
ICS 75. 020
P 72
备案号:J1256-2011
中华人民共和!国石油化工彳亍业标准
SH/T 3507—2011
代替 SH/T 3507—2005
石油化工钢结构工程施工质量验收规范
ACCePtanCe SPeCifICatiOn for COnStrUCtiOn quality Of SteeI StrUCtUre in PetrOChemiCaI industry

2011-05-18 发布
2011-06-01 实施
中华人民共和国工寸化和信息化咅K 发布
3术语和定义...................................................................................................二....1
4 一般规定......................................................................................................~....2
I ⅜ t I ⅝
刖 S
根据国家发展和改革委员会办公厅《2006年行业标准项目计划》(发改办工业[2006] 1093号)的 要求,规范编制组经广泛调査研究,认真总结实践经验,参考有关国际标准和国外先进标准,并在广 泛征求意见的基础上,修订规范。
本规范共分14章。
本规范的主要技术内容是:石油化工工程新建、扩建与改建项目钢结构工程的材料验收、工厂化 制造、拼装、钢结构基础验收、现场安装、焊接和涂装施工的质量验收标准。
本规范是在SHZT 3507—2005《石油化工钢结构工程施工及验收规范》的基础上修订而成,修订 的主要内容是:
——更改了标准名称:
——修改了有关质量验收参数;
——增加了检验方法和检验数量;
—— 删除了有关管筒预制的内容;
——将原规范性附录A、附录B内容变更为标准条文;
——删除了原附录C;
——对标准结构按施工顺序进行了调整。
本规范由中国石油化工集团公司负责管理,由中国石油化工集团公司施工技术广州站负责日常管 理,山中国石化集团宁波工程有限公司负责具体技术内容的解释。执行过程中如有意见和建议,请寄 送日常管理单位和主编单位。
本规范日常管理单位:中国石油化工集团公司施工技术广州站
通讯地址:广州市荔湾区中山七路81号
邮政编码:510180
电 话:020-28348176
传 真:020-28348169
本规范主编单位:中国石化集团宁波工程有限公司
通讯地址:浙江省宁波市国家高新区院士路660号
邮政编码:315103
本规范主要起草人员:沈海仁毛银栋胡明
本规范主要审査人员:汪庆华葛春玉南亚林郑祥龙陈瑞金关慰清王永红周培珊 束志军
本规范于1987年首次发布,1999年第1次修订,2005年第2次修订,本次为第3次修订。
1范围
本规范规定了石油化工工程中塔架、管廊和框架等钢结构工程工厂化制造和安装施工的质量标准。
本规范适用于石油化工工程新建、扩建与改建项目碳素结构钢、低合金结构钢制作的塔架、管廊 和框架等钢结构工程的施工质量验收。
2规范性引用文件
下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方 研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。
GB 8923涂装前钢材表面锈蚀等级和除锈等级
GB 9978建筑构件防火喷涂材料性能试验方法
GB 14907钢结构防火涂料
GB 50205—2001钢结构工程施工质量验收规范
GB/T 3098. 1紧固件机械性能螺栓、螺钉和螺柱
JB/T 4730. 2承压设备无损检测 第2部分:射线检测
JB/T 4730. 3承压设备无损检测 第3部分:超声检测
JB/T 4735钢制焊接常压容器
SH 3137石油化工钢结构防火技术规范
SH/T 3503石油化工工程建设交工技术文件规定
SH/T 3508石油化工安装工程施工质量验收统一标准
SH/T 3548石油化工涂料防腐蚀工程施工质量验收规范
3术语和定义
下列术语和定义适用于本规范。
3.1
高强度螺栓连接副SetOfhiEh Strength bolt
高强度螺栓和与之配套的螺母、垫圈的总称。
3. 2
钢结构工厂化制造 SteeI StrUCtUre ShOP fabrication
在具有J定的加工能力和相对固定的场所,按生产工艺流水作业、按工序管理、按产品交付的加 工制造过程。
3.3
零件Part
组成部件或构件的最小单元,如节点板、翼缘板等。
3.4
部件 COmPOnent
由若干零件组成的单元,如焊接H型钢、牛腿等。
3. 5
3. 6
3. 7
3. 8
管筒 WeIded barrel
由钢板滚制组焊成
构件 element
作平台

