
免费标准下载网(www.freebz.net)
ICS 25. 040. 20
J 53
GB 22997--∙2008
Safety Of machine tools— SmaII numerically ContrOIIed turning machines and turning CentreS
(EN 12415:2000,MOD)
2008-12-31 发布
2009-10-01 实施
111
前言..................
引言..................
1范围..............
2规范性引用文件
3术语和定义••…
4
5
6
7
危险一览表..............................
安全要求和/或措施....................
使用信息...................................
关于 GB 15760—2004 .................
附录A(资料性附录)安全功能的检査 附录B(资料性附录) 附录C(资料性附录) 附录D(规范性附录) 附录E(资料性附录) 附录F(资料性附录) 参考文献.............
车床的防护装置——撞击试验方法 ......................... 撞击试验用的试验装置和材料示例 ......................... 机床发射噪声的测量........................................... 直接撞击能量的计算方法.....................................
本标准条款中涉及的欧盟指令基本要求和其他欧盟指令
I π 1 1
3 4
10 18 20 21
23 26 28 29
30 31
本标准5. 3. 1.5. 3. 2.5. 3.4为推荐性的,其余为强制性的。
本标准修改釆用EN 12415:2000«机床安全 小规格数控车床与车削中心》(英文版)。
本标准根据EN 12415:2000重新起草。
本标准与EN 12415:2000相比,主要技术差异为:
——第1章中增加了“简式数控车床可参照执行本标准勺
——删除了第1章“本标准适用于本标准实施日期后制造的机床勺
——增加了第7章“关于GB 15760—2004,,l
——按修改单EN 12415 :2000/Al :2002进行了修改(见5. 2. 2、6.2、B. 2. 3、表C. 1和附录E)O 为了使用方便,本标准作了如下编辑性修改:
——“本欧洲标准”一词改为“本标准勺
——删除了 EN 12415:2000的前言了
——对EN 12415:2000中引用的其他国际标准和欧洲标准,有被采用为我国标准的,用我国标准 代替对应的国际标准和欧洲标准,没有被采用为我国标准的直接引用国际标准和欧洲标准;
B3
——附录B的B. 2. 2. 2中钢性能参数的表示符号按我国的规定;
——“附录ZA”改为“附录F”。
自2009年10月1日起,生产企业生产的产品应执行本标准;自2010年10月1日起,市场上应停 止销售不符合本标准的产品。
本标准的附录D为规范性附录,附录A、附录B、附录C、附录E和附录F为资料性附录。
本标准由中国机械工业联合会提出O
本标准由全国金属切削机床标准化技术委员会(SAC/TC 22)归口 O 本标准起草单位:北京机床研究所。
本标准主要起草人:张维、李祥文、赵钦志。
本标准为首次发布。
本标准是根据欧洲协调标准EN 12415:2000和EN 12415:2000/Al:2002制定的。欧洲协调标准 EN 12415:2000和EN 12415s2000∕Al:2002主要提供符合欧盟机械指令的基本安全要求和与之关联 的EFTA(欧洲贸易协会)规则的手段。
本标准属于GB/T 15706. 2—2007规定的C类安全标准。
本标准所涉及的危险范畴在“范围"中已指出。对于本标准没有考虑到的遗留危险,可按
GB/T 15706.1—2007和GB/T 15706. 2—2007的有关规定采取相应的安全防护措施。 本标准的使用对象为机床设计者、制造商、销售商和进口商。
在本标准中还给出了制造商提供给用户的安全信息。
1范围
本标准规定了一般用途的数控车床与车削中心(以下简称机床)消除危险和减少风险的安全要求 和/或措施。
本标准所识别出的危险见第4章中的表IO
本标准适用于:
--夹持装置的最大外径至500 mm,最大顶尖距至2 000 mm的数控卧式车床与车削中心;
--夹持装置的最大外径至500 mm的数控立式车床、主轴倒置的机床(包括改进后)与车削中心。
大规格数控车床与车削中心可执行本标准或执行GB 22998-2008o
本标准也适用于作为机床整体组成部分的附件,如:刀具,卡盘,工件上、下料装置和排屑装置。
本标准还适用于组成自动加工线或车削单元的车床,当它们所产生的危险和风险与单独加工的机 床相似时。
本标准中所给出的附加方法是依据参考文献所列的标准。
本标准适用于单轴自动车床,不适用于多轴自动车床(见EN 13788:2001) 0
本标准不适用于与EN 12840-2000有关的加工时需人工控制的数控(NC)车床(不带可编程控 制器)。
简式数控车床可参照执行本标准。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3767—1996 声学 声压法测定噪声源声功率级 反射面上方近似自由场的工程法 (eqV ISO 3744:1994)
GB/T 3768-1996声学 声压法测定噪声源声功率级 反射面上方采用包络测量表面的简易法 (eqV ISO 3746:1995)
GB 4208—2008 外壳防护等级(IP 代码)(IEC 60529 :2001 ,IDT)
GB 5226.1—2002
IDT)
GB 7247.1—2001
1993)
GB/T 8129—1997
GB/T 8196—2003
(ISo 14120:2002, MoD)
GB 12265.1—1997 机械安全
GB 12265. 3—1997 机械安全
GB/T 15706.1-2007 机械安全基本概念与设计通则第1部分,基本术语和方法 (ISO 12100-1:2003,1DT)
Iii
!Sj
机械安全 机械电气设备 第1部分:通用技术条件(IEC 60204-ls2000,
激光产品的安全 第1部分:设备分类、要求和用户指南(idt IEC 60825-1:
工业自动化系统 机床数值控制 词汇(idt ISO 2806:1994) 机械安全
防护装置固定式和活动式防护装置设计与制造一般要求
防止上肢触及危险区的安全距离(eqv EN 294:1992) 避免人体各部位挤压的最小间距(eqv EN 349:1993 )
GB 22997—2008
GB/T 15706. 2-2007 机械安全 基本概念与设计通则 第2部分:技术原则(ISO 12100-2: 2003, IDT)
GB 15760-2004金属切削机床安全防护通用技术条件
GB/T 16404-1996 声学 声强法测定噪声源的声功率级 第1部分:离散点上的测量 (eqv ISO 9614-ls1993)
GB 16754—2008 机械安全 急停 设计原则(ISO 13850: 2006, IDT)
机械安全 控制系统有关安全部件 第1部分:设计通则(ISO 13849-1:
GB/T 16855.1—2008
2006 JDT)
GB/T 16856.1—2008
机械安全 风险评价 第1部分:原则(ISO 14121-1:2007 ,IDT)
声学 机器和设备发射的噪声 工作位置和其他指定位置发射声压级的
GB/T 17248. 3—1999
测量 现场简易法(eqv ISO 11202:1995)
GB/T 17248. 5-1999声学机器和设备发射的噪声工作位置和其他指定位置发射声压级的 测量 环境修正法(eqv ISO 11204:1995)
GB/T 17454. 1—2008 则(ISO 13856-1 :2001, IDT)
机械安全 压敏保护装置 第1部分:压敏垫和压敏地板的设计和试验通
GB/T 17454. 2—2008
机械安全 压敏保护装置 第2部分:压敏边和压敏棒的设计和试验通则
(ISO 13856-2 :2OO5, IDT)
GB/T 18717. 1—2002
定原则(ISO 15534-1 :2000,NEQ)
GB/T 18717. 2-2002用于机械安全的人类工效学设计 第2部分:人体局部进入机械的开口尺 寸确定原则(ISo 15534-2 :2000, NEQ)
GB/T 18831—2002
MoD)
GB/T 19670—2005
GB/T 19671—2005
用于机械安全的人类工效学设计 第1部分:全身进入机械的开口尺寸确
机械安全
机械安全
机械安全
带防护装置的联锁装置 设计和选择原则(ISo 14119:1998,
防止意外启动(ISo 14118:2000,MOD)
双手操纵装置 功能状况及设计原则(ISO 1385112002, MOD)
GB 22998—2008 机床安全 大规格数控车床与车削中心(EN 12478:2000,MOD)
ISO/TR 11688-1:1995声学 机器和设备降低噪声设计的操作规程 第1部分:设计
ISO 16156:2004机床安全卡盘的设计和结构安全要求D
EN 292-2 J991/A1: 1995 机械安全 基本概念与设计通则 第2部分:技术原则与规范
EN 614-1:1995
机械安全
机械安全
机械安全
人类工效学设计原则 第1部分:术语和一般原则
人类工效学设计原则 第2部分:机械设计和相互任务间的作用
显示和控制操动器设计人-机工程学的要求第1部分:人与显示
EN 614-2:2000
EN 894-1:1997
器和控制驱动器之间的作用总则
EN 894-2:1997机械安全 显示和控制操动器设计 人-机工程学的要求 第2部分:显示器
EN 894-3:2000 机械安全 显示和控制操动器设计 人-机工程学的要求 第3部分:控制操 动器
EN 982:1996机械安全 液压系统和元件的安全要求
EN 983s1996机械安全 气动系统和元件的安全要求
EN 1005-1:2001
EN 1005-2:2003
EN 1005-3:2002
机械安全
机械安全
机械安全
人体特性
人体特性
人体特性
第1部分:术语和定义
第2部分:人工操作的机器和部件
第3部分:推荐的机器操纵力限值
1)
正在等同转化为国家标准GB 23290
2009.
