
CB 1060.7-87
⅛⅞B
1987—08—24发布
1988-01-01 实施
中国船舶工业总公司批准
中国船舶工业总公司部标准
钢质船体制造工时定额电焊 分类号:U02
1引盲
1.1本标准适用于钢质船体制造中手工电弧焊、重力焊、二氧化碳半自动焊、埋弧自动焊、埋弧半自 动焊、电渣焊的电焊工时定额查定。非船舶产品的电焊工时定额也可参照执行。.
1.2本标准中焊接接头基本型式与尺寸,均按CB*3190-83《船体结构焊接坡口型式》、GB985〜986 一80《手工电弧焊焊接接头的基本型式与尺寸》和《埋弧焊焊接接头的基本型式与尺寸》中的规定。
2操作程序
2.1施焊前:焊工应熟悉图样所规定的焊接符号和工艺要求,领取合适的焊接材料,带好必要的生产 工具和安全防护用品,选择合适的焊接设备,检查焊缝的坡口和间隙是否符合焊接工艺要求,并做好焊 接部位的清洁工作。
2.2施工中:焊工应严格遵守焊接工艺,正确选用焊接规范,确保焊缝的内、外部质量和成〔型焊,缝的 外形尺寸。
2.3施工后:焊工应清除焊渣、飞溅、垃圾,清洁工作场地,经自验修补后提交质量检验部门验收 并应达到质量要求。
3技术要求
3.1焊工应持有中华人民共和国船舶检验局颁发的《焊工合格证书》。
3.2成型焊缝的外形尺寸应符合CB*3190-83和GB985〜986-80中的规定;表面质量应符合CB999 -82《船体焊缝表面质量检验标准》中的规定;内部质量应符合CB *3177-83《民用船舶钢焊缝射线 照相和超声波检查规则》中的规定。
4各修正系数K的确定及综合修正系数K的计算
本标准是民用钢质船舶室内小合拢制造的工时定额标准,T形组合件构件角度为90度。
4.1各种焊搂位置H时定额的修正系數K见表1
表1
|
焊接位置 |
平 焊 |
横 焊 |
~i'焊!仰 W |
|
修正系数K |
1.00 |
1.20 |
1.30 ! 1.40 |
中国船舶工业总公司1987-08-24发布
1988-01-01 S≡
4.2各工艺阶段的修正系數K见表2
表2
|
焊 接 种 类 |
船舶吨位 t |
中 合 拢 |
大合拢 | ||||
|
室 内 |
室 外 |
室内 |
室外 | ||||
|
一般分段 |
艄膈分段 |
一般分段 |
赭膈分段 | ||||
|
修正系数 K | |||||||
|
手工电弧俱 重力焊 二氯化碳焊 半自动焊 |
<5000 |
1.05 |
1.15 |
1.15 |
1.25 |
1.10 |
1.20 |
|
5000~<20000 |
1.13 |
1.25 | |||||
|
20000~<50000 |
1.15 |
1.30 | |||||
|
50000 〜WIOoOoo |
1.18 |
1.35 | |||||
|
自动焊 |
— |
1.25 |
1.35 |
1.40 |
1.50 | ||
|
电渣焊 |
1.00 | ||||||
4.3能室作业修正系数K见衰3
, 表3
|
双层底高度、 圆筒体直径m |
<0.4 |
0.4~<0.6 |
0.6~<0.8 |
0.8~<1.0 |
1.0~<1.2 |
1.2 〜V1.4 |
1.4 〜W1.6 |
>1.6 |
|
修正系数K |
1.70 |
1.60 |
1.50 |
1.40 |
1.30 |
1.20 |
1.10 |
1.00 |
注:双层底高度以中、旁内龙骨高度为准。
4.4 1»要双人监护作业的修正系数K = 2.00。
4.5 T形组合件构件角度不为90度(即为开、拢尺)的修正系数K见表4。
表4
|
构件角度α |
30~75o |
76~105o |
106~150o |
|
修正系数K |
1.30~1.05 |
1.00 |
1.10〜2.00 |
4.6工作物为特种钢(如903钢板)或使用特种焊接材料(如不锈钢焊条)的修正系数K = I.20。
4.7若一个工作物同时需用多个系数修正时,其总的修正系数K考各个修正系数K之积。
4.8气候因素各地另定。
5焊搂设备的定员标准和本标准的使用说明
5.1焊接设备的定员标准见表5
衰5
|
焊 接 设 备 台 |
定员 λ |
备 注 |
|
手弧焊机、重力焊机、二氧化碳半自动焊机 |
1 |
重力焊1人管2台机 |
|
埋弧半自动焊机、埋弧自动焊机 |
2 | |
|
6m压力架自动焊机 |
4 |
包括装配工、批刨工、电焊工 |
续表5
|
焊 接 设 备 台 |
定员 人 |
备 注 |
|
12m压力架自动焊机 |
5 |
包括装配工、批刨工、电焊工 |
|
电 渣 焊 机 |
5~12 |
5.1.2各种焊接设备操作人员增减,工时定额不变。
5.2.1本标准内工时定额包括基本时间、辅助时间、布置工作地时间、休息与生理需要时间、准备与结 束时间。
5.2.1若需要査定的零件尺寸在标准表格中无具体规定时,可用内插法和类推法求工时定额。
6手工电弧焊焊接
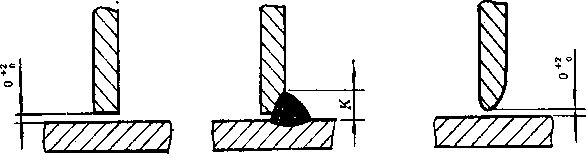
6.1不开坡口对接焊
6.1.1坡口型式、焊缝型式见图1
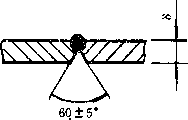
a双面不开坡口
b封底面开坡口
图1
6.1.2图1 (a)双面不开坡口的工时定额见表6
衰6
|
焊接位置 |
板 厚<5 mm | ||||
|
3 |
4 |
5 |
6 | ||
|
工 时 h/m | |||||
|
平焊 |
主缝 |
0.12 |
0.15 |
0.17 |
0.18 |
|
封底 _ |
0.12 |
0.13 |
0.15 |
0.17 | |
|
横焊 |
主缝 |
0.14 |
0.18 |
0.20 |
0.22 |
|
封底 |
0.14 |
0.16 |
0.18 |
0.20 | |
|
主焊 |
主缝 |
0.16 |
0.20 |
0.22 |
0.23 |
|
封底 |
0.15 |
0.17 |
0.19 |
0.22 | |
|
仰焊 |
主缝 |
0.17 |
0.21 |
0.24 |
0.25 |
|
封底 |
0.17 |
0.18 |
0.21 |
0.24 | |
6.1.3.1焊缝长度小于0.5m,修正系数K = I.10。
6.1.3.2、图1 (b)焊缝封底前批、刨后再焊的封底工时,取K = I.40。
6.1.3.3技术等级:3〜4级。
tl = -.03 + (.065) *X+ (-.005) *Xλ2
t2 =.1135 + (-.0055) *X+ (.0025) ⅛ X 2
式中:t1——图1 (a)坡口型式的平焊工时,h∕m5
t1-一图1 (a)坡口型式的封底工时,h/m;
X---板厚<3, mm0
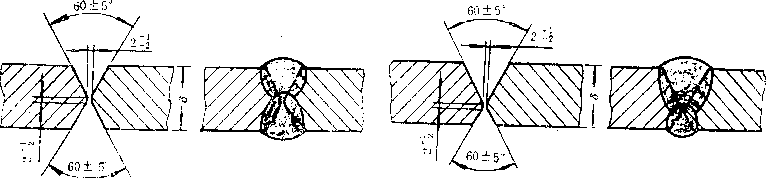
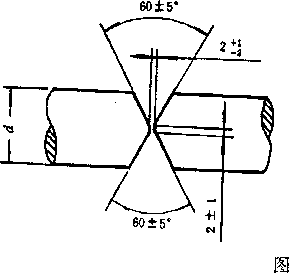
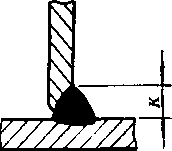
6.2 V形坡口对接焊
6.2.1坡口型式、焊缝型式见图2
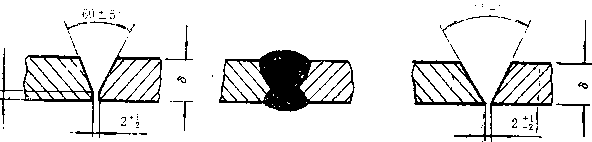

a V型坡口留根
图2
b V型坡口不留根
表7
|
焊 位 |
接 置 |
板 |
厚ð |
mm | ||||||||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 | ||
|
工 |
时 |
h/m | ||||||||||||||
|
平焊 |
主缝 |
0.28 |
0.34 |
0.40 |
0.46 |
0.52 |
0.58 |
0.65 |
0.72 |
0.79 |
0.86 |
0.94 |
1.03 |
1.12 |
1.22 |
1.32 |
|
封底 |
0.24 |
0.27 |
。・31 |
0.35 |
0.39 |
0.43 |
0.47 |
0.52 |
0.57 |
0.62 |
0.68 |
0.73 |
0.80 |
0.86 |
0.93 | |
|
横焊 |
主缝 |
0.33 |
0.妇 |
0.48 |
0.55 |
0.63 |
0.70 |
0.78 |
0.86 |
0.94 |
1.03 |
1,13 |
1.23 |
1.34 |
1.46 |
1.58 |
|
封底 |
0.29 |
0.32 |
0.37 |
0.42 |
0.47 |
0.52 |
0.56 |
0.62 |
0.68 |
0.74 |
0.82 |
0.88 |
0.96 |
1.03 |
1.12 | |
|
立焊 |
主缝 |
0.36 |
0.44 |
0.52 |
0.60 |
0.68 |
0.76 |
0.84 |
0.93 |
1.02 |
lφ12 |
lφ22 |
1.33 |
1.45 |
1.58 |
1.71 |
|
封底 |
0.31 |
0.35 |
0.40 |
0.46 |
0.51 |
0.56 |
0.61 |
0.68 |
0.74 |
0/81 |
0.88 |
0.95 |
1.04 |
1.12 |
1.21 | |
|
仰焊 |
主缝 |
0.39 |
0.48 |
0,56 |
0.65 |
0.73 |
0.82 |
0.91 |
1.00 |
LlO |
1.21 |
1.32 |
1λ44 |
1.56 |
1.70 |
1.85 |
|
封底 |
0.34 |
0,38 |
0.43 |
0.49' |
0.55 |
0.60 |
0.66 |
0,73 |
0.80 |
0.87 |
0.95 |
1.02 |
1.12 |
1.20 |
1.30 |
板 厚σ∙ mm
|
焊 位 |
接 置 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
28 |
30 |
32 |
34 |
36 |
38 |
40 |
|
工 |
时 |
h/m | ||||||||||||||
|
平焊 |
主缝 |
1.43 |
1.55 |
1.67 |
1.81 |
1.95 |
2.10 |
2.26 |
2,43 |
2.79 |
3.18 |
3.61 |
4.07 |
4.56 |
5.07 |
5.60 |
|
封底 |
1.00 |
1.08 |
1.16 |
1,24 |
1.32 |
1.41 |
1.49 |
1.58 |
1.76 |
1.94 |
2,11 |
2.27 |
2.41 |
2.52 |
2.61 | |
|
横焊 |
主缝 |
1.72 |
1.86 |
2.01 |
2.17 |
2.34 |
2,52 |
2t71 |
2.91 |
3,35 |
3.82 |
4.33 |
4.88 |
5.47 |
6.08 |
6.72 |
|
封底 |
1.20 |
1.30 |
1,39 |
1.49 |
1.58 |
1.69 |
1.79 |
1.90 |
2.11 |
2.33 |
2.53 |
2.72 |
2.89 |
3.02 |
3.13 | |
|
立焊 |
主缝 |
1.86 |
2.01 |
2.18 |
2,35 |
2.54 |
2.73 |
2.94 |
3.16 |
3.63 |
4.14 |
__ 4.69 |
5.29 |
5.92 |
6.59 |
7.28 |
|
封底 |
1.30 |
1.40 |
1.51 |
1.61 |
1.72 |
1.83 |
1.94 |
2.05 |
2.29 |
2.52 |
2.74 |
2t95 |
3.13 |
3.28 |
3.39 | |
|
仰焊 |
主缝 |
2.00 |
2.17 |
2,34 |
2.53 |
2.73 |
2,94 |
3.17 |
3.40 |
3.90 |
4.46 |
5.06 |
5,70 |
6.38 |
7.10 |
7.84 |
|
封底 |
1.40 |
1.51 |
1.62 |
1.74 |
1.85 |
1.97 |
2.09 |
2.21 |
2.46 |
2.72 |
2.95 |
3.18 |
3.37 |
3.53 |
3.65 |
6.2.3.1表中封底工时巳考虑焊缝封底面坡口横截面积增大的因素。
6.2.3.2 焊缝长度小于0.5m, K = ItlQO
6.2.3.3图2 (b) V形坡口不留根焊接工时,主缝取K = l.lQi封底取K = 0.80°
6.2.3.4技术等级:3〜5级。
tl =-3.550625E-04 + (.0793642) *X+ (-3.164287E-03) * Xyλ2+(1.896972
E-04) *Xλ3 +(-1.81633E-06) *Xλ4 '
if2 = 9.136318E- 02+(3.83441E- 02)*X+(- 1.040009E-03)*X^2+(1.170557E-05) *Xλ3 +(-1.896139E-06) *Xλ4
式中:h _V形坡口留根平焊主缝工时,h/m;
ti——V形坡口留根平焊封底工时,h/m;
X--板厚。,mmo
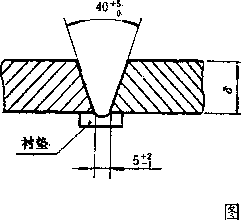
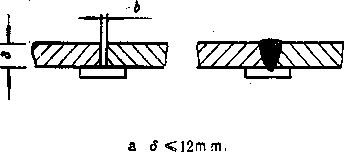
6.3带铜蛰板的V形坡口对接焊
6.3.1坡口型式、焊缝型式见图3
