R 31
CB 1345-99
TeChniCal requirements for repairing Or renewing hull Of SUrfaCe ShiPS
1999—04—29 发布 1999—08-Ol 实施
CB 1345—99 分类号:R 31
TeChniCaI repuirements for repairing Or renewing hull Of SUrfaCe ShiPS
1范围
1.1主题内容
本标准规定了水面舰艇壳板修换的勘验、修换及检查验收与提交文件。
1-2适用范围
本标准适用于水面舰艇壳板的修换。
2引用文件
GJB 15.1-92舰船材料规范船体材料
CB/T 3190-1997船体结构焊接坡口型式及尺寸
CB/T 3558-94船舶钢焊缝射线照相工艺和质量分级
CB/T 3559-94船舶钢焊缝手工超声波探伤工艺和质量分级
CB/T 3586-94船壳局部嵌补及大面积割换技术要求
CB/T 3761-1996船体结构焊接缺陷修补技术要求
3定义
3.1 点蚀 Pitting COrroSiOn
局限在金属表面各个很小区域而向金属内部扩展,形成点状孔穴的腐蚀。
3- 2 局部腐蚀 IOCaiiZed CorrOSiOn
与环境接触的金属表面上局部区域发生的腐蚀。
4 一般要求
4- 1勘验工作及勘验更换要求
4.1.1全船从赠至覗,从龙骨至上甲板进行检査,确定钢板和构架的腐蚀程度和磨损、变形、裂纹情况。 位于水线以下的船壳板需用测厚仪进行测厚,一般长度在3 m内的钢板测1〜2点,3 m以上的钢板可 测2〜3点。其他区域的船体结构,选腐蚀情况严重者进行测厚。
4.1.2钢板内个别坑点,深度超过原始厚度50%的应予焊补.
4.1. 3主要结构的钢板的凹陷超过变形极限(见5. 3∙ 1及5. 3. 2条)时应予矫正。主甲板有弹跳现象应 矫正。变形过大不易矫正或矫正工作量过大者可以局部换新。
4.1.4船壳板和主甲板有裂纹时,应根据裂纹的部位、深度、长度等情况,予以割换或焊补。
4.1.5船壳板、甲板的对接焊缝磨损、腐蚀以及骨架的填角焊缝焊肉脱落使金属显露或焊缝有裂纹时, 应按CB/T 3761的要求进行修补。
4-2修理准备工作
在图样和实船上标出应换新的钢板,布置线型楞木墩。
中国船舶工业总公司1999-04-29» 1 999 一 08 — 01实施
|
钢板 原始 厚度 |
水面战斗舰艇 |
扫雷、登陆舰艇及辅助舰船 | ||||
|
b/B | ||||||
|
50%〜<75% |
≥75⅝ |
50%〜<75% |
275% | |||
|
强力外板 |
外板 |
强力外板 |
外板 |
夕卜板 |
夕卜板 | |
|
3 |
0.7 |
0.8 |
0.6 |
0.7 |
__________0, 9 |
0.8 |
|
4 |
0.9 |
1∙] |
0.8 |
0.9 |
1.2 |
1.1 |
|
5 |
1.2 |
1.4 |
LO |
1 2 — |
1.6 |
1. 4 |
|
6 |
L4 |
1.7 |
L 1 |
1.4 |
___________1. 9 |
1. 7 |
|
7 |
1∙6 |
2.0 |
1.3 |
1.6 |
___________2. 2 |
2. 0 |
|
8 |
1.9 |
2.2 — |
L5 |
L 9 |
________2.6 |
2.2 |
|
9 |
2.1 |
2.5 |
L7 |
2∙ 1 |
________2.9 |
2. 5 |
|
10 |
2.3 |
2.8 一 |
L 9 |
2.3 |
