4.1.1 型式 B≡3β

CB 1077.3-89
IIdb ⅞ιfι ⅛∏ ⅛F WW ≡l ≡
1989-01-10 发布
1989—05—01 实施
中国船舶工业总公司发布
中国船舶工业总公司部标准
CB 1077.3—89
特辅机装配工时定额特种机械
分类号:UD2
本标准规定了特种机械的装配、工厂试验工时定额。
2.1本标准规定的工时定额包括作业时间、布置工作地时间、休息与生理需要时间、准备与结束时 间。
2.2本标准中所列总装工时定额包括部件装配工时,但不包括中间工序和拆检工时。
2.3本标准中产品试验工时定额是按试验大纲要求确定的。
2.4本标准规定的工时定额是按单件、小批量生产并在典型条件下给定的,在使用中可根据实际难易 程度进行修正,修正系数K按有关章条的使用说明选用。
2.5本标准规定的技术等级按中国船舶工业总公司一九八三年颁发的《船舶工业工人技术等级标准》 确定的。
2.6本标准的试验工时中包括厂内检验和军代羨检验时间。
中国船舶工业总公司1989-01-10ffi:准
1389-05-01$ 施
3空气筒装置
3.1空气筒装置总装、试验
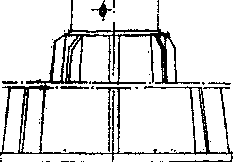
3.1.1型式见图L
ɔ QC=)
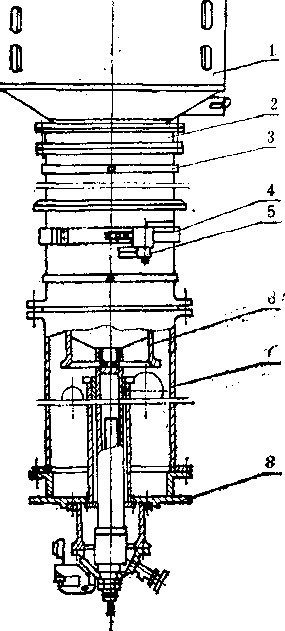
图1
1■—浮阀; 2—接管; 3—•导向围阱; 4—齿圈;
5一齿轮; 6—活动围阱;7—固定围阱; 8—升降机
a. 总装:全部零件从库房领出,去毛刺,清洗,将活动围阱及导向围阱中的导轨打磨抛光。将活 动围阱、导向围阱、固定围阱、接管、齿圈、齿轮、升降机及其它所有零件按照工艺裝配程序进行总 装,并用螺栓、螺母连接紧固;
b, 试验:安装在试验台架上,试验,空载试验,负荷试验,密封性试验,稳压试验,检验,拆
ATt
W
C.油封,打磨、抛光、清洗、涂油、包装。
CB 10T7.8-88
3.1.3工时定额W.
表1
|
操作内容 |
总 装 |
试 验 |
油 封 |
|
工 时 h/台 |
350 |
68 |
30 |
|
技 术 等 级 |