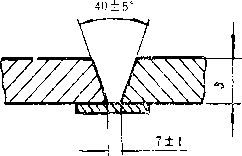
6.3.2工时定额见表8
|
平 焊 |
0.66 |
0.89 |
1.10 |
1.30μ.51∣1.71'1.93 |
2.16 |
2.40i2.67⅛.96 I . i ___________________________________ |
3.27^3,61 |
3.9也36 |
4.78 |
5.22 |
5.68 | ||||||
|
横.焊 |
0.79 |
1.07 |
1.32 |
1.56∣1.81 |
2.062. 31 ____________________________________________________I |
2.59 |
2.88 |
I 3.20*55 |
3.93,.33 |
■ 4.77 |
5.24 |
5.73 |
6.26 |
6.81 | |||
|
立 焊 |
0.86 |
1.15 |
1.43 |
1.70 |
1.96 |
2.23 |
2.51 |
2.88 |
3.12 |
3.47 |
3.854.254.69 ______________________________________________________________________________!_______________________________________ |
5t17 |
5.67 |
6.21 |
I 6.78/.38 | ||
|
仰 焊 |
0.93 |
1.24 |
1.54 |
1.83 |
2.11 |
2.40 |
2,70 |
3.02 |
3.36 |
3.74 |
4.14∣4.58^5.05 |
5.56 |
6.11 |
i I 6.697.30∣7.95 | |||
衰8

6.3.3.1焊缝长度小于0.5m,取K = I.10。
6.3.3.2技术等级:3〜5级。
Z = -.1878752 + (1.713468) *x+ (-6.147065E-03) *x^2 + (2.059837E-04) *X^3
+ (-1.694244E-06) ⅛Xλ4
式中:t 平焊工时,h/m;
X--板厚 ð,mmO
6.4 X形坡口对接焊
6.4.1坡口型式、焊缱型式见图4
a对称X形坡口 图4 b不对称X形坡口
0.670.71
0.750.800.84
0.89
0.88
0.93
0.981.04
il.101.161.221,29
0.850.90
0.96
1.011.07
1.13
0.81
|
1.05 |
1.11 |
|
0.87 |
0.93 |
0.981.04i1.101.16
1.18:
___
1.14
1.25
1.321.39 _
1.47
1.22
1.211.281.351.431.51
0.940.99
1.19
1.55
|
1.05 |
1.10 |
1.16 |
1.28 |
|
1.36 |
1.43 |
1,5J |
1.66 |
|
1.25 |
1.32 |
1.39 |
1.53 |
|
1.63 |
1.72 |
1.81 |
1.99 |
1,41
1,83
1.69
2.19
2.40
1.29
1.36
1.43
1.51
lt54
1.69
1.84
1.59
1.68
1.77
2.00
2.19
2.39
1.85 2.02 2.20
2,632.86
1,66.1.83
2.00
2.192.39
1.861.962.16)2.38
2.61
2,853.10
板
mm
|
20 |
21 |
22 |
23 I 24 |
25 |
26 |
27 |
28 |
29 |
30 |
32 J 34 |
36 |
38 |
40
h/m
时
工
续表9
|
焊 接 位 置 |
板 厚(3 mm ' | ||||||||||||||||
|
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
32 |
34 |
36 |
38 |
40 | ||
|
工 时 h/m | |||||||||||||||||
|
仰焊 |
主缝 |
0.94 |
1.00 |
1.06 |
1.12 |
1.18 |
1.25 |
1.32 |
1.39 |
1.46 |
1.54 |
1,62 |
1.79∣1.97 |
2.16 |
2.36 |
2.57 | |
|
封底 |
1.23 |
1.30 |
le38 |
1.45 |
1.54 |
1.62 |
1.71 |
1.81 |
1.90 |
2.00 |
2.11 |
2.332.56 |
2.81 |
3.07 |
3.34 | ||
6.4.3.1表中封底工萩已考虑焊缝封底面坡口横截面积增大的因素。
6.4.3.2图4 (b)若主缝坡口为2/3的<5深封底坡口为1/3的S深时,主缝取K = 1.60;封底取K = 0.80°
6.4.3.3焊缝长度小于0.5m,取K = I.10。
6.4.3.4技术等级:3〜5级。
t1 =6.250589E-02 + (3.016129E-02) *X+ (-5.415501E-04) *X^2+ (3.317679E
-05) *X^3+(∙-2.697144E-07) ⅛Xλ4
¢2 =5.463892E-02+ (.0437786) ⅛X+ (-9.519045E-04) *Xλ2+ (4.861009E-05)
*X^3+(-3.932478E-07) *Xλ4
式中:九一一平焊主缝工时,h/mj
tz ——平焊封底工时,h/m;
X--板厚<3, mmO
6.5双U型坡口(对称)对接焊
6.5.1坡口型式、焊缝型式见图5
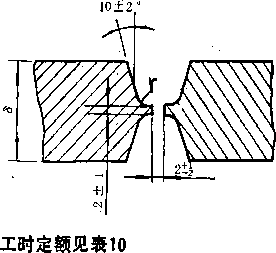
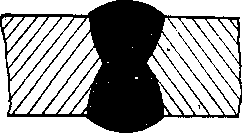
表10
|
焊 接 位 置 |
板 厚(3 mɪn | ||||||||||||||||
|
30 |
31 |
32 |
33 |
34 |
35 |
36 |
37 |
38 |
39 |
40 |
42 |
44 |
46 |
48 |
50 | ||
|
工 时 h/m | |||||||||||||||||
|
平焊 |
主缝 |
1.37 |
1.38 |
1.40 |
1.411.43 |
1.46 |
1.49 |
1.52 |
1.56 |
1.60 |
1.65 |
1.76∣1.88 |
2.00 |
2,12 |
2β22 | ||
|
封底 |
1.66 |
1.72 |
1.77 |
1.821.87 |
1.93 |
1.99 |
2.05 |
2.11 |
2.18 |
2.26 |
2.41∣2.58 |
2.74 |
2.87 |
2.97 | |||
|
横焊 |
主缝 |
1.64 |
1.66 |
1.68 |
1.69 |
1.72 |
1.75 |
1.79 |
1.82 |
1.87 |
1.92 |
1.98 |
2.11 |
2.26 |
2.40 |
2.54 |
2.66 |
|
封底 |
1.99 |
2.06 |
2.12 |
2.18 |
2.24 |
2.32 |
2,39 |
2.46 |
2.53 |
2.62 |
2,71 |
2.89 |
3.10 |
3.29 |
3.44 |
3.56 | |
续朝0
|
焊 位 |
接 置 |
板 |
厚 |
δ |
mm | ||||||||||||
|
30 |
31 |
32 |
33 |
34 |
I 35 |
36 |
37 |
38 |
39 |
40 |
42 |
44 |
46 |
48 |
i 50 | ||
|
工 |
时 |
h |
m/2 | ||||||||||||||
|
立焊 |
主缝 |
1.78∣1.79 |
1.82 |
1.83 |
1.86 |
1.90 |
1.94 |
1.98 |
2,03 |
2.08 |
2.15 |
2.29 |
2.44 |
2.60 |
2.76 |
2.89 | |
|
封底 |
2.162.24 |
2.30 |
2.37 |
2.43 |
2.51 |
2.59 |
2.67 |
2.74 |
2.83 |
2.94 |
3.13 |
3.35 |
3.56 |
3.73 |
3.86 | ||
|
仰焊 |
主缝 |
1.92 |
1.93 |
1.96 |
1.97 |
2.00 |
2.04 |
2.09 |
2.13 |
2.18 |
2.24 |
2.31 |
2.46 |
2.63 |
2.80 |
2.97 |
3.11 |
|
封底 |
2.32 |
2.41 |
2.48 |
2.55 |
2.62 |
2.70 |
2.79 |
2.87 |
2.95 |
3.05 |
3.16∣3.37 |
3.61 |
3.84 |
4.02 |
4.16 | ||
6.5.3.1羨中封底工时已考虑焊缝封底面坡口横截面积增大的因素。
6.5.3.2焊缝长度小于0.5m,取K = 1.10o
6.5.3.3技术等级:3〜5级。
tι = -10.88275 + (1.392533) * X + (-5.903238E-O2) * Xλ2 + (1.0927IlE-O3) *X^3 + (-7.285509E-06) *Xλ4
h =-19.60588+ (2.258596) *X+(-9.140474E-02) *X^2 + (1.654514E~03) *X^3 + (-1.09853E-05) *X^4 式中:II一 平焊主缝工时,h∕rn5 h 平焊封底工时,h/m;
X—•板厚6, ɪnmO
6.6不开坡口单而连续寤焊
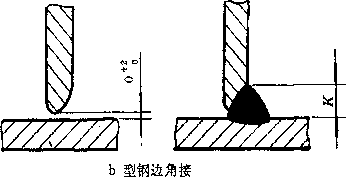
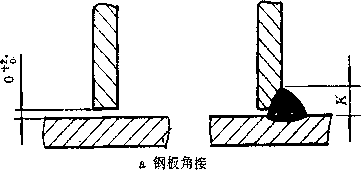
图6
6.6.2图6 (a)钢板与钢板角接的平焊工时定额Ja«11
表11
脚
度K
焊
咼
mm
|
接位置■ |
3 |
4 I 5 I 6 |
7 |
8 |
9 |
10 I 11 |
12 |
13 J 14 |
15 _ |
16 |
17 |
18 |
19 |
20 | ||||
|
工 时 h/m | ||||||||||||||||||
|
平 焊 立 # |
0.19 0.25 |
0.19 0.25 |
0.22 0.28 |
0.25 0.32 |
0.29 0.37 |
0.33 0.43 |
0.38 0.49 |
0.44 0.57 |
0.50⅛.57j0.S5 0.650.74 0.84 |
0.73 0.95 |
0,82∣0.92∣1.03 --——-----L 1.071.201.34 |
1.14 1.48 |
1.26 1.64 |
1.38 1.80 | ||||
|
仰,焊 |
0.27 |
0.27 |
0.31 |
0.35 |
0.40 |
0.46 |
0.53 |
0.61 |
0.70⅛.80∣0.91 |
1.03 |
1.15∣1.29∣1.44∣1.60 |
1.76 |
1.93 | |||||
6.6.3表11的使用说明
6.6.3.1焊缝长度小于0.5m,取K = 1.10。
6.6.3.2图6 (b)有圆势的型钢边缘与钢板角接的工时,取K = 1.10。
6.6.3.3技术等级:2〜3级。
¢ = .1369673+ (5.922762E-03) *X+ (1.585183E-03) *X^2+ (1.029918E-O4) *
Xλ3+(-2.075201E-06) *Xλ4
式中:t一钢板与钢板角接的平焊工时,h/m;
X一焊脚高度K (2C≥4mm) , mmo
6.7不开坡口双面斷续角焊
6.7.1结构型式、焊缝型式见图7
|
钢板角接 |
图7 |
b型钢边角接 |
6.7.2图7 (a)钢板与钢板角接的平焊工时定额见表12
≡12
|
序 号 |
焊缝间隙Z Inm |
焊 脚 ’高 度K mm | |||||
|
3 |
4 |
5 |
6 |
7 |
9 | ||
|
工 时 h/m | |||||||
|
1 |
275 |
0.10 |
0.12 |
0.14 |
0.17 |
0.19 |
0.24 |
|
2 |
225 |
0.11 |
0.14 |
0.17 |
0.20 |
0.22 |
0.28 |
|
3 |
175 |
0.13 |
0.17 |
0.20 |
0.23 |
0.27 |
0.33 |
|
4 5 |
125 |
0.17 |
0.21 |
0.25 |
0.29 |
0.33 |
0.42 |
|
75 |
0.22 |
0.27 |
0.33 |
0.38 |
0.44 |
0.55 | |
6.7.3.1表中工时是以断续角焊的焊缝长度Z = 75mm计算的。
6.7.3.Z立焊、仰焊的工时定额修正系数见K表1。
6.7.3.3表中工时巳包括所焊构件两端的加强焊及其他各类加强焊、包角焊工时。
6.7.3.4若单面断续角焊,取K = O.50。若一面断续角焊、另一面只焊加强焊,取K = 0.60。
6.7.3.5若焊工划焊接尺寸线,按所焊构件长度每米增加划线工时0.05ho
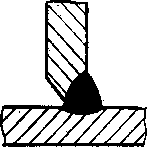
