CB 1210 — 90
1 99 0- 02- 2 5 发布
1 990- 1 2- 0 1 实施
中国船舶工业总公司发布
中国船舶工业总公司部标准
CB 1210 — 90
分类号:U 68
潜艇潜望镜外镜管通用技术条件
Il主题内容与适用范围
本标准规定了潜艇潜望镜外镜管(以下简称镜管)的技术要求、试验方法、检验规则、标志、包装、运 输和贮存等。
本标准适用于潜艇潜望镜外镜管的制造与验收,其他类型潜望镜外镜管的制造与验收亦可参照使 用。
GB 1182形状和位置公差代号及其注法
GB 1183形状和位置公差术语及定义
GB 1184形状和位置公差未注公差的规定
GB 1800公差与配合总论标准公差与基本偏差
GB 1801公差与配合 尺寸至500 mm孔、轴公差带与配合
GB 1958形状和位'f⅞公差检测规定
GJB 175.6舰艇及其装备术语潜望镜
CB 1140潜艇潜望镜外镜管毛坏技术条件
3∙ 1承受压力
镜管应能承受4∙ 5 MPa的静水压力下不漏水。
3-2密封性
镜管应具有密封性,在0. 2 MPa的大气压下不漏气。
3-3镜管毛坯
镜管毛坯应符合CB 1140的要求。
3-4镜管外径和内径系列
镜管外径和内径系列见附录A(参考件)。
3∙5尺寸精度公差
镜管外圆勺内孔直径的公差值,根据产品要求可按GB 1801中加和h8,H10⅛ Hu选取。
3∙6直线度公差值
3- 6.1镜管外圆素线直线度公差值,根据产品要求在每米和全长范围内,可按GB 1184中8~9级选 取。
5∙6∙2圆柱镜管内孔素线直线度每米公差值,根据产品要求可按GB 1184中10〜11级选取。
3-7圆度公差值
3∙ I- 1镜管外圆圆度公差值,根据产品要求,可按GB 1184中8〜11级选取。
3∙ 7∙ 2圆柱镜管距两端400 mm范围内内孔圆度公差值,根据产品要求,可按GB 1184中10〜12级选
由国船舶工业总公司1 990- 02-2 5批准 1 990- 1 2-01实施
取。
3∙8同轴度公差值
镜管外圆轴线与内孔轴线的同轴度公差值,根据产品要求,可按GB 1184中8~12级选取,或者根 据实际需要,对不同部位分别进行要求,如圆锥镜管按8级选取,圆柱镜管在距两端一米范围内下端不 低于9级,上端不低于IO级,其余10〜12级。
3.9对称度公差值
导向键的键槽,对其外圆或内孔轴线的对称度公差值,根据产品要求,可按GB 1184中7〜10级选 取。
3∙ 10表面质量
3∙ 10. 1圆柱镜管外表面在完成精加工后,应进行研磨(或圆磨、形磨、抛光),其表面粗糙度Ra ≤ 0. 63 μmo不允许有刀痕等加工缺陷,同时不允许有孔隙、龟裂、氧化皮、夹杂等毛坯带来的缺陷。在架位 处允许有轻微的环形擦伤,但深度不大于0∙ Imm。
圆锥镜管外表面应进行喷砂或者采用其他工艺措施,使之表面粗糙以增加油漆的附着力。