________3.2 |
2.8 |
|
11 |
2.6 |
3. 1 |
2. 1 |
2. 6 |
___________3. 5 |
3. 1 |
|
12 |
2.8 |
3.4 |
2.3 |
2.8 |
________3l8________ |
3. 4 |
|
13 |
3.1 |
3. 6 |
2.5 |
3. 1 |
__ɑ__ |
3.6 |
|
14 |
3.3 |
3.9 |
2. 7 |
3. 3 |
4. 5 . |
3. 9 |
|
15 |
3.5 |
4.2 |
2. 9 |
3. 5 |
4. 8 |
4. 2 |
|
16 |
3.8 |
4.5 |
3.0 |
3. 8 |
5, 1______________ |
4∙ 5 |
|
17 |
4.0 |
4.7 |
3. 2 |
4.0 |
5.4________ |
4. 7 |
|
18 |
4.2 |
5.0 |
3.4 |
4.2 |
5. 1___________ |
5,0 |
|
19 |
4.5 |
5.3 |
3.6 |
4.5 |
6. 1_____________ |
5. 3 |
|
20 |
4.7 |
5.6 |
3. 8 |
4.7 |
6. 4 |
5. 6 |
|
21 |
4.9 |
5: 8 |
4. 0 |
4. 9 |
6.7________ |
5. 8 |
|
22 |
5.2 |
6.1 |
4.2 |
5.2 |
7.0________ |
6.1 |
表1强力甲板、外板的蚀耗极限
Tnm
表2其他甲板、平台、内底、水密舱壁蚀耗极限 mm
|
钢板 |
氷面战 |
斗舰艇 |
扫雷、登陆舰艇及辅助舰船 | |
|
原始 |
b/B | |||
|
厚度 |
50% 〜<75% |
≥75⅜ |
50% 〜<75% |
275% |
|
3 |
0. 8 |
0. 8 |
0. 9 |
__________0,8 |
|
4 |
L 2 |
___________L 1 |
_______L4_______ |
"2 |
|
5 |
________________1. 6 |
__________1,4 |
_______L8_______ |
__________k_6__________ |
|
6 |
_______L9_______ |
1.7 |
__________ 2.2 |
__________L_9__________ |
|
7 |
2.2 |
__________2∙0 |
________________2. 5 |
__________2^2__________ |
|
8 |
2: 6 |
2. 2 |
___________2.9 |
__________2/6__________ |
|
9 |
___________2.9 |
__________2・5 |
___________3.3 |
2. 9 |
|
10 |
___________3,2 |
__________2.8 |
3. 6 |
__________3.2 |
|
11 |
___________3.5 |
3」 — |
___________4.0 |
__________3^5__________ |
|
12 |
___________3.8 |
__________3.4 |
4. 3 |
___________3L8____________ |
|
13 |
___________4.2 |
______________3. 7 |
________________4. 7 |
____________4L2_____________ |
|