6.7.3.6图7 (b)有圆势的型钢边缘与钢板角接的平焊工时,取K = I.10。
6.7.3.7技术等级:2~3级。
t = ((6.403287E- 02EXP((- 3.627212E- 03) *X2)) + (1/(8.963648 + .1205077X2)) * Xl) 式中:t 一 一铜板与钢板角接的平焊工时,h∕mj
Xl——脚脚高度K, mm,
X2----表12中序号O
6.8不开坡口单面连续角接头焊
6.8.1结构型式、焊缝型式见图8

a全倾角接 b半倾角接
图8
表13
|
焊接位置 |
焊 脚 高 度0L扩 mm | |||||||||||||||||
|
3 |
4 |
5 J 6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 | ||
|
工 时 h/m | ||||||||||||||||||
|
平 焊 |
0.21 |
0.21 |
0.23 |
0.26 |
0.31 |
0.36 |
0.42 |
0.49 |
0.56 |
θ.6δ!θ.74 |
0.84∣0.95 |
1.07 |
1.91 |
1.32 |
1.45 |
1.59 | ||
|
立 焊 |
0.27 |
0.28 |
0.30 |
0.34 |
0.40 |
0.46 |
0.54 |
0.63 |
0.73 |
0.850.97 |
1.091.24 |
1.39 |
1.55 |
1.71 |
1.89 |
2.07 | ||
|
仰.焊 |
0.29 |
0.30 |
0.33 |
0.37 |
0.43 |
0.50 |
0.58 |
0.68 |
0.79 |
0.91[1.04 |
1.18^1.33 |
1.50 |
1.66 |
1.84 |
2.03 |
2^23 | ||
6.8.3.1图8 (b)半倾角接的工时以焊脚高度鱼尹查定。
6.8.3.2焊缝长度小于0.5m,取K = I.10;反面连续角焊,查表U。
6.8.3.3技术等级:2〜4级。
f = .2617464+ (-.0400104) *X+ (7.520372E-03) *X^2 + (-1.455866E—04) *X^3
+ (1.792087E-06) *Xλ4
式中:t——全倾角接的平焊工时,h/m;
V ðɪ + ^2 ʌ--------, mm O
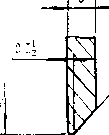
6.9单边V形坡口角焊
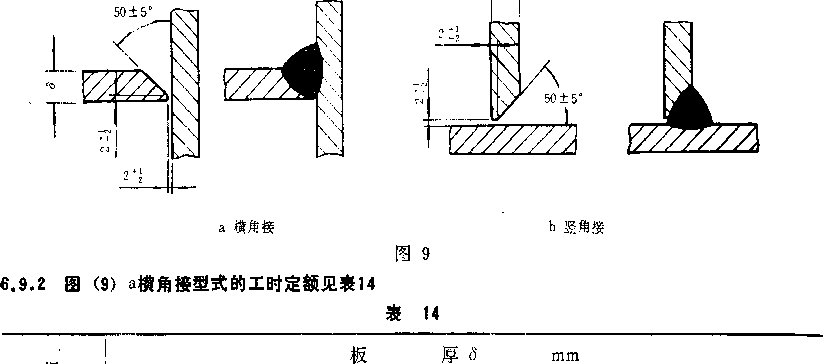
6.9.1结构型式、焊缝型式见图9
40
6
焊接位置
|
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 ! 24 |
26 j 28 |
30 |
32 |
34 |
36 |
38 |
ɪ 时
h/m
|
平 |
焊 |
0.45 |
0.62 |
0.81 |
1.02 |
1.25 |
1.52 |
1.83 |
2.17 |
2.56 |
2.99 |
3.47 |
3.99 |
4.55 |
5,15 |
5.79 |
6.46 |
7.19 |
7.87 |
|
立 |
焊 |
0.58 |
0.81 |
1.05 |
1.32 |
1.63 |
1.98 |
2.37 |
2.82 |
3.33 |
3.89 |
4.51 |
5,18 |
5.91 |
6.70 |
7.53 |
8.40 |
9.30 |
10.24 |
|
仰 |
焊 |
0.63 |
0.87 |
1.13 |
1.42 |
1.75 |
2.13 |
2.56 |
3.04 |
3.58 |
4.19 |
4,86 |
5.58 |
6.37 |
7.21 |
8.10 |
9.04 |
10.02 |
11.02 |
6.9.3.1图9 (b)竖角接型式的平焊工时,取K = I.10;其他位置焊接工时同表14。
6.9.3.2焊缝长度小于0.5m,取K = 1.10。
6.9.3.3技术等级:2〜3级。
Z = -6.115218E-02+ (.0939581) *x+ (-2.789702E—03) *X^2+ (2.323907E-04)
*X^3 + (-2.434465E-06) *Xλ4
式中:t——横角接的平焊工时,h∕m5
X---板厚 <5, mm。
6.10 K形坡口角焊
6.10.1结构型式、焊缝型式见图10
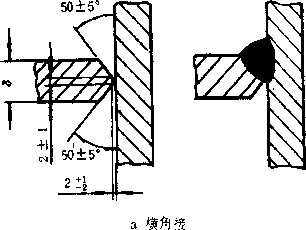
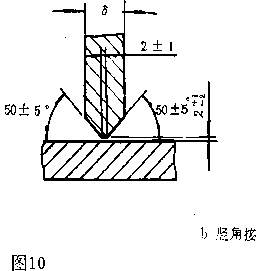
6.10.2图10 (a)横角接型式的单面焊工时定额见表15
« 15
|
焊 接 |
板 |
厚 |
δ |
mm | ||||||||||||
|
14 |
16 |
18 |
20 |
22 24 26 |
28 |
30 |
32 |
34 |
36 |
38 |
40 |
42 |
44 |
46 |
48 | |
|
位 置 |
工 |
时 |
h/m | |||||||||||||
|
平焊 |
0.53 |
0.62 |
0.72 |
0.84 |
0.98l1.121.2⅛1.45 . L 丨 |
1.62∣1,80,1.99 |
2.18 |
2.38 |
2.59 |
2.80 |
3.02 |
3.25 |
3.49 | |||
|
立 焊 |
0.69 |
0.80 |
0.94 |
1.09 |
1.271,46'1.66 |
1,88 |
2*102*34 |
2.58 |
2.84 |
3.10 |
3,36 |
3*64 |
3.93 |
4*23 |
4,54 | |
|
仰 焊 |
0.74 |
0.86 |
1,01 |
1.18 |
1.37jl.57'lt79 |
2.02 |
2*27 |
2.52 |
2.78 |
3.05 |
3,38 |
3.62 |
3.92 |
1.23 |
4.55 |
4√89 |
6.10.3.1反面焊接不需焊透的结构,取K = I.00;需要焊透的结构,取K = I.20。
6.10.3.2焊缝长度小于0.5m,取K = I.10
6.10.3.3图10 (b)竖角按型式的平焊工时,取K = 1.10,其他位置焊接工时同表15。
6.10.3.4技术等级:2〜3级。
¢ = .6540538+ (-7.119048E-02) *X+ (5.582224E-03) *X^2 + (-9.038256E-05) *Xλ3 + (6.386214E-07) *Xλ4 .
式中:t 一横角接平焊工时,h∕∏ιJ
X-------板厚6, mm0
6.11肘板角焊
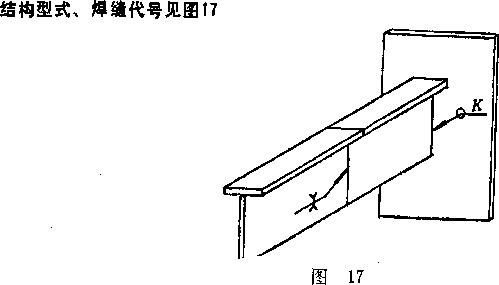
6.11.1结构型式、焊缱代号见图11
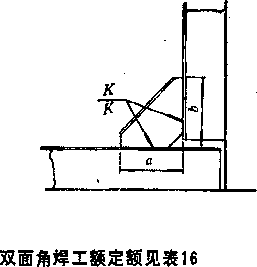
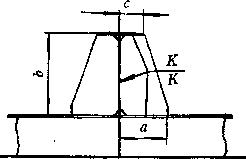
表16
|
焊 脚 高度 K InnI |
焊 接 边 长 度(a + b + c) Iata | |||||||||||||
|
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
IOOO |
IlOO |
1200 |
1300 |
1400 |
1500 | |
|
工 时.h/块 | ||||||||||||||
|
4 |
0.09 |
0.13 |
0.18 |
0.22 |
0.27 |
0.31 |
0.36 |
0.40 |
0.44 |
0.49 |
0.53 |
0.58 |
0.62 |
0.66 |
|
5 |
0.11 |
0.17 |
0.22 |
0.28 |
0.34 |
0.39 |
0.45 |
0.50 |
0.56 |
0.61 |
0.67 |
0.72 |
0.77 |
0.83 |
|
6 |
0.14 |
0.20 |
0.27 |
0.34 |
0.40 |
0.47 |
0.54 |
0.60 |
0.67 |
0.73 |
0.80 |
0.86 |
0.93 |
0.99 |
|
7 |
0.16 |
0.24 |
0.32 |
0.39 |
0.47 |
0.55 |
0.63 |
0.70 |
0.78 |
0.86 |
0.93 |
1.01 |
1.08 |
1.16 |
续衰16
|
焊 |
脚 |
焊 |
接 |
边 |
长 |
度 |
((7 + & + C) |
IniXl |
|
高度 |
K |
200 300 |
400 500 |
600 Voo |
800 900 |
IoOOllIOO |
1200 1300 |
1400I1500 |
|
mm |
工 |
时 |
h/块 | |||||
|
8 |
0.18 0.27 |
0.36 0.45 |
0.54 0.63 |
0.72 0.81 |
0.89 0.98 |
1.07 1.15 |
1.24 1.32 | |
|
10 |
0.23 0.34 |
0.46 0.57 |
0.68 0.79 |
0.90 1.01 |
1.12 1.23 |
1.33 1.44 |
1.55 1.65 | |
|
12 |
0.28 0.41 |
0,55 0.69 |
0.82 0.95 |
1.08 1.22 |
1.35 1.47 |
1.60 1.73 |
1.85 1.98 | |
6.11.3.1表中工时为肘板俯、横装时的角焊工时。若肘板仰装,焊缝为'立焊、仰焊时,取K = 1.10° 6.11.3.2若肘板单面焊、反面包角,取K = O.60;若肘板一面角焊,反面批、刨后再焊,取K = I.20。
6.11.3.3若肘板的焊接边长之和(α + b + c)>1500Inm,则以实际焊缝长度、焊脚高度按表11中立焊工 时查定。
fi.11.3.4技术等级:2〜3级。
t = (X2∕((3.O15815E-O2 +(-39.3279)/XI) *X2+ (1∕((-7.318744E-O5) + 1.108265
E-O4*X1))))
式中:L肘板俯装、横装时的双面焊工时,h/块;
Xl---肘板焊接边长度(a + b + c), mm,
X2——焊脚高度K, mm0
6.12球扁钢端头焊
6.12.1结构型式、焊缝代号见图12
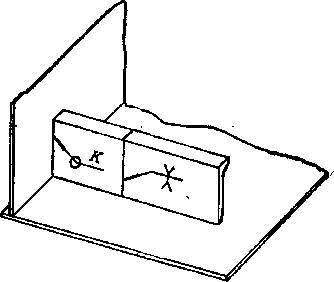
图12
6.12.2工时定额见衰17
« 17
|
焊接 形式 |
焊脚 高度K |
型 |
)号 ― | ||||||||||
|
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
27 | ||
|
m m |
工 |
时 |
h∕10⅛ | ||||||||||
|
4 |
0.52 |
0.57 |
0.69 |
0.79 |
0.90 |
1.00 |
1.10 |
1.21 |
1.30 |
1.39 |
1.48 |
1.60 | |
|
全 位 置 |
5 |
0.56 |
0.63 |
0.77 |
0.91 |
1.05 |
1.18 |
1.31 |
1.44 |
1,57 |
1.69 |
1.81 |
1.98 |
|
6 |
0.62 |
0.71 |
0.89 |
1.06 |
1.22 |
1.39 |
1.55 |
1.71 |
1.86 |
2.02 |
2.17 |
2.38 | |
|
周 围 焊 |
7 |
— |
1.22 |
1.42 |
1.62 |
1.81 |
2.00 |
2.18 |
2.37 |
2.55 |
2.81 | ||
|
8 |
1.64 |
1.87 |
2.09 |
2.31 |
2.53 |
2.74 |
2.95 |
3.26 | |||||
|
10 |
_ |
— |
.--- |
2.45 |
2.73 |
3.01 |
3.29 |
3.56 |
3.83 |
4.24 | |||
|
全位置对接焊 |
0.76 |
0.81 |
1.07 |
1.51 |
2.09 |
2.77 |
3.53 |
4.33 |
_ 5.14 |
5.95 |
6.73 |
7.81 | |
|
平台对接焊 |
0.58 |
0.63 |
0.83 |
1.16 |
1.59 |
2.10 |
2.68 |
3.30 |
3.94 |
4.57 |
5.18 |
6.01 | |
6.12.3.1若焊平周围焊,按全位置周围焊,取K = 0.80°
6.12.3.2超过表中型号的球扁钢端头焊,可以实际焊缝长度:按焊脚高度K查表U中立焊工时;全位 置对接焊工时,按球扁钢厚度查表7中立焊工时;平台对接焊工时,按球扁钢厚度査表7中平焊工时。
6.12.3.3技术等级:2〜3级。
ti =.5967801 + (-3.682216E-04) *X1^2+ (-.1427243) *X2 + (1.206458E-02) *
X2yλ2+ (1.529286E-O2) * Xl* X2
式中:ti——全位置周围焊工时,h/10头;
Xl----------球扁钢型号;
X2--焊脚咼度K, mm。