以后进行
报告等。
钢
钢
对倒结构树斛进行验收用
讶"「仍有不合格
Z按SH/T 350
的验收。钢纟
的规
,若抽
则该批
J「程施工资质。
Jil经计量检定、校准合格的HST
:得 ≡H≡≡≡.
冈酷构工程质量
L £验收统一标7
勺划分应按SH
进
工 部 检
进口钢材产品的
C)实物标识和质量证明文件标识不符;
d)要求复验材料未经复验或复验不合格。
由零件或由零件和部件组成的鑼
!本单元,如梁、柱、
塔架flare 由管材,板木
框架fra
由板材、建 的稳定空间
3. 9
管廊IV
由板抓
4 一般
4. 1石 安装工; 工程、 验批的: 4. 2 4. 3 4. 4 4. 5 ... 行检查或 钢纟 碳素
4. 6
4. 7 测。
4. 8
4. 9
部件、构件焊接或螺栓连接组成的川于支次设徭或作为\
M乍的零件、部件、构件焊
收除应符合设计文件和本规范要求外,
》的规定进行检验批、分项工程、分部工
:本规范的规定执妬
工单位应具
相应的钢纟
工质量的检嶂和检验,
呈的原材料、半成品及成
急蔽匸程木经验收,
徂进场验收:半成品、成品应涂装底漆•
构材料不價
焊缝冷出到环境温度;低台金结构钢应在刀成焊接"
钢结构蒙Z 本规范淞
5材料
差的检测,应在结构形,
检音数吊外,均应全数检査”
!间刚度单/I
头无损检
5.1钢材
5. 1. 1钢材应具有月
质量尚应符合合同规定
检验方法:检査质量1瑯文 当材料有下列情况之 质量证明文件的特性数 对质量证明文件的特性数据有
5. 1.2
a)
b)
检验方法:检查质量证明文件、标识及检验报告等。
5.1.3对设计文件要求进行复验蝉S蹈雨
检査数量:按批(号浬规格)翌*
检验方法:检査羽弧wɔ
5.1.5型钢局
检查明:將⅛*
检验洒法:实嫄查M
5. 1. 6
a)
O)
漫验结果应符合产品标准和设计文件要
仙规格的型钢抽査-根,检测5处,即检查5个析I涌币组数:
外观质 抻面有旬 出的锈蚀等级应符合GB 8' ⅛f不应有裂纹、结疤、折詹 观察检査。
应济合有关产品标准的规定外,尚应W卜列插 麻点或划痕等峡和计,其深度不得人:该側材厚阈 '2:.φ∙∣,∣<JC⅛ 及 C级以上; `
\气泡和夹庶等缺陷,口.不得有分层。
5. 2 I
5. 2 /1
5. 2
5.2
5. 2
用料应右质梟MJ文件.帛,种,规格、性能等应苻合产咕商量标准和设 ¥:检査焊接#料的质也正明文仰,.⅛i≡..
I卜观不应冇药翻落、焊芯生锈等缺陷。
勇数争:每批(同曬S蠢批号、同规格)抽査服 顿应少于
ftW<ιf∣ι 锈应、池汚等<.
阮* :观察检查。
4(其他村料&符合以
其關伯导受潮结屈
卜规定!
釧P纯度不应牛于盼99%'二鞏
法\观察检查i 曲构釆用外焊接材磚进__
批(同巾号、同批"、•规格)
■:检成⅛ -')ʌ +艮告O
5. 2. 5\ 集
Ml
5.3连扌}
5. 3. 1钢遗构连接用 螺母、垫圈整切金 和扭剪型高敝W岁
检验方法:
5.3.2高强度大M 检查数量:见G&
检验方法:检査复渤炬&
5. 3.3扭豹型高强度螺栓建礴2 检査数量:见GB 50205—200 检验方法:检査复验报告。
1包。
MBBm⅞⅜fe 含水量
样复验,/夏验堵果应符合
“品标准.
W嘲度丿、六角头螺栓连接團k扭g型高强度螺栓勺切 '业观格、性能斜",I顷跖E件耍" 蛾刷出厂时应分别随箱带有扭扇羸昂歸!勒例 啓证明文件、标识及检验报告等。
遍迎的扭矩系数应按GB 5O2O5→dθ^⅛SI, 畑而拉力应按GB 50205 -⅛¾ι
呼帼隼值的1/2;
贏
I
Mt
O⅛ 0/005%.,
晅骅、地脚锚栓、 弓書新头螺栓连接副 ⅛⅛) /检验报吿。
B的规定复验。
5.3.4高强度螺栓连接副应按包装箱标明的批号配套供货,包装箱上应标明批号、规格、数量及生产
日期。螺栓、螺母、垫圈表面应涂油保护,不应生锈和沾染污物,螺纹不应损伤。
检査数量:按包装箱数抽査5%,且不应少于3箱。
检验方法:观察检査。
5.4涂装材料
5.4. 1防腐涂料应具有产品质量证明文件和质量检验报告,其性能指标应符合设计文件和产品标准的 规定。
检验方法:检査产品的质量证明文件、标识及检验报告等。
5. 4. 2防火涂料的品种和技术性能应符合设计文件要求,并应经过具有资质的检测机构检测合格,检 测方法应符合GB 9978的规定。
检验方法:检査产品的质量证明文件、标识及检验报告等。
5.5压型金属板
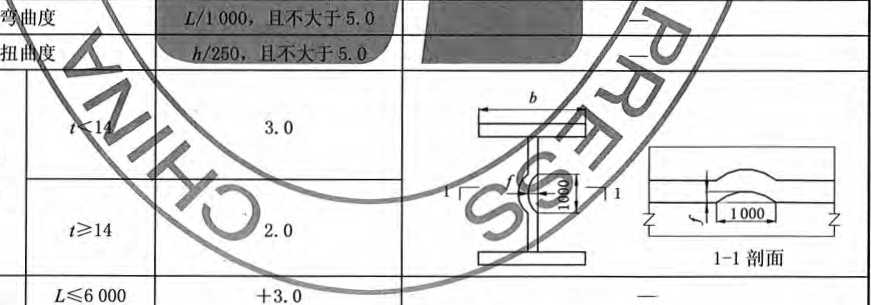
5. 5.1压型金属板表面不应有裂纹,不应有明显的凹凸和皱褶。
检验方法:观察检査。
5.5.2有涂层、镀层的压型金属板,涂、镀层不应有可见的裂纹、剥落和擦痕等缺陷。
检验方法:,观察检査。
5.5. 3压型金属板的尺寸允许偏差应符合表1的规定。
检查数量:每种规格抽査5%,且不应少于3件。
检验方法:实测检查。压型金属板长度大于10 000 mm时,测量长度为任选IOOOO mm;小于IoOOo mm时,测量长度为板长扣除两端各50Omm后的实际长度。
表1压型金属板的尺寸允许偏差 单位:mm
|
_____________!_____________ | ||
|
__ 波 距 |
±2.0 | |
|
波 高 |
截面高度不大于70 |
±1.5 |
|
截面高度大于70 |
+ 2.0 | |
|
侧向弯曲 |
在测量长度范围内 |
20.0 |
6钢结构工厂化制造
6. 1切割
6.1.1钢材切割面或剪切面应无裂纹、夹杂、分层和大于Imm的缺棱。
检验方法:观察检査和实测检查。
6.1.2气体切割与机械剪切的允许偏差应符合表2的规定。
检査数量:按切割面数抽査10%,且不应少于3个。
检验方法:观察检査或实测检查。
表2气体切割与机械剪切的允许偏差 单位:mm
|
项 目 |
允许偏差值 | ||
|
宽度、长度 |
气割 |
手工成自动切割 |
±2.0 |
|
精密切割 |
±1.0 | ||
|
机械剪切 |
±1.5 | ||
|
表2(续) 气体切割与机械翦切的允许偏差 单位:mm | ||
|
______________项 目______________ |
______允许偏差值______ | |
|
切割端面垂直度 |
__________气割、剪切__________ |
2.0 |
|
切割面平面度 |
__________气割、剪切__________ |
0. 05/,且不大于2.0 |
|
割纹深度 |
___________气割 |
0.5 |
|
局部缺口深度 |
________________nso________________ |
1.0 |
|
注:t为切割面厚度.___________________________________________________ | ||
6.2矫正和成型
6. 2. 1碳素结构钢在环境温度低于-16 °C、低合金结构钢在环境温度低于-12 °C时,不应进行冷矫正 和冷弯曲。碳素结构钢和低合金结构钢在加热矫正时,加热温度不应超过900 oC0低合金结构钢在加 热矫正后应自然冷却。
检验方法:检查施工技术文件和施工记录。
6.2.2当零件釆用热加工成型时,加热温度应控制在900 °C〜IOOO °C;碳素结构钢和低合金结构钢 在温度分别下降到700 °C和800 P之前,应结束加工作业;低合金结构钢应自然冷却。
检验方法:检查施工技术文件和施工记录。
6. 2.3矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不应大于该钢材厚度负允许偏差的 1/2,且不得大于0.5 mm。
检验方法:观察检査和实测检査。
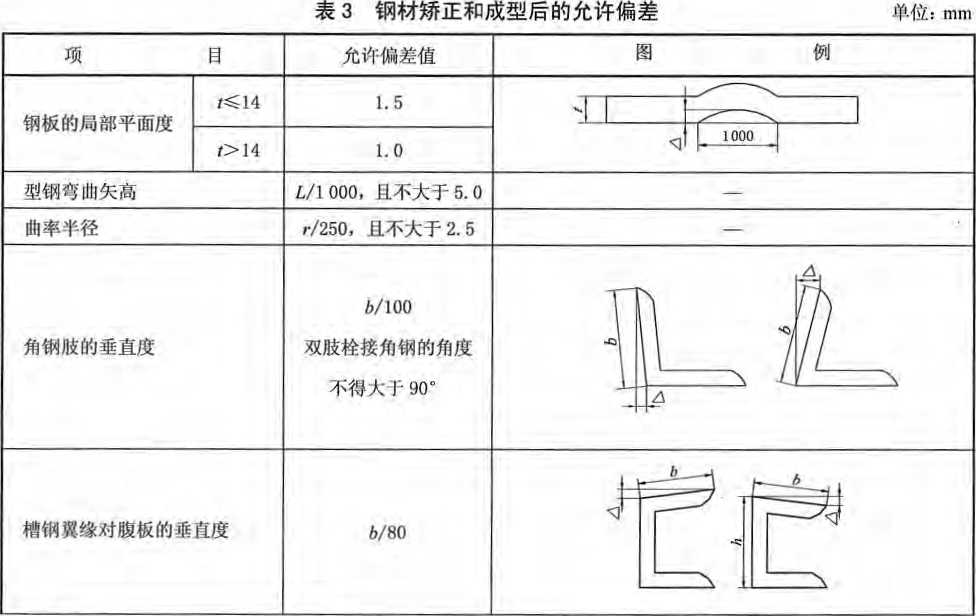
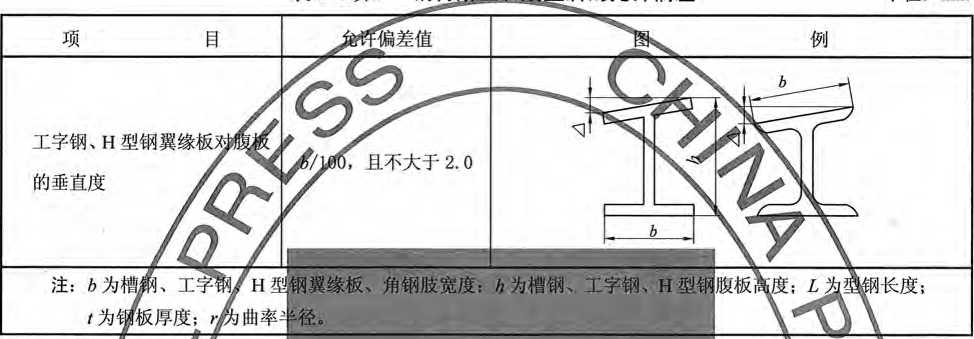
6.2.4钢材矫正和成型后的允许偏差应符合表3的规定。
检查数量:按件数抽査10%,且不应少于3个。
检验方法:观察检查和实测检査。

