备无机械联系 |
O _____→0______ |
|
与其他设备有机械联系 |
O —5 | |
|
同一平面支撑垫板或支座顶面相对标高 |
相邻支撑垫板或相邻支座 |
1 |
|
支撑垫板和支座顶面水平度 |
每米 |
2 |
|
地脚螺栓孔 |
距中心位置 |
2 |
6机器设备安装
6. 1 一般规定
6. 1. 1安装机器设备过程中应对基础周边施工环境进行检查和确认,劳动保护应符合GB 50484的规 定。
6.1.2混凝土基础的承重面应预留一定的垫铁高度或二次灌浆层高度。对于中小型机器设备,预留 30mm〜50mm;对于大型机器设备,预留50mm〜70mm。
6.1.3基础的刚度、强度和稳定性应满足设计要求,不应有下沉、倾斜现象。
6.1.4 一次灌浆、二次灌浆、试块取样和混凝土养护,应由专业人员进行,并应按照GB50204规范 执行。
6.1.5地脚螺栓、螺母和垫片应与机器设备配套,并应符合产品技术文件和设计文件的规定。
6.1.6机器设备就位后,应放置平稳,防止变形,对重心高的机器设备应采取措施防止机器设备的摇 动或倾倒。
6.1.7找平、找正基准面和测点选择应以最能保证机器设备工作精度的主要面作为基准,确定后应注 意保护。
6.2放线
6.2.1机器设备就位前,应按施工图和有关建筑物的轴线及标高线,划出安装的基准线。
6.2.2有相互连接、衔接或排列关系的设备,应划定共同的安装基准线。
6.2.3平面位置安装基准线与基础实际轴线或与厂房墙(柱)的实际轴线,其允许偏差为20mm。
6.3有垫铁安装
6. 3.1垫铁组布置应符合下列规定:
a) 在地脚螺栓两侧各放置一组,应使垫铁靠近地脚螺栓,当地脚螺栓间距小于30Omm时,可在 各地脚螺栓的同一侧放置一组垫铁;
b) 相邻两垫铁组的间距,可根据机器的重量、底座的结构型式以及载荷分布等具体情况而定, 宜为 50Omm~1 000mm;
C)对于带锚板的地脚螺栓两侧的垫铁组,应放置在预留孔的两侧。
6. 3. 2垫铁表面平整,无氧化皮、飞边等。斜垫铁的斜面粗糙度不得大于Ral2∙ 5μm,斜度宜为1 : 20~ 1 : 10,对于重心较高或振动较大的机器设备釆用1 : 20的斜度为宜。
6. 3. 3每一组垫铁最小面积应满足混凝土基础强度要求,垫铁最小面积计算和选用可参照附录A。
6.3.4斜垫铁应配对使用,与平垫铁组成垫铁组时,垫铁的层数宜为三层(即一平二斜),最多不宜 超过五层,薄垫铁厚度不应小于2mm,并放在斜垫铁与厚平垫铁之间。斜垫铁可与同号或者大一号的 平垫铁搭配使用。垫铁组的高度宜为30mm~70mmo
6. 3.5垫铁直接放置在基础上,应整齐平稳、接触良好,接触面积应不小于50%。平垫铁顶面水平度 的允许偏差为2mm∕m,各垫铁组顶面的标高应与机器底面设计安装标高相符。
6.3.6若采用压浆法或座浆法放置垫铁,放置方法参见附录B。
6.3.7机器设备找平后,垫铁组布置应符合下列要求:
a) 每一垫铁组应放置整齐平稳,接触良好,并应露出底座IOmm〜30mm;
b) 地脚螺栓两侧的垫铁组,每块垫铁伸入机器设备底座底面的长度,均应超过机器设备地脚螺 栓孔中心;
C)机器设备底座的底面与垫铁接触宽度不够时,垫铁组放置的位置应保证底座坐落在垫铁组承 压面的中部;
d)配对斜垫铁的搭接长度应不小于全长的3/4,其相互间中心线偏斜角应不大于3°。
6.3.8机器用垫铁找平、找正后,对垫铁组应做如下检査:
a) 用0.25kg或O. 5kg的手锤敲击检查垫铁组的松紧程度,应无松动现象;
b) 用0.05mm的塞尺检查,垫铁之间及垫铁与底座底面之间的间隙,在垫铁同一断面处从两侧 塞入的长度总和,不应超过垫铁长(宽)度的1/3。
6.3.9垫铁组检查合格后应在垫铁组的两侧进行层间定位焊焊牢,垫铁与机器底座之间不得焊接。
6.3.10安装在金属结构上的机器调平后,其垫铁均应与金属结构用定位焊焊牢。
6.4无垫铁安装 6. 4.1釆用无收缩灌浆料或环氧树脂做二次灌浆的机器设备宜釆用无垫铁安装。
6. 4. 2机器釆用无垫铁安装时,应根据机器设备质量和底座的结构确定临时垫铁、小型千斤顶或调整
螺钉位置和数量,安装方法参见附录C。
6.4.3当机器设备底座上设有安装用调整螺钉时,应符合下列要求:
a) 支持调整螺钉用的支承板放置后,其顶面水平度的允许偏差为2mm nι,丨山基础接触面积不 小于50%,相邻及*虞板的顶Im标I;JJ偏差宜小T' +2mm:
b) 调整螺钉支承板[厚度宜大丁•螺钉的直径;
C)作为永久性支低的调整螺钉伸出机器底座的长度,应小于螺栓有亿。
6.4. 4在二次灌浆前,应剛垫铁采取神整螺钉和临时垫铁被二次灌 浆料污染。
6.4.5二次灌浆的要求,应符合本规范6. 7条的规定;]次灌浆层达到设计强度的75%以上时,方允许 松掉临时垫铁、小型千斤顶或顶丝,取出M时支撑件,打时复测水平度,并将空洞填实。
6.5地脚螺栓
6.5.1放置在预留孔中的⅛⅛脚螺栓,应符合下列要求:
a)地脚螺栓的光杆港分应无油污曄瓠化皮,螺纹部份应涂,上,雪输脂:
* . "E"",叫階仕中应垂直,垂直度允许偏差不得大于地脚螺栓长度的l/lOOmm;
C)地脚螺栓不应碰
d)
e)
6.5.2
拧紧螺母后,螺栓
螺母与垫圈、垫
拧紧地脚螺栓应行。拧紧力应均匀,拧紧力
据出长
与底座间均应接饷良好。

矩数值参见附录D。
6. 5. 3
a)
b)
C)
6.5.4
a)
b)
贯穿式地脚螺栓,

6. 5. 5

应符合重要求:
地脚螺栓的光杆申分及锚板,应刷防锈漆;
用螺母托着的钢南锚板,锚"J螺母之间应定位加尊窶或采取其他防松捎施;
当锚板直接焊在串脚螺栓上时,!謙焊缝高度应不
预埋的地脚螺栓应符合下列婆求:
地脚螺栓的坐标双相互尺寸应符合施工图 ■号


地脚螺於露出朮础部分应垂直,机器底座套入地脚螺栓孔后应,
不得有卡涩现象
化学锚栓地脚螺栓E






、于螺杆直径的1/2。


,调整余量,每个地脚螺栓均
a) 化学粘接剂应在有效期内,地脚螺栓锚固后应进行同条件下的拉拔试验,试验结果符合设计 文件要求;
b) 锚固螺栓表面应无油污或氧化皮,与化学粘接剂接触表面应有防脱措施;
C)锚栓孔内应干净,无灰土和积水,钻孔深度和螺栓插入深度满足设计要求。
6.5. 6安装在金属钢结构基础上的机器设备地脚螺栓应符合下列要求:
a) 地脚螺栓宜选用双头螺栓,每个地脚螺栓应按标准配置螺母和垫圈,对于振动较大的机器 设备应增加锁紧螺母或双螺母;
b) 安装在型钢端的垫圈应为调平垫圈,地脚螺栓紧固后应垂直。
6.6就位、找平及找正
6.6. 1机器设备吊装就位前应确认基础强度达到设计强度的75%以上,检查确认基础沉降和定位放线 符合安装要求。
6.6.2机器设备安装的定位基准面、线和点相对安装基准线的平面位置及标高允许偏差应符合表
6. 6. 2的规定。
表6.6.2定位基准的面、线、点对安装基准线的允许偏差
单位为mm
|
___________H亡毕 | ||||
|
项 目 | ||||
|
平面位置 |
标高 | |||
|
与其他设备无机械 |
联系 |
10 |
+20 _______ZIo____________ | |
|
与其他设备有机械 |
朕系 |
2 |
1 | |
6. 6.3机器设备找平、找正时,安装基准测量点应符合产品技术文件的规定,当产品技术文件无规定
时应在下列部位中选择:
a) 机体上水平或铅垂方向的主要加工面:
b) 支承滑动部件的申向而;
C)转动部什的轴预或外露轴的表面;
d) 联轴器的瑞而及外圆周面;
e) 机器上加「蒂度较高的表面。
6. 6.4机器设备安装水平度的允许偏差应符合产品技术文件的规定,并应符合下列规定:
a)
b)
C)
d)
e)
安装互相有连接、#J接或排列关
确定的测量基准
机器设备找平、找正后,其横向
O. 05mm∕m;
测量机器设备水t度时,
施工过程中应对,准面进行保护,
理。
6. 6.5
a)
b)
C)
的
位置应固定,
直线

)螺栓应按脈扭矩紧固;
<得碰撞、损伤,
机器设备时,安装基Ij线应统-;
粗糙度应能满足水平测量仪粘度要:求;
'I'度的允许偏差为O. IOmm/m
,纵向水平度的允许偏差为
(支


施工后对夕
'露的基准面应进行防腐蚀处
、平行≡∏[⅜⅜⅛i时,应御今下列规定:
釆川帀師•水平拉钢丝方法测量
T〔选川 .为0. 35mm~0. 5

U端应川沿轮.妇掌在同一标高面上;

量的选配及钢丝自重下垂以应符合附录E的规
整根钢丝;

6.7灌浆


6.7.1 一次灌浆工作,应在机器的初找平、找正后进行。二次灌浆工作,应在隐蔽工程验收合格、机 器设备的最终找平、找正后24h内进行。
6. 7. 2灌浆材料的检验及灌浆试块的留置应符合SH/T 3510的相关要求。
6.7.3地脚螺栓灌浆前,预留孔内的杂物、积水应清理干净;灌浆时不得使地脚螺栓歪斜或使机器设 备产生位移。
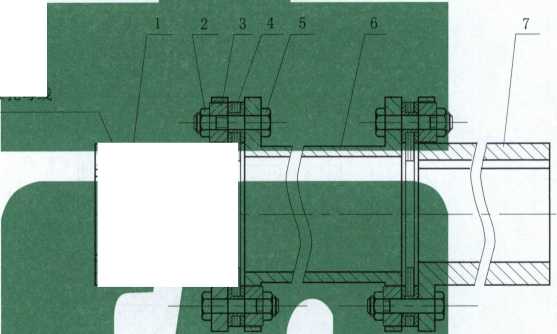
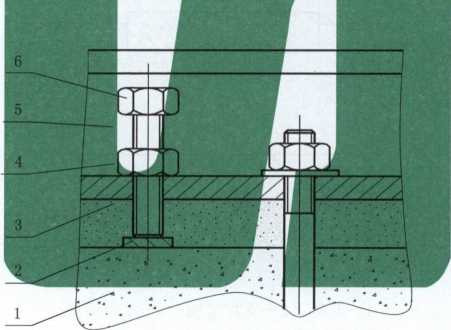
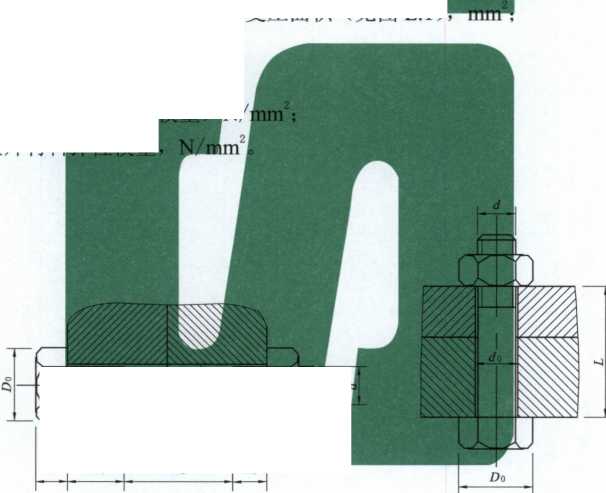
6.7.4贯穿式地脚螺栓孔灌浆时,如果产品技术文件无要求时,宜按图6. 7.4的要求进行浇灌:
a) 锚板应与基础底面平行并紧密接触,保证砂浆不外流和地脚螺栓垂直;
b) 填充砂应干燥。
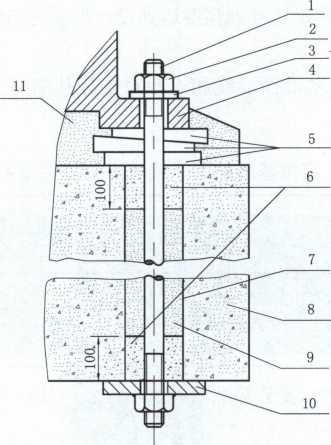
1 一地脚螺栓;2 —螺母;3 —垫圈;4-底座;5一垫铁组;6—砂浆层;
7—预留孔;8—基础;9一砂填充层;10—锚板;11 一二次灌浆层
图6.7.4贯穿式地脚螺栓孔浇灌示意
6. 7. 5与二次灌浆层相接触的底座底面应清洁无油垢。
6. 7. 6二次灌浆层的高度宜为30mm〜70mm。
6. 7. 7釆用水泥基灌浆材料,二次灌浆的基础表面应用水冲洗干净,并保持湿润不少于2h,灌浆前Ih 应吸干积水。釆用树脂基灌浆材料,混凝土表面应保持干燥。当环境温度低于5°C时,灌浆层应釆取保 温或防冻措施。
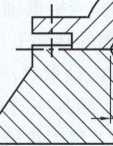
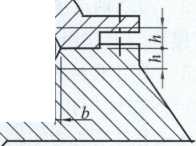
6.7.8二次灌浆前应按图6. 7. 8所示安设外模板,图中底座外缘至灌浆层外缘的距离C值应不小于 60mm,垫铁上表面至灌浆层上表面的最小距离*值应不小于IOmmo
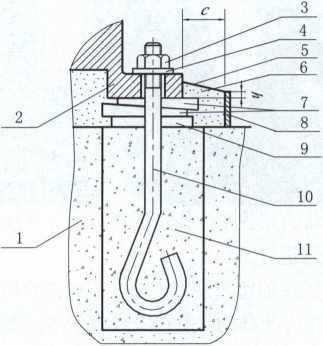
1一基础;2—底座;3—螺母;4一垫圈;5—灌浆层斜面;6—二次灌浆层;
7—成对斜垫铁;8—外模板;9一平垫铁;10—地脚螺栓;11一一次灌浆层
图6.7.8地脚螺栓、垫铁和灌浆示意
6.7.9二次灌浆层的灌浆施工应连续进行,不得分次浇灌。
6.7.10地脚螺栓预留孔内和二次灌浆层的灌浆用料应符合设计文件,其标号应比基础混凝土的标号 提高一级,灌浆用的混凝土及水泥砂浆的配合比应按GB 50204执行。
6.7.11釆用无收缩混凝土或微膨胀混凝土进行二次灌浆,应在施工前对原材料进行复检和配合比试 验,灌浆材料的检验及灌浆试块的留置应符合SH/T 3510的相关要求。
6.7.12现场配制浇筑灌浆料,应按本规范6. 7. 2条的规定执行,灌浆后应按规定养护。
6.7.13机器设备底座或机座腔体内灌浆应符合产品技术文件和设计文件要求。
6.8转子轴对中
6.8.1无间隔轴的联轴器调整两轴对中,应符合下列要求:
a) 转子轴的对中调整宜采用双表找正法或多表找正法;
b) 表的量程和精度等级应满足对中找正的要求;
C)表架的刚性应符合产品技术文件的要求;
d)两轴应同步转动,并应计及轴向窜动的影响。
6.8.2有间隔轴的联轴器调整两轴对中,应符合下列要求:
a) 应符合本规范6.8. 1条规定;
b) 转子轴的对中调整可采用单表找正法;
C)计算调整量时应计及找正架自身挠度对表值的影响。
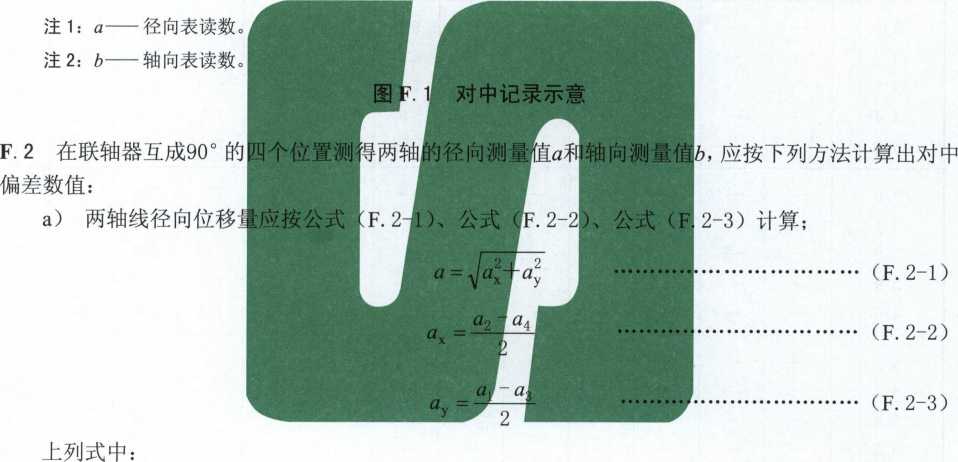
6.8.3对中偏差的计算方法应符合附录F的规定。
6.8.4转子轴对中调整、同心度测量及平面度测量等可釆用激光找正,找正方法参见附录G,并应符 合下列要求:
a) 激光发生器、探测器等测量系统元件的安装应稳固;
b) 预置输入显示器的基本技术参数,应符合机器技术文件的要求;
C)转子轴对中调整宜采用三点法(0。、90°和270° ),如果机器转子盘车受到限制,不能转动 180°时,可釆用任意三点法找正,轴转动角度至少为2个20° ;
d) 读数之前应先粗调整,使激光束完全射入靶区;
e) 应先调整垂直位移,后调整水平位移,并保证激光束始终全部射入靶区;
f) 找正过程中,应避免环境因素变化产生的影响。
7清洗与装配
7. 1 一般规定
7.1.1需要解体检査和清洗的整体供货机器设备,应符合下列要求:
a) 审阅机器的装配图、零部件图和说明书,了解机器拆卸解体和装配的技术要求,填写审图记 录;
b) 机器拆卸解体,应按照技术文件规定的方法和步骤进行,并正确使用各种工具;
C)在拆卸过程中,应及时测量拆卸件与有关零部件的相对位置、尺寸和配合间隙,并做出相 应的标识和记录;
d) 拆卸的零部件应分类、标识和妥善保管;
e) 拆卸的零部件,经清洗、检查合格后,应按技术文件的规定进行装配,并符合技术文件的 要求。
7.1.2对机器设备进行现场组装时,应符合以下要求:
a) 了解机器设备结构,对机器内部和需要装配的零部件、配合面和滑动面,进行清洗处理和外
b)
C) d)
观检査,并复査其配合尺寸、相关精度;
对机器设备和零部件上的油、气孔,应进行彻底的清洗和吹扫,直至无任何异物为止;
装配应按照技术文件规定的方法和步骤进行,并填写装配记录;
重要机器设备在封闭前,应进行相关方检査确认,合格后,方可进行机器封闭,并填写检査 确认报告。
机器设备组装时,各个固定接合面应平整、清洁且无翘曲、铁锈、毛刺等,接合面组装后
7. 1.3
应用0. 05mm的塞尺检査,插入深度应小于20mm,移动长度应小于检验长度的1/10;重要的固定接合
面用0. 03Inm的塞尺检查,
7. 1.4在高于200 °C或具
防咬合剂,常用防咬合剂J
7.1.5温差法装配时,
7.1.6使用易燃、易爆或有毒有害清洗液和脱脂剂时,¥洗和脱脂地点应通风良好,并配有防火设施, 施工人员的劳动保护应符合GB 50484的W定。使用过的废弃清洗液和脱脂剂,应集中回收处理,不
得直接排入水体中,废液处理应按照GB 8978的规定执
2机器设备及零部件
7. 2. 1清洗机借设备和零部件,应选择最适宜的方法,将机器设备和零咅
破坏,并保持原有加工精度。
7.2.2机器设备及零部件的加工表面如有锈蚀,应进行除锈,并不得损♦加面。清洗零部件用的 清洗液配方和选择参见附*J。
7. 2. 3用低压蒸汽吹洗的零部件,吹洗后应及时进行干燥处理,彻底清除水分,并应涂润滑油或润滑
应的稀释剂或脱漆剂进行背洗。
应不能插入。
有其他特殊要求条件下工作的连接件及配合件 参见附录H。
!釆取措施防止发生火灾及人员被灼伤或冻伤。
,装配时应在其配合表面涂



