
ICS 25. 160. 40
J 33
GB/T 11345—2013
代替 GB/T 11345 1989
NOn-destructive testing Of WeldS—LJltraSOniC testing—Techniques, testing IeVeIS⅞ and assessment
(ISo 17640:2010, MOD)
2013∙09-18 发布 2014√36-01 实施
附⅛B(规范性附录)串列检测
25
本标准按照GB/T 1.1 2009给岀的规则起草,
本标准代替GB/T 11345 1989《钢焊缝手工超声波探伤方法和探伤结果分级》,与GBZT 11345 1989相比,主要技术变化如下?
修改了范围(见第1章.1989年版的第1章);
修改了规范性引用文件(见第2章.1989年版的第2章);
-修改了术语定义和符号(见第3章,1989年版的第3章);
增加r总则(见第4章);
增加了合同协议项目内容,检测前所需必要信息和书而检测「•艺规程等信息〈见第5章)& 一修改r人员和设备要求(见第6章,1989年版的第4章、第5章和第6章);
修改r检测区域(见第7章,1989年版的8.1);
修改」'探头移动区(见第8章,1989年版的8.1);
修改r母材检測(见第9章,1989年版的8.5);
-修改了时基线扫捕和灵敏度调节或校验,増加校验温度要求,校验偏离后纠正措施,和调节或 校纶基准线参考水平的检测技术,删除评定线设置方法,修改传输修正方法(见第IO章,1989 年版的第9章);
修改了检测等级(见第11章,1989年版的第7章);
修改了检测技术(见第12章.1989年版的第IOJI章);
删除了缺陷评定和评级(见1989年版的第12章和第13章);
-修改了检测报告(见第13章,1989年版的第14章方
- 增加了附录A〜附录F,删除1989年版的附录A〜附录FO
本标准使用重新起草法修改采用ISO 17640s2010≪焊缝无损检测 超声枪测 技术,检測等级和 评定》(英文版)。
本标准与ISo 17640:2010相比,主要技术性差异及其原因如下:
关于规范性引用文件,本标准做了具有技术性差异的调整,以适应我国的技术条件,调整的情况集 中反映在第2章“规范性引用文件”中,具体调整如下:
•用修改采用国际标准的GB/T 29712代替了 ISO 11666(见第4章.6.3.1和10.3);
—用修改采用国际标准的GB/T 29711代替了 ISO 23279(见第4章.6.3.1和12.5.5); 删除规范性引用文件ISO 17635,将其勺本标准有关的内容增加至11中(见第11章); 删除规范性引用文件EN 583-】,将本标准所引用的EN 583-1中的条款直接编入本标准条款 中(见 6.3.5) {
一删除规范性引用文件EN 383-2,将其与本标准有关的内容增加至附录D(见6.3.2)、附录E(见 10.1)和附录 F(见 10.4);
「删除规范性引用文件EN 583-4,将其与本标准有关的内容增加至附录B(见5.1); 増加引用了 GB/T 19799.1(见附录E.2、E.3和E.4);
一增加引用r GB/T 19799.2(见附录E&E.3和E.4);
―増加引用了 GB/T 5616(见 621) & 增加引用了 GB/T 23905(见 6.2.1) ∣
一用 JB/T 9214 和 JB/T 10061 代替 f EN 12668(所有部分)(见 6.2);
增加了探头接触而宽度痊意图(见6.3.4中图1)。
本标准还做了下列编辑性修改"
•—用等同采用国际标准的GB/T 19418代替了 ISO 5817(见笫11章);
用等同采用国际标准的GB/T 9145代⅛ Γ ISO 9712和EN 173(见6.1);
用等同采用国际标准的GBUT 12604.1代替r EN 1330-4(见3.1),
本标准由全国焊接标准化技术委员会(SΛC∕TC 53)提出并!∏αc
本标准起草单位:上海材料研究所、中国特种设备检测研究院、济宁瑞祥模具有限责任公司(山东济 宁模具厂)、浙江省特种设备检验研究院、南车戚墅堰机车车辆丁•艺研究所.
本标准主要起就人:郑晖、庄志强、金宇飞、丁杰、姜炜、魏忠瑞、黄文大、万升云、王森、张文杰、奚力峰、 ⅛⅛α
本标陛所代替标准的历次版本发布情况为:
-- GB/T H345 1989。
1范围
本标准规定了母材厚度不小于8 mm的低超声衰减(特别是散射衰减小)金属材料熔化焊焊接接头 手工超声检测技术.检测时焊缝及其母材温度在0〜60莒之间。本标准主要应用于母材和焊缝均为铁 素体类钢的全塔透焊缝。
本标准规定了依赖材料的超声波数值.是基于纵波声速为《5 920±50)m∕s和橫波声速为(3 255 + 30)m∕s的钢材.
本标准规定了四个检测等级。不同的检测等级对应不同的缺欠检岀率"附录A给出了检测等级 A、B和C的选择指导。
本标准规定r仅在特殊应用中使用检测等级D的一般要求.检测等级D仅在规范中有规定时才 能使用”特殊应用包括非铁素体类焊缝检測、部分熔透焊缝检测、成用自动化设备的焊缝检测,和温度 在。〜60 P范围外的焊缝检测。
通过下列任一技术,本标准可用于显示评定或验收;
a) 基于显示长度和回波幅度的评定;
b) 基于显示特性和显示尺寸(釆用探头移动技术)的评定。
应明确规定使用哪种技术,
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改単)适用于本文件。
GB/T 5616无损检测应用导则
GB/T 9445 无损检测 人员资格鉴定与认证(GB/T 9415-2008,ISO 9712i2005,IDT)
GB/T 12604.1 无损检测术语超声检测(GB/T 12604.1 2005,ISO 5577 j2000,IDT)
GB/T 19418钢的弧焊接头 缺陷质量分级指南(GB/T 19418—2003,ISO 5817:1992,1DT)
GB/T 19799.1 无损检测 超声检测 1 号校准试块(GB/T 19799.1—2005.ISO 24∞i1972,lDT)
GB/T 19799.2 无损检测 超声检测 2 号校准试块(GB/T 19799.2-2012.ISO 7963-2006,1DT)
GB/T 23905无损检测超声检测用试块
GB/T 39711焊缝无损检测超声检测焊缝中的显示特征(ISO 23279 = 2010.IDT)
GB/T 29712焊缝无损检测超声检测验收等级(ISO 11666:2010,MOD)
JB/T 9214无损检测 A型脉冲反射式超声检测系统工作性能测试方法
JB/T 10061 A型脉冲反射式超声波探伤仪 逋用技术条件
3术语、定义和符号 3.1 GB/T 12604.1界定的术语和定义适用于本文件.
3.2本标准中使用的符号、定义和単位见表1所示。
显示应分为纵向显示或横向显示。纵向和横向显示的划分与焊缝轴向尺寸ɪ方向有关,如图3 所示。
表1符号、定义和单位
|
符 号 |
出 义 ― _ |
单 位 |
|
平底孔直径 |
TnnI | |
|
显示自以高度 |
RLm | |
|
显爪长度 |
Tnnl | |
|
⅛ |
显示在X方向的投影长度 |
InnI |
|
b∙ |
显示在Y方向的投影长度 |
nιπι |
|
全跨距 |
iτi tτi | |
|
母材厚度(取最薄部位) |
TlrIrn | |
|
ɪ |
显示的纵向位置 |
πl∏ι |
|
y |
显示的横向位置 |
Inm |
|
显示的深度位置 |
mm |
4 总则
本标准的目的是,対于温度范国为O~6O °C的普通焊接接头,使用标准条款进行超声检测的通用技 术。本标准规定了检测设备、检测准备、检测实施和报告等具体要求。具体参数(尤其探头)符合 GB/T 29712和 GB/T 29711 要求。
5捡测前需要的信息
5.1必要的项目
合同或技术协议中至少包括下列项H:
a) 参考等级设定方法&
b) 显示评定方法,
C)验收等级;
d) 检测等级;
e) 检测时被检対象所处的制造加加T.状态§
D人员资格3
g) 横向显示的检测范围;
h) 附加串列检测的要求(见附录B);
i) 焊前和(或)焊后的母材检测;
j) 是否需要书面检测匸艺规程;
k) 书面检测工艺规程的要求』
5.2检测前所需的必要信息
焊接接头超声检测前,检测人员应获得下列必要信息
a) 书面检测工艺规程,如需要(参见5.3),
b) 母材类型和产品门类(例如:铸件、锻件、轧制件);
C)检测时被检对象所处的制造或加工状态,包括热处理状态或其他;
d)任何焊后热处理的时机和程度;
C)坡口型式和尺寸;
D表而状态要求;
g) 焊接工艺规程或相关焊接工艺参数;
h) 报告要求;
l) 验收等级;
j) 检测范囹(包括横向显示的检测要求,如相关);
k) 检测等级;
D人员资格等级3
m) 发现不可验收显示后的纠正规程。
5.3书面检测工艺规程
本标准的规定和要求,通常满足了编制书面检测工艺规程的需要。
如不满足,或本标准描述的检测技术不适用于被检焊缝,如果技术协议有要求,应使用补充的书面 检测工艺规程,
6人员和设备要求
6.1人员资格
按本标准实施检测的人员,应按GB/T 9445或合同各方同意的体系进行资格鉴定与认证,取得超 声检测相关工业门类的资格等级证书,并由雇主或其代理对其进行职位专业培训和操作授权。
从事焊缝检测人员应掌握焊缝超声检测通用知识,具有足够的焊缝超声检测经验,并掌握一定的材 料和焊接基础知识。
6.2设备
6.2.1采购和维修
宜采购按GB/T 5616或合同各方同意的体系取得认证或合格评定的超声检测仪、探头和试块.
超声检测仪应符合JB/T 10061或等效标准的要求。探头应符合相应标准的要求。试块应符合 GB/T 23905 的要求。
注:等效标准可以是经标准化技术委员会认可的企业产品标准.
制造商的质量体系应是经GB/T 19001(ISO 9001)认证的。制造商在交付产品时,随行文件应符 合产品标准的规定,且至少包括;
a) 装箱单&
b) 产品合格证;
C)产品使用说明书;
d)出厂检验证书;
C)型式检验报告(合同约定时)3
f)技术参数(参见附录CR
超声检测仪维修以后,维修方应按产品标准岀厂检验的要求出具检验证书“
6.2.2仪器性能测试(性能验证)
超声检测仪应定期进行性能测试U仪器性能测试应按JlVT 9712推荐的方法进行"
除另有约定外,超声检测仪宜符合下列要求:
a) 温度的稳定性:环境温度变化5 'C,信号的幅度变化不大于令屏高度的+ 2%,位置变化不大于 全屏寛度的÷l⅝5
b) 显示的稳定性:频率増加约1 Hz.信号幅度变化不大于全屏高度的±2%,信号位置变化不大 于全屏宽度的±1%;
C)水平线性的偏差不大于全屏寛度的÷2⅝i
d)垂直线性的测试依与理论值的偏差不大于±3%,
出具仪器性能测试报告的机构应是見有资质的,报杳的有效期不Tr大于12个月.