GB 22997—2008
EN
EN
EN
EN
EN
EN
1005-4s2005机械安全 人体特性 第4部分:操纵机器工作姿势的评估
1050:1996
1070s1998
1837:1999
12840:2000
13788:2001
机械安全
机械安全
机械安全
机床安全
机床安全
风险评价
术语
机床的整体照明
人工操作车床
多轴自动车床
ENV 26385s1990工作系统设计的人类工效学原则
3术语和定义
GB/T 15706.1—2007.GB 16754—2008和EN 1070:1998确立的以及下列术语和定义适用于本 标准。
3. 1
数控车床 numerically COIItrOlIe(I turning machine[见图 1 a)]
数控车床是主运动为工件相对于刀具旋转,切削能是由工件而不是刀具提供的数控机床。
注:该类机床数字控制装置提供自动功能。
3.2
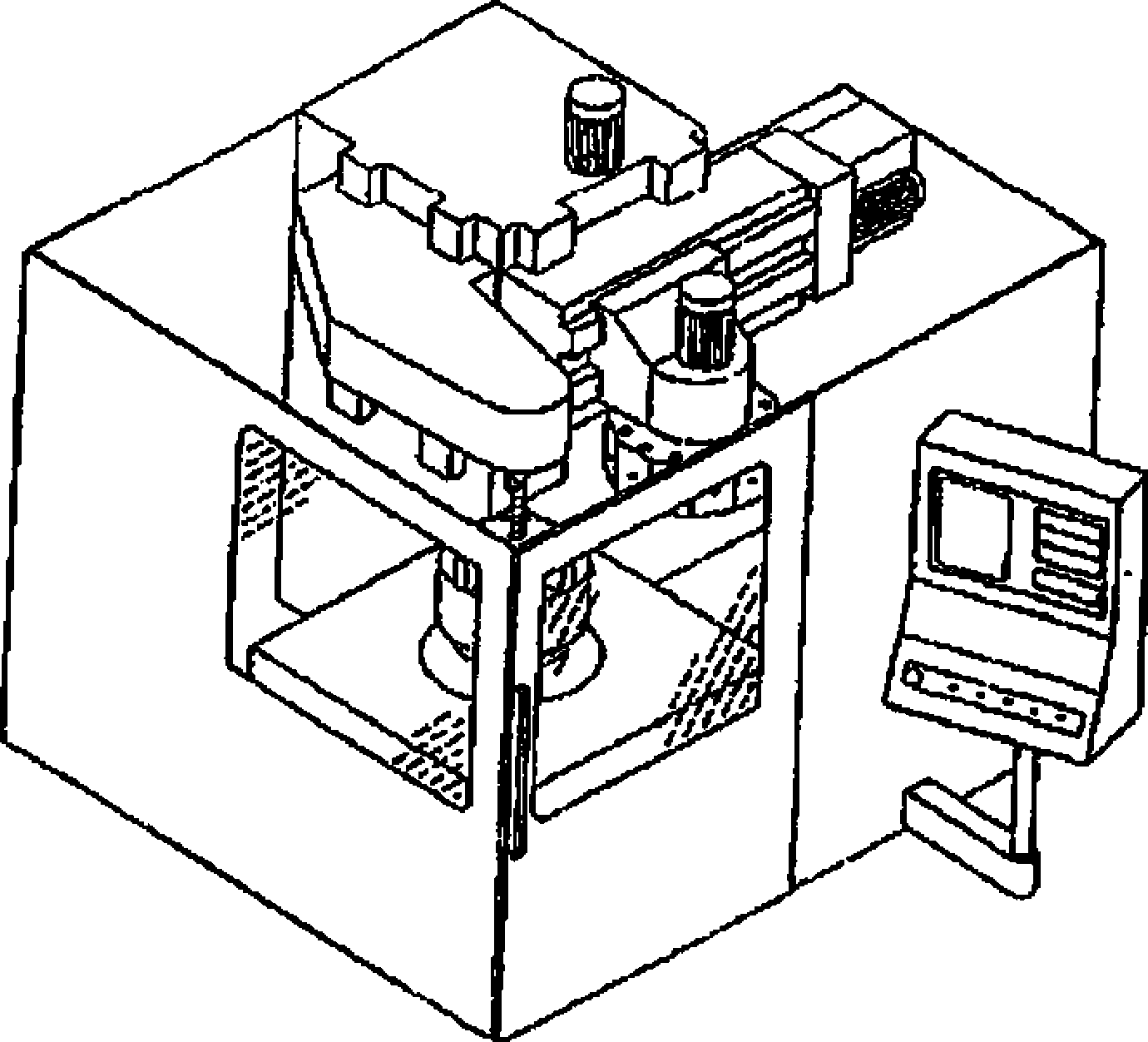
车削中心 turning Centre [见图1 b)]
车削中心是配有动力驱动刀具装置,并使夹持工件主轴具有围绕其轴线定位能力的数控机床。
注:该类机床可以包括附加特性,如可以由刀库进行自动换刀。
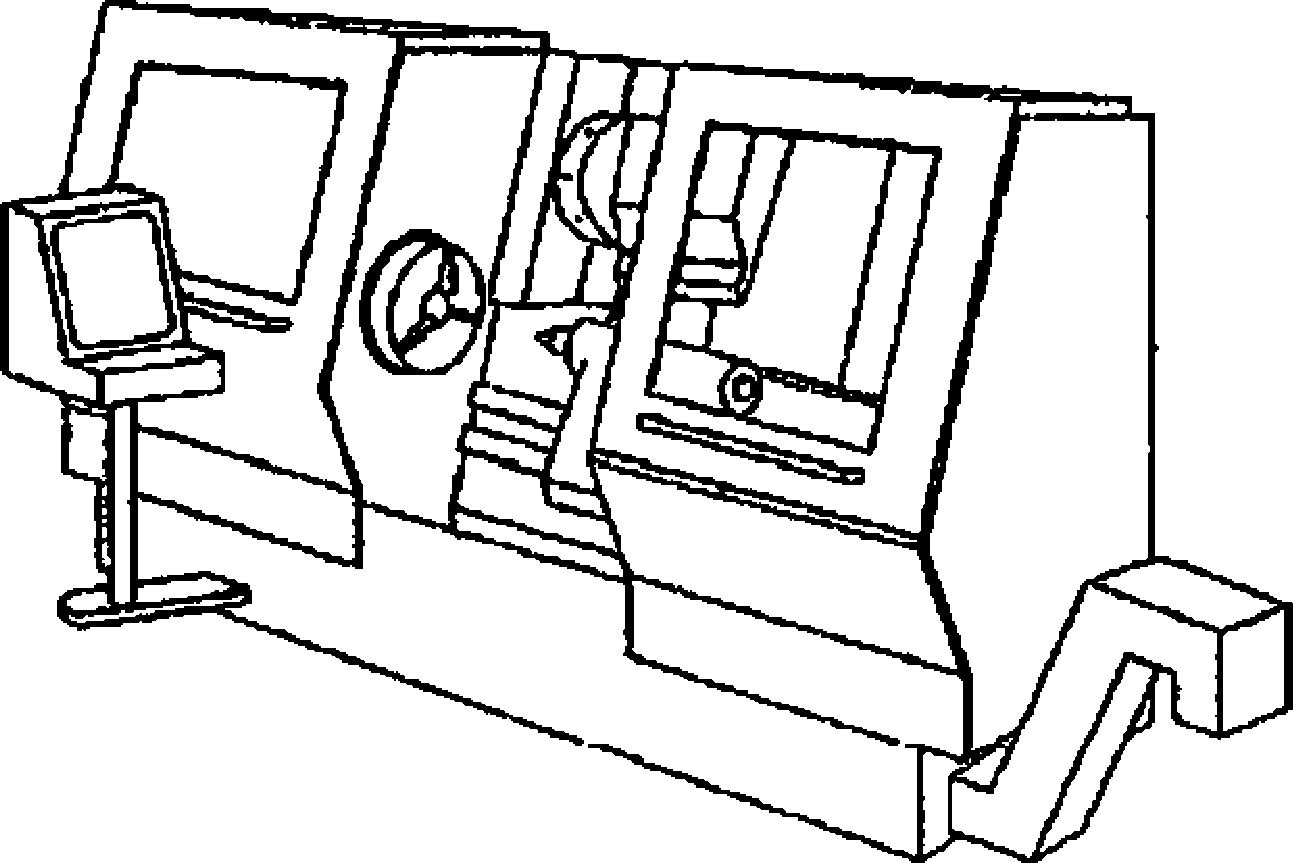
a)数控卧式车床
b)数控立式车床

1
数控车床示例
3.3
机床工作方式 InaChine InOdeS Of OPeIaatiOn
注:NC工作方式的定义如下:
NC工作方式
NC或数据输入装置可以将输入翻译成被执行的功能。
a)
NC的人工工作方式
操作者不用数字数据控制机床的一种非自动工作方式。如:用按钮或操纵杆控制机床。
b)
人工输入数据工作方式
用手工把加工程序的信息传入NC装置。
C)
单段程序工作方式
数控机床的一种工作方式。当用此工作方式时,由操作者起动,而后机床以自动工作方式进行 工作,当控制数据的一个程序段完毕后,即停止工作。
d)
自动工作方式
数控机床的一种工作方式。当用此工作方式时,操作是按照控制程序进行,直到由程序或操 作者使机床停止为止。
3. 3. 1
生产工作方式 InaChilIing InOde
生产工作方式是指机床按照控制程序自动、持续的操作,直到由程序(或操作者)停车。在此工作方 式下,可通过手动或自动上、下料装置装卸工件。
3. 3.2
调整工作方式 InaChine Setting InOde
调整工作方式是指为了执行下一个工序,操作者需进行调整。
可用控制程序、试车方式和手动方式(在动力保持下)对机床进行不连续操作。
注:此工作方式包括随后程序的检査、刀具校验和/或工件定位(包括指示器或刀具触及工件)。
4危险一览表
按GB/T 15706. 1—2007中第4章和GB/T 16856.1—2008的规定识别出的危险见表IO
消除危险和减少风险的安全要求和/或措施见第5章。
注:对于按GB/T 16856. 1—2008风险评估识别出的、而本标准没有涉及的附加危险,可按GB/T 15706. 1—2007 和GB/T 15706. 2—2007采取安全措施,消除危险和减少风险。
机床设计者应特别注意机床寿命期间所发生的危险,如:在预定使用条件下,操作者和其他人员进 入危险区,以及一些可预见的误用(见GB/T 15706.1—2007的3. 22)o还必须考虑机床操作期间和/或 需要操作者和/或其他人员干预操作(如:调整、清理和维修)时产生的危险。机床部件的故障分析包括 控制系统的故障,其风险评价见GB/T 16855.1—2008的有关内容。
本标准涉及的危险见表1。应特别注意下列危险:
——刀具、夹爪、工件或其他部分(含切屑)等的甩出危险(见表1中的17)$
——机床运动部件的缠绕或卷入危险,尤其是卡盘、刀具和工件(见表1中的L 4和1.5);
——机床运动部分和固定/运动部分之间的剪切和挤压危险(见表1中的Ll和L 2)。
主要危险区有:
——运动的主轴、工件夹具(如:卡盘)、滑板、转塔刀架、刀
具、工件、排屑器(如:作为一体的)的工
作区;
——上、下料装置,包括卧式车床的棒料送进装置;
——刀库和换刀装置。
goolΓH96TjygD O——TE88I JygD 66IlE9ZZI S 166I—I9 舄 I S G00Z——96I8 JyHo
⅛R
ltl
ZOoZ——zozgl ι√HD





Zo——I ・9。ZgljyHD

颠账WIm;V成垄 S66TIV
M66TZ6Z ZW
(ə
(P
0 (q (B
8«* 966TogZW
^w^≡-Ha囱(WWW∙freebz∙llef)
表1 (续)
|
EN 1050:1996 有关条款 |
危 险 |
EN 292-2:1991/ Al:1995 附录A有关条款 |
GB/T 15706. 1—2007 有关条款 |
GB/T 15706. 2—2007 有关条款 |
危险形式 |
相关标准 |
在本标准中的 有关条款 |
|
1. 2 |
剪切危险 |
固定部分与活动部 |
GB/T 8196—2003, GB 12265.1—1997, GB 12265. 3—1997, GB/T 18831—2002, GB/T 19671—2005 |
5.1.7, 5. 2. 3.1 • 5. 2. 3. 5 | |||
|
分之间,包括:刀库 | |||||||
|
1. 3 |
切割或切断危险 |
刀具作切削运动时 |
GB/T 8196—2003, GB 12265.1—1997 |
5. 1.3, 5.1.7 | |||
|
1. 4 |
缠绕危险 |
运动部件,包括送 料和刀库 |
GB/T 8196—2003, GB 12265.1-1997, GB/T 18831—2002 |
5.1.1, 5.1.3, 5.1.7, 5. 2. 3.1, 5. 2. 3. 2, 5. 2. 3. 4 • 5. 2. 3. 5 | |||
|
1. 5 |
吸入或卷入危险 |
运动部件 |
GB/T 8196—2003, GB 12265.1—1997 |
5.1.1, 5.1.3, 5. 1.7 | |||
|
1. 6 |
冲击危险 |
运动部件,包括送 料和刀库 |
GB/T 8196—2003, GB 12265. 1—1997, GB/T 17454.1—2008, GB/T 17454. 2—2008, GB/T 18831—2002 |
5.1.1» 5.1.3, 5.1.7, 5. 2. 3.1, 5. 2. 3. 2 * 5. 2. 3. 5 | |||
|
1. 7 |
刺伤或扎伤危险 |
在尾座附近,当夹 具和刀具夹紧时 |
EN 982:1996 |
5. 2. 1.4, 6.2 |
GB 2299712008
^w^≡-Ha囱(WWW∙freebz∙nef)吕*ffi⅛⅛≡曰-Ha
^w^≡-Ha囱(WWW∙freebz∙llef)
表1 (续)
|
EN 1050:1996 有关条款 |
危 险 |
EN 292-2:1991/ Al:1995 附录A有关条款 |
GB/T 15706. 1—2007 有关条款 |
GB/T 15706. 2—2007 有关条款 |
危险形式 |
相关标准 |
在本标准中的 有关条款 | ||
|
1. 9 |
高压流体喷射危险 |
1.3. 2 |
4.2.1 |
4.10 |
在冷却装置附近 |
GB/T 8196—2003, GB/T 18831—2002, EN 982.1996 |
5.2.2 | ||
|
2 |
电气危险 | ||||||||
|
2. 1 |
人员触电(卫 电) |
!:接触 |
1. 5. 1, 1. 6. 3 |
4.3 |
4.9, 5. 5.4 |
机f |
未的电气设备 |
GB 5226.1—2002 |
5.3.3 |
|
2. 2 |
人员在故障情况下 触电(间接触电) |
1. 5. 1 |
4.3 |
4.9 |
机f |
木的电气设备 |
GB 5226.1—2002, |
5.3.3 | |
|
3 |
热危险 | ||||||||
|
3. 1 |
由于热接触或热源 辐射引起的烧伤和 烫伤 |
1. 5. 7 |
4.4 |
热切屑 |
5. 2. 2, 6.2 | ||||
|
4 |
噪声的危险 | ||||||||
|
4. 1 |
听力丧失或J 理紊乱 |
菱他生 |
1.5.8 |
4.5 |
4.3, 第5章 |
加工过程和棒料进 给时 |
GB/T 3767—1996, GB/T 3768—1996, GB/T 16404—1996, GB/T 17248. 3—1999, ISO/TR 11688-1:1995 |
5.3.8, 6.2.5, 6.2.7 | |
|
6 |
辐射的危险 | ||||||||
|
6. 1 |
低频、射线、微波 |
