YS/T 93—1 996
1 996-04-01 发布
1 997-05-01 实施
中国有色金属工业总公司发布
本标准参照国外相应的有关标准,结合我国的膏状软钎料使用情况而制定的。膏状软钎料的分类与 国际标准ISO 9454-1中的《软钎焊剂分类》一致。焊粉形状和粒度分布测定以及焊膏的润湿性试验分别 见附录A(标准的附录)和附录B(标准的附录)。
与本标准配套的标准有:GB 313K锡铅焊料》。
本标准由中国有色金属工业总公司标准计量研究所提出并归口 .
本标准由中国有色金属工业总公司昆明贵金属研究所负责起草。
本标准主要起草人:李志平。
中华人民共和国有色金属行业标准
1范围
本标准规定了膏状软钎料(简称焊膏)的产品分类、技术要求、试验方法、检验规则以及标志、包装、 运输、贮存。
本标准适用于熔化温度低于427。C的膏状软钎料。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均 为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 3131—88锡铅焊料
GB 10574. 1〜1057. 14—89锡铅焊料化学分析方法
3定义
本标准采用下列定义。
3.1 焊膏 PaSte SOlder
由软钎焊粉末和膏状钎焊剂调制而成的均匀混和物。
3.2 活性剂 acticator
为改善焊接效果的钎焊剂组分之一.
3- 3 润湿性 Wetting
熔融的钎料在基体(母材)表面的扩展程度。
4产品分类
4- 1分类
4∙ 1-1焊粉的颗粒形状分为球形(S)及不定形,即异形(I)两种。
焊粉颗粒的最大直径与最小直径之比为1∙ 2左右的粉末颗粒占90%以上的为球形(S),其他粉末
为不定形(I )0
4-1-2焊粉粒度分类应符合表1的规定。
表1焊粉粒度分类
|
分类 |
粒度范围 |
|
颗粒直径mm | |
|
Ia |
150 〜75 |
|
Ib |
150 〜20 |
|
2a |
75 〜45 |
|
2b |
75 〜20 |
表1(完)
|
分类 |
_______________粒度范围_______________ |
|
颗粒直径mm | |
|
3 |
45~20 |
|
4 |
38~20 |
|
5 |
25~15 |
4∙1∙3表1以外的焊粉粒度由供需双方商定。
钎焊剂分类应符合表2的规定。
表2钎焊剂分类及代码
|
~島斯类曷~ |
主组分及其代码 |
活性剂成分及其代码 |
形态 | ||
|
- 树脂类 |
1——松香(痂iʒ 2--非松香(树月旨)___________ |
1- Z- |
-未加活性剂 —加入卤化物活性剂 |
A- |
——液态 |
|
- 有机物类 |
| ||||
|
3- |
——加入非卤化物活性剂 |
B- |
——固态 | ||
|
-加入氯化钱 | |||||
|
3 无机物类 |
1——盐类______________ |
2- |
——未加氯化铉_________ | ||
|
2二酸类 |
2- |
——其他酸____________ |
C- |
——音状 | |
|
3--碱类 |
I- |
一胺及(或)氨类 | |||
|
注:其他活性剂也可存在。___________________________________________ | |||||
4∙1∙ 5焊膏根据焊粉的合金种类、焊粉形状与尺寸以及钎焊剂的类型进行分类。详见表3。 表3焊膏的种类
|
- 软钎料 - |