6.2.3系统性能测试
至少在毎次检测前,应按JB/T 9214推荐的方法,对超声检测系统T作性能进行测试,
除另有约定外,系统性能宜符合下列要求:
a) 用于缺欠疑位的斜探头人射点的测试值与标称值的偏差不大于±1 mm;
b) 用亍缺欠定位的斜探头折射角的测试值与标称值的偏差不大于±2〉
C)灵敏度余量、分辨力和盲区,视实际应用需耍而定。
系统性能的测试项目、时机、周期及其性能要求,应在书面检测工艺规程中予以详细規定。
6.3探头参数
6.3.1 检测频率
检测频率应在2 MHZ〜5 MHZ范围内,同时应遵照验收等级要求选择合适的频率。
当按GB/T 29712标准评定显示时,初始检测应尽可能在上述范围内选择校低的检测频率.当按 GB/T 29711标准评定显示时,如有需要,可选择较髙的检测频率,以改善探头分辨力.
当被检对象的衰减系数高于材料的平均衰减系数HhnJ■选择1 MHZ左右的检测频率.
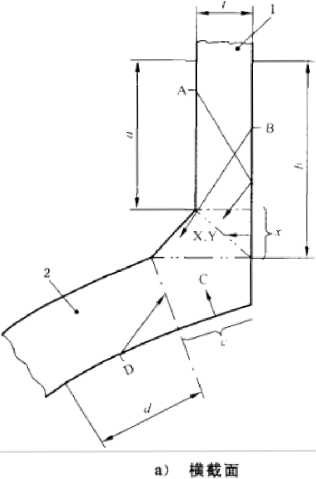
6.3.2折射角
当检测釆用横波且所用技术需要起声从底面反射时,应注意保证声束与底面反射而法线的夹角在 35°至70°之间。当使用多个斜探头进行检测时.其中一个探头应符合上述要求,旦应保证一个探头的声 束尽可能与焊變熔介面垂宜.多个探头间的折射角度差应不小于10\
当探测面为曲面时,T件中横波实际折射角和底面反射角可由焊缝截面图确定,见附录D。当折射 角的选择不遵循本标准规定时,检测报告应给出声束扫査范围、声束未程盖的检测区域及其原因等 内容.
6.3.3晶片尺寸
晶片尺寸选择应与频率和声程有关,
在给定频率下,探头晶片尺寸越小,近场反度和宽度就越小,远场中声束扩散角就越大。
晶片直径为6 mm〜12 Tnm(或等效而积的矩形晶片)的小探头,最适合短声程检测。对于长点程检 测,比如单晶直探头检测大于IOOmm或斜探头检測大于20Omm的声程,选择直径为12 mm〜24 mm(或 等效面积的矩形晶片)的晶片更为合适.
6.3.4曲面扫查时的探头匹配
枪測面与探头靴底而之间的间隙g ,不应大于0.5 mmo 对于圆柱面或球面,上述要求可由下式检査:
a ~
g =方
式中:
« •…探头接触面宽度、单位为毫米(mm),,环缝检测时为探头宽度.纵缝检测为探头长度.见
图1;
D--T件直径,单位为毫米(mm)=
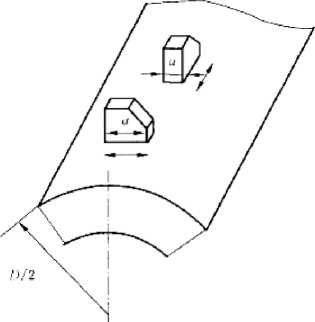
图1探头接触面宽度
如果间隙g值大于0.5 mm,则探头靴底面应修磨至与曲面吻合,灵敏度和时基范围也应作相应 调整=
6.3.5耦合剂
耦合剂应选用适当的液体或糊状物,成具有良好透声性和适宜流动性,不应对检测对象和检测人员 有损伤作用.同时应便于检验后清理。典型的調合剂为水、机油、甘油和浆糊,耦合剂中可加入适当的 “润湿剂"或活性摘以改善桐合性能.时基范围调廿、灵敏度设定和匚件检测时应采用相同耦合剂,
7检测区域
检測区域(见图2)是指焊窪和焊縫两侧至少10 mm宽母材或域影响区宽度(取二者校大值)的内 部区域’
任何情况下,声束扫査应覆盖整个检测区域“如果声束不能覆盖整个检测区域,或者折射角不能满 足6.3.2的要求时,检测双方应协商确定更换超声检测技术或者增加其他无损检测方法。如有可能,宜 磨平焊缝余高.
可更换的超声检测技术,宜为双晶斜射波束检测,飕波检测或其他超声检测技术。可増加的无损检 测方法,宜为渗透检测、磁粉检测和射线检测等方法。在选择附加的检测技术时,宜充分考虑焊缝类型 和各种缺欠易出现的部位和走向。
单位为臺米
1 -位貫L
2 一位置2;
3 位置七
ɑ 校测区域宽度;
b—揆头移动区寛度...
图2扫查纵向显示时检测区域示意图
8探头移动区
探头移动区应足够宽,以保证声束能覆盖整个检测区域(见图2)。增加探测面,比如在焊接接头双 面进行扫査,可缩短探头移动区宽度,
探头移动区表面应平滑,无焊接飞溅、铁屑、油垢及其他外部杂质SI探头移动区表面的不平整度,不 应引起探头和工件的接触间隙超过0.5 mm。如果间隙超标,应修整探头移动区表面。当焊缝表面局部 变形导致探头与焊缝的间隙大于1 mɪn,可在受影响位置用其他角度探头进行补充扫査II如果该扫查 能弥补未扫查到的检测区域,此局部变形是允许的。
探头移动区和声束反射面应允许无十扰的耦合剂和反射物、
9母材检测
除非能证实(比如制造过程的预检)母材金属高衰减或缺欠的存在不影响横波检测,否则探头移动 区(见图2)的母材金属应在焊前或焊后进行纵波检测.
存在缺欠的母材部位,应对其是否影响横波检测效果进行评定n如有影响,调整焊缝超声检测技 术,严重影响声束腹盖整个检测区域时则应考虑更换其他检测方法(比如射线检测)。
10时基线和灵敏度设定
WJ概述
依据本标准和附录E要求,每次检测前应设定时基线和灵敏度,并考虑温度的影响。时基线耕灵 敏度设定时的温度与焊缝检测时的温度之差不应超过15 OCfl
检测过程中至少每4小时或检测结束时,应对时基线和灵敏度设定进行校验.当系统参数发生变 化或等同设定变化受到质疑时,也应重新校验,
如果在检测过程中发现偏离,应按表2要求进钉修止。
表2灵敏度和时基线修正
|
_________________________灵敏度_________ | ||
|
1 |
__离值Q dR |
堆 ______________________________ |
|
2 |
灵敏度降低值>1 dB |
应修正设定,间时该设备前次校验后检査的全部焊益应重新检测 |
|
ɪ |
灵敏度増加值> IdB |
应修正设定.同时该设备前次技穀后检査的全部已记录的显示应重新检测 |
|
时基线 | ||
|
1 |
时基线偏差值《2% |
继续检测前•陋修正设定 |
|
2 |
时基城偏差值>2% |
应修正设定.同时该设备前次校验后检査的全部焊篷应贏新检测 |
10.2设定参考灵敏度
应选用下列任一技术设定参考灵敏度:
a) 技术1:以直径为3 mm横孔作为基准反射体,制作距离-波幅曲⅛⅛(DAC)1
b) 技术2:以规定尺寸的平底孔(见表3和表1)作为基准反射体,制作纵波/横波距离增益尺寸 曲线(DGS).
C)技术3:应以宽度和深度均为1 mm的矩形槽作为基准反射体.该技术仅应用于斜探头(折射 角>70°)检测厚度8 mm≤z<15 mm的焊缝.
d)技术4:串列技术.以直径为6 mm平底孔(所有厚度)作为基准反射体,垂宜F探头移动区. 该技术仅应用于斜探头(折射角为45°)检测厚度i≥15 mm的焊缝。
横孔和矩形槽的长度应大于用一20 dB法测得的声束宽度。
表3技术2的验收等级2和验收等级3的参考等级(斜射波束横波检测)
|
标称探头 频 WMHZ |
母材板厚,, | |||||
|
8 mm≤t∙<15 mm |
15 mm≤r≤40 mm |
40 mm≤t≤100 mm | ||||
|
洽收等级2 (AL2) |
監收等级3 (AL3) |
验收等级2 (AL2) |
粒收等級3 (AL3) |
齢收等级2 (AL2) |
臆收等級3 (AL3) | |
|
1.5 〜2.5 |
- |
— |
DIAH =e2.5 mm |
DIXK =2.5 mm |
DnSB= 3.0 mm |
D(Xti = 3.0 mm |
|
3.0—5.0 |
DDSK = L5 mrrɪ |
Daift == 1.5 mm |
Di»r ≡2.0 mm |
D(KiR =2.0 mm |
DDSR = 3.0 nɪm |
DtVIt = 3.0 mm |
|
DPMt为平底孔直径._____________________________________________________________ | ||||||
表4技术2的验收等級2和验收等级3的参考等级(直射波束纵波检测)
|
标称探头频率/ MHZ |
縫材板厚____________________ | |||||
|
8 mm≤∕≤15 mm |
15 mm≤r≤40 mm |
40 mm≤r<lOO Tnm | ||||
|
AL2 |
AL3 |
ΛL2 |
ΛL3 |
AL2 |
ΛL3 | |
|
1.5-2.5 |
一 |
- |
DDSRH 2.5 mm |
DDse = 2.5 mm |
DOSH = 3.° Em |
DMR = 3.0 mm |
|
3.0—5.0 |
DDSa =2∙0 mm |
Dtisit =2.0 mm |
DixM ― 2.0 ɪnm |
DtJSR = 2.0 ɪnm |
DDeR =3.0 mm |
DDSR =3.0 mm |
DDSK为平底孔苴径
10.3评定等级
I 应评定所有等于或超过评定等级的显示。
GB/T 29712中表A.1给出「技术1〜4的评定等级,
10.4传输修正
当使用对比试块建立参考等级时,应在工件和试块有代表性的位置测量声能传输损失差值’适用 技术见附录L
如差值小于等于2 dB,无需修正」
如差值大于2 ClBlL小于12 dB,应进行补偿.