i2 =.1551714 + (-3.630712E-02) *X+(4.637409E-03) *Xλ2 + (- (1.136007E-04)
*X^3+(8.68784E-07) *Xλ4
Z3 =.0973967 + (-1.963029E—02) *X+ (.0025588) *X^2 + (-4.054249E-05) *
Xλ3 + (-6.430344E-08) * X^4
式中:,tz——全位置对接焊工时,h/10头;
⅛ 平台对接焊工时,h/10头;
X——球扁钢型号。
6.13角钢端头焊
6.13.1结表型式、焊缝代号见图13
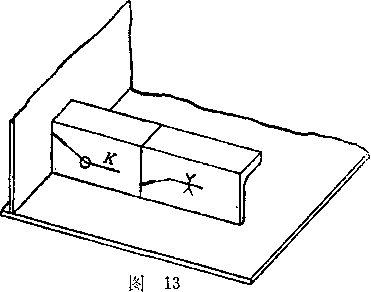
6.13.2工时定额见表18
表18
|
焊接 形式- |
焊脚 高度K m m |
型 号 . | ||||||||||
|
5 |
6.3 |
7.5. |
10/7.5 |
12/8 |
13/9 |
15/10 |
18/12 |
20/15 |
40/10I45/12,5 | |||
|
工 时 h/10头 | ||||||||||||
|
全 位 置 周 围 焊 |
4 |
0,74 |
0,84 |
0.93 |
1.02 |
1.12 |
1.21 |
1.33 |
1.56 |
1.79 |
2.57 |
3.00 |
|
5 |
Oe 93 |
1.05 |
1.16 |
1.28 |
1.41 |
1.51 |
1.67 |
1.94 |
2.22 |
3.15 |
3.65 | |
|
6 |
IaI |
1.26 |
1.39 |
1.54 |
1.69 |
1.81 |
2,00 |
2*32 |
2,65 |
3.73 |
4.31 | |
|
7 |
----- |
,--------------------------------------------------------------- |
1.80 |
1.97 |
2,11 |
2.33 |
2.70 |
3.09 |
4.31 |
4.97 | ||
|
8 |
— |
一― |
— |
2.06 |
2.25 |
2.42 |
2.66 |
3.08 |
3.52 |
4,89 |
5.62 | |
|
10 |
—— |
一一 |
--- |
2.82 |
3.02 |
3.33 |
3.85 |
4.38 |
6.05 |
6*93, | ||
|
全位置对接焊 |
0.60 |
1.60 1.30 |
2*30 |
3.00 |
3,60 |
4.10 |
4.70 |
5.70 |
6.80 |
10.70 |
13.10 | |
|
平台对接焊 |
0.50 |
1.90 |
2,40 |
2.90 |
3φ30 |
3*80 |
4.60 |
5.40 |
8.60 |
10.40 | ||
6.13.3.1若焊平周围焊,按全位置周围焊,取K = O.80。
6.13.3.2超过表中型号的角铜端头焊,可以实际焊缝长度:按焊脚高度K査表H中立焊工时;全位置 对接焊工时按角钢厚度查表7中立焊工时;平台对接焊工时按角钢厚度查表7中平焊工时。
6.13.3.3技术等级:2〜3级。
tl =7.786417E-02+ (-9.187778E-04) ⅛Xl + (2.492121E-06) *Xl^2 + (8.345445E
一02) * X2 + (9.95539E-04) *Xl * X2
式中:tl一一全位置周围焊工时,h/10头;
Xl —角钢两边宽度之和,mm;
X2—-焊脚高度K, InmO
h = -.4556473+ (7.590486E-03)⅛X+(-2.413457E-05)*Xλ2+(4.337359E-
08) ⅝X^3 +(―2.588838E-11) *Xλ4
h = -.40111.79 + (6.144352E-03) *X+ (-1.965296E-05)*Xλ2+(3.534269E-
08) *Xλ3 + (-2.112246E-∏) *XA4
式中:h 全位置对接焊工时,h/头:
h 平台对接焊工时,h/头;
X一角钢两边宽度之和,InmO
6.14扁钢端头焊
6.14.1结构型式、焊缝代号见图14
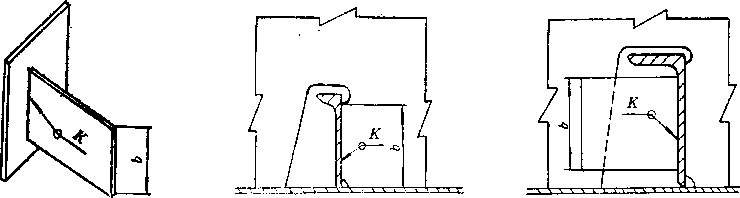
图14
6.14.2全位置周围焊工时定额见表19
表19
|
mm |
扁 钢 宽 度b mm | |||||||||||||||
|
65 |
80 |
100 |
120 |
140 |
160 |
180 |
200 |
220 |
240 |
270 |
300 |
330 |
360 |
400 |
450 | |
|
工 时 h/10头 | ||||||||||||||||
|
4 |
0.41 |
0.49 |
0.59 |
0.69 |
0.79 |
0.90 |
1.00 |
1.10 |
1.20 |
1.30 |
1.46 |
1,61 |
1.76 |
1#92 |
2.12 |
2.38 |
|
5 6 |
0.47 |
0,56 |
0.68 |
0.80 |
0.91 |
1.03 |
1.15 |
1.27 |
1.39 |
1.50 |
1.68 |
1.86 |
2.03 |
2.21 |
2.44 |
2.74 |
|
0.55 |
0.65 |
0.78 |
0.92 |
1.06 |
1.19 |
1.33 |
1.46 |
1.60 |
1.73 |
1.94 |
2.14 |
2.34 |
2.55 |
2.82 |
3.16 | |
|
7 |
0.63 |
0.75 |
0.90 |
1.06 |
1.22 |
1.37 |
le53 |
1.69 |
1.84 |
2.00 |
2,23 |
2,47 |
2,70 |
2φ94 |
3,25 |
3,64 |
|
8 |
0.73 |
0.86 |
1.04 |
1.22 |
1.40 |
1.58 |
1.76 |
1.95 |
2.13 |
2.31 |
2,58 |
2.85 |
3.12 |
3.39 |
3.75 |
4.20 5.59 |
|
10 12 |
0.97 |
1,15 |
1.39 |
1.63 |
1.87 |
2.11 |
2.35 |
2.59 |
2.83 |
3.07 |
3.43 |
3.79 |
4.15 |
4.51 |
4.99 | |
|
1,29 |
1,53 |
1.84 |
2.16 |
2.48 |
2.80 |
3.12 |
3.44 |
3.76 |
4.08 |
4.56 |
5.04 |
5.52 |
6.00 |
6.63 |
7.43 | |
6.14.3.1若焊平周围焊,取K = O.80。
8.14.3.2技术等级:2〜3级。
« = ((4.431744E-02 + 2.885164E-03*Xl) *EXP((,1430362 + (-7.223842E-05) *
LOG(XI)) *X2)),∣
式中:t--全位置周围焊工时,h∕10⅛5
Xl--扁钢宽度M Inm5
X2——焊脚高度K, mmO
6.15精钢端头焊
6.15.1结构型式、焊缝代号见图15
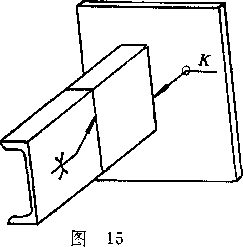
6.15.2工时定额见表20
表20
|
焊脚 |
型 |
号 | |||||||||||
|
高度K |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
28 |
30 |
32 |
36 |
40 | |
|
m m |
工 |
时 |
h/10 头 | ||||||||||
|
全 位 .置 |
4 |
1.24 |
1.37 |
1.50 |
1.62 |
1,75 |
1.88 |
2.01 |
2.21 |
2.40 |
2.59 |
2,79 |
3.04 |
|
5 |
1.46 |
1.62 |
1.78 |
1.95 |
2,11 |
2.27 |
2.43 |
2.67 |
2.91 |
3.16 |
3.40 |
3.72 | |
|
6 |
1.72 |
1.91 |
2.11 |
2.30 |
2.49 |
2.69 |
2.88 |
3.17 |
3.46 |
3.75 |
4.04 |
4.43 | |
|
周 围 焊 |
7 |
2.01 |
2.23 |
2.46 |
2.68 |
2.91 |
3.13 |
3.36 |
3.70 |
4.04 |
4.3δ |
4.72 |
5.17 |
|
8 |
2.32 |
2.58 |
2.84 |
3.10 |
3.36 |
3.61 |
3.87 |
4.26 |
4.65 |
5.03 |
5.42 |
5.94 | |
|
10 |
3.05 |
3.38 |
3.70 |
4.02 |
4.34 |
4,67 |
4.99 |
5.47 |
5.96 |
6.44 |
6.93 |
7.57 | |
|
全位置对接焊 |
2.69 |
3.32 |
3.84 |
4.28 |
4.68 |
5.07 |
5.47 |
6.18 |
7.09 |
8.31 |
9.92 |
12.82 | |
|
平台对接焊 |
2,13 |
2.76 |
3.29 |
I 3.73 |
4.13 |
4.51 |
4.89 |
5.53 |
6.35 |
7.45 |
8.92 |
11.65 | |
6.15.3.1若焊平周围焊,按全位置周围焊,取K = 0.80°
6.15.3.2超过表中型号的槽钢端头焊,可以焊缝实际长度按焊脚高度K查表11中立焊工时;全位置对 接焊工时按槽钢厚度查表7中立焊工时;平台对接焊工时按槽钢厚度查表7中各种实际焊接位置工时。
6.15.3.3技术等级:2〜3级。
tl =.6508615+ (-.109492) *X2 + (1.561816E-02) *X2^2+ (1.613088E-02) *X1*X2
式中:h ~ 全位置周围焊工时,h/10头;
Xl——槽钢型号;
X2——焊脚高度K, mm0
t2 = -.537102 + (.1107208) *X+ (-4.586534E-03) * Xλ2 + (8.242816E-05) * X^3
+ (-2.135879E-07) ×Xλ4
ts = -.5292448+ (9.654819E-02) *X+ (-3.496268E-03) ⅛Xλ2 + (4.895218E-05)
*Xλ3+(1.147608E-07) *Xλ4
式中:h——全位置对接焊工时,h/10头;
如 平台对接焊工时,h/10头; ,
X——槽钢型号。
β.ιe工字钢端头爆
6.16.1结构型式、焊缱位号见图16
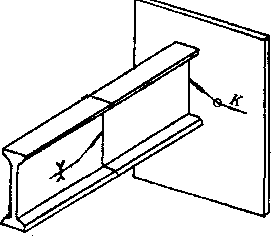
图16
6.16.2工时定额见衰21
表21
|
i焊接形式一 |
焊脚 高度K mm |
型 号 | ||||||||||||||
|
12 |
14 I 16 . 1 |
18 I 20 |
22 |
25 |
28 ) 32 }_____________________ |
36 J 40 |
45 I 50 |
56 _ |
63 | |||||||
|
工 时 h/10头 | ||||||||||||||||
|
全 位 置 周 围 焊 |
4 |
1.54 |
1.70 |
1.85 |
2.00 |
2.15 |
2.30 |
2.52 |
2.73 |
3.00 |
3.25 |
3.50 |
3.79 |
4.07 |
4.38 |
4.70 |
|
5 |
1.71 |
1.91 |
2.10 |
2.29 |
2.48 |
2.66 |
2.94 |
3.20 |
3.55 |
3.88 |
4.20 |
4.59 |
4.96 |
5.39 |
5.85 | |
|
6 |
1.95 |
2.18 |
2.41 |
2.64 |
2.87 |
3.09 |
3.42 |
3.75 |
4.17 |
4*58 |
4.98 |
5.46 |
5.93 |
6.46 |
7.06 | |
|
7 |
2.25 |
2.53 |
2.80 |
3.06 |
3.33 |
3.59 |
3.98 |
4,36 |
4.85 |
5.34 |
5.82 |
6.39 |
6.95 |
7.61 |
8*33 | |
|
8 10 |
2.63 |
2.94 |
3,24 |
3.55 |
3.85 |
4.15 |
4.60 |
5.03 |
5461 |
6.17 |
6.72 |
7.39 |
8.05 |
8.82 |
9.68 | |
|
3.57 |
3.96 |
4.34 |
4.72 |
5.10 |
5.48 |
6.04 |
6.59 |
7.31 |
8.03 |
8.73 |
9.60 |
10.44 |
11.44 |
12.56 | ||
|
全位置 对接焊 |
3.25 |
3.77 |
4.33 |
4.94 |
5.60 |
6.30 |
7.44 |
8.67 ∣10t46 |
12.39∣14.04 |
17.12 |
19.87 |
23.14 |
26.67 | |||
|
平台对接焊 |