5〜6 |
5〜6 |
4〜5 |
3.2浮阀装配、试验
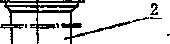
3.2.1型式照图2。
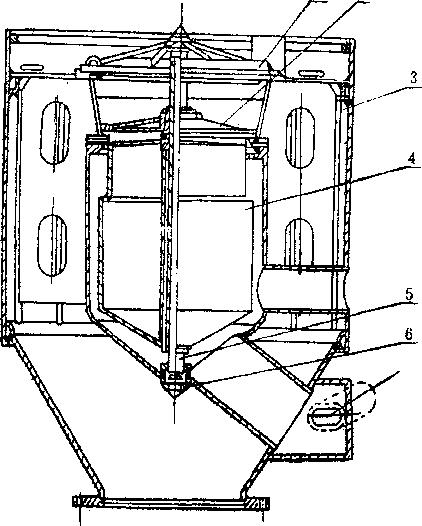
图2
a.装配,全部零件从库房领出,去毛刺、清洗,将主要零件围栏、阀盘、浮子、阀焊、螺帽、密 封环及各种调整环装入浮阀壳体内,并用螺钉连接紧固;
b・试验:安装在试验台架上,注水,具体试验项目按技术试验大纲要求进行。检验、拆餅。
CB 1077.3—8⅛
3.2.3 工时定 SiBWe
|
W 2 | ||
|
操 作 内 容 |
装 配 |
试 验 |
|
X 时 h/台 |
20 | |
|
技 术 等 级 |
4—5 |
4〜5 |
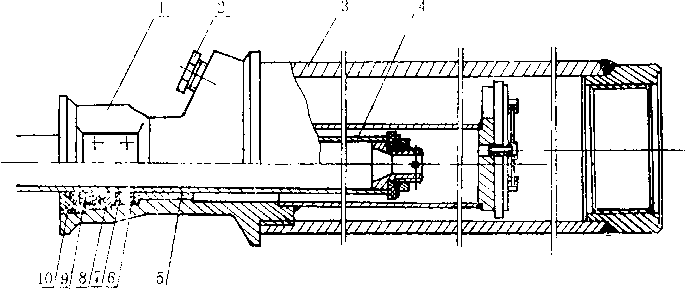
4 H状天线升降装置
4.1 1»状天綫升降装置总装、试验
4.1.1 型式 B≡3β
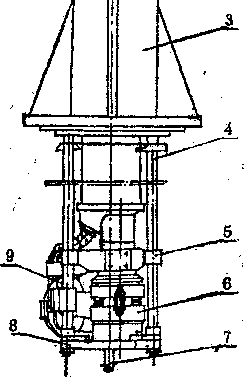
图3
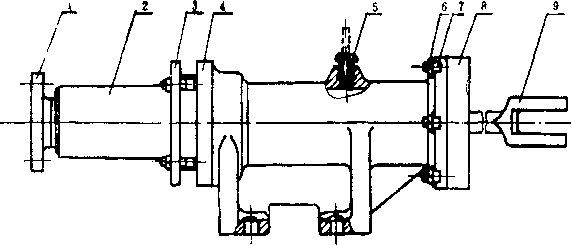
1 一套柱;2—液压升降机桅Ib 3—轴承壳体)4-⅜l⅛jffj 5—支架J
6—缓冲器争7—接头;8-底座? 9一滾轮组
a. 总装:全部零件从库房领出,去毛刺、清洗,将装配好的部件套柱、液压升降机桅杆、轴承壳 体、导向杆、支架、缓冲器、底座、滚轮组、接头,以及其它所有零件按装配工艺程序在试验台架上进 行总装,并用螺栓紧固;
b. 试验:调试,升压试验,稳压试验。具体要求按技术试验大纲进行。检验,拆卸;
c. 油封:打磨、抛光、清洗、涂油、包装。
4.1.3工时定额见表3。
≡ 3
|
操 作 内 容 工 时 h/台 技 术 等 级 |
总 装I试 验 234 ! 56 |
油 封 28 |
|
___________ ..._____ ................. 5~6 5〜6 |
4~5 |
4.2液压升降机桅杆装配 4.2.1型式见图4。