3.10.2镜管内表面表面粗糙度⅛≤2.5μm0不允许有刀痕等加工缺陷,同时不允许有孔隙、龟裂、氧 化皮、夹杂等毛坯带来的缺陷。
3-11缺陷处理 ’
镜管在加工中造成的缺陷或镜管毛坯带来的缺陷不允许用焊接、灌胶、电镀等方法来弥补。
3- 12内应力的消除
镜管采用冷变形校直后,应进行消除残余内应力的处理。
5-13圆锥镜管与圆柱镜管联接
圆锥镜管与圆柱镜管联接时,应将联接部位清理、清洗后涂锡,加温使锡熔化,把圆锥镜管拧入圆柱 镜管中,使紫铜片压皱为止。
在联接过程中加热温度不应超过400C,加热温度用热电偶温度计控制。
联接后,圆锥镜管轴线与圆柱镜管轴线同轴度偏差应小于GB 1184中10级。
4.1外观检验
镜管的内外表面都应进行检验。表面粗糙度釆用表面粗糙度样板比较法进行检验。在有争议时,采 用电感式电动轮廓仪进行仲裁。外观检验结果应符合3∙ 10、3. 11条的要求。
4- 2尺寸检验
镜管的所有尺寸都应进行测量。
4∙ 2∙ 1外径检验
用外径千分尺,在镜管整个长度范围内,于两个互相垂直的方向上,每隔150 mm处进行测量。
4. 2-2内径检验
用内径千分表在距两端400 mɪn范围内进行测量。
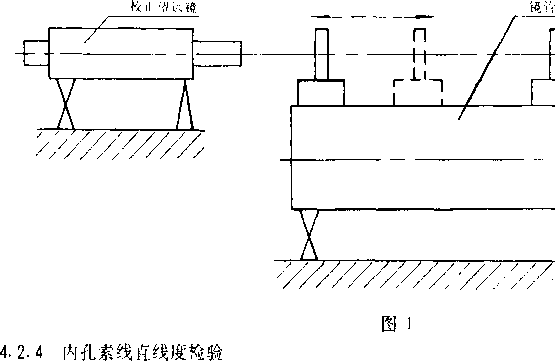
4. 2.5外圆素线直线度检验
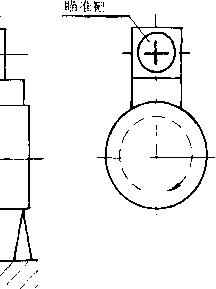
将镜管放在距两端200〜300 mm带滚轮的V型支架上,把瞄准靶放在镜管两端,调整校正望远镜 和镜管,使其校正望远镜光轴与镜管两端瞄准靶中心连线同轴(见图1),瞄准靶沿镜管外圆素线移动, 每隔150 mm测量一次,记下瞄准靶中心在垂直方向的读数。
根据记录数据,用计算法或图解法,按最小条件计算岀该条素线直线度误差。测量若干条素线,取其 中最大的误差值作为镜管外圆素线直线度误差。
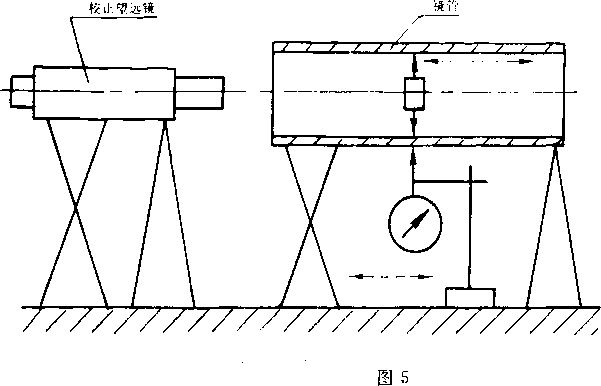
圆柱镜管支承同外圆素线直线度检验(见图2)。
将照光靶放在镜管两端孔中,调整校正望远镜和圆柱镜管,使其校正望远镜光轴与镜管两端照光靶 中心连线同轴。将照光靶沿内孔素线移动,每隔15Omm测量一次,记下照光靶中心在垂直方向的读数。
根据记录数据,用计算法或图解法按最小条件计算出该条素线的直线度误差。
按上述方法,测量若干条素线,取其中最大误差值作为内孔素线直线度误差。
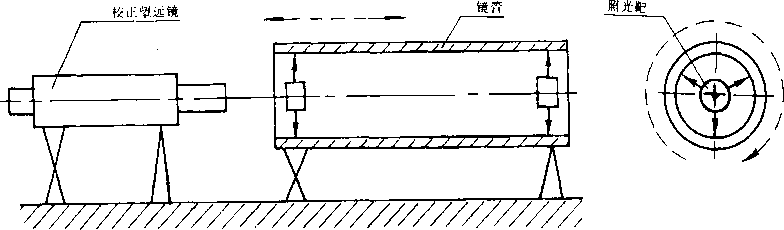
图2
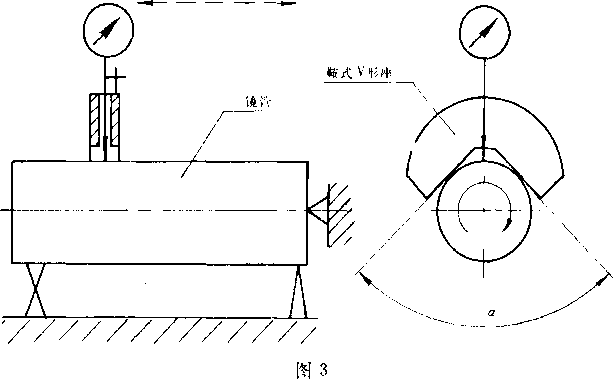
4- 2-5外圆圆度检验
将镜管放在带滚轮的V型支架上,同时固定轴向位置。调整鞍式V型座,使其中心线处于垂直位置 (见图3)o
在镜管旋转一周过程中,千分表读数最大差值之半,作为单个截面的圆度误差。
按上述方法,镜管下端5 m以内每隔150 mm测一个截面,5 m以上每隔1 ɪn测一个截面,取其中最 大误差值作为镜管圆度误差。
