中国船舶工业总公司部标准
本标准适用于评价高强度船体结构钢材对T形两面焊透的对称角焊缝横向裂纹及焊道下裂纹的敏 感性。
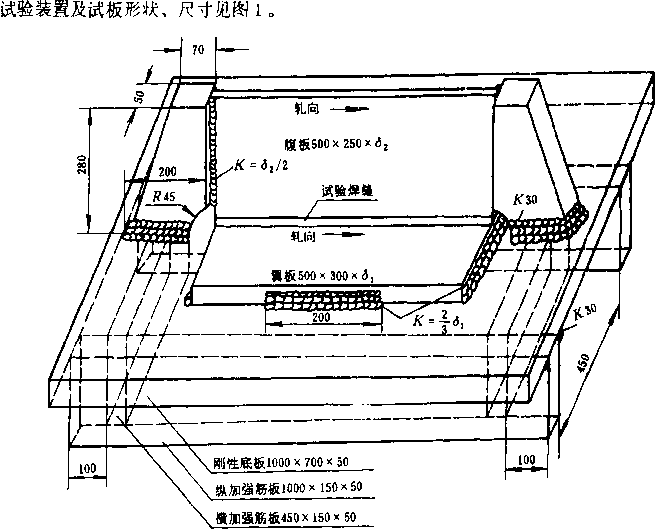
1试件制备
11试验钢板及焊条应符合有关规范或规定,焊条应与钢板相匹配。新钢种鉴定应选取至少两个 批号上限成分钢板进行试验,建造首制产品时建议选取上限成分钢板进行试验,每批号试件数量至少 三件。
图1装置及试件
1.3刚性底板、加强筋板应采用试验用同一牌号钢材或强度相近的钢材。
1-4试板厚度适用范围:翼板δi = 22~30mm,腹板δi = 16~18mm0
1.5腹板坡口按图2进行加工。
中国船舶工业总公司1984 - 12 - 12发布
1985 - 12 - Ol 实施
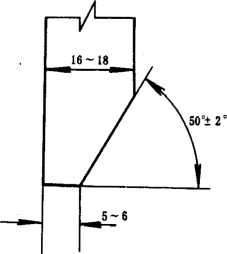
图2腹板坡口加工尺寸
2.1焊接拘束焊缝的焊条与试验焊缝相同。
2.2腹板与翼板的装配间隙应不超过2 mmO
2.3如发现拘束焊缝开裂,则应铲除裂纹重新进行焊接。
2.4待全部拘束焊缝自然冷却至室温后,方可进行试验焊缝的焊接。
2.5试验用焊条应按相应的技术文件要求进行焙烘。
2.6试验焊缝为平焊多层多道焊,打底焊的焊接规范见下表:
|
焊条直径 mm |
焊接电流 A |
焊接电压 V |
焊接速度 mm/min |
|
4 |
160 〜180 |
24 〜28 |
80 ~ 100 |
2.7焊前应采取均匀预热措施,预热温度为80~120"Co
2.8每道焊缝的道间温度应控制在80 ~ IZOtCo
2.9焊道布置及焊缝成型尺寸见图3。
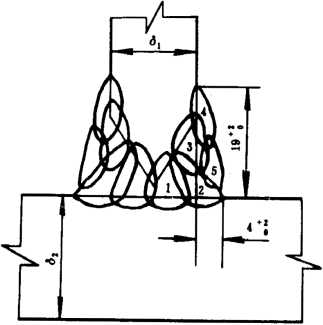
图3焊道布置及焊缝成型尺寸
2.10待正面焊缝全部焊完自然冷却至室温后,在焊缝的另一面进行碳刨抠槽,并尽量使其两面坡 口对称。
2.11碳刨后进行第二面焊接,其焊接工艺、规范及成型尺寸等均与第一面焊缝相同。
2.12待试验焊缝正反二面全部焊完冷至室温,并放置48小时后,用肉眼或借助于5 ~10倍放大镜 进行表面裂纹检査,并详细记录裂纹发生部位、大小及数量等。
2.13将试样从试验装置中割下,并按图4进行切片。
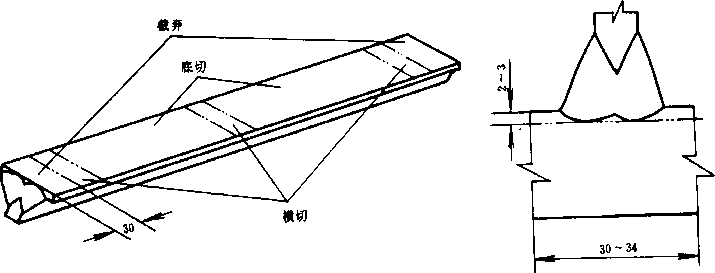
图4裂纹检査切片
2.14横切片宽度为15~20mm,经10%盐酸水溶液热蚀(煮沸),然后用清水、酒精冲洗、烘干, 待检查。
2.15底切片按图4刨至熔合线并经磨床加工,而后经10%盐酸水溶液热蚀(煮沸),直至清晰地 显示焊道形状,然后用清水、酒精冲洗,烘干,待检査。
3.1详细记录横断面及底切面产生裂纹的数量、部位、大小等,必要时用照相记录。
3.2凡因焊接操作不当而导致两端诱发纵向裂纹,应将试验评为无效而重新进行试验。
4试验报吿
试验报告
|
试验件名称 | |||
|
试 验 时 间 |
试 验 单 位 | ||
|
试 验 条 件 |
试验 结 果 | ||
|
钢 材 |
牌号 |
表面裂纹: | |
|
炉批号 | |||
|
板厚 |
ð I = mm δ 2 = mm | ||
|
焊 条 |
牌号 | ||
|
直径 |
mm | ||
|
焙烘 |
内部裂纹, | ||
|
焊接规范 |
电流 |
A | |
|
电压 |
V | ||
|
焊速 |
mm∕ min | ||
|
预热 温 度 |
,C | ||
|
道 间 温 度 |
OC | ||
|
环 境 |
温 度 |
OC |
备注: |
|
湿 度 |
% | ||
附加说明:
本标准由七二五所提出并归口。
本标准由七二五所负责起草。
本标准主要起草人范希贤。
中国标准出版社出版中国标准出版社秦皇岛印刷厂印刷
1985年10月第一版1985年10月第一次印刷 书号i 15169 • 2 6254
标准分享网www.bzfxw.com免费下载