脂防锈。精密零件及滚动辅承不得用翘■接嘲洗。
7. 2. 4
7. 2. 5
a)


Rfo
8件清洗干净的同时,应保护

机器设备加工表両防锈漆,应采用 
 油箱、轴承箱和
油箱、轴承箱和 洗应■下
洗应■下
需进入箱体内清 ■受限空

和软底工作鞋;
清洗剂应'J被洁洗箱体相适灾,清 应选择不脱棉和]掉丝的 豚工Ji 在禁油条件下工作的零部件、

作业
时不得
清洗后 課‰件应]
应按 GB 50484

坏箱
箱体
定执行,作业人员应穿戴不脱棉洁净服
内原涂有的防锈漆;
得残留任何异物和清洗剂。
亍脱脂.常用脱脂剂参见附录κ,脱脂后应将残
b)
C)
7.2.6
留的脱脂剂清洗干净。
7. 2. 7脱脂合格的零部及附件应采用紫卫检纸检坦或樟脑丸等检验方法进行检 查,检验方法及合格标准/「 7.3螺栓、键和定位销履
7. 3. 1
a)
b)

按HG 20202或HG/T 2387fi⅞i⅜执行。

C)
d)
装配螺栓时,应符合下列要求:
紧固时,不宜使用活扳手,不得使用打击法;
螺栓、螺母与被连接件的接触应紧密,对接触面积和接触间隙有特殊要求的,应按产品技术 文件的要求进行检验;
有预紧力要求的连接应按装配规定的预紧力进行预紧,可选用机械、液压拉伸法和加热法;
钢制螺栓加热温度不得超过400 °C ;
螺栓与螺母拧紧后,螺栓应露岀螺母2个〜4个螺距;沉头螺钉紧固后,钉头应埋入机件内, 不得外露;
e) 有锁紧要求的,拧紧后应按其技术规定锁紧;用双螺母锁紧时,薄螺母应装在厚螺母之内侧;
f) 同一装配件用多只螺栓或螺钉紧固时,应对称、均匀拧紧。当有定位销时应从靠近该销的螺 栓或螺钉开始拧紧;
g) 不锈钢、铜、铝等材质的螺栓装配时,应在螺纹部位涂抹防咬合剂。
7 3.2有预紧力要求的螺栓连接,其预紧力可釆用下列方法测定:
a) 利用专用装配工具中的扭力扳手、电动或气动扳手等,直接测得数值;
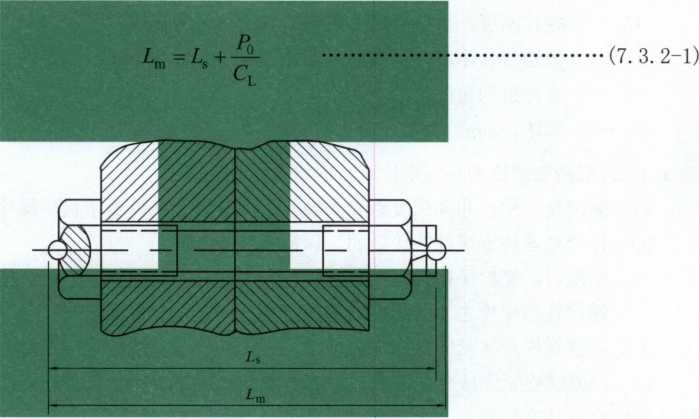
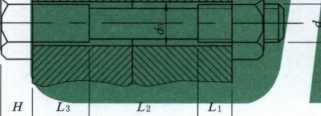
b) 测量螺栓拧紧后伸长的长度Zm (见图7. 3. 2-1),按公式(7. 3. 2-1)计算;
I-刻度线
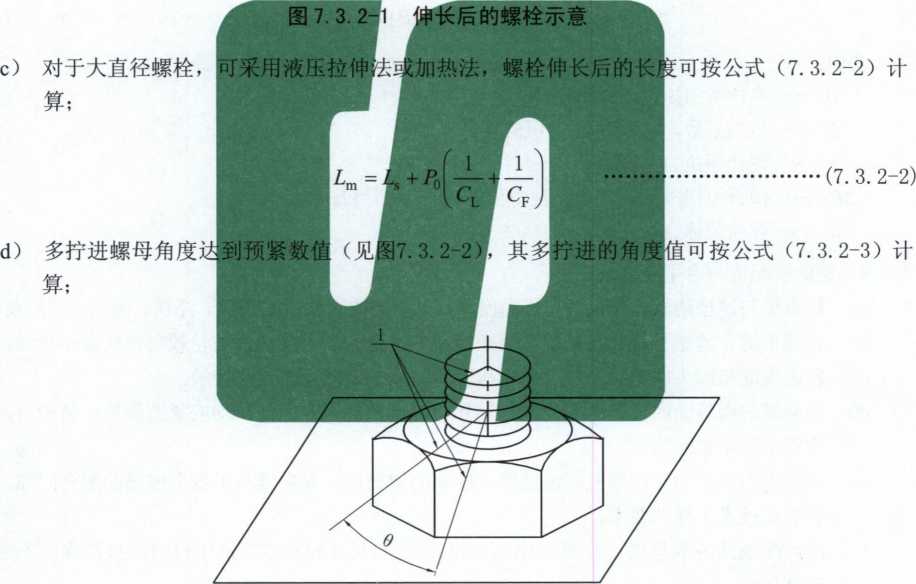
图7. 3. 2-2螺母多拧进角度示意
6f =S60 ʌ ....................................(7.3.2-3)
t CL
上列式中:
Lm--螺栓伸长后的长度,mm;
LS--螺栓的原始长度,mm;
PO——预紧力,为设计或技术文件中要求的值,N;
CL——螺栓刚度,可按附录L的规定计算,N/mm;
CF--被连接件刚度,可按附录L的规定计算,N/mm;
θ ——多拧进的角度值,(°);
t ---螺距,rnr∏o
7.3.3装配精制螺栓和高强螺栓时,应符合下列要求:
a) 装配精制螺栓和高强度螺栓安装前,应按设计文件要求检验螺栓孔直径的尺寸和加工精度;
b) 检査处理被连接件的接合面,保持接合面干燥;
C)装配时,螺栓不得强行穿入螺栓孔。当螺栓不能自由穿入时,应用钗刀修整该孔,修整后的 螺栓孔与螺栓之间的配合间隙应符合产品技术文件要求;
d) 高强螺栓及其紧固件应配套使用,螺栓初拧紧和终拧紧应在24h内完成;
e) 高强螺栓紧固应分两次进行,初拧紧扭矩值不得小于终拧扭矩值的30%;终拧紧扭矩值应符 合设计文件要求,无要求时可按公式(7.3.3)计算。
M = K(P+ 皆)d ....................................(7. 3. 3)
式中:
M--终拧紧扭矩值,N ∙ m;
K ——扭矩系数,可取0.11-0.15;
P--设计预拉力,kN;
ΔP — 预紧力损失值,宜为预拉力值的5%~10%, kN;
d --螺栓公称直径,mm。
7.3.4键的装配应符合下列要求:
a) 检查键与键槽的表面粗糙度、平面度和尺寸,键的表面应无裂纹、浮锈、凹痕、条痕及毛刺;
b) 普通平键、薄型平键和半圆键,两个侧面与键槽应紧密接触,与轮毂键槽底面不接触;
C)普通楔键和钩头楔键的上、下面应与轴和轮毂的键槽底面紧密接触;
d) 切向键的两斜面间以及键的侧面与轴和轮毂键槽的工作面间,均应紧密接触;装配后,相互 位置应釆用销固定;
e) 机器受力面处的导向键应严密地镶入底座的键槽内,导向键与机器上键槽的配合间隙,应符 合产品技术文件的要求;
f) 现场配制的各类型键,应符合JB/T 5994规定的尺寸和精度。键用材料的抗拉强度不应小于 588MPa;
g) 装配时,轴键槽及轮毂键槽轴心线的对称度应按GB/T1184的对称度公差7级〜9级选取。
7. 3. 5定位销的装配应符合下列要求:
a)销的形式和规格应符合设计及产品技术文件的规定;
b)有关连接机件及其几何精度经调整符合要求后,方可装销;
C)装配销时不宜使销承受载荷,根据销的性质,宜选择相应的方法装入,销孔的位置应正确;
d) 对定位精度要求高的销和销孔,装配前涂色检査其接触面积,应符合产品技术文件的规定, 无规定时,宜釆用其总接触面积不小于50%~75%的销,并应均匀分布在结合面上;
e) 装配中当发现销和销孔不符合要求时,应钗孔,必要时另配新销;对配制定位精度要求高的 新销,应在机器的几何精度符合要求或单机试运转试验合格后进行。
7. 4过盈配合件装配
7.4.1装配前应测量孔和轴配合部分两端及中间的直径,根据实测的平均过盈数值,可按附录M选择 适当的装配方法。
7. 4.2在常温下釆用压入法装配配合件,应先在配合面上涂抹一薄层不含二硫化铝添加剂的润滑剂, 装配时,作用力应均匀,不得直接击打装配件。
7.4.3 当釆用温差法装配机器零部件时,冷、热装配的最小间隙和加热温度计算参见附录N,并应 符合下列要求:
a) 加热包容件时,加热应均匀,不得产生局部过热,并符合下列规定:
1) 未经热处理的装配件,加热温度应小于400°C;
2) 经过热处理的装配件,加热温度应小于回火温度;
b) 釆用机械油加热装配件时,加热温度应不大于120∙C,加热场所应备有灭火设施;
C)釆用工频感应加热或电炉箱加热装配件时,应与其他金属隔离,装配完成后应进行消磁处理;
d) 釆用冷却被包容件方法进行装配,应符合下列要求:
1) 根据被包容件材质和装配过盈量确定选择冷却剂,常用冷却剂选用可参见附录N;
2) 盛装冷却剂容器材料应满足装配要求,不得由于冷脆而产生破裂;
3) 装配过程中冷却剂不得遗洒和飞溅,作业人员应穿戴防冻伤工作服;
4) 装配场所应符合GB 50484的规定;
e) 装配时应按产品技术文件规定检査装配件的相互位置及相对尺寸,加热或冷却温升均匀,不 得使装配件温度变化过快。
7.4.4釆用液压套合方法拆、装配合件时,首先应了解配合件过盈量,确定配合件相互位置和相对尺 寸,并检査液压装置的完好性和符合性,拆装配合件应符合下列要求:
a) 装配件表面应清洁,无毛刺、无划痕,配合件接合面的表面粗糙度应符合产品技术文件的规 定;产品技术文件无规定时,接合面的表面粗糙度Ra应不大于1. 6μm;
b) 拆装配合件过程中,液压装置应按照产品技术文件规定进行稳步升压和保持压力,不得急剧 升压和超压拆卸和装配,应避免装配件产生塑性变形;
C)配合件的装配或拆卸应一次完成。
7.5滚动轴承装配
7. 5. 1装配滚动轴承前,应测量轴承与配合件的配合尺寸,按轴承的防锈方式选择适宜的方法清洗洁 净;装配的轴承应无损伤、无锈蚀、转动灵活及无异常声响。
7.5.2滚动轴承的装配方法,应根据轴承的结构、尺寸大小和轴承件的配合性质而定,装配时的压力 应直接均匀地作用到轴承座圈的端面上,不能通过滚动体传递压力,装配宜釆用专用胎具。
7.5.3采用压入法往轴上装配轴承时,胎具应顶在轴承内圈上;往孔内装配时,胎具应顶在轴承外圈 上;同时往轴与孔上装配时,胎具应同时压紧轴承内外圈。
7.5.4用温差法装配轴承时,可用机械油加热或工频感应加热(电加热)以及冷却轴承的方法,加热 温度宜在100 °C〜120 °C范围之内;被冷却温度不得低于-80 0Co对于塑料珠架轴承,其加热温度不得 超过IoOOCO
7. 5.5承受径向及轴向负荷的滚动轴承座圈应与轴肩或轴承座挡肩靠紧;圆锥滚子轴承和向心推力轴 承与轴肩的间隙不得大于0. 05mm,其他轴承的间隙宜不大于O. Iommo轴承压盖和垫圈应平整。当技 术文件有规定时,可按规定留出间隙。若无要求,可根据轴承标准中给出的轴向游隙,留出间隙。
7. 5. 6装配径向间隙不可调,且轴向位移是以两端盖限定的滚动轴承,轴承外圈和轴承端盖间的间隙 c(图7. 5.6)应符合产品技术文件规定。当技术文件无规定时,留出间隙可取0. 2Omm〜O. 40mm。当 温差变化较大或两轴承中心距Z大于50OmnI时,其留出间隙可按公式(7.5.6)计算。
(7. 5.6)
式中:
C——轴承外圈与审 a——轴的线膨胀另 L——两轴承间的仙
承端盖间的间隙,mmi
数,可按附录N查取,(1∕°C);
离,mm;
∖t ——轴与壳体(轴承体)的温差,
可取10°C~
OCO
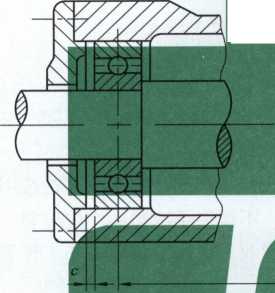

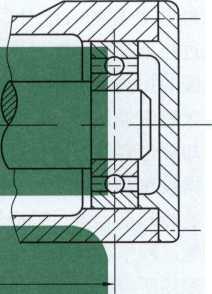
图 7. 5. 6
轴承装配∣1
隙示意
7.5.7滚动轴承装在剖分:
承座在对称中心线的120o φS内,与辄承盖 尺检查,塞入长度应小于外
各半圆孔的修帮尺寸应符合
官体上时,
:对称中心: 圈长度的1/>轴承外圈与车F 表7. 5. 7的规足。
乖轴承座或对开式
合面应贴合,轴承外圈与轴
承選与底•的接
围内应均勻接触,并应釆用0.03mm塞 承或福k箱体的各半圆孔间不得有夹帮现象。

90°,

表7. 5. 7滚动轴承装配修帮尺寸
|
轴承外径Q |
"maX | |
|
≤120 |
0. 10 |
10 |
|
120VDW260 |
0. 15 |
15 |
|
260<Z)≤400 |
0. 20 |
20 |
|
>400 |
0. 25 |
30 |