如差值大于等于 12 dB,应考虑原因,如這用应进一步修整探头移动区>
当检测对象存在较大的声能传输损失差值,但未发现明显原因时,应测量检测对象不同位置的声能 传输损失,并应采取修正措施。
10.5信噪比
焊缝检测过程中,噪声电*,不包括表面伪显示,应至少保持在评定等级一】2 以下。可根据技
术协议放宽信噪比要求。
11检测等级
焊接接头的质量要求.主要与材料、焊接工艺和服役状况有关。依据质量要求,本标准规定了四个 检测等级(A、B、C和D级)。
从检测等级A到检测等级C,増加检测覆盖范围(如增加扫查次数和探头移动区等),提高缺欠检出 率C检测等级D适用于特殊应用,在制定书面楼测工艺规'程时应考虑本标准的通用要求。通常,检测等级 与焊缝质量等级有关(如GB/T 19413)=相应检测等级河由焊缝检测标准、产品标准或其他文件规定。
当规定使用ISC 17635时,表5给出了推荐的檢测等级和卷收等级“
表5推荐的检测等级
|
按GB/T 19418标准的质驼等级 |
按本株准的检湧等级「I 按GTVT 29712标准的验收等级 |
|
____B____ |
至少E级] 2 |
|
C |
至少A级' 3 |
|
D |
无话用的检测等级b j 无应用L__________ |
|
*当需要评定显示特征时,应按GB/T 29711评定. b不推荐做超声省测.但如果协议规紀使/L参考GB/T ig∙∏8的C级执行.____________________ | |
针対各种接头类型,附录A给出r检测等级A到C的规定要求。附录A给M的各种接头类型仅 是理患状态,实际的焊缝条件或可检性与附录A不完全一致时,应修改检测技术以满足本标准通用要 求和检测等级规定要求。针对上述情况,应制定一份书面检测匸艺规程。
12检测技术
12.1概述
应依据12.2〜12.5要求进行超声检测
12.2手工扫查路径
在保持声束垂直焊缝作前后移动(见图2)的同时,探头还应作Ier左右的转动,
12.3与检测面垂直的缺欠检测
单一斜角检测技术很难检测与检测面垂宜的近表l⅛ff-≡型缺欠IJ宜考虑采用特定的检测技术检测 此类缺欠(尤其厚焊缝检测九上述检测技术的使用应写入技术协议中。
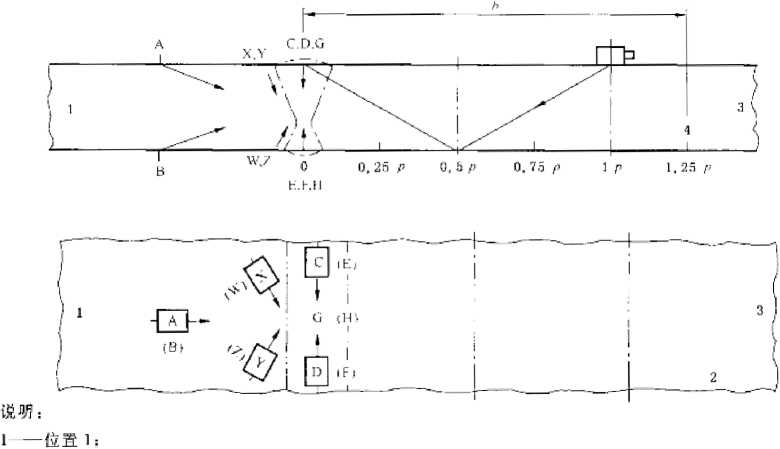
12-4 显示位置
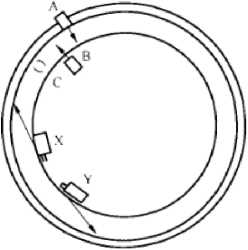
所有显示的位置,应参考-个坐标系定义,如图3所示,
应选择检测面的某一点作为测量原点。
当从多个而进行检测时,每个检测而都应确定参考点。在这种情况下,应当建立所有参考点之间的 位置关系,以便所右显示的绝对位置可以从指定的参考点确定.
环形焊缝可在装配前确定内外圈的参考点O
说明*
D--原点3
注;符号LLMjy,h,n,z含义见表L
图3显示位置的坐标
12.5显示评定
12.5.1概述
所有超过评定等级的相关显示应按12,5.2〜12.5,4评定
12.5.2最大回波帽度
应移动探头找到最大回波幅度,并记录相对于参考等级的幅度差值n
12.5J 显示长度
除非另有规定,纵向显示长度(厶)或横向显示长度(L),应尽可能使用验收等级标准规定的技术 測定IJ
12.5.4显示自身高度
仅在技术协议要求时.应测定显示自身高度。
12.5.5显示特征
如有规定,显示特征应符合GB/T 29711要求.
13我测报告
检测报吿应至少包含下列信息:
a)被检对象特征,
D材质和产品门类;
2) 尺寸;
3) 被检焊缝/焊接接头所处位置;
4〉几何结构草图(如需);
5〉焊接工艺,技术协议和热处理状态;
6) 制造状态;
7) 裏面状态;
8) 被检对象温度.
b)合同要求,例如工艺、导则、和特殊协议等;
C)检测地点和检测日期;
d)检测机构标识和检测人员资格认证信息;
C)紐声检测仪制造商、机型和编号,如要求;
f>探头制造商、类型、标称频率、晶片尺寸、实际折射角度和编号,如要求;
g) 参考试块编号.附带草图,如需;
h) 耦合剤;
i) 检测等级和引用的书面检测「•艺规程;
j) 检测范围;
k) 探头移动区位置;
D参考点和所用坐标系详情,参见J2.4;
m) 探头放置部位,参考附录A或草图示意;
n) 时基线范围;
。)灵敏度设定方法和所用值(參考等级的増益设定和传输修止值);
P)参考等级;
q) 母材检测结果;
r) 验收等级标准;
S)与本标准或台•同要求的偏离;
t)显示坐标(参见12.1),给山相关检测探头及其位置;
U) 最大回波幅度(参见12.5.2),如要求,给出显示的类型和尺寸;
V) 显示长度(参见12.5.3);
W) 按规定的验收等级给出评价结果;
X) 引用本标准,
附录 A
(规范性附录)
各种类型焊接接头的检测等级
各种类型焊接接头的检测等级,见图A,l~图A.7和表A.1〜表A.7。
2 —位置%
3 — -位置3;
4— 位置4 :
A,B,C,D,E,F,G,H,W,X,Y,Z 探头位置; b —与跨距S)相关的探头移动区宽度(SZW) P——全聴距.
图A.1板-板和管-管对接接头
表A∙1板-板和管-管对接接头(典型结构,见图A.1)
|
纵向显示 |
横向显刀E | ||||||||||
|
母材 厚度 IIilrL |
数量要求 |
数虽要求 | |||||||||
|
检测 等级 |
探头 角度 |
探头 位置 |
探头 移动 IXJfeS |
探头 位置 |
•合•汁 扫查 次数 |
各注 |
探头 角度 |
探头位罟 |
合计 扫査 次数 |
备注 | |
|
L扫査 |
N-扫查 |
T-扫査 | |||||||||
|
Λ |
8≤r<15 |
1 |
ʌ或B |
ι.w |
2 |
i |
1 |
(X和Y)或(W和Z) |
4 |
C | |
|
15≤√<∙1C |
1 |
A或B |
1.25P |
— |
2 |
a |
1 |
(X和Y)或(W和Z) |
4 | ||
|
S≤r<l□ |
1 |
A或B |
1.2祢 |
2 |
- |
I |
(X和Y}或(W和Z) |
4 | |||
|
B |
15≤i≤4O |
2三 |
A或B |
1.25∕> |
4 |
b. t |
i |
(X和Y)或(W和2) |
4 |
e | |
|
∙W≤i<δI) |
2 |
A或B |
IN當 |
•1 |
h |
(X和Y)或(W和Z〉 |
8 | ||||
|
60≤f≤100 |
2 |
A或B |
1.25力 |
1 |
b |
2 |
(C和D)或(E和F) |
■1 |
c>d | ||
|
8≤i<15 |
I |
A或B |
1,2 W |
G或H |
3 |
E |
I |
(C和D)或(E和F) |
邕 |
d | |
|
C |
2 |
A或B |
1.252 |
G或H |
5 |
b,J |
2 |
(C和D)或(E和F) |
•1 |
d | |
|
>40 |
2 |
A或B |
1.25P |
G或H |
Z |
2 |
(C和D)或(E和F) |
4 |
d | ||
注:L扫査;使用斜探头内査纵向显示;
N-扫查;使用直探头归查;
T-扫査:使用斜探头扫査横向.显示;
力:全跨距。
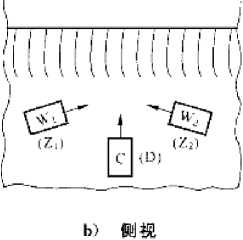
a)端视 b)侧视
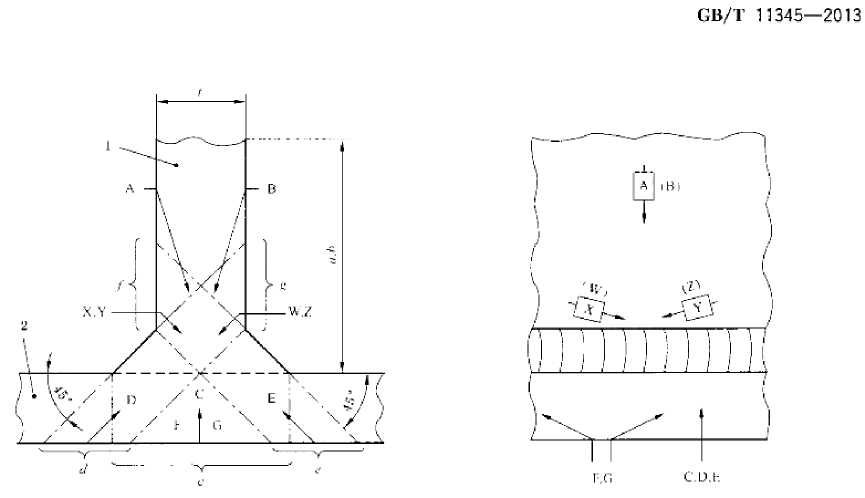
说明;
1 部件〕;
2一-部件2;
A,B,C,D,E,F,G.W,X,Y,Z 探头位置;
α,5,(τ,d,ej,g 探头移动区寛度;
f ——厚度”
图丄2 T型接头
表A.2 T型接头(典型结构,见图A.2)
|
-η |
纵向显示 |
一 |
横向显示 |
一'- | ||||||||
|
母材 厚度 mιπ |
数量要求 |
数量要求 |
二 | |||||||||