1—液缸;2—压紧螺母;3—活动管;4J柱塞;5—衬套9 6—环;
7—密封环;8—衬环;9—环;IO-螺母
a. 全部零件从库房领出,去毛刺、清洗;
b. 将液缸、柱塞、衬套、环、密封环、衬环、螺母、压紧螺母等装入活动管内,具体装配程序乃 要求按技术装配要求进行。
4.2.3工时定额60h∕台。
4.2.4技术等级:5〜6级。
4.3套柱装配
4.3.1型式见图5。
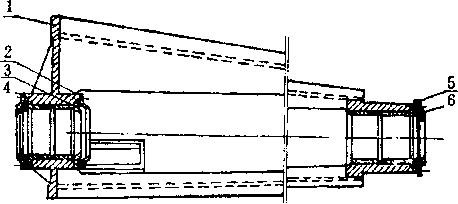
1一套柱;2—衬盘,3—密封环;4一衬环;5—盖
a. 全部零件从库房领出,去毛刺、清洗;
b. 将衬盘、盖、衬环及密封环装入套柱上,并用螺红连接紧固;
c. 衬套抛光。
4.3.3工时定额12h∕台。
4.3.4技术等级:4〜5级。
4.4下轴承装配
4.4.1型式见图6。
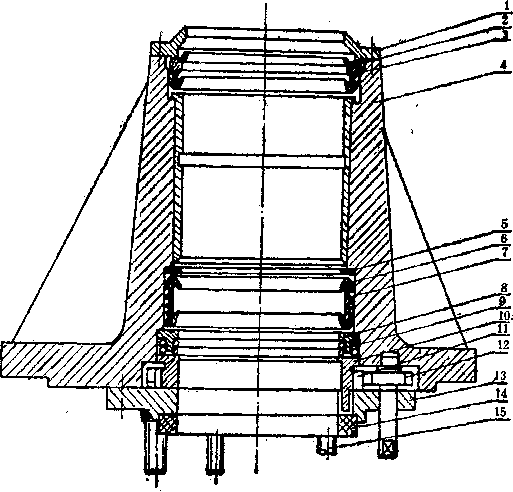
CB7lOI7.8-ββ
1—•衬盘;2—密封环;3—压环;4■—轴承壳体;5—垫圈$ 6—U型环;
7—支承环> 8-衬环;9一0型环,10—衬套;11 一大齿轮;12—小齿轮;
13—盖,14一减震器;15-W栓
4.4.2操作内容,
a. 全部零件从库房领出,去毛剌、清洗;
b, 将铜衬套抛光;
c, 将衬盘、密封环、压环、垫圈、U型环、支承环、衬环、0型环、衬套、 盖、减驀器、螺栓装在轴承壳体内,并用螺钉连接紧固,
大齿轮、小齿轮、
d. 转动小齿轮,使大齿轮和小齿轮啮合好,转动灵活。
4.4.3工时定额:20h∕台。
4.4.4技术等级:5〜6级。
4.5级冲a%E
4.5.1型式见图7。
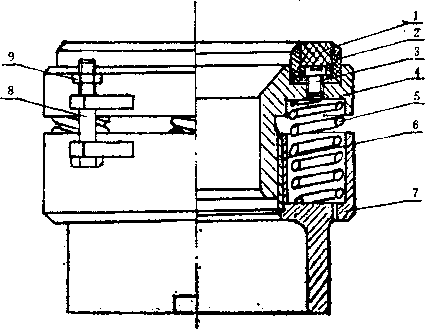
图7
I-塞子;2—减震器$ 3—螺钉;4一衬套;5—弹簧;6—键;
7—壳体3 8—螺栓$ 9—螺母
4.5.2 操作 AWt
a. 全部零件从库房领出,去毛刺、清洗;
b. 配键,将衬套、减震器、弹簧、塞子装在壳体内,并用螺栓连接紧固。
4.5.3工时定额:6h∕台。
4.5.4技术等级:3~4级。
5潜*镣装置熱装、试验
5.1疊式见图8。