单位为mm
|
,简 |
图 |
|
— __\ | |
|
b |
7.5.8单列圆锥滚子轴承、向心推力球轴承、双向推力球轴承的轴向游隙应按表7. 5. 8-1调整;双列 圆锥滚子轴承在装配时,应检查其轴向游隙,并符合表7. 5. 8-2的要求。
表7. 5. 8-1滚动轴承的游隙
单位为mm
|
轴承内径d |
向心推力轴承 |
单列圆锥滚子轴承 |
双向推力球轴承 | |||||
|
轻系列 |
中及重系列 |
轻系列 |
轻宽、中及中宽系列 |
轻系列 |
中及重系列 | |||
|
dW30 |
0. 02—0. 06 |
0. 03-0. 09 |
0. 03—0. 10 |
0. 04—0. 11 |
0. 03—0. 08 |
0. 05—0.11 | ||
|
30<J≤50 |
0. 03—0. 09 |
0. 04-0. 10 |
0. 04〜0. 11 |
0. 05〜0. 13 |
0. 04—0. 10 |
0. 06—0. 12 | ||
|
50VdW80 |
0. 04—0. 10 |
0. 05—0. 12 |
0. 05—0. 13 |
0. 06—0. 15 |
0. 05—0. 12 |
0. 07—0. 14 | ||
|
80 VdWI20 |
0. 05-0. 12 |
0. 06-0. 15 |
0. 06〜0. 15 |
0. 07—0. 18 |
0. 06〜0. 15 |
0. 10—0. 18 | ||
|
120 VdW 150 |
0. 06-0. 15 |
0. 07-0. 18 |
— |
— | ||||
|
150 VdW 180 |
0. 07〜0.18 |
0. 08—0. 20 |
0. 09-0. 20 |
0. 10-0. 22 |
— |
— | ||
|
180<J≤200 |
0. 09〜0. 20 |
0. 10—0. 22 |
0. 12-0. 22 |
0. 14—0. 24 |
— |
— | ||
|
200VdW280 |
— |
0. 18-0. 30 |
— |
— | ||||
表7. 5. 8-2双列圆锥滚子轴承的轴向游隙
轴承内径d mm

内、外圈温度
•C
25 〜30
dW80
80 VdW 180
180VdW225
225VdW315
315VdW560
<25
01—0. 20
0. 20-0. 30
0. 30—0. 40
0. 40〜0.
承、螺旋滚
轴向游隙
mm

0. 30—0. 40



15-0. 25






0. 40〜0. 50
0. 50〜0. 60
0. 70—0. 80
0. 90〜1.00
7.5.9向心轴承、滚针轴
承空腔内应加注65%~80%4腔容积的清洁润滑脂,但":油润滑的轴承,

承、向心推力圆锥滚子轴”、向心推力球轴承装在■上内的■预紧程度(轴向预过盈量), 应按轴承标准或机器设备歇 文件的■足执行
I- 6滑动轴承装配
7.6.1整体式滑动轴承装配宜釆用压入法或冷却轴承方法,装配时除应符合本规范7. 4条规定外,尚
应符合下列要求:
滑脂的轴承时,装配后在轴 得加注润滑脂。单列向心轴

a) 检查轴承和轴承体的表面情况、配合过盈尺寸、轴承油孔、油槽及油路,在确认油路畅通后 方可进行装配;
b) 装配前轴承表面应涂一薄层润滑油,压入时应使用软金属垫和导向轴或导向环;
C)在采用冷却轴承法装配过程中,不得用手直接拿轴承;
d)轴承和轴承体可用紧固螺钉固定(见图7. 6. Do
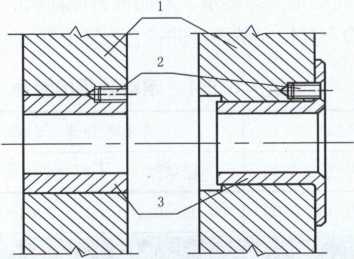
I-轴承体;2一固定螺钉;3—轴承
图7. 6. 1轴承的固定方法示意
7.6.2整体式轴承与轴承体装配完成后,应检查测量轴承与轴的配合间隙及其圆度和圆柱度(见图 7.6.2),配合间隙应符合表7. 6.2中的要求。如果轴承内径减小,可用刮研的方法进行修正,使其达 到规定的配合间隙。
10 〜20
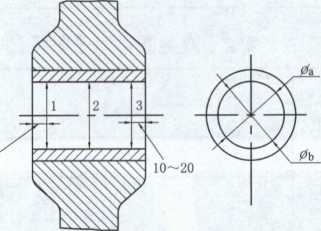

1 2 3
注1:如、A --轴承两垂直方向上的内径。
注2:內1、41 -- 轴颈两垂直方向上的外径。
注3: 1、2、3——测量截面。
图7. 6. 2轴承和轴颈的测量
表7. 6. 2轴承与轴配合间隙
单位为mm
|
轴径d |
间隙 |
轴径d |
间隙 |
轴径d |
间隙 |
|
25 |
0. 020—0. 030 |
60 |
0. 042—0. 072 |
100 |
0. 070—0. 120 |
|
30 |
0. 024—0. 036 |
65 |
0. 045—0. 078 |
120 |
0. 084—0. 144 |
|
40 |
0. 028-0. 048 |
7° |
0. 049〜0. 084 |
140 |
0. 098-0. 168 |
|
50 |
— 0. 035-0. 060 |
80 |
0. 056—0. 096 |
170 |
0. 119〜0. 204 |
|
55 |
0. 035-0. 066 _ |
90 _ |
0. 063—0. 108 _ |
200 _ |
0. 140-0. 240 |
7. 6. 3对开式滑动轴承轴瓦的合金层与瓦壳结合应牢固紧密,不得有分层、脱壳现象。合金层表面和两 半轴瓦的中分面应光滑、平整,不得有裂纹、气孔、重皮、夹渣和碰伤等缺陷,必要时可做渗透检测。
7.6.4厚壁轴瓦装配应符合产品技术文件要求,无规定时,应符合下列要求:
a) 瓦背与轴承座应紧密均匀贴合,用着色法检查,接触面积不少于50%;
b) 轴瓦与轴承座之间紧力,宜控制在0. OOmm~0. 05mm范围内;
C)轴瓦与轴颈的接触状况用着色法检査,接触角宜为60°〜90°(转速高于或等于1000r∕min时取 下限,低于1000r∕min时取上限)。在接触范围内要求接触均匀,接触点宜为每平方厘米2点〜 4点;
d)轴瓦间隙应符合产品技术文件,无要求时,轴瓦间隙宜符合表7. 6.4的规定,轴瓦的单侧间 隙可为顶间隙的1/2〜2/3。
表7. 6.4滑动轴承顶间隙
|
轴径d mm |
间隙 _____________________mm____________ | |
|
转速 VlOoOr∕min |
转速 ≥1000r∕min | |
|
18VdW30 |
0. 04〜0. 09 |
0. 06—0. 12 |
|
30VdW50 |
0. 05〜0. 11 |
0. 08—0. 14 |
|
50VdW80 |
0. 06—0. 14 |
0. 10—0. 18 |
|
80 VdWI20 |
0. 08—0. 16 |
0. 12-0. 21 |
|
120 VdWI80 |
0. 10—0. 20 |
0. 15—0. 25 |
|
180VdW260 |
0. 12—0. 23 |
0. 18—0. 30 |
|
260VdW360 |
0. 14-0. 26 |
0. 21-0. 34 |
|
360VdW500 |
0. 16-0. 30 |
0. 25-0. 40 |
7. 6. 5薄壁轴瓦与轴颈的配合间隙及接触状况由机械加工保证,其接触面不宜刮研,且装配应符合下 列要求:
a)薄壁轴瓦间隙应符合产品技术文件的规定,若无规定,应符合表7. 6. 5的规定;
表7.6.5薄壁轴瓦顶间隙
|
转速 / (r∕min) |
<1500 |
1500〜3000 |
>3000 |
|
顶间隙∕mm |
(0.8〜1.2) d/1000 |
(1.2〜1.5) d/1000 |
(1.5〜2.0) J/1000 |
|
注:d 轴颈的公称直径,mm。 | |||
b)瓦背与轴承座应紧密均匀贴合,必要时,用着色法检查:
1) 内径小于18Omm时,其接触面积不应少于85%;
2) 内径大于或等于18Omm时,其接触面积不应少于70%;
C)装配后,在中分面处用0.02mm的塞尺检査,不得塞入;
d) 下轴瓦应用螺钉、凹槽或压键定位;
e) 轴瓦应成套配对使用,不得混装。
7.6.6多油楔径向自动调位轴承,轴瓦与轴颈的配合由机械加工保证,其接触面不宜刮研,轴瓦间隙 应符合产品技术文件的规定。若无规定,可按轴颈公称直径的1.4/1000〜1.8/1000选取。
7.6.7装配时,测量轴瓦间隙的方法,应符合产品技术文件的规定,若无规定,则应根据轴瓦的具体 情况,采用相适应的测量方法,并符合下列要求:
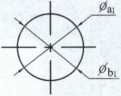
a)对开式薄壁瓦、厚壁瓦、椭圆轴瓦、球形轴瓦等,宜釆用压铅法测量其径向顶间隙(见图7.6.7), 铅丝直径不宜超过顶间隙的3倍,顶间隙可按公式(7.6.7)计算;
b)
C)
(7. 6. 7)
多油楔径向自动員 瓦
瓦 盾、抬轴法及量棒检查法; 釆用抬轴法测量下
盾、抬轴法及量棒检查法; 釆用抬轴法测量下
测量表应打彳
应使用机器」
抬轴时,应动,
到阻力为止;.
1)
2)
3)


量靠近轴承位置;

7. 6. 8
7. 6. 9
7. 6. 10
a)
b)
C)
7. 6. 11
测E结火成艮据实际情。「修止。

&均匀接触接触面积应不
轴「.作状态卜也
4)
止推轴承与止推盘

抬起0. 005mm,且感觉轴受
。止推轴承伯

澜其接触1"「和下瓦相同
¥片应符合下歹



皱折、毛刺等缺陷。

在上下结合面处J]垫片调整间陳或紧力的轴

两组垫片的厚度
垫片不应与轴相扌
垫片不应有卷边、
轴承装配时,应确认温度、位移、

I隙,应符合技术文件的规定。
F
振动等轴承监测元件的完好状况,安装位置及装配尺寸应
符合产品技术文件的规定要求。
7.7密封件装配
7. 7. 1釆用密封胶密封应符合下列要求:
a) 密封胶应符合产品技术文件要求,并在有效期内;
b) 密封表面应光洁,无翘曲和缝隙,无穿透性划痕和损伤,无油污和锈蚀等异物;
e)密封胶涂层应均匀、无间断,涂层厚度应满足现场实际需要;
d) 密封胶涂抹完成后,应在规定的时间内及时将密封件装配完,并紧固;
e) 在密封胶固化期内不得有使密封面产生错位的外力撞击密封件。
7.7.2填料密封件规格尺寸应符合产品技术文件要求,装配压紧软性填料密封件,应符合下列要求:
a) 填料箱应清洗干净,轴表面应光滑,在填料箱内和轴表面涂密封剂或与介质相适应的润滑剂;
b) 不带润滑添加剂的铝箔包石棉填料,其表面也应涂一层密封剂或与介质相适应的润滑剂; C)压装填料密封件时,将填料圈应切成45。的剖口,相邻两圈接口错开角度应大于90。;
d) 填料应逐根装填,不得一次装填几根或作缠绕状;
e) 填料圈不宜压得过紧,压盖的压力应沿圆周均匀分布。
7.7.3装配平面硬填料密封件,应符合下列要求:
a)
b) C)
d)
e)
f)
装配前,检查杆
耕有刻痕、裂纹等缺陷;检查固定弹島■紧度;
用着色法检查密的80%,并均匀分布;
"苛圈结合处的间隙,应为杆、轴的公称直径的0.匸 "u*
装配时,逐件测^^^|^^^^^^^^^^^^产品技术文件的规定;填料
盒油孔、排气孔、
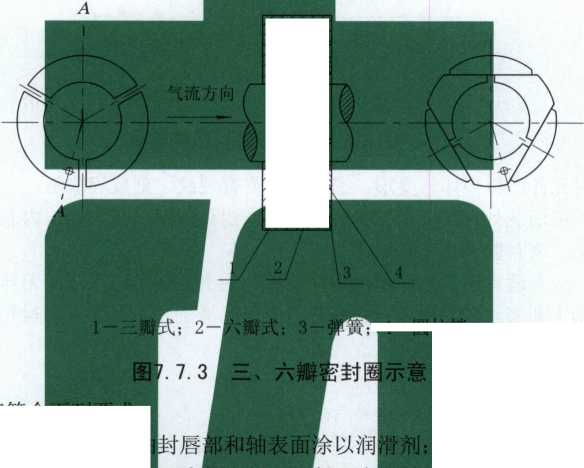
釆用三、六瓣填料密封圈组,应按■三瓣装在高压侧,六瓣装在低压侧,不得装反。
7.7.4
a)
b)
C)
把密封唇部Ln\主轴上(见 动现象。
A-A

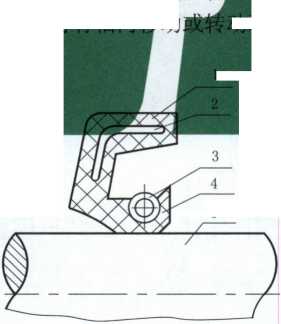
装配油封,应符合
油封唇部应无损
油封装配方向应,介质工作
油封在壳体内应动

2
!
4
,
工作压力
≡7. 7.4),不得装反;
1—橡胶皮碗;2—金属骨架;3—拉紧弹簧;4—密封唇部;5—主轴
7.7.5装配“O”型密封圈,应符合下列要求:
a) 密封圈不得有扭曲和损伤,并正确选择预压量;
b) 用于静密封时,其预压量宜为橡胶圈条直径的20%~25%;
C)用于动密封时,其预压量宜为橡胶圈条直径的10%〜15%。
7.7.6装配V、U、Y形密封圈时,支撑环、密封环和压环组装应正确,且不宜压得过紧;凹槽应朝 向高压侧,并不得损伤唇边。
7.7.7装配机械密封(见图7. 7.7),应符合下列要求:
1 一弹簧;2—动环;3—静环;4一静环密封圈;5 —防转销 图7.7.7机械密封结构示意
a) 机械密封元件不得损坏、变形,密封面不得有裂纹、刻痕等缺陷;
b) 装配前,应清洗处理轴(或轴套)表面、密封体内壁、密封端盖内表面;检査轴的窜动量和 径向跳动、密封腔端面与轴的垂直度;
C)装配时,应有适宜的工作环境,动环及静环的密封端面应清洁、无异物;可在动、静环密封 面上、轴上和密封圈上涂以与介质相适应的润滑剂,不得敲击密封元件;
d) 动环安装后应压缩自如,无卡涩现象;
e) 机械密封的压缩量应符合产品技术文件的规定;
f) 安装后用手盘动,转子应转动灵活;
g) 动、静环与相配合的元件间,不得发生连续的相对转动,不得有泄漏;
h) 机械密封的冲洗系统和密封系统,应保证清洁无异物。
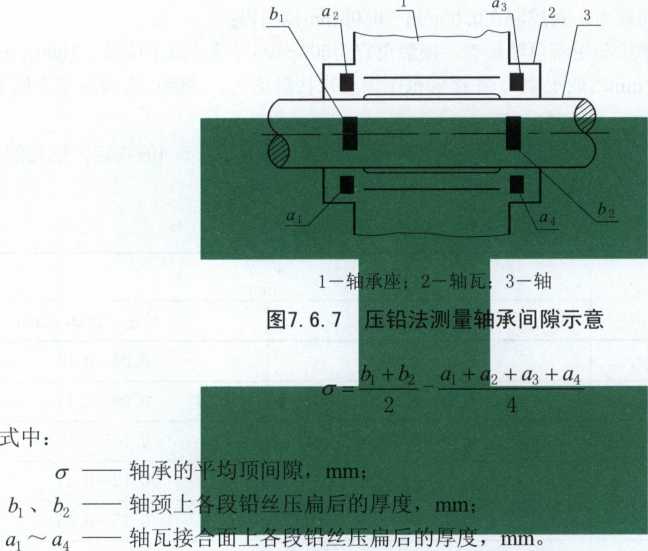
7.7.8防尘节流密封、防尘迷宫密封(见图7. 7.8)的装配,应符合下列规定:
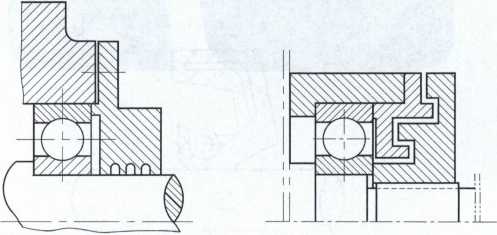
a)防尘节流环密封
b)防尘迷宫密封
图7. 7. 8防尘节流密封和防尘迷宫密封示意
a) 防尘节流间隙、防尘迷宫间隙内应填满润滑脂(气封除外);
b) 密封间隙应均匀;
C)当采用羊毛毡为密封件时,羊毛毡的材质应密实,密封件的边沿切口应平整。
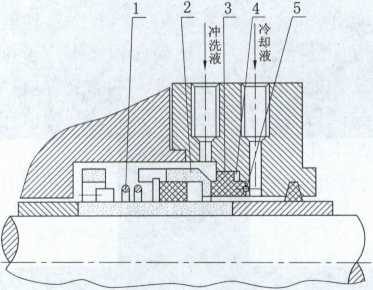
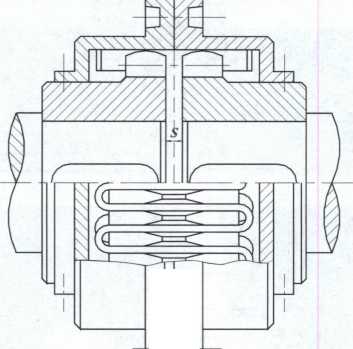
7.7.9干气密封装配(见图7. 7.9),应按照产品技术文件规定进行,并应符合下列要求:
a) 安装干气密封转子轴区域表面和密封腔应洁净、光滑、无划痕、无毛刺;密封进出口管线吹 扫完成,符合安装要求;
b) 在运输、装配和拆卸干气密封过程中,定位板应确认完好,安装前应核查转子轴和密封腔相 关尺寸;
C)检查各“O”型圈应无老化、断裂和损伤,检査确认旋转部件的方向应符合产品技术文件规定;
d) 装配干气密封组件时,应保持转子轴与机壳同轴度,并将转子固定。对于双端支撑机组干气密
封安装宜先安装止推轴承端,不得两端同时安装;
e) 安装干气密封宜用硅脂润滑,不得用机械润滑脂;
f) 干气密封安装完成并取下定位板后,转子轴向位移不得大于2mm。
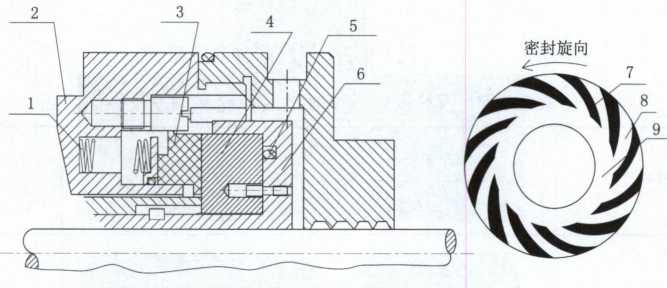
1 —弹簧;2—弹簧座;3—静环;4—旋转环;
5一密封圈;6—轴套;7—动压槽;8—密封坝;9一密封堰
图7.7.9干气密封结构示意
7.7.10迷宫式密封件、浮环密封组件以及其他形式密封件的装配,应符合产品技术文件的规定。
7.8联轴器装配
7.8.1凸缘联轴器(见图7. 8.1)装配时,两半联轴器端面应紧密接触,两轴的对中偏差应符合下列 规定:
a) 径向位移应小于0. 03mm;
b) 轴向倾斜应小于0. 05/1 OOOo
7.8.2滑块联轴器(见图7. 8.2)装配时,两轴同心度偏差和联轴器端面间隙,应符合表7. 8. 2规定。
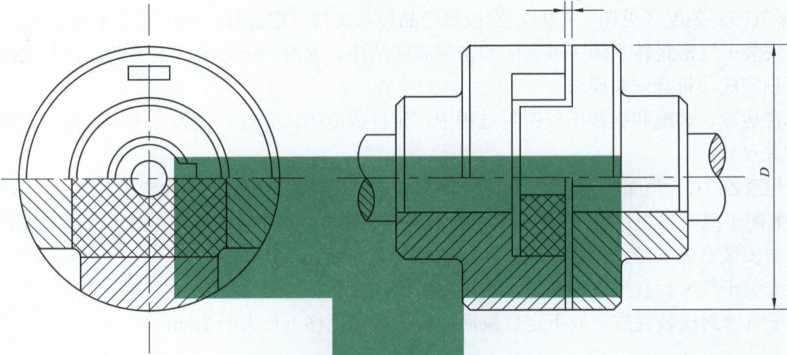
图7.8.2滑块联却器示意
表⅜8.2滑块联轴器两轴的对中允许偏差及端面可隙 单位为mɪn 对中偏差
联轴器外径O
端面间隙S
径向位移
轴向倾斜
≤190
250-330
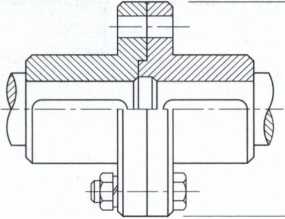
7. 8. 3
a)
b)
齿式联轴器(见图
两轴的对中偏差1外齿套的 外*的啮合应 低转速的齿轮
联轴器的内、
1) 小扭矩、
2) 大扭矩、
0. 10
7. 8.3)装
0. 05

