
ICS 77. 140.70
H 44
GB/T 1 1264—2012
代蕃 GB/T 11264—1989
Hot-rolled Iight rails
2012-11-05 发布
2013-05-01 实施
中华人民共和国国家质量监督检验检疫总局岩布 中国国家标准化管理委员会发布
本标准按照GB/T 1.1—2009给岀的规则起草。
本标准代替GB/T 11264—1989«轻轨》。
本标准与GB/T 11264-1989相对比,对下列主要技术内容进行了修改:
——将标准名称修改为“热轧轻轨”;
——轻轨型号增加了 18 kg/m、24 kg/m;
—轻轨尺寸检验项目增加了头高、螺孔中心线上下偏差、截面偏称;
—增加了“经供需双方协商,并在合同中注明,可按其他牌号供货”;
——降低了钢中杂质元素S、P含量,增加了小型号轻轨的力学性能;
—取消了落锤试验;
—调整了长度允许偏差要求。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会(SAC/TC 183)归口。
本标准主要起草单位:唐山钢铁集团有限责任公司、河北永洋钢铁有限公司、冶金工业信息标准研 究院。
本标准主要起草人:邓翠青、王永红、孙晓玲、赤荣、刘宝石、陈春生、侯捷。
本标准所代替标准的历次版本发布情况为:
——GB/T 11264—1989o
热轧轻轨
1范围
本标准规定了热轧轻轨的订货内容、型号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验 规则及包装、标志和质量证明书等。
本标准适用于矿业、林业、建筑等轨道用途的热轧轻轨。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 223. 5
GB/T 223. 12
GB/T 223. 53
GB/T 223. 54
GB/T 223. 59
GB/T 223. 63
GB/T 223. 68
GB/T 223. 69
GB/T 228. 1
GB/T 231. 1
GB/T 2101
GB/T 2975
GB/T 4336
YB/T 081
钢铁酸溶硅和全硅含量的测定还原型硅钥酸盐分光光度法
!钢铁及合金化学分析方法
碳酸钠分离-二苯碳酰二胱光度法测量铭量 火焰原子吸收分光光度法测量铜量 火焰原子吸收分光光度法测量線量
:钢铁及合金化学分析方法
:钢铁及合金化学分析方法
'钢铁及合金磷含量的测定显磷钥蓝分光光度法和镑磷钥蓝分光光度法
:钢铁及合金化学分析方法高碘酸钠(钾)光度法测定镒量
:钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量
'钢铁及合金碳含量的测定管式炉内燃烧后气体容量法
金属材料拉伸试验第1部分:室温试验方法
金属布氏硬度试验 第1部分:试验方法
型钢验收、包装、标志及质量证明书的一般规定