钎焊剂 | |||||
|
合金系 |
合金种类 |
焊粉 |
类型 |
主剂 |
活性 成分 | |
|
形状 |
尺寸 | |||||
|
Sn-Pb |
Sn95Pb5,Sn65Pb35,Sn63Pb37 > |
Si |
Ia |
^^1 ~ |
]— |
—1 |
|
Sn6OPb4O,Sn55Pb45,Sn5OPb5Q____________________ |
I |
Ib |
2 |
3 |
2 | |
|
Pb-Sn |
Pb55Sn45,Pb60Sn40,Pb65Sn35 |
2a |
3 |
3 |
3 | |
|
Pb70Sn30,Pb80Sn20,Pb90SnlO |
2b | |||||
|
Pb95Sn5.Pbθ8Sπ2 |
3 | |||||
|
Sn60Pb39. 2SbO. 8 |
4 | |||||
|
Sn-Pb-Sb |
Sn4OPb58. 25Sbl. 75________________________________ |
5 | ||||
|
Sn-Pb-Ag |
Sn62Pb36Ag2 | |||||
|
Pb-Sn-Zn |
Pb57Sn38Zn4. 5SbO. 5 | |||||
|
Pb-Ag-Sn |
Pb97.SAgl.5Snl | |||||
|
Pb-Sn-Ag |
Pb93. 5Sn5Agl. 5 | |||||
4-2牌号表示方法
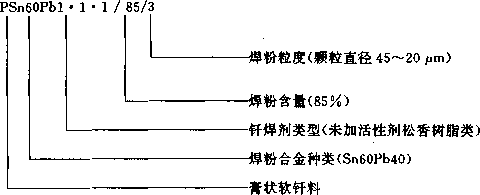
焊膏牌号表示由代号“P”加上焊粉合金种类、钎焊剂类型、焊粉含量(质量百分数)及焊粉的粒度组 合而成。
示例:
5要求
5-1软钎焊粉末
5-1-1焊粉合金成分应符合GB 3131规定。
5-1.2焊粉应混合均匀,表面有光泽且无小粒子附着。
5- 2焊膏外观及稳定性
焊膏中焊粉应均匀悬浮在助焊剂介质中,焊膏应无分层,无胶状或结块现象。
5-3焊膏中钎焊粉比例
焊膏中软钎焊粉的质量百分数为80%〜92%。
5-4焊膏润湿程度
焊膏润湿程度分为四级,详见表4。
表4焊膏润湿程度
|
级别 |
I级 |
1级 |
X级 |
IV级 |
|
润湿面积 |
s≡>s1 |
5i=5ι |
SZ为Sl的大部分 |
形成焊球不润湿 |
|
注:SI为焊膏熔化前的涂敷面积为焊膏熔化后的扩展面积.________________________ | ||||
6试验方法 、
6-1焊粉的化学成分分析按GB 10574. 1-10574.14进行.
6-2焊膏外观及稳定性试验:在容器中配IoOg焊膏,进行充分搅拌,再将焊膏转移到另一个类似容器 中进行搅拌,应避免进入空气,不使焊膏发热,直至其呈均匀状态。平整焊膏表面,盖上容器,在22. 5'C ±5-5tC的水浴中保持24 h,目测检验焊膏外观及其稳定性。
6- 3软钎料的质量百分数测定:从均匀混合的焊膏中准确称取试样20 g±0. 01 g(m1)f置于清洁增垠 中,加热至钎料完全熔化,仔细搅拌熔化的钎料至无任何残留钎剂为止。使钎料冷却凝固,取岀凝固的钎 料,用水清洗,再用乙醇等充分清洗残余助焊剂。在常温干燥后准确称量熔化凝固后的钎料重量⅛)o 根据下式计算软钎料的质量百分数,%(後/折): .
H = mz∕ml X 100
式中:H——软钎料的质量百分数,%G√m);
g——固化、清洁后的钎料质量,g;
皿 —— 焊膏试样的原始质量,g°
6-4焊粉形状及粒度分布测定按附录A进行。
6-5焊膏润湿性试验按附录B进行或供需双方商定.