好,
0. 3/1 OOO
1. 0/1 OOO
、堂符合下列一.
洲ITHJ隙,应符合表7. 8
在油池内工作, 润滑脂应符介GB 润滑油应箱合GB
.3规定;
且不应有;
/T 7324的
5903的规定
油现象:
!定;
0. 5~1.0
1.0~2. O
|
ɪ . C - ,ΞZZ |
1 | |
表7. 8. 3齿式联轴器装配对中允许偏差及外齿套的端面间隙 单位为mm
|
联轴器外径D |
对中偏差 |
端面间隙S | ||||
|
径向位移 |
轴向倾斜 | |||||
|
170〜185 |
0. 30 |
0. 5/1000 |
2. 0〜4. 0 | |||
|
220〜250 |
0. 45 | |||||
|
290〜430 |
0. 65 |
1. 0/1000 |
5. 0〜7. 0 | |||
|
490〜590 |
0. 90 |
1.5/1000 | ||||
|
680〜780 |
1.°O |
7. 0〜10.0 | ||||
7. 8. 4弹性套柱销联轴器(见图7. 8. 4)装如时,两轴的对中偏差及联轴器的端面间隙,应符合表7. 8.4 的规定。
图7. 8 4弹性套柱销联轴器示意
表7 8. 4弹性套柱销联轴器对中允许偏差及端面间隙
单位为mm
|
联轴器外径D |
对中偏差 |
端面间隙S | ||||
|
径向位移 |
轴向倾斜 | |||||
|
71 〜106 130〜190 |
0. 04 n nc |
0. 2/1000 |
■ |
2. 0〜4. 0 2. 0〜5. 0 | ||
|
224〜250 |
U. UU |
4. 0〜6. 0 | ||||
|
315〜400 |
0. 08 | |||||
|
475 |
5.。〜7. 0 | |||||
|
600 |
0. 10 | |||||
7. 8. 5弹性柱销联轴器(见图7. 8. 5)装配时,两轴的对中偏差及联轴器的端面间隙,应符合表7. 8. 5 的规定。
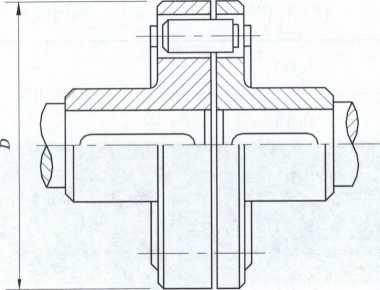
图7. 8. 5弹性柱销联轴器示意
表7. 8. 5弹性柱销联轴器对中允许偏差及端面间隙 单位为mm
|
联轴器外径Z) |
对中偏差 |
端面间隙S | |
|
径向位移 |
轴向倾斜 | ||
|
90 〜160 195〜220 |
0. 05 |
0. 2/1000 |
2.0 〜3.0 2. 5〜4. 0 |
|
280〜320 |
0. 08 |
3. 0—5.0 | |
|
360—410 |
4. 0〜6. 0 | ||
|
480 |
0. 10 |
5. 0〜7. 0 | |
|
540〜630 |
6. 0〜8. 0 | ||
7.8.6弹性柱销齿式联轴器(见图7. 8.6)装配时,其径向位移、轴向倾斜和端面间隙的允许偏差应 符合表7. 8. 6的规定。
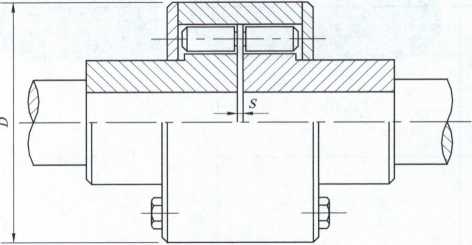
图7.8.6弹性柱销齿式联轴器示意
表7.8.6弹性柱销齿式联轴器对中允许偏差及端面间隙 单位为mm
|
联轴器外径Q |
对中偏差 |
端面间隙S | ||
|
径向位移 |
轴向倾斜 | |||
|
78 〜118 |
0. 08 |
0. 5/1000 |
2.5 | |
|
158〜260 |
0. 10 |
4〜5 | ||
|
300〜415 |
0. 15 |
6〜8 | ||
|
560〜770 |
0. 20 |
10 | ||
|
860—1 158 |
0. 25 |
13 〜15 | ||
|
1 440—1 640 |
0. 30 |
18 〜20 | ||
7. 8. 7蛇形弹簧联轴器(见图7. 8.7)装配时,两轴的对中偏差及联轴器的端面间隙,应符合表7. 8. 7 的规定。
&一——一I



单位为mɪn
|
联轴器外径Z) |
对中偏差 |
端面间隙S | ||
|
径向位移 |
轴向倾斜 | |||
|
Z)≤200 |
0. 10 |
0. 1/1000 |
1. 0〜4. 0 | |
|
200<Z)≤400 |
0. 20 |
1. 5〜6. 0 | ||
|
400<Z>≤700 |
0. 30 |
1.5/1000 |
2. 0〜8. 0 | |
|
700<Z)≤1350 |
0. 50 |
2. 5—10.0 | ||
|
1350VOW2500 |
0. 70 |
2/1000 |
3. 0—12.0 | |
图7.8.7蛇形弹簧联轴器示意
蛇形弹簧联轴器对中允许偏差及端面间隙
表7. 8. 7
7.8.8叠片挠性联轴器(见图7. 8.8)装配时,除应符合产品技术文件规定外,还应符合下列要求:
a) 联轴器组件应齐全,外观检查无损伤,安装盘内孔和轴表面应清洁、无毛刺,并测量安装盘 内孔和轴的外径尺寸;
b) 测量联轴器端面间隙或安装盘端面间距时,应将两轴置于运转位置,两安装盘之间的距离, 应符合机器技术文件规定;若无规定,两安装盘间距偏差宜控制在Omm〜0.5mm的范围内; 当机器设备工作温度与环境温度温差较大时,应考虑材料胀缩对间距的影响;
C)装配平直轴安装盘时,应釆用导热油加热的方法进行装配,加热温度宜控制在120。C〜150°C
范围内;
d)
e)
f)
g)
h)
i)
并且锁紧;
的规定;安装盘装配完成后
装配锥形轴安装______________星

装配无饨液压安装盘时,应符合产品技术文件和本规范7. 4. 4条
应复测安装盘定#尺寸,应符合产品技术♦件要求;
采用静丿JJR入法Ht,..千斤顶或拉力器的受力点不得使零部件产生変形;
装配叠片组件、中I'田段轴时,应按标记对准,联轴器螺栓、衬套、H锁螺母应成套装配,并
按规定扭矩均匀拧紧;
自锁螺母装配时,应涂少量的中闰滑油;
两轴的对中偏差应符合产品技术文件规定;若
E规定,应符合表7. 8.8的规定。
键槽底线平行于
1、7一安装盘;2—自繊蝶Ih 3—衬套;
4一咅片狙件;5一螺栓
6 —间隔轴
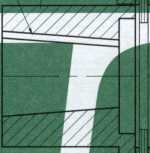
图7. 8.
叠片挠,
联轴器示意
器对中允许偏差
表7.8.8叠片挠性联;
|
机器转速 r/min |
轴向倾斜 mm/m |
径向位移 mm | ||
|
<3000 |
_- |
0. 10 | ||
|
----- UrT5 | ||||
|
3 000〜6 000 |
0. 10 |
0. 05 | ||
|
≥6000 |
0. 05 |
0. 05 | ||
7.9传动齿轮、蜗轮、皮带及链条的装配
7.9.1装配齿轮、蜗轮前,应对零件进行清洗、去除毛刺,零件的尺寸、几何形状、精度、表面粗糙 度应符合产品技术文件规定,齿轮、蜗轮与轴的配合面在装配前应涂润滑油。
7.9.2齿轮、蜗轮装配方法应符合本规范7. 4条规定。
7. 9.3装配轴心线平行且位置为可调结构的渐开线圆柱齿轮副,其中心距偏差应符合产品技术文件规 定。无规定时,应符合表7. 9. 3-1的规定。装配中心距可调整的蜗轮副中心距偏差应符合表7. 9. 3-2的 规定。
表7. 9. 3-1渐开线圆柱齿轮副中心距允许偏差 单位为mm
|
中心距L |
中心距Zo允许偏差 | |||||||
|
精度5级、6级 |
精度7级、8级 |
精度9级、 |
10级 |
精度11级、12级 | ||||
|
50< LQ ≤80 |
r |
0. 095 | ||||||
|
80 VZoWl20 |
0.017 |
0. 027 |
0. 04. |
3 |
0. 110 | |||
|
120 VZOWl80 |
0. 020 |
0. 032 |
0. 05( |
) |
0. 125 | |||
|
180< Lo ≤250 |
0. 023 |
0. 036 |
0. 05 |
r |
0. 145 | |||
|
250 VLoW315 |
0. 026 |
0. 040 |
0. 06. |
0. 160 | ||||
|
315<Zo≤4OO |
0. 028 |
0. 045 |
0. 070 |
0. 180 | ||||
|
400< LQ ≤500 |
0. 031 |
0. 048 |
0. 077 |
0. 200 | ||||
|
500< ZO ≤630 |
0. 055 |
0. 220 | ||||||
|
630< Lo ≤800 |
0. 040 |
0. 062 |
0. 10 |
) |
0. 250 | |||
|
800 VLoWloOO |
0. 045 |
0. 070 |
0. 11 |
0. 280 | ||||
|
lOOO<Zo≤125O |
0. 052 |
0. 082 |
0. 13 |
) |
0. 330 | |||
单位为mm
|
中心距A) |
中心距ZO允许偏差 | ||||||
|
精度7级 ]] |
精度8级 |
精度9级 | |||||
|
Zo≤4O |
0. 030 |
U- C |
48 |
0. 075 | |||
|
40< LQ ≤80 |
0. 042 |
≡i |
■ 0. C |
65 |
0. 105 | ||
|
8O<Zo≤16O |
0. 055 |
ZI |
■ |
90 |
0. 140 | ||
|
160< LQ ≤320 |
0. 070 |
■ |
10 |
0. 180 | |||
|
320< LQ ≤630 |
0. 085 |
一 _ |
30 |
0.210 | |||
|
63O<Zo≤125O |
0. 110 |
0. 180 |
0. 280 | ||||
|
7.9.4用压铅法检查齿轮 不应少于5个齿距;对于齿 |
副、蜗轮副啮合间隙时,牝结的直径不宜超过I |
齿合间隙的3倍,铅丝的长度 2根铅丝,传动副啮合侧间隙 | |||||
应符合产品技术文件的规定。若无规定,圆柱、圆锥齿轮啮合间隙应符合表7. 9. 4-1的规定;蜗杆与蜗 轮的啮合间隙,应符合表7. 9. 4-2的规定。
表7. 9. 4~1圆柱、圆锥齿轮啮合冋隙 单位为mm
|
中心距ZO |
Zo≤5O |
5O<Lo ≤80 |
8O<Lo ≤120 |
12O<Zo ≤200 |
200VZo ≤320 |
32O<Lo W500 |
500VzO W800 |
8OO<Zo ≤1250 |
|
齿轮啮合 间隙 |
0.085 |
0.105 |
0.130 |
0.170 |
0.210 |
0.260 |
0.340 |
0.420 |
表7. 9. 4-2蜗杆与蜗轮的啮合间隙 单位为mm
|
中心距Zo |
Zo≤4O |
40< LO ≤80 |
8O<Zo≤16O |
160 VLoW320 |
320< LQ ≤630 |
63O<Zo≤125O |
Lo>125O |
|
啮合侧间隙 |
0. 055 |
0. 095 |
0. 130 |
0. 190 |
0. 260 |
0. 380 |
0. 530 |
7.9.5用着色法检查传动齿轮、蜗轮啮合的接触斑点(见图7. 9.5)应符合下列规定:
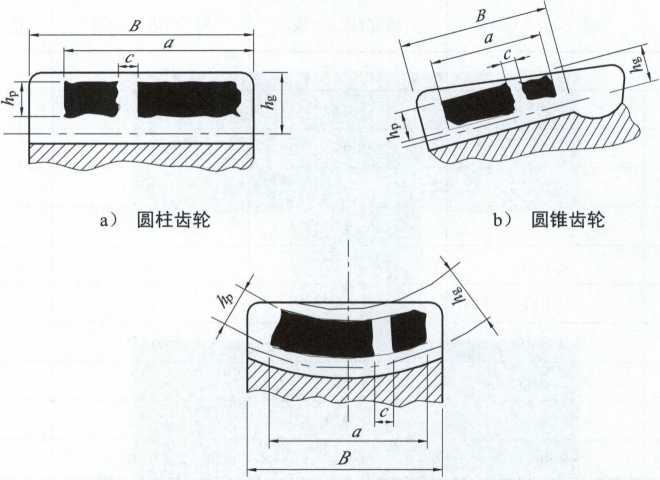
C)蜗轮
图7.9.5着色法检查传动齿轮、蜗轮啮合的接触斑点示意
a) 将颜色涂在小齿轮(或蜗杆)上,在轻微制动下,用小齿轮驱动大齿轮,使大齿轮转动3周〜 4周;
b) 圆柱齿轮和蜗轮的接触斑点应趋于齿侧面的中部,圆锥齿轮的接触斑点应趋于齿侧面的中部 并接近小端;
C)实际接触斑点的百分率应按公式(7. 9. 5-1)、公式(7. 9. 5-2)计算;
^L=-ʃ X100% .................................(7. 9. 5-1)
Vh=-LXl00% .................................(7. 9. 5-2)
Og
上列式中:
Wl --齿长方向百分率,%;
a--接触痕迹极点间的距离,mm;
C--超过模数值的断开距离,mm;
B--齿全长,mm;
ψh——齿高方向百分率,%;
AP——圆柱齿轮和蜗轮副的接触痕迹平均高度或齿轮副的齿长中部接触痕迹的高度,mm;
hg——圆柱齿轮和蜗轮副齿的工作高度或圆锥齿轮副相应于如处的有效齿高,mm。
d) 可逆转的齿轮,齿的两面均应检查;
e) 接触斑点的百分率应符合表7. 9.5的规定,必要时可取样备查;
f)圆弧齿形的圆柱齿轮齿长方向的接触痕迹应同时不小于一个轴节(轴向齿距);齿高方向系 指运转时达到额定负荷前,应经过逐级加载磨合,其磨合后的接触斑点不应小于表7. 9. 5所规 定的百分率。
表7.9.5接触斑点百分率
|
齿轮类型 |
测量 部位 |
__________________精度等级 | ||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 | ||
|
接触斑点百分率 ________________________________________%________________________________________ | ||||||||||
|
渐开线齿形 圆柱齿轮 |
齿高 |
≥65 |
N60 |
N55 |
350 |
N45 |
N40 |
N30 |
325 |
N20 |
|
齿长 |
≥95 |
N90 |
≥80 |
N70 |
N60 |
N 50 |
N40 |
N 30 |
>30 | |
|
圆弧齿形 圆柱齿轮 |
齿高 |
— |
— |
N60 |
N55 |
350 |
N45 |
N40 |
一 |
— |
|
齿长 |
N95 |
N90 |
N85 |
N80 |
375 | |||||
|
圆锥齿轮 |
齿高 |
— |
— |
N75 |
N70 |
N60 |
≥50 |
N40 |
N 30 |
N30 |
|
齿长 |
N75 |
N 70 |
N60 |
N 50 |
N40 |
N30 |
N30 | |||
|
蜗杆蜗轮 |
齿高 |
》70 |
N65 |
于55 |
N45 |
≥30 | ||||
|
齿长 |
N65 |
N60 |
2 |
50 |
N40 |
N 30 | ||||
7.9.6装在花键轴上的齿轮或沿轴向滑动的齿轮,应能在轴上灵活、平稳地滑动。
7.9.7齿轮与齿轮、蜗杆与蜗轮装配后,应盘动检査,转动应平稳、灵活、无异常声响。
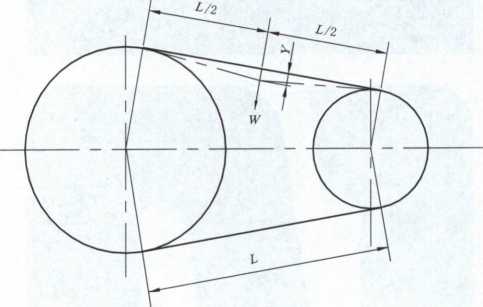
7.9.8皮带轮与皮带装配时,应符合下列要求:
a) 装配皮带轮前,应按图检査皮带轮和轴的尺寸、配合要求,并在配合面上涂以润滑油;装配 时,宜釆用螺旋压入的方法,若釆用锤击装配,则不得用大锤直接敲击轮毂;装配到位后, 应在轴端加挡圈,并用螺钉固定;
b) 两轮的轮宽中央平面应在同一平面上,其偏移量α (见图7. 9.8):
1) 三角皮带轮不应超过1.0mm;
2) 平皮带轮不应超过1.5mm;
—Ξ∏-
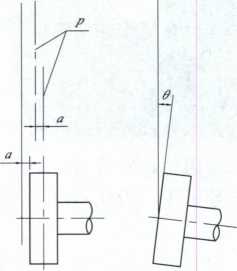
注1: P——带轮轮宽中央平面。
注2: α--两轮中央平面的偏移量。
注3: θ——两轮轴线的夹角。
图7. 9. 8每对皮带轮或链轮的位置偏差示意
C)两轴的平行度tg。(见图7.9.8),不应超过0. 15/1000;
d) 偏移和平行度的检査,宜以轮的边缘为基准;
e) 测量两皮带轮中心矩,其偏差量应不影响皮带传动拉紧力要求;
f) 皮带与皮带轮应匹配,皮带传动拉紧力调整见附录P;
g) 传动皮带需预拉时,预拉力宜为工作拉力的1.5倍〜2倍,预拉持续时间宜为24h。
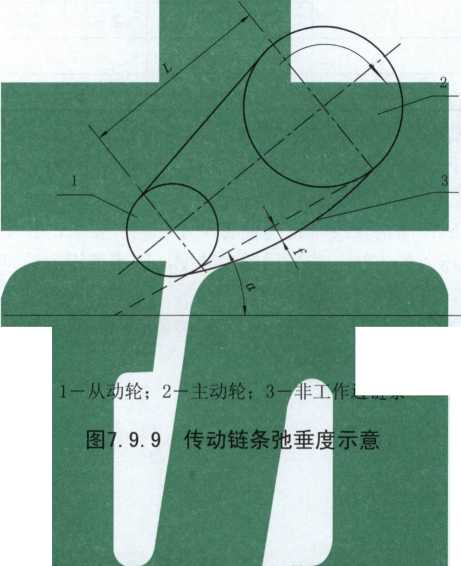
7.9.9链轮与链条的装配,应符合下列要求:
a) 两轮的中央平面应在同一平面上,轮齿的中心线应重合,其偏差不得大于两链轮中心距的
b) 链条1:作边拉紧應潔工作边的弛垂度_/■(见图7.9.9)应符合设计文件规定;当无规定且链 条与水平线央角α小于60°时,可按两链轮中心距,的1%~4.5⅛⅛]眼;
C)链条与链轮应润充分,啮合良好,运行平稳,无卡涩或撞击现象。
8. 1 一般规定
8. 1. 1
检查。
8. 1.2
8. 1.3
附属设备和管道组
8附属设备及管道的安装
边链条
文■裝前应完成开箱检验和外观