钢及钢产品力学性能试验取样位置及试样制备
碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
冶金技术标准的数值修约与检测数值的判定原则
3订货内容
按本标准订货时,用户需提供以下信息:
a) 本标准编号;
b) 牌号;
C)型号;
d) 长度;
e) 重量;
f) 其他要求。
4型号、尺寸、外形、重量及允许偏差
4. 1 型号
妾轻的型号应符合表1的规定,经供需双方协商并在合同中注明,可供其他型号的轻轨。
轻轨型号/(kg/m)
9,12,15,18,22,24,30
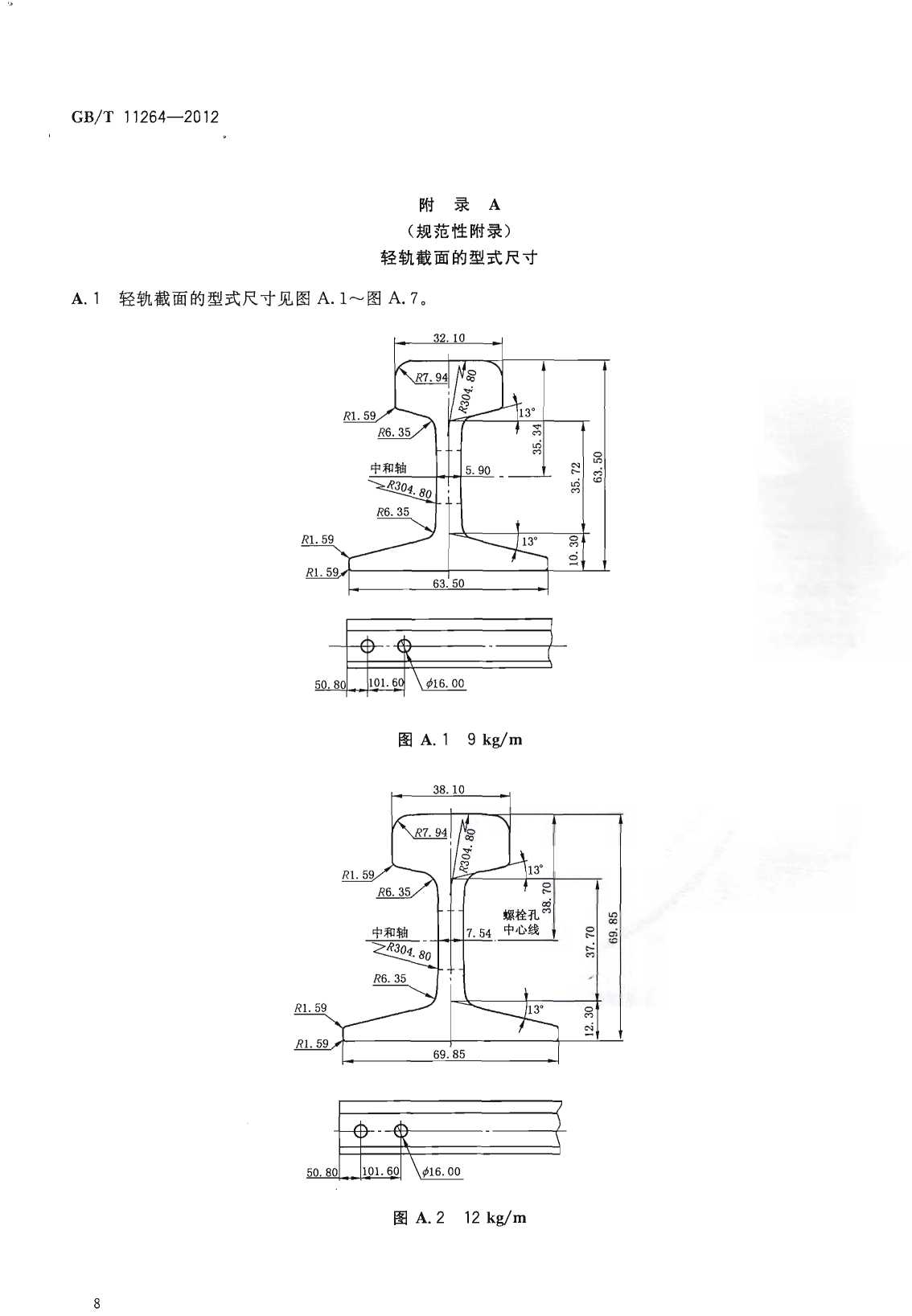
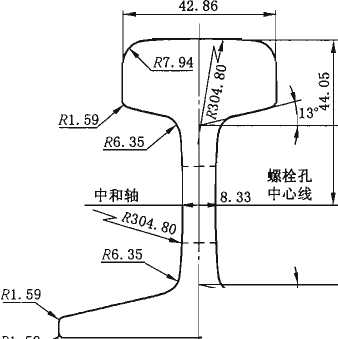
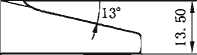
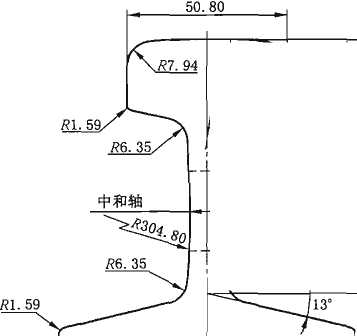
4.2截面尺寸及允许偏差 4. 2. 1 9 kg/m、12 kg∕mJ5 kg/m.18 kg/m、22 kg/m、24 kg∕m>30 kg/m 轻轨截面图示及标注符号如 图1所示。
4.2,2
4,2.3
4.2.4
轻轨觀
轻轨截
18 kg∕m⅜4 k,
的点式尺寸应符合附录A的规定。童
,尺寺'截面面积、理论重量及截面特性参数应符合表2的规定。疔
,截SW囑濡奮氣嚏豔重及截商辑≡⅛数应捋合譚3的规定。
|
型号/ (kg/m) |
A |
履面特性参数 | ||||||||||||
|
轨高 |
底宽 |
头宽 |
底高 |
腰厚 |
「義齊 面积 |
置 |
惯性矩 |
截面 系数 |
回转 半径 | |||||
|
A/' Cm2 |
W/ (kg∕ m) | |||||||||||||
|
A |
B |
C |
D |
E |
F |
t |
Cl Cm |
e/ Cm |
1/ Cm4 |
W/ Cm3 |
H Cm | |||
|
9 |
63. 50 |
63. 50 |
32. 10 |
17. 48 |
35. 72 |
10. 30 |
5. 90 |
11. 39 |
8. 94 |
3. 09 |
3. 26 |
62.41 |
19. 10 |
2. 33 |
|
12 |
69.85 |
69. 85 |
38. 10 |
19.85 |
37. 70 |
12. 30 |
7. 54 |
15. 54 |
12. 20 |
3.40 |
3. 59 |
98.82 |
27. 60 |
2. 51 |
|
15 |
79. 37 |
79. 37 |
42.86 |
22. 22 |
43.65 |
13. 50 |
8. 33 |
19.33 |
15. 20 |
3. 89 |
4. 05 |
156.10 |
38. 60 |
2. 83 |
|
22 |
93. 66 |