3
mm
i偏差应


:L应具有HWEK曾表面粗糙囲閥EKFEFImo其
:表面粗糙度Ra不应大P25卩m,其允许烏差应符合表5的规定。
且不巾少于3件。
mm
螺栓孔直
许偏差值
OWI8
O
18VDW:
30VOW
L直径。
R
+0. 18 0
+0.21 0
+0.25
0
6.3制孔
6. 3. 1 Al
符合表4|
C级
检4
实测检査。
XL垂直
不大于2 0
CC
:mm
6.4
6.5
管筒制作质量应符合JB/T 4735的规定。
检验方法:实测检査。

ttf
表4 A、B级螺栓孔径的允许偏差
IQJ




注:
注:,为加玉件厚度。
6.3.2螺栓孔孑⅛i⅛[的猊许 检査数量:按师冊 检验方法:实飾
焊接H型钢
焊接H型钢的质量应务 检查数量:按钢构件数 检验方法:实测检查。
管筒
查10%,且不应少于3件。
孔允诺偏差

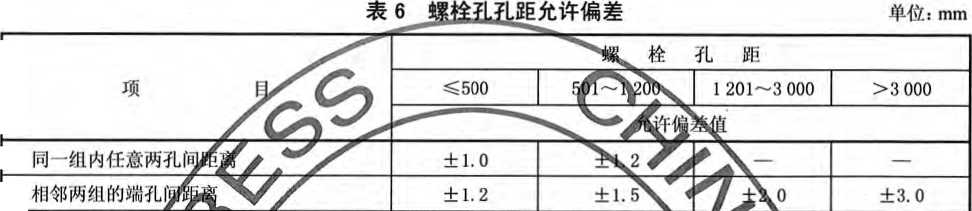
任意两螺栓孔3
+ 1.5
+ 2.0
注1:
注2:
注3:
注4:
焊接H型钢翔瞩1
接板 的螺栓孔为一组。
或接 均螺栓孔为一组,但不包括上述两款所规定的
I.的逢接螺栓孔,每米长度范围内的螺栓孔为一蛆,,
+2.0
±5.0
±4.0
±3.0