|
检测 等级 |
探义 角度 L -J |
探头 位置 |
移动 区宽度 |
探头 位置 |
探买 移动 区竟度 |
合汁 曰査 次数 |
探头 前度 |
探头 移动 区宽度 |
合计 扫査 次数 |
* | ||
|
L扫查 |
N扫查 |
T-打查 | ||||||||||
|
A |
8≤f<15 I 1 |
八或B |
1.2E 由 |
Cr |
一 |
— 7 |
d | |||||
|
15≤J<40 |
1 |
A或H |
1.2由 |
Ct |
2 |
二 | ||||||
|
8≤t<15 |
ʌ或[3 |
L25p |
. I |
L |
I |
^ ~Γ⅛ G |
_2 |
2 | ||||
|
E |
15≤z<∙10 |
Λ ⅛T B |
L25/» |
Cr |
L |
〈F和G)或(X和 Y)或(W和Z) |
2 | |||||
|
W≤t≤100 2 |
A和B |
0.75∕> |
P |
I: |
5 |
《F和G)或(X .和 y>或(W彌Z) |
C |
2 |
b | |||
|
7 |
3≤f<l□ |
I |
A和B |
1-2" |
JL |
一 |
~~ |
F和G |
f 4亀 |
T |
b | |
|
:9 15≤j<4θ:; |
(A和B)和 (D 和 E> (A和B)和 (D 和 E) |
L海 di 0.75ρ d — e |
Ct |
_7_ |
〈F和G)和(X和 Y〉或(W和Z) |
一 |
T |
b | ||||
|
40≤Z≤100 |
2 ] |
Cu |
_ c_ |
/_ |
—J |
(F和G)和(X和 Y)或(Wlfl ZJ |
H E |
T |
b | |||
|
>1Q0 |
3 |
(Λ和B)和 (D 和 E} |
,0.75P 疽十豊 |
C, |
3 |
—... 2 |
(F和G)和(X和 Y)或(W和Z) |
~Γ |
T |
b | ||
注;L-扫査;使用斜探头扫貪纵向显示
N-日査:使用育探头扫杳;
T-打査:使用斜探头扫査横向Q示 宀全跨距”
不适用“
执行仅在检测合同衍别规定时。
如果位甘C不能扫痘,可从位置A或位置Bfflφ列检測技术代样
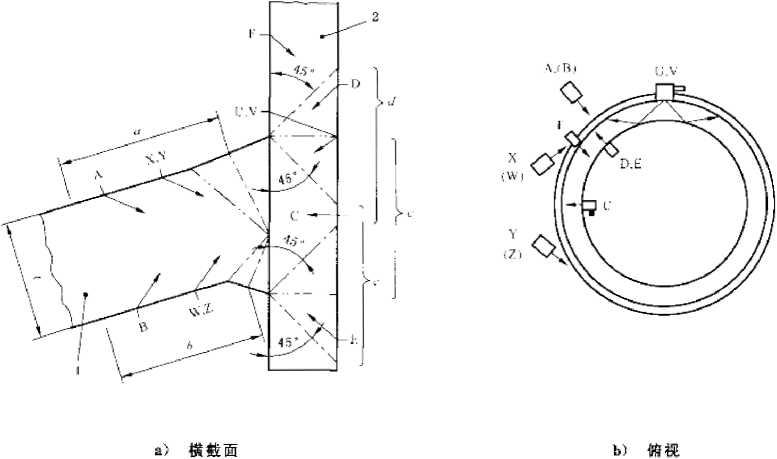
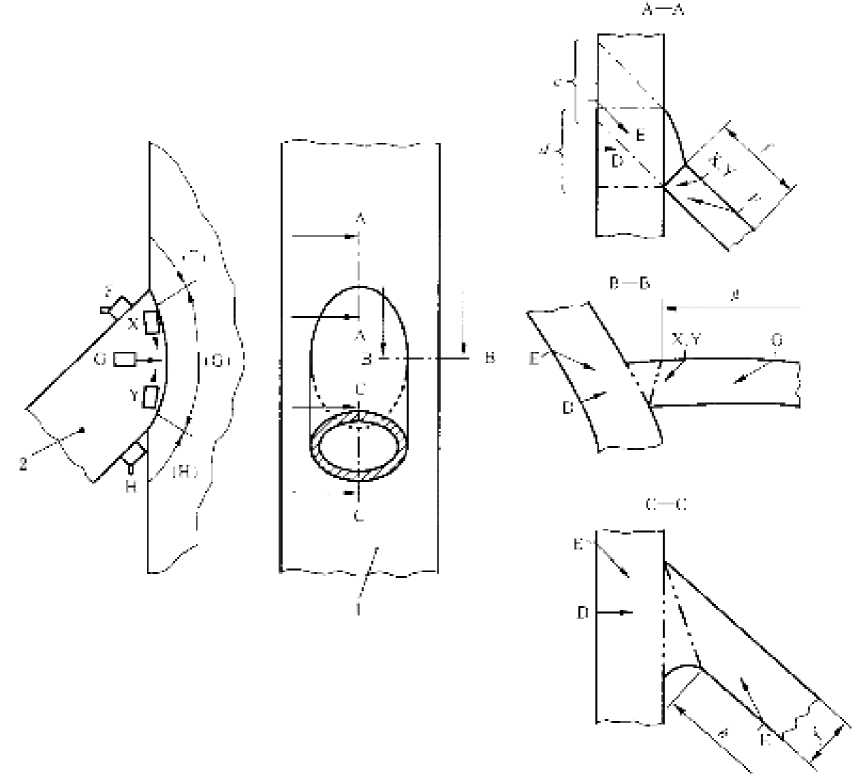
说明;
1一一部件L・筒体/平板;
2——部件2,接管丨
AK .D,E,F , IΛV,W,X,YS 探头位堡;
<2N皿,写 探头移动1区寛度;
t --厚度,
图A3插入式管座角接头
表A.3 插入式管座角接头(典型结构,见图A.3)
|
纵向显示 |
様向品示 | ||||||||||
|
尊材 厚度 mπι |
数酰要求 |
数堂姜求 | |||||||||
|
检測 等级 |
探头 角度 |
探头 位置 |
掇头 移动 区寛度 |
探头 位置 |
探头 移动 区宽度 |
合计 扫査 次数 |
探头 角度 |
探头位置 |
合计 扫査 次数 |
备 注 | |
|
L-扫査 |
N-扫查 |
「扫査 | |||||||||
|
8≤f<l5 |
1 |
ʌ |
L25ρ |
C |
C |
1 |
Zq |
U | |||
|
A |
15≤r≤4O |
1 |
A或F或E |
1.25/1 d |
C |
C |
2 |
- | |||
|
S≤i<1□ I |
1 |
A成D |
1.25p d ∣∙ a - - |
C |
C |
9 |
JJ |
(L和V)或(X和 Y)或(W和Z) |
2 |
Ii | |
|
B |
15≤^<4O |
1 |
A或 (D 和 E) |
l.25p U |
C |
C |
2或3 |
I |
(U和V)或(X和 Y)或 <w⅛Z) |
2 |
7 |
|
4O≤^<50 |
I |
<a或In和 (D 和 E) |
L2Sp d + e |
C |
L' |
CX 和 Y)Wr(W 和 Z) |
4 |
¾ | |||
|
60≤r≤100 |
2 1 |
(A和B)和 (D 和 E) |
0.5p cf÷e |
C |
C |
F |
2 |
(X和Y)和(W和Z) |
8 |
b | |
|
BWyI5 |
(A或B)和 ⑴或E) |
1.25》 d或a |
C |
C |
_£ |
1 |
(.和V)或〔X和Y) 和(W和Z) |
2或1 |
b | ||
|
C |
15≤⅛≤∙10 |
2 |
(A或B)和 (D 或 E) |
0.5力 d或e |
C |
C |
5 |
2 |
(X和Y)和(W和Z) |
8 |
b |
|
>40 J-J |
2 |
(A或B)招 (D 或 E) |
0.5 P d -∖ κ |
C |
(1 |
ð |
2 |
(X和Y)和(W和Z) |
8 |
⅛ | |
|
注:L-扫査:使用斜探关打查纵向显示; N-扫査,使用直探头扫査; T-扫査:使用斜探头扫査横向显示才 外全跨距“ |
|
E不适川。 b仅在检测合同特别规定时执行≈, |
IS
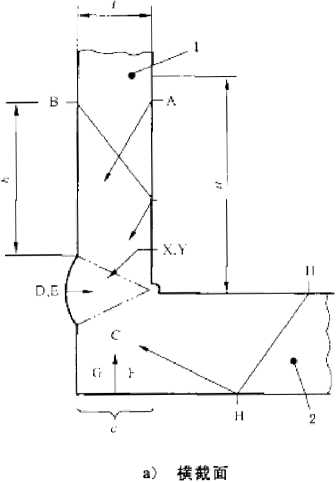
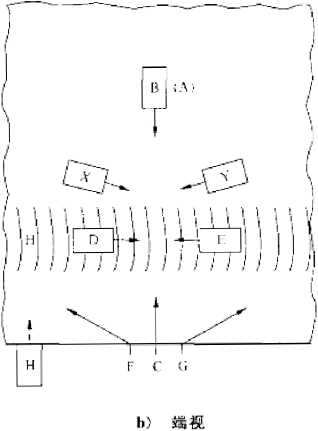
说明;
I- 部件L,接件;
2…—部件2,主件;
A,B,C『D,E,F,G,H,X,Y 一探头位置;
a ,b-tc 探头移动区宽度;
r——厚度。
图A.4 L型接头
表A.4 L型接头(典型结构,见图A.4)
|
检测 等級 |
母材 厚度 mm |
纵向显示 |
横向显示 | ||||||||
|
数最要求 |
合计 扫查 次数 |
数量要求 |
合计 扫査 次数 |
备 注 | |||||||
|
— 探头 角度 |
探头 位置 |
探头 移动 区宽度 |
探头 位置 |
探头 移动 区寛度 |
探头 角度 |
探头位置 | |||||
|
L扫査 |
N扫査 |
T-扫査 | |||||||||
|
A |
8≤⅛<15 |
1 |
A或B或H |
1.25夕 |
C |
■C |
1 |
— |
• | ||
|
15≤r≤10 |
1 |
A或B或H |
1.25p |
C |
C |
2 |
— | ||||
|
B |
8≤t<15 |
1 |
A或B或H |
1.25P |
C |
C |
1 |
1 |
(F和G)或(X和Y) |
Z |
b |
|
I5≤∕<40 |
2 |
A或B或H |
L25p |
C |
£ |
3 |
__ 2 |
(F和G)或(X和Y) |
4 |
b | |
|
40≤r≤100 |
2 |
(H或A)和B |
0.75IP |
C |
C |
5 |
2 |
D和E |
4 |
b>e | |
|
C |
8≤r<15 |
1 |
(H或A)和B |
1.25Q |
C |
3 |
1 |
D和E |
2 |
lb>∣e | |
|
15≤∕<40 |
2 |
〈H或A)和B |
L25ρ |
C |
C |
5 |
ɪ |
D和E |
2 |
b^c | |
|
40WYIOO |
3 |
(H或A)和B |
1.25P |
C |
C |
7 |
2 |
D和E |
4 |
b-r | |
|
>100 |
3 |
(H或A)和B |
0.5* |
C |
C |
7 |
2 |
D和E |
4 |
b.C | |
注:L扫査:使用斜探头扫査纵向显示;
N-扫査:使用直探头扫査;
T打查:使用斜探头扫査横向显示; P:全跨距。
,不适用。
b仅在椅测合同特别规定时执行。
:焊缝表面应符合第8章要求。焊缝表面可荽求磨平’
说明:
】——部件1,支管;
2 “部件2,主管;
A∙B∙C,D∙X∙Y——探头位置; a,bκ,du 一探头移动区宽度, t——厚度.
