
QC/T 357-1999
本标准等效采用日本工业标准JIS D 2701-1993 «汽车用车轮螺母》中规定的内螺母。结合贯彻国 际.标准,删除了日本标准限制使用的Ml9X1. 5〜M28XL 5、Ml8XL 5〜M25X1. 5、Ml8X1. 5〜M26 ×1∙5三个规格,对边尺寸采用GB 3104«紧固件产品对边宽度》,同时保留了日本标准尺寸。
本标准增加了下列内容:
——采用了 GB 5779. 2《紧固件表面缺陷一螺母》。
——表面增加锌铭膜处理。
― 采用GB 90 «紧固件验收检査 标志与包装》。
本标准自生效之日起,同时代替ZBT31030. 6-87标准。
本标准由国家机械工业局提出。
本标准由全国汽车标准化委员会归口。
本标准由武汉汽车标准件厂起草。
本标准主要起草人:高锡鑫、刘晓华、朱达俊
中华人民共和国汽车行业标准
QC/T 357-1999
代替 ZBT 31030. 6-87 eqv JIS D 2701-1993
1范围
本标准规定了汽车盘式车轮内螺母M16X1. 5〜M20X1. 5的型式、尺寸和技术条件。
本标准适用于以螺栓中心定心的紧固盘式车轮的内螺母。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均 为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
Crb/I yυ-198i> 靈回ITWHXIsZ食、怵志/Ei卷
GB/T 196-1981普通螺纹基本尺寸(直径Imm—60OmnI)
GB/T 197-1981普通螺纹公差与配合(直径Imm~355mm)
GB/T 3098.4-1986紧固件机械性能细牙螺母
GB/T 3103.1-1982紧固件公差螺栓、螺钉和螺母
QC/T 326-1999汽车标准件产品编号规则
QC/T 625-1999汽车用涂镀层和化学处理层
3型式与尺寸
表1汽车车轮内螺母的尺寸 mm
|
螺纹D |
螺纹d |
5 |
max |
<∕4+1O |
S |
ZI max |
Z2 min |
Z3 min |
Z4 min |
tι |
tz max | |
|
M16X1.5 |
M25×1.5 |
26 |
32 |
22.5 |
19 |
18(17) |
56 |
23 |
11 |
31 |
3.5 |
11 |
|
M18×1.5 |
M27X1.5 |
26 |
32 |
24.5 |
21 |
21(19) |
59 |
23 |
13 |
31 |
4 |
11 |
|
M20X1. 5 |
M30×l. 5 |
30 |
~~36~ |
27.5 |
23 |
21(22) |
64 |
31.5 |
14 |
36 |
4 |
13. 5 |
|
注:括号内尺寸新设计不采用,如果用括号内尺寸,订货时应在合同中注明尺寸S。 | ||||||||||||
国家机械工业局1999-11-05,ftt«
2000-07-01 实施
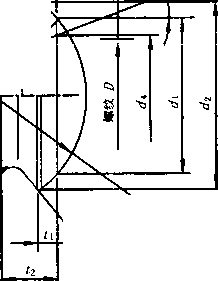

注:右旋螺纹可省略旋向标记。
图1汽车车轮内螺母的型式
4技术条件
表2技术条件
|
材 |
料 |
钢 |
|
螺纹 |
公差 |
内螺纹6Hl) 外螺纹镀前6f |
|
标准 |
GB/T 196;GB/T 197 | |
|
机械性能 |
等级 |
内螺母8级气也可由供需双方协议执行 |
|
标准 |
GB/T 3098. 4 | |
|
公茬 |
产品等级 |
B级 |
|
标准 |
GB/T 3103. 1 | |
|
------------------ 表面处理 |
种类 |
1.镀锌钝化Fe/Ep. Zn8. ; 2.锌铝铭涂层Fe∕Ct.DAC4 |
|
标准 |
QC/T 625 | |
|
表面缺陷 |
除符合GB/T 5779.2以外,内孔无锈蚀、无毛刺、断扣,表面应光洁 | |
|
验收及包装 |
GB/T 90 | |
|
注:D为容纳镀层,镀前可按6G级制造,镀后用6H通规检查。 2)内螺母的强度,以内螺纹为准,按】型螺母考核。 | ||
5试验方法
内螺母的机械性能试验按图2。


试件




注1.支板内螺纹精度按GB/T 197规定的6H。
2- 支板进行淬火回火,其硬度为45HRC以上。
3- 芯棒按GB/T 3098. 4有关规定頌
4.图中乙、4按图1及表L
图2
6产品编号
61编号方法按QC/T 326规定。
6. 2编号示例:
外螺纹d=M30Xl. 5、内螺纹r>=M2OX1.5∖表面镀锌的汽车车轮内螺母编号:
Q30420
外螺纹J=M3O×1. 5、内螺纹D=M20X 1. 5、表面镀锌的汽车车轮左旋内螺母编号S Q30520
3