1. 5. 10 |
4. 7 |
电 期间 |
气设备在维护 |
5.3.3 | |||
|
6. 5 |
激光 |
1. 5. 12 |
4. 7 |
激光设备在调整和 维护期间 |
GB 7247.1—2001 |
5.3.9 | |||
|
7 |
材料和物质产生的 危险 | ||||||||
GB 2299712008
^w^≡-Ha囱(WWW∙freebz∙nef)吕*ffi⅛⅛≡曰-Ha
OO
表1 (续)
EN 1050:1996 有关条款
7. 1
有害液体、气体、雾、 烟及粉尘
EN 292-2:1991/ Al:1995 附录A有关条款
1.1.3,1.5.13,
1. 6. 5
GB/T 15706.1—2007 有关条款
4.8
7. 3
生物和微生物危险
L 1.3,1.6.5,2. 1
4.8
忽视人类工效学原 则产生的危险
8. 1
有害健康的姿势或
用力过度
1.1. 2 d) ,1.1.5,
1.6.2,1.6.4
4. 9
GB/T 15706. 2—2007 有关条款
危险形式
相关标准
在本标准中的 有关条款
4.3 b),
4.4
切削冷却系统在调 整和维护期间
切削冷却系统在维 护期间的装、卸
5.3.1,
6.2
5.3.1,
6.2
2299712008
4.7,4.8.2,
4.11.12,
5. 5. 5,5. 5. 6
使用控制装置和操 纵工件、刀具和机床
部件时
EN 614-1:1995,
EN 614-2s2000
5. L 2, 5-3.4
^w^≡-Ha囱(WWW∙freebz∙nef)吕*ffi⅛⅛≡曰-Ha
8. 2
没有充分考虑人体
手臂或腿脚结构要求
∣≡
8. 3
忽视人员防护装备 的使用
1.1. 2 d),2. 2
1. 1. 2 e)
8.4 不适当的局部照明 L L 4
1.1.2 d),L2∙2,
4.9
4∙

4. 8.7
4. 8.6
4.8,4.11.8,
换工件/刀具时
EN 1005-1:2001»
EN 1005-2:2003,
EN 1005-3s2002,
EN 1005-4:2005
5.3∙4
在棒料加工期间,
人工操作/操纵刀具
加工,调整、处理/
定位工件期间
EN 1837:1999
8. 6
人的差错
1. 2. 5» 1. 2. 8»
4.9
意外起动、意外过
10
载/超速(或其他类似 故障)
6.2
5.3.2
1.5.4,1.7
4.11.10, 5∙5∙2,第 6 章
使用NC显示装置, 改变工作方式,工件 夹紧时
5. L 6,
5.1.7,
5.2.1,
6.2
^w^≡-Ha囱(WWW∙freebz∙llef)
^w^≡-Ha囱(WWW∙freebz∙llef)
表1 (续)
|
EN 1050:1996 有关条款 |
危 险 |
EN 292-2:1991/ Al:1995 附录A有关条款 |
GB/T 15706. 1—2007 有关条款 |
GB/T 15706. 2—2007 有关条款 |
危险形式 |
相关标准 |
在本标准中的 有关条款 |
|
10. 1 |
控制系统的故障或 失灵 |
L2.7 丄 6.3 |
4.11,5. 5.4 |
使用不当造成的控 制故障,夹具故障和 超速 |
GB 5226.1—2002 |
5.1.1, 5.1.9, 5.1.10 | |
|
10.2 |
能量供应中断 |
1. 2. 6 |
4. 11.4 |
加工、调整期间 |
GB 5226.1—2002, GB/T 19670—2005 |
5.1.10 | |
|
10.3 |
电气设备受外界 影响 |
1.2.1,1. 5. Ib 4.1.2.8 |
4.11.11 |
NC控制装置在加 工、调整和维护时 |
5. 1.9 | ||
|
12 |
刀具转速变化 |
1.3. 6 |
4.2.2,4.3 |
在加工调整期间 |
5.1.8 | ||
|
13 |
动力供应故障 |
1. 2. 6 |
4. 11.1,4. 11. 4 |
使用不当造成的控 制故障,夹具故障和 超速 |
GB 5226.1—2002 |
5.1.10 | |
|
14 |
控制系统故障 |
1. 2.1,1. 2. 3, 1. 2. 4,1. 2. 5, 1.2.7,1.6.3 |
4.11.1,5.5.4 |
控制系统未检测到 的故障造成的;在换 刀具/工件期间发生 意外运动 |
GB/T 16855. 1—2008 |
5.1.1, 5.1.9 | |
|
15 |
装配错误 |
1. 5. 4 |
4.9 |
4.7,6.5 |
在换刀具、工件时 |
5. 3.12*6. 2 | |
|
16 |
操作中断 |
1.3. 2 |
4.2.2 |
4.3 |
在加工期间 |
5. 2. 2,5. 2. 4 | |
|
17 |
物体或流体掉下或 甩出 |
1.3. 3 |
4.2.2 |
4.3,4. 10 |
装夹工件,加工时, 棒料进给和冷却(工 件,切削部分) |
5. 2. 3. 2, 6.2.5 | |
|
19 |
滑倒、绊倒和跌倒 |
1. 5. 15 |
4. 10 |
5. 5.6 |
在冷却液渗漏的 地方 |
5. 2. 2, 5. 2. 3.1, 5. 2. 3.4, 5. 3. 5,6. 2 |
GB 2299712008
^w^≡-Ha囱(WWW∙freebz∙nef)吕*ffi⅛⅛≡曰-Ha
5安全要求和/或措施
小规格数控车床与车削中心的安全要求和/或措施应符合本章的规定。此外,对本标准没有涉及 到的未识别危险,机床设计时应按GB/T 15706.1—2007中第5章的规定。
对于通过设计减少风险见GB/T 15706. 2—2007的第4章;对于通过釆取安全防护措施减少风险 见 GB/T 15706.1—2007 的第 4 章。
5.1控制系统一般要求
控制系统的安全要求应符合GB/T 15706. 2—2007中第4章,以及本标准5.1.1-5. L 10的规定。
5.1.1控制系统安全和可靠性
在本标准中,控制系统有关安全部件的控制起始于操动器(控制装置)或触发点,结束于最终操作机 构或元件(如:电机)的输出处。
控制系统有关安全部件涉及下列功能,并且应满足下面所规定的类别(见GB/T 16855. 1-2008) 要求:
--起动或重新起动,1类(见5.L 3);
——运行中停止,1类(见5. 1.4);
——最高主轴转速被选择,2类或3类(见5.1. 8);
——紧急停止,1类或3类(见5. 1.5);
——模式选择,1类(见5.1.7);
——联锁,1类或3类(见5. 2. 3);
——带防护锁的联锁,3类(见5.2.4. 2);
——轴线运动(包括低速进给)∙2类(见5.1. 8);
——带自复位控制装置,3类(见5.1. 7. 2);
——工件夹紧,1类(见5.2.1)o
对于一些不同类别的控制系统有关安全部件组合使用,至少应达到同一级别的承受故障能力(见
GB/T 16855.1—2008 的 6. 3)O
验证:检查相应的图样和/或线路图、视检、制造者提供外购件符合相关标准的证明O
5. 1.2控制装置的位置
控制装置的位置应符合GB 5226. 1—2002中第10章和EN 894-1: 1997、EN 894-2: 1997、 EN 894-3:2000 的有关规定(见 5. L 5)。
验证:检査相应的图样、视检。
5. 1.3起动
起动和重新起动应符合GB 5226.1—2002中9. 2. 5. 2的规定,并在机床的防护装置全部有效的条 件下进行。联锁装置应符合5. L 7.1和5.1.7. 2的规定。
起动和重新起动功能应符合GB/T 16855.1—2008中规定的1类要求。
机床不同功能的起动与所选择的工作方式有关(见5.1. 7)o
活动式防护装置闭合时,运动部件不应自行起动。除非动力驱动式防护装置上装有压敏片,在防护 装置闭合后,无需重新起动(见5. 2. 4. 3)o
活动式防护装置脱开时,应按GB/T 19670-2005中第6章的规定,防止工件主轴、运动轴、刀架、 尾座套筒、刀具和工件夹具等危险动作的意外起动。
在生产工作方式下,只允许在活动式防护装置闭合条件下,起动或重新起动机床。
10
GB 22997—2008
验证:检査相应的图样和/或线路图、视检和功能检査。
5. 1.4运行中停止
在机床运行中,应可通过停止器件实现运行中停止。运行中停止(符合GB 5226.1—2002中9.2.2 规定的2类停止要求)时,则无需中断运动轴驱动电机、工件(如:动力卡盘)和NC控制系统的供电。对 于需保持动力的工件夹持主轴,应配有主轴驱动监视器。监视器应满足GB/T 16855. 1-2008中规定 的3类要求。
当机床运行中停止时,活动式防护装置的脱开应在机床保持2类停止(见GB 5226. 1—2002的9.2 和 GB/T 19670—2005 的 6.4)T进行。