允许偏差


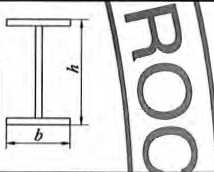
长度Z
腹板局部
平面度/
L>6 000 +5. 0
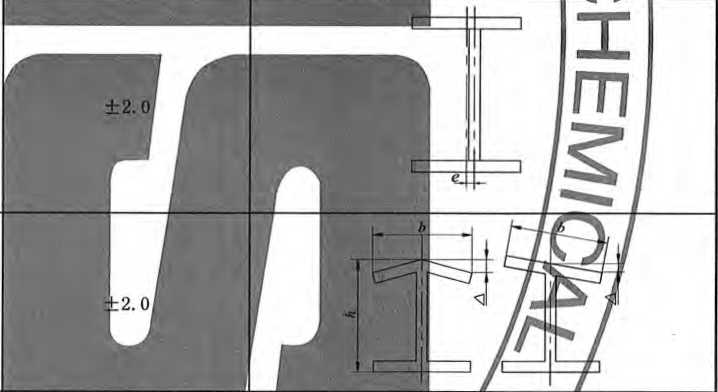
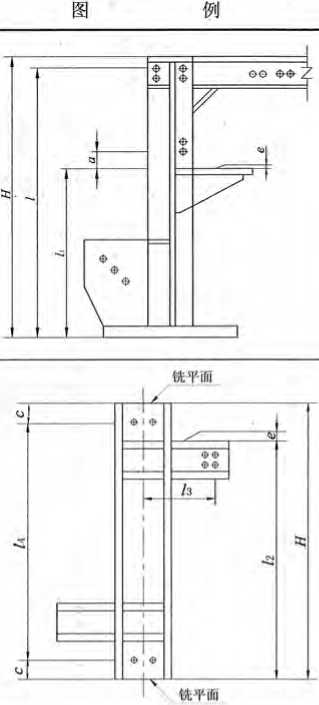
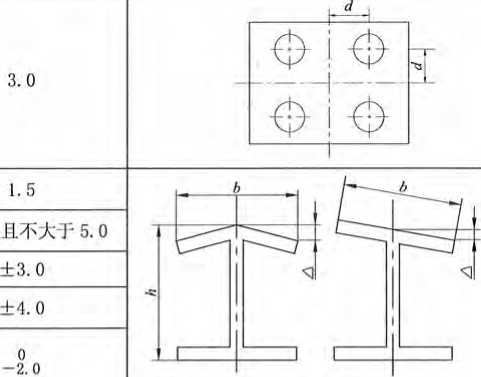
6.6钢构件
钢构件质量应符合表8的规定。
检验方法:实测检査。
表8钢构件允许偏差
单位:mm
允许偏差值
单 节 钢 柱
多
节
钢 柱
|
柱底面到柱端与梁连接的最上一个 安装孔距离/____________ |
÷ //1 500,且不大于 15. Ot 不小于一15.0 | |
|
柱底面到牛腿支承面距离II |
±∕∣∕2 000,且不大于 8.0,不小于一8.0 | |
|
受力支托表面到第一个安装孔距离a |
±1.0 | |
|
柱身弯曲矢高 |
H∕∖ 200,且不大于12.0 | |
|
柱身扭曲 |
牛腿 |
3,0 |
|
其他处 |
8.0 | |
|
一节柱高度H_________ |
±3.0 | |
|
两端最外侧安装孔距离L____ |
±2.0 | |
|
柱底饨平面到牛腿支承面的距离L |
±2.0 | |
|
斜面到第•个安装孔距离C二 |
±1.0 | |
|
枉身弯"庆打 ~ |
竺500,且不大于5.0 | |
|
一节柱的柱身扭曲 |
6/250,且不大于5. 0 | |
牛腿端孔到柱轴线距离A
±3.0
±5. 0
+3.0
±4.0
水平加劲助的中心位置偏移
柱和梁截面几何尺寸----
其他处
牛腿面的翘曲e
2.0
柱脚底板平面度
5.0
柱脚螺栓孔中心线对柱轴线的距离d
柱和梁翼缘板对 腹板的垂直度ZI
连接处
其他处
连接处
柱和梁截面几何尺寸 ---
其他处
梁长
受压构件(杆件)弯曲矢高
//1 000,且不大于10. 0
6.7端部铢平
6. 7.1外露铢平面应进行防锈保护。
检验方法:观察检査。
6.7.2构件端部饨平的允许偏差应符合表9的规定。
检査数量:按说平面数量抽査10%,且不应少于3件。 检验方法:实测检査。
表9端部铢平的允许偏差 单位:mm
|
项目 |
允许偏差值 |
|
两端铤平时构件长度 |
■ ±2.0 |
|
两端说平时零件长度 |
±0. 5 |
|
饨平面的平面度 |
0.3 |
|
饨平面对轴线的垂直度 |
//1 500 |
|
注:,为饨平端面的测量长度。 | |
7钢构件拼装
7.1塔架分段拼装的允许偏差应符合表1。的规色 检验方法:实测检査。
表10塔架分段拼装允许偏差 单位:mm
|
项 目 |
允许偏差值 |
|
上、下结合面长度差、宽度差 |
5.0 |
|
上、下结合面对角线差 |
10.0 |
|
竖面对角线长度差 |
10.0 |
|
截面对角线差 |
10.0 |
|
塔架分段高(长)度 |
±5.0 |
|
塔架分段主肢顶面相对高差 |
2.0 |
7.2框架、管廊成片或成框拼装的允许偏差应符合本规范表15的规定。
检验方法:实测检查。
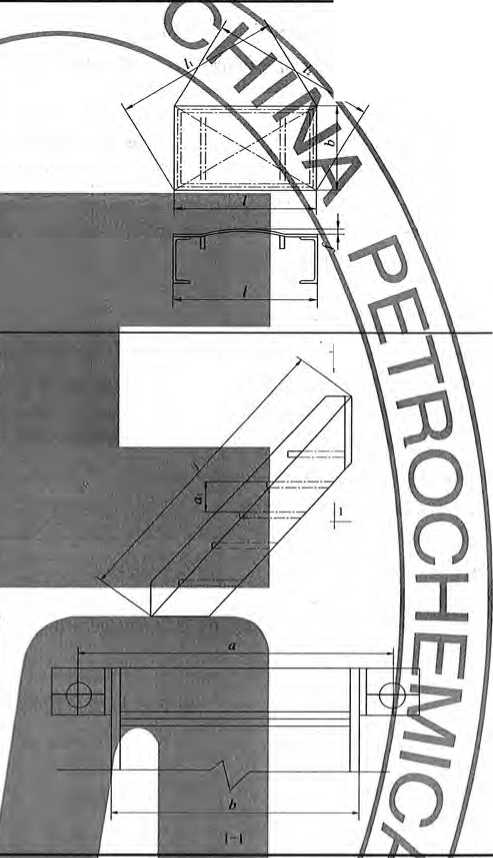
7.3钢平台、钢梯和防护栏杆形状与尺寸的允许偏差应符合表11的规定。
检验方法:实测检査。
9
表11钢平台、钢梯和

单位:mm

平台支柱高度
平台支柱弯曲狮/
5.0
平台表面平声U
梯梁长.
钢梯宽,
钢梯a
钢撇!
踏步
栏杆高,
±5. 0
+ 5.0
±3.0
平台长度和宽度
平台两对角线差I I

O
栏杆立由
±3.0

6.0
±5.0

±10.0
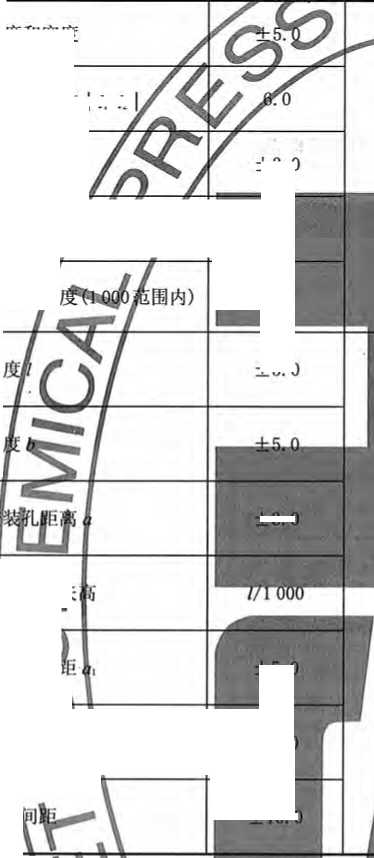
8基础和
8. 1基础表电 显甲中,
检验方法卬测检孤
8.2基础及地丿]⅜欄學俎N 检验方法:⅛⅜‰
标高标记。
基础及地脚螺栓位置的允许偏
单位:mm
|
检 7_ |
Oyc乡么差值 |
|
塔架结构的基础中心 |
/ 20.0 |
|
塔架主肢基础支承面中心 |
—------------- 5.0 |
|
框架或管廊柱子基础支承面中心 ------ |
3.0 |
|
框架或管廊相邻两钢柱基础中心间距______________ |
+3.0 |
单位:mm
表12(续)基础及地脚螺栓位置的允许偏差
允许偏差值
一次浇筑的基础支承面标高
无垫铁安装支承面
支承面埋件
检査部
地脚
土
螺栓中心距(在根部
±2.
2.0
顶端标
螺纹长度
+10 _0 + 30 0
螺栓中心对基不
承面长度。
垫铁或混;
支承面标
9. 1
+ 3.0
7K平度
标高
LW 500
5. O
殳装时,基础陸風凿麻,垫铁设置处应铲平并符合卜列定: 组应设置在葩应壘&下, 设置1组〜2#[垫铁,每 与基础面和木底面 _.
应成对使月I其叠合长度不应小于垫铁长度的3/4: 浆前同组*铁间应 实测检査。
每个地,
勺垫铁数不宜超过4块"
长 10及表13的规定。
表13塔架总装允许偏差
高度N60 000
8. 3
9钢
25
同贤U60 000
单位:mm
垂直度
总高
塔
苗栓)
m