93. 66 |
50. 80 |
26. 99 |
50. OO |
16. 67 |
10. 72 |
28.39 |
22. 30 |
4. 52 |
4.85 |
339.00 |
69.60 |
3. 45 |
|
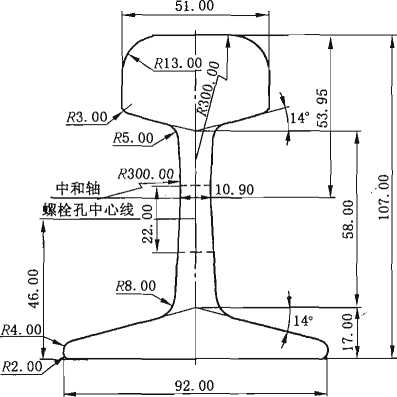
30 |
107. 95 |
107. 95 |
60. 33 |
30. 95 |
57. 55 |
19. 45 |
12. 30 |
38. 32 |
30. 10 |
5. 21 |
5. 59 |
606.00 |
108.OO |
3.98 |
|
型号/ (kg∕m) |
截面尺寸∕mm |
截面 面积 Al cm2 |
理论 重量 W/ (kg∕ m) |
截面特性参数 | ||||||||||||
|
轨髙 |
底宽 |
头宽 |
头高 |
腰高 |
底高 |
腰厚 |
重心位置 |
惯性矩 |
截面系数 | |||||||
|
A |
B |
C |
D |
E |
F |
t |
Cl Cm |
e/ Cm |
Cm4 |
4/ Cm |
WI Uc/ Cm3 |
W2 Ue/ cm3 |
W3 J√0.5B∕ cm3 | |||
|
18 |
90. 00 |
80. 00 |
40. 00 |
32.00 |
42. 30 |
15. 70 |
10. 00 |
23. 07 |
18. 06 |
4. 29 |
4.71 |
240. 00 |
41. 10 |
56. 10 |
51. 00 |
10.30 |
|
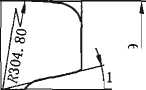
24 |
107. 00 |
92.00 |
51. 00 |
32. 00 |
58.00 |
17. 00 |
10. 90 |
31. 24 |
24. 46 |
5. 31 |
5. 40 |
486. 00 |
80. 46 |
91. 64 |
90. 12 |
17.49 |
4.2.5轻轨尺寸允许偏差应符合表4的规定。
4.3长度及允许偏差
4.3. 1轻轨的长度应符合表5的规定。经供需双方协商,可供其他尺寸的轻轨。
4.3.2不小于4 m的短尺轻轨的交货数量不得大于该批总重量的3%。
4.3.3轻轨长度允许偏差应符合表6的规定。
|
项 目 |
允许偏差∕mm | |
|
9 kg/m、12 kg∕m |
15 kg/m、18 kg/m、22 kg/m、24 kg/m、30 kg∕m | |
|
轨高A |
+ 1. 25 -0.75 |
+ 1. 00 -0.75 |
|
底宽B |
±2. 00 |
±2. 00 |
|
头宽C |
±1.00 |
±0.75 |
|
_______头高D |
±0. 50 |
士 0. 50 |
|
腰高E |
±0. 50 |
±0. 50 |
|
童厚t |
+ 1. 00 -0. 25 |