附属设备和管道安,应按照产品技术文件执[亍,[质量标箱zl国家现行相关规范的规定。 管道组成件应分ESI

管道组件接触。
8. 1.4脱脂合格后的设备和管道组件,安装过程中应随时检测,不得有油迹污染。
8.1.5与设备连接的管道均应处于无应力状态,不得强力组对焊接或连接。
8.2附属设备安装
8. 2.1附属设备应按照相关技术文件和规范的要求进行安装施工及验收。现场定位的操作站安装,应 方便装置生产操作和运行维护。
8.2.2附属设备安装,应符合下列要求:
a) 对介质为油、气的设备,现场试压后,应进行倒空和吹扫,保证腔体清洁、无异物;
b) 油系统和密封系统的油站、密封站、高位油箱、缓冲器、蓄能器、冷却器、过滤器、密封储 罐及阀门等附属设备和附件,应满足油系统和密封系统的特殊要求,系统内不应有铁锈、灰 尘、脱落的漆皮、焊渣、飞边、铁屑等异物;
C)对成品实施保护,封闭所有敞口,应避免二次污染。
8.3油系统、密封系统管道的安装
8. 3.1油系统管道和密封系统管道应釆用不锈钢管材,焊接应采用氣孤焊打底或氣孤焊焊接;管道管 件应釆用对接焊形式,焊前管口部位应打磨光滑,焊后管内应清理干净无异物;安装平焊法兰时,内、 外口均应满焊,并对内焊口进行打磨处理。
部分回汕管道,应坡向油箱方向,其坡度应不丿
系统管道应进行酸洗钝化处理,处理后应及时牛燥,采取措施防止污染;酸 洗钝化应在试圧合格后进厅。:
8.3.4需要用汶泡万法酸洗的管道设计或施工时应加设拆卸法兰。
8. 3. 5高压调速油管道或如果没有设,接管道前吹扫干净。
8.4管道的酸洗、冲洗和吹扫
8. 4.1不锈钢材料的液压、润滑和密封管*配制完成后应进行酸洗,以除去施焊过程中产生的氧化物 及原管件内结垢物。酸洗的方法以槽式加混浸洗为宜,,芝洗配方参见附录Q。
8. 4.2碳素钢管道采用糟式酸洗时,其酸洗钝化液配方和酸洗工序参见附泉Q。若管内有油污,应首 先进行碱洗,碱洗液配方参见附录L
采用循环酸洗时,酸洗液配方和酸洗工序可按本规范附录Q进行,
I-IM的构成,成是所有管道内壁全部接触酸液;
酸洗时应将管内
酸洗后应在酸洗通入中和液.,
管道中和后应进彳,钝化处理。
油系统管道在酸洗
8.3.2润滑油系统的水平
8.3.3油系统管道和密封
卜于 25/1 OOOo
8. 4.3
a)
b)
C)
d)
8. 4.4
合格后,应采用
式冲洗,并符合下列要求: 油管道冲洗时应4 间断交替对油进彳 油冲洗的初始阶4 油冲洗合格宜为4 质颗粒,每平方4 对于油品质要求;
a)
b) C) d)
机器的各
加热,油
”可选用
;续二次检
.米可见软

润滑
不应
超过钠氏10级的油系统
8.4.5
并符合下列要求:
出口溶液不呈酸性为止:
介质或相当于工作介质的液体进彳丁冲洗,目.栗用循环方
、工作丿
过 75 °C; 于a充过滤器 D洗4h后事 最不超过两大

级的I
0目〜
允许
开;
时过滤网,
00目临时S滤网上,不应有任何可见硬 微量软质纟]维体;
道■应使用不卜于300目临时过滤器或过滤 万任何硬并取样分析达到纳氏级标准
以增加油流速;
网,以连续间隔4,检查临时过滤器或过滤
密封系统管道酸洗還W⅛产品技术昴的要求o
8.5管道与机器设备的连接 8.5. 1与机器设备连接的管道,安装前应将内部吹扫干净。
8.5.2与机器设备连接的管道,其固定焊口应远离机器,且应符合下列规定:
a) 管道与机器设备连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合 表8. 5. 2的规定;
b) 配对法兰面在自由状态下的间距,宜为顺利插入垫片的最小距离;
C)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径
向和轴向位移:
1) 转速大于6000 r/min的机器,位移应不超过0. 02 mm;
2) 转速小于或等于6000 r/min的机器,位移应不超过0. 05 mmɑ
表8.5.2法兰平行度、同轴度允许偏差
|
机器转速K r/min |
平行度 mm |
同轴度 mm |
|
Fr<3000 |
≤A∕1000 |
全部螺栓顺利穿入 |
|
3000<Fi≤6000 |
≤0. 15 |
≤0. 50 |
|
Γr>6000 |
≤0. 10 |
≤0. 20 |
|
注:Z)O为法兰外径,mm0 | ||
8.5.3管道安装合格后,不得承受设计文件规定以外的附加载荷。
9试运转
9. 1 一般规定
9. 1. 1试运转前应成立专门机构,并应按规定做好试运转的条件确认和准备工作。
91.2机器设备试运转应最大满足装置工艺流程要求,考核机器设备机械性能的同时可考核其他相关 专业安装施工质量。
9.1.3试运转应在安全技术得以保证的条件下进行。
9.2条件及准备
9. 2. 1机器设备试运转应具备下列条件:
a) 机器及附属设备、管道等安装工作应全部完成,施工记录及资料应齐全;
b) 与试运转有关的工艺管道及设备吹扫、清洗、气密完成;
C)有碍试运转检查部位除外的保温、保冷及防腐等工作基本完成;
d) 与试运转有关的土建、水、气、汽等公用工程及电气、仪表控制系统施工结束;
e) 参加试运转的人员,应熟知试运转工艺,掌握操作规程;
f) 现场环境应符合机器试运转要求;
g) 试运转方案编制审定完成。
9. 2. 2试运转前应做下列准备工作:
a) 准备能源、介质、材料、工机具、检测仪器等;
b) 布置必要的消防设施和安全防护设施及用具;
C)机器入口处按规定装设过滤网(器);
d)按设计文件要求加注试运转用润滑油(脂)。
9.3附属设备的试运转
9. 3.1各附属系统试运转应符合产品技术文件规定和设计文件的要求。
9.3.2仪表系统调试宜包括下列项目:
a) 检测系统试验;
b) 调节系统试验;
C)报警系统试验;
d) 联锁保护系统试验;
e) 程序控制系统试验。
9. 3. 3电气及其操作控制系统调整试验宜包括下列项目:
a) 空开模拟试验;
b) 热元件保护试验;
C)联锁试验;
d)电机试运转。
9. 3. 4附属机器设备试运转宜包括下列项目:
a) 水、气、汽、油等系统检查、调试;
b) 机器试运转和电气、仪表操作控制系统联合调整试验。
9.4单机试运转
9.4.1试运转应按工艺流程进行,宜与机器设备监控系统同时试验。
9.4.2机器单机试运转的时间应符合产品技术文件规定或设计文件的要求。机器设备的单机试运转 时间宜为2h。如果单机试运转的机器设备带有变速箱或液力耦合器,应按照产品技术文件规定步骤和 要求单独进行试运转和考核。
9.4.3机器单机试运转所釆用的介质,应根据设计文件及实际条件决定。若无特殊规定,宜以水、空 气或氮气为介质。选用试运转介质时,应符合下列要求:
a) 以水为介质进行试运转所需的功率不得超过额定数值;
b) 以空气或氮气为介质进行试运转时,所需的功率和压缩后的温升不得超过额定数值,若超过 额定数值时,应调整试运转参数或采用规定的介质进行试运转。
9.4.4机器设备启动前,应符合下列要求:
a) 按本规范9. 3条规定,水、气、汽、油等系统内包含的附属设备单机试运合格并完成系统调 试;
b) 排气或排污完毕;
C)有压力油系统供油的机器,各注油点的油量、油温、油压应达到设计文件要求,用其他形式 供油的机器,供油状况应符合其润滑要求;
d)盘车灵活,无异常。
9.4.5在高温或低温条件下工作的机器设备,启动前应按机器设备技术文件的要求进行预热或预冷。 与机器设备连接的高温或低温管道的螺栓应进行热紧或冷紧。
9.4. 6试运转过程中应符合下列要求并作出记录:
a) 检查各主要部位温度和各系统压力等参数,应在规定范围内;
b) 振动振幅值或振动烈度值应符合产品技术文件或设计文件的规定,若无规定,离心式机器设 备轴承处的振动振幅值应符合表9. 4. 6-1的规定;常用机器设备振动烈度值分级范围应符合表
9.4. 6-2的规定;
C)齿轮副、链条与链轮啮合应平稳,无异常噪声、声响和磨损;
d) 传动皮带不应打滑,平皮带跑偏量不应超过规定;
e) 轴承温度应符合产品技术文件或设计文件的规定;若无规定,滚动轴承的温升应不超过 40°C,其最高温度应不超过80°C;滑动轴承的温升应不超过35°C,其最高温度应不超过70笆;
f) 润滑、密封、液压、气(汽)动、冷却等各辅助系统的工作应正常,无渗漏现象,油箱温度 最高不得超过60°C ;
g) 检査驱动电机的电压、电流及温升等不应超过规定值;
h) 各种仪表应工作正常;
i) 机器设备各紧固部位无松动现象。
表9. 4. 6-1离心式机器设备轴承处的振动振幅值
|
转速Fr r/min |
轴承处的双向振幅 mm | ||||
|
FrW375 |
≤0. 18 | ||||
|
375 VFrW600 |
≤0. 15 | ||||
|
600 VKW750 |
≤0. 12 | ||||
|
750<Fr≤1000 |
≤0. 10 | ||||
|
1000< |
KWl 500 |
≤0. 08 | |||
|
1500< |
Γr≤3000 |
≤0. 06 | |||
|
3000< |
Γr≤6000 |
≤0. 04 | |||
|
6000<] |
∕r≤12000 |
≤0. 03 | |||
|
Γr>12000 |
≤0. 02 | ||||
|
注:振幅值是轴承体上轴向、垂直、水平三 |
个方向上的测量 |
值。 | |||
表9.4.6-2常用设备振动即度值分级范围
|
振动速度的有效值 mm/s |
力率<15kW |
15kW≤ 功率 < 300kW |
功率>30 的刚性学 |
IkW 子 |
功率≥300kW 的挠性转子 | |
|
0. 071—0. 112 0. 112—0. 18 |
A | |||||
|
0. 18—0. 28 0. 28—0. 45 0. 45—0. 71 |
A | |||||
|
^■1 |
Ifl | |||||
|
0.71—1.12 |
B | |||||
|
1. 12—1.8 | ||||||
|
1.8〜2. 8 |
C |
B | ||||
|
2. 8〜4. 5 |
C |
B | ||||
|
4. 5〜7. 1 |
D |
C | ||||
|
7. 1—11.2 |
m |
C | ||||
|
11. 2 〜18 | ||||||
|
18 〜28 28 〜45 45 〜71 |
D | |||||
|
注1: A区为新交付机械设备应达到的状态,属正常运转的振动级,此时机器的运行状态属“优良”。 注2: B区属巳超过正常运行的振动级,但对机器的工作质量尚无显著的影响,此时机器可以长期运行属“合 格”状态。 注3: C区机器的振动已经达到相当剧烈的程度,致使机器只能短期运行,但需釆取相应补救措施,此时机器 的运行状态属“不合格”。 注4: D区机器的振动已达到使机器不能运转和工作,此时机器的振动级是“不允许”的。 | ||||||
9. 4. 7大型机组设备单机试运转停机时应进行下列工作:
a) 记录机器设备停机惰走时间;
b) 记录高位油箱回油时间,应满足机器设备惰走时间要求;
C)有盘车装置的汽轮机组惰走结束后,应及时启动盘车装置;
d) 当气缸温度降至90。C以下时,应停止盘车,并退出盘车装置;
e) 当转子停止运转、轴承温度降至45。C时,可停止润滑油系统运行。
9.4.8单机试运转结束后,应及时完成下列工作:
a) 断开电源及其他富
b) 卸掉各系统中的i]力及负荷,进行排气、排水或排污;
C)检查各紧固部件;]
d) 拆除临时管道及艮备(或设施),将正式管道进行复位安装;
e) 低温机泵用水试进行干燥处理;
f) 检査机器设备单机试运转系统各M门开关,应卜规定状态;
g) 整理试运转的各项记录。
9.4.9对不适宜单机试运转的机器,可在,置联运时进行。
10交工验收
10. 1机器设备安装施I过程中,应对工程质量进行检验,并按SH∕T3⅛43的规足进行记录。隐蔽工 程应在工料隐蔽而进仃检验并作记录,合格后方可进行后续安装工作"主程软收应以仃关记录为依据 进行验收或抽检。
10. 2釆田非标准格式记录的机器设备安装对宝咨料应符合产品林大文件规文。
10. 3
10.4
a)
b)
C)
d)
e)
f)
g)
h)
交工技术文件编制 工程交工验收时,
机器设备开箱检
在安装中经修改 施工图设计变更 机器设备质量证 隐蔽工程施工记JS 机器设备安装记弟 试运转记录;
重大问题及其处曜的文件。