2.64 |
3,24 |
3.87 |
4.53 |
5.21 |
5.91 |
7.03 |
8.21 |
9.88 |
11.65∣13.50 |
15.91 |
18.37 |
21.28 |
24.4$ | ||
6.16.3.1若焊平周围焊,按全位置周围焊,取K = O.80。
6.16.3.2超过表中型号的工字钢端头焊,可以焊缝实际长度按焊脚高度K査表11中立焊工时;全位置 对接焊工时按工字钢厚度查表7中立焊工时;平台对接焊工时按工学钢厚度査表7中各种焊接位置工时。
6.16.3.3技术等级;2〜3级。
t1 = 1.423884 + (1.212091E-02) *X1+ (-3.484534EiO4〉*Xl^2 + (-.3580239) *X2
+ (3.350288E-02) *X2λ2 + (1.902884E-02) *X1*X2
式中:h--全位置周围焊工时,h/10头;
Xl--工字钢型号;
X2——焊啣高度K, mm0
«2 =.1019986 + (1.299962E-02) ⅛X+ (3.99423E-04) *X^2 + (6.707263E-06) *
Xλ3 +(-9.624201E-08) ⅛Xλ4
t3 = -5.938764E~ 02 + (2.530298E- 02) *X+ (4.659641E-05)*Xλ2+(8.761401E-
06) *Xλ3 +(-9.294783E-08) *Xλ4
式:中t2——全位置对接焊工时,h/10头;
i3——平台对接焊工时,h/10头;
X - 一工字钢型号。
6.17 T形件端头焊
6.17.2工时定额见裹22
≡ 22
|
规 |
格 |
mm | |||||||||||||
|
4X_100 一我75 |
6 X 150 |
8×200 .12X100 |
8X300 .12XIOQ |
I 10X 400 Jj4X150 |
12X500 .16×150 |
14X600 .20×200 |
14 X 700 _22X200 | ||||||||
|
mm |
工 |
时 |
h/10 头 | ||||||||||||
|
4 |
M06 |
1.34 |
1.75 |
2.26 |
2.98 |
3.44 |
4.07 |
4.47 | |||||||
|
全 |
5 |
1.23 |
1.55 |
2.02 |
2.61 |
3.45 |
3.96 |
4.70 |
5.15 | ||||||
|
位 |
6 |
1.43 |
1.80 |
2.34 |
3.02 |
3.98 |
4.58 |
5.42 |
5.95 | ||||||
|
置 周 围 |
7 |
— |
— |
2,70 |
3.49 |
4.59 |
5.28 |
6.25 |
6.86 | ||||||
|
8 |
— |
— |
— |
4.03 |
5.30 |
6.10 |
7.22 |
7.92 | |||||||
|
焊 |
10 |
— |
一 |
— |
— |
7.07 |
8.12 |
9.61 |
10.54 | ||||||
|
12 |
—- |
,— |
— |
— |
— |
10.82 |
12.80 |
14.04 | |||||||
|
全位置 对接焊 |
1.50 |
3.00 |
4.56 |
6.27 |
9.82 |
13.32 |
19.45 |
22.69 | |||||||
6.17.3.1若焊平周围焊,按全位置周围焊,取K = O.80。
6.17.3.2超过表中规格的T形件端头焊,可以焊缝实际长度,按焊脚高度查表11中立焊工时;全位置对 接焊工时,按T形件板厚查表7中立焊工时。
6.17.3.3技术等级:2〜3级。
t1 = ((XI/(8.494414E - 02 ⅛ Xl + 280.6123)) * EXP((. 1422545 + .7547146/XI) * X2)) 式中:⅛ι——全位置周围焊工时,h/10头;
Xl—T形件面板宽度加腹板高度,mm,
乂2-——焊脚高度K, mmo
t2 = - 1.037302 + (1.122869E- 0,2) *X+ (- 3.295135E-05) * X^2 + (4.69412E-08)
*Xλ3 +(- 2.184046E-11)⅝Xλ4
式中:ti一——全位置对接焊工时,h/10头;
X——T形件面板宽度加腹板髙度,mm0
β,18球扁钢及其水密补板焊
---------- ——----------
|
1 1 I :、 1 |
=K 厂L\ |
1 L |
P I L |
■ ——r 戸1 _L | |||
a 一块补板 b二块补板
图18 -
6.18.2图18 (a) 一块补板结构型式的全位置双面焊工时定额见表23 表23
|
焊 脚 |
, |
球 |
屈 |
钢 |
型 |
号 | ||||||
|
高度 K |
5 |
I 8 |
10 |
:12 J____________ |
I :14 |
16 |
20 |
I 22 I |
24 |
27 | ||
|
mm |
工 |
时 |
h∕10 孔 | |||||||||
|
4 |
1.49 |
1.72 |
2.19 |
2.66 |
3.12 |
3.59 |
4.06 |
4.52 |
4.99 |
5.46 |
5.92 |
6.62 |
|
5 |
1,77 |
2.06 |
2.64 |
3.22 |
3.81 |
4.39 |
4.97 |
5.56 |
6.14 |
6.72 |
7.31 |
8.18 |
|
6 |
—— |
— |
3.12 |
3,82 |
4.52 |
5.22 |
5.92 |
6.62 |
7.32 |
8.02 |
8.72 |
9.77 |
|
7 |
—— |
一 |
一 |
4.46 |
5.27 |
6.09 |
6.91 |
7.72 |
8.54 |
9.36 |
10,17 |
11.40 |
|
8 |
—— |
〜一 |
— |
— |
6.06 |
6.99 |
7.92 |
8.86 |
9.79 |
10.72 |
11.66 |
13.05 |
|
10 |
一 |
——, |
— |
— |
— |
8.89 |
10.05 |
11.22 |
12.39 |
13.55 |
14.72 |
16.47 |
6.18.3.1水密补板的尺寸应符合CB*3182-83 «船体结构相贯切口与补板》中的规定。
6.18.3.2表中工时包括球扁钢穿过壁板处的双面焊及水密补板与壁板、球扁钢连接处的双面焊工时。
6.18.3.3超过表中型号的球扁钢及其水密补板焊接工时,可以焊缝实际长度,按焊脚高度K查表11中 立焊工时。
6.18.3.4图18 (b)二块补板结构型式的全位置焊接工时,修正系数K=I.20。
6.18.3.5技术等级:2〜4级。
t = .7065449 +( - .1610408) * X2 + (1.624073E - 02) * X2^2 + (5.832287E - 02) * Xl
*X2
式中:t——图18 (a) 一块补板结构型式的全位置双面焊工时,h/10孔;.
Xl——球扁钢型号,
X2 Jf焊脚高度κ, mmO
6.19角钢及其水密补板焊
6.19.1结构型式、焊缝代号见图19
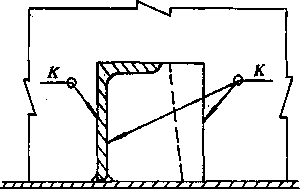
图19
6.19.2全位置双面焊工时定额见表24
表24
|
焊脚 高度K m m |
角 钢 型 号 | ||||||||||
|
5 |
6.3 |
7.5 |
10/7.5 |
12/8 |
13/9 |
15/10 |
18/12 |
20/15 |
40/10 |
45/12.5 | |
|
工 时 h/10孔 | |||||||||||
|
4 |
2.67 |
2.89 |
3.12 |
3.37 |
3.64 |
3.86 |
4.22 |
4.86 |
5.57 |
8.08 |
9.55 |
|
5 |
3.16 |
3.48 |
3.79 |
4.13 |
4.49 |
4.78 |
5.25 |
6.07 |
6.96 |
IOtOl |
11.76 |
|
6 |
3.68 |
■ 4.09 |
4.49 |
4.92 |
5∙37 |
5.74 |
6.31 |
7.31 |
8.38 |
11.97 |
13.99 |
|
7 8 |
— |
5.22 |
5.74 |
6.28 |
6.72 |
7.40 |
8.58 |
9.83 |
13.96 |
16.25 | |
|
— |
—— |
— |
6.59 |
7.22 |
7.73 |
8.52 |
9.88 |
11.31 |
15.98 |
18.54 | |
|
10 |
—— |
一 |
— |
— |
9,18 |
9.84 |
10.84 |
12.57 |
14.36 |
20.11 |
23.21 |
6.19.3.1水密补板及尺寸应符合CB*3192-83中的规定。
6.19.3.2表中工时包括角钢与壁板连接处的双面焊及水密板与壁板、角钢连接处的双面焊工时。
6.19.3.3超过表中型号的角钢及其水密补板焊接工时,可以焊缝实际长度按焊脚高度K査表11中立焊 工时。
6.19.3.4技术等级:2〜4级。
t = l.721653+ (- 8.579544E- 03) * Xl + (1.2842E-05) * Xl^2 + (1.458954E - 02) *
X2^2 + (3.602056E - 03) * Xl * X2
式中:t一全位置双面焊工时,h/10孔;
XI—角钢的两边宽度之和,mm;
X2一焊脚高度K, mm。
6.20 T形件及其水密补板焊
6.20.1结构型式、焊缝代号见图20
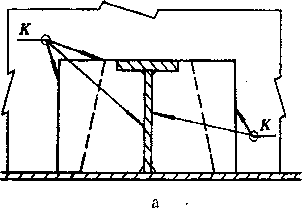
图20
6.20.2图20 (a)二块补板结合型式的全位置双面焊工时定额见表25 表25
焊脚高度K
T
件 规
格 mm
|
^^^Γ7χιooT |
T6×l50 |
8X&0 |
⅞×300 |
^10×400 |
'12X500 |
I14 X600 |
14X700 |
|
J,~6xT5 I |
L衣布厂 |
,12×lθθ wb |
,12xlθθ |
W X诚. |
」6 xlio |
X2OX2OO |
m m
ɪ 时 h/10孔
|
4 |
5,03 |
6.00 |
7.41 |
9.23 |
11.80 |
13.42 |
15.69 |
17.10 -_____________T......................T |
|
5 |
6,12 |
7.29 |
9,02 |
11.26 |
14.56 |
16.49 |
19.39 |
21.23 |
|
6 |
7,28 |
8.67 |
10.71 |
13.37 |
17.19 |
19,47 |
23.18 |
25.43 |
|
7 |
~τ~~ |
10.13 |
12.48 |
15.51 |
20.01 |
22.88 |
27.04 |
29,71 |
|
8 |
— |
— |
14.33 |
17.82 |
22.91 |
26.20 |
30.98 |
34,07 |
|
10 |
一- |
— |
22.59 |
28.95 |
33.06 |
39.10 |
43.03 |
6.20.3.1水密补板的尺寸应符合CB*3192-83中的规定。
6.20.3.2表中工时包括T形件与壁板连接处的双面焊及水密补板与壁板、T形件连接处的双面焊工 时。
6.20.3.3超过表中规格的T形件及其水密补板焊接工时,可以焊缝实际长度按焊脚高度K查表U中立 焊工时。
6.20.3.4图20 (b)三块补板结构型式的全位置焊接工时,取K = I.20。
t = .8475666 + (4.222889E -03) * Xl + (- 4.002768E-06) * X1λ2 + (3.959537E- 02)
*X2^2+(4.18455E-03) *X1⅛X2
式中:t -一图20 (a)二块补板结构型式全位置双面焊工时,h/10孔;
Xl——T形件面板宽度加腹板高度,mm;
X2——焊脚高度KJmmo
6.21圆钢端头对接焊
6.21.1坡口型式、焊缝型式见图21
6.21.2全位置对接焊工时定额见表26
表26
|
焊 缝 位 置 |
圆 钢 直 径涉 mm | |||||||||||||
|
10 |
15 |
20 |
25 |
.30 |
35 |
40 |
45 |
50 |
60 |
70 |
80 |
90 |
100 | |
工 时 h/10头
全 位 置 0.36 0.59 0.88 11.25 11.72 I 2.31 3.04 3.94^5.02 7.80 11.5016.21∣22.02∣28.9a
6.21.3.1半圆钢端头全位置对接焊,修正系数K = 0.40。
6.21.3.2技术等级:2〜4级。
I= -7.000087E- 03+(4.515122E- 03) *X+ (- 6.392274E-O5) * Xλ2 +(3.997288E
-06) ⅛Xλ3+(-9.050321E-09) *Xλ4
式中:t -——全位置对接焊工时,h/10头;
X―圆钢直径d, mm0