3.1.3 H时定额蒐義L
表1
|
操作内容 !总 装 |
试 验 |
油 封 |
|
工 时 h/台 I 350 |
68 |
30 |
|
技 术 等 级 I 5-6 |
5〜6 _ |
4〜6 |
3.2淨阀装胃、试验
3.2.1型式见图2。
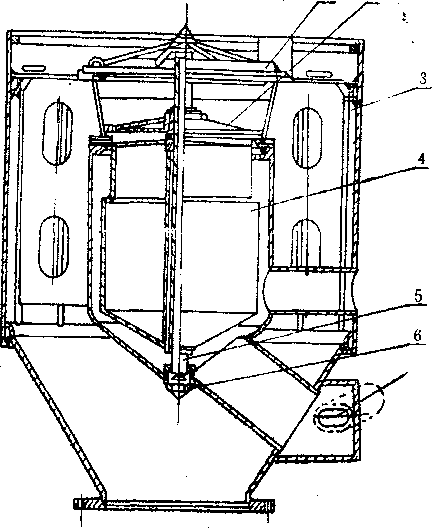
图2
a.装配*全部零件从库房领出,去毛刺、清洗,将主要零件围栏、阀盘、浮子、阀焊、螺帽、密 封环及各种调整环装入浮阀壳体内,并用螺钉连接紧固;
b・试验:安装在试验台架上,注水,具体试验项目按技术试验大纲要求进行。检验、拆卸。
器、鱼雷射击指挥仪表、发射器压力表、潜水压力表、发射气瓶及其固定装置、压力衰固定装置、发射 气瓶充气阀、吹除阀、安全阀、发射阀、单向阀、大气阀、水箱、自动截止仪、自动通海阀、通海气 瓶、启动阀、电磁铁、发射板、鱼雷充气阀、无泡气瓶、充气阀、水深状态调整仪、泄放阀、挡板装 置、润滑管系以及所有其它零件装入发射管的前管、中管、后管体上,并用螺栓连接紧固。拖鱼雷,检
验$
b.油封;清洗、涂油、包装。
6.1.3工时定额见衰5。
展5
操作―扃 5 ɪ 总 装 I 油 封
工 时 h/台 765 8
.. . " _____________ ….……,L — _____一 一
技 术 等 级 j 5〜C : 4〜5
注;由于零件及专用工夹具品种多,在单台小HLinJ断性生产时应选修正系数Z=I.1。在长期停产 而重新组织生产时,选修正系数£ = 1.3。
6.2发财阔說配
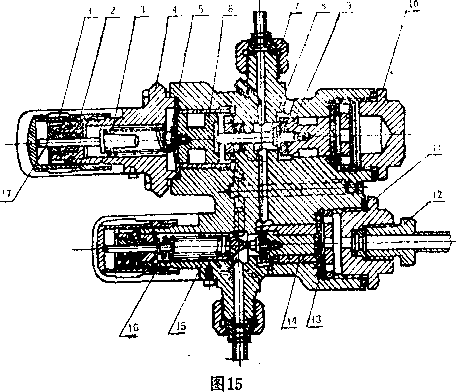
6.2.1 SAJILffilOe
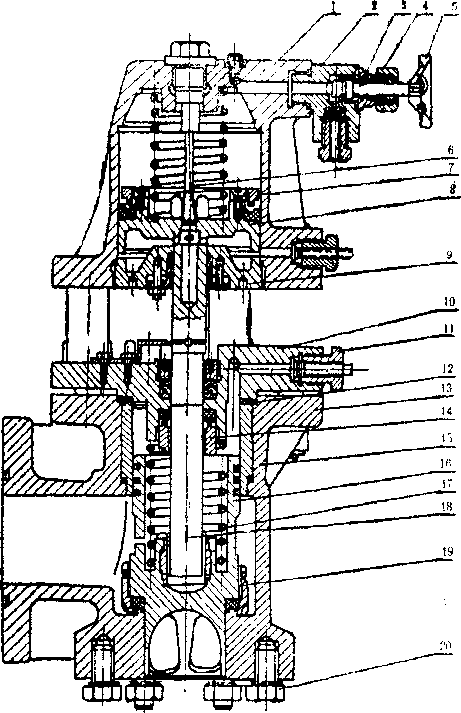
图10
1 一壳体尸2-壳体;3-阀杆;4一螺母;5一手轮;6—滑阀;7—压环$
.8—活塞;9一盖;10—凸盖'Uf旋入接头3 12—垫圈;13—壳体;
14-压紧螺帽;15—衬套;16一阀;17—弹簧;18一阀杆;19一螺帽;
20—螺钉