14 |
______________4. 5 |
_________4.0 |
5.1 ' |
4「5 ― |
|
15 |
__________4.8 |
_________4.2 |
___________5.4 |
______£8_______ |
|
16 |
____________5.1 |
4.5 |
5: 7 “ |
_______5J_______ |
5.1.2∙ 3船壳板挖补或换新按CB/T 3586要求进行。
5.1.2.4船体肋骨、横梁、纵桁等骨架的局部腐蚀超过构架原始厚度的20%时,应予局部割换;均匀腐 蚀超过构架原始厚度的15%时,应予换新。
5.2焊缝蚀耗修理
焊缝蚀耗按4.1. 5条的要求进行补焊或重焊时,施焊前应除去焊缝及邻近焊缝的母材上的锈蚀、水 气、油污等杂质。
5.3船体结构变形修换
5.3.1强力甲板、外板变形极限的确定
强力甲板、外板的变形极限以板在骨架间的相对变形量极限表示。其相对变形量极限见表3。
表3强力甲板、外板骨架间钢板相对变形量极限 mm/m
|
板厚t,mm |
水面战斗舰艇 |
扫雷、登陆舰艇及辅助舰船 |
|
3〜4 |
30 |
35 |
|
5〜7 |
40 |
45 |
|
8〜12 |
45 |
50 |
|
13 〜16 |
50 |
55 |
5.3.2水密舱壁、上层建筑围壁变形极限的确定
水密舱壁及上层建筑围壁骨架间钢板相对变形量极限见表4。
表4水密舱壁及上层建筑围壁骨架间钢板相对变形量极限 mm/m
|
板厚t mm |
水面战斗舰艇 |
扫雷、登陆舰艇及辅助舰船 | ||
|
水密舱壁 |
上层建筑围壁 |
水密舱壁 |
上层建筑围壁 | |
|
2〜4 |
35 |
25 |
40 |
30 |
|
5〜7 |
45 |
35 |
50 |
40 |
|
8〜12 |
50 |
— |
55 |
— |
5. 3.3相对变形量计算
相对变形量8按以下公式计算:
8 = f/s
式中;3 — 相对变形量,mm/m;
f——骨架间距的短边变形值,mm;
S--骨架间距的短边长。短边长不足0. 5 m时按0. 5 m换算,大于0. 5 m而小于1 m时,按比例
换算,大于]m时按]m换算。
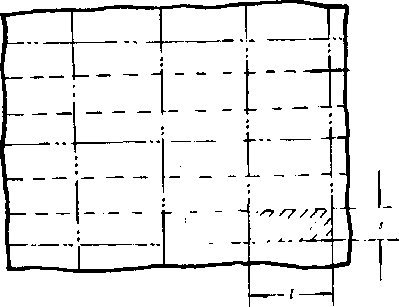
骨架间钢板变形的测量见图1。
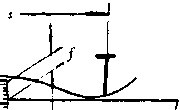
图1骨架间钢板变形的测量
/一骨架间距的长边长;S一骨架间距的短边长^一骨架间距的短边变形值
5.3-4船体构件变形矫正或修换
5- 3-4.1船体构件变形超过5.3.1和5.3.2条确定的极限时,可釆用水火矫正等方法进行矫正修理。 矫正后钢板的平面度要求应符合表5规定,且矫正后钢板应无裂纹及明显锤痕。船体骨架与钢板一起变 形,矫正后的绝对变形量不得大于IOmmO
表5矫正后钢板的平面度
|
钢板厚t,mm |
平面度,mm∕m |
|
≤6 |
8 |
|
>6~V10 |
10 |
|
≥10 |
12 |
5. 3. 4-2不能矫正的板材应进行挖补或割换,其要求见CB/T 3586»
5-4裂纹的修理
5.4.1修理方法
裂纹的补焊修理按CB/T 3761有关要求进行。
5.4.2修理后的检验
裂纹修理后应进行煤油试验或无损探伤。
5-5船体牺牲阳极更换
5.5.1牺牲阳极的长度方向沿流线方向安装,背面应贴紧船体。