e.22板条端头对接焊
6.22.1坡口型式、彈缝型式见图22
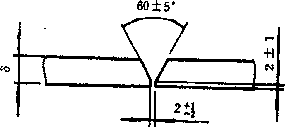
图22
6.22.2双面平对搂焊工时定额见衰27
裹27
|
板条 |
,板 |
条 |
厚 |
度δ |
mm | |||||||||||
|
宽度 b |
io |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
32 |
34 |
36 |
38 |
40 |
|
In m |
工 |
时 |
_ |
_ |
h/10 头 | |||||||||||
|
50 |
0.68 |
0.85 |
1.0,4 |
1.24 |
1.45 |
1.65 |
1.95 |
2*24 |
2.56 |
2.92 |
3.32 |
3.77 |
4.28 |
4.88 |
5.57 |
6.38 |
|
100 |
1.35 |
1,69 |
2.05 |
2*44 |
2.87 |
3.33 |
3.84 ___ |
4.40 |
5.02 |
5.71 |
6.49 |
7.36 |
8.35 |
9.49 |
10.80 |
12.34 |
|
150 |
2.01 |
2,50 |
3.03 |
3.61 |
4.24 |
4.92 |
5.67 |
6.49 |
7.40 |
8.40 |
9.53 |
10.79 |
12.22 |
13.86 |
15,74 |
17,93 |
|
200 |
2.64 |
3.29 |
3.99 |
4.75 |
5,57 |
6.46 |
7.43 |
8.50 |
9.68 |
10.99 |
12.44 |
14.07 |
15.91 |
18.00 |
20.40 |
23.17 |
|
250 |
3.27 |
4.07 |
4.93 |
5.86 |
6*86 |
7.96 |
9.15 |
10.45 |
11.89 |
13.48 |
15.24 |
17.21 |
19.42 |
21.93 |
24.80 |
28.11 |
|
300 |
3.88 |
4,82 |
5.84 |
6.94 |
8.12 |
9.41 |
10.81 |
12.34 |
14.02 |
15.87 |
17.93 |
20.21 |
22.78 |
25.68 |
28.97 |
32.76 |
|
350 |
_ 4.47 |
5.56 |
6.73 |
7.99 |
9.35 |
10.82 |
12.42 |
14.16 |
16.08 |
18.18 |
20.51 |
23.09 |
25.99 |
29.24 |
32.93 |
37.15 |
|
400 |
5.06 |
6.28 |
7.60 |
9.01 |
10.54∣12.19 |
13*98 |
15.93 |
18.06 |
20.41 |
22.99 |
25.86 |
29.05 |
32.64 |
36.69 |
41.30 | |
|
450 |
5.63 |
6.99 |
8.44 |
10.01 |
11.70 |
13.52 _ |
15.49 |
17.64 |
19.99 |
22.56 |
25.38 |
28.51 |
31.99 |
35.88 |
40.26 |
45.23 |
6.22.3.1其他焊接位置的板条双面焊工时,修正系数K按表1查定。
6.22.3.2超过表中宽度的板条对接焊工时,按其板厚查表7。
6.22.3.3法兰对接焊工时可参照本表。
6.22.3.4技术等级:2〜4级。
« = (Xl∕((1.229906E-0δ+ (- 13.94286)∕X2) *X1 + (.1615799 + 360.8135∕X2))) 式中:t——双面平对接焊工时,h/W头;
Xl一板条厚度爲mm;
X2一板条宽度6, mm。
6.23长孔塞焊
6.23.1结构型式、焊缝型式见图23
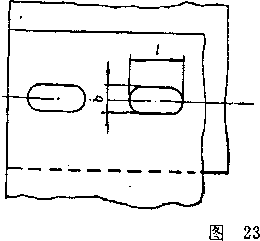
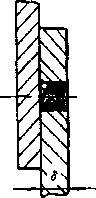
6.23.2平塞焊工时定额见表28
% 28
|
b×ι |
板 |
厚δ |
mɪn | ||||||
|
6 |
8 |
10 |
亠 |
14 |
16 |
18 |
20 |
22 | |
|
In m |
工 |
时 |
h/10 孔 | ||||||
|
12x30 |
0.34 |
0.43 |
0.52 |
0.60 |
0.69 |
0.78 |
0.86 |
0.95 |
1,04 |
|
16×40 |
0.57 |
0.71 |
0.86 |
1.01 |
1.15 |
1.30 |
1.44 |
1.59 |
1.74 |
|
20×50 |
0.82 |
1.03 |
1.24 |
1,46 |
1.67 |
1.88 |
2.09 |
2.30 |
2.52 |
|
24x60 |
1.08 |
£36 |
1.64 |
1.92 |
2,21 |
2∣49 |
2,77 |
3.05 |
3.33 |
|
28X70 |
1.34 |
1.69 |
•2.04 |
2.39 |
2.74 |
3.09 |
3.44 |
3.79 |
4.14 |
|
32 X 80 |
1.58 |
2.00 |
2.41 |
2.83 |
3.25 |
3.66 |
4.08 |
4.49 |
4.91 |
|
36X90 |
1.81 |
2.29 |
2.76 |
3.24 |
3.72 |
4.20 |
4.68 |
5.15 |
5.63 |
|
40X100 |
2,02 |
2,55 |
3.09 |
3.62 |
4.15 |
4.69 |
5.22 |
5.76 |
6.20 |
6.23.3.1其他煌接位置的塞焊工时,修正系数K査表1。若塞焊不填满(无增强量),取K = O.80。
6.23.3.2技术等级:’2〜3级。
t= ((X2∕(1.406531 * X2 + 4054.433)) + (X2 (1.847338 * X2 + 7579.391)) *X1)
式中:t——平塞焊工时,h/10孔;
Xl——板厚6, mm;
X2---b XI9 mmO
6.24圆孔塞焊
6.24.1结构型式、焊缝塞式见图24
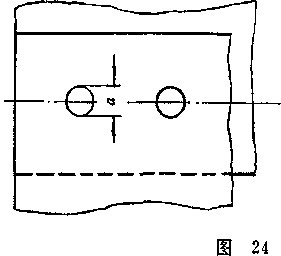
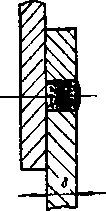
6.24.2平塞焊工时定额见表29
表29
|
圆孔直径 d m m |
板 ~ 厚 <5 mɪn | ||||||||
|
6 |
8 |
10 |
12 |
14 |
16 |
18 |
X------ 20 |
22 | |
|
工 时 h/10孔 | |||||||||
|
10 |
0.10 |
0.12 |
0.13 |
0.15 |
0.1.7 |
0.19 |
0.21 |
0.23 |
0.25 |
|
13 |
0.16 0.22 |
0.19 0.27 |
0.23 |
0.26 |
0.30 |
0.33 |
0.37 |
0.40 |
0.44 |
|
16 19 |
0.32 |
0.37 |
0.42 |
0.47 |
0.52 |
0.57 |
0.62 | ||
|
0.28 0.33 |
θj4 0.42 |
0.41 |
0;47 |
0.54 |
0.61 |
0.67 |
0.74 |
0.81 | |
|
22 |
0.50' |
0.58 |
0.66 |
0.75 |
0.83 |
0.91 |
0.99 | ||
|
25 |
0.39 |
0.49 |
0.59 |
0.69 |
0.79 |
0.88 |
0.98 |
1.08 |
1.18 |
|
28 31 |
0.45 0.51 |
0.57 |
0.68 |
0.80 |
0.91 |
1.02 |
1.14 |
1.25 |
1.36 |
|
0.64 |
0.77 |
0.90 |
1.03 |
1.16 |
1.29 |
1.42 |
1.55 | ||
6.24.3.1其他焊接位置的塞焊工时,修正系数K查表1。若塞焊不填满(无增强量),取K = O.80。
6.24.3.2技术等级:2〜3级。
t= (((- 3.970679E- 03) + (- 1.653737E-02) * Xl) + (4.188272E- 03 + 2.619709E-03
*X1) *X2)
式中:t 一平塞焊工时,h/10孔;
Xl---板厚a, InmJ
X2--圆孔直径W, mm。
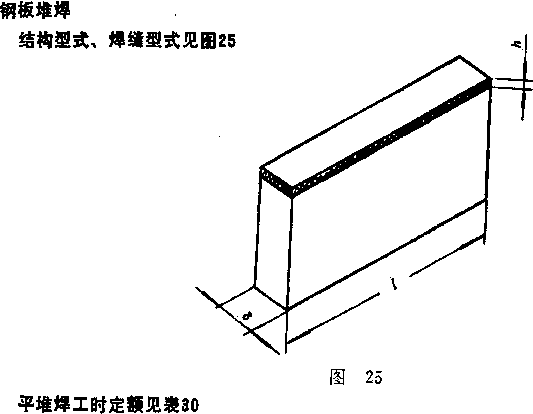
表30
................ .τ""........ IlrIl...... .'ɪ71' JII'1' ∏ιιι>i-.. —≡1UJ- I..:' ' ≡' ■- . ' ' ' 1""m ............. .......... .............. ɪ 'ɪu^
板 厚S mm
堆焊高度4-----------
|
m m |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
|
工 时 h/m | |||||||||
|
6 |
0.69 |
0.86 |
1.03 |
1.20 |
1.38 |
1.55 |
1.72 |
1;89 |
2.07 |
|
8 |
0.83 |
1.04 |
1.25 |
1.46 |
1.67 |
1.88 |
2.09 |
2.29 |
2.50 |
|
10 |
0.97 |
1.21 |
1.45 |
1.69 |
1.94 |
2.18 |
2.42 |
2.66 |
2.90 |
|
12 |
1.09 |
1.37 |
1.64 |
1.91 |
2.19 |
2.46 |
2.73 |
3.01 |
3.28 |
|
14 |
1.21 |
1.51 |
1.82 |
2.12 |
2.42 |
2.73 |
3.03 |
3.33 |
3.64 |
|
16 |
1.32 |
1.66 |
1.99 |
2.32 |
2.65 |
2.98 |
3.31 |
3,64 |
3.98 |
6.25.3.1其他焊接位置堆焊工时,修正系数K查表1。堆焊件焊好后需金加工,修正系数K=I.20。
6.25.3.2堆焊件长度小于0.5m,取K = 1.10。
6.25.3.3技术等级;2〜4级。
i= ((5.214027E-02* (X2λ.6663065)) + (2.601467E- 02 ⅛ (X2λ.6677548)) * Xl)
式中:t——平堆焊工时,h/m,
XI-~ 板厚(5, mm;
X2--堆焊高度爲mɪɪɪo
6.26船底漏水眼子、船底放泄螺塞座板焊
6.26.1船底放泄螺塞座极安装结构型式、焊缱型式见图26
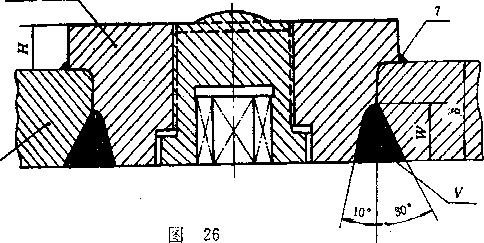
6.26.2 H时定额见表31
表31
|
序 |
船 舶 |
吨 |
位t | |||
|
操作内容 |
≤5000 |
5000~≤20000 |
20000~≤50000 |
50000~≤100000 |
>100000 | |
|
号 |
工 |
时 |
h/只• | |||
|
1 |
船底漏水 眼子焊接 |
0.20 |
0.40 |
0.60 |
0.80 |
1.00 |
|
2 |
思底放泄螺 塞底板焊接 |
0.50 |
0.75 |
1.00 |
1.25 |
1.50 |
6.26.3.1表中工时巳含中合拢焊接工时及舱室修正系数X,大合拢焊接取K=I.20
6.26.3.2技术等级:2〜4级
t = - 8.333319E-02+(. 1499999) * Xl + (1.406266E- 08) * X2 + (8.333328E- 02)
* X2^2+ (5.000005E -02) * Xl * X2
式中:t—-焊接工时,h/只;
Xl-——船舶吨位t自左至右的代号,1〜5;.
X2----序号。
6.27吊环焊
S,27.1吊环型式Bffl27
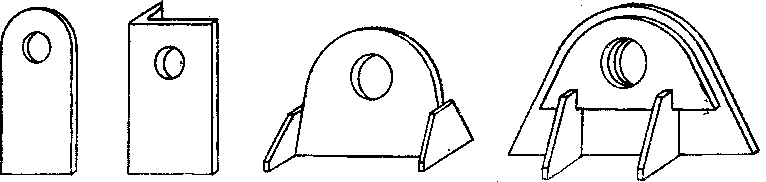
图27
表32
|
焊 位 |
接 置 |
吊 |
环 |
允 |
许 |
负 |
荷 |
t | ||
|
≤5 |
6〜10 |
ll~20 |
21~30 |
31~40 |
41〜50 |
51 〜60 |
61 〜80 |
81~100 | ||
|
X ... |
时 |
h/只 | ||||||||
|
平 |
焊 |
0.18 |
0.30 |
1.11 |
1.37 |
1.74 |
2.15 |
2.54 |
3.20 |
3.90 |
|
立 |
焊 |
0.23 |
0,39 |
1.44 |
1.78 |
2.26 |
2.80 |
r 3.30 |
4.16 |
5.07 |
|
仰 |
焊 |
0.25 |
0.42 |
1.55 |
1.91. |
2.44 |
3.01 |
3.56 |
4.48 |
5.46 |
6.27.3.1表中工时为吊环与船体接触面的焊接工时,不包括吊环制作焊接工时。.