鞍式V型座夹角«为90。和120。或72。和108。。在两种支承情况下分别进行测量。
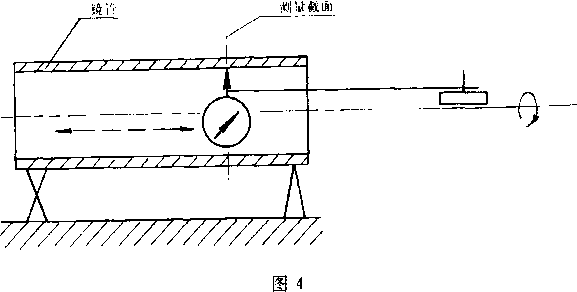
4. 2∙ 6内孔圆度检验
用圆度仪进行测量。将圆柱镜管放在V型支架上,调整镜管,使其内孔轴线与圆度仪旋转轴线同轴 (见图4)0
记录圆度仪旋转一周过程中,测量截面各点的半径差。由极坐标图按最小条件计算该截面的圆度误 差。
按上述方法测量若干个截面,取其中最大的误差值作为圆柱镜管内孔的圆度误差。
4. 2.7同轴度检验
圆柱镜管支承与调整同外圆素线直线度检验。
在同一个截面上,用千分表、校正望远镜和照光靶分别对外圆和内孔进行测量(见图5)。
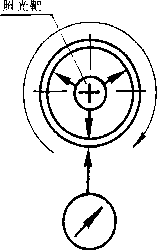
圆柱镜管转动一•周,每30。记录一次数值,由记录的外圆和内孔中心轮廓图形,用最小区域法求出 外圆和内孔的圆心,取两圆心距的两倍值作为该截面镜管外圆与内孔同轴度误差。
也可由记录的外圆和内孔轮廓图形•找出最大内接圆中心。1(内孔)和最小外接圆中心外圆)取 两圆心距。^2的两倍值作为该截面的同轴度误差(见图6)0
按上述方法,两端Im范围内⅛ 250 mm测量一个截面,中间其余部分每60Omm测量一个截面。
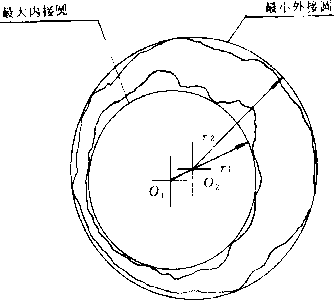
图6
4. 2.8对称度检验
按GB 1958的要求进行检验。
4.3压力试验
压力试验在圆锥镜管与圆柱镜管联接后进行。
把镜管两端塞紧,在镜管内充以4. 5 MPa的静水压力,持续1 h,镜管不应渗水。
4-4密封试验
密封试验在圆锥镜管与圆柱镜管联接后进行。
把镜管两端塞紧,在镜管内充以0. 2 MPa的空气压力,浸在水槽中,持续30 min,镜管不应漏气。
镜管按技术要求和试验方法逐个进行检验。
6-1标志
检验合格的镜管应打上钢印(编号)。对标志中下列内容应以说明书形式提供给订货方。
a.制造厂名;
b∙产品名称(或代号);
C-产品型号;
d∙制造日期;
e.主要参数。
6-2包装
镜管在包装前应仔细清洗,并在非油漆部位涂上防锈油后,用包装纸包好。
包装箱应具有足够的强度和刚性。镜管在包装箱内应可靠定位。与镜管接触的垫块应垫上毛毡、绒 布或泡沫塑料。毛毡和绒布需经杀虫剂处理。
支承镜管的各支点应受力均匀以防镜管变形。
6∙3运输
在起吊、装车和运输过程中,应小心谨慎,严禁剧烈撞击和振动。
6-4贮存
镜管长期存放在库房时,为防止镜管变形,应经常翻转,每季度不少于一次。必要时,应更换防锈油, 重新包装。
附录A
潜望镜外镜管外径和内径系列 (参考件)
Al外径系列D
180,200,220,240,250 mm
A2内径系列d
160,170,(180),190,210,220 mɪn
本标准由中国船舶工业总公司六。三所提出。
本标准由717研究所负责起草。
本标准主要起草人金号政、钱群驹。,
7