+ 0.75 -0. 25 |
|
螺孔间距 |
±0.75 |
, ±0.75 |
|
螺孔直径 |
+ 1.00 -0.75 |
±0.75 |
|
螺孔至轨端距离 |
±1.00 |
±0.75 |
|
I骡孔中心线上下偏差一 |
±0. 50 |
±0.50 |
|
截面偏称 套百对垂直线轴不对称) :___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ |
不苞过公差之半 |
不超过公差之半 |
|
I 注:头壽5、腰高E由孔型设计保证。 | ||
|
型号,kg∕m |
长度/m |
|
9,12,15,18,22,24,30 |
12. 0,11. 5,11.0,10. 5,10.0,9.5,9.0,8. 5,8. 0,7. 5,7. 0,6. 5,6.0,5. 5,5.0 |
|
型号/(kg/m) |
允许偏差∕mm |
|
9,12,15 |
—1 ±15' |
|
18,22,24, |
一T- ±汙 |
|
'经供需双方协商,并专与翳允许偏差可为0〜+ 30 b经供需双方协商,岁^聲允许偏差可为。〜+20 mm。 . | |
|
4.4外形 |
|
4. 4. 1弯曲y |
|
4.4. 1.1 轻 W每 4 |
|
4.4. 1.2轻费端洛 |
|
KSI | |||
|
■ |
表7 |
'澈 |
|
I型号/(kg/亜 |
端部弯曲度 |
|
~⅛部250 mm内不址1/ - | |
|
\ 15”,22,.4,30_______________ |
端部500 mm内应不大于1 Xnm |
4.4.2扭转
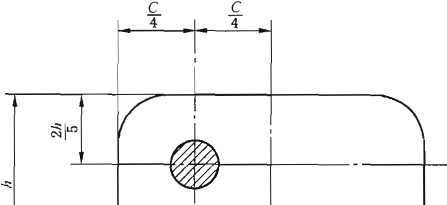
4. 4.3端部形状
轻轨端部形状应符合表8的规定。
轻轨不应有影响使
|
型号/(kg/m) |
端部形状 |
|
9,12,15,18 |
端面的倾斜在任何方向应不大于3 mm |
|
22,24,30 |
端面的倾斜在任何方向应不大于1 mm |

4.5重量
量交货。
4
5技术要求
5. 1牌号及化学成分 5. 1. 1钢的牌号和化学成分(爆炼分析)应符合表9的规定。
型号 /(kg/m)
化学成分(质量分数)/%
Mn
50Q
≤12
≤O. 040
≤0.040
55Q
≤30
0. 15 〜0.35
≤0.040
≤0. 040
45SiMnP
苍 35-0. 55
0. 50 — 0. 80
50SiMnP
X ≤3>
0. 45—0. 58
0.50 〜0.80
0.60 〜r⅛⅞*
0. 60~l. 00
W°∙ 120
≤0. 040
120
≤0. 040

5. 1.2 Cr、 、Cq';为残余元素时,CUWo.25%,Cr≤O. 25%,NiWO. 30%。供方能保证符合规定时,可 不进行这些元素的化学分析。

5. 1.3经供需成'方协商,并在合同中注一
冶!