a. 装配:全部零件从库房领出,去毛刺'清洗。将壳体、阀杆、手轮、滑阀、压环、活塞、盖、 凸盖、旋入接头、垫圈、压紧螺帽、衬套、阀、阀杆、弹簧、螺钉等零件进行组装,程序按工艺要求进 行,检验;
b. 试验:发射阀与单向阀粕小阀组合装杞后进育假海模拟试验,具体试验要求按技术试验大纲进 行.*i⅛0
6.2.3工时定额见表6。
袅6
|
操 |
作 |
内 |
容 |
装 配 |
试 验 |
|
工 |
时 |
h/台 |
18 |
_ ___________ | |
|
技 |
术 |
等 |
级 |
5〜6 |
5~6 _____________________________________ _ _ ........ |
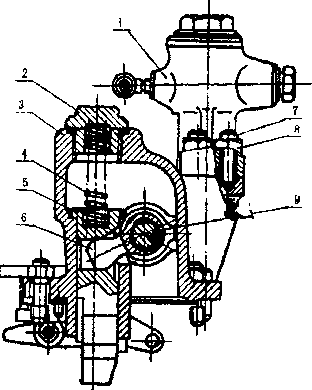
6.3液锻裝量装配 6.3.1型式见图11。
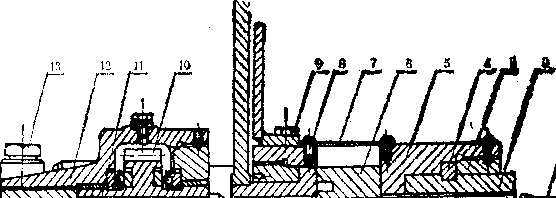

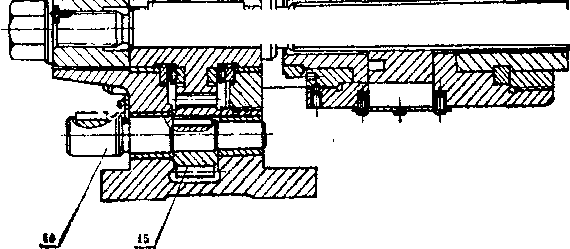
图11

1一连杆;2一螺母;3-螺帽;4一两半环;5-壳体;6—开合螺帽, 7—盖;8—螺钉;9一螺栓;10—主动齿轮;H—键;12-壳体; 13-螺栓;14 一轴;15—从动齿轮
a. 装配、全部零件从库房领出,去毛刺、清洗。将连杆、两半环、开合螺帽、螺母、螺帽、盖、 主动齿轮、从动齿轮、轴、螺栓、键、螺钉以及其它零件分别装入壳体内,并连接紧固,
b. 试验:安装在试验台上,推力试验。检验,入库。
8.8.3工时定额见衰7。
衰7
|
操 作 内 容 |
装 配 |
试 验 |
|
工 时 h/台 |
20 |
6 |
|
技 术 等 级 |
5〜6 |
5IWW6 |
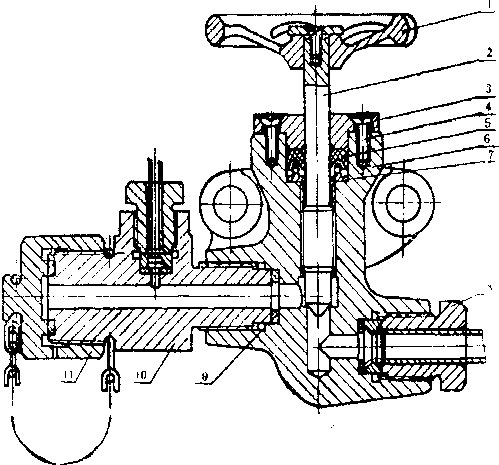
6.4导向筒装配
6.4.1型式见图12。
1 一接头;2—杆;3一套筒J 4-壳体,5—旋入接头;6—螺帽,
7—双头螺栓;8-固定座9 9一拉杆
a. 装配:全部零件从库房领出,去毛刺、清洗。将接头、杆、套蟻、旋入接头、固定座、拉杆及 其它零件按照要求装入壳体内,并用螺栓、螺帽连接紧固。检验;.