6.27.3.2表中工时为中、小合拢的吊环焊接工时。
6.27.3.3技术等级:2〜4级。
Z = 1.429446 + (- 5.8757S5E-02) *X+(2.714862E-03)*Xλ2 + (- 3.124772E-
05)⅜Xλ3 + (1.244344E-07)≠Xλ4
式中:t——允许负荷大于Wt的吊环平焊工时,h/只;
X——吊环允许负荷,to
6.28铸钢負尾轴套对接焊(带钢蛰板)
€.28.1结构型式、焊缱型式见图28
|
I MMk IMM»' MMB M I ≡B> IMi* 4∙Wβ I Ar IA . ____ɪ O ∕,7"7 √"'" |
Λ — A |
A-A OKBBBK | |||||||
|
) ≡ I BMt **-≡ ≡M> <≡K< i >≡w <MM∙ ≡-r <m≡ a≡< A a结构型式 6.28.2全位置工时定额装表33 |
b坡口型式 图28 表33 |
1 C焊缝型式 | |||||||
|
板 厚 δ m m |
舟尾 轴 套 直 径d mm | ||||||||
|
300 J 400 |
500 I 600 |
700 I 800 |
900 |
1000 |
1100 | ||||
|
工 .时 h/件 | |||||||||
|
22 |
3.08 |
4.11 |
5.13 |
6.16 |
7.19 |
8.21 |
9.24 |
10.27 |
11.29 |
|
26 |
4.05 |
5.40 |
6.75 |
8.10 |
9.45 |
10.80 |
12.15 |
13.50 |
14.85 |
|
30 |
5.12 |
6.83 |
8.54 |
10.24 |
11.95 |
13.66 |
15.37 |
17.04 |
18.78 |
|
34 |
6.29 |
8.38 |
10.48 |
12.58 |
'14.67 |
16.77 |
18.87 |
20.96 |
23*06 |
|
` |
7.54 |
10.06 |
12.58 |
15.09 |
17.61 |
20.13 |
22.64 |
25.19 |
27*67 |
|
42 |
8.89 |
11.85 |
14.82 |
17.78 |
20.75 |
23.71 |
26.§8 |
29.65 |
32.61 |
|
46 |
10.32 |
13.76 |
17.20 |
20.65 |
24.09 |
27.53 |
30.97 |
34.42 |
37*86 |
|
50 |
11.83 |
15.7& |
19.72 |
23.67 |
27.62 |
31.58 |
35.51 |
39.46 |
43.41 |
6.28.3.1表中工时不包括预热工时。
6.28.3.2若在回转胎架上焊接,取K = 0.70»
6.28.3.3技术等级:2〜4级。
i= «3.201334E-05 + 6.450296E - 05 * Xl) * (X2λ (X1∕(. 6096672 *Xl+7.936385E -
02))))
式中:t全位置焊接工时,h/件;
Xl——膈轴套直径d, mm;
X2—腥轴套板厚僞mmO
7重力焊焊接
7.1单面置力焊的结构型式、彈缝壁式见图29
|
焊接种类 |
焊 脚 高 度K mm | |||
|
5 |
6 |
7 |
8 | |
|
工 时 h/m | ||||
|
单面重力焊 |
0.10 |
0,12 |
0e14 |
0.18 |
7.3表34的使用说明
7.3.1图29 (b)有圆势的型钢边缘与钢板角接焊,取K=I.IO0
7.3.2焊缝长度小于0.5m,取K=I.10。
7.3.3技术等级:2〜3级。
7.4數学模式
i = .171 + (-.039)*X+(. 005) * X^2
式中:t——钢板与钢板角接焊工时,h/m;
X——焊脚高度K, mm。
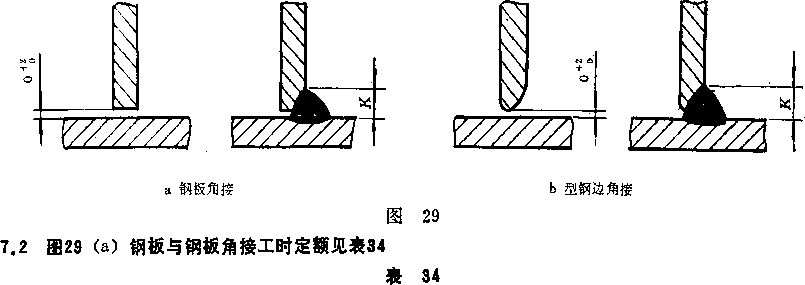
8二氧化碳半自动焊焊接
8.1不开坡口单面连续角焊
«.1.1结构型式、焊缝型式现图30
a钢板角接 b型钢边角接
图30
8.1.2图3C (a)钢板与铜板角接型式的工时定额见衰35
I 焊 脚 高 • 度K mm
焊. 接 I -----------:-------------1
|
平 |
焊 |
0.09 |
0.09 |
0.11 |
0.13 0.17 |
0.15 |
0.18 |
0.20 |
0.22 |
0.24 |
|
立 |
焊 |
0.12 |
0.12 |
0.14 |
0.20 |
0.23 |
0.26 |
0.29 |
0.31 | |
|
仰 |
焊 |
------ 0.13 |
0.13 |
0.15 |
0.18 |
0.21 |
0.25 |
0.28 |
0.31 |
0.34 |
8.1.3.1图30 (b)有圆势的型钢边缘与钢板角接焊工时,W = IaOo
8.1.3.2焊缝长度小于0.5∏ι,取K = 1.10o
8.1.3.3技术等级:3级
t = . 1921292 +(-7.398929E - 02) * X + (1.628816E - 02) * Xλ2 + (1.090266E - 03)
* Xλ3 + (2.28736E -05) * X^4
式中:t — 钢板与钢板角接平焊工时,h/m,
X一焊脚高度K, mmO
8.2 V形坡口对接焊
8.2.1坡口型式、焊缱型式见图31
60 + 5°
b V型坡口不留根
图
31
8.2.2图31 (a) V形坡口留根的工时定额见表36
表36
|
焊接位置 |
板■ ,厚6 mm | |||||||||||
|
5 |
6 |
I'7 |
8 I 9 ) 10 |
11 |
12 |
13 I 14 |
15 | |||||
|
工 时 h/m . | ||||||||||||
|
,平焊 |
主.缝 |
0.15 |
0.21 |
*0.26 |
0.30 _:_____ |
0.33 |
0.36 |
0.39 |
0.42 |
0.45 |
0.49 |
0.54 |
|
封 底 |
0.08 |
0.11 |
0.13 |
0*15 |
0.17 |
0.18 |
0.20 |
0.21 |
0.23 |
0.25 |
0.27 | |
|
横焊 |
主 缝 |
• 0.18 |
0.25 |
0.31 |
0.35 |
0.39 |
0.43 |
0.47 |
0.50 |
0.54 |
0.59 |
0.64 |
|
封 底 |
0.09 |
0.13 |
0.16 |
0.18 |
0.20 |
0.22 |
0.24 |
0.26 |
0.28 |
0.30 |
0.32 | |
|
立焊 |
主缝 |
0.20 |
0.27 |
0.33 |
0.38 |
0.43 |
0.47 |
0.51 |
0.55 |
0.59 |
__ 0.64 |
0.70 |
|
封 底 |
0.10 |
0.14 |
0.17 |
0.20 |
0.22 |
0.24 |
0.26 |
0.28 |
0.30 |
0.32 |
0.35 | |
板 M ð mm
|
焊接位 |
置 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 | ||
|
_ 工 |
时 |
h/m | ||||||||||||
|
平 |
焊 |
主 |
缝 |
0.58 |
0.64 |
0.70 |
0.76 |
0.83 |
0.91 |
0.98 |
1.06 |
1.14 |
1.22 |
1.29 |
|
封 |
底 |
0.29 |
0.32 |
0.35 |
0.38 |
0.42 |
0.45 |
0.49 |
0.53 |
0.57 |
0.61 ____ |
0.65 | ||
|
橫 |
焊 |
主 |
•缝 |
_ 0.70 |
0.76 |
0.84 |
0.91 |
1.00 |
1.69 |
1.18 |
1.27 |
1.37 |
1.46 |
1.55 |
|
封 |
底 |
0.35 |
0.38 |
0.42 |
0.46 |
0.50 |
0.54 |
0.59 |
0.64 |
0.69 |
0.74 |
0.78 | ||
|
立 |
焊 |
主 |
缝 |
______ 0.76 |
0.83 |
0.90 |
0.99 |
1.08 |
1.18 |
1.28 |
1.38 |
1.48 |
1.58 |
1.68 |
|
封 |
底 |
0.38 |
0.42 |
0.45 |
0.50 |
0.54 _ |
0.59 |
0.64 |
0.69 |
0.74 |
0.80 |
0.85 | ||
8.2.3.1表中工时巳考虑焊缝封底面坡口横截面积增大的因素。
8.2.3*2焊缝长度小于0.5m,取K=I.IO0
8.2.3.3图31 (b) V形坡口不留根,主缝取K=I.10;封底取K = O.80。
8.2.3.4 .技术等级:3〜5级。
L= - .4143425+(.1807434) *X + (- 1.715401E- 02) ⅛ Xλ2 + (8.014008E- 04) *X^3
+ (- 1.199639E-05) *X^4
t2 = - .2192713 + (9.366028E- 02) *X + (- 8.760435E-03) ⅛Xλ2 + (4.010217E-04)
*XA3 + (- 5.888i81E-06)*XA4
式中:t1——V形坡口留根平焊主缝工时,h/m;
奶一V形坡口留根平焊封底工时,h/m;
X——板厚<5, mmO
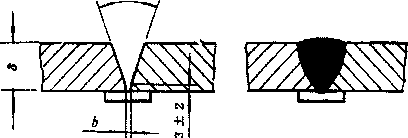
8.3带衬垫的V形坡口对接焊
3.3.1坡口型式、焊缝型式见图32
S.3.2工时定额见表37
⅛ 37
|
焊 |
缝 |
6 |
18 |
■ 板. |
厚δ |
mm | ||||||||||||
|
10 |
12 |
14 |
.16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
32 |
34 |
36 I 38 |
40 | ||||
|
位 |
置 |
工 |
时 |
h/m | ||||||||||||||
|
平 |
焊 |
0.66 |
0.73 |
0.87 |
1.06 |
1,29 |
1.54 |
1.81 |
2.08 |
2.34 |
2.60 |
2.85∣3.083.31 V___________________________________ !__________________________ I_________________________________________ |
3.54 |
3.77kθl∣4.29∣4.6Q | ||||
|
横 |
焊 |
0.79 |
0.87 |
1.04 |
1.27 |
1.55 |
1.85 |
2.17 |
2.49 |
2.81 |
3.12 |
3.41 |
3.70^3.97 |
4.24 |
4.52 4.82 5.14 5.52 | |||
|
立 |
焊 |
0.86 |
0.94 |
1.12 |
1.38 |
1.68 |
2.01 |
2.35 |
2.70 |
3.04 |
3.38 |
3,70 |
4.01 |
4.30 |
4.60 |
4.90 5.21∣5.57 |
5.98 | |
8.3.3.1焊缝长度小于0.5m,取K= 1.10。
8.3.3.2技术等级:3〜5级。
I = 1.109839 +(-. 1820505) * X + (2.122553E - 02) *X^2 + (- 6.080797E - 04) * Xλ3
+ (6.144022E-06) *Xλ4
式中:t——平焊工时,h/m;
X——板厚禽mm。
9埋張半自动焊焊接
9.1单面连续角焊
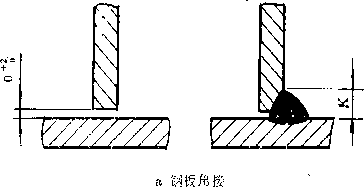
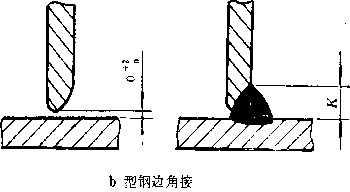
图33
9.1.2图33 (a)钢板与钢板角接的工时定额见表38
表38
|
焊 接 位 置 |
焊 脚 高 度K mm | |||||
|
4 |
5 |
6 |
8 |
10 |
12 | |
|
工 时 h/ In | ||||||
|
平 焊 |
0,26 |
0.31 |
0.33 |
0.38 |
0.50 |
0.62 |
9.1.3.1图33 (b)有圆势的型钢边缘与钢板角接,取K = I.10。
9.1.3.2焊缝长度小于0.5m,取K = I.10。
9.1.3.3技术等级:2〜3级。
9.1.4数学模式
t= - .9595 + (.6764454) *X+ (- .1337958) *Xλ2 + (1.160583E-02) ⅛Xλ3 +
(- 3.5329E-04) *X^4
式中:f.——钢板与钢板角接平焊工时,h/m;
X——焊啣高度K, mmO
10埋弧自动焊焊接
10.1各种坡口对接焊
10.1.1坡口型式、焊缝型式见图34
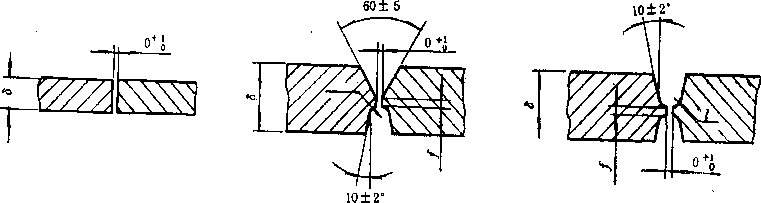

图34
10.1.2工时定额见表39
表39
|
板 |
厚 |
δ |
mm | |
|
焊接种类 |
4 6 8 10 |
12 14 |
16 18 |
20 22 24 I 26 |
|
工 时 |
h/ m | |||
|
埋弧!主缝 |
0.29 0.29 0.28 0.32 |
0.36 0.41 |
0.46 0.51 |
0.58 0.65 I 0.74 I 0.85 |
|
自动焊:封底 |
0.25 0.25 0.21 0.24 |
0.27 0.3L |
0φ34 0.39 |
0.43 0.49 0.56 0.64 |
|
手工电弧焊 |
0.26 |
0.29 |
0,32 |
0.35 |
|
板 |
厚 |
δ |
InIlL | |
|
焊接种类 |
28 I SO I 32 I 34' |
I E6 * 38 |
40 42 |
44 46 48 50 |
|
______ |
工 时 |
h/m | ||
|
埋弧主缝 |
0.97 1.11 1.28 1.46 |
1.67 1.91 |
2.18 2.47 |
2.80 3.16 3.55 j 3.97 |
|
自动焊封底 |
0.73 0.83 0.96 1.10 |
1.25 1.43 |
1.63 1.85 |
2.10 2.37 2.66 ' 2.98 |
|
手工电弧焊 |
0.38 |
0.42 |
0,50 | |
10.1.3.1表中自动焊工时已考虑各种坡口因素。手工电弧焊工时是指拼板端缝的第一遍手焊打底工 时。
10.1.3.2表中自动焊工时巳包括引弧板、熄弧板的延伸焊接,不包括焊件预热工时和吊运焊接设备工
时。
10.1.3.3若在回转胎架上焊圆筒体接缝,纵缝取K = LlCh端缝≡ = 1.20q
10.1.3.4技术等级:2〜4级
10.1.4数学模式 .