运动中停止功能应符合GB/T 16855.1-2008中规定的1类要求。
由于控制系统安全部件故障,而导致运行中停止时,应符合GB 5226.1-2002中9.2规定的1类停 止要求(见5.2.2)。
验证:检查相应图样和/或线路图、视检和功能检査。
5. 1.5紧急停止
紧急停止功能应符合GB 5226. 1-2002中9. 2.2规定的1类停止要求,并应符合GB 5226. 12002 中 9.2.5.4 和 GB/T 16754—2008 的有关规定。
紧急停止功能的设计如果采用硬线控制,应符合GB/T 16855. 1-2008中规定的1类要求。对于 其他情况(如:软件控制等)应符合GB/T 16855.1—2008中规定的3类要求。
起动紧急停止功能的紧急停止装置应符合GB 5226.1-2002中10. 7的规定。在每个操作位置应 设置一个急停装置,如:
——主操作台上;
——可携式操作台上(如果有);
——工件的上、下料处(如:远离主操作台时);
——当刀库与工作区分离时,在围栏或刀库内和附近(若全身可能接近)。
验证:检査相应图样和/或线路图、视检和功能检査。
5. 1.6访问NC程序
在生产工作方式下,可通过可编程功能访问程序,进行修改,如:刀具偏置的修正等。为防止未授权 人员访问程序数据或可编程功能,这些功能必须闭锁,可采用密码或钥匙开关(见6.2. 9)o
验证:检査相应图样和/或线路图、视检和功能检查。
5.1.7模式选择
对于生产工作方式和调整工作方式,应设置工作方式选择开关,选择开关在所选方式下能锁住,并 且还应符合 EN 292-2:1991/Al:1995 中 A. 1. 2. 5 和 GB 5226.1—2002 中 9.2.3 的有关规定(见图 2)β 模式选择器件应确保在任何时候只有一个工作方式起作用。
模式选择功能应符合GB/T 16855.1—2008中规定的1类要求。
另外,各工作方式应按5.1.7.1和5.1. 7. 2规定的安全防护措施下进行。
验证:检査相应图样和/或线路图、视检和功能检査。
5. 1.7. 1生产工作方式
在生产工作方式下,当活动式防护装置脱开时,机床部件应停止运动,下列情况除外:
——换工件时,工件夹具的脱开和闭合运动;和
——主轴运转由自复位命令装置(瞬时开关)控制,转速小于或等于50 r/minO
只有当联锁的活动式防护装置闭合时,才允许其他的运动(见5.2.4.2)。
验证:检査相应图样和/或线路图、视检和功能检査。
11
工作状志 生产工作方式 调整工作方式
Ne车床
机床工作方式原理
加工
调整
访问密码 成
模式选择
锁住
NC工作方式
NC
|
任意NC | ||
|
工作方式 |
人工操作 |
活动式防护 装置脱开
(也许闭合)
活动式防护装置闭合 (活动式防护装置 闭合并带防护锁)
联锁活动式防护装置状态
活动式防护 装置脱开
对工作方式的安全要求
所有防护
装置作用
人工操作
任意工作 方式
人工操作
所有其他 防护装置 保持作用
主轴转速 <50 m/s
主轴转速
<50 m/s
轴线运动速度
<2 m/min 或 步进行程为6 mm
机床起动方式
自复位命令装置 (瞬时开关)
循环开始 成
其他起动 信号
双手控制 装置
自复位 命令装置 (瞬时开关)
图2安全措施示意图
5∙L7∙2 调整工作方式
在调整工作方式下,当活动式防护装置脱开时,机床部件的运动,应在下列条件下进行:
——轴线运动最高速度小于或等于2m∕min(见5.1. 8) O只允许用自复位命令装置(瞬时开关)(符 合GB/T 16855. 1—2008中规定的3类要求)控制,或移动距离小于或等于6 mm0
——工件主轴和/或刀具主轴的转速小于或等于50 r∕min,并且运动由自复位命令装置(瞬时开关) 控制。
——只有当操作者的双手处在危险区之外时,才允许刀架转动/分度。如:釆用GB/T 19671— 2005中6. 2规定的∏型或InB型双手操纵开关,或采用同使能装置一起使用的自复位命令装 置(瞬时开关)。
——尾座套筒的操作,由自复位命令装置(瞬时开关)控制。
所采用的安全装置和措施,如:在自复位命令装置(瞬时开关)控制下,降低刀
具、主轴和轴线运动的
运行速度;釆用双手操纵开关或同使能装置一起使用的自复位命令装置(瞬时开关),转动/分度转塔刀 架,仅应在调整工作方式下进行O
注1:带联锁的防护装置见5∙2∙3.6° 注幻 带联锁的控制系统安全部件见5. l.lβ
12
GB 22997—2008
验证:检査相应图样和/或线路图、视检和功能检査。
5. 1.8速度控制
对于监控工件主轴和刀具主轴速度的控制系统安全部件,应符合GB/T 16855.1—2008中规定的 3类要求;对于监控轴线运动速度的控制系统安全部件,应符合GB/T 16855. 1—2008中规定的2类 要求。
UI
对于控制主轴转速,轴线进给和带自复位命令的系统,至少应具有两个独立的控制通道,并且所采 用的元件不同,通过外围回路,它们之间互相监控。在每一循环的开始,它们都应能被检测到。在这种 情况下,两个通道的传感器可共用。
对于限制或程序预置/选取的速度,由于速度偏差可能会引起危险的,应采取紧急停止措施(见5.1. 5)o 验证:检査相应图样和/或线路图、视检和功能检査。
5. L 9数字控制
有关安全性的软件应采取措施,防止未授权人员改变。特别是应不能让用户通过插入或调入手段, 改变安全部件程序的排序,而延迟安全功能(包括联锁防护装置)的操作。
注:参见 GB/T 20438. 1 〜20438. 7—2006.GB/T 21109. 1—2007、IEC 6206L2005。
验证:检査相应图样和/或线路图、视检和功能检查。
5. 1. 10动力供应中断
当压力或电压欠压时,机床的循环应停止。
动力中断或发生故障时,不应导致夹持的工件和刀具松脱,直至完全停止后。
存储的能量不应导致机床自动重新起动(见GB/T 15706. 2—2007的4. 11.4和GB/T 19670— 2005) o系统的设计应确保线路断裂(电线、导管或软管断裂等)时,不应导致安全功能丧失 (见 GB 5226.1—2002、EN 982:1996 和 EN 983:1996)O
验证:检査相应图样和/或线路图。
5.2对机械危险的防护
有关的机械危险见GB/T 15706. 1—2007的4. ZO采取防护的基本原则见GB/T 15706. 2—2007 的第5章。
防护装置应符合GB/T 8196—2003的有关规定。
5.2. 1工件夹紧条件
5.2. 1. 1
一般要求
主轴运转时,应不能人工起动工件夹具的夹紧和松开。
工件夹具应标有允许的最高转速。
对于手动装/卸工件的机床,应防止夹手。可采取下列措施:
1)
a)
b)
C)
夹爪行程调整范围不超过4 mm;或按GB 12265. 1-1997规定的安全距离设置防护装 置;或
2)
3)
4)
步距不超过4 mm;或
闭合速度不超过4 mm/s;或
在工作区外,应用双手调整工件夹具(双手一起调整工件夹持的缩紧)。
d)
在生产工作方式下,满足下列条件之前,程序不允许运行:
D机床应具有输入限制/确认功能,使操作者在程序中输入的某一工件的最高主轴速度和 工件夹具的最高转速符合机床的规定。对由于操作者疏忽,在程序中输入或确认了不符 合要求的速度时,机床不应运行(见6. 2. 4)o输入的速度不应超过二者之中的较低速度。
Ill
2)对于工件动力夹紧装置(见5. 2. 1.4),-般应具有夹紧力监控装置(如:监视液压压力)。 此外,还应监控工件夹紧所需的卡爪行程。当工件未达所要求的夹紧力或保留行程不够 时,不允许驱动工件主轴。
3) 在主轴转动情况下,当夹紧力或保留行程低于预先调节的安全值时,机床应按GB 5226.1-2002中规定的1类停止要求停止运行•
4) 工件自动夹紧应符合GB/T 16855.1-2008中规定的1类要求(如果有)。
验证:检査相应图样和/或线路图、视检和功能检查。
5.2. 1.2动力工件夹具
动力卡盘应符合ISO 16156:2004的有关规定。
在主轴停止运转之前,应保持足够的夹紧力,以确保工件夹紧安全。如采用单向阀控制的液压系统
或工件夹具带自锁(见ISO 16156:2004的5. 2.1) O
验证:检査相应图样和/或线路图、视检和功能检査。
5.2. 1.3手动卡盘
手动卡盘应符合ISO 16156:2004的有关规定。
应采取措施,防止扳手留在卡盘上的情况下主轴起动。
注:可能的话,采用自弹出扳手(如弹性加载)。
验证:检查相应图样和/或线路图、视检和功能检查。
5.2. 1.4尾座套筒
当工作区域的防护装置脱开时,动力作用的尾座只能在人工控制方式下,借助于自复位命令装置(瞬 时开关),以最高20 mm/s速度移动。控制应这样设计和安排:当自复位命令装置(瞬时开关)松开时,套筒 移动应停止或缩回。即向前时,闭合;向后时,松开,松开后停止(如:2位或3位脚踏开关/踏板)。