具备下列技术资卜
记录;
牛;
符合SH/T 350On规定以及建设单位档案管
零部件图或说明;
文件及其他随机技术资料;
的要求。
附录A
(资料性附录)
每一组垫铁的最小面积计算和常用垫铁选用
A. 1每一组垫铁的最小面积,可按公式(A. 1)近似计算。
A^CIoO(QI-QZ) ..............................(A. 1)
Rn
式中:
A --每一组垫铁的最小面积,mm2;
C——安全系数,宜取1.5-3;
QI ——机器的质量加在该垫铁组上的载荷,N;
Q2 ——地脚螺栓拧紧后,分布在该垫铁组上的压力,可取地脚螺栓拧紧后所产生的轴向力,可按 附录D选用,N;
R ——基础混凝土单位面积抗压强度,可釆用混凝土设计强度,MPa; n——垫铁组数。
A.2 A值计算出后,可在表A. 3中选用比计算4值大的垫铁;当垫铁承载能力有余,而长度不够时, 可选较大规格的垫铁。垫铁加工形状见图A.2。
|
a 其余D 全部d | ||||||||||||||
|
0 |
r I 1215, O |
<5 |
__ɪv | |||||||||||
|
--- |
二 | |||||||||||||
|
. L 冷.!L |
Γ |
L 一 | ||||||||||||
|
q |
«C) | |||||||||||||
|
a)斜垫铁 b)平垫铁 图A. 2 垫铁加工形状示意 A.3常用垫铁规格按表A. 3的规定选用。 ___________________表A.3常用垫铁规格 |
单位为mm | |||||||||||||
|
斜垫铁 |
平垫铁 | |||||||||||||
|
代号 |
L |
b |
C |
a |
代号 |
L |
b | |||||||
|
Xl |
100 |
50 |
N5 |
4 |
Pl |
100 |
50 | |||||||
|
X2 |
120 |
60 |
N5 |
6 |
P2 |
120 |
60 | |||||||
|
X3 |
140 |
70 |
N5 |
8 |
P3 |
140 |
70 | |||||||
|
X4 |
160 |
80 |
N5 |
8 |
P4 |
160 |
80 | |||||||
|
X5 |
200 |
100 |
N5 |
9 |
P5 |
200 |
100 | |||||||
|
注:垫铁厚度W可根据实测情况确定,底层平垫铁的厚度宜不小于10mm。___________________ | ||||||||||||||
附录B
(资料性附录)
压浆法与座浆法放置垫铁方法
B.1压浆法放置垫铁
B. 1.1基础验收合格后,将基础表面处理干净,并在基础上标出垫铁位置,在该位置上凿出比垫铁 长宽略大的方坑,然后用水冲洗干净。
B. 1.2用几组临时垫铁、顶丝或千斤顶支承机器并经找平、找正合格后,对地脚螺栓预留孔进行灌 浆。
B. 1.3待混凝土达到设计强度的75%以上时,用水冲净放置正式垫铁组位置的基础表面,并清除积水。 B.1.4在放置正式垫铁组位置堆积一定量的细石混凝土。把搭配好的垫铁组放在细石混凝土上。然 后,内外同时推进斜垫铁,挤出砂浆。压浆法放置垫铁用C40细石混凝土,按GB 50204规定进行配比。 B.1.5垫铁四周的砂浆抹成45。的斜面后进行养护。
B.1.6当细石混凝土达到设计强度的75%以上时,拆出临时垫铁,用正式垫铁来调整、复查机器的安 装精度,同时打紧垫铁,拧紧地脚螺栓。
B.2座浆法放置垫铁
B.2.1机器就位之前,在放置正式支撑垫板组位置凿出比垫铁长宽略大的方坑,然后先用水冲净放 置垫铁组位置的基础表面,并清除积水。
B. 2.2在放置支撑垫板位置上堆细石混凝土,然后放上垫铁组(见图B.2.2),使其顶面水平度的允 许偏差为2mm∕m,顶面标高与机器底面实际安装标高相符,允许偏差为±2mm。
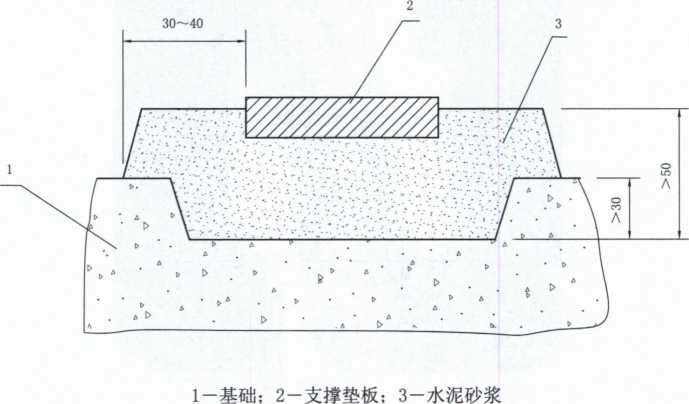
图B. 2.2垫铁放置方法示意
B. 2.3将垫铁四周的砂浆抹成45。斜面后进行养护。
B. 2.4当达到设计强度的75%以上时,再将机器就位,并用垫铁组调平。 附录C (资料性附录) 无垫铁安装
C.1机器设备的自重及地脚螺栓的拧紧力均由二次灌浆层来承担的安装方法,称为无垫铁安装。
C.2无垫铁安装可釆用临时垫铁组、小型千斤顶或机器上已有的调整用顶丝来找平机器。
C 3用微胀混凝土或无灌浆层达到设计强度的75% 以上时,取出千斤顶或临时垫铁填实空洞,或者松掉顶丝,并复测水平度。
C.4无垫铁安装冇调推疗便、稳定性好及没有垫铁腐蚀等优点,但会增加:次灌浆「程量。
C 5无垫铁安装的两种常见形式见图C. 5。
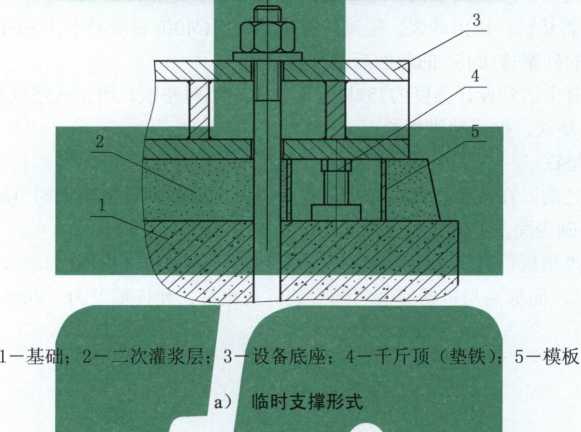
I-基础;2 —垫板;3—二次灌浆层;4一固定螺母;5—机器底座;6—顶丝
b)调整顶丝形式
图C.5无垫铁安装的两种形式示意
C.6无垫铁安装,适用于底座底面较平整的机器。对于转速较高负荷较大的机器,二次灌浆层部分 宜采用捣浆的方法。对于一般机器可釆用灌注的方法。
附录D (资料性附录)
地脚螺栓的拧紧力矩及轴向拉力值
D. 1 Q235B钢地脚螺栓的拧紧力矩及轴向拉力值可按表D. 1选取。
表D. 1地脚螺栓的拧紧力矩及轴向拉力
|
螺栓直径 |
力矩 N ∙ m |
轴向拉力 N | |||
|
M12 |
25 〜30 |
9000 | |||
|
M16 |
60 〜70 |
15000 | |||
|
M20 |
130〜140 |
25000 | |||
|
M24 |
230〜240 |
35000 | |||
|
M27 |
340〜350 |
48000 | |||
|
M30 |
450〜470 |
55000 | |||
|
M36 |
800〜820 |
85000 | |||
|
M42 |
1200〜1300 |
115000 | |||
|
M48 |
1900〜1950 |
160000 | |||
|
M56 |
一 |
3 000〜3100 |
厂 |
250000 | |
|
M64 |
4 400〜4 600 |
300000 | |||
|
D 2其他材料的地脚螺格 |
可根据材料的许用应力计算拧紧 |
力矩及轴向 |
力值。 | ||
|
Wl | |||||
附录E
(规范性附录)
钢丝直径与重锤重量的选配及钢丝自重下垂度
E. 1重锤质量和钢丝直径宜按表E.1选配的选择或按公式(E.1)近似计算。
P = 756. 168 J2 ..............................(E. 1)
式中:
P——水平拉力,N;
d--钢丝直径,InmO
表E. 1钢丝直径与重锤重量的选配
|
钢丝直径 mm |
重锤拉力 _________________N_________________ |
|
0. 30 |
69.5 |
|
0. 35 |
94.5 |
|
0. 40 |
123.4 |
|
0. 45 |
157.2 |
|
0. 50 |
192.9 |
E. 2钢丝绳两端应用滑轮支撑在同一标高面上。
E. 3测量点处钢丝下垂度应按表E.3查取或按公式(E.3)近似计算。
ʌ = 40 Aji2 .................................(E∙ 3)
式中:
fμ ---下垂度,μm;
L1. L2——由两支点分别至测量点处的距离,mo
表E.3钢丝自重下垂度
|
从测量点到 |
两线架间的距离 m | |||||||||||||
|
较近线架间 的距离 |
4 |
4.5 |
5 |
6.6 |
6 |
7.5 |
7 |
7.5 |
8 |
8.5 |
9 |
9.5 |
10 | |
|
m |
钢丝下垂度 | |||||||||||||
|
μm | ||||||||||||||
|
0.5 |
40 |
55 |
70 |
85 |
100 |
110 |
120 |
130 |
140 |
145 |
150 |
155 |
160 | |
|
0.6 |
46 |
64 |
82 |
100 |
118 |
130 |
142 |
153 |
164 |
170 |
176 |
182 |
188 | |
|
0.7 |
52 |
73 |
94 |
115 |
136 |
150 |
164 |
179 |
188 |
195 |
202 |
209 |
216 | |
|
0.8 |
58 |
82 |
106 |
130 |
154 |
170 |
186 |
199 |
212 |
220 |
228 |
236 |
244 | |
|
0.9 |
64 |
91 |
118 |
145 |
172 |
190 |
208 |
222 |
236 |
245 |
254 |
263 |
272 | |
|
1. |
0 |
70 |
100 |
130 |
160 |
190 |
210 |
230 |
245 |
260 |
270 |
280 |
290 |
300 |
|
1. |
1 |
74 |
108 |
142 |
173 |
204 |
225 |
246 |
263 |
280 |
292 |
304 |
315 |
325 |
|
1. |
2 |
78 |
116 |
154 |
186 |
218 |
240 |
262 |
281 |
300 |
314 |
328 |
340 |
352 |
|
1. |
3 |
82 |
124 |
166 |
199 |
232 |
255 |
278 |
299 |
320 |
336 |
352 |
365 |
378 |
|
1. |
4 |
86 |
132 |
178 |
212 |
246 |
270 |
294 |
317 |
340 |
358 |
376 |
390 |
404 |
|
1. |
5 |
90 |
140 |
190 |
225 |
260 |
285 |
310 |
335 |
360 |
380 |
400 |
415 |
430 |
表E.3钢丝自重下垂度(续)
|
从测量点到 |
两线架间的距离 m | ||||||||||||
|
较近线架间 的距离 |
4 |
4.5 |
5 |
6.6 |
6 |
7.5 |
7 |
7.5 |
8 |
8.5 |
9 |
9.5 |
10 |
|
ITl |
钢丝下垂度 | ||||||||||||
|
μm | |||||||||||||
|
1.6 |
92 |
145 |
198 |
236 |
274 |
301 |
328 |
354 |
380 |
401 |
422 |
438 |
454 |
|
1.7 |
94 |
150 |
206 |
247 |
288 |
317 |
346 |
373 |
400 |
422 |
444 |
461 |
478 |
|
1.8 |
96 |
155 |
214 |
258 |
302 |
333 |
364 |
392 |
420 |
443 |
466 |
484 |
502 |
|
1.9 |
98 |
160 |
222 |
269 |
316 |
349 |
382 |
411 |
440 |
464 |
488 |
507 |
526 |
|
2.0 |
100 |
165 |
230 |
280 |
330 |
365 |
365 |
430 |
460 |
485 |
510 |
530 |
550 |
|
2.1 |
一 |
一 |
232 |
286 |
340 |
377 |
414 |
445 |
476 |
503 |
530 |
551 |
572 |
|
2.2 |
一 |
一 |
234 |
292 |
350 |
389 |
428 |
480 |
492 |
521 |
550 |
572 |
594 |
|
2.3 |
一 |
— |
236 |
298 |
360 |
401 |
442 |
475 |
508 |
539 |
570 |
593 |
615 |
|
2.4 |
一 |
一 |
238 |
304 |
370 |
413 |
456 |
490 |
524 |
557 |
590 |
614 |
638 |
|
2.5 |
一 |
一 |
240 |
310 |
380 |
425 |
470 |
505 |
540 |
575 |
610 |
635 |
660 |
|
2.6 |
一 |
一 |
— |
一 |
384 |
433 |
482 |
519 |
556 |
592 |
628 |
654 |
680 |
|
2.7 |
一 |
一 |
一 |
一 |
388 |
441 |
494 |
533 |
572 |
609 |
646 |
673 |
700 |
|
2.8 |
一 |
一 |
一 |
一 |
392 |
449 |
506 |
547 |
588 |
626 |
664 |
692 |
720 |
|
2.9 |
一 |
一 |
一 |
一 |
396 |
457 |
518 |
561 |
604 |
643 |
682 |
711 |
740 |
|
3.0 |
一 |
一 |
一 |
一 |
400 |
465 |
530 |
575 |
620 |
660 |
700 |
730 |
760 |
|
3.1 |
一 |
534 |
583 |
632 |
673 |
714 |
746 |
778 | |||||
|
3.2 |
一 |
538 |
591 |
644 |
686 |
728 |
762 |
796 | |||||
|
3.3 |
— |
542 |
599 |
656 |
696 |
742 |
778 |
814 | |||||
|
3.4 |
一 |
546 |
607 |
668 |
712 |
756 |
794 |
832 | |||||
|
3.5 |
— |
550 |
615 |
680 |
725 |
770 |
810 |
850 | |||||
|
3.6 |
一 |
684 |
733 |
782 |
824 |
866 | |||||||
|
3.7 |
688 |
741 |
794 |
838 |
882 | ||||||||
|
3.8 |
692 |
749 |
806 |
852 |
898 | ||||||||
|
3.9 |
696 |
757 |
818 |
866 |
914 | ||||||||
|
4.0 |
700 |
765 |
830 |
880 |
930 | ||||||||
|
5.2 |
— |
836 |
888 |
940 | |||||||||
|
5.3 |
— |
842 |
896 |
950 | |||||||||
|
5.4 |
一 |
848 |
904 |
960 | |||||||||
|
5.5 |
一• |
854 |
912 |
970 | |||||||||
|
4.5 |
一 |
860 |
920 |
980 | |||||||||
|
4.6 |
一 |
984 | |||||||||||
|
4.7 |
一 |
988 | |||||||||||
|
4.8 |
一 |
992 | |||||||||||
|
4.9 |
一 |
996 | |||||||||||
|
5.0 |
Z |
— |
1000 | ||||||||||
附录F
(规范性附录) 转子轴对中偏差的计算法
F. 1双表找正时,轴向、径向百分表的读数(见图F. 1)应符合公式(F. 1-1)、公式(F.2-2)的计 算。
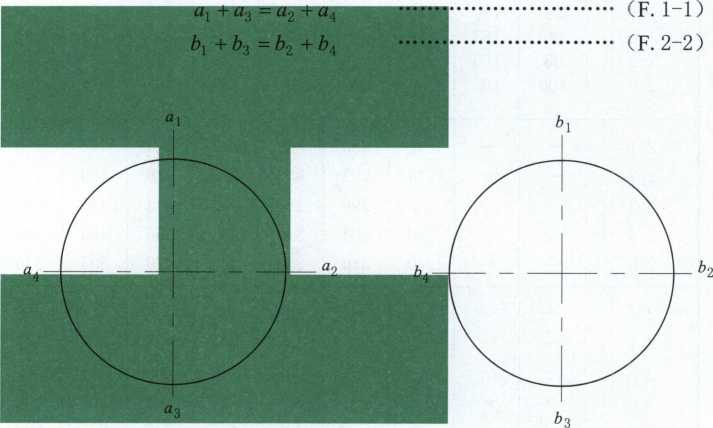
|
a—— |
—两轴线的实际径向位移,mm; |
|
QX — |
一两轴线沿X轴径向位移,mm; |
|
Qy—— |
—两轴线沿P轴径向位移,mm; |
|
— |
一百分表分别在0。、90。、180°、270。四个位置上径向表读数,mm |
b)两轴线轴向倾斜应按公式(F. 2-4)、公式(F. 2-5)、公式(F.2-6)计算。
(F.2-4)
.................................(F.2-5)
.................................(F. 2-6)
上列式中:
θ —两轴线的实际轴向倾斜,mm;
θx —两轴线沿
θy --两轴线沿卜轴的轴向倾斜,mm;
b∖〜b∖—— 百分表分别在0°、90\ 180。、270°四个位置上轴向表寸数,mm;
d0 --轴向百分表触头的回转直径,mm。