9.2框架、管廊安装
框架、管廊安装的允许偏差应帝 _
检查数量:对立柱全部检査,对梁、立面对角线按类抽査10%,且不应少于3个。
检验方法:实测检査。
11
表14框架、管廊安装允许偏差 单位:mm
|
项 目 |
允许偏差值 | |
|
柱轴线对行、列定位轴线的平行偏移和扭转偏移 |
3.0 | |
|
柱实测标高与设计标高之差 |
±3.0 | |
|
柱直线度 |
H∕∖ 000,且不大于15. 0 | |
|
柱垂直度 |
H<12 000 |
H∕∖ 000,且不大于10.0 |
|
12 000≤Z∕<24 000 |
H∕∖ 000,且不大于20. 0 | |
|
24 OooWH<36 000 |
H∕∖ 000,且不大于25. 0 | |
|
36 OoOWH<48 000 |
≤30.0 | |
|
HN48 000 |
≤35.0 | |
|
______相邻层间两柱对角线长度差______ |
5.0 | |
|
_________相邻柱间距离__________ |
±3.0 | |
|
___________梁标高___________ |
±3.0 | |
|
梁水平度 |
£/1 000,且不大于5. 0 | |
|
梁中心位置偏移 |
2.0 | |
|
__________相邻梁间距__________ |
±4.0 | |
|
竖面对角线长度差 |
15.0 | |
|
________任一截面对角线长度差_______ |
15.0 | |
|
注:Z为梁的长度;&为柱子高度。__________________________________________ | ||
9.3钢平台、钢梯和防护栏杆安装
钢平台、钢梯和防护栏杆安装的允许偏差应符合表15的规定。
检查数量:钢平台、钢梯按总数抽査10%,栏杆按总长度抽査10%,其中钢平台不应少于1个,栏杆 不应少于5 m,钢梯不应少于1个。
检验方法:实测检査。
表15钢平台、钢梯和防护栏杆安装的允许偏差 单位:mm
|
项 目 |
允许偏差值 |
|
平台高度 ~~ |
±15.0 |
|
平台梁水平度 |
//1 000,且不大于20.0 |
|
平台支柱垂直度 |
A/1 000,且不大于15.0 |
|
承重平台梁侧向弯曲 |
1/1 000,且不大于10. 0 |
|
直梯垂直度 一 |
1/1 000,且不大于15.0 |
|
斜梯踏步水平度 一 |
5.0 |
|
栏杆髙度 一 |
+5.0 |
|
栏杆立柱间距 |
±10.0 |
|
注:A为平台支柱高度,/为直梯和平台梁长度。__________________________________ | |
9.4压型金属板安装
9. 4.1压型金属板应在支撑构件上搭接,搭接长度、宽度不小于表16规定的数值。
检查数量:按搭接部位总长度抽査10%,且不应少于IOmO
检验方法:观察和用钢尺检査。
表16压型金属板的搭接长度与宽度 单位:mm
|
项 目 |
最小搭接尺寸 | ||
|
宽度方向 |
1.5波距 | ||
|
长 度 方 向 |
截面高度大于70 |
屋面 |
400 |
|
墻面 |
150 | ||
|
截面高度小于或等于70 |
屋面坡度小于1/10 |
300 | |
|
屋面坡度大于或等于1/10 |
250 | ||
|
墙面 |
150 | ||
9.4.2压型金属板安装应平整、顺直,板面不应有施工残留物和污物。檐口和墙面下端应呈直线, 不应有未安装零件的孔洞。
检査数量:按面积抽査10%,且不应少于IOmZO
检验方法:观察检查。
9. 4.3压型金属板安装的允许偏差应符合表17的规定。
检查数量:檐口与屋脊的平行度按长度抽査10%,且不应少于10m;其他项目每20m长度应抽查1 处,且不应少于2处。
检验方法:用拉线、吊线和钢尺检査。
表17压型金属板安装的允许偏差 单位:mm
|
项 目 |
允许偏差值 | |
|
屋面 |
檐口与屋脊的平行度 |
10. 0 |
|
压型金属板波纹线对屋脊的垂直度 |
Z./1 000,且不大于20. 0 | |
|
檐口相邻两块压型金属板端部错位 |
5.0 | |
|
压型金属板卷边板件最大波浪高_______ |
4.0 | |
|
墙面 |
墙板波纹线的垂直度 |
H∕∖ 000,且不大于20. 0 |
|
墙板包角线的垂直度 |
H/1 000,且不大于20. 0 | |
|
相邻两块压型金属板的下端错位_______ |
5.0 | |
|
注:Z为屋面半坡或单坡的长度;H为墙面高度。_________________________________ | ||
9.5其他构件安装
9.5. 1管筒安装符合下列规定:
a) 高度小于或等于60 m时,垂直度为高度的1/1 500,且不大于25 mm;
b) 高度大于60 m时,垂直度为高度的1/3 000加5. 0 ɪnm,且不大于50 mm;
C)管筒安装完毕后,总高度允许偏差为土50. Omn1。
检验方法:实测检査。
9.5.2设计文件要求顶紧的节点,接触面紧贴程度不应少于75%,且边缘最大间隙不应大于0.8 mm。
检查数量:按节点数抽查10%,且不应少于3个。
检验方法:用0.3 mm塞尺检查。
9.5.3吊车梁和吊车桁架不得下挠。
检验方法:实测检查。
13
10焊接
10.1焊条、药芯焊丝等在使用前丿按其产品说明书及施工技术*⅛的规定进行烘焙和存放。 检验方法:检查质量证明艾俳做齢⅛录。
10.2焊工应经考试合格并:
检验方法:检査焊
10. 3施工单位对其
定,并应根据评定扌必赢⅛
检验方法:
10. 4 设计文件

陷做出判断时,/位釆用用麓检测,焊缝内部缺陷分级及检測方帆应符合JB/T
规定。一级、《
a) 对立
2θ∕ rrS
b)
⅛‰∕卢应不少于1条焊缝。
检验∕fAj⅛超声或射线检测记录。

I-H

证焊工应石

帝N围内施焊.
洌爪焊接材料、焊接方法、焊后热奴
艺。 、
原定报告。

、进行焊接工艺评

成勺h二级焊缝康!L贸声检测逬jj-内部M陷的检唸广超丿"输潮不能对缺

473(⅛3fl!
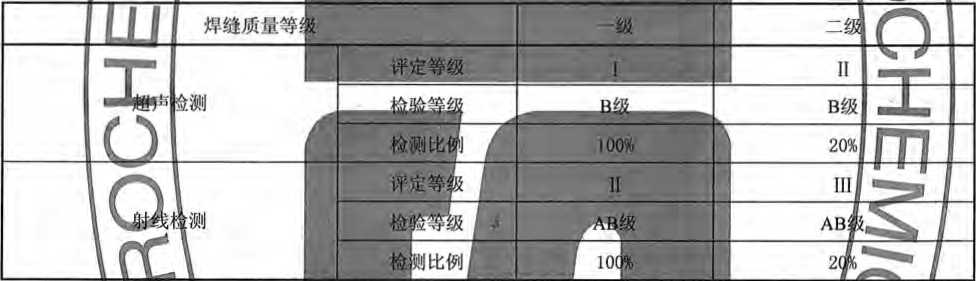
级焊缝的检测比例及评定等级应符合表18的规畝其中检测比例按V建 制作炸继,应 条焊缝计算质分比,且检测长度应不小于
藏而对整条焊缝进红检测;"