当夹持工件主轴旋转时,应不能用人工控制使动力套筒移动。
尾座的夹紧极限位置应在套筒的末端清晰、耐久地标识出来,如:通过一个环形物来标识或采用限 位开关。
验证:检査相应图样和/或线路图、视检和功能检査。
5.2.2甩出
为了降低工件、零件、刀具(或与其相关的部件)和切屑碎片或冷却液甩出造成的危险,围绕加工区 (或工作区)应设置防护装置(见5.2.4)o
防护装置设计时,应使其在结构上能承受预计的最大冲击能量。这取决于工件夹具的最大夹持直 径和最高I
网转速。
防护装置所选用的材料应满足附录B规定的抵抗撞击类别。抵抗撞击类别的选择与装在机床上 的工件夹具有关。抵抗撞击试验装置的有关信息参见附录C。
已知抵抗类别的一些材料的示例参见附录CO
带有观察窗的防护装置也应承受预计的抛射物,特别应考虑其材料的选用和固定方式 (见GB/T 18831-2002的5.2.2)o随着时间的推移,观察窗的材料(如:聚碳酸酯)由于润滑液、清洗 剂、溶剂、冷却液和附加防护装置(两侧)如多层或薄板结构功能失效,使其抵抗冲击的能力下降(老化)。 在机床的预定使用寿命内应釆取措施防止这些有害影响。
见 6. 2。
=J
验证:检査相应线路图、提供的检验数据是否符合附录B的规定和视检。
5.2.3接近危险运动部件
5. 2. 3. 1接近加工区
为防止接近危险部件(如:旋转的卡盘或夹爪、花盘和动力刀具、轴线运动部件、排屑器和传动件)而 产生GB/T 15706.1—2007中4. 2所述的危险(缠绕、挤压和剪切危险等),在加工区应设置防护装置, 防护装置可釆用封闭式的,以减小第4章所述的甩出危险。
有关联锁防护装置见5. 2. 4. 20
验证:检査相应图样、视检和功能检查。
14
GB 22997—2008
5. 2. 3.2对带棒料送进装置卧式车床的特殊要求
对于棒料送进装置以及旋转的棒料,在其周围应设置超过其全长的固定式防护装置和/或活动式防 护装置。
为防止接近旋转或移动的棒料,或棒料送进装置的移动部件,应设置固定式防护装置和/或活动式 联锁防护装置。只有当危险运动停止时,才允许接近(见GB/T 18831-2002) 0控制系统的联锁装置 应符合GB/T 16855.1—2008中规定的1类要求。
为了防止在生产工作方式下,工作区防护装置脱开时棒料送进,工作区的防护装置与棒料送给系统 应联锁。
当防护装置脱开时,只有在自复位命令装置(瞬时开关)控制下,而且速度低于或等于2 m∕min,才
允许棒料送进。
除非残余棒料的剩余长度能保证安全、可靠地夹紧,否则机床应停车(见6.1)o
验证:检査相应图样和/或线路图、视检和功能检査。
5.2.3.3附属装置
为防止接近附属装置的危险区,应设置固定式防护装置或带联锁的活动式防护装置和/或安全
⅛X-目■ Q
只有在机床运行停止时,或在不可能接近加工区的情况下,才可以接近附属装置的危险区。为防止 接近加工区内附属装置的危险运动部件和其他危险运动部件,应采用固定式防护装置和/或带防护锁的 活动式联锁防护装置。
当防护装置脱开时,附属装置(如:与机床连成一体运动的)不应运行。
附属装置的调整,只有在自复位命令装置(瞬时开关)控制下,而且速度低于或等于2 m/min;或防 护装置关闭时进行。
在调整工作方式下运行附属装置时,不应引起机床起动。
在机床的紧急停止功能发生作用时,附属装置也应停下来。
验证:检査相应图样、视检和功能检査。
5.2.3.4排屑装置
为防止接近排屑装置危险部件,应设置固定式防护装置或带联锁的活动式防护装置。
对于可能从操作位置接近排屑器危险部件(如:皮带或饺龙)的机床,当防护装置脱开时,应防止排 屑器危险部件的运动。
对于排屑区的残余危险(如:挤压危险,缠绕危险等),应采用警告标志告知。
对于需要在活动式防护装置脱开时进行运动的排屑装置(如:清理等),只有在自复位命令装置(瞬 时开关)控制下和邻近有紧急停止装置,才能进行。
验证:检査相应图样、视检和功能检査。
5. 2. 3. 5外部易接近的刀库、刀具输送和换刀机构
对于位于工作防护区内的刀库、刀具输送和换刀机构,只有在调整工作方式下或机床运行停止时, 才能接近。
■—I
为防止在生产工作方式下从外部接近刀库、刀具输送和换刀机构,应采用符合GB/T 18831—2002 中7.1规定的整体式的固定式防护装置或带联锁的活动式防护装置。联锁装置的控制系统应符合 GB/T 16855.1—2008中规定的1类要求。活动式防护装置脱开时,刀库装置应停止运行,停止应符合 GB 5226.1—2002中9.2.2规定的1类停止要求。
调整工作方式下,在联锁的活动式防护装置脱开的情况下,刀库的运动(如:重新装刀、维护或调 整),只允许在自复位命令装置(瞬时开关)控制下,对单个刀座进行分度运动或采用双手控制装置进行 连续运动O运动速度应小于或等于2 m/min,或使控制装置位于符合GB 12265.1—1997规定的防止触 及危险运动的安全距离处进行操作。
15
GB 22997—2008
刀库上所采用的传感器或反馈装置,其动作不应使机床产生其他危险运动。
对于整个人体可进入的刀库,应采用压敏装置,以防止刀库的危险运动和其他可接近的机床危险 运动。
对于釆用联锁防护装置的刀库,在防护装置闭合位置应尽量能观察到刀库的运动。
为防止刀具的跌落或甩出危险,刀具应可靠地保持在刀套中。刀套的有关设计数据(如:承受的最 大质量、运动惯量和刀具的空间范围)应提供给用户(见6. 2)。
为防止接近换刀装置的运动部件,应设置固定式防护装置或联锁的活动式防护装置。对于在工作 区可能接近换刀装置的危险运动的机床,当工作区的联锁的防护装置脱开时,应防止换刀装置运动。
调整工作方式下,对于需要在活动式防护装置脱开时运行的换刀装置(如:调整和维护),只允许用 双手控制装置或同使能装置一起使用的自复位命令装置(瞬时开关)控制下,进行步进运动。换刀装置 所采用的传感器或反馈装置,其动作不应使机床产生其他危险运动。为防止刀具的跌落或甩出危险,在 任何操作条件下和/或动力丧失情况下,刀具应能可靠地保持在换刀装置中。
验证:检查相应图样/线路图、视检和功能检查。
5.2.3.6传动装置的防护
为防止接近传动装置(如:链条和链轮、齿轮、丝杠、进给轴等),应釆用固定式防护装置,除非它们所 处位置是安全的。如果在机床正常操作期间需要接近这些传动装置,应釆用联锁的活动式防护装置,联 锁装置应符合GB/T 16855.1—2008中规定的1类要求。当联锁的活动式防护装置与进入加工区联锁 时,联锁装置应符合GB/T 16855.1-2008中规定的3类要求。
验证:检査相应图样和/或线路图。
5. 2. 3. 7卸荷和退出
在机床的相应危险区和在紧急停止状态下,机床的轴线运动还存在残余危险的地方,应提供解除危 险的方法和信息标志(如:陷入危险人员的解救)O解除危险的方法(见6. 2和GB/T 15706. 2—2007的 5.5.3)也可釆用下列方式:
a) 动力切断时:
——通过卸压阀释放压力系统的压力;
——若存在配重的情况下,用机械方式释放的动力驱动制动器;
|
JS | ||
|
Ml |
J |
——使卡盘自由转动。
b) 动力接通时:
——采用人工控制装置控制轴线运动,运动速度应小于或等于2 m/min;
——通过控制装置起动反向运动。
见 6. 2。
验证:检査相应图样、视检和功能检査。
5.2.4防护装置性能的要求
5. 2. 4. 1 一般要求
防护装置应符合GB/T 8196-2003的规定。
5. 2. 4.2联锁防护装置
带或不带防护锁的活动式防护装置的联锁应符合GB/T 18831—2002中7.1的规定。联锁装置发 生故障时,机床的停止应符合GB 5226.1—2002中9.2.2规定的1类停止要求。
对于接近工作区的活动式防护装置应采用带保护锁的联锁装置。
验证:检査相应图样、视检和功能检査。
5. 2. 4. 3动力驱动防护装置
若采用动力驱动的活动式防护装置,应符合GB/T 15706. 2-2007中5. 3. 2. 6的规定。对于装有 压敏片的防护装置应符合GB/T 17454. 2—2008的规定,压敏片的安装高度距地面至少为1. 6 Ino
16
GB 22997—2008
在加工循环开始前,防护装置应闭合。为了实现此目的,应采用一个控制装置使防护装置在加工前 闭合。如果操作者可能处于封闭区内时,在封闭区内应设有一个紧急停止装置。在防护装置完全闭合 前,机床的运动部件不应重新起动。防护装置的闭合力不应超过150 N(见GB/T 8196—2003的 5. 2. 5. 2) O
验证:检査相应图样和功能检查。
5.3防止接近非机械危险区
5.3.1发散物
机床应设置排气装置接口,以便消除发散物(如:油雾等)危险。
注1:对用于特殊用途和特定环境下使用的机床排气装置的特殊规定不属于本标准的范畴。