b)俯槐
A.5骑坐式管座角接头
表A,5骑坐式管座角接头(典型结构,见图A,5)
|
检测 等级 |
母材 厚度 mm |
— |
纵向显示 |
横向显示 | |||||||
|
数量要求 |
合计 扫査 次数 |
数暈要求 |
合计 扫査 次数 |
备 注 | |||||||
|
探头 角度 |
探头 位置 |
探头 移动 区宽度 |
探头 位置 |
探头 移动 区寛度 |
探头 角度 |
探头位置 | |||||
|
L∙扫査 |
N-打查 |
T-扫査 | |||||||||
|
ʌ |
^≤z<15 |
1 |
人成B |
L2⅛∕⅛ 0*50'/» |
I |
二 |
— | ||||
|
15≤∕≤10 |
1 |
A或B |
l.25∕> 0.5OP |
C |
t' |
2 | |||||
|
B |
8≤f<15 |
2 |
A或B |
1.25P 0.50/» |
- |
2 |
1 |
X和Y |
2 |
b.« | |
|
15≤f<40 |
2 |
A或B |
l.25p 0.5OP |
C |
C |
3 |
1 |
X和Y |
2 |
⅛.C | |
|
40≤r<60 |
2 |
A和(B或D) |
1,25∕> 0t50∕s |
C |
5 |
2 |
X和Y |
4 |
b.c | ||
|
60≤∕≤10Q |
2 |
A和(B或D) |
1.25P 0.50* |
C |
ɪ |
5 |
2 |
X和Y |
_L |
b>c | |
|
C |
8≤i<I5 |
3 |
A或B |
L25j> 0.5。。 |
C |
C |
4 |
1 |
X和Y |
2 |
b>e |
|
15≤t<40 |
3 |
A或B |
1,25P 0.5OP |
C |
C |
4 |
1 |
X和Y |
2 |
*■ ∙r | |
|
40≤f<60 |
3 |
A和B |
1.25P 0.5OP |
_ C |
__ C |
7 |
2 |
X和Y |
4 |
⅛.C | |
|
60≤i≤t00 |
3 |
A和B |
1.25P 0.50∕> |
C |
C |
7 |
2 |
X和Y |
4 |
b*c | |
|
注:L-扫査:使用斜探头扫査纵向显示; N扫査:使用宜探头扫査; 「扫査:使用斜探头扫査横向显示; 妨全跨距。 | |||||||||||
|
•不适用。 b仅由检测合同特別规定时执行。 e焊缝表面应符合第8章要求。焊缝表面可要求磨平, | |||||||||||
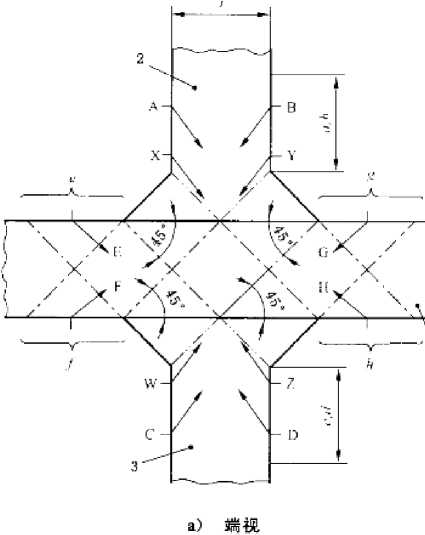
说明:
1 部件J
2— —部件,
3— —部件3;
A,B,C,D,E,F,G∙H,W,W∣ ,W小X,Xι,Xj,Y,Yj,Y
,2τ21 ,Z8— 探头位置;
Q,b,c、d、eJ、g,h ——探头移动区宽度;
t 厚度n
ffl A.6
十字接头
表A.6 +字接头(典型结构,见图A.6)
|
检测 等级 |
∏- Li |
纵向.显示 |
横向显示 | ||||||
|
散京要求 |
合汁 |
数員要求 |
合计 | ||||||
|
jidɪ |
丨探头 |
I J⅛a ■ | |||||||
|
f — ,. ɪ .. ,, .... 1__J ;—、、 | |||||||||
|
Hl |
角度 |
区宽度 |
次数 |
管“:箱度 |
珠秀也互 |
刊色∣1⅛R 次数I | |||
|
【-勺査 |
T-扫查 | ||||||||
|
8≤z<15 |
1 |
(A和C)或(B和D) |
1.如 |
~Γ |
— |
ii | |||
|
Λ |
l⅛≤J<40 |
L |
A和R和C和D |
0.7 春 4 |
c |
ΞΞF | |||
|
ɪ 4O≤r≤1OO : 'L |
A和B和C和D |
O,75p 8 |
-/// | ||||||
|
8≤i<15 |
I |
A和B和C和D |
1.Z5∕> |
4 |
1 |
(X,和 Y. ftɪ W.和 Z)和 (XX和Y;:和W:利乙) |
ɪ | ||
|
B |
15≤z<40 |
2 |
A和R和C和D |
0.75/1 |
g |
1 |
<X∣和Yl和WI和乙)剧 (X和Ye和W,和Z2) |
S |
J | ||
|
40≤≤ιon |
2 |
(A>ftl B和C和D)和 (E和F和G和H) |
OKP tf-k |
,Γ |
d |
"7^ |
(Xl和Yl和Wl和ZD和 (X?和均和w:和乙) ___ |
^τ |
1 | ||
|
C |
40≤f≤lC0 |
2 |
3和B) 和(C和D) UKE 和 F) 和〈G和H) |
和串列 打杳 (A 或 B) 和(C或L)) |
0.75P e-h |
7 |
(Xl和YI和W.和Zl)和 (X,和 Y2 和 WC 和 Z2) |
16 |
: | ||
|
注: |
L打査:使用斜探头扫去纵向显示; 扫査:使用直探头打査; T-扫査:使用斜探头扫査廣向显刁& 外全跨距. | ||||||||||
不适用.
仅由检测合同特别规定时执行•
若要求更高的灵績度等级,应使用串列检测技术’
若要求更高的灵敏度等级,应使用串列检测技术。在此情况卜应略去位置EtF,CJI的扫查
说明:
1 部件1,主管&
2 部件2,支管;
A,B,C,D,E,F,G,H,X,Y ——探头位置: d,e,f*h——探头移动区宽度。
图A.7管座相贯角接头
表A.7管座相贯角接头(典型结构,见图A.7)
|
纵向显示 |
横向显示 | ||||||||||
|
母材 厚度 mm |
数蛀要求 |
数量要求 | |||||||||
|
检测 等级 |
探头 角度 |
探头 位置 |
探头 移动 区宽度 |
探头 位置 |
探头 移动 区寛度 |
合计 扫査 次数 |
探头 角度 |
探头 位置 |
合计 扫査 次数 |
备 注 | |
|
L-扫査 |
扫査 |
T-扫查 | |||||||||
|
β≤r<!5 |
2 |
F和G和H |
L25∕> |
6 | |||||||
|
A |
15≤r<40 |
3 |
F和G和H |
L25p |
— |
— |
9 |
— |
ι.b | ||
|
40≤r≤100 |
3 |
FfnG 和 H |
1.25∕> |
— |
— |
9 |
<t⅛ | ||||
|
8≤f<15 |
2 |
F和G和H |
∖.25ρ 0.50》 |
D |
d |
7 |
1 |
X和Y |
2 |
B.C | |
|
B |
15≤r<40 |
3 |
F和G和H |
1.25/» 0.50* |
D |
d |
10 |
2 |
X和Y _ |
4 |
a∙c |
|
40≤f≤100 |
3 |
(F和G和H) 和E |
1.25P * |
D _ |
d |
Il |
2 |
X和Y |
1 | ||
|
C |
— | ||||||||||
注;L-扫査:使用斜探头扫査纵向显示;
N-扫查:使用直探头扫査;
T-扫夜:使用斜探头扫査横向显示S
P :全跨距,
■相贯接头检测通常应使用检测等级D,由检测合同特别规定。
fc不适用.
'如果部件1内孔不可达(位置D和E),则粒测等级B不适用。
附录 B
(规范性附录) 串列检测
B.1概述
串列检测使用两个折射角为的斜探头,一个採头用丁-发射超声波,一个探头用于接收超声波。 当焊缝厚度大于16。mm时,可选用不同晶片尺寸的探头,以确保在检验区域内得到相同截面尺寸的 声束a
受检测对象几何条件的限制.可使用折射角不为45 =的斜探头,但要避免产生波形转换。
两个斜探头应置于同一直线上,以保证前一探头发射的声朿经底而反射后能斜入射检测区域的某 一显示.该显示的反射声束能被后一探头接收。
斜探头间距())、声束轴线交乂点检测深度(“)和检测区域高度(妇)之间的关系见图B.L
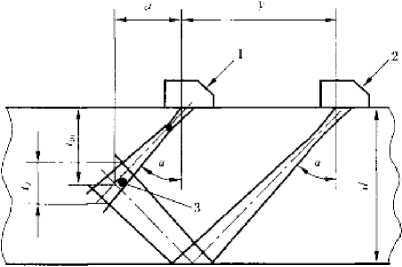