H :00 mm, V
730. 2 的
畑不足
膛缝,应按同一类型、同
早缝条数计算百分比,检⅛∖t剣m/'j、于
_ m

一级、二级焊缝无损检测比例及评定等级
表18
10.5焊陶 检査/
检验方法
,的规定。
%,且不, 检查。
焊缝等切
裂纹、夹渣“ 烧穿、弧⅛?
气孔

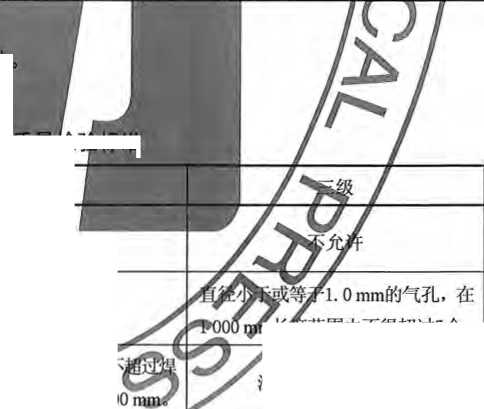
表19焊缝外观质量检验标准
不要求修磨焊缝的咬边
要求修磨焊缝的咬边
不允许

少于柯处。
彩臂过(V 囹鈿0%,
不允许
:范围内不得超过5个。
环
深度不超过0∙ 5 mm
二版
-~
不允许
不允许
10.6焊前预热或焊后热处理的焊缝,加热区在焊道两侧,每侧宽度均应大于焊件厚度的2倍以上,且
不应小于100 mm.焊后热处理的工艺应满足施工技术文件要求。
检验方法:检査预、后热和热处理施工记葢
10.7焊缝尺寸允许偏差应符合券 检查数量:按焊缝数畛将 检验方法:实测检故A
恣1、表22的规 不应少于10处。
对接焊缝余高允*
单位:mm
焊縫宽度
⅛<20
|
\二级 |
三级 |
|
ʌ-ɜ |
0〜4 |
|
0〜5 |
贴角焊缝
允许偏差
A>6
,贴角焊缝的軍部焊脚尺寸
卻I:比戸计的要求值低I, Omm,
工
m
L
部分总长不得蕈
+ 1.5 0
T型接头K形禅缝尺寸允许偏差
:许偏差
Mil
+ 1.5 0
注:r为薄板厚度。、
10.8焊缝感观质量应成型凶平滑竺,歩淸角《溅物清除干净。
检査数量:按焊缝数抽査10%,且不应少于10处。
检验方法:观察检査。
11紧固件连接
11.1普通螺栓连接
11. 1. 1普通螺栓作为永久性连接螺栓时,当设计文件有要求时,应进行螺栓实物最小拉力载荷复验, 试验方法按GB 50205—2001附录B进行,其结果应符合GB/T 3098. 1的规定。
检查数量:每一规格螺栓抽査8个。
检验方法:检查螺栓实物复验报告”
11.1.2永久性普通螺栓紧固应牢固、可靠,外露丝扣不应少于2个螺距。
检査数量:按连接节点数抽査10%,且不应少于3个。
检验方法:观察和用小锤敲击检査。
11.2高强度螺栓连接
11.2. 1钢结构制作和安装单位应按GB 50205—2001附录B的规定分别进行高强度螺栓连接摩擦面的 抗滑移系数试验和复验,现场处理的构件摩擦面应单独进行摩擦面抗滑移系数试验,其结果应符合设 计文件要求。
检查数量:见GB 50205—2001附录B。
检验方法:检査摩擦面抗滑移系数试验报告和复验报告。
11.2.2高强度螺栓连接摩擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁 皮、污垢等,除设计文件要求外摩擦面不应涂漆。
检验方法:观察检查。
11.2.3高强度螺栓穿入方向应一致,且应自由穿入螺栓孔。
检查数量:被扩螺栓孔全数检査•
检验方法:观察检査和实测检査"...................._ .
11. 2. 4高强度大六角头螺栓连接副终拧完成Ih后、48 h内应进行终拧扭矩检査,检査结果应符合GB 50205—2001附录B的规定。
检査数量:按节点数抽查10%,且不应少于10个;每个被抽査节点按螺栓数抽査10%,且不应少于2 个。
检验方法:见GB 50205—2001附录B。
11.2.5扭剪型高强度螺栓连接副终拧后,除因构造原因无法使用专用扳手终拧掉梅花头者外,未在 终拧中拧掉梅花头的螺栓数不应大于该节点螺栓数的5%。对所有梅花头未拧掉的扭剪型高强度螺栓连 接副应釆用扭矩法或转角法进行终拧并作标记,且按GB 50205—2001附录B的规定进行终拧扭矩检査。
检查数量:按节点数抽查10%,但不应少于10个节点,被抽査节点中梅花头未拧掉的扭剪型高强度 螺栓连接副全数进行终拧扭矩检查。
检验方法:观察检査。
11.2.6高强度螺栓连接副的施拧顺序和初拧、终拧扭矩应符合设计文件要求和GB 50205—2001附录 B的规定。
检验方法:检查扭矩扳手标定记录和螺栓施工记录。
11.2.7高强度螺栓连接副终拧后,螺栓丝扣外露不宜少于2个螺距・
检查数量:按节点数抽査5%,且不应少于10个。
检验方法:观察检查。
12涂装
12. 1防腐涂料涂装
12. 1.1涂装前钢材表面除锈应符合设计文件的要求•
检查数量:按构件数抽查10%,且同类构件不应少于3件。
检验方法:用GB 8923的图片对照观察检査。
12.1.2涂料、涂装遍数、涂层厚度均应符合设计文件要求,设计文件无涂装质量要求时应符合SH/T 3548《石油化工涂料防腐蚀工程施工质量验收规范》的规定。
检查数量:执行SH/T 3548《石油化工涂料防腐蚀工程施工质量验收规范》的规定。
检验方法:执行SH/T 3548《石油化工涂料防腐蚀工程施工质量验收规范》的规定。
12. 1. 3涂装完成后,构件的标识应清晰完整。
检验方法:观察检査。
12.2防火涂料涂装
12. 2.1防火涂料涂装前钢材表面除锈及防锈底漆涂装应符合设计文件和SH 3137的要求。
检査数量:按构件数抽査10%,且同类构件不应少于3件。
检验方法:表面除锈用GB 8923规定的图片对照观察检查。底漆涂装用干漆膜测厚仪检查,每个 构件检测5点,涂层厚度检测点应随机抽检,每个检测点面积宜为IoOCi√,该检测点面积范围内任意 测量5个数据,测量结果去除1个最大值和1个最小值后取平均值作为该测点的厚度值.
12. 2. 2钢结构防火涂料的粘结强度、抗压强度应符合GB 14907的规定。检验方法应符合GB 14907 的规定。
检查数量:每使用IOOt或不足IoOt薄涂型防火涂料应抽检一次粘结强度;每使用50Ot或不足50Ot 厚涂型防火涂料应抽检…次粘结强度和抗压强度。
检验方法:检查复检报告。
12.2.3防火层的施工质量应符合SH 3137的规定。
检查数量:执行SH 3137的规定。
检验方法:执行SH 3137的规定。
13交工技术文件
13. 1施工过程中应及时进行工序的检查确认,并审査相关资料,被后序作业覆盖的工序应有隐蔽工 程验收记录。
13. 2施工单位按工程合同规定的范围全部完工后,应及时向建设/监理单位办理交工验收手续,并对 下列资料检査确认:
a) 钢结构工程变更或设计变更单一览表;
b) 钢材、连接材料和涂料等材料质量证明文件和试验、复验报告;
C)工厂化制造构件的产品质量证明文件;
d) 钢结构基础复测记录;
e) 钢结构框架、管廊安装记录;
f) 塔架、管筒安装检验记录;
g) 钢吊车梁安装记录:
h) 高强度螺栓抗滑移系数试验报告;
i) 髙强度螺栓连接检査记录;
J)射线检测报告;
k) 超声检测报告;
l) 防腐工程质量检査记录;
∏ι)防火层施工检査记录;
n)隐蔽工程记录;
0)垫铁隐蔽记录;
17