注2:对于机床在实际使用条件下和/或使用易燃液体存在火灾和爆炸危险的特殊规定不属于本标准的范畴。
验证:检査相应图样。
5.3.2照明
在调整工作方式下,工作区应设有照明装置。对于卧式车床,其照度在主轴前端卡盘直径区域内至 少为500 1x(勒可司);对于立式车床,其照度在工件夹具表面上至少为500 1x(勒可司)(见EN 1837: 1999)o
验证:视检和实测。
5. 3. 3 电气设备
电气设备除符合本标准的规定外,还应符合GB 5226. 1—2002的规定。
电击的防护见GB 5226.1—2002的第6章;电气设备的过流和过载保护见GB 5226.1—2002的第 7章;所有电气设备的防护等级至少应达到GB 4208—2008中规定的IP54o
电气设备特别应符合GB 5226.1-2002中下列有关规定:
——电气设备的保护应符合第7章的有关规定;
——等电位接地应符合第8章的有关规定;
——导线和电缆应符合第13章的有关规定;
——配线应符合第14章的有关规定;
——电动机及有关设备应符合第15章的有关规定。
电气的护壳应不易受刀具和/或工件甩出而损坏造成的危险。带电体应处于不易接近的地方(见 GB 5226.1—2002的6. 2. 2)。若机床的电源线具有过流保护(见GB 5226. 1—2002的7. 2. 2),则火灾 的危险可不用考虑。
验证:检査相应的图样和/或线路图。
5. 3.4人类工效学
控制装置的位置见5.1.2o
机床人机工程的设计应符合GB/T 15706.1—2007的4. 9、GB/T 15706. 2—2007的4. 8和5.5,6. GB/T 18717.1—18717. 2—2002 和 ENV 26385: 1990 的有关规定。
对于使用工件装、卸装置(如:提升装置等)的机床,设计时应确保机床留有足够的上、下料空间。
验证:检査相应的图样和视检。
5.3.5切削液/冷却液
为进入工作区,当活动式防护装置脱开时,切削液/冷却液应自动关闭。
机床的切削液/冷却液系统应易于提取样品、清理,以及更换过滤元件(见6.2)0
lΛ
切削液应自重泄液从机床上流回箱内,以避免在机床上产生滞液区或流到机床内部。
验证:检査相应的图样和使用说明书。
5.3.6气动系统
机床的气动系统应符合EN 983:1996的规定。
5.3.7液压系统
机床的液压系统应符合EN 982:1996的规定。
5.3.8噪声
机床设计时应考虑提供控制噪声源的有效信息和测量技术(示例见ISO/TR 11688-1 s1995) o
注:机床的主要噪声源包括:
——主轴/轴线驱动装置;
——刀架;
—工件夹紧装置;
——棒料送进装置(如果有)β
5.3.9激光
带激光校验的机床,使用的激光应符合GB 7247.1—2001中规定的1类或2类要求。
5. 3. 10能量隔离和卸荷
见 GB/T 15706. 2—2007 的 4.10 和 5. 5. 4、GB/T 19670—2005 的第 5 章。
电源切断(隔离)开关应符合GB 5226. 1-2002中5.3的规定。但电源切断(隔离)开关不允许选 择 GB 5226.1—2002 中 5.3.2 的 d)型。
应提供能量隔离(见 EN 982.1996 的 5.1.5,EN 983: 1996 的 5. 1. 6 和 GB 5226. 1—2002 的 5. 3) 和能量卸荷的方法(见GB/T 19670—2005的5.3)0
气动系统和液压系统应靠电气切断(隔离)开关脱开。对于机床上蓄存的能量(如:蓄能器,导管或 管路中),应提供释放余压的方法。能量的释放可通过阀进行,但不能卸开连接管路。
=J
验证:检查相应的图样和/或线路图,视检和功能检查。
5.3. 11维护
见 GB/T 15706. 2—2007 的 4.15、EN 292-2:1991/Al:1995 的 1. 6. 1 和附录 Ao
按GB/T 15706. 2—2007中6.5.1的规定,使用说明书应提供有关维护方面的信息(见6. 2)。
验证:检査相应的图样和手册9视检和功能检查。
5.3. 12装配错误
对一些为了调整和维护用户可拆卸的部件(如:刀架,机械装置等),应有防止错误装配(如:调整销、 不对称配件等)的措施(见6.2) o 6使用信息
见 GB/T 15706. 2—2007 的第 6 章。
6. 1 标志
动力卡盘应符合ISO 16156:2004的规定。对于其他的工件夹具应标出允许的最高转速(r∕min)o
除了满足GB/T 15706.2—2007中6.4的规定外,机床上应标出主轴的最高转速(r∕min) O
对于使用的棒料突出主轴后端面或送进装置可能造成甩动危险的卧式车床,应设置明显的警示标 志(见GB/T 15706. 2—2007的6. 4)以防缠绕危险,并说明对棒料暴露部分的防护方法。
对于不是持久地连接在机床上的防护装置、保护装置和其他部件应给出识别标志。
验证:视检。
6.2使用说明
应按GB/T 15706. 2—2007中6.5的规定提供使用说明书。
使用说明书中应给出机床的噪声值和噪声测试规范(噪声值是在该规范下测得的)。
使用说明书应规定“操作者必须经过充分的安全使用、调整和操作机床方面的培训,方可使用 机床气
使用说明书除提供基本信息外,还应提供下列附加信息:
18
GB 22997—2008
“在机床各操作方式开始前,所有防护装置应就位并起作用气
有关安装和维修要求,包括需作定期检査或检测装置的检査频次和方法一栏表;为了确保观察 窗的防护作用,特别应规定其检査频率,具体信息包括:
检验方法和观察窗存在不适合继续使用的缺陷描述,或指出更换的要求。这一信息可包 括观察窗不能被接受的条件,如:预先受到冲击产生塑性变形(凸起、凹陷),裂缝,密封损 坏,冷却液渗入到合成层/存在退化迹象(锈蚀、退色),或其他保护层损坏。
对于延续使用会超过使用周期的,如超过IO年,制造者应给出更换观察窗的建议G 推荐清洗观察窗的方法,给出清洁剂的选用和正确使用方法。
机床制造者应说明更变观察窗时的安装方法。
a)
b)
C)
d)
-∣-→
——有关使用校准激光的建议(如果有)。
——致动系统和传输系统推荐使用的润滑剂。
——有关选择、配制和使用的切削液和润滑剂及防止其退化的预防措施的建议。
r≡
——有关刀具使用的建议,包括:装在刀库中刀具的重量限值、运动惯量和空间界限。
——有关工件夹具使用的建议。
——被困人员解脱的方法。
——使用人员保护装置(如:手套、护眼镜等)的建议。
——对于具有棒料送进装置的卧式车床,棒料可能突出防护装置或支撑机构,应在送进装置上设置 醒目的警示标志,以防止甩动危险(见GB/T 15706. 2—2007的6.4)o
——消除加工中产生危险物质(如:粉尘和油雾)用的抽取装置的连接说明。
——对加工时使用易燃金属和易燃冷却液或自燃材料采取附加预防措施的建议。
6.2. 1刀具
应提供刀具可靠固定和/或更换等信息,如:刀具部分/与机床有关的连接部分的资料。
6.2.2工件夹具的更换
应提供工件夹具可靠固定和/或更换的信息。如:夹具部分/机床有关的连接部分的资料。
6.2.3机床携带的工件夹具
当工件夹具随机床供应时,应提供充足的可靠使用和维护工件夹具的信息(如:润滑)。
6.2.4工件夹具的变更
当工件夹具装置发生变更时,应提供降低/变更后主轴允许的最高工作转速或工作能力的信息。工 件夹具的变更只能按制造者提供的建议进行。
如果需要增加/更换工件夹具,当工件夹具的最高允许转速降低时,应在工件夹具上清楚地标出降
低后的最高允许转速(r/min) 0
6.2.5遗留风险
"i
应以警告方式加以提示:所提供的或随机床供应的符合5. 2. 2规定的防护装置只能降低甩出风险, 并不完全排除风险。
应对加工中可能造成火灾、爆炸或有害粉尘等附加危险的材料(如:铝或镁等)提出忠告。
应对为了进行检査而需更换元件、拆卸装置或改变软件,可能会影响安全功能加以说明。
应对加工中工件不平衡可能会造成甩出危险加以说明。为减小此风险,可采用平衡块或降低加工 速度。
应将降低发射噪声的主要限制因素提供给用户,如:
——刀具的选用;
——工件/刀具的夹紧方式;
——维护。
19
6. 2. 6重新起动
应对重新起动方法加以说明O
6.2.7噪声
应对发射的空气噪声加以声明,有关要求见EN 292-2/A1 :1995的A. 1. 7. 4,测定方法见附录DO 声明中应同时对测量方法和检验条件及不确定值K等加以说明:
——当采用 GB/T 3768—1996 或 GB/T 17248. 3—1999 时,为 4 dB;
——当釆用GB/T 3767—1996时,为2 dB。
注:声功率噪声LWA=83 dB(测量值)。
不确定值K=4 dB,按GB/T 3768—1996进行测量。
如果对公布的噪声值进行验证,测量应用同一方法和在同一检验条件下进行。
公布的噪声水平应附下列声明:
“所提供的数据为机床的噪声发射水平,未必是安全工作的噪声水平。安全工作噪声水平有时与发 射水平和暴露水平二者有关。所提供的数据不能作为确定釆取更进一步的必要预防措施的可靠依据。 影响劳动者的实际暴露水平的因素包括:工作场所特性,其他噪声源(如:机床数量和邻近的加工情况), 操作者暴露在噪声环境时间长短等。另外,不同的国家允许的暴露水平也不一样。因此,提供这个信息 是为了使机床的使用者对危险和风险作出更好地评价
6.2.8附加装置
当附加装置作为机床的整体组成部分时,应提供这些装置有关安装和使用方面的信息。
验证:检査使用说明书。
6.2.9 NC控制面板上的加工功能
应在说明书中说明如何正确选择和使用NC操作面板上的加工功能,如:刀具校正、工作方式变 换等。
7 关于 GB 15760—2004
对于GB 15760—2004中未经本标准具体化的内容,还应符合GB 15760—2004的有关规定。
GB 22997—2008
附录A (资料性附录) 安全功能的检查
本附录是为了帮助标准的使用者易于理解某一机床的部件和其所涉及的安全原则二者之间的关 系。本附录所涉及的安全原则,也适用于其他类型的机床3此外,对于某一系列机床及目的可能是为了 验证安全功能,也可参照使用。表中给出了准许或禁止操作取决于所选的操作模式和活动式防护装置
的状态。
机床功能检査表见表A.lo
表A. 1机床功能检査表
工作方式
选择
生产
调整
NC工作方式
(GB/T 8129—1997)
手动和单程序段
自动和单程序段
手动和单程序段或 空运转
自动和单程序段或
闭合
机床功能可 使用;安全装 置起作用
机床功能可
使用;安全装 置起作用
同生产工作
空运转
方式
注:PTH为工件或刀具操作装置。
活动式防护装置的状态
脱开
脱开条件
重新闭合
主轴不能起动;
工件或刀具操作装置 (PTH)不能起动;
轴线运动不能起动;
刀架不能转位;
当发出开始循环命令时, 报出错误代号,卡盘和尾座 不能动作
主轴不能起动;
工件或刀具操作装置 (PTH)不能起动;
轴线运动或自动循环不能 起动J
当发出开始循环命令时, 报出错误代号,卡盘和尾座 不能动作
结合安全装置可执行下列 功能:
主轴以低速运行;
工件或刀具操作装置
(PTH)只能以低速运行;
轴线只能采用步进方式, 以低进给量运动;
刀架转位运动
另外还允许下列功能:
卡盘、工件夹具或尾座 动作;
冷却液开启或关闭
同生产工作方式
主轴停止;
PTH运动停止;
轴线运动停止; 刀架转位停止; 冷却液关闭
循环停止生效; 主轴停止;
刀具驱动轴停止;
PTH运动停止; 轴线运动停止; 刀架停止; 冷却液关闭
工件或刀具操作 装置(PTH)在监控 下,以有限制的低 主轴转速和低进给 量运行3
采用自复位命令 装置(瞬时开关)或 使能器件和起动控 制器件起作用下 运行
不能自行重 新起动;
在安全装置 复位后,以“手 动”或“单程序 段”工作方式 使用机床功 能
不能自行重 新起动;
在安全装置 复位后,以“自 动”工作方式 使用机床功 能
GB 22997—2008
卡盘的夹紧控制见表A,2o
表A. 2
卡盘的夹紧控制
工作方式选择
卡盘或工件夹具的状态
调整
生产
松开
主粧不能运转
主轴不能运转
夹紧
主轴能运转 主轴不能运转
工件在卡盘中
主轴能运转
主轴能运转
换卡爪位置
主轴不能运转
主轴不能运转
注:关于专用卡盘见供应商的说明。
GB 22997—2008
附录B
(资料性附录)
车床的防护装置一撞击试验方法
B.1 一般要求
为了减小零件或工件由工作区抛出的风险,本附录规定了数控车床和车削中心所应用防护装置的 试验方法。
本附录适用于数控车床和车削中心部件所应用的防护装置,也适用于数控车床和车削中心所应用 的整体式防护装置。
B.2试验方法
B. 2. 1引言
本试验方法适用于配有(标准硬卡爪)卡盘的机床。试验以模拟卡爪的甩岀危险方式进行。试验结 果用防护装置和/或部件防护装置抵抗穿透和变形的能力或强度表示。本试验方法是针对配有(标准卡 爪)卡盘的机床,并且机床应按表B. 2中规定的最高速度驱动。如果卡爪质量或圆周速度超过表B. 2 的规定,试验条件应与之相匹配。当使用分开的卡爪时,卡爪总质量起决定作用。
B.2.2试验装置
试验装置由推进装置、抛射物和防护装置夹具组成。
B.2.2. 1推进装置
推进装置抛射物的撞击速度允许有±5%调整量(见表B.2和附录C示例)。
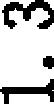
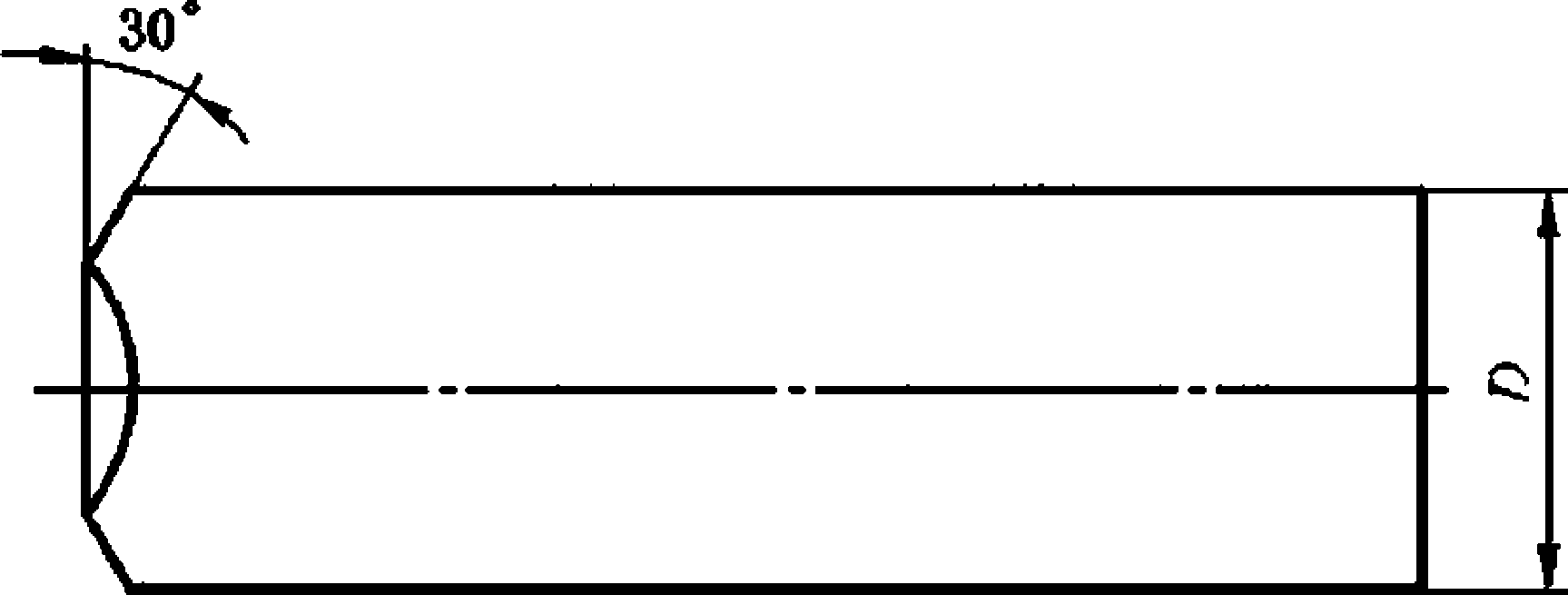
B.2.2.2抛射物
抛射物的形状、质量和尺寸见图B. 1和表B. Io
抛射物用具有下列机械性能的钢制成:
抗拉强度 a :560 N∕mι∏2〜690 N∕mm2 J
屈服点 σsl≥330 N∕mm2 J
伸长率<Jsl≥20⅝ o
表面硬度为56+SHRC,硬层深度至少为0.5 mm。
B. 1
表B. 1抛射物的质景和尺寸
|
抛射物 | ||
|
质 量 _________Wkg_________ |
直 径 D/mm |
端 面 α×α∕( mm X mm) |
|
0. 625 |
30 |
19X19 |
|
1.25 |
40 |
25X25 |
|
2.5 |
50 |
30×30 |
B.2.2.3速度测■
rτ
IM
抛射物的速度的测量应在不受加速作用的某点(如:发射后在炮筒中或炮筒出口的压力降低处)进 行。速度的测量可采用接近式传感器、光电管或其他相应的测量手段,在规定的距离上进行测量。
B.2.2.4防护装置的固定
试验可釆用防护装置和/或防护装置部件的试样进行。防护装置的固定应与其在机床上的安装状 况相同。防护装置部件的试样试验时,试样应固定在具有450 mm×450 Tnm内孔的框架上。框架应有 足够的强度。试样安装可与实际的夹紧状态不同。
B.2.3试验方法
对于配有(标准卡爪)卡盘的机床,其防护装置应进行撞击试验。所用抛射物的质量、尺寸和撞击速 度应符合表B. 2的规定。抛射物质量相当于标准卡爪的质量。
y∣
撞击应尽可能垂直于防护装置或试样的表面,应对试样材料表面的中心进行抛射撞击试验,并在防 护装置最薄弱处进行试验。
表B.2抵抗能力分级
|
抵抗能力分级 |
工件夹具直径/ mm |
圆周速度/ (m∕ S) |
抛射物尺寸 D×a∕ (mm Xmm) |
抛射物质量/ kg |
撞击速度/ (m/s) |
撞击能量/ J |
|
Al |
25 |
32 |
310 | |||
|
A2 |
≤130 |
40 |
30X19 |
0. 625 |
50 |
781 |
|
A3 |
63 |
80 |
2 OOO | |||
|
BI |
40 |
50 |
1 562 | |||
|
B2 |
>130—250 |
50 |
40X25 |
1.25 |
63 |
2 480 |
|
B3 |
63 |
80 |
4 OOO | |||
|
CI |
40 |
50 |
3 124 | |||
|
C2 |
>250 |
50 |
50X30 |
2.5 |
63 |
4 960 |
|
C3 |
63 |
80 |
8 OOO |
注:撞击能量的计算见附录E。
B. 3试验结果
在撞击后,应对防护装置或试样上的损伤情况作如下评价。
B.3. 1
a)
b)
C)
d)
e) O
B. 3.2
损伤可能为
翘曲或向外凸起(残留变形,无裂缝);
开始裂缝(只出现在一个表面上);
贯穿裂缝(从一表面到另一表面均出现裂缝);
穿透(材料被抛射物穿透);
防护装置的视窗松动;
防护装置松动、移位。
评价
当不存在贯穿裂缝或抛射物穿透,以及没有出现B.3.1中e)和f)的情况时,检验合格。
B.4试验报告
试验报告应至少包括下列内容: ——日期、试验地点和试验单位名称;
24
GB 22997—2008
抛射物质量、尺寸和速度;
\11
机床制造者名称、型号、最大车削直径、最高主轴转速、卡盘卡爪的质量和尺寸;
抛射物型式、材料和尺寸;
rr lʧ
yj
抛射物夹持或固定情况; 撞击方向、抛射物的撞击点;
试验结果。
附录C
(资料性附录)
撞击试验用的试验装置和材料示例
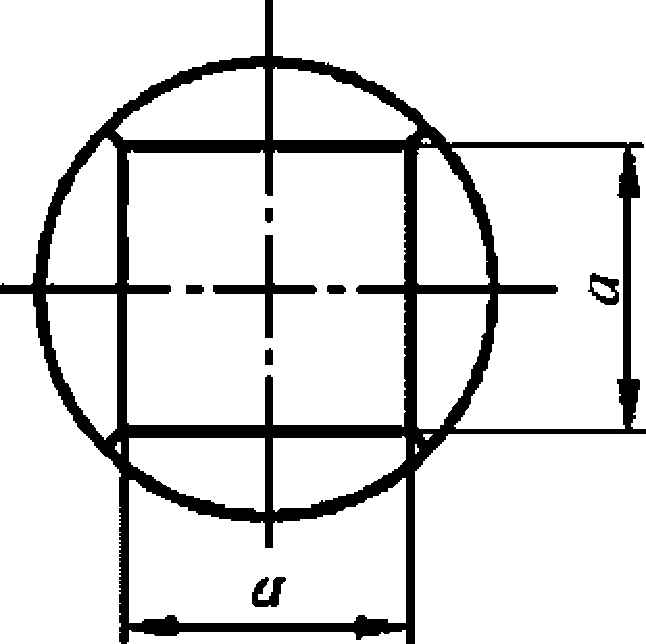
C. 1压缩空气炮
yj
压缩空气炮由靠法兰连接的炮筒和压缩空气容器组成(见图C. Do通过排气阀的压缩空气使抛射
物加速,并击向试验目标。
压缩空气炮由空气压缩机供压。抛射物的速度由空气压力控制。
MJ
在炮筒口附近,采用相应的速度测量仪(如:接近式传感器或光电管)测量抛射物的速度。
操作台
速度测量装置
炮简
拋射物
ri
5
N试件
压缩空气容器

C. 1撞击试验的试验装置
C.2材料示例
下列材料(见表C. 1)已按表B. 2中规定的抵抗能力分级进行了撞击试验(抛射物撞击板子中心)。
.