5.5- 2割除待更换的牺牲阳级时,残留的焊缝应割净,不得损及船壳钢板,如果船壳钢板被割岀低陷凹 穴,必须补焊磨平后,再焊新的牺牲阳极。
5.5.3牺牲阳极用焊接方式牢固地焊在船壳上,并敲净焊渣,也可用螺栓方式牢固地固定在船壳上,但 必须与船体保持良好的电性接触。
5-5.4安装后,牺牲阳极工作表面严禁涂漆或沾染油污。牺牲阳极安装后,整个船体进行涂装油漆前, 可用压敏胶带将牺牲阳极工作表面霞盖,在水面舰艇下水前将覆盖的压敏胶带剥去。
5.6检查验收与提交文件
5.6.1材料要求
材料按4. 3.1条要求并应符合GJB 15.1的规定。新换钢板传度座砂玉表6中的数值。
4∙ 3钢壳板修换
4.3∙ 1所换壳板的化学成分和力学性能应基本与原板材相同,必要时应进行新、旧板材的材质化验和 力学性能试验,并提交材质合格证书和试验报告。
4.3.2根据修理部位的具体情况,可釆取构件校正、局部覆板、局部挖补及大面积割换等方法修理。在 局部挖补和大面积割换时,必须做到对接焊缝之间的平行距离不小于IOomm,对接焊缝与角焊缝之间 的平行距离不小于50 mm;当新换板材的边接缝和端接缝不在原板缝上时,新板缝的角隅处应成圆弧 形,圆弧半径不得小于10 t(t为板厚),且不小于100 mm。板材焊接坡口形式按CB/T 3190要求。
4. 3. 3船壳板切割后,开口边缘变形处应进行火工矫正,尽量使其与原始线型吻合。
4.3.4船体修理过程中,更换壳板应在甲板修换之后进行。在壳板修换过程中,必须分段拆装。
4.4船体牺牲阳极修理
4.4.1水面舰艇修理时,应按原设计的保护年限按期更换牺牲阳极。
4.4- 2水面舰艇修理时,对还没到原设计的保护年限,但剩余的牺牲阳极厚度已不到原厚度1/3时应 更换。如剩余的牺牲阳极厚度超过原厚度1/3时,允许其继续使用到预定的设计保护年限。
4.4.3水面舰舰修理时,如发现牺牲阳极表面不腐蚀溶解,表面形成坚硬外壳,已失去保护作用,应及 时更换。
4.4.4牺牲阳极可按原设计安装图样进行更换安装。
5详细要求
5.1船体钢板蚀耗修理
5.1.1腐蚀测量
5.1.1.1强力甲板和水线以下的外板应普遍测厚。对舱壁下缘部位、温度交替变化较大、易积水和有腐 蚀物质的部位、各种固定装置的下部及平时不易检查保养的死角,作重点勘验测厚•
5.1.1.2船体钢板和构件测厚一般采用超声波测厚仪测量。测厚完毕,应将测厚结果记录在测厚报告 上,测厚报告应包括被测点的位置、被测点的设计厚度、测量厚度和测厚结论。
5- 1. 1. 3估算钢板的腐蚀累计宽度比,即对一块钢板选择腐蚀最严重的一个胁距(不太于600 mm), 估算腐蚀区域的腐蚀累计宽度b与板宽B之比,以(b∕B×100⅜)表示。
5.1.2腐蚀修换
5.1.2.1钢板点蚀修换按以下要求进行:
a. 对分散的点蚀,当深度超过钢板原始厚度50%的点蚀少于40%时,应补焊。补焊前对腐蚀坑点 应打磨、除锈,补焊后应磨平。若深度超过钢板原始厚度50%的点蚀多于等于40%时,可进行挖补或割 换。
b. 在一个肋距(不大于600 mm)范围内,当密集的点蚀中有三个或三个以上点的腐蚀深度超过钢 板原始厚度的40%时,应挖补或割换;少于三点时可视情焊补或挖补。
5.1.2.2钢板局部腐蚀修换按以下要求进行:
a. 当b∕B<50⅜,腐蚀深度超过钢板原始厚度40%时,应进行挖补或割换;若腐蚀区域沿板长方 向大于板长的1/2,应进行割换,要求割换的部分不小于板宽的1/3»
b. 当b∕B≥50%,钢板腐蚀区截面蚀耗达到或超过表1或表2所规定的蚀耗极限时,则此钢板应 换新或割换。
表6新换钢板平面度 TnTn/m
|
结构名称 |
钢板平面度 |
|
上层建筑围壁 |