对本规范条文中要魂 (―) (二)
服用理⅛动词,―項明女井:、
线Er#具有
应严格遵守时,用的或汹R shall);
*⅛⅛m 或“不得” (Shallnot)o
滅能性中推荐特别合适的一种,不提及也不排除、
要伯的,或表示不赞成但也不禁止某种可能性II, ʃ IlJfIiiNJ/)1J "宜"(should);
反咿7了采用“不宜"(ShoUldnOt)。
0喜碰规范的鼠限内所允许的行动步骤时,用的助动词为: Y,词釆用“可” (may);
词采用“不必"(need not
表示要求J 表示等的 正廁
或表示是首选的 沛助动x⅛:

中华人民共和国石油化工行业标准
石油化工钢结构工程施工质量验收规范
SH/T 3507— 2011
条文说明
2011北京
4 一般规定
4 2本条是对从事钢结构工程的施工企业资质和质量管理内容进行检査,强调市场准入制度,是管理 方面的要求。
4.3钢结构的制作、安装和质量检验用的计量器具应为检定合格的计量器具,且保证在检定有效期内 使用。
不同计量器具具有不同的使用要求,同一计量器具在不同使用状况下,测量精度不同,因此要求 严格按有关规定正确操作计量器具《
4.4本条强调了到货检验的重要性。由于成品、半成品从加工完毕到包装运输再到现场施工可能间隔 较长时间,故规定成品、半成品的交付条件应为底漆涂装完毕,以利于成品保护。
4.6在焊接过程中、焊缝冷却过程及以后的相当长的一段时间可能产生裂纹。普通碳素钢产生延退 裂纹的可能性很小,因此规定在焊缝冷却到环境温度后即可进行外观检査。低合金结构钢焊缝的延迟 裂纹延迟时间较长,考虑到工厂存放条件、现场安装进度、工序衔接的限制以及随着时间延长,产生 延迟裂纹的几率逐渐减小等因素,本规范以焊接完成24 h后外观检查的结果作为验收的依据.
5材料
5. 1钢材
5.1.1钢结构用钢材因其品种多,代用料也多,其性能是否满足设计要求,不仅要提供产品质量证明 书,而且其性能指标还应符合设计文件和合同规定的材料标准。另外,各国进口钢材标准不尽相同, 所以规定对进口钢材应按合同规定的标准验收。
5.1.2在工程实际中,出现本条规定的情况之一的材料,且无其他检验或复验文件证明材料的适用性 时,该批材料不得使用。
5.1.3本条仅将设计文件有特殊要求需要复验的情况列出,其他由于不确定因素引起的材料复验应由 责任各方根据具体情况判定。
5.1.4、5.1.5钢板的厚度、型钢的规格尺寸是影响承载力的主要因素,重点抽査是必要的。
5.1.6由于许多钢材基本上是露天堆放,受风吹雨淋和污染空气的侵蚀,钢材表面会出现麻点和片状 锈蚀,严重者不得使用,因此对钢材表面缺陷作了本条的规定。
5.2焊接材料
5.2. 1焊接材料对焊接质量的影响重大,因此,钢结构工程中所釆用的焊接材料应按设计文件要求选 用,同吋产品应符合相应的国家现行标准要求。
5. 2. 2〜5. 2. 4焊条、焊丝及焊剂等保管不当,出现受潮、变质、药皮破损、焊丝生锈、焊剂结块时, 不仅影响操作的工艺性能,而且会对焊接接头的理化性能造成不利影响,不得在工程中使用。焊接用 保护气体的纯度是保证焊接质量的关键因素,因此对保护气体的纯度亦作出规定。
5. 2. 5由于不同的生产批号质量往往存在一定的差异,本条对用亍重要的钢结构工程的焊接材料的复 验作出了明确规定。该复验应为见证取样、送样检验项目。本条中“重要”是指:
a) 建筑结构安全等级为一级的一、二级焊缝;
b) 建筑结构安全等级为二级的一级焊缝:
C)大跨度结构中的一级焊缝;
d)重级工作制吊车梁结构中一级焊缝;
e)设计文件要求。
5.3连接用紧固件
5.3. 1-5. 3.3高强度大六角头 力)是影响高强度螺栓连接质景 前要进行检验,且出具检! 栓批中随机抽取,每批成 5. 3.4生产厂家是 严格按批号存放、 5.4涂装材料
工过程中,应
6钢结彩
素,
J 'K¾∙
!用前进行复验。
食连接副进行复验。
改、
来,一般观
、磁粉或超市證测 匸,对切割端
娇_j和裕
标准的橙
切ImiW 纹、
口潦度等在规范中要加以限制是必要的。
副的扭矩系数和扭剪型
!栓连接副的紧固轴力(预拉 此要求生产厂家在出厂 工现场待安装的螺
5.4.1、5. 4.2 佃结
供货和提供产品质量证明文件的,在
,K同批号的螺栓、螺母和垫圈不得混杂使用。
旅川的涂料、稀释剂和固化剂的质量直接影响防腐旳
件的要求,11.供货商应旎供性能指标符合设il文(I-或规范的质启检驶"
构检测的符合.
,故应葡合设计文
≡品种和技术怪能应符合设计义什的要求.IIfR货i荀应提供*nw的检测机 神
6.1切
6.1.1 检査即亜;I
6. 1.2
切割面IZ
6.2矫正和成君
6.2. 1 ______

曲的最k虾境温k进行限制,
6. 2.3 .... 许程度规;
6.3 制 H
6.3.1 膚度有A级、B
栓精度相IK配m 此删除了
怙:殊变求的气割面或剪切面,除观察外,必要时应釆用渗

为场,钢板表IM- 以丿制血-般不进行机械加.