表C. 1材料的示例
|
材料 |
厚度 d/mm |
抗拉强度 σt∕ (N∕mm2) |
伸长率 |
抵抗能力分级 | ||||||||
|
AI |
A2 |
A3 |
BI |
B2 |
B3 |
CI |
C2 |
C3 | ||||
|
钢板 |
2 |
370 |
28 |
O |
O |
X |
X |
× |
X |
X |
× |
X |
|
2.5 |
370 |
28 |
O |
O |
X |
O |
X |
X |
O |
X |
X | |
|
3 |
400 |
28 |
O |
O |
X |
O |
O |
X |
O |
X |
X | |
|
4 |
340 |
25 |
O |
O |
O |
O |
O |
O |
O |
O |
X | |
|
5 |
300 |
40 |
O |
O |
O |
O |
O |
O |
O |
O |
× | |
|
6 |
340 |
25 |
O |
O |
O |
O |
O |
O |
O |
O |
O | |
|
铝合金 (AlMg3) |
5 |
240 |
18 |
O |
O |
X |
O |
X |
X |
O |
X |
× |
|
聚碳酸脂板 |
6 |
68 |
80 |
O |
O |
X |
O |
X |
× |
X |
X |
× |
|
8 |
68 |
80 |
O |
O |
X |
O |
O |
× |
O |
X |
X | |
|
10 |
68 |
80 |
O |
O |
O |
O |
O |
X |
O |
O |
X | |
|
12 |
68 |
80 |
O |
O |
O |
O |
O |
X |
O |
O |
X | |
|
复合聚碳 酸脂板 |
2X8 |
68 |
80 |
O |
O |
O |
O |
O |
O |
O |
O |
X |
|
2X12 |
68 |
80 |
O |
O |
O |
O |
O |
O |
O |
O |
O | |
|
19 |
68 |
80 |
O |
O |
O |
O |
O |
O |
O |
O |
O | |
GB 22997—2008
表C 1 (续)
|
材料 |
厚度 |
抗拉强度 σb∕(N∕mm2) |
伸长率 M∕% |
抵抗能力分级 | ||||||||
|
d/mm |
AI |
A2 |
A3 |
BI |
B2 |
B3 |
CI |
C2 |
C3 | |||
|
安全玻璃+ 复合聚碳 酸脂板 |
6 + 18 |
— |
— |
O |
O |
O |
O |
O |
O |
O |
O |
O |
O——表示满足要求3
×——表示不满足要求.
注:防护装置和/或观察窗的抵抗能力不仅取决于钢板的尺寸,而且还与观察窗在防护装置上的安装方式和防护 装置在机床上的固定方式有关,
附录D
(规范性附录) 机床发射噪声的测量
噪声测量应在下列工作条件下进行:
——工件主轴以80%的最高转速进行空运转运动;
——工件夹具安装上并运行J
——附加装置和滑板停止运行;
——排屑器运行(如果有)。
机床的安装和操作条件应符合制造者使用说明书的规定。工作位置处机床发射噪声声压级的测定 应与声功率相同。
工作位置处机床发射噪声声压级的测量应符合GB/T 17248. 3—1999和下列修正规定:
——环境修正值Kza或局部环境修正值K3A应小于等于4 dB;
——背景发射噪声声压级与工作位置处机床发射噪声声压级之间的差值应等于或大于6 dB;
——局部环境噪声修正值K3A的计算按GB/T 3768—1996中提及的GB/T 17248. 5—1999中A. 2 的规定,而不是按GB/T 17248. 3—1999附录A规定,或按GB/T 3767—1996中某一标准规 定的测量方法。
声功率测量应符合GB/T 3768—1996包络表面测量方法和下列修正规定:
——环境修正值Kza应小于或等于4 dB;
——在每个测量点,背景噪声的声压级与机床所测噪声声压级之间的差值应等于或大于6 dB,差 值的修正规则(见GB/T 3768—1996中8. 2)应适用于差值直至10 dB;
——测量面应平行于基准体,并距基准体距离为1 m;
——对于距机床距离小于2 m的辅助装置,应包括在基准体内;
——取消GB/T 3768—1996中7.5.3规定的测量时间为30 S的要求J
——检验方法的准确度应大于3 dB;
——测量点使用的传声器数目应符合GB/T 3768—1996的规定。
二者任选其一。当有测量仪器,并且所用测量方法适用于此类型机床时,机床发射声功率级的测量 也可按更精确的测量方法(如:按GB/T 3767—1996)进行,而不按上述修正规定。
可用声强法测定声功率噪声见GB/T 16404—1996(在征得供应商和用户二者同意基础上)O
GB 22997—2008
撞击能量的计算公式如下。
对于配有卡盘的机床:
附录E
(资料性附录)
直接撞击能■的计算方法
JC = ^∙(πBn)2
(E. 1 )
式中:
JC
撞击能量,单位为焦耳(J);
m--标准硬顶爪的质量,单位为千克(kg);
B--卡盘最大外径,单位为米(m) J
n--夹持主轴的最大速度,单位为转每分(r/min) o
对于配有弹簧夹头的机床:
公式(E. 2)估算的直接撞击能量是指相对旋转主轴呈30°抛出的棒料,其截面(J∕Z≤0. 2)发生破裂 时产生的能 £:
(E. 2 )
JC = 2I3 n2
式中:
JC--撞击能量,单位为焦耳(J);
P--特定质量,单位为千克每米(kg∕m)或千克每立方米(kg∕n√);
d--最大棒料直径,单位为米(m) J
L——工件的最大长度,单位为米(m);
W--夹持主轴的最大速度,单位为转每分(r/min) O
附录F
(资料性附录)
本标准条款中涉及的欧盟指令基本要求和其他欧盟指令
本标准条款中涉及了欧盟(EU)指令基本要求或其他欧盟(EU)指令。
EN 12415:2000标准是由欧洲委员会和欧洲自由贸易协会授权的欧洲标准化委员会(CEN)制定
的。它可作为1998年6月22日签署的欧盟(EU)“机械指令” 98/37/CE的支撑。
警吿:属于本标准范围内的产品,有可能也要符合其他要求和其他欧盟(EU)指令。
本标准的条款可作为机械指令基本要求的支撑。
通过遵循本标准条款的规定,借此提供了符合有关指令规定的基本要求和EFTA(欧洲贸易协会) 规则的一种手段。
与车床加工不同其他方面的参考标准
参考文献
[1] GB/T 786.1—1993 液压气动 图形符号(eqv ISO 1219-1 :1991).
2
3
4
5
GB 22997—2008
数字控制机床 操作指示形象化符号(neq ISO 2972:1979).
声学 机器和设备噪声发射值的标示和验证(eqv ISO 4871s1996).
机床 控制装置的操作方向(eqv ISO 447:1984).
GB/T 3168—1993
GB/T 14574—2000
GB/T 17161—1997
GB/T 18717. 3—2002 用于机械安全的人类工效学设计 第3部分:人体测量数据
(ISO 15534-3:2000,NEQ).
[6] GB/T 19876-2005机械安全 与人体部位接近速度 相关防护措施的定位(ISO 13855: 2002, MoD).
[7] GB/T 20438. 1-2006电气/电子/可编程电子安全相关系统的功能安全 第1部分:一般 要求(IEC 61508-1 :1998,IDT).
[8] GB/T 20438. 2—2006 电气/电子/可编程电子安全相关系统的功能安全 第2部分:电 气/电子/可编程电子安全相关系统的要求(IEC 61508-2:2000,IDT).
[9] GB/T 20438. 3—2006电气/电子/可编程电子安全相关系统的功能安全 第3部分:软件 要求(IEC 615O8-311998 JDT).
EIOl
Eli]
[12]
[13]
口5]
口6]
口7]
口8]
口9]
[20]
E21]
[22]
[23]
[24]
[25]
[26]
GB/T 20438. 4-2006电气/电子/可编程电子安全相关系统的功能安全 第4部分:定 义和缩略语(IEC 61508-4.1998,IDT).
GB/T 20438. 5—2006电气/电子/可编程电子安全相关系统的功能安全 第5部分:确 定安全完整性等级的方法示例(IEC 61508-5:1998,IDT).
GB/T 20438. 6—2006 电气/电子/可编程电子安全相关系统的功能安全 第6部分: GB/T 20438. 2 和 GB/T 20438. 3 的应用指南(IEC 61508-6:2000 JDT).
GB/T 20438. 7-2006电气/电子/可编程电子安全相关系统的功能安全 第7部分:技 术和措施概述(IEC 61508-7:2000,IDT).
GB/T 21109.1—2007过程工业领域安全仪表系统的功能安全 第1部分:框架、定义、系 统、硬件和软件要求(IEC 61511-1 :2003,IDT).
ISO 230-5:2000 机床检验通则 第5部分:噪声.
ISO 1219-2:1995流体传动系统及元件 图形符号和回路图 第2部分:线路图.
ISO 7000:2004用于设备的图形符号 标志和说明.
IEC 62061:2005机械安全 电工/电子/可编程电子设备有关安全系统 安全功能.
EN 692s1996机床安全 机械式压力机.
EN 693:2001机床安全 液压式压力机.
EN 1241712001
EN 12626:1997
EN 12717:2001
EN 13128:2001
EN 13218s2001
EN 13736:2003
机床安全 机械安全 机床安全 机床安全 机床安全
机床安全
加工中心.
激光加工机 安全要求(ISo 11553:1996,MOD).
钻床.
铤床(包括饉床).
固定式磨床.
气动式压力机.
中华人民共和国
家标准
机床安全小规格数控车床与车削中心
GB 2 2997- 2008
中国标准出版社出版发行 北京复兴门外三里河北街16号 邮政编码:100045 网址 www∙ spc. net. Cn
电话:68523946 68517548
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销 开本880X1230 1/16 印张2.25 字数63千字 2009年6月第一版 2009年6月第一次印刷
书号:155066 * 1-36514
如有印装差错 由本社发行中心调换 版权专有侵权必究 举报电话:(010)68533533
免费标准下载网(www.freebz.net)无需注册即可下载