7检验规则
7∙1检査和验收
7-1-1产品由供方技术监督部门进行检验,保证产品质量符合本标准规定,并填写产品质量证明书。
7-1-2需方可对收到的产品进行检验。若检验结果与本标准的规定不符时,应在收到产品之日起三个 月内向供方提出,由供需双方协商解决。
7.2组批
产品应成批提交验收,每批由同一牌号的产品组成。每批重为1〜10 kgβ
7-3检验项目
7.3-1每批产品应检验的项目有:
a) 焊粉合金种类;
b) 助焊剂类型;
C)焊粉含量;
d)焊粉粒度。
7- 4仲裁抽样
仲裁抽样在需方由供需双方共同进行,每批产品随机抽取3个试样。
7∙5检验结果判定
抽样检验的3个试样中,若有1个不合格,则该批产品仍为合格。
8标志、包装、运输、贮存
8- 1产品应装入洁净的塑料或玻璃密封容器内,然后将容器装入包装箱内。每个容器装焊膏不小于
500 g0应防止容器损坏,以免沾污产品,并按最佳方法对产品提供良好保护。
8-2包装箱外应标有“小心轻放"、“防潮"字样或标志,注明:
a) 需方名称;
b) 产品名称、牌号;
C)产品件数、净重;
d)供方名称。
8-3每批产品应附有质量证明书,注明:
a) 供方名称;
b) 产品名称、牌号、规格;
C)产品批号;
d) 产品毛重、净重;
e) 各项检验结果及检验部门印记;
f) 本标准编号;
g) 岀厂日期。
8-4产品在运输过程中应轻装轻卸,勿压勿挤,并采取防震措施。
8-5产品应贮存在洁净、干燥环境中。
附录A
(标准的附录)
焊粉形状及粒度分布的测试方法
AI范围
本方法规定了焊粉形状、表面状态及粒度分布的测试方法。
本方法适用于焊膏中焊粉的形状及粒度分布的测定。
A2试剂
A2-1异丙醇,分析纯。
A2-2丙酮。
A2-3松香溶液。
A3仪器及设备
A3-1扫描电子显微镜。
A3.2金相显微镜(Io0,倍)及照相摄景装置。
A3- 3目镜,最小分度io Fmo
A3.4振动筛分器。
A4测定程序
A4-1焊粉形状及表面状态的测定
A4.1.1试样制备:在4 g松香溶液中加入1 g均匀的焊膏,搅拌后取一小滴置于两块玻璃片之间夹 紧,待用-
A4.1-2在扫描电子显微镜和金相显微镜下观察试样的粉末形状和表面状态。
A4-2焊粉粒度分布的测定
A4∙2∙1树脂基处理:在一个不定期搅拌的烧杯中用15OmL异丙醇浸煮含K)5 g焊粉的焊膏(加热温 度5OC±5C)至钎料沉淀,助焊剂溶解。倾出上清液,再加入异丙醇反复清洗5次,倾岀上清液;在沉淀 的焊粉中再加入丙酮洗涤,使粉末沉淀,倾出上清液,在110'C干燥,直至粉末恒量。
A4. 2- 2水溶基处理:在烧杯中用150 mL水浸煮105 g焊膏至粉末分散,使粉末沉淀,倾出上清液.反 复洗涤5次,在IIoSC干燥,直至粉末恒量。
A4∙ 2∙ 3准确称取100 g干焊粉末,放入标准筛中振动2 min,求出粒度的质量百分数;或者把干焊粉 末在100倍显微镜下照相,测量其粒度分布,绘出粒度分布曲线。
A4∙ 2-4焊粉粒度分布的测定方法除了用振动筛分法外,还可用沉降吸收法、激光衍射法和激光扫描 法。
附录B
(标准的附录)
润湿性试验方法
Bl范围
本方法规定了焊膏润湿性试验方法。
本方法适用于在一定条件下测定焊膏中钎焊料在熔融状态下在平滑的基板上扩展的程度。
B2试剂与材料
B2-1异丙醇
B2- 2试验板,50 mm×50 mm×0. 5 mm的铜板、黄铜板。
B2- 3金属模板,厚度O- 2 mm,板上有°6∙ 5 mm的4个小孔,孔的中心距为10 mmβ
B2-4钎焊浴,在IOO mm×100 mm×75 mm的焊锡锅中,放入熔融的Sn60Pb40钎料,温度为235。C ±2'Co
B2 5干燥器。
B2-6刮板。
B2∙7 砂纸»600# β
B3试验程序
B3.1分别用铜板和黄铜板各做一次试验。
B3-2试验步骤为*
B3.2-1将焊膏放置至室温,用异丙醇和砂纸清洁试验板表面。把金属模板盖在试验板上,用调料勺将 搅拌均匀的焊膏涂在金属模板上,使孔宛全填满焊膏(S),移去金属模板。
B3∙2∙2在150。C的干燥器中干燥试验板Imin,用刮刀清理钎焊浴表面,将涂有焊膏的试验板放置在 钎焊浴表面加热。
B3∙2∙3焊料嬌化后,保持5 s,从钎焊浴中水平将试验板提起,保持水平位置直至钎焊凝固(面积为 5≡)β
B3. 2- 4将熔化前的焊膏涂敷面积51和熔后扩展面积S2进行比较.
6