附录G
(资料性附录)
激光找正方法
GI激光找正仪主要功能
a) 转子轴对中测量;
b) 直线度测量;
C)平行度测量;
d) 平面度测量;
e) 直角和铅垂度测量;
f) 同心度测量。
G.2激光找正法特点
a) 可避免计算法和绘图法产生的误差,提高测量精度,最高精度达到0. 001mm;
b) 釆用激光找正方法调整同时,实时显示偏差的变化量,实现即时调整;
e)釆用任意三点法进行对中找正,只需将轴转动至少2个20。即可得到测量结果,转子轴不必 转动360°,适合应用在机器盘车受到一定条件限制的境况;
d) 激光仪的测量距离可为20m,适合应用在长中间轴联轴器的对中找正;应用在同心度和平面 度测量的激光仪,测量距离可为40m;
e) 可对2个〜10个机器设备(9个联轴节)进行轴对中测量,并实时显示测量值的变化;
f) 用于偏置轴对中,能够显示两个旋转轴不对中的角度和偏移值,并进行动态测量;
g) 用于机组冷态对中,可以补偿两个机器设备在热态时的平行偏差和角度偏差;
h) 可以通过打印机输出测量结果,或输入计算机,储存大量信息,并能制作含有图形和数据的 测量报告,实现文件信息化管理。
G.3典型激光找正方法
a)轴对中找正
D按图G.3-1所示,将找正用的相关基本参数输入显示器内;
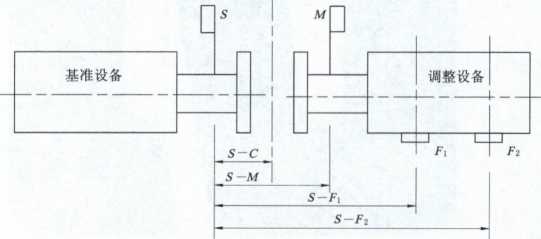
注1: Fl—调整设备前支脚。
注2: F2一调整设备后支脚。
注3: S-C——探测器S基准线到联轴器中心的距离。
注4: S、M——激光探测器。
注5: S-M——探测器S基准线到探测器M基准线之间的距离。
注6: S-FI——探测器S基准线到调整设备前支脚的距离。
注7: S-F2——探测器S基准线到调整设备后支脚的距离。
2) 调整激光探测器,使激光束完全射入靶区;
3) 从调整端向基准端看,旋转联轴器,分别在0°、90。、270°位置读取数值,显示器根据 读取的数值进行计算,并显示计算结果(见示例);
示例:
单位为mm
|
项目 |
显示器读数 | ||||
|
水 平 方 向 |
位移偏差 |
— |
— |
-0. 564 | |
|
角度偏差 |
— |
1 |
r |
0.034/100 | |
|
前支脚调整量 |
0. 904 | ||||
|
后支脚尸2调整量 |
0. 568 | ||||
|
垂 直 方 向 |
位移偏差 |
— |
— |
-0. 768 | |
|
角度偏差 |
— |
I |
匚- |
0.094/100 | |
|
前支脚E调整量 |
0. 665 | ||||
|
后支脚尸2调整量 |
0. 898 | ||||
4)根据显示的调整量,即时调整设备的前后支脚位置的水平偏差和垂直偏差,直到显示的 数值符合技术文件要求为止;
b)同心度测量
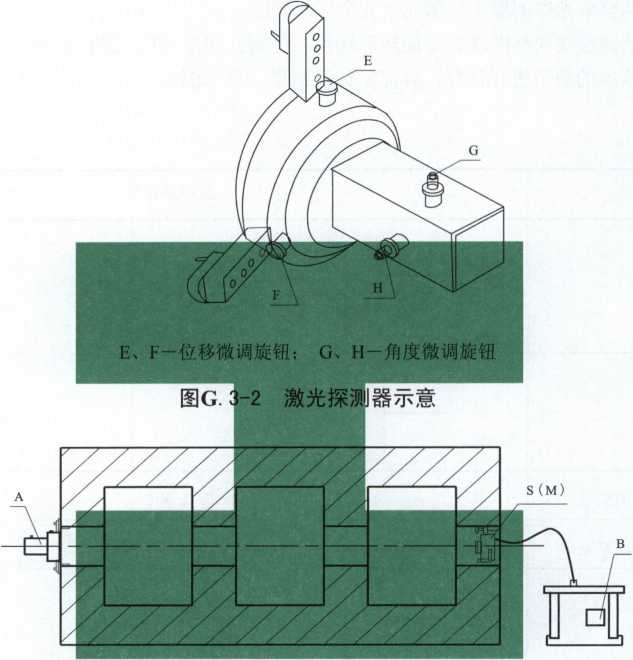
D 同心度测量用激光探测器(见图G.3-2)有三个带磁性的刚性支撑杆,支撑杆可调节以 适应不同直径的测量对象。E、F旋钮可调整激光束水平和垂直方向的位移,G、H旋钮 可调整激光束发射角度;
2) 图G.3-3为激光找正仪测量机器设备同心度的示意图,探测器安装在设备边孔端面, 探测器放置在测量孔内;
3) 调节E、F、G、H旋钮使激光束大致在孔中心位置,并完全射入探测器靶区;
4) 输入测量孔的个数和孔之间的距离,并将探测器放置在测量位置;根据调整后激光束为 参考,测出每一孔圆心相对激光束的位移量和偏差方向;
5) 以其中任意两点为基准,计算出每一个孔相对基准的偏差量和方向。
示器:S—探测器
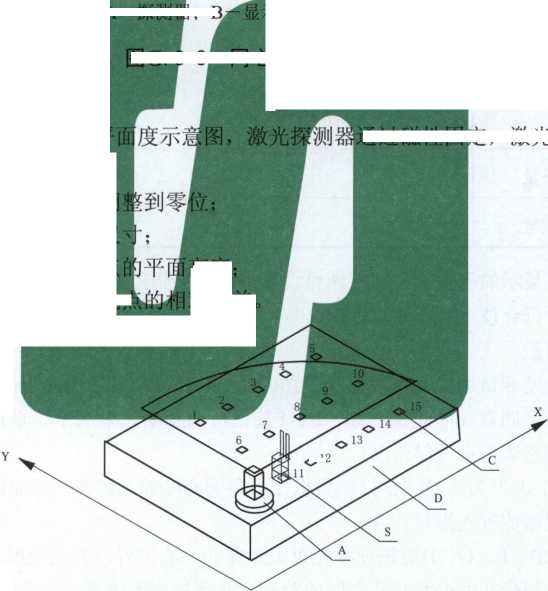
C)平面度测量
1)
2)
3)
4)
5)
005mm;
A—探测器;B
选择基准点,
O 12
0
A-发射器;S—探测器;C-测量点;D一测量平板
图G.3-3同心度测量示意
图G. 3-4为浏光测量平 量;精度为0 将探测器的]维水平调 输入测量点玫及坐标尺 按桿序依次测量设置点 得出其他庶
咼度;
对偏差。
图G. 3-4平面度测量示意
定,激光束可以旋转360°测
附录H
(资料性附录)
常用防咬合剂
常用防咬合剂的种类宜按表H进行选择,使用时可根据使用条件,采用不同的润滑油(脂)或其 他调和剂进行调制。
表H常用防咬合剂的种类和性能
|
种类 |
空气中氧化温度 OC |
稳定性 | ||||
|
二硫化铝粉MoS2 |
N400 |
不溶干水即彳 |
亍机溶液 | |||
|
二硫化钙粉WS2 |
7510 |
不溶于水及有机溶液 | ||||
|
石墨鳞片C |
N454 |
在常温下不与酸、碱及有机溶液起反应 | ||||
附录J (资料性附录) 清洗液的配方
J. 1碱性清洗液配方见表J. 1。
表J. 1碱性清洗液参考配方
|
序号 |
成分 |
质量比 % |
适用范围 |
|
1 |
氢氧化钠_________ |
0. 5〜1 |
碱性较强,能清洗矿物油、植物油和钠基脂,适 用于一般钢铁件 |
|
碳酸钠__________ |
5〜10 | ||
|
硅酸钠__________ |
3〜4 | ||
|
水_____________ |
__ | ||
|
2 |
氢氧化钠_________ |
1〜2 | |
|
磷酸三钠_________ |
5〜10 | ||
|
硅酸钠__________ |
3〜4 | ||
|
水 |
_____余量 | ||
|
3 |
氢氧化钠 |
0.5 〜1.5 |
适用于铜及其他合金件 |
|
碳酸钠__________ |
2〜5 | ||
|
硅酸钠 |
1〜2 | ||
|
磷酸钠 |
3〜7 | ||
|
水_____________ |
余量 | ||
|
4 |
磷酸三钠_________ |
5〜8 |
碱性较弱,适用于铜和铝合金件 |
|
磷酸二氢钠________ |
2〜3 | ||
|
硅酸钠 |
5~6 | ||
|
烷基苯磷酸钠 |
0. 5〜1 | ||
|
水 |
_____余量 |
J.2石油类清洗液见表J.2。
表J.2石油类清洗液
|
名称 |
适用范围 |
使用温度 °C |
|
溶剂煤油 |
清洗带油垢的钢和有色金属件 |
≤65 |
|
轻柴油 |
≤65 | |
|
航空洗涤汽油 |
≤40 | |
|
常用润滑油___________ |
≤120 |
J 3常用金属清洗剂见表J. 3„
表J.3常用金属清洗剂
|
型号规格 |
_______工艺参数 |
适用范围 |
使用要求 | ||
|
清洗液浓度 % |
使用温度 P |
清洗方法 | |||
|
FCX 一 52 固 态粉末或颗 粒 |
2~3 |
15-40 |
浸洗 刷洗 擦洗 |
代替汽油、煤油和三氯乙烯 清洗金属零部件上的润滑油 (脂)和防锈油 |
清洗后在脱水防锈剂中浸 泡Imin即可防锈 |
|
32 - 1棕黄 色粘稠液 |
3~5 |
50~80 |
刷洗 擦洗 |
代替汽油、煤油和三氯乙烯 清洗各种机电产品零部件、 轴承和齿轮等金属制品上的 油污和防锈油等 |
清洗中应视使用情况,经 常补充清洗剂,以保持其 浓度 |
|
TM-I淡黄 色透明液体 |
5 |
40 〜50 |
浸洗 刷洗 擦洗 |
清洗钢铁材料及制品或铝、 铜及合金制品上的润滑油 (脂)、内燃机积碳、沥青 质污垢和机械润滑油等 |
清洗合金件时,可在配液 中加入0.01%苯丙三氮哇 |
|
SS-2 |
10~12 |
50〜60 |
刷洗 擦洗 |
铜钢、铝合金和铜合金制品 上的机械油、油污和润滑脂 等_____________ |
轻油污可在室温下清洗 |
|
注:清洗液浓度为质量比。 | |||||
附录K (资料性附录) 脱脂剂
表K给出了常用脱脂剂。
表K常用脱脂剂
|
脱脂剂名称 |
适用范围 |
使用要求 | ||
|
工业三氯乙烯(C2HCl3) a |
金属件___________ |
含稳定剂的纯三氯Z |
,烯对一般金属无腐蚀,但有毒 | |
|
工业酒精(C2H5OH/ |
脱脂要求不高的设备和零部件 |
脱脂能力较弱 | ||
|
浓硝酸(HNo3)C |
'浓硝酸装7∣.f∣'J耐酚管件和瓷环 |
i蚀某些金属 | ||
|
碱性脱脂液d |
形状筒m、易沽洗W牛和零部件 |
F宜用于精密件、形状复杂、多孔深孔部件和钥接 牛,以及具有表面转层的金属组合件 | ||
|
金属清洗剂 |
形状简单.、易清洗的钢铁、铝等 制件 八,_____ |
f污染不太严重的制件 | ||
|
a产品应含稳定剂。 b浓度不低于96.7%。 C浓度不低于98%。 d即碱性清洗液,配方2 |
%见附录j。 | |||
附录L
(规范性附录)
螺栓刚度及被连接件刚度的计算法
L.1螺栓刚度CL及被连接件刚度CF可按公式(L.1-1)、公式(L.1-2)计算。
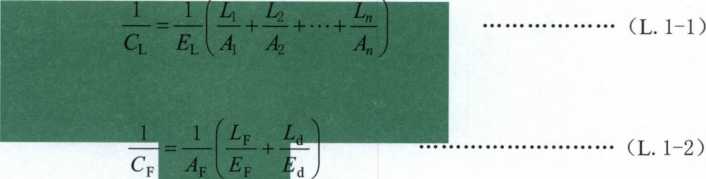
上列式中:
CL--螺栓刚度,N mn1;
EL--螺栓材料弹性模最,N∕ιnmj;
LLLn ------螺栓备段长度(见图L.l), mm;
Al^An--螺槍佇段薊面面积(见图L.l), mm2;
CF--被连接件刚度,N mrn:
AF--连接件d
Lv 被连接件
Li--垫片厚陞mm;
EF--被连接件 N/
Ei―垫片材料弹性模量,

图L.1螺栓连接示意
L 2连接件的当量受压面积4f及当量外径D。可按公式(L.2-1)、公式(L.2-2)计算。
4=捋 F) ..............................(L. 2-1)
Z)O^(1.5J + α∕) .............................. (L. 2-2)
上列式中:
|
AF — Do — dQ ~ d — |
一连接件当量受压面积,mm2; 一被连接件当量外径,mm; —被连接件当量内径,mm; 一螺栓直径,mm; |
|
a — |
一被连接件材料系数,钢取0.1,铝合金取0.17,铸铁取0.125; |
I 被连接件厚度,mm。
附录M
(资料性附录) 具有过盈的配合件装配方法
装配具有过盈的配合件时,可按表M选择装配方法。
表M具有过盈的配合件装配方法
|
配合 |
配合制 |
配合特性 |
装配方法 | |
|
基孔制 |
基轴制 | |||
|
过渡 配合 |
H7 k6 |
K7 h6 |
用于稍有过盈的定位配合,例如用于消除振动用 的定位配合_________________ |
用木锤装配 |
|
H7 n6 |
N7 商 |
用于存在过盈的更精密定位 |
用锤或压力机装配 | |
|
过盈 配合 |
H7 p6 |
P7 h6 |
用于定位特别重要、能以最好的精度达到部件的 刚性及同轴度要求,但不能用来传递摩擦负荷, 需要时易拆卸 |
用压力机装配 |
|
H7 s6 |
S7 h6 |
中等压入配合,用于钢制或铁制零件的半永久性 和永久性装配,可产生相当大的结合力 |
用压力机装配,对于较大尺寸 和薄壁零件需用温差法装配 | |
|
H7 u6 |
U7 h6 |
过盈量较大,依靠装配的结合力传递一定负荷 |
用温差法或液压套合装配 | |
附录N
(资料性附录) 过盈配合加热温度计算
N.1釆用温差法装配时,包容件加热温度可按下式计算。
|
式中: T——包容件的加 σmax --实际测量枪 σ0 --装配时所需 a——包容件的加 d——配合直径, ZH --环境温度, N.2釆用温差法装配时, |
T — J maX — 0 I rp ....... a `d 热温度或被包容件的冷却温度,°C; |
.........................(N. 1) | |||||||||||
|
取人AX皿I且,UU] 的最小间隙,mJ 热线膨胀系数或 mm; |
支包容件的; |
令却线膨胀系数,1∕°C; | |||||||||||
|
°C O 冷热装配的最小间隙可按表N. 2选择确定。 表N.2冷、热装配的最小间隙 |
单位为mm | ||||||||||||
|
配合直径d |
≤3 |
*〜6 |
6〜10 |
ιn~iH |
) |
30 〜50 |
50 〜80 | ||||||
|
最小间隙% |
0. 003 |
4 |
0. 006 |
■ |
0.0^^ |
0.018 |
0.03( |
0. 050 |
0. 059 | ||||
|
配合直径d |
80~120 |
120〜180 |
I |
W)〜250 |
250〜315 |
315-4 |
)0 |
400~500 |
一 | ||||
|
最小间隙bo |
0. 069 |
0. 079 |
r |
().090 |
(IKn |
0. Ill |
0. 123 |
一 | |||||
|
N. 3包容件的加热线膨H |
:系数或被恒 |
溶件 表[ |
1勺冷却线膨 13线膨月 |
「系劣 !系数 |
,可按表N. |
3选取。 单位为1∕°C | |||||||
|
材料 |
d |
加热 |
冷却 | ||||||||||
|
碳钢、低合金钢、合金结构可 |
-6 11X10 |
8.5X10^β | |||||||||||
|
灰口铸铁 |
IOXlO-6 |
二 |
8×10^6 | ||||||||||
|
可锻铸铁 |
一 |
IOXlG |
SH |
■ |
8×10^6 | ||||||||
|
非合金球墨铸铁 |
IoXIo-6 |
8 XlO'6 | |||||||||||
|
青铜 |
17 Xio'6 |
15 XIO'6 | |||||||||||
|
黄铜 |
18 Xio-6 |
16×10^6 | |||||||||||
|
铝合金 |
21 XlO"6 |
20 X IO'6 | |||||||||||
|
镁合金 |
26.6X10* |
25×10^δ | |||||||||||
N.4在标准大气压下,常用冷却剂可按表N. 4选用。
表N.4常用冷却剂选用
|
最低冷却温度 ______________________________OC______________________________ |
冷却剂 |
|
-75 |
干冰加酒精加丙酮 |
|
-120 |
液氨 |
|
-1 5 |
液氮 |