镜)

钢纟Ili构皂:

7钢构件辯:
9』纹深度、局i

部件的矫正和打
d√∙∣∣∕y
热成型完成•对於 产生冷脆断查
为了保证钢材n任温情况下受到外力时  件在矫正过料■ h,娇正设备利:'.运都冇可能对&而产■影I礼按照钢材寻1 收性度不得大*该钢材厚Iigl
件在矫正过料■ h,娇正设备利:'.运都冇可能对&而产■影I礼按照钢材寻1 收性度不得大*该钢材厚Iigl
值的1/2,且不得大于
5 mm,以
会造成
,难以达到设讣使用条件,
,结合H型钢规格通常12 m的特点,
质有 螺栓得高强
螺栓的螺栓孔的血许偏
9钢结构安装
J柱
将吊车
响。
立后的状况,
允
进行了细
7. 1塔架纟 规定。
7.2根据钢结 化。

范的
9. 5.2顶紧面贴与否
9. 5.3起拱度或不下挠赠 拱度或下挠度,应与安装就位 便检测或消除梁自重对拱度和挠
10焊接
,按
!高



丈传递,是非常重要的。

之分,制孔
乍Zr具体的
乍完成后,要检验其起 承点处将梁垫高一点。以
10. 1焊接材料对焊接质量的影响重大,强调使用前的存放、烘焙状态应符合产品说明书及焊接工艺
26
文件的规定,这是保证焊接质量的必要手段.
10- 2焊工按照GB 50236《现场设备、工业管道焊接工程雄工及验收规范》、JGJ 81《建筑钢结构焊 接技术规程》或《锅炉压力容器压力管道焊工考试与管理规则》考试合格并取得合格证书,均可在其 考试合格项目及其认可范围内施焊。
10. 3由于钢结构工程中的焊接节点和焊接接头不可能进行现场实物取样检验,而无损检测仅能确定 焊缝的几何缺陷,无法确定接头的理化性能。为保证工程焊接质量,应在构件制作和结构安装施工焊 接前进行焊接工艺评定,并根据焊接丁.艺评定的结果制定相应的施工焊接工艺规范。
10.4原标准表A. 1给出的焊缝分类按焊缝所处位置进行分类,与设计分类不同,而无损检测要求通 常是在设计文件中规定的,故在此将焊缝分类、无损检测要求与设计分类州统
10.5、10.7焊接时容易出现如未焊满、咬边、电弧擦伤等缺陷,动载结构不应出现以上缺陷,在二、 三级焊縫中应限制在一定范围内。对接焊缝的余高、错边,部分焊透的对接与角接组合焊缝及角焊缝 的焊脚尺寸、余高等外型尺寸偏差也会影响钢结构的承受能力,应加以限制。
W.6焊接预热可降低热影响区冷却速度,对防止焊接延迟裂纹的产生有重要作用,是各国施T.焊接 规范关注的重点。由于我国有关钢材焊接性试验基础工作不够系统,还没有■条件就焊接预热温度的确 定方法提出相应的计算公式或图表,目前大多通过工艺试验确定预热温度。与预热温度同时规定的是 该温度区距离施焊部分各方向的范围,L亥温度范围越大,焊接热影响区冷却速度越小,反之则冷却速 度越大。同样的预热温度要求,如果温度范围不确定,其预热的效果相差很大。
焊缝后热处理主要是对焊缝进行脱題处理,以防Il:冷裂纹的产生,后热处理的时机和保温肘间直 接影响后热处理的效果,因此应在焊后立即进行,并按板厚适光增加处理时间。
11紧固件连接
11- 2高强度螺栓连接
11.2. 1抗滑移系数是爲価度螺栓连接的主要设Il参数之•,直接影响构件的承载力,肉11匕构件摩擦 而无论山制造厂处理还是由现场处理,均应对抗滑移系数进行测试,测得的抗滑移系数最小值应符合 设计文件要求。
在安装现场局部釆用砂轮打磨摩擦面时,打磨范围不小于螺栓孔径的4倍,打磨方向应与构件受 力方向垂直。
除设计文件I:采用摩擦系数小于等FO. 3,并明确提出可不进行抗滑移系数试验者外,其余情况在 制作时为确定摩擦面的处理方法应按本规范附录要求的批量用3套同材质、同处理方法的试#h进行夏 验.同肘井附有3套同材质、同处理方法的试件,供安装前复验。
112.3强行穿放螺栓会损伤丝扣,改变高强度螺栓连接副的扭矩系数,樓至连螺母都拧彳<上,因此 强调自由穿入螺栓孔。
11.2.4高强度螺栓终拧Ih时,螺检预拉力的损失巳大部分完成,在随后一两天内,扌员失趋于平稳, 当超过一个月后,损失就会停止,但在外界环境影响下,螺栓扭矩系数将会发生变化,影响检查结果 的准确性。为了统-和便于操作本条规定检查时间统 定在Ih后48 h之内完成。
11.2.5本条所述的构造原因是指设计原因造成空间大小无法使用专用扳手进行终拧的情况。在扭剪 型高强度螺栓施工中,应尽量避免因安装顺序、安装方向考虑不周或终拧时因对电动扳手使用掌握不 熟练,致使终拧时尾部梅花头上的棱端部滑牙(即打滑),无法拧掉梅花头,造成終拧机矩是未知数的 现象发生。
11∙2.6高强度螺栓初拧、复拧的目的是为了使摩擦面能密貼,且螺栓受力均匀,对大型节点强调安 装顺序是防止节点中螺栓预拉力损失不均,影响连接的刚度。
12. 1防腐涂料涂装
12. 1.1钢结构的使用耐久性与构件的除锈质量和涂装有极大的关系,由于锈蚀造成钢构件表面层层 剥落而厚度减薄,直接影响钢结构的使用寿命,因此涂装前应进行彻底的除锈。涂装前被涂物表面的 处理清洁程度是影响涂料贴固紧密的重要因素,因此龈调在表面除锈的基础上,还要在涂装前清除表 面油物、浮尘,并经检査合格后方可进行涂装工序。
12.1.2涂料选用、涂装遍数和涂层厚度应由设计文件中加以明确规定,然而近年来,多数图纸中都 没有详尽明确的交待。本条文考虑到设计文件无明确要求时,则执行《石油化工涂料防腐蚀施工质量 验收规范》的规定。
12. 2防火涂料涂装
12.2.3由于石油化工装置有防火要求,装置又具有易燃、易爆的特点,要求顷涂防火涂料的钢结构 日益增多,如球罐支柱、管廊钢柱、部分装置区钢结构等,防火涂层的施工质量是保证耐火极限的先 决条件,因此涂刷作业应保证防火涂层质量。
中华人民共和国
石油 化工行 业标准 石油化工钢结构工程施工质量验收规范 SH/T 3507—2011
*
中国石化岀版社出版
中国石化集团公司工程标准发行总站发行 地址:北京市东城区安定门外大街58号
邮编:IOOOlI 电话:CDlo) 84271850
石化标准编辑部电话:(Ow) 84289937
读者服务部电话:(OIo) 84289974
http: //www.sinopec-press.com
E-mail: press®SinOPeC.com.Cn 版权专有不得翻印
*
汁本880X1230 1/16印张2. 25字数59千字 2011年8月第1版2011年8月第1次印刷
*
IG 号:155114-0306 定价:28. 00 元 (购买时请认明封面防伪标识)