h =.0611935 + (3.720621E-02) ⅛≈X+ (-l,68273E-03) *Xa2+ (5.902817E-05) *
X^3 +(- 1.791091E-07) ⅛X^4
妁=3.723764E - 02 + (2.959OOlE - 02) ⅛ X + (- 1.35132IE - 03) * X^2 + (4. 596562E -05) *XA3 + (- 1.444375E-07)H=Xλ4
i3 = .2192857 + (7.905243E-03) ⅛X + (- 2.335859E - 04) ⅛ X^2 + (6.780771E - 06) * Xz 3 + (- 5. 845492E - 08) * Xλ4 式中:h自动焊主缝工时,h/nɪj
Ii---自动焊封底工时,h∕m5
如一手工电弧焊打底工时,h∕m,
X--板厚mmo
10.2带铜垫板的V形坡口对接焊
10.2.1坡口型式、焊缝型式见图35
40±5,
b > 12m m
板 厚 d mm
|
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 | |
|
工 |
时 |
h/ m | ||||||||
|
平焊 |
0.69 |
,0.81 |
0,88 |
0.94 |
0,98 |
1.03 |
1.10 |
1.19 |
1.32 |
1.48 |
|
板 |
厚 |
ð |
InnI | |||||||
|
26 |
28 |
30 |
32 |
34 |
36 |
38 |
40 |
42 |
44 | |
|
工 |
时 |
h/ m | ||||||||
|
平焊 |
1.69 |
1.95 |
2,25 |
2.61 |
3.01 |
3.45 |
3.94 |
4* 46 |
5.00 |
5.55 |
10.2.3.1表中工时包括引弧板、熄弧板的延伸焊接。
10.2.3.2表中工时不包括焊件预热工时和吊运焊接设备工时。
10.2.3.3技术等级:2〜4级。
t= - 6.589717E- 02 + (.1986614) *X + ( - 1.478983E-02) *Xλ2 + (4.837196E-04)
*Xλ3+(-4.187527E-06) *Xλ4
式中:t——平焊工时,h/m;
X——板厚毎mm。
10.3 K形坡口角焊
10.3.1结构型式、焊缱型式见图36
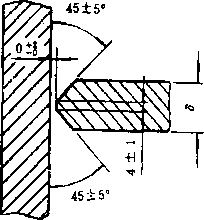
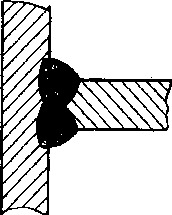
图36
10.3.2单面焊工时定额见衰41
表41
|
焊接位置 一 |
板 厚 <5 mm | |||||||||
|
22 |
24 |
26 |
28 |
30 |
32 |
34 |
36 |
38 |
40 | |
|
工 时 h/m | ||||||||||
|
平焊 |
0.26 |
0.30 |
0.34 |
0.39 |
0.45 |
0.51 |
0.59 |
0.67 |
0.77 |
0.87 |
|
焊接位置 |
板 厚 S mm | |||||||||
|
42 |
44 |
46 |
48 |
50 |
52 I 54 |
56 |
58 |
60 | ||
|
工 时 h/m | ||||||||||
|
平焊 |
0.99 |
1.12 |
1.27 |
1.42 |
1.58 |
1.76 |
1.94 |
2.13 |
2.32 |
2.52 |
10.3.3.1 若双面焊,取K = 2.00。
10.3.3.2为控制变形需多次翻身操作,板厚在40InnI以上的超厚板焊接,取K = 1.30〜.1.50。
10.3.3.3表中工时不包括焊件预热工时和吊运焊接设备工时。
10.3.3.4技术等级:2〜4级。
t= - .6701003 + (9.979192E-02) ⅝X + (- 4.46676E-03) *X^2+ (9.730977E-05) *
Xλ3 + (- 5.971142E-07) ⅛Xλ4
式中:t-―单面焊工时,h∕m,
X——板厚mm。
10.4单面焊双面成形压力架焊
10.4.1结构型式、焊缝型式见图37
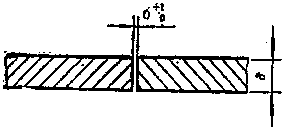
图37
10.4.2工时定额见表42
衰42
|
板 |
厚 |
ð |
mm | |||||||
|
'5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 | |
|
ɪ |
时 |
h/m | ||||||||
|
压力架 |
0.37 |
0.39 |
0.43 |
0,49 |
0.55 |
0.61 |
0.68 |
0.75 |
0.81 |
0.88 |
|
板 |
厚 |
ð |
mm | |||||||
|
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 | |
|
.'ɪ |
时 |
h/m | ||||||||
|
压力架 |
0.93 |
0.98 |
1.03 |
1.06 |
l.lθ |
1.14 |
1.17 |
1.21 |
1.26 |
1.31 |
10.4.3.1表中工时已考虑板厚δ>12mm时的焊缝坡口因素。
10.4.3.2技术等级:2〜4级。
t = .7395651 + (-. 1881006) * X + (2.933676E - 02) ⅛Xλ2 + (-1.411391E - 03) * X^3
÷(2.321025E-05)*Xλ4
式中:f—-压力架焊接工时,h/m;
X——板厚6, mmO
11混合焊焊接
11.1坡口型式、彈缝型式见图38
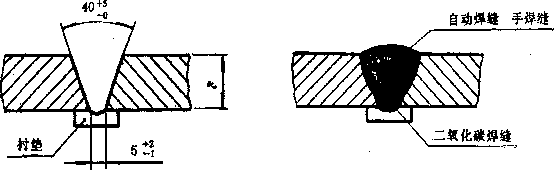
图38
11.2工时定额见衰43
表43
|
焊接种类 |
板 厚 d mm | |||||||||
|
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
32 |
34 | |
|
工 时 h/ɪɪɪ | ||||||||||
|
二氧化碳打底焊 |
0.79 |
0.81 |
0.84 |
0.86 |
0.89 |
0.92 |
0.94 |
0.98 |
0.99 |
1.00 |
|
自动焊 盖面 |
0.41 |
0.52 |
0.63 |
0.72 |
0.80 |
0,89 |
0.98 |
1,07 |
1.18 |
1.31 3.35 |
|
手弧焊 盖面 |
0.87 |
1.10 |
1.34 |
1.60 |
1.87 |
2.15 |
2.43 |
2.73 |
3.04 | |
|
焊接种类 |
板 厚 α mm | |||||||||
|
36 |
38 |
40 |
42 |
44 |
46 ' |
48 |
50 |
52 |
54 | |
|
工 时 h/m | ||||||||||
|
二氧化碳打底焊 |
1.00 |
1.00 |
1.00 |
1.00 |
1.00 |
1.00 |
1.00 |
1.00 |
IeOO |
1.00 4.71 7.02 |
|
自动焊 盖面 |
1.45 |
1.63 |
1.84 |
2.08 |
2.37 |
2.72 |
3.11 |
3.57 |
4.10 | |
|
手弧焊 盖面 |
3.68 |
4.01 |
4.35 |
4.69 |
5.05 |
5.42 |
5,79 |
6.19 |
6.59 | |
11.3.1二氧化碳打底焊的打底厚度不得低于6mm。盖面焊只能采取一种焊接方法完成,工时应分别査 定。
11.3.2技术等级:3〜5级
tl = 1.134703 + (- 6.963852E- 02) *X+ (4.377815E-03) *Xλ2 + ( - (9.δl835δE^
05) *Xλ3 + (7.070565E-07) *X^4
t2 = - 1.400911 + (.1792511) *X + (- 4.961547E- 03) *Xλ2 + (4.366887E- 05) *X^3
+ (4.732299E-07) *Xλ4
i3 = - 6.132362E- 02+ (- 8.613912E- 03) *X+ (5.398138E-03) *X^2÷
(-8.541614E-05) *Xλ3 + (6.174296E-O7) * X^4
式中:fɪ——二氧化碳打底焊工时,h∕mj
ta--自动焊盖面工时,h∕m∣
t3--手弧焊盖面工时,h/mJ
X---板厚6, lɪllɑo
12电渣焊焊接
12.1直对接焊丝电渣译
12.1.1工时定额见袤47
表47
|
焊接 种类 |
板 厚 d mm |
|
40 50 60 70 80 90 100 110 120 130 140 150 /160 | |
|
.工 时 h/ m |
|
电渣焊 |
28.00 |
30.00 |
32.00 |
34.00 |
36.00 |
38.00 |
40.00 |
42.θθ[ 44.00∣ 46.00∣ 48.00 50.00∣ 52.00^ | |||||
|
焊接 种类 |
板 -厚 d Inm | ||||||||||||
|
170 |
180 |
190 |
200 |
210 |
220 _ |
230 |
240 |
250 _ |
260 |
270 |
280 |
290 300 | |
|
' 工 时 h/m | |||||||||||||
|
电渣焊 |
54.00 |
56.00 |
58.00 |
60.00 |
62.00 |
64.00 |
66.00 |
68.00 |
70.00 |
72.00 |
74.00 |
76.00 |
78.00∣30.00 |
12.1.2.1焊缝长度小于lɪɪɪ,取K = L20。环缝对接焊丝电渣焊焊接工时参照本表查定。
t = 20 + (.2) *X + (-6.661338E-16) *Xλ2+ (3.469447E- 18) ¼X^3+ (-3.388132 E-21)*Xλ4
式由:t——直对接焊丝电渣焊焊接工时,h/mj
X—板厚们HImo
12.2直角接焊丝电渣爆
12.2.1工时定额见表48
表48
|
'焊接 种 类 |
板 厚 & mm | ||||||||||||||
|
40 I 50 |
60 I 70 |
80 |
90 |
100 |
110 |
120 |
130 I 140 |
150 |
160 |
170 | |||||
|
工 时 ^h/m | |||||||||||||||
|
电渣焊 |
42.00 |
44.00 |
46.00 |
48.00∣50.00 |
52.00 |
54.00 |
56.00∣58.00 |
50.66 |
62.00 |
64.00 |
66.0C |
∣68.00i | |||
|
焊 接 种 类 |
板 厚 d mm | ||||||||||||||
|
180 I 190 |
200 |
210 I 220 |
230 I 240 J 250 |
260 I 270 I 280 | 290 | 300 | |||||||||||
|
工 时 h/m | |||||||||||||||
|
电渣焊 |
70.呻2.叫 74.0,76.00 |
78.00 |
80.00∣82.00 |
84.00 |
86.0( |
)88.00 |
90.00∣ 92.00 |
94.00∙ | |||||||
12.2.2.1焊缝长度小于im,取K = I.20。环缝角接焊丝电渣焊焊接工时参照本表查定。
12.2.2.2技术等级:3〜6级。
t = 34+(.2) *X+ (-6.661338E- 16) *X^2 + (3.469447E-18) #XA3 + (- 3.388132E
-21)⅛Xλ4
式中;t——直角接焊丝电渣焊工时,h/m;
X——板厚s, mmO
附加说明:
本标准由中国船舶工业总公司人事部提出并归口。
本标准编制领导小组成员:秦文栩、刘兆纪、李日然、庄克勤、'徐全忠、李文波、王根根、陈冠 球、李正俨、陈连根、董建林。
本标准编审组成员:陈连根(兼)、张书桥、阮福寿、赖绍温、赵善教、林方澄、吴炳田。
本标准由沪东造船厂负责起草。中华造船厂等参加编写。
本标准主要负责起草人:严志桃。周伦荘、崔元智等参加起草。
40