5.2
钢应采用氧气转炉或电炉冶炼。除非需方有特殊要求,冶炼方法由供方选择O
5. 3
交货状态
∖'Λ ,
轻轨以嚥轧
、态交货。,
5. 4
力学和工艺
5.4. 1轻轨的
和玉艺性能应符合表10的规定。
表10
|
牌号 |
布氏硬度 HBW | ||
|
(kg∕m) |
MPa | ||
|
50Q |
≤12 |
≥569 |
— |
|
55Q |
≤12 |
≥685 |
— |
|
15 〜30 |
≥197 | ||
|
45SiMnP |
, ≤12 |
≥569 |
— |
|
50SiMnP |
≤12 |
≥685 |
— |
|
15 〜30 |
≥197 |
5.4.2供方如能保证硬度合格,硬度可不作检验。
5.5表面质量 5. 5. 1轻轨断面不得有缩孔残余和分层。
5.5.2 轻轨表面不应有裂纹、结疤、折叠、气泡、夹渣等对使用有害的缺陷。允许有深度不超过 0.75 mm的局部划痕、凹坑。在安装接头夹板(鱼尾板)区域外的轨腰及其相邻上下两斜面上,允许有 高度不大于2 mm的凸出部分;与接头夹板接触面内的凸出部分应予清除。
5. 5. 3轻轨表面局部缺陷允许清理,清理深度从实际尺寸算起不应超过1. 5 mmo
5. 5.4螺栓孔表面应平整,不应有裂纹,毛刺高度不应大于2 mm。
6试验和检验方法
每批轻轨的检验项目、试样数量、取样方法和试验方法应符合表H的规定。
表11
|
厂序号 |
检验项目 |
试样数量/个 |
取样方法 |
试验方法 |
|
1 |
熔炼分析 |
1/炉 |
GB/T 20066 |
GB/T 223,GB∕T 4336 |
|
2 |
拉伸试验 |
1 |
GB/T 2975 见图2,试样直径10 mm |
GB/T 228. 1 |
|
3 |
布氏硬度 |
1 |
GB/T 2975 在轨头踏面的纵向中心线上 |
GB/T 231.1 |
|
4 |
表面质量 |
逐支 |
目视 | |
|
5 |
尺寸、外形 |
逐支 |
— |
量具____ |
7验收规则
7. 1检查和验收
轻轨的检查和验收应由供方技术质量监督部门进行。
7.2组批规则
轻轨应成批验收,每批应由同一牌号、同一熔炼炉号、同一型号的轻轨组成。也可由同一牌号、同一 型号、同一冶炼方法的不同炉号的轻轨组成混合批,每批重量不应大于200 t,但各炉号的含碳量差不应 大于0. 05%,含镒量差不应大于0. 15%。
7.3取样数量和取样方法
取样数量和取样方法应符合表11的规定。
7.4复验与判定
轻轨复验和判定应符合GB/T 2101的规定。
8包装、标志和
量证明
拉伸试样取样位置
交货,每捆至少挂两个标审 .腰轧上戲起的型喜和厂4 包装、标志规定及质量证切
牌号、炉(批)号
fT 2101.
9数值修
数值修乡
规定应按照YB/T 081的规定。
q9∙二
79. 37
|
ι _____________________________________________________________________________________________________________________________________________f | |||
|
_Z |
>___Z |
I K___二 | |
|
50. 80 |
∖ T | ||
|
W1.60 |
∖°20. OO | ||
图 A. 3 15 kg/m
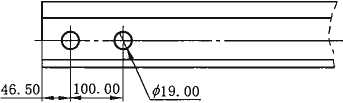
图 A. 4 18 kg/m
|
/ ______________________________________________ f | |||
|
r |
___C |
ʌ___' | |
|
y <. | |||
|
63. 50 |
127LO0. |
∖φ24. 00 |
&1. 59’
93. 66
6
6
13。S

螺栓孔
10.72 中心线
图 A. 5 22 kg/m
|
7 | |||
|
—4 |
S___ |
----------------------------------------------------------------------------f ʌ___' | |
|
T ʌ |
t | ||
|
60. 00 |
ιpo.四 |
∖φ22.00 |
图 A, 6 24 kg/m
60. 50
127∙ QO

图 A, 7 30 kg/ɪn
中华人民共和国
国家标准
热轧轻轨
GB/T 11264—2012
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(IoooI3) 北京市西城区三里河北街16号(100045)
/ 网址 www∙ spc. net. Cn
总编室:(010)64275323 发行中心:(010)51780235
读者服务部:(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
*
开本880X1230 1/16 印张1 字数22千字 2013年4月第一版 2013年4月第一次印刷

*
书号:155066 • 1-46022 定价 18.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究 举报电话:(010)68510107
打印日期:2013年6月13日SAN02