附录P
(规范性附录) 皮带传动拉紧力调整
P. 1在皮带传动中,通过在皮带与两皮带轮的切点间皮带(切边长Z)的中间位置且垂直皮带边加一 载荷W (见图P.1),而使皮带产生规定的挠度丫来控制拉紧力的大小。拉紧力Fo和载荷哄系见公式 (P. 1-1)、公式(P. l-2)o
(P. 1-1)
X = I.6〃IOO
(P. 1-2)
上列式中:
Fo 拉紧力,N;
W--施加的载荷,N;
L — 皮带在两皮带轮切点间的长度(切边长),mm;
Y--皮带的挠度,mm。
图P. 1皮带拉紧力的测定示意
P.2调整三角皮带拉紧力所需的载荷值应符合表P. 2的规定。
表P.2调整三角皮带拉紧力所需载荷值 单位为N
|
皮带型号 |
载荷W |
|
O |
5. 0〜6. 0 |
|
A |
9. 0〜12.0 |
|
B |
14. 0—18.5 |
|
C |
30. 0~36. 0 |
|
D |
60. 0—75. 0 |
|
E |
100. 0〜125.0 |
附录Q
(资料性附录)
管道酸洗液配合比
Q 1槽式酸洗法的脱脂、酸洗、中和、钝化液配合比,宜符合表Q. 1-1、表Q. 1-2的规定。
表Q.1-1脱脂、酸洗、中和、钝化液配合比
|
溶液 |
成分 |
浓度 _______%_______ |
温度 ____C |
时间 min |
PH值 |
|
脱脂液 |
氢氧化钠 碳酸氢钠 碳酸钠 硅酸钠 |
8—10 1.5〜2. 5 3〜4 1〜2 |
60 〜80 |
240左右 |
— |
|
酸洗液 |
盐酸 乌洛托品____ |
12 〜15 1〜2 |
常温 |
340〜360 |
一 |
|
中和液 |
氨水 |
8〜12 |
常温 |
10—15 |
8—10 |
|
钝化液 |
亚硝酸钠 氨水______ |
1〜2 |
常温 |
2〜5 |
10 〜12 |
表Q. 1-2不锈钢管道酸洗液配合比
|
溶液 |
分子 |
浓度 _________%_________ |
温度 ___________OC____________ |
时间 min |
|
硝酸 |
HNO3 |
15 | ||
|
氢氟酸 |
HF |
1 |
49〜60 |
15 |
|
水________ |
H2O |
84 |
Q 2循环酸洗法的脱脂、酸洗、中和、钝化液配合比,宜符合表Q.2的规定。
表Q.2脱脂、酸洗、中和、钝化液配合比
|
溶液 |
成分 |
浓度 _______%_______ |
温度 _________OC_________ |
时间 min |
PH值 |
|
脱脂液 |
二氯甲烷 |
一 |
常温 |
30左右 |
— |
|
酸洗液 |
乌洛托品____ |
10 〜15 ____________1____________ |
常温 |
120〜240 |
一 |
|
中和液 |
氨水 |
1 |
常温 |
15 〜30 |
10 〜12 |
|
钝化液 |
亚硝酸钠 氨水______ |
10 〜15 1〜3 |
常温 |
25 〜30 |
10 〜15 |
Q 3槽式酸洗法操作程序为脱脂一水冲洗一酸洗一水冲洗一中和一钝化一水冲洗一干燥一喷防锈油 (剂)一封口。
Q 4循环酸洗法操作程序为水试漏一脱脂一水冲洗一酸洗一中和一钝化一水冲洗一干燥一喷防锈油 (剂)。
Q 5可釆用将脱脂、酸洗、中和、钝化四个工序合一的清洗工艺进行管道清洗。
为便于在执行本规范条文时区别对待,对要求严格程度不同的用词说明如下:
表示很严格,非这样做不可的:
正面词采用“必须”,反面词采用“严禁”;
主 —1 亚场 * 十 A⅛,k士、,n -∏Γ^丄宀宀心∙ AIA 时,
衣不严格,≡⅞∣∣H⅛b均丿业以忏做旳:泛⅜二,∙M*長E盘圣
正面词采用"
1)
2)
3)
应”,反面词釆用“不应”或“不得”;
表示允许稍有时首先应
正面词釆用Kl
表示有选择,■定条件下可以这样做的,采用“可”。
的写法为:“应符合
宜”,反面词釆用“不宜”;
4)
条文中指明应按其他有关标准执行
的规定”或"应按
执行“。
中华人民共和国石油化工行业标准
石油化工机器设备安装工程 施工及验收通用规范
2017北京
SH/T 3538—2017《石油化工机器设备安装工程施工及验收通用规范》,经工业和信息化部2017 年4月12日以第14号公告批准发布。
本规范是在SH/T 3538—2005《石油化工机器设备安装工程施工及验收通用规范》的基础上修订 而成,上一版的主编单位是北京燕华工程建设有限公司(原北京燕华建筑安装工程有限责任公司),参 编单位是北京泛泰克斯仪器有限公司,主要起草人员是陈继然、郑占东、罗鸣。
本规范修订过程中,编制组进行了广泛的调查研究,总结了近几年来我国石油化工机器设备安装 工程施工的实践经验,同时参考了一些国外先进技术标准,并以多种形式广泛地征求了有关设计、施 工、监理等方面的意见,取得了机器设备安装工程的重要技术参数,最终形成了本规范。
为便于广大设计、施工、科研、学校等单位有关人员在使用本规范时能正确理解和执行条文规定, 《石油化工机器设备安装工程施工及验收通用规范》编制组按章、条顺序编制了本规范的条文说明, 对条文规定的目的、依据以及执行中需注意的有关事项进行了说明。但是,本条文说明不具备与规范 正文同等的法律效力,仅供使用者作为理解和把握规范规定的参考。
范围
规范性引用文件
术语和定义
基本规定
机器设备安装准备
5. 1
5.2
5.3
5.4
5.5
67
一般规定.....................
附属设备安装...............
管道的酸洗、冲洗和吹扫
一般规定
技术文件
开箱检验和保管
施工现场.........
基础检査、复测及处理
机器设备安装
6. 1
6.2
6.3
6.4
6.5
6. 6
6.8
一般规定
放线••••••
有垫铁安装
无垫铁安装
地脚螺栓…
就位、找平及找Ia
转子轴对中
清洗与装配
7
7
7
7
7
7
7
1
2
3
4
6
7
8
—般规定
机器设备及零部噜洗 螺栓、键和定位车
过盈配合件装配•• 滑动轴承装配 密封件装配••• 联轴器装配…
附属设备及管道的安y
8. 1
8.2
8.4
试运转
9.4单机试运转
67
67
67
67
67
67
68
68
68
68
68
68
68
68
69
69
69
69
69
69
69
69
70
70
70
70
70
70
70
70
70
1范围
本规范所列之条项是对各类机器设备的安装及验收的基本技术要求,强调了机器设备安装施工的 通用性。如果机器设备产品技术文件有特殊要求时,应首先执行产品技术文件的规定。
由于煤化工和天然气化工机器设备安装要求与石油化工机器设备安装工程基本一致,故将煤化工 和天然气化工机器设备安装工程列入本规范的适用范围。
2规范性引用文件
本章列出了本规范中引用的国家标准、行业标准。
3术语和定义
本章给出了机器安装和装配时一些常用术语和定义。特别是其中的一些术语,如轴承紧力、夹帮、 修帮、刮研等都是专业性很强的行业用语,非专业人员难懂其意,所以在规范中第一次作为术语,并 给以定义,帮助大家理解规范内容。
由于干气密封和激光对中在业内已广泛应用,此次修订增加了干气密封和激光对中的术语和定义。
4基本规定
本章是此次修订规范新增加的内容,主要是将规范中一些共性要求和规定统一归纳出一个章,减 少后续章中重复规定和要求。
4.5强调机器吊装和运输时应按起重规程进行运输吊装,并应注意吊装标志的使用。
5机器设备安装准备
5.1 一般规定
本条是此次新增内容,列出第5章中的共性要求,并保持章条内容一致。
5. 2技术文件
5. 2. 1本条提出了安装前应具备的技术文件是基于以下考虑:
a) 设计单位提供的技术资料,是安装机器的依据;设计交底是施工单位了解设计意图的关键环 节;没有设计文件不得进行施工;
b) 建设单位提出的合理要求的内容,一是合同中要求的内容,如是否需要解体检査、执行标准 规范的版本等;二是会议中形成决定的技术要求;
C)制造厂应提供机器设备出厂的有关重要零件和部件的制造装配等质量检验证书及机器的试运 转记录,是制造厂应保证的内容;总装配图、主要部件图、易损零件图、安装使用说明书及 机器设备的装箱清单是机器设备安装、维修、开箱检验的重要依据;没有机器设备技术文件 不得进行作业。
5.2.2、5. 2.3对大中型、特殊、复杂的机器设备安装工程应编制施工组织设计或施工方案,以求做 好施工准备,使安装工程能顺利进行。大中型、复杂机器安装工程的划分,应随施工单位技术水平、 机具装备和施工环境条件而定。工程规模较大、工期较长或第一次施工者应在施工前编制施工组织设 计或方案,全面规划施工的各项工作,做好充分的施工准备。工程规模比较小,工期较短或过去已经 施工过的工程,可按其特殊条件及重要工序,在施工前制订施工方案。施工方案编制前应进行图纸会 审,将施工图纸要求与机器安装的技术要求进行对比,审核是否有差错;施工前施工技术人员应向施 工人员交底,认真说明施工方法、施工程序等,并做好记录。
5.3开箱检验和保管
5.3.1开箱检验工作有建设单位参加,机器安装后,最终要交给建设单位使用,且将制造与安装单位 责任分清。如有缺、损件等质量问题应由釆购单位负责。
5. 3. 2-5. 3. 5开箱后直至交工的保管由施工单位负责,所以施工单位应有机器及零部件的存储设 施,做好防止变形、损坏、锈蚀或丢失的工作,并有专人负责,责任落实到人。专用工具及随机技术 资料待交工后移交建设单彳
对于成套供应机器设,特別是附件较多的机器设备,开箱检验非重要。检验过程中大家往往 只重视主机的检验,忽视対附件的开箱检验,特别是对随机的电气、仪表附件清山和软收,直到安装 时才发现缺这少那’如果供应商又没有人员参加,责任不明确,再互相推诿,给安装施工带来很大的 麻烦。特别要强调供应商在提供成套设备的同时,应提供完整的设备、管道和电气仪表安装图。
5.4施工现场
本条内容是安装施工必要条件,也是d装施工过程卩常见发生问题的地方,目的是保证施工能顺 利进行。
5.5基础检查、复测及縛
5. 5. 1-5. 5. 3机腭的基础工程,一般由建筑单位施工,其质量要求应符合GB 50204的规定,并由 建设单位对建筑单位进行匸程验收。
机器设备安装而,应按本规范的要求,复检基础的位置、标高、几盲尺寸及預理部分的位置几何 尺寸是否符合必求如仃超差不符合要求的,应由建筑单位进行返修。
5.5.4基础处理是为τ≡
5. 5. 5本条是此次修订重曹f加内容之一 缺失,使规范更具仃指导性和可操作性。
6机器设备安装
6. 1 一般规定
本条是此次修订新增I容,提岀
2放线
6. 2. 1
6. 2.2有相互连接、衔句或排列关系
机器设备安装基准
目岛就是补充现仃规沱理虢钢结构平台基础检査验收的
:和可操作性。
线应以划定

的基;

6章

的共性要求,鴻保持章条内容 致。
6. 2. 3编写该规定的目K E是便于安 6.3有垫铁安装
每一■组垫铁的最小Im积可由计算确定,
线为准, ,应戈
呈中相互

B不能
位i
W同的

:戋和标高为准。
而不能单台机器画线。
并选用■于最小面积的规格#铁。有垫铁的安装方法还可 以采用压浆法或座桨法放该方法使垫铁与基础,触可达到100%f安装时建议推荐上述两种方  法。对安装在金属结构上的机器,要求垫铁应与金属结构用定位焊焊牢。
法。对安装在金属结构上的机器,要求垫铁应与金属结构用定位焊焊牢。
随着石化工业的发展和成本意识的加强,有垫铁安装的机器设备将逐渐减少,特别是动设备安装 甚至有可能面临被淘汰的境地,所以此次修订将垫铁计算和选用列入到附录内,并作为资料性附录。
6.4无垫铁安装


无垫铁安装方法,是机器设备的重量及地脚螺栓拧紧力等均由二次灌浆层来承担的方法。由于混 凝土配比技术的进步,机械安装的灌浆料目前有了很大发展,对大型高转速机械的安装十分有利,在 条件允许情况下,建议推广使用。使用时要认真分析灌浆料的使用条件、方法,对新产品应在实验后 使用,同时注意养护工作。
无垫铁安装已广泛釆用,应大力推广,特别是动设备安装应首选釆用无垫铁安装。
6.5地脚螺栓
6.5.4机器设备基础浇注预埋的地脚螺栓由于要求地脚螺栓位置准确,故应用少,但具备一定条件 时,如有机器底座地脚螺栓孔位置模板,釆用预埋地脚螺栓就可以省掉一次灌浆的工作程序及一次灌 浆的养护时间,加快安装速度。
6.5.5在生产实践中经常遇到釆用化学锚固螺栓作为设备地脚螺栓,特别是一些小型风机和泵组的 6.5.6安装上经常使用,为此增加了化学锚固螺栓的技术要求。
化学锚固螺栓同条件拉拔试验是指在植地脚螺栓施工的同时,应按照国家规定的试验要求在同一 个或同标号的混凝土基础_的相同地脚螺栓,并对其进
行拉拔试验,以软证机借设备使用的化学锚固地脚螺栓的可靠性。
6.6就位、找平及找正 6.6.3机器安装牯'度的偏差,应考虑下列因素:
a) 能补偿受力或温曳变化后所引起的偏差;
b) 能补偿使用过程中磨损所引起的伤
C)不增加功率消耗;
d) 使转动平稳;
e) 使机件在负荷作
f')能冇利「仃 5件的连接、配合;
g)仃利「捉罚被加匸件的精度。
6. 6. 5采用水平拉钢汉化正机器或部件的方法是安装中常用的测量方法 6.8转子轴对中
6. 8. 1、6. 8. 2无间隔轴龍往复式机泵及各类小型机
泵,与有间隔轴的联轴器臂
轴器的机泵为主。根据机,的安装要求和
6. 8. 4随着安装技术的谢
找正,在国内得到应用,Ik渐被大家
且石
江,有必要将两种联轴器的 和施工方法的要求越来越 所以将激光找正方法和技术
7清洗与装配
7. 1 一般规定
7. 1.2本条对机器和零櫟 气进出孔,应进行彻底的 出重要机器的封闭记录,
法利
件上的润滑
油孔

出

7.1.6随着环保意识的提 工单位更加重视环保工作,L 7.2机器设备及零部件:满

盪置中,主要以有间隔轴的联 中调整分开编写。
SJ世界各国普遍推行的激光 求写入规范。
密封油孑 洗孔、密
洗孔、密
规定,对该部位清洗和吹『1的电要性。力外重
配的质量
高和法律制度的建设,对
并熟知法律条文,因
隔离气进出孔以及干气密封


要求。
毒 扌和排放越来越严格,要求施 其排放提鼻求。
扌和排放越来越严格,要求施 其排放提鼻求。

本条是此次规范修订新增加的一条,将原有7.1条中有关清洗方面内容进行归纳,并增加对机器
设备轴承箱、油箱和变速箱的清洗要求,既充实了本章规范要求,又使得条的层次变得清晰。
7.2.7对脱脂合格检验方法和标准要求提出执行标准。
7.3螺栓、键和定位销装配
7.3.1本条规定了同一零件用多条螺栓紧固时的一般紧固顺序,目的是为了规范紧固顺序,保证装配 质量。
7.3.3本条增加了高强螺栓安装时的注意细节,确保施工质量。
7.3.3 d)强调了高强螺栓拧紧时间,目的为了保证高强螺栓安装质量。
7.4过盈配合件装配
7. 4.4随着石化事业的发展,液压套合这种过盈配合件装配中使用的方法越来越被广泛使用,特别是 传动设备推力盘、联轴器等装拆时大都釆用这种方法,所以将施工中应注意的事项列入规范内,目的 为了保证装配质量。
7.6滑动轴承装配
7.6.5本条规定了下轴瓦应用螺钉、凹槽或压键定位,目的是规定下轴瓦应定位,防止轴向串动和转 动。另外,薄壁瓦与轴承座的接触情况是由其加工精度来保证,一旦发现瓦有变形,就应检查瓦背接 触情况,如果接触面积不符合要求时,应进行修整或更换。
7. 7密封件装配
7. 7.1参照GB 50231《机械设备安装工程施工及验收通用规范》要求,适时增加对密封胶使用的技 术要求。
7.7.3随着石油化工事业的发展,传动设备的类型越来越多样,平面硬填料密封已被广泛应用,特别 是各种小透平和高压往复泵,大都釆用平面硬填料密封,所以有必要将其列入规范,目的是为了规范 装配方法,保证装配质量。
7. 7. 9由于干气密封在石油化工行业中应用广泛,除大型机组外,许多重要泵组基本也都釆用干气密 封,为了保证安装质量、保持规范的先进性,有必要将其列入规范。
7.8联轴器装配
7. 8. 8此次修订将原有对中偏差要求删除,主要出于与国家标准保持一致,不再针对具体联轴器的不 同规格给出偏差要求。规范中的对中允许偏差值是通过调研制造厂,并参阅其设计文件后编制而成。
联轴器对中要求应按机器说明书和联轴器说明书中要求的最小值执行,并应是运行状态的数值。 根据APl 686 ≪机械设备安装和安装设计建议惯例》中的要求,联轴器对中允许偏差是端面偏差小于或 等于0. 03°,径向位移允许偏差为0.02mm,如果机器说明书要求值更严格则按说明书要求执行。本文 数据是根据施工经验而来,需要各方专家讨论。但是对中参数应按表执行。
8附属设备及管道的安装
8. 1 一般规定
本条是此次修订新增内容,提出第8章中的共性要求,并保持章条内容一致。
8.2附属设备安装
8. 2.1本条对附属设备安装提出总体要求。
8. 2.2本条规定了密封站和对成品实施保护,封闭任何敞口,避免二次污染,更确保了附属设备的 清洁。
8.4管道的酸洗、冲洗和吹扫
8.4. 1现在常用的液压、润滑和密封管道均釆用不锈钢材料配制,适宜采用槽式加温浸洗的方法,使 用除锈钝化清洗剂进行酸洗,可以缩短钝化时间,且处理效果符合使用要求。
8. 4. 4油系统管道主要包括液压、润滑和密封等系统,对管道清洁度的要求非常高,特别是压缩机组 和液压设备,管道是否清洁,将直接影响机器设备能否运转和正常运行。所以,在酸洗合格后,均要 用工作介质或相当于工作介质的液体进行冲洗,并釆用循环方式冲洗。
9试运转
9.4单机试运转
9.4. 6 b)在国际标准ISO 2372《设备振动标准》中规定了转速为10r/s〜200 r/s的机器,在IOHz-IOOoHZ的频率范围内机械振动烈度的范围,将振动速度的有效值从O. 07mm∕s到71mm∕s的范围内分 为15个量级,相邻两个烈度量级比约为1:1. 6。
9. 4. 9石油化工装置建筑安装施工中,经常遇到不宜或不能单机试运转的机泵或机组设备,只能与建 设单位协商,征得建设单位同意的情况下,在装置联运时进行该机器的单机试运转,考核其机械性能。
70