b. 油封:将非涂油漆表面涂油,入库。
β.4.3工时定额见哀8。
% 8
|
操 作 内 容 |
装 配 |
油 封 |
|
工 时 h/台 |
6 |
1 |
|
技 术 等 级 |
4〜5 |
3~4 |
6.5前盖装配
6.5.1型式见图13。
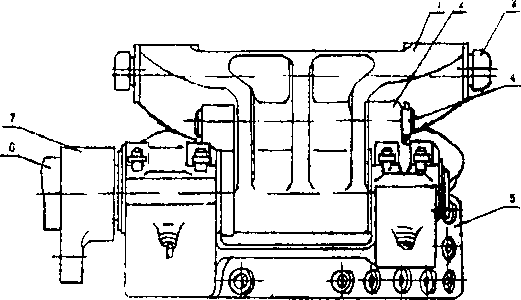
图13
1—盖;2—转臀;3—滚轮;4—心轴;5—轴承;6—轴;7—杠杆
6.5.2操作内容:
a. 全部零件从库房领出,去毛刺,清洗;
b. 配制花键轴与摇臂花键槽之间的配合尺寸间隙;
c. 将盖、转臂、滚轮、心轴、轴承、轴、杠杆以及其它所有零件按要求进行组装,并用螺钉连接 紧固。检验。
6.S.3工时定额,96h∕台。
6.5.4技术等级,5〜6级。
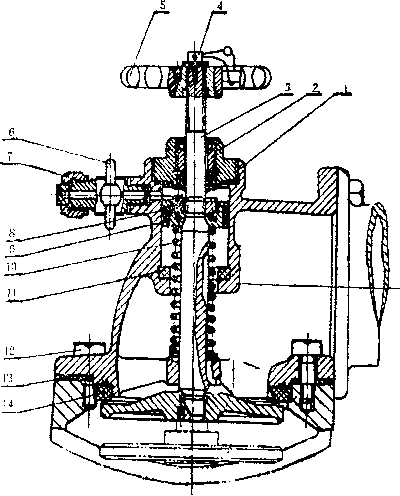
6.6 BMttE
6.6.1型式见图14。
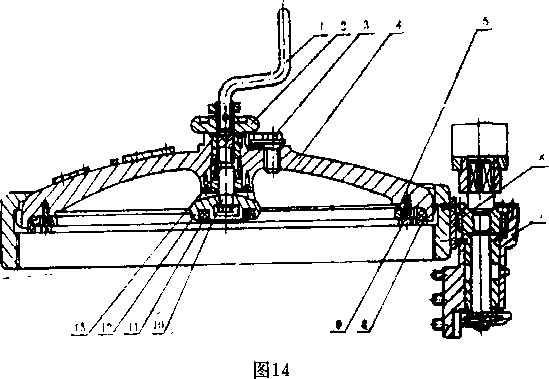
1—缓冲器手柄;2—■手轮;3—螺塞;4—盖;5—环;6—齿条;
7—轴承;8—密封环;9一螺钉;IO-螺杆;11 一缓冲器;12—缓冲器盘;
13—皮碗
a. 装配:全部零件从库房领出,去毛刺、清洗。将缓冲器手柄、手轮、螺塞、环' 齿条、轴承.
密封环、螺杆、缓冲器、缓冲器盘、皮碗及其它所有零件按要求装入盖上,并用螺钉连接紧固。检验;
b. 试验:安装在专用泵水台架上进行水密试验。检验。
操作内容 j 装 配 ! 试 验
工 时 h/台 15 ! 1
技 术 等 级 5~6 4~5
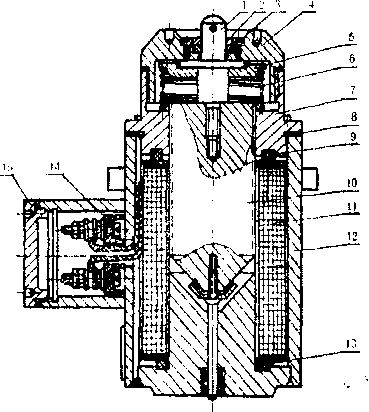
1一分度套;2-填料函壳体;3—弹簧;4一盖;5—壳体;6—活塞;
7-螺帽;8-ff» 9一活塞;IO-螺塞盖;11 一螺纹接头;12—旋入接头;
13—薄膜3 14—衬套:15—套螺;16—罩;17—杆
a. 装配:全部零件从库房领出,去毛刺、清洗。将分度套、填料函壳体、盖、弹簧、活塞、螺 帽、杆、螺塞盖、螺纹接头、旋入接头、薄膜、衬套、套筒、罩以及其它所有零件分别按技木要求装入 壳体内,并紧固。检验。
b. 试验:水密、气密试验,模拟试验*检验,入库。
6.7.3工时定额A%10o
|
«10 | ||
|
操 作 内 容 |
装 配 |
试 验 |
|
工 时 h/台 |
18 |
19 |
|
技 术 等 级 |
5~6 |
5~6 |
6.8上制动器装配 6.8.1型式见图16。