"■ 5 |
|
强力甲板、外板 |
6 |
|
水密舱壁及其它 |
7 |
5- 6-2焊接质量要求
5. 6. 2- 1水面舰艇外板、强力甲板等主要结构的修理焊缝应选其焊缝总长的2%〜3%进行射线探伤 或超声波探伤检查。射线照相法按CB/T 3558,拍片应不少于两张,超声波法按CB/T 3559。
5- 6.2- 2被检查的焊缝内存在的缺陷有可能延伸时,应对有缺陷的一端或两端的延伸方向进行补充检 査,直至邻近区域的焊缝合格为止。不合格的焊缝经修补后,应再进行射线探伤。
5.6.3密性试验
水面舰艇修理后,主船体在下水之前必须进行密性试验。密性试验可采用灌水、冲水、浸水、充气、冲 气及涂刷煤油等方法,根据受检部位的不同要求进行选用。对底部、舷部、艄龌端部的液舱及其他有特殊 要求的舱室或部位(如弹药舱等)应采用灌水或充气的方法进行试验;位于灌水试验压力线以上或在海 损情况下,必须保证密性的舱室和部位,可采用冲水、冲气或涂刷煤油等方法进行试验。
5.6.3.1灌水或充气试验
灌水或充气试验时,当舱内达到规定压力后其持续时间应不小于1 h。Ih后进行检查,灌水试验的 受检部位应不发生漏水、渗水现象。充气试验受检部位的肥皂液应不产生气泡,且舱内的压力降不超过 规定压力的3%或没有明显压力降。
5∙6∙3∙2冲水试验
冲水试验的水压力,对于钢质的水密门、窗、舱口盖应不小于196 kPao对于铝质的水密门、窗、舱口 盖,其冲水时,水柱喷射高度应不小于Iomo所用喷嘴其出口处的内径应不小于16 mm。喷嘴与受检部 位的距离应不大于1.5 InO水柱的喷射方向对受检部位应处于最有效或垂直的状态;对于垂向缝应自下 而上进行冲水。对于飼接缝一般应从未捻缝的一面冲水。冲水试验的受检部位应不发生漏水、渗水现象。 5. 6- 3- 3浸水试验
对平时易于积水的舱室和处所,应进行浸水试验。浸水的高度应等于该舱室围栏的高度,但不得小 于50 mm。浸水时间不少于1 ho浸水试验的受检部位应不发生漏水、渗水现象。
5- 6- 3- 4冲气试验
冲气试验的空气压力应不低于490 kPa。喷嘴的内径应不小于10 mm∙O喷嘴与受检部位的距离应不 大于100 mm。冲气试验受检部位的肥皂液应不产生气泡。
5- 6- 3- 5涂煤油试验
涂刷煤油的试验仅适用于焊缝。经受煤油试验作用的时间,对于单面焊缝,应不小于表7所列的时 间;对于双面焊缝,其作用的时间应为表7所列的时间的2倍。经过表7规定的煤油试验作用时间后,焊 缝受检部位所涂涮的白垩粉表面应未发现煤油斑迹。
表7焊缝经受煤油试验作用的时间 min
|
受检部位的板厚 mm |
焊缝煤油试验的作用时间 | |
|
水平焊缝 |
垂直焊缝 | |
|
40 - |
60 | |
|
7〜12 |
60 |
90 |
|
13 〜25 |
90 |
120 |
5-6-3.6缺陷消除
在密性试验过程中,如发现有渗漏缺陷,应及时消除。缺陷消除后,应按原要求进行重试,其重试的 方法和范围可与驻厂军代表另行商定。
5.6.4修理后应提交的资料、文件
水面舰艇修理后应提交下列资料、文件;
a. 修理用的主要结构材料的合格证(质保书)或试验分析报告;
b. 船体外板、甲板、水密舱壁板的测厚和更换记录;
c. 船体变形测量记录;
d∙焊缝质量检验记录(射线探伤或超声波探伤报告);
e.密性试验记录。
附加说明:
本标准由全国海洋船标准化技术委员会修船分技术委员会提岀。
本标准由天津修船技术研究所归口。
本标准由中国船舶工业总公司综合技术经济研究院负责起草。海军4808厂参加。
本标准主要起草人:胡柏杨、李维国。
7