说明:
1 一探头!;
≡ 一一探头釦
3 -检穀区域;
& --水平距离;
d 一材料厚度;
J 一检澳深既; y —探头间距;
C-检测X域高度・
图B-1串列检测基本原理
当检测两平行端面的匚件时,探头间距由下式决定:
ɔ? = 2tanα(c/-Im )
如 a = 45=:
)=2(df e)
可选用下列任-方法进行扫査:
—两探头沿丁件表血以固定探头冋距3)移动,
此方法-次只能检测一定深度的检测区域。需要调整探头间距,以覆盖整个深度截面的检测区域。
-两探头同时移动,保持它们声轴平面交又距离之和不变(声轴要垂直焊缝轴),从而在…个连续
运动中扫査整个厚度范围。
B.2 时基线调节
基本上所有相关冋波都显示相同声程距离.且都符合V声程路径,建议把V声程路径回波调在-固定位置,如时基线8格Γ.β
B.3灵敏度设定
用以卜-反射体设定灵敏度:
平行面:底面反射波形成V路徉反射波;
平底孔:垂直扫査面,在声轴交又处;
横孔:在声轴交叉处且在检测区域边缘,
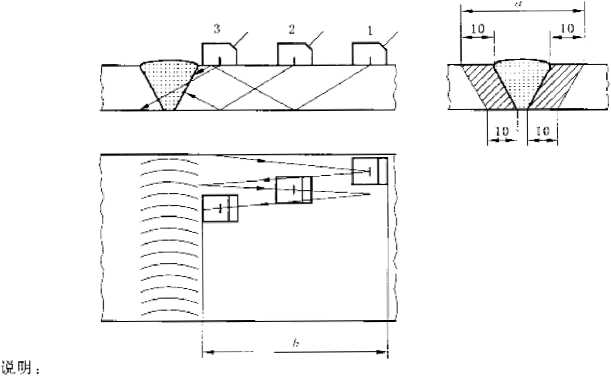
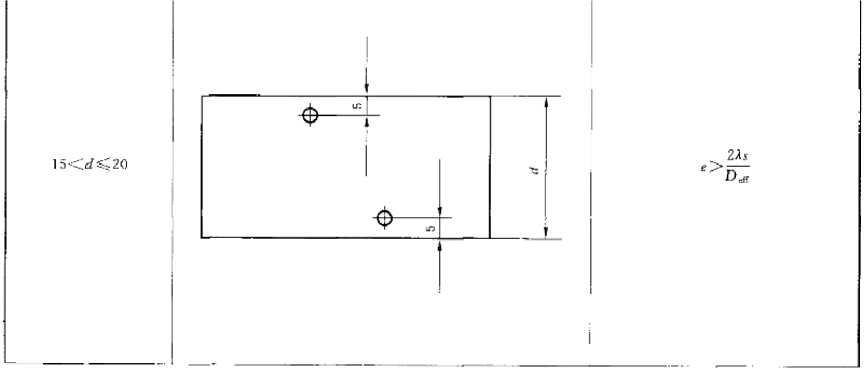
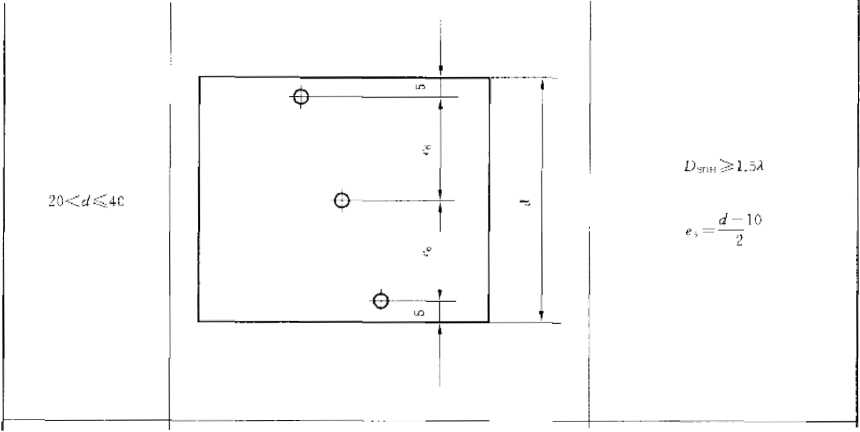
B∙4检测区域计算
划分相等的检验区域以确保灵敏度不降低。检验区域高度的计算:检验区边缘的灵敏度与声轴交 又处的灵敏度相比不低于6 dB,见图B.2,
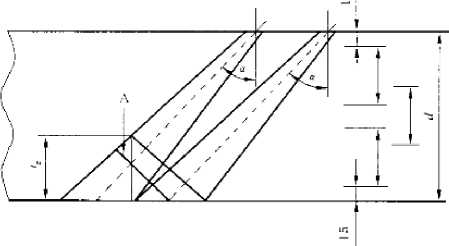
说明:
ʌ 声束冇效直径;
d —材料厚度;
it——检测区域高度。
图B.2检测区域
检测区域高度(右〉可用参考试块上不同深度反射体来测定,或用接近对面最大声程结合声束有效 直径来计算:
〜人(d — 15 mm)
X SinQ ∙ COStt ∙ Deff
如 of —45°:
2 ∙ λ {d —15 mm)
式中:
D北 晶片有效直径。
检测区域数量按下式计算:
d—30 mτn
+ 1 i .n,s = 1.2.3
调整探头间距离y(见图B.D,使声轴交叉点在每•个检测区域中心。检测区域的宽度和数Eft用比 例图或6 dB声束冇效宜径计算,
B.5灵敏度修正
设定灵敏度时需对传输和衰减损報进行修正,除此之外,由于侧壁干扰引起的灵敏度降低也要作 补偿’可用6 dB法或测量检测区域边缘平底孔值的方法来设定灵敏度修正。
附录C
(资料性咐录)
设备技术参数
本附录给出了超声检测仪器和探头的常用技术参数.这些技术参数由制造商提供。如果制造商与 客户同意,可删减和,'或增加本附录给出的技术参数内容。
C.1超声仪器
C.1.1 一般特性参数包括:
a) 尺寸,
b) 重屋;
C)使用电源类型;
d)探头插头型号;
C)电池工作时间(新电池在最大功耗情况下);
f)温度和电压(电源和『或电池的)范围(在给定的技术指标范围内进行工作),如需预热则说明预 热时间;
G 低电压(超声仪器不能正常工作时)的显示方式;
h) 电池正常放电和充电过程中、在电池电压范围内,标准恒定信号的幅度和水平基线位置的变 化的百分数;
i) 脉冲重复频率(PRF)C升美位置和/■或可变范围),
i)可(通过插座)输岀不检波(RF)和/或检波信号;
k)提供闸门信号输出(即=go∕no go和/或比例输出以及输出响应时间、线性,比例输出的最大电 流駆动能力和稳定性.g<>∕∏t= go闸门的阈值迅滞和精度以及开美输出的保待时间).
C.1.2显示器的特性参数包括:
a) 显示刻度区域的尺寸;
b) 垂直和水平方向的主、子刻度线的数量;
C)仪器内置的、操作人员无法控制的抑制;
d)时基的速度、延迟范围.时基线性.
C.1.3发射器的特性参数包括:
a) 发射脉冲波形(即方波,単.向或双向),必要时还包括极性;
b) 在50。无感电阻输出负载条件下脉冲强度设置及脉冲重复频率:
D 发射脉冲电压(峰-峰电压);
2) 脉冲上升时间;
3) 脉冲宽度(对方波.脉冲宽度可调范围);
4) 脉冲下降时间(仅方波);
5) 有效输岀阻抗(有误差);
6) 脉冲回响幅度;
7) 频谱图.
二1.4放大器与衰减器的特性参数包括:
a)校准衰减器的特性(乂称为“増益控制"),如dB范围、步进、精度;
b>未校准可变增益(例dB范围)的特性;
2R
c}与屏幕刻度相关的垂直线性;
d)每个频带设豈(给出误差值)的中心频率及带宽(在一 3 dB点之间),衰减器设置的影响*
C)发射脉冲后的盲区,包括脉冲强度、阻尼、衰减器/增益控制和频帯设置的影响;
f>所有频率设置时的输入等效噪声(微伏);
g) 在所有规定频率范围内屏幕高度10%的最小输人电压;
h) 在所有规定频率范围内超点仪器的动态范围;
i) 在规定频率范围内超声仪器的等效输入阻抗;
j) 距离幅度校准功能包括:动态范围、最大校准斜率(分贝/微秒)、校准形式、DAC控制的影响。
C.1.5数字超声仪器除上述以外还包括;
a) 数模转换;
b) A型显示的像素数量;
C)数据输出及存贮设备;
d) 打印输出;
e) 校推存贮设备;
D显示与存取设备;
g) 自动校准I
h) 显示器的类型及其响应时间.
必要时,还包括使用的采样率、釆样率和响应时间对脉冲重复頻率显示范围的影响、显示数据处理 的数学原理、安装软件的版本,
C.2超声探头
超声探头的特性参数包括:
a) 制造商名称;
b) 探头类型;
C)探头重量、尺寸;
d) 接头类型3
e) TR连接线(发-收),可更換的,
f>换能器材料,
B)换能器形状、尺寸;
h) 楔块材料、延迅;
i) 耐磨片材料;
j) 耐磨允许公差;
k) 串扰衰减;
l) 脉冲波形(时间和频率),
m) 中心频率、带宽;
n) 脉冲回波灵量度;
O) 距离幅度曲线;
P) 阻抗静电容;
q) 探头人射点、
r) 声束角;
S)扩散角I
t)声束轴线偏移’
偏向角, 焦距、近场, 焦点宽度 焦点Kl度» 外观,
附录D
(规范性附录)
曲面工件实际折射角计算
B.1纵向曲面磨弧探头
探头的入射角度(L)可从已测量的声束折射角M)与一条线之间来计算.一条线诃从探头人射点 与平行于入射声束来得到.并将线在探头一侧做Ed号,如图D.1威示,
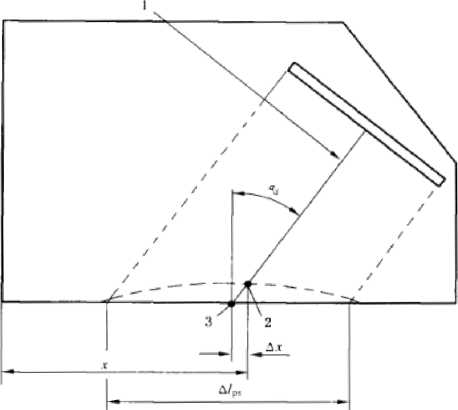
说明:
I- 探头主声束轴线;
2 修整后的探头入射点;
3 - 修整前的探头人射点。
≡ D.1纵向曲面虏那探头入射点変化的测定
人射角度可从下式来得出:
ad — arcsinC —sinα) Ct
式中:
Cd 探头斜楔纵波声速(通常有机玻璃纵波声速为2 730 m/s);
e, 被检工件横波声速(一般钢横波声速为3 25≡ m∕s±15 m∕s).
修整后的探头入射点将会沿着标记线移动,井旦它的新位暨可以用手工方法直接在探头外壳上测 定,如图D.1所示。
探头折射角可通过满足要求的横孔最大回波来测定,也可在工件、参考试块或者是在比例图纸上直 接测定,如图D.2所示.
或者折射角可以用手工方法在参考试块上测量的声程长度来计算出来,使用F式来计算:
ʃ [ CDSlJH∕2>2 ÷λ∙2 — ÷sDsiwγ ÷iD,l⅛,∣] I
ECg- -… 瓦击瓦和「一「
图D.2中示意了方程式中各符号的含义。
校准所用表面的曲率*径与被检工件相比,设差应控制在+10%之内.

D.2横向曲面磨弧探头
横向曲而磨孤探头修整后,探头入射点位置的变化量〈Ah)如图D.3所示。
∆^ = gtan(α(J)
有机玻璃斜楔(J = 2 730 m∕s).非合金钢被检件Cc. - 3 253 m∕s),S头入射点位置的变化最 (Jr),三个最常用的声束角度和修正深度(g〉可从图D.4中读出.
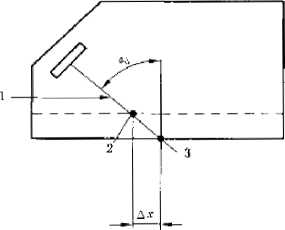
说昭
1 —探头主声束轴线;
2 修整后的探头人射点;
3 修整前的探.头人射点.