1 一空气筒;2—螺塞;3-壳体;4一弹簧;5—制动器;6—凸轮;
7—螺栓,8—螺母;9一轴
a. 全部零件从库房领出,去毛荊,清洗。
b. 将空气筒、螺塞、弹簧、制动器、凸轮、轴、杠杆、手柄、销以及其它零件分别按技术要求装 入壳体内,并用螺栓、螺母连接紧固。检验;
c. 入库。
6.8.3工时定额,12h∕台。
6.8.4技术等级;4〜5级。
b-连杆,2—压紧环扌3—密封环;4—盖扌5—压盖* 6—弹簧手
7—环;8-垫圈S 9—密封环;Ioi铁芯;員一线闔$ 12F壳体,
13—Hgj 14—电缆插座;15—盖
a. 装配,全部零件从库房领出,去毛刺、清洗。将零件连杆、压紧环、密封环、盖、压盖、弹 簧*环、垫圈、铁芯、线圈、电缆插座以及其它零件装入壳体内,并用螺钉连接Wa检验;
b. 试验,安装在专用台架上,通电做拉力试验。检验入库。
β.9.3 XO⅝SA*1‰
|
«11 | ||
|
操 作 内 容 |
装 配 |
试 验 |
|
X . 时 h/台 |
2 |
3 |
|
技 术 等 级 |
45 |
4~5 |
6.10充气阀装配
6.10.1型式见图18。
1—手轮;2—阀杆;3—盖;4—•螺钉$ 5—皮碗;6—壳体;
7—压环:8—旋入接头,9—垫圈:10—三通接头;11—•塞盖
a. 全部零件从库房领出,去毛刺,清洗;
b. 将三通接头、旋入接头、塞盖、垫圈、压环、皮碗、盖、阀杆、手轮以及其它所有#件按照技 术要求装入壳体内,并用螺钉连接紧固。检验。
6.10.3工时定额:4h∕台。
6.10,4技术等级:4〜5级。
6.11大汽阀装配
6.11.1型式见圈19。
IB
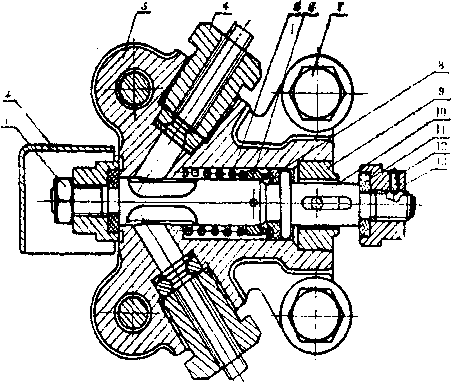
图19
1—螺帽;2—挡罩:3—壳体;4—*旋入接头;5—弹簧;6—皮碗,
7—螺栓;8—压环;9—衬套;10—阀杆;11—垫圈;1?—螺钉;
13—螺母
a. 全部零件从库房领出,去毛刺、清洗;
b. 将挡罩,旋入接头、弹簧、皮碗、压环、衬套、阀杆、垫圈、螺帽以及其它零件按技术要求装
入壳体内,并紧固。检验;
C.入库。
8.11.8工时定额,5h∕台。
β.1l.4技术等级,4〜5级。
β.12单向欄装配
6.12.1型式见圈20。
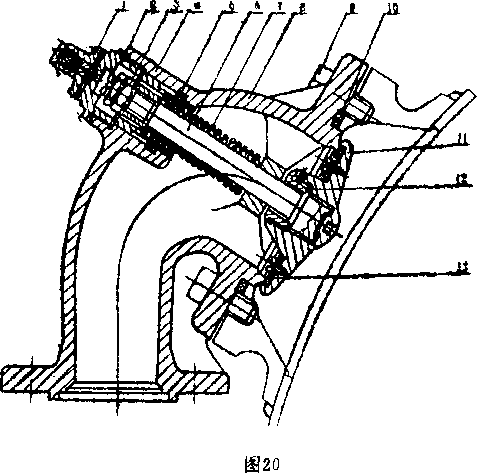
1—单向小阀;2—垫圈;3—螺母;4—导向套筒;5—垫圈;6—阀杆;
7—弹簧;8—壳体;9一螺钉;10一垫圈;11 一阀盘;12—螺帽;
13—密封环
a. 装配:全部零件从库房领出,去毛刺,清洗。将单向小阀、垫圈、螺母、导向套筒、阀杆、弹 簧、阀盘、密封环、螺帽以及其它零件按技术要求装入壳体内,并用螺钉连接紧固。检验,
b. 试验,将单向阀、发射阀和小阀组合在一起进行假海模拟调整试验。检验,入库。
|
«12 | ||
|
操 作 内 容 |
装 配 |
试 验 |
|
工 时 h/台 |
6 |
9 |
|
技 术 等 级 |
4〜5 |
4〜5 |
6.13泄放阀装配
6.13.1型式见图21。
1—壳体;2—盖;3—带阀杓■的阀盘;.4—螺钉$ 5—手轮;6卸载阀$
13—垫圈,14 一密封环
a. 全部零件从库房领出,去毛刺,清洗;
b. 将零件带阀杆的阀盘、盖、手轮.卸载阀、活塞、活塞环、弹簧、螺帽、垫風、密封环、皮碗 以及其它零件按技术要求装入壳体内,并用螺钉连接紧固。检验;
c. 入库。
f.18.8工时定额,8h∕台。
6.13.4技术等级;4〜5级。
6.14 /部小疏水阀装児 6.14.1型式见图22。
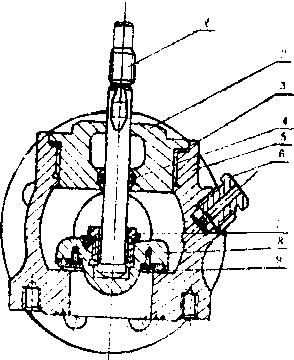
图22
1—连杆;2—螺盖;3—垫圈;4―密封环;5—壳体;6—旋入接头;
7—压紧螺母;8—阀;9一密封环
6.14.2操作内容:
a. 全部零件从库房领出,去毛刺、清洗;
b. 将零件连杆、螺盖、垫圈、密封环、旋入接头、压紧螺母、阀以及其它所有零件按技术要求装 入壳体内,并用螺钉连接紧固。检验;
c. 入库。
6.14.3工时定额:IOh/台。舟是部小疏水阀的装配工时选择修正系数K = 0.95。
6.14.4技术等级:4〜5级。
6.15大疏水HSE
6.16.1 型式 JBGB28.
fl i
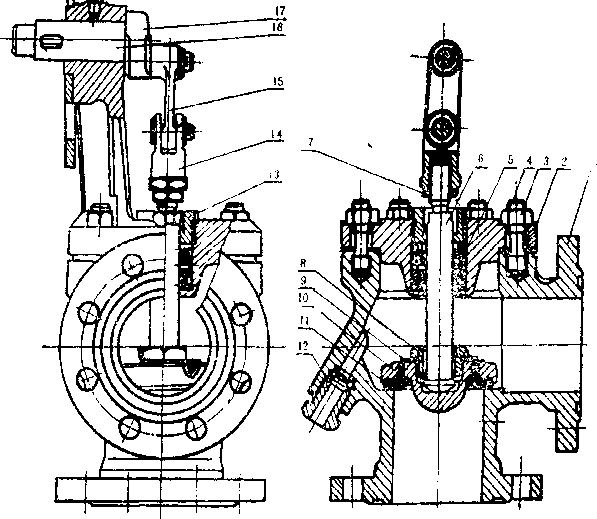
图23
1—壳体;2—盖子;3—螺母;4—■双头螺栓;5—皮碗$ 6■—阀杆n
7—螺母;8—压紧螺帽;9一垫圏;10—阀;11 一密封环3 12—旋入接头;
13—压紧螺母;14 一叉形件$ 15-WJ 16—轴;17—曲柄
a. 全部零件从库房领出,去毛刺、清洗;
b. 将零件盖子、螺母、双头螺栓、皮碗、阀杆、压紧螺母、垫圈、阀、轴' 密封环、旋入接头、 叉形件、拉杆、曲柄以及其它所有零件按技术要求装入壳体内,并用螺栓连接紧固;
c. 入库。
6.15.3工时定额:8.5h∕台。
«.15.4技术等级:4~5级。
本标准由中国船舶工业总公司人事部提出并归口。
本标准由四六一厂负责起草。
本标准主要起草人:李大方' 倪崇孝
31