图D.3横向曲面磨弧探头入射点变化的测定
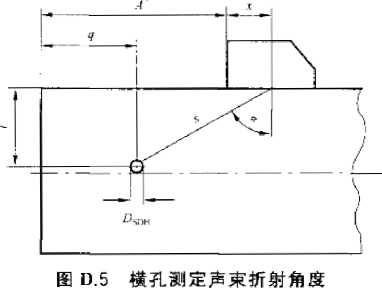
修整时不能改变声束的度,如果声束角度变化是:未知的,或者修正深度沿■着探头K度的有任何变 化时,应在一块合适的修整后的参考试块上利用横孔来测定。声束角度由以下决定:
a) 在比例图纸上,在横孔与探头人射点之间画一条直线:成者
b) 按图D.5所建立的方程式来进籽计算.
a = s,rctan(—

g/ mm
圏D.4探头入射点的变化SAx,有机玻璃中的延迟路径
D.3折射角变化规律
见图D.6 C
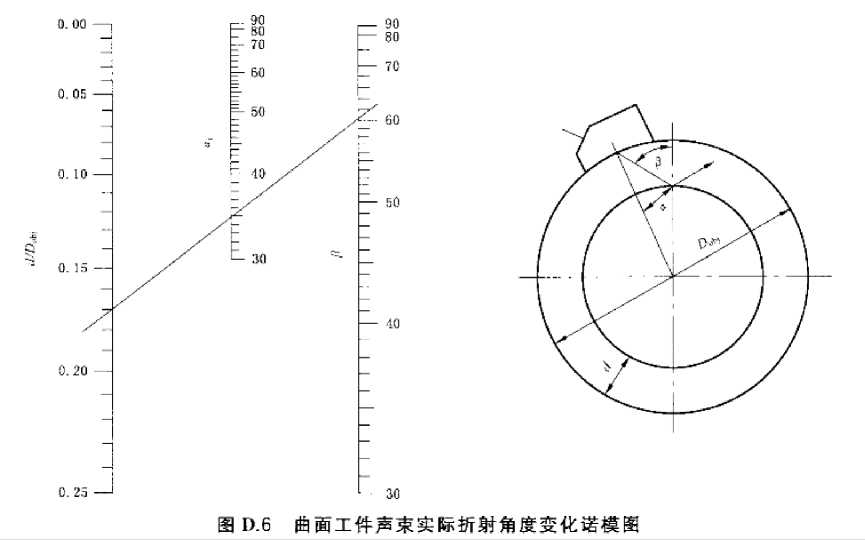
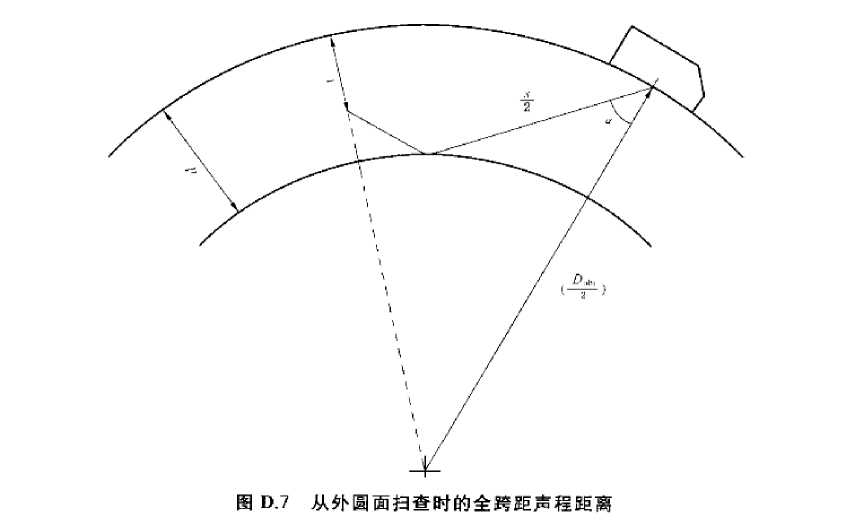
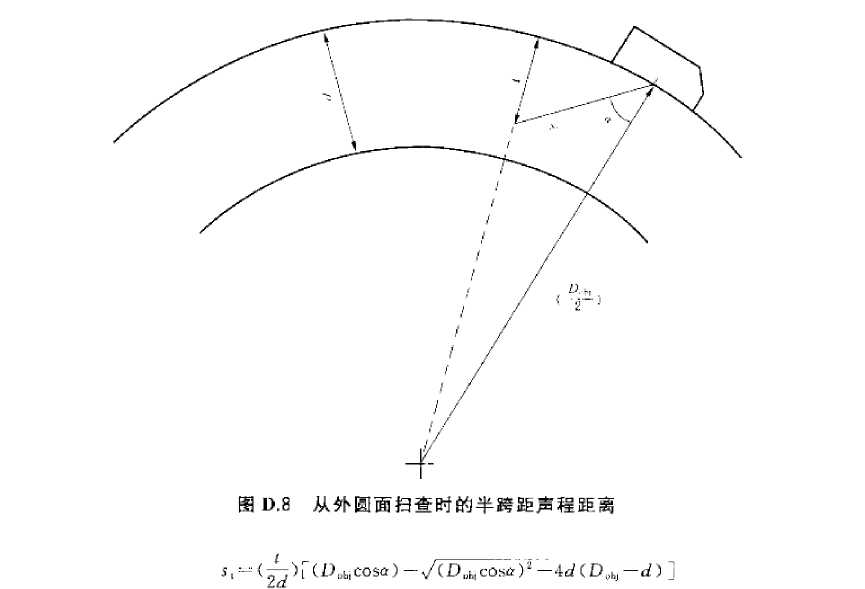
D.4当从外圆面扫査时的声程
5—( DcbjCOsor) — J (I)UblC OSa)2 (I)Ubl 一d)
D.4.1 全跨距
D.4.2 半跨距
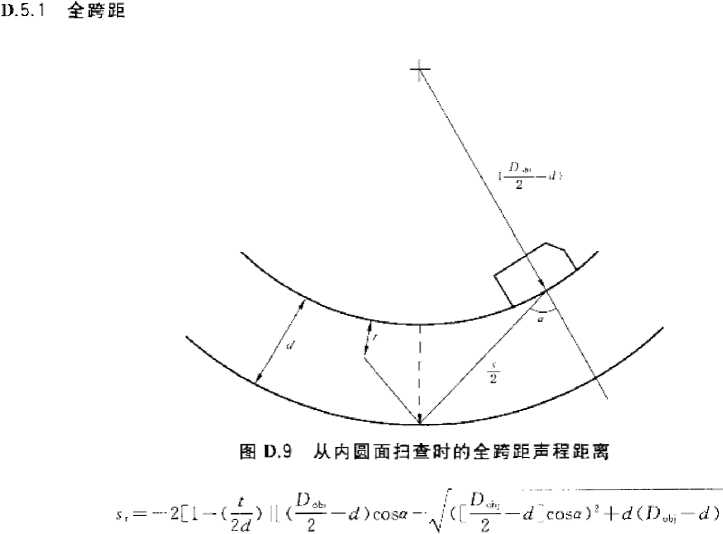
D,5当从内圆面扫査时的声束路径
D i1' JrJ
S 2[( p —¢/)COSa—/(— COSa)J÷<√(DCbJ-J)]
D.5.2 半跨距
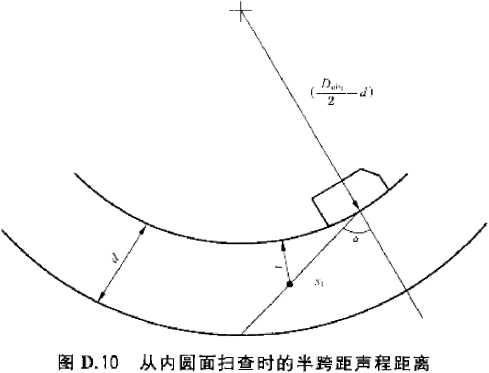
ʌt = ~ ¢/)COSa-J^y<Γ^~^-J]cosσ)2 ÷c∕(Dαt,; —1∕) J
图中:
&--总声程f
S - 声程:
D°bj——被检件的外径或扫査面的曲率;
「- 反射体的深度;
d ---厚度,
附录E (规范性附录) 时基线和灵敏度设定
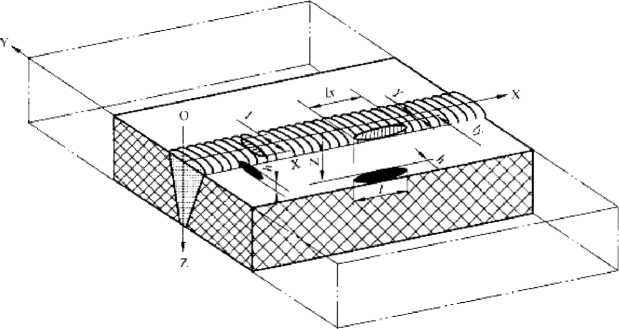
此1概述
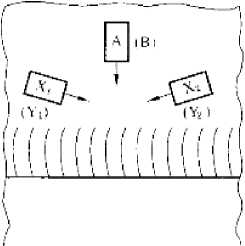
使用脉冲波技术,应在示波屏匕设置超声时基线。一束透射声朿的声程距离、深度、水平距离、或者 扣除前沿的水平距离的坐标.见图E.I.除非另有注明,卜述所提及设定时基线.T艺是指声束传播的声 程距离(一个回波等于两次的传播路径
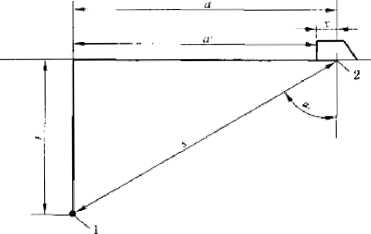
说明;
1 反射体;
2 --人射点.
图E.1声束坐标示意图
时基线的设:定应使用两个已知时间或距离的参考回波进行’根据预定的校准值,能得知各自的声 程,深度,水中距离,或者扑除前沿的水平距离,该技术能够确保通过延时块(如探头楔块)的声束传播 自动校准。假设参考试块声速可知,在该情况下设备的电子时基线通过-个冋波就"J以校准.在时基 线范国内的两参考回波之间距离可等同于实际距离l,运用时基线扫描控制族钮将最高冋波的波的前沿 对应于屏幕上预定的水平刻度值。准确的校准M用一个检查席号来验证,检查信号不一定与之前校准 设置的信号显示在示波屏的同一位置,但能显示在不波屏适咨的位置.
E.2参考试块和参考反射体
对于铁素体钢的检测建议使用GlVTl9799.1中规定的I号校准试块或GB/T 19799.2中规定的2 号校准试块。只要已知参考试块或被检工件本身的探测面至反射体的声程距离就可以用其来校准时基 线.参考试块与被检工件的声速误差应在土5%之内,否则应进行修正。
E-3直探头调节技术
E.3.1单反射体调节
参考试块的厚度不得超过时基线设定范围,可从1号校准试块厚度为25 mm或100 mm处得到 合适的底面回波,或从2号校准试块的12.5 mm处得到-也可选择已知厚度的被检工件,试块与工件
应有相同的平表面或⅛t⅛,⅛试块与工件的声速应相同,
E.3.2多反射体调节
要求参考试块(或组合试块)应有不同声程的两个反射体(如横孔)。重复地不断移动探头位置找到 每个反射体各自的最髙冋波;再通过调节时基线扫描控制旋钮将相邻两个反射体的回波设置到准确的 位置来进行时基线校准。
E.4斜探头调节技术
E.4.1试块圆弧面调节
用1号校准试块或2号校准成块的圆孤面来设定时基线。
E.4.2纵波探头调节转换
横波探头时基线可通过纵波巍头在1号校准试块的91 Inm•厚度处设置,相对■于在钢中50 mm的 横波声程.完成时基线设定之后,通过检测时所用的探头和已知声程距肉的反射体,仅用零点校准旋钮 就可以来进行时基线的设置,
E.4.3 参考试块调节
这⅛ E.3.2中针対直探头的调节原理相似。
然而要达到足够精疏,就必须找到最髙回波,在试块表面标出声束人射点,然后用手】:方法测量反 射体与相应的标记之间的距离。对所有后面的时基线校准,探头应在这些标记重新定位.
E.5斜探头时基线的设置
E.5.1 平面
平面丁件检测时,深度和水平距离卞要取决于埼定的声束角度,可参照比例图或以下公式:
深度: t =s ∙ COSal
水平距离(a) I <2 = S ♦ 3∖nal
扣除前沿的水平距离(a ,) : a' = Cs ∙ sinσζ) — ɪ
E.5.2 曲面
ES-I中阐述的时基统设置的原理在这里仍适用,但深度和水平距离不再是线性的"非线性标度比 例的建立,可在声程距离比例图上通过-系列的位置来餘出t,或由适当的公式计算:岀,或可从曲面试块 h得到一系列反射体的最高回波来确定标度,中间值可通过插值法获得,见图E.2。
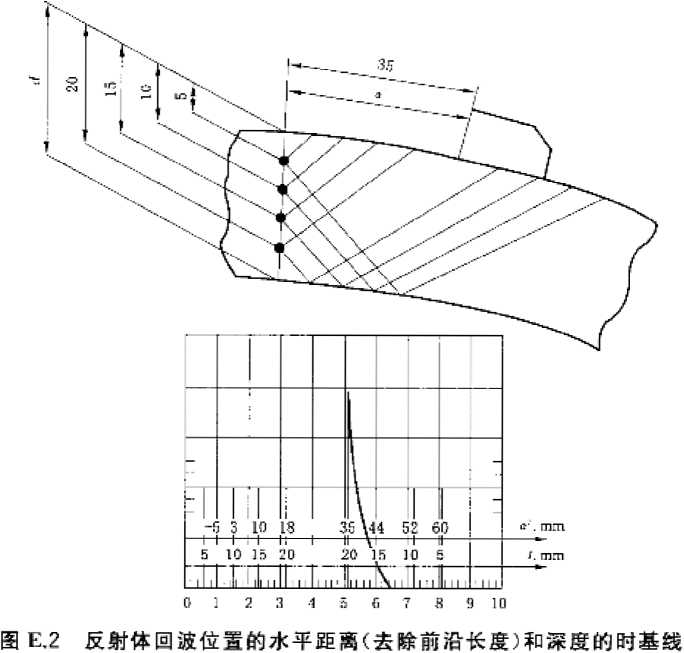
(a1-5Γ',S,,il= 100 mm)
E.6灵敏度设定和回波高度评定
E.6.1概述
在校准完时基线之后,超声设备的灵敏度(増益调节)应按以下任•技术诳行度定:
a) 单反射体技术
当评定的回波与参考反射体冋波的声程距离相同,即可利用单个参考反射体作参考,
b) 距离波幅曲线(DAC)技术
DAC曲线是通过得到参考试块上一系列不同声程的相同反射体(例如;横孔或平底孔)回波来 绘制的.
C) DGS技术
该技术是使用-系列理论上与声程、增益、与声束轴线垂宜的平底孔尺寸相关的导出曲线,
E.6.2角度影响
当利用斜探头二次波(例如:在半跨距之后)探测曲血工件时,由底面引起的入射角度的变化(例如 角度影响)应予以考虑。当探头在外圆面对筒体型工件进行扫査时,由于内表面是曲面,经内表面反射 之后将使声束角度变大。反之,当探头在内圆面遂行扫专时,由于外表面是曲面的原因,姪外表面反射 之后将使声束角度变小。
E.6.3 距离波帽曲线(DAC)技术
制作DAC曲线所使用的参考试块,应具有一系列不同声程距离的反射体,且试块上反射体的深度 应大于被检「.件的高度。表E.lil⅛细给出间距、试块最小尺寸和反射体的具体要求’
对不同冋波波高的评价,按以下要求执行:
如果冋波波高通过増加XdB到达参考线时.回波波高记录为(参考水平一X)dB∙如果冋波波高通 过降低YdB到达参考线吋,冋波波高记录为(参考水平+ Y)dB.
表E.1技术1参考试块和参考反射体
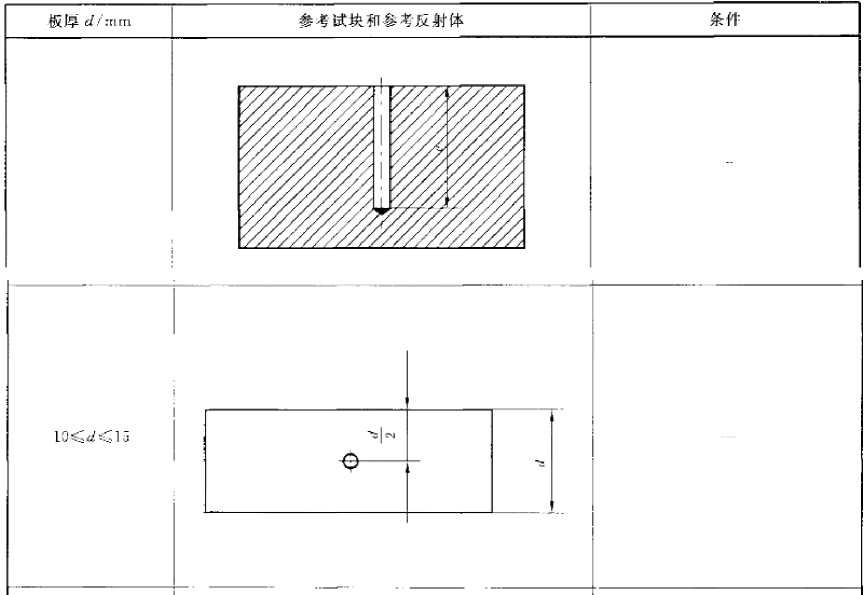
表E.1 (续)
|
板厚d∕nιm |
参考试块和参考反射体 |
⅛ft I |
|
I I -----------------------------------------------------------------------------------------------------------ɪ | ||
q
Λ∖
|
D 5阳 |
横孔直径; |
|
λ |
波长: |
|
5 --- |
••声程3 |
|
如 |
晶片有效直径。 |
附录F
(规范性附录) 传输修正
除非设定检测灵敏度时所用试块的声学性能能代表被检工件,否则在设定检测灵敏度或评定不连 续性回波波高时.都应考虑传输修正.
传输修正∆V,由2个:参数组成:
D检测表面的掴合损耗,与声程无关「
2)材施衰减,与声程有关;
两种方法的名称描述:一种叫固定声程法盘卩补偿量由耦合损耗和仅在最大声程姓材质衰减组成, 另一种叫比较法.即补偿量由这2个参数共同组成■
F.1固定声程法
这种方法仅用于声能衰减小于耕合损耗,或反射体的回波靠近工件底部时的情况,使用直採头时, 分别将参考试块和工件的第一次底面冋波,调整至示波屏的同一高度,并i己下相应的用V,.,和 矿.,表示)。使用斜探头时,用2个相同的探头,一发一收,同时作V型放置来得到相应的冋波.若两个 底面冋波的声程不同,2回波之间的声程£(AK)Br通过DGS曲线来得到,传输修正(∆VJ∏Γ⅛l据下式 计算:
ΔVτ-^,t-Vt,r-∆Va
1.2 比较法
F.2.1直探头
将探头置于参考试块上,分别将第-次和第二次底波调整至示波屛的同-高度,并记下相应的增益 W.(Vλ; ,va,见图F.υ J依据増益值与声程離离的关系绘制出图G.1中的线2,然后将探头重新置于工 件上,重复上述步骤得到(Vw ,Vg和图F.1中的线1)。对应适当的声程(SQ,通过两线得出増益差值, 即传输修正(∆VJ,.见图FL
注:通过Vh和Vaa所画的斜线不'能给岀:L件的真冥衰减情况,国为其中没有苫虑声束扩散和检河面L多次反射对 探头声能的影响.
F.2.2斜探头
除了要用2个相同斜探头旦为一发一收外,斜探头测试方法在原理上与直探头相似。测试所用探 头頻率应与检测工件所用探头频率相同.将探头置于DAC参考试块上,首先作V型放置,接着作W 型放置,调节增益使所得的回波显示在示波屏的同一高度,并记下相应的增益值(用V,、.和KU表示)。 然后将探头置于T.件上,重复上述步骤得到(V"和Vc3).依据增益值与声程距离的关系絵制出线.对 应适当的声程,通过两线得出增益差值,即传输修正(∆V,)0
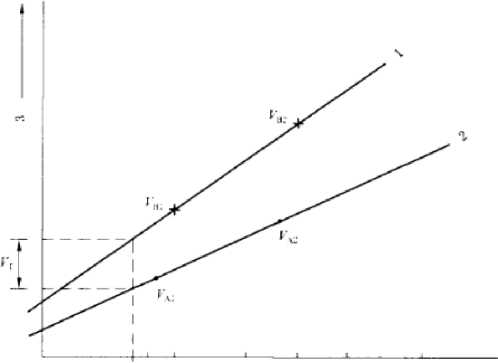

说明
1—-被检工件的曲线,
2 参考试块的曲线;
3— —増益设定为満幅80%;
4— -声程距离.
≡ F.1通过比较法得到的传输修正
F.3传输修正对局部变化进行补偿
如果有理由怀疑在被检区域上存在局部变化需进行传输修正时,传输修正应选在一 f具有代表性 的位置进行测定.如果传输修正的变化俄值在土 6 dB之内,应将所有测试所得的值进行平均,均值为 ∆V..如果变化量值超过6 dB时,应使用下面(a)或(b)的方法:
a) 所冇超过∆V,以上的测试值与∆Vt的差值相加,得出均值AV〜.修正后的传输修正(∆V.+ △V〜)将被用于整个区域的检査。
b) 检测部位分区,使得每个区域的传输修正的变化最值就不超过6 dB.将AV,值分开应用于各 自区域。
对于斜探头测试时,应将串列式所得的信号来代替底面冋波。
中 华人民 共和国
国家标准
焊縫无损检测超声检测技术、检测
I 等级和评定
GB/T 11315—2313
中国标准出版社岀版发行 北京市朝阳区利平里西街甲2号(IOOoI3) 北京市西城区三里河北街16号(100045)
总编室 S(OIC)64275323 发行中心:<010)51780235
读老服务部:(。10)68523946
中国标准出版社秦皇岛印刷广印割 各地新华书店经销
开木880X1230 1/16 印张3 字数88千字 2014年3月第一版 2。14年3月第••次印刷

*
υ j 15S066 • 1-47771 定价 42. 00 Jt
如有印装差錯由本社发行中心调换 版权专有侵权必究
举报电话 S(OIO)68510107
打 C2IJHftJ; 20】■!年4 月 16H F009A
'醇由检测合同隗制为单而…次扫査。
'附加串列检测技术执检测合同特别规定。
<仅由检测合同特别规定n
&焊缝表而应符合第8章更求.焊缝表面可要求磨平,单面环焊缝只磨外表面即可。
如果只进行单面扫查,应选用2个角度的探头IS
r在15 mm<i≤25 Em范帽内,如果选用低于3 MHZ的頻率,1个角度的探头扫査即可s,